
основные плюсы и тонкости применения технологии
Вопросы, рассмотренные в материале:
- Что собой представляет полуавтоматическая сварка
- Какие бывают разновидности полуавтоматической сварки
- Каковы основные достоинства и недостатки полуавтоматической сварки
- Какие есть плюсы и минусы полуавтоматической сварки в среде углекислого газа
- В чем достоинства полуавтоматической сварки без газа
Полуавтоматическая дуговая сварка является, пожалуй, самым удобным видом соединения, особенно для новичков. Происходит она за счет плавления электрода, перемещаемого автоматически. Давайте рассмотрим достоинства полуавтоматической сварки для специалистов с опытом работы и только пришедших в профессию.
Технология полуавтоматической сварки
При полуавтоматической сварке задействованы три основных устройства: полуавтоматический сварочный аппарат, источник питания дуги, приспособление для перемещения соединяемых деталей или оборудования.
Кроме того, используется устройство подачи сварочной проволоки. Оно бывает тянущим, толкающим или универсальным тянуще-толкающим. Подача проволоки происходит посредством специального шланга, состоящего из проволочной спирали в особой оплетке и резиновой изоляции.
Помимо проволоки, по гибкому шлангу раздельно подается защитный газ, ток и охлаждающая жидкость – для каждого в цепи управления предусмотрены собственные провода.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Длина шланга такой конструкции зависит от типа подающего устройства, но, как правило, не должна превышать 3,5 м.
При проведении полуавтоматической сварки важным устройством является горелка – с ее помощью происходит управление процессом. Рукоятка горелки для полуавтоматической работы имеет устройство запуска подачи проволоки, защитных газов и флюсов. Открывание газового клапана чаще всего происходит также с нее.
Разновидности полуавтоматической сварки
Тип обрабатываемого материала, а также способ движения полуавтомата по поверхности детали влияют на вид полуавтоматической сварки. Она различается по:
- Типу электрода – он может быть алюминиевым, стальным или комбинированным.
- Мобильности – аппараты могут быть стационарными, переносными или передвижными. Небольшие переносные агрегаты подходят для использования в домашних условиях или для небольших ремонтных работ. Основное их достоинство – легкость. Крупные стационарные аппараты используют на заводах и в мастерских, где требуется выполнение большого объема работ.

- Защите шва, которая может осуществляться посредством флюса, газа или порошковой проволоки. Последняя плавится, образуя слой, оберегающий шов от агрессивной окружающей среды.
Процесс полуавтоматического соединения происходит следующим способом. Энергия электричества преобразуется в тепловую с помощью дуги, которая, воздействуя на обрабатываемый металл, плавит его и спаивает. Одновременно с металлом расплавляется присадочная проволока, автоматически поступающая к рабочей зоне из медной катушки. Эта проволока является основным проводником энергии.
Оборудование для полуавтоматической сварки работает как с газом (для соединения легированных сталей и цветных металлов), так и без него. Из газов чаще выбирается углекислота, которую подают к горелке из баллонов под высоким давлением.
Основные достоинства и недостатки полуавтоматической сварки
На рынке присутствует множество разновидностей сварочных полуавтоматов. Они различаются своими функциональными возможностями. Популярностью пользуется качественное оборудование, способное соединить большинство видов металлов, все сплавы и алюминий. Но его применение при мелком ремонте невыгодно. Чаще всего этот вид полуавтомата используют для производств с поточной системой и большими объемами работ. Его достоинством является высокая производительность.
Они различаются своими функциональными возможностями. Популярностью пользуется качественное оборудование, способное соединить большинство видов металлов, все сплавы и алюминий. Но его применение при мелком ремонте невыгодно. Чаще всего этот вид полуавтомата используют для производств с поточной системой и большими объемами работ. Его достоинством является высокая производительность.
Полуавтоматическое оборудование имеет ряд следующих достоинств:
- возможность работы практически со всеми видами металлов и сплавов, даже подвергшимися коррозии;
- невысокая конечная стоимость с учетом высокой производительности;
- толщина соединяемых деталей не должна превышать 5 мм, а под этот параметр подходит большинство работ;
- возможность провести сварку медной проволокой.
Недостатком можно назвать большой разлет брызг металла из сварочной ванны при работе без защитной газовой струи. Отрицательным является и наличие значительной электрической дуги.
На данный момент полуавтоматические сварочные агрегаты нашли достойное применение на производстве для проведения различного вида ремонтов. Работа проводится по черному металлу, алюминию или нержавейкам. Для безопасности применяют защитный газ – гелий, аргон или углекислоту.
Плюсы и минусы полуавтоматической сварки в среде защитных газов
Сварка – процесс создания неразъемных соединений двух металлов методом плавления, применимый в условиях производства и в быту. Разновидностей сварки достаточно много, но чаще всего используют соединение с защитными газами.
