Противотуманные фары изначально создавались для повышения безопасности в очень специфической ситуации: когда прямо над дорогой клубится туман и нужно обеспечить видимость автомобиля сзади и что-то рассмотреть спереди. Для этого используется задний яркий красный фонарь и низко расположенные фары, дающие ограниченный по высоте и с четкой верхней границей, но широкий световой поток. Свет для них часто также сделан специально: используется максимально теплый оттенок или даже специальный желтый светофильтр.
В полосе плотного тумана в автомобиле требуется источник света, расположенный не выше полуметра над землей. Не очень яркий и точно не светящий вверх, поскольку свет отражается от капель тумана и слепит самого водителя. По этой причине противотуманные фары располагают как можно ниже и в них стараются использовать желтые светофильтры (либо источники света со световой температурой ниже 4300 K и сред-
Есть и еще одно требование к дополнительному освещению авто: суммарная сила света от всех источников не должна превышать 225000 кандел. Для примера: одна ксеноновая лампа выдает 6500–18000 кд, так что запас у штатной оптики обычно есть
Любой автомобиль, допущенный на дороги общего пользования, обязан иметь множество световых приборов. Все возможные способы расположения и использования светотехники описаны в ГОСТ 8769–75 с поправками от 2015 года. Для легковых автомобилей он предусматривает две фары ближнего света, до четырех фар дальнего света, противотуманные фары, указатели поворотов, фонари заднего хода, тормозные огни, лампы освещения заднего номерного знака, дневные ходовые огни, световозвращатели и дополнительные световые приборы. Все многообразие автомобильной оптики обязано укладываться в этот список и соответствовать условиям ГОСТа. Для чего нужны ближний и дальний свет, стоп-сигналы и поворотники — понятно. А вот почему противотуманные фары опциональны спереди и можно ли поставить больше фар дальнего света? Что такое дополнительные фары и к чему относятся дневные ходовые огни? Разбираемся в этих, простых на первый взгляд, вопросах.
и как дневные ходовые огни, и как дополнительный широкий источник света для системы подсветки поворотов. Многие автовладельцы задействуют их и просто как дополнение к ближнему свету фар для лучшего освещения зоны непосредственно перед машиной. К сожалению, есть и те, кто использует противотуманки при неисправных основных световых приборах в качестве ближнего света, что небезопасно и для водителя, и для окружающих.
Сегодня альтернативное назначение передних противотуманных фар становится все более распространенным. В частности, автопроизводители давно приспособили их в качестве недорогого средства для подсветки виражей при поворотах руля. Кроме того, для использования противотуманок в составе систем адаптивного освещения их делают ярче, настраивают на более высокий и широкий луч или снабжают регулируемым по яркости источником света, в том числе светодиодным. Это не всегда идет на пользу основному функционалу, но туман на дорогах встречается не так уж часто, а вот повороты в темноте машина проходит практически каждый день.
ней светимости), поскольку такой свет меньше отражается от капель тумана.
Зато световой поток может быть широким, чтобы упростить маневрирование и сделать машину более видимой сзади и сбоку. Ближний и дальний свет в этой ситуации вряд ли поможет: дальний просто ослепит водителя, а ближний рассеется в тумане и не осветит дорогу. Однако туман случается редко, а дополнительные световые приборы можно использовать
Больше света спереди
ГОСТ позволяет использовать до четырех фар дальнего света в автомобилях. Это не только касается сертификации парных BiLED-модулей для новых авто, но и позволяет при необходимости
сертифицировать дополнительные фары дальнего света на любую легковую машину. Правда, теперь это сопряжено с серьезными затратами на внесение изменений в ПТС, но возможность все-таки остается. А, например, для использования вне дорог общего пользования сертификация не требуется.
По идее, размещение фар дальнего света согласно ГОСТ должно соответствовать одномуединственному условию: не шире фар ближнего света. Теоретически на автомобиле они могут находиться едва ли не где угодно. Однако по факту экстремальные варианты размещения выше линии капота с большой вероятностью могут не пройти сертификацию, если речь идет не о тракторах, спецтехнике или заводском исполнении. Так что для простоты основным местом расположения дополнительной оптики по-прежнему остается передний бампер в пределах размещения основных фар. Сегодня попытка перенести ее, например, на крышу легкового автомобиля или внедорожника будет расценена как установка дополнительных фар, использование которых на гражданских автомобилях и на дорогах общего пользования запрещено.
Дневные ходовые огни появились сравнительно недавно. Когда использование «скандинавского света» европейцы сочли слишком расточительным, они стандартизировали требования к дополнительным источникам света, призванным заменить постоянно включенный ближний свет. Их основная функция — не освещать, а просто делать автомобиль заметнее в дневное время. Фактически это просто источник света с широкими углами видимости. Он гораздо экономичнее и никак не влияет на ресурс основных фар.
Возможные варианты установки на автомобиль дневных ходовых огней в России описывает ГОСТ Р 41.48-2004, следующий правилу ЕЭК ООН № 48, последняя версия
которого относится к 2013 году. Документ уточняет определения для множества других световых приборов, кроме имеющихся в ГОСТ 8769-75, в частности определяет параметры ДХО и условия их работы. Если кратко, то они должны быть включены всегда, когда не горят основные или противотуманные фары, а машина движется на скорости более 10 км/ч и ручной тормоз не задействован. На самом деле условий несколько больше и выполнить их сложнее, что сразу отметает все варианты с простой самостоятельной установкой.
Главное требование — наличие в автомобиле интеллектуальной системы, определяющей освещенность снаружи и умеющей считывать состояние всех остальных источников света в автомобиле.
В остальном условия к расположению и форме максимально просты — ограничена только минимальная высота установки и ширина расположения. ДХО могут совмещаться с основными или противотуманными фарами, и их даже можно реализовать как дополнительную функцию основных источников света или габаритных огней.
Еще одна сложность в том, что ДХО нельзя интегрировать в старые фары без изменения их конструкции. Правда, остается лазейка в виде сертификации дополнительных источников света и внесения изменений в ПТС, как и в случае с дополнительными противотуманными фарами.
Дополнительные световые приборы, например фары-искатели, использовать и устанавливать можно только там, где не встречаются сотрудники ГИБДД, поскольку использование подобных приборов — привилегия специальных служб.
Какие фары лучше — большие или маленькие?
На самом деле сила света большой и маленькой фары может быть одинаковой — это больше зависит от светового потока источника и КПД самой фары. Несколько фар меньшего размера могут занимать то же место, что и одна большая, но иметь при этом кратно большую силу света. В итоге все освещаемые этими фарами предметы будут более яркими и заметными для глаза человека.
Но тут есть важный нюанс. Дело в том, что яркость самой малой фары будет выше, поскольку у нее выше соотношение силы света и площади наружной линзы. И это не так здорово, как кажется. Излучающей поверхностью фары является вся наружная поверхность линзы, любые загрязнения исключают часть этой поверхности, снижая тем самым общую яркость. У более крупной фары загрязнение будет меньше сказываться на изменении силы света.
Еще одним важным фактором является качество охлаждения источника света и нагрузка на отражающую поверхность. У более компактной фары площадь рассеивания будет меньше, а значит, будет выше нагрев при работе, что сказывается на сроке службы материалов. Это особенно важно при применении галогенных ламп с их низким КПД.
Каков итог?
Заядлые джиперы на бездорожье часто используют съемные источники света. LED-балки или так называемые «люстры», а также прочие осветительные приборы на крыше и дверях, вероятнее всего, будут отнесены именно к этому классу. Для обычного водителя это означает, что они фактически запрещены, так как получить сертификат о соответствии и запись в ПТС невозможно. И конечно же, сотрудники ГИБДД об этом знают. Есть машины, у которых дополнительные источники света были внесены в ОТТС, например у Nissan X-Trail второго поколения (T31) они сертифицированы как фары дальнего света, дополнительно к двум основным.
Творчество автомобильных тюнеров отныне строго регламентировано правилами, и потому на дороги не допускаются машины с нечетным количеством фар головного света, с десятками маленьких фар и другими попытками отличиться. Вот почему все источники света так старательно объединяют в единые модули головного света с общим креплением. Формально все это теперь строго разделяется на ближний и дальний свет, противотуманные фары и ДХО.
Нельзя поставить четыре противотуманные фары, три ближнего света и несколько модулей ДХО для красоты. Даже разнообразные световые полосочки едва-едва формально вписываются в ГОСТ Р 41.48-2004. Российская техническая свобода понемногу сменяется попытками строго следовать новым стандартам, которые, увы, не всегда понятны и логичны.
More articles from this publisher:
from ‘dvizhok922021’
Новости
from ‘dvizhok922021’
На все случаи жизни
from ‘dvizhok922021’
Драконово племя
from ‘dvizhok922021’
Новости
from ‘dvizhok922021’
Защищаем оптику автомобиля
from ‘dvizhok922021’
Новости
from ‘dvizhok922021’
Дакар 2021
from ‘dvizhok922021’
Новости
from ‘dvizhok922021’
Авторынок России — 2020
from ‘dvizhok922021’
Инжиниринговый центр SMART отк…
from ‘dvizhok922021’
COVID учебе не помеха
from ‘dvizhok922021’
Новости
from ‘dvizhok922021’
Компактный бизнес-класс
from ‘dvizhok922021’
Конец даунсайзингу
from ‘dvizhok922021’
Новости
from ‘dvizhok922021’
Премьера зимних шин Nokian Hak…
from ‘dvizhok922021’
Незримые герои
важность маленьких вещей — журнал За рулем
Зрение — самое главное чувство для безопасного движения. Оно может быть ослаблено несколькими факторами, влияющими на аварийность, такими как сумерки, плохие погодные условия, грязное лобовое стекло и т.д. Изменение траектории, частое маневрирование и увеличение интенсивности дорожного движения так же связаны с повышением опасности на дорогах. Для того чтобы этому противостоять, постоянно проделывается колоссальная работа для улучшения существующих систем освещения, а также развития нового светотехнического оборудования.
Автомобильный свет с каждым годом становится все более сложным. Когда-то только генератор и лампа отвечали за свет. Спустя годы огромное количество компонентов было добавлено. Теперь они общаются друг с другом посредствам электронной системы. Освещение становится все более электронным, повышая тем самым требования к эксплуатации.
Каким бы образом вы не обслуживали свой автомобиль, сами или с помощью сервисного центра, необходимо знать некоторые основные понятия, относящиеся к автомобильному свету.
Освещенность Lux:
Единица измерения: Люкс (Lux)
Обозначает световой поток, попавший на определенную часть поверхности.
Световой поток Φ:
Единица измерения: Люмен (lm)
Обозначает полный выход света от его источника. По сути — КПД лампочки.
Яркость L:
Единица: Кандела на м2 (cd/m2)
Обозначает ощущение света, т.е. видимый свет глазом, отраженный от освещенной поверхности.
Светоотдача η:
Единица: Люмен на Ватт (lm/W)
Определяет долю эффективности, с которой потребляемая электроэнергия трансформируется в свет.
Цветовая температура К:
Единица: Кельвин (К)
Кельвин — единица цветовой температуры. Чем больше температура источника света, тем больше доля голубого цвета в спектре и тем меньше доля красного. Лампочка с желтым светом имеет температуру примерно 2700 К. В сравнении, газоразрядная лампа (D2S) имеет температуру 4250 К, излучая при этом теплый белый свет (бело-желтый), который более приближен к дневному свету.
Лампа накаливания:
Лампы накаливания (герметичные лампы накаливания) — температурные излучатели, существуют с тех пор, как создана вольфрамовая нить для накаливания с помощью подачи электроэнергии. Светоотдача стандартной лампы мала. К тому же, испаряющиеся частички вольфрама, которые можно наблюдать в виде черного налета на стекле лампочки, снижают технические характеристики света, и срок службы таких ламп недолог.
Галогеновые лампы:
Такие лампы явились заменой. Добавив небольшое количество галогеновых частиц, таких как йод, можно снизить потемнение лампочки. Благодаря так называемому «рабочему циклу», галогеновые лампочки могут эксплуатироваться при более высоких температурах, имея при этом такой же срок службы и, тем самым, предлагая большую эффективность.
Рабочий процесс в галогеновой лампе:
Благодаря галогенному наполнителю (йод или бром), температура нити возрастает почти до температуры плавления вольфрама (примерно 3400 °С). В результате — высокая светоотдача. Но вольфрамовая нить при нагреве испаряет частицы металла. И чем больше нагрев, тем больше испарение. И как следствие — срок службы. И тут на помощь приходит все тот же галогенный наполнитель.
В непосредственной близости с горячими стенками лампочки, выпаренный вольфрам соединяется с газом-галогеном и формируется в полупрозрачный газ (вольфрамо-галоидный).
Когда газ снова достигает нить, он разрушается из-за высокой температуры нити и формирует гомогенный вольфрамовый слой. Для того чтобы цикл работал, внешняя температура горящей лампочки должна быть 300 °С. Для достижения такой цифры, стекло лампы должно быть расположено как можно ближе к нити.
Основными факторами, которые могут вывести галогенную лампу из строя, являются скачки напряжения и механические напряжения (удар, вибрации).
Газоразрядные лампы:
Газоразрядные лампы генерируют свет в соответствии с физическим принципом электрического разряда. Благодаря высокому (до 23000 V) напряжению зажигания блока розжига, газ между электродами лампы, наполненной инертным газом ксенон и другими компонентами, ионизируется и производит свечение с помощью световой дуги. Для поддержания данного процесса в дальнейшем достаточно рабочее напряжение всего 85 V.
Как следствие, световой поток, светоотдача, яркость и срок службы значительно выше, чем у стандартной галогеновой лампы.
Необходимо понимать, что качественный ксенон возможен только в штатной комплектации автомобиля. Установка ксенона самостоятельно не только нарушает конструкцию фары, а соответственно и автомобиля, но и снижает безопасность водителя, пассажиров и других участников движения.
На лампе вы можете найти такие обозначения как:
— наименование производителя
— номинальное напряжение (6V, 12V или 24V)
— мощность (например, 55W)
— страна тестирования и одобрения (например, Е1 — Германия)
— DOT — одобрения для использования в Америке
— код производителя
Но в независимости от того, хватает ли места для всех надписей, обязательно указывается следующая информация: номинальное напряжение, мощность, тестовая маркировка и маркировка одобрения.
Обращение с лампочками:
— перед любой работой с ксеноновыми фарами, отсоединяйте напряжение от блока розжига
— не трогайте руками стекло новой лампочки, т. к. отпечатки пальцев напаиваются и делают стекло менее светопроницаемым
— ксеноновые лампы имеют компоненты, содержащие ртуть, которая очень токсична при вдыхании, поэтому такие лампы должны быть специально утилизированы. Если колба лампы была повреждена, например, при аварии, специальной утилизации в таких случаях не требуется, а при ее повреждении в закрытом помещении — необходимо проветривание.
Источник: Hella
Наше новое видео
Параллельный импорт работает: тестируем Ford Bronco
Saipa Shahin из Ирана — новый конкурент Гранты?
Почему я выбираю подержанную Весту, а не новую Гранту: 5 аргументов
Понравилась заметка? Подпишись и будешь всегда в курсе!
За рулем в Дзен
Новости smi2.ru
Автомобильные лампочки | LightBulbs.com
Миниатюрные/автомобильные лампы идентифицируются кодом ANSI, который обычно представляет собой 4 цифры, отпечатанные непосредственно на самой лампе («1234» на фотографии в качестве примера).
Введите этот код в поле поиска ниже:
Средство поиска автомобильных ламп
При замене ламп накаливания в автомобиле, внедорожнике, грузовике или мотоцикле просто выберите год выпуска, марку и модель автомобиля, чтобы просмотреть лампы. и мест:
Автомобильные лампочки Отзывы покупателей
Sylvania 1,5 Вт 6 В T3.25 Wedge Base № 259 Чикаго, Иллинойс
Лампы
использовались для замены открытых ламп в винтажном приемнике. Сработало хорошо.
Eiko 11 Вт 12,8 В T5 Miniature Wedge Base #923 Риджфилд-Парк, Нью-Джерси
Был счастлив найти эту лампочку для своей оптоволоконной лампы. Прекрасно работает. Спасибо
Я купил их, чтобы иметь под рукой запас. Я еще не использовал
Без надлежащего освещения автомобиль становится угрозой безопасности. Вот почему так важно убедиться, что в вашем автомобиле установлены правильные лампочки, и вы регулярно обновляете их.
Чтобы найти подходящую автомобильную лампочку, наш веб-сайт предлагает простой в использовании инструмент поиска ламп. Просто введите год выпуска, марку и модель вашего автомобиля, и наша система выдаст список ламп, изготовленных специально для вашего автомобиля. Затем вы сможете выбрать свою лампочку в соответствии с приложением, в котором она нужна. Также есть возможность ввести код ANSI лампочки и таким образом найти точное соответствие.
Как выбрать автомобильные лампочки
Первый аспект вашей автомобильной лампочки, который нужно решить, — хотите ли вы использовать галогенные, светодиодные или ксеноновые лампочки. Вот несколько преимуществ, которые помогут вам выбрать лучшее для вашего автомобиля и вашего образа жизни:
Галогенные лампочки имеют длительный срок службы и, как правило, имеют хорошую цену, что снижает затраты на замену. Они производят стандартное количество света и имеют более теплый цвет, чем светодиоды. Галогенные лампы также бывают разных размеров для нескольких моделей, что делает их более универсальными, чем другие лампы.
Светодиоды являются хорошим вариантом для многих людей, потому что они считаются более энергоэффективными. Они производят более яркий свет, чем другие источники света. Светодиоды также можно устанавливать во многих приложениях, которые работают для создания концентрированного светового луча. Большинство из них легче установить, чем галогенные, потому что они поставляются с функцией plug and play и менее подвержены повреждению во время установки.
Ксеноновые лампы, также известные как газоразрядные лампы высокой интенсивности (HID), могут излучать более яркий свет и выделять меньше тепла, чем галогенные лампы. Они излучают очень яркий сине-белый свет, который отлично виден ночью или в плохую погоду. Они также экономичны, потому что, хотя они требуют большого количества энергии при первом включении, им требуется гораздо меньше энергии для поддержания яркости.
После выбора светодиодной, галогенной или ксеноновой лампы все, что осталось, — это выяснить, какая лампочка нужна для вашего автомобиля, грузовика, внедорожника и т. д. Самый простой способ — сопоставить код ANSI старой лампы с новой лампой. Код ANSI обычно находится на цоколе лампы и представляет собой ряд цифр и букв. Если вы не уверены в том, что такое код ANSI, наш инструмент для поиска ламп может помочь вам с выбором.
Как снимать автомобильные лампочки
Перед заменой автомобильных фар важно выяснить, есть ли в вашем автомобиле съемные или герметичные фары дальнего света, поскольку в обоих случаях процесс отличается. Обе методики можно найти на автомобильных сайтах с пошаговыми инструкциями по снятию.
В то время как фары, задние фонари и сигналы, как правило, являются теми, о которых все думают для замены, есть и другие, которые также требуют внимания. Их можно легко заменить с помощью правильных инструментов и лампочек. Самый важный инструмент, который следует использовать при замене автомобильных ламп, — это перчатки для защиты как лампы, так и вас. Вот только пара вариантов фонарей:
Купольные фонари обычно находятся на крыше автомобиля и действуют как освещение на заднем сиденье. В них используется лампа в форме торпеды, такая как T3 или T3.25, с фестончатым основанием. Используя отвертку, чтобы снять покрытие, вы увидите лампочку под ним. Их можно удалить, отпустив одну сторону и вытащив лампочку, как батарею.
Еще одна вещь, на которую стоит обратить внимание, — это противотуманные фары. Не забудьте сначала залезть под фары, чтобы отключить противотуманные фары. Лампы можно заменить, потянувшись за лампой в сборе, пока не доберетесь до лампочки. Снимите, повернув против часовой стрелки, и установите новую лампу, повернув ее по часовой стрелке.
Часто задаваемые вопросы об автомобильных лампочках
Как узнать, какие фары установлены в моей машине?
Первое место, где нужно проверить, какие фары есть в вашем автомобиле, — это руководство по эксплуатации. Если у вас нет руководства по эксплуатации или в нем не указаны фары для вашего автомобиля, то следующий лучший способ — доставить свой автомобиль к ближайшему механику, чтобы проверить его.
Если у вас больше рук, то вы можете снять лампочку с фары и проверить ее самостоятельно. Размер фитинга указан на корпусе лампы, а также по марке и коду ANSI. Взяв их, вы можете подобрать их к новой лампочке и заменить ее.
Какие лампы можно поставить в машину?
В большинстве автомобилей используются галогенные или ксеноновые фары, но популярным вариантом является замена их на светодиоды. Хотя вы можете заменить свои фары на светодиодные, лучше всего приобрести комплект для преобразования светодиодов, который можно найти в различных автомагазинах. Проконсультируйтесь с вашим местным механиком о том, какие лампы будут совместимы с вашим автомобилем. Независимо от вашего выбора, обязательно ознакомьтесь с правилами технического осмотра транспортных средств вашего штата, чтобы убедиться, что ваши автомобильные фары обновлены.
Какая самая яркая лампочка для автомобиля?
Считается, что ксеноновые лампочки ярче других ламп, даже светодиодных, и выделяют меньше тепла, чем галогенные лампы. Более яркий свет создается газом под названием ксенон, проходящим через электрический заряд, и это дает лучшие результаты, чем простая лампа накаливания. Эти лампочки являются популярным вариантом, особенно для фар зимой или в темное время года.
Что означают все цифры на автомобильных лампочках?
Цифры и буквы на каждой миниатюрной лампочке обозначаются как код ANSI (Американский национальный институт стандартов). Этот код показывает, что лампа соответствует определенным стандартам для технических характеристик лампы, таких как тип цоколя, рассеивание луча и т. д. Когда вы ищете лампу на замену, вы можете использовать код ANSI, чтобы подобрать новую лампу, которая вам нужна.
750+ Картинки автомобильных фар [HQ]
750+ Картинки автомобильных фар [HQ] | Скачать бесплатные изображения на Unsplash
В связи с таким распространением появилось и много разновидностей данного оборудования. Чем же они отличаются? И за каким из них будущее? Итак, современные электродвигатели представлены в следующем ассортименте:
Электродвигатель постоянного тока.
Можно сказать, что это уже прошлое электродвигателей. Когда-то с него все началось, и он широко использовался. Но сегодня ему на смену пришли другие разновидности моторов, применение которых обходится дешевле. Однако будущее у электродвигателей постоянного тока все-таки есть. Новым направлением является такой двигатель, как вентильный, который оборудован якорем на постоянных магнитах.
Электродвигатель синхронный.
Он по большей части используется в оборудовании, для которого характерна постоянная скорость работы (вентиляторы, насосы, компрессоры и прочее). По сравнению с асинхронным электродвигателем синхронный может похвастаться более высоким КПД и меньшей массой на единицу мощности, а также наличием возможности регулировать реактивный ток, что позволяет повысить производительность.
Электродвигатель асинхронный.
Сегодня он используется чаще остальных видов двигателей. Принцип его работы заключается в том, что частота, с которой вращается ротор, ниже частоты, с которой вращается созданное статором магнитное поле. Скорость вращения регулируется за счет изменения частоты и скважности напряжения, которое подается на статор.
Чаще всего используют электродвигатель асинхронный с короткозамкнутым ротором. При этом ротор изготавливается из алюминия для облегчения оборудования и снижения его стоимости. Это и является его основными преимуществами.
А к недостаткам можно отнести:
малый пусковой момент;
большой пусковой ток;
низкий КПД при малых нагрузках.
Избавиться от них поможет частотный привод, который, правда, не отличается столь доступной ценой, но решает все проблемы электродвигателя асинхронного.
Серводвигатель.
Для него характерен малый вес для максимального ускорения. Также он оборудован системой обратной связи для увеличения точности движения и реализации сложных алгоритмов перемещений. Серводвигатель используется в станках с ЧПУ, роботостроении, космической технике и тому подобное.
Электродвигатель асинхронный линейный.
Он отличается своей надежностью и очень высокой производительностью. При этом скорость перемещения можно регулировать.
Мотор-ролики.
Это разновидность электродвигателя с низким уровнем шума, высоким КПД и большим ресурсом работы. Еще одним плюсом является отсутствие необходимости производить техобслуживание за счет простоты конструкции. В случае поломки его можно быстро и легко заменить.
Электродвигатель вентильный.
Он представляет собой двигатель с вентильным преобразователем. Преимущества этого двигателя можно перечислять долго. Проще сказать, что именно за ним будущее — благодаря высокой производительности, малым размерам и весу, быстрой окупаемости и проч. Несмотря на все положительные качества, двигатель продолжают совершенствовать в направлении разработки новых алгоритмов управления без датчиков для снижения себестоимости и повышения надежности.
Звоните нам по телефону (812) 380-84-72, +7 (812) 380-84-32, или пишите на E-mail: [email protected]
Электродвигатели импортные общего назначения
Львиная доля приводных машин, которые используются на российских предприятиях – это общепромышленные и другие электродвигатели российского производства. Но все чаще и чаще современные предприятия оснащают импортным оборудованием, которое комплектуется электродвигателями, изготовленными по евростандартам. Давайте разбираться.
На многих производствах в составе различных агрегатов (насосов, вентиляторов, компрессоров, дробилок, прессов, мотор-редукторов и др.) используются импортные электродвигатели. Это и двигатели постоянного тока, и электродвигатели асинхронные трехфазные. Наибольшее распространение, конечно, получили именно импортные асинхронные электродвигатели.
Электродвигатели импортного производства по габаритно-присоединительным размерам отличаются от российских, белорусских и украинских электромоторов, выполненных по единому стандарту ГОСТ. По этой причине, редко удается провести замену импортных асинхронных электродвигателей на моторы ГОСТ, потому что они не садятся в посадочное место. Такая замена возможна в случае, например, ременной передачи, когда не важен диаметр вала (можно установить просто другой шкив) и посадочное место по присоединению лап. В большинстве же случаев требуются именно электродвигатели европейского стандарта DIN (CENELEK).
Многие заводы изготавливают электродвигатели din, все они являются взаимозаменяемыми и всегда можно найти замену импортному электродвигателю из наличия на складе аналогичным, может только другого завода-производителя.
Электродвигатели стандарта DIN, изготовленные на российских или белорусских (электродвигатели АИС, AIS) заводах дешевле аналогов их Европы и Азии.
Также изготавливаются по евростандарту и взрывозащищенные асинхронные трехфазные электродвигатели. Но такие взрывобезопасные позиции, как правило, только под заказ, в наличии на складе не бывает. Они менее распространены, чем общепромышленные импортные асинхронные электродвигатели.
В настоящее время в России применяются электродвигатели, изготовленные по двум основным установочным стандартам.
российский стандарт ГОСТ
европейский DIN (CENELEC)
Параметры электродвигателей, произведенных по ГОСТ и DIN отличаются привязкой своей мощности к установочным размерам, то есть при одинаковой мощности и оборотам электродвигателя оба этих агрегата могут быть различными по габаритам, размерам вала и креплению фланца. Также европейские электродвигатели выпускаются по более жестким стандартам энергоэффективности.
Единый стандарт DIN (cenelec)
Благодаря единому стандарту заказчики электродвигателей стандарта DIN во всем мире могут легко найти оборудование с необходимыми параметрами. Производят такие агрегаты крупнейшие компании, такие как Siemens, Weg, ABB, OME, ABLE, LENZE, BONFIGLIOLI и другие.
Российские аналоги двигателей европейского стандарта (импортозамещение)
В России и странах ближнего зарубежья также производятся электродвигатели по стандартам DIN, это серии RA, IMM, AIS, Y2, РА, ИММ, АИС, М2АА а так же W21, W22, W20, MS, MY, ESQ, YIL, DRS, QY, Y, YS, YSS, YYL, YL, DEL, ML, DV, 7F, K21R, 3VF, 6RK, FC, ES, AGM, DAM, M2AA, BN, SAU и другие. Наибольшей популярностью пользуются двигатели серии АИС. Отечественная продукция может смело конкурировать с международными аналогами, при этом ее стоимость ощутимо ниже.
Преимущества электродвигателей, произведенных по международным стандартам
Принято считать, что европейские электродвигатели долговечнее и качественней российских. Отчасти это так. Крупные европейские производители не экономят на разработках и материалах. Конечно, это отражается и на цене продукции. Не стоит забывать, что в стоимость включены расходы по таможенному оформлению, а также расходы на логистику.
Современный электродвигатель DIN — компактный и эффективный электропривод, который выгодно отличается от старых моделей меньшими габаритами и высокой энергоэффективностью (КПД), при высоком качестве исполнения. Еще одно преимущество электродвигателей DIN общего назначения — низкий уровень шума и вибрации.
Специалисты Контракт Мотор предлагают возможность получить более подробную информацию по всем возникшим вопросам, обращайтесь!
Понимание двух типов современных электродвигателей
Крейг Ван Батенбург
Зачем использовать полностью электрический двигатель, если двигатель внутреннего сгорания (ДВС) отлично справляется со своей задачей уже более 100 лет? Есть много причин ездить на электричестве, но до сих пор аккумуляторные технологии и затраты не были достаточно дешевыми, чтобы сделать их массовым транспортным средством.
Современная гибридная технология, впервые представленная на массовом рынке Toyota, была великолепной, но для компенсации запаса хода, недостающего батареям 19-го поколения, требовался ДВС.90-х не хватало. В то время электродвигатели были довольно продвинутыми, но они стали лучше и дешевле в производстве.
Какое преимущество у современного 150-сильного электродвигателя перед современным 150-сильным бензиновым ДВС? Электродвигатель меньше и легче, дешевле в изготовлении, не имеет выбросов, имеет больше доступной мощности и крутящего момента по требованию, его легче диагностировать и проще ремонтировать (благодаря меньшему количеству движущихся частей), требуются датчики и нет необходимости в легковоспламеняющаяся жидкость на борту, увеличивает доступность топлива (его можно приготовить дома или на работе) с меньшими затратами, не требует проверки выбросов, систем EVAP, замены масла или настройки, свечей зажигания или ремня ГРМ. Можете ли вы придумать больше? Ладно, на гоночной трассе он издает очень крутой звук выхлопа.
Для работы высоковольтного электродвигателя или двигателя внутреннего сгорания требуются вспомогательные системы. Вот вспомогательные системы как для ДВС, так и для электродвигателя: система (системы) охлаждения и опоры двигателя.
В дополнение к этому, вот что добавляется к чисто электрическому транспортному средству для поддержки электродвигателя: односкоростная коробка передач, высоковольтная батарея (и системы ее поддержки), бортовое высоковольтное зарядное устройство, преобразователь постоянного тока в постоянный, инвертор. , кабели, реле, датчики и компьютеры.
Если у вас современный бензиновый двигатель мощностью 150 л.с. вот вспомогательные системы: система топливного бака, форсунки, EVAP, система фильтрации и фильтрации масла, выхлоп и каталитический нейтрализатор, впускной и воздушный фильтр, диагностика OBD, многоступенчатая коробка передач, генератор и многое другое.
Как видно из этого, преимущества использования электродвигателей в автомобиле огромны.
В каждом высоковольтном электродвигателе есть две части: «ротор», который вращается и обеспечивает питание, и «статор», который создает трехфазное вращающееся электромагнитное поле. Статор состоит из электромагнитов, расположенных по кругу. Три высоковольтных кабеля (или стержня) прикрепляются к статору для подачи питания на статор от инвертора. Инвертор получает питание от высоковольтных конденсаторов, которые получают питание от высоковольтной аккумуляторной батареи.
В современных автомобилях с электроприводом (начиная с 1998 модельного года) используется один из двух двигателей.
1. Трехфазный бесщеточный асинхронный двигатель с внутренним (или внешним) постоянным магнитом (PM) переменного тока
2. Бесщеточный асинхронный двигатель трехфазного переменного тока (AC)
Мы назовем первый двигатель PM Двигатель», второй двигатель — «Асинхронный двигатель». Наиболее популярным является двигатель с постоянными магнитами, поэтому давайте сначала рассмотрим каждый его аспект:
• Трехфазный переменный ток (AC) — Если вы проходили обучение в компании Honda Motor Company, когда впервые появился гибрид Honda Insight Gas/Electric, инструкторы Honda сообщали техническим специалистам, что двигатель Honda IMA (интегрированный двигатель) был Двигатель постоянного тока. К двигателю шли три оранжевых кабеля, и большинство техников были сбиты с толку (как и должно быть), потому что Honda была единственной в своем описании своего электродвигателя; каждый другой OEM-производитель в то время (Toyota и более поздние модели) описывал свой высоковольтный двигатель (двигатели) как трехфазный двигатель переменного тока 9.0003
Кто был прав? Технически Honda была такой, но другие OEM-производители лучше понимали свои автомобильные техники. Таким образом, гибридный инструктор (как и я) должен задать вопрос: «Хочу ли я быть технически правильным и непонятым многими, или упростить ответ, чтобы его поняло большинство?»
Если время, отведенное на занятие, статью или лекцию, ограничено, более поздний ответ может быть лучшим. (Я пишу учебник для колледжа по гибридам, электромобилям и транспортным средствам на топливных элементах, который позволит свободно объяснить и то, и другое.)
Что это, двигатель постоянного тока или трехфазный двигатель переменного тока? Это зависит от того, что вы отправляете по оранжевым кабелям от инвертора (инвертор — это своего рода контроллер двигателя). Когда батарея постоянного тока питает трехфазный двигатель, она посылает импульсное постоянное напряжение, но переменный ток, который контролируется и управляется инвертором. Хонда права: в любом электромобиле, когда трехфазный двигатель приводит в движение вал (добавляя крутящий момент), в то время это двигатель постоянного тока, но когда двигатель приводится в движение тем же валом, теперь это генератор. и производит чистый трехфазный переменный ток, как это делает всеми любимый 12-вольтовый генератор. Но чтобы упростить чтение и понимание, мы будем называть двигатель трехфазным двигателем переменного тока.
• Бесколлекторный — Если мне нужно объяснить это, у нас у всех проблемы.
• Внутренний (или внешний) постоянный магнит (ПМ) — Способ расположения ПМ на роторе (вращающаяся часть, которая приводит в движение колеса или что-то еще, что должно вращаться) определяет название. Большинство высоковольтных электродвигателей имеют внутренний магнитный ротор, потому что требуется меньше магнитов, но были и внешние роторы, которые вращаются вокруг статора снаружи в своего рода барабане. Это дорогостоящая часть мотора, поэтому постоянно ведутся работы по снижению затрат.
• Синхронный двигатель — По мере изучения инверторов вы поймете, как магнитные поля создаются в статоре. Вращательные поля можно измерить в об/мин, а скорость электромагнитов в статоре будет соответствовать об/мин ротора. Так в синхронном двигателе скорость вращающегося магнитного поля равна скорости вращения ротора, он синхронизирован.
Теперь давайте сравним это с «Асинхронным двигателем». Трехфазный переменный ток (AC). Здесь нет никакой разницы, кроме того, что у программного обеспечения будет другая стратегия:
• Бесколлекторный — Вы серьезно, вам нужно это объяснить?
• Индукция — Угадайте, что: Без магнитов. Это самая большая разница. Ротор иногда называют «беличьей клеткой», и в основном он сделан из алюминия и меди. Магнитные полюса в роторе индуцируются магнитными полями, создаваемыми в статоре.
• Асинхронный двигатель — Скорость вращающегося магнитного поля, создаваемого статором, больше или меньше скорости вращения ротора. Ротор возбуждается статором, и если бы скорость вращательного поля совпадала с ротором, то ротор перестал бы вращаться. Когда «асинхронный» двигатель является двигателем, ротор вращается медленнее, чем вращающееся магнитное поле. Если «асинхронный» двигатель находится в режиме генератора, ротор вращается быстрее.
В другой статье мы обсудим инверторы, которые питают и управляют электродвигателями. •
Крейг Ван Батенбург — бывший владелец ремонтной мастерской, который является генеральным директором Automotive Career Development Center (www.fixhybrid.com), который предлагает обучение и консультации, связанные с электрическими и гибридными автомобилями; с ним можно связаться по адресу [email protected].
6 технологий, которые могут произвести революцию в электродвигателях
Электродвигатели
настолько универсальны и долговечны, что без них сложно представить современный завод. Двигатели можно найти повсюду на производственных объектах, от вентиляторов системы отопления, вентиляции и кондиционирования воздуха до приводных шестерен машин и конвейерных лент, перемещающих компоненты по полу. По данным журнала Reliable Plant Magazine, на электродвигатели приходится 60 процентов промышленного энергопотребления в Америке, что делает их главной целью для инвестиций в повышение эффективности.
По данным Ассоциации развития меди, типичный промышленный электродвигатель может использовать в семь-девять раз больше своей первоначальной покупной цены на электроэнергию каждый год, а это означает, что период окупаемости инвестиций в высокоэффективные двигатели может быть очень коротким. По оценкам CDA, двигатели с высокой эффективностью обеспечивают типичный период окупаемости от двух до трех лет, даже для объектов, заменяющих прекрасно функционирующие старые двигатели.
От автомобилей до цеха
Базовая технология электродвигателей мало изменилась за последние 150 лет. По данным Технологического института Карлсруэ, первый электродвигатель был изобретен в 1834 году — за 44 года до появления электрической лампочки. А асинхронный двигатель переменного тока был изобретен в 1889 году, в нем использовался тот же базовый приводной механизм, который до сих пор доминирует на заводах.
Несмотря на простоту конструкции асинхронного двигателя, новые технологические прорывы готовы повысить эффективность, долговечность и производительность асинхронного двигателя. Появление рынка электромобилей повысило ставки для разработки более мощных и эффективных двигателей, которые могут перемещать автомобили дальше и быстрее между зарядками. Теперь некоторые технологические прорывы, преобразующие автомобильную промышленность, находят применение в промышленности.
Стационарные промышленные двигатели существенно отличаются от автомобильных электродвигателей, но все же они во многом совпадают. Например, хотя почти все автомобильные двигатели являются бесщеточными синхронными двигателями постоянного тока или постоянными магнитами, эти двигатели имеют несколько общих компонентов с более прочными и дешевыми асинхронными двигателями переменного тока, которые обычно используются в промышленности. Улучшения в обмотках ротора и рассеивании тепла могут найти свое первое применение в двигателях постоянного тока для электромобилей, но эти прорывы будут быстро адаптированы и для использования в конструкциях переменного тока.
Вот шесть достижений в электродвигателях, которые могут повлиять на производство:
Литые под давлением медные роторы
В большинстве асинхронных двигателей используется ротор типа «беличьей клетки», изготовленный из тонких стержней из проводящего металла, который может индуцировать электромагнитное поле для привода мотор. В старых двигателях эта «беличья клетка» сделана из алюминиевых стержней, которые обладают меньшей проводимостью, чем медь, но с ними гораздо проще работать.
По данным Министерства энергетики, алюминий был предпочтительнее для старых электродвигателей, потому что его низкая температура плавления 660 градусов по Цельсию делала его пригодным для литья под давлением в производственном процессе. Более высокая проводимость меди обещала более мощный ротор, но ее высокая температура плавления 1083 ° C была несовместима с традиционными методами литья под давлением.
Грант Министерства энергетики стимулировал разработку материалов для литья под давлением, способных выдерживать более высокие температуры, что привело к появлению медных роторов для асинхронных двигателей. Ассоциация развития меди сообщает, что эти роторы с высокой проводимостью могут сократить потери энергии в сердечнике двигателя на 12–15 процентов.
Приводы с постоянными магнитами
В отличие от асинхронных двигателей, которые не имеют магнитного поля до тех пор, пока к обмоткам двигателя не будет подаваться переменный ток, в двигателях с постоянными магнитами внутри ротора находится мощный магнит из редкоземельных металлов или керамический магнит. Это позволяет двигателю вращаться с переменной скоростью, а также генерировать более сильное магнитное поле в более компактном корпусе.
Министерство энергетики сообщает, что основным преимуществом двигателей с постоянными магнитами является их превосходная мощность, что сделало их предпочтительными технологиями двигателей на рынке электромобилей. Они могут достигать отношения крутящего момента к массе в два раза выше, чем у асинхронных двигателей, и они способны создавать высокие крутящие моменты на переменных скоростях, что делает их подходящими для приложений, которые в противном случае потребовали бы дорогой и неэффективный редуктор.
Квадратные проволочные обмотки
По ротору асинхронного двигателя протекает электрический ток. Пропускание большей длины провода через ротор создает более сильное магнитное поле, но провода должны быть намотаны туго, чтобы магнитное поле было сконцентрировано и находилось в пределах досягаемости вращающегося статора, который приводит в движение вал двигателя.
Один из производителей электромобилей недавно разработал электродвигатель, в роторах которого используются квадратные медные провода, устраняющие зазоры, характерные для намотки круглых проводов. По данным журнала Motor Trend Magazine, плетеные квадратные провода двигателя создают более компактное магнитное поле и требуют меньше точек пайки, чем конкурирующие технологии обмотки.
Более плотные и компактные обмотки ротора должны генерировать больший крутящий момент при меньшем пространстве, а ротор с меньшим количеством точек пайки обещает более длительный срок службы и более низкие производственные затраты.
Роторы с осевым потоком
Традиционные электродвигатели имеют «радиальный поток», что означает, что их магнитное поле ориентировано перпендикулярно вращению двигателя. Для этого требуется относительно длинный цилиндрический корпус для размещения роторов электродвигателя.
По данным исследовательской фирмы ID Tech Ex, многие производители автомобилей изучают двигатели с осевым магнитным потоком, в которых используются блинообразные роторы, зажатые вокруг статора. Магнитное поле осевого двигателя совмещено с ведущей осью двигателя, что обеспечивает более компактную конструкцию. В двигателях с осевым потоком ротор также расположен ближе к обмоткам статора, что открывает возможности для повышения эффективности. Эти двигатели разрабатываются для рынка электромобилей, но они могут найти применение в промышленности, требующей компактных корпусов двигателей.
Импульсные реактивные двигатели
Асинхронные двигатели используют собственные колебания переменного тока для переключения полярности их электромагнитного поля, которое, в свою очередь, приводит в движение двигатель. Но в реактивных реактивных двигателях нового поколения используются передовые технологии управления для оптимального управления полярностью магнитного поля двигателя.
По данным Министерства энергетики, вентильные реактивные двигатели дешевле в производстве, чем аналогичные асинхронные двигатели, и они обеспечивают улучшенное управление температурой, требуя относительно простых систем охлаждения.
Журнал Overdrive сообщает, что вентильные реактивные двигатели могут сравниться по производительности с более дорогими двигателями с редкоземельными магнитами, не требуя экзотических металлов, таких как неодим. Импульсные реактивные двигатели также имеют возможность контролировать скорость вращения с гораздо большей точностью, чем асинхронные двигатели, которые привязаны к частоте электрической сети.
Трапециевидный радиальный поток
Одно из новейших нововведений в конструкции электродвигателей. Ротор с трапециевидными зубьями, разработанный израильским стартапом, обещает более высокий крутящий момент в меньшем корпусе, чем у конкурирующих радиальных двигателей.
Карбюраторный двигатель: устройство, принцип работы, характеристики
Карбюраторный двигатель — это отдельный вид двигателя внутреннего сгорания (ДВС) с наружным формированием смеси. В карбюраторном двигателе внутреннего сгорания горючая смесь по коллектору проходит в цилиндры двигателя и вырабатывается в карбюраторе.
Карбюратор — конструкция в системе питания двигателей внутреннего сгорания, которая служит для перемешивания бензина с воздухом, образовывает горючую смесь и корректирует ее потребление. На сегодняшний день карбюраторные системы заменяются инжекторными.
Смесь представляет собой пары бензина смешанные с воздухом. Когда она проходит в цилиндры двигателя происходит перемешивание с отработанными газами и образование рабочей смеси, которая в конкретный момент поджигается системой зажигания. Поджигание смеси производится благодаря тому, что бензин поступает в газообразном виде и имеется достаточное количество воздуха для горения.
Карбюраторные двигатели подразделяются на четырехтактные и двухтактные. Рабочий цикл четырехтактного карбюраторного двигателя складывается из четырех тактов, они состоят из четырех полуоборотов коленчатого вала; двухтактные же состоят из двух полуоборотов коленчатого вала. Двухтактные двигатели наиболее легкие и получили свое применение в мотоциклах, мотокультиваторах, бензопилах и в других аппаратах.
Двигатели этого типа делятся на два подтипа:
Атмосферные, где рабочая смесь проходит благодаря разреживанию в цилиндре при вбирающем движении поршня;
Двигатели с наддувом. В них запуск горючей смеси в цилиндр осуществляется под воздействием давления, которое производится компрессором для расширения мощности двигателя. В различные времена использовались спирт, газ, керосин, бензин, но наиболее используемыми остались бензиновые и газовые двигатели.
Устройство карбюраторного двигателя
Общее устройство наиболее простого карбюратора заключает в себе поплавковую камеру с поплавком, жиклёр с распылителем, диффузор и дроссельную заслонку.
Если рассмотреть строение двигателя Л-12/4, то в блоке имеется четыре цилиндра. Вращение коленвала происходит на трех подшипниках. Центральный подшипник прикреплен к валу втулкой. На передней части вала прикрепляется маховик, который приводит в действие детали механизма и скапливает кинетическую энергию, она нужна для движения коленвала в период подготовительных тактов.
Смазка деталей происходит благодаря разбрызгиванию, шестеренчатый насос помогает началу движения распредвала и подает масло, которое разбрызгивается черпаками, происходит зажигание. Радиатор оснащен вентилятором, который служит для охлаждения воды.
На картере установлен сапун, который снижает давление благодаря выпуску газов.
Также имеется глушитель, который уменьшает шум от выхода отработанных газов. Количество оборотов коленчатого вала в автоматическом режиме устанавливает регулятор.
У двигателей ГАЗ-МК верхний отдел картера сделан из чугуна вместе с устройством цилиндров, которые охвачены водяной рубашкой и перекрыты головкой из чугуна, где и расположены камеры сгорания. Также имеются разъемы для свечей зажигания.
Водяная рубашка подсоединена к системе охлаждения. Низ двигателя затянут стальным поддоном, который выполняет функцию емкости для масла. Также там закреплен масляный насос, который приводит в движение распредвал.
Вращение коленчатого вала происходит также на трех подшипниках. Их вкладыши заполнены баббитом, где имеются смазочные канавки.
Чугунные крышки подшипников прикрепляются к блоку двумя болтами.
Передний сальник коленвала сделан из двух частей и представляет сердечник, который окружен платиной асбеста. Поршни сделаны из алюминия и скреплены шатуном полым стальным пальцем. Маховик прикреплен к коленвалу. Распредвал вращается на трех подшипниках и приводится в движение двумя шестернями.
Клапаны двигателя находятся справа. Система питания включает в себя бензобак, бензопроводы, отстойник, карбюратор и воздушный фильтр.
Бензобак находится выше карбюратора, поэтому топливо поступает самотеком.
Уровень масла в картере определяется специальным щупом. Охлаждение двигателя водяное. Радиатор размещен с задней стороны двигателя, водяной насос — с передней стороны. Вода, которая двигается по трубкам радиатора, остывает при помощи воздушного потока от вентилятора.
Принцип работы карбюраторного двигателя
Принцип действия карбюраторного двигателя относительно простой и складывается из четырех тактов, которые совпадают с движением вверх и вниз в последовательности один за одним:
Первый такт — впуск; клапан впуска отворяется и в цилиндр доставляется новая смесь от системы питания.
Второй такт — сжатие; поршень сдавливает горючую смесь в камере сгорания. Все клапаны прикрыты.
Третий такт — расширение; происходит возгорание сдавленной горючей смеси от свечи зажигания. Смесь сжигается достаточно быстро при неизменном объеме, который соответствует объему самой камеры сжатия. Это основная характерность работы карбюраторного двигателя. При перегорании формируются газы, которые двигают поршень книзу и передают движение коленвалу.
Четвертый такт — впрыск; коленвал вращается и выбрасывает из цилиндра отработанные газы через приоткрытый клапан выпуска.
На этом один рабочий цикл карбюраторного двигателя заканчивается.
При первом такте клапан впуска уже в открытом виде при подходе поршня и благодаря высокой скорости движения поршня рабочая смесь продвигается к цилиндру и еще какое-то время при поднятии поршня во втором такте.
Искра поджигает рабочую смесь до того, как в цилиндре образуется высокое давление. В четвертом такте клапан выпускает отработанные испарения, чем очищает цилиндр еще до подхода поршня. Однако выход газов не прекращается даже после подхода поршня. Затем происходит запуск новой порции рабочей смеси, которая опять проходит в цилиндр.
Отсюда следует, что в работе между первым и четвертым тактом единовременно открываются клапаны впуска и выпуска, то есть происходит перекрытие клапанов. За момент перекрытия цилиндр очищается и в нем происходит разрежение, которое помогает выгоднее заполнить цилиндр горючей смесью при первом такте.
В таком двигателе происходит наружное образование рабочей смеси с ее сжатием и вынужденным поджиганием. На сегодняшний день как топливо чаще используется бензин, но они могут отлично выполнять свою работу и на газу.
Также популярны дизельные двигатели, где поджигание происходит от сжатия, их принцип работы зависит от нагревания газа при сжатии. Когда сжатие повышается, температура также поднимается. В это время в камеру сгорания через форсунку происходит впрыск топлива, которое поджигается и от полученных газов поршень передвигается. Сгорание топлива происходит после начала движения поршня.
Выше указан принцип работы одноцилиндрового двигателя, но он не способен создать условия непрерывного вращения с одинаковой скоростью. Расширенные газы оказывают действие на коленвал для его 1/4 части оборота, оставшиеся ¾ оборота движения поршня происходят по инерции.
Для ликвидации такой недоработки двигатели делают многоцилиндровыми, что способствует наиболее равномерному вращению и неизменному крутящему моменту.
Характеристики карбюраторного двигателя
Работа двигателя определяется его мощностью, действенным давлением, крутящим моментом, скоростью и частотой вращения коленчатого вала и потребление топлива.
Мощность карбюраторного двигателя, а также его крутящий момент подчиняются скорости вращения коленвала и высоты давления.
Скоростная характеристика карбюраторного двигателя устанавливается наивысшей мощностью, которую реально получить от давления при разной частоте вращения коленвала.
При небольшой скорости движения коленчатого вала давление в цилиндрах невысокое и мощность двигателя, соответственно, тоже небольшая. При ускорении вращения коленвала и давление поднимается, так как горючая смесь сгорает быстрее.
Потребление топлива увеличивается при небольшой частоте вращения коленчатого вала, так как процесс сгорания проходит медленнее, теплоотдача большая, а при увеличении частоты вращения механические и тепловые затраты увеличиваются.
Скоростная характеристика дизельного двигателя определяется при недвижимой рейке топливного насоса, который дает высокую подачу топлива на конкретном режиме скорости и бездымной эксплуатации.
При заведенном двигателе автомобиля количество вращений коленвала меняется. Если беспричинно увеличивается потребление топлива, то происходит это благодаря ухудшению рабочего процесса двигателя.
Управление карбюратором
Как правило, действиями карбюратора руководит водитель автомобиля. На отдельных моделях карбюраторов применялись вспомогательные системы, которые немного автоматизировали управление карбюратором.
Для того чтобы управлять дроссельной заслонкой наиболее часто пользуются педалью газа, которая обуславливает ее подвижность при содействии системы тяг либо тросового привода. Тяга, как правило, лучше, однако механизм привода куда сложнее и сдерживает способность механизма по компоновке подкапотной площади. Привод тягами был популярен до 1970 года, потом стали чаще использоваться тросики из металла.
На старых машинах чаще предполагалась двойная система привода дроссельной заслонки карбюратора: вручную рычагом либо от ноги, при помощи педали. Если надавливать на педаль, то рычаг не двигается, а если перемещать рычаг, то педаль опускается.
Последующее открытие дросселя можно совершать педалью. Когда педаль опускается — дроссель остается в таком же положении, в котором зафиксировался при управлении рукой. К примеру, на «Волге» ГАЗ-21 на панели приборов был размещен рычаг для управления рукой, при его движении можно достичь постоянного функционирования холодного двигателя без действия воздушной заслонки либо применять «постоянный газ». На грузовиках «постоянный газ» применялся для облегчения передвижения задним ходом.
Воздушная заслонка может быть оснащена механическим либо автоматическим приводом. Если привод механический, то водитель закрывает ее при участии рычага. Автоматический привод очень популярен в других странах, а в России не «прижился» из-за своей ненадежности и недолгим сроком службы.
Регулировки карбюратора
Карбюратор — устройство, которое имеет наименьшее количество регулировок, но нуждается в хорошо отлаженной системе. Неорганизованная эксплуатация карбюратора сильно действует на функциональность двигателя в целом. При плохой регулировке карбюратора снижается экономичность двигателя и повышается токсичность отработанного газа.
Подходящие виды регулирования карбюратора:
«Винт количества» — функционирование на холостом ходу;
«Винт качества» — насыщенность рабочей смеси (как результат, повышение токсичности выхлопных газов) на холостом ходу.
В период использования нужно прослеживать дееспособность нижеуказанных узлов:
Действие клапана и схема холостого хода.
Работа насоса (запаздывание действия, объем и время впрыска бензина).
Размеренность работы, беспрепятственное движение, возврат пружиной и нужная степень открытия дроссельной заслонки.
Действие холодного запуска (закрывание воздушной и степень открывания дроссельной и воздушной заслонок)
Деятельность поплавковой конструкции (необходимое количество топлива в поплавковой камере, непроницаемость клапана).
Пропускная возможность жиклеров.
На работоспособность карбюратора воздействуют:
Система регулирования карбюратора.
Установка пропуска воздуха (воздушный фильтр, обогрев воздуха).
Система подачи топлива (бензонасос, фильтры, заборники).
Трубка для слива излишков бензина.
Непроницаемость впускного канала, который расположен за карбюратором.
Нарушение клапанного устройства.
Качество топлива.
Механическая часть . Дизель-генераторная установка. Диагностика. Ремонт. Техобслуживание
Основа дизельной электростанции является двигатель, точнее двигатель внутреннего сгорания (ДВС). ДВС преобразует тепловую энергию от сгорания топлива в механическую работу. Простейший ДГУ состоял из двигателя и генератора. С увеличением мощности и внешних условий добавляют сопутствующие устройства. Тем самым повышают КПД, улучшают технические и экономические показатели. В данном разделе рассмотрим только механическую часть дизель генераторной установки.
– Механическая часть:
– Двигатель внутреннего сгорания
– Газораспределительный механизм;
– Кривошипно-шатунный механизм;
– Система пуска двигателя;
– Система подачи воздуха;
– Система выхлопа;
– Смазочная система;
– Система охлаждения;
– Маховик;
—
Дизельный двигатель – поршневой двигатель внутреннего сгорания, работающий по принципу самовоспламенения распылённого топлива от воздействия разогретого при сжатии воздуха. Применяется в основном на судах, тепловозах, автобусах и грузовых автомобилях, тракторах, дизельных электростанциях, а к концу XX века стал распространен и на легковых автомобилях. Назван по имени изобретателя. Первый двигатель с воспламенением от сжатия был построен Рудольфом Дизелем в 1897 году.
Спектр видов топлива для дизельных двигателей весьма широк, сюда включаются все фракции нефтеперегонки от керосина до мазута и ряд продуктов природного происхождения – рапсовое масло, фритюрный жир, пальмовое масло и многие другие. Дизельный двигатель может с определённым успехом работать и на сырой нефти.
Конструкция дизельного двигателя
В зависимости от типа топливной системы и расположения поршней, рядный или Vобразный, различаются конструкции дизельного двигателя. С повышением мощности двигателя меняется объем двигателя и добавляются различные конструктивные элементы. Исходя из требование наружных условий такие как погода, уменьшение шума, высокая производительность, износостойкость, уменьшения расхода топлива и для уменьшение цены на двигатель, производители внедряют различные инженерные решения. При этом не всегда эти решения сохраняет надежность двигателя.
Для выявления причин неисправности в двигателе необходимо знать из каких механизмов состоит и какую функцию выполняют. Уметь определят, когда требуется заменить деталь исходя из внешних параметров. Умение определить где искать причину неполадки на двигателе приходит после понимания причино следственных действий. Все эти знания приобретаются путём изучения, а процесс изучения состоит из теории и практики. Для полного понимания картины требуется полный разбор двигателя на составные части и изучения их. Далее приведен простой 4х цилиндровый двигатель и конструктивные его части.
2Различают три, наиболее распространённых, типа корпусов поршневых двигателей внутреннего сгорания.
1).Корпус классической (традиционной) двухблочной конструкции состоит из блока цилиндров (блок-картера) и головки блока цилиндров.
2). Корпус многоблочной конструкции состоит из трёх составных частей: блока цилиндров (средней части корпуса), головки блока цилиндров (верхней части корпуса) и фундаментной рамы (нижней части корпуса). Детали корпуса скрепляются между собой анкерными болтами.
3). Корпус моноблочной конструкции, выполняется в виде единой, неразъёмной отливки, объединяющей в себе блок цилиндров и головку блока.
Корпус двигателя закрывается сверху – клапанной крышкой, снизу – масляным поддоном (крышкой картера), спереди и сзади – передней и задней крышками коленчатого вала с само поджимными сальниками. Сальники уплотняют валы и препятствуют вытеканию масла наружу двигателя в местах выхода валов из корпуса. Одной из важных характеристик корпуса двигателя является жёсткость конструкции. Многообразие конструкций двигателей предполагает различные подходы к их ремонту
Блоки цилиндров отливаются из серого легированного чугуна или высококремнистых алюминиевых сплавов (силуминов). Некоторыми фирмами практикуется изготовление блоков из металлокерамики. Блоки цилиндров двигателя с жидкостным охлаждением имеют двойные стенки, образующие «рубашку охлаждения». Рубашка охлаждения заполняется охлаждающей жидкостью.
Блоки цилиндров двигателей с воздушным охлаждением цилиндров имеют оребрение. Цилиндры, как правило, заключены в кожух, через который вентилятором системы охлаждения прокачивается воздух.
Головки блоков цилиндров бензиновых и дизельных двигателей легковых автомобилей отливаются из алюминиевых сплавов и реже из чугуна и, за редким исключением, имеют моноблочную конструкцию, т. е. на один ряд цилиндров двигателя устанавливается одна, единая для всех цилиндров, головка. На части дизельных двигателях каждый цилиндр (или пара цилиндров) может иметь собственную головку. Головка через термостойкую прокладку крепится к привалочной плоскости блока цилиндров болтами, если блок чугунный, или гайками через шпильки, если блок алюминиевый. Болты крепления головки изготавливаются из высокопрочных сталей и при небольших диаметрах должны обеспечивать значительные усилия (моменты) затяжки. Усилия затяжки болтов (гаек) крепления головки блока регламентируется производителем и, для большинства автомобилей, в среднем составляют 9,0 – 10,0 кгс x м. Стенки головки блока двойные. Рубашка охлаждения, образованная двойными стенками головки блока соединяется с рубашкой охлаждения блока цилиндров. В головке блока выполняются камеры сгорания. На головке размещают детали газораспределительного механизма, включая распределительный вал (валы), впускные и выпускные клапаны и детали привода клапанов.
Определение механического КПД механизма двигателя Отто Релли Виктория Петреску, Флориан Ион Петреску :: SSRN
Скачать эту статью
Открыть PDF в браузере
ssrn.com» data-abstract-auth=»false»/>
Добавить бумагу в мою библиотеку
Делиться:
6 страниц Опубликовано: 28 ноября 2017 г. Последняя редакция: 2 июля 2019 г.
Просмотреть все статьи Релли Виктории Петреску
Политехнический университет Бухареста — ARoTMM-IFToMM
Политехнический университет Бухареста — ARoTMM-IFToMM
Дата написания: 2005
Abstract
В статье представлены некоторые оригинальные сведения о динамике и кинематике поршневого механизма, используемого по типу моторного механизма двигателей ОТТО. Представлен оригинальный метод определения КПД поршневого механизма, используемого по типу моторного механизма. Этот метод заключается в исключении модуля трения. КПД поршневого механизма определяют двумя способами: 1. Когда поршневой механизм работает как двигатель; 2. Когда поршневой механизм работает как паровой каток. Наконец, определяется общий КПД двигателя для четырехтактного и двухтактного двигателей. По отношению к КПД двигателя оптимизируется механизм Отто, который является основным механизмом двигателей внутреннего сгорания. Это способ уменьшить ускорение поршня и максимально увеличить эффективность моторного механизма. Оптимизируют конструктивные параметры: e, r, l, учитывая скорость вращения приводного вала, n.
Петреску, Релли Виктория и Петреску, Флориан Ион, Определение механической эффективности механизма двигателя Отто (2005). Доступно на SSRN: https://ssrn.com/abstract=3076804 или http://dx.doi.org/10.2139/ssrn.3076804
У вас есть вакансия, которую вы хотели бы рекламировать в SSRN?
Связанные электронные журналы
Обратная связь
Обратная связь с SSRN
Обратная связь
(обязательный)
Электронное письмо
(обязательный)
Если вам нужна немедленная помощь, позвоните по номеру 877-SSRNHelp (877 777 6435) в США или +1 212 448 2500 за пределами США с 8:30 до 18:00 по восточному поясному времени США, с понедельника по пятницу.
Привод клапана — поршневой двигатель самолета
Для правильной работы поршневого двигателя каждый клапан должен открываться в нужное время, оставаться открытым в течение требуемого времени и закрываться в нужное время. Впускные клапаны открываются непосредственно перед достижением поршнем верхней мертвой точки, а выпускные клапаны остаются открытыми после верхней мертвой точки. Таким образом, в определенный момент оба клапана открыты одновременно (конец такта выпуска и начало такта впуска). Такое перекрытие клапанов обеспечивает лучшую объемную эффективность и снижает рабочую температуру цилиндра. Эта синхронизация клапанов контролируется механизмом управления клапанами и называется синхронизацией клапанов.
Подъем клапана (расстояние, на которое клапан поднимается над седлом) и время работы клапана (время, в течение которого клапан остается открытым) определяются формой выступов кулачка. Типичные лепестки кулачка показаны на рисунке 1.
шаг. Уступы обработаны на каждой стороне кулачка, чтобы позволить коромыслу легко войти в контакт с наконечником клапана и, таким образом, уменьшить ударную нагрузку, которая могла бы возникнуть в противном случае. Рабочий механизм клапана состоит из кулачкового кольца или распределительного вала, снабженного кулачками, которые воздействуют на кулачковый ролик или толкатель кулачка.
[Рис. 2 и 3] Толкатель кулачка толкает толкатель и шаровое гнездо, приводя в действие коромысло, которое, в свою очередь, открывает клапан.
Рисунок 2. Механизм, работающий на клапане (радиальный двигатель)
.
Пружины, которые надеваются на шток клапанов и удерживаются на месте стопорной шайбой клапанной пружины и ключом штока, закрывают каждый клапан и толкают клапанный механизм в противоположном направлении. [Рисунок 4]
Рис. 4. Типовой набор клапанных пружин, используемых для гашения колебаний. Для защиты от поломки используется несколько пружин.
Кулачковые кольца
Клапанный механизм радиального двигателя приводится в действие одним или двумя кулачковыми кольцами, в зависимости от количества рядов цилиндров. В однорядном радиальном двигателе используется одно кольцо с двойной кулачковой дорожкой. Одна дорожка управляет впускными клапанами, другая управляет выпускными клапанами. Кулачковое кольцо представляет собой круглый кусок стали с рядом кулачков или выступов на внешней поверхности. Поверхность этих выступов и пространство между ними (по которому перемещаются кулачковые ролики) известна как кулачковая дорожка. Когда кулачковое кольцо вращается, кулачки заставляют кулачковый ролик поднимать толкатель в направляющей толкателя, тем самым передавая усилие через толкатель и коромысло для открытия клапана. В однорядном радиальном двигателе кулачковое кольцо обычно располагается между редуктором гребного винта и передним концом силовой части. В двухрядном радиальном двигателе второй кулачок для работы клапанов заднего ряда установлен между задним концом силовой части и секцией нагнетателя.
Кулачковое кольцо установлено концентрично с коленчатым валом и приводится в движение коленчатым валом с пониженной скоростью через узел промежуточной ведущей шестерни кулачка. Кулачковое кольцо имеет два параллельных набора выступов, разнесенных по внешней периферии, один набор (кулачковая дорожка) для впускных клапанов, а другой — для выпускных клапанов. Используемые кулачковые кольца могут иметь четыре или пять лепестков как на впускных, так и на выпускных каналах. Время клапанных событий определяется расстоянием между этими кулачками, а также скоростью и направлением движения кулачковых колец по отношению к скорости и направлению коленчатого вала. Способ привода кулачка различается на разных моделях двигателей. Кулачковое кольцо может иметь зубья на внутренней или внешней периферии. Если редуктор входит в зацепление с зубьями на внешней стороне кольца, кулачок поворачивается в направлении вращения коленчатого вала. Если кольцо приводится в действие изнутри, кулачок поворачивается в противоположную от коленчатого вала сторону. [Рисунок 2]
Кулачок с четырьмя лепестками может использоваться как с семицилиндровым, так и с девятицилиндровым двигателем. [Рисунок 5] На семицилиндровом цилиндре он вращается в том же направлении, что и коленчатый вал, а на девятицилиндровом — в направлении, противоположном вращению коленчатого вала. На девятицилиндровом двигателе расстояние между цилиндрами составляет 40 °, а порядок работы — 1-3-5-7-9-2-4-6-8. Это означает, что между выстреливающими импульсами есть промежуток в 80°. Расстояние между четырьмя выступами кулачкового кольца составляет 90°, что больше, чем расстояние между импульсами. Следовательно, чтобы получить правильное соотношение работы клапана и порядка зажигания, необходимо привести кулачок в движение, противоположное вращению коленчатого вала. При использовании четырехлепесткового кулачка на семицилиндровом двигателе расстояние между рабочими цилиндрами больше, чем расстояние между выступами кулачка. Следовательно, необходимо, чтобы кулачок вращался в том же направлении, что и коленчатый вал.
Распределительный вал приводится в движение шестерней, которая сопрягается с другой шестерней, прикрепленной к коленчатому валу. [Рисунок 6] Распределительный вал всегда вращается со скоростью, равной половине скорости коленчатого вала.
Рисунок 6. Кулачковый механизм привода авиадвигателя оппозитного типа
При вращении распределительного вала кулачки заставляют узел толкателя подниматься в направляющей толкателя, передавая усилие через толкатель и коромысло для открытия клапана. [Рисунок 7]
Рисунок 7. Нагрузка кулачка на корпусе подсыпа в направляющей толкателя, установленной в одной из секций картера вокруг кулачкового кольца
Ролик толкателя, который повторяет контур кольца кулачка и кулачков
Шаровая втулка толкателя или втулка толкателя
Пружина толкателя
Функция толкателя в сборе заключается в преобразовании вращательного движения выступа кулачка в возвратно-поступательное движение и передавать это движение на толкатель, коромысло, а затем на наконечник клапана, открывая клапан в нужный момент. Пружина толкателя предназначена для заполнения зазора между коромыслом и наконечником клапана, чтобы уменьшить ударную нагрузку при открытии клапана. В толкателе просверлено отверстие, позволяющее моторному маслу течь к полым толкателям для смазки узлов коромысел.
Цельные подъемники/толкатели
Цельные подъемники или толкатели кулачков обычно требуют ручной регулировки зазора клапана путем регулировки винта и контргайки. Зазор клапана необходим, чтобы гарантировать, что клапан имеет достаточный зазор в клапанном механизме для полного закрытия. Эта регулировка или осмотр являлись постоянным элементом технического обслуживания до тех пор, пока не были использованы гидравлические подъемники.
Толкатели/подъемники гидравлических клапанов
Некоторые авиационные двигатели оснащены гидравлическими толкателями, которые автоматически удерживают зазор клапана на нулевом уровне, устраняя необходимость в каком-либо механизме регулировки зазора клапана. Типичный гидравлический толкатель (подъемник клапана с нулевым зазором) показан на рис. 8. Когда клапан двигателя закрыт, поверхность корпуса толкателя (толкатель кулачка) находится на базовой окружности или задней части кулачка. 9Рис. 8. Толкатели гидравлических клапанов
против него, тем самым устраняя любой зазор в соединении клапана. Когда плунжер движется наружу, шаровой обратный клапан смещается со своего седла. Масло из камеры подачи, которая непосредственно связана с системой смазки двигателя, перетекает внутрь и заполняет напорную камеру. При вращении распределительного вала кулачок выталкивает корпус толкателя и цилиндр гидроподъемника наружу. Это действие заставляет шаровой обратный клапан встать на свое седло; таким образом, масса масла, попавшая в камеру давления, действует как подушка. В течение интервала, когда клапан двигателя находится вне своего седла, между плунжером и отверстием цилиндра возникает заданная утечка, которая компенсирует любое расширение или сжатие в клапанном механизме. Сразу после закрытия клапана двигателя количество масла, необходимое для заполнения камеры давления, поступает из камеры подачи, готовясь к следующему циклу работы.
Гидравлические толкатели клапанов обычно регулируются при капитальном ремонте. Их собирают всухую (без смазки), проверяют зазоры и регулируют обычно с помощью толкателей разной длины. Устанавливаются минимальный и максимальный зазоры клапанов. Допустимо любое измерение между этими крайними значениями, но желательно примерно среднее между крайними значениями. Толкатели с гидравлическим клапаном требуют меньше обслуживания, лучше смазываются и работают тише, чем подъемники с винтовой регулировкой.
Толкатель
Толкатель трубчатой формы передает подъемную силу от толкателя клапана к коромыслу. Шарик из закаленной стали запрессован в каждый конец трубы. Один конец шара входит в гнездо коромысла. В некоторых случаях шарики находятся на толкателе и коромысле, а гнезда на толкателе. Трубчатая форма используется из-за ее легкости и прочности. Он позволяет смазочному маслу двигателя проходить под давлением через полый шток и просверленные концы шара для смазки концов шаров, подшипника коромысла и направляющей штока клапана. Толкатель заключен в трубчатый корпус, который проходит от картера до головки цилиндров и называется трубкой толкателя.
Коромысел
Коромысел передают подъемную силу от кулачков к клапанам. [Рис. 9] Узлы коромысла поддерживаются подшипником скольжения, роликовым или шариковым подшипником или их комбинацией, которые служат в качестве шарнира. Как правило, один конец рычага упирается в толкатель, а другой — в шток клапана. На одном конце коромысла иногда делают прорези для размещения стального ролика. Противоположный конец имеет либо разъемный зажим с резьбой и стопорный болт, либо резьбовое отверстие. Рычаг может иметь регулировочный винт для регулировки зазора между коромыслом и наконечником штока клапана. Винт можно отрегулировать до указанного зазора, чтобы обеспечить полное закрытие клапана.
Рис. 9. Противоположные рычаги двигателя
Клапанные пружины
Каждый клапан закрыт двумя или тремя винтовыми пружинами.
Сроки и процесс замены прокладки ГБЦ в «Микрон Моторз»
Прокладка головки блока цилиндров (ГБЦ) предназначена для уплотнения отверстий, расположенных между блоком и головкой. Дополнительная функция детали заключается в сохранении определенного давления внутри масляной системы. В результате масло и охлаждающая жидкость не вытекают наружу.
Разобраться с тем, когда менять прокладку ГБЦ, просто, если учитывать условия эксплуатации транспортного средства. В среднем замена осуществляется через каждые 200 тыс. км пробега.
Замена прокладки ГБЦ на Рено Кенго (1.5 дизель) или другом легковом авто осуществляется при любом вмешательстве в данную часть силового агрегата. Прокладка ГБЦ — одноразовая деталь, которая не подлежит повторному использованию. В противном случае произойдут серьезные нарушения герметичности системы.
Когда нужно производить замену
То, как часто нужно менять прокладку ГБЦ, зависит от изначально установленной модели, качества детали, состояния ДВС, способа вождения и других факторов. Существует список признаков, указывающих, что герметичность соединения нарушена и комплектующие не справляются с определенными функциями.
Ремонт ГБЦ потребуется в следующих ситуациях:
При вытекании моторного масла, охлаждающей жидкости — об этом сигнализируют подтеки в местах соединения блока и головки.
Образование масляных пятен на поверхности бачка, в котором находится охлаждающая жидкость.
Дефекты прокладки ГБЦ — при них в масле появляются инородные примеси светлых оттенков. Это значит, что в масло попадает охлаждающая жидкость, то есть герметичное соединение отсутствует.
При прогреве мотора меняется характер выхлопа. Так происходит, когда охлаждающее средство проникает в систему цилиндров.
Выполняя полный или частичный ремонт ГБЦ в Украине, потребуется в обязательном порядке произвести замену уплотнительной прокладки. При наличии запущенных проблем автовладельцы замечают появление на картере маслянистых пятен.
Этапы замены прокладки
Мастера объяснят автовладельцу, зачем менять прокладку ГБЦ и какие этапы предстоит выполнить:
Снимаются навесное оборудование, трубки и прочие детали, которые препятствуют процедуре замены.
Болты и другие крепежные детали потребуется очистить от масла и загрязнений для безопасной работы с помощью ключа.
К ремонту головки блока цилиндров приступают после откручивания болтов. Рекомендуется начинать с середины: за один раз каждую деталь проворачивают не больше, чем на один полный оборот, — это помогает снять напряжение.
Снимают ГБЦ и избавляются от старой поврежденной прокладки.
Производится очистка посадочного места и замена прокладки ГБЦ (для Форд Транзит 2.5 дизель или для других авто). В данном случае нужно правильно установить комплектующие, которые должны надежно зафиксироваться в области направляющих втулки.
Монтаж головки на место и затяжка болтов в обратном порядке. Потребуется соблюдать схему установки и воспользоваться динамометрическим ключом.
Точная цена замены прокладки ГБЦ зависит от выбранной детали, марки и модели авто. В первые дни после ремонта нужно понаблюдать за комплектующими — нет ли признаков протечки масла.
ЗАМЕНА ПРОКЛАДКИ ГБЦ в Екатеринбурге недорого — АВТОСЕРВИС АВТОЕКБ66.РУ
Прокладка ГБЦ обеспечивает рабочий уровень компрессии в цилиндрах. Прокладка — деталь одноразовая, поэтому при любом ремонте, связанным со снятием головки блока цилиндров, требуется замена прокладки ГБЦ на новую.
Замена прокладки ГБЦ цена от 3000 руб. Телефон автосервиса: +7(912) 23 00 555 или закажите обратный звонок, вам перезвонит наш оператор и проконсультирует по вашему вопросу
Прокладка ГБЦ — это армированная пиронитовая, алюминиевая или медная деталь, служащая для герметизации стыков между блоком цилиндров и его крышки.
Уплотнитель служит прекрасным средством для обеспечения рабочего уровня компрессии в цилиндрах, герметизации трубопроводов камер сгорания, системы маслообеспечения и антифриза.
Учитывая важность прокладки, давайте рассмотрим типичные признаки неисправности, срок службы и особенности замены прокладки ГБЦ.
Как определить неисправность прокладки ГБЦ
Так как деталь находится в недрах мотора, определить неисправность экспресс методом довольно проблематично. Однако, вот некоторые симптомы, которые могут намекать на неполадки:
Повышенный расход масла.
При замене антифриза, в отработанной охлаждающей жидкости наблюдаются масляные пятна.
При проверке уровня масла, или замене масла в двигателе в нем наблюдаются вспененные примеси белого цвета.
Падение уровня антифриза без видимых подтеков.
Перебои в работе цилиндров двигателя, и его перегрев.
Белый или светло-сизый цвет выхлопа. Это говорит о том, что в один или несколько цилиндров попадает антифриз. Не стоит паниковать сразу, особенно если вы заводите автомобиль в холодный период времени.
Белый дым может говорить о накопившемся водяном конденсате. А если, даже после прогрева автомобиля, цвет не стал полупрозрачный, значит пора обратиться в автосервис.
Есть еще один способ проверки прокладки ГБЦ. Приложите белую бумагу или ветошь к выхлопной трубе на работающем двигателе, если бумага маслянистая, то в систему попадает масло. Необходимо проверить уплотнитель.
Стоит отметить, что заменить прокладку ГБЦ довольно сложно, так как требует практически полного демонтажа двигателя.
Важно! Прокладка — деталь одноразовая, поэтому практически при любом ремонте, связанным со снятием головки блока цилиндров, необходимо всегда заменять прокладку на новую, даже если нет видимых повреждений.
Особенности ремонта и замена прокладки ГБЦ
Замена уплотнителя ГБЦ сложная процедура, требующая навыков, знания устройства двигателя и особенностей монтажа.
Например, меняя уплотнитель гбц, специалисты рекомендуют заменить и болты крепления, ведь высокие температуры негативно сказываются и на них. Кроме того, при сборке, болты крепления следует устанавливать постепенно.
Заказать обратный звонок
Если вы не уверены в своих силах, обратитесь в наш автосервис в Екатеринбурге на Пионерском. Наши автомеханик неоднократно выполняли данную работу на высоком уровне и за разумную цену.
тел.: 8(343) 201 57 55 . . . . . . . . . . . .(ГОР.) тел.: 8(912) 23 00 555 . . . . . . . . (МТС) тел.: 8(912) 66 75 666 . . . . . . . . (МТС) город Екатеринбург, Улица Данилы Зверева, 23/3 работаем с 10:00 до 20:00 без выходных на карте
ПОЧЕМУ НАМ ДОВЕРЯЮТ?
Мы не предлагаем нашим клиентам ненужных услуг, а только то, что действительно необходимо
Наши клиенты имеют свободный доступ к ремзоне, а значит могут наблюдать за всем процессом работы
Мы предлагаем только честные цены и гарантию на свою работу
Доверие подтверждается сотнями довольных клиентов, с отзывами которых вы можете здесь ознакомиться
Стоимость ремонта оговаривается до начала работ, вы всегда знаете, сколько заплатите за работу
На многие наши работы установлена фиксированная цена, а значит, мы не ориентируемся на «дороговизну» автомобиля клиента
ПОГОДА В ЕКАТЕРИНБУРГЕ
Замена прокладки ГБЦ: когда и как
14 сентября 2022
Компоненты двигателя
Вилочные погрузчики
Колесные погрузчики с шарнирно-сочлененной рамой
Оборудование для обработки контейнеров
Наземное вспомогательное оборудование
Уборочная техника
Мобильные подъемные рабочие платформы
Боковые погрузчики
Малая землеройная техника
Телескопические погрузчики
Тракторы
Автопогрузчики
Коммунальная техника
Прокладка головки блока цилиндров является важным компонентом вашего двигателя. Это позволяет цилиндрам двигателя работать вместе, чтобы двигать машину вперед. Если прокладка головки блока цилиндров неисправна, проблему необходимо устранить как можно быстрее. Чем дольше вы будете ждать, чтобы исправить это, тем больше повреждений вам придется устранять. В этой статье вы узнаете, когда, почему и как заменить прокладку головки блока цилиндров вашего двигателя.
Что такое прокладка головки блока цилиндров?
Прокладка головки блока цилиндров является одной из наиболее важных прокладок двигателя . Он герметизирует проходы между блоком цилиндров и головкой цилиндров, позволяя маслу и охлаждающей жидкости циркулировать в двигателе без утечки в цилиндры или наружу двигателя. Прокладка головки блока цилиндров также действует как элемент передачи усилия, влияя на распределение усилия, создаваемого цилиндрами.
Высокая мощность сгорания современных двигателей означает, что прокладка головки должна быть достаточно прочный, чтобы выдерживать очень высокие температуры и давления . В прошлом прокладки головки блока цилиндров часто изготавливались из меди или композитных материалов, которые обычно содержали графит. Сегодня большинство прокладок головки блока цилиндров изготавливаются из многослойной стали (MLS), состоящей из двух-пяти слоев тонкой стали, покрытой резиной.
Несмотря на то, что прокладки ГБЦ в наши дни довольно прочные, они по-прежнему подвержены износу . Если что-то пойдет не так с прокладкой головки блока цилиндров, масло и охлаждающая жидкость могут попасть в ненужные части двигателя, что поставит под угрозу безопасность и приведет к дорогостоящим повреждениям. Вот почему Протекающую прокладку головки блока цилиндров необходимо заменить как можно скорее .
Как определить, что прокладка головки блока цилиндров протекает?
Поврежденная прокладка головки блока цилиндров, которую часто называют лопнувшей прокладкой головки блока цилиндров, может вызвать различные проблемы с двигателем. Важно знать симптомы, указывающие на течь прокладки головки блока цилиндров, чтобы быстро устранить проблему и сократить время простоя вашей машины.
Признаки, на которые следует обратить внимание:
Перегрев двигателя. Когда продувается уплотнение прокладки головки блока цилиндров, из него может вытекать охлаждающая жидкость, что означает, что двигатель не может остыть так, как ему нужно.
Низкий уровень охлаждающей жидкости без видимых утечек. Возможна утечка охлаждающей жидкости двигателя в цилиндры в блоке цилиндров.
Пузырьки в радиаторе или охлаждающем бачке. Это вызвано выходом газов из камеры сгорания в систему охлаждения.
Потеря питания. Если прокладка головки пробита, это вызывает потерю давления в камере сгорания и мощность двигателя снижается.
Белый выхлопной дым. Охлаждающая жидкость, поступающая в камеру сгорания, сгорает с выделением белого дыма.
Молочное моторное масло. Если из-за неисправности прокладки головки блока цилиндров охлаждающая жидкость просачивается в каналы возврата масла, моторное масло может приобретать молочный оттенок.
Внешние утечки. Жидкость, вытекающая из двигателя, может быть охлаждающей жидкостью или маслом, вытекшим через трещину в прокладке головки блока цилиндров.
Почему важно заменить прогоревшую прокладку ГБЦ?
Основные опасности эксплуатации двигателя с пробитой прокладкой головки блока цилиндров включают:
Перегрев. Если ваш двигатель теряет охлаждающую жидкость из-за протекающей прокладки головки блока цилиндров, он может перегреться и получить дополнительные повреждения.
Непоправимый ущерб. Когда моторное масло смешивается с охлаждающей жидкостью, оно разбавляется и не может обеспечить необходимый уровень смазки, что может привести к повреждению двигателя, которое невозможно устранить.
Как заменить пробитую прокладку ГБЦ
Ниже приводится общее руководство по замене прокладки головки блока цилиндров в двигателе. Рекомендуется также обратиться к руководству по эксплуатации вашей машины для получения информации, относящейся к вашему двигателю.
Снимите старую прокладку головки блока цилиндров.
Очистите поверхности. Удалите всю ржавчину или мусор с поверхностей, которые будут соприкасаться с новой прокладкой головки блока цилиндров. При необходимости используйте промышленные чистящие средства. Гладкость поверхностей головки блока цилиндров и блока цилиндров оказывает существенное влияние на работу прокладки головки блока цилиндров.
Проверьте компоненты на наличие неровностей и перекосов. Это можно определить с помощью линейки и метода светового зазора. Поместите устройство для проверки поверочной линейки на поверхность и рассмотрите их вместе на фоне источника света. Перемещайте инструмент по отверстиям под болты из стороны в сторону и вверх и вниз. Любые неровности видны благодаря свету, проникающему сквозь щели.
Осторожно установите новую прокладку головки блока цилиндров. Наденьте его точно на отверстие каждого цилиндра, совместив его выступы с выступами на блоке цилиндров и равномерно нажимая, пока он не сядет на место. При необходимости слегка покачивайте прокладку головки блока цилиндров, пока вы нажимаете, чтобы убедиться, что все углы и боковые края прилегают к соответствующим поверхностям, но ничего не прилагайте! При правильном выравнивании прокладка головки легко встанет на место. Если что-то кажется неправильным, проверьте, подходит ли деталь для вашей машины, и/или проверьте еще раз на наличие неровностей или искажений.
Установите новые болты. Равномерно закручивайте болты до плотного прилегания, но будьте очень осторожны, чтобы не перетянуть их. Правильный выбор болтов и применение правильной процедуры затяжки играют жизненно важную роль в достижении необходимого уплотнения. Вот почему важно всегда следовать инструкциям производителя. В некоторых двигателях после замены прокладки головки блока цилиндров головку блока цилиндров необходимо повторно затянуть примерно через 50 часов работы двигателя. Обратитесь к руководству по обслуживанию для конкретных инструкций для вашего двигателя.
Правильная настройка крутящего момента
Параметры крутящего момента для прокладок головок различаются в зависимости от двигателя. Очень важно придерживаться правильных спецификаций для вашего двигателя, чтобы предотвратить утечки. Для наиболее распространенных типов двигателей вы можете найти правильные настройки крутящего момента в нашем каталоге двигателей.
Если у вас возникли проблемы с поиском спецификаций для вашего двигателя, мы можем помочь. Пожалуйста, свяжитесь с вашим консультантом по продажам для получения дополнительной помощи.
Готовы заменить прокладку ГБЦ?
Компания TVH предлагает ряд прокладок головок цилиндров, подходящих для двигателей различных машин. Мы также предлагаем инструменты и аксессуары, которые могут помочь, например, промышленные чистящие средства или динамометрический ключ. Просмотрите наш ассортимент, чтобы найти подходящие детали и инструменты для вашего двигателя, или свяжитесь с нами для получения дополнительной информации.
Замена прокладки головки автомобиля
Образование
Прокладки обычно заменяются «по мере необходимости», например, когда из двигателя вытекает охлаждающая жидкость, масло, вакуум или компрессия. Новые прокладки также могут понадобиться при ремонте, связанном с разборкой двигателя, например, при снятии впускного или выпускного коллектора, крышки клапана, крышки ГРМ, масляного поддона или головки блока цилиндров.
Автомобильные прокладки обычно заменяются по мере необходимости, например, при утечке охлаждающей жидкости, масла, вакуума или сжатия двигателя. Новые прокладки также могут понадобиться при ремонте автомобиля, который включает разборку двигателя, например, снятие впускного или выпускного коллектора, клапанной крышки, крышки ГРМ, масляного поддона или головки блока цилиндров. Новые прокладки также требуются при замене водяного насоса, термостата или корпуса дроссельной заслонки.
Замена прокладки обычно не представляет большого труда, если только она не касается прокладки головки блока цилиндров. Прохудившаяся прокладка головки блока цилиндров — это плохая новость, потому что для того, чтобы вытащить головку, требуется много усилий. Все, что связано с головкой или находится на пути, должно быть отсоединено (впускной коллектор, выпускной коллектор, клапанная крышка, крышка ГРМ и цепь или ремень на двигателе с верхним расположением распредвала, возможно, генератор переменного тока или компрессор кондиционера). Одна только работа по прокладке головки блока цилиндров может стоить около 1000 долларов или больше в зависимости от применения.
Добавление флакона герметика для прокладки головки блока цилиндров в систему охлаждения может выиграть время автомобилисту и даже навсегда устранить небольшую утечку в прокладке головки блока цилиндров. Но для утечки компрессии нет простого решения. Придется снимать головку, чтобы заменить прокладку. Это означает, что вашему клиенту потребуется не только новая прокладка головки блока цилиндров, но также прокладки впускного и выпускного коллекторов, прокладки клапанных крышек и, возможно, прокладка крышки ГРМ (двигатель с верхним расположением цилиндров).
Другие элементы, которые, вероятно, потребуются для завершения замены прокладки головки блока цилиндров, включают охлаждающую жидкость, возможно, масло, масляный фильтр, свечи зажигания, шланги и новые болты головки блока цилиндров. Болты с головкой с пределом текучести (TTY), которые используются на многих двигателях последних моделей, являются одноразовыми болтами, и их нельзя использовать повторно из-за повышенного риска поломки. Если в комплект прокладок головки не входят новые болты головки TTY, обязательно порекомендуйте их вашему клиенту.
Большинство двигателей последних моделей имеют прокладки головки блока цилиндров из многослойной стали (MLS). Прокладки головки MLS обычно состоят из трех-пяти слоев стали, покрытых снаружи мягким покрытием. Прокладки MLS более долговечны, чем другие типы прокладок головок, и обычно служат очень долго. Однако они не подлежат повторному использованию, даже если они кажутся в хорошем состоянии. Таким образом, если клиент снимает головку с двигателя для работы клапана, старую прокладку необходимо выбросить и заменить новой.
Прокладки MLS предъявляют особые требования к установке. Уплотнительные поверхности как на головке блока цилиндров, так и на блоке цилиндров должны быть чистыми, гладкими и плоскими, а также соответствовать рекомендованным спецификациям чистоты поверхности, если клиент устанавливает сменную прокладку OEM. Для прокладок головок OEM обычно требуется зеркальное покрытие поверхности 30 микродюймов или меньше. Но большинство прокладок MLS послепродажного обслуживания имеют более толстое и податливое поверхностное покрытие, что позволяет им безопасно работать с поверхностной обработкой до 60 микродюймов.
Большинство прокладок головки устанавливаются всухую (за исключением некоторых старых прокладок головки с тиснением из стали, для которых может потребоваться герметик), и герметик никогда не следует использовать на любой прокладке головки с мягкой поверхностью, с покрытием или MLS.
Болты головки должны быть затянуты в указанной последовательности и с определенным крутящим моментом и/или значением угла закручивания, чтобы правильно нагрузить и уплотнить прокладку головки.
Ремонт аргонной сваркой коробки передач РКПП и АКПП
Ответим на Ваш вопрос
Мы открыты круглосуточно
24 часа в сутки
Работаем без выходных
7 дней в неделю
В основном ремонт трансмиссии связан с поломанными креплениями, трещинами и выпрямлением / усилением. В случае со сломанными креплениями проводится тщательная очистка проволочной щеткой и шлифовка скоса по всей площади сопряжения.
Предварительный нагрев лучше всего работает на сварной зоне, но необходимо принимать меры предосторожности и защитить все окружающие области стальными пластинами. Кроме того, стальные пластины, прикрепленные к креплению и корпусу, используются, чтобы обеспечить выравнивание.
Аргонная сварка — почему это лучший вариант?
Наилучшим вариантом ремонта коробки передач РКПП и АКПП будет сварка аргоном (TIG) и наличие очень опытного сварщика. Лучше всего делать небольшие сварные секции за раз, чтобы попытаться сохранить более низкое общее тепловое насыщение всего агрегата. Можно использовать квасцы размером 2 см., чтобы усилить соединение двух блоков.
Сварка TIG (вольфрамовым электродом в инертном газе) — это тип сварки, аналогичный сварке MIG, с той лишь разницей, что вместо использования расходуемой проволоки в качестве электрода в TIG используется электрод из неплавящегося вольфрамового материала. Этот тип сварки дает хорошие результаты с алюминием (автомобильные радиаторы, холодильники и т. Д.),
Но это медленнее, чем сварка MIG, поскольку присадочный материал приходится наносить вручную. Электродуговая сварка в среде защитного газа обеспечивает хорошие показатели сопротивления и проста в применении во всех областях и положениях, не требуя доступа с обеих сторон свариваемых деталей.
Алюминий не предполагает возникновение трудностей, если действовать с осторожностью. Однако настоятельно рекомендуется потренироваться на каком-то ломе или старой трансмиссии, чтобы отработать любые ошибки и дайте себе возможность проверить свои усилия и параметры.
Особенности сварки корпуса
Корпус трансмиссии — это, как правило, не очень чистая отливка. Литой материал является пористым, и масло легко впитывается в корпус, что затрудняет удаление смазки. Смазка продолжает выходить, когда она нагревается во время сварки, а затем пористость уменьшается.
В процессе отливки почти всегда есть гарантия, что сварщик столкнется с маслами и другими загрязнениями, которые будут присутствовать на пористой поверхности материала. Если возможно, используйте немного ацетона, даже можно погрузить в него детали целиком, чтобы удалить эти масла и загрязнения. Сначала дайте ему впитаться в течение дня или около того, затем дайте ему полностью высохнуть.
Проблемы с деформацией и охлаждением
Проблемы с деформацией в случае алюминиевого литья будут более выраженными, чем со многими другими материалами, поэтому старайтесь выполнять сварку медленно и чаще менять локацию сварки, чтобы не концентрировать тепло в одном месте в течение длительного времени.
Охлаждение корпуса во время процесса сварки путем погружения в воду или другие методы охлаждения, безусловно, уменьшают деформацию корпуса и позволяют выдерживать предварительно обозначенные допуски, в то же время — это усложнит сварку.
Предварительный нагрев: стоит ли использовать?
Если говорить о предварительном нагреве, остается открытым вопрос о том, лучше ли использовать предварительный нагрев от 200 до 300 градусов. Есть разные мнения относительно того, является ли это правильным подходом. С точки зрения свариваемости, с предварительным нагревом будет легче сваривать, но не обязательно сварка будет более качественной.
Аргумент здесь связан с размягчением или какой-либо термообработкой отливки, а также с возможностью дополнительных искажений. В конечном итоге можно получить внутреннее растрескивание или кратерное растрескивание, с которым может быть очень трудно справиться когда вы пытаетесь получить надежные сварные швы.
Руководство по ликвидации трещины на коробке передач: надежные способы
16. 06.20227 601 8 9 Консультация со специалистом
Автор:Иван Баранов
На Nissan Qashqai поломана коробка передач, небольшая трещина. Подскажите, пожалуйста, как можно отремонтировать? (Андрей)
Добрый день, Андрей. Коробка передач — важный агрегат в любом авто, поэтому ремонтом этого узла следует заняться незамедлительно.
Содержание
1 Что делать, если треснул корпус на КПП?
2 Видео «Сварка трансмиссии в домашних условиях»
[ Раскрыть]
[ Скрыть]
Что делать, если треснул корпус на КПП?
Трещина на корпусе коробки передач
Чтобы решить проблему, у вас есть несколько вариантов:
Воспользоваться «холодной сваркой» или «эпоксидкой». В принципе, это одно и то же, но последний тип — в виде так называемого клея (смолы), он более жидкий по своей консистенции и, как показывает практика, намного лучше пристает. При необходимости с этим материалом можно сделать композит — к примеру, приклеить стеклоткань. Чтобы материал был более прочным, в него можно добавить цемент либо алюминиевую пудру. Но в данном случае толк будет только тогда, когда вы полностью демонтируете трансмиссию, разберете ее, и хорошо обезжирите, чтобы удалить всю смазку от трещины. Трещину необходимо будет разделать и зачистить, но без фанатизма. Когда вы будете клеить стеклоткань, следует попытаться зацепиться за выступы на агрегате. Если вы все сделаете правильно, то трещина будет заделана и коробка прослужит вам еще не один год.
Традиционная сварка, как показывает практика, в большинстве случаев — это более простой и не менее надежный способ. Вам необходимо найти сварщика со своими оборудованием. В этом случае агрегат также придется снимать, поскольку с залитой трансмиссионной жидкостью качественно заварить вряд ли получится.
Наиболее оптимальный на наш взгляд вариант — купить новый корпус для коробки. Даже если вы качественно заварите дефект, со временем шов опять может треснуть. Если же вы купите новый корпус, то этот вариант будет более надежным.
По факту мы уже не раз сталкивались с тем, что автовладельцы эксплуатируют свои транспортные средства с трещиной на коробке. Если дефект появился таким образом, что расходный материал не вытекает из КПП, то автолюбители считают, что ничего страшного в такой эксплуатации нет. На практике автомобили с дефектами трансмиссии могут использоваться не один год. Однако учтите — попав в одну только яму, вы можете так повредить коробку, что никакая сварка потом не поможет. При постоянном механическом давлении агрегат может просто рассыпаться, и тогда уже другого выхода, кроме как покупка новой КПП, у вас не будет.
Видео «Сварка трансмиссии в домашних условиях»
На примере коробки от Шевроле Лаччетти вы можете ознакомиться с процессом удаления трещин (автор видео — Анатолий Рало).
Была ли эта статья полезна?
Спасибо за Ваше мнение!
Статья была полезнаПожалуйста, поделитесь информацией с друзьями
Да (81. 82%)
Нет (18.18%)
WeldTables.com
Изготовлен из стали HRPO A36.
Ребра высотой 2 дюйма и толщиной верха и ребра толщиной 3/16 дюйма.
Конструкция с выступами и пазами для легкой сборки.
Лазерная резка отверстий диаметром 16 мм для зажимов и креплений.
Посмотреть все топы Pro
*Мини-блоки изготовлены из того же материала и имеют те же допуски, что и PRO, PLUS…
4-дюймовая ребристая структура и боковые стороны.
3-х мерные рабочие поверхности с 5 сторон.
Совместим с fabWings, креплением для тисков и большинством аксессуаров для бокового крепления.
Можно скрепить болтами для почти неограниченного количества конфигураций!
См. все мини-блоки
*FabBlocks включают те же материалы и допуски, что и PRO и Mini, PLUS… .
Доступны размеры ¼”, 3/8” или ½”.
Повышенная жесткость – полная торсионная коробка.
Доступен с отверстиями диаметром 16 мм или с резьбой.
Доступна резьба 3/8”-16 или ½”-13 в зависимости от толщины.
Посмотреть все FabBlocks
Нужно индивидуальное решение для стола? СВЯЖИТЕСЬ С НАМИ
Мы можем построить что угодно!
Электронная почта , позвоните или напишите 651.800.4877
Модели сварочных столов
Рекомендуемые товары
FabBlock — 24″X48″ — Промышленный сварочный стол
FabBlock — 24″X48″ — Промышленный сварочный стол
от $ 846,99
FabBlock — 48″x96″ — Промышленный сварочный стол
FabBlock — 48″x96″ — Промышленный сварочный стол
от $ 3548,99
FabBlock — 24 x 24 дюйма — промышленный сварочный стол
FabBlock — 24 x 24 дюйма — промышленный сварочный стол
из $ 507,99
FabBlock — 24″x30″ — Промышленный сварочный стол
FabBlock — 24″x30″ — Промышленный сварочный стол
от $ 619,99
FabBlock — 24″x36″ — Промышленный сварочный стол
FabBlock — 24″x36″ — Промышленный сварочный стол
от $ 660,99
FabBlock — 24 x 60 дюймов — стол для промышленной сварки
FabBlock — 24 x 60 дюймов — промышленный сварочный стол
из 1052,99 долларов США
FabBlock — 24″x72″ — Промышленный сварочный стол
FabBlock — 24″x72″ — Промышленный сварочный стол
от $ 1562,99
FabBlock — 30″x30″ — Промышленный сварочный стол
FabBlock — 30″x30″ — Промышленный сварочный стол
от $ 692,99
FabBlock — 36″x36″ — Промышленный сварочный стол
FabBlock — 36″x36″ — Промышленный сварочный стол
от $ 949,99
Другие продукты
ФабВингс ФабВингс
Подъемные блоки Подъемные блоки
Фабскварес фабскварес
ФабСтопс ФабСтопс
Фабстораже Фабстораже
Сварочный позиционер fabBrakes & Positioners
Плазменные столы Плазменные столы
Название коллекции fabRacks
Предложения недели!
#ПРОДАЖА# 8-дюймовый поворотный ролик с фиксатором
#ПРОДАЖА# 8-дюймовый поворотный ролик с фиксатором
$ 11,99
$ 22,39
#РАСПРОДАЖА# Автоматические плоскогубцы Hanson 7″ с фиксатором С-образного зажима
#РАСПРОДАЖА# CH Hanson Автоматические клещи с фиксатором С-образного зажима 7″
Иногда деформации кузова возникают вследствие наезда на препятствие. При этом степень изменения геометрии кузова может быть практически незаметной. Но после автомобиль плохо входит в поворот, его «ведет», заносит, а шины «съедаются» буквально за один сезон. И эту проблему без проверки и восстановления геометрии кузова не решить.
Стапели выпускают почти все известные производители автосервисного оборудования. Поэтому самый сложный вопрос для владельца автосервиса – это выбор: какая модель какого производителя лучше всего подойдет для конкретной СТО? Сколько стоит такое оборудование? Можно ли его демонтировать в случае переезда автосервиса?
Есть и еще один нюанс: хотя компании-производители выпускают широкий ассортимент стапелей, но практически у каждой из них есть своя «звездная» модель, которая считается на рынке «основной» и самой востребованной.
В зависимости от конструкции различают несколько видов стапелей.
– Рамный
В основе такого стапеля рама, сваренная из металлопроката, к которой жестко крепится автомобиль. Основная область применения – более или менее «грубые» работы. Такой стапель обладает мобильностью, его можно использовать в паре с ножничным подъемником, что, соответственно, экономит место на СТО. В качестве примера можно привести рамный стапель российской марки SIVER, который известен рынку уже более 15 лет.
– Платформенный
Этот вид стапеля больше подходит для выполнения сложного ремонта сильно поврежденного кузова. На таком стапеле кузов крепится жестко, люфты почти исключены. А большое количество число точек крепления оснастки позволяет задавать любой вектор правки. В качестве примера производителя таких стапелей можно назвать финскую компанию Autorobot, которая выпускает широкий ассортимент оборудования, самыми востребованными из которого и являются именно платформенные стапели.
– Напольный
Это самый продвинутый тип стапелей. Его основа – вмонтированные в пол силовые рельсовые направляющие. К этим направляющим крепится вся оснастка: опоры, силовые вышки и т.д. Установка такой напольной системы требует больших трудозатрат и точности. Но такое решение позволяет расположить стапель в любом месте, где проложены рельсы. Примером может служить напольная система канадской компании Wedge Clamp. Стоимость одного такого поста сопоставима со стоимостью качественного отечественного стапеля. Однако российские производители и здесь сказали свое веское слово. Пример – анкерная напольная система для легковых автомобилей и микроавтобусов NS-12 производства НПО «Звезда». Эта система сочетает признаки как рамного, так и напольного стапеля.
– Мини-стенды
Это самая дешевая и простая конструкция, предназначенная для СТО «гаражного» типа. Мини-стенды используются для ремонта небольших и несложных повреждений кузова. Достоинства такого оборудования заключаются в его мобильности, компактности и неприхотливости в обслуживании. Основа таких стендов – жесткий профиль с зажимами для закрепления кузова в трех точках. Кузов легко устанавливается на стапель с помощью подкатных домкратов. Возможны три степени регулировки по высоте захватных устройств. Стапель комплектуется гидравлическим силовым устройством с усилием растяжения обычно до 10 тонн и чаще всего – ручным.
Практически все производители предлагают много вариантов стапелей, как говорится, на все случаи жизни. При выборе оборудования необходимо учитывать в том числе и удобство использования продукции того или иного производителя. Ведь чем проще и удобнее закатить аварийный автомобиль на стенд (или стенд – под автомобиль), чем надежнее и проще в установке крепления и зажимы, чем больше векторов, по которым могут тянуть башни, тем быстрее закончится ремонт.
Например, в линейке компании Blackhawk есть стапель Х-188. Этот компактный, экономичный и мобильный стапель в комплекте с векторным выпрямителем Power Pro позволяет исправлять последствия как слабых, так и средних ударов.
Компания Celette входит в число лидеров по производству шаблонных правочных стендов, не требующих от работника очень высокой квалификации. А итальянская Spanesi активно расширяет ассортимент стапелей в сторону компактности и удобства, выпустив, например, низкопрофильный универсальный стапель MiniBench DT с подъемником. Конструкция зажимов на этом стапеле разработана для установки автомобиля без поднятия и вывешивания – в течение одной минуты.
Сегодня в ассортименте производителей стапелей есть не только само оборудование, но и большой выбор дополнительного оборудования и аксессуаров: зажимы, насосы, крепления, цепи, крюки, стойки. Но самое главное – практически все крупные производители предлагают измерительную аппаратуру.
Кстати, не забывают производители и об удобстве инженерной службы СТО. Некоторые современные модели стапелей позволяют производить «апгрейд»: для начала можно приобрести минимальную комплектацию и постепенно покупать дополнительное оборудование.
Самое сложное в исправлении геометрии кузова автомобиля – это даже не тяговое усилие на колонне (десяти тонн, которые обеспечивает гидравлика на абсолютном большинстве моделей, вполне хватает), а точность.
Геометрия кузова имеет особую важность для безопасности автомобиля. Поэтому на заводах корпуса машин свариваются на специальных кондукторах, обеспечивающих точность и соосность до десятых долей миллиметра. Так что допуски при работе на стапеле должны быть максимум 2–3 мм.
Современные автомобили спроектированы по нормам пассивной безопасности, согласно которым кузов автомобиля должен максимально гасить энергию удара. Поэтому кузов и делается достаточно «мягким». И вытягивание этой «гармошки» становится работой весьма сложной. Для того чтобы понять, «откуда, куда и докуда» тянуть, необходимы точные измерения. Так что сегодня основное направление совершенствования стапелей идет в области измерительных систем.
Например, Blackhawk использует ультразвуковую компьютерную измерительную систему Shark. Компьютер на основе минимум трех неповрежденных точек определяет базовую плоскость – и все последующие измерения производятся относительно этой плоскости. Изменение контрольных точек происходит в трех плоскостях, на измеряемые точки кузова крепятся ультразвуковые датчики-излучатели. Они соединяются проводами с приемной балкой с микрофонами, расположенной под автомобилем. Время прохождения звука от датчика до микрофона позволяет определить координаты точки на кузове в трех измерениях. Все точки отображаются на экране компьютера в графическом и цифровом виде в режиме реального времени. При этом не требуется устанавливать ни балку, ни автомобиль по горизонтальному уровню. Система «опрашивает» базовые и измеряемые точки примерно раз в 3 секунды и «видит» их в трех плоскостях в реальном времени.
Шведская компания Car-o-Liner предлагает клиентам в дополнение к стендам измерительную компьютерную систему 3D CAR-O-TRONIC Vision. Эта система объединена с самой большой в мире базой данных по автомобилям различных конструкций, расположенной в информационном центре производителя. Система совместима с любым оборудованием для выполнения кузовного ремонта.
Наиболее продвинутой сегодня считается шаблонная система MZ от Celette. Она не требует измерений и вычислений и исключает риск человеческой ошибки. Система включает комплект стоек и поперечных элементов, которые устанавливаются на соответствующие места рамы стапеля. Для каждого автомобиля изготавливается комплект шаблонов, которые согласно инсталляционной карте устанавливаются на стойках системы MZ. При этом относительное расположение вершин полностью и в абсолютной точности соответствует взаимному расположению контрольных точек оригинального кузова автомобиля. После установки всех элементов системы MZ и требуемого комплекта шаблонов остается совместить положение вершин и контрольных точек автомобиля, прикладывая в определенном порядке к элементам кузова необходимое тяговое или толкающее усилие. Таким образом, после проведения кузовного ремонта спецификации автомобиля будут соответствовать заводским. Система MZ особенно эффективна для использования в авторизованных автомастерских.
Не отстают от иностранных производителей и российские компании. Система измерения Siver Data от SIVER предназначена для измерений контрольных размеров кузов и для документального освидетельствования состояния кузова в случаях, когда его невозможно определить визуально. Система осуществляет измерение координат мишени путем фиксирования ее положения видеокамерами и дальнейшего трехмерного моделирования. В общем, принцип бинокулярного зрения – так работают человеческие глаза. Функцию «глаз» выполняют две камеры, расположенные на концах измерительной балки. Если какой-либо контрастный объект попадает в поле зрения двух камер, система может точно вычислить его пространственные координаты. Таким объектом служат размещенные в особом порядке светодиодные лампочки на мишени-указке. Достаточно прикоснуться щупом к любой точке на кузове, находящейся в поле зрения двух камер, чтобы определить ее положение в трехмерном пространстве. Эта технология обеспечивает быстрое и точное измерение координат с точностью 1 мм.
Стапели – оборудование дорогое, в особенности современные модели. Выбор конкретного подержанного стапеля проблем, в общем-то, не представляет. Достаточно проверить состояние силовых элементов – балок, сварных швов и т.д. на предмет трещин, погнутостей, люфтов (где они недопустимы). Проверить работу гидроцилиндра силового устройства, гидронасоса, шлангов, мест соединений. Посмотреть, в какой комплектации предлагается стенд – есть ли зажимы для вытягивания, зажимы под отбортовку порогов, система крепления автомобиля, состояние и комплектацию цепей и крюков.
С электронными системами измерения проблема несколько сложнее. Многие из современных систем так или иначе завязаны на базы данных производителей. И они часто используют систему платной подписки, которую необходимо регулярно возобновлять. При покупке б/у стапеля связаться с представительством компании-производителя и проверить у них, что за оборудование, когда было куплено, вовремя ли оно обслуживалось и проверялось, возможно ли продление подписки. Или пригласить специалиста из компании-продавца этого оборудования. Иногда некоторые аксессуары – те же шланги, гидронасосы, зажимы – проще купить новые, чем пользоваться бывшими в употреблении.
Выбирая стенд для СТО, необходимо помнить главное: самая важная часть оборудования – это голова и руки специалиста. Восстановление геометрии корпуса автомобиля, даже при наличии современного оборудования, все равно остается работой во многом творческой. Любая ошибка, невнимательность, отсутствие достаточного уровня квалификации у работника могут привести к ошибкам, рекламациям и в конечном итоге – к убыткам. Поэтому не стоит экономить на подготовке специалистов.
Стапельные работы в Кстово
Автотехцентр АвтоАрс выполняет в Кстово стапельные
работы. При этом применяется самое современное оборудование, позволяющее
вернуть кузову исходные формы даже при серьёзных деформациях.
Если кузов автомобиля получает небольшие повреждения, дело
зачастую можно поправить при помощи рихтовки, шпатлёвки и последующей покраски
повреждённого участка. Если же кузову нанесён серьёзный урон со значительной
деформацией, одной рихтовкой тут не обойтись. Скорее всего, автомобилю
потребуются стапельные работы.
Стапель – это современное высокотехнологичное устройство,
позволяющее вернуть сильно повреждённому автомобилю те формы, которые
изначально были созданы производителем. Стапель – это не просто инструмент или
станок. Это целый комплекс оборудования, в котором имеется множество
разнофункциональных элементов: измерительных приборов, фиксаторов, зажимов, цепей,
механизмов и прочих приспособлений, которые позволяют с высокой степенью
точности воздействовать на металл кузова, возвращая ему исходную геометрию. При
этом, что очень важно, не разрушается структура кузовного металла, то есть, он
не теряет своих прочностных характеристик, и это позволяет эксплуатировать
восстановленный с помощью стапеля автомобиль на протяжении многих лет.
Работает стапель следующим образом. Кузов автомобиля прочно
(намертво!) крепится к раме стапеля. После этого к эпицентрам повреждений
крепятся зажимы с цепями, и силовая установка стапеля начинает воздействовать
на кузов, растягивая и/или сжимая его в разных направлениях (в соответствии с
изначально предусмотренной производителем формой). Это напоминает растягивание
скомканного листа бумаги, которому вполне возможно вернуть изначальную
прямоугольную форму. Только на металл кузова действует усилие, равное, ни
много, ни мало, двадцати — тридцати тоннам!
После того, как основная геометрия кузова автомобиля будет
восстановлена, с него демонтируют детали, которые не подлежат восстановлению, а
кузов подвергают рихтовке.
При помощи стапеля удаётся вернуть к жизни даже те автомобили,
которые выглядели испорченными безнадёжно. Правда, возможно это только в том
случае, если с оборудованием обращаться умело и грамотно. В неумелых и
неопытных руках столь мощный инструмент может стать орудием не восстановления,
а разрушения.
В автотехцентре АвтоАрс используется самая дорогостоящая
и, в то же время, самая эффективная разновидность стапельного оборудования:
платформенный стапель с большим количеством точек для крепления различных
приспособлений. Стапель оснащён рельсами, передвижными блоками и лебёдкой,
которые помогают устанавливать на платформу автомобили, не способные
передвигаться своим ходом. При помощи этого оборудования можно ремонтировать не
только легковые автомобили, но и рамные внедорожники, и микроавтобусы.
Стапельные работы в нашем центре осуществляют только
опытные мастера, которые многолетней работой доказали свою высочайшую
квалификацию. Они неоднократно восстанавливали автомобили, которые выглядели
безнадёжными, предоставляя им вторую жизнь.
Руководство инспектора Примечания по внешнему осмотру днища судна
1. Объем освидетельствования
1.1 Когда судно находится в сухом доке или на стапеле, оно должно быть поставлено на блоки достаточной высоты и
к натиранию или контакту с землей, а также к любой неоправданной несправедливости или короблению. Особое внимание следует уделить соединению скуловых забастовок и скуловых килей. Значительные дефекты пластин или другие повреждения, которые не требуют немедленного ремонта, должны быть зарегистрированы.
1.3 Должны быть осмотрены кингстонные ящики и их решетки, подводные соединения и забортные выпускные клапаны и краны, а также их крепления к корпусу или кингстонным ящикам. Клапаны и краны не нужно открывать более одного раза в течение специального периода освидетельствования, если инспектор не сочтет это необходимым.
1.4 Осмотреть видимые части руля, рули, валы и муфты руля и ахтерштевень. Если инспектор сочтет это необходимым, руль должен быть поднят или смотровые пластины должны быть сняты для осмотра цапф. Зазор в подшипниках руля должен быть установлен и записан. Там, где это применимо, может потребоваться испытание руля под давлением, если инспектор сочтет это необходимым.
1.5 Осмотреть видимые части гребного винта и ахтерштевня. Зазор в дейдвудной втулке и эффективность сальника, если он установлен, должны быть установлены и зарегистрированы. Для гребных винтов с регулируемым шагом инспектор должен удостовериться в креплении и герметичности уплотнения ступицы и лопасти. Демонтаж не требуется проводить, если инспектор не сочтет это необходимым.
1.6 Осмотреть видимые части боковых подруливающих устройств.
Маршрут проверки днища
1. 7 Осмотр хвостового вала
Освидетельствование хвостового вала означает освидетельствование гребных и трубчатых валов (далее — хвостовые валы), а также освидетельствование других двигательных установок.
1.7.1 Нормальное освидетельствование
Валы гребных винтов и трубчатые валы должны быть вытянуты в достаточной степени, чтобы можно было провести полный осмотр со следующими интервалами, если не предусмотрены альтернативные средства для проверки состояния вала:
(a) Если гребные валы и трубчатые валы снабжены непрерывными вкладышами или одобренными сальниковыми уплотнениями или изготовлены из коррозионно-стойкого материала, интервал освидетельствования должен составлять: ) года
многовальные устройства: четыре (4) года
Интервал розыгрыша может быть увеличен:
—
от трех (3) до максимум пяти (5) лет для одиночных валопроводов;
с четырех (4) до пяти (5) лет для многовальных систем.
в любом из следующих трех (3) случаев:
, где
гребной винт крепится к шпоночному конусу вала, детали конструкции которого утверждены, и при каждом осмотре проводится неразрушающий контроль по утвержденной трещине метод обнаружения заднего конца цилиндрической части вала (от заднего конца гильзы, если таковой имеется) и примерно одной трети длины конуса от большого конца, или
Где
гребной винт крепится к цельной фланцевой муфте на заднем конце вала,
вал и его арматура не подвержены коррозии,
детали конструкции утверждены.
Неразрушающий контроль радиуса галтели заднего фланца гребного вала может потребоваться, если визуальный осмотр участка неудовлетворителен, или
Если
гребной винт устанавливается без шпонки на конус вала,
вал защищен от морской воды,
утверждены детали конструкции, а
при каждом освидетельствовании проводится неразрушающий контроль утвержденным методом обнаружения трещин передней части заднего конуса вала.
Во всех остальных случаях интервал обследования должен составлять 2 1/2 года (+/- 6 месяцев).
(b) Весь вал должен быть достаточно вытянут, чтобы можно было провести полное обследование.
Однако для устройств с масляной смазкой все открытые участки задней части вала, как описано в 1.7.1 (а), должны быть проверены утвержденным методом обнаружения трещин без чертежа вала,
Где
зазоры и износ подшипников,
записи анализа смазочного масла, расхода масла и температуры подшипников, а также
видимые области шахты
признаны удовлетворительными. Для цельных фланцевых муфт, установленных на конце вала, испытание на обнаружение трещины в области галтели заднего фланца можно не проводить.
Контроль температуры смазочного масла и подшипников должен выполняться, как указано в 1.7.2(d).
Если есть какие-либо сомнения в отношении вышеизложенного, вал должен быть достаточно вытянут, чтобы можно было провести полное обследование.
1.7.2. Модифицированное освидетельствование
(a) Для одно- и многовальных систем модифицированное освидетельствование может быть принято в любом из следующих трех (3) случаев при соблюдении следующих условий:
—
сальники и
вал и его арматура не подвержены коррозии, а
новые сальники могут быть установлены без снятия гребного винта (за исключением шпоночного гребного винта), а детали конструкции утверждены.
, где — гребной винт закреплен на конусе вала и приняты соответствующие меры по предотвращению образования трещин, или
, где — гребной винт закреплен на прочной фланцевой муфте на конце вала, или
, где — гребной винт устанавливается без шпонки на конус вала.
(b) Модифицированное освидетельствование принимается при чередующихся пяти (5) ежегодных (максимум) освидетельствованиях вместо обычного освидетельствования, при условии, что зазоры заднего подшипника находятся в порядке, а масло и маслоуплотнительные устройства исправны. оказался эффективным.
(c) Модифицированный осмотр состоит из:
вычерчивания вала, чтобы показать зону контакта заднего подшипника вала,
осмотр переднего подшипника, насколько это возможно, и всех доступных частей вала, включая соединение гребного винта с валом, и
для гребных винтов со шпонкой, проведение неразрушающего контроля утвержденным методом обнаружения трещин примерно на одной трети длины конуса от большого конца, для чего потребуется разборка гребного винта.
для бесшпоночных винтов, проведя визуальный осмотр для подтверждения хорошего состояния уплотнений.
(d) Если анализ смазочного масла проводится регулярно с интервалами, не превышающими шесть (6) месяцев, а расход масла и температура подшипников регистрируются и считаются находящимися в допустимых пределах, чертеж вала для обнажения площадь контакта с задним подшипником вала может не потребоваться.
Документация по анализу смазочного масла должна быть доступна на борту. Каждый анализ должен включать минимальные параметры:
содержание воды,
содержание хлоридов,
содержание частиц подшипникового металла и
Масло
старение (стойкость к окислению).
Пробы масла следует отбирать в условиях эксплуатации.
1.7.3. Частичное освидетельствование
(a) Для стволов, где применимо модифицированное освидетельствование, по заявлению Владельца может быть рассмотрен вопрос о продлении интервалов между обычным освидетельствованием при условии проведения частичного освидетельствования.
(c) Частичный осмотр состоит из проверки сальников и зазоров подшипников.
Для винтов со шпонкой необходимо демонтировать винт, чтобы обнажить переднюю часть конуса, и выполнить неразрушающий контроль утвержденным методом обнаружения трещин.
(c) Ни в коем случае интервал между нормальным освидетельствованием не должен превышать установленный интервал в 1,5 раза.
Примечание. При применении соответствующих разделов настоящего Единого требования к коммерческим судам, принадлежащим или зафрахтованным правительствами и используемым для поддержки военных операций или службы, может быть уделено особое внимание.
ПРИМЕЧАНИЕ: Для осмотра карданных валов Периодичность полного осмотра хвостового вала. См. рис. 1
модифицированное обследование через 5 лет плюс-минус 6 месяцев.
Примечание 1: Валы, защищенные от коррозии:
изготовлены из коррозионно-стойкого материала или
со сплошными футеровками или системами, считающимися эквивалентными, или
с подшипниками с масляной смазкой и сальниками.
Примечание 2: Подходящими уплотнительными сальниками являются сальники, тип которых одобрен Обществом в отношении защиты дейдвудной трубы от проникновения воды.
1.8 Особое внимание может быть уделено применению соответствующих разделов настоящего Единого требования к коммерческим судам, принадлежащим или зафрахтованным правительствами, которые используются для поддержки военных операций или службы.
2. Съемки в воде
2. 1 Съемка в воде должна предоставлять информацию, обычно получаемую при съемке в доке. Особое внимание должно быть уделено установлению зазоров в подшипниках руля и дейдвудных подшипников масляных дейдвудных подшипников на основе анализа истории эксплуатации, бортовых испытаний и отчетов о пробах дейдвудного масла. Эти соображения должны быть включены в предложения по освидетельствованию в воде, которые должны быть представлены до освидетельствования, чтобы удовлетворительные меры могли быть согласованы с Классификационным обществом.
2.2 Освидетельствование на воде должно проводиться на судне в защищенной воде и предпочтительно при слабых приливо-отливных течениях и течениях. Видимость в воде и чистота корпуса ниже ватерлинии должны быть достаточно четкими, чтобы можно было провести осмысленный осмотр, позволяющий инспектору и водолазу определить состояние обшивки, придатков и сварки. Классификационное общество должно быть удовлетворено методами ориентирования водолазов на обшивке, которые должны использовать, при необходимости, постоянные отметки на обшивке в выбранных точках.
2.3 Оборудование, порядок наблюдения и отчета об исследовании должны быть обсуждены с участвующими сторонами до проведения исследования в воде, и должно быть выделено подходящее время, чтобы водолазная компания могла заранее протестировать все оборудование.
2.4 Осмотр в воде должен проводиться квалифицированным дайвером под наблюдением инспектора. Водолаз должен быть нанят фирмой, утвержденной в качестве поставщика услуг в соответствии с требованиями (см. IACS UR Z17).
2.5 Сюрвейер должен быть удовлетворен методом графического представления, и должна быть обеспечена хорошая двусторонняя связь между сюрвейером и водолазами.
2.6 Если при освидетельствовании в воде выявляются повреждения или износ, требующие предварительного внимания, инспектор может потребовать поставить судно в сухой док, чтобы можно было провести подробное освидетельствование и выполнить необходимый ремонт.
Крышка кабеля SlipWay™ «Туннельная лента»
7785
52,93 фунта стерлингов
Сейчас:
28,24 фунта стерлингов
(включая НДС)
44,11 фунта стерлингов
Сейчас:
23,53 фунта стерлингов
(без НДС)
(вы экономите
24,69 фунтов стерлингов
)
Варианты скидки: Обязательно Ролл Сингл
1 коробка / 6 рулонов
5 коробок / 30 рулонов
10 коробок / 60 рулонов
Цвет: Обязательно Выберите вариантыЧерный/ЖелтыйМатовый черный
Размер: Обязательно Выберите параметры145 мм x 30 м
Текущий запас:
Количество:
06. 02.2023 22:17:57 +00:00
Великобритания Доставка на следующий день заканчивается через
00 часов 00 минут
Описание
Отзывы
Гарантия
Лента для покрытия кабелей SlipWay™ представляет собой прочную, устойчивую к проколам изоленту/тканевую ленту с полностью свободным от клея центром, оставляющим клей только по краям. Также известная как туннельная лента, она позволяет пропускать кабели через ленту без остатков липкого клея.
SlipWay, напечатанный черным/желтым предупреждающим текстом на 3 языках, представляет собой простой в использовании аксессуар для здоровья и безопасности. Также доступен простой матовый черный цвет. Кабели остаются хорошо видимыми и идентифицируемыми, не покрывая их клеем.
Хорошо визуальная (черный/желтый цвет) «туннельная лента»
Незаметно при необходимости (матовый черный цвет)
Можно разорвать вручную, ножницы не нужны
Прочный
Помогает избежать остатков клея на кабелях*
ОБРАТИТЕ ВНИМАНИЕ: Для достижения наилучших результатов мы рекомендуем наносить на гладкую, чистую, сухую, непористую поверхность, свободную от пыли, масла и других загрязнений. Заявленные рабочие характеристики и спецификации основаны на средних значениях и не должны рассматриваться как максимальные или минимальные значения. Измерения приблизительны. Из-за свойств этого продукта его характеристики со временем могут ухудшиться. Из-за различных сред приложений предлагаемые варианты использования следует рассматривать только как общее руководство. Мы рекомендуем всем пользователям оценить пригодность наших продуктов для их индивидуального применения и обратиться к нашему полному техническому описанию перед использованием.
*Все ленты могут оставлять следы на некоторых поверхностях, всегда сначала проверяйте на небольшом участке.
Написать обзор
Крышка кабеля SlipWay™ «Туннельная лента»
Рейтинг Обязательно Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Обязательно
Тема отзыва Обязательно
Комментарии Обязательно
100% гарантия возврата денег
Мы стремимся честно продавать высококачественные продукты, которые, как мы уверены, вам понравятся.
Способ получения алюминия из его оксида включает формирование реакционного объема расплава на основе фторидов металлов, наложение на расплав электрического тока, загрузку шихты, содержащей оксид алюминия, восстановление алюминия и его удаление из реакционного объема. На расплав накладывают переменный электрический ток, алюминий восстанавливают при температуре 1000 — 1100oC, а восстановителем служит углерод графитовых электродов, при этом в качестве фторидов металлов используют криолит. При осуществлении способа исключается образование карбида и оксикарбидов алюминия и использование постоянного тока. 1 з.п.ф-лы.
Изобретение относится к металлургии, в частности к получению алюминия из его оксида в виде сплава алюминия с кремнием и может быть использовано для производства силикоалюминия (силумина).
Известна реакция восстановления оксида алюминия углеродом Al2O3 + 3C —> 2Al + 3CO. (1) Изменение термодинамического потенциала реакции, рассчитанное по данным [1] и [2], составляет G0T = 321519-139,81T кал, отсюда G0T < 0 и соответственно lgKp>1 при T>2299 K (2026oC). Теоретически восстановление оксида алюминия углеродом начинается при температуре свыше 2299 K (2026oC), но получение чистого алюминия электротермическим путем считается невозможным из-за образования карбида алюминия Al4C (при температурах 1500-2000 K) и оксикарбидов алюминия: Al4O4C (образуется при 1873 K) и Al2OC (образуется при 2273 K).
Известен электротермический способ получения алюминия в виде его сплава с железом (ферроалюминия) путем восстановления оксида алюминия углеродом в присутствии железа [3].
В известном способе шихта для получения ферроалюминия состоит из оксида алюминия в виде электрокорунда (91-96% Al2O3; 1-3% SiO2; 1-2% TiO2; ~0,5% MgO; 0,8-3% CaO), коксика (13% золы) и стальной стружки. Восстановление оксида алюминия углеродом коксика осуществляют при температурах 1600-2000oC. При восстановлении Al2O3 углеродом в присутствии жидкого железа восстановленный алюминий растворяется в нем, обеспечивая протекание реакции Al2O3 + 3C + Fe —> 2[Al]Fe + 3CO. (2) Присутствие железа, с одной стороны, обеспечивает образование раствора Al-Fe, уменьшая активность алюминия и снижая температуру восстановления оксида алюминия, с другой стороны, образование карбида и оксикарбидов алюминия не получает развития, так как они хорошо разрушаются железом.
Недостатками известного способа восстановления оксида алюминия углеродом являются высокая температура процесса и необходимость использования коксика.
Известен электротермический способ получения алюминия в виде его сплава с кремнием (силикоалюминия) путем совместного восстановления углеродом оксидов алюминия и кремния [4].
В известном способе шихта для получения силикоалюминия состоит из глинозема (Al2O3), кварцита (SiO2) и муллита (3Al2O32SiO2), в качестве восстановителя используют газовый уголь и нефтяной кокс. Восстановление оксида алюминия углеродом осуществляют при температурах свыше 2000oC.
Недостатком электротермического способа получения алюминия являются высокие (свыше 2000oC) температуры процесса и связанная с этим необходимость использования громоздких и сложных рудовосстановительных печей.
Известен способ получения алюминия из глинозема в электролизере, включающий растворение глинозема в расплаве криолита (1-8%) при температуре 960-970oC, наложение на расплав постоянного тока (2-2,5 В, 70-160 кА) и последующее осаждение алюминия на углеродистой подине, играющей роль катода, с одновременным выделением кислорода на электроде, играющем роль анода [5].
В известном способе разделение молекулы Al2O3 на катион Al3+ и анион O2- происходит электрохимическим путем с участием молекулы AlF3 [6].
Недостатком известного способа является необходимость использования для восстановления алюминия из глинозема постоянного тока и как следствие высокий расход электроэнергии (на производство 1 т алюминия затрачивается 14000-18000 кВтч, что составляет ~30% себестоимости алюминия).
Известен способ, принятый за прототип, получения алюминия в виде его сплава с кремнием (силумина), включающий электролиз алюминийкремнеземсодержащего сырья в расплаве криолита, отличающийся тем, что в качестве сырья используют золу ТЭЦ после сжигания бурых углей [7].
В известном способе совместное восстановление оксидов алюминия и кремния осуществляют при температуре около 1000oC путем электролиза растворов этих оксидов в расплаве криолита при наложении на расплав постоянного тока.
Недостатком известного способа является необходимость использования для восстановления оксида алюминия постоянного тока.
Задачей изобретения является получение алюминия из его оксида путем электротермического восстановления оксида алюминия, с одной стороны, исключающего образование карбида и оксикарбидов алюминия, с другой стороны, исключающего использование постоянного тока.
Указанный технический результат достигается тем, что в способе получения алюминия из его оксида, включающем формирование реакционного объема расплава на основе фторидов металлов, наложение на расплав электрического тока, загрузку шихты, содержащей оксид алюминия, восстановление алюминия и его удаление из реакционного объема, согласно изобретению на расплав накладывают переменный электрический ток, алюминий восстанавливают при температуре 1000-1100oC, а восстановителем служит углерод графитовых электродов, при этом в качестве фторидов металлов используют криолит.
Способ осуществляется следующим образом.
В ванну руднотермической электропечи, футерованную углеродистой массой или графитовыми блоками, загружают криолит, расплавляют его в дуговом режиме и в руднотермическом режиме доводят до жидкотекучего состояния. Затем в ванну печи загружают шихту, состоящую из смеси оксидов алюминия и кремния. Графитовые электроды, погруженные в расплав, восстанавливают растворенные в расплаве криолита оксиды алюминия и кремния, при этом образующийся металлический сплав опускается на подину печи.
Пример осуществления предлагаемого способа.
Для эксперимента использовалась двухэлектродная (диаметр электродов — 50 мм) лабораторная руднотермическая электропечь, запитанная на однофазный трансформатор ОСУ-100/05 мощностью 100 кВА, имеющая ванну площадью 0,06 м2, футерованную графитовыми пластинами. Эксперимент проводился по схеме, известной для электролитического получения алюминия, с той лишь разницей, что в данном случае использовался переменный электрический ток частотой 50 Гц. Напряжение низкой стороны составляло 50 В, сила тока — 1000-1200 А.
В ванну печи первоначально загрузили 50 кг криолита, расплавили его открытой дугой и в руднотермическом режиме довели до жидкотекучего состояния. Затем в ванну печи загрузили 11 кг перлита следующего химического состава, %: SiO2 — 65-76; Al2O3 — 12-16; FeO 3,0; CaO 3,0; Na2O + K2O > 3-10.
Электроплавку вели 36 ч при температуре 1050-1100oC, понемногу добавляя криолит. В результате плавки было получено 0,07 кг сплава следующего химического состава, %: Al — 89,0; Si — 8,7; Fe — 2,0; C — 0,3.
По результатам проведенной восстановительной электроплавки можно сделать следующие выводы.
1. Через расплав пропускался переменный ток частотой 50 Гц, поэтому электролиз в обычном понимании этого процесса (при наложении на расплав постоянного тока) не осуществлялся — имело место карботермическое восстановление оксидов алюминия, кремния и железа.
2. Восстановителем служили графитовые электроды — из расплава в приэлектродном пространстве постоянно вырывались языки пламени от сгоравшего оксида углерода.
3. Первым, естественно, восстанавливался кремний, но не переходил в жидкую фазу (температура плавления кремния составляет 1412oC). Поэтому восстановленный кремний дисперсно рассеивался в шлаке (криолите).
4. В полученном сплаве кремния оказалось столько, сколько его захватили частицы жидкого восстановленного алюминия (Tпл = 660oC), который, восстанавливаясь, сам служил восстановителем для кремния, вследствие чего металлической фазы алюминия оказалось небольшое количество.
5. При рентгенофазовом анализе проб шлака не удалось выделить металлическую фазу кремния — вероятно, из-за того, что размер частиц кремния составляет менее 0,005 мм (полученная картина соответствовала аморфной фазе, содержание которой достигало 40%). Общий анализ шлака на кремний не проводился из-за невозможности вычленения металлической фазы.
6. По данным химического анализа углерод присутствует в сплаве в виде карбида железа. Также в сплаве присутствует металлический алюминий и сплав алюминия и кремния. Оксикарбиды алюминия Al4O4C и Al2OC в сплаве не обнаружены.
Таким образом, по предлагаемому способу можно осуществлять низкотемпературное карботермическое восстановление алюминия из его оксида с получением алюминия в виде его сплава с кремнием.
Источники информации 1. Кубашевский О., Олкокк С.Б. Металлургическая термохимия.- М.: Металлургия, 1982, c. 312.
2. Гасик М.И., Лякишев Н.П., Емлин Б.И. Теория и технология производства ферросплавов. — М.: Металлургия, 1988, c. 512.
3. Там же, c. 510-520.
4. Там же, c. 522-529.
5. Воскобойников В.Г., Кудрин В.А., Якушев А.М. Общая металлургия. — М.: Металлургия, 1979, c. 467-470.
6. Баймаков Ю.В., Ветюков М.М. Электролиз расплавленных солей. — М.: Металлургия, 1966, c. 375.
7. Способ производства силумина. Патент РФ N 2065510, кл. C 25 C 3/36 по заявке N 93042444/02 от 26.08.93 (прототип).
Формула изобретения
1. Способ получения алюминия из его оксида, включающий формирование реакционного объема расплава на основе фторидов металлов, наложение на расплав электрического тока, загрузку шихты, содержащей оксид алюминия, восстановление алюминия и его удаление из реакционного объема, отличающийся тем, что на расплав накладывают переменный электрический ток, алюминий восстанавливают при температуре 1000 — 1100oC, а восстановителем служит углерод графитовых электродов.
2. Способ по п. 1, отличающийся тем, что в качестве фторидов металлов используют криолит.
Как производится алюминий
Сайт об алюминии
Несмотря на то, что алюминий самый распространенный металл на нашей планете, в чистом виде на Земле его не встретить. Из-за высокой химической активности атомы алюминия легко образуют соединения с другими веществами. При этом «крылатый металл» нельзя получить плавлением руды в печи, как это происходит, например, с железом. Процесс получения алюминия значительно сложнее и основан на использовании электричества огромной мощности. Поэтому алюминиевые заводы всегда строятся рядом с крупными источниками электроэнергии – чаще всего гидроэлектростанциями, не загрязняющими окружающую среду. Но обо всем по порядку.
Бокситы
Глинозем
Криолит
Алюминий
Литейное производство
Новые технологии
Переработка
«В природе ничто не возникает мгновенно и ничто не появляется в свете в совершенно готовом виде».
Александр Герцен русский публицист, писатель
Добыча бокситов
Производство металла делится на три основных этапа: добыча бокситов – алюминийсодержащей руды, их переработка в глинозем – оксид алюминия, и, наконец, получение чистого металла с использованием процесса электролиза – распада оксида алюминия на составные части под воздействием электрического тока. Из 4-5 тонн бокситов получается 2 тонны глинозема, из которого производят 1 тонну алюминия.
В мире существуют несколько видов алюминиевых руд, но основным сырьем для производства этого металла являются именно бокситы. Это горная порода, состоящая, в основном, из оксида алюминия с примесью других минералов. Боксит считается качественным, если он содержит более 50% оксида алюминия.
Запасы бокситов Общие мировые подтвержденные запасы бокситов оцениваются в 18,6 миллиардов тонн. При нынешнем уровне добычи это обеспечивает потребность в алюминий больше, чем на сто лет.
Бокситы могут сильно отличаться друг от друга. По структуре они бывают твердые и плотные либо рыхлые и рассыпчатые. По цвету – как правило, кирпично-красные, рыжеватые или коричневые из-за примеси оксида железа. При небольшом содержании железа бокситы имеют белый или серый цвет. Но иногда встречаются руды желтого, темно-зеленого цвета и даже пестрые – с голубыми, красно-фиолетовыми или черными прожилками.
Около 90% мировых запасов бокситов сосредоточено в странах тропического и субтропического поясов – из них 73% приходится на пять стран: Гвинею, Бразилию, Ямайку, Австралию и Индию. В Гвинее бокситов больше всего – 5,3 миллиарда тонн (28,4%), при этом они высокого качества, содержат минимальное количество примесей и залегают практически на поверхности.
Крупнейшие страны по добыче бокситов, 2014 год
Чаще всего добыча бокситов ведется открытым способом – специальной техникой руду «срезают» слой за слоем с поверхности земли и транспортируют для дальнейшей переработки. Однако в мире есть места, где алюминиевая руда залегает очень глубоко, и для ее добычи приходится строить шахты – одна из самых глубоких шахт в мире «Черемуховская-Глубокая» находится в России, на Урале, ее глубина – 1550 метров.
Производство глинозема
Следующим этапом является производственной цепочки является переработка бокситов в глинозем – это оксид алюминия Al2O3, который представляет собой белый рассыпчатый порошок. Основным способом получения глинозема в мире является метод Байера, открытый более ста лет назад, но актуальный до сих пор – около 90% глинозема в мире производятся именно так. Этот способ весьма экономичен, но использовать его можно только при переработке высококачественных бокситов со сравнительно низким содержанием примесей – в первую очередь кремнезема.
Метод Байера основан на следующем: кристаллическая гидроокись алюминия, входящая в состав боксита, хорошо растворяется при высокой температуре в растворе едкого натра (каустической щёлочи, NaOH) высокой концентрации, а при понижении температуры и концентрации раствора вновь кристаллизуется. Посторонние, входящие в состав боксита (так называемый балласт), не переходят при этом в растворимую форму или перекристаллизовываются и выпадают в осадок до того, как производится кристаллизация гидроокиси алюминия. Поэтому после растворения гидроокиси алюминия балласт легко может быть отделен – он называется красный шлам.
Красный шлам
Это густая масса красно-бурого цвета, состоящая из соединений кремния, железа, титана и других элементов. Его складируют на тщательно изолированных территориях – шламохранилищах. Их обустраивают таким образом, чтобы содержащиеся в отходах щёлочи не проникали в грунтовые воды. Как только хранилище отрабатывает свой потенциал, территорию можно вернуть в первоначальный вид, покрыв её песком, золой или дёрном и посадив определённые виды деревьев и трав. На полное восстановление могут уйти годы, но в итоге местность возвращается в изначальное состояние.
Многие специалисты не считают красный шлам отходом, так как он может служить сырьем для переработки. Например, из него извлекают скандий для дальнейшего производства алюминиево-скандиевых сплавов. Скандий придает таким сплавом особую прочность, сферы использования – автомобиле- и ракетостроение, спортивная экипировка, производство электропроводов.
Также красный шлам может использоваться для производства чугуна, бетона, получения редкоземельных металлов.
Крупные частицы гидроксида алюминия легко отделяются от раствора фильтрованием, их промывают водой, высушивают и кальцинируют – то есть нагревают для удаления воды. Так получают глинозем.
Нефелин Бокситы – самое распространенное, но не единственное сырье для производства глинозема. Его также можно получить из нефелина. В природе он встречается в виде апатито-нефелиновых пород (апатит – материал из группы фосфорнокислых солей кальция). В процессе производства глинозема из нефелина также получают сода, поташ (используется в строительном секторе, производстве бытовой химии, кондитерской промышленности и так далее), редкий металл галлий. А из отходов производства – белого шлама – высококачественный цемент. Чтобы получить 1 тонну глинозема в среднем требуется 4 тонны нефелина и 7,5 тонн известняка.
У глинозема нет срока годности, но хранить его непросто, так как при малейшей он возможности активно впитывает влагу – поэтому производители предпочитают как можно быстрее отправлять его на алюминиевое производство. Сначала глинозем складывают в штабели весом до 30 тысяч тонн – получается своеобразный слоеный пирог высотой до 10-12 метров. Потом пирог «нарезают» и грузят для отправки в железнодорожные вагоны – в среднем, в один вагон от 60 до 75 тонн (зависит от вида самого вагона).
Существует еще один, гораздо менее распространенный способ получения глинозема – метод спекания. Его суть заключается в получения твердых материалов из порошкообразных при повышенной температуре. Бокситы спекают с содой и известняком – они связывают кремнезем в нерастворимые в воде силикаты, которые легко отделить от глинозема. Этот способ требует больших затрат, чем способ Байера, но в то же время дает возможность перерабатывать бокситы с высоким содержанием вредных примесей кремнезема.
Криолит
Ивиттуут Одно из единичных месторождений природного криолита на Земле. Расположено в Гренландии и было обнаружено в 1799 году. Добыча криолита прекратилась там в 1987 году, когда был изобретен способ искусственного получения этого редкого минерала. Позднее криолит был найден в Ильменских горах на Южном Урале (Миасс) и в штате Колорадо (США).
Глинозем выступает непосредственным источником металла в процессе производства алюминия. Но для создания среды, в которой этот процесс будет происходить, необходим еще один компонент – криолит.
Это редкий минерал из группы природных фторидов состава Na3AlF6. Обычно он образует бесцветные, белые или дымчато-серые кристаллические скопления со стеклянным блеском, иногда – почти черные или красновато-коричневые. Криолит хрупкий и легко плавится.
Природных месторождений этого минерала крайне мало, поэтому в промышленности используется искусственный криолит. В современной металлургии его получают взаимодействием плавиковой кислоты с гидроксидом алюминия и содой.
Производство алюминия
Итак, мы добыли боксит, получили из него глинозем, запаслись криолитом. Все готово для последней стадии – электролизу алюминия. Электролизный цех является сердцем алюминиевого завода и не похож на цеха других металлургических предприятий, производящих, например, чугун или сталь. Он состоит из нескольких прямоугольных корпусов, протяженность которых зачастую превышает 1 км. Внутри рядами установлены сотни электролизных ванн, последовательно подключенных массивными проводами к электричеству. Постоянное напряжение на электродах каждой ванны находится в диапазоне всего 4-6 вольт, в то время как сила тока составляет 300 кА, 400 кА и более. Именно электрический ток является здесь главной производственной силой – людей в этом цехе крайне мало, все процессы механизированы.
Ток для производства алюминия
Для запуска двигателя автомобильный аккумулятор должен обеспечить электрический ток в 300-350 А в течение 30 секунд. То есть в 1000 раз меньше, чем нужно одному электролизеру для постоянной работы.
В каждой ванне происходит процесс электролиза алюминия. Емкость ванны заполняется расплавленным криолитом, который создает электролитическую (токопроводящую) среду при температуре 950°С. Роль катода выполняет дно ванны, а анода – погружаемые в криолит угольные блоки длиной около 1,5 метров и шириной 0,5 метра, со стороны они выглядят как впечатляющих размеров молот.
Каждые полчаса при помощи автоматической системы подачи глинозема в ванну загружается новая порция сырья. Под воздействием электрического тока связь между алюминием и кислородом разрывается – алюминий осаждается на дне ванны, образуя слой в 10-15 см, а кислород соединяется с углеродом, входящим в состав анодных блоков, и образует углекислый газ.
Примерно раз в 2-4 суток алюминий извлекают из ванны при помощи вакуумных ковшей. В застывшей на поверхности ванны корке электролита пробивают отверстие, в которое опускают трубу. Жидкий алюминий по ней засасывается в ковш, из которого предварительно откачан воздух. В среднем, из одной ванны откачивается около 1 тонны металла, а в один ковш вмещается около 4 тонн расплавленного алюминия. Далее этот ковш отправляется в литейное производство.
При производстве каждой тонны алюминия выделяется 280 000 м3 газов. Поэтому каждый электролизер независимо от его конструкции оснащен системой газосбора, которая улавливает выделяющиеся при электролизе газы и направляет их в систему газоочистки. Современные «сухие» системы газоочистки для улавливания вредных фтористых соединений используют ни что иное, а глинозем. Поэтому перед тем как использоваться для производства алюминия, глинозем на самом деле сначала участвует в очистке газов, которые образовались в процессе производства металла ранее. Вот такой замкнутый цикл.
Для процесса электролиза алюминия требуется огромное количество электроэнергии, поэтому важно использовать возобновляемые и не загрязняющие окружающую среду источники этой энергии. Чаще всего для этого используются гидроэлектростанции – они обладают достаточной мощностью и не имеют выбросов в атмосферу. Например, в России 95% алюминиевого мощностей обеспечены гидрогенерацией. Однако есть в места в мире, где угольная генерация пока доминирует – в частности, в Китае на нее приходится 93% производства алюминия. В результате для производства 1 тонны алюминия с использованием гидрогенерации в атмосферу выделяется чуть более 4 тонн углекислого газа, а при использовании угольной генерации – в пять раз больше – 21,6 тонны.
Углекислый газ
Для сравнения — за один солнечный день 1 гектар леса поглощает из воздуха 120-280 кг углекислого газа и выделяет 180-200 кг кислорода.
Литейное производство
Расплавленный алюминий в ковшах доставляется в литейный цех алюминиевого завода. На этой стадии металл все еще содержит небольшое количество примесей железа, кремния, меди и других элементов. Но даже доли процента, приходящиеся на примеси, могут изменить свойства алюминия, поэтому здесь их удаляют методом переплавки в специальной печи при температуре 800°С. Полученный чистый алюминий разливают в специальные формы, в которых металл приобретает свою твердую форму.
Самые маленькие слитки алюминия называются чушками, они имеют вес 6 до 22,5 кг. Получив алюминий в чушках, потребители вновь расплавляют его и придают тот состав и форму, которые требуются для их целей.
Самые большие слитки – 30-тонные параллелепипеды длиной 11,5 метров. Их изготавливают в специальных формах, уходящих в землю на примерно 13 метров. Горячий алюминий заливается в нее в течение двух часов – слиток «растет» в форме как сосулька, только в обратном направлении. Одновременно его охлаждают водой и к моменту завершения выливки он уже готов к дальнейшей транспортировке. Прямоугольные слитки называются слябами (от англ. slabs) – они используются для проката в тонкие листы и производства алюминиевой фольги, банок для напитков или, к примеру, автомобильных кузовов.
Алюминий в форме цилиндрических слитков достигает в длину 7 метров – их используют для экструзии, то есть выдавливание через отверстие необходимой формы. Именно так производится большая часть алюминиевых изделий.
В литейном цехе алюминию придают не только разные формы, но и состав. Дело в том, что в чистом виде этот металл используется гораздо реже, чем в виде сплавов.
Сплавы производятся путем введения в алюминий различных металлов (так называемых легирующих добавок) – одни повышает его твердость, другие плотность, третьи приводят к изменению его теплопроводности и т.д. В качестве добавок используются бор, железо, кремний, магний, марганец, медь, никель, свинец, титан, хром, цинк, цирконий, литий, скандий, серебро и др. Кроме этих элементов, в алюминиевых сплавах могут присутствовать еще около десятка легирующих добавок, таких как стронций, фосфор и другие, что значительно увеличивает возможное число сплавов. На сегодняшний день в промышленности используется свыше 100 марок алюминиевых сплавов.
Новые технологии
Производители алюминия постоянно совершенствуют свои технологии, дабы научиться производить металл наилучшего качества с наименьшими затратами и минимальным воздействием на экологию. Уже сконструированы и работают электролизеры, мощность силы тока у который по 400 и 500кА, модернизируются электролизеры прошлых поколений.
Одна из передовых мировых разработок – производство металла с использованием инертного анода. Эта уникальная революционная технология позволит алюминщикам отказаться от использования угольных анодов. Инертный анод, упрощенно говоря, вечен, но что самое важное – при его использовании в атмосферу выделяется не углекислый газ, а чистейший кислород. Причем 1 электролизная ванна сможет вырабатывать столько же кислорода, сколько 70 га леса. Пока эта технология секретна и проходит промышленные испытания, но кто знает – может быть, в будущем она сделает из алюминиевой промышленности еще одни легкие нашей планеты.
Переработка
Алюминий обладает полезным свойством – не терять своих свойств в процессе использования, поэтому изделия из него могут подвергаться переплавке и вторичной переработке в уже новые изделия. Это позволяет сохранить ту колоссальную энергию, затраченную на производство алюминия впервые.
По расчетам Международного алюминиевого института с 1880 года в мире произведен почти 1 млрд тонн алюминия и три четверти всего этого объема до сих пор используется. Около 35% в зданиях и сооружениях, 30% – в электрических кабелях и оборудовании и 30% – в транспорте.
Здания и сооружения
Электрические кабели
Транспорт
По всему миру собирают отходы алюминия – в быту это, в основном, алюминиевые банки из-под напитков. Подсчитано, что 1 кг собранных и сданных в переработку банок позволяет сэкономить 8 кг боксита, 4 кг различных фторидов и 14 кВт/ч электроэнергии. Кроме этого, это позволяет существенно сократить экологический урон от все разрастающихся свалок. Развитие экологической ответственности делает все более популярной идею раздельного сбора мусора во всем мире.
Алюминиевая банка – самый часто перерабатываемый продукт. Примерно через 6 недель после использования они вновь оказываются на полках магазинов.
Ежегодно в мире производится более 220 млрд банок для напитков, в Европе 90% из них вторично перерабатываются – причем зачастую снова в банки, поэтому именно алюминиевую банку называют вечной. Но переработать можно что угодно – и корпуса автомобилей, и использованную фольгу для запекания, и раму велосипеда.
Эффективное восстановление и улучшение качества алюминиевого лома • STEINERT
Экономичная сортировка различных фракций алюминия из процессов переработки для использования в производстве вторичного алюминия
Алюминий может быть переработан на 100%. Вторичный алюминий из переработанного материала, также известный как зеленый алюминий, снижает потребление энергии в производстве до 90% по сравнению с первичным материалом.
(Чтобы узнать, как переработка алюминия может сэкономить столько энергии, читайте здесь.)
Если восстановленный алюминий (переработанный алюминий) используется для производства новых продуктов, производителям алюминия необходимо, чтобы их вторичное сырье демонстрировало неизменно высокий уровень чистоты. Эту проблему часто можно решить с помощью сортировки. Спрос на алюминий как на легкий материал с высокими эксплуатационными характеристиками постоянно растет. Алюминий все чаще заменяет традиционные материалы, такие как сталь, для снижения веса и, следовательно, энергии, особенно в автомобилестроении. Это делает извлечение этого металла все более интересным как процесс создания стоимости.
Не весь алюминий одинаков Алюминиевый лом имеет широкий диапазон составов и фракций. Это происходит из широкого спектра встроенных продуктов и компонентов. В качестве компонентов сплава кремний, марганец, медь, цинк и магний повышают прочность алюминия и определяют первичное и вторичное использование пластин, стержней, труб и т. д. Состав сплавов также определяет «литейность», что является преимуществом. для сложных компонентов, таких как генераторы переменного тока. Наилучшие литейные свойства имеют компаунды AlSi (класс 4000). В некоторых случаях они также содержат элементы Mg и Cu для повышения прочности. Профили, банки, пластины и т. д. из кованого алюминия обычно содержат мало легирующих компонентов и могут использоваться почти во всех вторичных процессах. При механическом восстановлении деформируемого алюминия основной задачей является отделение компонентов тяжелых металлов, которые обнажаются во время измельчения, т.е. молотковой дробилкой или ротационными ножницами.
Отделение железа Во-первых, магниты часто отделяют железо из потока материала. Для этой цели часто используются такие магниты, как STEINERT BR и STEINERT UME.
Сухая механическая сортировка с использованием XRT (пропускание рентгеновских лучей) Для фракций профилей, легкого алюминиевого лома мокрое механическое отделение свободных компонентов тяжелых металлов и высоколегированных компонентов Al (литые компоненты) обычно нецелесообразно с экономической точки зрения. условия. В этом случае наша сухая механическая сортировка по атомной плотности с использованием системы рентгеновской сортировки STEINERT XSS T EVO 5.0 является надежной альтернативой или дополнением к разделению сток/плавание для сортировки высоколегированного алюминия и свободных тяжелых металлов, что позволяет 9Уровень чистоты алюминия 0011 >99,5% должен быть получен.
Восстановление цветных металлов и алюминия В случае алюминиевого лома из автошредера это часто высоколегированный материал, содержащий от 4 до 12% кремния, а также в основном медь и цинк. Чем больше содержание Si, тем менее пластичен компонент, который при измельчении распадется на множество более мелких кусочков. Мы используем это свойство в нашем решении и сортируем поток цветных металлов из измельчителя по размеру зерна, например. 10 — 30 мм, 30 — 70 мм и 70 — 150 мм с помощью сепаратора цветных металлов (STEINERT EddyC® ) во «фракцию ZORBA».
Переработка алюминия и сортировка тяжелых металлов Эта смесь легких и тяжелых металлов (разделенная по размеру зерна) теперь разделена с помощью рентгеновской технологии (STEINERT XSS® T EVO 5.0) на алюминий и смешанную фракцию меди, латуни , цинк и т. д. Этот обеспечивает максимальный выход и чистоту алюминия , и этот материал может продаваться с определенным качеством, например. Al 224 или крупнозернистые фракции, такие как Taint Tabor (в основном чистый лист), а также фракции высшего сорта. На фоне все более сложных экспортных условий и растущего спроса на качество, которое может заменить и дополнить первичный материал, где это возможно, важно обеспечить неизменно высокую чистоту всех продуктов.
Использование технологии LIBS для разделения сплавов Высококачественный алюминий из циклов производства и установок по переработке материалов с низколегированными компонентами, присадочными металлами или легкими элементами, такими как магний, может быть повышен до очень чистых продуктов с помощью спектроскопии лазерного пробоя (ЛИБС). Наш STEINERT LSS | LIBS сортирует объекты по химическому составу с высокой степенью изоляции в соответствии с вашими требованиями посредством разделения материалов и выгрузки продукта внутри системы. Это решение дает вторичному металлургическому заводу возможность использовать больше вторичного материала и загружать расплав на основе сплавов. Необходимость сортировки по классам сплавов, т.е. между 5000 и 6000 классами деформируемых сплавов, обычно используемых в автомобилестроении, предъявляет особенно жесткие требования к глубине анализа обнаружения. Здесь основное различие заключается в содержании в сплавах магния и кремния, которые определяют свойства материала, относящиеся к компонентам. В наши дни количественное определение, необходимое для этих компонентов сплава, может быть выполнено с помощью метода LIBS, который уже используется в промышленности. В принципе, это также может быть использовано для количественного определения всех компонентов сплава, имеющих значение для групп алюминиевых сплавов от 1000 до 7000.
Особенностью является обнаружение и отделение окрашенных алюминиевых пластин перед плавкой для удаления следов диоксида титана или даже свинца и кадмия из краски и покрытий. Вот наш STEINERT KSS | NR CL анализирует поверхность материала с помощью цветового, лазерного или инфракрасного обнаружения. Соответствующие элементы выделяются для отдельной обработки.
Как извлечь алюминий и драгоценные металлы из электронного лома
Содержание
Наша программа по твердым отходам направлена на три основные области исследований:
(1) извлечение полезных ископаемых, металлов и энергии из городских отходов;
(2) извлечение полезных ископаемых и металлов из отходов, образующихся при промышленном использовании сырья и продуктов минерального происхождения; и
(3) модернизация и утилизация автомобильного лома.
Целью этого этапа была разработка технологии извлечения и переработки металлических ценностей из устаревших электронных инструментов. Такие инструменты являются операционными побочными продуктами военных и космических агентств, коммерческой связи и промышленных электронных операций всех видов. Включены авиационные приборы, радары, системы связи, слежения и предупреждения, промышленные компьютеры и средства управления, а также отдельные компоненты промышленных товаров народного потребления. Электронные компоненты этого оборудования часто имеют медные штыри, контакты и разъемы, покрытые серебром, золотом или другими металлами для обеспечения лучших контактов и коррозионной стойкости. Как правило, эти компоненты содержатся в алюминиевых корпусах. Чтобы восстановить алюминий, лом обрабатывают в алюминиевой плавильной печи, где большая часть алюминия, драгоценных металлов и часть меди расплавляются и собираются в виде слитков. Прямая алюминиевая рециркуляция выпотевшего металла неэкономична, потому что он содержит другие металлы, которые имеют значения, равные или большие, чем у алюминия, и эти металлы будут потеряны при прямой рециркуляции на предприятиях по выплавке вторичного алюминия. Например, одна партия потного лома содержала 70 % алюминия, 20 % меди, 12 унций на тонну золота, 140 унций на тонну серебра, 1,5 % свинца и 1,5 % олова. Индивидуальная стоимость металла за тонну выпотевшего лома будет равна алюминию 280 долларов; медь, 200 долларов; золото — 420 долларов, свинец и олово — 40 долларов; и серебро, 200 долларов, на общую сумму 1140 долларов. Лом в виде вторичного алюминия будет иметь вероятную максимальную стоимость в 200 долларов за тонну.
Чтобы извлечь алюминий из выпотевшего электронного лома и, в то же время, сконцентрировать другие ценные металлы в продукт, который можно было бы разделить промышленными методами плавки и рафинирования, были исследованы два процесса электрорафинирования расплавленной соли. В одном процессе использовалась трехслойная ячейка рафинирования, в которой расплавленный лом образовывал нижний анодный слой, расплавленный электролит — средний слой, а рафинированный алюминий — верхний катодный слой. Рафинировочные ячейки этого типа использовались для получения алюминия высокой чистоты из первичного алюминия. Рафинирование лома алюминиевых сплавов было исследовано с использованием этого типа ячеек во время Второй мировой войны в Германии. Во втором процессе использовалась ячейка с отсеком, в которой расплавленный анодный лом и катод из рафинированного алюминия были физически разделены. Использовался электролит NaCl-KCl-AlCl3, разработанный при электровыделении алюминия из AlCl3. Теория работы обоих процессов была основана на селективном электроокислении алюминия из анодного расплавленного электронного лома в расплавленный солевой электролит. На катоде происходит одновременное восстановление и извлечение алюминия из электролита.
Электронный алюминиевый лом
Электронный лом, использованный в этих испытаниях, был из лома военных самолетов, который был переплавлен в слитки на коммерческом плавильном заводе. В данном отчете термин «электронный лом» будет относиться к этим слиткам. 71-фунтовый слиток, представляющий собой электронный лом, был разрезан, как показано на рисунке 1. Для использования в двух процессах рафинирования были выбраны чередующиеся кусочки слитка. Это было сделано для того, чтобы свести к минимуму различия в исходном материале из-за возможной сегрегации металлов в слитке. Анализ слитка приведен в таблице 1.
Процесс трехслойного электрорафинирования Аппаратура
Используемая трехслойная электролитическая ячейка показана на рис. 2; схематическая диаграмма ячейки показана на рис. 3. Тигель имел диаметр 6 дюймов, высоту 24 дюйма и был изготовлен из никеля с фланцем и крышкой из мягкой стали. Внутри никелевого тигля была вставлена графитовая футеровка высокой плотности, содержащая лом, электролит и рафинированный алюминий. Газовые порты использовались для продувки воздуха из ячейки гелием для предотвращения окисления графитовой футеровки. Ячейка нагревалась в печи сопротивления. Подвод анода к электронному лому осуществлялся через никелевый тигель и графитовую футеровку. В графитовую футеровку была вставлена втулка из оксида алюминия для изоляции области катода от анода. Катод представлял собой графитовый стержень диаметром 1 дюйм.
Эксплуатация
В трехслойной ячейке электронный скрап был материалом подачи анода. Три слоя были разделены из-за разницы в плотности подачи анода, расплавленного солевого электролита и рафинированного алюминия. В диапазоне рабочих температур от 750° до 850°С приблизительная плотность расплавленного электронного лома составляла 3,3. 2,7 для расплавленного электролита и 2,3 для рафинированного алюминия. Электролит содержал 60 мас.% BaCl2, 17 мас.% NaF и 23 мас.% AlF3.
В ячейку была произведена начальная загрузка 10 фунтов металлолома и 6,5 фунтов электролита. Температуру ячейки повышали до 800°С для расплавления металла и электролита. Катод погружали в электролит на 1 дюйм и начинали электролиз. Для электрорафинирования использовали потенциал 2,0 вольта и диапазон тока от 15 до 25 ампер. Была проведена серия из 16 испытаний с использованием трехслойной ячейки, в ходе которых производилось от 2 до 3 фунтов рафинированного алюминия за испытание. Перед началом каждого испытания в анодный слой ячейки добавляли материал анода в количестве, эквивалентном алюминию, удаляемому на катоде. По завершении испытания рафинированный алюминий разливали ковшом
из катодного слоя в верхней части ячейки. Разливка алюминия из электролизера показана на рис. 4.
В конце восьмого испытания из электролизера было удалено 7-3/4 фунтов анодного остатка и добавлено 6-2/3 фунта нового анодного материала. После завершения испытания 12 в электролизер не добавляли новый анодный материал, и были проведены следующие четыре испытания, чтобы определить, насколько полно алюминий может быть извлечен из исходного материала. После 14-го испытания остаток на аноде, который был удален в конце восьмого испытания, был возвращен на анод. Затем рафинирование продолжалось до испытания 16 без каких-либо добавок анода. По завершении серии анодный остаток затвердевал и удалялся из ячейки рафинирования. На рис. 5 показаны анодный остаток и объединенные продукты переработки первых 12 испытаний.
Результаты
В серии испытаний 44,9 фунта электронного лома, содержащего 31,3 фунта алюминия, были очищены с получением 29,7 фунта алюминия
металла и 14,8 фунта концентрированного медного продукта, содержащего золото, серебро и другие металлы. Эксплуатационные данные приведены в таблице 2. Качество рафинированного алюминия в каждом испытании показано в таблице 3. В первых 12 испытаниях, проведенных при тех же параметрах, был получен рафинированный алюминий высокой чистоты. Основными примесями в алюминии были цинк и медь. Следующие четыре испытания, проведенные для определения максимального количества алюминия, которое можно было извлечь, показали увеличение количества примесей, переносимых в продукты переработки, по мере истощения анодного материала. Самый большой перенос был кремния, а также меньшего количества меди и цинка. Общее извлечение алюминия из серии испытаний составило 94,1 процента. Средняя чистота алюминиевых изделий всех испытаний составила 99,4%.
Анодный остаток, который был удален в конце серии, имел состав, указанный в таблице 4. Остальные металлы в ломе были сконцентрированы в анодном остатке в три раза после удаления алюминия, за исключением магний. Магний в ломе реагировал с фторидом алюминия в электролите с образованием фторида магния и алюминия, таким образом, магний концентрировался в электролите. По завершении серии испытаний единственным загрязнителем, содержащимся в электролите, было 0,43% магния. Девяносто девять процентов меди, 97 процентов золота и 94 процента серебра были извлечены в анодном остатке.
При осмотре остатка анода на дне слитка обнаружен небольшой слой мягкого плотного металла. Этот металл отделяли от остального слитка. Анализ показал, что он содержал 80 процентов свинца, 9 процентов олова, 1,8 процента меди, 190 унций на тонну серебра и 5,5 унций на тонну золота. Таким образом, представляется возможным извлечение большей части свинца и части олова путем ликвации в непрерывно работающей электролизере.
Сто граммов анодного остатка расплавили со шлаком, состоящим из 10 граммов криолита, 53,5 граммов Na2CO3 и 10 граммов SiO2, для удаления алюминия, цинка и кремния. Через расплав продували воздух в течение 30 минут. Элиминация алюминия составила 95,7%. Потери меди, серебра и золота составили 2,1, 1,6 и 2,0 процента соответственно. В таблице 5 показан анализ остатка анода и полученного металла. Анализы в таблице 5 показывают, что металл, извлеченный из анодного остатка, пригоден для дальнейшей обработки электролизом в водной кислоте для разделения драгоценных металлов и меди.
Процесс электрорафинирования с отделением Аппарат
В процессе электрорафинирования с отделением предусмотрено отдельное отделение для анодного и катодного металлов вместо разделения по плотности, используемого в трехслойной ячейке. Ячейка показана на фигуре 6. Схематическая диаграмма ячейки показана на фигуре 7. Ячейка была аналогична по размеру и конструкции трехслойной ячейке. Подвод анода к электронному лому осуществлялся через никелевый тигель и графитовую футеровку. Катодное отделение представляло собой тигель из глинозема, подвешенный над расплавленным материалом анода и расположенный таким образом, чтобы катодный металл стекал с катода и попадал в тигель. В качестве катодных материалов использовались как графит, так и диборид титана.
Эксплуатация
Ячейка работала в диапазоне температур от 750° до 800°C. Электролит состоял из эквимолярной смеси NaCl и KCl с достаточным количеством AlCl3 для обеспечения концентрации алюминия от 1 до 2 весовых процентов. в электролите. В ячейку помещали первоначальную загрузку 11,3 фунта лома и 8 фунтов электролита. Катод диаметром 1 дюйм был погружен в электролит на 3 дюйма. Рабочий потенциал был ограничен 1,2 вольта из-за потенциала разложения AlCl3. Диапазон тока был от 6 до 10 ампер. Была проведена серия из 14 испытаний электрорафинирования, в ходе которых было получено приблизительно 1 фунт рафинированного алюминия за испытание. Во время электрорафинирования алюминий осаждался на катоде и капал с катода на дно глиноземного тигля. После каждого испытания глиноземный тигель вынимали из ячейки и алюминий заливали в форму. Операция удаления показана на рис. 8. Затем в ячейку добавляли новый лом в количестве, эквивалентном удаленному рафинированному алюминию. Затем отсек с катодом из оксида алюминия был заменен, и началось новое испытание. После испытания 11 никаких добавок анодного материала не производили. Испытания 12-14 проводили для извлечения максимального количества алюминия из анода.
Результаты
В ходе серии испытаний 19 фунтов электронного лома, содержащего 13,2 фунта алюминия, были обработаны с получением 12,8 фунтов рафинированного алюминия и 6 фунтов концентрированных медных, золотых и серебряных анодных остатков. Эксплуатационные данные для серии испытаний приведены в таблице 6. В первых 11 испытаниях, которые имели одинаковые рабочие параметры, алюминий имел среднюю чистоту 99,6%. Основными примесями были цинк, марганец и медь. Состав продуктов приведен в таблице 7. Испытания 12-14 показали увеличение переноса примесей в очищенные продукты по мере того, как содержание алюминия в аноде приближалось к истощению. Самая большая передача была цинка и меди. Общее извлечение алюминия составило 94,3 процента.
Состав анодного остатка приведен в таблице 8. Другие металлы в ломе были сконцентрированы в анодном остатке в 3,1 раза после удаления алюминия. Исключение составлял магний, который реагировал с AlCl3 в электролит с образованием хлорида магния и алюминия. Как и в трехслойной ячейке, единственным загрязнителем в электролите был магний. Содержание магния в электролите увеличилось до 0,58%. Такое количество магния в электролите не приводило к загрязнению рафинированного алюминия.
Обсуждение. С помощью любого процесса был получен высококачественный металлический алюминий с чистотой 99,6% или выше. Работа в непрерывном режиме должна извлекать более 95 процентов алюминия. Качество алюминия, приготовленного в трехслойной ячейке, было лучше, чем в ячейке с отсеками. В обычных условиях работы в трехслойной ячейке единственными элементами, которые в заметных количествах переходили в рафинированный алюминий, были медь и цинк. Аналогичным образом, в ячейке отсека элементами, которые перешли в очищенный продукт, были цинк, марганец и медь.
При сравнимых размерах производительность трехслойной клетки была более чем в два раза выше, чем у клетки с компартментами. Это произошло из-за ограничения потенциала электролиза в хлоридном электролите по сравнению с фторидным электролитом, используемым в трехслойной ячейке. Первоначальные затраты на электролит ниже для хлоридного электролита, чем для фторидно-хлоридного электролита. Единственное загрязнение электролитов было магнием. Срок службы электролита был бы неограниченным, за исключением вытяжки, если бы лом нагревали в расплавленной соли, содержащей либо AlCl3, либо AlF3, для удаления магния перед его добавлением в рафинировочные ячейки. В испытаниях, проведенных с концентрацией магния в электролите до 0,58%, не было обнаружено признаков загрязнения рафинированного алюминия магнием.
Возможность извлечения свинца из анодного остатка путем ликвидации была показана по концентрации свинца на дне анодного остатка.
Удаление большей части алюминия из алюминиевого электронного лома приводит к образованию анодных остатков, пригодных для промышленной плавки и методов водного электрорафинирования для извлечения меди и драгоценных металлов.
Выводы
Два процесса электрорафинирования расплавленной соли подходят для обработки электронного алюминиевого лома с целью извлечения алюминия в виде высокочистого продукта и концентрирования большинства других ценных металлов в форме, которая может быть извлечена промышленной плавкой и электрорафинированием. методы.
При рафинировании электронного лома в трехслойной ячейке в штатных условиях получен алюминий чистотой 99,8%. Девяносто четыре процента алюминия, присутствующего в ломе, было извлечено при выходе катода по току 90 процентов.
Краткая история автомобиля: когда появился передний привод, дизели, автоматы и подушки безопасности | НГС
Mercedes-Benz заслуживает место на заглавном снимке, потому что история автомобиля начинается с его прародителей
Фото: Mercedes
Поделиться
В каком году у вас появился первый автомобиль с кондиционером или автоматом? В 2008-м? Или 1995-м? Подобные изобретения кажутся нам сравнительно новыми, хотя те же кондиционеры ставят на машины уже почти 70 лет, автоматы же появились ещё до Второй мировой войны. Сегодня, в день рождения автомобиля, вспоминаем, как из неказистой повозки он превратился во всеобщего любимца.
Фото: Дмитрий Гладышев (инфографика)
Поделиться
В этот день 134 года назад Карл Бенц подал заявку на патент DRP 37435, проще говоря, на первый в истории автомобиль. Автомобиль это изобретение, правда, напоминало мало.
Тот самый первый Benz: двигатель у него, кстати, уже был четырёхтактным
Фото: Mercedes-Benz
Поделиться
Но в начале XX века формат устаканился: четыре колеса с надувными шинами, несущая рама, переднее расположение двигателя, задний привод — эта формула станет основной на ближайшие 35 лет.
Ford Model T («Жестяная Лиззи») был выпущен фантастическим тиражом — более 16 миллионов экземпляров. Это больше, чем современных Ford Focus
Фото: Ford
Поделиться
Развитие автомобиля в первой трети XX века напоминало эволюцию одноклеточного существа, для которого главная добродетель — способность к воспроизводству. И Генри Форд решил проблему репродуктивности, запустив конвейерное производство Ford Model T — первого по-настоящему массового автомобиля. Кстати, сейчас для таких раритетов они стоят сравнительно недорого.
В середине 30-х случился своеобразный Кембрийский взрыв, когда многообразие форм резко выросло. В этот период появились первые серийные коробки-автоматы и дизельные двигатели (при том, что сам по себе дизель изобрели в конце XIX века). А два других революционных свойства появились на одной модели — Citroen Traction Avant: передний привод и несущий кузов. Если высшие организмы предпочли внутренний скелет внешнему, то автомобиль, наоборот, отказался от хребта в пользу твёрдой оболочки — прямо как насекомые.
Citroen Traction Avant определил эпоху: помимо несущего кузова и переднего привода на нём появились независимые подвески всех колёс и реечное рулевое управление. Всё ещё считаете французские марки вторичными?
Фото: Citroen
Поделиться
Полноприводные машины появились ещё в начале XX века, но особенных преимуществ не давали и в естественном отборе могли бы не выжить. Но потом изменились условия среды, и перед Второй мировой войной отпочковался новый класс — внедорожники.
Willys MB — архетипичный внедорожник и первый массовый автомобиль с полным приводом (тираж более 650 тысяч). Он же считается родоначальником марки Jeep (её модель Wrangler — на заднем плане)
Фото: Jeep
Поделиться
На легковых машинах полный привод прижился лишь к началу 80-х годов, в основном ради омологации машин для спортивных соревнований.
Audi Quattro 1980 года — одна из первых легковушек с полным приводом, который вошёл в моду в том числе благодаря раллийным успехам марки
Фото: Audi
Поделиться
А в середине 90-х Toyota с моделью RAV4 создала ещё один класс — кроссоверы (паркетники). Формат оказался сверхуспешным, и скоро за «Тойотой» подтянулись другие.
Toyota RAV4 считается первым кроссовером, хотя это звание оспаривает наша «Нива» — полноприводник с несущим кузовом. Кстати, у первых поколений RAV4 полный привод был постоянным. Муфты вошли в моду позже
Фото: Toyota
Поделиться
Полный привод за это время тоже эволюционировал: на легковушках схема с тремя дифференциалами уступила место «паркетному» полному приводу с муфтой, которая подключает задние колёса по необходимости.
Довоенные автомобили выглядели глазастыми и растопорщенными — в моде были выносные крылья, громоздкие решётки радиаторов и фары на тонких ножках. Но после войны появились кузова-понтоны, в которых капот сопрягался с крыльями, а крылья — с остальным кузовом.
Mercedes Ponton (W120) 1953 года: попытки сделать кузова без выносных крыльев и фар предпринимались и до этого, но в моду они вошли после этой модели. Такой стиль оформления какое-то время называли понтонным
Фото: Mercedes
Поделиться
Так автомобиль обрёл гладкость, а дизайнеры нащупали новые формы, которые вылились (почти буквально) в такие шедевры, как Jaguar E-Type.
Jaguar E-Type (1961–1975) многие до сих пор считают самым красивым автомобилем в истории
Фото: Jaguar
Поделиться
Chrysler Imperial 1953 года — один из первых серийных автомобилей с кондиционером в качестве опции
Фото: Chrysler
Поделиться
После войны из укрощённого монстра автомобиль всё больше превращался в домашнее животное. Не последним аргументом стал комфорт, и в 50-х машины обзавелись, например, кондиционерами и усилителями руля.
Mercedes-Benz 300 SL середины 50-х имел прямой впрыск топлива в цилиндры, но для того времени технология была слишком эксклюзивной и в массы пошла значительно позже
Фото: Mercedes
Поделиться
Впрыск топлива, как и полный привод, вызревал очень долго. Знаменитые Mercedes-Benz 300 SL имели впрыск бензина в цилиндры, но на массовых автомобилях прямой впрыск появился 50 лет спустя. Зато в 60-х карбюраторы стали уступать впрыску во впускной коллектор, и развитие электроники превратило «инжекторы» в доминирующую технологию.
В те же годы появились каталитические нейтрализаторы, дожигающие вредные компоненты выхлопа. Свинец в бензине был опасен для них, и в 70-х началась борьба с этилированным бензином. А в 90-х появились пресловутые нормы «Евро», ограничивавшие токсичность выхлопа: сегодня действует их шестая редакция.
Oldsmobile Tornado — первый автомобиль с подушками безопасности (для водителя и пассажира), который вышел в свободную продажу
Фото: GM
Поделиться
Во второй половине XX века резко вырос травматизм на дорогах, и потому стали внедряться ремни безопасности, а в 70-х появились первые подушки. Постепенно их количество росло, и сегодня нормой считаются шесть подушек: две фронтальные, две боковые и две шторки.
Долгое время автомобили были абсолютно «механическими», и даже у первых автоматов логика работы воспроизводилась за счёт гидравлических устройств. Хитроумные каналы и клапаны работали как транзисторы и диоды.
Но развитие электроники облегчило многие задачи, и особенно — в области экологии и безопасности. Впрыск топлива стал электронным, а в начале 80-х появились первые помощники водителю — антиблокировочные системы. В середине 90-х на Mercedes-Benz S600 дебютировала одна из самых полезных опций — система стабилизации (ESP). А потом пошло-поехало: активный круиз-контроль, система удержания в полосе, автоматическое торможение…
Иннополис — студенческий городок под Казанью, где в тестовом режиме ездят около 50 Яндекс-машин с автопилотами. В некоторых на водительском месте никого: оператор сидит справа
Фото: Артем Краснов
Поделиться
И хотя пока всё это выглядит лишь зачаточной технологией, на горизонте прорисовывается наше будущее — машины с полноценным автопилотом. Над одной из них, например, довольно успешно работает «Яндекс».
Во второй половине нулевых калифорнийская компания Tesla тоже сделала рискованную ставку, и она окупилась. Компания, не имевшая опыта в автопроме, решила начать с электромобилей.
Tesla Roadster (2008–2012) построена на шасси отличного спорткара Lotus Esprit, а потому не казалась ущербной на фоне «нормальных» машин, несмотря даже на электропривод. Разгон до 100 км/час за 4 секунды добавлял азарта
Фото: Tesla
Поделиться
Tesla Roadster — не пионер среди электромобилей вообще (они появились ещё в XIX веке), но первый аппарат на электротяге, который хотелось купить. Потом вышла Tesla Model S, Model X, Model 3, а попутно случился скандал с моторами Volkswagen (дизельгейт), и против дизелей началась массовая кампания. За пару лет электромобили из фрик-машин превратились в основной тренд автопрома.
C 2016 года Tesla Model S получила продвинутую систему помощи вождению — практически автопилот. Но после серии аварий в компании стали акцентировать внимание, что водитель должен следить за обстановкой
Фото: Tesla
Поделиться
Но у «Теслы» был ещё один козырь в рукаве — почти полноценный автопилот. Правда, первая эйфория и некий оппортунизм привели к ряду трагедий, но «Теслы» всё равно проезжают в автопилотируемом режиме миллионы километров.
По крайней мере, в его классическом виде. Помимо автопилота и электротяги развиваются технологии каршеринга, и есть версия, что люди будут всё чаще отказываться от личного транспорта в пользу автопилотируемых такси. Хотя те из нас, кто застал расцвет традиционного автопрома, наверняка будут скучать по временам, когда нужно было дёргать рычаг коробки и аккуратнее дозировать тягу.
История — КОЛЕСА.ру – автомобильный журнал
История
×
org/BreadcrumbList»>
Главная
История
Статьи / История
Праздник длиной в 45 лет: провожаем Ford Fiesta, вспоминая ее самые яркие достижения
Fiesta для компании Ford – практически такая же знаковая модель, как, к примеру, Golf для Volkswagen. Ведь за 45 с лишним лет произведено свыше 16 миллионов экземпляров семи поколений. Увы,…
2652
4
1
03.12.2022
Статьи / История
Стосорокет, равных которому нет: 10 самых уникальных версий Mercedes S-class W140
Третье поколение Mercedes S-класса с заводским индексом W140 – один из наиболее знаковых штутгартских звездоносцев. Во-первых, в 1991-м «эска» впервые получила шестилитровый двигатель V12, в. ..
8299
3
7
19.11.2022
Статьи / История
Тюнинг суперкаров по-немецки: самые яркие проекты ателье Koenig Specials
Не так давно мы вспоминали тюнинговые ателье, прославившиеся тюнингом автомобилей Mercedes. И если сейчас он превратился в мощную индустрию, в которой тон уже задают не только (и не столько…
3598
1
132
10.09.2022
Статьи / Интересно
Урал-292: что внутри у самой крутой советской автомагнитолы и почему она была такой дорогой
На этой магнитоле закончилось аутентичное советское кар-аудио – после нее заводы полностью перешли на отверточную сборку китайских «балалаек», а после – и на заказы готовой продукции в Азии. ..
7849
0
32
24.08.2022
Статьи / Интересно
Модники: лучшие автомобили от известных модельеров
История мирового автопрома знает немало удивительных примеров сотрудничества автомобильных производителей и представителей фэшн-индустрии. В так называемых коллаборациях появились десятки ав…
2405
1
46
20.08.2022
Тест-драйвы / Тест-драйв
Больше значит лучше: тест-драйв трёхосного ЗИС-6
Мы в своё время уже рассказывали, каково это – ездить на обычном ЗИС-5 и чем интересен трёхосный ГАЗ-ААА. А вот на трёхосном ЗИС-6 пока ездить не доводилось. Что ж, надо попробовать. Помни…
3491
4
21
16.07.2022
Статьи / История
Победа из Горького: вспоминаем и угадываем особенности ГАЗ М-20
Несмотря на тяжелые потери, которые СССР понёс в ходе Великой Отечественной войны, уже всего через год после её окончания с горьковского конвейера сошла первая послевоенная легковушка, получ…
3666
0
24
01.07.2022
Статьи / История
Мотор от Renault, два моста без рамы и вторая жизнь в Китае: история Jeep Cherokee XJ
Если попросить людей назвать «самые американские» автомобильные марки, то Jeep займет в списке одно из первых мест наряду с Dodge, Chevrolet и Ford. Бренд появился в говорящем для всего мира…
5422
3
26
25.06.2022
Статьи / История
Стретч, электрокар, дизель и трековый болид: необычные и неизвестные версии ВАЗ-1111 Ока
Когда-то мы вспоминали историю разработки и особенности конструкции советско-российской микролитражки ВАЗ-1111 Ока, а также разбирали детально пять причин, за которые её любили и н…
3771
2
3
11.06.2022
Статьи / История
Самый быстрый и самый удивительный: пара седанов от AMG, один из которых – вовсе не Mercedes
Когда мы изучали историю того самого «волчка» – Mercedes E500 в кузове W124, то выяснили, что в середине восьмидесятых подобным автомобилем неспроста обзавёлся каждый уважающий себя произво. ..
11615
0
21
04.06.2022
Статьи / История
Дефицитный советский антикор «Феран»: эксперимент с автохимией из СССР, которая хранилась 32 года
Революционный для СССР 80-х годов антикор «Феран» мог бы помочь сохраниться до наших дней куда большему количеству «Жигулей», «Москвичей», «Волг» и «Запорожцев», но особенности выпуска товар…
4993
2
25
19.05.2022
Статьи / История
Пять фактов про пятерку: отмечаем полувековой юбилей BMW 5 series Е12
Вплоть до начала нынешнего века модельная гамма BMW длительное время состояла всего из трёх моделей – «младшей» третьей серии, среднеразмерной пятой серии и флагманской «семёрки». Но мало кт…
4342
0
35
07.05.2022
Статьи / Тюнинг
Не только AMG: вспоминаем самых известных тюнеров Mercedes-Benz
Тюнингом сегодня занимаются тысячи компаний, а выбором моделей уже сложно удивить: даже начинающие тюнеры порой сразу берутся за Lamborghini или Rolls-Royce. А вот 40-50 лет назад все было н…
6328
0
41
30.04.2022
Статьи / История
Рама, алюминий, невероятный дизайн и Чип Фуз: как и благодаря кому появился Plymouth Prowler
Казалось бы, нет ничего более разного и несовместимого, чем классический американский хот-род и современный, да еще и физически новый автомобиль. Ведь первый – это явление суб- и даже контрк…
2981
0
19
02.04.2022
Статьи / История
Эмка, но не BMW: как и почему ВАЗ-2110 дважды получил бельгийский рестайлинг
Рестайлинг автомобиля – явление привычное и неизбежное. Ведь за конвейерную жизнь машины, которая обычно длится 7-8 лет, большинство автомобилей переживает как минимум одну достаточно крупну…
7153
3
8
26.03.2022
Change privacy settings
Войти или
Регистрация
Неудачная попытка входа
{{ errorMessage }}
Password
Запомнить меня
Вы успешно вошли на сайт
Войти
или Регистрация
Обратите внимание на ошибки
{{ errorMessage }}
Password
Password Confirmation
Хочу получать самые интересные статьи на почту
Вы успешно вошли на сайт
Брайан Кемп и электромобиль: история любви
Журнал
«У вас будет много республиканцев за рулем этого грузовика», — заявляет губернатор Джорджии. Но это не для предотвращения изменения климата.
Брайан Кемп стал любопытной фигурой среди американских правых: консервативный сторонник жесткой линии, чей энтузиазм по поводу снижения налогов и оружия сочетается с его страстью к зарядным станциям и переработке аккумуляторов. | Джо Рэдл / Getty Images
Александр Бернс – помощник редактора отдела глобальной политики POLITICO. Его колонка «Завтра» посвящена будущему политики и политическим дебатам, выходящим за рамки национальных границ.
АТЛАНТА — Брайан Кемп, республиканский губернатор Джорджии, говорит, что мало думает об изменении климата. По его словам, он заботится об охране окружающей среды, как это делают охотники и фермеры. Он также заметил, что в последнее время прибрежные дороги в Грузии чаще затапливают.
Но когда дело доходит до оценки того, нагревают ли планету антропогенные выбросы углерода, Кемп отказывается от каких-либо знаний. Он напоминает мне, что он не ученый, отступая к обобщениям.
«Я не думаю, что буду подходящим человеком, чтобы говорить об этом, — говорит Кемп.
Он не отвергает науку о климате напрямую, но двусмысленно: «Послушайте, я думаю, что человек каждый день создает всевозможные проблемы, будь то жестокие преступники — я уверен, что люди, которые делают что-то правильно, оказывают влияние на окружающую среду. способ и люди, которые этого не делают».
Для человека, не являющегося ученым и не уверенного в воздействии выбросов углерода, Кемп с впечатляющей яростью бросился на создание экономики, основанной на экологически чистой энергии. Бывший застройщик, который носит ковбойские сапоги с костюмом и морщит лоб в стиле Джорджа Буша-младшего, 59 лет.3-летний Кемп стал любопытной фигурой среди американских правых: консервативный сторонник жесткой линии, чей энтузиазм в отношении снижения налогов и оружия сочетается с его страстью к зарядным станциям и утилизации аккумуляторов.
Губернатор Джорджии Брайан Кемп улыбается, стоя рядом с электрическим грузовиком Rivian. Rivian планирует построить аккумуляторный и сборочный завод стоимостью 5 миллиардов долларов к востоку от Атланты.
|
Джон Бейзмор / AP Photo
В то время как национальные республиканцы лишены позитивного видения — все еще не оправившись от хаоса президентства Трампа и страданий разочаровывающих промежуточных выборов — Кемп — редкий актер в своей партии, пробующий что-то проницательное и новое. В то время как многие республиканцы игнорировали климат как проблему или высмеивали людей, которые заботятся о нем, Кемп агрессивно двигался, заявляя об экономических возможностях, связанных с борьбой с изменением климата, а затем присваивал себе их заслуги в ходе предвыборной кампании.
Его подход, по сути, представляет собой инверсию гринвошинга, корпоративной практики по связям с общественностью, придающей экологический блеск деятельности, которая совсем не является таковой. Губернатор Джорджии поступает наоборот, отстаивая ряд мер, способствующих переходу к энергетике, но настаивая на том, что его мотивы не имеют ничего общего с контролем выбросов.
По мнению Кемпа, его повестка дня не может считаться действием по борьбе с изменением климата: «Это просто позволить рынку работать».
Рынок зеленого производства в Грузии работает быстро. За несколько часов до того, как я встретился с Кемпом в среду, накануне его инаугурации на второй срок, корейский конгломерат Hanwha объявил о планах строительства крупного завода по производству солнечных батарей в Джорджии. Это был последний в серии многомиллиардных трофеев экономического развития, которые Кемп завоевал в энергетическом секторе, включая огромные инвестиции, связанные с цепочкой поставок электромобилей от таких компаний, как Hyundai, Rivian и SK Battery.
В своей инаугурационной речи в четверг Кемп пообещал, что к концу его нового срока Джорджия станет «электрической столицей Америки». На следующей неделе он отправится на Всемирный экономический форум в Швейцарию, чтобы рассказать глобалистам об экономической траектории Грузии и ее достижениях в области электромобилей. Посмеиваясь, он называет себя «жлобом из Джорджии, едущим в Давос».
Меня больше интересует, как он продает эту повестку дня американским правым избирателям, многие из которых скорее ассоциируют электромобили с Элом Гором, чем с Брайаном Кемпом.
«Я выполняю свое обещание создать хорошо оплачиваемые рабочие места для нашего штата», — говорит Кемп. «Я вам скажу, есть много консерваторов, которые ездят на электромобилях. Я также говорил им: вам нужно выйти и покататься на одном, потому что он сломает вам голову».
Он указывает на F-150 Lightning, электрический пикап Ford, предсказывая: «У вас будет много республиканцев за рулем этого грузовика».
По меркам большинства богатых стран отношение Кемпа не отличается дальновидностью. Помимо своей осторожности в отношении науки о климате, Кемп критикует более навязчивые методы либеральных штатов по сокращению использования ископаемого топлива, такие как план Калифорнии по прекращению продаж автомобилей с газовым двигателем к 2035 году9. 0003
Но в Соединенных Штатах, одной из немногих крупных демократий, где крупная партия отвергает науку о климате, энергетическая программа Кемпа считается политической инновацией. Это представляет собой открытие пути для республиканцев, которые хотят принять более современный набор идей о климате и энергетике, возможно, избавив себя от худшего наказания со стороны избирателей, которые все чаще рассматривают удушающие выбросы как неотложную угрозу. Успешная кампания Кемпа в поддержку этой политики делает его полезным образцом для подражания.
Он не единственный республиканский губернатор, использующий эту стратегию. Прошлой осенью губернатор штата Индиана Эрик Холкомб посетил саммит COP 27 в Египте, сказав моему коллеге Адаму Рену, что он хочет побороться за экологически чистые рабочие места в автомобилестроении. Он отмахивался от возражений правых, сравнив их со старомодными страхами перед автомобилями, вытесняющими гужевую повозку: «Люди, вероятно, говорили то же самое о моем прадеде, когда он больше не подковывал лошадей».
Губернатор Эрик Холкомб отмахнулся от возражений правых, сравнив их со старомодными опасениями, что автомобили вытеснят гужевую повозку: «Люди, вероятно, говорили то же самое о моем прадеде, когда он больше не подковывал лошадей».
|
Даррон Каммингс/AP Photo
Другие губернаторы-республиканцы объявили о расширении компаний, входящих в цепочку поставок электромобилей. Губернатор штата Огайо Майк Девайн приветствовал объявление Honda о строительстве завода по производству аккумуляторов стоимостью 3,5 миллиарда долларов. В штате Теннесси губернатор Билл Ли обнародовал планы строительства завода по производству катодов, финансируемого LG Chem за 3,2 миллиарда долларов. Наверняка на подходе еще многие.
Вопреки утверждениям Кемпа и других, эти губернаторы не просто позволяют рынку работать. Они используют миллиарды долларов в виде государственных стимулов для привлечения бизнеса, связанного с «зеленым» производством, и получают помощь от налоговых льгот и правил «сделано в Америке», принятых президентом Байденом и его партией в Законе о снижении инфляции.
Кемп неубедителен, поскольку он пытается провести четкую грань между своими щедрыми сделками по развитию и федеральными стимулами демократов. Он критикует их за «манипулирование рынком» и неблагоприятно сравнивает производственную повестку дня Байдена с повесткой дня Дональда Трампа. Трамп, по его словам, использовал тарифы, чтобы «вернуть производство», в то время как Байден «платит людям за это».
Конечно, Кемп платит компаниям по-своему. Когда я указываю на это, он корректирует свою критику. По словам Кемпа, Грузия предлагает сделки по развитию в рамках сбалансированного государственного бюджета, тогда как Байден финансирует свои сделки за счет «наращивания долга и дефицита страны». Он предупреждает, что в конечном итоге этот счет будет оплачен.
Тот факт, что Кемп вообще интересуется этими вопросами, может показаться нелепым поворотом для политика, который появился в национальном сознании в качестве кандидата в губернаторы в 2018 году благодаря телевизионному рекламному ролику, в котором он сидит с дробовиком на коленях и имитирует интервью с молодым мужчина о свиданиях с его дочерью. Поддержка Трампа закрепила выдвижение кандидатуры от республиканцев в том же году, подтолкнув Кемпа к ноябрьскому столкновению со Стейси Абрамс, в котором Кемп с небольшим перевесом выиграл. Он правил справа: ослабил законы об оружии, ужесточил правила голосования и запретил аборты после шести недель беременности.
Давос Человек, он не такой.
Кто такой Кемп, так это политический выживший. Сегодня он выглядит как самый жизнерадостный консервативный политик эпохи Трампа, обладающий даром находить твердую точку на изменчивой почве и закрепляться на ней. Стремясь к переизбранию в прошлом году, губернатор столкнулся с эффектным предательством Трампа, который поддержал главного соперника, бывшего сенатора Дэвида Пердью, в качестве акта расплаты за то, что Кемп отказался саботировать подсчет голосов в Джорджии в 2020 году, когда Байден победил в штате. Кемп уничтожил Пердью, затем снова столкнулся с Абрамс и решительно победил ее, заявив о борьбе с преступностью, снижении налогов и развитии экономики с помощью электромобиля.
«Я намерен отсидеть еще четыре года».
Возможно, воодушевленный победой, Кемп сейчас говорит о Трампе более открыто, чем во время их политического распада. Недавно он выступил на конференции в Си-Айленде, штат Джорджия, организованной консервативной группой «Наследие действий», и вспоминает, как утверждал там, что республиканцы не могут просто быть партией, противостоящей демократам: «Мы должны быть вместо с чем-то».
Размышляя о выборах 2020 года, он говорит мне, что Трамп провалил эту кампанию: «Президент Трамп и его переизбрание недостаточно хорошо рассказали людям, что он сделал и что он хотел сделать во время второго срока. ”
Наконец-то мы подошли к той части, где я спрашиваю его, не совсем прямо, хочет ли он быть президентом. Будет ли он отбывать свой полный второй срок на посту губернатора или есть какая-то другая должность, которая его интересует?
«Я намерен отсидеть еще четыре года», — говорит Кемп.
Когда я замечаю, что это не совсем безупречный язык, губернатор не возражает.
Республиканская партия все еще ждет подлинного климатического провидца — лидера, который откажется от своего рефлекса на грубые лозунги («Учи, детка, усердно!») и убедит американских консерваторов принять науку о климате и сплотиться против планетарного кризиса в своей собственной способ. Кемп не тот лидер. По крайней мере, не сегодня.
Но на этот раз в его послании вы можете услышать от республиканского партизана слабые отголоски аргументов, которые консервативные лидеры в других местах использовали, чтобы привлечь внимание к реальности глобального потепления. Один запоминающийся пример привел Борис Джонсон, британский премьер-министр, заботящийся о климате, который обратился к лягушке Кермиту в Организации Объединенных Наций, чтобы провозгласить: «Это не только легко, это прибыльно и правильно быть зеленым».
Брайан Кемп занимается прибыльной частью. И это начало.
АВТОМОБИЛЬ Техника: ваше секретное оружие на собеседовании
Хорошее повествование необходимо для продвижения вашей кандидатуры, когда дело доходит до собеседования. Это легче сказать, чем сделать. Вот почему пришло время представить C.A.R. техника: фантастический способ улучшить свои навыки интервьюирования и оставить конкурентов далеко позади.
Так что же означает аббревиатура C.A.R. стоять за? C = вызов A = действие R = результат
Так что же означает аббревиатура C.A.R. стоять за? C = вызов, A = действие и R = результат.
Вместе они образуют основу для вашего опыта работы, которая является логичной и полезной для получателя. Его легко освоить, и он может стать вашим лучшим инструментом для оказания влияния во время собеседования.
C = Задача
Все дело в контексте. Расскажите о своей роли, о компании, в которой вы работали в то время, о том, что сделало вызов важным (помните: чем безвыходнее ситуация, тем лучше. Это поможет вашей истории запомниться).
Проблемы могут быть связаны с чем угодно: от новых бизнес-инноваций до исправления сломанной системы, от «первой попытки» до масштабного переосмысления. Вы также можете говорить об этом в контексте управления, продвижения по службе и даже неудач в чем-то, особенно если вы нацелены на стартап (и при условии, что вы можете продемонстрировать, что вы извлекли уроки из процесса и можете убедиться, что это не так). случиться с вашим новым работодателем).
Хорошая постановка имеет решающее значение для любой истории. Почти каждый кандидат забывает об этом, когда его проверяет интервьюер. Это может быть смертельно опасным. Начните свое повествование только с тактики, и вы потеряете своего слушателя. Это потому, что они перестали слушать и теперь просто пытаются установить свой собственный контекст для вашей истории.
A = Действие
Это ваш великий геройский момент. Все дело в шагах, которые вы предприняли для достижения положительного конечного результата. Вы можете похвастаться собой и рассказать о том, как вы справились с задачей/возможностью. Расскажите о трех-пяти вещах, которые вы лично реализовали и которые внесли наибольший вклад. Не стесняйтесь добавлять цвета о том, что усложнило задачу или где вы потерпели неудачу/внесли исправления в процессе. Это та часть вашей истории, которая демонстрирует, что вы умеете «разобраться».
Если вы менеджер, будьте осторожны, используя слово «мы» в разделе «Действие» вашей истории, чтобы они не задавались вопросом, принадлежат ли эти достижения вам или кому-то другому. Принятие на работу — это гордость за право собственности и подчеркивание того, чего вы достигли. Компания не нанимает вашу организацию; они нанимают вас, и вам лучше прийти с идеями и инициативой.
R = Результаты
Наконец, мы подошли к выигрышу в выбранной вами истории. Здесь вы соберете все вместе, чтобы интервьюер получил удовольствие от прослушивания и получил шанс проявить себя. На этом этапе вам нужно подчеркнуть, как вы повлияли на бизнес своими идеями и стремлением. Если возможно, доведите его до итогов и покажите рост показателей и ключевых показателей эффективности, которые важны для вашей отрасли — в цифровом формате, которые могут быть уникальными, просмотрами страниц, подписками — или любым доходом, прибылью, экономией затрат, удержанием или повышением производительности. Данные — отличный способ подчеркнуть ваше влияние. Просто помните: истории побеждают данные, поэтому вам нужно предоставить полный C.A.R. чтобы добиться максимального эффекта.
В интервью истории преобладают над данными, поэтому вам необходимо предоставить полный C.A.R. чтобы добиться максимального эффекта
Ваша задача
Просто думаю о C.A.R. техника не поможет. Вы должны практиковаться. Почему? Потому что вы должны быть в состоянии изложить наиболее уместную информацию и предоставить полное и исчерпывающее изложение вашего C.A.R. через три-пять минут вслух другому человеку.
Звук невозможен? Это не так, пока вы пытаетесь выполнить следующее упражнение:
1. Определите одну вакансию, для которой вы идеально подходите
Выберите из списка компаний, в которые вы претендуете (еще лучше, с которыми у вас уже запланировано собеседование). Мы хотим, чтобы вам было удобно настраивать истории в зависимости от роли и компании, с которой вы проводите собеседование.
2. Назовите 5 ваших лучших достижений, связанных с этой работой
Это пять лучших примеров опыта работы, которыми вы хотели бы поделиться в личном интервью с будущим начальником. Крайне важно сделать свой выбор на основе того, что наиболее актуально для текущей работы. Здесь важна новизна: при подаче заявления на работу знайте, что если весь ваш самый важный опыт десятилетней давности и вы работаете в такой отрасли, как технологии, можно с уверенностью поспорить, что вас все равно не позовут.
3. Затем нанесите C.A.R. Техника
Возьмите каждый «лучший удар» и разбейте его на основе проблемы, с которой вы столкнулись, действий, которые вы предприняли, и достигнутого результата.
Говоря о практике, лучшее, что вы можете сделать, это найти напарника по поиску работы во время подготовки к собеседованию. Вы оба можете проиграть свои лучшие хиты, используя C.A.R. технику, а затем проверяют друг друга, проводя имитационные интервью по скайпу или личные интервью. Если вы хотите значительно улучшить свою игру, начните записывать себя. Как только вы увидите себя на видео и сможете начать корректировать курс, ваши навыки прохождения собеседования значительно улучшатся.
Повторяйте по мере необходимости
Вы должны использовать эту стратегию каждый раз, когда проводите собеседование, но не будьте жесткими. Позвольте своим лучшим хитам звучать с помощью C.A.R. в зависимости от вашей аудитории и уникальных потребностей компании, роли и менеджера по найму.
Забегая вперед, C.A.R. Техника станет вашим секретным оружием для передачи кратких и убедительных сообщений, которые запомнятся и приведут вас на работу. Со временем вы обнаружите, что C.A.R. Техника обеспечит основу для успеха, которая позволит вам не сбиться с пути даже во время самых изнурительных собеседований. Вы узнаете, что на самом деле доставили товар, по хорошо продуманному убедительному аргументу, почему именно вы.
The Takeway
Когда вы приводите пример своего опыта работы с помощью C. A.R. техники, это все равно, что предоставить мини-кейс вашей работы с незаметным началом, серединой и концом. Это поймет любой интервьюер с деловой хваткой. Использование C.A.R. Эта техника действительно может отличить вас от других кандидатов, потому что большинство людей, когда их спрашивают об их опыте, обычно говорят только о «Действии» или о том, что они сделали. Немногие все еще рассказывают свою историю, чтобы включить их влияние, и еще меньше закладывают основу в начале. Освойте C.A.R. технику, и она будет вашим секретным оружием на собеседованиях до конца вашей карьеры.
Что дальше
Последующая благодарственная записка не исчезла. Мы покажем вам, как создать отличный.
28 дней до новой работы — это месячный курс Hired Guns , призванный помочь вам максимально повысить вашу конкурентоспособность на текущем рынке труда. Узнайте секреты получения работы от менеджеров по найму, рекрутеров, экспертов по ведению переговоров и т.
топливная, выхлопная системы, система смазки и система электропитания
зарядка (доводка) двигателя
популярные вопросы о двигателях
советы по ремонту и обслуживанию авто
диагностика неисправностей авто по звуку
как зарядить машину зимой
стук в двигателе
как продлить жизнь вашему автомобилю
советы мастеров по вождению авто
5 популярных мифов о топливе
Основа двигателя — это цилиндр и поршень. Поршень двигается внутри цилиндра, создавая движение. Двигатель, описанный нами выше, имел только один цилиндр. Такие двигатели обычно ставятся на бензопилы, а на машинах обычно стоят четырех-, шести- и восьмицилиндровые двигатели внутреннего сгорания. В многоцилиндровом двигателе цилиндры могут быть расположены тремя разными способами: «в ряд», «V-образно», «оппозитно».
«В ряд». Все цилиндры расположены в ряд в одном блоке.
«V-образно». Цилиндры расположены в двух блоках, установленных под определенным углом.
«Оппозитно». Цилиндры расположены в двух блоках, установленных один напротив другого.
Разные формы имеют различные преимущества и недостатки в плане плавности хода, стоимости производства, размеров и формы. В зависимости от типа проектируемого автомобиля на него ставят наиболее подходящий ему двигатель.
Давайте подробнее рассмотрим основные части двигателя.
Свеча
Свеча
Свеча даёт искру, которая в свою очередь подрывает смесь топлива с воздухом, чтобы произошло сгорание. Искра должна появляться в строго отведенный момент, чтобы двигатель работал нормально. Чтобы он вообще работал.
Клапаны
Клапаны
Впускной и выпускной клапаны открываются каждый строго в обозначенный им момент. Первый — чтобы впустить в цилиндр смесь воздуха и топлива. Второй — чтобы выпустить отработанные выхлопные газы. Заметьте, что оба клапана закрыты в момент сжатия и рабочего хода (сгорания) — камера сгорания в эти моменты герметична.
Поршень
Поршни
Поршень — цилиндрический кусок металла, который движется вверх и вниз внутри цилиндра.
Поршневые кольца
Поршневые кольца
Поршневые кольца обеспечивают герметичность камеры сгорания, поскольку поршень должен быть диаметром поменьше, чтобы нормально перемещаться в цилиндре. В общем, у поршневых колец две основные задачи:
они обеспечивают герметичность камеры, чтобы смесь из топлива и воздуха при сжатии не выдавливалась в маслосборник;
они не позволяют машинному маслу попадать в камеру сгорания. Если оно туда попадет, то сгорит, и выйдет с выхлопными газами.
Когда двигатель начинает кушать масло (на каждую 1000 км уровень масла потихоньку уменьшается), это значит что поршневые кольца уже износились и не выполняют свою функцию.
Шатун
Шатун
Шатун соединяет поршень и коленчатый вал. Он подвижен и может отклоняться так, чтобы двигаться вместе с вращением коленчатого вала.
Шатун и поршень в сборе
Коленчатый вал
Коленчатый вал
Коленвал двигает поршень в цилиндре в ходе цикла.
Картер
Картер
Картер окружает коленвал. В картере содержится основная часть масла, которая накапливается в маслосборнике.
Механизмы и системы двигателя
Основными механизмами двигателя внутреннего сгорания являются шатунно-кривошипный и распределительный, а основными системами — системы питания, зажигания, смазки и охлаждения.
Шатунно-кривошипный механизм предназначен для преобразования прямолинейного возвратно-поступательного движения поршня во вращательное движение коленчатого вала. Этот механизм (рис. 53) состоит из цилиндра 5, поршня 4, с кольцами, поршневого пальца 3, шатуна 2, кривошипа 1 коленчатого вала.
Ход поршня зависит от величины радиуса кривошипа коленчатого вала и равен двойной величине радиуса кривошипа. Крайние положения поршня как верхнее, так и нижнее соответствуют положениям, когда ось кривошипа вала, осевая линия шатуна и ось пальца поршня располагаются на одной прямой линии. Эти положения называются мертвыми положениями поршня потому, что усилием на поршень нельзя заставить повернуться коленчатый вал. Вся система может быть выведена из этого положения лишь внешними силами — силой инерции маховика или движением поршней других цилиндров, если двигатель многоцилиндровый.
Цилиндры большинства двигателей выполняются в виде отдельных отливаемых из специального чугуна втулок, вставленных в отверстия блока цилиндра. Блок цилиндра — одна из основных частей двигателя. Верхняя часть блока закрыта головкой, в которой расположены впускные и выпускные клапаны, форсунки или запальные свечи.
Нижняя часть блока соединена с картером, служащим у некоторых двигателей основанием для коренных подшипников коленчатого вала, и камерой, в которой у четырехтактного двигателя помещается масло для смазки деталей.
Блок цилиндра (также и головку) обычно делают с двумя стенками, в пространстве между стенками циркулирует вода, охлаждающая двигатель. Он имеет цилиндрическую форму. Днище его может быть как плоским, так и фигурным с целью улучшения условий смешения воздуха и топлива в камере сгорания дизелей.
В средней части поршень имеет с внутренней стороны приливы, называемые бобышками, в отверстиях которых помещается палец, соединяющий поршень с шатуном. Нижняя, наиболее тонкостенная часть поршня называется юбкой. Диаметр поршня обычно меньше диаметра цилиндра, и между поршнем и цилиндром имеется необходимый температурный зазор, в котором образуется тонкая масляная пленка, смазывающая трущиеся поверхности.
На наружной боковой поверхности поршня расположены кольцевые канавки, в которые заводятся поршневые кольца. Часть колец создает уплотнения между стенками цилиндра и поршня (так называемые компрессионные кольца), часть же колец (маслосрезывающие) служит для удаления со стенок цилиндра излишков смазки. Маслосбрасывающие кольца обыкновенно имеют проточку, этим повышается удельное давление кольца на стенки цилиндра, в результате чего оно лучше снимает излишки масла с поверхности цилиндра.
Поршневой палец представляет собой полый стержень, изготовленный из легированной стали. Для уменьшения износа рабочую поверхность пальца обычно цементируют, калят и шлифуют. Во многих двигателях поршневой палец закрепляется лишь от продольного перемещения пружинными замками с тем, чтобы исключить возможность трения его о стенки цилиндра. При таком закреплении палец может проворачиваться как в бобышках поршня, так и во втулке шатуна. Свободно плавающий палец более равномерно изнашивается.
Шатун шарнирно соединяет поршень с коленчатым валом и передает воспринимаемые поршнем усилия валу. Шатун двигателей внутреннего сгорания стальной и, как правило, штампованный. Он состоит из стержня и двух головок: верхней с впрессованной в нее бронзовой втулкой и нижней, называемой кривошипной и снабженной вкладышами. Сечение стержня обычно двутавровое, что придает ему необходимую прочность при небольшом весе.
Кривошипная головка шатуна выполняется разъемной; отъемная часть называется крышкой и крепится к основной части болтами. Болты эти испытывают весьма большие нагрузки и изготовляются из прочной хромистой стали. Вкладыши шатуна, как и вкладыши коренных подшипников, делают в виде тонкостенных стальных широких полуколец. Внутреннюю рабочую поверхность этих вкладышей заливают антифрикционным сплавом, баббитом или свинцовистой бронзой.
Коленчатый вал — наиболее ответственная деталь двигателя. Он имеет несколько коренных опорных шеек и кривошипных шеек или просто кривошипов, число которых соответствует числу цилиндров. Для уравновешивания коленчатый вал снабжают противовесами, прикрепляемыми к щекам кривошипа со стороны, противоположной кривошипной шейке. На конце вала обычно крепится маховик.
Распределительный механизм управляет подачей в цилиндр воздуха или горючей смеси в строго определенные моменты и удаляет из цилиндра продукты сгорания также в определенные моменты.
В четырехтактных двигателях газораспределение очущест-вляется механизмом, состоящим из клапанов. 6 (см. рис. 53), перекрывающих отверстия в головке блока; пружин, удерживающих клапаны в закрытом состоянии; распределительного вала и передаточных деталей — толкателей, втулок, коромысел и т. д.
Распределительный вал, имеющий кулачки, приводится во вращение от коленчатого вала через зубчатую передачу. Кулачки на валу расположены в определенной последовательности’. При вращении распределительного вала кулачки, набегая на толкатели, поднимают их. Это движение толкателей передается на концы качающихся коромысел, вторые концы которых нажимают на стержни клапанов, и, сжимая пружины, открывают их в строго установленном порядке.
Клапаны работают при высоких температурах, поэтому их изготовляют из специальных жаростойких сталей.
Система питания предназначена для подачи в цилиндры двигателя топлива или горючей смеси, необходимых для совершения рабочего процесса. Системы питания дизелей и карбюраторных двигателей различны.
Общая схема питания дизеля показана на рис. 54. Топливо из бака 3 через расходный кран 4 попадает в фильтр грубой очистки и, пройдя через него, поступает к подкачивающему насосу 32. Этот насос прогоняет топливо через фильтр тонкой очистки, откуда оно поступает к топливному насосу высокого давления 33. Насос под большим давлением в определенные моменты подает топливо в форсунки 26, расположенные в головке блока двигателя.
Воздух, подаваемый в цилиндр, должен быть чистым, без примеси пыли, поэтому его очищают, пропуская через специальный воздухоочиститель. Для нормальной работы системы питания очень важно иметь в хорошем состоянии фильтры и воздухоочистители: несвоевременная их очистка нарушает работу системы питания и ухудшает работу двигателя.
Система питания карбюраторного двигателя включает в себя бак для топлива, отстойник, карбюратор, воздухопровод и регулятор частоты вращения двигателя. Наиболее ответственной частью в этой системе является карбюратор. Он предназначен для приготовления горючей смеси, т. е. смеси паров топлива с вполне определенным количеством воздуха.
Существует несколько конструкций карбюраторов. На рис. 55 показано устройство простейшего карбюратора.
Смесительная камера 1 представляет собой отрезок трубы, в которой смешивается распыленное топливо с воздухом. Эта ка-
Воздух, проходя через смесительную камеру, повышает свою скорость в диффузоре, и над распылителем создается разрежение, способствующее лучшему всасыванию топлива, которое увлекается затем быстро движущейся струей воздуха, испаряется, хорошо перемешивается с воздухом и поступает в цилиндры.
Топливо в распылитель подается через поплавковую камеру 7 с поплавком 10, предназначенную поддерживать одинаковый напор топлива в распылителе 4, что обеспечивается поддержанием постоянного уровня топлива. В камере имеется обратный клапан 9, а для преднамеренного повышения уровня топлива кнопка 8, нажатием которой открывается клапан. В канале 6 на пути от поплавковой камеры 7 к распылителю 4 установлен жиклер 11, сделанный в виде пробки с точно калиброванным отверстием, через которое пропускается ограниченное количество топлива.
Дроссельная заслонка 2 служит для регулирования количества смеси, подаваемой в цилиндр: при большем открытии дроссельной заслонки в цилиндры двигателя поступает больше смеси, поэтому двигатель развивает большую мощность. Наоборот, прикрывая дроссельную заслонку, уменьшают доступ смеси в цилиндры, в результате чего мощность двигателя снижается.
Горючая смесь, подаваемая в цилиндры, может быть «бедной» или «богатой» в зависимости от соотношения долей воздуха и топлива. Чем больше процентный состав топлива, тем богаче смесь. Воздушная заслонка 5 служит для временного обогащения смеси, главным образом в момент пуска двигателя и установления режима его работы. Это обогащение достигается поворотом воздушной заслонки, уменьшающим живое сечение канала, вследствие чего скорость потока воздуха возрастает, создается большее разрежение и увеличивается подача топлива через главный жиклер 11.
Для нормальной работы двигателя важно иметь смесь постоянного качества. Простейший карбюратор не обеспечивает этого постоянства. При прикрытии дроссельной заслонки уменьшается частота вращения двигателя и над распылителем создается меньшее разрежение, в результате чего истечение топлива будет слабее и смесь в цилиндры станет поступать обедненной.
Наоборот, с полным открытием дроссельной заслонки истечение топлива повышается и смесь обогащается.
Устранение этого недостатка в карбюраторах достигается постановкой дополнительного устройства, называемого компенсационным жиклером Д. Его размещают между поплавковой камерой и компенсационным колодцем 13, через который топливные каналы соединены с атмосферой. Благодаря этому через компенсационный жиклер подается постоянное количество топлива независимо от величины разрежения в диффузоре, т. е. независимо от режима работы двигателя.
С увеличением частоты вращения двигателя подача топлива через основной главный жиклер 11 увеличится и смесь обогатится, в то же время увеличится поступление воздуха, но так как компенсационный жиклер 12 подаст прежнее количество топлива, качество смеси будет прежним.
При снижении оборотов двигателя главный жиклер станет обеднять смесь, в то же время компенсационный жиклер, подавая одно и то же количество топлива при меньшем поступлении воздуха, будет обогащать смесь, в итоге ее качество не изменится.
Система зажигания карбюраторного двигателя (рис. 56) обеспечивает получение и распределение тока высокого напряжения (15 000-20 000 В), необходимого для образования искры в свечах зажигания, воспламеняющей рабочую смесь в цилиндре.
Система зажигания включает в себя: источники тока — аккумуляторную батарею 10 и генератор 1 с реле-регулятором 12, катушку зажигания 4, вариатор 5, прерыватель 2 с конденсатором 3, распределитель 7, свечи зажигания 6, выключатель зажигания 8 и провода низкого и высокого напряжения.
Прерыватель 2 состоит из кулачка с числом выступов, равным числу цилиндров двигателя, неподвижного контакта (наковальни) и подвижного контакта (молоточка), который при вращении кулачка отжимается его каждым выступом и разрывает
1 -¦ генератор; 2 — прерыватель; 3 — конденсатор; 4 — катушка зажигания; 5 — вариатор; 6 — свечи зажигания; 7 — распределитель; 8 -• выключатель зажигания; 9 — амперметр; 10 — батарея аккумуляторная; 11 — выключатель стартера; 12 — реле-регулятор контакты. Прерыватель связан с распределителем, состоящим из ротора и сегментов по числу цилиндров, и сидит на одном с ним валике, вращающемся от распределительного вала двигателя в 2 раза медленнее вращения коленчатого вала.
В момент размыкания контактов прерывателя исчезает магнитный поток, созданный первичной обмоткой; его силовые линии пересекают витки вторичной обмотки, индуктируя в ней ток высокого напряжения, который подается к ротору прерывателя и через соответствующие сегменты к свечам зажигания.
В работе системы зажигания следует различать следующие два момента. При включенном выключателе зажигания и на малых оборотах двигателя ток низкого напряжения протекает по следующей цепи: отрицательный полюс аккумуляторной батареи — масса — замкнутые контакты прерывателя — первичная обмотка катушки зажигания — вариатор — выключатель зажигания — амперметр 9 — положительный полюс батареи. Ток высокого напряжения протекает по следующей цепи: вторичная обмотка катушки зажигания — ротор распределителя — сегменты распределителя — свечи зажигания — масса — аккумуляторная батарея — выключатель стартера 11 — амперметр — выключатель зажигания — вариатор — первичная обмотка — вторичная обмотка катушки зажигания; при этом между ротором и сегментом, а также между электродами свечи проскакивает искра, последняя воспламеняет рабочую смесь в цилиндре.
На средней и большой частоте вращения двигателя система зажигания работает аналогично, как и на малых, лишь с изменением цепей прохождения токов низкого и высокого напряжения в силу того, что питание системы автоматически реле-регулятором 12 переключается на питание от генератора. Ток низкого напряжения в этом случае течет по цепи: отрицательный зажим генератора — масса — контакты прерывателя — первичная обмотка катушки — вариатор — выключатель зажигания — реле регулятора — положительный зажим генератора.
Так же изменяется и цепь питания тока высокого напряжения, а именно: вторичная обмотка — ротор распределителя — сегмент распределителя — свеча зажигания — масса — отрицательный зажим генератора — обмотка его якоря — реле-регулятор — выключатель зажигания — вариатор — первичная обмотка — вторичная обмотка.
По мере увеличения частоты вращения двигателя время замкнутого состояния контактов прерывателя уменьшается и в силу противодействия э. д. с. самоиндукции ток низкого напряжения не успевает достичь необходимого значения, создаваемое им магнитное поле ослабевает, в результате понижается высокое напряжение и двигатель работает неустойчиво.
Для устранения этого явления в цепь первичной обмотки включен вариатор (спираль сопротивления), который при снижении тока низкого напряжения остывает, сопротивление его снижается, в результате чего ток первичной обмотки повышается, а
Рис 57. Свеча зажигания следовательно, повышается и ток высокого напряжения. При малой же частоте вращения вала двигателя вариатор предохраняет катушку зажигания от перегрева. Конденсатор 3, включенный параллельно контактам прерывателя, ослабляет искрение и предохраняет контакт от обгорания.
Свеча зажигания (рис. 57) состоит из стального корпуса 5, ввертываемого в гнездо головки блока, сердечника б из изоляционного материала, тонкого стального стержня 2, выполняющего роль центрального электрода. Против нижнего конца центрального электрода расположен боковой электрод 1, закрепленный в корпусе свечи. Зазор между этими электродами образует искровой промежуток в 0,5-0,7 мм, через который проскакивает электрическая искра.
Корпус и сердечник свечи в собранном виде разделяются прокладкой 4.
В верхней части свечи имеется гайка 8 с шайбой 7. Во избежание просачивания газов из цилиндров свеча завинчивается в гнездо на медно-асбестовой прокладке 3. К верхнему концу центрального стержня присоединяется провод тока высокого напряжения, закрепляемый гайкой.
Смазка трущихся поверхностей двигателя имеет большое значение для его работы. К&к бы хорошо ни были обработаны трущиеся поверхности, между ними возникает трение, на которое бесполезно затрачивается энергия, в результате чего повышаются износ поверхностей и перегрев трущихся деталей.
Смазка трущихся поверхностей представляет собой не что иное, как разделение этих поверхностей друг от друга тонким слоем смазки. Вследствие того что сила сцепления частиц смазки между собой меньше, чем сила сцепления частиц смазки с поверхностью трущихся деталей, возникает трение не металла о металл, а трение в жидкостном слое.
Непрерывно подаваемая на поверхности трения смазка уносит, кроме того, мельчайшие частицы сработанного металла и охлаждает трущиеся поверхности.
Масло, применяемое для смазки трущихся поверхностей, в зависимости от характера смазываемых поверхностей и режима их работы должно обладать определенными качествами. Так, оно должно иметь необходимую вязкость, чтобы не выжиматься из зазора между поверхностями, обладать достаточной стойкостью против воспламенения, не содержать кислот, щелочей и твердых примесей.
Трущиеся поверхности двигателя смазывают разбрызгиванием, принудительной подачей масла, а также комбинированным способом. Наиболее простым способом смазки является разбрызгивание. В этом случае быстродвижущиеся детали (главным образом шатунно-кривошипного механизма) захватывают масло из нижней части картера и разбрызгивают его по всей поверхности в виде мельчайших капелек. Избыток смазки стекает обратно в масляную ванну картера
Однако этот способ не обеспечивает должной смазки деталей в труднодоступных местах Более надежно смазка осуществляется принудительным способом, когда подача масла к трущимся поверхностям происходит под давлением специальным насосом, обычно зубчатого типа, приводимым в движение от колен чатого вала двигателя
Система принудительной смазки включает в себя манометр, показывающий давление масла в магистрали, термометр для измерения температуры масла, а также радиатор для охлаждения отработанного масла, отстойник и фильтры. В двигателях применяется преимущественно комбинированная система смазки, при которой отдельные поверхности смазываются разбрызгиванием, а наиболее ответственные места — под давлением.
Система охлаждения двигателя. При работе двигателя выделяется большое количество тепла, вследствие чего повышается температура нагрева деталей, и если не принять мер к охлаждению их, то двигатель перегреется и нормальный режим работы нарушится
При перегреве масло теряет свою вязкость, условия смазки ухудшаются, масло начинает выгорать, наступает ускоренный износ деталей и на рабочих поверхностях могут появиться задиры, приводящие к авариям.
Охлаждение в двигателях достигается главным образом за счет пропуска охлаждающей воды через полости между двойными стенками деталей цилиндра и головки блока Вода, омывая горячие стенки деталей, отнимает часть тепла. Система охлаждения включает в себя полости охлаждаемых деталей, магистрали, радиатор, насос, вентилятор.
Если охлаждающая вода циркулирует за счет разности в плотности нагретой и холодной воды, то такая система называется термосифонной. В этом случае вода, отнявшая часть тепла от стенок охлаждаемых деталей, поднимается вверх и поступает в радиатор, уступая место более холодной воде, выходящей из радиатора. Радиатор этой системы обязательно должен быть расположен выше охлаждаемых деталей
Термосифонная система недостаточно эффективно охлаждает детали, поэтому в современных двигателях используется система охлаждения с принудительной циркуляцией воды от водяного насоса преимущественно центробежного типа.
Радиатор представляет собой два бачка (верхний и нижний), соединенных между собой боковыми стойками и сердцевиной, со стоящей из ряда вертикальных трубочек, пропущенных через горизонтальные пластинки, которые увеличивают поверхность охлаждения. Для большей эффективности радиатор охлаждается потоком воздуха, создаваемым вентилятором.
Чтобы облегчить пуск двигателя, в особенности в зимнее время, в систему охлаждения заливают горячую воду. В некоторых мощных двигателях используют пусковой двигатель, система охлаждения которого соединена с системой охлаждения основного двигателя. Работая, пусковой двигатель нагревает воду в общей системе охлаждения, чем облегчает пуск основного двигателя.
⇐Двигатели внутреннего сгорания и принцип их работы | Грузоподъемные краны на железнодорожном ходу | Краткое Описание дизелей К-559 и К-661⇒
12 деталей судового двигателя с иллюстрациями
Введение
Современный морской дизельный двигатель — настоящее чудо. Он продвигает огромные корабли по бурным морям, не теряя ни секунды.
Это надежное оборудование настолько важно, что без него остановится 80% объемов мировой торговли[1].
В этой статье мы намерены разобрать части морского двигателя, чтобы лучше понять работу и назначение каждой детали, а также то, как они вписываются в общую картину.
Судовой двигатель доступен в двухтактном и четырехтактном исполнении. Около 75 процентов всех судовых двигателей являются четырехтактными, но 75 процентов общей мощности приходится на двухтактные двигатели[2].
В этой статье мы рассмотрим морской двухтактный двигатель. Начнем с самого начала.
Что такое морской дизельный двигатель?
Судовой дизельный двигатель обеспечивает движущую силу судна. Это поршневой двигатель, который может работать вперед и назад с переменной скоростью.
Похож на двигатели с самовоспламенением в большегрузных транспортных средствах, но более сложен и обладает большей мощностью.
Главный двигатель корабля с нижней платформы
Все компоненты увеличиваются в размерах. Самый большой двухтактный морской двигатель может производить до 80 080 кВт мощности и весить до 2300 тонн[3]. Этой мощности достаточно, чтобы запустить 110 000 Toyota Corolla на максимальных оборотах.
Судовой дизельный двигатель не только вырабатывает эту мощность, но и передает ее с более высоким механическим КПД, чем другие двигатели.
Для выработки электроэнергии используется двигатель внутреннего сгорания, который вырабатывает энергию либо из мазута, либо из дизельного топлива.
Топливно-воздушная смесь подвергается контролируемому сгоранию в камере сгорания и толкает поршень.
Поршень приводит в движение крейцкопф, который, в свою очередь, передает мощность на коленчатый вал через шатун.
Шатун преобразует прямолинейное движение коленчатого вала во вращательное. Коленчатый вал соединяется с гребным винтом и приводит в движение судно.
Если вы хотите узнать больше о типах судовых двигателей, щелкните следующую ссылку: Типы судовых дизельных двигателей.
Детали морского двигателя
Судовой двигатель состоит из нескольких тысяч деталей, необходимых для его работы.
В этом разделе мы разделим двигатель на его основные части и попытаемся объяснить их назначение и работу. Мы покроем следующие части:
Платформа кровати
А-образная рама
Антаблемент или блок цилиндров
Коленчатый вал
Соединительный стержень
Траверса
Поршень
Гильза цилиндра
Головка цилиндра или крышка цилиндра
Выпускной клапан
Распредвал
Турбокомпрессор
Опорная плита
Опорная плита — это самая нижняя часть двигателя, поддерживающая вес двигателя. Следовательно, это наиболее нагруженная часть двигателя.
Устанавливается на колодки и крепится к полу прижимными болтами для устойчивости.
Эскиз станины главного двигателя
Основание должно быть достаточно прочным, чтобы выдерживать вес двигателя, и достаточно гибким, чтобы сгибаться при изгибе корпуса во время заклинивания и провисания судна.
Основание, обычно изготавливаемое из литой стали, изготавливается путем соединения двух продольных балок через несколько поперечных балок.
На этих поперечных балках имеются полукруглые полости для поддержки коленчатого вала.
Функция опорной плиты:
Поддержка веса двигателя
Поддерживающие динамическую нагрузку ходовые части
Соберите смазочное масло и слейте его в поддон
Всегда удерживайте коленчатый вал в соосности
Читайте также: Объяснение номенклатуры двигателей MAN B&W
Рама A
Как следует из названия, рама A выглядит как буква «А». Внизу он опирается на станину, а вверху поддерживает блок цилиндров (или антаблемент).
Над каждой поперечной балкой фундаментной плиты устанавливается А-образная рама. Между А-образной рамой и опорной плитой добавляется герметик для улучшения герметизации.
А-образная рама крепится к двигателю с помощью установленных болтов и стяжных болтов. Установленные болты соединяют опорную плиту и А-образную раму, тогда как стяжной болт крепит антаблемент, А-образную раму и опорную плиту к сосуду.
Главный двигатель А-рама
А-рама и полость станины (между поперечными балками) образуют замкнутое пространство и изолируют каждый блок двигателя. Это замкнутое пространство образует картер двигателя.
В случае небольших двигателей вся рама А отлита как единое целое. Для более крупных двигателей полная А-образная рама отливается из 2 или 3 отдельных блоков, а затем скрепляется болтами.
Внутри А-образной рамы находятся крейцкопф и направляющая крейцкопфа. В новых двигателях направляющие обрабатываются на месте и не могут быть отрегулированы.
Функция рамы A:
Удержание коленчатого вала в соосности
Корпус крейцкопфа и его направляющая
Опора блока цилиндров или антаблемент
Форма картерного пространства
Антаблемент или блок цилиндров
Антаблемент опирается на верхнюю часть А-образной рамы и содержит различные части двигателя, такие как продувочное пространство, сальниковые коробки, полости для охлаждающей воды рубашки и цилиндрическую полость для гильзы цилиндра.
В старых двигателях водяное пространство рубашки охлаждения должно находиться внутри антаблемента, но в новых двигателях пространство находится между рубашкой и гильзой, а рубашка входит в антаблемент.
Антаблемент главного двигателя, вид со средней платформы ER
Конструкция антаблемента сделана достаточно прочной, чтобы выдерживать силы сгорания. Чугун лучше всего подходит для антаблемента.
Даже здесь для соединения с двигателем используются болты.
Следует отметить, что установленные болты используются только для выравнивания и расположения различных деталей.
Они не приспособлены для работы с огневыми силами двигателя, которые пытаются разделить три части (пластина основания, рама А и антаблемент). Это работа для стяжных болтов.
Функция антаблемента или блока цилиндров:
Вмещают очистные пространства и полость гильзы.
Поддержите гильзу, рубашку водяного охлаждения, головку блока цилиндров, впускной и выпускной клапан и другие соединенные компоненты
Коленчатый вал
Коленчатый вал является одним из наиболее важных компонентов двигателя. Эта деталь вместе с шатуном отвечает за преобразование возвратно-поступательного движения поршней двигателя во вращательное движение воздушного винта.
Гребной винт преобразует этот крутящий момент в осевое усилие и приводит судно в движение.
Коленчатый вал подвергается различным нагрузкам от поршня, сгорания, гребного винта и маховика. Поэтому он должен быть спроектирован с учетом этих циклических нагрузок.
Сборка коленчатого вала главного двигателя в опорную плиту
Коленчатый вал состоит из шейки, шейки кривошипа и шатунной шейки. Обычно он изготавливается из легированной стали, но конкретные компоненты, используемые в валу, различаются в зависимости от случая.
Такие элементы, как кремний, никель, ванадий и хром, определяют характеристики коленчатого вала. Чтобы узнать больше о коленчатых валах, перейдите по следующей ссылке: Типы коленчатых валов.
Функция коленчатого вала:
Сбор мощности от агрегатов, вырабатывающих энергию, таких как пусковые цилиндры, и передача ее на потребляющие агрегаты, такие как гребной винт, валогенератор, маховик и агрегаты в такте всасывания
Преобразование линейного движения во вращательное движение
Распределение осевых и вращательных сил, возникающих при движении судна, на корпус судна через осевые и вращательные подшипники
Шатун
Шатун (или шатун) соединяется с коленчатым валом на одном конце и крейцкопфом на другом.
При движении поршня вверх и вниз он перемещает вместе с ним крейцкопф, который, в свою очередь, сообщает такое же движение шатуну.
Используя это движение, шатун перемещает шатунную шейку (и, следовательно, коленчатый вал) по кругу.
В процессе эксплуатации стержень подвергается растягивающим, сжимающим, изгибающим и изгибающим нагрузкам.
Покомпонентное изображение узла шатуна и крейцкопфа главного двигателя
Сторона поршня называется малой головкой, а сторона шатунной шейки известна как большая головка. Шатун имеет подшипники на обоих концах для плавной работы без повреждений.
Шатун, как и коленчатый вал, находится под постоянной циклической нагрузкой. Это делает его уязвимым к усталостному разрушению, а конструкция шатуна обеспечивает долговечность.
Функция шатуна:
Преобразование возвратно-поступательного движения крейцкопфа во вращательное движение коленчатого вала
Подача масла от крейцкопфа к шатунной шейке через отверстия для охлаждения и смазки
Связанное чтение: Шатун двигателя | Описание типов, деталей, материалов и напряжений
Крейцкопф
Крейцкопф представляет собой прямоугольную деталь, которая служит связующим звеном между поршнем и шатуном.
Он имеет круглый штифт в центре, известный как шейка крейцкопфа или штифт крейцкопфа. На этот штифт надевается ушко малого конца шатуна.
Крышка подшипника крейцкопфа имеет приспособление, через которое шток поршня соединяется с цапфой крейцкопфа с помощью шпилек и болтов.
Смазочное масло для подшипника пальца крейцкопфа подается по телескопической трубе. Через просверленные отверстия масло поступает к поршню, а также к шатунной шейке для смазки.
С обеих сторон крейцкопфа установлены направляющие башмаки. Скользящие поверхности башмаков облицованы белым металлом и проходят по рельсам, известным как направляющие крейцкопфа.
Функция крейцкопфа:
Устранение боковой нагрузки на поршень и гильзу цилиндра путем передачи ее на конструкцию двигателя вместо поршня
Подача смазочного масла на подшипник шатунной шейки и поршень
Обеспечьте свободное перемещение шатуна вне цилиндра
Поршень
Поршень представляет собой составную деталь, которая преобразует силы газа в механические силы для двигателя.
Вставляется в цилиндр двигателя и передает механическое усилие на шток поршня (в случае двухтактных двигателей) или на шатун (в случае четырехтактных двигателей).
Поршень главного двигателя и шток поршня в разрезе и в разобранном виде
Две отдельные части поршня — головка поршня и юбка поршня. Они соединяются 16 или более болтами на нижней стороне юбки, а затем фиксируются стопорной проволокой.
Шток поршня крепится к внутренней части головки с помощью другого набора болтов.
Поршень подвергается высоким термическим и ударным нагрузкам. Обычно они подвергаются термообработке
Функция поршня:
Передача мощности от цилиндра к коленчатому валу через крейцкопф и шатун
Сжатие топливовоздушной смеси во время такта всасывания
Герметизация камеры сгорания и предотвращение прорыва горячих газов
Гильза цилиндра
Гильза цилиндра устанавливается внутри цилиндра двигателя и действует как камера сгорания двигателя.
На него непосредственно воздействует сжатая воздушно-топливная смесь во время такта всасывания и давление сгорания во время рабочего такта.
Гильза цилиндра главного двигателя и рубашка охлаждения в разобранном виде и в разрезе
Гильза цилиндра является изнашиваемой деталью, износ 0,1 мм за 1000 часов является нормальным явлением. Если износ превышает эту скорость, необходимо дальнейшее исследование для определения причины и ее устранения.
Обычно гильза цилиндра заменяется, когда износ цилиндра достигает 0,6-0,8% от объема цилиндра или в соответствии с рекомендациями производителя двигателя.
Функция гильзы цилиндра:
Отвод тепла для процесса сгорания
Образуют поверхность скольжения и облегчают плавное движение поршня
Убедитесь, что камера сгорания герметична. Уплотняющая способность сокращает время работы, поскольку возникает эрозия и увеличивается зазор между поршневыми кольцами и гильзой.
Головка цилиндра или крышка цилиндра
Головка цилиндра является самой верхней частью конструкции двигателя и содержит различные контрольно-измерительные приборы и узлы, такие как топливный клапан (или топливная форсунка), пусковой воздушный клапан, предохранительный клапан цилиндра, индикаторный клапан , выпускной клапан и т. д.
Также имеет полости для циркуляции охлаждающей воды.
Головки блока цилиндров главного двигателя, вид с верхней площадки
Пространство между головкой блока цилиндров и гильзой цилиндра уплотнено кольцом из мягкой стали, также известным как уплотнительное кольцо.
Головка блока цилиндров также является частью водяного охлаждения рубашки охлаждения. Он снабжен каналами, в которые поступает вода из выходного отверстия гильзы цилиндра.
После охлаждения головки блока цилиндров вода из рубашки поступает в пространство для охлаждения выпускных клапанов.
Функция головки блока цилиндров:
Уплотнение камеры сгорания
Передача сил сгорания на конструкцию двигателя
Действовать как платформа для подачи пускового воздуха и топлива в систему
Обеспечьте проход охлаждающей воды от гильзы к выпускному клапану.
Выпускной клапан
Каждый двигатель имеет собственный выпускной клапан, установленный на центральном отверстии головки блока цилиндров.
После завершения сгорания выпускной клапан открывается и выводит выхлопные газы из камеры сгорания.
От выпускных клапанов газы сначала поступают в коллектор, затем в системы утилизации тепла (турбокомпрессор, экономайзер) и, наконец, выпускаются через судовую воронку.
Запасной выпускной клапан главного двигателя
Гидравлический масляный насос управляет фазами газораспределения. Выпускной кулачок на распределительном валу приводит в действие гидравлический масляный насос и открывает выпускной клапан.
Гидравлическое давление может достигать 220 бар для открытия клапана.
Как только ролик гидравлического насоса отрывается от кулачкового профиля, он сбрасывает давление в гидравлической линии.
Пружинный воздух толкает поршень пружинного воздуха вверх и закрывает клапан. Давление воздуха в пружине составляет около 7 бар.
Выхлопные газы обычно имеют температуру от 350 до 400 градусов Цельсия, поэтому охлаждение обеспечивается за счет воды рубашки охлаждения для отвода тепла.
Функция выпускного клапана:
Удаление выхлопных газов в нужное время в течение заданного времени
Сохраняйте эффективную герметизацию в закрытом состоянии, чтобы предотвратить утечку сжатого воздуха и выхлопных газов
Передача газов в коллектор для дальнейшего использования
Распределительный вал
Распределительный вал главного двигателя представляет собой вращающуюся деталь с несколькими неподвижными кулачками, расположенными под разными углами. Распределительный вал получает мощность через коленчатый вал двигателя через цепи или шестерни. Когда он вращается, он вращает кулачки вместе с ним.
Частота вращения распределительного вала равна частоте вращения коленчатого вала двухтактного двигателя и половине частоты вращения коленчатого вала четырехтактного двигателя.
Количество распределительных валов в двигателе зависит от типа двигателя. Рядные двигатели имеют один распределительный вал, V-образные — два.
Ролики этих кулачков имеют одну степень свободы и могут двигаться только вверх или вниз. Благодаря этому движению ролики приводят в действие различные механизмы.
Функция распределительного вала:
Преобразование вращательного движения коленчатого вала в возвратно-поступательное движение кулачковых роликов
Управление впускным и выпускным клапанами в случае четырехтактных двигателей и только выпускным клапаном в случае двухтактных двигателей
Работа топливных насосов высокого давления и распределителя пускового воздуха. Однако системы впрыска Common Rail для подачи топлива становятся обычным явлением на современных судах
.
Турбокомпрессор
Турбокомпрессор главного двигателя представляет собой устройство принудительной индукции, состоящее из турбины и компрессора/нагнетателя.
Два устройства расположены таким образом, что обеспечивается подача сжатого свежего воздуха в камеру сгорания.
Цель состоит в том, чтобы обеспечить большее количество кислорода через воздух для увеличения выходной мощности двигателя.
Большие судовые двигатели обычно имеют два турбонагнетателя. Выхлопные газы каждого агрегата собираются в выпускном коллекторе и подаются на турбину турбокомпрессора.
Движущиеся частицы в выхлопных газах приводят в движение лопатку турбины. Вал турбины через соответствующие уплотнения соединен с рабочим колесом специального компрессора.
Секционный турбокомпрессор главного двигателя
Компрессор всасывает атмосферный воздух и сжимает его. Это сжатие отвечает за увеличение выходной мощности.
По мере увеличения массы всасываемого воздуха мы можем пропорционально увеличивать количество топлива и генерировать большую мощность по сравнению с безнаддувным двигателем аналогичного размера.
Процесс повышает температуру воздуха выше 120°C.
Охладитель наддувочного воздуха снижает температуру воздуха до рекомендуемого уровня и направляет его в коллектор продувки.
Функция турбонагнетателя:
Увеличение массы свежего воздуха для сгорания
Использование остаточной энергии выхлопных газов для повышения эффективности двигателя
Посмотрите следующее видео главного узла двигателя, чтобы понять, как он собирается и как заменяются важные детали, такие как коленчатый вал, когда они приходят в негодность.
Заключение
Хотя это не исчерпывающий список, мы попытались охватить все основные части судового дизельного двигателя.
Все части двигателя должны работать синхронно друг с другом, чтобы двигатель имел стабильные параметры даже при переменных нагрузках.
Эффективная система профилактического обслуживания всех деталей двигателя – залог долгой и эффективной работы судового двигателя.
См. также: Взрыв картера – объяснение и предотвращение
Судовой дизельный двигатель – Детали, функции и различия между двухтактным и четырехтактным двигателем – журнал Ahads
Судовой дизельный двигатель состоит из множества рабочих частей. Даже различные компоненты вносят небольшие изменения в его конструкцию, но их функции остаются прежними. Каждый компонент имеет определенную функцию и место в своей работе. Скорее всего, вы уже знаете о них кое-что даже больше, чем немногие; вы уже привыкли собирать их в определенном порядке.
Различные компоненты судового дизельного двигателя
1 ) Опорная плита
Опорная плита состоит из двух параллельных балок, расположенных по всей длине двигателя. Они соединены вместе с другим набором балок «Поперечные балки». Он расположен по обеим сторонам доверенного кольца между рукояткой. На эти поперечные балки заделаны несущие опоры из литой стали.
Надлежащее внимание уделяется проектированию и изготовлению самых кормовых поперечных балок для обеспечения соответствующей жесткости. Это часть, подверженная переменной тяге двигателя. Обычно опорная плита изготавливается путем сварки поперечных балок из литой стали между изготовленными продольными балками вместе с подшипниками и отверстиями для стяжных болтов. Но для малых двигателей они также изготавливаются в виде простой отливки из чугуна.
Функция
Используется в качестве фундаментного блока для двухтактного судового дизельного двигателя. Они одновременно прочные и гибкие, чтобы выдерживать вес и выдерживать колебания сил, создаваемых двигателем.
На рисунке изображены техники, устанавливающие коленчатый вал на опорную плиту | Автор: Tyne & Wear Archives & Museums. Год: 2011. Лицензия: общественное достояние. Известных ограничений авторского права нет.
2 ) Коленчатый вал
Коленчатый вал представляет собой компонент двигателя, подверженный сильному скручиванию, а также переменному изгибающему и сдвиговому напряжению. Для изготовления коленчатого вала используются такие материалы, как кремний (0,3%), углерод (0,2%), сера (0,02%), марганец (0,6%) и фосфор (0,02%). Коленчатый вал должен иметь хорошую опорную поверхность, устойчивые к износу шейки и шатунную шейку, хорошую прочность и маловероятно усталостное разрушение.
Они могут быть сконструированы одним из четырех способов:
Полностью сборные
Цельные
Полусборные
Сварная конструкция
Функция
Ключевым компонентом двигателя является передача мощности на цилиндр и коленчатый вал. карданный вал. По сути, он преобразует колебательное движение шатуна / возвратно-поступательное движение поршня во вращательное движение вала.
3 ) Распределительный вал
Распределительный вал состоит из набора кулачков для каждого узла, которые гидравлически крепятся к распределительному валу. Весь вал поддерживается линейным подшипником из белого металла с набором кулачков, изготовленных из стали. Они имеют отдельный комплект смазки, чтобы избежать загрязнения топливом из-за утечек.
Двухтактный морской дизельный двигатель имеет меньше кулачков на распределительном валу, чем четырехтактный двигатель, в связи с тем, что; в двухтактном двигателе нет впускного клапана, который требует движения кулачка для продувки. Обеспечить правильную синхронизацию выхлопа и впрыска топлива; распределительный вал приводится в движение коленчатым валом. Между собой они соединены либо цепью, либо шестерней в зависимости от конструкции двигателя или так называемой фирмы. (Sulzer имеет шестерни, а B&W использует цепь).
Функция
Это устройство управления, которое управляет тремя основными клапанами (впускным, выпускным и топливной форсункой). Он управляет этими клапанами с помощью кулачкового толкателя, коромысла и толкателя. Каждый профиль кулачка предназначен для обеспечения желаемой скорости и подъема толкателя в нужное время.
4 ) Рамная коробка
Рамная коробка, также известная как «рама», представляет собой отдельно изготовленную конструкцию, устанавливаемую поверх опорной плиты. Они несут направляющие крейцкопфа, поддерживая блок цилиндров. И крепятся к опорной плите с помощью болтов.
Функция
Они поддерживают блок цилиндров или, как его обычно называют, антаблемент от опорной плиты.
5 ) Поршень
Поршень представляет собой составную конструкцию с головкой и юбкой, образующую подвижную часть камеры сгорания. Головка поршня подвергается колеблющимся тепловым и механическим нагрузкам, в то время как она передает силу сгорания на шток поршня или шатун в зависимости от типа двигателя (двухтактный или четырехтактный). Они имеют вогнутую форму в верхней части для обеспечения максимальной эффективности сгорания.
Общепринятой практикой является использование в конструкции хромомолибденовой легированной стали с металлическим инконелем толщиной 8 мм, установленным поверх него во избежание прогорания коронки. Он имеет от четырех до пяти хромированных канавок, сопровождающих поршневые кольца. С другой стороны, юбка действует как направляющая для перемещения поршня вдоль гильзы цилиндра.
Они подвергаются гораздо более низким температурам и давлению и поэтому выдерживают низкие термические и механические нагрузки. На юбку надеты латунные хомуты для лучшего перемещения по гильзе цилиндра.
Функция
Функция поршня в судовом дизельном двигателе заключается в преобразовании силы расширяющихся газов в процессе сгорания в механическую энергию. Во время такта сжатия он сжимает газ между головкой цилиндра и головкой цилиндра за счет энергии, обеспечиваемой маховиком. Поршень можно назвать сердцем двигателя, поскольку он преобразует всю эту энергию при колебаниях термических и механических нагрузок.
6 ) Поршневые кольца
Поршневое кольцо имеет следующие общие характеристики, такие как прочность, стойкость к износу и коррозии, эластичность и способность передавать тепло в радиальном направлении. Они состоят из легированного чугуна с добавлением минералов, таких как молибден, хром, титан и никель; Иногда в их конструкцию добавляют медь и ванадий.
Функция
Поршневое кольцо обеспечивает уплотнение камеры сгорания, выступая наружу. Таким образом они предотвращают утечку или выход продуктов сгорания из пространства между головкой блока цилиндров и днищем поршня. Он также обеспечивает надлежащий теплообмен между поршнем и гильзой, облегчая контроль смазки; избегая смешивания смазочного масла с зарядом.
7 ) Гильза
Гильза представляет собой тонкий металлический цилиндр, вставленный сверху в блок цилиндров и закрепленный сверху головкой цилиндра. Это позволяет гильзе цилиндра расширяться вниз при нагревании. Он изготовлен из высококачественного сплава чугуна, который может выдерживать высокие температуры и давление в цилиндре.
Некоторые отверстия имеют канавки внутри гильзы для лучшего сцепления и передачи тепла от поршня. Это помогает сохранить прочность металла при экстремально высоких температурах. Охлаждающая вода размещается в рубашке между блоком цилиндров и гильзой. Затем он герметизируется снизу с помощью «уплотнительных колец» с контрольным отверстием, чтобы указать на любую утечку.
Пространство для продувочного воздуха вырезано, а затем обработано в нижних частях гильзы для создания вращательного движения в продувочном воздухе для повышения эффективности. Во гильзе также просверлено несколько отверстий для смазки цилиндра, чтобы обеспечить точки для впрыска смазочного масла цилиндра с обратным клапаном, чтобы избежать обратного удара.
Функция
Функция гильзы цилиндра в судовом дизельном двигателе заключается в создании долговечной и термостойкой камеры сгорания. Он также обеспечивает зону для охлаждения, смазки, продувки и помогает герметизировать камеру сгорания. Это помогает предотвратить утечку сжатого газа и продуктов сгорания из двигателя вокруг стенок цилиндра.
Автор: Википедия. Год: 2005. Лицензия: Общественное достояние. Известных ограничений авторского права нет.
8 ) Шатун
В двухтактном судовом дизельном двигателе между крейцкопфом и коленчатым валом установлен шатун; между поршневым пальцем и коленчатым валом в четырехтактном двигателе. Они изготовлены из кованой стали с профилированной конструкцией на обоих концах для размещения подшипников. В старых конструкциях в качестве подшипника использовались подшипники из белого металла; в то время как в современных двигателях используется другой тип белого металла. Когда зазор этих подшипников достигает предела производителя, они заменяются новыми.
Внутри шатуна имеется отверстие для прохода масла для подшипников и охлаждения подпоршневого пространства. Идеальная длина шатуна должна быть как можно меньше, чтобы уменьшить размер двигателя, имея при этом повышенную угловатость и боковую тягу при малой длине.
Функция
Шатун выполняет функцию преобразования возвратно-поступательного движения поршня во вращательное движение коленчатого вала. Он также выполняет работу по передаче мощности, производимой поршнем, на коленчатый вал.
9 ) Головка цилиндра
Головка цилиндра представляет собой конструкцию, которая дополняет важные детали двигателя, такие как впускной клапан (4-тактный), выпускной клапан и топливная форсунка. Они подвергаются воздействию максимальных температур и давлений, поэтому обеспечены адекватным охлаждением. Они установлены на верхней части фланца гильзы и закреплены рядом гаек и болтов с блоком цилиндров.
Поскольку он подвергается воздействию высокой температуры и давления, он должен радиально передавать тепло, быть симметричным, иметь высокий коэффициент теплового расширения и сопротивляться изгибу. Прежде всего, они также должны иметь место для установки выхлопных, впускных и топливных форсунок. Внутренние каналы просверлены в его конструкции для охлаждающей воды, чтобы повысить эффективность охлаждения.
Во избежание теплового удара из-за температурного зазора между цилиндром и охлаждающей водой; для охлаждения головки блока цилиндров используется достаточно горячая вода. Обычно охлаждающая вода для головки блока цилиндров подключается последовательно с водой рубашки гильзы.
Назначение
Основная функция – формирование верхней части камеры сгорания; поддерживая все необходимые клапаны, необходимые для работы, такие как впускной, выпускной и топливный инжектор.
10 ) Впускной и выпускной клапаны
Большой двухтактный морской дизельный двигатель имеет только выпускные клапаны, установленные на головке блока цилиндров. Выпускной клапан открывается внутрь цилиндра, чтобы иметь положительное закрытие из-за внутреннего давления. Клапан управляется кулачковым профилем кулачков, установленных на распределительном валу. В современных двигателях используется пневматическая пружина, а не механические пружины, как в старых конструкциях.
Ротор клапана (2-тактный) или ротокап (4-тактный) предусмотрен на паре клапана выпускного клапана, чтобы поворачивать его на короткий градус при каждой операции. Он обеспечивает равномерную температуру через клапан, снижая вероятность отказа. В некоторых конструкциях для его изготовления используется высококачественный жаропрочный стальной сплав; в то время как более новые конструкции клапанов сделаны из нимоника.
Впускной клапан является более крупным из двух клапанов, так как сжатый воздух нагнетается в цилиндр. Его большой диаметр также помогает снизить температуру продувочного воздуха, избегая риска раннего воспламенения и детонации. Они изготовлены из низкокачественной легированной стали, поскольку они меньше подвержены коррозии и нагреву, чем выпускной клапан.
Функция
Функция впускных клапанов в четырехтактном морском дизельном двигателе заключается в нагнетании свежего воздуха в камеру сгорания; в то время как работа выпускных клапанов всех судовых двигателей заключается в выбросе всех побочных продуктов сгорания.
Одна из революционных разработок в дизельном двигателе (включая морской дизельный двигатель), которая резко повысила эффективность установки/судна/транспортного средства. Это помогает увеличить выходную мощность того же двигателя без изменения его конструкции или размера. Он также известен как нагнетатель во многих автомобилях; но имеют большое значение в морской индустрии.
Турбокомпрессор состоит из двух основных частей; воздуходувка и турбина. И турбокомпрессор, и нагнетатель установлены на одном валу, разделенном лабиринтным и сальниковым уплотнениями. Лопасти турбины вращаются за счет энергии дымовых газов, проходящих через сопловые кольца. Высокоскоростные дымовые газы, выходящие из сопловых колец, ударяются об эти жаропрочные лопатки турбины. Которые в свою очередь вращают соединенный с ним вал. Принимаются соответствующие меры по охлаждению, чтобы продлить его работу без технического обслуживания (обслуживание при поломке).
На другой стороне вала установлен вентилятор с фильтром и нагнетателем для направления потока воздуха к центру. Это помогает избежать любой ударной нагрузки на лопасти вентилятора. Эти лопасти изготовлены из легкого алюминиевого сплава, приводимого в движение валом. Крыльчатка всасывает свежий воздух в осевом направлении, а подает его радиально через диффузор.
Функция
Функция турбонагнетателя заключается в повышении общей мощности и эффективности двигателя. Он состоит из двух основных частей: воздуходувки и турбины. Турбина вращается вместе с валом за счет кинетической энергии дымовых газов, создаваемых сопловыми кольцами. С другой стороны, воздуходувка вращается с помощью вращающегося вала, который, в свою очередь, производит всасывание воздуха, а затем сжатие до желаемого давления.
Разница между двухтактными и четырехтактными морскими двигателями
Один из самых частых вопросов в интервью и обсуждениях; «В чем разница между двухтактным и четырехтактным морским дизельным двигателем»? Мы все слышали об этом, мы все узнаем об этом. Тем не менее, когда это необходимо, мы всегда забываем сказать об одном или двух основных моментах. Итак, чтобы освежить свои знания и подготовиться к следующей возможности, давайте начнем с основ.
2-тактный / 4-тактный двигатель = 2/4 + ход + двигатель.
Четырехтактный двигатель представляет собой узел цилиндр-поршень, в котором мощность создается только за один из четырех тактов. Это более тяжелая сложная конструкция, которая более экономична и меньше загрязняет окружающую среду.
Точно так же двухтактный двигатель представляет собой узел цилиндр-поршень, в котором мощность вырабатывается при каждом чередующемся такте. Он проще по конструкции, легче, развивает больший крутящий момент и дешев; но менее эффективен по конструкции и вызывает загрязнение.
Для вашего лучшего понимания мы будем объяснять эти различия по пунктам. Но прежде чем мы продолжим, давайте узнаем, что такое двигатель и каковы эти ходы. Разница между 2-х и 4-х тактным морским двигателем
Что такое двигатель?
Что такое инсульт?
Разница между двухтактными и четырехтактными морскими двигателями
5 причин, по которым на судах двухтактные двигатели предпочтительнее четырехтактных
Что такое двигатель?
Двигатель — это машина, преобразующая тепловую энергию топлива в механическую энергию. Топливо сжигается в камере сгорания, которое затем используется для создания силы с помощью пистолета, шатуна и коленчатого вала. Затем его можно классифицировать на основе конструкции, топлива, хода, количества и положения цилиндра.
Его также можно изучить на основе его частей, таких как головка блока цилиндров, выпускные клапаны, впускные клапаны (2-тактные), продувочное пространство, гильза, коленчатый вал, шатун, поршневой шток, поршень, поршневой палец и многие другие. Со всеми такими компонентами, работающими в порядке, он стал сердцем корабля.
Что такое инсульт?
Даже много раз использовался в машиностроении (механический + морской). Всегда есть некоторые инженеры, которые сомневаются в том, что это такое! Ход в двигателе внутреннего сгорания (IC) — это расстояние, пройденное поршнем от верхней до нижней мертвой точки и наоборот.
Другими словами, это расстояние, пройденное поршнем за 180 0 оборотов коленчатого вала.
Ход впуска: Этот процесс начинается с перемещения поршня от ВМТ (верхняя мертвая точка) к НМТ (нижняя мертвая точка). Когда поршень движется вниз, воздух внутри цилиндра расширяется, и давление уменьшается. Таким образом, свежий воздух поступал через впускной клапан или продувочное пространство.
Такт сжатия: Как только поршень достигает НМТ, он начинает двигаться назад к ВМТ, сжимая воздух в цилиндре. Во время этого такта впускной и выпускной клапаны закрыты.
Такт сгорания: В этом случае мощность создается за счет самовозгорания или воспламенения от свечи зажигания, когда поршень достигает ВМТ. При этом впускной и выпускной клапаны закрыты. Топливо впрыскивается в цилиндр непосредственно перед тем, как поршень достигает ВМТ, в результате процесса, называемого распылением.
Такт выхлопа: При сгорании выделяется энергия и газ расширяется. Это заставляет поршень перемещаться из ВМТ в НМТ. Теперь, когда он начинает двигаться, открывается выпускной клапан и выпускается выхлопной газ, выравнивая давление. Поршень переместится вверх по цилиндру и снова начнет процесс.
Цикл сгорания представляет собой полный процесс индукции, сжатия, воспламенения и выпуска. Разница между двухтактным и четырехтактным двигателем заключается во времени, необходимом для завершения процесса сгорания. Это зависит от того, сколько раз поршень перемещается вверх и вниз (ход) за один цикл.
Четырехтактный двигатель
Двухтактный двигатель
Для одного рабочего такта требуется 2 оборота коленчатого вала.
Для одного рабочего хода требуется один оборот коленчатого вала.
Сложная конструкция из-за механизма впускного и выпускного клапанов.
Сравнительно легкая и простая конструкция.
Требуется тяжелый и большой маховик из-за неравномерной нагрузки на коленчатый вал.
Требуется небольшой и легкий маховик из-за равномерной нагрузки на коленчатый вал.
Высокое соотношение мощности и веса.
Производство Высокий крутящий момент и мощность.
Выпускной и впускной клапаны монтируются вместе с топливными форсунками на головке блока цилиндров.
Выпускные клапаны могут быть установлены или не установлены вместе с топливными форсунками на головке блока цилиндров.
Низкая начальная стоимость.
Высокая начальная стоимость
Высокая стоимость обслуживания и топлива.
Низкая стоимость обслуживания и топлива.
Большой расход смазочного масла.
Низкий расход смазочного масла.
Требуется меньше места
Эти двигатели требуют больше места.
Обычно это средне- и высокоскоростные двигатели.
Обычно тихоходные двигатели.
Низкое отношение хода к диаметру (1,5–2,5:1)
Высокое отношение хода к диаметру (4,2:1)
Затрудненное сжигание топлива низкого качества.
Совместим с дешевым/низкокачественным топливом.
Требуется шестерня в сборе.
Обычно имеют прямой привод.
Он содержит уникальные детали, такие как коромысло, впускной клапан, поршневой палец и сложный узел смазки и охлаждения.
Он содержит уникальные детали, такие как поршневой шток, продувочное пространство, продувочные порты с простым охлаждением и узел смазки.
5 причин, по которым 2-тактный двигатель предпочтительнее 4-тактного на судах
Во многих случаях использование 2-тактного двигателя оказывается более выгодным, чем использование 4-тактного аналога. Хотя четырехтактный двигатель предлагает некоторые явные преимущества, такие как большая скорость, меньше места, лучшая топливная экономичность и меньшее загрязнение окружающей среды за счет конструкции; есть некоторые жизненно важные преимущества использования 2-тактного аналога.
Выбор топлива: Одна из причин, по которой на большинстве кораблей мы видим большие двухтактные двигатели. На большом корабле мы используем мазут для снижения эксплуатационных расходов. Но так как только двухтактный двигатель может сжигать низкосортное мазутное топливо, а четырехтактный морской двигатель не может; мы видим меньше 4 ударов в кораблях, чем в автомобилях.
Большой и мощный: Использование двухтактной конструкции позволяет использовать большие цилиндры и, таким образом, производить больше мощности за один ход. Это можно увидеть в виде высокого отношения мощности к весу (при том же весе он производит больше энергии) и лучшего теплового/механического КПД.
Вибрация и шум: Четырехтактные приводы имеют компактную конструкцию с большим количеством движущихся частей на высокой скорости. Это приводит к хорошей вибрации и сильному шуму во время его работы. И 2-х, и 4-х тактные двигатели шумные, но один шумнее другого.
Меньше обслуживания: Из-за низкой скорости и меньшей вибрации двухтактная конструкция имеет преимущество перед четырехтактной, когда речь идет о простоте обслуживания. Другие двухтактные двигатели требуют обслуживания, и стоимость его также очень низка.
Прямое управление: Четырехтактный привод имеет очень большую рабочую скорость. Таким образом, редукторы используются для соединения их с гребным валом. Но с двухтактной конструкцией нам не нужны отдельные шестерни ( , соединенные непосредственно с карданным валом ), и оказалось, что легче запускать и реверсировать.
Заявление об отказе от ответственности
Журнал Ahads персональный информационный веб-сайт, созданный с единственной целью поделиться великолепием морей и чудесами морской жизни моряков. Содержание этого сайта предоставляется с целью только для информирования и не должен использоваться или толковаться как профессиональный научный совет. Этот сайт представляет собой работу одного человека и формально не связан с какой-либо организацией, компанией, организацией или учреждением. Все заявления и мнения на этом веб-сайте принадлежат аккредитованным автором, если не указано иное.
Большая часть представленной информации была собрана из различных источников либо из Интернета, либо на основе личных знаний и опыта, и регулярно обновляется. Вся информация, представленная в Ahads Journal, является точной, насколько мне известно. .Любые несоответствия должны быть доведены до нашего сведения, отправив мне электронное письмо по следующему адресу электронной почты. Пожалуйста, не стесняйтесь обращаться ко мне по любым вопросам или идеям по улучшению журнала Ahads. К сожалению, создатель сайта в основном работает над ним в одиночку и время — это ограничение, которое трудно преодолеть. Вся работа над Ahads Journal выполняется по вечерам и в выходные дни. Я вывожу новые разделы сайта в онлайн так быстро, как только могу их создавать.
Я доктор медицинских наук АХАД ХАН, инициатор этого канала, возраст 19 лет, в настоящее время обучаюсь в качестве стажера-кадета в БАНГЛАДЕШСКОЙ МОРСКОЙ АКАДЕМИИ. Понятно, что как военно-морской флот я должен тратить большую часть моя профессиональная жизнь на кораблях посреди океана, но это также дает мне возможность посетить новые и экзотические места по всему миру за короткий промежуток времени и увидеть мир. Помимо моей профессии, езда на велосипеде приносит мне чувство удовольствия и свобода жизни, которые помогают мне свести к минимуму воздействие хронического стресса. В раннем возрасте я увлекался ездой на велосипеде. Теперь я развил это же хобби как страстный байкер, езда на велосипеде дает мне выход для стресса. Во время поездки в Страну Других по моему профессиональному делу и как страстный велогонщик, это стало частью моего хобби и интереса, чтобы запечатлеть эти невероятные моменты жизни с помощью фотографии и поделиться ими с другими. , благодарность, доверие и сообщество — не только для себя, но и для всего мира. Делясь своими фотографиями, чувствами, жизненным опытом и другим контентом через мой веб-сайт, страницу YouTube или Facebook, я помогаю мне высвободить эмоции, которые я сдерживал внутри. Это помогает мне документировать мою жизнь и путешествие с этими забавными моментами. Это позволяет мне говорить о моей ситуации и точке зрения, что может помочь лучше понять меня, разобраться в моих мыслях для ясного ума и снижения уровня стресса.
Категории водительских прав в Украине — новые категории, расшифровка
Категории водительских прав в Украине — новые категории, расшифровка | Автошкола Проспект
Выбор категории водительских прав напрямую зависит от транспорта, которым вы планируете управлять. Перед тем, как получить права, стоит подробнее ознакомиться со всеми категориями, узнать, какие разрешения и ограничения действуют на каждую из них.
Как выглядит водительское удостоверение?
Водительское удостоверение внутреннего пользования (украинские права) представляет собой ламинированную пластиковую карточку размером 8,5х5,5 см. На лицевой стороне имеются данные водителя: ФИО, дата рождения, дата выдачи и окончания удостоверения водителя, информация о Сервисном центре, что выдал права, серия и номер, фото владельца, подпись и отметка об открытых категориях. На тыльной стороне подробно указывается группа крови, каждая категория, её срок действия и окончание. Дополнительно могут быть внесены, над соответствующей категорией, пометки об ограничениях.
Водительское удостоверение международного образца имеет вид книжечки серого цвета в бумажном формате размером 148х105 мм.
Категории водительских прав с расшифровкой
Категории водительских прав в Украине, на сегодняшний день, делятся на пять основных групп: А, В, С, D, T. Эти группы, так же, имеют шесть подгрупп (А1, В1, С1, D1, C1E, D1E) и три категории для управления транспортом с прицепом (ВЕ, CE, DE).
Чтобы не ошибиться с выбором, важно изучить обозначение категории водительских прав детальнее. Расшифровка:
А1 – двух или трехколесные транспортные средства (мопеды, мотороллеры) с объемом двигателя до 50 куб. см, (для электродвигателей – мощностью не более 4 кВт)
А – мотоциклы, что могут доукомплектовываться боковой коляской и другой двухколесный транспорт с рабочим объемом двигателя от 50 куб. см и больше, (для электрических двигателей – мощностью от 4 кВт и больше)
В1 – трех или четырехколесный мототранспорт (квадроциклы, трициклы, мотоциклы с колясками), с допустимым весом до 400 кг.
В – легковые автомобили, с разрешенной тяжестью до 3,5 тонны и общей численностью сидячих мест, не включая водителя – до восьми. Также, водителям можно использовать легковой автоприцеп, с ограничением до 750 кг в загруженном состоянии.
С1 – грузовые автомашины, предназначенная для перевозки груза, имеющий допустимый максимальный вес от 3500 кг до 7500 кг.
С – автотранспорт, требуемый для транспортировки грузов, разрешенная максимальная масса которого от 7500 кг.
D1 – необходимые для перевозки пассажиров микроавтобусы, с предусмотренным в сумме сидячих мест не более 16-ти.
D – предназначенные для перевозки пассажиров автобусы, с обязательным количеством посадочных мест более 16. Можно дополнительно ввести в эксплуатацию автоприцеп, не превышающий 750 кг в загруженном состоянии.
Т – вождение такими транспортными средствами, как трамваи и троллейбусы.
Категории украинских водительских прав, обозначенные буквенным символом Е, подразумевают автотранспортные машины, предназначенные для буксировки прицепов и полуприцепов (тягачи). В качестве автотягача может выступать автомашина соответствующей группы:
ВЕ – состав транспортного средства с тягачом кат. В
СЕ, С1Е – составы с автотягачами кат. С
DE, D1E – составы с тягачами кат. D
В случае получения водительского удостоверения и управления транспортом таких категорий как В, С1, С, D1 и D, разрешается дополнительно использовать прицепы, с допустимой массой, свыше 750 килограмм. Однако, для каждой группы установлены конкретные условия для его эксплуатации:
В – дозволено использование автоприцепа весом свыше 750 кг, при условии, что он не будет превышать тяжести автомобиля без нагрузки. Общий разрешенный вес легкового автомобиля с прицепом не должен быть более 3500 килограмм.
С1, С, D1 и D – к пользованию транспортом перечисленных категорий с прицепами от 750 кг, с превышающей общей массой машины и автоприцепа более 3500 кг, допускаются водители, имеющие права на C1E, CE, D1E, DE.
Стоит отдельно отметить, что право на управление авто и мототранспортными средствами предоставляется лицам, которые достигли:
Шестнадцатилетнего возраста – кат. А и А1
Восемнадцати лет – кат. В1, В, С1, С
Девятнадцатилетнего возраста – ВЕ, С1Е, СЕ
Двадцати одного года – D1, D, D1E, DE, T
Как получить права
6 шагов по дороге к долгожданным правам
Связываетесь с менеджером автошколы
Подбираем удобный класс и время занятий.
Начало теоретических занятий
Параллельно проходим медкомиссию для вождения.
Готовимся к практическим занятиям
На уроке «строение автомобиля» готовимся к вождению.
Подбор инструктора по вождению
И начало практических занятий на транспортном средстве.
Подготовка к финальному экзамену
Внутренний экзамен в автошколе по теории и практике.
Экзамен в «Сервисном центре»
Получение водительского удостоверения и поздравления.
Открытие дополнительных категорий
После обретения автомобильного удостоверения и длительного пользования транспорта определенной категории, автолюбитель становится профессиональным водителем. Нередко, такое увлечение перерастает в возможность использовать транспорт как источник дохода и возникает необходимость получить новые категории водительских прав в Украине.
При желании и приложенных усилиях, есть все шансы открыть категории, которые только есть в документе водителя.
Если права были выданы до 24 сентября 2008 года, согласно пункту 27 Постановления КМУ №340, удостоверение возможно обменять на новое с таким обозначением:
А-А1 – соответствует кат. А
В1-В – аналогично В
С1-С – относится к С
D1-D – соответствует открытой D
BE – аналогично В и Е
С1Е-СЕ – соответствует С и Е
D1E-DE – относится к D и Е.
При получении пластика после 24 сентября 2008 года для открытия дополнительной категории следует выполнить ряд требований. Рассмотрим подробно, какие условия предоставляются для использования высших и низших групп:
А, А1, В1 – можно получить после прохождения обучения в учебном учреждении, где совершают подготовку по управлению мототранспортом. После успешной сдачи теоретической части и практического экзамена, выдается водительское удостоверение. Подготовка на А1 и А возможна только после шестнадцатилетнего возраста, В1 – после исполнения совершеннолетия. Стоит отметить, если есть авто лицензия, что разрешает водить легковые транспортные средства (права на В), желающим получить А1, А, В1 не нужно сдавать в Сервисном центре теоретическое тестирование. Сдаются только элементы с вождения мототранспортом на автодроме.
ВЕ – разрешено открывать с 18-ти лет, при условии наличия кат. В. Для получения авто лицензии, требуется предоставить в ТСЦ справку о переподготовке водителя в автошколе за установленной программой, а также подтверждение стажа управления на В не менее одного года в течении последнего времени. Сдается только вождение на разрешение пользования транспортными средствами ВЕ.
С1, С – можно получить после обучения в автомобильной школе с направленностью на управление грузовыми машинами. Обучение возможно после достижения совершеннолетия, при этом владеть младшими категориями (А, В) необязательно. После успешной сдачи теории и практики, вы можете получить автоудостоверение.
С1Е, СЕ – допустимы с девятнадцатилетнего возраста, при условии, что до этого были приобретены С1 для С1Е либо С для СЕ. Для получения следует предоставить в Территориальный Сервисный Центр водительское, документ о прохождении 20-ти часовых курсов переподготовки с практического вождения в автошколе, подтверждение автомобильного стажа более одного года в течении продолжительного времени и медицинскую справку. Проводится только практический экзамен, после предоставления перечня документов.
D1 – разрешено открывать с 21 года, при этом следует владеть правами с наличием В, С, С1 или несколько из них. Для получения, необходимо иметь срок автовождения соответствующей категории не менее 3-х лет в течении длительного периода, пройти переподготовку в автошколе за установленной программой. В ТСЦ проводится теоретическое тестирование и практический экзамены на разрешение управления транспортными средствами D1.
D – можно получить после 21 года, имея пластик с открытыми правами на В, С-С1, D1 или несколькими из них. Для сдачи теории и практики, необходимо предоставить свидетельство о подтверждении стажа автовождения более трёх лет в течении длительного времени, свидетельство о переподготовке на D в учебном учреждении за установленной программой.
Если вы планируете открывать несколько категорий за раз, сдавать теоретическую часть экзамена требуется только на высшую (В выше В1, А-А1, кат. С-С1 выше В).
Смело дополняйте ваше автомобильное удостоверение и расширяйте новые возможности!
Как получить удостоверение водителя в Украине?
Для того, чтобы получить или дополнить новыми категориями водительское удостоверение, необходимо пройти подготовку, переподготовку или же повышение квалификации водителя в учебном учреждении. Обучение проводится в автошколах, что имеют соответствующую материально-техническую базу, аттестованных специалистов и действующую лицензию. Чтобы не ошибиться с выбором, достаточно проверить список аккредитованных автошкол на сайте Главного Сервисного Центра МВС.
Длительность и стоимость обучения напрямую зависят от выбранной категории. По окончанию теоретических курсов и практических занятий по вождению, свидетельство об окончании автошколы вносится в электронном виде в Единый Государственный Реестр МВС (с 2019 года выдача свидетельства в бумажном виде отменена).
После получения свидетельства, сдаются теория и практический экзамены в Территориальном Сервисном Центре. Важно, что практический экзамен сдается в ТСЦ, в котором успешно была сдана теоретическая часть.
Водительское удостоверение, выдается после успешной сдачи всех экзаменов в государственном учреждении. В случае открытия новых категорий, имея действующее удостоверение, проводится обмен такого удостоверения на новое, с обновленной информацией по категориям.
Еще не решились?
— нужно индивидуальное предложение? — нет времени на выбор группы и курса?
Заполните
форму справа и наш менеджер в оперативном режиме вам поможет!
Напишите здесь ваш номер телефона:
×
Заказать обратный звонок
Заполните форму ниже и с вами скоро свяжется наш менеджер чтобы ответить на все ваши вопросы!
×
Оставить заявку на обучение
Заполните форму ниже и с вами скоро свяжется наш менеджер чтобы ответить на все ваши вопросы!
×
Оставить резюме
Заполните форму ниже и с вами скоро свяжется наш менеджер чтобы ответить на все ваши вопросы!
Введите ваше имя:
Введите ваш телефон*:
Введите ваш E-mail:
Виберите файл: (форматы pdf, doc, docx)
После замены водительского удостоверения не поставили все категории
При получении новых «прав» некоторые водители обнаружили, что категория «Е» из прежнего удостоверения перенесена не полностью. Например, раньше была просто категория «Е», и управлять можно было любым транспортным средством с прицепом (хоть грузовиком, хоть автобусом), а в новых «правах» поставили только «СЕ» и «С1Е». А водитель рассчитывал на «ВЕ» + «СЕ» + «С1Е» + «DЕ» + «D1Е».
Скорее всего, с такой проблемой столкнулись водители, которые фактически не проходили обучение и не сдавали экзамены на каждый состав транспортных средств (отдельно «ВЕ», «СЕ», «DЕ»), а обучались и сдавали экзамен только на «СЕ». При этом получили водительские удостоверения с категорией «Е» без ограничений.
До вступления в силу постановления Правительства РФ от 15.12.1999 г. № 1396 «Об утверждении Правил сдачи квалификационных экзаменов и выдачи водительских удостоверений» (т.е. до 01.01.2000 г.) категория «Е» проставлялась без особых отметок и относилась к любым транспортным средствам.
С 01.01.2000 г. в соответствии с действующими тогда «Правилами сдачи квалификационных экзаменов и выдачи водительских удостоверений» сдавать практический экзамен на категорию «Е» требовалось отдельно с транспортным средством – тягачом конкретной категории («В», «С», «D»). И если, к примеру, водитель сдавал экзамен только на грузовике с прицепом, то следовало ставить в водительском удостоверении «Е к С».
Однако водительские удостоверения продолжали выдавать, проставляя категорию «Е», и не делая запись в особых отметках (к какой категории транспортного средства – тягача относится категория «Е»).
Позднее в водительских удостоверениях стали проставлять (в особых отметках), к какой категории относится «Е» («Е к С»; «Е к D»; «Е к ВС»; «Е к ВCD»).
Представители ГИБДД в обоснование своих действий по «закрытию» некоторых категорий с прицепами ссылаются на письмо Департамента обеспечения безопасности дорожного движения МВД РФ от 27.09.2007 г. № 13/5-184 за подписью В.Н. Кирьянова «О порядке замены водительских удостоверений с разрешенной категорией Е».
Однако в этом письме речь идет о другом. В нем возвращается в водительские удостоверения категория «В» с прицепом. Это связано с тем, что в другом документе — в пункте 8, абзаце 4 Указаний ДОБДД МВД России от 12. 05.2001 г. № 13/7 — 2068 «Об отдельных вопросах экзаменационной деятельности подразделений ГИБДД МВД России» говорилось, что при замене водительских удостоверений с открытыми категориями «В, С, D, Е», выданных до июля 2000 года, в новом водительском удостоверении разрешающие отметки проставляются к «СD» (т.е. «Е» к категории «В» не проставлять).
Данный абзац и отменен Указаниями от 27.09.2007 г. № 13/5-184. А о том, чтобы не проставлять какие-либо категории или подкатегории при замене водительских удостоверений, речь в Указаниях не идет.
В настоящее время при замене водительских удостоверений в ГИБДД пытаются проставить только те категории, на которые водитель сдавал практический экзамен с прицепом (соответственно, те категории, на которые экзамен с прицепом не сдавался, в водительское удостоверение не ставят).
С одной стороны логично. Но! Так как водителю ранее выдали водительское удостоверение с категорией «Е» без указания ограничений в особых отметках, следовательно, эта категория «Е» давала право управлять любым транспортным средством с прицепом. И получается, что при замене водительского удостоверения водителя лишают права на управление отдельными транспортными средствами. При этом каких-либо законных оснований для такого лишения нет.
Суды в рассматриваемой проблеме встают на сторону водителей. В Интернете можно найти судебные решения, вынесенные в пользу водителей, когда суд в аналогичных случаях обязывал ГИБДД обменять водительское удостоверение за свой счет (т.е. бесплатно для водителя), проставив все необходимые категории для управления любым транспортным средством с прицепом.
Вот два таких решения (формат .pdf):
Решение суда_1Решение суда_2 Так как у нас в стране действуют нормативные правовые акты одни для всех, то и применять их следует однообразно. Поэтому, имея положительную судебную практику, в аналогичных ситуациях, можно надеяться на восстановление своих прав через суд.
Как следует действовать водителю, если у него ранее в водительском удостоверении стояла категория «Е» без особых отметок (и если у него нет медицинских ограничений), а при замене проставили, например, только «СЕ» и «С1Е»?
Сначала надо обратиться в ГИБДД, показав решения судов по аналогичным делам, и попросить выдать за счет ГИБДД водительское удостоверение с допуском к управлению всеми транспортными средствами с прицепом.
В случае отказа придется обратиться в суд с просьбой:
признать действия ГИБДД незаконными, обязать выдать за счет ГИБДД водительское удостоверение со всеми необходимыми категориями, взыскать судебную госпошлину, взыскать расходы на юридическую помощь (если водитель воспользуется такой помощью).
Отдел гражданских прав | Министерство юстиции
Отдел гражданских прав | Департамент правосудия
Перейти к основному содержанию
Вы здесь
Главная
Отдел гражданских прав
Подпись:
Департамент юстиции установил, что Департамент общественной безопасности и исправительных учреждений штата Луизиана нарушает Конституцию, заключая в тюрьму людей после даты их освобождения
Познакомьтесь с директором
Помощник генерального прокурора Кристен Кларк
Кристен Кларк
Помощник генерального прокурора
УЗНАТЬ БОЛЬШЕ
Об отделе
Отдел гражданских прав Министерства юстиции, созданный в 1957 году в соответствии с Законом о гражданских правах 1957 года, работает для защиты гражданского и конституционные права всех людей в Соединенных Штатах, особенно некоторых из наиболее уязвимых членов нашего общества. Отдел обеспечивает соблюдение федеральных законов, запрещающих дискриминацию по признаку расы, цвета кожи, пола (включая беременность, сексуальную ориентацию и гендерную идентичность), инвалидности, религии, семейного положения, национального происхождения и статуса гражданства.
Новости отдела по гражданским правам
10 февраля 2023 г.
Пресс-релиз
Бывшему офицеру службы перевозки заключенных предъявлено обвинение в сексуальном насилии и использовании огнестрельного оружия в целях содействия его сексуальному насилию
Пресс-релиз 8 февраля 2023 г.
Техасец признал себя виновным в 90 федеральных преступлениях на почве ненависти и нарушениях правил обращения с огнестрельным оружием за массовую стрельбу в августе 2019 года в магазине Walmart в Эль-Пасо, штат Техас
7 февраля 2023 г.
Пресс-релиз
Бывший лейтенант Департамента исправительных учреждений штата Алабама, обвиненный в федеральных преступлениях против гражданских прав за применение чрезмерной силы к заключенным и создание препятствий
1 февраля 2023 г.
Пресс-релиз
за 800 000 долларов
1 февраля 2023 г.
Пресс-релиз
Бывший сотрудник транспортной службы для заключенных, осужденный за нарушение гражданских прав
Другие новости и выступления
Избранные материалы
Помощник генерального прокурора Кристен Кларк выступает с замечаниями по инициативе Института справедливости Университета Джорджа Вашингтона Речь (23 сентября 2022 г.)
Министерство юстиции создает Целевую группу по репродуктивным правам 8 906 Подробнее 906 о Целевой группе по репродуктивным правам
Министерство юстиции публикует руководство по федеральным избирательным правам Знай свои права голоса
Министерство юстиции публикует обновленное руководство по улучшению реагирования правоохранительных органов на сексуальное и домашнее насилие путем выявления и предотвращения гендерной предвзятости Пресс-релиз (23. 05.2022)
Осуждения Пресс-релиз (20.05.2022)
Сообщить о нарушении
Устроиться на работу
Связаться с нами
УЗНАТЬ О
ПРЕСЛЕДОВАНИЕ И ПРЕДОТВРАЩЕНИЕ ПРЕСЛЕДОВАНИЯ
УЗНАТЬ О
СЕКСУАЛЬНЫЕ ДОМОГАТЕЛЬСТВА В ЖИЛИЩНОЙ ИНИЦИАТИВЕ
УЗНАТЬ О
Ресурсы для голосования и выборов www.vote.gov
Глоссарий терминов — Кампания за права человека
Подготовлено
HRC Foundation
Многие американцы воздерживаются от разговоров о сексуальной ориентации и гендерной идентичности или самовыражении, потому что это кажется табу или потому что они боятся сказать что-то не то. Этот глоссарий был написан, чтобы помочь людям понять слова и значения, которые помогут сделать общение проще и удобнее. Люди ЛГБТК+ используют различные термины для обозначения себя, не все из которых включены в этот глоссарий. Всегда слушайте и уважайте терминологию человека, которую он идентифицирует сам.
Союзник | Термин, используемый для описания человека, активно поддерживающего представителей ЛГБТК+. Он включает в себя гетеросексуальных и цисгендерных союзников, а также тех, кто поддерживает друг друга в сообществе ЛГБТК+ (например, лесбиянок, которые являются союзниками бисексуального сообщества).
Асексуал | Часто называемый для краткости «эйс», асексуал означает полное или частичное отсутствие сексуального влечения или отсутствие интереса к сексуальной активности с другими. Асексуальность существует в спектре, и асексуальные люди могут не испытывать сексуального влечения, испытывать слабое или условное сексуальное влечение.
Бифобия | Страх и ненависть или дискомфорт по отношению к людям, которые любят и испытывают сексуальное влечение более чем к одному полу.
Бисексуал | Человек, испытывающий эмоциональное, романтическое или сексуальное влечение к более чем одному полу, полу или гендерной идентичности, хотя и не обязательно одновременно, одинаковым образом или в одинаковой степени. Иногда используется взаимозаменяемо с пансексуалом.
Цисгендер | Термин, используемый для описания человека, чья гендерная идентичность совпадает с теми, которые обычно ассоциируются с полом, назначенным им при рождении.
Выход | Процесс, в котором человек впервые признает, принимает и ценит свою сексуальную ориентацию или гендерную идентичность и начинает делиться этим с другими
Гей | Человек, испытывающий эмоциональное, романтическое или сексуальное влечение к представителям того же пола. Мужчины, женщины и небинарные люди могут использовать этот термин для описания себя.
Гендерная идентичность | Сокровенное представление человека о себе как о мужчине, женщине, смеси обоих или ни того, ни другого — как люди воспринимают себя и как они себя называют. Гендерная идентичность человека может быть такой же или отличной от пола, назначенного при рождении.
Гендерно неконформный | Широкий термин, относящийся к людям, поведение которых не соответствует традиционным ожиданиям их пола, или чье гендерное самовыражение не вписывается в категорию. Хотя многие также идентифицируют себя как трансгендеры, не все гендерно неконформные люди таковыми являются.
Гендерквир | Люди-гендерквиры обычно отвергают представления о статичных категориях пола и принимают изменчивую гендерную идентичность и часто, хотя и не всегда, сексуальную ориентацию. Люди, идентифицирующие себя как «гендерквир», могут считать себя одновременно мужчиной и женщиной, ни мужчиной, ни женщиной, или полностью выпадать из этих категорий.
Гомофобия | Страх и ненависть или дискомфорт по отношению к людям, которых привлекают представители того же пола.
Интерсекс | Интерсексуалы рождаются с различными половыми признаками и репродуктивной анатомией. Существует множество различий между интерсексуальными вариациями, включая различия в гениталиях, хромосомах, гонадах, внутренних половых органах, выработке гормонов, гормональной реакции и/или вторичных половых признаках.
Бинарный пол | Система, в которой гендер разделен на две строгие категории: мужской или женский. Ожидается, что гендерная идентичность будет соответствовать полу, назначенному при рождении, а гендерные выражения и роли соответствуют традиционным ожиданиям.
Гендерная дисфория | Клинически значимое расстройство, вызванное тем, что указанный пол человека при рождении не совпадает с тем, с которым он идентифицирует себя.
Расширяющий пол | Человек с более широким и гибким диапазоном гендерной идентичности и/или самовыражения, чем обычно ассоциируется с бинарной гендерной системой. Часто используется как общий термин, когда речь идет о молодых людях, которые все еще изучают возможности своего гендерного самовыражения и/или гендерной идентичности.
Гендерное выражение | Внешний вид гендерной идентичности, обычно выражающийся в поведении, одежде, характеристиках тела или голосе, который может соответствовать или не соответствовать социально определяемому поведению и характеристикам, обычно связанным с принадлежностью к мужскому или женскому полу.
Гендерная жидкость | Человек, который не идентифицирует себя с одним фиксированным полом или имеет изменчивую или нефиксированную гендерную идентичность.
Лесбиянки | Женщина, испытывающая эмоциональное, романтическое или сексуальное влечение к другим женщинам. Женщины и небинарные люди могут использовать этот термин для описания себя.
ЛГБТК+ | Аббревиатура от «лесбиянки, геи, бисексуалы, трансгендеры и гомосексуалисты» со знаком «+», обозначающая безграничные сексуальные ориентации и гендерные идентичности, используемые членами нашего сообщества.
Недвоичный | Прилагательное, описывающее человека, который не идентифицирует себя исключительно как мужчина или женщина. Небинарные люди могут идентифицировать себя и как мужчину, и как женщину, где-то посередине или как полностью выпадающие из этих категорий. Хотя многие также идентифицируют себя как трансгендеры, не все небинарные люди так считают. Небинарность также может использоваться в качестве общего термина, охватывающего такие идентичности, как агендер, бигендер, гендерквир или гендерная флюидность.
Прогулка | Разоблачение чьей-либо лесбийской, гомосексуальной, бисексуальной трансгендерной или гендерно-небинарной идентичности другим лицам без их разрешения. Выход в свет может иметь серьезные последствия для занятости, экономической стабильности, личной безопасности или религиозных или семейных ситуаций.
Пансексуал | Описывает кого-то, у кого есть потенциал для эмоционального, романтического или сексуального влечения к людям любого пола, хотя и не обязательно одновременно, таким же образом или в той же степени. Иногда используется взаимозаменяемо с бисексуалом.
Квир | Термин, который люди часто используют для обозначения целого ряда идентичностей и ориентаций, противоречащих общепринятому. Квир часто используется в качестве универсального для включения многих людей, в том числе тех, кто не идентифицирует себя как исключительно гетеросексуалов, и / или людей с небинарной или гендерно-экспансивной идентичностью. Этот термин ранее использовался как оскорбление, но был исправлен многими частями движения ЛГБТК +.
Опрос | Термин, используемый для описания людей, которые находятся в процессе изучения своей сексуальной ориентации или гендерной идентичности.
Однополая любовь | Термин, который некоторые предпочитают использовать вместо лесбиянок, геев или бисексуалов, чтобы выразить влечение и любовь к людям того же пола.
Пол, присвоенный при рождении | Пол, мужской, женский или интерсексуальный, который врач или акушерка использует для описания ребенка при рождении на основе его внешней анатомии.
Сексуальная ориентация | Врожденное или неизменное стойкое эмоциональное, романтическое или сексуальное влечение к другим людям. Примечание: сексуальная ориентация человека не зависит от его гендерной идентичности.
Трансгендер | Общий термин для людей, чья гендерная идентичность и/или самовыражение отличаются от культурных ожиданий, основанных на поле, присвоенном им при рождении. Быть трансгендером не означает какой-либо конкретной сексуальной ориентации. Таким образом, трансгендеры могут идентифицировать себя как натуралы, геи, лесбиянки, бисексуалы и т. д.
Трансгендеры | Ряд процессов, через которые могут пройти некоторые трансгендеры, чтобы более полно жить в соответствии со своим истинным полом. Обычно это включает в себя социальный переход, такой как изменение имени и местоимений, медицинский переход, который может включать гормональную терапию или операции по подтверждению пола, и юридический переход, который может включать изменение официального имени и пола в государственных документах, удостоверяющих личность. Трансгендеры могут пройти некоторые, все или ни один из этих процессов.
Вы можете помочь принять Закон о равенстве
Сенат должен принять Закон о равенстве. Поскольку в обеих палатах Конгресса проголосовало за равенство большинство, самое подходящее время для его принятия.

