
основные плюсы и тонкости применения технологии
Вопросы, рассмотренные в материале:
- Что собой представляет полуавтоматическая сварка
- Какие бывают разновидности полуавтоматической сварки
- Каковы основные достоинства и недостатки полуавтоматической сварки
- Какие есть плюсы и минусы полуавтоматической сварки в среде углекислого газа
- В чем достоинства полуавтоматической сварки без газа
Полуавтоматическая дуговая сварка является, пожалуй, самым удобным видом соединения, особенно для новичков. Происходит она за счет плавления электрода, перемещаемого автоматически. Давайте рассмотрим достоинства полуавтоматической сварки для специалистов с опытом работы и только пришедших в профессию.
Технология полуавтоматической сварки
При полуавтоматической сварке задействованы три основных устройства: полуавтоматический сварочный аппарат, источник питания дуги, приспособление для перемещения соединяемых деталей или оборудования. Последнее состоит из роликов, узла переключения скоростей и электрического двигателя. Его несомненным достоинством является механизация процесса и его ускорение.
Последнее состоит из роликов, узла переключения скоростей и электрического двигателя. Его несомненным достоинством является механизация процесса и его ускорение.
Кроме того, используется устройство подачи сварочной проволоки. Оно бывает тянущим, толкающим или универсальным тянуще-толкающим. Подача проволоки происходит посредством специального шланга, состоящего из проволочной спирали в особой оплетке и резиновой изоляции.
Помимо проволоки, по гибкому шлангу раздельно подается защитный газ, ток и охлаждающая жидкость – для каждого в цепи управления предусмотрены собственные провода.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Длина шланга такой конструкции зависит от типа подающего устройства, но, как правило, не должна превышать 3,5 м. При ее увеличении происходит неравномерная подача проволоки.
При ее увеличении происходит неравномерная подача проволоки.
При проведении полуавтоматической сварки важным устройством является горелка – с ее помощью происходит управление процессом. Рукоятка горелки для полуавтоматической работы имеет устройство запуска подачи проволоки, защитных газов и флюсов. Открывание газового клапана чаще всего происходит также с нее.
Разновидности полуавтоматической сварки
Тип обрабатываемого материала, а также способ движения полуавтомата по поверхности детали влияют на вид полуавтоматической сварки. Она различается по:
- Типу электрода – он может быть алюминиевым, стальным или комбинированным.
- Мобильности – аппараты могут быть стационарными, переносными или передвижными. Небольшие переносные агрегаты подходят для использования в домашних условиях или для небольших ремонтных работ. Основное их достоинство – легкость. Крупные стационарные аппараты используют на заводах и в мастерских, где требуется выполнение большого объема работ.
 Их значительный плюс – высокая производительность.
Их значительный плюс – высокая производительность. - Защите шва, которая может осуществляться посредством флюса, газа или порошковой проволоки. Последняя плавится, образуя слой, оберегающий шов от агрессивной окружающей среды.
Процесс полуавтоматического соединения происходит следующим способом. Энергия электричества преобразуется в тепловую с помощью дуги, которая, воздействуя на обрабатываемый металл, плавит его и спаивает. Одновременно с металлом расплавляется присадочная проволока, автоматически поступающая к рабочей зоне из медной катушки. Эта проволока является основным проводником энергии.
Оборудование для полуавтоматической сварки работает как с газом (для соединения легированных сталей и цветных металлов), так и без него. Из газов чаще выбирается углекислота, которую подают к горелке из баллонов под высоким давлением.
Основные достоинства и недостатки полуавтоматической сварки
На рынке присутствует множество разновидностей сварочных полуавтоматов. Они различаются своими функциональными возможностями. Популярностью пользуется качественное оборудование, способное соединить большинство видов металлов, все сплавы и алюминий. Но его применение при мелком ремонте невыгодно. Чаще всего этот вид полуавтомата используют для производств с поточной системой и большими объемами работ. Его достоинством является высокая производительность.
Они различаются своими функциональными возможностями. Популярностью пользуется качественное оборудование, способное соединить большинство видов металлов, все сплавы и алюминий. Но его применение при мелком ремонте невыгодно. Чаще всего этот вид полуавтомата используют для производств с поточной системой и большими объемами работ. Его достоинством является высокая производительность.
Полуавтоматическое оборудование имеет ряд следующих достоинств:
- возможность работы практически со всеми видами металлов и сплавов, даже подвергшимися коррозии;
- невысокая конечная стоимость с учетом высокой производительности;
- толщина соединяемых деталей не должна превышать 5 мм, а под этот параметр подходит большинство работ;
- возможность провести сварку медной проволокой.
Недостатком можно назвать большой разлет брызг металла из сварочной ванны при работе без защитной газовой струи. Отрицательным является и наличие значительной электрической дуги.
На данный момент полуавтоматические сварочные агрегаты нашли достойное применение на производстве для проведения различного вида ремонтов. Работа проводится по черному металлу, алюминию или нержавейкам. Для безопасности применяют защитный газ – гелий, аргон или углекислоту.
Плюсы и минусы полуавтоматической сварки в среде защитных газов
Сварка – процесс создания неразъемных соединений двух металлов методом плавления, применимый в условиях производства и в быту. Разновидностей сварки достаточно много, но чаще всего используют соединение с защитными газами.
Обслуживание и ремонт сварочного полуавтоматического оборудования необходимо поручать опытным сертифицированным специалистам. Это гарантирует безопасность при проведении работ, качество шва и достойный срок службы недешевого аппарата.
Среда, в которой происходит сварка, оказывает большое влияние на конечный результат. Характеристики сварочного шва, а также свойства дуги имеют отличия от таких же показателей при электросварке. Они изменяются в зависимости от применяемого газа.
Они изменяются в зависимости от применяемого газа.
Мягкость дуги при использовании аргона дает фигурный шов. Достоинством гелия является незаметный шов, он также помогает соединять тонкие металлические детали. Однако низкий вес данного газа делает его применение менее экономичным.
Углекислый газ помогает совместить достоинства обоих газов вместе, он эффективно расходуется и делает шов незаметным. Универсальный и практичный, он дает возможность соединить детали практически из любого металла или сплава.
Однако выбор электрода (плавящегося или неплавящегося) не зависит от применяемого газа. Стоит только проявлять особую осторожность в работе с газами из-за их опасности.
Итак, достоинства полуавтоматической сварки с газами:
- низкая себестоимость;
- качественность шва;
- высокая скорость работы;
- большой диапазон толщины обрабатываемых деталей и их материалов;
- возможность контролировать образование шва;
- автоматизация работ;
- отсутствие влияния пространственного положения на качество шва;
- нет необходимости использования шлака или флюса.

Существенным недостатком такого вида сварки является наличие тепловой и световой радиации дуги, от которых следует защищать сварщика различными методами, а это повышает себестоимость. Однако простой и дешевый ремонт оборудования, наоборот, компенсирует расходы.
Плюсы и минусы полуавтоматической сварки в среде углекислого газа
Сварка с углекислым газом – один из наиболее популярных видов соединения деталей из различных металлов. Главными ее достоинствами считаются прочный, качественный шов и низкая себестоимость процесса. Работать с углекислотой достаточно просто, это под силу даже новичкам.
1. Как происходит полуавтоматическая сварка в среде СО2?
В сварочную ванну, образующуюся нагреванием металла, подается углекислый газ, защищающий расплав от воздействия атмосферного воздуха.
2. Какие существуют особенности и достоинства данного вида сварки, ее режимы?
Одним из основных плюсов стало отсутствие контакта деталей с окружающей средой, вытесняемой СО2. Это делает возможным создание чрезвычайно прочного шва. Однако чтобы избежать процесса окисления железа и углерода в материале, следует использовать присадочную проволоку с высоким содержанием кремния и марганца.
Это делает возможным создание чрезвычайно прочного шва. Однако чтобы избежать процесса окисления железа и углерода в материале, следует использовать присадочную проволоку с высоким содержанием кремния и марганца.
Следующая особенность – применение полярностей прямой и обратной. Применить прямую полярность тока могут и молодые специалисты, поскольку она позволяет легко держать дугу. Используют ее чаще для наплавления металла.
Режим полуавтоматической сварки выбирается в соответствии с толщиной заготовки и диаметром проволоки. Поскольку при увеличении тока растет и глубина провара, то силу тока повышают с ростом толщины изделия. Это требуется отразить в настройках оборудования.
3. Достоинства и недостатки.
Работа с СО2 имеет следующие достоинства:
- соединение тонких деталей;
- сварка изделий с разными характеристиками;
- качественный и ровный шов;
- удобство дуги, что особенно важно для новичков;
- отсутствие окисления благодаря защите газом, это делает соединение особенно прочным;
- сравнительно высокая безопасность процесса;
- недорогое оборудование, доступное любому.

Недостатком же считается большая сложность применяемой аппаратуры, нежели при работе с иными газами.
Вывод: полуавтоматическая сварка с углекислым газом – это экономичный способ работы, который дает простой и качественный результат.
Достоинства полуавтоматической сварки без газа
Давайте попробуем понять, в чем же отличие полуавтоматических аппаратов с газом от оборудования, работающего без применения газа.
В первом случае соединение защищается инертной средой (СО2 или смесью аргона с углекислым газом). В связи с отсутствием горения, невозможного при наличии углекислого газа, металл не прогорает.
В полуавтоматических аппаратах, где нет газа, применяют присадочную проволоку, покрытую флюсом. При его сгорании выделяется СО2, что не дает металлу прогореть.
Какие же есть достоинства и недостатки в работе с применением СО2 и без него?
При сварке без газа рабочая зона защищается средой, создаваемой сгоранием флюса, более легкого, чем металл.
При соединении с газом (например, с СО2) рабочие условия считаются более благоприятными, кроме того, идет охлаждение металла в рабочей зоне. Способ сварки с газом популярнее, в том числе и по причине меньших финансовых затрат.
Однако есть существенное достоинство сварки без применения газа – более ровный и аккуратный шов.
При этом стоит обратить внимание на то, что для работы нельзя использовать простую проволоку. С ее применением упадет качество шва – он станет неровным, значительно возрастет количество используемой проволоки, ведь большая ее часть испарится. Сварочная ванна наполнится кислородом, следовательно, в металле начнут появляться каверны и окислы.
Плюсы и минусы обоих методов описаны достаточно подробно. Выбор остается за вами. Необходимое же для таких способов оборудование продается в специализированных магазинах.
Появление в продаже простых, качественных и недорогих аппаратов привело к распространению полуавтоматической сварки без газа, ее возможности применения даже непрофессионалами.
Популярность аппаратуре принесла легкость обращения с ней, что является неоспоримым достоинством при сохранении чрезвычайно высокого качества работ. Получить красивый и ровный шов помощью данного оборудования сможет даже новичок.
Работа с газом требует переноса тяжелых баллонов и их зарядки, а это дополнительные расходы. Если применение сварки требуется лишь изредка, гораздо проще использовать полуавтоматические аппараты без газа.
Для таких работ используется флюсовая или порошковая сварочная проволока. Она состоит из стальной трубки, применяемой для сварки, со стандартным диаметром (0,8 мм). Центр трубки заполняется порошком (флюсом), напоминающим покрытие простого электрода. В процессе работы идет сгорание флюса, в результате сварочная ванна наполняется защитным газом.
Достоинством этого метода является отсутствие необходимости использования тяжелого газового оборудования, возможность визуального отслеживания работы, конечно, через защитную маску.
Различное наполнение сварочной проволоки позволяет менять химический состав формируемого шва и характеристику дуги.
Не рекомендуется резко изменять направление работы сварочного полуавтомата или поворачивать его из-за достаточно тонких стенок сварочной проволоки. По этой же причине необходимо подавать проволоку с небольшим сжатием через специальный механизм.
Использование флюсовой проволоки требует соблюдения полярности: изделие подключается к плюсу, а горелка к минусу. Это прямое подключение. Обратное применяют в работе с газом. Объяснение этому достаточно простое – при работе с флюсом требуется более высокая температура, необходимая для его сгорания и образования защитного газа.
Полуавтоматическая сварка – что это такое
Полуавтоматическая сварка – универсальный и один из самых распространенных способов обработки металлов. Методика применяется в разных сферах – от автомобильной до строительной: чтобы воспользоваться всеми ее преимуществами, важно понимать процесс.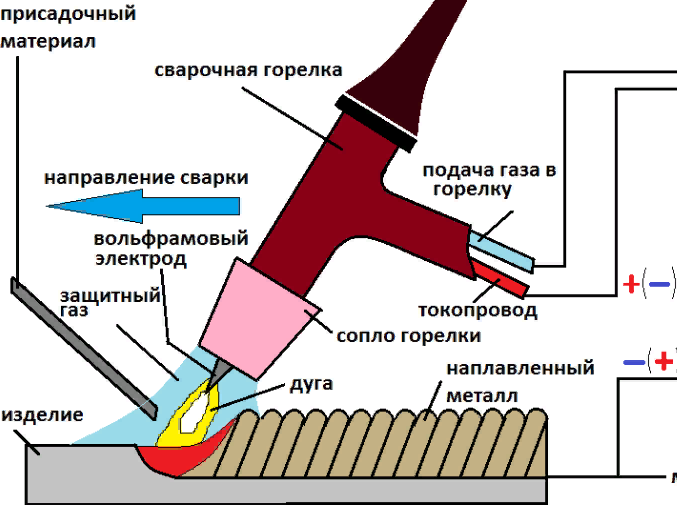
Принцип полуавтоматической сварки
Полуавтомат – устройство для сварки. Реже в оборудовании есть режим для MMA. Один из основных плюсов полуавтомата – расширенный спектр возможностей.
Если обычный инвертор функционирует с электродом, то для полуавтомата нужны газ, проволока, электрод – ему доступно много операций. Получаются еще более прочные швы.
Принцип работы прост: бобина монтируется в механизм, а во время сварки проволока попадает в место металлообработки. Эта особенность позволяет реже менять электроды, что невозможно при дуговой сварке.
Технология сварки полуавтоматом
Методика позволяет наложить качественные швы на металл. Медная проволока дает возможность добиться лучшего соединения со сложными материалами. Толщина нити находится в районе 0,7-1,2 мм: чем толще заготовка, тем массивнее нить. Технология позволяет:
- защитить мастера от дыма – в процессе работ он почти не образуется;
- избежать появления шлака на шве;
- улучшить качество шва, повысить скорость работы;
- работать с любыми материалами;
- соединять любые заготовки.

Плюсы и минусы
Технология становится популярнее среди профессионалов, поскольку у нее немало преимуществ:
- Возможность оценки шва во время работы – шлак не перекроет обзор оператору.
- Работа с тонкими листами из стали толщиной в 0,5 мм.
- Доступная цена по сравнению с аналогичными технологиями.
- Работа не только с конструкционной сталью, но и с иными металлами – чугун и алюминий.
- Не возникает ржавчины на материале.
- Сконцентрированные дуги для уменьшения области термовоздействия.
- Максимальная сварочная производительность – в сравнении с газовой, ручной или иными видами сварки.
- Быстрая работа, нацеленная на качественный результат.
- Исключен риск деформации, напряжения.
- Нет надобности в сварочных покрытиях – не придется очищать шов от шлака.
- Проводится в любом положении.
- Возможна полная автоматизация.
Недостатков у технологии меньше, но и о них стоит знать:
- При работе в открытом месте газовая защита нарушается.

