
Сварка полуавтоматом без газа проволокой: инструкция, плюсы и минусы
Полуавтоматическая сварка является оптимальным способом соединения металлических деталей, обеспечивая и физическое удобство для пользователя, и высокое качество результата.
Как правило, в использовании данного метода задействуются аргоновые и углекислотные смеси в целях защиты от негативного влияния воздушной среды. Но также имеет свои преимущества и технология сварки с проволокой для полуавтомата без газа, при которой может подключаться и флюс.
Общие сведения о технологии
Потребность в использовании газовой среды возникает в силу необходимости защиты сварочной ванны от кислорода. Исключение того же аргона понижает защитные свойства шва, но этот недостаток можно компенсировать и другими средствами. На базовом же уровне и оборудование, и расходные материалы используются те же, что и при сварке в газовых средах. Наиболее распространены аппараты для методов термического воздействия MIG-MAG и TAG. Обязательным функциональным органом является и оснастка для подачи проволоки. Без газа полуавтомат чаще всего используют в сочетании с выпрямителями и трансформаторными установками, позволяющими точнее выполнять настройки по силе тока и мощности. Тонкая коррекция параметров рабочего процесса во многом компенсирует негативные факторы соединения заготовок без защитных сред.
Обязательным функциональным органом является и оснастка для подачи проволоки. Без газа полуавтомат чаще всего используют в сочетании с выпрямителями и трансформаторными установками, позволяющими точнее выполнять настройки по силе тока и мощности. Тонкая коррекция параметров рабочего процесса во многом компенсирует негативные факторы соединения заготовок без защитных сред.
Преимущества сварки без газа
Использование технологии полуавтоматической сварки без углекислотных и аргоновых смесей дает немало положительных эффектов, в числе которых следующие:
1. С точки зрения технологической организации выгоден отказ от газобаллонного оборудования с сопутствующей оснасткой. Массивные конструкции требуют создания специальных условий в плане безопасности, поэтому можно рассчитывать на снижение финансовых ресурсов и сокращение эксплуатационных хлопот.
2. Применение сварки полуавтоматом с обычной проволокой без газа расширяет возможности обработки разного рода материалов. У многих газовых смесей есть ограничения по совместимости с определенными покрытиями проволоки, поэтому можно говорить о повышении универсальности метода.
У многих газовых смесей есть ограничения по совместимости с определенными покрытиями проволоки, поэтому можно говорить о повышении универсальности метода.
3. Оператор может визуально контролировать место подачи в разделку сварки через маску. При использовании инертных газов рабочая дуга закрывается горелкой.
4. Повышение уровня безопасности. Обработка под термическим воздействием сама по себе несет немало рисков, но отсутствие газа их значительно снижает.
Недостатки сварки без газа
Очевидно, что исключение защитной среды влечет и целый ряд отрицательных моментов при выполнении операции. К ним можно отнести следующие:
Применение порошковой проволоки – не самое лучшее решение в плане финансовой экономии, хотя в большинстве случаев это единственно возможная альтернатива. Повышаются требования к качеству расходных материалов. В целях минимизации вреда для газовой ванны от воздушной смеси стоит применять мощно оборудование и соответствующую оснастку. Использование проволоки для сварки полуавтоматом без газа допускается только в сочетании с аппаратами, позволяющими изменять обратную полярность в условиях прямого включения. Имеют место и свои ограничения по совместимости режимов с порошковой проволокой. Также учитывается и чувствительность материала заготовки к покрытию стержня с модифицирующим расплавом. На практике наблюдаются сложности при работе с металлическими листами толщиной до 1,5 мм.
Имеют место и свои ограничения по совместимости режимов с порошковой проволокой. Также учитывается и чувствительность материала заготовки к покрытию стержня с модифицирующим расплавом. На практике наблюдаются сложности при работе с металлическими листами толщиной до 1,5 мм.
Подготовка к рабочему процессу
В первую очередь осматривается рабочее оборудование. Необходимо проверить его работоспособность, состояние электротехнической начинки, функции защитных устройств и т. д. Далее оценивается состояние электросети. Необходимо, чтобы в инфраструктуре подключения предусматривались средства заземления. Работа с проволокой для полуавтомата без газа может осуществляться в широком диапазоне напряжений, но в любом случае ограничительные рамки следует проверять изначально. Особенно это касается подключения к сетям, в которых регулярно наблюдаются перепады напряжения. Заранее определяется и режим, в котором будет производиться сварка. Исходя из него подбирается тип проволоки, характеристики флюса и других расходников, которые будут задействоваться в рабочей операции. Отдельное внимание отводится приспособлениям и агрегатам, отвечающим за удержание и подачу проволоки. Это могут быть и механические средства, и ручные держатели. В любом случае их состояние должно испытываться перед сваркой.
Отдельное внимание отводится приспособлениям и агрегатам, отвечающим за удержание и подачу проволоки. Это могут быть и механические средства, и ручные держатели. В любом случае их состояние должно испытываться перед сваркой.
Какая проволока используется?
Рекомендуется применять порошковую проволоку на стальной основе в виде трубки. Средний диаметр у нее составляет 0,8-1 мм. Непосредственно активная порошковая смесь представляет собой подобие обмазки обычных электродов, которая в процессе нагрева формирует защитное облако. В частности, состав может формироваться из шлакообразующих и деоксидирующих присадок, обеспечивающих также стабильность горения дуги. Использование порошковой проволоки для полуавтомата без газа избавляет от необходимости применения редукторов и емкостей с защитными средами, при этом скорость рабочего образования шва остается достаточно высокой. В выборе конкретного состава порошка важно иметь в виду, что некоторые эксплуатационные свойства могут противоречить друг другу. Речь идет о том же поддержании стабильности дуги, разбрызгивании расплава и формировании изоляционного облака. Как правило, предпочтение отдается одной из перечисленных функций в соответствии с конкретным режимом работы.
Речь идет о том же поддержании стабильности дуги, разбрызгивании расплава и формировании изоляционного облака. Как правило, предпочтение отдается одной из перечисленных функций в соответствии с конкретным режимом работы.
Техника выполнения сварки
Метод сварки без защитных смесей во многом схож с обычной технологией термического воздействия в средах аргона или углекислоты. После подготовки оборудования и расходников производится розжиг дуги, а затем начинается подача проволоки с образованием сварочной ванны. Порошковый состав как таковой может выполнить ту же функцию, что и газовая изоляция, но есть один нюанс – попадание шлака неизбежно приводит к образованию дефектов. Прочностные характеристики могут соответствовать нормативным требованиям, но сама структура будет искаженной и деформированной. По этой причине проволока для полуавтомата без газа часто используется с расчетом на формирование двойного шва. Первый слой будет конструкционным, а второй – финишным технологическим. Внешнее покрытие позволит скорректировать структуру поверхности стыка и при необходимости сделать ее более прочной.
Внешнее покрытие позволит скорректировать структуру поверхности стыка и при необходимости сделать ее более прочной.
Сварка полуавтоматом без газа проволокой с флюсом
В отличие от проволочных расходников, флюсовый наполнитель представляет собой не формовочную порошковую смесь. Хотя по составу он может соответствовать и вышеупомянутым материалам для защиты сварочной зоны. В целом технология сварки выполняется по стандартной схеме посредством полуавтомата, но имеют место особенности подачи флюса. При дуговой тактике работы, в принципе, возможно и автоматическое направление через выпрямитель. Это касается работы со сварочным полуавтоматом без газа на флюсовой проволоке, причем современные производства задействуют для таких целей и многофункциональные роботизированные комплексы. В бытовых же условиях техника подачи скорее напоминает ручной способ. Порошковым составом путем перемещения головки полуавтомата накрывается сварочная ванна до оптимального состояния изоляции.
Заключение
Отказ от газовой защиты при сварке накладывает большую ответственность на оператора, поскольку качество соединения в большей степени будет зависеть от его опыта и сноровки при обращении с расходниками. Облегчить данную задачу новичку можно правильным выбором рабочих материалов. Оптимальным решением будет самозащитная сварочная проволока для полуавтомата без газа, которой можно соединять низколегированные и углеродистые стали. Дает свои преимущества и флюс, однако перед его использованием следует детально определить свойства соединения через расплав порошка. Малейшая ошибка в выборе состава активных элементов расходника может привести к образованию критических дефектов при формировании шва.
Облегчить данную задачу новичку можно правильным выбором рабочих материалов. Оптимальным решением будет самозащитная сварочная проволока для полуавтомата без газа, которой можно соединять низколегированные и углеродистые стали. Дает свои преимущества и флюс, однако перед его использованием следует детально определить свойства соединения через расплав порошка. Малейшая ошибка в выборе состава активных элементов расходника может привести к образованию критических дефектов при формировании шва.
Сварка полуавтоматом без газа, принцип работы и особенности сварки порошковой проволокой
К числу разновидностей классической электродуговой сварки относится полуавтоматическая сварка. Если мастер использует такой вид сварки, то ему необходима специальная проволока, которая будет выполнять функции электрода. Во время работы она должна постоянно поступать в сварочную головку.
При сварке электродами все предельно понятно. Мастеру достаточно поместить электрод в специальный держатель, установить массу на заготовку и можно приступать к сварке. Однако обычная сварка инвертором достаточно сложный процесс, когда речь идет о тонких заготовках. Например провести сварочные работы по кузову автомобиля — тот еще квест . Сварка полуавтомат без газа порошковой проволокой дает возможность уверенно работать даже с металлом 0,3 — 0,5 мм толщины.
Однако обычная сварка инвертором достаточно сложный процесс, когда речь идет о тонких заготовках. Например провести сварочные работы по кузову автомобиля — тот еще квест . Сварка полуавтомат без газа порошковой проволокой дает возможность уверенно работать даже с металлом 0,3 — 0,5 мм толщины.
Принцип полуавтоматической сварки несколько другой. В качестве присадочного материала выступает проволока. Опытные мастера наверняка зададут вопрос: как же образуется газ, который защитит сварочную ванну от окружающей среды? Вот здесь и стоит пояснить, какая же именно проволока используется для полуавтоматической сварки.
Сварка полуавтомат без газа и особенности порошковой проволокиЛюди, имеющие хотя бы минимальный опыт и знания в сфере сварки полуавтоматом, никогда не станут применять обычную проволоку. Это чревато получением крайне некачественного шва, который имеет много неровностей и пустот. Плюс к этому придется использовать очень много проволоки.
При сварке используется специальная порошковая проволока. Она представляет собой стержень, внутри которого находится флюсованный порошок. При задействовании сварочного оборудования флюс нагревается, что приводит к образованию газового облака. Его радиуса вполне хватает для обеспечения надежной защиты расплавляемого материала.
Сварка полуавтомат без газа порошковой проволокой имеет одну особенность, которую должен учитывать мастер. При сварке вертикальных швов повышенная температура распространяется снизу вверх. Чтобы сохранить тепло в сварочной ванне, рекомендуется направлять головку пистолета сверху вниз. Также сварка порошковой проволокой без газа предполагает быстрый темп работы.
Сегодня в продаже имеется порошковая проволока самого разного диаметра. Поэтому сварка порошковой проволокой может использоваться при работе, как с тонкими, так и с толстыми металлами.
Плюсы и минусы полуавтоматической сварки с использованием порошковой проволоки
Мастера ценят полуавтоматическую сварку за следующие достоинства:
- Сварочное оборудование имеет малый вес.
 Не придется брать с собой до места работы тяжелый баллон и редуктор;
Не придется брать с собой до места работы тяжелый баллон и редуктор; - При работе будет хорошо видно место сварочной разделки;
- Не нужно тратиться на покупку смеси газов.
 Не придется брать с собой до места работы тяжелый баллон и редуктор;
Не придется брать с собой до места работы тяжелый баллон и редуктор;Сварка полуавтоматом порошковой проволокой имеет также ряд недостатков:
- Необходимо приобретать сварочную проволоку. Впрочем, как уже было сказано выше, для такой сварки не потребуется покупать смесь газов. Поэтому данный минус не является существенным;
- Нужно потратить время на выбор качественного сварочного аппарата.
Любые сварочные работы начинаются с подготовки оборудования. Первым делом мастер должен выбрать подходящее значение сварочного тока. Оно зависит от толщины сплавляемых материалов. Соотношение величин можно узнать из инструкции, которая прилагается к полуавтомату. Если установить слишком низкое значение, то это приведет к ухудшению качества обработки материала. В случае завышенного значения появляется риск прожечь деталь.
В случае завышенного значения появляется риск прожечь деталь.
На следующем этапе подбирается оптимальный режим подачи проволоки. Для этого задействуется комплект сменных шестерен. Перемещаем ручку переключателя в положение «Вперед», а после заполняем воронку.
При выставлении вылета держателя надо сделать так, чтобы наконечник оказался в зоне проведения сварки. Открываем заслонку воронки, нажимаем кнопку «Пуск» и во время этого быстро проводим электродом по месту сваривания.
Надо дождаться момента, когда образуется устойчивая дуга. После этого можно приступать к сварке.
Техника сваривания
Сварка полуавтомат без газа для дома пройдет нормально при соблюдении техники сваривания. Важно помнить, что при создании вертикальных швов пары сгораемого при высокой температуре флюса направляются вверх. Поэтому начинать сварку желательно сверху материала. Это особенно актуально при обработке тонких листов из металла.
При выполнении сварки полуавтоматом без газа рукоятку следует держать с малым наклоном кверху. Это позволяет проще удерживать сварочную ванну в области ее образования.
Это позволяет проще удерживать сварочную ванну в области ее образования.
Чтобы не появились капли расплавленного металла, мастер должен водить горелкой по месту соединения достаточно быстро. Порошковую проволоку следует подавать к срезу, расположенному спереди. У порошковой проволоки есть одна особенность. Дело в том, что она слишком мягкая, поэтому надо избегать сильных перегибов шланга.
Иногда шлак может попадать в расплавленную ванну. Если это произошло, то мастеру следует создать второй шов, предварительно удалив шлак с первого.
Техника безопасности при сварке порошковой проволокой
Сварка относится к числу работ с повышенным риском, поэтому мастеру следует:
- Использовать защитные очки и маску. Возникающий в процессе сваривания металла яркий свет крайне вреден для зрения;
- Надеть респиратор или специальные фильтрующие воздух маски. При сварке полуавтоматом порошковой проволокой выделяются опасные для здоровья испарения. Если сварка проходит в помещении, то оно должно быть оборудовано вытяжной системой для эффективного вывода наружу вредных веществ;
- Обеспечить себе защиту от капель расплавленного металла. Мастер должен быть одет в рабочую спецодежду;
- Надеть рабочие перчатки при необходимости перенести сварочные заготовки.
 Если сварка проходит в помещении, то оно должно быть оборудовано вытяжной системой для эффективного вывода наружу вредных веществ;
Если сварка проходит в помещении, то оно должно быть оборудовано вытяжной системой для эффективного вывода наружу вредных веществ;Электросварочный аппарат, без газа / MIG/MAG двойного назначения 100 В Эксклюзивный полуавтоматический сварочный аппарат Arcury 120 | STARDENKI
1. Артикул данного товара, посмотреть и выбрать из списка можно здесь
Пропустить Далее >>
2. Или выберите спецификацию на вкладке конфигурации, пока не будет сгенерирован номер детали
Пропустить Далее >>
3. Информация о продукте доступна в этом разделе
Пропустить Закрыть
(!)
Поскольку поддержка со стороны Microsoft прекратится 14 января 2020 года, пользователь Windows 7 не сможет эффективно использовать веб-сайт MISUMI. Пожалуйста, рассмотрите возможность обновления вашей системы в соответствии с «системными требованиями веб-сайта MISUMI».
Пожалуйста, рассмотрите возможность обновления вашей системы в соответствии с «системными требованиями веб-сайта MISUMI».
- МИСУМИ Главная>
- Инструменты для обработки>
- Товары для сварки>
- Электросварочные аппараты>
- Электросварочный аппарат, без газа / MIG/MAG двойного назначения, 100 В Эксклюзивный полуавтоматический сварочный аппарат Arcury 120
Настройка
Очистить все
| Номер детали |
|---|
| САЙ-120 |
| Номер детали | Минимальное количество для заказа. | Скидка за объем | Количество дней до отгрузки | |
|---|---|---|---|---|
56 503,00 ฿ | 1 шт. | 14 дней) |
Загрузка…
Основная информация
| Сварочный автомат | Напряжение (В) | Однофазный 100 | Номинальная потребляемая мощность (кВА) | 3 | |
|---|---|---|---|---|---|
| Потребляемая мощность (кВт) | 2,5 | Частота | Комбинация 50/60 Гц | Коэффициент использования (%) | 10 |
| Номинальный выходной ток (А) | 90(40~90) | Номинальный входной ток (А) | 30 | Размер | 275Ш×480Д×380В |
| Масса (г) | 20000 | Доступный размер проволоки для загрузки | Диаметр барабана 101φ X 45T 200φ X 58T | Емкость подачи проволоки | Масса проволоки до 5,0 кг |
| Содержимое стандартного набора | (1) Зажим заземления (кабель 1,2 м с основным корпусом), (2) Фонарик (кабель 1,8 м с основным корпусом), (3) Шнур питания (1,7 м с основным корпусом), (4) Отбойный молоток и проволочная щетка, (5) Двойной хомут для шланга, (6) Лицевой щиток с фильтром и крышкой, (7) Адаптер 2 P / 100 В |
Пожалуйста, проверьте тип/размеры/спецификацию детали SAY-120 в эксклюзивном полуавтоматическом сварочном аппарате серии Arcury 120 для электросварочного аппарата двойного назначения без газа / MIG/MAG 100 В.
Техническая поддержка
- Бренд третьей стороны
- Тел: 1382 Нажмите 7 (038-959200 Нажмите 7) / ФАКС: 038-959288
- 9:00 — 18:00 (понедельник — пятница)
- Технический запрос
Плюсы и минусы сварки MIG — Baker’s Gas & Welding Supplies, Inc.
Преимущества и недостатки сварки MIG обычно определяются типом сварщика MIG и характером работы. Прежде чем обсуждать преимущества и недостатки сварки MIG, важно сначала иметь четкое представление о том, какой сварочный аппарат MIG использовать и для чего он будет использоваться.
Сварочные аппараты MIG бывают 1-фазными, комбинированными 1- и 3-фазными и 3-фазными. Однофазные сварочные аппараты MIG имеют стандартное напряжение 115 или 230 В переменного тока и используются в домашних гаражах, кузовных мастерских, на фермах и ранчо, при проведении небольших работ по техническому обслуживанию, общему ремонту, художественных работах и легких производствах.
1- и 3-фазные сварочные аппараты MIG обеспечивают немного большую гибкость при сварке. Хотя они могут выполнять те же функции, что и аппарат для однофазной сварки MIG, они также используются для легкого производства и производства.
Как только вы узнаете, что вам предстоит выполнять работу, для которой требуется сварочный аппарат MIG, вы сможете оценить его преимущества и недостатки. Многие сварщики утверждают, что преимущества намного перевешивают недостатки.
Преимущества сварки MIG
Повышение производительности
Многие сварщики оценят более высокую производительность благодаря экономии времени за счет отсутствия необходимости постоянно менять прутки или удалять шлак, а также многократной очистки сварного шва щеткой. Они могут работать быстрее и чище.
Простота обучения
Одним из основных преимуществ сварки MIG является ее простота. Сварщики могут научиться сварке MIG за несколько часов, а некоторые инструкторы утверждают, что они могут провести базовое обучение за двадцать минут, при этом большая часть времени уходит на очистку сварного шва.
Сварке TIG требуется много времени, чтобы научиться, и большинство сварщиков, работающих на дому, не захотят тратить на это время. Один инструктор описал сварку MIG как процесс «наведи и снимай».
Простые и качественные сварные швы
MIG обеспечивает лучшую видимость сварочной ванны. Добавьте к этому простоту процесса и лучший контроль, обеспечиваемый автоматической подачей проволоки, и MIG упростит получение великолепного сварного шва.
Чистота и эффективность
Поскольку MIG использует защитный газ для защиты дуги, при переносе металла через дугу потери легирующих элементов очень малы. Шлак не удаляется, что характерно для сварки электродами, и образуются лишь незначительные сварочные брызги. После непродолжительной очистки сварщики MIG вернутся к работе в кратчайшие сроки благодаря минимальной очистке, которая им требуется.
Универсальность
Сварка MIG чрезвычайно универсальна и может сваривать широкий спектр металлов и сплавов, работая различными способами, например, в полуавтоматическом и полностью автоматическом режимах. Хотя сварка MIG полезна для многих домашних сварочных работ, она также используется во многих отраслях промышленности. MIG используется для следующих металлов: алюминий, медь, нержавеющая сталь, мягкая сталь, магний, никель и многие их сплавы, а также железо и большинство его сплавов.
Хотя сварка MIG полезна для многих домашних сварочных работ, она также используется во многих отраслях промышленности. MIG используется для следующих металлов: алюминий, медь, нержавеющая сталь, мягкая сталь, магний, никель и многие их сплавы, а также железо и большинство его сплавов.
Более высокая скорость сварки
Благодаря непрерывной подаче проволоки обе руки остаются свободными при сварке MIG, что повышает скорость сварки, качество сварки и общий контроль.
Недостатки сварки MIG
Стоимость
Сварщики сразу заметят, что оборудование для сварки MIG является более сложным и дорогостоящим, а также страдает от портативности. Кроме того, можно добавить защитный газ, электроды и сменные наконечники и сопла для сварки MIG.
Ограниченные позиции
Текучесть сварочной ванны и высокое тепловложение аппарата MIG исключают возможность вертикальной или потолочной сварки. В то время как некоторые сварщики никогда бы не подумали о сварке в одном из этих положений, примите этот фактор во внимание при принятии решения о покупке сварочного аппарата MIG, чтобы убедиться, что он может выполнять все запланированные для него работы.
Не подходит для сварки на открытом воздухе
Помимо того, что сварочные аппараты MIG не являются портативными, они также не подходят для работы на открытом воздухе, поскольку они используют защитный газ для защиты чистоты сварного шва. Ветер испортит защитный газ и повлияет на качество сварного шва. Сварочный аппарат MIG также нельзя вытащить в поле для ремонта трактора, но он прекрасно работает в гараже для автомобильных работ.
Быстрые скорости охлаждения
Сварной металл будет остывать с более высокой скоростью, поскольку он не покрыт шлаком после завершения сварки.
Не подходит для толстых металлов
Хотя сварка MIG подходит для тонких металлов, она не обеспечивает надлежащего провара для более толстой стали, для которой требуется сплошной сварной шов.
Защитный газ
Для замены баллона с защитным газом может потребоваться время, и он может мешать во время сварки.

