
Расчет силы тока при сварке
05.02
2020Качественная сварка невозможна без точного и правильного расчета силы тока – важнейшего параметра в технологии сварочных работ. Если этот показатель слишком низкий, стержень будет залипать, и поджига дуги не произойдет. Напротив, если выбраны слишком высокие токи, электродуга зажжется хорошо, но возможно прожигание металла детали. Кроме того, и сам стержень сгорит быстрее, чем положено, особенно, если он небольшого диаметра.
Как же рассчитать необходимую мощность? Каким током варить электродом того или иного диаметра? Давайте посмотрим деально.
Ключевые параметры расчета режима сварки
Правильно выбранный режим работы сварочного оборудования обеспечивает хороший и быстрый поджиг и стабильную электродугу. Помимо силы тока параметрами, которые влияют на настройку режима, являются:
- род тока (постоянный, переменный) и полярность постоянного;
- диаметр электродного стержня;
- марка электродного проводника;
- пространственное положение шва при выполнении работ.


Чем больше перечисленных показателей учитывается в расчетах, тем качественнее будет результат. Рассмотрим, какой ток на какой электрод подается в зависимости от толщины последнего.
Диаметр электрода и сила тока
Толщина электрода напрямую зависит от толщины свариваемых деталей и размера сварного шва. Если ширина последнего не превышает 3–5 мм, то опытный сварщик, как правило, выберет расходник диаметром от 3 до 4 мм. При больших размерах сварочной ванны (5–8 мм) толщина стержня обычно составляет не более 5 мм.
Что же касается величины тока, то работают такие показатели.
- При d 3 мм – от 65 до 100 Ампер. Диапазон значений широк, они зависят от пространственного положения шва и химического состава свариваемого металла (соответственно и металла сердечника). Сварщики-новички и любители не ошибутся, если выберут усредненное значение – 80–85 Ампер.
- При d 4 мм – от 120 до 200 А. Зависимость та же – состав металла, расположение шва в пространстве. Это самый распространенный диаметр стержня, характерный для промышленных работ. Позволяет варить и тонкие, и широкие швы.
- При d 5 мм значение варьируется в диапазоне 169–250 А. Это уже достаточно большой диаметр. Роль играют не только состав сплава и положение шва, но и глубина проварки: чем она больше, тем больше должна быть и сила тока. Если глубина сварочной ванны не менее 5 мм, в режиме должен быть выставлен максимальный показатель – 250 А.
- При d 6–8 мм минимальный показатель мощности те же 250 Ампер. В условиях тяжелых работ с использованием трансформаторов он увеличивается до 300–350 А.
 Это самый распространенный диаметр стержня, характерный для промышленных работ. Позволяет варить и тонкие, и широкие швы.
Это самый распространенный диаметр стержня, характерный для промышленных работ. Позволяет варить и тонкие, и широкие швы. Ниже в таблице приведены рекомендуемые значения, которые известны любому профессиональному сварщику, но которые могут быть полезны для любителей и новичков.
Диаметр электрода, мм | Толщина металла, мм | Сила тока, А |
1,6 | 1. | 25… 50 |
2 | 2… 3 | 40… 80 |
2,5 | 2… 3 | 60… 100 |
3 | 3… 4 | 80… 160 |
4 | 4… 6 | 120… 200 |
5 | 6… 8 | 180… 250 |
5… 6 | 10… 24 | 220… 320 |
6… 8 | 30… 60 | 300… 400 |
 .. 2
.. 2Положение шва
Пространственное положение шва также играет большую роль при расчете мощности. Какой ток для сварки электродом выбрать с учетом этого критерия? Здесь важно знать, что наибольшие значения выбираются при заваривании швов в горизонтальном (нижнем) положении. Если шов накладывается вертикально, то сила тока в среднем будет на 10–15% меньше.
Самый низкий показатель – при наложении потолочных швов: ток должен быть ниже в среднем на 20%, чем при работе на горизонтальных поверхностях. Для наглядности укажем значения в таблице (на примере электродов с обмазкой основного типа).
d электрода, мм | Пространственное положение | ||
Нижнее | Вертикальное | Потолочное и полупотолочное | |
3 | 100… 130 А | 100… 130 А | 90… 110 А |
4 | 170… 220 А | 160… 180 А | 150… 180 А |
5 | 210… 250 А | 180… 200 А | Сварка не выполняется |
Полярность
Сварка современными аппаратами производится только постоянным током прямой или обратной полярности. Электроды постоянного тока обеспечивают гораздо большую (на 15-20%) глубину провара, чем при использовании переменного тока от трансформатора.
Электроды постоянного тока обеспечивают гораздо большую (на 15-20%) глубину провара, чем при использовании переменного тока от трансформатора.
- На прямой полярности варят чугун, низколегированные, низко- и среднеуглеродистые стали и добиваются глубокого проплавления металла деталей.
- На обратной варят более широкий спектр сталей (низколегированные, низкоуглеродистые, средне- и высоколегированные), сваривают тонкостенные конструкции, также ее используют при высокой скорости плавления электродов.
И глубокий провар, и высокая скорость сварки требуют больших величин тока. Таким образом, и при обратной, и при прямой полярности сила тока может быть увеличена в обоих указанных случаях.
Напряжение
Отдельно следует сказать о напряжении. На современных инверторных устройствах этот показатель выставляется автоматически, поэтому в расчетах он не играет существенной роли. Для РДС этот диапазон составляет 16–30 Вольт.
Не влияет данный параметр и на глубину провара. Здесь важен фактор безопасности: в момент замены электрода напряжение дуги резко повышается до 70 В, поэтому сварщик должен быть крайне осторожен.
Здесь важен фактор безопасности: в момент замены электрода напряжение дуги резко повышается до 70 В, поэтому сварщик должен быть крайне осторожен.
Формула расчета
Опытные сварщики обычно настраивают электродугу экспериментальным путем, не делая сложных предварительных расчетов. А новичкам пригодятся не только размещенные в статье таблицы, но и формула, по которой рассчитывается, каким электродам какой нужен ток. Она действует в отношении электродов самых востребованных диаметров (3–6 мм).
- I = (20+6d)d, где
- I – сила тока, d – диаметр электрода.
Если толщина стержня менее 3 мм, расчет осуществляется по формуле: I = 30d.
Однако и этими формулами следует пользоваться с учетом пространственного положения сварки: при потолочной варке отнимаем 10–15% от результата, который получаем по формуле.
Все важнейшие параметры режима сварки производитель, как правило, дает на упаковке. Не исключение – продукция Магнитогорского электродного завода. При корректной настройке необходимых показателей режима сварочных работ электроды МЭЗ обеспечат отличный поджиг электродуги, ее устойчивое горение и образцовый результат – ровный сварной шов с необходимыми характеристиками.
При корректной настройке необходимых показателей режима сварочных работ электроды МЭЗ обеспечат отличный поджиг электродуги, ее устойчивое горение и образцовый результат – ровный сварной шов с необходимыми характеристиками.
Возможно, вас заинтересует
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (2.5 кг) Ø 3 (1 кг) Ø 3 (2.5 кг) Ø 4 (1 кг) Ø 4 (2.5 кг)
МР-3 ЛЮКС
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
УОНИИ-13/45 (ОСТ 5.9224-75)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
УОНИИ-13/45А (ОСТ 5.
 9224-75)
9224-75)Ток — постоянный обратной полярности
Цена с НДС за 1 кг.Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
УОНИИ-13/55 (ОСТ 5.9224-75)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(2.5 кг)
Ø
3
(1 кг)
Ø
3
(2. 5 кг)
Ø
4
(1 кг)
Ø
4
(2.5 кг)
5 кг)
Ø
4
(1 кг)
Ø
4
(2.5 кг)
АНО-21 СТАНДАРТ
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (2.5 кг) Ø 3 (1 кг) Ø 3 (2.5 кг) Ø 4 (1 кг) Ø 4 (2.5 кг)
УЛЬТРА
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 5 (6.5 кг) Ø 4 (6.5 кг) Ø 5 (1 кг)
АНО-21 (НАКС)
Ток – переменный или постоянный любой полярности
Цена с НДС за 1 кг.Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2. 5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
МР-3 (НАКС, РРР)
Ток – переменный или постоянный обратной полярности
Цена с НДС за 1 кг.Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6. 5 кг)
5 кг)
МР-3 ЛЮКС (НАКС)
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
ОЗС-4 (НАКС)
Ток — переменный или постоянный прямой полярности (на электроде минус), допускается сварка на обратной полярности
Цена с НДС за 1 кг.Ø
2.5
(1 кг)
Ø
2. 5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
АНО-4 (НАКС)
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
ОЗС-12 (НАКС, РРР)
Ток — переменный или постоянный прямой полярности
Цена с НДС за 1 кг.
Показать еще
Как выбрать силу сварочного тока при сварке электродами
Содержание
- Как отрегулировать ток, зная диаметр электрода
- Есть ли взаимосвязь между силой тока и позицией
- Какое значение имеет полярность
- По какой формуле выбирается сила сварочного тока
- Рекомендуем к выбору: стержневые электроды
Качество сварки во многом связано с тем, насколько правильно был выбран её режим. Под ним имеют в виду целый ряд условий и регулируемых характеристик:
- силу и полярность рабочего тока;
- диаметр стержневого электрода, его тип и скорость движения;
- позицию при сварке или положение шва.
К расчету силы сварочного тока подходят внимательно. Он имеет ключевое значение, так как влияет на производительность процесса и механические свойства шва. Характерные проблемы при слишком низких значениях тока — плохой поджиг дуги, залипание электрода, грубая чешуйчатость шва, сильное шлакообразование, несплавление с основным металлом. При излишне высоких токах электроды сгорают быстрее, есть риск прожечь тонкий металл, мешает сильное разбрызгивание.
При излишне высоких токах электроды сгорают быстрее, есть риск прожечь тонкий металл, мешает сильное разбрызгивание.
Рассмотрим, от чего может зависеть сила сварочного тока, по какой формуле определяется и обязательно ли применять её в работе.
Как отрегулировать ток, зная диаметр электрода
Диаметр электрода подбирают, отталкиваясь от толщины детали. Как правило, советы по выбору силы тока сварочного аппарата даны в его руководстве по эксплуатации или на пачке с расходниками. Если их нет, можно использовать таблицу зависимостей.
Ориентировочные значения для сварки, выполняемой встык в нижнем положении:
Толщина заготовки, мм | Ø электрода, мм | Ток, А |
2 | 1,5 | 25-40 |
3-5 | 2 | 60-100 |
3-5 | 3 | 90-150 |
4-10 | 4 | 120-200 |
10-15 | 5 | 180-280 |
16-24 | 6 | 220-360 |
Зависимость проста — чем толще заготовка, тем большего диаметра нужен электрод и тем выше ток можно использовать.
На первый взгляд разбег значений может показаться широким. Для точного выбора рабочего тока нужно учитывать позицию, химический состав стали или сплава, требуемую глубину провара. Так, например, для высоколегированных сталей или никелевых сплавов потребуется более низкий ток, чем для низколегированных и нелегированных. Это связано с разницей в сопротивлении электродов.v
Чем выше ток, тем сильнее расплавление, а вместе с ними быстрее процесс сварки и глубже провар. А, значит, если вам необходима большая глубина провара, то и ток необходимо выставлять на максимум, допустимый для электрода.
Есть ли взаимосвязь между силой тока и позицией
Положение или позиция играет весомую роль. В общем случае от минимальных табличных значений можно отталкиваться при сварке в положениях PF (вертикальное на подъем) и РЕ (потолочное), а также при выполнении корневых проходов.
Верхние максимальные значения актуальны для заполняющих проходов, верхних швов и сварки в остальных позициях. Наиболее сильный ток можно устанавливать для положения РА (нижнее). В таком случае ванна практически не растекается, будут обеспечены глубокий провар и прочный шов.v
Наиболее сильный ток можно устанавливать для положения РА (нижнее). В таком случае ванна практически не растекается, будут обеспечены глубокий провар и прочный шов.v
От позиции и типа соединения зависит не только сила сварочного тока, но и подбор диаметра электрода.
На примере металла толщиной 10-15 мм и для стыковых соединений это выглядит так:
- многослойные швы в нижней позиции выполняют разными электродами — первый проход электродом 3-4 мм, последующие 4-5 мм;
- для сварки в положении РС (горизонтальное) используют электроды 4-5 мм, в вертикальных PF и PG — аналогичные, но на пониженном токе 140-160 А;
- для позиции РЕ (потолочная) применяют электроды до 5 мм при уменьшенных значениях тока.
Ø электрода, мм | Ток в зависимости от положения, А | |||
нижнее | вертикально на спуск | горизонтально | потолочное | |
3 | 120-130 | 90-95 | 120-130 | 90-95 |
4 | 160-180 | 140-160 | 160-180 | 140-160 |
5 | 180-280 | 150-220 | 180-280 | — |
Для тавровых соединений обращают внимание и на позицию, и на длину катета. При ручной дуговой сварке минимальный катет при толщине заготовки 4-5 мм должен быть не меньше 4 мм. Это важно, так как вся геометрия швов завязана на толщину металла и планируемую нагрузку на деталь или конструкцию.
При ручной дуговой сварке минимальный катет при толщине заготовки 4-5 мм должен быть не меньше 4 мм. Это важно, так как вся геометрия швов завязана на толщину металла и планируемую нагрузку на деталь или конструкцию.
Длина катета, мм | Ø электрода, мм | Ток в зависимости от позиции, А | ||
нижнее | вертикально на спуск | вертикально на подъем | ||
4 | 3,2-4 | 130-180 | 110-140 | 110-140 |
5 | 4-5 | 180-240 | 140-190 | 140-190 |
6-8 | 5 | 240-290 | 190-230 | 190-230 |
Какое значение имеет полярность
При ММА сварке инвертором можно использовать прямую полярность, когда «+» находится на заготовке, в «-» на электроде, или обратную.
Полярность тока влияет на то, с какой скоростью плавится электрод и насколько глубоким будет провар. На обратной полярности активнее плавится электрод, но металл проплавляется менее глубоко, благодаря пониженному вводу тепла. Её используют для сварки высоколегированных сталей, которым не нужна высокая термическая нагрузка, и тонкого металла до 3 мм. Следовательно, и сила тока в этом случае может быть небольшой.
Прямая полярность снижает скорость плавления электрода, но обеспечивает более глубокое проплавление материала. Она подходит для тугоплавких металлов и толстых заготовок, когда нужны хороший провар и требуется высокий сварочный ток.
По какой формуле выбирается сила сварочного тока
Профессиональные сварщики подбирают режим и выполняют регулирование силы сварочного тока опытным путем без каких-либо расчетов. Новички могут использовать эмпирические формулы, позволяющие определить приблизительные значения:
- I = (20+6d)d при использовании электродами с Ø 4-6 мм
- I = 30d для работы электродами Ø менее 4 мм
I — сила тока, а d — Ø электрода.
Полученные значения корректируют, учитывая положение сварки. Для позиций РЕ и PF ток уменьшают примерно на 20%.
Рекомендуем к выбору: стержневые электроды
Для сварки углеродистых сталей рекомендуем рутиловые электроды ESAB ОЗС-12. Они легко зажигаются и стабильно горят. Швы не склонны к порообразованию. Покрытие качественное и не обсыпается. Электроды гнутся под любым углом, хорошо сваривают на предельно низких токах и позволяют делать тавровые соединения с вогнутым швом.
Когда нужны электроды с основным покрытием для сварки нагруженных конструкций и высокая прочность шва, можно посоветовать ESAB OK 48.00. Соединение имеет отличные характеристики вязкости. Швы ровные и устойчивы к образованию трещин.