 Для примера: одна ксеноновая лампа выдает 6500–18000 кд, так что запас у штатной оптики обычно есть
Для примера: одна ксеноновая лампа выдает 6500–18000 кд, так что запас у штатной оптики обычно есть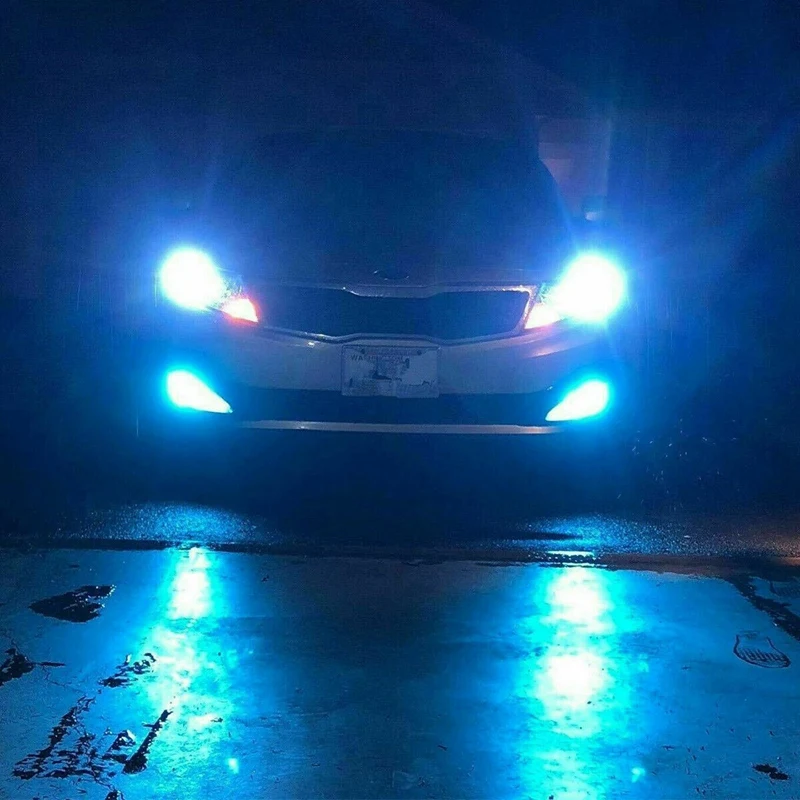