 Например, перейти с масла 75w-90 на 80w-90, после чего проверить автомобиль в эксплуатации. Если симптомы остались, то в любом случае необходимо произвести снятие МКПП, а также осмотр комплекта сцепления на предмет механических повреждений, которые могут появиться из-за неквалифицированной установки.
Например, перейти с масла 75w-90 на 80w-90, после чего проверить автомобиль в эксплуатации. Если симптомы остались, то в любом случае необходимо произвести снятие МКПП, а также осмотр комплекта сцепления на предмет механических повреждений, которые могут появиться из-за неквалифицированной установки. Довольно часто единственным выходом из сложившейся ситуации становится буксировка личного транспорта. Однако далеко не все знают, как правильно буксировать автомобиль.
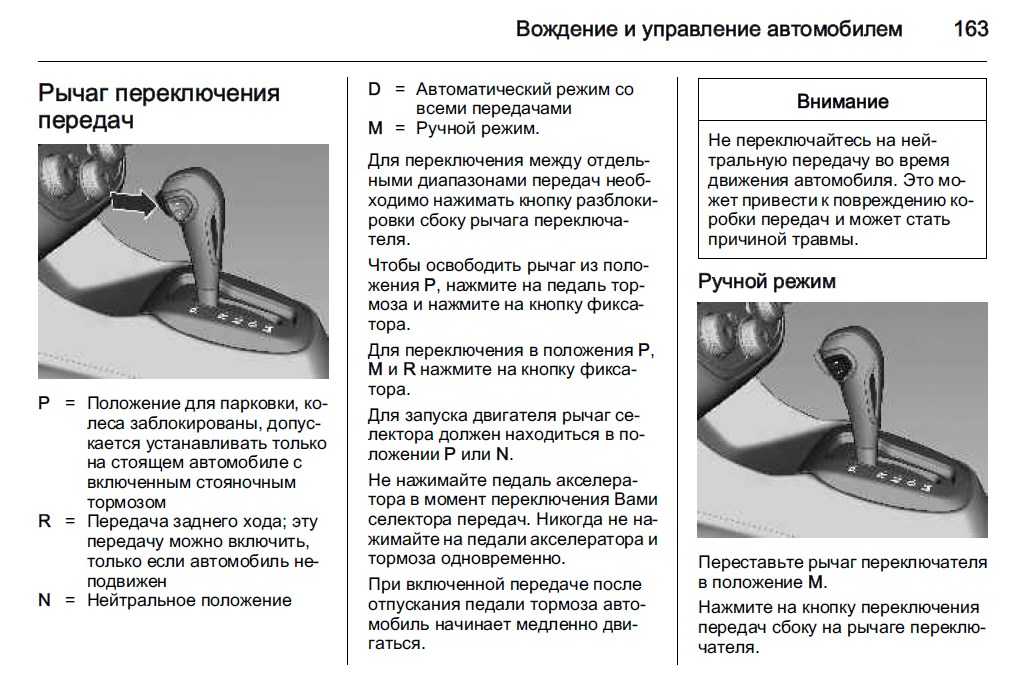
Довольно часто единственным выходом из сложившейся ситуации становится буксировка личного транспорта. Однако далеко не все знают, как правильно буксировать автомобиль. Это требуется для активации звукового сигнала, а также для приведения в действие рулевого управления и тормозной системы. Если осуществляется буксировка автомобиля с АКПП, ее рычаг необходимо установить в положение «N».
Это требуется для активации звукового сигнала, а также для приведения в действие рулевого управления и тормозной системы. Если осуществляется буксировка автомобиля с АКПП, ее рычаг необходимо установить в положение «N».
 Чтобы избежать серьезных проблем с личным транспортом, многие автомобилисты отказываются от этой затеи и принимают решение воспользоваться услугами эвакуатора – и это правильный выбор.
Чтобы избежать серьезных проблем с личным транспортом, многие автомобилисты отказываются от этой затеи и принимают решение воспользоваться услугами эвакуатора – и это правильный выбор.
 Спущенные шины
Спущенные шины
 Попытка ездить с перегретым двигателем может привести к большому счету за ремонт автомобиля или внезапному отказу двигателя.
Попытка ездить с перегретым двигателем может привести к большому счету за ремонт автомобиля или внезапному отказу двигателя. Выключите двигатель и отойдите от машины.
Выключите двигатель и отойдите от машины.


