сварка феном, пайка паяльником, склеивание, подробно
Ремонт бампера во многих случаях в разы дешевле покупки нового. Практически любой поврежденный пластиковый бампер можно отремонтировать, правда в некоторых случаях проще и дешевле купить и поставить новый. Бампер является самой повреждаемой частью кузова автомобиля. Чаще всего повреждения бампера вызываются ошибками парковки, когда водитель не заметил препятствие или не рассчитал размер свободного пространства. Бампер был изначально задуман как буфер, защищающий кузов автомобиля от повреждений. С течением времени главной функцией бампера стало обеспечивать автомобилю привлекательный внешний вид.
В своей статье мы расскажем о видах повреждений пластиковых бамперов, о том из каких материалов изготавливают бамперы, свойствах этих материалов, опишем все основные способы ремонта пластиковых бамперов, приведем пошаговые инструкции по выполнению ремонтных работ.
Содержание
Виды повреждений пластиковых бамперов
Царапины
Царапинами называют несквозные повреждения поверхности бампера в виде борозд. Царапины бампера разделяются на два типа:
Царапины бампера разделяются на два типа:
- поверхностные царапины — нарушено только лакокрасочное покрытие бампера до слоя грунтовки.
- Глубокие царапины — борозды повреждения имеют значительную глубину, при этом поврежден не только лакокрасочный слой и слой грунтовки, но и сам пластик бампера.
Не стоит слишком затягивать с устранением царапин на бампере, со временем они могут превратиться в трещины.
Царапины на бампере устраняются с помощью шлифования наждачной бумагой или шлифовальной машинкой. Поверхность бампера пришлифовывается до гладкого состояния, затем поверхность бампера шпаклюется, грунтуется и красится.
Вмятины
Вмятинами называют деформации поверхности пластикового бампера из-за местного растяжения пластмассы. Вмятины образуются из-за сильного механического воздействия на бампер. Вмятины часто сопровождаются царапинами и трещинами.
Для устранения вмятины деформированную часть бампера нагревают с помощью строительного фена или газовой горелки. Когда деформированный участок бампера размягчиться, вмятину распрямляют, возвращая бамперу правильную форму.
Когда деформированный участок бампера размягчиться, вмятину распрямляют, возвращая бамперу правильную форму.
Трещины
Трещинами называются сквозные повреждения бампера, имеющие разную длину и форму. Трещины являются самым распространенным видом повреждения бампера. Не устраненные вовремя трещины, со временем под действием вибрации увеличиваются в длину. Существуют разные способы ремонта трещин бампера: сваривание термофеном, склеивание стекловолокном и жидким полимером, впаивание металлической сетки или металлических скобок паяльником. Выбор способа ремонта зависит от материала из которого изготовлен бампер и размеров и внешнего вида повреждения.
Сколы
Сколами называют сквозные повреждения бампера с отделением от бампера отдельных фрагментов. Сколы чаще всего появляются по краям бампера после столкновения автомобиля с препятствиями. Способы ремонта сколов бампера аналогичны способам ремонта трещин.
Виды материалов бамперов
Бампера современных автомобилей могут быть изготовлены из разных видов пластика. Перед началом ремонта для выбора правильного способа ремонта следует определить вид пластика. Проще всего это сделать, взглянув на внутреннюю сторону бампера, где вид используемого для изготовления бампера пластика должен быть обозначен с помощью буквенного кода. При отсутствии маркировки на обратной стороне бампера, вид пластика можно определить по косвенным признакам, подвергая испытаниям отломившийся кусок бампера. Опытные мастера определяют тип пластика по одному внешнему виду.
Перед началом ремонта для выбора правильного способа ремонта следует определить вид пластика. Проще всего это сделать, взглянув на внутреннюю сторону бампера, где вид используемого для изготовления бампера пластика должен быть обозначен с помощью буквенного кода. При отсутствии маркировки на обратной стороне бампера, вид пластика можно определить по косвенным признакам, подвергая испытаниям отломившийся кусок бампера. Опытные мастера определяют тип пластика по одному внешнему виду.
Основными видами пластиков, используемых для изготовления пластиковых бамперов, являются:
- PP — полипропилен, гибкий и прочный на разрыв, размягчается при нагреве, горит ясным пламенем, синим в основании и желтой вершиной, при горении не образует копоти, образует капли во время горения, при горении выделяет запах напоминающий нефть или воск, не гасит себя, не растворяется в ацетоне. Хорошо сваривается феном, паяется паяльником, использование армирующего материала не обязательно. При сварке и пайке важно соблюдать температурный режим.
 Температура плавления 300℃, температуру сварки 300-340℃, температура разрушения 350-370℃.
Температура плавления 300℃, температуру сварки 300-340℃, температура разрушения 350-370℃. - ABS — акрилонитриловый бутадиен стирол, хрупкий, при сгибании изгиб белеет, горит со вспышками, оранжевым пламенем, сильно коптит, быстро переходит из твердого состояния в жидкое, очень текучий, при перегреве пузыриться, при горении пахнет каучуком, не гасит себя, легко растворяется в ацетоне. Сваривается феном, паяется мощным паяльником, газовой горелкой, склеивается. Температура плавления 350℃, температуру сварки 350-370℃, температура разрушения 380-400℃.
- PA — полиамид, при сгибании изгиб белеет, горит плохо, желтым пламенем с синим основанием, при горении тает, пенится, выделяет резкий запах муравьиной кислоты, гасит себя, не растворяется в ацетоне. Сваривается феном, паяется мощным паяльником, газовой горелкой, склеивается. Температура плавления 400℃, температуру сварки 400-440℃, температура разрушения 450-470℃.
- PUR — полиуретан, с трудом поддается свариванию и пайке, требует хорошего армирования. Сваривается феном, паяется паяльником с точной регулировкой температуры. Важно не перегревать деталь. Температура плавления полиуретана 200℃.
- PC — поликарбонат, горит желтым пламенем, со вспышками и пылающим пеплом, при горении издает запах карамели, частично гасит себя. Температура плавления 350℃, температуру сварки 350-370℃, температура разрушения 380-400℃.
- PE — полиэтилен, горит ясным пламенем, с желтой вершиной и синим основанием, во время горения образует капли и издает запах напоминающий стеарин, не гасит себя. Температура плавления 270-300℃.
- PVC — поливинилхлорид. Сваривается феном, паяется паяльником. Шов нужно обязательно армировать, из-за невысокой прочности ПВХ. Температура плавления 300-400℃.
- Стеклопластик — не имеет особой маркировки, ремонтируется накладыванием в несколько слоев стеклотканью и пропитыванием ее полиэфирной или эпоксидной смолой.
 Температура плавления 300℃, температуру сварки 300-340℃, температура разрушения 350-370℃.
Температура плавления 300℃, температуру сварки 300-340℃, температура разрушения 350-370℃. Сваривается феном, паяется паяльником с точной регулировкой температуры. Важно не перегревать деталь. Температура плавления полиуретана 200℃.
Сваривается феном, паяется паяльником с точной регулировкой температуры. Важно не перегревать деталь. Температура плавления полиуретана 200℃.Способы ремонта пластиковых бамперов
Сварка бампера присадочными прутками и феном
Сварка бампера с помощью присадочных прутков и фена является самым прочным способом ремонта пластиковых бамперов. С процессе сварки, при плавлении присадочного прутка и бампера получается монолитное соединение, не уступающее по прочности целому, не подвергавшемуся ремонту бамперу. Сварка бампера феном позволяет заделывать трещины и сколы бампера.
С процессе сварки, при плавлении присадочного прутка и бампера получается монолитное соединение, не уступающее по прочности целому, не подвергавшемуся ремонту бамперу. Сварка бампера феном позволяет заделывать трещины и сколы бампера.
Для качественной сварки бампера желательно использовать фен (термовоздуходувку) с плавной регулировкой температуры и регулировкой подачи воздуха. Для фена понадобятся комплект насадок для сварки. Лучше всего для сварки пластиковых бамперов подходит сварочная насадка с соплом диаметром 5-7 мм.
Для сварки пластиковых бамперов используют специальные присадочные прутки. Присадочные прутки могут быть плоской, треугольной, круглой формы. Прутки обязательно должны быть из того же вида пластика, что и бампер. При отсутствии прутков можно их заменить тонкими полосками вырезанными из другого бампера, который должен быть изготовлен из такого же пластика, что и бампер ремонтируемого автомобиля.
При ремонте больших трещин и пробоин может потребоваться использование армирующего материала, в качестве которого используются металлическая сетка или скобы от строительного степлера. Сетка и скобы нагреваются феном и вдавливаются в пластик с внутренней стороны бампера.
Сетка и скобы нагреваются феном и вдавливаются в пластик с внутренней стороны бампера.
При ремонте пластикового бампера важен нагрев до нужной температуры. При нагреве до температуры пластичности, пластику можно придать определенную форму, загнуть его в нужном направлении. При нагреве до температуры плавления, пластик можно сваривать, соединяя детали между собой. При нагреве до температуры разрушения, пластик застывает, но сварной шов содержит продукты разложение пластика и не обладает необходимой прочностью.
Сварку пластикового бампера производят в следующем порядке:
- бампер зачищают по обе стороны от будущего сварного шва на ширину 15 мм. Концы трещин засверливают для предотвращения их дальнейшего роста. С помощью дремеля с конусной насадкой или с помощью болгарки снимают фаску с обоих сторон будущего шва, так чтобы образовалось углубление в виде канавки, в которую в дальнейшем уложиться расплавленный присадочный пруток.
- Трещину или части сломанного бампера соединяют и фиксируют специальными зажимами, струбцинами-прищепками или металлическим скотчем.
- На фене выставляют температуру около 300-350 градусов и прогревают его в течение 5-10 минут для стабилизации температуры горячего воздуха. Сначала лучше выставить меньшую температуру на фене, затем если пруток не плавиться, ее постепенно повышают.
- Для облегчения начала процесса сварки, конец прутка нужно заострить. При сварке пруток держат под углом 45 градусов, придавливая с усилием в сторону шва. Поток горячего воздуха должен быть направлен таким образом, чтобы плавился не только пруток, но и тонкие края бампера на месте шва. Пруток расплавляется и под усилием надавливания, укладывается в подготовленную канавку.
- При необходимости сварку можно производить в два этапа: сначала короткими швами (прихватками) по всей длине скрепляют края поврежденного участка бампера, затем производят окончательную сварку.
- Для усиления сварного шва без использования армирующего материала некоторые мастера делают поперечные перемычки из присадочного прутка с внутренней стороны бампера через каждые 3–5 см.
- Получившийся шов должен быть гладким и возвышаться над свариваемой поверхностью. Сначала бампер сваривают с внутренней стороны, затем с лицевой стороны.
- Бампер после сварки должен остыть в течение 5-10 минут, за это время не стоит проверять сварной шов на прочность или производить бампером резкие движения, все это может привести к нарушению целостности шва.
- После полного остывания пластика бампера следует срезать все выступающие неровности, а затем отшлифовать бампер с помощью наждачной бумаги.