 Теоретически на автомобиле они могут находиться едва ли не где угодно. Однако по факту экстремальные варианты размещения выше линии капота с большой вероятностью могут не пройти сертификацию, если речь идет не о тракторах, спецтехнике или заводском исполнении. Так что для простоты основным местом расположения дополнительной оптики по-прежнему остается передний бампер в пределах размещения основных фар. Сегодня попытка перенести ее, например, на крышу легкового автомобиля или внедорожника будет расценена как установка дополнительных фар, использование которых на гражданских автомобилях и на дорогах общего пользования запрещено.
Теоретически на автомобиле они могут находиться едва ли не где угодно. Однако по факту экстремальные варианты размещения выше линии капота с большой вероятностью могут не пройти сертификацию, если речь идет не о тракторах, спецтехнике или заводском исполнении. Так что для простоты основным местом расположения дополнительной оптики по-прежнему остается передний бампер в пределах размещения основных фар. Сегодня попытка перенести ее, например, на крышу легкового автомобиля или внедорожника будет расценена как установка дополнительных фар, использование которых на гражданских автомобилях и на дорогах общего пользования запрещено. Он гораздо экономичнее и никак не влияет на ресурс основных фар.
Он гораздо экономичнее и никак не влияет на ресурс основных фар. ДХО могут совмещаться с основными или противотуманными фарами, и их даже можно реализовать как дополнительную функцию основных источников света или габаритных огней.
ДХО могут совмещаться с основными или противотуманными фарами, и их даже можно реализовать как дополнительную функцию основных источников света или габаритных огней.
 И конечно же, сотрудники ГИБДД об этом знают. Есть машины, у которых дополнительные источники света были внесены в ОТТС, например у Nissan X-Trail второго поколения (T31) они сертифицированы как фары дальнего света, дополнительно к двум основным.
И конечно же, сотрудники ГИБДД об этом знают. Есть машины, у которых дополнительные источники света были внесены в ОТТС, например у Nissan X-Trail второго поколения (T31) они сертифицированы как фары дальнего света, дополнительно к двум основным.
 Оно может быть ослаблено несколькими факторами, влияющими на аварийность, такими как сумерки, плохие погодные условия, грязное лобовое стекло и т.д. Изменение траектории, частое маневрирование и увеличение интенсивности дорожного движения так же связаны с повышением опасности на дорогах. Для того чтобы этому противостоять, постоянно проделывается колоссальная работа для улучшения существующих систем освещения, а также развития нового светотехнического оборудования.
Оно может быть ослаблено несколькими факторами, влияющими на аварийность, такими как сумерки, плохие погодные условия, грязное лобовое стекло и т.д. Изменение траектории, частое маневрирование и увеличение интенсивности дорожного движения так же связаны с повышением опасности на дорогах. Для того чтобы этому противостоять, постоянно проделывается колоссальная работа для улучшения существующих систем освещения, а также развития нового светотехнического оборудования.
 Светоотдача стандартной лампы мала. К тому же, испаряющиеся частички вольфрама, которые можно наблюдать в виде черного налета на стекле лампочки, снижают технические характеристики света, и срок службы таких ламп недолог.
Светоотдача стандартной лампы мала. К тому же, испаряющиеся частички вольфрама, которые можно наблюдать в виде черного налета на стекле лампочки, снижают технические характеристики света, и срок службы таких ламп недолог.