 Какие существуют типы эвакуаторов?
Какие существуют типы эвакуаторов?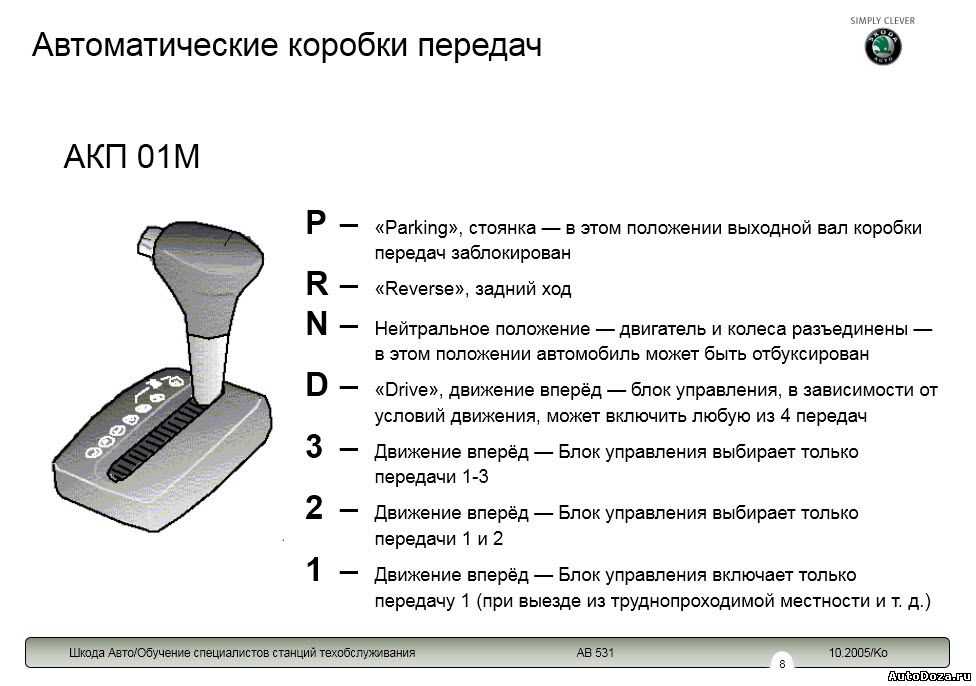 Обычно это предназначено для суммарных транспортных средств.
Обычно это предназначено для суммарных транспортных средств.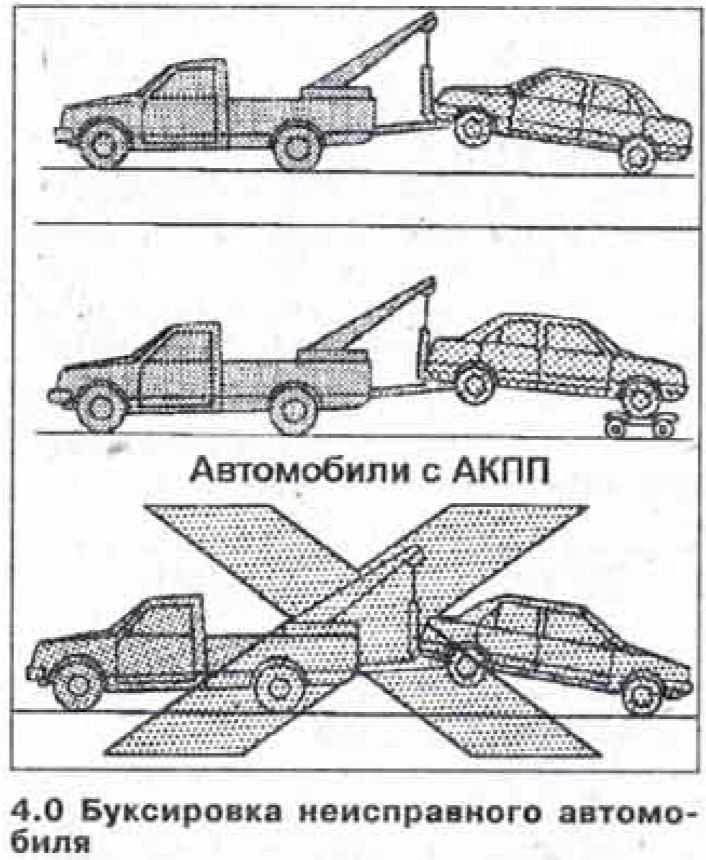