Для сварки нержавейки хорошо подойдут ESAB OK 61.30 с рутилово-кислым покрытием. Электроды практически бесшумно горят, мягко плавят металл. Шлаковая корка практически отсутствует и сама легко отскакивает при остывании. Для более высокого катета при угловых соединениях нужно удерживать длинную дугу.
Сварку чугуна рекомендуем выполнять ESAB OK 92.60 и ЭЛЗ ЦЧ-4. Штучные ЦЧ-4 подходят для заварки дефектов и наплавки, шов устойчив к образованию белого чугуна, но требуют навыков удержания дуги и предварительного подогрева. Электроды ESAB OK 92.60 можно использовать для деталей из высокопрочного чугуна, которые подвергаются большим нагрузкам. Они хорошо работают как на горячую, так и на холодную.
Так как токонагрузочная способность электродов зависит от диаметра и длины, все они выпускаются в различном исполнении. Это позволяет подбирать их под тонкий и толстый металл.
Обратите внимание, что сила сварочного тока и покрытие электродов тоже взаимосвязаны, хотя разница и незначительна.
Для наглядности можно сравнить рутиловые ESAB ОЗС-12 и основные ESAB OK 48.00.
| Ø электрода, мм | Ток в зависимости от позиции, А | |
| 2 | ОЗС-12 | OK 48.00 |
| 2,5 | 40-70 | 55-80 |
#НАЗВАНИЕ# || КОБЕЛКО — КОБЕ СТАЛЬ, ООО.
 —
—СОВРЕМЕННЫЕ ПРОЦЕССЫ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ СООТВЕТСТВУЮТ ПОСЛЕДНИМ ТРЕБОВАНИЯМ В СУДОСТРОЕНИИ
Большое количество различных грузовых судов бороздят моря и океаны мира. Эти сухогрузы, нефтяные танкеры и контейнеровозы должны быть достаточно прочными, чтобы безопасно передвигаться во время тайфунов, суровой погоды и бурного моря, когда их корпуса могут подвергаться большим нагрузкам. С другой стороны, затраты на строительство должны контролироваться, чтобы сделать доставку экономичной. Сварочное производство играет роль в сокращении затрат, поскольку грузовые суда строятся путем сварки огромного количества стали (35000 тонн или более для класса VLCC дедвейтом 300 тысяч тонн). Экономии на транспортировке можно добиться и за счет облегчения корпусов судов высокопрочными сталями. В этой статье обсуждаются последние технические тенденции в строительстве грузовых судов, а также передовые сварочные материалы и процессы, разработанные Kobe Steel для удовлетворения последних требований судостроения.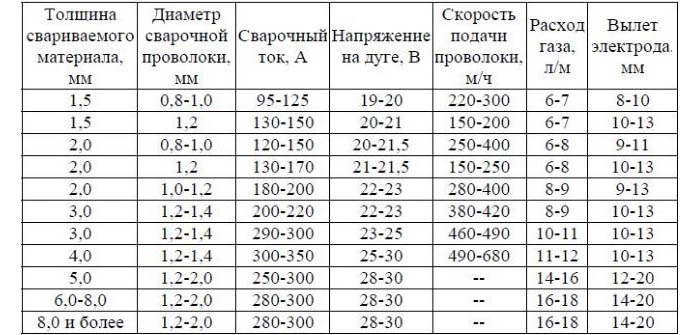
Новые требования к покрытию и использование более толстого стального листа
В последние годы международные требования к защитному лакокрасочному покрытию балластных цистерн навалочных судов и нефтяных танкеров стали более строгими после принятия Стандарта характеристик защитного покрытия (PSPC ) был введен в действие. В частности, для выполнения этого требования подложка покрытия поверхностей угловых сварных швов не должна иметь пор, чтобы обеспечить плотное покрытие. Если после дробеструйной обработки на поверхностях угловых сварных швов имеется какая-либо пористость, ее необходимо устранить перед покраской. Однако такие масштабные ремонтные работы угловых швов неэффективны и нецелесообразны. Поэтому лучше улучшить филе процесс сварки, так что сварные швы наплавляются на высоких скоростях без пористости.
В соответствии с Общими структурными правилами (CSR), принятыми на международном уровне, компоненты корпуса корабля должны проектироваться с более толстыми краями для предотвращения коррозии и повышения безопасности. Следовательно, все чаще используются более толстые пластины, а для их соединения требуются более крупные угловые сварные швы. С другой стороны, вес корпуса должен быть как можно меньше, чтобы сократить расходы на путешествие по морю. Это достигается за счет использования как толстых, так и тонких пластин, которые, как правило, соединяются коническими стыковыми соединениями.
Следовательно, все чаще используются более толстые пластины, а для их соединения требуются более крупные угловые сварные швы. С другой стороны, вес корпуса должен быть как можно меньше, чтобы сократить расходы на путешествие по морю. Это достигается за счет использования как толстых, так и тонких пластин, которые, как правило, соединяются коническими стыковыми соединениями.
Потребность в больших, но легких, контейнеровозах
В начале 1990-х типичный размер контейнеровоза составлял около 4000 двадцатифутовых эквивалентных единиц (TEU). Поскольку контейнерные перевозки расширялись в тандеме с экономическим развитием, особенно в Азии, строились все более крупные контейнеровозы. Современные контейнеровозы могут перевозить более 10000 TEU. С другой стороны, судоходная отрасль хочет, чтобы контейнеровозы были легче по весу, чтобы они могли перемещать грузы по морям на более высоких скоростях.
Контейнеровозы имеют широко открытые палубы, что позволяет эффективно загружать и разгружать контейнеры. Однако для этой конструкции требуются более толстые стали, чтобы обеспечить достаточную структурную прочность корпуса; В настоящее время предпочтительными являются стальные листы классов YP390 и YP460 толщиной 50 мм или более, и были разработаны соответствующие процедуры сварки.
Однако для этой конструкции требуются более толстые стали, чтобы обеспечить достаточную структурную прочность корпуса; В настоящее время предпочтительными являются стальные листы классов YP390 и YP460 толщиной 50 мм или более, и были разработаны соответствующие процедуры сварки.
Сварочные материалы и сварочные процессы, подходящие для судостроения
Рисунок 1: Относительное потребление сварочных материалов промышленностью Японии в 2009 г..
Как показано на Рисунке 1, по сравнению с другими отраслями промышленности Японии, в судостроении наблюдается самый высокий относительный расход порошковой проволоки (FCW). Это связано с тем, что FCW обеспечивает более высокую скорость наплавки по сравнению с другими типами присадочных металлов, тем самым повышая эффективность сварки. FCW также обеспечивает удобство использования во всех положениях, что выгодно при изготовлении корпусов судов, поскольку корпуса состоят из крупных компонентов с плоскими, вертикальными, потолочными и изогнутыми линиями сварки. Поскольку конструкции корпуса имеют много ограниченных участков, доступ к которым затруднен, широко распространена односторонняя сварка методом FCW.
Поскольку конструкции корпуса имеют много ограниченных участков, доступ к которым затруднен, широко распространена односторонняя сварка методом FCW.
Расходные материалы для дуговой сварки под флюсом (SAW) также используются в большом количестве для односторонней сварки стыковых соединений больших листовых пластин.
Рисунок 2: Типовые сборки и основные линии сварки на
стадиях подсборки и сборки.
Рис. 3: Типичная структура поперечного сечения сухогруза и основные линии сварки на этапе монтажа.
На Рисунке 2 и в Таблице 1 показаны типичные сварочные сборки и процедуры для основных сварных соединений на этапах подсборки и сборки. На Рисунке 3 и в Таблице 2 показана структура поперечного сечения сухогруза и типичные процедуры сварки основных сварных швов на этапе монтажа.
Современные сварочные процессы и расходные материалы
Процесс TRIFARC™
™ MX-200HS ; Ø 1,6 мм; Присадочная проволока: FAMILIARC™ MG-1HS ; Ø 1,2 мм; Толщина листа: 12 мм; Скорость сварки: 2,0 м/мин; Толщина межоперационного грунта: 30 мкм).
Процесс TRIFARC™ представляет собой усовершенствованный процесс угловой сварки с тремя электродами, разработанный в ответ на потребности клиентов в более высоких скоростях, а также более высокой устойчивости к пористости при угловой сварке. Как показано на рисунке 4, В процессе TRIFARC™ используются три электрода, средний из которых несет ток DCEN, а остальные — DCEP. Средний электрод генерирует не дугу, а определенное магнитное поле, направление которого противоположно направлению двух других электродов. Обратные магнитные поля могут уменьшить помехи дуги между правым и левым электродами, тем самым позволяя двум электродам проводить более высокие сварочные токи и обеспечивать более высокую скорость наплавки. Магнитный эффект центрального электрода также может стабилизировать перенос капель двух других электродов и ванну расплава. Этот механизм стабильно обеспечивает скорость сварки до 2 м/мин. и превосходное сопротивление пористости.
Рис. 5: Процесс TRIFARC™ в работе на предприятии
5: Процесс TRIFARC™ в работе на предприятии
Sumitomo Heavy Industries Marine & Engineering
Co., Ltd., Япония.
В процессе TRIFARC™ используется специальный FCW, FAMILIARC™ MX-200HS , который обеспечивает более высокую скорость наплавки при том же сварочном токе по сравнению с традиционными FCW. Новая процедура сварки, которая сочетает в себе этот передовой процесс и расходные материалы, обеспечивает скорость сварки в 1,2-1,5 раза выше, чем при обычной угловой сварке, а ремонтная сварка маловероятна из-за отличной стойкости к пористости. Эта выдающаяся процедура угловой сварки была впервые применена на практике ведущим судостроителем в мае 2008 года (рис. 5 выше) и с тех пор распространилась на другие верфи, завоевав высокую репутацию.
Процесс SEGARC™ Tandem-Electrode
По мере того, как размер контейнеровозов становится все больше, для компонентов корпуса, где концентрируются высокие напряжения, требуются более толстые стальные листы: максимальная толщина 80 мм для бортов седловатости и гребенки люка тарелки. Для сварки более толстых стальных соединений на более высоких скоростях сварки с большей скоростью наплавки был разработан процесс тандемного электрода SEGARC™ . Это процесс двухпроводной электрогазовой дуговой сварки (EGW), который был разработан на основе одноэлектродного 9Процесс 0037 SEGARC™ , который долгое время использовался для вертикальной сварки корпусов снизу вверх благодаря его высокой эффективности и стабильным свойствам сварного соединения.
Для сварки более толстых стальных соединений на более высоких скоростях сварки с большей скоростью наплавки был разработан процесс тандемного электрода SEGARC™ . Это процесс двухпроводной электрогазовой дуговой сварки (EGW), который был разработан на основе одноэлектродного 9Процесс 0037 SEGARC™ , который долгое время использовался для вертикальной сварки корпусов снизу вверх благодаря его высокой эффективности и стабильным свойствам сварного соединения.
Рисунок 6: Схема процесса тандемного электрода SEGARC™ с FCW на корневой стороне и FCW на лицевой стороне.
Как показано на рис. 6, в процессе SEGARC™ с тандемным электродом используются два специальных FCW: FAMILIARC™ DW-S50GTF для лицевой стороны соединения и FAMILIARC™ DW-S50GTR для корневой стороны.
При этой процедуре сварки металл шва обладает достаточной прочностью на растяжение, эквивалентной или превышающей прочность основного металла, и обеспечивает постоянную вязкость надреза и вязкость разрушения при высокой подводимой теплоте. На рис. 7 показаны макроструктуры поперечного сечения сварных соединений. В таблице 3 представлены результаты механических испытаний металлов шва.
На рис. 7 показаны макроструктуры поперечного сечения сварных соединений. В таблице 3 представлены результаты механических испытаний металлов шва.
Рис. 7: Макроструктуры поперечного сечения сварных швов EGW
, выполненных с помощью FAMILIARC™ DW-S50GTF + FAMILIARC™
DW-S50GTR (Толщина листа: 80 мм).
Рисунок 8: Схема одностороннего процесса SAW RF™ .
Процесс RF™
Процесс RF™ представляет собой высокоэффективный односторонний процесс SAW, используемый для конических соединений, в частности, для соединения более толстых и тонких стальных пластин. По мере увеличения использования конических соединений в соответствии с правилами CSR выделяется односторонний процесс SAW RF™ , одна из «единственных» технологий Kobe Steel — уникальных и широко известных — технологий. Диаграмма 9Процесс 0037 RF™ показан на рис. 8.
На рис. 9 показано, как настроить сварной шов и макроструктуру поперечного сечения сварного шва. На рисунке 10 (выше) показана вся установка технологического оборудования. Как показано на Рисунке 8, в процессе RF™ используется гибкая флюсовая подложка, которая может поддерживать плотный контакт с обратной поверхностью сварного соединения даже при конусообразном переходе. В дополнение к коническим соединениям, этот процесс отлично подходит для сварки более тонких листов, которые могут деформироваться из-за чрезмерного нагрева.
На рисунке 10 (выше) показана вся установка технологического оборудования. Как показано на Рисунке 8, в процессе RF™ используется гибкая флюсовая подложка, которая может поддерживать плотный контакт с обратной поверхностью сварного соединения даже при конусообразном переходе. В дополнение к коническим соединениям, этот процесс отлично подходит для сварки более тонких листов, которые могут деформироваться из-за чрезмерного нагрева.
Рис. 9. Как создать коническое соединение на подложке в процессе
и RF™ (слева). Макроструктура поперечного сечения
сварного соединения (справа), полученного при следующих условиях
:
▪ Комбинация толщин листа: 20 и 50 мм
▪ Процесс сварки: RF™ Односторонняя SAW с 3 проволоками
▪ Сварочная проволока: FAMILIARC™ US-36 (Ø 4,8 и 6,4 мм)
▪ Сварочный флюс: FAMILIARC™ PF-I55E
▪ Защитный флюс: FAMILIARC™ RF-1
Рис. 10. Схема процесса RF™ для односторонней дуговой сварки под флюсом стыка стальных пластин с конусным переходом.
10. Схема процесса RF™ для односторонней дуговой сварки под флюсом стыка стальных пластин с конусным переходом.
Присадочные металлы класса YP460
Для производства высокопрочных компонентов корпуса при одновременном снижении веса корпуса требуются более тонкие стальные листы. Вместо обычных сталей класса YP390 для этой цели теперь используются стали класса YP460 (с минимальным пределом текучести 460 МПа). Присадочные металлы класса YP460, TRUSTARC™ DW-460L (для полуавтоматической сварки FCAW) и TRUSTARC™ DW-S460LG (для процесса SEGARC™ ) отвечают требованиям сварки деталей из этих сталей.
В таблице 4 показаны типичные механические свойства DW-460L, и DW-S460LG. DW-S460LG обеспечивает достаточную прочность по сравнению с основным металлом и предлагает превосходную ударную вязкость и вязкость разрушения даже при высокой подводимой теплоте. Оба FCW отличаются удобством использования сварщиком, что упрощает работу с ними.
В начало страницы
Лаборатория № 142 — Технология сварки
Металлообработка: ручная и полуавтоматическая сварка и процессы изготовления
Предназначен для курсовой работы 200 уровня для обучения практической сварке и методы и приложения изготовления металла. Лабораторное помещение имеет следующее оборудование особенности:
- 7 313 квадратных футов учебной площади
- Сварочное оборудование для стреловой станции
- Дуговая сварка металлическим электродом в среде защитного газа (SMAW) / дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) – переменный/постоянный ток, продвинутый уровень Технология формы волны переменного тока
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW) / Дуговая сварка порошковой проволокой (FCAW) — усовершенствованная форма волны постоянного тока технология с пульсацией
- Станция для резки вентиляционного стола с нижней тягой для ручного OFC и PAC
- Столы для плазменно-дуговой резки с ЧПУ (PAC).