Обслуживание и ремонт сварочного полуавтоматического оборудования необходимо поручать опытным сертифицированным специалистам. Это гарантирует безопасность при проведении работ, качество шва и достойный срок службы недешевого аппарата.
Среда, в которой происходит сварка, оказывает большое влияние на конечный результат. Характеристики сварочного шва, а также свойства дуги имеют отличия от таких же показателей при электросварке. Они изменяются в зависимости от применяемого газа.
Они изменяются в зависимости от применяемого газа.
Мягкость дуги при использовании аргона дает фигурный шов. Достоинством гелия является незаметный шов, он также помогает соединять тонкие металлические детали. Однако низкий вес данного газа делает его применение менее экономичным.
Углекислый газ помогает совместить достоинства обоих газов вместе, он эффективно расходуется и делает шов незаметным. Универсальный и практичный, он дает возможность соединить детали практически из любого металла или сплава.
Однако выбор электрода (плавящегося или неплавящегося) не зависит от применяемого газа. Стоит только проявлять особую осторожность в работе с газами из-за их опасности.
Итак, достоинства полуавтоматической сварки с газами:
- низкая себестоимость;
- качественность шва;
- высокая скорость работы;
- большой диапазон толщины обрабатываемых деталей и их материалов;
- возможность контролировать образование шва;
- автоматизация работ;
- отсутствие влияния пространственного положения на качество шва;
- нет необходимости использования шлака или флюса.

Существенным недостатком такого вида сварки является наличие тепловой и световой радиации дуги, от которых следует защищать сварщика различными методами, а это повышает себестоимость. Однако простой и дешевый ремонт оборудования, наоборот, компенсирует расходы.
Плюсы и минусы полуавтоматической сварки в среде углекислого газа
Сварка с углекислым газом – один из наиболее популярных видов соединения деталей из различных металлов. Главными ее достоинствами считаются прочный, качественный шов и низкая себестоимость процесса. Работать с углекислотой достаточно просто, это под силу даже новичкам.
1. Как происходит полуавтоматическая сварка в среде СО2?
В сварочную ванну, образующуюся нагреванием металла, подается углекислый газ, защищающий расплав от воздействия атмосферного воздуха.
2. Какие существуют особенности и достоинства данного вида сварки, ее режимы?
Одним из основных плюсов стало отсутствие контакта деталей с окружающей средой, вытесняемой СО2. Это делает возможным создание чрезвычайно прочного шва. Однако чтобы избежать процесса окисления железа и углерода в материале, следует использовать присадочную проволоку с высоким содержанием кремния и марганца.
Это делает возможным создание чрезвычайно прочного шва. Однако чтобы избежать процесса окисления железа и углерода в материале, следует использовать присадочную проволоку с высоким содержанием кремния и марганца.
Следующая особенность – применение полярностей прямой и обратной. Применить прямую полярность тока могут и молодые специалисты, поскольку она позволяет легко держать дугу. Используют ее чаще для наплавления металла.
Режим полуавтоматической сварки выбирается в соответствии с толщиной заготовки и диаметром проволоки. Поскольку при увеличении тока растет и глубина провара, то силу тока повышают с ростом толщины изделия. Это требуется отразить в настройках оборудования.
3. Достоинства и недостатки.
Работа с СО2 имеет следующие достоинства:
- соединение тонких деталей;
- сварка изделий с разными характеристиками;
- качественный и ровный шов;
- удобство дуги, что особенно важно для новичков;
- отсутствие окисления благодаря защите газом, это делает соединение особенно прочным;
- сравнительно высокая безопасность процесса;
- недорогое оборудование, доступное любому.

Недостатком же считается большая сложность применяемой аппаратуры, нежели при работе с иными газами.
Вывод: полуавтоматическая сварка с углекислым газом – это экономичный способ работы, который дает простой и качественный результат.
Достоинства полуавтоматической сварки без газа
Давайте попробуем понять, в чем же отличие полуавтоматических аппаратов с газом от оборудования, работающего без применения газа.
В первом случае соединение защищается инертной средой (СО2 или смесью аргона с углекислым газом). В связи с отсутствием горения, невозможного при наличии углекислого газа, металл не прогорает.
В полуавтоматических аппаратах, где нет газа, применяют присадочную проволоку, покрытую флюсом. При его сгорании выделяется СО2, что не дает металлу прогореть.
Какие же есть достоинства и недостатки в работе с применением СО2 и без него?
При сварке без газа рабочая зона защищается средой, создаваемой сгоранием флюса, более легкого, чем металл.
При соединении с газом (например, с СО2) рабочие условия считаются более благоприятными, кроме того, идет охлаждение металла в рабочей зоне. Способ сварки с газом популярнее, в том числе и по причине меньших финансовых затрат.
Однако есть существенное достоинство сварки без применения газа – более ровный и аккуратный шов.
