
Защитный газ для сварки полуавтоматом: какой нужен, преимущества
Полуавтоматические сварочные аппараты работают преимущественно с проволокой, которая не имеет защитной среды, в отличие от электрода. Но сварочная ванна в таком случае остается подверженной негативному влиянию кислорода из атмосферы. Из-за этого качество получаемого шва резко падает и соединение становится крайне ненадежным. Чтобы изолировать ванну от всего, что может ей навредить, следует использовать газ для сварки полуавтоматом. Он оказывается намного эффективнее, чем обмазка электрода, хотя и обладает более высокой стоимостью. Себестоимость процесса сварки оказывается более высокой, но газ позволяет работать практически со всеми металлами и заготовками любой толщины.
Углекислота для сварки полуавтоматом
Область применения
Защитный газ для сварки полуавтоматом применяется во многих областях. Без него не проводится ни один сварочный процесс полуавтоматом, помимо тех, когда используется самозащитная проволока. Чаще всего его используют профессионалы, так как применение полуавтомата относится больше к высококвалифицированной работе. Газ используется в мастерских по ремонту техники, автомобилей. Часто это применяется при сборке металлоконструкций из цветных металлов. Практически на всех производственных предприятий, где есть необходимость работы с металлом, имеются полуавтоматы, работающие с помощью газовой защитной среды. Здесь нет определенной привязки к модели самого аппарата.
Чаще всего его используют профессионалы, так как применение полуавтомата относится больше к высококвалифицированной работе. Газ используется в мастерских по ремонту техники, автомобилей. Часто это применяется при сборке металлоконструкций из цветных металлов. Практически на всех производственных предприятий, где есть необходимость работы с металлом, имеются полуавтоматы, работающие с помощью газовой защитной среды. Здесь нет определенной привязки к модели самого аппарата.
Виды сварочных газов
Выбирая, какой газ нужен для сварки полуавтоматом, нужно знать его свойства. Это же касается и сварочной смеси для полуавтоматов.
- Ацетилен является одним из самых распространенных видов. Высокую популярность он заслужил благодаря самой высокой температуре горения среди остальных субстанций для сварки. Ацетилен можно получить благодаря взаимодействию карбида кальция и воды. Карбид кальция даже поглощает ту влагу, которая находится в атмосфере, поэтому, для хранения требуется применять особые меры безопасности.
 Для получения данного газа часто используются ацетиленовые генераторы. Вещество легче воздуха, не имеет цвета, но обладает резким специфическим запахом. Благодаря высокой температуре горения его нередко используют для резки металла.
Для получения данного газа часто используются ацетиленовые генераторы. Вещество легче воздуха, не имеет цвета, но обладает резким специфическим запахом. Благодаря высокой температуре горения его нередко используют для резки металла. - Водород также не имеет цвета, но и ничем не пахнет. Он относится к сильно взрывоопасным газам, так как при смешивании с воздухом или чистым кислородом получается гремучий газ. Давление для баллонов с водородом не должно превышать 15 МПа по технике безопасности. Для получения водорода применяются специальные генераторы. Также этого можно достичь благодаря синтезу воды, когда происходит разделение водорода и кислорода.
- Коксовый газ является бесцветным. Его выделяет резкий специфический запах сероводорода. Он является своеобразным побочным продуктом, который получается при добыче кокса, который получается из каменного угля. Транспортировать его можно даже через трубопровод, так как это относительно безопасная субстанция.
- Природный газ, к которому относится пропан, бутан и метан, также используется для сварки. Это относительно недорогие и распространенные варианты, предназначенные для выполнения большинства сварочных процедур. Здесь не возникает проблем с хранением и транспортировкой. Местом добычи являются газовые месторождения
- Пиролизный газ появляется во время распада нефти и различных продуктов, в состав которых она входит. Субстанция вызывает коррозию на мундштуках в горелках, что приводит к их негодному состоянию. Перед непосредственным использованием газ предварительно очищают. Его используют не только для сварки, но и для резки металлических изделий.
 Для получения данного газа часто используются ацетиленовые генераторы. Вещество легче воздуха, не имеет цвета, но обладает резким специфическим запахом. Благодаря высокой температуре горения его нередко используют для резки металла.
Для получения данного газа часто используются ацетиленовые генераторы. Вещество легче воздуха, не имеет цвета, но обладает резким специфическим запахом. Благодаря высокой температуре горения его нередко используют для резки металла. Это относительно недорогие и распространенные варианты, предназначенные для выполнения большинства сварочных процедур. Здесь не возникает проблем с хранением и транспортировкой. Местом добычи являются газовые месторождения
Это относительно недорогие и распространенные варианты, предназначенные для выполнения большинства сварочных процедур. Здесь не возникает проблем с хранением и транспортировкой. Местом добычи являются газовые месторожденияПреимущества
Вне зависимости от того, какой газ нужен для сварочного полуавтомата, все разновидности обеспечивают ряд преимуществ для работы:
- Качество получаемых швов становится более высоким;
- Возрастает производительность труда;
- Эффективность сварочного процесса становится выше;
- Металл начинает плавиться быстрее;
- Снижается коэффициент разбрызгивания расплавленного металла;
- Получаемые швы становятся более плотными и пластичными;
- Дуга получается более стабильной в работе;
- Задымление становится не таким сильным, как раньше.

Критерии выбора
Критерии выбора конкретного газа для сварки зависят от того, какую температуру пламени он сможет обеспечить. Помимо этого, нужно учитывать теплотворную способность, которая отвечает за количество теплоты, образуемой газом. Существуют специальные таблицы с техническими характеристиками каждого вещества.
«Важно!
Для длительного хранения лучше выбирать готовые газы, а не добывать их при помощи генератора.»
Технология сварки с использованием газов
Вне зависимости от того, используется углекислота или сварочная смесь, технология из применения практически одинакова. По этой причине и режимы сварки также будут совпадать. Ниже представлена таблица режимов сварки в углекислоте:
Диаметр проволоки, мм | Толщина детали, мм | Сварочный ток, А | Напряжение, В | Скорость сварки, м/ч | Вылет электрода, мм | Расход газа, л/мин |
0. | 1…2.5 | 70…150 | 17…21 | 20…35 | 7…9 | 6…7 |
1.0 | 1…3 | 100…180 | 18…23 | 25…40 | 8…10 | 6…8 |
| 1.2 | 2…4 | 140…300 | 20…28 | 30…45 | 9…24 | 7…9 |
 8
8Главной особенностью здесь является обеспечение техники безопасности для работы. Тут нужно проверять работоспособность всех компонентов. Клапан подачи газа для сварочного полуавтомата, а также другие детали, должны быть исправными. Газ используется для предварительного прогревания места будущей сварки, если того требует технология. Так как он не используется как основная температурная сила для расплавления основного металла и расходного материала, то температура горения здесь не слишком высокая. Во время работы он должен полностью покрывать сварочную ванну. После окончания сварки может потребоваться прогревание с постепенным остыванием.
Заключение
Полуавтомат для сварки в углекислом газе используется очень часто в промышленности и частной сфере.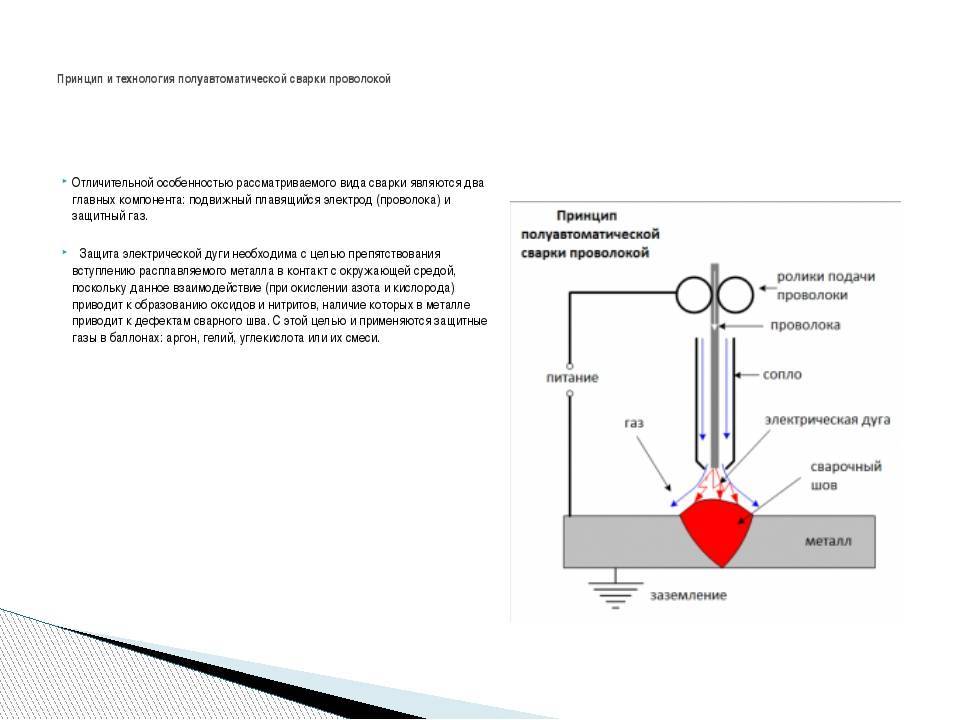 Для каждой области применения могут оказаться более уместными те или иные газы. Они необходимы для качественной работы и всегда должны присутствовать в арсенале любого специалиста. Помимо их свойств, мастер должен знать, как правильно хранить баллоны и как применять тот или иной газ. Несчастных случаев при использовании газов намного больше, чем при электросварке.
Для каждой области применения могут оказаться более уместными те или иные газы. Они необходимы для качественной работы и всегда должны присутствовать в арсенале любого специалиста. Помимо их свойств, мастер должен знать, как правильно хранить баллоны и как применять тот или иной газ. Несчастных случаев при использовании газов намного больше, чем при электросварке.
Поделиться в соцсетях
ПОХОЖИЕ СТАТЬИ
Где применяется полуавтоматическая сварка: сферы наиболее частого использования
Вопросы, рассмотренные в материале:
- Технология полуавтоматической сварки
- Сварка полуавтоматом в защитной газовой среде
- Применение полуавтоматической сварки без газа
- Применение полуавтоматической сварки для цветных металлов
- Полуавтоматическая сварка при работе с нержавеющей сталью
- Эффективное применение полуавтоматической сварки
Те, кто только начинает разбираться в способах металлообработки, собирается купить свой первый сварочный аппарат, часто спрашивают, где применяется полуавтоматическая сварка. В общих чертах ответ на него звучит так: «Практически везде!».
В общих чертах ответ на него звучит так: «Практически везде!».
Это универсальное оборудование, которое используется для соединения заготовок, изделий разной конфигурации из черных и цветных металлов, не требующее для работы на базовом уровне высокой квалификации.
Конечно, есть задачи, для которых полуавтомат не подходит. Больше о том, где и как применяется полуавтоматическая сварка, вы узнаете из нашего материала.
Технология полуавтоматической сварки
В среде профессионалов и сварщиков-любителей полуавтоматическая сварка является наиболее распространенным способом неразъемного соединения различных металлов. Часто полуавтомат можно увидеть как на станции технического обслуживания, в цехе машиностроительного предприятия, так и в гараже специалиста, занимающегося частным бизнесом по ремонту техники или оборудования. Процесс сварки полуавтоматом является более сложным, чем сваривание деталей при помощи обычного инвертора. Но если сравнивать с настройкой трансформатора, то он намного понятнее и проще в обслуживании.
Все, что нужно для сварки полуавтоматом, – это электродная проволока, баллон с газом и, соответственно, определенный опыт. Этого вполне достаточно, чтобы выполнять долговечные и качественные швы.
Полуавтомат представляет собой инверторный сварочный аппарат, используемый для MIG/MAG- и TIG сварки. Кроме этого он может оснащаться встроенным режимом сварки ММА. Его отличие от простого инвертора состоит в разнице функциональных возможностей. Инвертор применяется только с электродом и предназначается для ручной дуговой сварки. А для установки полуавтомата необходимы электроды, проволока и газ. Поэтому их возможности значительно больше, полуавтоматическую сварку можно применять при работах в среде защитного газа. Такая технология позволяет выполнять более надежные и качественные швы.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Одним из важных направлений в совершенствовании электросварки является автоматизация сварочных процессов. Принцип полуавтоматической сварки заключается в том, что подача проволоки к дуге автоматизирована, а передвижение дуги по шву производится вручную. Устройство работает в полуавтоматическом режиме, поэтому и появились выражения «полуавтоматическая сварка», «сварка полуавтоматом» и т. д.
Принцип полуавтоматической сварки заключается в том, что подача проволоки к дуге автоматизирована, а передвижение дуги по шву производится вручную. Устройство работает в полуавтоматическом режиме, поэтому и появились выражения «полуавтоматическая сварка», «сварка полуавтоматом» и т. д.
Принцип действия сварки полуавтоматом является достаточно простым. С катушки, установленной в подающем механизме, в процессе сварки подается проволока в сварочную зону, так что необходимость постоянно менять электроды отпадает сама по себе, так же как и при ручном способе дуговой сварки. Электродная проволока и защитный газ подаются одновременно. Свариваемый металл и электрод находятся под напряжением, благодаря этому в газовом облаке возникает разряд, приводящий к возбуждению дуги. С ее помощью и происходит плавление металла и формирование шва.
Сварка полуавтоматом в защитной газовой среде
Есть несколько технологий полуавтоматической сварки, но метод с применением газа – один из самых популярных. Могут применяться различные газовые смеси, но самыми распространенными являются гелий, углекислота и аргон. Два первых вида газа характеризуются экономичностью и небольшими ценами. Благодаря этому они приобрели большую популярность в различных производственных областях.
Могут применяться различные газовые смеси, но самыми распространенными являются гелий, углекислота и аргон. Два первых вида газа характеризуются экономичностью и небольшими ценами. Благодаря этому они приобрели большую популярность в различных производственных областях.
Важно! Основным предназначением газовой смеси является защита зоны сварки от окисления, которое происходит в момент взаимодействия с кислородом. Именно этот факт в большей степени и влияет на прочность и качество шва.
В случае использования углекислоты перед сваркой необходимо предварительно зачистить поверхности от краски, различных загрязнений и ржавчины. Это можно сделать с помощью щетки по металлу и наждачной бумаги.
Существуют следующие виды швов, которые применяются при полуавтоматической сварке в среде защитных газов:
- Сплошной шов. Сваривание происходит непрерывно за одно поступательное движение от начала до самого конца.
- Прерывистый шов. Его чаще всего используют при сварке автоматом и применяют для соединения тонколистовых металлов. В момент сварки подаются электрические импульсы, сгенерированные оборудованием. При замыкании происходит расплавление металла и соединение между собой заготовок.
- Точечное сваривание. Методика подразумевает выполнение сварочного шва в виде точек, расположенных друг от друга на определенном расстоянии по всей длине свариваемого участка.