 Дергая машину с автоматом на «галстуке», тоже необходимо придерживаться особых правил. Тащить автомобиль с автоматом можно только с включенным двигателем. Иначе масляный насос не работает и коробка испытывает дефицит смазки. Рукоятку коробки лучше перевести в режим D и помогать машине выбираться из ловушки с помощью газа. Можно оставить автомобиль и на нейтралке (N), но в этом режиме насос работает слабее и давление масла падает почти вдвое, отчего снижается эффективность смазки.
Дергая машину с автоматом на «галстуке», тоже необходимо придерживаться особых правил. Тащить автомобиль с автоматом можно только с включенным двигателем. Иначе масляный насос не работает и коробка испытывает дефицит смазки. Рукоятку коробки лучше перевести в режим D и помогать машине выбираться из ловушки с помощью газа. Можно оставить автомобиль и на нейтралке (N), но в этом режиме насос работает слабее и давление масла падает почти вдвое, отчего снижается эффективность смазки.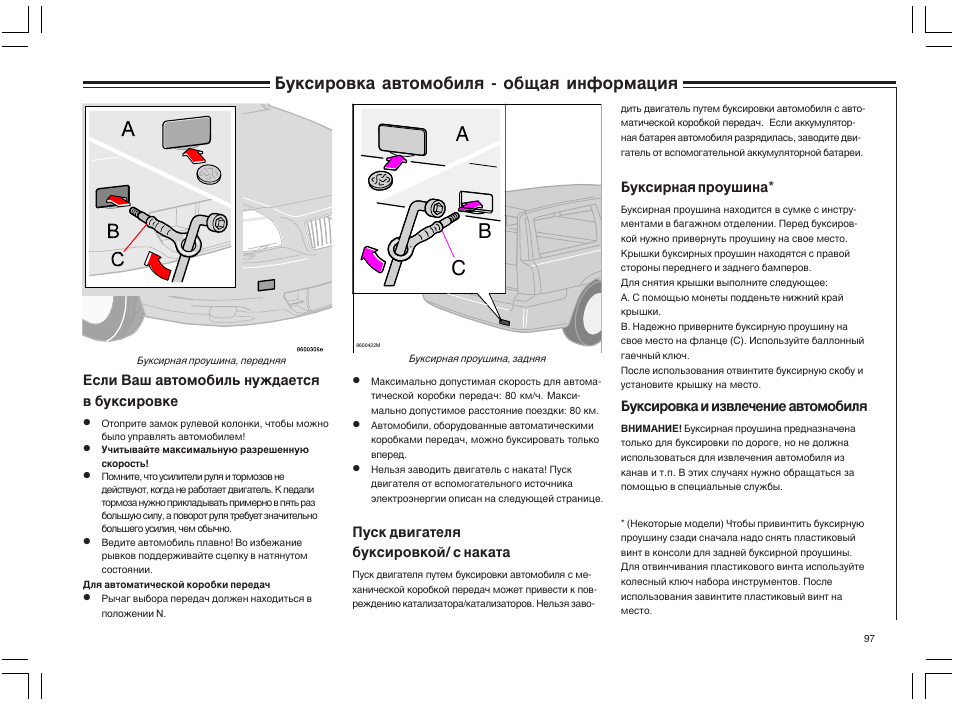 Что категорически нельзя делать на машинах с автоматом?
Что категорически нельзя делать на машинах с автоматом? Для того чтобы начать буксировку транспортного средства, их нужно вкрутить в специальные отверстия, которые скрываются за пластиковыми накладками в переднем и заднем бампере.
Для того чтобы начать буксировку транспортного средства, их нужно вкрутить в специальные отверстия, которые скрываются за пластиковыми накладками в переднем и заднем бампере. Также нужно быть готовым к тому, что усилители тормозов и рулевое управление при незаведенном двигателе не работают, в связи с чем требуется прилагать больше усилий для маневрирования и соблюдения дистанции между автомобилями.
Также нужно быть готовым к тому, что усилители тормозов и рулевое управление при незаведенном двигателе не работают, в связи с чем требуется прилагать больше усилий для маневрирования и соблюдения дистанции между автомобилями.
 Главное, и в том и в другом случае быть предельно внимательным и собранным. А если в такой транспортировке возникла необходимость зимой, будьте осторожны и заранее просчитывайте свои дальнейшие действия при совершении очередного маневра или остановки. Это позволит вам избежать плохих последствий и успешно завершить буксировку ТС.
Главное, и в том и в другом случае быть предельно внимательным и собранным. А если в такой транспортировке возникла необходимость зимой, будьте осторожны и заранее просчитывайте свои дальнейшие действия при совершении очередного маневра или остановки. Это позволит вам избежать плохих последствий и успешно завершить буксировку ТС. В нем конкретно говорится, что нельзя буксировать автомобили с автоматической коробкой передач и вариатором со скоростью более 20 миль в час и на расстояние не более 31 мили.
В нем конкретно говорится, что нельзя буксировать автомобили с автоматической коробкой передач и вариатором со скоростью более 20 миль в час и на расстояние не более 31 мили.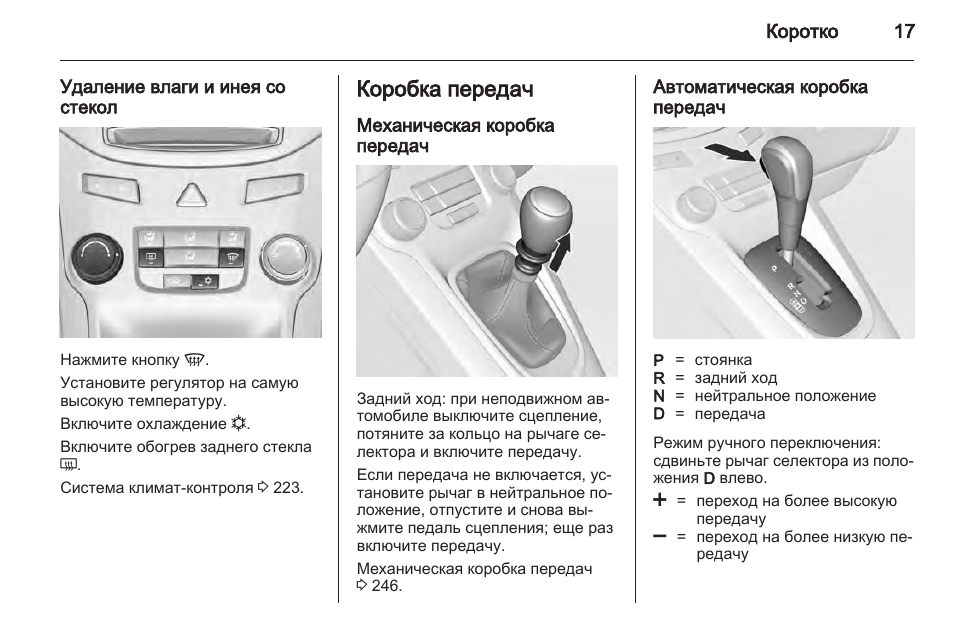 Рассмотрите компромисс между пробегом, топливом, умом и покупной ценой прицепа. Я изучил прицепы для буксируемых транспортных средств и нашел их вполне приемлемыми. Вы окупите затраты в кратчайшие сроки, особенно если найдете приличный подержанный.
Рассмотрите компромисс между пробегом, топливом, умом и покупной ценой прицепа. Я изучил прицепы для буксируемых транспортных средств и нашел их вполне приемлемыми. Вы окупите затраты в кратчайшие сроки, особенно если найдете приличный подержанный. Я не знаю, просто в этом есть что-то неправильное.
Я не знаю, просто в этом есть что-то неправильное. Передача затрагивается, даже если автомобиль находится в нейтральном положении. Суть в том, чтобы буксировать автомобиль, не затрагивая внутреннюю работу трансмиссии.
Передача затрагивается, даже если автомобиль находится в нейтральном положении. Суть в том, чтобы буксировать автомобиль, не затрагивая внутреннюю работу трансмиссии. Старайтесь не дать ему врезаться в землю. Храните приводной вал в автомобиле, чтобы использовать его позже.
Старайтесь не дать ему врезаться в землю. Храните приводной вал в автомобиле, чтобы использовать его позже.
 Если все в порядке, продолжайте буксировку. При длительных поездках проверяйте все каждый раз, когда останавливаетесь по какой-либо причине.
Если все в порядке, продолжайте буксировку. При длительных поездках проверяйте все каждый раз, когда останавливаетесь по какой-либо причине.