 к. отпечатки пальцев напаиваются и делают стекло менее светопроницаемым
к. отпечатки пальцев напаиваются и делают стекло менее светопроницаемым
 Спасибо
Спасибо Спасибо
Спасибо
 Большинство из них легче установить, чем галогенные, потому что они поставляются с функцией plug and play и менее подвержены повреждению во время установки.
Большинство из них легче установить, чем галогенные, потому что они поставляются с функцией plug and play и менее подвержены повреждению во время установки.
 Используя отвертку, чтобы снять покрытие, вы увидите лампочку под ним. Их можно удалить, отпустив одну сторону и вытащив лампочку, как батарею.
Используя отвертку, чтобы снять покрытие, вы увидите лампочку под ним. Их можно удалить, отпустив одну сторону и вытащив лампочку, как батарею. Размер фитинга указан на корпусе лампы, а также по марке и коду ANSI. Взяв их, вы можете подобрать их к новой лампочке и заменить ее.
Размер фитинга указан на корпусе лампы, а также по марке и коду ANSI. Взяв их, вы можете подобрать их к новой лампочке и заменить ее. Более яркий свет создается газом под названием ксенон, проходящим через электрический заряд, и это дает лучшие результаты, чем простая лампа накаливания. Эти лампочки являются популярным вариантом, особенно для фар зимой или в темное время года.
Более яркий свет создается газом под названием ксенон, проходящим через электрический заряд, и это дает лучшие результаты, чем простая лампа накаливания. Эти лампочки являются популярным вариантом, особенно для фар зимой или в темное время года. серые обои
серые обои
 Серводвигатель используется в станках с ЧПУ, роботостроении, космической технике и тому подобное.
Серводвигатель используется в станках с ЧПУ, роботостроении, космической технике и тому подобное.
 По этой причине, редко удается провести замену импортных асинхронных электродвигателей на моторы ГОСТ, потому что они не садятся в посадочное место. Такая замена возможна в случае, например, ременной передачи, когда не важен диаметр вала (можно установить просто другой шкив) и посадочное место по присоединению лап. В большинстве же случаев требуются именно электродвигатели европейского стандарта DIN (CENELEK).
По этой причине, редко удается провести замену импортных асинхронных электродвигателей на моторы ГОСТ, потому что они не садятся в посадочное место. Такая замена возможна в случае, например, ременной передачи, когда не важен диаметр вала (можно установить просто другой шкив) и посадочное место по присоединению лап. В большинстве же случаев требуются именно электродвигатели европейского стандарта DIN (CENELEK).
 Наибольшей популярностью пользуются двигатели серии АИС. Отечественная продукция может смело конкурировать с международными аналогами, при этом ее стоимость ощутимо ниже.
Наибольшей популярностью пользуются двигатели серии АИС. Отечественная продукция может смело конкурировать с международными аналогами, при этом ее стоимость ощутимо ниже.