- При работе с аппаратом, включенным на полную мощность, потребуется водяное охлаждение для предотвращения перегрева оборудования.
- При контакте с CO2 происходит разбрызгивание электродного металла.
- Из-за повышенного излучения дуги мастеру нужна защитная маска.
- При сварке без газа разбрызгивается железо.
Несмотря на минусы, сварка активно применяется на многих производствах. Без нее не обходится сфера ремонта ТС и автостроения.
Подготовка к процессу
Перед работой важно проверить, что металл защищен от ржавчины и краски. Небольшие остатки краски ухудшат качество сварочного соединения. Важно зачистить место под зажим.
С горелкой полуавтоматического оборудования допустимо работать одной рукой, но обе руки увеличивают шансы сделать качественный и аккуратный шов. Держа левой рукой горелку, а второй опираясь ею на другую руку, мастер контролирует движения, пока создает шов. Для работы обеими руками потребуется полноразмерная маска с автозатемнением: она должна прочно держаться на голове, чтобы руки были свободными.
Необходимое оборудование
На основе технологии работают разные устройства – все зависит от методики. По методу подачи проволоки агрегаты бывают:
- передвижными – тележка позволяет перемещать оборудование по помещению;
- стационарными – аппарат крепится к консоли или к подставке;
- переносными – аппарат похож на переносную трубу.
Устройства для сварки бывают трех- и однофазные. Первый тип агрегатов не боится интенсивных нагрузок и предназначен для качественной работы, но найти нужный источник питания для него не так легко. Для питания второго типа аппаратов достаточно розетки 220 В. Но если мощность устройства сети не соответствует, не получится стабильная дуга, а на шве будут дефекты.
Механизм универсален независимо от типа сварки. Среди основных деталей аппарата:
- емкость с газом;
- блок управления;
- кабель питания;
- кабель для подачи газа, проволоки, тока;
- механизм для автовыхода проволоки;
- панель индикации;
- сварочная горелка.

Для некоторых типов сварки требуется дополнительное оборудование: устройства для трубопроводов, вытяжки, экраны, размоточные приспособления, стойки.
Скорость сварки
Скорость сварки — это значение, при котором электродуга идет вдоль места сварки. Её контролирует сварщик, но она также должна соответствовать напряжению арки, скорости подачи – их выбирают в соответствии с формой шва, толщиной материала.
Следует верно выбрать скорость:
- Чересчур высокая – приведет к брызгам от расплавленного металла: газ останется в металле, образуются поры.
- Чересчур низкая скорость – причина проникновения дуги в металл.
Форма шва зависит от движения горелки. Опытным мастерам достаточно посмотреть на ширину, толщину шва, чтобы понять, с какой скоростью двигать горелку.
На результат работы влияет скорость потока газа: она не должна отличаться от скорости попадания проволоки. Чересчур медленный поток не защитит металл от окисления, а высокая скорость станет причиной создания завихрений. Любые отклонения приведут к пористости шва, важно, чтобы был ровный воздушный поток без завихрений.
Любые отклонения приведут к пористости шва, важно, чтобы был ровный воздушный поток без завихрений.
Процесс полуавтоматической сварки
Для подготовки к процессу необходимо:
- обезжирить и очистить растворителем области обработки;
- подобрать силу тока;
- сделать пробный шов для корректировки настроек;
- убедиться, что оборудование исправно.
Приемы могут быть двух видов. При первом способе делается непрерывный шов, а при втором проводят точечную сварку: сварочные точки находятся на одинаковом друг от друга расстоянии.
Есть несколько правил:
- Зазор между деталями не должен превышать разницы в -10 %. Если толщина элемента 10 мм, толщина зазора – 1 мм.
- При использовании подкладки ее помещают под свариваемые детали для большей плотности.
- Тонкая проволока ведется вдоль шва. Для разогрева кромок нужны колебательные движения, если речь о большом диаметре.
- При работе важно, чтобы исполнитель видел сварочную ванну.
 Для этого проволоку нужно держать под небольшим углом и прямо.
Для этого проволоку нужно держать под небольшим углом и прямо. - Для уменьшения риска разбрызгивания металла важно контролировать величину дуги, значение тока.
Полуавтоматическая сварка – сложное искусство, поэтому работу лучше доверить профессионалам.
Чем отличается автоматическая сварка от полуавтоматической
Основное отличие в полной автоматизации процесса. При работе с полуавтоматом мастер делает шов, поджигает дугу: ему не приходится в зону сварки подводить проволоку. При работе с автоматом процесс проходит в автоматическом режиме: мастеру остается только задавать параметры. Со всей остальной работой оборудование справляется самостоятельно.
Различия касаются и используемой аппаратуры. Автоматическая сварка подходит для изготовления сложных швов и изделий в большом тираже. Полуавтомат используют для создания небольших партий изделий с равномерным и качественным швом.
Полуавтоматическая сварка без газа
По мнению большинства специалистов, это востребованная, перспективная технология.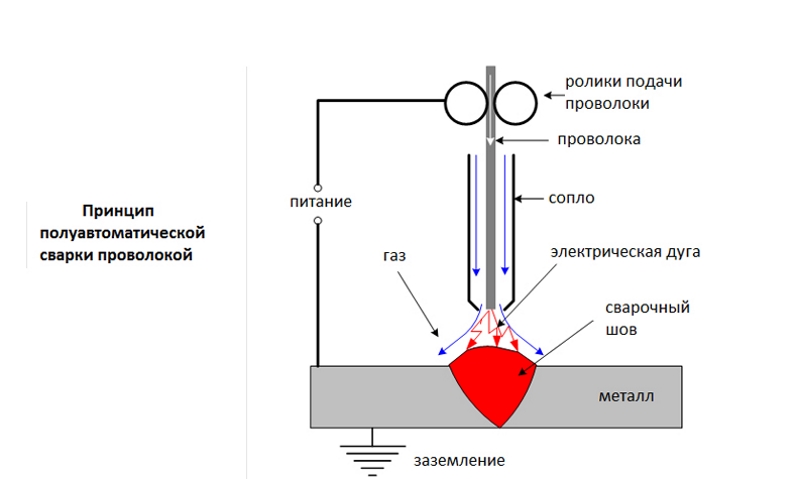 Для сварки потребуется флюсовая проволока, которую называют сварочной порошковой. При повышенной температуре флюс горит и в зоне металлообработки возникает газовое облако для защиты. Принцип действия тот же, что и при обычной сварке.
Для сварки потребуется флюсовая проволока, которую называют сварочной порошковой. При повышенной температуре флюс горит и в зоне металлообработки возникает газовое облако для защиты. Принцип действия тот же, что и при обычной сварке.
Основное достоинство методики – выбор материалов с разными химическими составами. Это удобно, поскольку позволяет изменять характеристики шва, свойства дуги. У безгазового метода есть и другие преимущества:
- простота;
- оперативное проведение работы;
- нет необходимости в транспортировке;
- использовании газового баллона.
Как и в случае со стандартной электродной сваркой, в данном случае не получится защитить шов от шлака от флюса. Поэтому важно позаботиться о герметизации поверхности, сделав дополнительные швы на готовый шов. Из-за низкой жесткости флюсовую проволоку подают к зоне металлообработки с усиленным нажатием. Недопустимым в данном случае будет даже незначительный изгиб шланга.
Важный момент – полярность провода. Подсоединяют источник питания так: плюс – к поверхности, которую сваривают, минус – к горелке. При сварке с газом все происходит наоборот. Как результат – повышенная температура для создания защитной среды, плавления флюса.
Подсоединяют источник питания так: плюс – к поверхности, которую сваривают, минус – к горелке. При сварке с газом все происходит наоборот. Как результат – повышенная температура для создания защитной среды, плавления флюса.
Основной недостаток безгазовой технологии – дорогие расходные материалы. Второй минус – это готовый шов, который выходит не таким качественным, как тот, что получается при использовании газовой технологии.
Работа состоит из нескольких этапов:
- найти сварочную проволоку с флюсом;
- активировать подачу проволоки;
- перевести переключатель во «включение»;
- заложить в воронку флюс;
- открыть заслонку и выпустить флюс;
- запустить устройство;
- дождаться электродуги;
- соединить детали.
Полуавтоматическая сварка с газом
Методика, которая только набирает обороты. За последние пару десятилетий техника уже заслужила доверие мастеров, подходит для работ двух типов:
- Metal Active Gas – MAG – сварка с CO2;
- MIG (Insert) – металлические детали соединяются под действием инертного газа (смеси, аргон).