Пайка бампера паяльником
С помощью пайки паяльником можно устранять трещины и сколы на пластиковых бамперах. Лучше всего паяльником получается паять бампера из полиамида, хуже из полипропилена, бампера из пластика ABS паяльником лучше не ремонтировать.
Паяльник не имеет возможности регулировки мощности, поэтому очень трудно выдержать нужную температуру, что приводит к перегреву. Паяльником очень сложно прогреть пластик на нужную глубину и температуру, что приводит к невозможности получить однородно-монолитное соединение.
Для пайки бамперов из полиуретана, полипропилена, поливинилхлорида (ПВХ) используют паяльник мощностью 80 Ватт. Для пайки бамперов из полиамида и пластика ABS используют паяльник мощностью 100 Ватт.
При ремонте бампера из тонкого пластика, в случае, если место повреждения имеет неровные края или находится у края бампера или имеет трудную форму, то при пайке используют металлическую армирующую сетку. При ремонте небольших повреждений вместо металлической армирующей сетки можно использовать металлические скобы для строительного степлера, которые впаивают через 2 см вдоль всей длины трещины. Небольшие повреждения можно запаивать вообще без армирования.
Пайку пластикового бампера с помощью паяльника производят в следующем порядке:
- из металлической армирующей сетки вырезают заплатку, по размерам чуть больше размеров повреждения на бампере.
- Армирующую сетку впаивают паяльником во внутреннюю поверхность бампера, соединяя разорванные края трещины. Сетку нужно постараться утопить как можно глубже в пластик, но не повредить при этом лицевую сторону бампера.
- Паяльником пропаивают шов с внешней стороны бампера, расплавленным пластиком замазывая армирующую сетку.
 Сетку нужно постараться утопить как можно глубже в пластик, но не повредить при этом лицевую сторону бампера.
Сетку нужно постараться утопить как можно глубже в пластик, но не повредить при этом лицевую сторону бампера.При ремонте небольших повреждений, когда не используется армирующая сетка, острым жалом паяльника с внутренней стороны бампера делают поперечные насечки через 1–2 см для предварительной фиксации краев повреждения, затем плоской стороной жала паяльника заполняются оставшиеся зазоры и выравнивают поверхность. Затем тоже самое делают с лицевой стороны бампера.
Пайка бампера с помощью газовой горелки
Паять пластиковый бампер газовой горелкой не получится, из-за слишком высокой температуры, которая может достигать 1000 градусов. Для использования газовой горелки для пайки необходимо приобрести специальную насадку-пламегаситель, либо воспользоваться газовым паяльником Dremel, где такая насадка входит в комплект.
Пайка газовой горелкой не отличается от сварки феном:
- с краев будущего шва снимается фаска.
- Газовая горелка с насадкой подносится к зоне шва, пламенем горелки расплавляется присадочный пруток и края трещины, пруток вдавливается в канавку шва.
- После остывания место шва зачищается и шлифуется.

Большинство мастеров, занимающихся ремонтом пластиковых бамперов, используют газовую горелку не для пайки, а в качестве дополнительного инструмента при других способах ремонта бампера, например для нагрева армирующей сетки или степлерных скоб.
Склеивание
Склеивание с помощью стеклоткани и эпоксидной или полиэфирной смолы применяют для ремонта бамперов из стеклопластика, а в некоторых случаях и для ремонта бамперов из твердых тугоплавких пластмасс. Недостатком ремонта бампера таким способом является невысокая прочность и хрупкость места ремонта.
Склеивание бампера с помощью стеклоткани и эпоксидной или полиэфирной смолы производят в следующем порядке:
- зачистите лицевую и обратную сторону бампера в месте повреждения с помощью мелкозернистой наждачной бумаги на 5 см от края трещины, скола или пробоя.
- С лицевой стороны бампера заклейте место повреждения скотчем.
- Обезжирьте края повреждения с обратной стороны бампера.
- Вырежьте из стеклоткани несколько заплат по размерам на 5 см больше места повреждения.
- В пластиковой емкости смешайте смолу с отвердителем в пропорциях указанных производителем, тщательно перемешайте.
- Нанесите кисточкой смолу на место повреждения с внутренней стороны бампера.
- Наложите заплатку из стеклоткани на место повреждения и разгладьте ее.
- Промажьте смолой и наложите следующую заплатку из стеклоткани, повторяйте пока толщина слоя не достигнет примерной толщины бампера.
- После подсыхания смолы с внутренней стороны бампера, снимите скотч с лицевой стороны, сгладьте края вокруг повреждения и сформируйте впадину.
- Обезжирить поверхность зоны ремонта с лицевой стороны бампера.
- Нанесите с помощью кисти смолу, приложите заплатку из стеклоткани, разгладьте ее.
- Повторяйте наносить кистью смолу и накладывать заплатки из стеклоткани пока не достигните одного уровня с поверхностью бампера.
- Полностью просушите бампер.
- Тщательно отшлифуйте поверхность бампера мелкозернистой наждачной бумагой.


Шлифовка
После сварки, пайки или склейки пластикового бампера, поверхность бампера тщательно шлифуют с помощью наждачной бумаги. Сначала используют наждачную бумагу с зернистостью 100-120, затем с зернистостью 180 и окончательно доводят наждачной бумагой с зернистостью 320.
Шпаклевка
Шпаклевку пластикового бампера производят для восстановления геометрии бампера и выравнивания его поверхности. Шпатлевку на носят на участок бампера, на котором находится повреждение, выравнивают ее, дают высохнуть, затем шлифуют с помощью наждачной бумаги. Шпаклевку в большинстве случаев наносят несколькими слоями.
Грунтовка
Перед покрытием бампера грунтовкой, его тщательно моют водой и дают высохнуть. Затем наносят грунтовку, дают ей высохнуть, затирают грунтовку наждачной бумагой с зернистостью 800. Бампер еще раз моют водой и затем наносят второй слой грунтовки. Когда грунтовка полностью высохнет, бампер осматривают с использованием лампы, бампер должен иметь идеально ровную поверхность.
Когда грунтовка полностью высохнет, бампер осматривают с использованием лампы, бампер должен иметь идеально ровную поверхность.
Покраска
Покраска пластикового бампера выполняется в 2-3 слоя, с сушкой между слоями в 5-10 минут. После полного высыхания краски, на бампер в два слоя наносится лак. Между двумя слоями лака также делается промежуточная сушка. После окончания покраски, производится осмотр поверхности, в случае обнаружения подтеков краски, производится легкая шлифовка и полировка.
Ремонт бамперов и пластиковых элементов
Качественное удаление вмятин без покраски » Ремонт / Услуги » Ремонт бамперов и пластиковых элементов
Компания АК35 осуществляет ремонт бамперов 2-мя способами:
- без покраски
- при помощи сварки дефекта
Без покраски
На машине, как правило, чаще всего страдают бампера, они принимают на себя основной удар судьбы наших дорог.
На бампере, как и на других деталях машины, можно отремонтировать вмятины или исправить геометрию без покраски, главное условие, чтобы не было трещин, дырок и повреждения лакокрасочного покрытия.
Процесс ремонта бамперов:
1). Eсли нет возможности отремонтировать бампер на месте или нет доступа к дефекту, снимаем его с машины.
2). Cпециальными техниками и инструментами ремонтируем вмятину или геометрию бампера.
3). Eсли есть царапины или затёртости, убираем их полировкой.
При помощи сварки
Если случилась такая неприятность в виде дефекта на бампере как:
- трещина;
- отломился кусок;
- повреждение креплений;
То мы предлагаем выход из этой ситуации в виде сварки дефекта, частей бампера. Именно сварка, а не пайка или клейка, т.к. сварка — это самое надежное и крепкое соединение в месте повреждения бампера или других пластиковых деталей.
Сварка пластика осуществляется путем добавления присадочного материала в место повреждения, но именно той марки что и сама деталь, иначе соединение держаться не будет.
Почему сварка, а не традиционная пайка паяльником, впайка сетки и так далее?
Плюсы сварки
- Вварка в поврежденный участок элемента пластика, идентичного по составу, даёт высокую адгезию, тем самым повышая устойчивость к повторному повреждению в этом же месте.
- Качественная сварка избавляет от необходимости в шпаклевке, что в дальнейшем оберегает деталь от растрескивания лакокрасочного покрытия.
- Возможность надежно востановить повреждённые крепления без покраски. Например, отломанное крепление бампера.
- Не нарушается структура бампера или детали.
- Нет образования слабых участков.
- Цена ремонта не так велика, по сравнению с покупкой оригинального бампера. При покупке неоригинального бампера велика вероятность, что он не встанет идеально. Даже оригинальный бампер не всегда подходит хорошо т.к. его могли неправильным образом складировать. При ремонте своего бампера вы исключаете все негативные факторы и не теряете в качестве и жесткости востановленного элемента.

Минусы пайки
- Диапазон температур при сварке варьируется от 280 до 320°С. Пайка же производится при температуре свыше 350°С, а при температуре более 320°С происходит деструкция (разрушение) пластика, что приводит к хрупкости в месте ремонта.
Комплект для ремонта пластикового бампера – принадлежности Trimfix
Ремкомплект пластикового бампера
Все, что нужно для ремонта пластиковых автомобильных деталей.
От бамперов, панелей и фар до пластика под капотом и в салоне.
Наши комплекты для сварки пластиковых панелей содержат все инструменты, необходимые для профессиональной сварки пластиковых автомобильных деталей. В каждый комплект входит сварочная проволока, выбранная для соответствия всему диапазону термосвариваемых пластиков, применяемых в автомобильной промышленности.
А также высококачественные инструменты для сварки пластика, разработанные в Швейцарии или Германии.
Доступно с выбранным вами пистолетом для сварки пластмасс горячим воздухом
CN-1500
Аппарат для сварки пластика CN-1500 — это аппарат начального уровня для сварки пластика, который предлагает отличное соотношение цены и качества.
Инструмент мощностью 1500 Вт обеспечивает достаточно тепла для больших и малых работ.
В комплект входит стандартное круглое сварочное сопло.
Бутановый пистолет UT 200SI
UT 200SI отлично подходит для ремонта сложных деталей. Бутановая конструкция позволяет нагревать работу без избыточного потока воздуха.
Это снижает риск перегрева или оплавления поверхностей вокруг зоны ремонта.
Это также ваш самый портативный вариант, поскольку он не требует кабелей питания.
Wegener Aitherm
Аппарат для сварки пластика CN-1600 — это аппарат начального уровня для сварки пластика, который предлагает отличное соотношение цены и качества.
Этот инструмент мощностью 1600 Вт обеспечивает достаточно тепла для больших и малых работ.
В комплект входит стандартное круглое сварочное сопло.
Leister Hot Jet S
Leister Hot Jet S — это универсальный компактный аппарат для сварки пластика, изготовленный в Германии.
Мощность 900 Вт с бесступенчатой регулировкой температуры.
А также бесступенчатая регулировка воздушного потока. Это означает, что Hot Jet S может справиться как с мелким деликатным ремонтом, так и с более крупным.
Аппарат для сварки пластика Hot Jet S весит всего 600 г, что делает его самым универсальным и простым в использовании аппаратом для сварки пластика горячим воздухом.
Упакован сварочными материалами, подходящими для любого свариваемого автомобильного пластика
В том числе:
- ТЕСТ НАБОР х 1
- АБС
- ПП
- ПП СВЯЗЬ СЕРЫЙ
- ПП ТОЙОТА СЕРЫЙ
- ПП ФОРД СЕРЫЙ
- ПП СУБАРУ СЕРЫЙ
- ПП/ТПР
- ПП/ЭПДМ
- КСЕНОЙ
- ППО-НОРИЛ
- ПП РАНКО
- ПОМ-АЦЕТАЛЬ
- ПА НЕЙЛОН
- АЕС
- ПА/СИЗ
- ТПО (ПП/ПЭ)
Как пользоваться нашим комплектом для ремонта пластиковых панелей