 К двигателю шли три оранжевых кабеля, и большинство техников были сбиты с толку (как и должно быть), потому что Honda была единственной в своем описании своего электродвигателя; каждый другой OEM-производитель в то время (Toyota и более поздние модели) описывал свой высоковольтный двигатель (двигатели) как трехфазный двигатель переменного тока 9.0003
К двигателю шли три оранжевых кабеля, и большинство техников были сбиты с толку (как и должно быть), потому что Honda была единственной в своем описании своего электродвигателя; каждый другой OEM-производитель в то время (Toyota и более поздние модели) описывал свой высоковольтный двигатель (двигатели) как трехфазный двигатель переменного тока 9.0003 Когда батарея постоянного тока питает трехфазный двигатель, она посылает импульсное постоянное напряжение, но переменный ток, который контролируется и управляется инвертором. Хонда права: в любом электромобиле, когда трехфазный двигатель приводит в движение вал (добавляя крутящий момент), в то время это двигатель постоянного тока, но когда двигатель приводится в движение тем же валом, теперь это генератор. и производит чистый трехфазный переменный ток, как это делает всеми любимый 12-вольтовый генератор. Но чтобы упростить чтение и понимание, мы будем называть двигатель трехфазным двигателем переменного тока.
Когда батарея постоянного тока питает трехфазный двигатель, она посылает импульсное постоянное напряжение, но переменный ток, который контролируется и управляется инвертором. Хонда права: в любом электромобиле, когда трехфазный двигатель приводит в движение вал (добавляя крутящий момент), в то время это двигатель постоянного тока, но когда двигатель приводится в движение тем же валом, теперь это генератор. и производит чистый трехфазный переменный ток, как это делает всеми любимый 12-вольтовый генератор. Но чтобы упростить чтение и понимание, мы будем называть двигатель трехфазным двигателем переменного тока. Это дорогостоящая часть мотора, поэтому постоянно ведутся работы по снижению затрат.
Это дорогостоящая часть мотора, поэтому постоянно ведутся работы по снижению затрат. Ротор возбуждается статором, и если бы скорость вращательного поля совпадала с ротором, то ротор перестал бы вращаться. Когда «асинхронный» двигатель является двигателем, ротор вращается медленнее, чем вращающееся магнитное поле. Если «асинхронный» двигатель находится в режиме генератора, ротор вращается быстрее.
Ротор возбуждается статором, и если бы скорость вращательного поля совпадала с ротором, то ротор перестал бы вращаться. Когда «асинхронный» двигатель является двигателем, ротор вращается медленнее, чем вращающееся магнитное поле. Если «асинхронный» двигатель находится в режиме генератора, ротор вращается быстрее.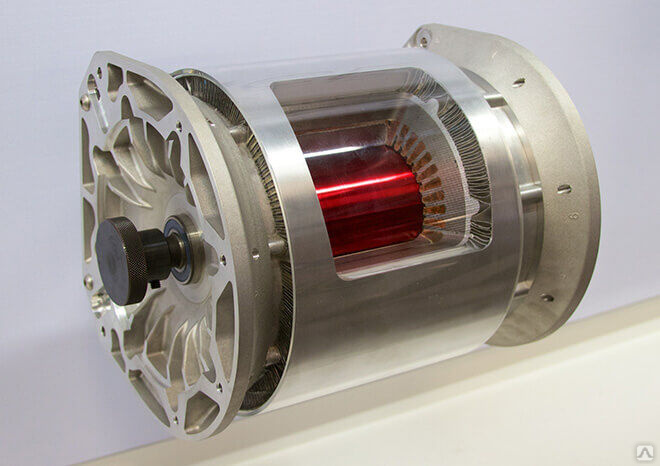 По данным журнала Reliable Plant Magazine, на электродвигатели приходится 60 процентов промышленного энергопотребления в Америке, что делает их главной целью для инвестиций в повышение эффективности.
По данным журнала Reliable Plant Magazine, на электродвигатели приходится 60 процентов промышленного энергопотребления в Америке, что делает их главной целью для инвестиций в повышение эффективности. 