Баллоны тяжелые, объемные, поэтому технология уместна не в любых условиях: нет мобильности. Но это незаменимый тип сварки для проведения стационарных работ.
В проволоке содержатся марганец, кремний. Проволока с CO2 подается в зону сварки, где формируется среда для защиты сварочной поверхности от действий окружающей среды.
Основное достоинство технологии – возможность отследить процесс. При безгазовой методике мастеру приходится удалять шлак со швов, менять электроды: здесь всего этого нет, поэтому работа идет быстрее.
Приятный бонус: получается хороший шов, превосходящий по аккуратности и надежности тот, что выходит в результате безгазовых работ. Но есть нюансы: важно правильно выбрать газовую смесь. При использовании активного CO2 получается чешуйчатый шов с эффектом налепленных шариков. Для получения ровного и гладкого шва без дальнейшей обработки подойдет смесь, в которой содержатся углекислый газ (20 %) и аргон (80 %).
Есть у технологии недостаток: при работе на улице и открытых площадках требуется защита. Следует не забывать и о дополнительных расходах на снабжение газами.
Следует не забывать и о дополнительных расходах на снабжение газами.
Какой метод сварки лучше выбрать
При безгазовой технологии зона сварки закрыта от воздействия окружающей среды благодаря флюсу. Благодаря небольшому весу (легче металла) он создает защитную поверхность. При работе без газа не подойдет простая проволока: теоретически это возможно, но получится некачественный шов с раковинами. При сварке часть проволоки и вовсе испарится, что приведет к дополнительным расходам. Из-за реакции с кислородом в шве появятся каверны, окислы. При соблюдении правил получится аккуратный шов.
Газовая среда не допустит попадания кислорода в область проведения работ. Не придется переживать о появлении дефектов из-за содержания углерода: выходит отличный шов. Однако данный метод требует серьезных финансовых, физических затрат. Газовые баллоны немобильны и тяжелы, а без них варить невозможно: ради пары швов перевозить и заряжать баллон нерационально и нерентабельно. При использовании оборудования на постоянной основе получится рассуждать об экономической выгоде.
Выбор метода неоднозначен, поскольку все зависит от конкретной ситуации. Если не можете выбрать, лучше проконсультируйтесь со специалистом.
Где можно заказать сварку
Компания «ПрофБау» проводит полуавтоматическую сварку металлов и выполняет работы любой степени сложности в Москве и области, с доставкой изделий по всей России. Среди преимуществ компании:
- оперативные работы;
- опытные и профессиональные сотрудники;
- только современное и исправное оборудование;
- гарантия на все виды услуг;
- сочетание традиционных и инновационных методов;
- всегда в наличии нужные материалы.
«ПрофБау» – это ответственный подход к каждому клиенту. На https://www.profbau.ru/services/ вы можете узнать подробности обо всех видах услуг, в частности о полуавтоматической сварке. Оставляйте заявку или звоните по телефону +7 (495) 138-25-25.
ESAB REBEL EMP 215ic Многоцелевой полуавтоматический сварочный аппарат TIG/MMA/MIG
- Продукт
- Описание
- Что в коробке
Описание
Выделять ТВЕРДЫЙ ЛИТОЙ АЛЮМИНИЕВЫЙ ПИТАТЕЛЬ.
Конструкция этого механизма подачи литых материалов повышает долговечность, снижает образование проволочной стружки и гнезд птиц, обеспечивает легкую замену приводных роликов (без использования инструментов) и обеспечивает стабильную производительность подачи. В целом он имеет оптимизированное выравнивание и долговечные компоненты приводной стойки, которые обеспечивают точную и плавную подачу проволоки.
МНОГОМАТЕРИАЛЬНЫЙ.
Сварка стали, нержавеющей стали и даже алюминия.
ХРАНЕНИЕ ПАРАМЕТРОВ СВАРКИ.
Сохранение до четырех параметров сварки для каждого процесса; идеально подходит для переключения между работами.
ФУНКЦИЯ УДЕРЖАНИЯ КУРКА 2T/4T.
Снижает утомляемость оператора при сварке MIG или TIG.
РЕГУЛИРУЕМЫЙ КОНТРОЛЬ СИЛЫ ДУГИ.
Оптимизирует работу электрода для ММА и позволяет оператору на короткое время увеличить напряжение дуги, чтобы избежать погасания дуги и «залипания» дуги, когда дуга слишком короткая.
РЕГУЛИРУЕМОЕ УПРАВЛЕНИЕ ГОРЯЧИМ ПУСКОМ .
Увеличивает начальный сварочный ток, чтобы избежать прилипания электрода к заготовке; особенно полезно для электродов с трудным запуском.
РЕГУЛИРОВКА ВРЕМЕНИ ПРЕДВАРИТЕЛЬНОЙ И ПОСЛЕПРОДУЧНОЙ ПОДАЧИ ГАЗА.
Продувает газовую линию и предотвращает пористость в начале и конце сварки; особенно полезен при сварке MIG алюминия.
IP23S.
Корпус создан для защиты вас и вашей машины. Разработанный в соответствии с более высокими стандартами, Rebel может выдерживать суровые условия окружающей среды.
Вы не знаете, что такое обычный день – каково это работать с 9 до 5 за столом. Вы не знаете, где окажетесь на следующей работе, но знаете, что должны быть готовы ко всему.
Когда речь идет о сварке, это означает любой процесс, любую мощность, любой материал, всегда и везде.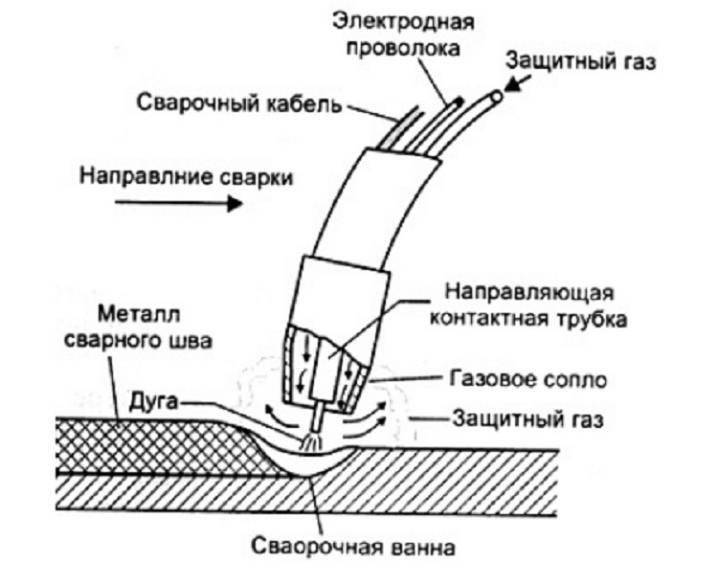 Знакомьтесь, Ребел.
Знакомьтесь, Ребел.
Универсальная машина для сварки чего угодно, в которой есть все необходимое для выполнения работы — от начала до конца. Это совсем не типично.
ПРАВДА // ТЕХНОЛОГИЯ SMART MIG
Независимо от того, занимаетесь ли вы сваркой два или 20 лет, Rebel может облегчить вашу работу с смИГ (смартМИГ). Для новичков есть базовый режим, упрощающий настройку. Для опытных пользователей предлагается эксклюзивная встроенная система контроля дуги, которая постоянно контролирует сварку и адаптируется для получения превосходных воспроизводимых сварных швов.
ПРАВДА // ОБЩАЯ КОМПЛЕКТАЦИЯ
Для сборки и сварки требуется нечто большее, чем машина. Поэтому, когда вы покупаете Rebel, вы можете рассчитывать на все необходимое оборудование прямо из коробки.
САМАЯ НЕВЕРОЯТНАЯ МАШИНА НА МЕСТЕ.
НАСТОЯЩАЯ МНОГОПРОЦЕССНАЯ.
- MIG-сварка профессионального уровня, в том числе с порошковой проволокой
- Отличные характеристики ММА, включая нержавеющую сталь
- Исключительная производительность сварки TIG до 5 А
БОЛЬШОЙ, 4,3 ДЮЙМА. (86 мм) ЦВЕТНОЙ ЭКРАН.
- Интуитивно понятный ЖК/TFT-дисплей
- Хорошо защищен передними ручками и массивной композитной рамкой
- Легко переключаться с одного процесса на другой
- Встроенное экранное руководство, список запасных частей и руководство по параметрам сварки
- Многоязычные возможности
SMIG TECHNOLOGY.
- Эксклюзивное встроенное динамическое управление дугой, которое постоянно отслеживает сложные характеристики дуги, адаптируясь к вашей технологии, чтобы обеспечить ровную, стабильную дугу и превосходные, воспроизводимые сварные швы
- Дает меньше брызг
- Два режима — базовый и расширенный
Базовый режим сокращает время обучения MIG – задайте диаметр проволоки и толщину материала, и вы готовы к сварке
Расширенный режим дает полный контроль над регулировкой характеристик дуги по своему вкусу
МУЛЬТИМАТЕРИАЛ.
Сварка стали, нержавеющей стали и даже алюминия.
ХРАНЕНИЕ ПАРАМЕТРОВ СВАРКИ.
Сохранение до четырех параметров сварки для каждого процесса; идеально подходит для переключения между работами.
РЕГУЛИРУЕМАЯ ИНДУКТИВНОСТЬ.
Идеально подходит для точной настройки стабильности дуги и контроля разбрызгивания.
РЕГУЛИРУЕМЫЙ КОНТРОЛЬ ПРОГОРАНИЯ.
Предотвращает застревание проволоки в сварочной ванне или обратное возгорание, что может привести к повреждению контактного наконечника.
РЕГУЛИРУЕМАЯ РЕГУЛИРОВКА СИЛЫ ДУГИ.
Оптимизирует работу электрода для ММА и позволяет оператору на короткое время увеличить напряжение дуги, чтобы избежать погасания дуги и «залипания» дуги, когда дуга слишком короткая.
РЕГУЛИРУЕМОЕ УПРАВЛЕНИЕ ГОРЯЧИМ ПУСКОМ .
Увеличивает начальный сварочный ток, чтобы избежать прилипания электрода к заготовке; особенно полезно для электродов с трудным запуском.
.
Для оптовой покупки, пожалуйста, свяжитесь с нами для оптовой цены
Что в коробке
ESAB Rebel EMP 215ic TIG/MMA/MIG
Держатель электрода Esab
Зажим заземления Esab
МиГ-горелка Esab
Газовый шланг 4,5 м
Контактные наконечники
Приводные ролики для 0,6–1,0 мм
Катушка 200 мм Проволока 0,8 мм Aristo Rode 12,50 5 кг
Горелка TIG Esab ET17-V
Регулятор газа аргон
ПоследниеБольше
Автоматизация сварки и робототехника — nexAir
Будущее сварки уже здесь, и nexAir поможет вам двигаться вперед!
Автоматизированная сварка или роботизированная сварка — это процесс, который может исключить человеческую руку из уравнения, когда речь идет о производстве и сварке.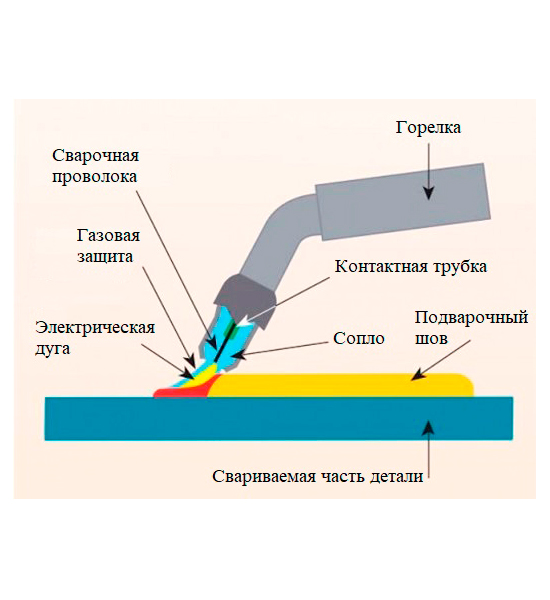 Автоматизированная сварка приводит к лучшему качеству сварки, более высокому выходу продукции и значительно меньшему количеству отходов или брака. Со временем производственные и трудовые затраты также могут существенно снизиться. В nexAir у нас есть ноу-хау, чтобы помочь настроить процесс сварки так, чтобы он работал максимально эффективно для вас!
Автоматизированная сварка приводит к лучшему качеству сварки, более высокому выходу продукции и значительно меньшему количеству отходов или брака. Со временем производственные и трудовые затраты также могут существенно снизиться. В nexAir у нас есть ноу-хау, чтобы помочь настроить процесс сварки так, чтобы он работал максимально эффективно для вас!
При автоматической сварке обычно используются два разных метода: полностью автоматическая сварка и полуавтоматическая сварка. В полностью автоматическом процессе сварки машина или робот запрограммированы на самостоятельное перемещение материала от начала до конца. Таким образом, полностью автоматические методы сварки не требуют участия человека. Однако полуавтоматический процесс сварки требует, чтобы оператор загружал и удалял металл после завершения сварки. При любом методе роботизированная сварка снижает потребность в рабочей силе и увеличивает производительность, работая дольше и эффективнее!
Каковы плюсы и минусы роботизированной сварки? Во-первых, в автоматическом сварочном аппарате лучшее качество сварки достигается за счет использования внутренних контроллеров процесса. Сварочный робот запрограммирован на многократное выполнение одних и тех же действий, что приводит к более стабильным, более точным сварным швам и гораздо меньшему количеству брака. Существует мало места для человеческой ошибки, обычно наблюдаемой при ручной сварке. Кроме того, автоматическая сварка работает намного быстрее, чем люди, что приводит к значительному увеличению производительности.
Сварочный робот запрограммирован на многократное выполнение одних и тех же действий, что приводит к более стабильным, более точным сварным швам и гораздо меньшему количеству брака. Существует мало места для человеческой ошибки, обычно наблюдаемой при ручной сварке. Кроме того, автоматическая сварка работает намного быстрее, чем люди, что приводит к значительному увеличению производительности.
Первоначальная стоимость процесса автоматической сварки может показаться дорогостоящей или дорогой, и может потребоваться время для ее возмещения, но в долгосрочной перспективе это может окупиться, особенно если ваше предприятие имеет более высокую производительность. После того, как автоматический сварочный аппарат будет установлен, стоимость рабочей силы снизится, поскольку для ручной сварки и упрощения робототехники потребуется меньше людей. Однако, если автоматическую сварку необходимо перенастроить для нового проекта, изменение программирования может быть дорогостоящим или своевременным, но не с nexAir! У нас есть ноу-хау, чтобы обеспечить бесперебойную работу вашей компании.
 Обратите внимание, что мы не делаем никаких заявлений о том, что такой побочный продукт на самом деле существует как в нашей категории, но когда это происходит, это одновременно продукт и побочный продукт.
Обратите внимание, что мы не делаем никаких заявлений о том, что такой побочный продукт на самом деле существует как в нашей категории, но когда это происходит, это одновременно продукт и побочный продукт.
 .
. Еще лучше, чтобы он был симметричным и даже закрытым. То есть для любых двух абелевых групп и у нас есть изоморфизм , и существует естественная структура абелевой группы на множестве гомоморфизмов, удовлетворяющих присоединению .
Еще лучше, чтобы он был симметричным и даже закрытым. То есть для любых двух абелевых групп и у нас есть изоморфизм , и существует естественная структура абелевой группы на множестве гомоморфизмов, удовлетворяющих присоединению . Конечно, поскольку стрелки композиции являются морфизмами, они являются линейными функциями на каждом входе.
Конечно, поскольку стрелки композиции являются морфизмами, они являются линейными функциями на каждом входе.


 Акриловые краски хорошо ложатся на большинство поверхностей, быстро высыхают и не нуждаются в закреплении (покрытии лаком). Они нетоксичны, почти не имеют запаха, поэтому работать с ними можно даже детям.
Акриловые краски хорошо ложатся на большинство поверхностей, быстро высыхают и не нуждаются в закреплении (покрытии лаком). Они нетоксичны, почти не имеют запаха, поэтому работать с ними можно даже детям. Она нужна, чтобы промывать кисточку от цвета и её нужно совсем немножко, чтобы сделать акрил чуть менее густым. Но это скорее для темных цветов нежели каких-то светлых.
Она нужна, чтобы промывать кисточку от цвета и её нужно совсем немножко, чтобы сделать акрил чуть менее густым. Но это скорее для темных цветов нежели каких-то светлых. Буквально через пару 6-8 часов после покрытия картины вы сможете ее гордо повесить на стену и пригласить родных и близких на свой собственный вернисаж.
Буквально через пару 6-8 часов после покрытия картины вы сможете ее гордо повесить на стену и пригласить родных и близких на свой собственный вернисаж.

 На нем повторяется нумерация участков. На контрольном листе можно тренироваться и сравнивать закрашенные участки, чтобы не ошибиться.
На нем повторяется нумерация участков. На контрольном листе можно тренироваться и сравнивать закрашенные участки, чтобы не ошибиться.
 Важно: не смешивать цвета! Используя сухую кисть перейдите к следующему номеру.
Важно: не смешивать цвета! Используя сухую кисть перейдите к следующему номеру.

 Краску следует хранить в герметичной таре, чтобы она не высыхала и сохраняла свои свойства. Картинки по номерам помогают улучшить навыки и развить творческий потенциал, а использование остатков краски дает возможность сделать дополнительные творческие проекты и обновить интерьер.
Краску следует хранить в герметичной таре, чтобы она не высыхала и сохраняла свои свойства. Картинки по номерам помогают улучшить навыки и развить творческий потенциал, а использование остатков краски дает возможность сделать дополнительные творческие проекты и обновить интерьер. Если её столько, что процесс будет долгим, положите внутрь скомканные газеты, наполнитель для кошачьего лотка, опилки или немного цемента. Они впитают воду и ускорят высыхание. Если остатков совсем много, купите специальный отвердитель.
Если её столько, что процесс будет долгим, положите внутрь скомканные газеты, наполнитель для кошачьего лотка, опилки или немного цемента. Они впитают воду и ускорят высыхание. Если остатков совсем много, купите специальный отвердитель.
 Это, как правило, в диапазоне 15-24 градусов по Цельсию, как уже упоминалось ранее. Очень заманчиво, особенно если вы планируете отдохнуть от живописи на год и более, хранить краски в подвале или гараже.
Это, как правило, в диапазоне 15-24 градусов по Цельсию, как уже упоминалось ранее. Очень заманчиво, особенно если вы планируете отдохнуть от живописи на год и более, хранить краски в подвале или гараже.


 Акриловые краски, используемые художниками на подготовленном холсте, бумаге или картоне, также можно наносить на дерево, кожу, папье-маше, ткань, цемент, стекло, кирпич, керамику — практически на любую нежирную поверхность.
Акриловые краски, используемые художниками на подготовленном холсте, бумаге или картоне, также можно наносить на дерево, кожу, папье-маше, ткань, цемент, стекло, кирпич, керамику — практически на любую нежирную поверхность.


 Вот пример более прозрачного пигмента зеленого сока рядом с более непрозрачным пигментом зеленым оксидом хрома. Прозрачный пигмент как бы светится, с подтоном более насыщенного и светлого цвета — видно в слой краски. Непрозрачный пигмент отражает свет от верхней поверхности, а не изнутри — белый цвет бумаги скрыт. Непрозрачные пигменты часто имеют менее яркие, более естественные цвета, которые лучше скрывают основную поверхность.
Вот пример более прозрачного пигмента зеленого сока рядом с более непрозрачным пигментом зеленым оксидом хрома. Прозрачный пигмент как бы светится, с подтоном более насыщенного и светлого цвета — видно в слой краски. Непрозрачный пигмент отражает свет от верхней поверхности, а не изнутри — белый цвет бумаги скрыт. Непрозрачные пигменты часто имеют менее яркие, более естественные цвета, которые лучше скрывают основную поверхность.

 Добавление прозрачной акриловой среды позволяет сделать цвет более заметным за счет создания более прозрачной пленки. Добавляя в краску прозрачную среду и нанося ее слоями, вы можете добиться такой глубины цвета и типа смешивания цветов, который невозможен никаким другим способом. Этот метод называется глазурью и особенно эффективен при работе с прозрачными пигментами с высокой интенсивностью окраски, такими как фтал и хинакридон. Жидкая среда подходит для использования в этой технике, потому что ее свойства текучести позволяют легко наносить тонкие ровные слои, не задерживая мазки кистью. Поскольку акрил быстро сохнет, это удобный материал для такого типа живописи.
Добавление прозрачной акриловой среды позволяет сделать цвет более заметным за счет создания более прозрачной пленки. Добавляя в краску прозрачную среду и нанося ее слоями, вы можете добиться такой глубины цвета и типа смешивания цветов, который невозможен никаким другим способом. Этот метод называется глазурью и особенно эффективен при работе с прозрачными пигментами с высокой интенсивностью окраски, такими как фтал и хинакридон. Жидкая среда подходит для использования в этой технике, потому что ее свойства текучести позволяют легко наносить тонкие ровные слои, не задерживая мазки кистью. Поскольку акрил быстро сохнет, это удобный материал для такого типа живописи. В отличие от большинства других пластиковых смол, акрил обладает выдающейся светостойкостью и атмосферостойкостью. Большинство других пластиков разрушаются под воздействием ультрафиолетового излучения, желтеют и становятся ломкими. Устойчивость акрила к ультрафиолетовому излучению и выдающаяся оптическая прозрачность делают его материалом высшего качества для художников. Это одно из самых чистых доступных веществ.
В отличие от большинства других пластиковых смол, акрил обладает выдающейся светостойкостью и атмосферостойкостью. Большинство других пластиков разрушаются под воздействием ультрафиолетового излучения, желтеют и становятся ломкими. Устойчивость акрила к ультрафиолетовому излучению и выдающаяся оптическая прозрачность делают его материалом высшего качества для художников. Это одно из самых чистых доступных веществ.
 Акриловые краски Kroma идеально подходят для окрашивания или декорирования многих поверхностей, поскольку после высыхания они гибкие и водонепроницаемые. Все цвета светостойкие и (за исключением цинкового белого, кадмия красного и желтого) подходят для наружных работ. Для лучшей адгезии гладкая глянцевая поверхность перед нанесением краски должна быть слегка отшлифована и очищена от воска и масла.
Акриловые краски Kroma идеально подходят для окрашивания или декорирования многих поверхностей, поскольку после высыхания они гибкие и водонепроницаемые. Все цвета светостойкие и (за исключением цинкового белого, кадмия красного и желтого) подходят для наружных работ. Для лучшей адгезии гладкая глянцевая поверхность перед нанесением краски должна быть слегка отшлифована и очищена от воска и масла. Проблемную стену все же можно использовать для росписи, если можно надежно прикрепить панели из фанеры или другого подходящего материала.
Проблемную стену все же можно использовать для росписи, если можно надежно прикрепить панели из фанеры или другого подходящего материала. Использование герметика на водной основе позволит акриловой краске дышать и позволит испаряться влаге, но может быть менее долговечным. Обратите внимание, что некоторые неакриловые прозрачные покрытия могут желтеть со временем.
Использование герметика на водной основе позволит акриловой краске дышать и позволит испаряться влаге, но может быть менее долговечным. Обратите внимание, что некоторые неакриловые прозрачные покрытия могут желтеть со временем.