При этом стоит обратить внимание на то, что для работы нельзя использовать простую проволоку. С ее применением упадет качество шва – он станет неровным, значительно возрастет количество используемой проволоки, ведь большая ее часть испарится. Сварочная ванна наполнится кислородом, следовательно, в металле начнут появляться каверны и окислы.
Плюсы и минусы обоих методов описаны достаточно подробно. Выбор остается за вами. Необходимое же для таких способов оборудование продается в специализированных магазинах.
Появление в продаже простых, качественных и недорогих аппаратов привело к распространению полуавтоматической сварки без газа, ее возможности применения даже непрофессионалами.
Популярность аппаратуре принесла легкость обращения с ней, что является неоспоримым достоинством при сохранении чрезвычайно высокого качества работ. Получить красивый и ровный шов помощью данного оборудования сможет даже новичок.
Работа с газом требует переноса тяжелых баллонов и их зарядки, а это дополнительные расходы. Если применение сварки требуется лишь изредка, гораздо проще использовать полуавтоматические аппараты без газа.
Для таких работ используется флюсовая или порошковая сварочная проволока. Она состоит из стальной трубки, применяемой для сварки, со стандартным диаметром (0,8 мм). Центр трубки заполняется порошком (флюсом), напоминающим покрытие простого электрода. В процессе работы идет сгорание флюса, в результате сварочная ванна наполняется защитным газом.
Достоинством этого метода является отсутствие необходимости использования тяжелого газового оборудования, возможность визуального отслеживания работы, конечно, через защитную маску.
Различное наполнение сварочной проволоки позволяет менять химический состав формируемого шва и характеристику дуги.
Не рекомендуется резко изменять направление работы сварочного полуавтомата или поворачивать его из-за достаточно тонких стенок сварочной проволоки. По этой же причине необходимо подавать проволоку с небольшим сжатием через специальный механизм.
Использование флюсовой проволоки требует соблюдения полярности: изделие подключается к плюсу, а горелка к минусу. Это прямое подключение. Обратное применяют в работе с газом. Объяснение этому достаточно простое – при работе с флюсом требуется более высокая температура, необходимая для его сгорания и образования защитного газа.
Полуавтоматическая сварка – что это такое
Полуавтоматическая сварка – универсальный и один из самых распространенных способов обработки металлов. Методика применяется в разных сферах – от автомобильной до строительной: чтобы воспользоваться всеми ее преимуществами, важно понимать процесс.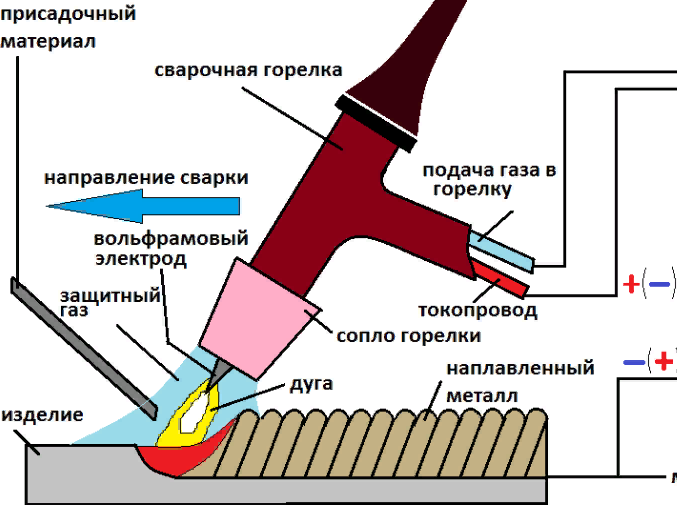
Принцип полуавтоматической сварки
Полуавтомат – устройство для сварки. Реже в оборудовании есть режим для MMA. Один из основных плюсов полуавтомата – расширенный спектр возможностей.
Если обычный инвертор функционирует с электродом, то для полуавтомата нужны газ, проволока, электрод – ему доступно много операций. Получаются еще более прочные швы.
Принцип работы прост: бобина монтируется в механизм, а во время сварки проволока попадает в место металлообработки. Эта особенность позволяет реже менять электроды, что невозможно при дуговой сварке.
Технология сварки полуавтоматом
Методика позволяет наложить качественные швы на металл. Медная проволока дает возможность добиться лучшего соединения со сложными материалами. Толщина нити находится в районе 0,7-1,2 мм: чем толще заготовка, тем массивнее нить. Технология позволяет:
- защитить мастера от дыма – в процессе работ он почти не образуется;
- избежать появления шлака на шве;
- улучшить качество шва, повысить скорость работы;
- работать с любыми материалами;
- соединять любые заготовки.

Плюсы и минусы
Технология становится популярнее среди профессионалов, поскольку у нее немало преимуществ:
- Возможность оценки шва во время работы – шлак не перекроет обзор оператору.
- Работа с тонкими листами из стали толщиной в 0,5 мм.