 изм.
изм. изм.
изм. Кто-то использует пленки, декоративные покрытия и прочие ухищрения, а кто-то прибегает к флокированию.
Кто-то использует пленки, декоративные покрытия и прочие ухищрения, а кто-то прибегает к флокированию. Благодаря тому, что волокна обработаны ионизирующим составом, они отталкивают пыль и грязь – достаточно просто провести по покрытию щеткой или воспользоваться пенным очистителем, и поверхность станет снова чистой.
Благодаря тому, что волокна обработаны ионизирующим составом, они отталкивают пыль и грязь – достаточно просто провести по покрытию щеткой или воспользоваться пенным очистителем, и поверхность станет снова чистой.
 Кроме того, кончики волокон сильнее скручены, что делает процесс их распыления гораздо удобнее.
Кроме того, кончики волокон сильнее скручены, что делает процесс их распыления гораздо удобнее.
 (sales@flocking.biz) или по телефону (+44 (0)23 80613700) или посетите наш магазин: www.theflockingshop.co.uk
(sales@flocking.biz) или по телефону (+44 (0)23 80613700) или посетите наш магазин: www.theflockingshop.co.uk  детали, игрушки, ткани, предметы одежды и упаковка. Мы поставляем оборудование, флок и клеи для флокирования ткани в колледжи и промышленность. Нанесение флока на ткани открывает совершенно новый мир дизайна.
детали, игрушки, ткани, предметы одежды и упаковка. Мы поставляем оборудование, флок и клеи для флокирования ткани в колледжи и промышленность. Нанесение флока на ткани открывает совершенно новый мир дизайна.  У раллийных автомобилей
У раллийных автомобилей 

 Так же эта программа позволяет определить, когда наступит самое подходящее время, чтобы совместить соотношение топлива и воздуха внутри двигателя. Этот процесс называется инъекционная ширина импульса.
Так же эта программа позволяет определить, когда наступит самое подходящее время, чтобы совместить соотношение топлива и воздуха внутри двигателя. Этот процесс называется инъекционная ширина импульса. При таком виде чип-тюнинга, штатные защитные программы двигателя не отключаются. Таким образом, не возникает опасности перегрузки компонентов двигателя. GAN TUNING BURO занимается именно данным типом чип-тюнинга, производя модули увеличения мощности автомобиля. Компания гарантирует безопасную установку чипа, которая не может привести к потере гарантии на автомобиль. Раскройте потенциал своего автомобиля с помощью чип-тюнинга.
При таком виде чип-тюнинга, штатные защитные программы двигателя не отключаются. Таким образом, не возникает опасности перегрузки компонентов двигателя. GAN TUNING BURO занимается именно данным типом чип-тюнинга, производя модули увеличения мощности автомобиля. Компания гарантирует безопасную установку чипа, которая не может привести к потере гарантии на автомобиль. Раскройте потенциал своего автомобиля с помощью чип-тюнинга. Применение электронного регулирования позволяет оптимизировать основные параметры работы двигателя для различных режимов работы: мощность, крутящий момент, расход топлива, состав отработавших газов и др.
Применение электронного регулирования позволяет оптимизировать основные параметры работы двигателя для различных режимов работы: мощность, крутящий момент, расход топлива, состав отработавших газов и др. Контролирующий модуль проверяет выходные сигналы и при необходимости производит их корректировку, вплоть до остановки двигателя.
Контролирующий модуль проверяет выходные сигналы и при необходимости производит их корректировку, вплоть до остановки двигателя.

 Найди их
ниже:
Найди их
ниже:

 смены, повышенный расход топлива и многое другое.
смены, повышенный расход топлива и многое другое. ЭБУ может управлять только одной системой автомобиля или несколькими системами.
ЭБУ может управлять только одной системой автомобиля или несколькими системами.
 За счет увеличения скорости воздуха создается карман низкого давления, что облегчает всасывание топлива из форсунки, расположенной рядом с трубкой Вентури.
За счет увеличения скорости воздуха создается карман низкого давления, что облегчает всасывание топлива из форсунки, расположенной рядом с трубкой Вентури. Этот блок отвечает за системы климат-контроля, электронные стеклоподъемники, дверные замки и т. д.
Этот блок отвечает за системы климат-контроля, электронные стеклоподъемники, дверные замки и т. д.


 А если вы смогли завести двигатель, но не можете тронуться с места, то, возможно, что у вас примёрзли колодки ручника.
А если вы смогли завести двигатель, но не можете тронуться с места, то, возможно, что у вас примёрзли колодки ручника.
 Низкая температура замедляет химические процессы, происходящие внутри АКБ, следовательно, и мощность замерзшего аккумулятора падает.
Низкая температура замедляет химические процессы, происходящие внутри АКБ, следовательно, и мощность замерзшего аккумулятора падает.