 Момент, когда вы знаете, что с вашим автомобилем что-то не так, но не уверены, насколько это серьезно.
Момент, когда вы знаете, что с вашим автомобилем что-то не так, но не уверены, насколько это серьезно. Однако, прежде чем искать «буксировка рядом со мной», вам следует кое-что сделать, чтобы подготовить свой автомобиль.
Однако, прежде чем искать «буксировка рядом со мной», вам следует кое-что сделать, чтобы подготовить свой автомобиль.
 В этом случае хорошей идеей будет пригласить автомобильную организацию и заменить ее новой батареей.
В этом случае хорошей идеей будет пригласить автомобильную организацию и заменить ее новой батареей. Они потенциально опасны, и если вы видите их, вам следует подумать о буксировке.
Они потенциально опасны, и если вы видите их, вам следует подумать о буксировке.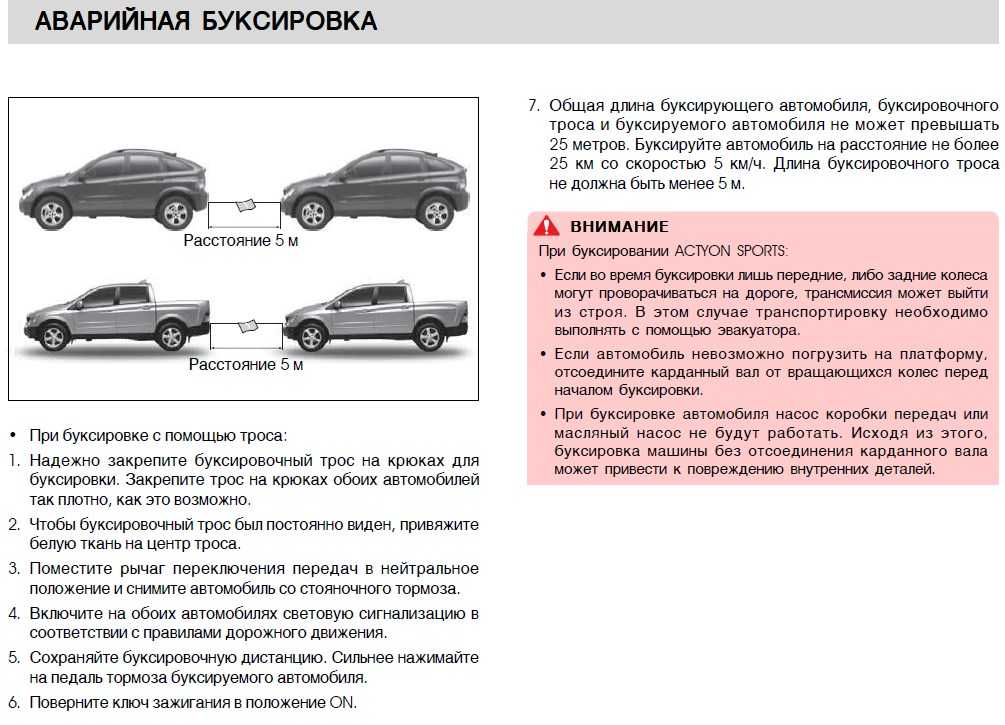 Также возможно, что вы перевернули что-то на дороге, что вызвало звук.
Также возможно, что вы перевернули что-то на дороге, что вызвало звук.








 Затем автомобиль закрепляется на эвакуаторе и доставляется в нужное место. Буксировка колесным подъемником часто используется на более короткие расстояния и чаще используется для более легких транспортных средств.
Затем автомобиль закрепляется на эвакуаторе и доставляется в нужное место. Буксировка колесным подъемником часто используется на более короткие расстояния и чаще используется для более легких транспортных средств.
 Чтобы отбуксировать свой автомобиль в Мэриленде и получить точную цену, свяжитесь с Geyers Towing сегодня по телефону: (301) 540-1600, у нас есть круглосуточная служба поддержки на дороге.
Чтобы отбуксировать свой автомобиль в Мэриленде и получить точную цену, свяжитесь с Geyers Towing сегодня по телефону: (301) 540-1600, у нас есть круглосуточная служба поддержки на дороге.

 16), а при ее отсутствии:
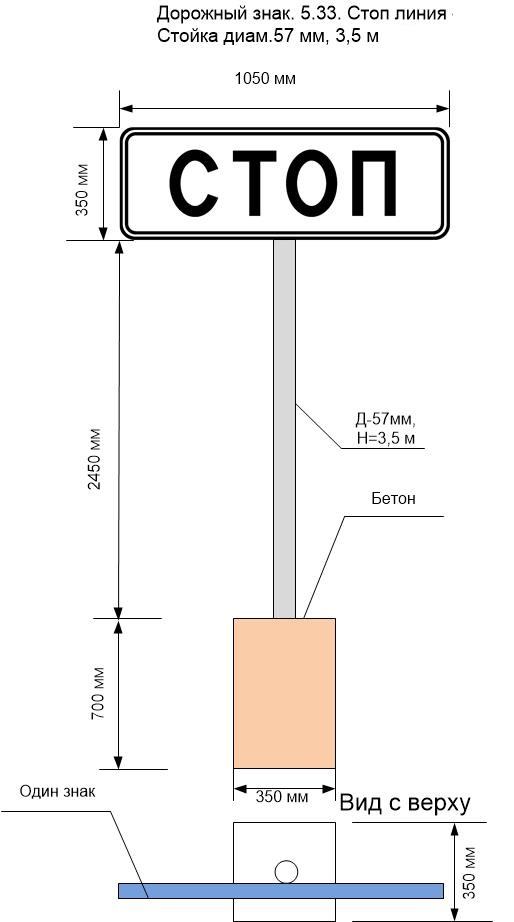
16), а при ее отсутствии: png" alt="929" />»>929 — широкая сплошная поперечная линия — стоп-линия указывает место, где водитель должен остановить транспортное средство при наличии знака 207, или при запрещающем сигнале светофора или регулировщика движения;
png" alt="929" />»>929 — широкая сплошная поперечная линия — стоп-линия указывает место, где водитель должен остановить транспортное средство при наличии знака 207, или при запрещающем сигнале светофора или регулировщика движения; kurator.lv/images/pravila/znaki/horiz_razm/929.png" alt="929" />»>929), при ее отсутствии — перед дорожным знаком 541 или 207, при его отсутствии — не ближе 5 м до шлагбаума, а при его отсутствии — не ближе 10 м от ближайшего рельса, если железнодорожный переезд оборудован только светофором — перед светофором. Перед началом движения после остановки транспортного средства водитель должен еще раз убедиться в отсутствии приближающегося поезда.
kurator.lv/images/pravila/znaki/horiz_razm/929.png" alt="929" />»>929), при ее отсутствии — перед дорожным знаком 541 или 207, при его отсутствии — не ближе 5 м до шлагбаума, а при его отсутствии — не ближе 10 м от ближайшего рельса, если железнодорожный переезд оборудован только светофором — перед светофором. Перед началом движения после остановки транспортного средства водитель должен еще раз убедиться в отсутствии приближающегося поезда. Знак 207 может быть установлен также перед неохраняемым железнодорожным переездом или специальным карантинным постом, в местах пересечения границы и других местах, где дорожное движение останавливается при помощи шлагбаума или иным способом. В этом случае водитель должен остановиться непосредственно перед стоп-линией (разметка 929), а при ее отсутствии — непосредственно перед знаком;
Знак 207 может быть установлен также перед неохраняемым железнодорожным переездом или специальным карантинным постом, в местах пересечения границы и других местах, где дорожное движение останавливается при помощи шлагбаума или иным способом. В этом случае водитель должен остановиться непосредственно перед стоп-линией (разметка 929), а при ее отсутствии — непосредственно перед знаком;
 Вы увидите, что элемент помещается в указанное место. Вы можете изменить его местоположение, перетащив его вдоль дороги.
Вы увидите, что элемент помещается в указанное место. Вы можете изменить его местоположение, перетащив его вдоль дороги. При необходимости вы можете комбинировать дорожные знаки, например, Ограничение скорости Выход.
При необходимости вы можете комбинировать дорожные знаки, например, Ограничение скорости Выход.