- Доступная цена по сравнению с аналогичными технологиями.
- Работа не только с конструкционной сталью, но и с иными металлами – чугун и алюминий.
- Не возникает ржавчины на материале.
- Сконцентрированные дуги для уменьшения области термовоздействия.
- Максимальная сварочная производительность – в сравнении с газовой, ручной или иными видами сварки.
- Быстрая работа, нацеленная на качественный результат.
- Исключен риск деформации, напряжения.
- Нет надобности в сварочных покрытиях – не придется очищать шов от шлака.
- Проводится в любом положении.
- Возможна полная автоматизация.
Недостатков у технологии меньше, но и о них стоит знать:
- При работе в открытом месте газовая защита нарушается.

- При работе с аппаратом, включенным на полную мощность, потребуется водяное охлаждение для предотвращения перегрева оборудования.
- При контакте с CO2 происходит разбрызгивание электродного металла.
- Из-за повышенного излучения дуги мастеру нужна защитная маска.
- При сварке без газа разбрызгивается железо.
Несмотря на минусы, сварка активно применяется на многих производствах. Без нее не обходится сфера ремонта ТС и автостроения.
Подготовка к процессу
Перед работой важно проверить, что металл защищен от ржавчины и краски. Небольшие остатки краски ухудшат качество сварочного соединения. Важно зачистить место под зажим.
С горелкой полуавтоматического оборудования допустимо работать одной рукой, но обе руки увеличивают шансы сделать качественный и аккуратный шов. Держа левой рукой горелку, а второй опираясь ею на другую руку, мастер контролирует движения, пока создает шов. Для работы обеими руками потребуется полноразмерная маска с автозатемнением: она должна прочно держаться на голове, чтобы руки были свободными.
Необходимое оборудование
На основе технологии работают разные устройства – все зависит от методики. По методу подачи проволоки агрегаты бывают:
- передвижными – тележка позволяет перемещать оборудование по помещению;
- стационарными – аппарат крепится к консоли или к подставке;
- переносными – аппарат похож на переносную трубу.
Устройства для сварки бывают трех- и однофазные. Первый тип агрегатов не боится интенсивных нагрузок и предназначен для качественной работы, но найти нужный источник питания для него не так легко. Для питания второго типа аппаратов достаточно розетки 220 В. Но если мощность устройства сети не соответствует, не получится стабильная дуга, а на шве будут дефекты.
Механизм универсален независимо от типа сварки. Среди основных деталей аппарата:
- емкость с газом;
- блок управления;
- кабель питания;
- кабель для подачи газа, проволоки, тока;
- механизм для автовыхода проволоки;
- панель индикации;
- сварочная горелка.

Для некоторых типов сварки требуется дополнительное оборудование: устройства для трубопроводов, вытяжки, экраны, размоточные приспособления, стойки.
Скорость сварки
Скорость сварки — это значение, при котором электродуга идет вдоль места сварки. Её контролирует сварщик, но она также должна соответствовать напряжению арки, скорости подачи – их выбирают в соответствии с формой шва, толщиной материала.
Следует верно выбрать скорость:
- Чересчур высокая – приведет к брызгам от расплавленного металла: газ останется в металле, образуются поры.
- Чересчур низкая скорость – причина проникновения дуги в металл.
Форма шва зависит от движения горелки. Опытным мастерам достаточно посмотреть на ширину, толщину шва, чтобы понять, с какой скоростью двигать горелку.
На результат работы влияет скорость потока газа: она не должна отличаться от скорости попадания проволоки. Чересчур медленный поток не защитит металл от окисления, а высокая скорость станет причиной создания завихрений. Любые отклонения приведут к пористости шва, важно, чтобы был ровный воздушный поток без завихрений.
Любые отклонения приведут к пористости шва, важно, чтобы был ровный воздушный поток без завихрений.
Процесс полуавтоматической сварки
Для подготовки к процессу необходимо:
- обезжирить и очистить растворителем области обработки;
- подобрать силу тока;
- сделать пробный шов для корректировки настроек;
- убедиться, что оборудование исправно.
Приемы могут быть двух видов. При первом способе делается непрерывный шов, а при втором проводят точечную сварку: сварочные точки находятся на одинаковом друг от друга расстоянии.
Есть несколько правил:
- Зазор между деталями не должен превышать разницы в -10 %. Если толщина элемента 10 мм, толщина зазора – 1 мм.
- При использовании подкладки ее помещают под свариваемые детали для большей плотности.
- Тонкая проволока ведется вдоль шва. Для разогрева кромок нужны колебательные движения, если речь о большом диаметре.
- При работе важно, чтобы исполнитель видел сварочную ванну.
 Для этого проволоку нужно держать под небольшим углом и прямо.
Для этого проволоку нужно держать под небольшим углом и прямо. - Для уменьшения риска разбрызгивания металла важно контролировать величину дуги, значение тока.