 com/embed/b6fNIm0kWXo?rel=0&modestbranding=1″ frameborder=»0″ allowfullscreen=»allowfullscreen» loading=»lazy»>
com/embed/b6fNIm0kWXo?rel=0&modestbranding=1″ frameborder=»0″ allowfullscreen=»allowfullscreen» loading=»lazy»>  В эфире радио Sputnik Кыргызстан Храмцов отметил, что, прежде чем заводить машину в минусовую температуру, нужно выполнить пару манипуляций.Он добавил, что после включения автомобиля достаточно трех-четырех минут работы двигателя, после чего можно выезжать. Прогревать долгое время современный двигатель нет необходимости.
В эфире радио Sputnik Кыргызстан Храмцов отметил, что, прежде чем заводить машину в минусовую температуру, нужно выполнить пару манипуляций.Он добавил, что после включения автомобиля достаточно трех-четырех минут работы двигателя, после чего можно выезжать. Прогревать долгое время современный двигатель нет необходимости.
 Вот несколько практических советов, которые помогут предотвратить поломки и завести машину как профессионал.
Вот несколько практических советов, которые помогут предотвратить поломки и завести машину как профессионал. Помимо того, что он помогает быстрее прогреть салон автомобиля, он обеспечивает поддержание идеальной температуры основных компонентов двигателя для запуска в холодную погоду. Кроме того, использование автономки позволяет экономить топливо на первых 20 км пути. Предварительно прогретый двигатель позволяет маслу циркулировать лучше и быстрее. Это уменьшает трение между движущимися частями, а также расход топлива.
Помимо того, что он помогает быстрее прогреть салон автомобиля, он обеспечивает поддержание идеальной температуры основных компонентов двигателя для запуска в холодную погоду. Кроме того, использование автономки позволяет экономить топливо на первых 20 км пути. Предварительно прогретый двигатель позволяет маслу циркулировать лучше и быстрее. Это уменьшает трение между движущимися частями, а также расход топлива. Оно сохраняет свои свойства лучше, чем минеральное масло, текстура которого становится похожей на патоку, когда ртутный столбик опускается ниже нуля. Поэтому в холодную погоду лучше использовать синтетическое масло, чтобы обеспечить более легкий запуск. Назначая встречу для установки зимних шин, воспользуйтесь возможностью, чтобы также заменить масло, обязательно следуя графику технического обслуживания вашего автомобиля.
Оно сохраняет свои свойства лучше, чем минеральное масло, текстура которого становится похожей на патоку, когда ртутный столбик опускается ниже нуля. Поэтому в холодную погоду лучше использовать синтетическое масло, чтобы обеспечить более легкий запуск. Назначая встречу для установки зимних шин, воспользуйтесь возможностью, чтобы также заменить масло, обязательно следуя графику технического обслуживания вашего автомобиля. Чтобы избежать буксировки, отключите аккумулятор и очистите контакты при первых признаках коррозии. Не стесняйтесь обращаться за помощью к специалистам.
Чтобы избежать буксировки, отключите аккумулятор и очистите контакты при первых признаках коррозии. Не стесняйтесь обращаться за помощью к специалистам. Однако многие автомобили зимой плохо заводятся, что затрудняет работу многих водителей. Итак, что происходит, если такси не заводится зимой? Как решить проблему невозможности поймать машину зимой? Ниже приводится введение в причины и пути решения проблем, связанных с тем, что автомобиль не загорается зимой.
Однако многие автомобили зимой плохо заводятся, что затрудняет работу многих водителей. Итак, что происходит, если такси не заводится зимой? Как решить проблему невозможности поймать машину зимой? Ниже приводится введение в причины и пути решения проблем, связанных с тем, что автомобиль не загорается зимой. Если это слишком долго, батарея будет мертва. Кроме того, после того, как двигатель автомобиля перестанет работать, что мы называем погасшим пламенем, избегайте использования автомобильных электроприборов. Без источника питания двигателя длительное использование электроприборов, таких как автомобильная аудиосистема или автомобильные фары, будет потреблять внутреннюю энергию аккумулятора.
Если это слишком долго, батарея будет мертва. Кроме того, после того, как двигатель автомобиля перестанет работать, что мы называем погасшим пламенем, избегайте использования автомобильных электроприборов. Без источника питания двигателя длительное использование электроприборов, таких как автомобильная аудиосистема или автомобильные фары, будет потреблять внутреннюю энергию аккумулятора. Если его почистить и установить, то можно запускать. Тщательный метод заключается в проверке системы зажигания для устранения причин низкой энергии зажигания, таких как межэлектродный зазор свечи зажигания, энергия катушки зажигания, состояние высоковольтной линии и т. д.
Если его почистить и установить, то можно запускать. Тщательный метод заключается в проверке системы зажигания для устранения причин низкой энергии зажигания, таких как межэлектродный зазор свечи зажигания, энергия катушки зажигания, состояние высоковольтной линии и т. д. 
 Если батарея не протекает, но электролита не хватает, своевременно пополняйте дистиллированную воду.
Конечно, в этом случае вы также можете использовать пусковое устройство. Теперь джамп-стартер может не только заводить машину, его удобно носить с собой, но и имеет множество вспомогательных функций. Например, пусковое устройство производства Grepow может работать не только с пусковым устройством 3,0 л ~ 9.0L дизельные и газовые автомобили, а также Air INFLATOR, LED, несколько розеток (которые могут заряжать ваши мобильные телефоны, Bluetooth-гарнитуры и т. д.), а также имеют функции беспроводной зарядки и т. д. Также предоставляются индивидуальные услуги.
Если батарея не протекает, но электролита не хватает, своевременно пополняйте дистиллированную воду.
Конечно, в этом случае вы также можете использовать пусковое устройство. Теперь джамп-стартер может не только заводить машину, его удобно носить с собой, но и имеет множество вспомогательных функций. Например, пусковое устройство производства Grepow может работать не только с пусковым устройством 3,0 л ~ 9.0L дизельные и газовые автомобили, а также Air INFLATOR, LED, несколько розеток (которые могут заряжать ваши мобильные телефоны, Bluetooth-гарнитуры и т. д.), а также имеют функции беспроводной зарядки и т. д. Также предоставляются индивидуальные услуги. В настоящее время большинство моторных масел на рынке используют марки SAE и другие марки для маркировки вязкости. SAE — это аббревиатура от «American Society of Automotive Engineers» на английском языке. Например, в 5W-40 «W» означает «Зима», что относится к классу вязкости масла при низких температурах. Чем меньше число перед ним, тем лучше низкотемпературная текучесть масла и тем ниже доступная для использования температура окружающей среды. Чем лучше защита двигателя при холодном пуске. Цифра после знака «-» — это класс высокотемпературной вязкости смазочного масла. Чем больше число, тем выше вязкость и выше применимая максимальная температура.
Если вы изначально использовали масло 5W-40, вы можете подумать о переходе на масло 5W-30 или 0W-40 зимой, чтобы снизить вязкость масла и облегчить запуск двигателя.0003
В настоящее время большинство моторных масел на рынке используют марки SAE и другие марки для маркировки вязкости. SAE — это аббревиатура от «American Society of Automotive Engineers» на английском языке. Например, в 5W-40 «W» означает «Зима», что относится к классу вязкости масла при низких температурах. Чем меньше число перед ним, тем лучше низкотемпературная текучесть масла и тем ниже доступная для использования температура окружающей среды. Чем лучше защита двигателя при холодном пуске. Цифра после знака «-» — это класс высокотемпературной вязкости смазочного масла. Чем больше число, тем выше вязкость и выше применимая максимальная температура.
Если вы изначально использовали масло 5W-40, вы можете подумать о переходе на масло 5W-30 или 0W-40 зимой, чтобы снизить вязкость масла и облегчить запуск двигателя.0003
 Тут необходимо топливо не просто качественное, а с моющими свойствами. Такое, например, предлагает компания «Роснефть». Фирменное топливо Pulsar постепенно удаляет загрязнения с форсунок и впускных клапанов, а при регулярном использовании на элементах топливной системы образуется защитная пленка, которая препятствует возникновению новых отложений. Это помогает улучшить динамику автомобиля, а главное – вы продлите ресурс своего мотора.
Тут необходимо топливо не просто качественное, а с моющими свойствами. Такое, например, предлагает компания «Роснефть». Фирменное топливо Pulsar постепенно удаляет загрязнения с форсунок и впускных клапанов, а при регулярном использовании на элементах топливной системы образуется защитная пленка, которая препятствует возникновению новых отложений. Это помогает улучшить динамику автомобиля, а главное – вы продлите ресурс своего мотора. К счастью, все это вполне решаемо, особенно если вовремя менять масло и следить за чистотой топливной системы.
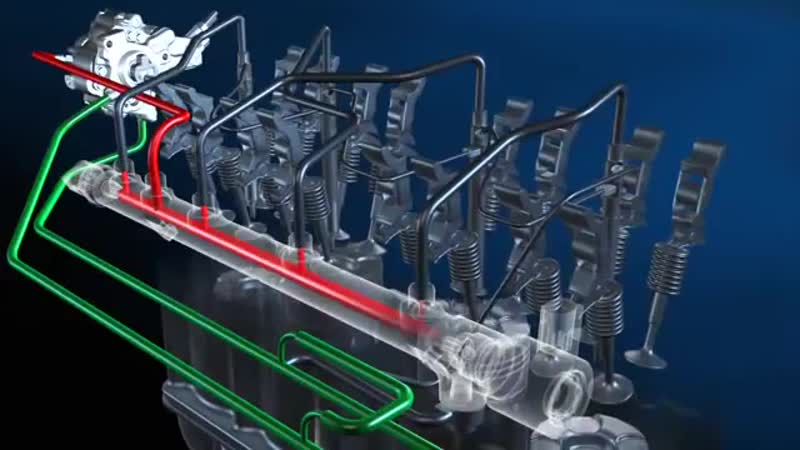
К счастью, все это вполне решаемо, особенно если вовремя менять масло и следить за чистотой топливной системы.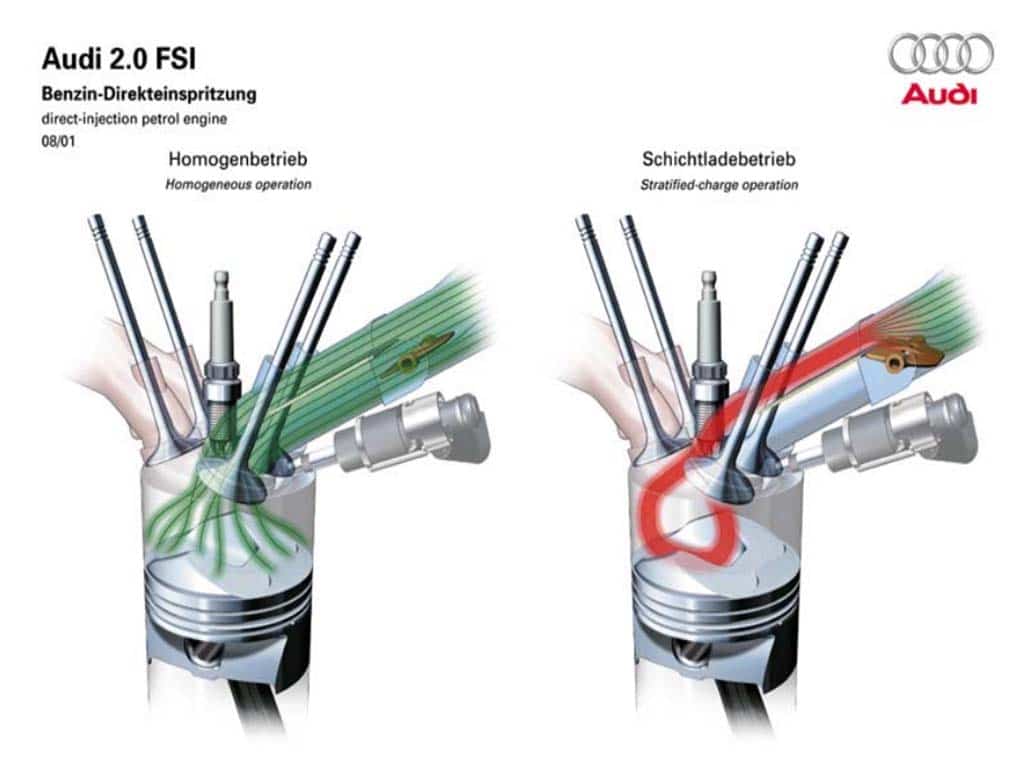 Главной особенностью непосредственного впрыска можно считать то, что горючее подается в цилиндры напрямую.
Главной особенностью непосредственного впрыска можно считать то, что горючее подается в цилиндры напрямую.
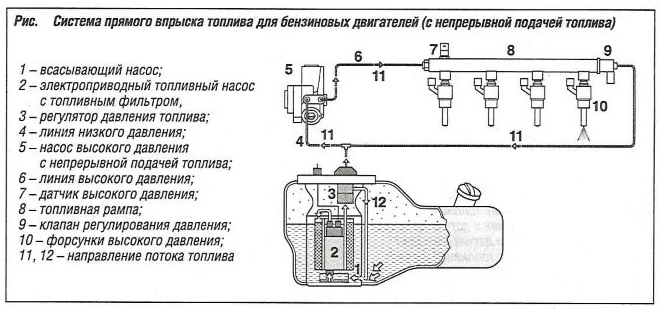 Указанный насос создает высокое давление, под которым топливо подается к топливной рампе, а также на форсунки. Насос имеет плунжеры (плунжеров может быть как несколько, так и один в насосах роторного типа) и приводится в действие от распредвала впускных клапанов.
Указанный насос создает высокое давление, под которым топливо подается к топливной рампе, а также на форсунки. Насос имеет плунжеры (плунжеров может быть как несколько, так и один в насосах роторного типа) и приводится в действие от распредвала впускных клапанов. Сигналы от датчика передаются на ЭБУ (электронный блок управления двигателем), который, в свою очередь, способен изменять давление в топливной рейке.
Сигналы от датчика передаются на ЭБУ (электронный блок управления двигателем), который, в свою очередь, способен изменять давление в топливной рейке.