 Ассоциация развития меди сообщает, что эти роторы с высокой проводимостью могут сократить потери энергии в сердечнике двигателя на 12–15 процентов.
Ассоциация развития меди сообщает, что эти роторы с высокой проводимостью могут сократить потери энергии в сердечнике двигателя на 12–15 процентов.

 Но в реактивных реактивных двигателях нового поколения используются передовые технологии управления для оптимального управления полярностью магнитного поля двигателя.
Но в реактивных реактивных двигателях нового поколения используются передовые технологии управления для оптимального управления полярностью магнитного поля двигателя.

 Также имеются разъемы для свечей зажигания.
Также имеются разъемы для свечей зажигания.
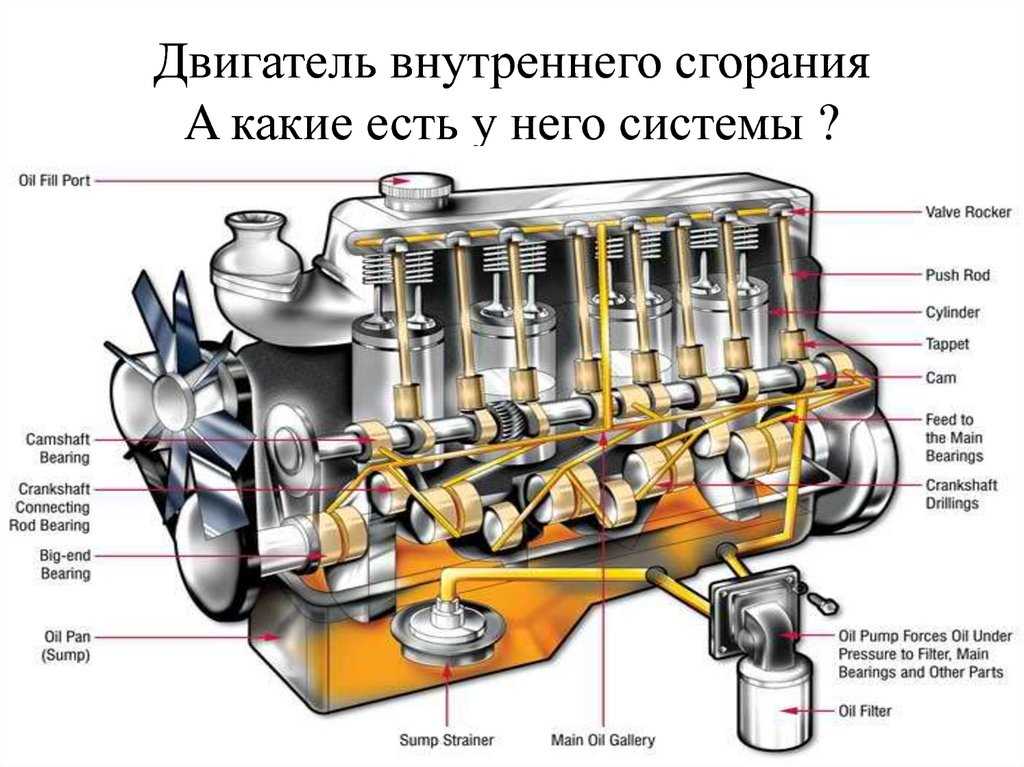 При перегорании формируются газы, которые двигают поршень книзу и передают движение коленвалу.
При перегорании формируются газы, которые двигают поршень книзу и передают движение коленвалу.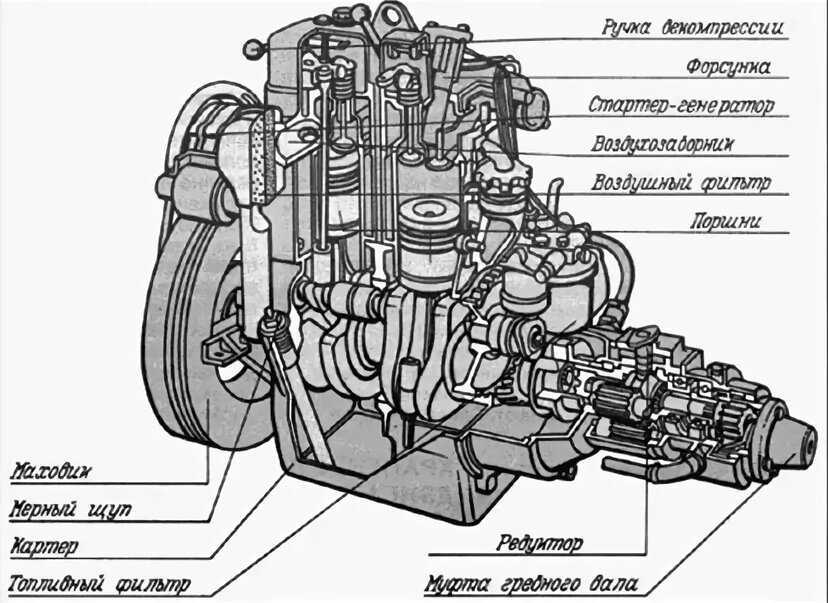 За момент перекрытия цилиндр очищается и в нем происходит разрежение, которое помогает выгоднее заполнить цилиндр горючей смесью при первом такте.
За момент перекрытия цилиндр очищается и в нем происходит разрежение, которое помогает выгоднее заполнить цилиндр горючей смесью при первом такте.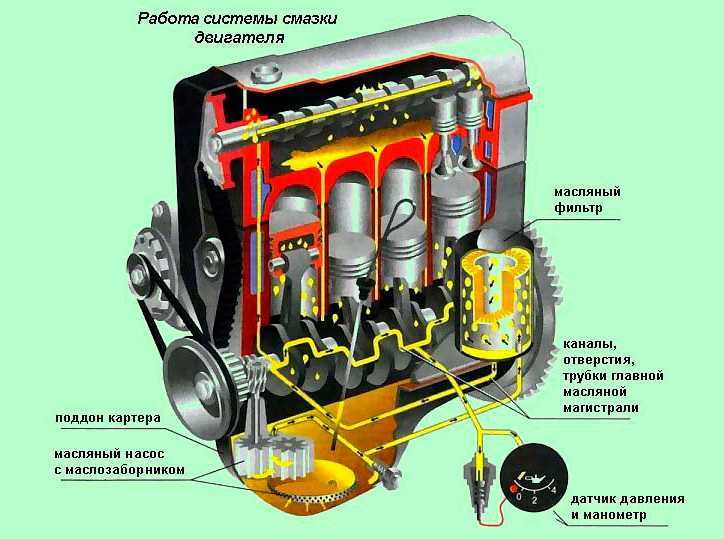
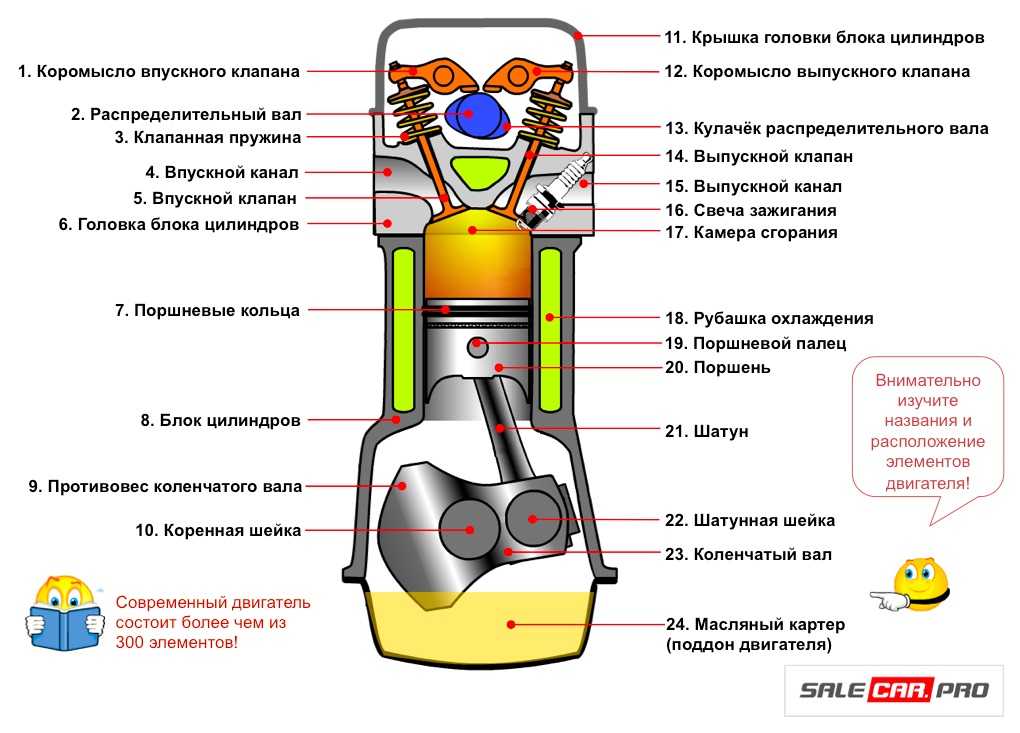


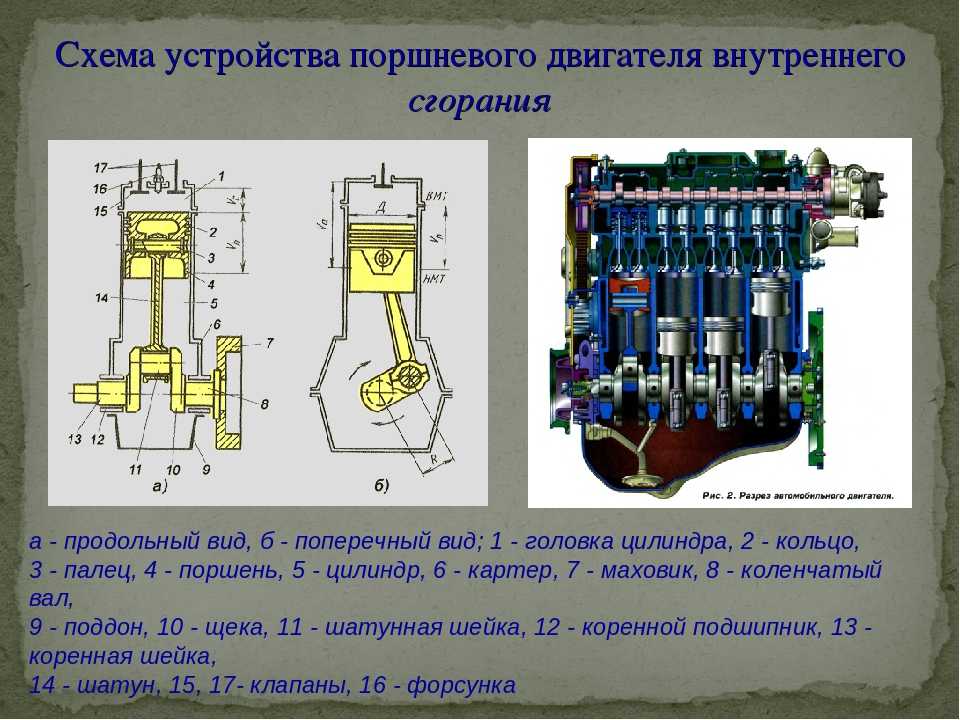
 Тем самым повышают КПД, улучшают технические и экономические показатели. В данном разделе рассмотрим только механическую часть дизель генераторной установки.
Тем самым повышают КПД, улучшают технические и экономические показатели. В данном разделе рассмотрим только механическую часть дизель генераторной установки. Дизельный двигатель может с определённым успехом работать и на сырой нефти.
Дизельный двигатель может с определённым успехом работать и на сырой нефти. Для полного понимания картины требуется полный разбор двигателя на составные части и изучения их. Далее приведен простой 4х цилиндровый двигатель и конструктивные его части.
Для полного понимания картины требуется полный разбор двигателя на составные части и изучения их. Далее приведен простой 4х цилиндровый двигатель и конструктивные его части. Сальники уплотняют валы и препятствуют вытеканию масла наружу двигателя в местах выхода валов из корпуса. Одной из важных характеристик корпуса двигателя является жёсткость конструкции. Многообразие конструкций двигателей предполагает различные подходы к их ремонту
Сальники уплотняют валы и препятствуют вытеканию масла наружу двигателя в местах выхода валов из корпуса. Одной из важных характеристик корпуса двигателя является жёсткость конструкции. Многообразие конструкций двигателей предполагает различные подходы к их ремонту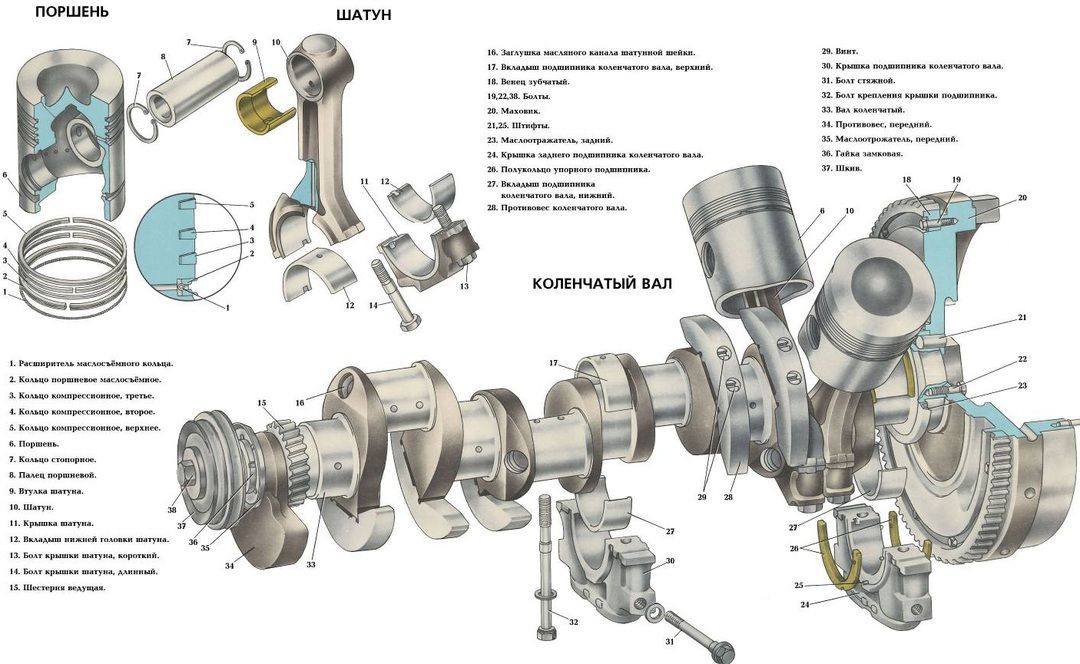 е. на один ряд цилиндров двигателя устанавливается одна, единая для всех цилиндров, головка. На части дизельных двигателях каждый цилиндр (или пара цилиндров) может иметь собственную головку. Головка через термостойкую прокладку крепится к привалочной плоскости блока цилиндров болтами, если блок чугунный, или гайками через шпильки, если блок алюминиевый. Болты крепления головки изготавливаются из высокопрочных сталей и при небольших диаметрах должны обеспечивать значительные усилия (моменты) затяжки. Усилия затяжки болтов (гаек) крепления головки блока регламентируется производителем и, для большинства автомобилей, в среднем составляют 9,0 – 10,0 кгс x м. Стенки головки блока двойные. Рубашка охлаждения, образованная двойными стенками головки блока соединяется с рубашкой охлаждения блока цилиндров. В головке блока выполняются камеры сгорания. На головке размещают детали газораспределительного механизма, включая распределительный вал (валы), впускные и выпускные клапаны и детали привода клапанов.
е. на один ряд цилиндров двигателя устанавливается одна, единая для всех цилиндров, головка. На части дизельных двигателях каждый цилиндр (или пара цилиндров) может иметь собственную головку. Головка через термостойкую прокладку крепится к привалочной плоскости блока цилиндров болтами, если блок чугунный, или гайками через шпильки, если блок алюминиевый. Болты крепления головки изготавливаются из высокопрочных сталей и при небольших диаметрах должны обеспечивать значительные усилия (моменты) затяжки. Усилия затяжки болтов (гаек) крепления головки блока регламентируется производителем и, для большинства автомобилей, в среднем составляют 9,0 – 10,0 кгс x м. Стенки головки блока двойные. Рубашка охлаждения, образованная двойными стенками головки блока соединяется с рубашкой охлаждения блока цилиндров. В головке блока выполняются камеры сгорания. На головке размещают детали газораспределительного механизма, включая распределительный вал (валы), впускные и выпускные клапаны и детали привода клапанов.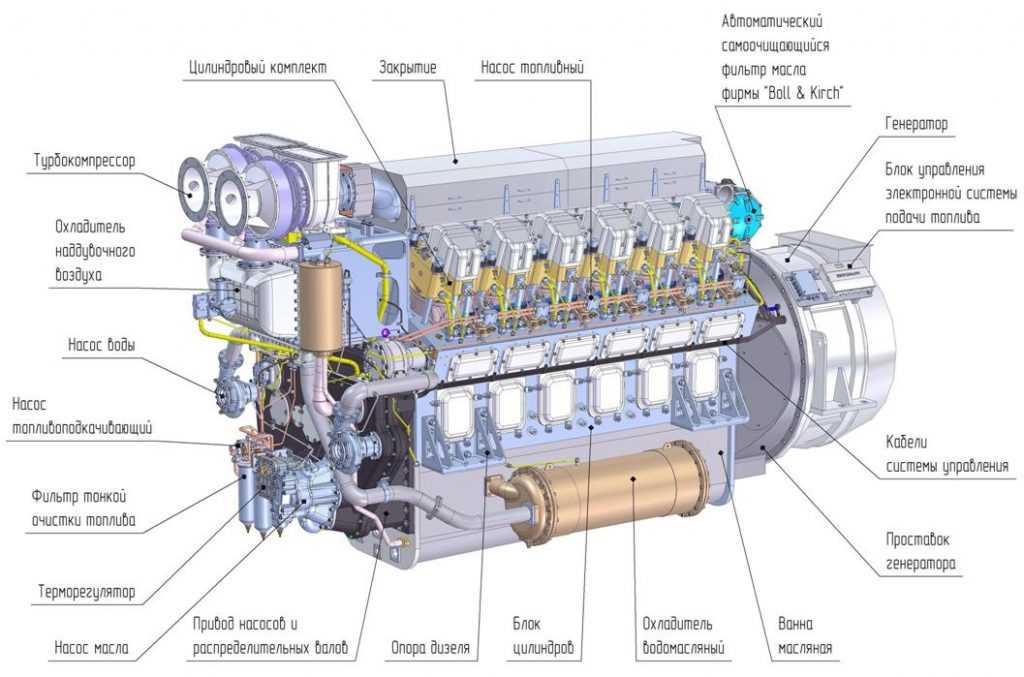
 ssrn.com» data-abstract-auth=»false»/>
Добавить бумагу в мою библиотеку
ssrn.com» data-abstract-auth=»false»/>
Добавить бумагу в мою библиотеку Когда поршневой механизм работает как паровой каток. Наконец, определяется общий КПД двигателя для четырехтактного и двухтактного двигателей. По отношению к КПД двигателя оптимизируется механизм Отто, который является основным механизмом двигателей внутреннего сгорания. Это способ уменьшить ускорение поршня и максимально увеличить эффективность моторного механизма. Оптимизируют конструктивные параметры: e, r, l, учитывая скорость вращения приводного вала, n.
Когда поршневой механизм работает как паровой каток. Наконец, определяется общий КПД двигателя для четырехтактного и двухтактного двигателей. По отношению к КПД двигателя оптимизируется механизм Отто, который является основным механизмом двигателей внутреннего сгорания. Это способ уменьшить ускорение поршня и максимально увеличить эффективность моторного механизма. Оптимизируют конструктивные параметры: e, r, l, учитывая скорость вращения приводного вала, n.