 Поначалу смешивание цветов может показаться немного пугающим, но все, что для этого требуется, — это немного ноу-хау и немного практики, и у вас будут навыки, чтобы повысить уровень своих работ.
Поначалу смешивание цветов может показаться немного пугающим, но все, что для этого требуется, — это немного ноу-хау и немного практики, и у вас будут навыки, чтобы повысить уровень своих работ. Никакая смесь цветов никогда не может создать истинный основной цвет. Эти три цвета расположены напротив друг друга на цветовом круге в виде треугольника, где каждый цвет является одной точкой треугольника.
Никакая смесь цветов никогда не может создать истинный основной цвет. Эти три цвета расположены напротив друг друга на цветовом круге в виде треугольника, где каждый цвет является одной точкой треугольника. Эти цвета сильно контрастируют и выделяются при расположении рядом друг с другом. Они также компенсируют друг друга при смешивании, создавая серый, коричневый или черный оттенок.
Эти цвета сильно контрастируют и выделяются при расположении рядом друг с другом. Они также компенсируют друг друга при смешивании, создавая серый, коричневый или черный оттенок. д.
д.

 (Не забывайте использовать черную краску с осторожностью, так как ее очень мало.)
(Не забывайте использовать черную краску с осторожностью, так как ее очень мало.)
 )
)