 Происходит это потому что газы вырывающиеся из двигателя максимально разогреваются в катализаторе, но выходя из него немного остывают (примерно на 7-10%).
Происходит это потому что газы вырывающиеся из двигателя максимально разогреваются в катализаторе, но выходя из него немного остывают (примерно на 7-10%). Если бы это влияло только на динамические показатели автомобиля – полбеды. Но плохой бензин не просто засоряет топливную аппаратуру, а и влияет на многие другие важные узлы, агрегаты и системы автомобиля. Страдают в первую очередь инжектор или карбюратор, но и катализатору достается здорово.
Если бы это влияло только на динамические показатели автомобиля – полбеды. Но плохой бензин не просто засоряет топливную аппаратуру, а и влияет на многие другие важные узлы, агрегаты и системы автомобиля. Страдают в первую очередь инжектор или карбюратор, но и катализатору достается здорово.
 Первичный нейтрализатор установлен в корпусе выпускного коллектора и этим обеспечивается его прогрев до рабочей температуры. В него вкручен лямбда-зонд, кислородный датчик, считывающий содержание углекислых газов и передающий их на ЭБУ.
Первичный нейтрализатор установлен в корпусе выпускного коллектора и этим обеспечивается его прогрев до рабочей температуры. В него вкручен лямбда-зонд, кислородный датчик, считывающий содержание углекислых газов и передающий их на ЭБУ.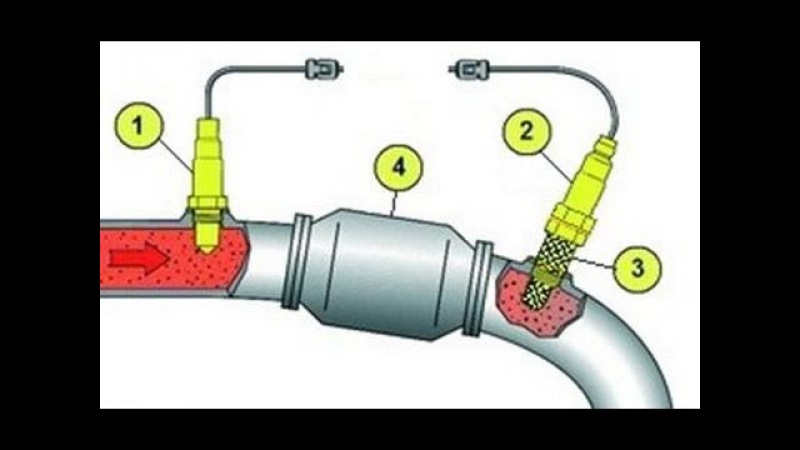 Поэтому под словом «ремонт» мы будем подразумевать удаление катализатора из выхлопной системы напрочь.
Поэтому под словом «ремонт» мы будем подразумевать удаление катализатора из выхлопной системы напрочь.