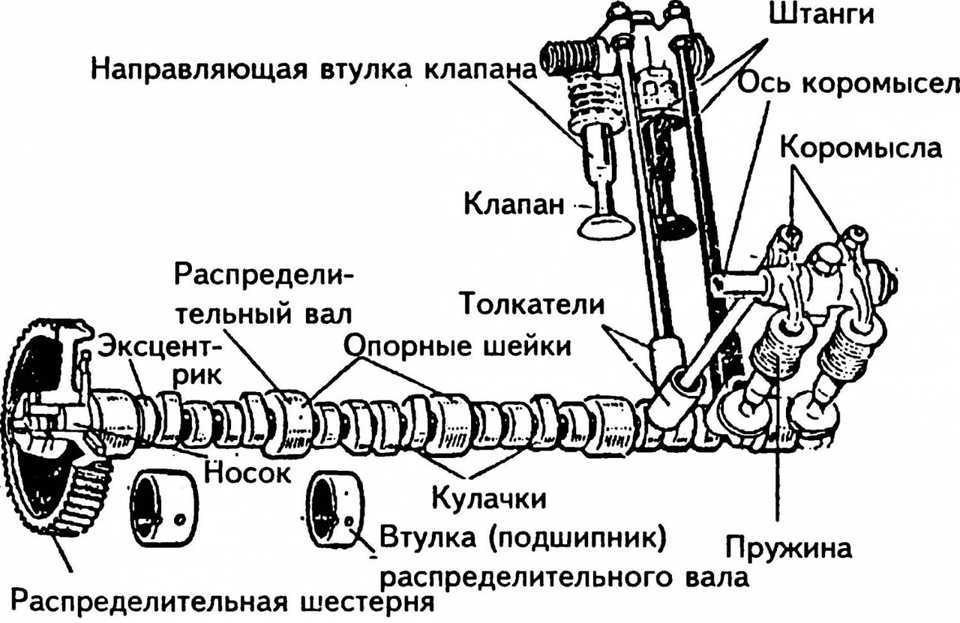 Поверхность этих выступов и пространство между ними (по которому перемещаются кулачковые ролики) известна как кулачковая дорожка. Когда кулачковое кольцо вращается, кулачки заставляют кулачковый ролик поднимать толкатель в направляющей толкателя, тем самым передавая усилие через толкатель и коромысло для открытия клапана. В однорядном радиальном двигателе кулачковое кольцо обычно располагается между редуктором гребного винта и передним концом силовой части. В двухрядном радиальном двигателе второй кулачок для работы клапанов заднего ряда установлен между задним концом силовой части и секцией нагнетателя.
Поверхность этих выступов и пространство между ними (по которому перемещаются кулачковые ролики) известна как кулачковая дорожка. Когда кулачковое кольцо вращается, кулачки заставляют кулачковый ролик поднимать толкатель в направляющей толкателя, тем самым передавая усилие через толкатель и коромысло для открытия клапана. В однорядном радиальном двигателе кулачковое кольцо обычно располагается между редуктором гребного винта и передним концом силовой части. В двухрядном радиальном двигателе второй кулачок для работы клапанов заднего ряда установлен между задним концом силовой части и секцией нагнетателя. Время клапанных событий определяется расстоянием между этими кулачками, а также скоростью и направлением движения кулачковых колец по отношению к скорости и направлению коленчатого вала. Способ привода кулачка различается на разных моделях двигателей. Кулачковое кольцо может иметь зубья на внутренней или внешней периферии. Если редуктор входит в зацепление с зубьями на внешней стороне кольца, кулачок поворачивается в направлении вращения коленчатого вала. Если кольцо приводится в действие изнутри, кулачок поворачивается в противоположную от коленчатого вала сторону. [Рисунок 2]
Время клапанных событий определяется расстоянием между этими кулачками, а также скоростью и направлением движения кулачковых колец по отношению к скорости и направлению коленчатого вала. Способ привода кулачка различается на разных моделях двигателей. Кулачковое кольцо может иметь зубья на внутренней или внешней периферии. Если редуктор входит в зацепление с зубьями на внешней стороне кольца, кулачок поворачивается в направлении вращения коленчатого вала. Если кольцо приводится в действие изнутри, кулачок поворачивается в противоположную от коленчатого вала сторону. [Рисунок 2] Это означает, что между выстреливающими импульсами есть промежуток в 80°. Расстояние между четырьмя выступами кулачкового кольца составляет 90°, что больше, чем расстояние между импульсами. Следовательно, чтобы получить правильное соотношение работы клапана и порядка зажигания, необходимо привести кулачок в движение, противоположное вращению коленчатого вала. При использовании четырехлепесткового кулачка на семицилиндровом двигателе расстояние между рабочими цилиндрами больше, чем расстояние между выступами кулачка. Следовательно, необходимо, чтобы кулачок вращался в том же направлении, что и коленчатый вал.
Это означает, что между выстреливающими импульсами есть промежуток в 80°. Расстояние между четырьмя выступами кулачкового кольца составляет 90°, что больше, чем расстояние между импульсами. Следовательно, чтобы получить правильное соотношение работы клапана и порядка зажигания, необходимо привести кулачок в движение, противоположное вращению коленчатого вала. При использовании четырехлепесткового кулачка на семицилиндровом двигателе расстояние между рабочими цилиндрами больше, чем расстояние между выступами кулачка. Следовательно, необходимо, чтобы кулачок вращался в том же направлении, что и коленчатый вал. Кулачковый механизм привода авиадвигателя оппозитного типа
Кулачковый механизм привода авиадвигателя оппозитного типа  В толкателе просверлено отверстие, позволяющее моторному маслу течь к полым толкателям для смазки узлов коромысел.
В толкателе просверлено отверстие, позволяющее моторному маслу течь к полым толкателям для смазки узлов коромысел.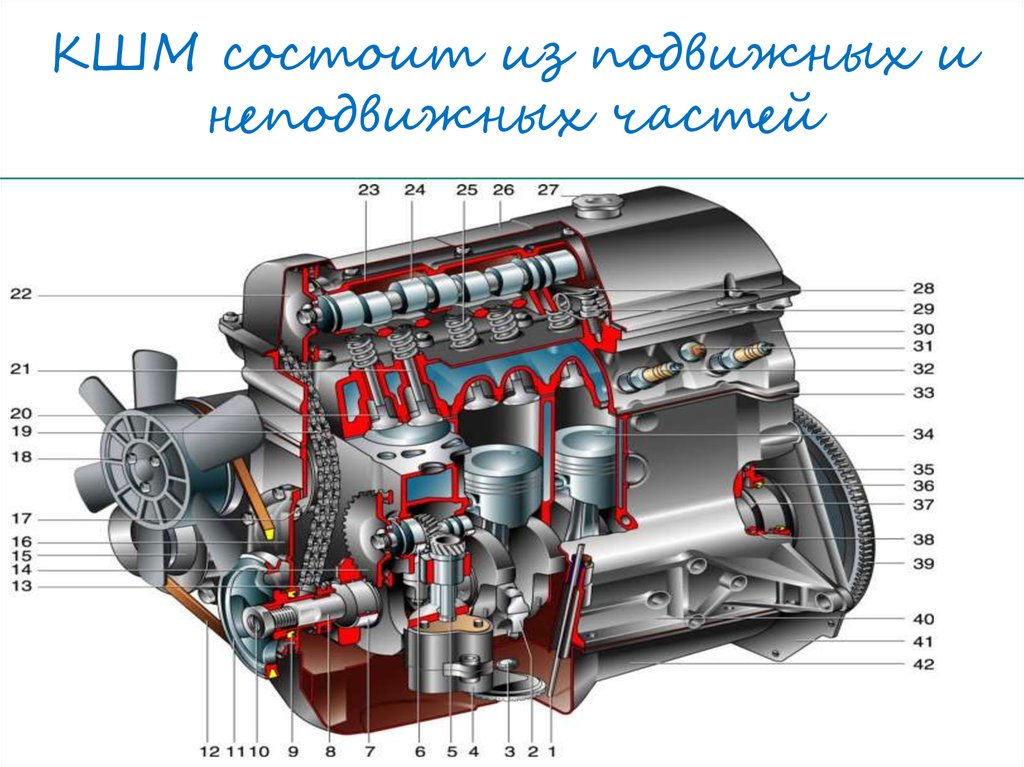 9Рис. 8. Толкатели гидравлических клапанов
9Рис. 8. Толкатели гидравлических клапанов 
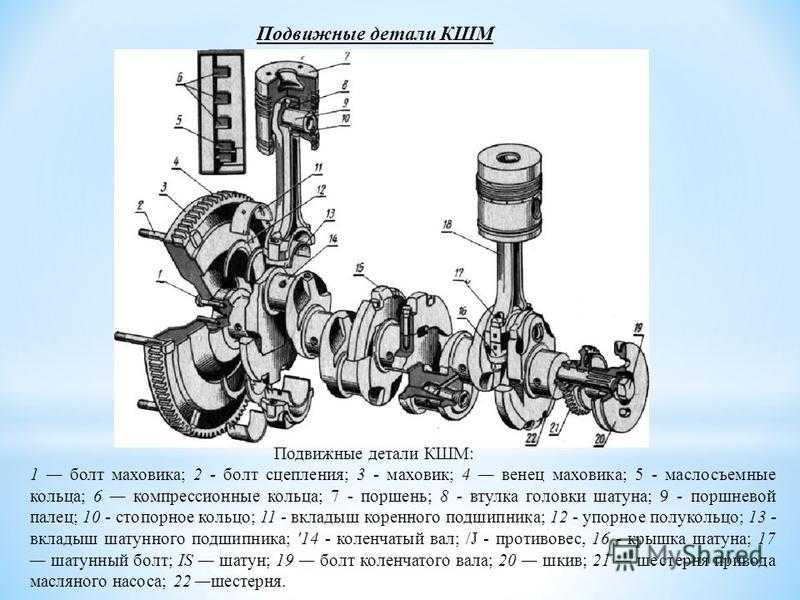 Толкатель заключен в трубчатый корпус, который проходит от картера до головки цилиндров и называется трубкой толкателя.
Толкатель заключен в трубчатый корпус, который проходит от картера до головки цилиндров и называется трубкой толкателя.



 Приложите белую бумагу или ветошь к выхлопной трубе на работающем двигателе, если бумага маслянистая, то в систему попадает масло. Необходимо проверить уплотнитель.
Приложите белую бумагу или ветошь к выхлопной трубе на работающем двигателе, если бумага маслянистая, то в систему попадает масло. Необходимо проверить уплотнитель. Наши автомеханик неоднократно выполняли данную работу на высоком уровне и за разумную цену.
Наши автомеханик неоднократно выполняли данную работу на высоком уровне и за разумную цену. Это позволяет цилиндрам двигателя работать вместе, чтобы двигать машину вперед. Если прокладка головки блока цилиндров неисправна, проблему необходимо устранить как можно быстрее. Чем дольше вы будете ждать, чтобы исправить это, тем больше повреждений вам придется устранять. В этой статье вы узнаете, когда, почему и как заменить прокладку головки блока цилиндров вашего двигателя.
Это позволяет цилиндрам двигателя работать вместе, чтобы двигать машину вперед. Если прокладка головки блока цилиндров неисправна, проблему необходимо устранить как можно быстрее. Чем дольше вы будете ждать, чтобы исправить это, тем больше повреждений вам придется устранять. В этой статье вы узнаете, когда, почему и как заменить прокладку головки блока цилиндров вашего двигателя.  В прошлом прокладки головки блока цилиндров часто изготавливались из меди или композитных материалов, которые обычно содержали графит. Сегодня большинство прокладок головки блока цилиндров изготавливаются из многослойной стали (MLS), состоящей из двух-пяти слоев тонкой стали, покрытой резиной.
В прошлом прокладки головки блока цилиндров часто изготавливались из меди или композитных материалов, которые обычно содержали графит. Сегодня большинство прокладок головки блока цилиндров изготавливаются из многослойной стали (MLS), состоящей из двух-пяти слоев тонкой стали, покрытой резиной.


 При необходимости слегка покачивайте прокладку головки блока цилиндров, пока вы нажимаете, чтобы убедиться, что все углы и боковые края прилегают к соответствующим поверхностям, но ничего не прилагайте! При правильном выравнивании прокладка головки легко встанет на место. Если что-то кажется неправильным, проверьте, подходит ли деталь для вашей машины, и/или проверьте еще раз на наличие неровностей или искажений.
При необходимости слегка покачивайте прокладку головки блока цилиндров, пока вы нажимаете, чтобы убедиться, что все углы и боковые края прилегают к соответствующим поверхностям, но ничего не прилагайте! При правильном выравнивании прокладка головки легко встанет на место. Если что-то кажется неправильным, проверьте, подходит ли деталь для вашей машины, и/или проверьте еще раз на наличие неровностей или искажений.

 Прохудившаяся прокладка головки блока цилиндров — это плохая новость, потому что для того, чтобы вытащить головку, требуется много усилий. Все, что связано с головкой или находится на пути, должно быть отсоединено (впускной коллектор, выпускной коллектор, клапанная крышка, крышка ГРМ и цепь или ремень на двигателе с верхним расположением распредвала, возможно, генератор переменного тока или компрессор кондиционера). Одна только работа по прокладке головки блока цилиндров может стоить около 1000 долларов или больше в зависимости от применения.
Прохудившаяся прокладка головки блока цилиндров — это плохая новость, потому что для того, чтобы вытащить головку, требуется много усилий. Все, что связано с головкой или находится на пути, должно быть отсоединено (впускной коллектор, выпускной коллектор, клапанная крышка, крышка ГРМ и цепь или ремень на двигателе с верхним расположением распредвала, возможно, генератор переменного тока или компрессор кондиционера). Одна только работа по прокладке головки блока цилиндров может стоить около 1000 долларов или больше в зависимости от применения.


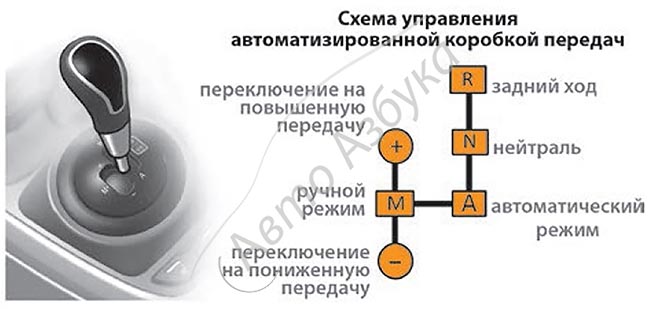

 06.20227 601 8 9 Консультация со специалистом
06.20227 601 8 9 Консультация со специалистом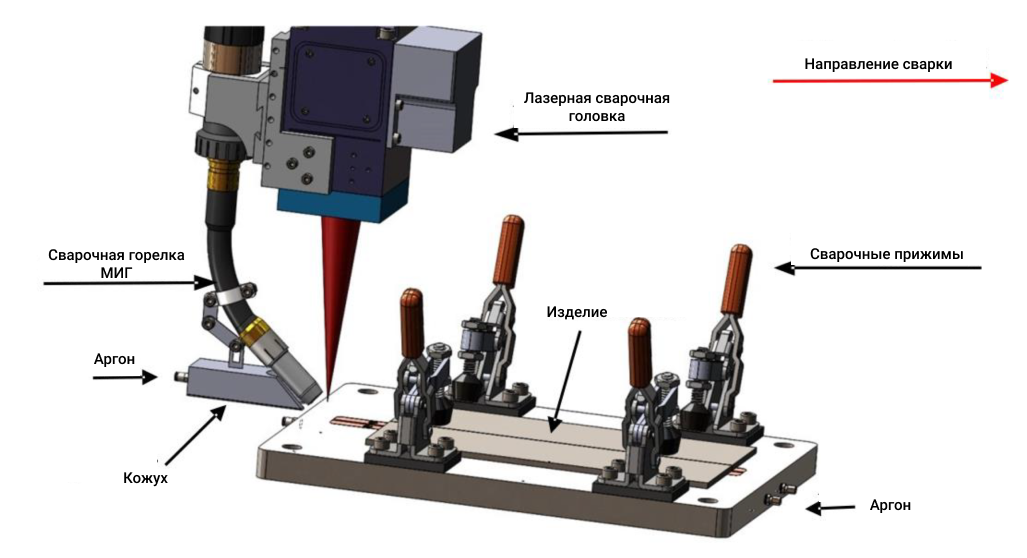 Чтобы материал был более прочным, в него можно добавить цемент либо алюминиевую пудру.
Чтобы материал был более прочным, в него можно добавить цемент либо алюминиевую пудру.
 82%)
82%)

 К этим направляющим крепится вся оснастка: опоры, силовые вышки и т.д. Установка такой напольной системы требует больших трудозатрат и точности. Но такое решение позволяет расположить стапель в любом месте, где проложены рельсы. Примером может служить напольная система канадской компании Wedge Clamp. Стоимость одного такого поста сопоставима со стоимостью качественного отечественного стапеля. Однако российские производители и здесь сказали свое веское слово. Пример – анкерная напольная система для легковых автомобилей и микроавтобусов NS-12 производства НПО «Звезда». Эта система сочетает признаки как рамного, так и напольного стапеля.
К этим направляющим крепится вся оснастка: опоры, силовые вышки и т.д. Установка такой напольной системы требует больших трудозатрат и точности. Но такое решение позволяет расположить стапель в любом месте, где проложены рельсы. Примером может служить напольная система канадской компании Wedge Clamp. Стоимость одного такого поста сопоставима со стоимостью качественного отечественного стапеля. Однако российские производители и здесь сказали свое веское слово. Пример – анкерная напольная система для легковых автомобилей и микроавтобусов NS-12 производства НПО «Звезда». Эта система сочетает признаки как рамного, так и напольного стапеля. Кузов легко устанавливается на стапель с помощью подкатных домкратов. Возможны три степени регулировки по высоте захватных устройств. Стапель комплектуется гидравлическим силовым устройством с усилием растяжения обычно до 10 тонн и чаще всего – ручным.
Кузов легко устанавливается на стапель с помощью подкатных домкратов. Возможны три степени регулировки по высоте захватных устройств. Стапель комплектуется гидравлическим силовым устройством с усилием растяжения обычно до 10 тонн и чаще всего – ручным. А итальянская Spanesi активно расширяет ассортимент стапелей в сторону компактности и удобства, выпустив, например, низкопрофильный универсальный стапель MiniBench DT с подъемником. Конструкция зажимов на этом стапеле разработана для установки автомобиля без поднятия и вывешивания – в течение одной минуты.
А итальянская Spanesi активно расширяет ассортимент стапелей в сторону компактности и удобства, выпустив, например, низкопрофильный универсальный стапель MiniBench DT с подъемником. Конструкция зажимов на этом стапеле разработана для установки автомобиля без поднятия и вывешивания – в течение одной минуты.
 Они соединяются проводами с приемной балкой с микрофонами, расположенной под автомобилем. Время прохождения звука от датчика до микрофона позволяет определить координаты точки на кузове в трех измерениях. Все точки отображаются на экране компьютера в графическом и цифровом виде в режиме реального времени. При этом не требуется устанавливать ни балку, ни автомобиль по горизонтальному уровню. Система «опрашивает» базовые и измеряемые точки примерно раз в 3 секунды и «видит» их в трех плоскостях в реальном времени.
Они соединяются проводами с приемной балкой с микрофонами, расположенной под автомобилем. Время прохождения звука от датчика до микрофона позволяет определить координаты точки на кузове в трех измерениях. Все точки отображаются на экране компьютера в графическом и цифровом виде в режиме реального времени. При этом не требуется устанавливать ни балку, ни автомобиль по горизонтальному уровню. Система «опрашивает» базовые и измеряемые точки примерно раз в 3 секунды и «видит» их в трех плоскостях в реальном времени. Система включает комплект стоек и поперечных элементов, которые устанавливаются на соответствующие места рамы стапеля. Для каждого автомобиля изготавливается комплект шаблонов, которые согласно инсталляционной карте устанавливаются на стойках системы MZ. При этом относительное расположение вершин полностью и в абсолютной точности соответствует взаимному расположению контрольных точек оригинального кузова автомобиля. После установки всех элементов системы MZ и требуемого комплекта шаблонов остается совместить положение вершин и контрольных точек автомобиля, прикладывая в определенном порядке к элементам кузова необходимое тяговое или толкающее усилие. Таким образом, после проведения кузовного ремонта спецификации автомобиля будут соответствовать заводским. Система MZ особенно эффективна для использования в авторизованных автомастерских.
Система включает комплект стоек и поперечных элементов, которые устанавливаются на соответствующие места рамы стапеля. Для каждого автомобиля изготавливается комплект шаблонов, которые согласно инсталляционной карте устанавливаются на стойках системы MZ. При этом относительное расположение вершин полностью и в абсолютной точности соответствует взаимному расположению контрольных точек оригинального кузова автомобиля. После установки всех элементов системы MZ и требуемого комплекта шаблонов остается совместить положение вершин и контрольных точек автомобиля, прикладывая в определенном порядке к элементам кузова необходимое тяговое или толкающее усилие. Таким образом, после проведения кузовного ремонта спецификации автомобиля будут соответствовать заводским. Система MZ особенно эффективна для использования в авторизованных автомастерских. Система осуществляет измерение координат мишени путем фиксирования ее положения видеокамерами и дальнейшего трехмерного моделирования. В общем, принцип бинокулярного зрения – так работают человеческие глаза. Функцию «глаз» выполняют две камеры, расположенные на концах измерительной балки. Если какой-либо контрастный объект попадает в поле зрения двух камер, система может точно вычислить его пространственные координаты. Таким объектом служат размещенные в особом порядке светодиодные лампочки на мишени-указке. Достаточно прикоснуться щупом к любой точке на кузове, находящейся в поле зрения двух камер, чтобы определить ее положение в трехмерном пространстве. Эта технология обеспечивает быстрое и точное измерение координат с точностью 1 мм.
Система осуществляет измерение координат мишени путем фиксирования ее положения видеокамерами и дальнейшего трехмерного моделирования. В общем, принцип бинокулярного зрения – так работают человеческие глаза. Функцию «глаз» выполняют две камеры, расположенные на концах измерительной балки. Если какой-либо контрастный объект попадает в поле зрения двух камер, система может точно вычислить его пространственные координаты. Таким объектом служат размещенные в особом порядке светодиодные лампочки на мишени-указке. Достаточно прикоснуться щупом к любой точке на кузове, находящейся в поле зрения двух камер, чтобы определить ее положение в трехмерном пространстве. Эта технология обеспечивает быстрое и точное измерение координат с точностью 1 мм.  Проверить работу гидроцилиндра силового устройства, гидронасоса, шлангов, мест соединений. Посмотреть, в какой комплектации предлагается стенд – есть ли зажимы для вытягивания, зажимы под отбортовку порогов, система крепления автомобиля, состояние и комплектацию цепей и крюков.
Проверить работу гидроцилиндра силового устройства, гидронасоса, шлангов, мест соединений. Посмотреть, в какой комплектации предлагается стенд – есть ли зажимы для вытягивания, зажимы под отбортовку порогов, система крепления автомобиля, состояние и комплектацию цепей и крюков. Восстановление геометрии корпуса автомобиля, даже при наличии современного оборудования, все равно остается работой во многом творческой. Любая ошибка, невнимательность, отсутствие достаточного уровня квалификации у работника могут привести к ошибкам, рекламациям и в конечном итоге – к убыткам. Поэтому не стоит экономить на подготовке специалистов.
Восстановление геометрии корпуса автомобиля, даже при наличии современного оборудования, все равно остается работой во многом творческой. Любая ошибка, невнимательность, отсутствие достаточного уровня квалификации у работника могут привести к ошибкам, рекламациям и в конечном итоге – к убыткам. Поэтому не стоит экономить на подготовке специалистов. Стапель – это не просто инструмент или
станок. Это целый комплекс оборудования, в котором имеется множество
разнофункциональных элементов: измерительных приборов, фиксаторов, зажимов, цепей,
механизмов и прочих приспособлений, которые позволяют с высокой степенью
точности воздействовать на металл кузова, возвращая ему исходную геометрию. При
этом, что очень важно, не разрушается структура кузовного металла, то есть, он
не теряет своих прочностных характеристик, и это позволяет эксплуатировать
восстановленный с помощью стапеля автомобиль на протяжении многих лет.
Стапель – это не просто инструмент или
станок. Это целый комплекс оборудования, в котором имеется множество
разнофункциональных элементов: измерительных приборов, фиксаторов, зажимов, цепей,
механизмов и прочих приспособлений, которые позволяют с высокой степенью
точности воздействовать на металл кузова, возвращая ему исходную геометрию. При
этом, что очень важно, не разрушается структура кузовного металла, то есть, он
не теряет своих прочностных характеристик, и это позволяет эксплуатировать
восстановленный с помощью стапеля автомобиль на протяжении многих лет. Только на металл кузова действует усилие, равное, ни
много, ни мало, двадцати — тридцати тоннам!
Только на металл кузова действует усилие, равное, ни
много, ни мало, двадцати — тридцати тоннам! При помощи этого оборудования можно ремонтировать не
только легковые автомобили, но и рамные внедорожники, и микроавтобусы.
При помощи этого оборудования можно ремонтировать не
только легковые автомобили, но и рамные внедорожники, и микроавтобусы. Клапаны и краны не нужно открывать более одного раза в течение специального периода освидетельствования, если инспектор не сочтет это необходимым.
Клапаны и краны не нужно открывать более одного раза в течение специального периода освидетельствования, если инспектор не сочтет это необходимым. 7 Осмотр хвостового вала
7 Осмотр хвостового вала

 оказался эффективным.
оказался эффективным. Каждый анализ должен включать минимальные параметры:
Каждый анализ должен включать минимальные параметры:
 1 Съемка в воде должна предоставлять информацию, обычно получаемую при съемке в доке. Особое внимание должно быть уделено установлению зазоров в подшипниках руля и дейдвудных подшипников масляных дейдвудных подшипников на основе анализа истории эксплуатации, бортовых испытаний и отчетов о пробах дейдвудного масла. Эти соображения должны быть включены в предложения по освидетельствованию в воде, которые должны быть представлены до освидетельствования, чтобы удовлетворительные меры могли быть согласованы с Классификационным обществом.
1 Съемка в воде должна предоставлять информацию, обычно получаемую при съемке в доке. Особое внимание должно быть уделено установлению зазоров в подшипниках руля и дейдвудных подшипников масляных дейдвудных подшипников на основе анализа истории эксплуатации, бортовых испытаний и отчетов о пробах дейдвудного масла. Эти соображения должны быть включены в предложения по освидетельствованию в воде, которые должны быть представлены до освидетельствования, чтобы удовлетворительные меры могли быть согласованы с Классификационным обществом.
 02.2023 22:17:57 +00:00
02.2023 22:17:57 +00:00 Заявленные рабочие характеристики и спецификации основаны на средних значениях и не должны рассматриваться как максимальные или минимальные значения. Измерения приблизительны. Из-за свойств этого продукта его характеристики со временем могут ухудшиться. Из-за различных сред приложений предлагаемые варианты использования следует рассматривать только как общее руководство. Мы рекомендуем всем пользователям оценить пригодность наших продуктов для их индивидуального применения и обратиться к нашему полному техническому описанию перед использованием.
Заявленные рабочие характеристики и спецификации основаны на средних значениях и не должны рассматриваться как максимальные или минимальные значения. Измерения приблизительны. Из-за свойств этого продукта его характеристики со временем могут ухудшиться. Из-за различных сред приложений предлагаемые варианты использования следует рассматривать только как общее руководство. Мы рекомендуем всем пользователям оценить пригодность наших продуктов для их индивидуального применения и обратиться к нашему полному техническому описанию перед использованием.
 Восстановление оксида алюминия углеродом коксика осуществляют при температурах 1600-2000oC. При восстановлении Al2O3 углеродом в присутствии жидкого железа восстановленный алюминий растворяется в нем, обеспечивая протекание реакции Al2O3 + 3C + Fe —> 2[Al]Fe + 3CO. (2) Присутствие железа, с одной стороны, обеспечивает образование раствора Al-Fe, уменьшая активность алюминия и снижая температуру восстановления оксида алюминия, с другой стороны, образование карбида и оксикарбидов алюминия не получает развития, так как они хорошо разрушаются железом.
Восстановление оксида алюминия углеродом коксика осуществляют при температурах 1600-2000oC. При восстановлении Al2O3 углеродом в присутствии жидкого железа восстановленный алюминий растворяется в нем, обеспечивая протекание реакции Al2O3 + 3C + Fe —> 2[Al]Fe + 3CO. (2) Присутствие железа, с одной стороны, обеспечивает образование раствора Al-Fe, уменьшая активность алюминия и снижая температуру восстановления оксида алюминия, с другой стороны, образование карбида и оксикарбидов алюминия не получает развития, так как они хорошо разрушаются железом.


 Напряжение низкой стороны составляло 50 В, сила тока — 1000-1200 А.
Напряжение низкой стороны составляло 50 В, сила тока — 1000-1200 А.
 Общий анализ шлака на кремний не проводился из-за невозможности вычленения металлической фазы.
Общий анализ шлака на кремний не проводился из-за невозможности вычленения металлической фазы.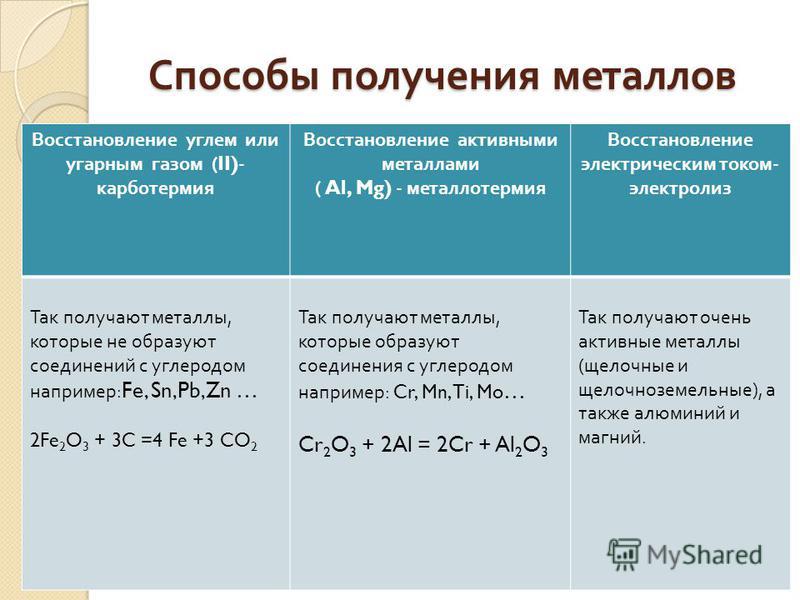 Там же, c. 522-529.
Там же, c. 522-529.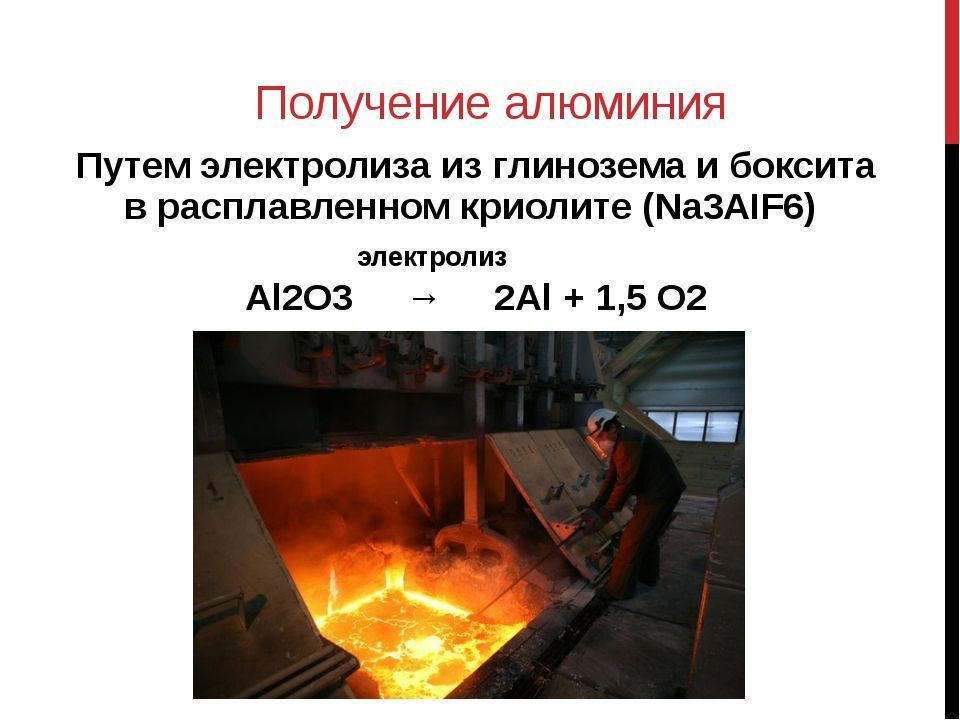 Способ по п. 1, отличающийся тем, что в качестве фторидов металлов используют криолит.
Способ по п. 1, отличающийся тем, что в качестве фторидов металлов используют криолит.

 Однако в мире есть места, где алюминиевая руда залегает очень глубоко, и для ее добычи приходится строить шахты – одна из самых глубоких шахт в мире «Черемуховская-Глубокая» находится в России, на Урале, ее глубина – 1550 метров.
Однако в мире есть места, где алюминиевая руда залегает очень глубоко, и для ее добычи приходится строить шахты – одна из самых глубоких шахт в мире «Черемуховская-Глубокая» находится в России, на Урале, ее глубина – 1550 метров. Посторонние, входящие в состав боксита (так называемый балласт), не переходят при этом в растворимую форму или перекристаллизовываются и выпадают в осадок до того, как производится кристаллизация гидроокиси алюминия. Поэтому после растворения гидроокиси алюминия балласт легко может быть отделен – он называется красный шлам.
Посторонние, входящие в состав боксита (так называемый балласт), не переходят при этом в растворимую форму или перекристаллизовываются и выпадают в осадок до того, как производится кристаллизация гидроокиси алюминия. Поэтому после растворения гидроокиси алюминия балласт легко может быть отделен – он называется красный шлам.  Например, из него извлекают скандий для дальнейшего производства алюминиево-скандиевых сплавов. Скандий придает таким сплавом особую прочность, сферы использования – автомобиле- и ракетостроение, спортивная экипировка, производство электропроводов.
Например, из него извлекают скандий для дальнейшего производства алюминиево-скандиевых сплавов. Скандий придает таким сплавом особую прочность, сферы использования – автомобиле- и ракетостроение, спортивная экипировка, производство электропроводов. А из отходов производства – белого шлама – высококачественный цемент. Чтобы получить 1 тонну глинозема в среднем требуется 4 тонны нефелина и 7,5 тонн известняка.
А из отходов производства – белого шлама – высококачественный цемент. Чтобы получить 1 тонну глинозема в среднем требуется 4 тонны нефелина и 7,5 тонн известняка.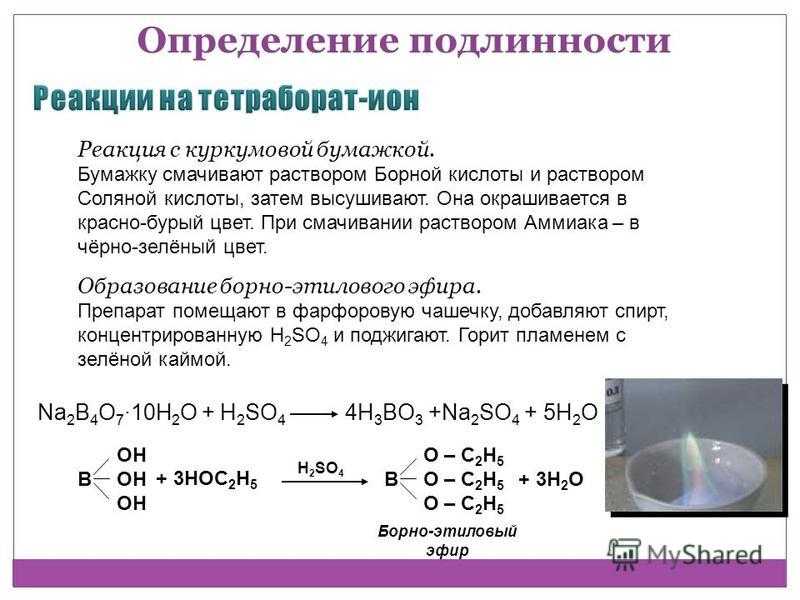 Этот способ требует больших затрат, чем способ Байера, но в то же время дает возможность перерабатывать бокситы с высоким содержанием вредных примесей кремнезема.
Этот способ требует больших затрат, чем способ Байера, но в то же время дает возможность перерабатывать бокситы с высоким содержанием вредных примесей кремнезема.


 Вот такой замкнутый цикл.
Вот такой замкнутый цикл. На этой стадии металл все еще содержит небольшое количество примесей железа, кремния, меди и других элементов. Но даже доли процента, приходящиеся на примеси, могут изменить свойства алюминия, поэтому здесь их удаляют методом переплавки в специальной печи при температуре 800°С. Полученный чистый алюминий разливают в специальные формы, в которых металл приобретает свою твердую форму.
На этой стадии металл все еще содержит небольшое количество примесей железа, кремния, меди и других элементов. Но даже доли процента, приходящиеся на примеси, могут изменить свойства алюминия, поэтому здесь их удаляют методом переплавки в специальной печи при температуре 800°С. Полученный чистый алюминий разливают в специальные формы, в которых металл приобретает свою твердую форму. Прямоугольные слитки называются слябами (от англ. slabs) – они используются для проката в тонкие листы и производства алюминиевой фольги, банок для напитков или, к примеру, автомобильных кузовов.
Прямоугольные слитки называются слябами (от англ. slabs) – они используются для проката в тонкие листы и производства алюминиевой фольги, банок для напитков или, к примеру, автомобильных кузовов. На сегодняшний день в промышленности используется свыше 100 марок алюминиевых сплавов.
На сегодняшний день в промышленности используется свыше 100 марок алюминиевых сплавов.
 Кроме этого, это позволяет существенно сократить экологический урон от все разрастающихся свалок. Развитие экологической ответственности делает все более популярной идею раздельного сбора мусора во всем мире.
Кроме этого, это позволяет существенно сократить экологический урон от все разрастающихся свалок. Развитие экологической ответственности делает все более популярной идею раздельного сбора мусора во всем мире. Вторичный алюминий из переработанного материала, также известный как зеленый алюминий, снижает потребление энергии в производстве до 90% по сравнению с первичным материалом.
Вторичный алюминий из переработанного материала, также известный как зеленый алюминий, снижает потребление энергии в производстве до 90% по сравнению с первичным материалом. Это происходит из широкого спектра встроенных продуктов и компонентов. В качестве компонентов сплава кремний, марганец, медь, цинк и магний повышают прочность алюминия и определяют первичное и вторичное использование пластин, стержней, труб и т. д. Состав сплавов также определяет «литейность», что является преимуществом. для сложных компонентов, таких как генераторы переменного тока. Наилучшие литейные свойства имеют компаунды AlSi (класс 4000). В некоторых случаях они также содержат элементы Mg и Cu для повышения прочности.
Это происходит из широкого спектра встроенных продуктов и компонентов. В качестве компонентов сплава кремний, марганец, медь, цинк и магний повышают прочность алюминия и определяют первичное и вторичное использование пластин, стержней, труб и т. д. Состав сплавов также определяет «литейность», что является преимуществом. для сложных компонентов, таких как генераторы переменного тока. Наилучшие литейные свойства имеют компаунды AlSi (класс 4000). В некоторых случаях они также содержат элементы Mg и Cu для повышения прочности.  Для этой цели часто используются такие магниты, как STEINERT BR и STEINERT UME.
Для этой цели часто используются такие магниты, как STEINERT BR и STEINERT UME. Чем больше содержание Si, тем менее пластичен компонент, который при измельчении распадется на множество более мелких кусочков. Мы используем это свойство в нашем решении и сортируем поток цветных металлов из измельчителя по размеру зерна, например. 10 — 30 мм, 30 — 70 мм и 70 — 150 мм с помощью сепаратора цветных металлов (STEINERT EddyC® ) во «фракцию ZORBA».
Чем больше содержание Si, тем менее пластичен компонент, который при измельчении распадется на множество более мелких кусочков. Мы используем это свойство в нашем решении и сортируем поток цветных металлов из измельчителя по размеру зерна, например. 10 — 30 мм, 30 — 70 мм и 70 — 150 мм с помощью сепаратора цветных металлов (STEINERT EddyC® ) во «фракцию ZORBA». 
 В наши дни количественное определение, необходимое для этих компонентов сплава, может быть выполнено с помощью метода LIBS, который уже используется в промышленности. В принципе, это также может быть использовано для количественного определения всех компонентов сплава, имеющих значение для групп алюминиевых сплавов от 1000 до 7000.
В наши дни количественное определение, необходимое для этих компонентов сплава, может быть выполнено с помощью метода LIBS, который уже используется в промышленности. В принципе, это также может быть использовано для количественного определения всех компонентов сплава, имеющих значение для групп алюминиевых сплавов от 1000 до 7000.
 Например, одна партия потного лома содержала 70 % алюминия, 20 % меди, 12 унций на тонну золота, 140 унций на тонну серебра, 1,5 % свинца и 1,5 % олова. Индивидуальная стоимость металла за тонну выпотевшего лома будет равна алюминию 280 долларов; медь, 200 долларов; золото — 420 долларов, свинец и олово — 40 долларов; и серебро, 200 долларов, на общую сумму 1140 долларов. Лом в виде вторичного алюминия будет иметь вероятную максимальную стоимость в 200 долларов за тонну.
Например, одна партия потного лома содержала 70 % алюминия, 20 % меди, 12 унций на тонну золота, 140 унций на тонну серебра, 1,5 % свинца и 1,5 % олова. Индивидуальная стоимость металла за тонну выпотевшего лома будет равна алюминию 280 долларов; медь, 200 долларов; золото — 420 долларов, свинец и олово — 40 долларов; и серебро, 200 долларов, на общую сумму 1140 долларов. Лом в виде вторичного алюминия будет иметь вероятную максимальную стоимость в 200 долларов за тонну. Рафинирование лома алюминиевых сплавов было исследовано с использованием этого типа ячеек во время Второй мировой войны в Германии. Во втором процессе использовалась ячейка с отсеком, в которой расплавленный анодный лом и катод из рафинированного алюминия были физически разделены. Использовался электролит NaCl-KCl-AlCl3, разработанный при электровыделении алюминия из AlCl3. Теория работы обоих процессов была основана на селективном электроокислении алюминия из анодного расплавленного электронного лома в расплавленный солевой электролит. На катоде происходит одновременное восстановление и извлечение алюминия из электролита.
Рафинирование лома алюминиевых сплавов было исследовано с использованием этого типа ячеек во время Второй мировой войны в Германии. Во втором процессе использовалась ячейка с отсеком, в которой расплавленный анодный лом и катод из рафинированного алюминия были физически разделены. Использовался электролит NaCl-KCl-AlCl3, разработанный при электровыделении алюминия из AlCl3. Теория работы обоих процессов была основана на селективном электроокислении алюминия из анодного расплавленного электронного лома в расплавленный солевой электролит. На катоде происходит одновременное восстановление и извлечение алюминия из электролита. Для использования в двух процессах рафинирования были выбраны чередующиеся кусочки слитка. Это было сделано для того, чтобы свести к минимуму различия в исходном материале из-за возможной сегрегации металлов в слитке. Анализ слитка приведен в таблице 1.
Для использования в двух процессах рафинирования были выбраны чередующиеся кусочки слитка. Это было сделано для того, чтобы свести к минимуму различия в исходном материале из-за возможной сегрегации металлов в слитке. Анализ слитка приведен в таблице 1. В графитовую футеровку была вставлена втулка из оксида алюминия для изоляции области катода от анода. Катод представлял собой графитовый стержень диаметром 1 дюйм.
В графитовую футеровку была вставлена втулка из оксида алюминия для изоляции области катода от анода. Катод представлял собой графитовый стержень диаметром 1 дюйм. Была проведена серия из 16 испытаний с использованием трехслойной ячейки, в ходе которых производилось от 2 до 3 фунтов рафинированного алюминия за испытание. Перед началом каждого испытания в анодный слой ячейки добавляли материал анода в количестве, эквивалентном алюминию, удаляемому на катоде. По завершении испытания рафинированный алюминий разливали ковшом
Была проведена серия из 16 испытаний с использованием трехслойной ячейки, в ходе которых производилось от 2 до 3 фунтов рафинированного алюминия за испытание. Перед началом каждого испытания в анодный слой ячейки добавляли материал анода в количестве, эквивалентном алюминию, удаляемому на катоде. По завершении испытания рафинированный алюминий разливали ковшом По завершении серии анодный остаток затвердевал и удалялся из ячейки рафинирования. На рис. 5 показаны анодный остаток и объединенные продукты переработки первых 12 испытаний.
По завершении серии анодный остаток затвердевал и удалялся из ячейки рафинирования. На рис. 5 показаны анодный остаток и объединенные продукты переработки первых 12 испытаний. Общее извлечение алюминия из серии испытаний составило 94,1 процента. Средняя чистота алюминиевых изделий всех испытаний составила 99,4%.
Общее извлечение алюминия из серии испытаний составило 94,1 процента. Средняя чистота алюминиевых изделий всех испытаний составила 99,4%. Таким образом, представляется возможным извлечение большей части свинца и части олова путем ликвации в непрерывно работающей электролизере.
Таким образом, представляется возможным извлечение большей части свинца и части олова путем ликвации в непрерывно работающей электролизере.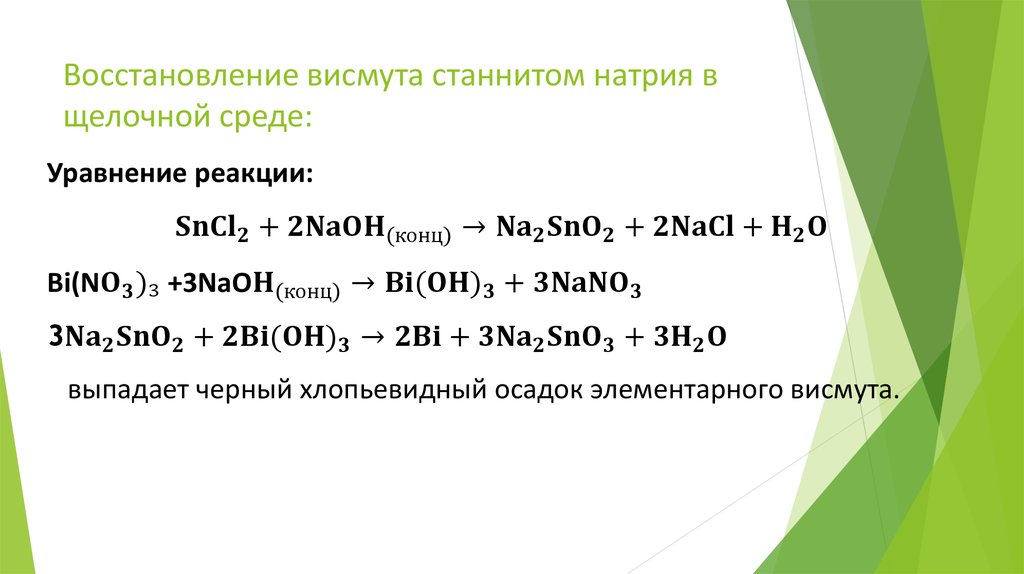 Ячейка показана на фигуре 6. Схематическая диаграмма ячейки показана на фигуре 7. Ячейка была аналогична по размеру и конструкции трехслойной ячейке. Подвод анода к электронному лому осуществлялся через никелевый тигель и графитовую футеровку. Катодное отделение представляло собой тигель из глинозема, подвешенный над расплавленным материалом анода и расположенный таким образом, чтобы катодный металл стекал с катода и попадал в тигель. В качестве катодных материалов использовались как графит, так и диборид титана.
Ячейка показана на фигуре 6. Схематическая диаграмма ячейки показана на фигуре 7. Ячейка была аналогична по размеру и конструкции трехслойной ячейке. Подвод анода к электронному лому осуществлялся через никелевый тигель и графитовую футеровку. Катодное отделение представляло собой тигель из глинозема, подвешенный над расплавленным материалом анода и расположенный таким образом, чтобы катодный металл стекал с катода и попадал в тигель. В качестве катодных материалов использовались как графит, так и диборид титана. Диапазон тока был от 6 до 10 ампер. Была проведена серия из 14 испытаний электрорафинирования, в ходе которых было получено приблизительно 1 фунт рафинированного алюминия за испытание. Во время электрорафинирования алюминий осаждался на катоде и капал с катода на дно глиноземного тигля. После каждого испытания глиноземный тигель вынимали из ячейки и алюминий заливали в форму. Операция удаления показана на рис. 8. Затем в ячейку добавляли новый лом в количестве, эквивалентном удаленному рафинированному алюминию. Затем отсек с катодом из оксида алюминия был заменен, и началось новое испытание. После испытания 11 никаких добавок анодного материала не производили. Испытания 12-14 проводили для извлечения максимального количества алюминия из анода.
Диапазон тока был от 6 до 10 ампер. Была проведена серия из 14 испытаний электрорафинирования, в ходе которых было получено приблизительно 1 фунт рафинированного алюминия за испытание. Во время электрорафинирования алюминий осаждался на катоде и капал с катода на дно глиноземного тигля. После каждого испытания глиноземный тигель вынимали из ячейки и алюминий заливали в форму. Операция удаления показана на рис. 8. Затем в ячейку добавляли новый лом в количестве, эквивалентном удаленному рафинированному алюминию. Затем отсек с катодом из оксида алюминия был заменен, и началось новое испытание. После испытания 11 никаких добавок анодного материала не производили. Испытания 12-14 проводили для извлечения максимального количества алюминия из анода. Эксплуатационные данные для серии испытаний приведены в таблице 6. В первых 11 испытаниях, которые имели одинаковые рабочие параметры, алюминий имел среднюю чистоту 99,6%. Основными примесями были цинк, марганец и медь. Состав продуктов приведен в таблице 7. Испытания 12-14 показали увеличение переноса примесей в очищенные продукты по мере того, как содержание алюминия в аноде приближалось к истощению. Самая большая передача была цинка и меди. Общее извлечение алюминия составило 94,3 процента.
Эксплуатационные данные для серии испытаний приведены в таблице 6. В первых 11 испытаниях, которые имели одинаковые рабочие параметры, алюминий имел среднюю чистоту 99,6%. Основными примесями были цинк, марганец и медь. Состав продуктов приведен в таблице 7. Испытания 12-14 показали увеличение переноса примесей в очищенные продукты по мере того, как содержание алюминия в аноде приближалось к истощению. Самая большая передача была цинка и меди. Общее извлечение алюминия составило 94,3 процента. С помощью любого процесса был получен высококачественный металлический алюминий с чистотой 99,6% или выше. Работа в непрерывном режиме должна извлекать более 95 процентов алюминия. Качество алюминия, приготовленного в трехслойной ячейке, было лучше, чем в ячейке с отсеками. В обычных условиях работы в трехслойной ячейке единственными элементами, которые в заметных количествах переходили в рафинированный алюминий, были медь и цинк. Аналогичным образом, в ячейке отсека элементами, которые перешли в очищенный продукт, были цинк, марганец и медь.
С помощью любого процесса был получен высококачественный металлический алюминий с чистотой 99,6% или выше. Работа в непрерывном режиме должна извлекать более 95 процентов алюминия. Качество алюминия, приготовленного в трехслойной ячейке, было лучше, чем в ячейке с отсеками. В обычных условиях работы в трехслойной ячейке единственными элементами, которые в заметных количествах переходили в рафинированный алюминий, были медь и цинк. Аналогичным образом, в ячейке отсека элементами, которые перешли в очищенный продукт, были цинк, марганец и медь. В испытаниях, проведенных с концентрацией магния в электролите до 0,58%, не было обнаружено признаков загрязнения рафинированного алюминия магнием.
В испытаниях, проведенных с концентрацией магния в электролите до 0,58%, не было обнаружено признаков загрязнения рафинированного алюминия магнием.