Для сварки полуавтоматом с использованием углекислого газа нередко применяют режим переменного тока. Для этого перед началом процесса предварительно выполняют перенастройку полуавтомата с учетом свойств металла, предназначенного для сваривания.
Применение полуавтоматической сварки без газа
В наши дни наиболее популярной и перспективной становится сварка без применения газа.
Такая технология с применением полуавтоматической сварки осуществляется при помощи флюса, или сварочной порошковой проволоки, как ее еще называют профессионалы.
Флюсовая проволока представляет собой стальную трубку с находящимся внутри специальным порошком – сварочным флюсом, похожим по свойствам на обычное электродное покрытие. Флюс, представляющий собой зернистое сыпучее вещество, значительно улучшает процесс сварки и качество сварного шва.
При воздействии на флюсовую проволоку высокой температуры происходит сгорание флюса, благодаря чему в месте сварки возникает защитное газовое облако.При обычной электродной сварке происходит очень похожий процесс.
Большое преимущество такого метода заключается в том, что не надо переносить с собой с места на место газовые баллоны, при этом всегда есть большое многообразие материалов с разными химическими составами, с помощью которых можно обеспечить необходимые свойства дуги и изменить параметры шва.
Во время сварки полуавтоматом, так же как и при применении обычного электродного способа, происходит попадание шлака от сгоревшего флюса в сварочную зону.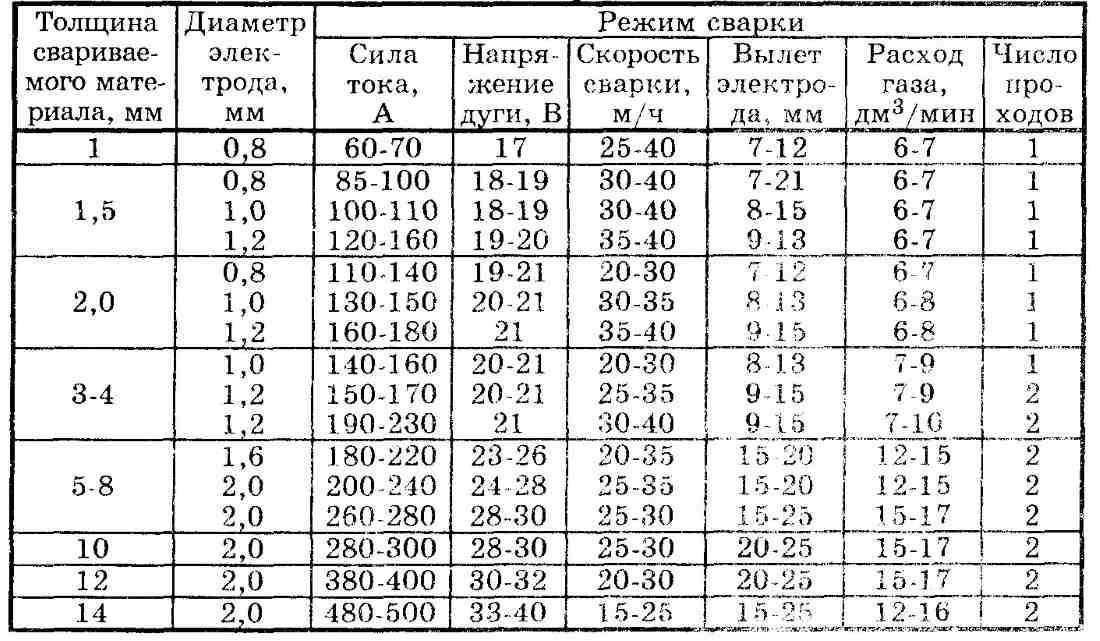 Поэтому для герметизации сварочной поверхности необходимо поверх выполненного шва сделать несколько дополнительных.
Поэтому для герметизации сварочной поверхности необходимо поверх выполненного шва сделать несколько дополнительных.
Флюсовая проволока не обладает достаточной жесткостью, поэтому ее подачу к зоне нанесения шва необходимо производить с небольшими усилиями, чтобы не допустить изгиба шланга полуавтоматической сварки.
Необходимо учитывать, что порошковая проволока не может полностью заменить защитный газ. Качество произведенных швов будет хуже, так как свойства порошковой проволоки и газа различны. Такая проволока удобна для применения сварки в труднодоступных местах, к примеру, при работе на высоте. При возможности транспортировки сварочного баллона лучше использовать сварку с применением газа.
Применение полуавтоматической сварки для цветных металлов
Без точного исполнения требований технических условий и правильного подбора материалов и оборудования произвести качественную сварку цветных металлов или их сплавов довольно сложно.
1. Медь и ее сплавы.
При применении полуавтоматической сварки меди и ее сплавов (бронзы и латуни) на процесс оказывают сильное влияние завышенные показатели таких параметров, как:
- тепловое расширение;
- взаимодействие с водородом;
- коэффициент теплопроводности.
Эти качества могут ухудшить прочность шва и прилегающей к нему области, а также привести к повышенной текучести металла и появлению трещин от его перегревания. Поэтому при полуавтоматической сварке меди и ее сплавов лучше всего применять сварочную проволоку с высоким содержанием вольфрама. Это значительно понизит испарение олова и обеспечит сохранность химического состава и физических свойств металла.
2. Алюминиевые и магниевые сплавы.
На поверхности изделий из таких сплавов присутствует слой тугоплавких окислов, препятствующих расплавленному составу в сварочной ванне смешиваться с основной структурой металла. Часть такого трудноудаляемого слоя, представляющего собой шлаковые включения, может проникнуть в область шва, тем самым снизив его качественные характеристики.
Часть такого трудноудаляемого слоя, представляющего собой шлаковые включения, может проникнуть в область шва, тем самым снизив его качественные характеристики.
Применение тока обратной полярности позволяет осуществить катодную зачистку деталей в зоне электрической дуги. Но такой прием удаляет слой окислов небольшой толщины. Именно поэтому необходимо перед сваркой пленку окислов с поверхности детали удалить при помощи зачистки или кислотного воздействия. Аналогичную операцию следует произвести и с поверхностью сварочной проволоки.
Для сплавов АКВ, АК6, АВ рекомендуется применять сварочную проволоку, включающую в состав около 5 % кремния, так как они предрасположены к возникновению горячих трещин в процессе сварки.
Сварку проводят с применением чистого аргона или при его сочетании с гелием.
Полуавтоматическая сварка при работе с нержавеющей сталью
Такую сварку производят в защитной среде аргона из-за высокой химической активности нержавеющих сталей при высоких температурах и в расплавленном состоянии.
Пониженная теплопроводность и электропроводность, а также повышенная литейная усадка нержавеющих сталей приводят к необходимости применения особых режимов сварки.
Сварку нержавейки производят проволокой полного сечения из высоколегированной стали, которая должна быть по составу аналогична материалу заготовки. При производстве ответственных деталей применяют проволоку из вольфрама.
Порошковую проволоку тоже можно применять при сварке нержавейки, но в этом случае без подачи защитного газа из баллона.
Функцию защитной атмосферы обеспечит углекислый газ либо аргон.
В некоторых случаях для снижения стоимости работ пользуются ацетиленом, но он является взрывоопасным, с ним работать могут только опытные сварщики.
Применение при полуавтоматической сварке порошковой проволоки позволяет производить процесс без газа, но при использовании такого метода требуется исполнитель высокой квалификации, кроме того, данный способ не рекомендуют использовать для сварки ответственных деталей.
При применении полуавтоматической сварки для нержавеющих сталей необходимо соблюдать следующие условия:
- Применять обратную полярность.
- Следить, чтобы вылет сварочной проволоки не превышал 1 см.
- Контролировать расход газа, который должен быть в диапазоне от 6 до12 м3/мин.
- Использовать медный купорос в качестве осушителя.
- Применять меловой раствор для предотвращения разбрызгивания.
- Движение горелки производить плавно.
- Выдерживать отступ не менее 5 см от края детали.
Подготовка поверхности металла:
- С помощью щетки по металлу произвести зачистку свариваемых кромок и прилегающих к ним зон от различных загрязнений.
- Произвести обезжиривание поверхностей с помощью уайт-спирита или специального растворителя.
- Специальным средством обработать поверхность от прилипания брызг металла при сварке. Это позволит сократить до минимума время на зачистку после завершения операции.
- Отрегулировать сварочный зазор, чтобы компенсировать усадку.
 Это позволит сократить до минимума время на зачистку после завершения операции.
Это позволит сократить до минимума время на зачистку после завершения операции.Чтобы исключить перегревание места соединения, выбирают параметры рабочего тока на 15–20 % ниже тех значений, которые используются при сварке простых конструкционных сталей. Это связано с низкой теплопроводностью нержавеющих сталей.
Помимо этого, необходимо обеспечивать минимальные сварочные зазоры, достаточные для компенсации литейной усадки.
Эффективное применение полуавтоматической сварки
Необходимо следить, чтобы подача сварочной проволоки в зону дуги происходила именно с той скоростью, которая требуется для данного процесса. Это обеспечит стабильность сварки. При любом прерывании подачи проволоки произойдет обрывание дуги, что приведет к снижению качества шва и другим, еще более негативным последствиям, таким как прожог шва, оплавление наконечника электрода и другие дефекты и отказы работы оборудования.
Для гарантии качественной подачи перед работой необходимо проверить состояние ведущих роликов: на подающем должна присутствовать V-образная канавка, ширина которой обязана совпадать с диаметром проволоки. Необходимо убедиться в отсутствии износа и визуально проверить состояние ее поверхностей.
Часто при плохой подаче сварщики производят зажим ведущих роликов, но это приводит только к еще большему ухудшению подачи, а, возможно, и к деформации проволоки и к порче направляющего канала горелки.
В процессе сварки проволока проходит через горелку по направляющему каналу, который со временем загрязняется и изнашивается. По этой причине сопротивление подачи электрода возрастает, что может привести к полной остановке движения сварочной проволоки.
Чтобы этого избежать, необходимо следить за такими изменениями, а при смене направляющего канала следует быть особо внимательным, так как при несоответствии внешнего и внутренних диаметров или длины может появиться серьезное нарушение подачи. Иначе говоря, если не учитывать такие моменты, то весь смысл замены приведет к «нулевым» результатам и хорошего качества сварки не добиться.
Иначе говоря, если не учитывать такие моменты, то весь смысл замены приведет к «нулевым» результатам и хорошего качества сварки не добиться.
Чтобы преждевременный износ направляющего канала и загрязнение проволоки происходили намного реже, следует выбирать модели полуавтоматических установок с закрытым механизмом подачи. При таком подходе проволока будет намного лучше защищена от попадания влаги, пыли, окислений и т. д.
Необходимо упомянуть и про контактный наконечник горелки, предназначенный для подачи сварочного тока к электроду. Для выполнения сварки высокого качества необходимо использовать проволоку без всяких дефектов, а также следить за ее надежным контактом с наконечником и его степенью износа, при необходимости своевременно производить замену.
Подобные, на первый взгляд, мелочи, могут очень сильно отразиться на качестве сварного соединения, применяемого при автоматической сварке. Поддержание оборудования в хорошем состоянии станет залогом получения качественных деталей, а при плохом уходе будут постоянно возникать какие-нибудь неисправности и бракованные изделия.
9 основных типов газов, используемых при сварке
Сварочные газы широко используются в большинстве промышленных предприятий и даже в домашних мастерских, и они по-разному используются в процессе сварки. Наиболее распространенные типы сварочных газов защищают сварочную дугу от таких загрязнений, как воздух и пыль. Другая их функция – это топливо для нагревания металла.
Газы относятся к одной из двух категорий: инертные или химически активные. Инертные газы не изменятся и не изменятся при контакте с другими веществами. Реактивные газы вызывают изменение состояния дополнительного материала или самих себя.
Инертные газы позволяют проводить процесс сварки без примесей, ослабляющих сварной шов. Реактивные газы обеспечивают положительное изменение во время сварки, улучшая способ соединения материала.
Вот газы, используемые при сварке, начиная с шести защитных газов, необходимых для высококачественной дуговой сварки:
Когда воздух попадает в сварочную дугу, в расплавленном металле образуются пузырьки воздуха, вызывающие слабый и непривлекательный шов. Основной целью защитного газа является защита сварочной ванны от определенных загрязнителей, таких как кислород, азот и водород. Реакция этих элементов со сварочной ванной может создать проблемы, включая пористость и разбрызгивание.
Основной целью защитного газа является защита сварочной ванны от определенных загрязнителей, таких как кислород, азот и водород. Реакция этих элементов со сварочной ванной может создать проблемы, включая пористость и разбрызгивание.
Большинство защитных газов инертны, что делает их идеальными для защиты сварочного процесса. Они остаются стабильными во время процесса сварки и способствуют сварке несколькими способами, включая повышение текучести, лучшее проплавление, более гладкую поверхность валика и желаемые механические свойства готового сварного шва.
9 основных типов сварочных газов, используемых для защиты
Первые два защитных газа, аргон и гелий, являются инертными, тогда как остальные четыре (водород, кислород, углекислый газ и азот) являются полуинертными.
1. Аргон (Ar) Используется в основном при сварке нержавеющей стали и алюминия, аргон также работает на углеродистой стали со стабильностью дуги и непрерывным переносом металла от электрода сварочной ванны. Аргон является лучшим выбором для сварки TIG и отличным защитным газом для сварки MIG. Купить баллоны для аргоновой сварки можно здесь.
Аргон является лучшим выбором для сварки TIG и отличным защитным газом для сварки MIG. Купить баллоны для аргоновой сварки можно здесь.
Купить газовые баллоны для полной сварки TIG
2. Гелий (He)
Более дорогой, чем другие газы, гелий обеспечивает глубокое проникновение и увеличивает тепловложение. Несмотря на то, что при использовании одного гелия может быть трудно добиться стабильного зажигания дуги, он хорошо работает в смеси с аргоном, противодействуя его непостоянным стартовым свойствам.
3. Углекислый газ (CO2) Наиболее распространенный защитный газ для сварки MIG, CO2 стоит меньше, чем аргон, но не обеспечивает такого же высокого качества сварных швов. Однако при смешивании с аргоном меньше разбрызгивания и лучше выглядят сварные швы.
75% аргон 25% полный баллон CO2 125CF для сварки MIG
Получите промышленную газовую смесь для сварки аргоном и CO2 от PrimeWeld с доставкой прямо к вашей двери.
349,00 $
4. Кислород (O2)
Кислород обычно смешивают с другими защитными газами, поскольку он изменяет текучесть расплавленного металла. Это также может ускорить процесс сварки и свести к минимуму разбрызгивание.
Другой недорогой защитный газ, азот увеличивает проплавление сварного шва и стабильность дуги при смешивании с другими газами. Эти смеси могут также улучшать химические свойства сплавов, содержащих азот.
При добавлении к аргону водород обеспечивает более глубокое проплавление и более высокую скорость сварки. Смесь водорода, аргона и углекислого газа может улучшить проплавление сварного шва. Однако при неправильном использовании водород может вызвать пористость.
Другие газы, используемые при сварке
Следующие три реактивных газа используются при кислородно-топливной сварке и являются легковоспламеняющимися.
Относительно дешевый и легко воспламеняющийся ацетилен соединяется с кислородом в качестве источника топлива при определенных видах сварки. Создавая горячее пламя, он может резать или сваривать большинство металлов.
8. ПропанНе подходит для газовой сварки, пропан используется в основном для пайки после завершения процесса сварки. Пропан — легковоспламеняющийся и горючий газ, используемый во многих областях в качестве источника топлива.
9. ПропиленХотя пропилен не является чистым газом (он смешан с кислородом), он горит при значительно более высокой температуре, чем пропан и кислород, что делает его пригодным для неструктурной сварки плавлением, пайки и нагрева.
Сварочные процессы — Versatile Welding, LLC
Versatile Welding Group
Сварка — это важнейший процесс, используемый в производстве и строительстве для соединения двух металлических частей. Для этого используется несколько методов сварки, каждый из которых имеет свои преимущества и недостатки.
Для этого используется несколько методов сварки, каждый из которых имеет свои преимущества и недостатки.
1- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) GTAW также известна как сварка вольфрамовым электродом в среде инертного газа (TIG) и представляет собой точный и универсальный метод сварки. Он обычно используется для сварки тонких металлических листов, нержавеющей стали и алюминия. В этом процессе для получения сварного шва используется неплавящийся вольфрамовый электрод, защищенный инертным газом, обычно аргоном.
Преимущества:
Точный контроль процесса сварки обеспечивает высокое качество и надежность сварных швов.
Сварные швы могут выполняться в любом положении, включая горизонтальное и вертикальное.
При этом процессе образуется минимальное количество брызг и дыма, что делает его более безопасным для сварщика.