Полуавтоматическая сварка – сложное искусство, поэтому работу лучше доверить профессионалам.
Чем отличается автоматическая сварка от полуавтоматической
Основное отличие в полной автоматизации процесса. При работе с полуавтоматом мастер делает шов, поджигает дугу: ему не приходится в зону сварки подводить проволоку. При работе с автоматом процесс проходит в автоматическом режиме: мастеру остается только задавать параметры. Со всей остальной работой оборудование справляется самостоятельно.
Различия касаются и используемой аппаратуры. Автоматическая сварка подходит для изготовления сложных швов и изделий в большом тираже. Полуавтомат используют для создания небольших партий изделий с равномерным и качественным швом.
Полуавтоматическая сварка без газа
По мнению большинства специалистов, это востребованная, перспективная технология.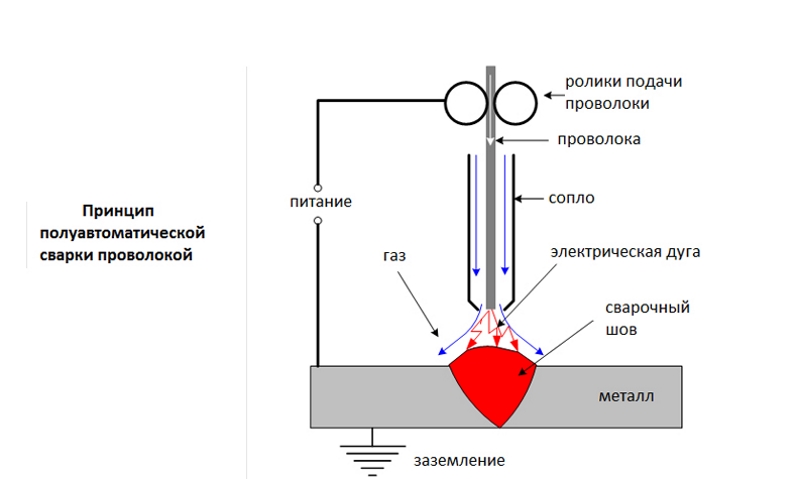 Для сварки потребуется флюсовая проволока, которую называют сварочной порошковой. При повышенной температуре флюс горит и в зоне металлообработки возникает газовое облако для защиты. Принцип действия тот же, что и при обычной сварке.
Для сварки потребуется флюсовая проволока, которую называют сварочной порошковой. При повышенной температуре флюс горит и в зоне металлообработки возникает газовое облако для защиты. Принцип действия тот же, что и при обычной сварке.
Основное достоинство методики – выбор материалов с разными химическими составами. Это удобно, поскольку позволяет изменять характеристики шва, свойства дуги. У безгазового метода есть и другие преимущества:
- простота;
- оперативное проведение работы;
- нет необходимости в транспортировке;
- использовании газового баллона.
Как и в случае со стандартной электродной сваркой, в данном случае не получится защитить шов от шлака от флюса. Поэтому важно позаботиться о герметизации поверхности, сделав дополнительные швы на готовый шов. Из-за низкой жесткости флюсовую проволоку подают к зоне металлообработки с усиленным нажатием. Недопустимым в данном случае будет даже незначительный изгиб шланга.
Важный момент – полярность провода. Подсоединяют источник питания так: плюс – к поверхности, которую сваривают, минус – к горелке. При сварке с газом все происходит наоборот. Как результат – повышенная температура для создания защитной среды, плавления флюса.
Подсоединяют источник питания так: плюс – к поверхности, которую сваривают, минус – к горелке. При сварке с газом все происходит наоборот. Как результат – повышенная температура для создания защитной среды, плавления флюса.
Основной недостаток безгазовой технологии – дорогие расходные материалы. Второй минус – это готовый шов, который выходит не таким качественным, как тот, что получается при использовании газовой технологии.
Работа состоит из нескольких этапов:
- найти сварочную проволоку с флюсом;
- активировать подачу проволоки;
- перевести переключатель во «включение»;
- заложить в воронку флюс;
- открыть заслонку и выпустить флюс;
- запустить устройство;
- дождаться электродуги;
- соединить детали.
Полуавтоматическая сварка с газом
Методика, которая только набирает обороты. За последние пару десятилетий техника уже заслужила доверие мастеров, подходит для работ двух типов:
- Metal Active Gas – MAG – сварка с CO2;
- MIG (Insert) – металлические детали соединяются под действием инертного газа (смеси, аргон).

Баллоны тяжелые, объемные, поэтому технология уместна не в любых условиях: нет мобильности. Но это незаменимый тип сварки для проведения стационарных работ.
В проволоке содержатся марганец, кремний. Проволока с CO2 подается в зону сварки, где формируется среда для защиты сварочной поверхности от действий окружающей среды.