 Кроме того, все наши знаки серии RC одобрены Министерством транспорта (MTO).
Кроме того, все наши знаки серии RC одобрены Министерством транспорта (MTO).
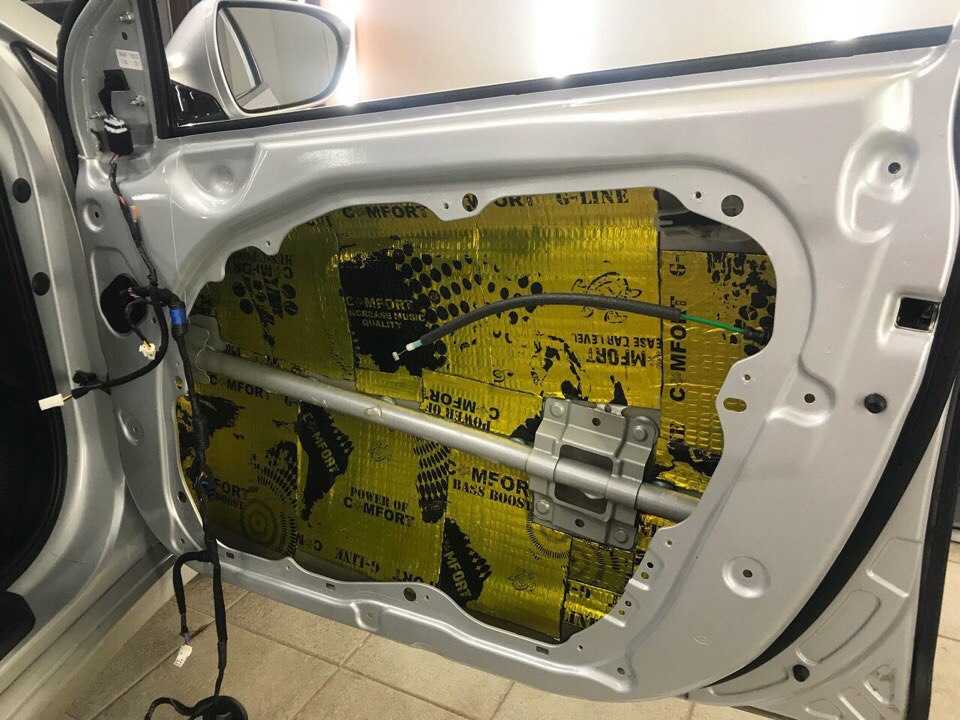
 Он решает основные проблемы современного авто среднего класса. В этом пакете мы обрабатываем багажник до задних сидений, включая задние крылья, все двери, капот, а также передние арки и крылья. Выбрав его, Вы улучшите звучание акустики, устраните дребезг дверных обшивок и значительно уменьшите шум колес сзади, а также работа подвески станет более «мягкой» и комфортной.
Он решает основные проблемы современного авто среднего класса. В этом пакете мы обрабатываем багажник до задних сидений, включая задние крылья, все двери, капот, а также передние арки и крылья. Выбрав его, Вы улучшите звучание акустики, устраните дребезг дверных обшивок и значительно уменьшите шум колес сзади, а также работа подвески станет более «мягкой» и комфортной. ..
.. Только такое сочетание дает хороший эффект.
Только такое сочетание дает хороший эффект.
 Давать знать о себе подобным образом могут также детали торпеды, некачественное пластмассовое оборудование в салоне, инструменты, которые вы храните в бардачке или в багажнике. Но зачастую, даже после наведения порядка, избавиться от посторонних шумов не удается. И тогда помочь может только профессиональная шумоизоляция в Ростове и других городах мира. А для того, чтобы выполнить ее собственными силами или руками специалистов, вам потребуется приобрести хорошие материалы.
Давать знать о себе подобным образом могут также детали торпеды, некачественное пластмассовое оборудование в салоне, инструменты, которые вы храните в бардачке или в багажнике. Но зачастую, даже после наведения порядка, избавиться от посторонних шумов не удается. И тогда помочь может только профессиональная шумоизоляция в Ростове и других городах мира. А для того, чтобы выполнить ее собственными силами или руками специалистов, вам потребуется приобрести хорошие материалы. Зачастую довольно сложно сориентироваться в выборе при отсутствии грамотной консультации специалиста. Правильно подобранные материалы – это залог тишины и комфорта в салоне вашего автомобиля. Функционально выделяют несколько типов материалов. Один из типов – это так называемые вибродемпферы, которые работают как утяжелители и помогают гасить вибрацию кузова. Другая группа – это звукоизоляторы, которые благодаря своим физическим возможностям материала, снижают уровень звука, гасят вибрационные и звуковые волны.
Зачастую довольно сложно сориентироваться в выборе при отсутствии грамотной консультации специалиста. Правильно подобранные материалы – это залог тишины и комфорта в салоне вашего автомобиля. Функционально выделяют несколько типов материалов. Один из типов – это так называемые вибродемпферы, которые работают как утяжелители и помогают гасить вибрацию кузова. Другая группа – это звукоизоляторы, которые благодаря своим физическим возможностям материала, снижают уровень звука, гасят вибрационные и звуковые волны. Мы эксперты в шумоизоляции этих и других марок автомобилей.
Мы эксперты в шумоизоляции этих и других марок автомобилей.

 Что ж, к счастью, есть несколько потенциальных способов и материалов, которые помогают достичь акустического комфорта.
Что ж, к счастью, есть несколько потенциальных способов и материалов, которые помогают достичь акустического комфорта. И ну, чтобы лопнуть пузырь, чем спортивнее автомобиль, тем шумнее он становится внутри! Обычно вы можете испытывать это при движении по ухабистым и ухабистым дорогам.
И ну, чтобы лопнуть пузырь, чем спортивнее автомобиль, тем шумнее он становится внутри! Обычно вы можете испытывать это при движении по ухабистым и ухабистым дорогам. Дополнительный пластиковый слой (ламинат) помогает снизить уровень шума.
Дополнительный пластиковый слой (ламинат) помогает снизить уровень шума.
 В конце концов, это машина, верно? Он нуждается в периодической чистке и уходе.
В конце концов, это машина, верно? Он нуждается в периодической чистке и уходе. Шины для бездорожья обычно имеют большие канавки для сцепления, что, очевидно, создает больше шума.
Шины для бездорожья обычно имеют большие канавки для сцепления, что, очевидно, создает больше шума. Используйте спреи
Используйте спреи  Используя их, вам не нужно будет снимать всю дверь. Вот один из лучших вариантов, доступных на Amazon:
Используя их, вам не нужно будет снимать всю дверь. Вот один из лучших вариантов, доступных на Amazon: Пара баллончиков спрея — это все, что вам нужно для начала работы, что обойдется вам всего в 100 долларов.
Пара баллончиков спрея — это все, что вам нужно для начала работы, что обойдется вам всего в 100 долларов. Однако полностью отрицать тот факт, что звук отсюда вообще не проникает, нельзя. Итак, вот что вы можете сделать: удалить существующую обшивку крыши в салоне автомобиля, а затем покрыть ее звукоизоляционным материалом, таким как MLV (Mass Loaded Vinyl)
Однако полностью отрицать тот факт, что звук отсюда вообще не проникает, нельзя. Итак, вот что вы можете сделать: удалить существующую обшивку крыши в салоне автомобиля, а затем покрыть ее звукоизоляционным материалом, таким как MLV (Mass Loaded Vinyl) 
 9022 1.
9022 1.
 Этот процесс, также известный как звукоизоляция или шумоизоляция, позволяет использовать материалы, которые помогают блокировать внешний шум. Часто они поступают из моторного отсека, рамы автомобиля, панелей, шин, дорог и даже из окружающей среды. Это означает, что вам нужно будет работать с различными частями вашего автомобиля, чтобы сделать звукоизоляцию вашего автомобиля более эффективной.
Этот процесс, также известный как звукоизоляция или шумоизоляция, позволяет использовать материалы, которые помогают блокировать внешний шум. Часто они поступают из моторного отсека, рамы автомобиля, панелей, шин, дорог и даже из окружающей среды. Это означает, что вам нужно будет работать с различными частями вашего автомобиля, чтобы сделать звукоизоляцию вашего автомобиля более эффективной.
 Помните: звук распространяется по воздуху, и он без проблем может проникнуть в самые маленькие отверстия и зазоры. Вот почему важно герметизировать их клеем.
Помните: звук распространяется по воздуху, и он без проблем может проникнуть в самые маленькие отверстия и зазоры. Вот почему важно герметизировать их клеем. Когда вы закончите, просто установите дверные панели на место и плотно закрепите их.
Когда вы закончите, просто установите дверные панели на место и плотно закрепите их. 03 февраля 2023 г.
03 февраля 2023 г. 4 появится в фильме «Человек-муравей и Оса: Квантумания»
4 появится в фильме «Человек-муравей и Оса: Квантумания» 01 февраля 2023 г.
01 февраля 2023 г. 30 января 2023 г.
30 января 2023 г. 09 марта 2022 г.
09 марта 2022 г. 16 июня 2020 г.
16 июня 2020 г.
 03 февраля 2023 г.
03 февраля 2023 г. 20 января 2023 г.
20 января 2023 г. 27 января 2023 г.
27 января 2023 г.
 Использование этих присадок при изготовлении бензина допускается, но при строгой дозировке. Содержание МТБЭ больше 15% приводит к падению мощности мотора и разъедает уплотнения в топливной системе. ММА (не более 1%) разрешен в топливе до четвертого класса и запрещен с 2016 года.
Использование этих присадок при изготовлении бензина допускается, но при строгой дозировке. Содержание МТБЭ больше 15% приводит к падению мощности мотора и разъедает уплотнения в топливной системе. ММА (не более 1%) разрешен в топливе до четвертого класса и запрещен с 2016 года. Но чаще производитель дает вилку: например, 95 — основной, 92 — резервный. В этом случае можно использовать и тот и другой, но 95-ый лучше. К тому же, с 95-ым бензином автомобиль поедет лучше, а расход топлива снизится.
Но чаще производитель дает вилку: например, 95 — основной, 92 — резервный. В этом случае можно использовать и тот и другой, но 95-ый лучше. К тому же, с 95-ым бензином автомобиль поедет лучше, а расход топлива снизится. Если постоянно ездим в городе, с пробками и малыми нагрузками, то заправка более высокооктановым топливом выгодна в финансовом плане. Даже несмотря на большую стоимость топлива. При езде на трассе вся экономия сводится к минимуму, и в этом случае ездить на 95-ом было бы дороже.
Если постоянно ездим в городе, с пробками и малыми нагрузками, то заправка более высокооктановым топливом выгодна в финансовом плане. Даже несмотря на большую стоимость топлива. При езде на трассе вся экономия сводится к минимуму, и в этом случае ездить на 95-ом было бы дороже. Что касается разговоров, что на 95-м чаще выходят из строя свечи, то они вызваны практикой общения с плохими бензинами.
Что касается разговоров, что на 95-м чаще выходят из строя свечи, то они вызваны практикой общения с плохими бензинами. rbc.ru
rbc.ru
 Почему? Старые автомобили могут простоять десятилетие или два.
Почему? Старые автомобили могут простоять десятилетие или два.
 И даже после этого Соединенные Штаты ежегодно экспортируют сотни тысяч старых подержанных автомобилей в такие страны, как Мексика или Ирак, где автомобили могут прослужить еще дольше при повторных ремонтах.
И даже после этого Соединенные Штаты ежегодно экспортируют сотни тысяч старых подержанных автомобилей в такие страны, как Мексика или Ирак, где автомобили могут прослужить еще дольше при повторных ремонтах. Но эти цели еще не получили всеобщего признания.
Но эти цели еще не получили всеобщего признания.
 миллиардов, чтобы помочь 700 000 автовладельцев модернизировать свои автомобили.
миллиардов, чтобы помочь 700 000 автовладельцев модернизировать свои автомобили.