Недостатки:
2- Дуговая сварка металлическим газом (GMAW) GMAW , также известная как сварка в среде инертного газа (MIG), представляет собой процесс полуавтоматической сварки, в котором для создания сварного шва используется электрод с подачей проволоки. Электрод защищен инертным газом, например аргоном, для предотвращения окисления.
Преимущества:
GMAW — это быстрый и эффективный метод сварки, что делает его идеальным для крупносерийного производства.
Процесс относительно прост и может быть легко автоматизирован.
Сварные швы, произведенные GMAW, прочные и однородные.
Недостатки:
3- Дуговая сварка металлическим электродом в среде защитного газа (SMAW) SMAW — это метод ручной сварки, при котором для создания сварного шва используется электрод с покрытием. Электрод покрыт флюсом, который обеспечивает защиту от атмосферы и создает присадочный металл для сварного шва. Этот процесс обычно является предпочтительным вариантом для сварки в полевых условиях или когда проекты требуют сварки на месте.
Электрод покрыт флюсом, который обеспечивает защиту от атмосферы и создает присадочный металл для сварного шва. Этот процесс обычно является предпочтительным вариантом для сварки в полевых условиях или когда проекты требуют сварки на месте.
Преимущества:
SMAW — это универсальный метод сварки, который можно использовать для широкого спектра материалов и в различных положениях.
Этот процесс относительно прост и не требует источника питания, что делает его идеальным для удаленных или полевых работ.
Недостатки:
Процесс относительно медленный, что делает его менее эффективным для крупномасштабного производства.
Сварщику приходится часто менять электрод, что может замедлить процесс сварки.
4- Дуговая сварка порошковой проволокой (FCAW) FCAW – это метод сварки, в котором используется электрод с непрерывной подачей проволоки, заполненный флюсом.

 Он не нуждается в бензонасосе, свечах, катушке зажигания, высоковольтных проводах и прочих узлах, жизненно необходимых для нормальной работы бензинового ДВС.
Он не нуждается в бензонасосе, свечах, катушке зажигания, высоковольтных проводах и прочих узлах, жизненно необходимых для нормальной работы бензинового ДВС. Устройство двигателя и ТА такого типа обладали большой надежностью и ремонтопригодностью.
Устройство двигателя и ТА такого типа обладали большой надежностью и ремонтопригодностью. За все это приходится платить меньшим ресурсом и более высокой стоимостью ремонта.
За все это приходится платить меньшим ресурсом и более высокой стоимостью ремонта.
 Узлы ДВС выполнены из более прочных материалов. Сложность устройства двигателя и топливной аппаратуры требует качественных материалов, новейших технологий и большого профессионализма в их изготовлении;
Узлы ДВС выполнены из более прочных материалов. Сложность устройства двигателя и топливной аппаратуры требует качественных материалов, новейших технологий и большого профессионализма в их изготовлении;
 К примеру, модель Mercedes-Benz OM602 по праву считается одним из самых надёжных дизельных двигателей в мире. Покупка автомобиля с подобным силовым агрегатом станет выгодным вложением на долгие годы. Многие производители имеют подобные «удачные» модели силовых установок.
К примеру, модель Mercedes-Benz OM602 по праву считается одним из самых надёжных дизельных двигателей в мире. Покупка автомобиля с подобным силовым агрегатом станет выгодным вложением на долгие годы. Многие производители имеют подобные «удачные» модели силовых установок. Ввиду нарастающей популярности, количество сервисов, специализированных на обслуживании дизельного двигателя, постоянно увеличивается.
Ввиду нарастающей популярности, количество сервисов, специализированных на обслуживании дизельного двигателя, постоянно увеличивается.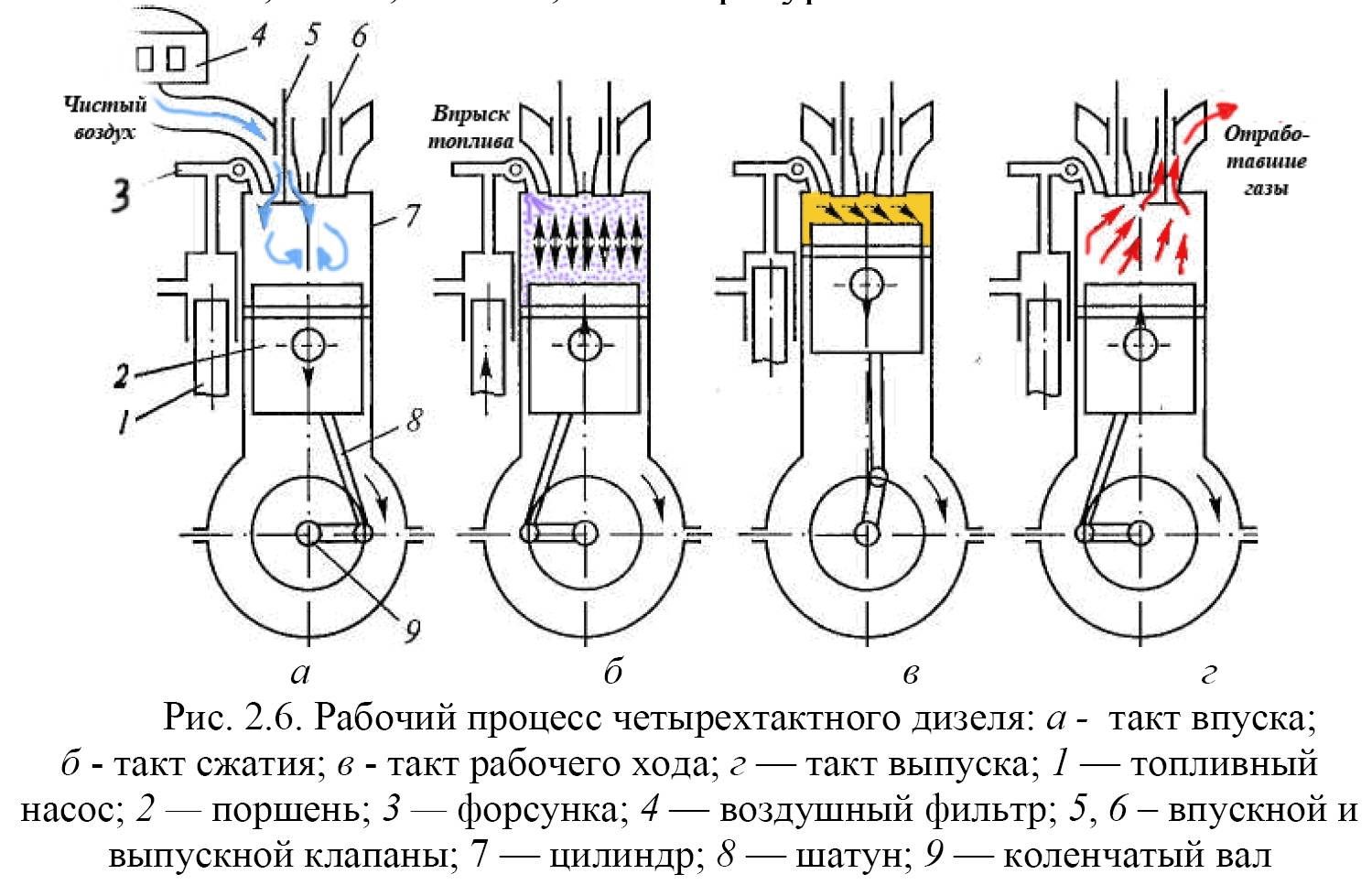
 Такой способ оживления мотора может причинить большой вред кривошипно-шатунному механизму вашего ДВС.
Такой способ оживления мотора может причинить большой вред кривошипно-шатунному механизму вашего ДВС. Дизельный двигатель – это хорошая альтернатива бензиновому мотору, в особенности с учетом того, что дизельные технологии далеко ушли вперед за последнее десятилетие, а стоимость топлива ниже.
Дизельный двигатель – это хорошая альтернатива бензиновому мотору, в особенности с учетом того, что дизельные технологии далеко ушли вперед за последнее десятилетие, а стоимость топлива ниже. Дизельный мотор же создает воспламенение посредством создания значительной температуры воздушных масс в цилиндре.
Дизельный мотор же создает воспламенение посредством создания значительной температуры воздушных масс в цилиндре. К тому же коэффициент полезного действия, а также крутящий момент выше, чем у мотора на бензине. Но у дизеля есть и определенные минусы:
К тому же коэффициент полезного действия, а также крутящий момент выше, чем у мотора на бензине. Но у дизеля есть и определенные минусы: Поэтому экологичность и технические параметры зависят в большей степени от системы впрыска, а также типа камеры сгорания.
Поэтому экологичность и технические параметры зависят в большей степени от системы впрыска, а также типа камеры сгорания. При такте сжатия туда направляются воздушные массы, которые вихревым потоком закручиваются там, вследствие чего топливо хорошо перемешивается с воздухом.
При такте сжатия туда направляются воздушные массы, которые вихревым потоком закручиваются там, вследствие чего топливо хорошо перемешивается с воздухом.


 Поскольку бензин фактически впрыскивается в такте сжатия, крайне нежелательно иметь компрессию, которая может воспламенить смесь, поскольку это может привести к отказу двигателя, если воспламенение от сжатия произойдет в неправильное время ( также называется детонацией ). Сгорание в бензиновом двигателе контролируется/запускается свечой зажигания, и для оптимальной работы требуется очень точная смесь воздуха и топлива.
Поскольку бензин фактически впрыскивается в такте сжатия, крайне нежелательно иметь компрессию, которая может воспламенить смесь, поскольку это может привести к отказу двигателя, если воспламенение от сжатия произойдет в неправильное время ( также называется детонацией ). Сгорание в бензиновом двигателе контролируется/запускается свечой зажигания, и для оптимальной работы требуется очень точная смесь воздуха и топлива. Как правило, выхлопные газы дизельного двигателя имеют температуру около 800–850 °C, а бензиновые — около 9 °C.50-1050С°. Существенная разница, можно сказать.
Как правило, выхлопные газы дизельного двигателя имеют температуру около 800–850 °C, а бензиновые — около 9 °C.50-1050С°. Существенная разница, можно сказать.
 Одним из решений этой проблемы являются турбокомпрессоры VG. Система VG позволяет непрерывно регулировать рабочую точку турбины во всех рабочих точках двигателя. Это гарантирует, что все компоненты работают в своей наиболее эффективной точке, создавая общий эффективный двигатель.
Одним из решений этой проблемы являются турбокомпрессоры VG. Система VG позволяет непрерывно регулировать рабочую точку турбины во всех рабочих точках двигателя. Это гарантирует, что все компоненты работают в своей наиболее эффективной точке, создавая общий эффективный двигатель.