 Проверьте, есть ли другие коды, такие как P0171, P0172, P0174 или P0175. Эти коды могут означать, что двигатель получает неправильное соотношение топливо/воздух.
Проверьте, есть ли другие коды, такие как P0171, P0172, P0174 или P0175. Эти коды могут означать, что двигатель получает неправильное соотношение топливо/воздух. В зависимости от причины кода диагностика и ремонт могут быть простыми или очень сложными в домашних условиях. Вам может понадобиться доступ к сварочному аппарату, если вам нужно устранить утечку выхлопных газов. Вы также можете причинить больше вреда, пытаясь решить проблему.
В зависимости от причины кода диагностика и ремонт могут быть простыми или очень сложными в домашних условиях. Вам может понадобиться доступ к сварочному аппарату, если вам нужно устранить утечку выхлопных газов. Вы также можете причинить больше вреда, пытаясь решить проблему. Посмотрите, сможете ли вы исключить более сложный ремонт, прежде чем обращаться к механику.
Посмотрите, сможете ли вы исключить более сложный ремонт, прежде чем обращаться к механику. fixdapp.com/blog/how-to-replace-an-oxygen-sensor/
fixdapp.com/blog/how-to-replace-an-oxygen-sensor/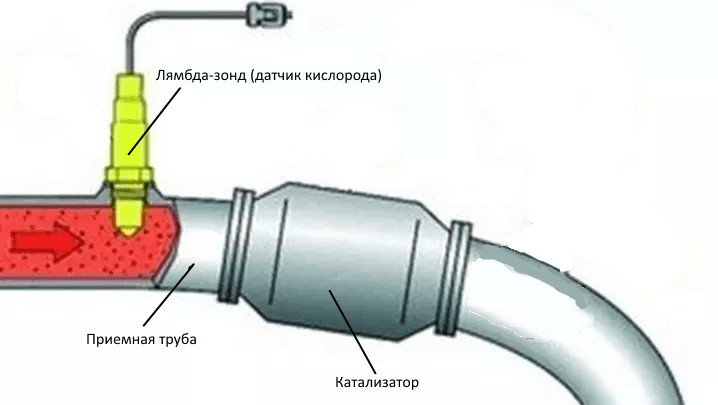 Если повреждение не сильное, можно исправить сваркой. Если у вас нет сварщика или вы не умеете сваривать, вы можете отвезти свой автомобиль в ремонтную мастерскую, чтобы они починили. Если повреждение более серьезное, возможно, вам придется заменить целые детали выхлопной системы.
Если повреждение не сильное, можно исправить сваркой. Если у вас нет сварщика или вы не умеете сваривать, вы можете отвезти свой автомобиль в ремонтную мастерскую, чтобы они починили. Если повреждение более серьезное, возможно, вам придется заменить целые детали выхлопной системы. Пропуски зажигания или неправильное соотношение воздух-топливо могут быть причинами отказа преобразователя.
Пропуски зажигания или неправильное соотношение воздух-топливо могут быть причинами отказа преобразователя. Вы можете использовать сканер OBD2, такой как FIXD, чтобы увидеть, присутствуют ли другие коды. Если присутствуют другие коды, такие как P0300 или P0171, они могут быть источником проблемы. Не заменяйте каталитический нейтрализатор, не исправив сначала эти коды. Если вы замените каталитический нейтрализатор, не исправив другой код, новый каталитический нейтрализатор снова выйдет из строя.
Вы можете использовать сканер OBD2, такой как FIXD, чтобы увидеть, присутствуют ли другие коды. Если присутствуют другие коды, такие как P0300 или P0171, они могут быть источником проблемы. Не заменяйте каталитический нейтрализатор, не исправив сначала эти коды. Если вы замените каталитический нейтрализатор, не исправив другой код, новый каталитический нейтрализатор снова выйдет из строя.
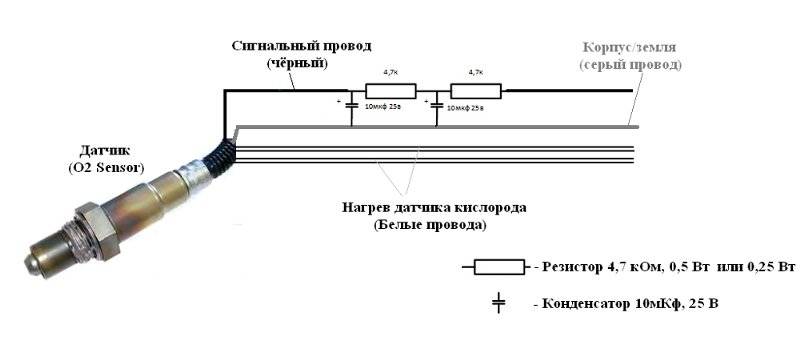
 Когда каталитический нейтрализатор работает, датчик O2 ниже по потоку должен показывать примерно 0,45 вольта.
Когда каталитический нейтрализатор работает, датчик O2 ниже по потоку должен показывать примерно 0,45 вольта. Когда это происходит, ваш выхлоп выделяет сероводород, и вы чувствуете запах тухлых яиц.
Когда это происходит, ваш выхлоп выделяет сероводород, и вы чувствуете запах тухлых яиц.

 Если у вас есть механик, устанавливающий его для вас, из-за этого будет больше трудозатрат. Если у вас больше опыта, это будет хорошим способом сэкономить деньги.
Если у вас есть механик, устанавливающий его для вас, из-за этого будет больше трудозатрат. Если у вас больше опыта, это будет хорошим способом сэкономить деньги. Это означает, что вам, возможно, придется купить еще один вскоре после замены первого.
Это означает, что вам, возможно, придется купить еще один вскоре после замены первого. Это потому, что работа каталитического нейтрализатора заключается в уменьшении количества загрязняющих веществ. Если выхлоп одинаковый до и после каталитического нейтрализатора, он не выполняет свою работу.
Это потому, что работа каталитического нейтрализатора заключается в уменьшении количества загрязняющих веществ. Если выхлоп одинаковый до и после каталитического нейтрализатора, он не выполняет свою работу. Эта металлическая канистра, установленная внутри выхлопной системы, помогает уменьшить загрязнение воздуха, превращая вредные элементы в более безопасные выбросы, которые выбрасываются через выхлопные газы вашего автомобиля. Замена каталитического нейтрализатора обычно стоит дорого, потому что металлы, необходимые для этого процесса преобразования — палладий, родий и платина — довольно дороги. Ремонт каталитического нейтрализатора — отличный способ сэкономить деньги и сохранить автомобиль в рабочем состоянии, но он требует раннего обнаружения проблемы.
Эта металлическая канистра, установленная внутри выхлопной системы, помогает уменьшить загрязнение воздуха, превращая вредные элементы в более безопасные выбросы, которые выбрасываются через выхлопные газы вашего автомобиля. Замена каталитического нейтрализатора обычно стоит дорого, потому что металлы, необходимые для этого процесса преобразования — палладий, родий и платина — довольно дороги. Ремонт каталитического нейтрализатора — отличный способ сэкономить деньги и сохранить автомобиль в рабочем состоянии, но он требует раннего обнаружения проблемы.
 Вот пять признаков того, что ваш каталитический нейтрализатор, возможно, нуждается в проверке:
Вот пять признаков того, что ваш каталитический нейтрализатор, возможно, нуждается в проверке: Некоторые из первых вещей, которые вы можете заметить, это снижение мощности, более медленное ускорение и плохая экономия топлива.
Некоторые из первых вещей, которые вы можете заметить, это снижение мощности, более медленное ускорение и плохая экономия топлива. Удаление и очистка каталитического нейтрализатора с помощью мойки высокого давления может помочь избавиться от накопившихся загрязняющих веществ и растворить отложения, которые могли образоваться внутри него. Это может сделать либо обученный специалист по обслуживанию, либо, если вы много работали с автомобилями, вы можете сделать это самостоятельно.
Удаление и очистка каталитического нейтрализатора с помощью мойки высокого давления может помочь избавиться от накопившихся загрязняющих веществ и растворить отложения, которые могли образоваться внутри него. Это может сделать либо обученный специалист по обслуживанию, либо, если вы много работали с автомобилями, вы можете сделать это самостоятельно.


 При выборе данного типа детали нужно делать дополнительные отверстия в кузове под крепление.
При выборе данного типа детали нужно делать дополнительные отверстия в кузове под крепление. А чтобы понять, для чего нужна эта желтая трубка, придется обратиться к устройству кузова автомобиля.
А чтобы понять, для чего нужна эта желтая трубка, придется обратиться к устройству кузова автомобиля.
 При езде по плохой дороге (ямы, колдобины, проселочная трасса), кренах, поворотах на кузов автомобиля действуют сильные нагрузки, которые его деформируют. Это отрицательным образом сказывается на управляемости автомобиля, что в итоге приводит к сокращению его срока службы. И на это есть свои причины:
При езде по плохой дороге (ямы, колдобины, проселочная трасса), кренах, поворотах на кузов автомобиля действуют сильные нагрузки, которые его деформируют. Это отрицательным образом сказывается на управляемости автомобиля, что в итоге приводит к сокращению его срока службы. И на это есть свои причины:
 В этом случае регулируемые растяжки – это единственно верный выход.
В этом случае регулируемые растяжки – это единственно верный выход.

 Начнем с особенностей передвижения по неровной местности: в этом случае колеса постоянно подвергаются сильным нагрузкам.
Начнем с особенностей передвижения по неровной местности: в этом случае колеса постоянно подвергаются сильным нагрузкам. Дело в том, что не всегда такая важная деталь способна противостоять боковым нагрузкам. С растяжкой передних стоек стабилизатору заметно легче выполнять свои функции.
Дело в том, что не всегда такая важная деталь способна противостоять боковым нагрузкам. С растяжкой передних стоек стабилизатору заметно легче выполнять свои функции.
 Настоящая гарантия распространяется на новые или восстановленные детали, которые являются оригинальными деталями Toyota. Оригинальные запчасти Toyota определяются как все детали и аксессуары Toyota, которые производятся или специально одобрены Toyota Motor Corporation и продаются компанией TMS или ее уполномоченными частными дистрибьюторами авторизованным дилерам.
Настоящая гарантия распространяется на новые или восстановленные детали, которые являются оригинальными деталями Toyota. Оригинальные запчасти Toyota определяются как все детали и аксессуары Toyota, которые производятся или специально одобрены Toyota Motor Corporation и продаются компанией TMS или ее уполномоченными частными дистрибьюторами авторизованным дилерам.  Ограниченная гарантия на новый автомобиль, в зависимости от того, что обеспечивает большее покрытие.
Ограниченная гарантия на новый автомобиль, в зависимости от того, что обеспечивает большее покрытие.