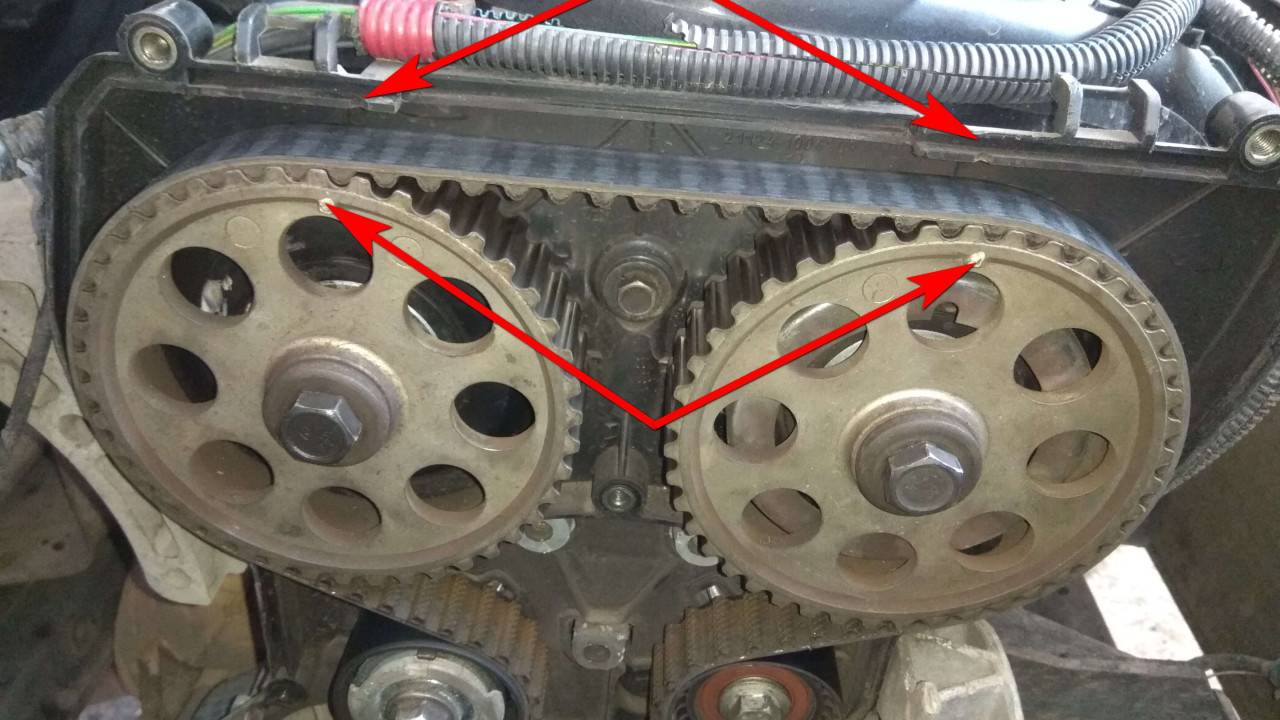
 ru. Сегодня мы будем изучать тему о замене ремня ГРМ на Приоре с 16-ти клапанным двигателем.
ru. Сегодня мы будем изучать тему о замене ремня ГРМ на Приоре с 16-ти клапанным двигателем.
 Отверстие для доступа
Отверстие для доступа Также надо проверить совпадение меток на маховике, чтобы они были расположены, как показано на рисунке 3. Проворачивать коленчатый вал надо по часовой стрелке.
Также надо проверить совпадение меток на маховике, чтобы они были расположены, как показано на рисунке 3. Проворачивать коленчатый вал надо по часовой стрелке.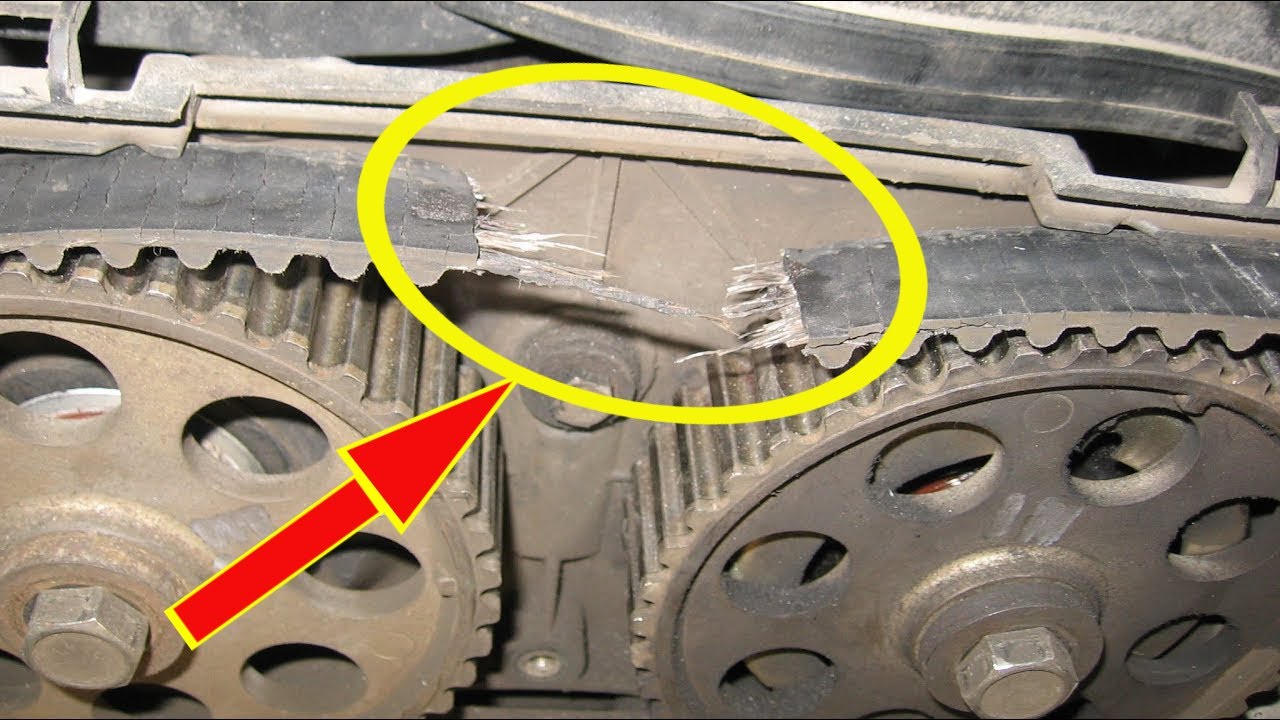 Для этого ключом на 15 откручиваем гайку натяжного ролика, опорный ролик тоже надо снять. Потому что при замене ремня грм меняют и оба ролика.
Для этого ключом на 15 откручиваем гайку натяжного ролика, опорный ролик тоже надо снять. Потому что при замене ремня грм меняют и оба ролика.
 Шкивы распредвалов выпускных и впускных устанавливаем обязательно на свои места. Об этом было сказано выше! Не забываем при этом, что под шкив впускного распредвала нужно установить кольцо датчика фаз.
Шкивы распредвалов выпускных и впускных устанавливаем обязательно на свои места. Об этом было сказано выше! Не забываем при этом, что под шкив впускного распредвала нужно установить кольцо датчика фаз. После этого можно уже затянуть полностью болт натяжного ролика.
После этого можно уже затянуть полностью болт натяжного ролика.
 На деле, сам он несведущ в этом вопросе. Пришлось мне самому покопаться в интернете, поспрашивать у знающих людей. Выяснить, что к чему. В общем, работу выполнял я, а он помогал. Вот после этого, я делюсь с вами опытом, написав статью «Замена ремня ГРМ на Приоре 16 клапанов».
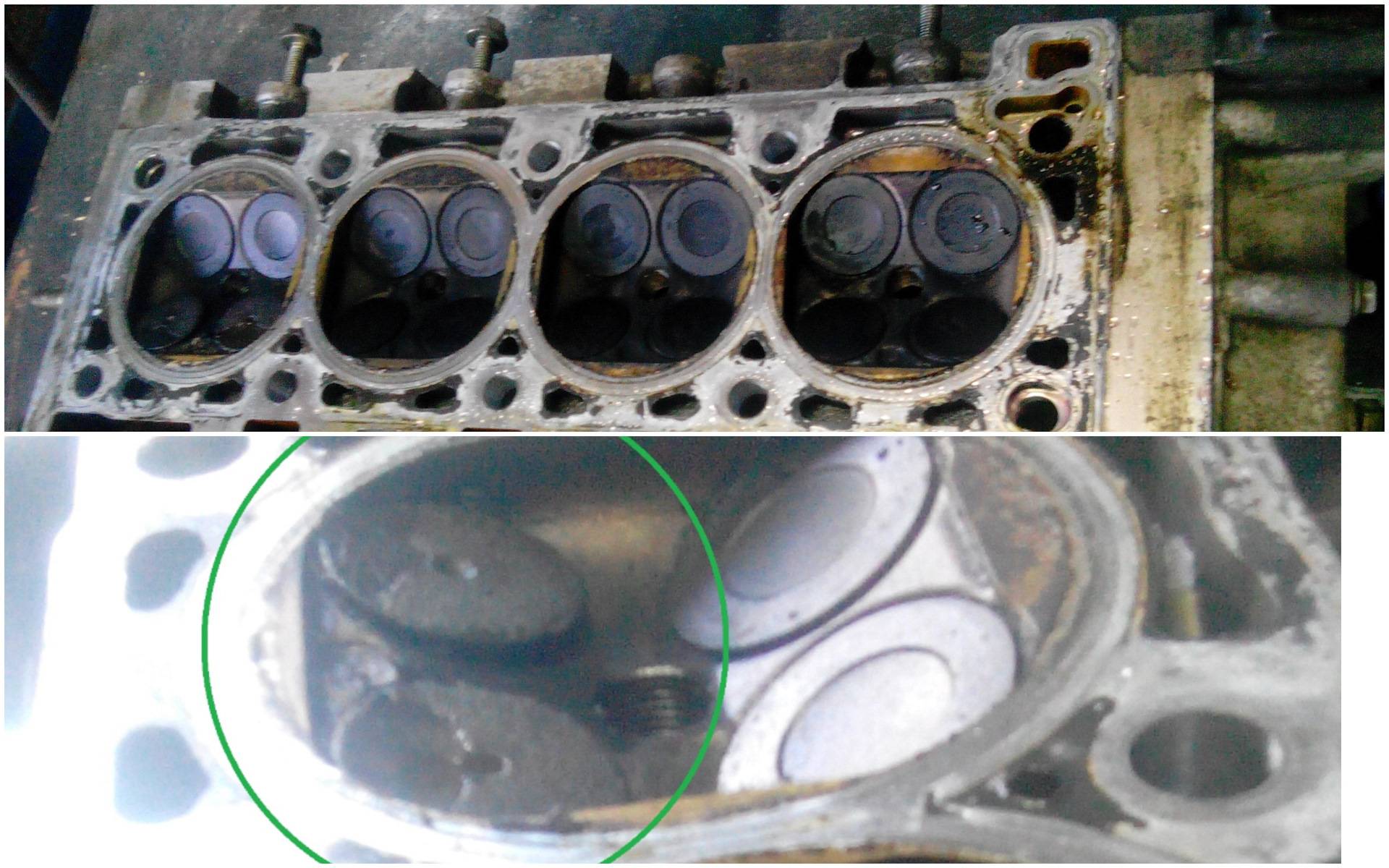
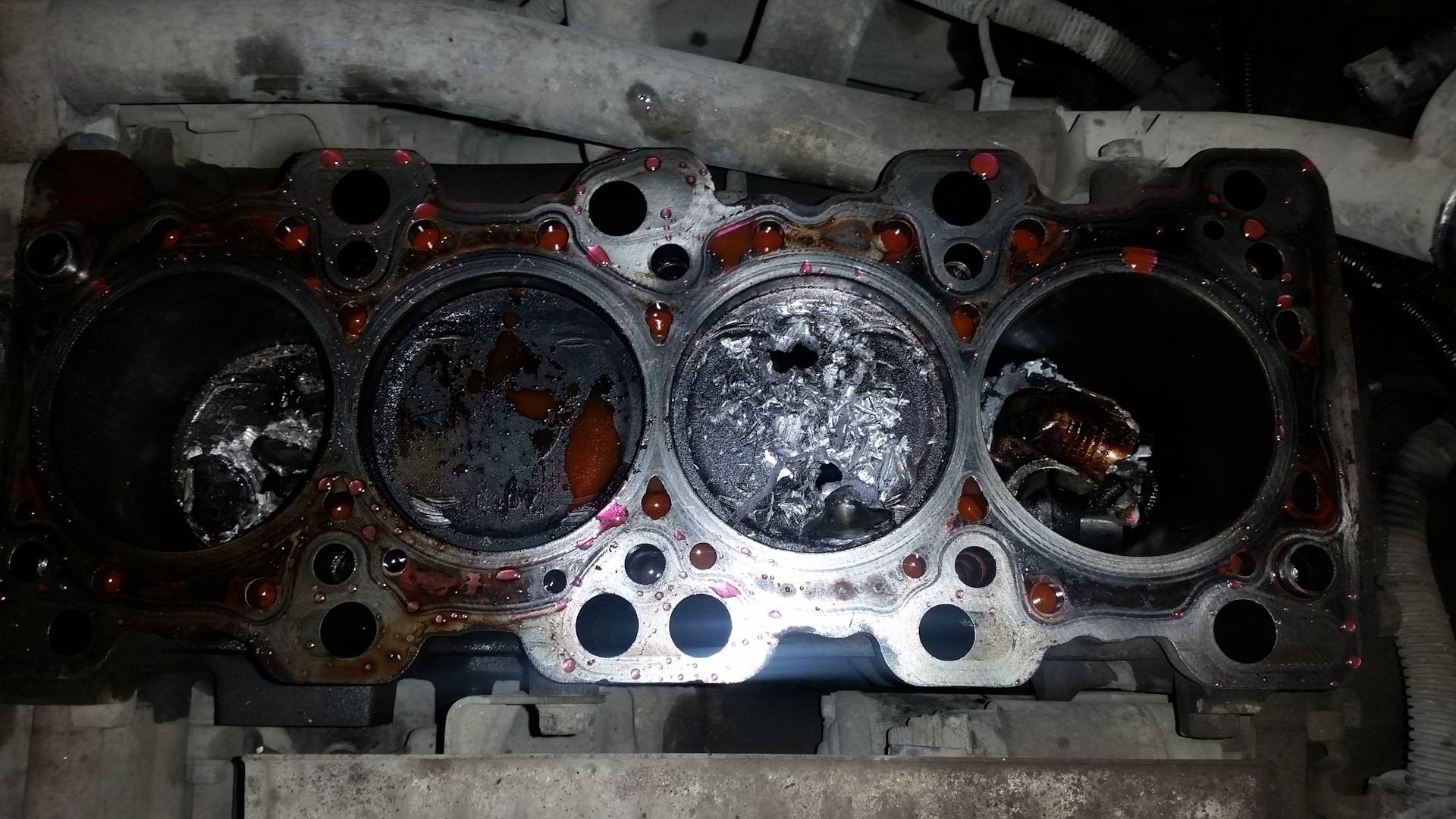
На деле, сам он несведущ в этом вопросе. Пришлось мне самому покопаться в интернете, поспрашивать у знающих людей. Выяснить, что к чему. В общем, работу выполнял я, а он помогал. Вот после этого, я делюсь с вами опытом, написав статью «Замена ремня ГРМ на Приоре 16 клапанов». . Про поршни ничего не сказали. Обычно все эти вещи нуждаются в замене? Не повредятся ли и поршни? Что еще обычно необходимо заменить, о чем они не упомянули …. или это зависит от ситуации.
. Про поршни ничего не сказали. Обычно все эти вещи нуждаются в замене? Не повредятся ли и поршни? Что еще обычно необходимо заменить, о чем они не упомянули …. или это зависит от ситуации.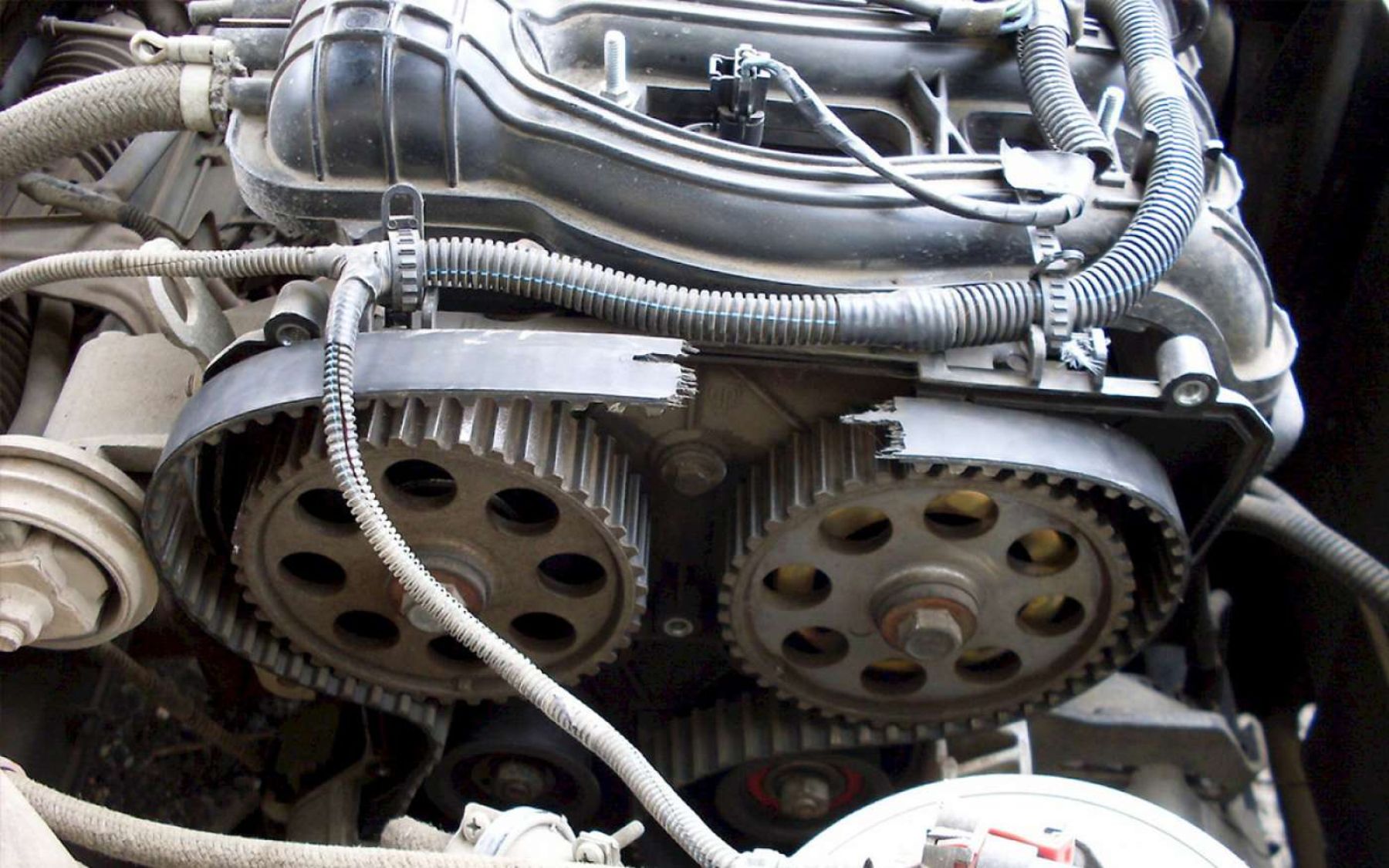 Я только что позвонил своему приятелю из автосалона. Он сказал, что, по их мнению, ремонт моей машины будет стоить 1600 долларов. Они заменят все, что я упомянул в своем первом посте. Я спросил его о поршнях. Он не был уверен, поэтому он собирается спросить их. Я думаю, что только замена ремня ГРМ стоит 400-600 долларов. Таким образом, 1600 долларов кажутся хорошей сделкой за всю работу, которую они собираются выполнить. Мой друг сказал, что они «зацепили меня» настолько, насколько могли… но кто знает, что это значит.
Я только что позвонил своему приятелю из автосалона. Он сказал, что, по их мнению, ремонт моей машины будет стоить 1600 долларов. Они заменят все, что я упомянул в своем первом посте. Я спросил его о поршнях. Он не был уверен, поэтому он собирается спросить их. Я думаю, что только замена ремня ГРМ стоит 400-600 долларов. Таким образом, 1600 долларов кажутся хорошей сделкой за всю работу, которую они собираются выполнить. Мой друг сказал, что они «зацепили меня» настолько, насколько могли… но кто знает, что это значит. Если клапан не пробит через поршень, то их не нужно менять. Я прыгнул раз и все впускные, поршни были в порядке. Я восстановил голову менее чем за 500 долларов. Поставил новые ГРМ и ремень и на этом покончил. Цены на рабочую силу в любом случае обойдутся вам дорого, поэтому я думаю, что они справедливы. Я вытащил голову и переустановил ее сам.
Если клапан не пробит через поршень, то их не нужно менять. Я прыгнул раз и все впускные, поршни были в порядке. Я восстановил голову менее чем за 500 долларов. Поставил новые ГРМ и ремень и на этом покончил. Цены на рабочую силу в любом случае обойдутся вам дорого, поэтому я думаю, что они справедливы. Я вытащил голову и переустановил ее сам. Хотя в конце концов нет ничего сложного, если вы не торопитесь и перепроверяете все по ходу дела. Усугубление, возможно, но не очень сильно на глаз.
Хотя в конце концов нет ничего сложного, если вы не торопитесь и перепроверяете все по ходу дела. Усугубление, возможно, но не очень сильно на глаз. Куча подонков у нового (и единственного в провинции дилерского центра mitsu) дилера mitsu.
Куча подонков у нового (и единственного в провинции дилерского центра mitsu) дилера mitsu. Крышки ремня ГРМ не нужны, если только они не были повреждены во время процесса, но натяжной и натяжной ролики, а также автоматический натяжитель и водяной насос необходимы. Вы экономили на автоматическом натяжителе ремня ГРМ за 55 тысяч? Вы использовали оригинальные детали? За 1600 долларов вы получите почти первоклассную головку (P&P, 1 мм клапаны из нержавеющей стали, двойная пружина TI и т. д., но не будут включать в себя компоненты ремня ГРМ, прокладки и трудозатраты. Подумайте хорошенько о том, что вы хотите сделать с этим автомобилем. прежде чем вы решите, удачи
Крышки ремня ГРМ не нужны, если только они не были повреждены во время процесса, но натяжной и натяжной ролики, а также автоматический натяжитель и водяной насос необходимы. Вы экономили на автоматическом натяжителе ремня ГРМ за 55 тысяч? Вы использовали оригинальные детали? За 1600 долларов вы получите почти первоклассную головку (P&P, 1 мм клапаны из нержавеющей стали, двойная пружина TI и т. д., но не будут включать в себя компоненты ремня ГРМ, прокладки и трудозатраты. Подумайте хорошенько о том, что вы хотите сделать с этим автомобилем. прежде чем вы решите, удачи Проверьте это:
Проверьте это:
 .
.  Есть ли у кого-нибудь совет? Я посмотрел на http://www.slowboyracing.com/, но я не ищу что-то настолько дорогое. Я слышал плохие вещи о двигателях JDM, но я думаю, что они предлагают только подержанные двигатели, которые, как они утверждают, имеют пробег всего 30-50 000 миль.
Есть ли у кого-нибудь совет? Я посмотрел на http://www.slowboyracing.com/, но я не ищу что-то настолько дорогое. Я слышал плохие вещи о двигателях JDM, но я думаю, что они предлагают только подержанные двигатели, которые, как они утверждают, имеют пробег всего 30-50 000 миль.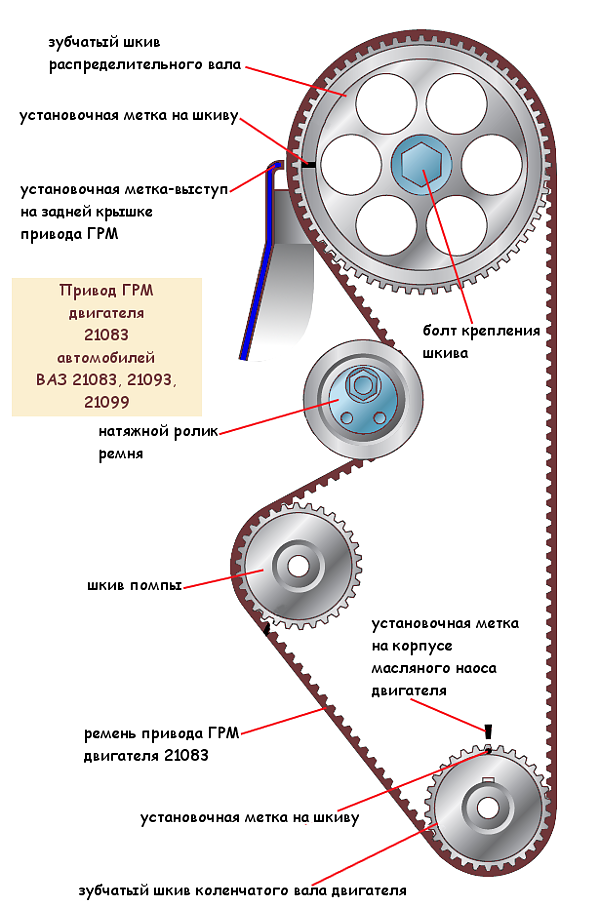 Тогда вы могли бы увидеть, были ли поршни плохими, и увидеть, насколько сильно погнуты клапана. Если вам не нужна большая мощность, возьмите удилища весом 1 г и новую головку. Кстати, у меня есть набор шатунов и головка весом 1 г только с одним неисправным клапаном, если вам интересно. Основная часть замены головки заключается в том, чтобы убедиться, что вы очищаете поверхность блока, но если ваши поршни плохие, вы можете просто вытащить блок и почистить его, и если бы я был, вы бы отослали его и устранили проблему кривошипа. так что вам не придется беспокоиться об этом, тогда у вас будет хороший мотор, который сможет справиться с будущими модами, потому что все знают, как только вы начнете модифицировать, вы не сможете остановиться, это как болезнь… зависимость, по крайней мере для меня во всяком случае. Удачи!!!
Тогда вы могли бы увидеть, были ли поршни плохими, и увидеть, насколько сильно погнуты клапана. Если вам не нужна большая мощность, возьмите удилища весом 1 г и новую головку. Кстати, у меня есть набор шатунов и головка весом 1 г только с одним неисправным клапаном, если вам интересно. Основная часть замены головки заключается в том, чтобы убедиться, что вы очищаете поверхность блока, но если ваши поршни плохие, вы можете просто вытащить блок и почистить его, и если бы я был, вы бы отослали его и устранили проблему кривошипа. так что вам не придется беспокоиться об этом, тогда у вас будет хороший мотор, который сможет справиться с будущими модами, потому что все знают, как только вы начнете модифицировать, вы не сможете остановиться, это как болезнь… зависимость, по крайней мере для меня во всяком случае. Удачи!!! 
 Я позвонил Джасперу напрямую, и двигатель должен был стоить 4150 долларов. К счастью, мой друг семьи предложил отдать мне двигатель за его счет (сэкономив мне 1250 долларов). Сейчас я не думаю, что могу позволить себе вложить в этот проект более 700 долларов.
Я позвонил Джасперу напрямую, и двигатель должен был стоить 4150 долларов. К счастью, мой друг семьи предложил отдать мне двигатель за его счет (сэкономив мне 1250 долларов). Сейчас я не думаю, что могу позволить себе вложить в этот проект более 700 долларов.