 Впускной клапан пропускает воздух в отверстие цилиндра. Распределительный вал осуществляет открытие и закрытие клапана.
Впускной клапан пропускает воздух в отверстие цилиндра. Распределительный вал осуществляет открытие и закрытие клапана.
 Они способствуют выработке большего количества тепла и эффективному сжиганию топлива.
Они способствуют выработке большего количества тепла и эффективному сжиганию топлива. Современные турбокомпрессоры могут увеличить выработку мощности при низком расходе топлива.
Современные турбокомпрессоры могут увеличить выработку мощности при низком расходе топлива.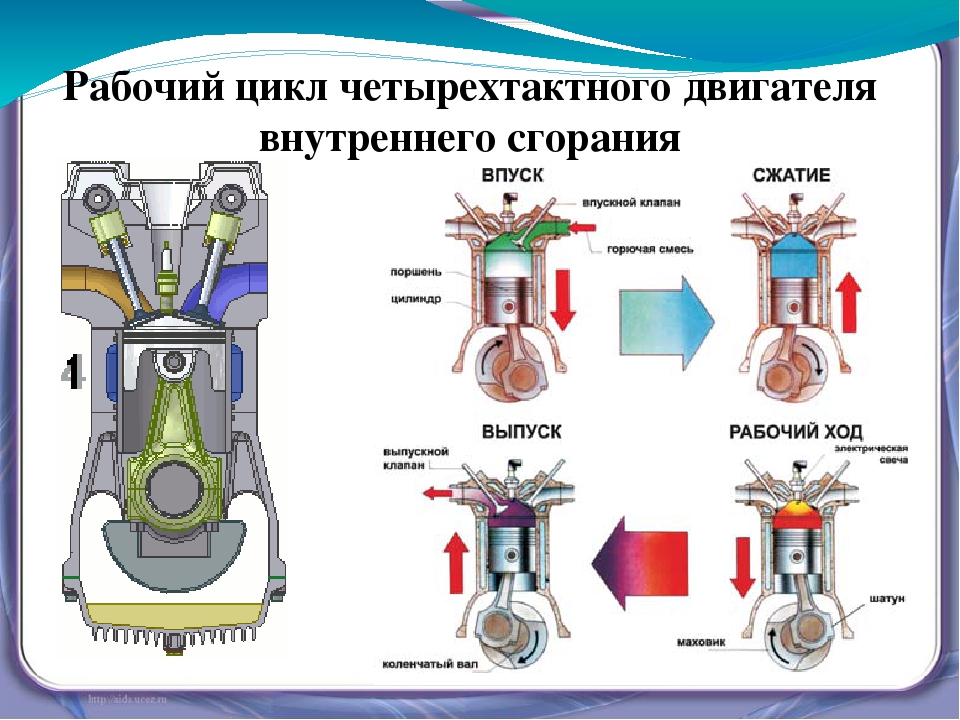 Эта классификация, наряду с размером, также основана на их мощности и применении.
Эта классификация, наряду с размером, также основана на их мощности и применении.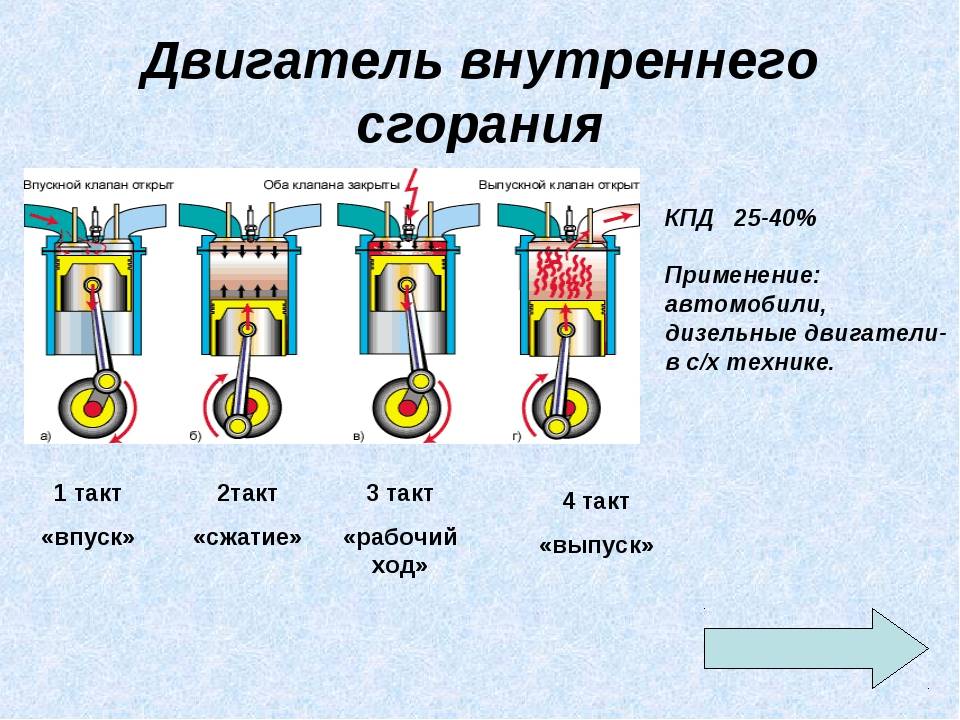 В эту категорию также входят некоторые двигатели V-8 и V-12.
В эту категорию также входят некоторые двигатели V-8 и V-12. Один или два пути соединяют форкамеру с цилиндром. Топливо вводится в предкамеру.
Один или два пути соединяют форкамеру с цилиндром. Топливо вводится в предкамеру. Их структура такова, что производит больше полезной энергии для работы двигателя. Турбокомпрессоры и доохладители также играют жизненно важную роль в повышении эффективности и мощности двигателя.
Их структура такова, что производит больше полезной энергии для работы двигателя. Турбокомпрессоры и доохладители также играют жизненно важную роль в повышении эффективности и мощности двигателя.


 Они являются очень полезными источниками энергии.
Они являются очень полезными источниками энергии.
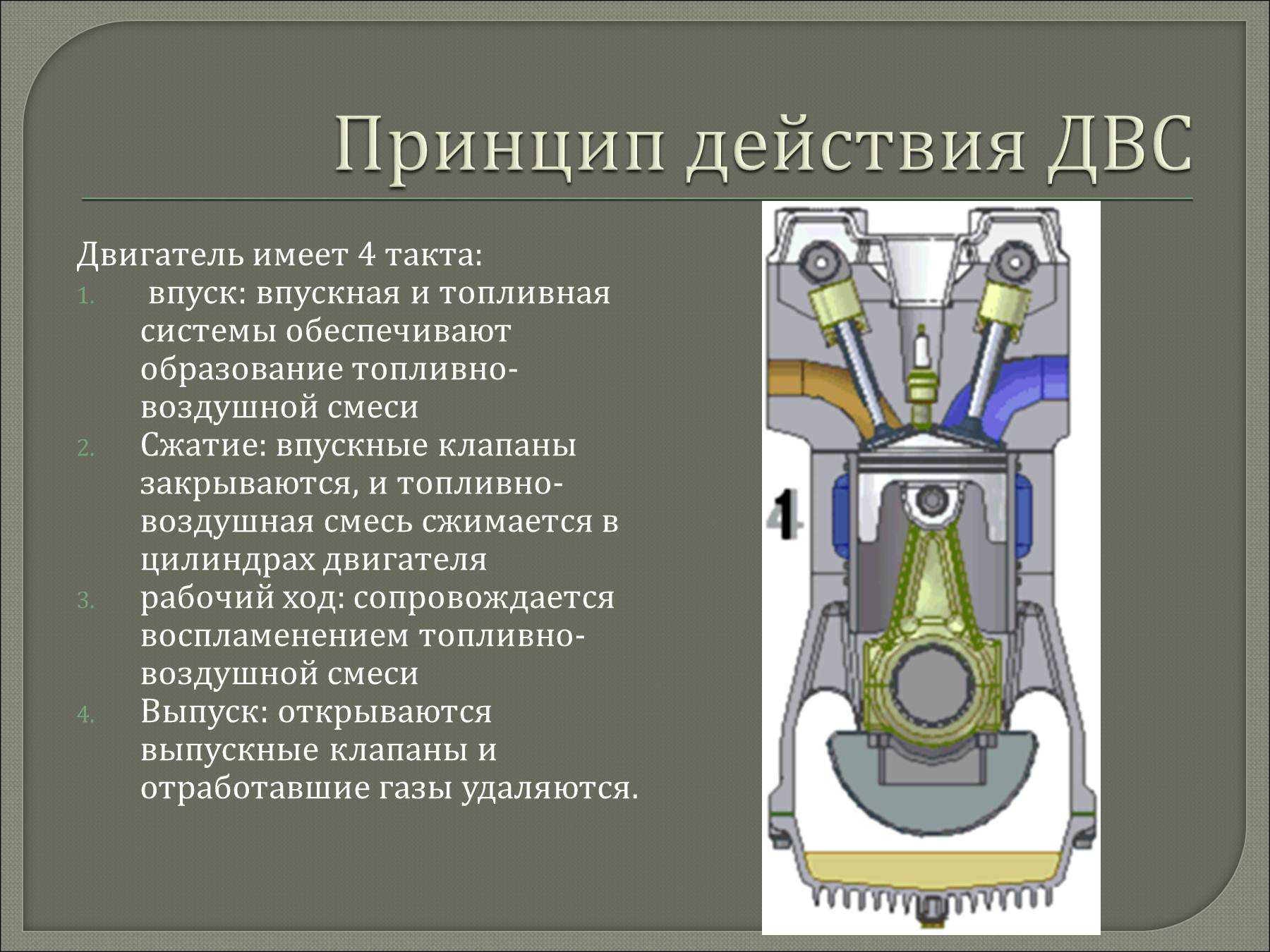
 Основы и принципы работы
Основы и принципы работы
 Московская, д. 57
Московская, д. 57 Курчатова, д.50
Курчатова, д.50 Березвский, ул.Кольцевая, 4, строение 2
Березвский, ул.Кольцевая, 4, строение 2 209
209 90
90 Партизана Железняка, дом 25
Партизана Железняка, дом 25 Калмыкова, д.70/2
Калмыкова, д.70/2 Химки, Ленинградское шоссе, вл. 16
Химки, Ленинградское шоссе, вл. 16 110
110 Димитрова 32
Димитрова 32 Новороссийская, 2
Новороссийская, 2 Решетникова, д. 5
Решетникова, д. 5 Аксай, пр-т Аксайский, д. 7
Аксай, пр-т Аксайский, д. 7 Уральская, д.33,литераБ,помещение 9
Уральская, д.33,литераБ,помещение 9 , д. 25 А
, д. 25 А.jpg) Профсоюзная, д. 3
Профсоюзная, д. 3 , д. 71
, д. 71 27
27 Блюхера, 123-а
Блюхера, 123-а Победы, д.4, корп. А
Победы, д.4, корп. А
 Перед нами была поставлена задача — сохранить мягкость хода в обоих случаях без снижения грузоподъемности.
Перед нами была поставлена задача — сохранить мягкость хода в обоих случаях без снижения грузоподъемности.  Машина не будет давать крен на поворотах и при перестроении, сохранит плавность хода и курсовую устойчивость даже на скоростях свыше 90 км/ч.
Машина не будет давать крен на поворотах и при перестроении, сохранит плавность хода и курсовую устойчивость даже на скоростях свыше 90 км/ч.  org/BreadcrumbList»>
org/BreadcrumbList»> org/ListItem»> Автомобильный аккумулятор
org/ListItem»> Автомобильный аккумулятор
 org/BreadcrumbList»>
org/BreadcrumbList»> org/ListItem»> Автомобильный аккумулятор
org/ListItem»> Автомобильный аккумулятор 5Jx14 ET45
5Jx14 ET45 Где находится:
Где находится: Какие нестандартные размеры можно установить? Пожалуйста, обратитесь к таблице выше для возможных альтернативных размеров для настройки. Хотя могут быть и другие варианты, которые мы не описали в таблице. Например, диски, которые шире, чем тот же диаметр. Или установить колеса такой же ширины, но большего диаметра, что довольно популярно среди автовладельцев. Выбор дисков огромен, можно найти экземпляры с такими же параметрами, но с размером смещения на 1-2 миллиметра больше или меньше. Невозможно перечислить все варианты.
Какие нестандартные размеры можно установить? Пожалуйста, обратитесь к таблице выше для возможных альтернативных размеров для настройки. Хотя могут быть и другие варианты, которые мы не описали в таблице. Например, диски, которые шире, чем тот же диаметр. Или установить колеса такой же ширины, но большего диаметра, что довольно популярно среди автовладельцев. Выбор дисков огромен, можно найти экземпляры с такими же параметрами, но с размером смещения на 1-2 миллиметра больше или меньше. Невозможно перечислить все варианты. дюйм)
дюйм)
 Или установить колеса такой же ширины, но большего диаметра, что довольно популярно среди автовладельцев. Выбор дисков огромен, можно найти экземпляры с такими же параметрами, но с размером смещения на 1-2 миллиметра больше или меньше. Невозможно перечислить все варианты.
Или установить колеса такой же ширины, но большего диаметра, что довольно популярно среди автовладельцев. Выбор дисков огромен, можно найти экземпляры с такими же параметрами, но с размером смещения на 1-2 миллиметра больше или меньше. Невозможно перечислить все варианты. Задайте себе несколько вопросов.
Задайте себе несколько вопросов.