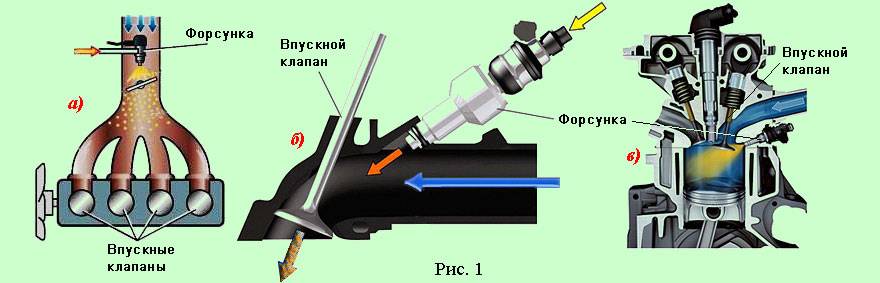 Другими словами, наличие непосредственного впрыска означает, что оптимальный состав смеси будет поддерживаться на всех режимах работы ДВС.
Другими словами, наличие непосредственного впрыска означает, что оптимальный состав смеси будет поддерживаться на всех режимах работы ДВС.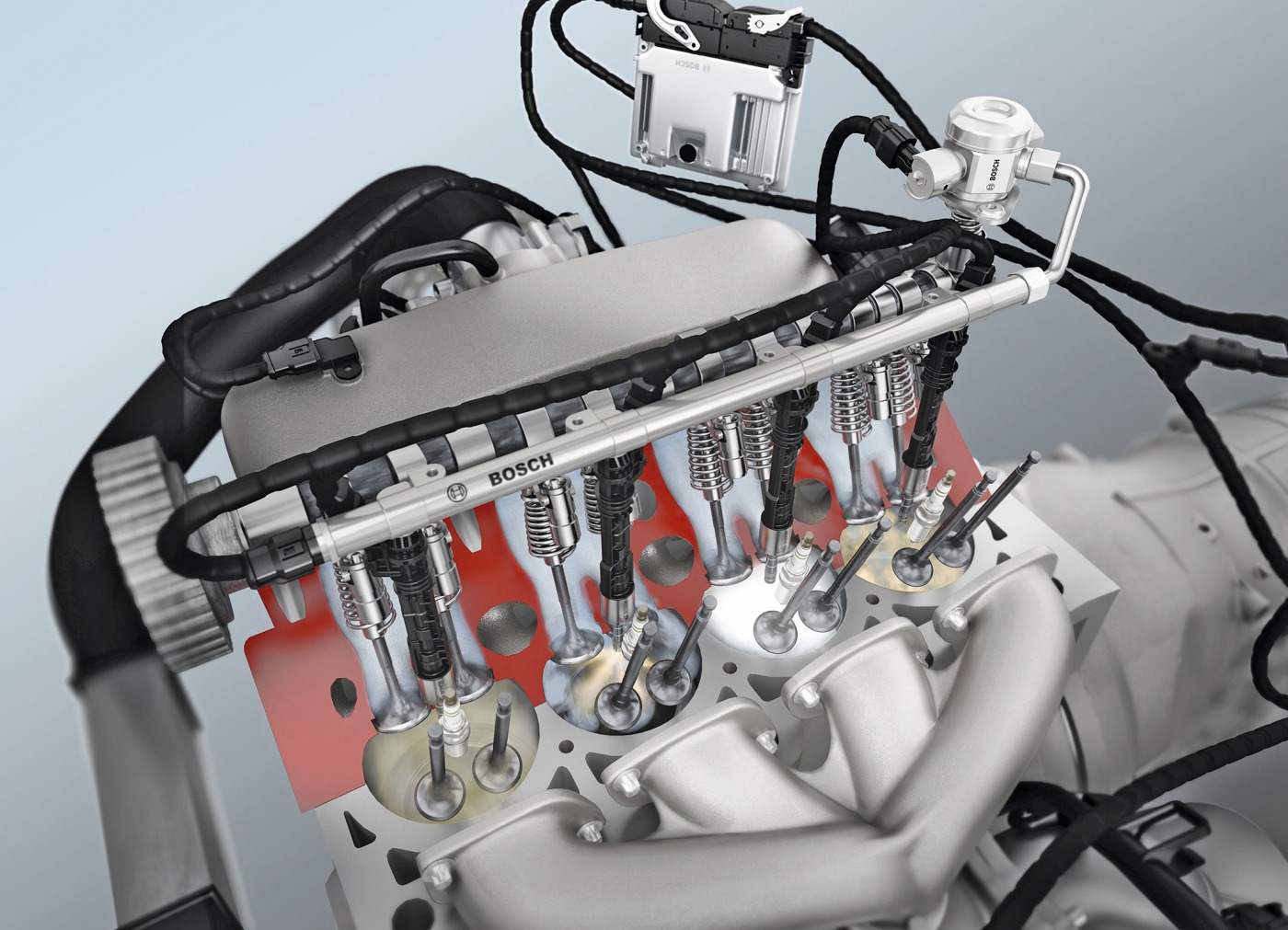

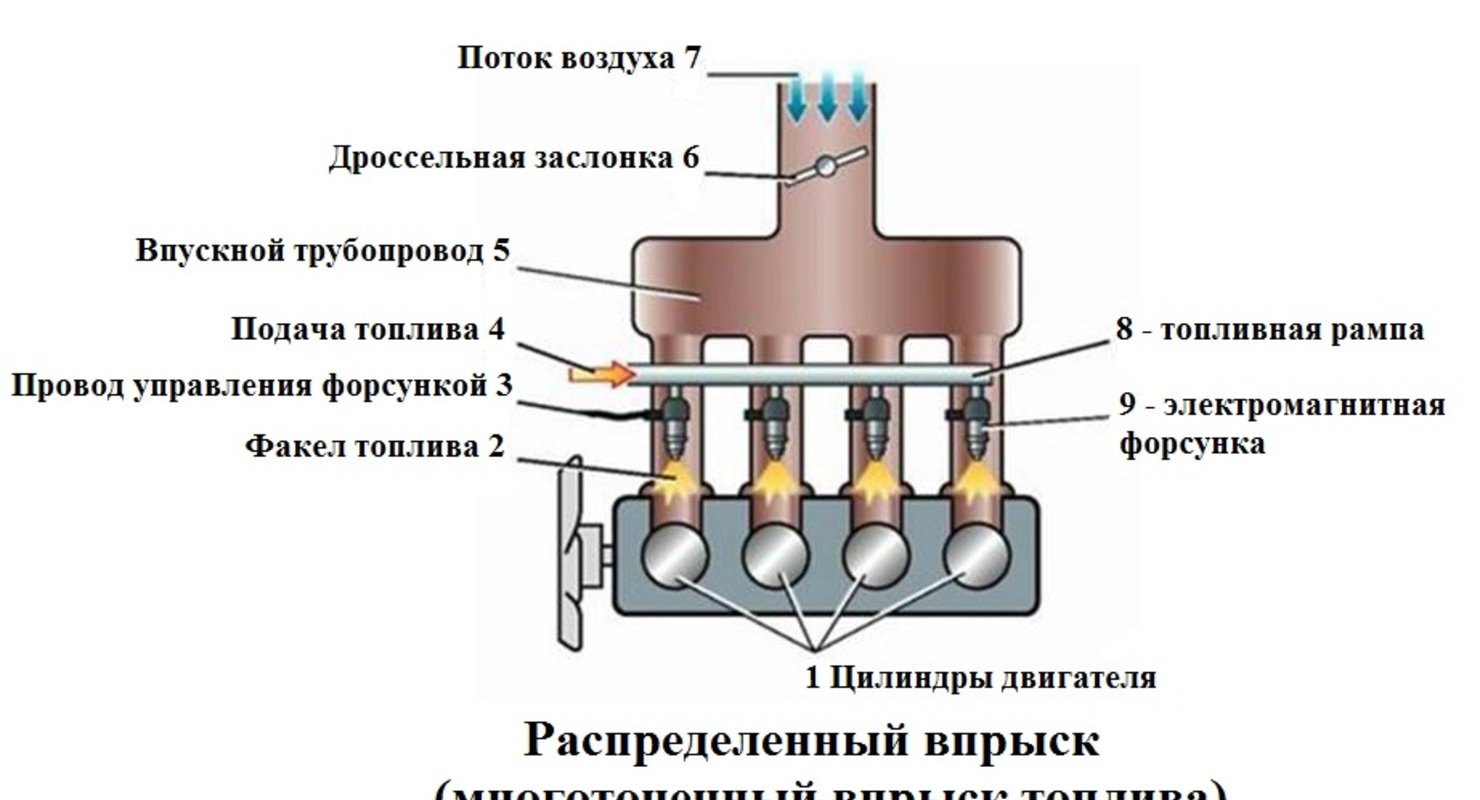
 Форсунки высокого давления установлены на топливной рампе, дозируют и распыляют топливо под высоким давлением очень быстро, чтобы обеспечить оптимальную подготовку смеси непосредственно в камере сгорания.
Форсунки высокого давления установлены на топливной рампе, дозируют и распыляют топливо под высоким давлением очень быстро, чтобы обеспечить оптимальную подготовку смеси непосредственно в камере сгорания. Принимая крутящий момент за ключевую переменную, электронный блок управления эффективно регулирует необходимую топливно-воздушную смесь, угол опережения зажигания и обработку отработавших газов.
Принимая крутящий момент за ключевую переменную, электронный блок управления эффективно регулирует необходимую топливно-воздушную смесь, угол опережения зажигания и обработку отработавших газов. Оксиды азота направляются на дополнительный каталитический нейтрализатор аккумуляторного типа для удаления.
Оксиды азота направляются на дополнительный каталитический нейтрализатор аккумуляторного типа для удаления. Относительно меньшего объема двигателя достаточно для высвобождения того же количества энергии, что и у более крупного сопоставимого двигателя, без уменьшения размеров.
Относительно меньшего объема двигателя достаточно для высвобождения того же количества энергии, что и у более крупного сопоставимого двигателя, без уменьшения размеров. Блок управления улавливает сигнал срабатывания форсунок высокого давления на протяжении всего процесса впрыска и определяет момент открытия и закрытия игл клапанов.
Блок управления улавливает сигнал срабатывания форсунок высокого давления на протяжении всего процесса впрыска и определяет момент открытия и закрытия игл клапанов. Причина этого необычного партнерства заключается в следующем: объединение двух обычно отдельных подходов к впрыску топлива создает одну инновационную систему, в которой сильные стороны отдельных систем идеально дополняют друг друга. В данном конкретном случае это приводит к преимуществам с точки зрения расхода топлива и выбросов – как при частичной, так и при полной нагрузке. Каждый из двух партнеров позволяет другому взять на себя инициативу, когда приходит время показать свои сильные стороны. Каждая система впрыска обеспечивает свои преимущества с точки зрения эффективности использования топлива и количества выбрасываемых частиц (PN) в различных условиях эксплуатации.
Причина этого необычного партнерства заключается в следующем: объединение двух обычно отдельных подходов к впрыску топлива создает одну инновационную систему, в которой сильные стороны отдельных систем идеально дополняют друг друга. В данном конкретном случае это приводит к преимуществам с точки зрения расхода топлива и выбросов – как при частичной, так и при полной нагрузке. Каждый из двух партнеров позволяет другому взять на себя инициативу, когда приходит время показать свои сильные стороны. Каждая система впрыска обеспечивает свои преимущества с точки зрения эффективности использования топлива и количества выбрасываемых частиц (PN) в различных условиях эксплуатации.


 Здесь мы отвечаем на эти и другие вопросы…
Здесь мы отвечаем на эти и другие вопросы…