 Чтобы претендовать на эту гарантию, требуется доказательство первоначальной покупки.
Чтобы претендовать на эту гарантию, требуется доказательство первоначальной покупки.
 основе после этого на срок до 84 месяцев. Доля указана только для аккумулятора (на основе рекомендованной розничной цены) и не включает применимые налоги, трудозатраты на установку и буксировку.
основе после этого на срок до 84 месяцев. Доля указана только для аккумулятора (на основе рекомендованной розничной цены) и не включает применимые налоги, трудозатраты на установку и буксировку.

 И всё же в Японии этот автомобиль опять продавали под именем Celica XX (в кузове фастбэк – Soarer), а вот на других рынках уже появилось новое имя – Celica Supra.
И всё же в Японии этот автомобиль опять продавали под именем Celica XX (в кузове фастбэк – Soarer), а вот на других рынках уже появилось новое имя – Celica Supra. Машина стала заметно комфортнее, при этом сохранила спортивную азартность и умение ездить быстро, но недорого: её обслуживание стоило заметно дешевле, чем у конкурентов, а надёжность и ресурс стали почти эталонными.
Машина стала заметно комфортнее, при этом сохранила спортивную азартность и умение ездить быстро, но недорого: её обслуживание стоило заметно дешевле, чем у конкурентов, а надёжность и ресурс стали почти эталонными. А значит, настоящего императорского качества в этой машине быть уже не могло. Так четвёртое поколение и осталось последним поколением настоящих Toyota Supra.
А значит, настоящего императорского качества в этой машине быть уже не могло. Так четвёртое поколение и осталось последним поколением настоящих Toyota Supra. И тогда только развитые навыки управления автомобилем и спасают.
И тогда только развитые навыки управления автомобилем и спасают.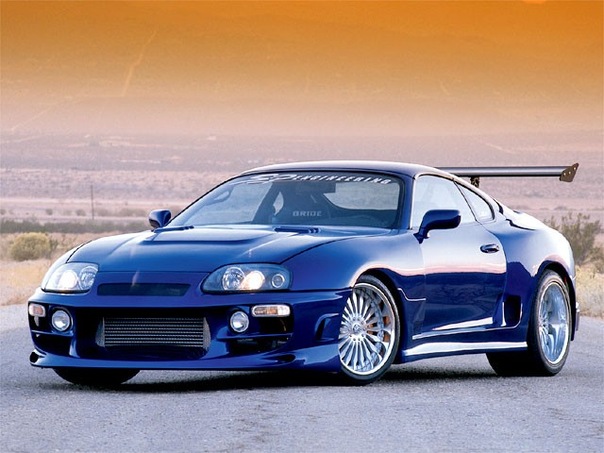 Тут виноваты и возраст машины, и желание постоянно её тюнинговать, и стремление некоторых ездоков разложить её об стену. Сохранившиеся стоковые экземпляры, если они не «конструкторы» и не «распилы», в цене постоянно растут. И те, кто не стал гробить свой изначально сохранившийся автомобиль очередным «проектом», часто рады удачному вложению денег и говорят нечто подобное: «Владельцы новых авто меня не поймут, потому что их машины стремительно дешевеют, а вот у меня нет. JDM фокус».
Тут виноваты и возраст машины, и желание постоянно её тюнинговать, и стремление некоторых ездоков разложить её об стену. Сохранившиеся стоковые экземпляры, если они не «конструкторы» и не «распилы», в цене постоянно растут. И те, кто не стал гробить свой изначально сохранившийся автомобиль очередным «проектом», часто рады удачному вложению денег и говорят нечто подобное: «Владельцы новых авто меня не поймут, потому что их машины стремительно дешевеют, а вот у меня нет. JDM фокус».  Так что даже не коллекционный экземпляр вполне можно купить, ухайдакать окончательно и продать практически за те же деньги очередному владельцу. Это какая-то магия Тойот, за которую их ненавидят покупатели на вторичном рынке и очень любят те, у кого Toyota уже есть.
Так что даже не коллекционный экземпляр вполне можно купить, ухайдакать окончательно и продать практически за те же деньги очередному владельцу. Это какая-то магия Тойот, за которую их ненавидят покупатели на вторичном рынке и очень любят те, у кого Toyota уже есть. Словом, будьте готовы заказывать грузовые такси, ездить двумя машинами, для вас даже поездка в “Ашан” станет проблемой. Не влезет туда тележка продуктов, максимум 2-3 больших пакета, не более. Но есть и плюсы: чаще гоняешь в магаз – более свежие продукты».
Словом, будьте готовы заказывать грузовые такси, ездить двумя машинами, для вас даже поездка в “Ашан” станет проблемой. Не влезет туда тележка продуктов, максимум 2-3 больших пакета, не более. Но есть и плюсы: чаще гоняешь в магаз – более свежие продукты». 
 И некоторые владельцы устраивают за этими коробками настоящую охоту. Махнуть атмосферный мотор 2JZ-GE на наддувный 2JZ-GTE – дело вообще святое. А ведь потом ещё надо в этот 2JZ-GTE «дунуть» какой-нибудь дикой турбиной, выжав из него хотя бы 500-600 л.с. Ну а дальше понеслось: нужны новые тормоза, выпуск, колёса и т.д. В общем, занятие бесконечное, особенно учитывая количество версий Супр (RZ , RZ-S, GZ, SZ, SZ-R, рестайлинг, машины для рынков разных стран), запчасти от которых можно комбинировать во множестве вариантов. Правда, иногда это получается только после обработки напильником.
И некоторые владельцы устраивают за этими коробками настоящую охоту. Махнуть атмосферный мотор 2JZ-GE на наддувный 2JZ-GTE – дело вообще святое. А ведь потом ещё надо в этот 2JZ-GTE «дунуть» какой-нибудь дикой турбиной, выжав из него хотя бы 500-600 л.с. Ну а дальше понеслось: нужны новые тормоза, выпуск, колёса и т.д. В общем, занятие бесконечное, особенно учитывая количество версий Супр (RZ , RZ-S, GZ, SZ, SZ-R, рестайлинг, машины для рынков разных стран), запчасти от которых можно комбинировать во множестве вариантов. Правда, иногда это получается только после обработки напильником. Там есть ещё несколько позиций по стайлингу, но это неважно. Знаете, чем заканчивается этот отзыв со списком проделанных работ? «P.S. Неспешно ищется 2JZ-GTE для предстоящего свапа…».
Там есть ещё несколько позиций по стайлингу, но это неважно. Знаете, чем заканчивается этот отзыв со списком проделанных работ? «P.S. Неспешно ищется 2JZ-GTE для предстоящего свапа…». 