 Трогаться с места и управлять автоматами намного проще, чем механикой, с чем и связана их широкая популярность.
Трогаться с места и управлять автоматами намного проще, чем механикой, с чем и связана их широкая популярность.
 Обязательно нужно убедиться в том, что включен стояночный тормоз, кулиса стоит в нейтральной позиции, а сцепление выключено. Если все так и есть, можно выжимать последнее и включать зажигание. Спустя 2-4 секунды после начала работы стартера, двигатель начнет издавать характерные звуки.
Обязательно нужно убедиться в том, что включен стояночный тормоз, кулиса стоит в нейтральной позиции, а сцепление выключено. Если все так и есть, можно выжимать последнее и включать зажигание. Спустя 2-4 секунды после начала работы стартера, двигатель начнет издавать характерные звуки. За это время батарея успеет вернуться в нормальное состояние.
За это время батарея успеет вернуться в нормальное состояние.
 е. несколько раз. Если в авто есть система ABS, жмут на педаль по-иному: уверенно, до упора и полной остановки.
е. несколько раз. Если в авто есть система ABS, жмут на педаль по-иному: уверенно, до упора и полной остановки. Средствами управления можно считать не только руль, но также коробку передач и используемые в авто педали. При расположении педалей в автомобиле все автопроизводители придерживаются общепринятых стандартов.
Средствами управления можно считать не только руль, но также коробку передач и используемые в авто педали. При расположении педалей в автомобиле все автопроизводители придерживаются общепринятых стандартов.
 Чем сильнее давишь, тем выше поднимаются обороты двигателя. А потому быстрее увеличивается скорость.
Чем сильнее давишь, тем выше поднимаются обороты двигателя. А потому быстрее увеличивается скорость.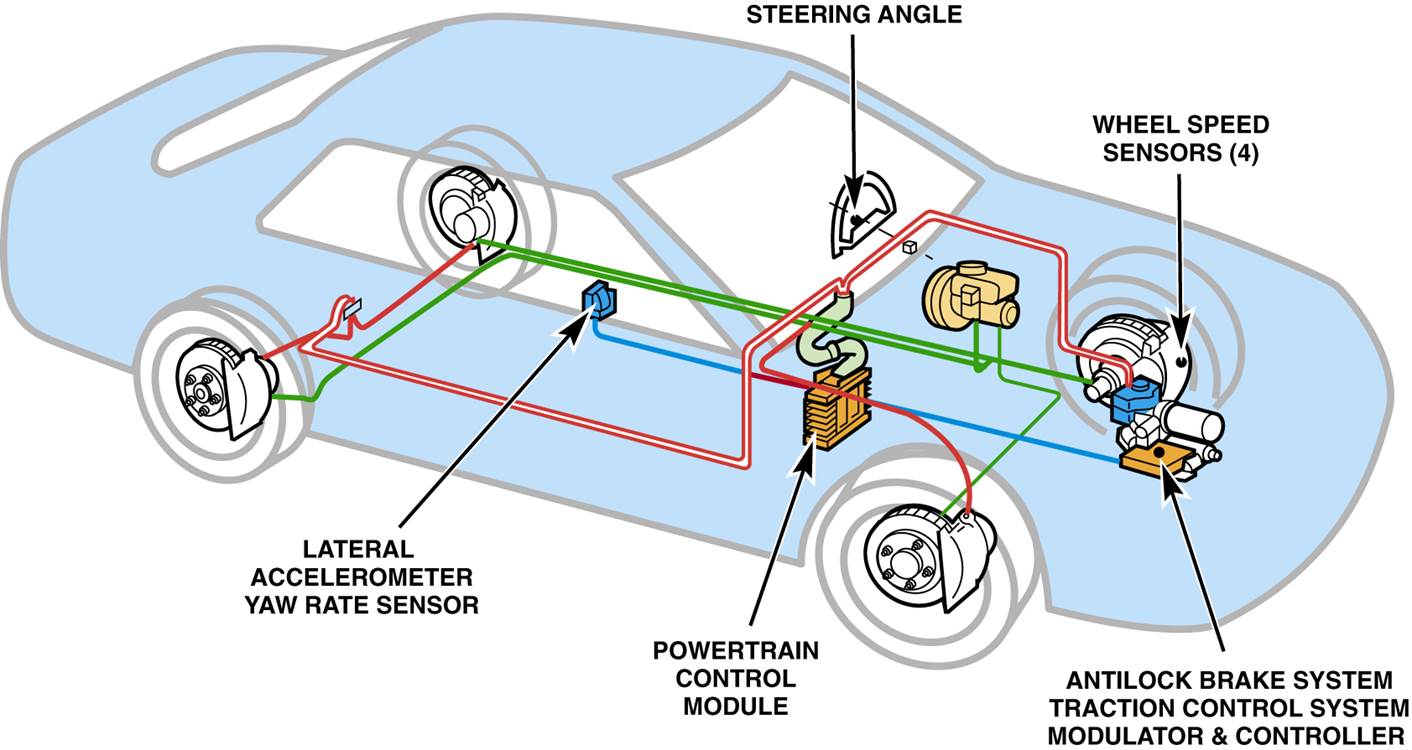

 Старайтесь всё делать одним движением. Вот тут и проявляется то, насколько удобно вы держите свою ногу.
Старайтесь всё делать одним движением. Вот тут и проявляется то, насколько удобно вы держите свою ногу.
 Если усилителя нет, тогда происходит соединение с главным цилиндром тормозной системы. Чтобы создать надёжное и подвижное соединение, применяют металлические штифты.
Если усилителя нет, тогда происходит соединение с главным цилиндром тормозной системы. Чтобы создать надёжное и подвижное соединение, применяют металлические штифты. Открытие происходит ровно на тот угол, на который была нажата тросовая тяга.
Открытие происходит ровно на тот угол, на который была нажата тросовая тяга.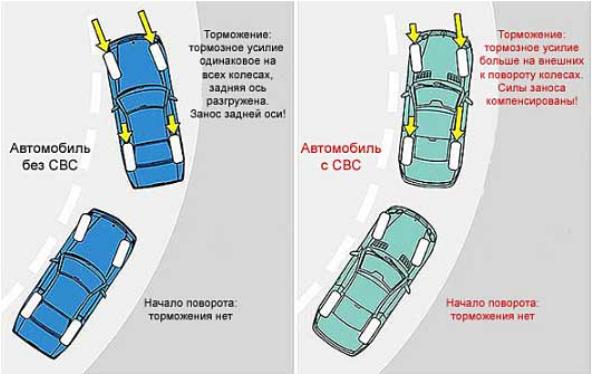 Электроника берёт на себя определение того, насколько сильно открывать заслонку. А это не всегда нравится водителям, которые привыкли самостоятельно определять, насколько сильное ускорение ему требуется. Потому отдают предпочтение классическим и проверенным временем тросовым приводом механического типа.
Электроника берёт на себя определение того, насколько сильно открывать заслонку. А это не всегда нравится водителям, которые привыкли самостоятельно определять, насколько сильное ускорение ему требуется. Потому отдают предпочтение классическим и проверенным временем тросовым приводом механического типа.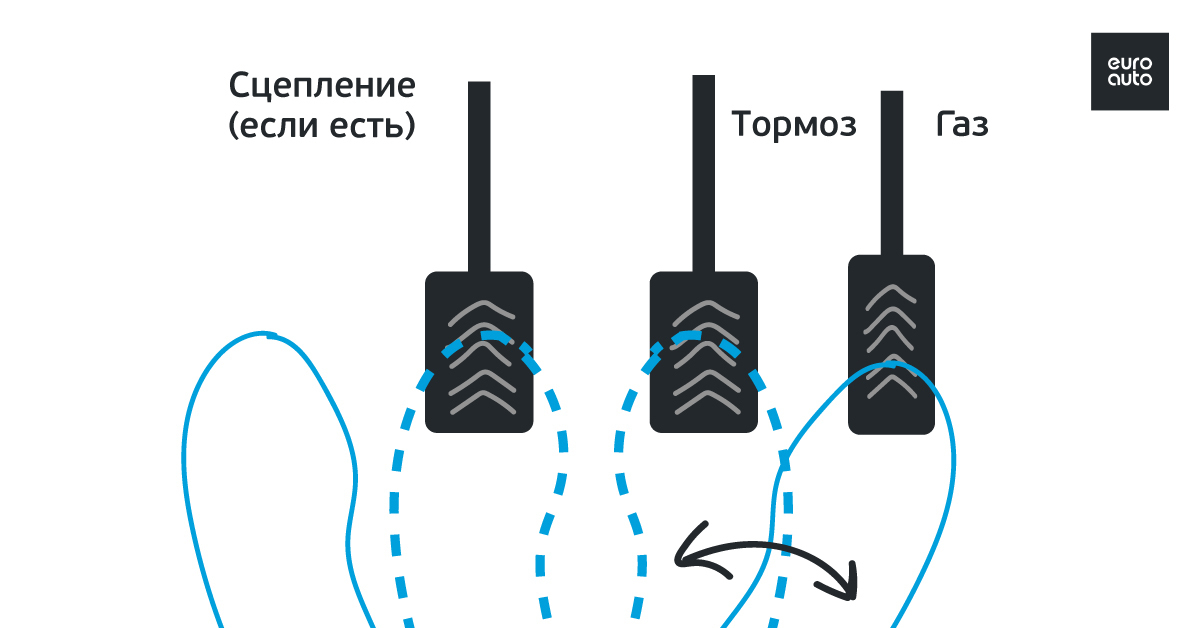 Неудивительно, что раньше инструкторы по вождению ставили под педаль газа сырое яйцо. Тем самым они заставляли водителей быть предельно аккуратными и дозированно нажимать на педаль.
Неудивительно, что раньше инструкторы по вождению ставили под педаль газа сырое яйцо. Тем самым они заставляли водителей быть предельно аккуратными и дозированно нажимать на педаль. В автомате конструкцию сделали сложнее. Выключатель позволяет не только тормозить и включать стоп-сигналы. Дополнительно выключатель передаёт необходимую информацию о том, как воздействуют на педаль. Данные поступают в электронный блок управления, системы ABS, ESP и прочие дополнительные системы, которые входят в набор активной безопасности.
В автомате конструкцию сделали сложнее. Выключатель позволяет не только тормозить и включать стоп-сигналы. Дополнительно выключатель передаёт необходимую информацию о том, как воздействуют на педаль. Данные поступают в электронный блок управления, системы ABS, ESP и прочие дополнительные системы, которые входят в набор активной безопасности.:no_upscale()/cdn.vox-cdn.com/uploads/chorus_image/image/46652858/shutterstock_117159601.0.0.jpg) Только если стартовать с задней передачи.
Только если стартовать с задней передачи. Из-за них нога может соскользнуть.
Из-за них нога может соскользнуть. Просто его реализовали несколько иначе, чтобы упросить водителям задачи по управлению транспортным средством.
Просто его реализовали несколько иначе, чтобы упросить водителям задачи по управлению транспортным средством.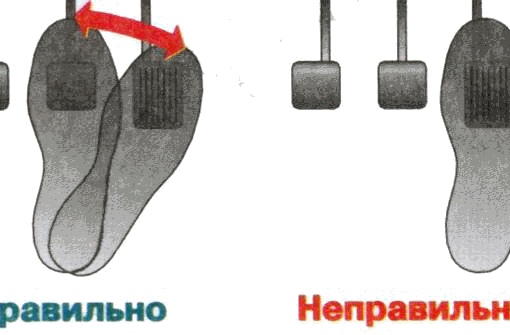 Это превосходство особенно сильно проявляется в условиях плотного трафика в городе, где одна рука водителя машины с МКПП постоянно занята переключением скоростей, а левая нога не снимается с педали сцепления.
Это превосходство особенно сильно проявляется в условиях плотного трафика в городе, где одна рука водителя машины с МКПП постоянно занята переключением скоростей, а левая нога не снимается с педали сцепления.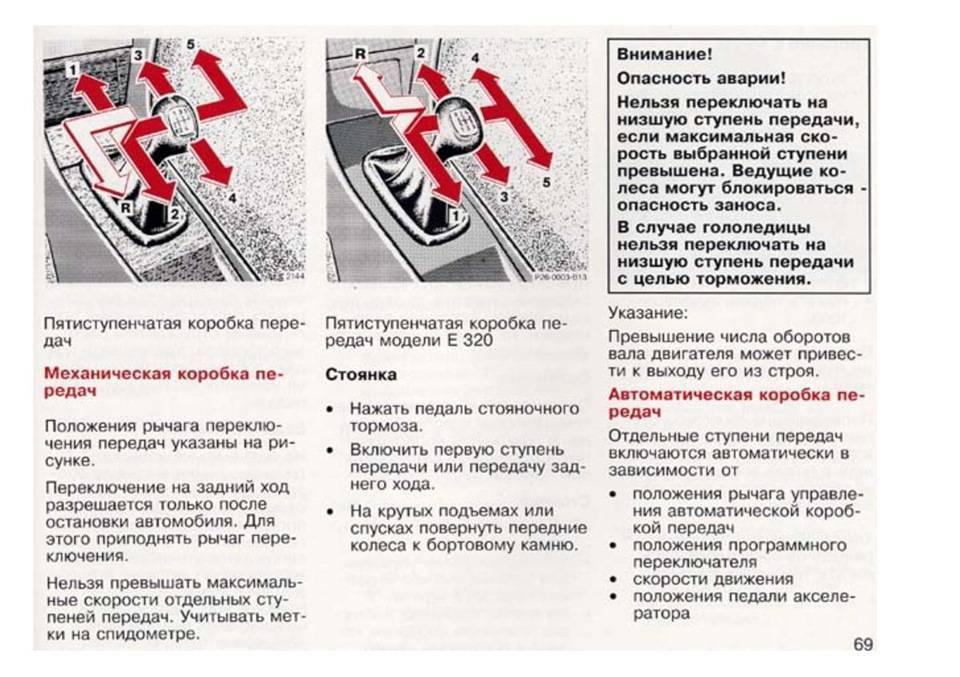 Выберите свой штат, чтобы начать.
Выберите свой штат, чтобы начать.
 Автомобиль, который замедляется способом, который тесно связан с тем, как сильно и насколько сильно водитель нажимает на педаль тормоза, позволяет водителю управлять торможением с большой точностью. Хотя тормозные системы с годами стали более линейными и предсказуемыми, между автомобилями все еще есть заметные различия в ощущении торможения.
Автомобиль, который замедляется способом, который тесно связан с тем, как сильно и насколько сильно водитель нажимает на педаль тормоза, позволяет водителю управлять торможением с большой точностью. Хотя тормозные системы с годами стали более линейными и предсказуемыми, между автомобилями все еще есть заметные различия в ощущении торможения. И хотя почти каждый автомобиль имеет одну хорошую остановку, только лучшие автомобили могут поддерживать эффективность торможения во время горячих кругов на гоночной трассе или на вашей любимой горной дороге. Педаль, которая становится мягкой после пятого крутого поворота, напугает даже самого опытного водителя.
И хотя почти каждый автомобиль имеет одну хорошую остановку, только лучшие автомобили могут поддерживать эффективность торможения во время горячих кругов на гоночной трассе или на вашей любимой горной дороге. Педаль, которая становится мягкой после пятого крутого поворота, напугает даже самого опытного водителя. полтора часа).
полтора часа). 
.jpg) В этих тормозах используются более легкие керамические роторы вместо обычных чугунных, и они стоят примерно на 10 тысяч больше.
В этих тормозах используются более легкие керамические роторы вместо обычных чугунных, и они стоят примерно на 10 тысяч больше. Мы повторили аварийную остановку еще три раза, всего четыре раза, чтобы тщательно проработать тормоза. Эти пять остановок завершили один тестовый цикл, и мы повторяли этот цикл до тех пор, пока не определили — по увеличению усилия на педали, хода педали или тормозного пути — что тормоза сильно затухают.
Мы повторили аварийную остановку еще три раза, всего четыре раза, чтобы тщательно проработать тормоза. Эти пять остановок завершили один тестовый цикл, и мы повторяли этот цикл до тех пор, пока не определили — по увеличению усилия на педали, хода педали или тормозного пути — что тормоза сильно затухают.
 Ход педали также резко увеличился в ходе теста, увеличиваясь до тех пор, пока педаль почти не коснулась противопожарной стены на 12-й остановке паники.
Ход педали также резко увеличился в ходе теста, увеличиваясь до тех пор, пока педаль почти не коснулась противопожарной стены на 12-й остановке паники. 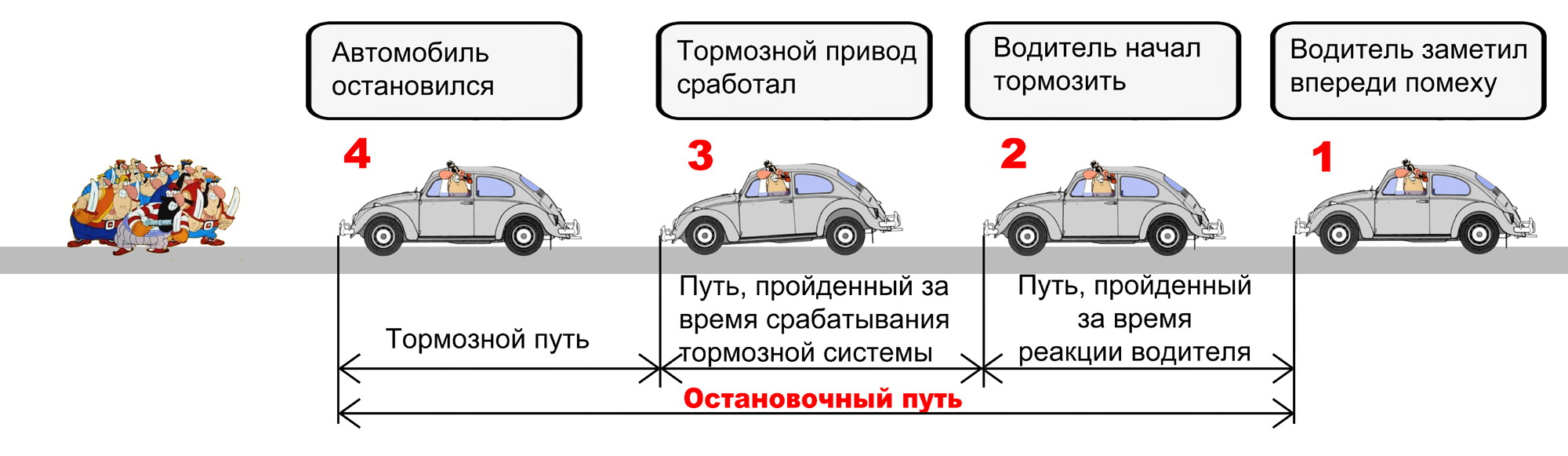 Тем не менее, эти повседневные автомобили иллюстрируют, насколько надежны современные тормозные системы. Все три седана пережили рабочий цикл даже более жестокий, чем мы могли бы выдержать в реальном мире, и было много предупреждений, прежде чем что-то пошло наперекосяк.
Тем не менее, эти повседневные автомобили иллюстрируют, насколько надежны современные тормозные системы. Все три седана пережили рабочий цикл даже более жестокий, чем мы могли бы выдержать в реальном мире, и было много предупреждений, прежде чем что-то пошло наперекосяк. После 25 остановок мы просто сдались, потому что ощущение педали изменилось мало (оно выросло всего на дюйм), а последняя остановка на высоте 356 футов была всего на 20 футов длиннее первой. Очевидно, что 90-секундного перерыва между заездами было достаточно, чтобы тормоза Cayenne не перегревались.
После 25 остановок мы просто сдались, потому что ощущение педали изменилось мало (оно выросло всего на дюйм), а последняя остановка на высоте 356 футов была всего на 20 футов длиннее первой. Очевидно, что 90-секундного перерыва между заездами было достаточно, чтобы тормоза Cayenne не перегревались. На седьмой остановке (во втором испытательном цикле) ход педали заметно увеличился, а расстояние увеличилось до 432 футов. На восьмой педаль ушла в пол. Мы держали его там, и Infiniti постепенно остановился в 473 футах. Мы попробовали еще несколько раз, но машина тормозила только с половиной максимальной мощности, хотя мы нажимали на педаль с усилием более 100 фунтов. Позже мы обнаружили, что роторы тоже были с глубокими канавками. Мы связались с Infiniti, и компания говорит, что изучает проблему.
На седьмой остановке (во втором испытательном цикле) ход педали заметно увеличился, а расстояние увеличилось до 432 футов. На восьмой педаль ушла в пол. Мы держали его там, и Infiniti постепенно остановился в 473 футах. Мы попробовали еще несколько раз, но машина тормозила только с половиной максимальной мощности, хотя мы нажимали на педаль с усилием более 100 фунтов. Позже мы обнаружили, что роторы тоже были с глубокими канавками. Мы связались с Infiniti, и компания говорит, что изучает проблему. Средние тормозные пути двух 911-х были в пределах одного фута друг от друга (305 футов), что неудивительно, поскольку на обеих машинах были установлены одинаковые шины. Корвет в среднем составлял 326 футов. Вывод: покупатели PCCB наслаждаются снижением веса на 37 фунтов, но не обязательно более надежными тормозами.
Средние тормозные пути двух 911-х были в пределах одного фута друг от друга (305 футов), что неудивительно, поскольку на обеих машинах были установлены одинаковые шины. Корвет в среднем составлял 326 футов. Вывод: покупатели PCCB наслаждаются снижением веса на 37 фунтов, но не обязательно более надежными тормозами.
 Пыльный черный осадок собирается на колесах, к большому неудовольствию привередливых автовладельцев. Тормозная пыль стала горячей темой среди автопроизводителей с тех пор, как J.D. Power and Associates, компания, которая опрашивает владельцев автомобилей и публикует влиятельное начальное исследование качества (IQS), начала задаваться вопросом, производят ли автомобили чрезмерное количество тормозной пыли. Ответ «да» увеличивает количество проблем, проверенных в рейтинге IQS.
Пыльный черный осадок собирается на колесах, к большому неудовольствию привередливых автовладельцев. Тормозная пыль стала горячей темой среди автопроизводителей с тех пор, как J.D. Power and Associates, компания, которая опрашивает владельцев автомобилей и публикует влиятельное начальное исследование качества (IQS), начала задаваться вопросом, производят ли автомобили чрезмерное количество тормозной пыли. Ответ «да» увеличивает количество проблем, проверенных в рейтинге IQS. Колодки, которые сохраняют свои фрикционные характеристики при повышении температуры выше 1000 градусов, производят больше пыли при обычном вождении, чем колодки, которые сильно выцветают в горячем состоянии.
Колодки, которые сохраняют свои фрикционные характеристики при повышении температуры выше 1000 градусов, производят больше пыли при обычном вождении, чем колодки, которые сильно выцветают в горячем состоянии.