 Если американцы будут продолжать проезжать больше километров каждый год, как это было исторически, к 2050 году стране может понадобиться около 350 миллионов электромобилей — цифра устрашающая. Для этого также потребуется масштабное расширение национальной электросети и огромные новые запасы аккумуляторных материалов, таких как литий и кобальт.
Если американцы будут продолжать проезжать больше километров каждый год, как это было исторически, к 2050 году стране может понадобиться около 350 миллионов электромобилей — цифра устрашающая. Для этого также потребуется масштабное расширение национальной электросети и огромные новые запасы аккумуляторных материалов, таких как литий и кобальт. Но мы не должны ограничиваться размышлениями об электромобилях как о единственном варианте».
Но мы не должны ограничиваться размышлениями об электромобилях как о единственном варианте».


 Читать здесь
Читать здесь


 Будучи центром дизайна, Индия экспортирует более 2 миллионов небольших автомобилей в Африку, Юго-Восточную Азию, Европу и другие страны, и для всего этого экспорта, который, как мне кажется, составляет от 25 до 30 процентов рынка, компании используют оцинкованную сталь. Он производится на той же самой производственной линии, где производят автомобили для индийского потребления, но до недавнего времени его не оцинковывали.
Будучи центром дизайна, Индия экспортирует более 2 миллионов небольших автомобилей в Африку, Юго-Восточную Азию, Европу и другие страны, и для всего этого экспорта, который, как мне кажется, составляет от 25 до 30 процентов рынка, компании используют оцинкованную сталь. Он производится на той же самой производственной линии, где производят автомобили для индийского потребления, но до недавнего времени его не оцинковывали. «Моя оценка с Covid и остановкой и запуском производства всех автомобилей и внедорожников заключается в том, что если вы получаете модель более высокого класса, она, скорее всего, оцинкована, а модель начального уровня (10 лакхов и ниже), вероятно, не будет иметь его. . Нет вопросов между
«Моя оценка с Covid и остановкой и запуском производства всех автомобилей и внедорожников заключается в том, что если вы получаете модель более высокого класса, она, скорее всего, оцинкована, а модель начального уровня (10 лакхов и ниже), вероятно, не будет иметь его. . Нет вопросов между Более прочная сталь позволит сделать панели тоньше. Вы можете перевозить тяжелую мягкую сталь с пределом текучести 210 МПа и грузоподъемностью 10 тонн, или вы можете выбрать сталь с пределом текучести 350 МПа, которая может выдерживать такую же полезную нагрузку, но с меньшей толщиной. Таким образом, чем выше прочность, тем лучше грузоподъемность, и если вы хотите сохранить ее на том же уровне безопасности при меньшей толщине. Однако важность цинка возрастает по мере того, как панели становятся тоньше».
Более прочная сталь позволит сделать панели тоньше. Вы можете перевозить тяжелую мягкую сталь с пределом текучести 210 МПа и грузоподъемностью 10 тонн, или вы можете выбрать сталь с пределом текучести 350 МПа, которая может выдерживать такую же полезную нагрузку, но с меньшей толщиной. Таким образом, чем выше прочность, тем лучше грузоподъемность, и если вы хотите сохранить ее на том же уровне безопасности при меньшей толщине. Однако важность цинка возрастает по мере того, как панели становятся тоньше». «Проводится большая работа, и Индия в значительной степени участвует в ней. 18 компаний, включая Tata Steel и POSCO (южнокорейская сталелитейная компания), у которой есть завод здесь, в Махараштре, JSW и другие, занимаются производством высокопрочной стали. Сверхвысокопрочная сталь имеет предел текучести 1000 мегапаскалей, а мы используем от 350 до 400, так что на бумаге это здорово, но тогда вы должны это сделать. Таким образом, работа, проводимая JSW, POSCO и другими, заключается в том, чтобы определить, как они на самом деле настраивают условия своей линии, получают правильную микроструктуру для UHSS, прежде чем она попадет в цинковую ванну». — добавляет доктор Д’Суза.
«Проводится большая работа, и Индия в значительной степени участвует в ней. 18 компаний, включая Tata Steel и POSCO (южнокорейская сталелитейная компания), у которой есть завод здесь, в Махараштре, JSW и другие, занимаются производством высокопрочной стали. Сверхвысокопрочная сталь имеет предел текучести 1000 мегапаскалей, а мы используем от 350 до 400, так что на бумаге это здорово, но тогда вы должны это сделать. Таким образом, работа, проводимая JSW, POSCO и другими, заключается в том, чтобы определить, как они на самом деле настраивают условия своей линии, получают правильную микроструктуру для UHSS, прежде чем она попадет в цинковую ванну». — добавляет доктор Д’Суза.  Для этого нам необходимо привезти высокопрочную оцинкованную сталь от местных производителей, которые работают с HSS и UHSS, но стране предстоит пройти долгий путь, чтобы догнать другие рынки, такие как Северная Америка и Европа.
Для этого нам необходимо привезти высокопрочную оцинкованную сталь от местных производителей, которые работают с HSS и UHSS, но стране предстоит пройти долгий путь, чтобы догнать другие рынки, такие как Северная Америка и Европа. Так что нам предстоит многое наверстать.
Так что нам предстоит многое наверстать. 
 д.
д.
 Например, продавцом неверно указан объем двигателя, мощность, тип трансмиссии, другие параметры. Причиной расторжения может стать и неверная комплектация, перечень опций. Поэтому важно поверять все перед подписанием документов.
Например, продавцом неверно указан объем двигателя, мощность, тип трансмиссии, другие параметры. Причиной расторжения может стать и неверная комплектация, перечень опций. Поэтому важно поверять все перед подписанием документов.
 То есть, подать в суд можно в любой момент, когда стало известно об ограничении. При этом нужно доказать, что при покупке продавец скрыл такую информацию.
То есть, подать в суд можно в любой момент, когда стало известно об ограничении. При этом нужно доказать, что при покупке продавец скрыл такую информацию.

 TopNews»>
TopNews»> Возможна отмена регистрации игроков 185
Возможна отмена регистрации игроков 185 TopNews»> Боссы «Ман Сити» заверили игроков, что финансовых нарушений не было, и пообещали очистить имя клуба
TopNews»> Боссы «Ман Сити» заверили игроков, что финансовых нарушений не было, и пообещали очистить имя клуба TopNews»> Панарин быстрее всех набрал 300 очков за «Рейнджерс» – в 236 играх. Мессье – в 249, Ягр – в 257 23
TopNews»> Панарин быстрее всех набрал 300 очков за «Рейнджерс» – в 236 играх. Мессье – в 249, Ягр – в 257 23 TopNews»> Валттери Боттас: «Для «Альфа Ромео» есть лишь одно направление – вверх»
TopNews»> Валттери Боттас: «Для «Альфа Ромео» есть лишь одно направление – вверх» TopNews»> Джошуа про бой с Франклином: «Ментально и физически чувствую себя готовым»
TopNews»> Джошуа про бой с Франклином: «Ментально и физически чувствую себя готовым» TopNews»> Александр Панжинский: «Не ожидал, что успехи к Каминскому в биатлоне придут так быстро. Надеюсь, дальше будет только больше» 10
TopNews»> Александр Панжинский: «Не ожидал, что успехи к Каминскому в биатлоне придут так быстро. Надеюсь, дальше будет только больше» 10 TopNews»>
TopNews»> TopNews»> «Ман Сити» обвинен в финансовых нарушениях, остановка спорта в Турции из-за землетрясения, ордена Ротенбергу и Тутберидзе от Путина, разгромная победа «Спартака» и другие новости 21
TopNews»> «Ман Сити» обвинен в финансовых нарушениях, остановка спорта в Турции из-за землетрясения, ордена Ротенбергу и Тутберидзе от Путина, разгромная победа «Спартака» и другие новости 21 В ней можно подкупить судью
В ней можно подкупить судью У нас есть футбол, хоккей, фигурное катание и многие другие виды спорта.
У нас есть футбол, хоккей, фигурное катание и многие другие виды спорта. 110
110 28
28 Получите страховку, прежде чем принять доставку автомобиля.
Получите страховку, прежде чем принять доставку автомобиля.
 Дата вступления политики в силу должна быть равна или предшествовать дате регистрации. Страховка за пределами штата не принимается.
Дата вступления политики в силу должна быть равна или предшествовать дате регистрации. Страховка за пределами штата не принимается.