Основное достоинство технологии – возможность отследить процесс. При безгазовой методике мастеру приходится удалять шлак со швов, менять электроды: здесь всего этого нет, поэтому работа идет быстрее.
Приятный бонус: получается хороший шов, превосходящий по аккуратности и надежности тот, что выходит в результате безгазовых работ. Но есть нюансы: важно правильно выбрать газовую смесь. При использовании активного CO2 получается чешуйчатый шов с эффектом налепленных шариков. Для получения ровного и гладкого шва без дальнейшей обработки подойдет смесь, в которой содержатся углекислый газ (20 %) и аргон (80 %).
Есть у технологии недостаток: при работе на улице и открытых площадках требуется защита. Следует не забывать и о дополнительных расходах на снабжение газами.
Следует не забывать и о дополнительных расходах на снабжение газами.
Какой метод сварки лучше выбрать
При безгазовой технологии зона сварки закрыта от воздействия окружающей среды благодаря флюсу. Благодаря небольшому весу (легче металла) он создает защитную поверхность. При работе без газа не подойдет простая проволока: теоретически это возможно, но получится некачественный шов с раковинами. При сварке часть проволоки и вовсе испарится, что приведет к дополнительным расходам. Из-за реакции с кислородом в шве появятся каверны, окислы. При соблюдении правил получится аккуратный шов.
Газовая среда не допустит попадания кислорода в область проведения работ. Не придется переживать о появлении дефектов из-за содержания углерода: выходит отличный шов. Однако данный метод требует серьезных финансовых, физических затрат. Газовые баллоны немобильны и тяжелы, а без них варить невозможно: ради пары швов перевозить и заряжать баллон нерационально и нерентабельно. При использовании оборудования на постоянной основе получится рассуждать об экономической выгоде.
Выбор метода неоднозначен, поскольку все зависит от конкретной ситуации. Если не можете выбрать, лучше проконсультируйтесь со специалистом.
Где можно заказать сварку
Компания «ПрофБау» проводит полуавтоматическую сварку металлов и выполняет работы любой степени сложности в Москве и области, с доставкой изделий по всей России. Среди преимуществ компании:
- оперативные работы;
- опытные и профессиональные сотрудники;
- только современное и исправное оборудование;
- гарантия на все виды услуг;
- сочетание традиционных и инновационных методов;
- всегда в наличии нужные материалы.
«ПрофБау» – это ответственный подход к каждому клиенту. На https://www.profbau.ru/services/ вы можете узнать подробности обо всех видах услуг, в частности о полуавтоматической сварке. Оставляйте заявку или звоните по телефону +7 (495) 138-25-25.
ESAB REBEL EMP 215ic Многоцелевой полуавтоматический сварочный аппарат TIG/MMA/MIG
- Продукт
- Описание
- Что в коробке
Описание
Выделять ТВЕРДЫЙ ЛИТОЙ АЛЮМИНИЕВЫЙ ПИТАТЕЛЬ.
Конструкция этого механизма подачи литых материалов повышает долговечность, снижает образование проволочной стружки и гнезд птиц, обеспечивает легкую замену приводных роликов (без использования инструментов) и обеспечивает стабильную производительность подачи. В целом он имеет оптимизированное выравнивание и долговечные компоненты приводной стойки, которые обеспечивают точную и плавную подачу проволоки.
МНОГОМАТЕРИАЛЬНЫЙ.
Сварка стали, нержавеющей стали и даже алюминия.
ХРАНЕНИЕ ПАРАМЕТРОВ СВАРКИ.
Сохранение до четырех параметров сварки для каждого процесса; идеально подходит для переключения между работами.
ФУНКЦИЯ УДЕРЖАНИЯ КУРКА 2T/4T.
Снижает утомляемость оператора при сварке MIG или TIG.
РЕГУЛИРУЕМЫЙ КОНТРОЛЬ СИЛЫ ДУГИ.
Оптимизирует работу электрода для ММА и позволяет оператору на короткое время увеличить напряжение дуги, чтобы избежать погасания дуги и «залипания» дуги, когда дуга слишком короткая.
РЕГУЛИРУЕМОЕ УПРАВЛЕНИЕ ГОРЯЧИМ ПУСКОМ .
Увеличивает начальный сварочный ток, чтобы избежать прилипания электрода к заготовке; особенно полезно для электродов с трудным запуском.
РЕГУЛИРОВКА ВРЕМЕНИ ПРЕДВАРИТЕЛЬНОЙ И ПОСЛЕПРОДУЧНОЙ ПОДАЧИ ГАЗА.
Продувает газовую линию и предотвращает пористость в начале и конце сварки; особенно полезен при сварке MIG алюминия.
IP23S.
Корпус создан для защиты вас и вашей машины. Разработанный в соответствии с более высокими стандартами, Rebel может выдерживать суровые условия окружающей среды.
Вы не знаете, что такое обычный день – каково это работать с 9 до 5 за столом. Вы не знаете, где окажетесь на следующей работе, но знаете, что должны быть готовы ко всему.