 Это примерно 15-25 литров по Москве».
Это примерно 15-25 литров по Москве».  С этим её wow-эффектом, легендарной внешкой снаружи и не менее легендарным железом внутри»… Таких цитат много, не буду им забивать ваши головы. Интереснее обратить внимание вот на эту фразу: «Автомобиль, дарящий кучу эмоций и оставляющий пустой кошелек». С эмоциями-то всё понятно, а вот при чём тут кошелёк?
С этим её wow-эффектом, легендарной внешкой снаружи и не менее легендарным железом внутри»… Таких цитат много, не буду им забивать ваши головы. Интереснее обратить внимание вот на эту фразу: «Автомобиль, дарящий кучу эмоций и оставляющий пустой кошелек». С эмоциями-то всё понятно, а вот при чём тут кошелёк?
 Но «легенда» будет всё-таки точнее.
Но «легенда» будет всё-таки точнее. 06.2023
06.2023 06.2023
06.2023 03.2023
03.2023 с.) и 2JZ-GTE (турбо, 280 л.с. для Японии и Европы) Самая мощная версия 2JZ-GTE, выдающая 330л.с. (американская версия). Также серия двигателей 2JZ-GTE очень хорошо поддается тюнингу.
с.) и 2JZ-GTE (турбо, 280 л.с. для Японии и Европы) Самая мощная версия 2JZ-GTE, выдающая 330л.с. (американская версия). Также серия двигателей 2JZ-GTE очень хорошо поддается тюнингу. Благодаря совокупности этих качеств и заднему приводу, Supra пользуется большой популярностью среди любителей тюнинга.
Благодаря совокупности этих качеств и заднему приводу, Supra пользуется большой популярностью среди любителей тюнинга. youtube.com/embed/C80VGhmSakU» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/C80VGhmSakU» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  ru
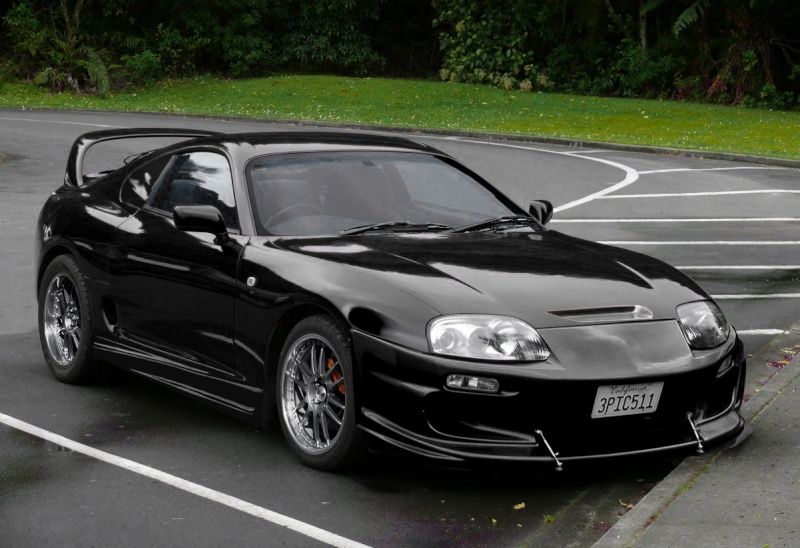
ru Это была редкая возможность прокатиться на последней версии хот-рода Toyota вплотную к вдохновителю ее предков — Supra четвертого поколения (кодовое название A80), которая продавалась в Соединенных Штатах с 1993 по 1996 год. чтобы узнать, насколько разные эти автомобили из-за руля, они оказались более похожими, чем мы ожидали.
Это была редкая возможность прокатиться на последней версии хот-рода Toyota вплотную к вдохновителю ее предков — Supra четвертого поколения (кодовое название A80), которая продавалась в Соединенных Штатах с 1993 по 1996 год. чтобы узнать, насколько разные эти автомобили из-за руля, они оказались более похожими, чем мы ожидали. С тех пор у меня была дюжина модифицированных Supra. Трудно бороться с желанием».
С тех пор у меня была дюжина модифицированных Supra. Трудно бороться с желанием». 2JZ-GTE — железный блок, алюминиевая 24-клапанная головка блока цилиндров, давление наддува 11,6 фунтов на квадратный дюйм. Это японский большой блок Chevy. Его мощность составляла 320 л. На 20 пони больше, чем у современного Nissan 300ZX Turbo, Chevrolet Corvette C4 или Mitsubishi 3000GT VR4, и на 65 больше, чем у Mazda в RX-7 третьего поколения. «Это были первые вещи, которые вы заменили, — сказал он. говорит, указывая на небольшой заводской продувочный клапан и крошечный промежуточный охладитель под правой фарой. «Большие клапаны и большой передний крепление (промежуточный охладитель) имеют большое значение». найти к концу ’90s, и автомобиль в конечном итоге стал легендарным среди импортных автомобилей, отчасти благодаря своей главной роли в оригинальном фильме «Форсаж ».
2JZ-GTE — железный блок, алюминиевая 24-клапанная головка блока цилиндров, давление наддува 11,6 фунтов на квадратный дюйм. Это японский большой блок Chevy. Его мощность составляла 320 л. На 20 пони больше, чем у современного Nissan 300ZX Turbo, Chevrolet Corvette C4 или Mitsubishi 3000GT VR4, и на 65 больше, чем у Mazda в RX-7 третьего поколения. «Это были первые вещи, которые вы заменили, — сказал он. говорит, указывая на небольшой заводской продувочный клапан и крошечный промежуточный охладитель под правой фарой. «Большие клапаны и большой передний крепление (промежуточный охладитель) имеют большое значение». найти к концу ’90s, и автомобиль в конечном итоге стал легендарным среди импортных автомобилей, отчасти благодаря своей главной роли в оригинальном фильме «Форсаж ». Он рассчитан на 335 лошадиных сил при 6500 об/мин и 365 Нм крутящего момента всего при 1600 об/мин, но, как мы узнали, он значительно мощнее, чем заявляет Toyota. Однако, в отличие от A80, который был доступен со стандартной шестиступенчатой механической коробкой передач или дополнительной четырехступенчатой автоматической коробкой передач, новая Supra доступна только с двумя педалями и быстрой восьмиступенчатой автоматической коробкой передач ZF с ручным режимом переключения передач. подрулевые переключатели.
Он рассчитан на 335 лошадиных сил при 6500 об/мин и 365 Нм крутящего момента всего при 1600 об/мин, но, как мы узнали, он значительно мощнее, чем заявляет Toyota. Однако, в отличие от A80, который был доступен со стандартной шестиступенчатой механической коробкой передач или дополнительной четырехступенчатой автоматической коробкой передач, новая Supra доступна только с двумя педалями и быстрой восьмиступенчатой автоматической коробкой передач ZF с ручным режимом переключения передач. подрулевые переключатели. Он даже использовал ковер из полого волокна, чтобы сбрить несколько граммов. Но меньший современный автомобиль весом 3372 фунта по-прежнему легче более чем на 100 фунтов. Что еще более важно, он лучше сбалансирован: всего 51,5% его массы приходится на передние колеса по сравнению с 53,0% у Mark IV.
Он даже использовал ковер из полого волокна, чтобы сбрить несколько граммов. Но меньший современный автомобиль весом 3372 фунта по-прежнему легче более чем на 100 фунтов. Что еще более важно, он лучше сбалансирован: всего 51,5% его массы приходится на передние колеса по сравнению с 53,0% у Mark IV. Обе машины показали впечатляющие 0,95 g поперечного ускорения на заносе и остановка с 70 миль в час через 160 футов.
Обе машины показали впечатляющие 0,95 g поперечного ускорения на заносе и остановка с 70 миль в час через 160 футов. Также, конечно же, его фирменный большой задний спойлер, который, как мы сказали, «похоже, был отстегнут от чего-то, произведенного Aerospatiale, но, слава фараонам, это всего лишь вариант». Тем не менее, он функционален, поскольку Toyota утверждает, что производит 66 фунтов прижимной силы при 90 миль/ч. Мы так же критически относились к внешнему виду новой Supra, который мы описали как «стиль, пришедший из-под моря». Но между ними не так уж много общего, если не считать их сладострастных задних бедер и приподнятых вверх крышек палубы.
Также, конечно же, его фирменный большой задний спойлер, который, как мы сказали, «похоже, был отстегнут от чего-то, произведенного Aerospatiale, но, слава фараонам, это всего лишь вариант». Тем не менее, он функционален, поскольку Toyota утверждает, что производит 66 фунтов прижимной силы при 90 миль/ч. Мы так же критически относились к внешнему виду новой Supra, который мы описали как «стиль, пришедший из-под моря». Но между ними не так уж много общего, если не считать их сладострастных задних бедер и приподнятых вверх крышек палубы. Залезая в старую Supra, можно повернуть время вспять с помощью прикуривателя в приборной панели, магнитолы и большой прямоугольной кнопки с надписью TRAC OFF.
Залезая в старую Supra, можно повернуть время вспять с помощью прикуривателя в приборной панели, магнитолы и большой прямоугольной кнопки с надписью TRAC OFF. Неудивительно, что многие из этих автомобилей носят неоригинальные выхлопные системы. Включите все передачи, и вы услышите больше турбосвиста, чем выхлопа. Напротив, новая Supra гораздо более вокальная, особенно в спортивном режиме вождения, с ее усиленной шестеркой, которая хлопает и стучит во время переключения передач и при разгоне.
Неудивительно, что многие из этих автомобилей носят неоригинальные выхлопные системы. Включите все передачи, и вы услышите больше турбосвиста, чем выхлопа. Напротив, новая Supra гораздо более вокальная, особенно в спортивном режиме вождения, с ее усиленной шестеркой, которая хлопает и стучит во время переключения передач и при разгоне.
 Однако жесткость его шасси является верным признаком его возраста. Даже с туго закрепленной на болтах панелью крыши конструкция A80 вялая по сравнению с монолитной прочностью современной машины.
Однако жесткость его шасси является верным признаком его возраста. Даже с туго закрепленной на болтах панелью крыши конструкция A80 вялая по сравнению с монолитной прочностью современной машины.
 США (базовая цена: 40 250 долл. США)
США (базовая цена: 40 250 долл. США) футов
футов  США (базовая цена: 54 945 долл. США)
США (базовая цена: 54 945 долл. США) Это все, что Скотт Олдхэм действительно хочет от жизни. Его гараж на три машины полон, как и подъездная дорожка. Необходимость в сочетании с плохим финансовым расчетом и неспособностью что-либо продать вынудила автомобильного писателя во втором поколении и энтузиаста дымного выгорания хранить несколько своих ценных американских классических автомобилей в арендованных гаражах по всему Лос-Анджелесу. Но не большой блок 1969 Camaro он построил вместе с отцом; что один остается рядом с домом.
Это все, что Скотт Олдхэм действительно хочет от жизни. Его гараж на три машины полон, как и подъездная дорожка. Необходимость в сочетании с плохим финансовым расчетом и неспособностью что-либо продать вынудила автомобильного писателя во втором поколении и энтузиаста дымного выгорания хранить несколько своих ценных американских классических автомобилей в арендованных гаражах по всему Лос-Анджелесу. Но не большой блок 1969 Camaro он построил вместе с отцом; что один остается рядом с домом. Toyota сотрудничала с BMW над Mk5 и использовала двигатель BMW, а не двигатель Toyota 2JZ, который стал легендарным на рынке. Это было не то же самое.
Toyota сотрудничала с BMW над Mk5 и использовала двигатель BMW, а не двигатель Toyota 2JZ, который стал легендарным на рынке. Это было не то же самое.
 Но что действительно имело значение, так это то, что Supra Mk4 осталась верна своей уникальной конструкции двигателя.
Но что действительно имело значение, так это то, что Supra Mk4 осталась верна своей уникальной конструкции двигателя. И рынок реагирует на потребительский спрос. Модифицированных автомобилей с каждым годом становится все больше.
И рынок реагирует на потребительский спрос. Модифицированных автомобилей с каждым годом становится все больше.
 Звук они также гасили достаточно эффективно, если сравнивать с полным отсутствием каких-либо устройств на выхлопных патрубках мотора
Звук они также гасили достаточно эффективно, если сравнивать с полным отсутствием каких-либо устройств на выхлопных патрубках мотора Ситуация усугубляется внешней коррозией, поскольку глушители располагаются под днищем автомобиля и подвергаются атакам всей той химии, которая поднимается колёсами с дороги.
Ситуация усугубляется внешней коррозией, поскольку глушители располагаются под днищем автомобиля и подвергаются атакам всей той химии, которая поднимается колёсами с дороги.
 Потребуется также рабочее место и минимальный набор инструментов.
Потребуется также рабочее место и минимальный набор инструментов.