 Так что чаще всего ее ресурса хватает на все то время, пока автомобиль ездит по дорогам.
Так что чаще всего ее ресурса хватает на все то время, пока автомобиль ездит по дорогам. Еще он может водить аккуратно: плавно разгоняться и тормозить. При таком стиле вождения бензин расходуется более экономично, чем в машинах с АКПП, где за переключение передач отвечает электронная система, которая не всегда обеспечивает оптимальный расход бензина.
Еще он может водить аккуратно: плавно разгоняться и тормозить. При таком стиле вождения бензин расходуется более экономично, чем в машинах с АКПП, где за переключение передач отвечает электронная система, которая не всегда обеспечивает оптимальный расход бензина.
 И в этом автомат лучше механики: он помогает сконцентрироваться на дорожной ситуации и не думать о том, что надо переключать скорости.
И в этом автомат лучше механики: он помогает сконцентрироваться на дорожной ситуации и не думать о том, что надо переключать скорости. Если в автошколе вы выбрали обучение на машине с АКПП и на ней же сдавали экзамен, то ездить вы сможете только на автомобиле с коробкой-автоматом. Сесть после автомата на механику с такими правами — невозможно.
Если в автошколе вы выбрали обучение на машине с АКПП и на ней же сдавали экзамен, то ездить вы сможете только на автомобиле с коробкой-автоматом. Сесть после автомата на механику с такими правами — невозможно.
 , кроссовер,
2.0 бензин (143 л.с.),
автомат, полный привод,
коричневый
, кроссовер,
2.0 бензин (143 л.с.),
автомат, полный привод,
коричневый  , седан,
1.6 бензин (123 л.с.),
автомат, передний привод,
серый
, седан,
1.6 бензин (123 л.с.),
автомат, передний привод,
серый  , лифтбек,
1.8 бензин (152 л.с.),
автомат, передний привод,
синий
, лифтбек,
1.8 бензин (152 л.с.),
автомат, передний привод,
синий  , седан,
1.6 бензин (122 л.с.),
автомат, передний привод,
белый
, седан,
1.6 бензин (122 л.с.),
автомат, передний привод,
белый  , кроссовер,
2.0 бензин (150 л.с.),
автомат, передний привод,
серебристый
, кроссовер,
2.0 бензин (150 л.с.),
автомат, передний привод,
серебристый  , кроссовер,
2.0 дизель (235 л.с.),
автомат, полный привод,
черный
, кроссовер,
2.0 дизель (235 л.с.),
автомат, полный привод,
черный  , хэтчбек,
1.2 бензин (85 л.с.),
автомат, передний привод,
красный
, хэтчбек,
1.2 бензин (85 л.с.),
автомат, передний привод,
красный  , кроссовер,
3.0 дизель (249 л.с.),
автомат, полный привод,
черный
, кроссовер,
3.0 дизель (249 л.с.),
автомат, полный привод,
черный  , хэтчбек,
1.5 бензин (101 л.с.),
автомат, передний привод,
белый
, хэтчбек,
1.5 бензин (101 л.с.),
автомат, передний привод,
белый  , кроссовер,
2.4 бензин (175 л.с.),
автомат, полный привод,
черный
, кроссовер,
2.4 бензин (175 л.с.),
автомат, полный привод,
черный  , кроссовер,
3.6 бензин (318 л.с.),
автомат, полный привод,
белый
, кроссовер,
3.6 бензин (318 л.с.),
автомат, полный привод,
белый  , седан,
1.6 бензин (102 л.с.),
автомат, передний привод,
черный
, седан,
1.6 бензин (102 л.с.),
автомат, передний привод,
черный  , хэтчбек,
1.4 бензин (140 л.с.),
автомат, передний привод,
белый
, хэтчбек,
1.4 бензин (140 л.с.),
автомат, передний привод,
белый  , кроссовер,
2.0 бензин (240 л.с.),
автомат, полный привод,
белый
, кроссовер,
2.0 бензин (240 л.с.),
автомат, полный привод,
белый  , седан,
1.6 бензин (109 л.с.),
автомат, передний привод,
бежевый
, седан,
1.6 бензин (109 л.с.),
автомат, передний привод,
бежевый  6 бензин (128 л.с.),
автомат, передний привод,
белый
6 бензин (128 л.с.),
автомат, передний привод,
белый  , седан,
1.6 бензин (110 л.с.),
автомат, передний привод,
серебристый
, седан,
1.6 бензин (110 л.с.),
автомат, передний привод,
серебристый 