 резерв)
резерв)
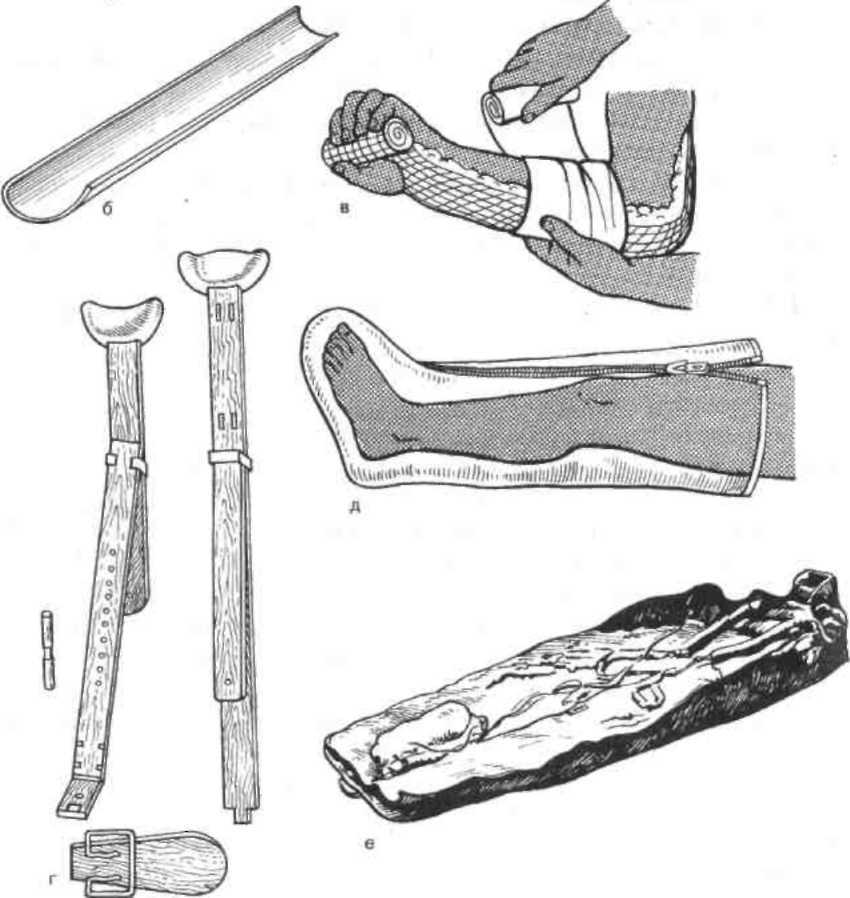
 Конструкция выполнена из проволоки, в связи с чем перед наложением необходимо наматывать марлю с ватой, чтобы исключить контакт с кожей. Если обшить шину клеенчатой тканью, то становится возможной дезинфекция изделия и, как следствие, многократное применение. Конструкция из двух шин Крамера широко применяется в качестве транспортной шины при переломе голени.
Конструкция выполнена из проволоки, в связи с чем перед наложением необходимо наматывать марлю с ватой, чтобы исключить контакт с кожей. Если обшить шину клеенчатой тканью, то становится возможной дезинфекция изделия и, как следствие, многократное применение. Конструкция из двух шин Крамера широко применяется в качестве транспортной шины при переломе голени.
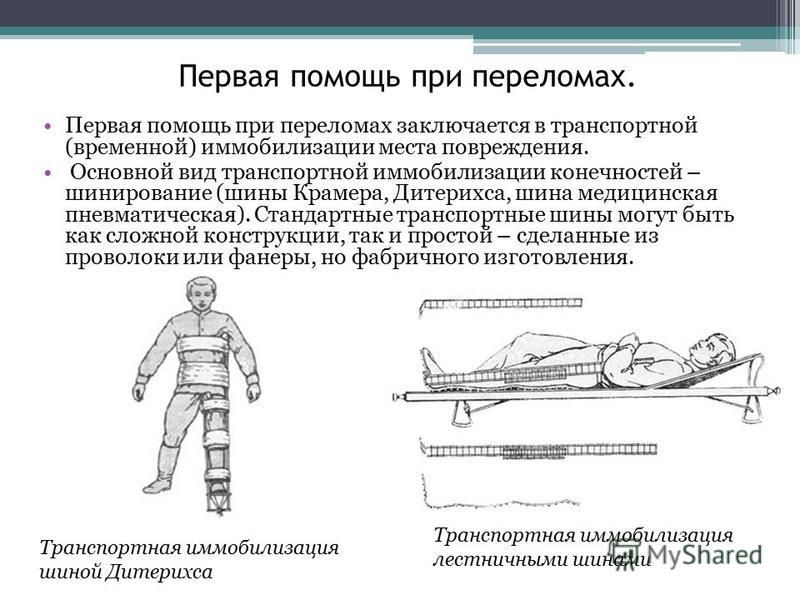
 2. Виды транспортных шин
2. Виды транспортных шин Эта
шина используется и в настоящее время
и является самым надежным способом для
транспортной иммобилизации (рис. 13-3).
Эта
шина используется и в настоящее время
и является самым надежным способом для
транспортной иммобилизации (рис. 13-3). е. отмоделирована. В
каждом конкретном случае шину готовят
индивидуально в зависимости от
поврежденного сегмента и характера
травмы. Можно использовать одну, две
или три шины одновременно. На рис. 13-4
показана фиксация плеча проволочной
шиной Крамера.
е. отмоделирована. В
каждом конкретном случае шину готовят
индивидуально в зависимости от
поврежденного сегмента и характера
травмы. Можно использовать одну, две
или три шины одновременно. На рис. 13-4
показана фиксация плеча проволочной
шиной Крамера. Сама шина может
быть прозрачной, что позволяет
контролировать состояние повязки и
самой конечности. Особенно заметны ее
преимущества при синдроме длительного
сдавливания, когда необходимо тугое
бинтование конечности с иммобилизацией.
Однако с помощью пневматической шины
невозможно провести иммобилизацию при
повреждениях бедра, плеча, так как эти
шины не предназначены для фиксации
тазобедренного и плечевого суставов.
Сама шина может
быть прозрачной, что позволяет
контролировать состояние повязки и
самой конечности. Особенно заметны ее
преимущества при синдроме длительного
сдавливания, когда необходимо тугое
бинтование конечности с иммобилизацией.
Однако с помощью пневматической шины
невозможно провести иммобилизацию при
повреждениях бедра, плеча, так как эти
шины не предназначены для фиксации
тазобедренного и плечевого суставов.
 Кроме того, многие шины для грузовых автомобилей являются всесезонными и хорошо работают в большинстве климатических условий.
Кроме того, многие шины для грузовых автомобилей являются всесезонными и хорошо работают в большинстве климатических условий.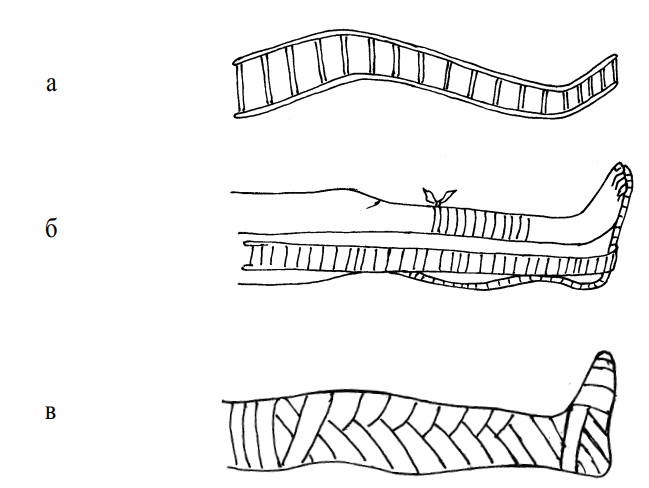
 Всесезонные и всесезонные шины имеют более узкие зазоры и блоки, что снижает сцепление с дорогой и позволяет предметам застревать в шинах.
Всесезонные и всесезонные шины имеют более узкие зазоры и блоки, что снижает сцепление с дорогой и позволяет предметам застревать в шинах.

 Вот обзор различных типов грузовых шин, который поможет вам в поиске.
Вот обзор различных типов грузовых шин, который поможет вам в поиске.

 Для того чтобы поврежденный участок тела был зафиксирован и неподвижен, проводят иммобилизацию с наложением шин.
Для того чтобы поврежденный участок тела был зафиксирован и неподвижен, проводят иммобилизацию с наложением шин.