 Больше всего нареканий вызывают именно выхлопные системы. Если система заменяется полностью, то будьте уверены — она сразу не станет на штатное место и придётся долго и нудно проводить доработку. После подгонки можно успокоиться и ездить, но это продлится не очень долго, так как глушитель быстро начинает ржаветь, прогорать с вытекающими последствиями. Сегодняшние штатные системы, особенно «хвост», прогорают уже через год.
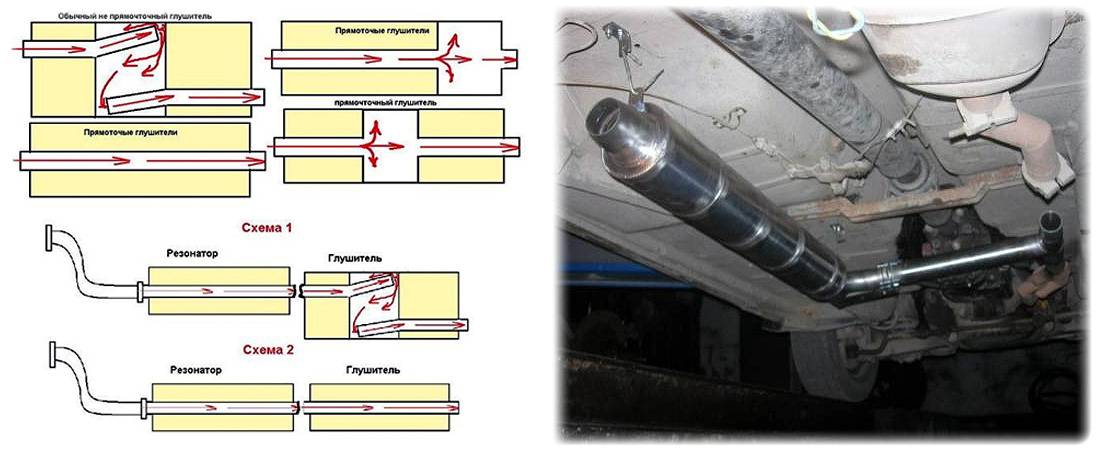
Больше всего нареканий вызывают именно выхлопные системы. Если система заменяется полностью, то будьте уверены — она сразу не станет на штатное место и придётся долго и нудно проводить доработку. После подгонки можно успокоиться и ездить, но это продлится не очень долго, так как глушитель быстро начинает ржаветь, прогорать с вытекающими последствиями. Сегодняшние штатные системы, особенно «хвост», прогорают уже через год. Вариантов изготовления совсем немного:
Вариантов изготовления совсем немного: Тонкостенную трубу, которую используют на заводах, возможно, найти не удастся, но можно её заменить тонкостенной водопроводной. Конструкция в любом случае станет чуть тяжелее, но это даже лучше, ведь мотор будет работать тише.
Тонкостенную трубу, которую используют на заводах, возможно, найти не удастся, но можно её заменить тонкостенной водопроводной. Конструкция в любом случае станет чуть тяжелее, но это даже лучше, ведь мотор будет работать тише. Такие изменения приведут к значительному снижению шума и увеличению срока службы изделия.
Такие изменения приведут к значительному снижению шума и увеличению срока службы изделия. Единственными исключениями являются двигатели с наддувом или турбонаддувом, двигатели, оптимизированные для большого количества закиси азота, и сильно модифицированные безнаддувные двигатели с огромными распредвалами. Эти типы двигателей значительно увеличивают объем выхлопных газов и просто нуждаются в трубах большего размера, чтобы избавиться от всего этого, или, в случае высоконагруженного двигателя NA, они очень чувствительны к небольшому противодавлению.
Единственными исключениями являются двигатели с наддувом или турбонаддувом, двигатели, оптимизированные для большого количества закиси азота, и сильно модифицированные безнаддувные двигатели с огромными распредвалами. Эти типы двигателей значительно увеличивают объем выхлопных газов и просто нуждаются в трубах большего размера, чтобы избавиться от всего этого, или, в случае высоконагруженного двигателя NA, они очень чувствительны к небольшому противодавлению. При некотором тщательном размышлении они также могут быть довольно тихими. Шумовые волны проходят через перфорацию и поглощаются насадкой. Глушитель Greddy наверху имеет сетку из нержавеющей стали для защиты пушистых керамических кубиков от тепла выхлопных газов, в то время как глушитель внизу имеет набивку из нержавеющей сетки. Пушистый материал лучше поглощает высокие частоты и чистые низкие частоты.
При некотором тщательном размышлении они также могут быть довольно тихими. Шумовые волны проходят через перфорацию и поглощаются насадкой. Глушитель Greddy наверху имеет сетку из нержавеющей стали для защиты пушистых керамических кубиков от тепла выхлопных газов, в то время как глушитель внизу имеет набивку из нержавеющей сетки. Пушистый материал лучше поглощает высокие частоты и чистые низкие частоты.  Вы можете видеть прямо сквозь эти типы глушителей. Жалюзийный или перфорированный сердечник обычно обернут либо стекловолоконной ватой, отсюда и старый школьный термин Glass-Pack, либо на лучших глушителях сеткой из нержавеющей стали, покрытой керамическим волокном, чтобы дополнительно поглощать звук.
Вы можете видеть прямо сквозь эти типы глушителей. Жалюзийный или перфорированный сердечник обычно обернут либо стекловолоконной ватой, отсюда и старый школьный термин Glass-Pack, либо на лучших глушителях сеткой из нержавеющей стали, покрытой керамическим волокном, чтобы дополнительно поглощать звук. Если бы у глушителя были перегородки, препятствующие движению пули, у вас определенно были бы проблемы! То же самое верно и для глушителя с перфорированным сердечником, прямопроходного, без перегородок, без ограничений и без противодавления.
Если бы у глушителя были перегородки, препятствующие движению пули, у вас определенно были бы проблемы! То же самое верно и для глушителя с перфорированным сердечником, прямопроходного, без перегородок, без ограничений и без противодавления. Если вы используете один из этих глушителей, вы можете уменьшить противодавление, сдвинув глушитель назад и получив глушитель с диаметром сердечника на 1/2 дюйма больше, чем труба. Жалюзийные глушители работают тише, чем глушители с перфорированным сердечником.
Если вы используете один из этих глушителей, вы можете уменьшить противодавление, сдвинув глушитель назад и получив глушитель с диаметром сердечника на 1/2 дюйма больше, чем труба. Жалюзийные глушители работают тише, чем глушители с перфорированным сердечником.  Такие глушители, как Walker Ultra Flow, Thermal, Apexi, Borla, Edelbrock или Magnaflow, являются примерами хороших глушителей с низким противодавлением и абсорбирующей конструкцией. Многие готовые выхлопные трубы, такие как Apexi, Tanabe, Greddy, Borla, Maganaflow, Thermal или HKS, также имеют глушители со свободной абсорбционной конструкцией.
Такие глушители, как Walker Ultra Flow, Thermal, Apexi, Borla, Edelbrock или Magnaflow, являются примерами хороших глушителей с низким противодавлением и абсорбирующей конструкцией. Многие готовые выхлопные трубы, такие как Apexi, Tanabe, Greddy, Borla, Maganaflow, Thermal или HKS, также имеют глушители со свободной абсорбционной конструкцией.
 Сначала отрежьте оба конца глушителя (где находятся патрубки) как можно ближе к внешнему корпусу. После того, как вы обрежете концы, разрежьте внутреннюю трубку, чтобы отделить концы. Отрежьте заглушки с обоих концов и вварите заглушку из листового металла в круглые отверстия там, где они были раньше. Вырежьте отверстие диаметром 2,5–3 дюйма в центре обоих концов.
Сначала отрежьте оба конца глушителя (где находятся патрубки) как можно ближе к внешнему корпусу. После того, как вы обрежете концы, разрежьте внутреннюю трубку, чтобы отделить концы. Отрежьте заглушки с обоих концов и вварите заглушку из листового металла в круглые отверстия там, где они были раньше. Вырежьте отверстие диаметром 2,5–3 дюйма в центре обоих концов.

 В крышке есть кисточка.) лак, дайте просохнуть 24 часа. После чего отполировать места подкраски.
В крышке есть кисточка.) лак, дайте просохнуть 24 часа. После чего отполировать места подкраски.

 0005 Коммерческая система 130 Color Мобильная или стационарная Местоположение Paint Chip Repair Systems
0005 Коммерческая система 130 Color Мобильная или стационарная Местоположение Paint Chip Repair Systems 

 Катайте его там, где вам это нужно!
Катайте его там, где вам это нужно! Ремонт без пятен. Гарантировано.
Ремонт без пятен. Гарантировано.

 Переключитесь на режим переднего привода 2WD для максимальной топливной эффективности.
Переключитесь на режим переднего привода 2WD для максимальной топливной эффективности.
 Комплектации и цены могут быть изменены без предварительного оповещения.
Комплектации и цены могут быть изменены без предварительного оповещения. см
см ,898
,898

 В то время как новый шумный новый моноклональный синдром Альцгеймера…
В то время как новый шумный новый моноклональный синдром Альцгеймера…
 Такой…
Такой… Пока там…
Пока там…


 Но забота тоже приходит…
Но забота тоже приходит…



 org/ListItem»> Легковые автомобили
org/ListItem»> Легковые автомобили 0L, полный привод
0L, полный привод , 250000 км, Дизель
, 250000 км, Дизель 8L
8L 2L, полный привод, газ
2L, полный привод, газ 6L, газ
6L, газ 7 л, полный привод, газ 90 005
7 л, полный привод, газ 90 005 , 30 000 км, Бензин
, 30 000 км, Бензин 6L, полный привод
6L, полный привод
 Посадка, биомеханика, и прочие детали воспроизведены нами с максимальной точностью.
Посадка, биомеханика, и прочие детали воспроизведены нами с максимальной точностью. Свободная тема, собственный эскиз. Начиная с сентября 2014 (дополнительно) финальная работа включает в себя возможность применения ЭКСКЛЮЗИВНЫХ СУПЕР-КРАСОК. Таких как: флуоресцентные и светонакопительные краски, невидимые краски (создаются специальные условия рабочего места), перламутры, кэнди концентраты, металлики, ксералики. Вы сможете открыть для себя дополнительные сюрреалистичные возможности в творчестве, научитесь работать с новейшими материалами от ведущих мировых производителей, и колоссально расширите круг своих навыков!
Свободная тема, собственный эскиз. Начиная с сентября 2014 (дополнительно) финальная работа включает в себя возможность применения ЭКСКЛЮЗИВНЫХ СУПЕР-КРАСОК. Таких как: флуоресцентные и светонакопительные краски, невидимые краски (создаются специальные условия рабочего места), перламутры, кэнди концентраты, металлики, ксералики. Вы сможете открыть для себя дополнительные сюрреалистичные возможности в творчестве, научитесь работать с новейшими материалами от ведущих мировых производителей, и колоссально расширите круг своих навыков!
 youtube.com/embed/lcyG1xAx4bM?wmode=opaque&showinfo=0&autoplay=0&controls=1&modestbranding=0&vq=&rel=0″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/lcyG1xAx4bM?wmode=opaque&showinfo=0&autoplay=0&controls=1&modestbranding=0&vq=&rel=0″ frameborder=»0″ allowfullscreen=»»>  — Линия, отрабатываем на примере Совы. — Окружность, отрабатываем на примере Собаки. — Комета и Петля, отрабатываем на примере Осминожки.
— Линия, отрабатываем на примере Совы. — Окружность, отрабатываем на примере Собаки. — Комета и Петля, отрабатываем на примере Осминожки.
 Зачем и как пригодятся, что с ними дальше то делать?
Зачем и как пригодятся, что с ними дальше то делать? Они будут вам открываться в порядке выполнения
Они будут вам открываться в порядке выполнения Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенСвазилендШвецияШвейцарияСирияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенСвазилендШвецияШвейцарияСирияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве org/Brand»>
НЕНАЗВАННЫЙ бренд (2 отзыва)
Написать обзор
org/Brand»>
НЕНАЗВАННЫЙ бренд (2 отзыва)
Написать обзор Наша команда собрала его, чтобы новичкам было легче освоить аэрографию. Все поставляется в небольшой коробке и включает в себя:
Наша команда собрала его, чтобы новичкам было легче освоить аэрографию. Все поставляется в небольшой коробке и включает в себя:
 com/cordless-airbr…
com/cordless-airbr…