Когда речь идет о сварке, это означает любой процесс, любую мощность, любой материал, всегда и везде.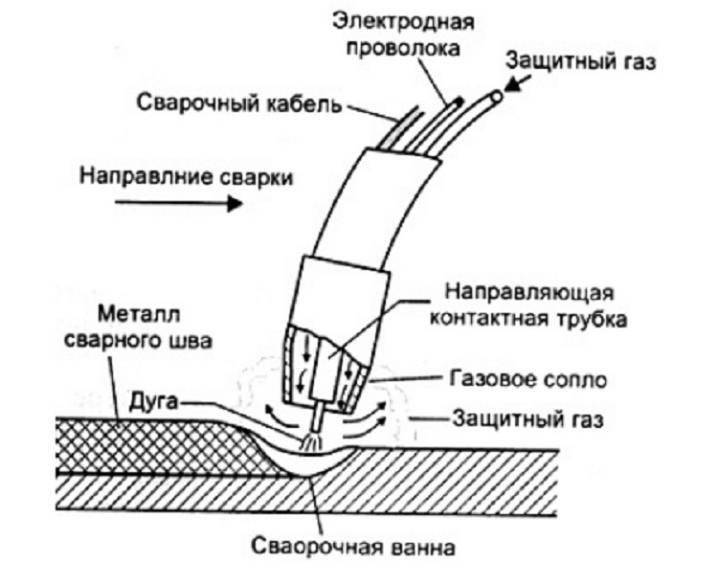 Знакомьтесь, Ребел.
Знакомьтесь, Ребел.
Универсальная машина для сварки чего угодно, в которой есть все необходимое для выполнения работы — от начала до конца. Это совсем не типично.
ПРАВДА // ТЕХНОЛОГИЯ SMART MIG
Независимо от того, занимаетесь ли вы сваркой два или 20 лет, Rebel может облегчить вашу работу с смИГ (смартМИГ). Для новичков есть базовый режим, упрощающий настройку. Для опытных пользователей предлагается эксклюзивная встроенная система контроля дуги, которая постоянно контролирует сварку и адаптируется для получения превосходных воспроизводимых сварных швов.
ПРАВДА // ОБЩАЯ КОМПЛЕКТАЦИЯ
Для сборки и сварки требуется нечто большее, чем машина. Поэтому, когда вы покупаете Rebel, вы можете рассчитывать на все необходимое оборудование прямо из коробки.
САМАЯ НЕВЕРОЯТНАЯ МАШИНА НА МЕСТЕ.
НАСТОЯЩАЯ МНОГОПРОЦЕССНАЯ.
- MIG-сварка профессионального уровня, в том числе с порошковой проволокой
- Отличные характеристики ММА, включая нержавеющую сталь
- Исключительная производительность сварки TIG до 5 А
БОЛЬШОЙ, 4,3 ДЮЙМА. (86 мм) ЦВЕТНОЙ ЭКРАН.
- Интуитивно понятный ЖК/TFT-дисплей
- Хорошо защищен передними ручками и массивной композитной рамкой
- Легко переключаться с одного процесса на другой
- Встроенное экранное руководство, список запасных частей и руководство по параметрам сварки
- Многоязычные возможности
SMIG TECHNOLOGY.
- Эксклюзивное встроенное динамическое управление дугой, которое постоянно отслеживает сложные характеристики дуги, адаптируясь к вашей технологии, чтобы обеспечить ровную, стабильную дугу и превосходные, воспроизводимые сварные швы
- Дает меньше брызг
- Два режима — базовый и расширенный
Базовый режим сокращает время обучения MIG – задайте диаметр проволоки и толщину материала, и вы готовы к сварке
Расширенный режим дает полный контроль над регулировкой характеристик дуги по своему вкусу
МУЛЬТИМАТЕРИАЛ.
Сварка стали, нержавеющей стали и даже алюминия.
ХРАНЕНИЕ ПАРАМЕТРОВ СВАРКИ.
Сохранение до четырех параметров сварки для каждого процесса; идеально подходит для переключения между работами.
РЕГУЛИРУЕМАЯ ИНДУКТИВНОСТЬ.
Идеально подходит для точной настройки стабильности дуги и контроля разбрызгивания.
РЕГУЛИРУЕМЫЙ КОНТРОЛЬ ПРОГОРАНИЯ.
Предотвращает застревание проволоки в сварочной ванне или обратное возгорание, что может привести к повреждению контактного наконечника.
РЕГУЛИРУЕМАЯ РЕГУЛИРОВКА СИЛЫ ДУГИ.
Оптимизирует работу электрода для ММА и позволяет оператору на короткое время увеличить напряжение дуги, чтобы избежать погасания дуги и «залипания» дуги, когда дуга слишком короткая.