 Персонализированные и специальные таблички оплачиваются дополнительно.
Персонализированные и специальные таблички оплачиваются дополнительно.
 Любая доверенность должна быть нотариально удостоверена и представлять собой оригинал или заверенную копию.
Любая доверенность должна быть нотариально удостоверена и представлять собой оригинал или заверенную копию.
 Вы также можете посетить офис DMV.
Вы также можете посетить офис DMV. Его следует хранить вместе с другими важными документами, а не в автомобиле. Вы не получите титул, если у вас есть кредит или лизинг на транспортное средство.
Его следует хранить вместе с другими важными документами, а не в автомобиле. Вы не получите титул, если у вас есть кредит или лизинг на транспортное средство.

 Обратите внимание, что кредиты регистрационного взноса будут , а не передача покупателю.
Обратите внимание, что кредиты регистрационного взноса будут , а не передача покупателю.
 Предыдущее правило было 10 лет.
Предыдущее правило было 10 лет.
 Человек, который заберет вашу машину у вас из рук, даст вам взамен деньги, как и при любом другом обмене.
Человек, который заберет вашу машину у вас из рук, даст вам взамен деньги, как и при любом другом обмене.

 Сумма по программе trade-in будет включена в сделку по покупке вашего нового автомобиля. Убедитесь, что вы получили именно ту цену, о которой договорились.
Сумма по программе trade-in будет включена в сделку по покупке вашего нового автомобиля. Убедитесь, что вы получили именно ту цену, о которой договорились. Он может значительно отличаться от остатка по кредиту, поскольку он включает в себя остаток по кредиту, а также любые проценты и сборы, которые вы могли понести.
Он может значительно отличаться от остатка по кредиту, поскольку он включает в себя остаток по кредиту, а также любые проценты и сборы, которые вы могли понести. Некоторые дилеры объявят, что они погасят ваш автокредит, независимо от суммы, которую вы должны, но в итоге включат отрицательный капитал в ваш новый кредит.
Некоторые дилеры объявят, что они погасят ваш автокредит, независимо от суммы, которую вы должны, но в итоге включат отрицательный капитал в ваш новый кредит. Тем не менее, мы рекомендуем потратить время на то, чтобы разобраться в мельчайших деталях, чтобы принять правильное решение.
Тем не менее, мы рекомендуем потратить время на то, чтобы разобраться в мельчайших деталях, чтобы принять правильное решение. Теперь вам нужно настроить способ погашения. Вы можете выбрать метод автоплатежа онлайн, чтобы помочь вам платить вовремя каждый месяц.
Теперь вам нужно настроить способ погашения. Вы можете выбрать метод автоплатежа онлайн, чтобы помочь вам платить вовремя каждый месяц.


 Автостекла есть как в наличии, так и привозим на заказ (от недорогих аналогов до оригиналов). Мы производим подбор, доставку, установку оригинальных стекол и их аналогов от надежных и известных фирм производителей (поставщики на конвейер): «SAINT-GOBAIN SEKURIT » , «AGC», «PILKINGTON», «NORD GLASS» , а так же китайских производителей: «XYG», «BENSON», « FY» практически на все автомобили. На сегодняшний день используем и бюджетный сегмент рынка: «SL» -он же «LEMSON» и «КМК», произведенные в г. Бор, так называемые цеховые стекла. На сегодняшний день мы работаем с крупными серьезными организациями, страховыми компаниями и физлицами.
Автостекла есть как в наличии, так и привозим на заказ (от недорогих аналогов до оригиналов). Мы производим подбор, доставку, установку оригинальных стекол и их аналогов от надежных и известных фирм производителей (поставщики на конвейер): «SAINT-GOBAIN SEKURIT » , «AGC», «PILKINGTON», «NORD GLASS» , а так же китайских производителей: «XYG», «BENSON», « FY» практически на все автомобили. На сегодняшний день используем и бюджетный сегмент рынка: «SL» -он же «LEMSON» и «КМК», произведенные в г. Бор, так называемые цеховые стекла. На сегодняшний день мы работаем с крупными серьезными организациями, страховыми компаниями и физлицами. На работы по вклейке дается гарантия 1 год. При установке стекла в резинку при необходимости производим промазку от протекания специальным составом фирмы «HEHKEL», гарантия 6 месяцев. Всегда в наличии два типа клея: суточного и часового высыхания. Так же при замене лобового стекла сохраняем и переносим молдинги, датчики дождя и гелевые основы и другие опции находящиеся на старом стекле, что существенно экономит Ваш бюджет. Устанавливаем (замена) люки, датчики дождя, регулируем опускные стекла, переделываем чужие «недоделки», промазываем резиновые уплотнители протекающих стекол и т.п…
На работы по вклейке дается гарантия 1 год. При установке стекла в резинку при необходимости производим промазку от протекания специальным составом фирмы «HEHKEL», гарантия 6 месяцев. Всегда в наличии два типа клея: суточного и часового высыхания. Так же при замене лобового стекла сохраняем и переносим молдинги, датчики дождя и гелевые основы и другие опции находящиеся на старом стекле, что существенно экономит Ваш бюджет. Устанавливаем (замена) люки, датчики дождя, регулируем опускные стекла, переделываем чужие «недоделки», промазываем резиновые уплотнители протекающих стекол и т.п…
 Компания известна благодаря выдающимся технологическим достижениям, включая изобретение процесса изготовления листового (флоат) стекла, ставшего мировым стандартом, и стёкол с твёрдым покрытием. Предприятия Pilkington работают в 29 странах мира. В 2006 году завод Pilkington открылся в России и стал 49-м по счёту. Стёкла Pilkington широко используются в архитектуре, точной промышленности и на автомобильном рынке.
Компания известна благодаря выдающимся технологическим достижениям, включая изобретение процесса изготовления листового (флоат) стекла, ставшего мировым стандартом, и стёкол с твёрдым покрытием. Предприятия Pilkington работают в 29 странах мира. В 2006 году завод Pilkington открылся в России и стал 49-м по счёту. Стёкла Pilkington широко используются в архитектуре, точной промышленности и на автомобильном рынке. Автостекло Xyg изготавливают, используя современное, высокотехнологичное европейское оборудование. При этом учитывают все требования безопасности, принятые в законодательстве.
Автостекло Xyg изготавливают, используя современное, высокотехнологичное европейское оборудование. При этом учитывают все требования безопасности, принятые в законодательстве. Производственные базы компании расположены в Китае (Фучжоу, Чанчунь, Шуанляо, Шанхай и т.д.), США (штат Южная Каролина), России (Калуга) и других странах. Есть филиалы в Японии, Южной Корее, Австралии, Германии.
Производственные базы компании расположены в Китае (Фучжоу, Чанчунь, Шуанляо, Шанхай и т.д.), США (штат Южная Каролина), России (Калуга) и других странах. Есть филиалы в Японии, Южной Корее, Австралии, Германии. Они стремятся найти высококачественные запасные части для лобового стекла для каждого из наших клиентов. Мы выполняем полный ремонт автомобильных стекол в Чикаго 60617 с 2007 года
Они стремятся найти высококачественные запасные части для лобового стекла для каждого из наших клиентов. Мы выполняем полный ремонт автомобильных стекол в Чикаго 60617 с 2007 года Вы хотите затонировать стекла своего автомобиля? Свяжитесь с нами сегодня, чтобы обсудить ваши варианты тонировки .
Вы хотите затонировать стекла своего автомобиля? Свяжитесь с нами сегодня, чтобы обсудить ваши варианты тонировки . Камера обычно устанавливается на лобовом стекле за зеркалом заднего вида и использует датчики для отслеживания разметки полосы движения на дороге. Если камера обнаружит, что автомобиль съезжает с полосы движения, она издаст предупреждающий звуковой сигнал и отобразит сообщение на приборной панели. В некоторых случаях камера может также оказывать помощь в рулевом управлении, помогая удерживать автомобиль на своей полосе движения.
Камера обычно устанавливается на лобовом стекле за зеркалом заднего вида и использует датчики для отслеживания разметки полосы движения на дороге. Если камера обнаружит, что автомобиль съезжает с полосы движения, она издаст предупреждающий звуковой сигнал и отобразит сообщение на приборной панели. В некоторых случаях камера может также оказывать помощь в рулевом управлении, помогая удерживать автомобиль на своей полосе движения. Когда мы добрались туда, весь внедорожник был покрыт брезентом, а сиденья и приборная панель были покрыты несколькими полотенцами. КРАСНЫЙ ФЛАГ №1. После снятия покрытия и полотенец мы сделали предварительный осмотр стекла. Никакой визуальной ржавчины, отсутствующих деталей, и стекло выглядело правильно установленным. Поэтому мы подтолкнули его изнутри, чтобы увидеть… КРАСНЫЙ ФЛАГ #2. Верх стекла выдвигается без проблем!
Когда мы добрались туда, весь внедорожник был покрыт брезентом, а сиденья и приборная панель были покрыты несколькими полотенцами. КРАСНЫЙ ФЛАГ №1. После снятия покрытия и полотенец мы сделали предварительный осмотр стекла. Никакой визуальной ржавчины, отсутствующих деталей, и стекло выглядело правильно установленным. Поэтому мы подтолкнули его изнутри, чтобы увидеть… КРАСНЫЙ ФЛАГ #2. Верх стекла выдвигается без проблем! Также в разных местах было несколько щелей клея. Вы можете увидеть один из них на изображении справа.
Также в разных местах было несколько щелей клея. Вы можете увидеть один из них на изображении справа. Некоторые компании даже не берут эти НЕОБХОДИМЫЕ шагов. На изображениях ниже вы можете увидеть сушку продуктов.
Некоторые компании даже не берут эти НЕОБХОДИМЫЕ шагов. На изображениях ниже вы можете увидеть сушку продуктов.