 Муфты вошли в моду позже
Муфты вошли в моду позже
 Зато в 60-х карбюраторы стали уступать впрыску во впускной коллектор, и развитие электроники превратило «инжекторы» в доминирующую технологию.
Зато в 60-х карбюраторы стали уступать впрыску во впускной коллектор, и развитие электроники превратило «инжекторы» в доминирующую технологию. Хитроумные каналы и клапаны работали как транзисторы и диоды.
Хитроумные каналы и клапаны работали как транзисторы и диоды.
 Но после серии аварий в компании стали акцентировать внимание, что водитель должен следить за обстановкой
Но после серии аварий в компании стали акцентировать внимание, что водитель должен следить за обстановкой  org/BreadcrumbList»>
org/BreadcrumbList»> ..
8299
3
7
19.11.2022
..
8299
3
7
19.11.2022 ..
7849
0
32
24.08.2022
..
7849
0
32
24.08.2022 Что ж, надо попробовать. Помни…
3491
4
21
16.07.2022
Что ж, надо попробовать. Помни…
3491
4
21
16.07.2022 Бренд появился в говорящем для всего мира…
5422
3
26
25.06.2022
Бренд появился в говорящем для всего мира…
5422
3
26
25.06.2022 ..
11615
0
21
04.06.2022
..
11615
0
21
04.06.2022 Но мало кт…
4342
0
35
07.05.2022
Но мало кт…
4342
0
35
07.05.2022 Ведь первый – это явление суб- и даже контрк…
2981
0
19
02.04.2022
Ведь первый – это явление суб- и даже контрк…
2981
0
19
02.04.2022 Но это не для предотвращения изменения климата.
Но это не для предотвращения изменения климата.
 Rivian планирует построить аккумуляторный и сборочный завод стоимостью 5 миллиардов долларов к востоку от Атланты.
|
Джон Бейзмор / AP Photo
Rivian планирует построить аккумуляторный и сборочный завод стоимостью 5 миллиардов долларов к востоку от Атланты.
|
Джон Бейзмор / AP Photo
 Посмеиваясь, он называет себя «жлобом из Джорджии, едущим в Давос».
Посмеиваясь, он называет себя «жлобом из Джорджии, едущим в Давос». 0003
0003

 Поддержка Трампа закрепила выдвижение кандидатуры от республиканцев в том же году, подтолкнув Кемпа к ноябрьскому столкновению со Стейси Абрамс, в котором Кемп с небольшим перевесом выиграл. Он правил справа: ослабил законы об оружии, ужесточил правила голосования и запретил аборты после шести недель беременности.
Поддержка Трампа закрепила выдвижение кандидатуры от республиканцев в том же году, подтолкнув Кемпа к ноябрьскому столкновению со Стейси Абрамс, в котором Кемп с небольшим перевесом выиграл. Он правил справа: ослабил законы об оружии, ужесточил правила голосования и запретил аборты после шести недель беременности.

 Это легче сказать, чем сделать. Вот почему пришло время представить C.A.R. техника: фантастический способ улучшить свои навыки интервьюирования и оставить конкурентов далеко позади.
Это легче сказать, чем сделать. Вот почему пришло время представить C.A.R. техника: фантастический способ улучшить свои навыки интервьюирования и оставить конкурентов далеко позади. Вы также можете говорить об этом в контексте управления, продвижения по службе и даже неудач в чем-то, особенно если вы нацелены на стартап (и при условии, что вы можете продемонстрировать, что вы извлекли уроки из процесса и можете убедиться, что это не так). случиться с вашим новым работодателем).
Вы также можете говорить об этом в контексте управления, продвижения по службе и даже неудач в чем-то, особенно если вы нацелены на стартап (и при условии, что вы можете продемонстрировать, что вы извлекли уроки из процесса и можете убедиться, что это не так). случиться с вашим новым работодателем). Не стесняйтесь добавлять цвета о том, что усложнило задачу или где вы потерпели неудачу/внесли исправления в процессе. Это та часть вашей истории, которая демонстрирует, что вы умеете «разобраться».
Не стесняйтесь добавлять цвета о том, что усложнило задачу или где вы потерпели неудачу/внесли исправления в процессе. Это та часть вашей истории, которая демонстрирует, что вы умеете «разобраться». Данные — отличный способ подчеркнуть ваше влияние. Просто помните: истории побеждают данные, поэтому вам нужно предоставить полный C.A.R. чтобы добиться максимального эффекта.
Данные — отличный способ подчеркнуть ваше влияние. Просто помните: истории побеждают данные, поэтому вам нужно предоставить полный C.A.R. чтобы добиться максимального эффекта.
 Если вы хотите значительно улучшить свою игру, начните записывать себя. Как только вы увидите себя на видео и сможете начать корректировать курс, ваши навыки прохождения собеседования значительно улучшатся.
Если вы хотите значительно улучшить свою игру, начните записывать себя. Как только вы увидите себя на видео и сможете начать корректировать курс, ваши навыки прохождения собеседования значительно улучшатся. A.R. техники, это все равно, что предоставить мини-кейс вашей работы с незаметным началом, серединой и концом. Это поймет любой интервьюер с деловой хваткой. Использование C.A.R. Эта техника действительно может отличить вас от других кандидатов, потому что большинство людей, когда их спрашивают об их опыте, обычно говорят только о «Действии» или о том, что они сделали. Немногие все еще рассказывают свою историю, чтобы включить их влияние, и еще меньше закладывают основу в начале. Освойте C.A.R. технику, и она будет вашим секретным оружием на собеседованиях до конца вашей карьеры.
A.R. техники, это все равно, что предоставить мини-кейс вашей работы с незаметным началом, серединой и концом. Это поймет любой интервьюер с деловой хваткой. Использование C.A.R. Эта техника действительно может отличить вас от других кандидатов, потому что большинство людей, когда их спрашивают об их опыте, обычно говорят только о «Действии» или о том, что они сделали. Немногие все еще рассказывают свою историю, чтобы включить их влияние, и еще меньше закладывают основу в начале. Освойте C.A.R. технику, и она будет вашим секретным оружием на собеседованиях до конца вашей карьеры.
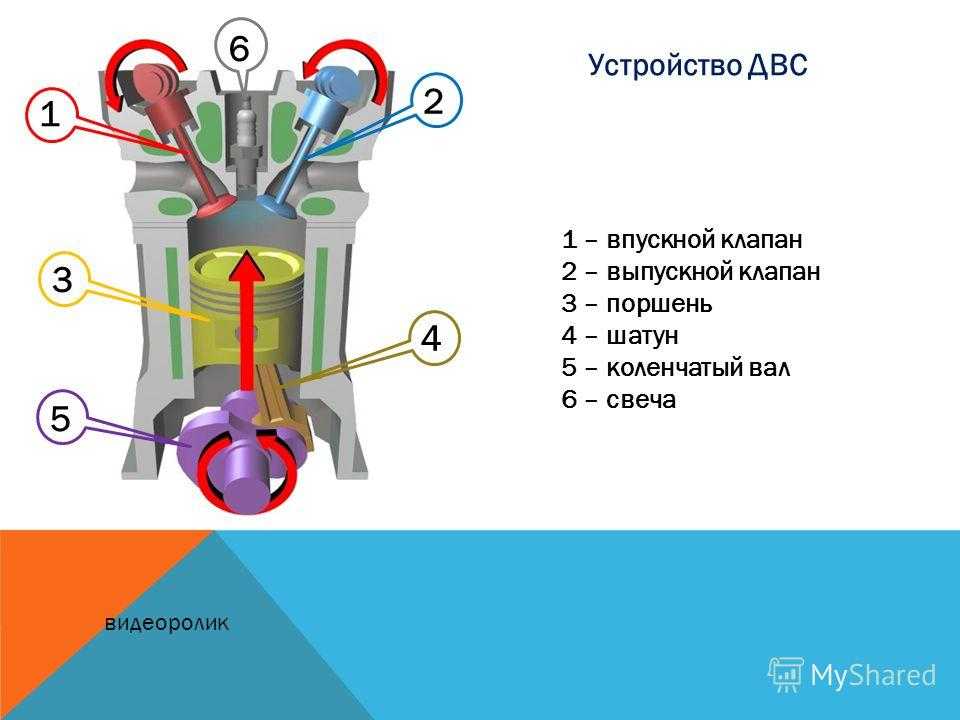 Искра должна появляться в строго отведенный момент, чтобы двигатель работал нормально. Чтобы он вообще работал.
Искра должна появляться в строго отведенный момент, чтобы двигатель работал нормально. Чтобы он вообще работал. Если оно туда попадет, то сгорит, и выйдет с выхлопными газами.
Если оно туда попадет, то сгорит, и выйдет с выхлопными газами.
 Блок цилиндра — одна из основных частей двигателя. Верхняя часть блока закрыта головкой, в которой расположены впускные и выпускные клапаны, форсунки или запальные свечи.
Блок цилиндра — одна из основных частей двигателя. Верхняя часть блока закрыта головкой, в которой расположены впускные и выпускные клапаны, форсунки или запальные свечи.
 Шатун двигателей внутреннего сгорания стальной и, как правило, штампованный. Он состоит из стержня и двух головок: верхней с впрессованной в нее бронзовой втулкой и нижней, называемой кривошипной и снабженной вкладышами. Сечение стержня обычно двутавровое, что придает ему необходимую прочность при небольшом весе.
Шатун двигателей внутреннего сгорания стальной и, как правило, штампованный. Он состоит из стержня и двух головок: верхней с впрессованной в нее бронзовой втулкой и нижней, называемой кривошипной и снабженной вкладышами. Сечение стержня обычно двутавровое, что придает ему необходимую прочность при небольшом весе. На конце вала обычно крепится маховик.
На конце вала обычно крепится маховик.
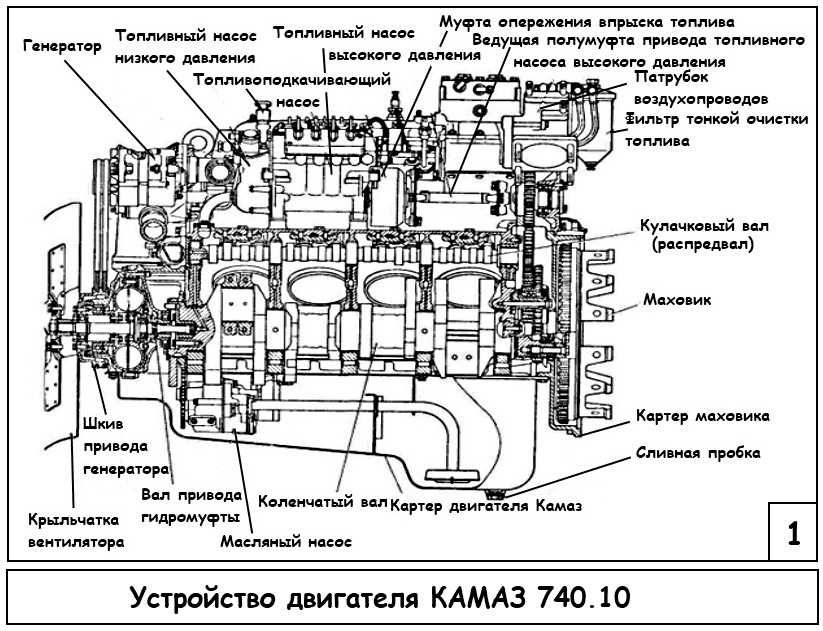 Наиболее ответственной частью в этой системе является карбюратор. Он предназначен для приготовления горючей смеси, т. е. смеси паров топлива с вполне определенным количеством воздуха.
Наиболее ответственной частью в этой системе является карбюратор. Он предназначен для приготовления горючей смеси, т. е. смеси паров топлива с вполне определенным количеством воздуха.
 Наоборот, прикрывая дроссельную заслонку, уменьшают доступ смеси в цилиндры, в результате чего мощность двигателя снижается.
Наоборот, прикрывая дроссельную заслонку, уменьшают доступ смеси в цилиндры, в результате чего мощность двигателя снижается.

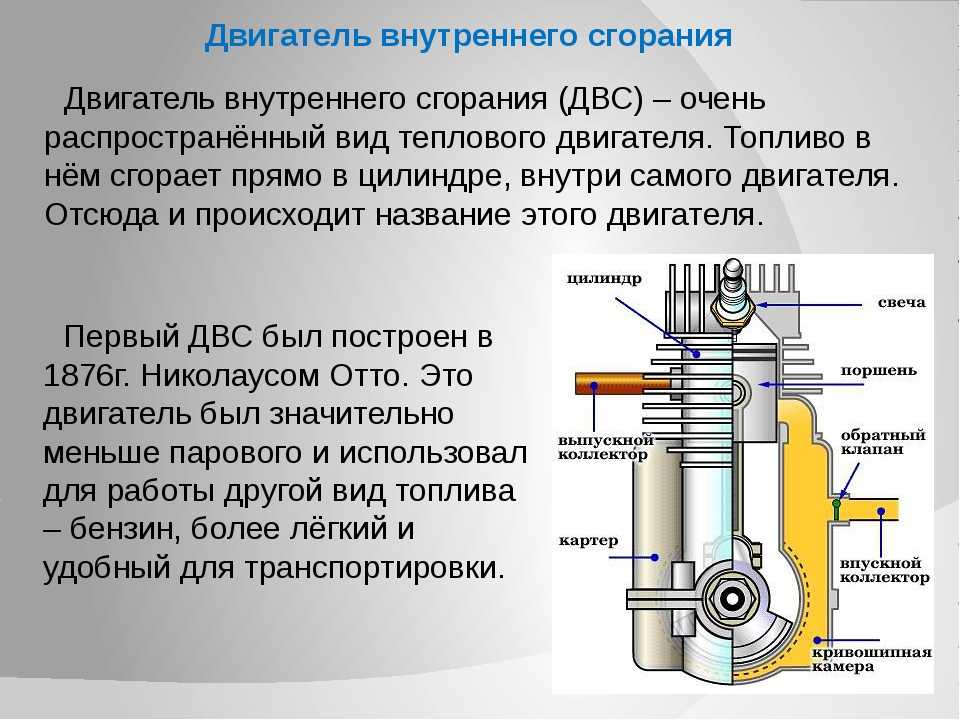 Прерыватель связан с распределителем, состоящим из ротора и сегментов по числу цилиндров, и сидит на одном с ним валике, вращающемся от распределительного вала двигателя в 2 раза медленнее вращения коленчатого вала.
Прерыватель связан с распределителем, состоящим из ротора и сегментов по числу цилиндров, и сидит на одном с ним валике, вращающемся от распределительного вала двигателя в 2 раза медленнее вращения коленчатого вала.

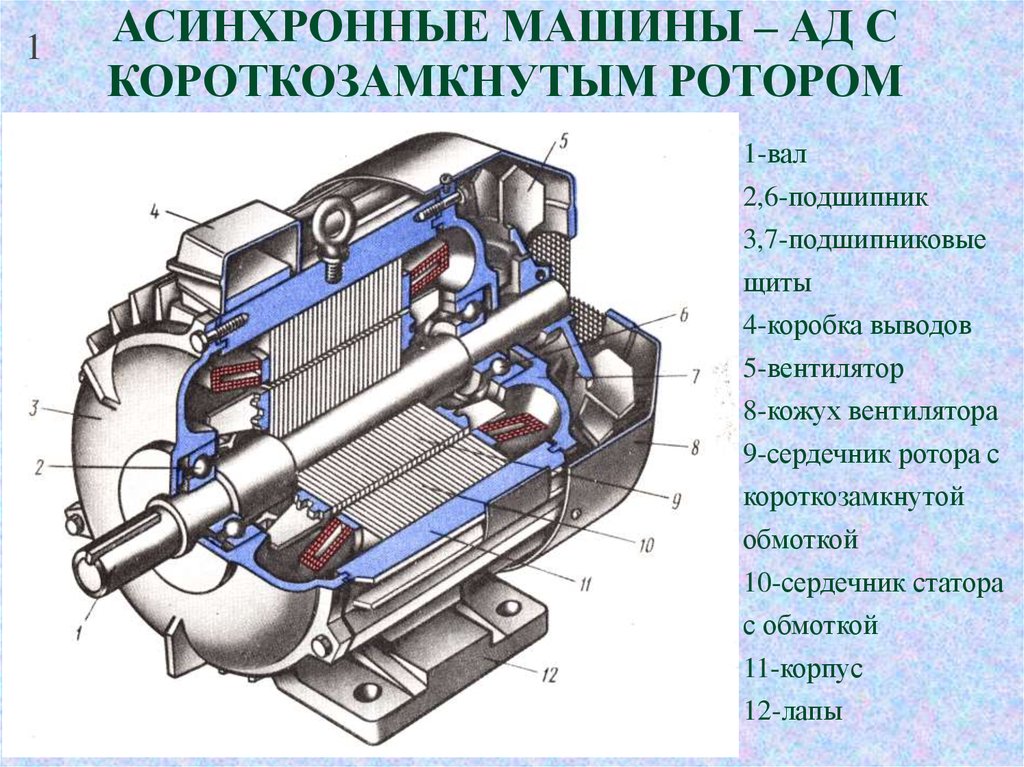

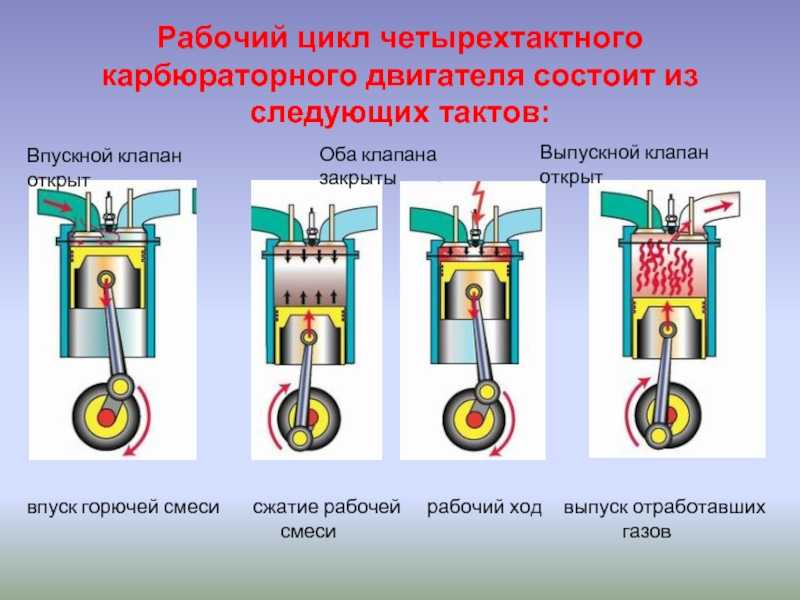 В двигателях применяется преимущественно комбинированная система смазки, при которой отдельные поверхности смазываются разбрызгиванием, а наиболее ответственные места — под давлением.
В двигателях применяется преимущественно комбинированная система смазки, при которой отдельные поверхности смазываются разбрызгиванием, а наиболее ответственные места — под давлением. В этом случае вода, отнявшая часть тепла от стенок охлаждаемых деталей, поднимается вверх и поступает в радиатор, уступая место более холодной воде, выходящей из радиатора. Радиатор этой системы обязательно должен быть расположен выше охлаждаемых деталей
В этом случае вода, отнявшая часть тепла от стенок охлаждаемых деталей, поднимается вверх и поступает в радиатор, уступая место более холодной воде, выходящей из радиатора. Радиатор этой системы обязательно должен быть расположен выше охлаждаемых деталей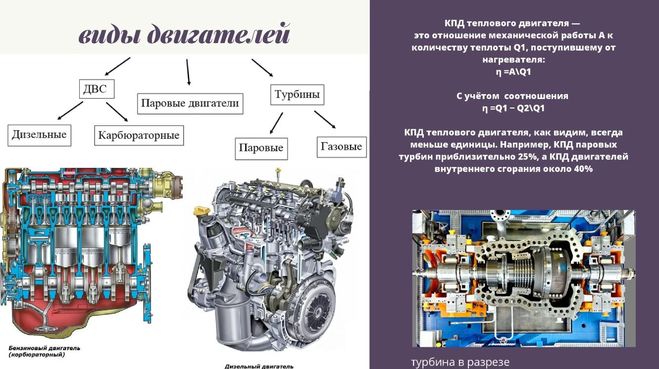 Работая, пусковой двигатель нагревает воду в общей системе охлаждения, чем облегчает пуск основного двигателя.
Работая, пусковой двигатель нагревает воду в общей системе охлаждения, чем облегчает пуск основного двигателя.

 Следовательно, это наиболее нагруженная часть двигателя.
Следовательно, это наиболее нагруженная часть двигателя.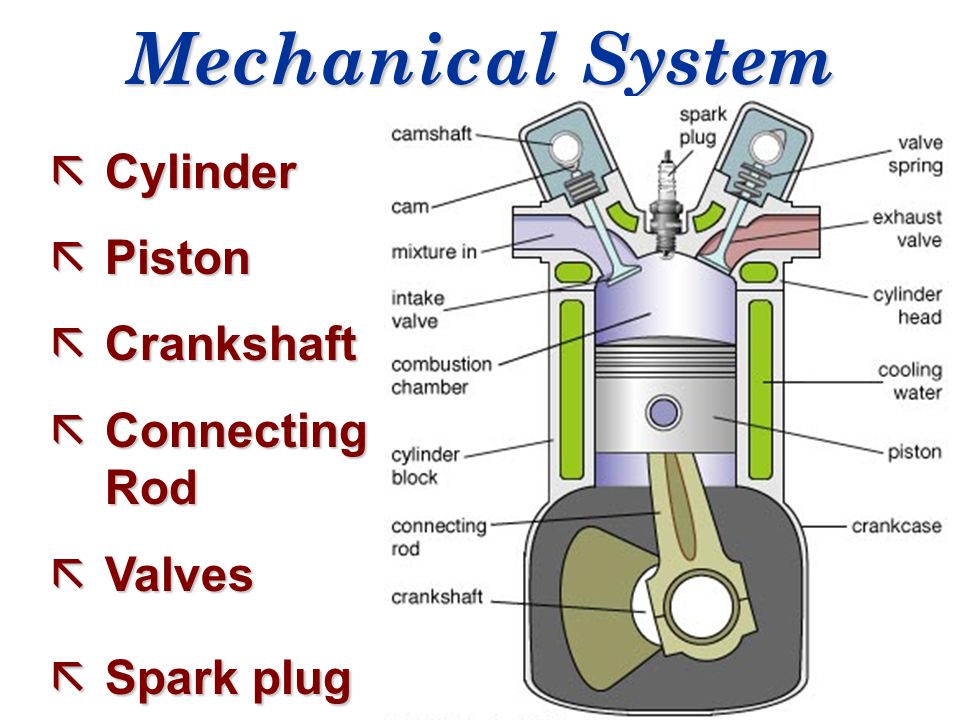 Внизу он опирается на станину, а вверху поддерживает блок цилиндров (или антаблемент).
Внизу он опирается на станину, а вверху поддерживает блок цилиндров (или антаблемент).

 Поэтому он должен быть спроектирован с учетом этих циклических нагрузок.
Поэтому он должен быть спроектирован с учетом этих циклических нагрузок.


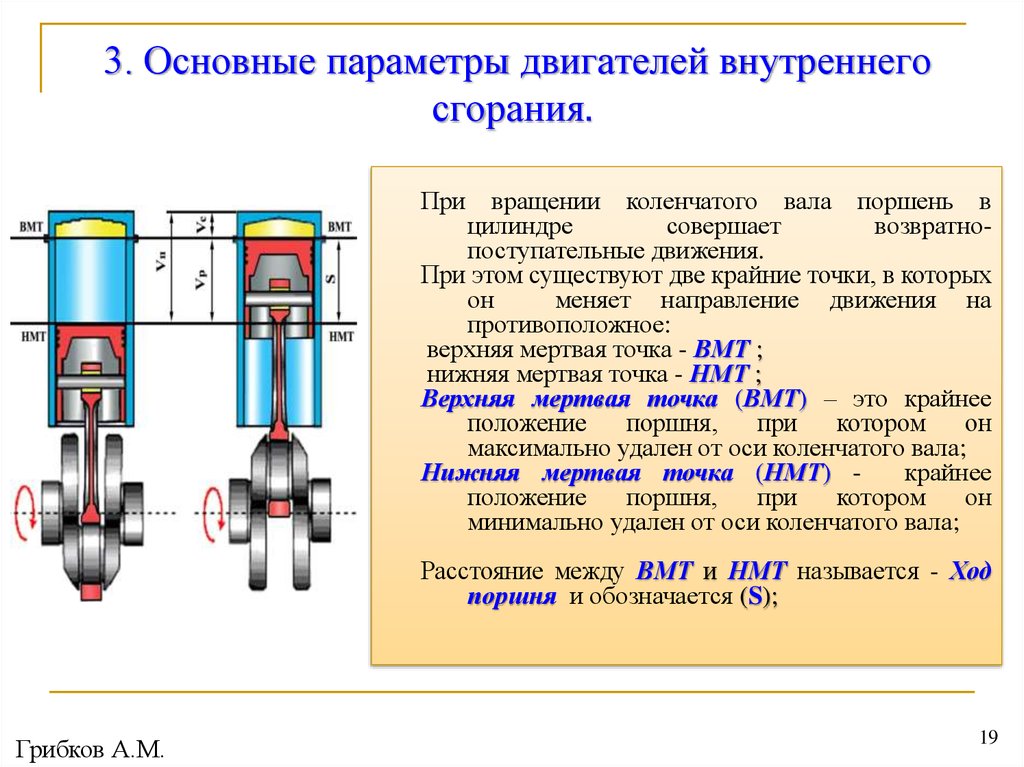
 д.
д.
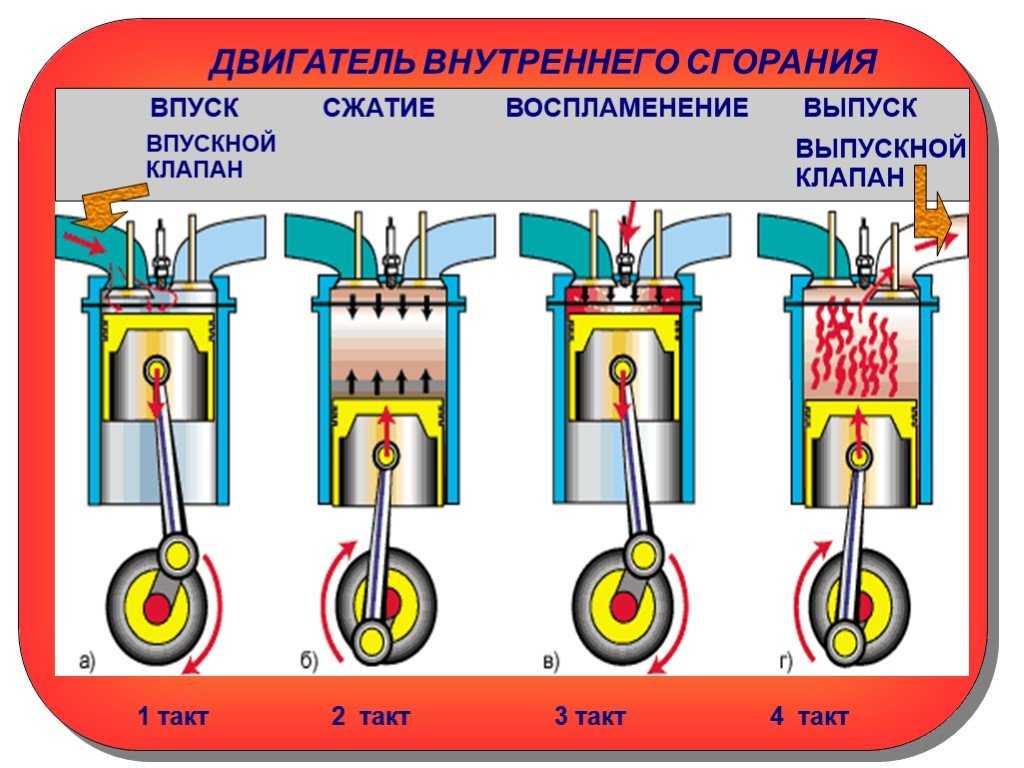


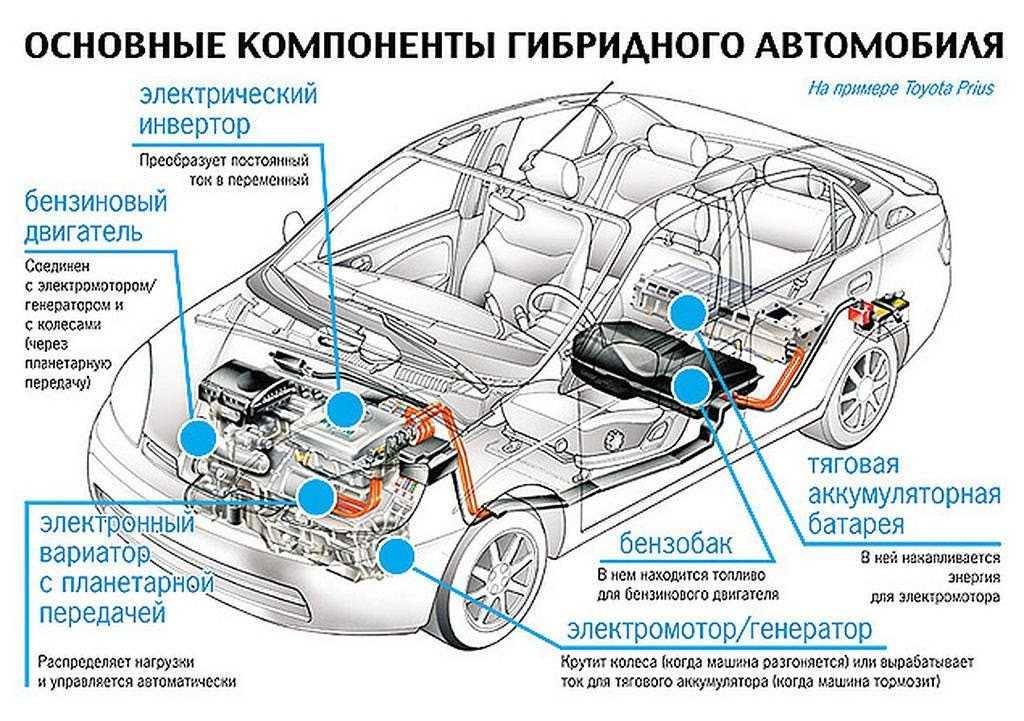
 Скорее всего, вы уже знаете о них кое-что даже больше, чем немногие; вы уже привыкли собирать их в определенном порядке.
Скорее всего, вы уже знаете о них кое-что даже больше, чем немногие; вы уже привыкли собирать их в определенном порядке.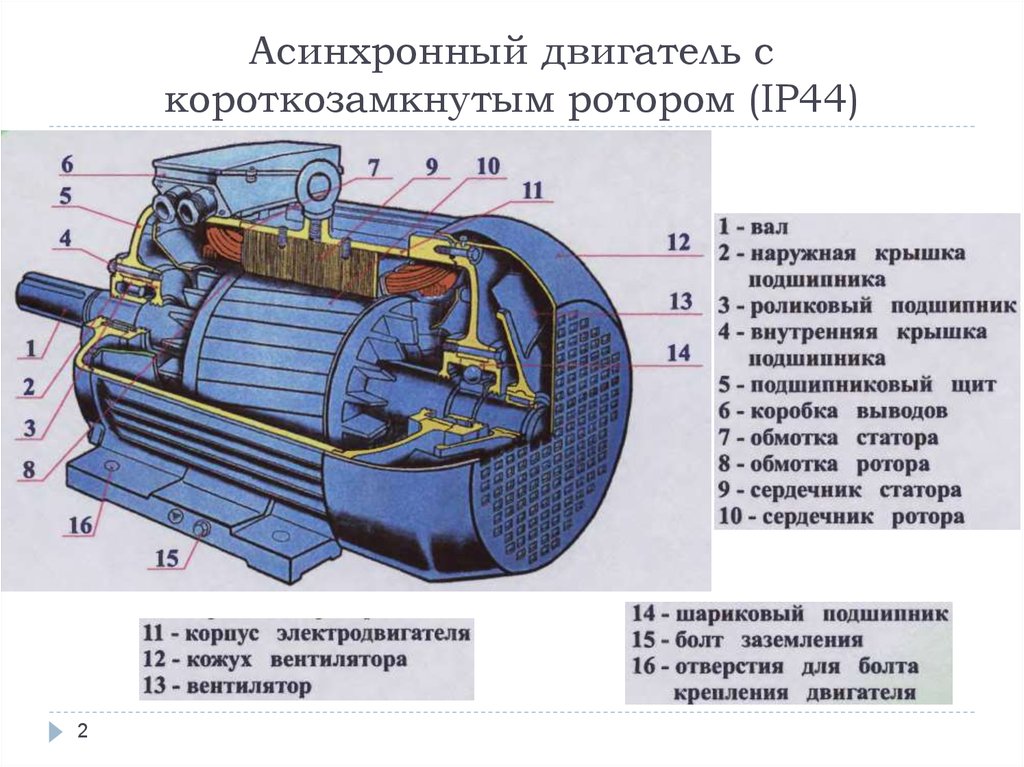 Они одновременно прочные и гибкие, чтобы выдерживать вес и выдерживать колебания сил, создаваемых двигателем.
Они одновременно прочные и гибкие, чтобы выдерживать вес и выдерживать колебания сил, создаваемых двигателем. карданный вал. По сути, он преобразует колебательное движение шатуна / возвратно-поступательное движение поршня во вращательное движение вала.
карданный вал. По сути, он преобразует колебательное движение шатуна / возвратно-поступательное движение поршня во вращательное движение вала.
 Они имеют вогнутую форму в верхней части для обеспечения максимальной эффективности сгорания.
Они имеют вогнутую форму в верхней части для обеспечения максимальной эффективности сгорания.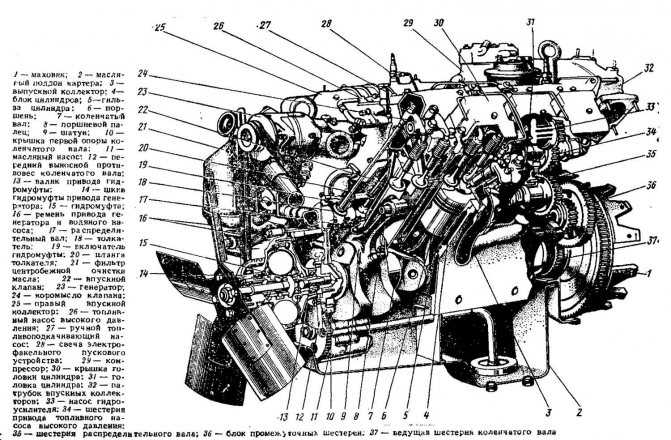

 Это помогает предотвратить утечку сжатого газа и продуктов сгорания из двигателя вокруг стенок цилиндра.
Это помогает предотвратить утечку сжатого газа и продуктов сгорания из двигателя вокруг стенок цилиндра.

 Он обеспечивает равномерную температуру через клапан, снижая вероятность отказа. В некоторых конструкциях для его изготовления используется высококачественный жаропрочный стальной сплав; в то время как более новые конструкции клапанов сделаны из нимоника.
Он обеспечивает равномерную температуру через клапан, снижая вероятность отказа. В некоторых конструкциях для его изготовления используется высококачественный жаропрочный стальной сплав; в то время как более новые конструкции клапанов сделаны из нимоника. Это помогает увеличить выходную мощность того же двигателя без изменения его конструкции или размера. Он также известен как нагнетатель во многих автомобилях; но имеют большое значение в морской индустрии.
Это помогает увеличить выходную мощность того же двигателя без изменения его конструкции или размера. Он также известен как нагнетатель во многих автомобилях; но имеют большое значение в морской индустрии.
 Топливо сжигается в камере сгорания, которое затем используется для создания силы с помощью пистолета, шатуна и коленчатого вала. Затем его можно классифицировать на основе конструкции, топлива, хода, количества и положения цилиндра.
Топливо сжигается в камере сгорания, которое затем используется для создания силы с помощью пистолета, шатуна и коленчатого вала. Затем его можно классифицировать на основе конструкции, топлива, хода, количества и положения цилиндра. Когда поршень движется вниз, воздух внутри цилиндра расширяется, и давление уменьшается. Таким образом, свежий воздух поступал через впускной клапан или продувочное пространство.
Когда поршень движется вниз, воздух внутри цилиндра расширяется, и давление уменьшается. Таким образом, свежий воздух поступал через впускной клапан или продувочное пространство.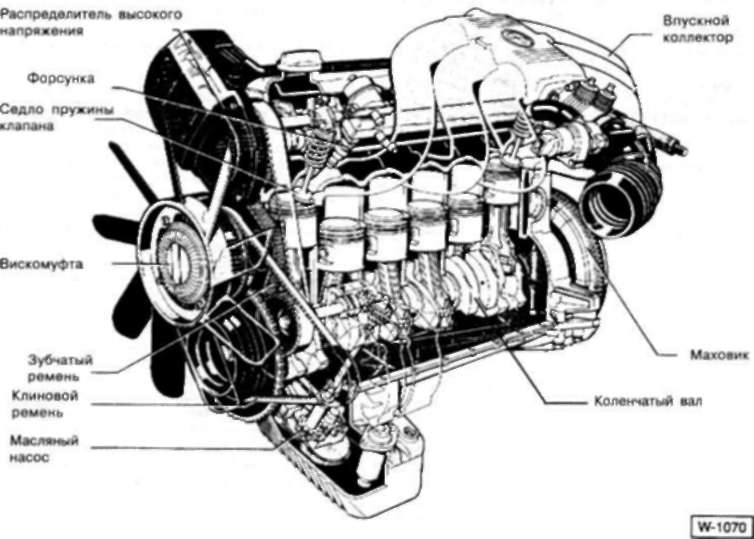


 На большом корабле мы используем мазут для снижения эксплуатационных расходов. Но так как только двухтактный двигатель может сжигать низкосортное мазутное топливо, а четырехтактный морской двигатель не может; мы видим меньше 4 ударов в кораблях, чем в автомобилях.
На большом корабле мы используем мазут для снижения эксплуатационных расходов. Но так как только двухтактный двигатель может сжигать низкосортное мазутное топливо, а четырехтактный морской двигатель не может; мы видим меньше 4 ударов в кораблях, чем в автомобилях. Другие двухтактные двигатели требуют обслуживания, и стоимость его также очень низка.
Другие двухтактные двигатели требуют обслуживания, и стоимость его также очень низка. Статью или изображения можно воспроизводить, копировать, делиться или используется в любой форме с разрешения ahadsjournal, но только в образовательных целях. как вы знаете, для создания информативной презентации требуется много времени и усилий, поэтому не забудьте отдать должное журналу ahads. Любая информация, данные и диаграммы, если они используются , в статье, были получены из доступной информации и не были подтверждены каким-либо установленным законом органом. Журнал ahads не претендует на точность и не берет на себя никакой ответственности за то же самое.0045
Статью или изображения можно воспроизводить, копировать, делиться или используется в любой форме с разрешения ahadsjournal, но только в образовательных целях. как вы знаете, для создания информативной презентации требуется много времени и усилий, поэтому не забудьте отдать должное журналу ahads. Любая информация, данные и диаграммы, если они используются , в статье, были получены из доступной информации и не были подтверждены каким-либо установленным законом органом. Журнал ahads не претендует на точность и не берет на себя никакой ответственности за то же самое.0045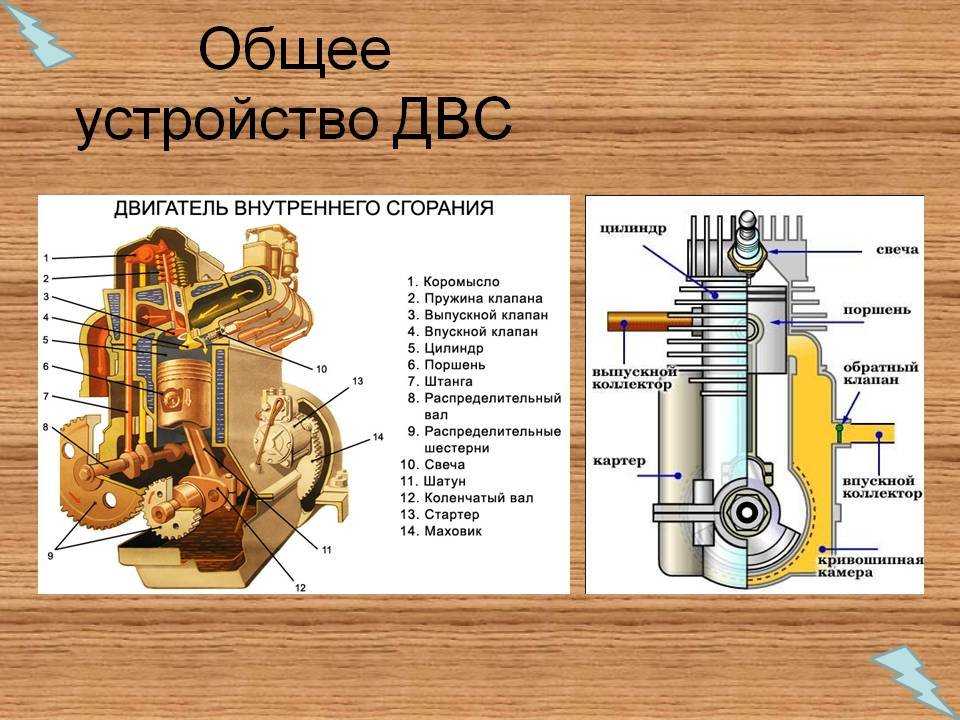 Помимо моей профессии, езда на велосипеде приносит мне чувство удовольствия и свобода жизни, которые помогают мне свести к минимуму воздействие хронического стресса. В раннем возрасте я увлекался ездой на велосипеде. Теперь я развил это же хобби как страстный байкер, езда на велосипеде дает мне выход для стресса. Во время поездки в Страну Других по моему профессиональному делу и как страстный велогонщик, это стало частью моего хобби и интереса, чтобы запечатлеть эти невероятные моменты жизни с помощью фотографии и поделиться ими с другими. , благодарность, доверие и сообщество — не только для себя, но и для всего мира. Делясь своими фотографиями, чувствами, жизненным опытом и другим контентом через мой веб-сайт, страницу YouTube или Facebook, я помогаю мне высвободить эмоции, которые я сдерживал внутри. Это помогает мне документировать мою жизнь и путешествие с этими забавными моментами. Это позволяет мне говорить о моей ситуации и точке зрения, что может помочь лучше понять меня, разобраться в моих мыслях для ясного ума и снижения уровня стресса.
Помимо моей профессии, езда на велосипеде приносит мне чувство удовольствия и свобода жизни, которые помогают мне свести к минимуму воздействие хронического стресса. В раннем возрасте я увлекался ездой на велосипеде. Теперь я развил это же хобби как страстный байкер, езда на велосипеде дает мне выход для стресса. Во время поездки в Страну Других по моему профессиональному делу и как страстный велогонщик, это стало частью моего хобби и интереса, чтобы запечатлеть эти невероятные моменты жизни с помощью фотографии и поделиться ими с другими. , благодарность, доверие и сообщество — не только для себя, но и для всего мира. Делясь своими фотографиями, чувствами, жизненным опытом и другим контентом через мой веб-сайт, страницу YouTube или Facebook, я помогаю мне высвободить эмоции, которые я сдерживал внутри. Это помогает мне документировать мою жизнь и путешествие с этими забавными моментами. Это позволяет мне говорить о моей ситуации и точке зрения, что может помочь лучше понять меня, разобраться в моих мыслях для ясного ума и снижения уровня стресса.
 В качестве автотягача может выступать автомашина соответствующей группы:
В качестве автотягача может выступать автомашина соответствующей группы: А и А1
А и А1 Нередко, такое увлечение перерастает в возможность использовать транспорт как источник дохода и возникает необходимость получить новые категории водительских прав в Украине.
Нередко, такое увлечение перерастает в возможность использовать транспорт как источник дохода и возникает необходимость получить новые категории водительских прав в Украине. После успешной сдачи теоретической части и практического экзамена, выдается водительское удостоверение. Подготовка на А1 и А возможна только после шестнадцатилетнего возраста, В1 – после исполнения совершеннолетия. Стоит отметить, если есть авто лицензия, что разрешает водить легковые транспортные средства (права на В), желающим получить А1, А, В1 не нужно сдавать в Сервисном центре теоретическое тестирование. Сдаются только элементы с вождения мототранспортом на автодроме.
После успешной сдачи теоретической части и практического экзамена, выдается водительское удостоверение. Подготовка на А1 и А возможна только после шестнадцатилетнего возраста, В1 – после исполнения совершеннолетия. Стоит отметить, если есть авто лицензия, что разрешает водить легковые транспортные средства (права на В), желающим получить А1, А, В1 не нужно сдавать в Сервисном центре теоретическое тестирование. Сдаются только элементы с вождения мототранспортом на автодроме. После успешной сдачи теории и практики, вы можете получить автоудостоверение.
После успешной сдачи теории и практики, вы можете получить автоудостоверение.
 Чтобы не ошибиться с выбором, достаточно проверить список аккредитованных автошкол на сайте Главного Сервисного Центра МВС.
Чтобы не ошибиться с выбором, достаточно проверить список аккредитованных автошкол на сайте Главного Сервисного Центра МВС. Например, раньше была просто категория «Е», и управлять можно было любым транспортным средством с прицепом (хоть грузовиком, хоть автобусом), а в новых «правах» поставили только «СЕ» и «С1Е». А водитель рассчитывал на «ВЕ» + «СЕ» + «С1Е» + «DЕ» + «D1Е».
Например, раньше была просто категория «Е», и управлять можно было любым транспортным средством с прицепом (хоть грузовиком, хоть автобусом), а в новых «правах» поставили только «СЕ» и «С1Е». А водитель рассчитывал на «ВЕ» + «СЕ» + «С1Е» + «DЕ» + «D1Е». И если, к примеру, водитель сдавал экзамен только на грузовике с прицепом, то следовало ставить в водительском удостоверении «Е к С».
И если, к примеру, водитель сдавал экзамен только на грузовике с прицепом, то следовало ставить в водительском удостоверении «Е к С». 05.2001 г. № 13/7 — 2068 «Об отдельных вопросах экзаменационной деятельности подразделений ГИБДД МВД России» говорилось, что при замене водительских удостоверений с открытыми категориями «В, С, D, Е», выданных до июля 2000 года, в новом водительском удостоверении разрешающие отметки проставляются к «СD» (т.е. «Е» к категории «В» не проставлять).
05.2001 г. № 13/7 — 2068 «Об отдельных вопросах экзаменационной деятельности подразделений ГИБДД МВД России» говорилось, что при замене водительских удостоверений с открытыми категориями «В, С, D, Е», выданных до июля 2000 года, в новом водительском удостоверении разрешающие отметки проставляются к «СD» (т.е. «Е» к категории «В» не проставлять). И получается, что при замене водительского удостоверения водителя лишают права на управление отдельными транспортными средствами. При этом каких-либо законных оснований для такого лишения нет.
И получается, что при замене водительского удостоверения водителя лишают права на управление отдельными транспортными средствами. При этом каких-либо законных оснований для такого лишения нет.
 Отдел обеспечивает соблюдение федеральных законов, запрещающих дискриминацию по признаку расы, цвета кожи, пола (включая беременность, сексуальную ориентацию и гендерную идентичность), инвалидности, религии, семейного положения, национального происхождения и статуса гражданства.
Отдел обеспечивает соблюдение федеральных законов, запрещающих дискриминацию по признаку расы, цвета кожи, пола (включая беременность, сексуальную ориентацию и гендерную идентичность), инвалидности, религии, семейного положения, национального происхождения и статуса гражданства.
 05.2022)
05.2022)
 Иногда используется взаимозаменяемо с пансексуалом.
Иногда используется взаимозаменяемо с пансексуалом. Хотя многие также идентифицируют себя как трансгендеры, не все гендерно неконформные люди таковыми являются.
Хотя многие также идентифицируют себя как трансгендеры, не все гендерно неконформные люди таковыми являются. Ожидается, что гендерная идентичность будет соответствовать полу, назначенному при рождении, а гендерные выражения и роли соответствуют традиционным ожиданиям.
Ожидается, что гендерная идентичность будет соответствовать полу, назначенному при рождении, а гендерные выражения и роли соответствуют традиционным ожиданиям.
 Небинарность также может использоваться в качестве общего термина, охватывающего такие идентичности, как агендер, бигендер, гендерквир или гендерная флюидность.
Небинарность также может использоваться в качестве общего термина, охватывающего такие идентичности, как агендер, бигендер, гендерквир или гендерная флюидность. Этот термин ранее использовался как оскорбление, но был исправлен многими частями движения ЛГБТК +.
Этот термин ранее использовался как оскорбление, но был исправлен многими частями движения ЛГБТК +.  Быть трансгендером не означает какой-либо конкретной сексуальной ориентации. Таким образом, трансгендеры могут идентифицировать себя как натуралы, геи, лесбиянки, бисексуалы и т. д.
Быть трансгендером не означает какой-либо конкретной сексуальной ориентации. Таким образом, трансгендеры могут идентифицировать себя как натуралы, геи, лесбиянки, бисексуалы и т. д.