 Важно, чтобы концы пальцев ног или стоп оставались открытыми. Это поможет контролировать нормальное кровообращение. Фиксацию шины осуществляют с учетом двух соседних суставов выше и ниже зоны повреждения. Пострадавшего укрывают одеялом или теплой одеждой во избежание переохлаждения.
Важно, чтобы концы пальцев ног или стоп оставались открытыми. Это поможет контролировать нормальное кровообращение. Фиксацию шины осуществляют с учетом двух соседних суставов выше и ниже зоны повреждения. Пострадавшего укрывают одеялом или теплой одеждой во избежание переохлаждения.

 Поэтому для их демонтажа придется использовать шлифмашинку.
Поэтому для их демонтажа придется использовать шлифмашинку. Это позволит не опасаться возникновения новых очагов коррозии после установки крыла.
Это позволит не опасаться возникновения новых очагов коррозии после установки крыла.
 «Задний фартук был всего лишь куском мусора, разъезжающим по задней части автомобиля!» Дэйв написал.
«Задний фартук был всего лишь куском мусора, разъезжающим по задней части автомобиля!» Дэйв написал.
 Глядя на свою, я подумал, что да, но моя задняя часть может немного отличаться от вашей. Другая жесть двигателя, поэтому, возможно, задний фартук тоже немного отличается.
Глядя на свою, я подумал, что да, но моя задняя часть может немного отличаться от вашей. Другая жесть двигателя, поэтому, возможно, задний фартук тоже немного отличается. Сверлите осторожно, пока не просверлите один слой сварного шва. Посмотрите сверху, и вы увидите начало сварного шва, который приваривает панель и проходит по внутренней стороне фартука внутри моторного отсека. Используйте отрезной круг, чтобы разрезать этот сварной шов и внутреннюю часть металла фартука. Когда это будет сделано полностью, фартук сдвинется на корму, а все точечные сварные швы будут удалены. Очистите порезы, чтобы у вас не было неровных краев, чтобы порезать пальцы, иначе вы порежете!!
Сверлите осторожно, пока не просверлите один слой сварного шва. Посмотрите сверху, и вы увидите начало сварного шва, который приваривает панель и проходит по внутренней стороне фартука внутри моторного отсека. Используйте отрезной круг, чтобы разрезать этот сварной шов и внутреннюю часть металла фартука. Когда это будет сделано полностью, фартук сдвинется на корму, а все точечные сварные швы будут удалены. Очистите порезы, чтобы у вас не было неровных краев, чтобы порезать пальцы, иначе вы порежете!! Когда я приступил к работе, работа пошла легко.
Когда я приступил к работе, работа пошла легко. Мне легче шлифовать под прямым углом. Но если вы хотите спасти/повторно использовать удаляемую деталь, вам не стоит делать это таким образом, так как в дополнение к сварному шву при этом стирается много металла.
Мне легче шлифовать под прямым углом. Но если вы хотите спасти/повторно использовать удаляемую деталь, вам не стоит делать это таким образом, так как в дополнение к сварному шву при этом стирается много металла. Оригинальный фартук представляет собой двойную кожу, и я не могу себе представить, чтобы VW беспокоился об этом, если только ему не нужна была жесткость. Никакой очевидный метод соединения не приходит на ум (заподлицо), если только вы не используете какой-нибудь большой болт с конической головкой и слегка увеличенное отверстие, чтобы он погружался в металл почти заподлицо.
Оригинальный фартук представляет собой двойную кожу, и я не могу себе представить, чтобы VW беспокоился об этом, если только ему не нужна была жесткость. Никакой очевидный метод соединения не приходит на ум (заподлицо), если только вы не используете какой-нибудь большой болт с конической головкой и слегка увеличенное отверстие, чтобы он погружался в металл почти заподлицо.

 rpf\x64\levels\gta5\vehicles.rpf
rpf\x64\levels\gta5\vehicles.rpf 

 5×22.5×7.5
5×22.5×7.5 32 МБ)
32 МБ) Она незаменима в строительном деле и при выполнении ремонтных работ для грубого реза, распиловки труб, раскроя древесины и изоляционных плит, укорачивания блоков из пористого бетона и многого другого. В лице сабельной пилы SSEP 1400 MVT мощностью 1400 Вт и меньшей модели SSE 1100 компания Metabo предлагает две особенно прочные и мощные сабельные пилы с кабелем длиной 4 метра. Для стройплощадки без кабелей имеются три модели с режимом работы от аккумулятора: Две особенно компактные и удобные сабельные пилы с различным напряжением аккумулятора и одна большая аккумуляторная сабельная пила ASE 18 LTX входят в состав большого аккумуляторного семейства компании Metabo на 18 В.
Она незаменима в строительном деле и при выполнении ремонтных работ для грубого реза, распиловки труб, раскроя древесины и изоляционных плит, укорачивания блоков из пористого бетона и многого другого. В лице сабельной пилы SSEP 1400 MVT мощностью 1400 Вт и меньшей модели SSE 1100 компания Metabo предлагает две особенно прочные и мощные сабельные пилы с кабелем длиной 4 метра. Для стройплощадки без кабелей имеются три модели с режимом работы от аккумулятора: Две особенно компактные и удобные сабельные пилы с различным напряжением аккумулятора и одна большая аккумуляторная сабельная пила ASE 18 LTX входят в состав большого аккумуляторного семейства компании Metabo на 18 В. Алюминиевый корпус редуктора больших сабельных пил покрыт пластиком и имеет рукоятку с поверхностью Softgrip для удобного и безопасного обращения в любом положении. Система Metabo Quick для замены пильного диска без использования инструмента стандартна для всех сабельных пил. Пильное полотно можно заменить в течение нескольких секунд. Ограничитель глубины можно регулировать для оптимального использования пильных полотен, что также позволяет всесторонне использовать пилу, например, выполнять погружные пропилы. Мощные двигатели обеспечивают сильный ход и, следовательно, непрерывный процесс распиливания. Во всех сабельных пилах Metabo пильное полотно можно повернуть на 180° для удобной работы над головой.
Алюминиевый корпус редуктора больших сабельных пил покрыт пластиком и имеет рукоятку с поверхностью Softgrip для удобного и безопасного обращения в любом положении. Система Metabo Quick для замены пильного диска без использования инструмента стандартна для всех сабельных пил. Пильное полотно можно заменить в течение нескольких секунд. Ограничитель глубины можно регулировать для оптимального использования пильных полотен, что также позволяет всесторонне использовать пилу, например, выполнять погружные пропилы. Мощные двигатели обеспечивают сильный ход и, следовательно, непрерывный процесс распиливания. Во всех сабельных пилах Metabo пильное полотно можно повернуть на 180° для удобной работы над головой. Благодаря своей компактной конструкции они работают даже в труднодоступных местах. Встроенная светодиодная рабочая подсветка освещает любое место реза. Особенно хитрая деталь обеспечивает этим моделям более широкий диапазон использования: Уникальное Quick-крепление позволяет использовать пилки для сабельных пил и лобзиковые пилки. Большая аккумуляторная сабельная пила ASE 18 LTX, так же как меньшая пила SSE 18 LTX Compact, относится к классу на 18 В. Они могут работать с любым аккумуляторным блоком на 18 В компании Metabo или других брендов от партнера CAS. CAS означает «Cordless Alliance System», наиболее производительную аккумуляторную систему на мировом рынке. Подробная информация о большой аккумуляторной системе CAS приведена на сайте www.cordless-alliance-system.com
Благодаря своей компактной конструкции они работают даже в труднодоступных местах. Встроенная светодиодная рабочая подсветка освещает любое место реза. Особенно хитрая деталь обеспечивает этим моделям более широкий диапазон использования: Уникальное Quick-крепление позволяет использовать пилки для сабельных пил и лобзиковые пилки. Большая аккумуляторная сабельная пила ASE 18 LTX, так же как меньшая пила SSE 18 LTX Compact, относится к классу на 18 В. Они могут работать с любым аккумуляторным блоком на 18 В компании Metabo или других брендов от партнера CAS. CAS означает «Cordless Alliance System», наиболее производительную аккумуляторную систему на мировом рынке. Подробная информация о большой аккумуляторной системе CAS приведена на сайте www.cordless-alliance-system.com Пилки для сабельных пил компании Metabo оптимально подходят к соответствующей области применения, чтобы можно было получить отличный результат. Программа пильных полотен включает свыше 50 пилок для сабельных пил и перекрывает все наиболее важные области применения. Она подразделяется на различные серии для разных требований. Кроме пильных полотен для дерева и металла в принадлежностях Metabo для сабельных пил есть также специальные полотна для распиливания изоляционных материалов, гипсокартона, пористого бетона и многого другого.
Пилки для сабельных пил компании Metabo оптимально подходят к соответствующей области применения, чтобы можно было получить отличный результат. Программа пильных полотен включает свыше 50 пилок для сабельных пил и перекрывает все наиболее важные области применения. Она подразделяется на различные серии для разных требований. Кроме пильных полотен для дерева и металла в принадлежностях Metabo для сабельных пил есть также специальные полотна для распиливания изоляционных материалов, гипсокартона, пористого бетона и многого другого. — Винс Герьери, Smithsonian Magazine , 30 марта 2023 г.
Мой сын, у которого год «Звездных войн», проводит большую часть своего свободного времени в мантии джедая, героически сражаясь с комочками пыли в нашей квартире с помощью легкой сабли .
— Мотоко Рич Кайл Бергер, 9 лет.0049 New York Times , 3 января 2023 г.
Ненавязчиво шикарное ведерко для шампанского Barnes, sabre и vasque (увеличенное ведерко, предназначенное для двух или более бутылок) были спроектированы вокруг идеи эллипса.
— Камилла Охио, ELLE Decor , 28 апреля 2023 г.
Ядерное оружие президента России Владимира Путина , бряцающее во время войны, встревожило США и их союзников, хотя официальные лица неоднократно отвергали эти шаги как пустые угрозы.
— Нектар Ган, 9 лет0049 CNN , 23 февраля 2023 г.
— Винс Герьери, Smithsonian Magazine , 30 марта 2023 г.
Мой сын, у которого год «Звездных войн», проводит большую часть своего свободного времени в мантии джедая, героически сражаясь с комочками пыли в нашей квартире с помощью легкой сабли .
— Мотоко Рич Кайл Бергер, 9 лет.0049 New York Times , 3 января 2023 г.
Ненавязчиво шикарное ведерко для шампанского Barnes, sabre и vasque (увеличенное ведерко, предназначенное для двух или более бутылок) были спроектированы вокруг идеи эллипса.
— Камилла Охио, ELLE Decor , 28 апреля 2023 г.
Ядерное оружие президента России Владимира Путина , бряцающее во время войны, встревожило США и их союзников, хотя официальные лица неоднократно отвергали эти шаги как пустые угрозы.
— Нектар Ган, 9 лет0049 CNN , 23 февраля 2023 г. Алиса Рузвельт была гостьей в Белом доме спустя десятилетия, когда дочь президента Линдона Джонсона Линда Берд Джонсон вышла замуж в 1967 году, и Линда использовала саблю морской пехоты своего мужа Чарльза Робба, чтобы разрезать их свадебный торт.
— Брайан Беннетт, , время , 18 ноября 2022 г.
Видео на бодрую электро-поп-песню показывает, как Эл исполняет песню на пляже с некоторыми участниками группы Max Rebo, а также кадры из фильма, в том числе Дарт Вейдер, отдыхающий с тако в одной руке и бенгальским огнем в другой, и любимая всеми сторона для серфинга. игра: свет сабля лимб.
— Гил Кауфман, Billboard , 5 августа 2022 г.
Очередной приступ —-бряцания оружием начался после завершения государственного визита президента Франции Эммануэля Макрона в Китай, где за ним ухаживало руководство страны.
Алиса Рузвельт была гостьей в Белом доме спустя десятилетия, когда дочь президента Линдона Джонсона Линда Берд Джонсон вышла замуж в 1967 году, и Линда использовала саблю морской пехоты своего мужа Чарльза Робба, чтобы разрезать их свадебный торт.
— Брайан Беннетт, , время , 18 ноября 2022 г.
Видео на бодрую электро-поп-песню показывает, как Эл исполняет песню на пляже с некоторыми участниками группы Max Rebo, а также кадры из фильма, в том числе Дарт Вейдер, отдыхающий с тако в одной руке и бенгальским огнем в другой, и любимая всеми сторона для серфинга. игра: свет сабля лимб.
— Гил Кауфман, Billboard , 5 августа 2022 г.
Очередной приступ —-бряцания оружием начался после завершения государственного визита президента Франции Эммануэля Макрона в Китай, где за ним ухаживало руководство страны. — Вик Чанг, Washington Post , 8 апреля 2023 г.
Несмотря на заверения Пентагона в том, что нет никаких признаков того, что Кремль в настоящее время планирует использовать ядерное оружие в войне, администрация Байдена и официальные лица ЕС по-прежнему настороженно относятся к постоянным ядерным ударам Путина.0049 сабля -бряцание.
— Тристан Бове, , Fortune , 5 апреля 2023 г.
Узнать больше
— Вик Чанг, Washington Post , 8 апреля 2023 г.
Несмотря на заверения Пентагона в том, что нет никаких признаков того, что Кремль в настоящее время планирует использовать ядерное оружие в войне, администрация Байдена и официальные лица ЕС по-прежнему настороженно относятся к постоянным ядерным ударам Путина.0049 сабля -бряцание.
— Тристан Бове, , Fortune , 5 апреля 2023 г.
Узнать больше Отправьте нам отзыв об этих примерах.
Отправьте нам отзыв об этих примерах. Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/saber. Доступ 27 мая. 2023.
Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/saber. Доступ 27 мая. 2023. com
com
 com Полный текст
На основе Random House Unabridged Dictionary, © Random House, Inc. 2023
com Полный текст
На основе Random House Unabridged Dictionary, © Random House, Inc. 2023