РЕГУЛИРУЕМОЕ УПРАВЛЕНИЕ ГОРЯЧИМ ПУСКОМ .
Увеличивает начальный сварочный ток, чтобы избежать прилипания электрода к заготовке; особенно полезно для электродов с трудным запуском.
.
Для оптовой покупки, пожалуйста, свяжитесь с нами для оптовой цены
Что в коробке
ESAB Rebel EMP 215ic TIG/MMA/MIG
Держатель электрода Esab
Зажим заземления Esab
МиГ-горелка Esab
Газовый шланг 4,5 м
Контактные наконечники
Приводные ролики для 0,6–1,0 мм
Катушка 200 мм Проволока 0,8 мм Aristo Rode 12,50 5 кг
Горелка TIG Esab ET17-V
Регулятор газа аргон
ПоследниеБольше
Автоматизация сварки и робототехника — nexAir
Будущее сварки уже здесь, и nexAir поможет вам двигаться вперед!
Автоматизированная сварка или роботизированная сварка — это процесс, который может исключить человеческую руку из уравнения, когда речь идет о производстве и сварке.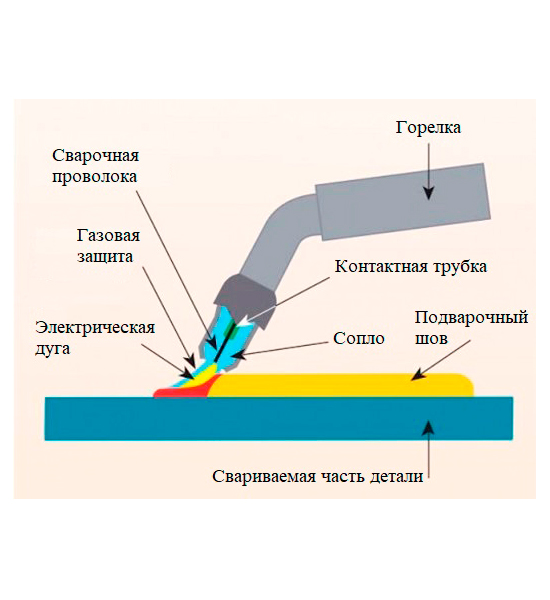 Автоматизированная сварка приводит к лучшему качеству сварки, более высокому выходу продукции и значительно меньшему количеству отходов или брака. Со временем производственные и трудовые затраты также могут существенно снизиться. В nexAir у нас есть ноу-хау, чтобы помочь настроить процесс сварки так, чтобы он работал максимально эффективно для вас!
Автоматизированная сварка приводит к лучшему качеству сварки, более высокому выходу продукции и значительно меньшему количеству отходов или брака. Со временем производственные и трудовые затраты также могут существенно снизиться. В nexAir у нас есть ноу-хау, чтобы помочь настроить процесс сварки так, чтобы он работал максимально эффективно для вас!
При автоматической сварке обычно используются два разных метода: полностью автоматическая сварка и полуавтоматическая сварка. В полностью автоматическом процессе сварки машина или робот запрограммированы на самостоятельное перемещение материала от начала до конца. Таким образом, полностью автоматические методы сварки не требуют участия человека. Однако полуавтоматический процесс сварки требует, чтобы оператор загружал и удалял металл после завершения сварки. При любом методе роботизированная сварка снижает потребность в рабочей силе и увеличивает производительность, работая дольше и эффективнее!
Каковы плюсы и минусы роботизированной сварки? Во-первых, в автоматическом сварочном аппарате лучшее качество сварки достигается за счет использования внутренних контроллеров процесса. Сварочный робот запрограммирован на многократное выполнение одних и тех же действий, что приводит к более стабильным, более точным сварным швам и гораздо меньшему количеству брака. Существует мало места для человеческой ошибки, обычно наблюдаемой при ручной сварке. Кроме того, автоматическая сварка работает намного быстрее, чем люди, что приводит к значительному увеличению производительности.
Сварочный робот запрограммирован на многократное выполнение одних и тех же действий, что приводит к более стабильным, более точным сварным швам и гораздо меньшему количеству брака. Существует мало места для человеческой ошибки, обычно наблюдаемой при ручной сварке. Кроме того, автоматическая сварка работает намного быстрее, чем люди, что приводит к значительному увеличению производительности.
Первоначальная стоимость процесса автоматической сварки может показаться дорогостоящей или дорогой, и может потребоваться время для ее возмещения, но в долгосрочной перспективе это может окупиться, особенно если ваше предприятие имеет более высокую производительность. После того, как автоматический сварочный аппарат будет установлен, стоимость рабочей силы снизится, поскольку для ручной сварки и упрощения робототехники потребуется меньше людей. Однако, если автоматическую сварку необходимо перенастроить для нового проекта, изменение программирования может быть дорогостоящим или своевременным, но не с nexAir! У нас есть ноу-хау, чтобы обеспечить бесперебойную работу вашей компании.