 Хотя это может быть что угодно; слишком трудно увидеть.
Хотя это может быть что угодно; слишком трудно увидеть. гнутые клапана?
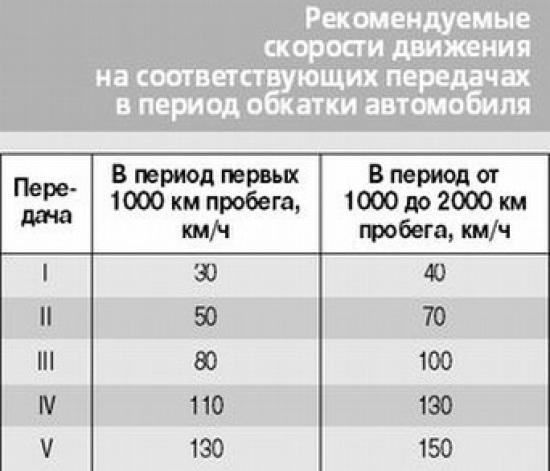
гнутые клапана? Это не только отрицательно сказывается обкатке, но и небезопасно.
Это не только отрицательно сказывается обкатке, но и небезопасно. При обкатывании происходит своеобразная приработка частиц резиновой смеси. Это положительно сказывается на устойчивости к износу.
При обкатывании происходит своеобразная приработка частиц резиновой смеси. Это положительно сказывается на устойчивости к износу. Но вспомните первые дни ношения новых туфель или кроссовок. Ноге чаще всего бывает некомфортно в новой колодке. Купленное изделие постепенно привыкает, подчиняется, но сколько предстоит пережить? — Болезненные мозоли, отеки, если долго придется ходить в обновке, пока обувь адаптируется под особенности ноги и станет уже прекрасно носиться в любую погоду. Как важно правильно разносить новую пару обуви, так и обкатка летней резины необходима, чтобы машина не теряла маневренность, шла по дорожному полотну с необходимо сцепкой и уверенностью.
Но вспомните первые дни ношения новых туфель или кроссовок. Ноге чаще всего бывает некомфортно в новой колодке. Купленное изделие постепенно привыкает, подчиняется, но сколько предстоит пережить? — Болезненные мозоли, отеки, если долго придется ходить в обновке, пока обувь адаптируется под особенности ноги и станет уже прекрасно носиться в любую погоду. Как важно правильно разносить новую пару обуви, так и обкатка летней резины необходима, чтобы машина не теряла маневренность, шла по дорожному полотну с необходимо сцепкой и уверенностью. Опытный водитель не позволяет себе экспериментировать или легкомысленно относиться к техническому состоянию машины. Он привык прислушиваться, присматриваться к технике, чувствуя ее дыхание, ритм. А при замене деталей заботливый владелец никогда не применит максимальную нагрузку с первых метров движения автомобиля. Наоборот, сделает все по нарастающей, чтобы машина не подвергалась стрессу. И когда предстоит покупка новой резины, то обкатка летних шин произойдет всенепременно. И не идет в расчет, что потребуется для этого много времени, терпения, мастерства.
Опытный водитель не позволяет себе экспериментировать или легкомысленно относиться к техническому состоянию машины. Он привык прислушиваться, присматриваться к технике, чувствуя ее дыхание, ритм. А при замене деталей заботливый владелец никогда не применит максимальную нагрузку с первых метров движения автомобиля. Наоборот, сделает все по нарастающей, чтобы машина не подвергалась стрессу. И когда предстоит покупка новой резины, то обкатка летних шин произойдет всенепременно. И не идет в расчет, что потребуется для этого много времени, терпения, мастерства. Стоит размеренно выполнять маневры, бережно относясь к недавно купленному изделию. Если позволяет ритм жизни, то применять машину не более 4 часов в день при хороших погодных условиях.
Стоит размеренно выполнять маневры, бережно относясь к недавно купленному изделию. Если позволяет ритм жизни, то применять машину не более 4 часов в день при хороших погодных условиях. Если вдруг на поворотах имеются предпосылки к заносам, то стоит решить вопрос безопасности и оценить купленную резину на прочность и качество. Проводимая обкатка летней резины необходима, и стоит ее выполнять системно, неспешно, наблюдая тщательно за процессом.
Если вдруг на поворотах имеются предпосылки к заносам, то стоит решить вопрос безопасности и оценить купленную резину на прочность и качество. Проводимая обкатка летней резины необходима, и стоит ее выполнять системно, неспешно, наблюдая тщательно за процессом.
 Такой первоначальный марафон «разносит» резину и введет ее в надлежащую эксплуатацию. В дальнейшем износ покрышки произойдет, но будет он длительным и предсказуемым.
Такой первоначальный марафон «разносит» резину и введет ее в надлежащую эксплуатацию. В дальнейшем износ покрышки произойдет, но будет он длительным и предсказуемым. Это может помочь повысить безопасность на дороге и повысить эффективность ваших шин. Вы должны попытаться обкатать свои новые шины, прежде чем приступать к повседневному вождению, так как это приведет к оптимальному уровню производительности ваших новых шин.
Это может помочь повысить безопасность на дороге и повысить эффективность ваших шин. Вы должны попытаться обкатать свои новые шины, прежде чем приступать к повседневному вождению, так как это приведет к оптимальному уровню производительности ваших новых шин. Известно, что период, когда вы едете в своих шинах, чрезвычайно эффективен, поскольку он позволяет вашим шинам осесть и достичь запланированного уровня производительности.
Известно, что период, когда вы едете в своих шинах, чрезвычайно эффективен, поскольку он позволяет вашим шинам осесть и достичь запланированного уровня производительности. Даже если ваши новые шины той же модели, что и ваши старые шины, вы заметите значительную разницу во время вождения, особенно если ваши старые шины были сильно изношены.
Даже если ваши новые шины той же модели, что и ваши старые шины, вы заметите значительную разницу во время вождения, особенно если ваши старые шины были сильно изношены. Узнайте, почему, и следуйте нашим советам, чтобы безопасно подготовить новые шины к длительной эксплуатации.
Узнайте, почему, и следуйте нашим советам, чтобы безопасно подготовить новые шины к длительной эксплуатации.
 Таким образом, перед полной обкаткой новые шины могут чувствовать себя немного менее отзывчивыми.
Таким образом, перед полной обкаткой новые шины могут чувствовать себя немного менее отзывчивыми. ","xdm:linkURL":"/content/conti-tires-cms/gb/en_gb/b2c/tyre-knowledge/changing-tyres.html"}}»>
","xdm:linkURL":"/content/conti-tires-cms/gb/en_gb/b2c/tyre-knowledge/changing-tyres.html"}}»> ","xdm:linkURL":"/content/conti-tires-cms/gb/en_gb/b2c/tyre-knowledge/fitting-tyres.html"}}»>
","xdm:linkURL":"/content/conti-tires-cms/gb/en_gb/b2c/tyre-knowledge/fitting-tyres.html"}}»>
 Что не так? Как правило, водители под детонацией понимают неравномерность работы ДВС, например, пропуски зажигания, нестабильность холостого хода, повышенный шум.
Что не так? Как правило, водители под детонацией понимают неравномерность работы ДВС, например, пропуски зажигания, нестабильность холостого хода, повышенный шум. Кроме того, они отрицательно влияют на систему нейтрализации отработанных газов, выводят из строя свечи зажигания и катализаторы, закоксовывают форсунки.
Кроме того, они отрицательно влияют на систему нейтрализации отработанных газов, выводят из строя свечи зажигания и катализаторы, закоксовывают форсунки. Также нет ничего критичного, если один раз залить 95 вместо 98 бензина.
Также нет ничего критичного, если один раз залить 95 вместо 98 бензина.
 img.sputnik.az/img/07e5/09/11/427950872_0:0:1201:678_1920x0_80_0_0_950a728a7e7cfb1bc1dcd5e98e2144ab.png
img.sputnik.az/img/07e5/09/11/427950872_0:0:1201:678_1920x0_80_0_0_950a728a7e7cfb1bc1dcd5e98e2144ab.png Интересно, насколько после подорожания отличаются местные цены от европейских на топливо. В специальной инфографике Sputnik Азербайджан можно узнать, в какой части рейтинга окажется республика по цене на АИ-95 в Европе. Однако стоит отметить, что среди стран СНГ есть такие, где бензин этой марки стоит значительно дешевле. Между тем, хуже всех ситуация, то есть дороже всего бензин в таких государствах-членах Европейского союза, как Португалия, Дания и Нидерланды.
Интересно, насколько после подорожания отличаются местные цены от европейских на топливо. В специальной инфографике Sputnik Азербайджан можно узнать, в какой части рейтинга окажется республика по цене на АИ-95 в Европе. Однако стоит отметить, что среди стран СНГ есть такие, где бензин этой марки стоит значительно дешевле. Между тем, хуже всех ситуация, то есть дороже всего бензин в таких государствах-членах Европейского союза, как Португалия, Дания и Нидерланды.


 0039
0039
 0149
0149 )
) Если какие-то буквы уже известны, вы можете предоставить их в виде шаблона: «CA????».
Если какие-то буквы уже известны, вы можете предоставить их в виде шаблона: «CA????». G., Вкратце Кроссворд Подсказка Кроссворд Подсказка
G., Вкратце Кроссворд Подсказка Кроссворд Подсказка Разгадка кроссворда
Разгадка кроссворда Вы можете сузить возможные ответы, указав количество букв, которые он содержит. Мы нашли более 2 ответов на Марка бензина .
Вы можете сузить возможные ответы, указав количество букв, которые он содержит. Мы нашли более 2 ответов на Марка бензина .
 Кроссворд
Кроссворд

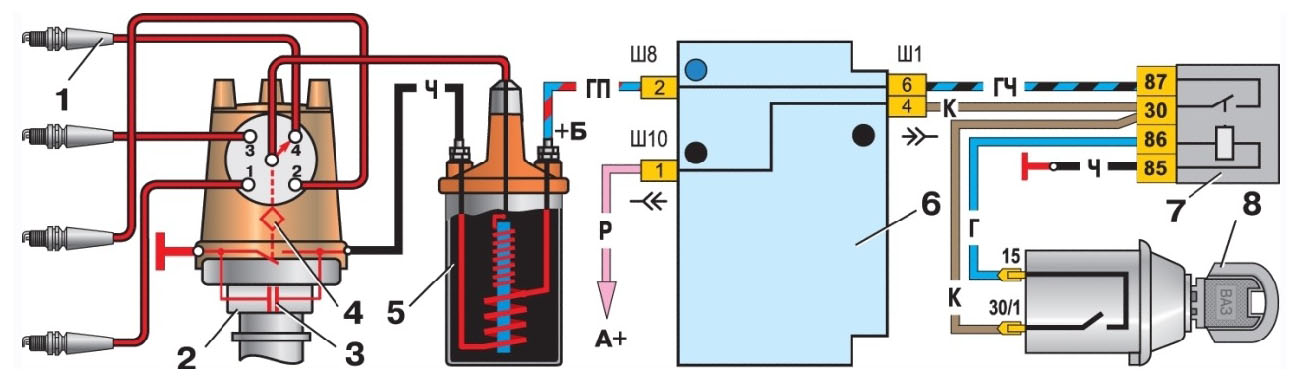
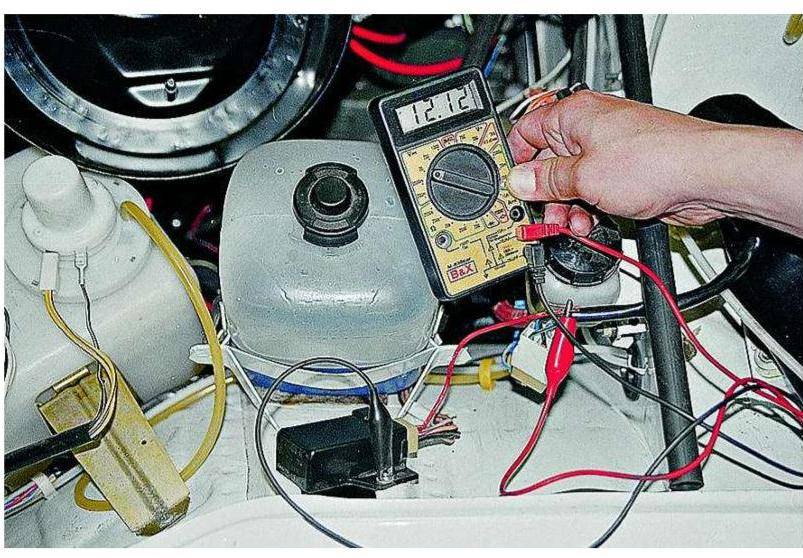
 Если визуальный осмотр не выявил неполадку, можете соединить катушку с тахометром напрямую, с помощью метрового куска провода. Если проблема исчезла, можете оставить это временное соединение в качестве постоянного, приторочив провод к штатным жгутам.
Если визуальный осмотр не выявил неполадку, можете соединить катушку с тахометром напрямую, с помощью метрового куска провода. Если проблема исчезла, можете оставить это временное соединение в качестве постоянного, приторочив провод к штатным жгутам. Индуктивный ДПКВ расположен на расстоянии 0,8 −1,2 миллиметра от зубчатого венца шкива генератора, а шкив установлен на коленчатом вале. Этот шкив имеет 58 зубьев, при этом две пары расположены на увеличенном вдвое расстоянии друг от друга. Выглядит это так, будто сначала было 60 зубьев, но потом два убрали. Дважды за оборот, когда мимо датчика проходит пропущенный зуб, ДПКВ генерирует изменённый сигнал. По интервалу между такими сигналами ЭБУ вычисляет скорость вращения коленвала и использует её как для определения момента подачи и продолжительности импульса впрыска в камеры сгорания, так и для подачи сигнала на тахометр. Поломка ЭБУ и ДПКВ, как правило, приводит к невозможности запуска двигателя.
Индуктивный ДПКВ расположен на расстоянии 0,8 −1,2 миллиметра от зубчатого венца шкива генератора, а шкив установлен на коленчатом вале. Этот шкив имеет 58 зубьев, при этом две пары расположены на увеличенном вдвое расстоянии друг от друга. Выглядит это так, будто сначала было 60 зубьев, но потом два убрали. Дважды за оборот, когда мимо датчика проходит пропущенный зуб, ДПКВ генерирует изменённый сигнал. По интервалу между такими сигналами ЭБУ вычисляет скорость вращения коленвала и использует её как для определения момента подачи и продолжительности импульса впрыска в камеры сгорания, так и для подачи сигнала на тахометр. Поломка ЭБУ и ДПКВ, как правило, приводит к невозможности запуска двигателя.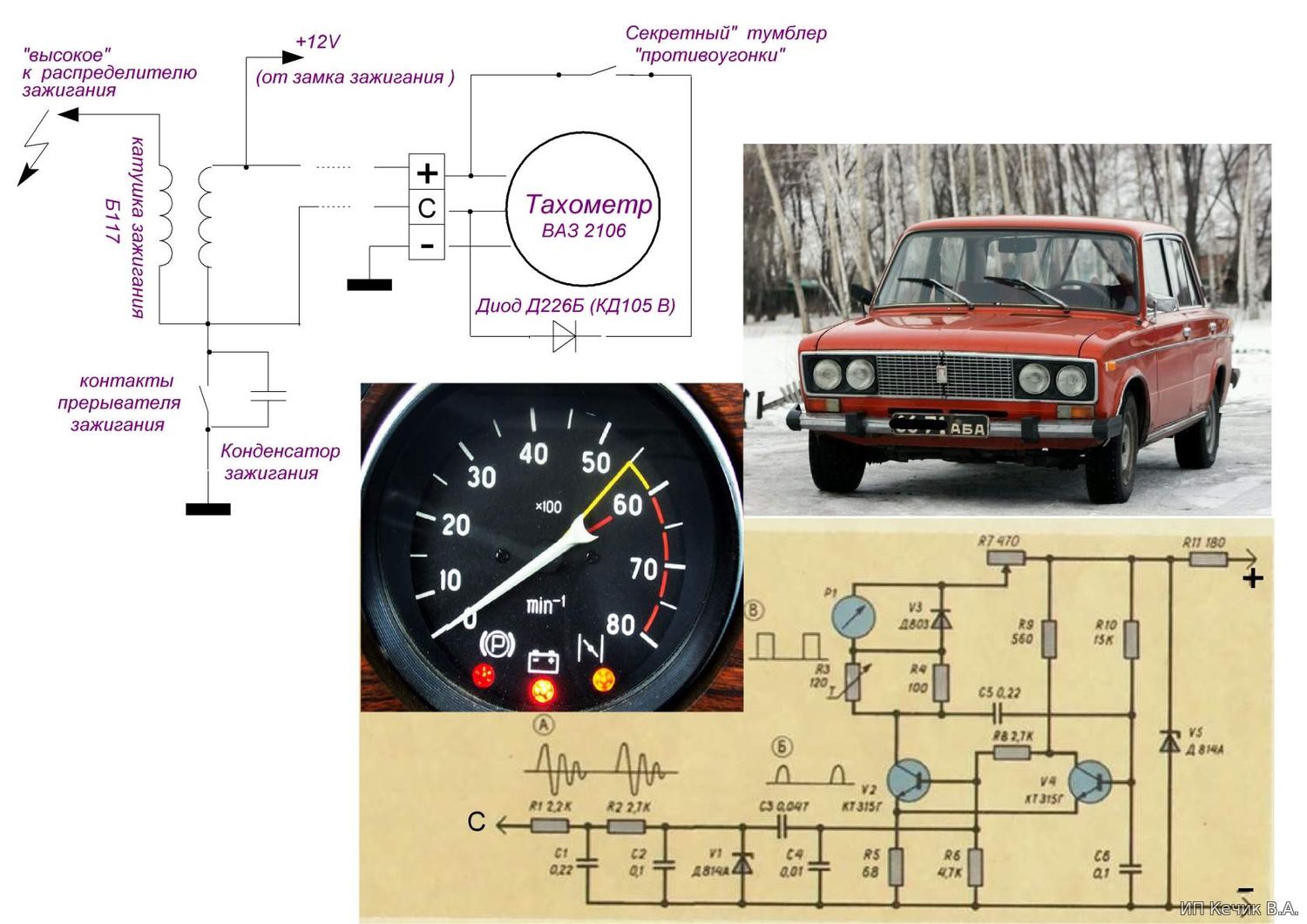 Контакт может частично отойти, слегка окислиться, расшататься в гнезде. Прежде всего надо проверить именно его.
Контакт может частично отойти, слегка окислиться, расшататься в гнезде. Прежде всего надо проверить именно его. Однако принцип его работы, что именно он измеряет известно далеко не каждому. Тахометр — это очень важный прибор в автомобиле. Он показывает частоту вращения коленвала мотора, то есть фактически он показывает эффективность работы двигателя авто. Но это только одна из функций этого прибора. По его показателям (стрелка тахометра прыгает либо же отображает неверные результаты) можно делать выводы о наличии определённых неисправностей в машине.
Однако принцип его работы, что именно он измеряет известно далеко не каждому. Тахометр — это очень важный прибор в автомобиле. Он показывает частоту вращения коленвала мотора, то есть фактически он показывает эффективность работы двигателя авто. Но это только одна из функций этого прибора. По его показателям (стрелка тахометра прыгает либо же отображает неверные результаты) можно делать выводы о наличии определённых неисправностей в машине.