 4B-Y-130135
4B-Y-130135 Оттуда вы можете использовать наш инструмент пользовательского поиска, чтобы найти именно те газовые стойки, которые вам нужны для модернизации вашего автомобиля. Если у вас есть вопросы, обязательно свяжитесь с нами здесь для личной поддержки один на один.
Оттуда вы можете использовать наш инструмент пользовательского поиска, чтобы найти именно те газовые стойки, которые вам нужны для модернизации вашего автомобиля. Если у вас есть вопросы, обязательно свяжитесь с нами здесь для личной поддержки один на один. За более чем 15 лет мы создали базу данных, содержащую информацию о каждой детали в нашем обширном ассортименте. И последнее, но не менее важное: мы предлагаем ограниченную 5-летнюю гарантию на многие из наших газовых амортизаторов, так что вы можете делать покупки с полной уверенностью. Это наше специальное предложение, так как большинство других провайдеров дают вам максимум 1 год. Имея более 6000 наименований товаров, наши специалисты могут подобрать для вас автомобильные стойки и другие детали, которые вам нужны.
За более чем 15 лет мы создали базу данных, содержащую информацию о каждой детали в нашем обширном ассортименте. И последнее, но не менее важное: мы предлагаем ограниченную 5-летнюю гарантию на многие из наших газовых амортизаторов, так что вы можете делать покупки с полной уверенностью. Это наше специальное предложение, так как большинство других провайдеров дают вам максимум 1 год. Имея более 6000 наименований товаров, наши специалисты могут подобрать для вас автомобильные стойки и другие детали, которые вам нужны.
 В любом случае я был очень доволен уровнем обслуживания и скоростью, которую я получил от мистера Луса Штуфа.
В любом случае я был очень доволен уровнем обслуживания и скоростью, которую я получил от мистера Луса Штуфа. Я очень, очень доволен мистером Лусом Стаффом.
Я очень, очень доволен мистером Лусом Стаффом. д. Мы полагаемся на них почти каждый день, чтобы легко открывать и закрывать капот, багажник или заднюю дверь автомобиля. Тем не менее, газовые стойки используются не только в автомобилях — вы также можете найти эти удобные подъемные опоры в газонокосилках, ящиках для инструментов, ящиках для игрушек, чердачных дверях, торговых киосках, дверях для хранения самолетов, соляриях и различных промышленных приложениях.
д. Мы полагаемся на них почти каждый день, чтобы легко открывать и закрывать капот, багажник или заднюю дверь автомобиля. Тем не менее, газовые стойки используются не только в автомобилях — вы также можете найти эти удобные подъемные опоры в газонокосилках, ящиках для инструментов, ящиках для игрушек, чердачных дверях, торговых киосках, дверях для хранения самолетов, соляриях и различных промышленных приложениях. Толкатель стойки соединен внутри с помощью рабочей пружины, которая сжимается, когда выдвигается наружу из держателя (эффект «газа»).
Толкатель стойки соединен внутри с помощью рабочей пружины, которая сжимается, когда выдвигается наружу из держателя (эффект «газа»). Кроме того, поскольку цилиндры с пневматическими стойками не требуют какой-либо проводки, их проще и дешевле установить, чем агрегаты с электрическим приводом.
Кроме того, поскольку цилиндры с пневматическими стойками не требуют какой-либо проводки, их проще и дешевле установить, чем агрегаты с электрическим приводом.
 В этом случае газ сжимается внешней силой, а не собственным внутренним давлением.
В этом случае газ сжимается внешней силой, а не собственным внутренним давлением. Однако, когда они перестают работать должным образом, их движение прекращается, что может представлять угрозу безопасности, если вам не хватает поддержки при открытии задней двери.
Однако, когда они перестают работать должным образом, их движение прекращается, что может представлять угрозу безопасности, если вам не хватает поддержки при открытии задней двери.


 Применяя изделия из высокопрочной стали Strenx 700MC с превосходным соотношением прочности к весу и оптимизированными для изготовления усиленных подрамников размерами, производители могут улучшить свои технологические процессы и предложить заказчикам изделия с более высокой полезной нагрузкой.
Применяя изделия из высокопрочной стали Strenx 700MC с превосходным соотношением прочности к весу и оптимизированными для изготовления усиленных подрамников размерами, производители могут улучшить свои технологические процессы и предложить заказчикам изделия с более высокой полезной нагрузкой.
 Вместе мы сможем определить, в какой области компания SSAB сможет предложить наиболее ценные решения, которые позволят вам уделять меньше внимания таким вопросам, как запасы стали, и сконцентрироваться на выводе продукции на рынок.
Вместе мы сможем определить, в какой области компания SSAB сможет предложить наиболее ценные решения, которые позволят вам уделять меньше внимания таким вопросам, как запасы стали, и сконцентрироваться на выводе продукции на рынок.
 Он представлен в размерах, широко используемых для производства балок (например, двутавровых), фланцев и других несущих конструкций (например, шасси прицепов) с повышенными требованиями. Во всемирной сети сервисных центров SSAB конструкционный полосовой прокат можно заказать также из других марок высокопрочной стали.
Он представлен в размерах, широко используемых для производства балок (например, двутавровых), фланцев и других несущих конструкций (например, шасси прицепов) с повышенными требованиями. Во всемирной сети сервисных центров SSAB конструкционный полосовой прокат можно заказать также из других марок высокопрочной стали. org/ListItem»>
Ремонт лонжеронов
org/ListItem»>
Ремонт лонжеронов В итоге антикоррозийные свойства защитных средств снижаются до минимума, что приводит к появлению на металле очагов с ржавчиной.
В итоге антикоррозийные свойства защитных средств снижаются до минимума, что приводит к появлению на металле очагов с ржавчиной.

 Одним из основных результатов проекта стал текст, ориентированный на передовой опыт, How to Steward Medical Countermeasures and Public Trust in Emergency: A Communication Casebook for FDA and its Public Health Partners . Полный сборник случаев вместе с отдельными главами доступен для скачивания.
Одним из основных результатов проекта стал текст, ориентированный на передовой опыт, How to Steward Medical Countermeasures and Public Trust in Emergency: A Communication Casebook for FDA and its Public Health Partners . Полный сборник случаев вместе с отдельными главами доступен для скачивания.
 Коммуникационные успехи позволят FDA лучше выполнять свою регулирующую роль и деятельность, а также «облегчать разработку и доступ к безопасным, эффективным и качественным MCM» для противодействия CBRN и новым угрозам инфекционных заболеваний (подробнее о миссии FDA, связанной с MCM, деятельности, и сотрудники, см. Приложение A)
Коммуникационные успехи позволят FDA лучше выполнять свою регулирующую роль и деятельность, а также «облегчать разработку и доступ к безопасным, эффективным и качественным MCM» для противодействия CBRN и новым угрозам инфекционных заболеваний (подробнее о миссии FDA, связанной с MCM, деятельности, и сотрудники, см. Приложение A) Некоторые из основных коммуникационных проблем в связи с эпидемией лихорадки Эбола в Западной Африке касались разработки, тестирования и использования экспериментальных MCM. В средствах массовой информации, общественности, правительстве и даже в научном сообществе возникли вопросы относительно статуса отдельных — часто получивших широкую огласку — МКМ, особенно требующих повышения прозрачности процессов тестирования, утверждения и производства; оспаривание традиционных требований к тестированию; и поставить под сомнение распределение ограниченных запасов этих продуктов в контексте растущей эпидемии лихорадки Эбола.
Некоторые из основных коммуникационных проблем в связи с эпидемией лихорадки Эбола в Западной Африке касались разработки, тестирования и использования экспериментальных MCM. В средствах массовой информации, общественности, правительстве и даже в научном сообществе возникли вопросы относительно статуса отдельных — часто получивших широкую огласку — МКМ, особенно требующих повышения прозрачности процессов тестирования, утверждения и производства; оспаривание традиционных требований к тестированию; и поставить под сомнение распределение ограниченных запасов этих продуктов в контексте растущей эпидемии лихорадки Эбола. Однако, несмотря на призывы органов здравоохранения к населению не покупать, не накапливать и не вводить йодид калия (KI), некоторые потребители все еще искали меры противодействия радиации. Кроме того, когда KI был недоступен, некоторые потребители пытались получать калий из других источников, даже если эти источники были неэффективны и/или не одобрены FDA. Неблагоприятными последствиями такого поведения были потенциальные негативные побочные эффекты от приема ненужных или неутвержденных продуктов. Кроме того, в случае будущей чрезвычайной ситуации, требующей КИ для ограниченной части населения, спрос на КИ со стороны тех, кто не получит никакой выгоды, может помешать тем, кто нуждается в КИ, получить к ним доступ.
Однако, несмотря на призывы органов здравоохранения к населению не покупать, не накапливать и не вводить йодид калия (KI), некоторые потребители все еще искали меры противодействия радиации. Кроме того, когда KI был недоступен, некоторые потребители пытались получать калий из других источников, даже если эти источники были неэффективны и/или не одобрены FDA. Неблагоприятными последствиями такого поведения были потенциальные негативные побочные эффекты от приема ненужных или неутвержденных продуктов. Кроме того, в случае будущей чрезвычайной ситуации, требующей КИ для ограниченной части населения, спрос на КИ со стороны тех, кто не получит никакой выгоды, может помешать тем, кто нуждается в КИ, получить к ним доступ. В то время как ответ FDA на h2N1, таким образом, был далеко идущим, в отношении коммуникации несколько компонентов ответа FDA могли бы быть усилены: информирование о производстве вакцины, включая реагирование на опасения, что вакцина была рискованной, производилась в спешке или не тестировалась; обеспечение большей прозрачности процесса производства вакцины в целом, включая причины, по которым производство вакцины может быть задержано; укрепление сотрудничества с другими учреждениями здравоохранения для преодоления различий в использовании МКМ; и, наконец, совместно с CDC, разъяснение использования новых MCM/нового использования утвержденных MCM как поставщикам медицинских услуг, так и населению.
В то время как ответ FDA на h2N1, таким образом, был далеко идущим, в отношении коммуникации несколько компонентов ответа FDA могли бы быть усилены: информирование о производстве вакцины, включая реагирование на опасения, что вакцина была рискованной, производилась в спешке или не тестировалась; обеспечение большей прозрачности процесса производства вакцины в целом, включая причины, по которым производство вакцины может быть задержано; укрепление сотрудничества с другими учреждениями здравоохранения для преодоления различий в использовании МКМ; и, наконец, совместно с CDC, разъяснение использования новых MCM/нового использования утвержденных MCM как поставщикам медицинских услуг, так и населению. 1 Сотрудники органов здравоохранения столкнулись с проблемой информирования о риске во время быстро меняющихся обстоятельств в ответ на террористические атаки, которые затронули многие штаты и Вашингтон, округ Колумбия. В общей сложности 21 объект USPS был заражен в результате атак, и 32 000 потенциально подвергшихся воздействию лиц начали постконтактную профилактику.2 Эти атаки последовали вскоре после атак 11 сентября, что еще больше усложнило задачу устранения новой угрозы в стране, которая все еще восстанавливается после травматическое событие.3,4,5 Противоречивые рекомендации общественного здравоохранения в различных государственных юрисдикциях и изменяющиеся директивы о профилактике подорвали доверие общественности к тому, как органы здравоохранения справляются с кризисом, и к рекомендуемым мерам индивидуальной защиты, особенно среди затронутых меньшинств.
1 Сотрудники органов здравоохранения столкнулись с проблемой информирования о риске во время быстро меняющихся обстоятельств в ответ на террористические атаки, которые затронули многие штаты и Вашингтон, округ Колумбия. В общей сложности 21 объект USPS был заражен в результате атак, и 32 000 потенциально подвергшихся воздействию лиц начали постконтактную профилактику.2 Эти атаки последовали вскоре после атак 11 сентября, что еще больше усложнило задачу устранения новой угрозы в стране, которая все еще восстанавливается после травматическое событие.3,4,5 Противоречивые рекомендации общественного здравоохранения в различных государственных юрисдикциях и изменяющиеся директивы о профилактике подорвали доверие общественности к тому, как органы здравоохранения справляются с кризисом, и к рекомендуемым мерам индивидуальной защиты, особенно среди затронутых меньшинств. Мы занимаемся изготовлением лонжеронов дольше, чем любой другой производитель углеродных композитных лонжеронов для парусных лодок, и мы работали с некоторыми из лучших и наиболее известных строителей и дизайнеров. От Hinckley и Hylas до Morelli и Melvin, Brooklin Boatyard, Lyman-Morse и Nautors, у GMT есть опыт, на который вы можете положиться, и мы приветствуем все проекты, большие и маленькие.
Мы занимаемся изготовлением лонжеронов дольше, чем любой другой производитель углеродных композитных лонжеронов для парусных лодок, и мы работали с некоторыми из лучших и наиболее известных строителей и дизайнеров. От Hinckley и Hylas до Morelli и Melvin, Brooklin Boatyard, Lyman-Morse и Nautors, у GMT есть опыт, на который вы можете положиться, и мы приветствуем все проекты, большие и маленькие. Для семейных круизеров упор делается больше на прочность; для гонщиков он должен быть максимально легким. Людям, плавающим в более суровых и ветреных водах или отправляющимся в более отдаленные места, требуется более высокий уровень безопасности. Все это мы учитываем в инженерном процессе.
Для семейных круизеров упор делается больше на прочность; для гонщиков он должен быть максимально легким. Людям, плавающим в более суровых и ветреных водах или отправляющимся в более отдаленные места, требуется более высокий уровень безопасности. Все это мы учитываем в инженерном процессе. С этим материалом мы можем точно контролировать количество смолы в лонжероне. В процессах ручного смачивания или влажного прегирования может использоваться слишком много смолы, что увеличивает вес, или слишком мало, что ослабляет структуру.
С этим материалом мы можем точно контролировать количество смолы в лонжероне. В процессах ручного смачивания или влажного прегирования может использоваться слишком много смолы, что увеличивает вес, или слишком мало, что ослабляет структуру.
 ..)
..)
 ) 2004-2007 теперь в вашей корзине покупок
) 2004-2007 теперь в вашей корзине покупок

 org/Product»>
org/Product»>
 org/Product»>
org/Product»>
 org/Product»>
org/Product»>
 org/Product»>
org/Product»>

 рейлинги BMW X5 (G05) 2019- теперь в вашей корзине покупок
рейлинги BMW X5 (G05) 2019- теперь в вашей корзине покупок
 рейлинги Audi Q7 2006-
рейлинги Audi Q7 2006-
 ..) инт. рейл. теперь в вашей корзине покупок
..) инт. рейл. теперь в вашей корзине покупок
 Оснащен комплектом замков.
Оснащен комплектом замков. org/Product»>
org/Product»>
 рейлинги + штатные места) багажник Lux теперь в вашей корзине покупок
рейлинги + штатные места) багажник Lux теперь в вашей корзине покупок
 рейлинги + штатные места) багажник Lux aero крыло
рейлинги + штатные места) багажник Lux aero крыло
 org/Product»>
org/Product»>
 рейлинги Audi A6 Универсал 2005- теперь в вашей корзине покупок
рейлинги Audi A6 Универсал 2005- теперь в вашей корзине покупок
 ) 2003-2004
) 2003-2004




 5 см
5 см








 5 см
5 см