 Компания Automatic Machine Products признана лидером отрасли в области клапанов Primore или Rotalock.
Компания Automatic Machine Products признана лидером отрасли в области клапанов Primore или Rotalock. cms.cnn.com/_components/paragraph/instances/paragraph_09BB7E98-3447-386C-FAEA-EA3733529F4A@published» data-editable=»text» data-component-name=»paragraph»>
Согласно анализу, предоставленному исключительно CNN, количество перестрелок с использованием автоматического оружия в США резко возросло в последние годы, что свидетельствует о возрождении использования автоматов преступниками.
cms.cnn.com/_components/paragraph/instances/paragraph_09BB7E98-3447-386C-FAEA-EA3733529F4A@published» data-editable=»text» data-component-name=»paragraph»>
Согласно анализу, предоставленному исключительно CNN, количество перестрелок с использованием автоматического оружия в США резко возросло в последние годы, что свидетельствует о возрождении использования автоматов преступниками. на американских улицах.
на американских улицах. .
. 30-летний офицер-ветеран погиб в результате обстрела осужденного преступника, вооруженного незаконно переделанным оружием.
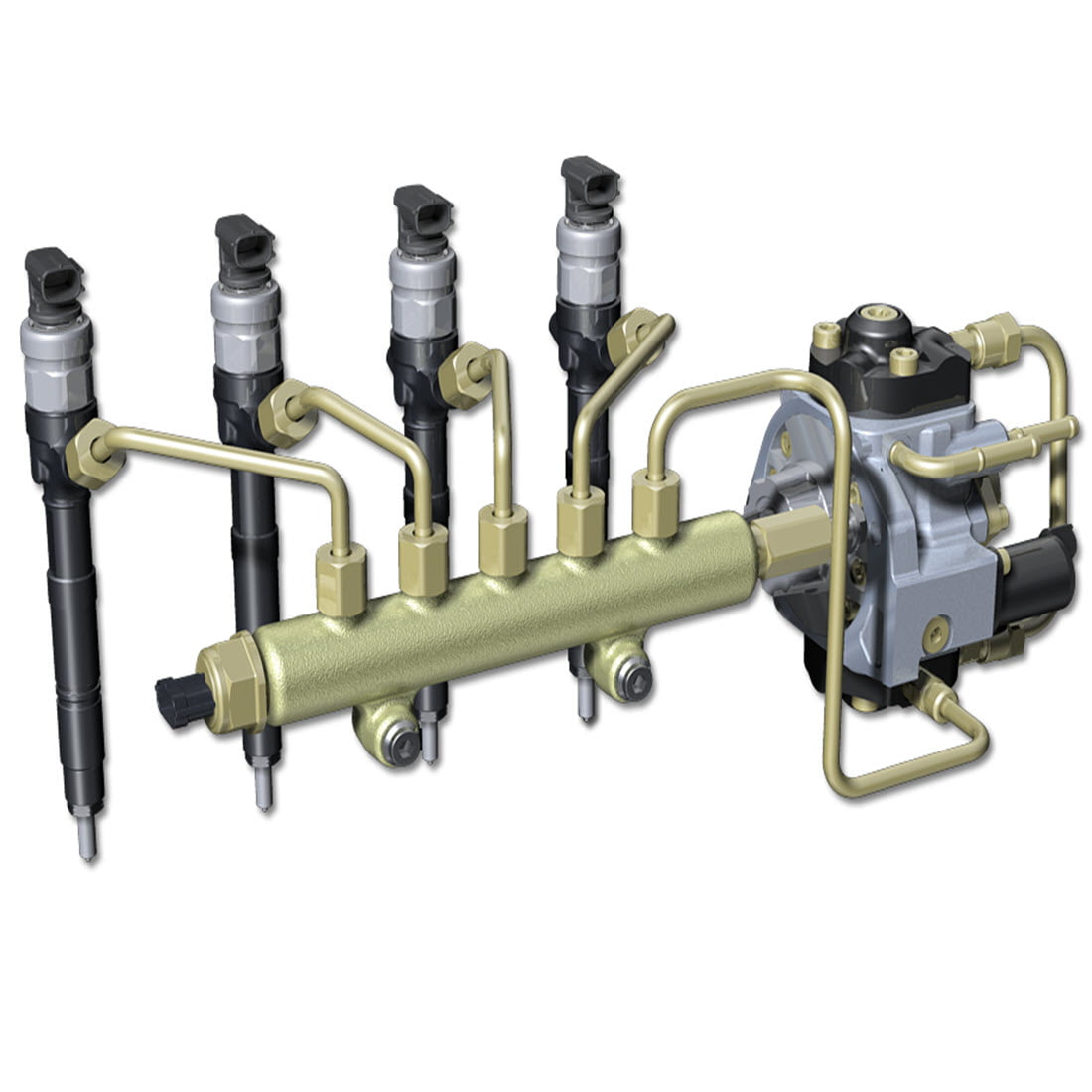
30-летний офицер-ветеран погиб в результате обстрела осужденного преступника, вооруженного незаконно переделанным оружием. На рампу помещается и прибор для регулировки давления, отправляющий избыточное топливо обратно. Благодаря датчику, следящим за давлением, есть возможность собирать информацию о нем в рампе и его регулировать. Давление контролируется и механическим видом клапана, стравливающим избыток жидкости в бак. Отличительной чертой SIEMENS является то, что клапан, контролирующий давление, размещается на ТНВД.
На рампу помещается и прибор для регулировки давления, отправляющий избыточное топливо обратно. Благодаря датчику, следящим за давлением, есть возможность собирать информацию о нем в рампе и его регулировать. Давление контролируется и механическим видом клапана, стравливающим избыток жидкости в бак. Отличительной чертой SIEMENS является то, что клапан, контролирующий давление, размещается на ТНВД. Данными клапанами следует считать: топливные форсунки, турбонаддув и рециркуляцию газов.
Данными клапанами следует считать: топливные форсунки, турбонаддув и рециркуляцию газов.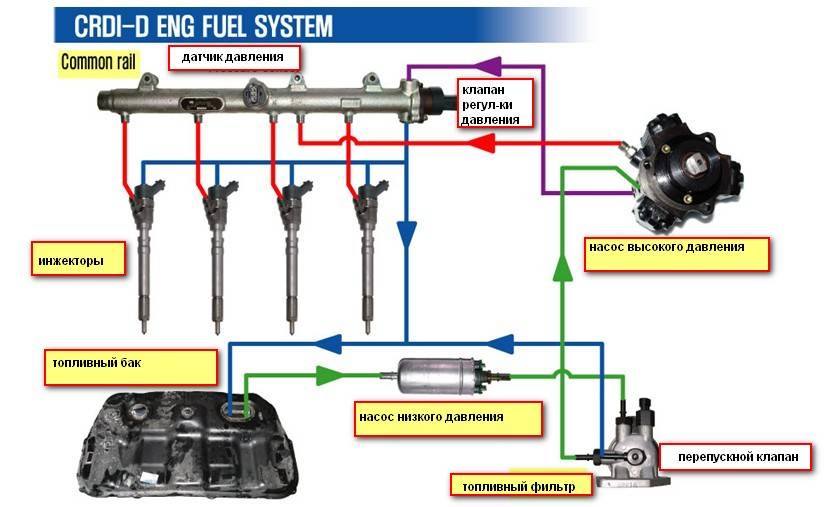
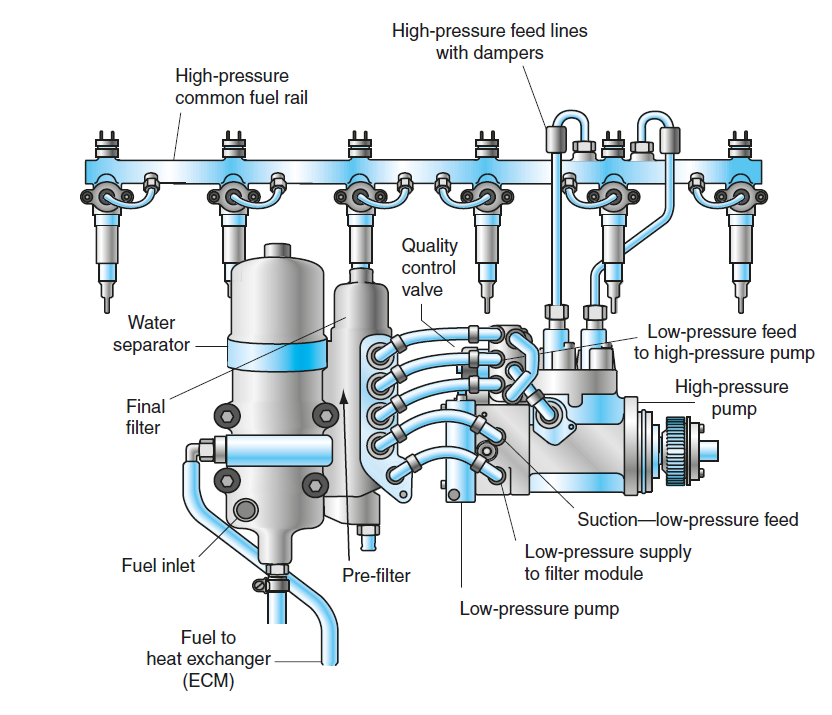
 Полная гамма дизельных двигателей с технологией CR в 2005 году пришла на смену насосу-форсунке.
Полная гамма дизельных двигателей с технологией CR в 2005 году пришла на смену насосу-форсунке. В большинстве случаев потребность в данных услугах возникает по причине ошибок технического обслуживания:
В большинстве случаев потребность в данных услугах возникает по причине ошибок технического обслуживания:
 Механическая связка компонентов, которая может выдавать ошибки состоит из таких элементов:
Механическая связка компонентов, которая может выдавать ошибки состоит из таких элементов: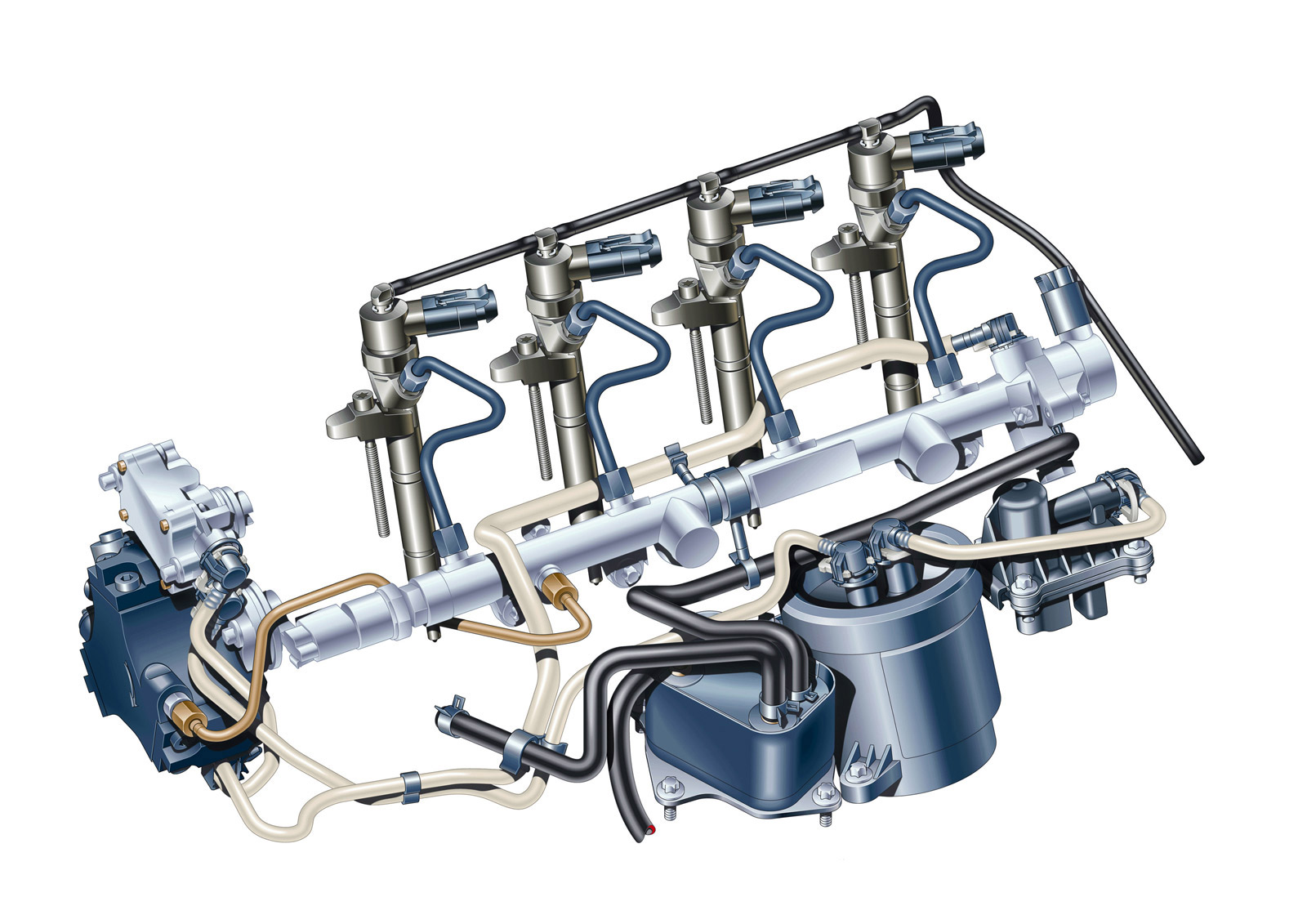
 Например, вмятины на трубках и баке, трещины и порезы резиновых шлангов.
Например, вмятины на трубках и баке, трещины и порезы резиновых шлангов.
 К коммерческой машине подключают прибор. по результату работы которого делается обобщение данных и вывод ошибок. Процедура происходит без разбора узла и комплектующих.
К коммерческой машине подключают прибор. по результату работы которого делается обобщение данных и вывод ошибок. Процедура происходит без разбора узла и комплектующих. Так, в зависимости от ситуации выполняются:
Так, в зависимости от ситуации выполняются: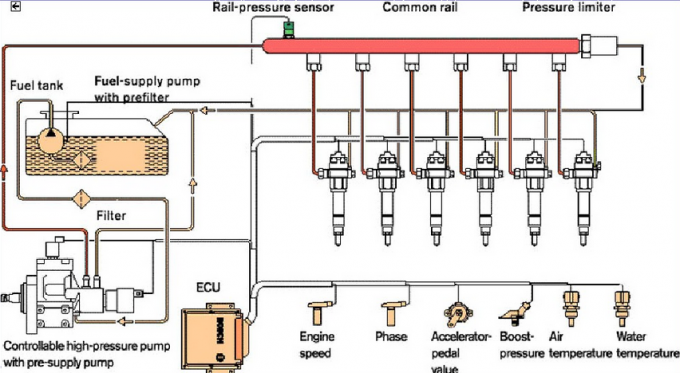
 Обращаясь к нам, Вы можете быть уверены в том, что простой будет минимальным, работы будут качественными с гарантией и оперативно.
Обращаясь к нам, Вы можете быть уверены в том, что простой будет минимальным, работы будут качественными с гарантией и оперативно.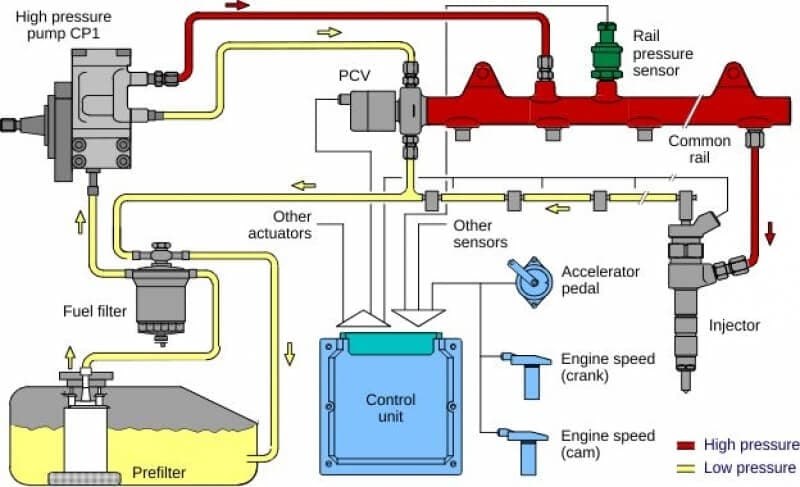
 97711181641;sp:660;sR:729.97711181641;» data-frame_999=»o:0;st:8999.8843383789;sR:7609.9072265625;»> Компания S&S Diesel Motorsport специализируется на дизельных топливных системах с общей топливной рампой, оптимизации производительности двигателя
97711181641;sp:660;sR:729.97711181641;» data-frame_999=»o:0;st:8999.8843383789;sR:7609.9072265625;»> Компания S&S Diesel Motorsport специализируется на дизельных топливных системах с общей топливной рампой, оптимизации производительности двигателя 
 Качество и мастерство их продукции безупречны, а их поддержка клиентов намного выше остальных.
Качество и мастерство их продукции безупречны, а их поддержка клиентов намного выше остальных.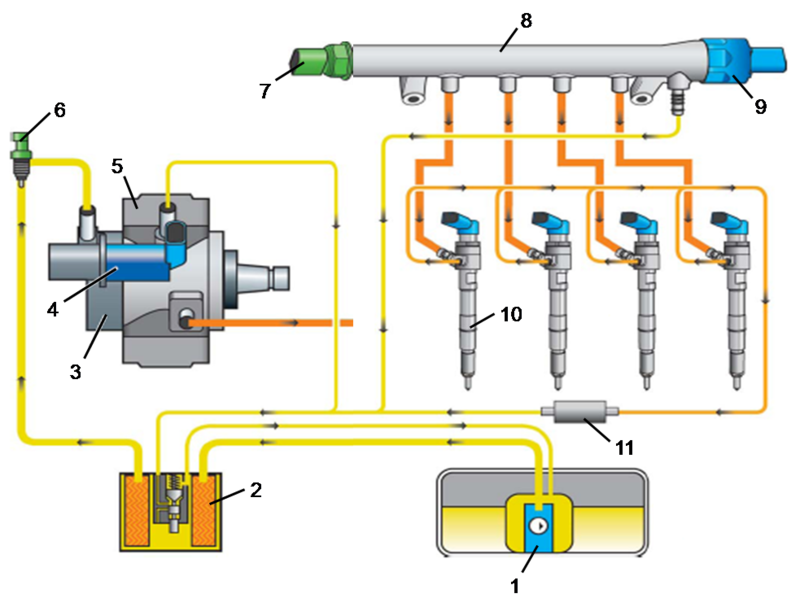 Точность этой системы впрыска топлива Common Rail позволяет владельцам судовых дизельных двигателей поддерживать свои машины в надлежащем рабочем состоянии. С его помощью наши профессиональные специалисты по обслуживанию могут правильно диагностировать топливную систему Common Rail любой марки, а затем приступить к выполнению всего необходимого технического обслуживания или ремонта.
Точность этой системы впрыска топлива Common Rail позволяет владельцам судовых дизельных двигателей поддерживать свои машины в надлежащем рабочем состоянии. С его помощью наши профессиональные специалисты по обслуживанию могут правильно диагностировать топливную систему Common Rail любой марки, а затем приступить к выполнению всего необходимого технического обслуживания или ремонта.