 Чаще всего “прыгающий” тахометр — результат забитого жиклера холостого хода. Тахометр ВАЗ 2107 (инжектор) может “прыгать” при проблемах в системе впрыска. В таком случае необходима промывка форсунок. Чтобы проверить и очистить систему впрыска, необходимо наличие специального стенда и оборудования. Такую работу лучше доверить специалистам СТО.
Чаще всего “прыгающий” тахометр — результат забитого жиклера холостого хода. Тахометр ВАЗ 2107 (инжектор) может “прыгать” при проблемах в системе впрыска. В таком случае необходима промывка форсунок. Чтобы проверить и очистить систему впрыска, необходимо наличие специального стенда и оборудования. Такую работу лучше доверить специалистам СТО. Начинающий водитель может ориентироваться на положение стрелки. Если она приближается к красной зоне, то необходимо переключиться на более высокую передачу. Кроме того, прибор используют для регулировки работы силового агрегата на холостом ходу и контроля частоты вращения коленвала вовремя движения (автор видео -Avto-Blogger.ru).
Начинающий водитель может ориентироваться на положение стрелки. Если она приближается к красной зоне, то необходимо переключиться на более высокую передачу. Кроме того, прибор используют для регулировки работы силового агрегата на холостом ходу и контроля частоты вращения коленвала вовремя движения (автор видео -Avto-Blogger.ru). Стоит проверить свечи, проводку, контакты, через которые он подключён, проверить его настройки. Если перед этим меняли тахограф или же разбирали, то это наиболее вероятный фактор некорректных показателей на аппарате. Чтобы устранить проблему достаточно проверить его настройки, в случае необходимости подкорректировать сзади с помощью тумблера, проверить нулевое положение, правильность установки.
Стоит проверить свечи, проводку, контакты, через которые он подключён, проверить его настройки. Если перед этим меняли тахограф или же разбирали, то это наиболее вероятный фактор некорректных показателей на аппарате. Чтобы устранить проблему достаточно проверить его настройки, в случае необходимости подкорректировать сзади с помощью тумблера, проверить нулевое положение, правильность установки. Случается и пробой самой катушки, что также будет влиять на отображение данных на тахографе.
Случается и пробой самой катушки, что также будет влиять на отображение данных на тахографе. Ремонт зависит от причин неисправности.
Ремонт зависит от причин неисправности.

 Вот и все, что можно рассказать о приборе, предназначенном для измерения частоты вращения коленвала.
Вот и все, что можно рассказать о приборе, предназначенном для измерения частоты вращения коленвала.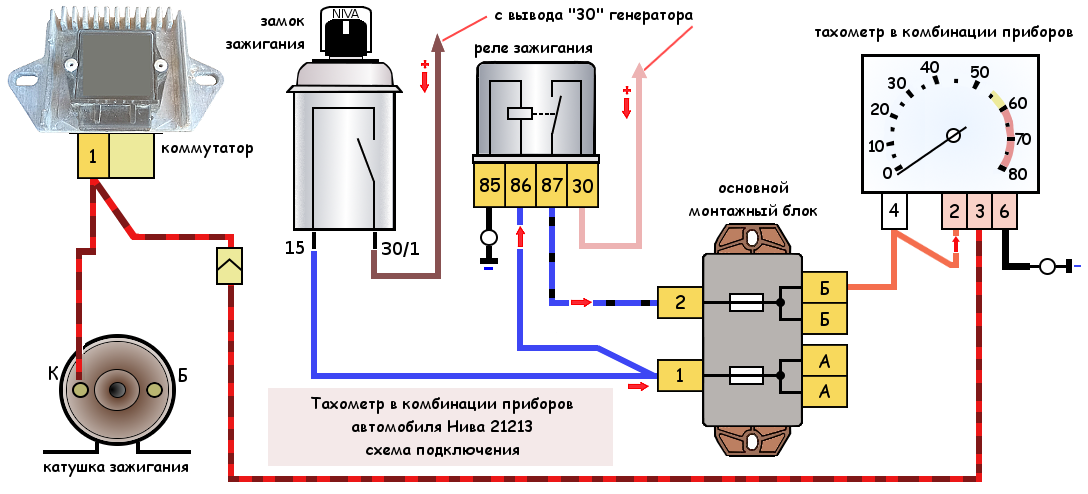

 Отрегулируйте положение самого прибора, положение нуля, качество подключения, проведите регулировку тумблером на задней части прибора.
Отрегулируйте положение самого прибора, положение нуля, качество подключения, проведите регулировку тумблером на задней части прибора.
 Способы самостоятельной диагностики.
Способы самостоятельной диагностики.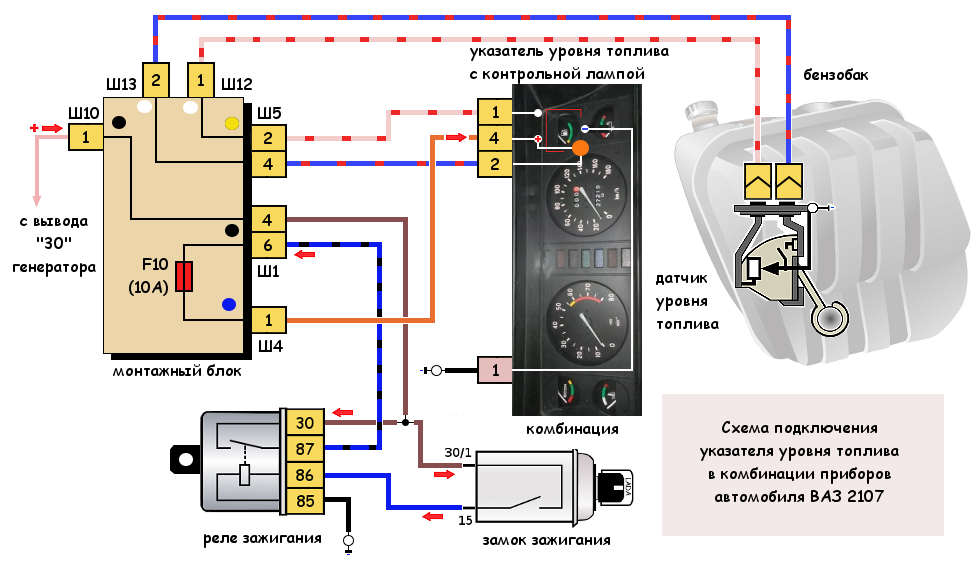
 Дополнительного внимания заслуживает и катушка зажигания, коммутатор, модуль зажигания, трамблер. В зависимости от того, какая система зажигания установлена на тот или иной двигатель, все ее элементы нужно проверять поочередно.
Дополнительного внимания заслуживает и катушка зажигания, коммутатор, модуль зажигания, трамблер. В зависимости от того, какая система зажигания установлена на тот или иной двигатель, все ее элементы нужно проверять поочередно.
 В этом случае двигатель не только дергается, но и часто сильно плавают обороты на холостых.
В этом случае двигатель не только дергается, но и часто сильно плавают обороты на холостых. Они востребованы сегодня. На «семерке» стоит поплавковый карбюратор, как правило, фирмы Озон. Итак, схема обвязки карбюратора «Сэвенки» состоит из:
Они востребованы сегодня. На «семерке» стоит поплавковый карбюратор, как правило, фирмы Озон. Итак, схема обвязки карбюратора «Сэвенки» состоит из: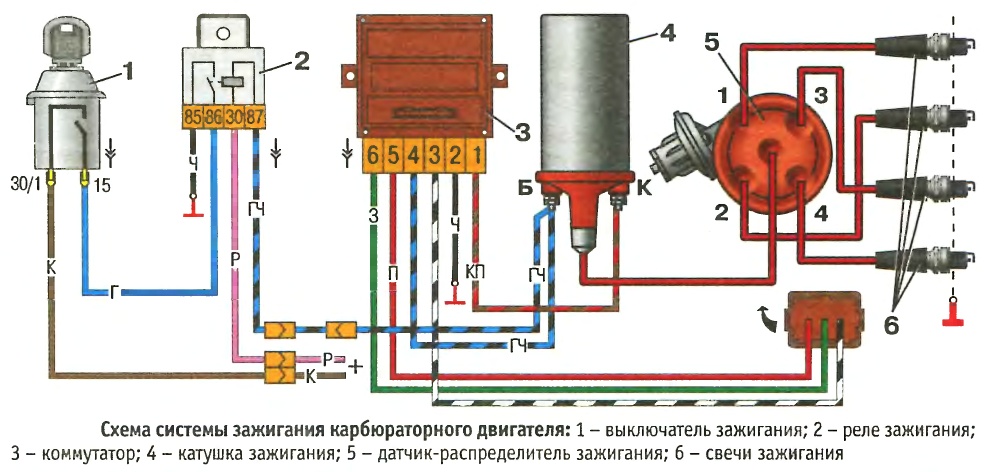


 Затем отвинтите пробку топливного перехода вторичной камеры и снимите ее. Открутив его, необходимо снять сам джибелер с его корпуса.
Затем отвинтите пробку топливного перехода вторичной камеры и снимите ее. Открутив его, необходимо снять сам джибелер с его корпуса.  Проверьте состояние всех компонентов и при необходимости замените неисправные элементы на новые. Не чистите форсунки металлической проволокой, так как есть риск повреждения внутренней поверхности каналов. Откройте форсунки в ацетоне, а затем продуйте сжатым воздухом.
Проверьте состояние всех компонентов и при необходимости замените неисправные элементы на новые. Не чистите форсунки металлической проволокой, так как есть риск повреждения внутренней поверхности каналов. Откройте форсунки в ацетоне, а затем продуйте сжатым воздухом. Откройте крышку камеры и переместите поплавок. Затем аккуратно потяните скобу языка.
Откройте крышку камеры и переместите поплавок. Затем аккуратно потяните скобу языка. Очистка производится резиновой грушей. После этого продуйте каналы сжатым воздухом.
Очистка производится резиновой грушей. После этого продуйте каналы сжатым воздухом.

 Как сделать машину зимой, нужно ли прогревать машину зимой, полезные советы
Как сделать машину зимой, нужно ли прогревать машину зимой, полезные советы Потерял ключ от машины что делать, ключ от машины в машине
Потерял ключ от машины что делать, ключ от машины в машине com
com Они необходимы для поступления кислорода. Внизу каждого канала находится дроссельная заслонка. Каждая из них представляет собой карбюраторную камеру. Привод на дросселе устроен таким образом, что при нажатии на педаль сначала открывается одна заслонка, а только потом другая. Камера, затвор которой открывается раньше, называется основной.
Они необходимы для поступления кислорода. Внизу каждого канала находится дроссельная заслонка. Каждая из них представляет собой карбюраторную камеру. Привод на дросселе устроен таким образом, что при нажатии на педаль сначала открывается одна заслонка, а только потом другая. Камера, затвор которой открывается раньше, называется основной. Это неоднократно подтверждают отзывы. Кстати, этот элемент устанавливался на старые двигатели от ЗМЗ.
Это неоднократно подтверждают отзывы. Кстати, этот элемент устанавливался на старые двигатели от ЗМЗ. Также в комплект входит система дозирования.
Также в комплект входит система дозирования. Как это устроено? Здесь расположены главные топливные жиклеры, которые установлены в днище поплавковой камеры, и главные воздушные жиклеры. Последние находятся на плоскости, вверху эмульсионных колодцев. Под основными воздушными жиклерами также расположены эмульсионные трубки.
Как это устроено? Здесь расположены главные топливные жиклеры, которые установлены в днище поплавковой камеры, и главные воздушные жиклеры. Последние находятся на плоскости, вверху эмульсионных колодцев. Под основными воздушными жиклерами также расположены эмульсионные трубки. Итак, система холостого хода предназначена для поддержания стабильной работы двигателя на оборотах до 1000 в минуту. Состоит из перепускного канала, регулировочных винтов, топливного и воздушного жиклера, клапана экономайзера.
Итак, система холостого хода предназначена для поддержания стабильной работы двигателя на оборотах до 1000 в минуту. Состоит из перепускного канала, регулировочных винтов, топливного и воздушного жиклера, клапана экономайзера.
 Его элементы, разборка и настройка в целом мало чем отличаются от всех остальных карбюраторов. Чтобы самостоятельно настроить агрегат, достаточно понять принцип и следовать инструкции. Есть несколько настроек для этого устройства.
Его элементы, разборка и настройка в целом мало чем отличаются от всех остальных карбюраторов. Чтобы самостоятельно настроить агрегат, достаточно понять принцип и следовать инструкции. Есть несколько настроек для этого устройства.
 Тряпка для авто. Салфетка для сушки кузова. 60*40 см. Le’Vision design
Тряпка для авто. Салфетка для сушки кузова. 60*40 см. Le’Vision design Smart Open
Smart Open / машины/для стекол, фар и зеркал/Автополотенце/ Салфетка для авто/ Тряпка для машины/ Салфетка для сушки кузова/ Микрофибра для авто/для интерьера автомобиля/влажные для очистки, восстановления и кондиционирования
/ машины/для стекол, фар и зеркал/Автополотенце/ Салфетка для авто/ Тряпка для машины/ Салфетка для сушки кузова/ Микрофибра для авто/для интерьера автомобиля/влажные для очистки, восстановления и кондиционирования , 30х40 см, 500 г. кв.м
, 30х40 см, 500 г. кв.м )
) кв.м
кв.м Условно их можно разделить на два типа: протирочные и полировочные материалы. По сырью, идущему на изготовление изделия, и технологии производства различают изделия:
Условно их можно разделить на два типа: протирочные и полировочные материалы. По сырью, идущему на изготовление изделия, и технологии производства различают изделия:

 Чем дольше вода находится на наружной краске, тем больше вероятность того, что мусор впитается или соберется, что приведет к пятнам и другим проблемам. Профессиональные автосервисы знают, как важно быстро высушить автомобиль, чтобы избежать этих ошибок.
Чем дольше вода находится на наружной краске, тем больше вероятность того, что мусор впитается или соберется, что приведет к пятнам и другим проблемам. Профессиональные автосервисы знают, как важно быстро высушить автомобиль, чтобы избежать этих ошибок. Все эти методы высушат ваш автомобиль, но время, которое потребуется для этого, будет разным. Независимо от того, какой вариант вы выберете, вам понадобится , чтобы высушить машину после каждой мойки. В конце концов, зачем вам прилагать все усилия для его очистки, если сушка является одним из самых важных шагов для обеспечения безупречной отделки?
Все эти методы высушат ваш автомобиль, но время, которое потребуется для этого, будет разным. Независимо от того, какой вариант вы выберете, вам понадобится , чтобы высушить машину после каждой мойки. В конце концов, зачем вам прилагать все усилия для его очистки, если сушка является одним из самых важных шагов для обеспечения безупречной отделки? К сожалению, оставление воды на транспортном средстве в течение любого промежутка времени может привести к неблагоприятным последствиям. Вода часто содержит частицы и другой мусор, скапливающийся на внешней краске. Вот почему большинство владельцев транспортных средств борются с пятнами и водяными пятнами.
К сожалению, оставление воды на транспортном средстве в течение любого промежутка времени может привести к неблагоприятным последствиям. Вода часто содержит частицы и другой мусор, скапливающийся на внешней краске. Вот почему большинство владельцев транспортных средств борются с пятнами и водяными пятнами. Вы можете приобрести полотенца из микрофибры в различных магазинах, но нам нравятся варианты Gyeon Quartz, которые обеспечивают максимальную впитывающую способность без разводов. Gyeon Quartz Waffledryer изготовлен из толстой микрофибры, которую можно легко сложить, чтобы вы могли легко высушить свой автомобиль. Полотенце также чрезвычайно прочное, поэтому вам не нужно беспокоиться о том, что оно сломается. Также попробуйте Gyeon Q2 SilkDryer.
Вы можете приобрести полотенца из микрофибры в различных магазинах, но нам нравятся варианты Gyeon Quartz, которые обеспечивают максимальную впитывающую способность без разводов. Gyeon Quartz Waffledryer изготовлен из толстой микрофибры, которую можно легко сложить, чтобы вы могли легко высушить свой автомобиль. Полотенце также чрезвычайно прочное, поэтому вам не нужно беспокоиться о том, что оно сломается. Также попробуйте Gyeon Q2 SilkDryer. Начните с крыши и окон, прежде чем переходить к дверным панелям, багажнику, капоту и бамперам.
Начните с крыши и окон, прежде чем переходить к дверным панелям, багажнику, капоту и бамперам. Автомобильные воздуходувки обеспечивают непревзойденный уровень чистоты и сухости воздуха. Однако не все воздуходувки одинаковы. При покупке автомобильного вентилятора для сушки автомобиля владельцы автомобилей должны учитывать следующее:
Автомобильные воздуходувки обеспечивают непревзойденный уровень чистоты и сухости воздуха. Однако не все воздуходувки одинаковы. При покупке автомобильного вентилятора для сушки автомобиля владельцы автомобилей должны учитывать следующее: Проверьте наши самые быстрые фены для автомобилей здесь.
Проверьте наши самые быстрые фены для автомобилей здесь. Только будьте осторожны, так как если на машине есть какой-либо мусор, он может затянуться лезвием, сведя на нет всю вашу тяжелую работу! Вам также нужно будет переключиться на полотенце, чтобы высушить шины, так как лезвие будет довольно неудобным в маневрировании.
Только будьте осторожны, так как если на машине есть какой-либо мусор, он может затянуться лезвием, сведя на нет всю вашу тяжелую работу! Вам также нужно будет переключиться на полотенце, чтобы высушить шины, так как лезвие будет довольно неудобным в маневрировании. В зависимости от температуры и скорости, с которой вы едете, это не должно занять более нескольких минут. Просто проедьте несколько минут по ближайшему шоссе, развернитесь, и к тому времени, когда вы вернетесь домой, оно должно быть сухим!
В зависимости от температуры и скорости, с которой вы едете, это не должно занять более нескольких минут. Просто проедьте несколько минут по ближайшему шоссе, развернитесь, и к тому времени, когда вы вернетесь домой, оно должно быть сухим! При правильном уходе он прослужит долгие годы, избавив вас от необходимости его замены!
При правильном уходе он прослужит долгие годы, избавив вас от необходимости его замены!
 В кратчайшие сроки простой в использовании воздуходувка высушит ваш автомобиль и подготовит его к полировке. Зачем вам тратить свое время на борьбу с тряпками и ожидание, пока ваша машина высохнет на воздухе, если вы можете использовать воздуходувку?
В кратчайшие сроки простой в использовании воздуходувка высушит ваш автомобиль и подготовит его к полировке. Зачем вам тратить свое время на борьбу с тряпками и ожидание, пока ваша машина высохнет на воздухе, если вы можете использовать воздуходувку?
 Недорогое большое полотенце Angelwax занимает третье место.
Недорогое большое полотенце Angelwax занимает третье место. com
com Его вытеснение было сопоставимо с аналогичными соперниками и на шаг отставало от наших двух лучших, но привлекательная цена — менее десятка — позволила ему занять подиум.
Его вытеснение было сопоставимо с аналогичными соперниками и на шаг отставало от наших двух лучших, но привлекательная цена — менее десятка — позволила ему занять подиум. co.uk
co.uk Компромисс заключается в водопоглощении, и он был одним из самых плохих в тесте, выдерживая вес всего в четыре раза больше собственного. Это было одно из лучших полотенец в тесте на перетаскивание, и с ним было легко работать на дверях нашего тестового пикапа, но оно быстро наполнялось водой. Однако его самая большая проблема заключается в удвоении его цены с 2020 года.
Компромисс заключается в водопоглощении, и он был одним из самых плохих в тесте, выдерживая вес всего в четыре раза больше собственного. Это было одно из лучших полотенец в тесте на перетаскивание, и с ним было легко работать на дверях нашего тестового пикапа, но оно быстро наполнялось водой. Однако его самая большая проблема заключается в удвоении его цены с 2020 года. 
 Многие выделяют так свой авто из серой массы, отражая в нем свой характер. Винилография капота – вполне проста, эффектна и имеет низкую цену.
Многие выделяют так свой авто из серой массы, отражая в нем свой характер. Винилография капота – вполне проста, эффектна и имеет низкую цену. Ожидая выдачи, вы можете комфортно провести время в клиентской зоне за чашечкой кофе. Наша зона ожидания оборудована удобной мебелью и сетью Wi-Fi.
Ожидая выдачи, вы можете комфортно провести время в клиентской зоне за чашечкой кофе. Наша зона ожидания оборудована удобной мебелью и сетью Wi-Fi. У вас должен быть включен JavaScript для просмотра.. Нашим мастерам понадобится не больше получаса, чтобы подготовить ориентировочную смету. Уверены, вас устроит предложенная цена замены капота.
У вас должен быть включен JavaScript для просмотра.. Нашим мастерам понадобится не больше получаса, чтобы подготовить ориентировочную смету. Уверены, вас устроит предложенная цена замены капота. Делается это с помощью диагностических приборов. Полученные параметры сравниваются с заводскими показателями, которые указаны в документации.
Делается это с помощью диагностических приборов. Полученные параметры сравниваются с заводскими показателями, которые указаны в документации. Ремонт и окраску кузова
Ремонт и окраску кузова У вас должен быть включен JavaScript для просмотра.
У вас должен быть включен JavaScript для просмотра. У вас должен быть включен JavaScript для просмотра.
У вас должен быть включен JavaScript для просмотра. РУМЯНЦЕВО
РУМЯНЦЕВО üzgün ve stresli hissediyor. araba yol kenarında kırıldı — капот автомобиля сток фото и resimler
üzgün ve stresli hissediyor. araba yol kenarında kırıldı — капот автомобиля сток фото и resimler — капот автомобиля сток фото и resimler
— капот автомобиля сток фото и resimler tamir servisi — автомобильный капот сток фото и ремонт
tamir servisi — автомобильный капот сток фото и ремонт ..
.. Арабада…
Арабада… ..
.. — капот автомобиля сток фотографляр ве resimler
— капот автомобиля сток фотографляр ве resimler
 Транспортные средства должны быть возвращены на базу и подключены к зарядной станции для следующего пользователя. Полностью заряженные автомобили могут проехать около 70 миль и могут быть перезаряжены на станциях в регионе.
Транспортные средства должны быть возвращены на базу и подключены к зарядной станции для следующего пользователя. Полностью заряженные автомобили могут проехать около 70 миль и могут быть перезаряжены на станциях в регионе.


 В случае устранения незначительных дефектов на большой площади используются напыляемые шпатлевки, которые широкими слоями наносятся с помощью краскопульта. Для устранения глубоких вмятин используются шпатлевки усиленные стекловолокном, с ними за один проход получается слой большей толщины. Наиболее часто мастера используют универсальные шпатлевки.
В случае устранения незначительных дефектов на большой площади используются напыляемые шпатлевки, которые широкими слоями наносятся с помощью краскопульта. Для устранения глубоких вмятин используются шпатлевки усиленные стекловолокном, с ними за один проход получается слой большей толщины. Наиболее часто мастера используют универсальные шпатлевки. В таком случае подбираем цвет с учетом его интенсивности и яркости. В этом помогают компьютерные технологии и стереотипная таблица расцветок, благодаря которым определяется нужный номер оттенка цвета машины.
В таком случае подбираем цвет с учетом его интенсивности и яркости. В этом помогают компьютерные технологии и стереотипная таблица расцветок, благодаря которым определяется нужный номер оттенка цвета машины. Представьте себе, что специалист по кузовному ремонту должен сначала отшлифовать всю краску с участка, подлежащего ремонту, затем он должен приготовить наполнитель, нанести его равномерно, затем подождать, пока он высохнет. Затем его шлифуют и наносят глазурью или вторым слоем, после чего у вас второй цикл высыхания.Мы снова шлифуем, смешиваем 2к грунтовку, наносим грунт и красим. Только тогда работа закончена!
Представьте себе, что специалист по кузовному ремонту должен сначала отшлифовать всю краску с участка, подлежащего ремонту, затем он должен приготовить наполнитель, нанести его равномерно, затем подождать, пока он высохнет. Затем его шлифуют и наносят глазурью или вторым слоем, после чего у вас второй цикл высыхания.Мы снова шлифуем, смешиваем 2к грунтовку, наносим грунт и красим. Только тогда работа закончена!  Хотя вы получите гарантию, если вы решите закрасить вмятины и вмятины, это не относится к случаю, когда вы отказываетесь от условий ремонта, которые оценщик рекомендовал вам отремонтировать.
Хотя вы получите гарантию, если вы решите закрасить вмятины и вмятины, это не относится к случаю, когда вы отказываетесь от условий ремонта, которые оценщик рекомендовал вам отремонтировать.



 Обязательно следите за характеристиками вашего автомобиля, особенно если вы заметили какие-либо провалы в мощности и спросите у механика любые советы по процессу окраски.
Обязательно следите за характеристиками вашего автомобиля, особенно если вы заметили какие-либо провалы в мощности и спросите у механика любые советы по процессу окраски. Большие площади требуют окраски распылением, что должно быть сделано в хорошо проветриваемом помещении, свободном от пыли и грязи. Таким образом, если область, которую вам нужно раскрасить, большая, вероятно, это будет стоить вам меньше времени, денег и усилий, чтобы выполнить работу профессионала, который может подобрать краску и сделать работу правильно.
Большие площади требуют окраски распылением, что должно быть сделано в хорошо проветриваемом помещении, свободном от пыли и грязи. Таким образом, если область, которую вам нужно раскрасить, большая, вероятно, это будет стоить вам меньше времени, денег и усилий, чтобы выполнить работу профессионала, который может подобрать краску и сделать работу правильно.
 Но никогда не наносите краску на голый металл или пластик. Если обнаженное пятно открыто, или если пятно больше доли дюйма, сначала прокачайте область.
Но никогда не наносите краску на голый металл или пластик. Если обнаженное пятно открыто, или если пятно больше доли дюйма, сначала прокачайте область. Краска не должна быть толще, чем окружающая поверхность, иначе она будет скапливаться, растекаться, пузыриться или отслаиваться.
Краска не должна быть толще, чем окружающая поверхность, иначе она будет скапливаться, растекаться, пузыриться или отслаиваться. Пастельные оттенки неброские и мягкие популярны в самых различных вариациях: кроме обилия цветов, популярны как матовые, так и глянцевые краски, также приветствуется добавление блесток. Особенно хорошо, что пастельные оттенки одинаково хорошо смотрятся на различных моделях, что дает свободу выбора большому количеству водителей.
Пастельные оттенки неброские и мягкие популярны в самых различных вариациях: кроме обилия цветов, популярны как матовые, так и глянцевые краски, также приветствуется добавление блесток. Особенно хорошо, что пастельные оттенки одинаково хорошо смотрятся на различных моделях, что дает свободу выбора большому количеству водителей.

 Нет сомнений, что лакокрасочная промышленность движется вперед, и краски, доступные сегодня, смотрятся гораздо эффектнее и предоставляют больше возможностей, чем, ЛКП, скажем, 50-х годов.
Нет сомнений, что лакокрасочная промышленность движется вперед, и краски, доступные сегодня, смотрятся гораздо эффектнее и предоставляют больше возможностей, чем, ЛКП, скажем, 50-х годов.
 Сколы краски и царапины появляются из-за камней или гравия, выбрасываемых из впереди идущего автомобиля во время вождения, или даже из-за плохой погоды.
Сколы краски и царапины появляются из-за камней или гравия, выбрасываемых из впереди идущего автомобиля во время вождения, или даже из-за плохой погоды. 4-6 недель
4-6 недель

 Несчастные случаи и деформации легко случаются во время любительского окрашивания, и их устранение может быть очень дорогим. Авторемонтная мастерская с квалифицированными специалистами, сертифицированными ASE, предлагает высочайшее качество работы благодаря опыту и профессиональному оборудованию.
Несчастные случаи и деформации легко случаются во время любительского окрашивания, и их устранение может быть очень дорогим. Авторемонтная мастерская с квалифицированными специалистами, сертифицированными ASE, предлагает высочайшее качество работы благодаря опыту и профессиональному оборудованию.