 К примеру, вы зарегистрировались в нашей системе и начали производить расчет затрат на топливо. С помощью калькулятора каждый человек может высчитать точное количество потребляемого топлива и сравнить с заявленным расходом. Благодаря наличию специального журнала, можно отмечать посчитанные значение каждый день, а в конце недели производить анализ. Такая методика расчета расхода топлива автомобилей является простой и быстрой.
К примеру, вы зарегистрировались в нашей системе и начали производить расчет затрат на топливо. С помощью калькулятора каждый человек может высчитать точное количество потребляемого топлива и сравнить с заявленным расходом. Благодаря наличию специального журнала, можно отмечать посчитанные значение каждый день, а в конце недели производить анализ. Такая методика расчета расхода топлива автомобилей является простой и быстрой.

 с.0005
с.0005 с. в кВт)
с. в кВт) 
 Выполнить все действия в обратном порядке.
Выполнить все действия в обратном порядке.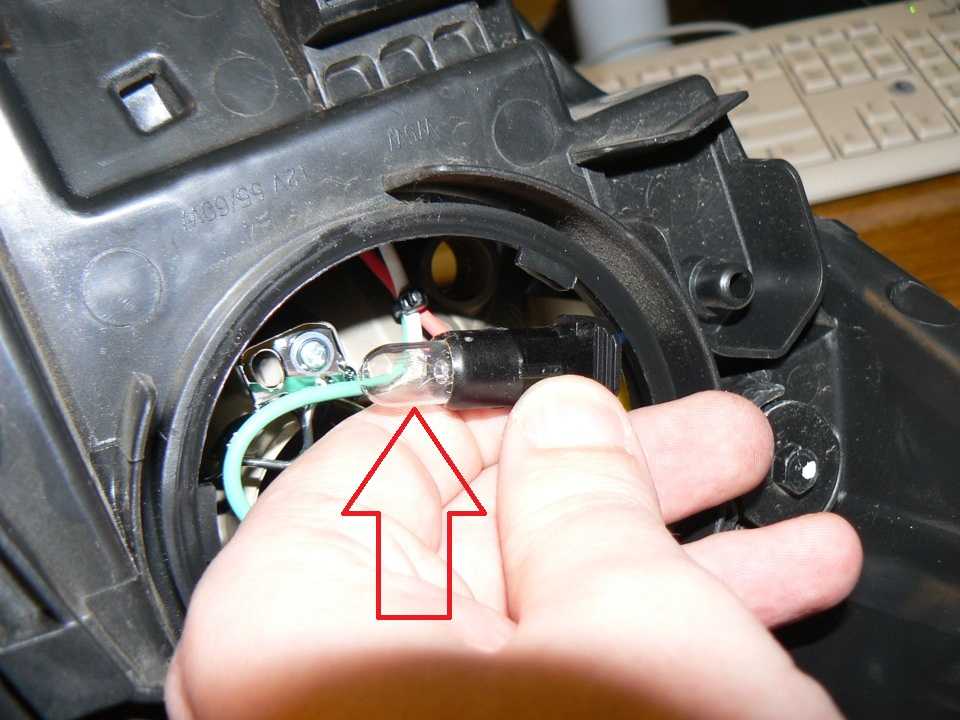 Существует множество производителей, выпускающих такие комплектующие. Выполняя замену самостоятельно, необходимо подбирать исключительно качественные детали от производителей с мировым именем. Сделать это бывает сложно, поскольку огромную нишу рынка занимают китайские подделки. Внешне они практически не отличаются от оригинальных моделей, но их срок службы и эксплуатационные показатели оставляют желать лучше. Именно поэтому так важно уделить особое внимание подбору ламп для номерного знака.
Существует множество производителей, выпускающих такие комплектующие. Выполняя замену самостоятельно, необходимо подбирать исключительно качественные детали от производителей с мировым именем. Сделать это бывает сложно, поскольку огромную нишу рынка занимают китайские подделки. Внешне они практически не отличаются от оригинальных моделей, но их срок службы и эксплуатационные показатели оставляют желать лучше. Именно поэтому так важно уделить особое внимание подбору ламп для номерного знака. ru — библиотека онлайн, автомобили
ru — библиотека онлайн, автомобили Анатомия
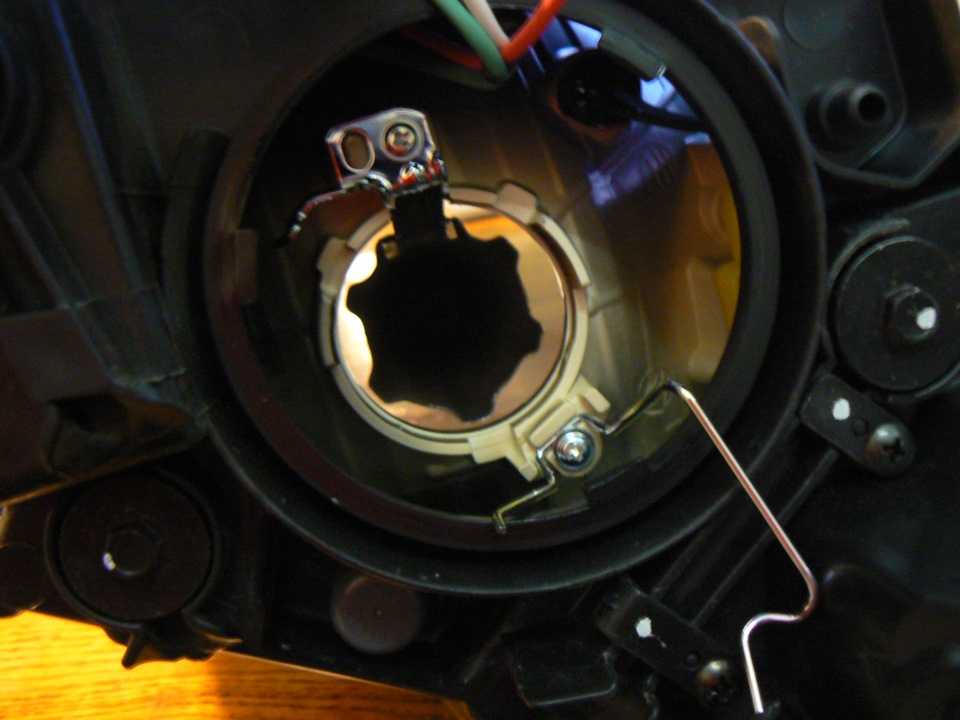
Анатомия Обратитесь к инструкции и справочному руководству по вашей машине, чтобы узнать, как получить доступ к лампочке и если вам нужно снять винты или крышку машины, чтобы заменить лампочку.
Обратитесь к инструкции и справочному руководству по вашей машине, чтобы узнать, как получить доступ к лампочке и если вам нужно снять винты или крышку машины, чтобы заменить лампочку. Начать сейчас
Начать сейчас Лампы УФ-отверждения Dymax максимизируют интенсивность отверждения, сводя к минимуму ухудшение интенсивности с течением времени, что приводит к меньшему количеству замен ламп, а также к снижению эксплуатационных расходов. Интенсивность и спектральная мощность УФ-ламп определяют их способность отверждать светоотверждаемые материалы.
Лампы УФ-отверждения Dymax максимизируют интенсивность отверждения, сводя к минимуму ухудшение интенсивности с течением времени, что приводит к меньшему количеству замен ламп, а также к снижению эксплуатационных расходов. Интенсивность и спектральная мощность УФ-ламп определяют их способность отверждать светоотверждаемые материалы.
 Эти лампы в первую очередь предназначены для отверждения клеев, отверждаемых УФ/видимым светом, через защищенные от УФ-излучения, но прозрачные подложки.
Эти лампы в первую очередь предназначены для отверждения клеев, отверждаемых УФ/видимым светом, через защищенные от УФ-излучения, но прозрачные подложки.
 Прежде чем красить, необходимо обезжирить место повреждения, а после нанесения краски не мыть машину около недели, чтобы покрытие схватилось.
Прежде чем красить, необходимо обезжирить место повреждения, а после нанесения краски не мыть машину около недели, чтобы покрытие схватилось. А вот пластиковые и стеклянные рассеиватели фар можно попробовать отполировать своими силами, например, зубной пастой. Если есть уверенность в своих силах, то и полироли тоже помогут решить проблему.
А вот пластиковые и стеклянные рассеиватели фар можно попробовать отполировать своими силами, например, зубной пастой. Если есть уверенность в своих силах, то и полироли тоже помогут решить проблему. Существует несколько способов быстро и качественно нейтрализовать повреждения краски на автомобиле самостоятельно.
Существует несколько способов быстро и качественно нейтрализовать повреждения краски на автомобиле самостоятельно.


 Они не только делают автомобиль старым и изношенным, но и снижают его стоимость. В то время как многие компании предлагают профессиональные услуги по уходу за автомобилями, можно удалить царапины самостоятельно, используя обычные предметы домашнего обихода, такие как зубная паста или пищевая сода — с небольшими усилиями!
Они не только делают автомобиль старым и изношенным, но и снижают его стоимость. В то время как многие компании предлагают профессиональные услуги по уходу за автомобилями, можно удалить царапины самостоятельно, используя обычные предметы домашнего обихода, такие как зубная паста или пищевая сода — с небольшими усилиями!
 Отсутствующий элемент может вызвать проблемы во время очистки, если у вас его нет.
Отсутствующий элемент может вызвать проблемы во время очистки, если у вас его нет.



 Вы всегда можете позвонить нам для уточнения деталей.
Вы всегда можете позвонить нам для уточнения деталей. Вы можете проверить, нужно ли вам повторно нанести еще один слой автомобильного воска позже, если царапина все еще видна после того, как вы закончите этот шаг.
Вы можете проверить, нужно ли вам повторно нанести еще один слой автомобильного воска позже, если царапина все еще видна после того, как вы закончите этот шаг.

 Они часто появляются из ниоткуда, и вы хотели бы просто избавиться от них, не беспокоясь о большом ремонте или выставлении счетов.
Они часто появляются из ниоткуда, и вы хотели бы просто избавиться от них, не беспокоясь о большом ремонте или выставлении счетов. Это важный момент, потому что существует несколько уровней лакокрасочного покрытия автомобиля, которые влияют на то, насколько хорошо полироль сможет удалить царапину.
Это важный момент, потому что существует несколько уровней лакокрасочного покрытия автомобиля, которые влияют на то, насколько хорошо полироль сможет удалить царапину. Автомобильная полироль не восстанавливает верхний слой лакокрасочного покрытия, поэтому, если вы используете полироль, чтобы отшлифовать царапины на автомобиле, вам нужно будет потом нанести на нее воск.
Автомобильная полироль не восстанавливает верхний слой лакокрасочного покрытия, поэтому, если вы используете полироль, чтобы отшлифовать царапины на автомобиле, вам нужно будет потом нанести на нее воск.