 Данный документ оформляется с учетом требований нормативных документов в рамках действующих технических регламентов Таможенного союза, и свидетельствует о том, что указанная в нём продукция не подлежит обязательному подтверждению соответствия.
Данный документ оформляется с учетом требований нормативных документов в рамках действующих технических регламентов Таможенного союза, и свидетельствует о том, что указанная в нём продукция не подлежит обязательному подтверждению соответствия.
 Картинках и возить его с собой 😉
Картинках и возить его с собой 😉


 Сателлиты 2 и 3 также прижимаются к поверхностям отверстий, в которых они расположены. За счет этого и возникают силы, осуществляющие частичную блокировку полуосей. Степень блокировки определяется коэффициентом блокировки .
Сателлиты 2 и 3 также прижимаются к поверхностям отверстий, в которых они расположены. За счет этого и возникают силы, осуществляющие частичную блокировку полуосей. Степень блокировки определяется коэффициентом блокировки .  Шайбы имеют различную толщину для возможности подбора и регулировки момента преднатяга. Ресурсным преднатягом является натяг до 5 кг, т.к. шайбы при таком натяге не сдавлены до полоского состояния. Блокировка с таким натягом может критично не терять свих свойств 3…4 года. Любая натяжная блокировка теряет до 1 кг натяга в первые 2 месяца эксплуатации. По рекомендациям специалистов, величина преднатяга переднего винтового самоблокирующегося дифференциала не должна превышать 5,0 кг, а заднего — 7,0 кг. Если блокировка имеет максимальное значение преднатяга 8-9 кг, то шайбы в пакете будут сжаты до плоского состояния, что приведет к потере пружинных свойств пакета.
Шайбы имеют различную толщину для возможности подбора и регулировки момента преднатяга. Ресурсным преднатягом является натяг до 5 кг, т.к. шайбы при таком натяге не сдавлены до полоского состояния. Блокировка с таким натягом может критично не терять свих свойств 3…4 года. Любая натяжная блокировка теряет до 1 кг натяга в первые 2 месяца эксплуатации. По рекомендациям специалистов, величина преднатяга переднего винтового самоблокирующегося дифференциала не должна превышать 5,0 кг, а заднего — 7,0 кг. Если блокировка имеет максимальное значение преднатяга 8-9 кг, то шайбы в пакете будут сжаты до плоского состояния, что приведет к потере пружинных свойств пакета.  Вавод таков: много ездите по бездорожью, вам важно раннее срабатывание блокировки – выбирайте большой предварительный натяг, большую часть времени катаетесь по нормальным дорогам – подойдут блокировки с меньшим значением.
Вавод таков: много ездите по бездорожью, вам важно раннее срабатывание блокировки – выбирайте большой предварительный натяг, большую часть времени катаетесь по нормальным дорогам – подойдут блокировки с меньшим значением.

 В нем используются плавающие червячные передачи с косой нарезкой, которые работают в карманах и зацепляются друг с другом. В нормальных условиях вождения этот тип LSD действует как открытый дифференциал. Когда происходит ускорение или проскальзывание колеса, к шестерням косозубых шестерен в их гнездах прикладывается осевая и радиальная нагрузка. При этих нагрузках больший крутящий момент передается на шину с лучшим сцеплением постепенно, поскольку крутящий момент удерживается от проскальзывающей шины.
В нем используются плавающие червячные передачи с косой нарезкой, которые работают в карманах и зацепляются друг с другом. В нормальных условиях вождения этот тип LSD действует как открытый дифференциал. Когда происходит ускорение или проскальзывание колеса, к шестерням косозубых шестерен в их гнездах прикладывается осевая и радиальная нагрузка. При этих нагрузках больший крутящий момент передается на шину с лучшим сцеплением постепенно, поскольку крутящий момент удерживается от проскальзывающей шины. Нажатие педали газа, агрессивное прохождение крутых поворотов или работа по рыхлому гравию или сложным участкам трассы активируют ряд шестерен устройства, чтобы увеличить сцепление с дорогой.
Нажатие педали газа, агрессивное прохождение крутых поворотов или работа по рыхлому гравию или сложным участкам трассы активируют ряд шестерен устройства, чтобы увеличить сцепление с дорогой. Внутренних червячных передач устройства должно хватить на весь срок службы вашего автомобиля.
Внутренних червячных передач устройства должно хватить на весь срок службы вашего автомобиля. Для автомобилей, подвергающихся тяжелой работе, таких как грузовики, которые часто буксируют тяжелые грузы, мы советуем менять масло в дифференциале каждые 15 000 миль.
Для автомобилей, подвергающихся тяжелой работе, таких как грузовики, которые часто буксируют тяжелые грузы, мы советуем менять масло в дифференциале каждые 15 000 миль.
 В нормальных условиях вождения этот тип LSD действует как открытый дифференциал. Когда происходит ускорение или проскальзывание колеса, к шестерням косозубых шестерен в их гнездах прикладывается осевая и радиальная нагрузка. При этих нагрузках больший крутящий момент передается на шину с лучшим сцеплением постепенно, поскольку крутящий момент удерживается от проскальзывающей шины.
В нормальных условиях вождения этот тип LSD действует как открытый дифференциал. Когда происходит ускорение или проскальзывание колеса, к шестерням косозубых шестерен в их гнездах прикладывается осевая и радиальная нагрузка. При этих нагрузках больший крутящий момент передается на шину с лучшим сцеплением постепенно, поскольку крутящий момент удерживается от проскальзывающей шины.


 Масло не густеет, а бензин после пуска двигателя довольно быстро испаряется. Кроме этого, сейчас на рынках много всевозможных присадок к топливу, которые делают запуск двигателя более легким, особенно зимой. Но это профилактические меры, однако, зима, как всегда приходит неожиданно.
Масло не густеет, а бензин после пуска двигателя довольно быстро испаряется. Кроме этого, сейчас на рынках много всевозможных присадок к топливу, которые делают запуск двигателя более легким, особенно зимой. Но это профилактические меры, однако, зима, как всегда приходит неожиданно.  Хотя, скорее всего, причина в том что температура опустилась ниже критической отметки.
Хотя, скорее всего, причина в том что температура опустилась ниже критической отметки.  Поэтому по возможности, откажитесь от поездок в морозы.
Поэтому по возможности, откажитесь от поездок в морозы. Добавить сюда 2-3 летную батарею с повышенном саморазрядом из-за сульфатации пластин и получим 100% проблему в холодное время.
Добавить сюда 2-3 летную батарею с повышенном саморазрядом из-за сульфатации пластин и получим 100% проблему в холодное время. Завести донора, дать поработать 10-15 минут. Заглушить «донора» и запустить «пациента». В продаже есть кабели с защитой от обратной полярности, которые могут сослужить немалую службу невнимательным пользователям.
Завести донора, дать поработать 10-15 минут. Заглушить «донора» и запустить «пациента». В продаже есть кабели с защитой от обратной полярности, которые могут сослужить немалую службу невнимательным пользователям. Внутрь такого устройства, обычно помещают AGM батарею, которая не боится холодов, имеет низкий саморазряд, стойкость к вибрациям и перезаряду. Такое пусковое устройство может лежать в багажнике и, при необходимости, помочь завести автомобиль . Перезарядить пусковое устройство можно прямо в машине от прикуривателя или зарядить от стационарного зарядного устройства. Недостатком таких пусковых устройств является их большой вес, хотя он и меньше в 2-3 раза, чем ваша аккумуляторная батарея в автомобиле, но больше чем вес литий-ионных пусковых устройств.
Внутрь такого устройства, обычно помещают AGM батарею, которая не боится холодов, имеет низкий саморазряд, стойкость к вибрациям и перезаряду. Такое пусковое устройство может лежать в багажнике и, при необходимости, помочь завести автомобиль . Перезарядить пусковое устройство можно прямо в машине от прикуривателя или зарядить от стационарного зарядного устройства. Недостатком таких пусковых устройств является их большой вес, хотя он и меньше в 2-3 раза, чем ваша аккумуляторная батарея в автомобиле, но больше чем вес литий-ионных пусковых устройств. Последние отличаются большей долговечностью, стабильностью и стойкостью к большим токам зарядки. Рабочее напряжение литий-железо-фосфатных пусковых устройств больше похоже на напряжение бортовой свинцово-кислотной батареи, поэтому они все чаще применяются в качестве замены штатной батареи автомобилей и мотоциклов.
Последние отличаются большей долговечностью, стабильностью и стойкостью к большим токам зарядки. Рабочее напряжение литий-железо-фосфатных пусковых устройств больше похоже на напряжение бортовой свинцово-кислотной батареи, поэтому они все чаще применяются в качестве замены штатной батареи автомобилей и мотоциклов.
 В таком случае, рекомендуется подзаряжать аккумуляторные батареи 3-4 раза в год от внешнего стационарного зарядного устройства и проводить периодическую проверку всевозможными инструментами тестирования, такими как тестер пускового тока батареи и нагрузочная вилка.
В таком случае, рекомендуется подзаряжать аккумуляторные батареи 3-4 раза в год от внешнего стационарного зарядного устройства и проводить периодическую проверку всевозможными инструментами тестирования, такими как тестер пускового тока батареи и нагрузочная вилка. Вот несколько практических советов, которые помогут предотвратить поломки и завести машину как профессионал.
Вот несколько практических советов, которые помогут предотвратить поломки и завести машину как профессионал. Помимо того, что он помогает быстрее прогреть салон автомобиля, он обеспечивает поддержание идеальной температуры основных компонентов двигателя для запуска в холодную погоду. Кроме того, использование автономки позволяет экономить топливо на первых 20 км пути. Предварительно прогретый двигатель позволяет маслу циркулировать лучше и быстрее. Это уменьшает трение между движущимися частями, а также расход топлива.
Помимо того, что он помогает быстрее прогреть салон автомобиля, он обеспечивает поддержание идеальной температуры основных компонентов двигателя для запуска в холодную погоду. Кроме того, использование автономки позволяет экономить топливо на первых 20 км пути. Предварительно прогретый двигатель позволяет маслу циркулировать лучше и быстрее. Это уменьшает трение между движущимися частями, а также расход топлива. Оно сохраняет свои свойства лучше, чем минеральное масло, текстура которого становится похожей на патоку, когда ртутный столбик опускается ниже нуля. Поэтому в холодную погоду лучше использовать синтетическое масло, чтобы обеспечить более легкий запуск. Назначая встречу для установки зимних шин, воспользуйтесь возможностью, чтобы также заменить масло, обязательно следуя графику технического обслуживания вашего автомобиля.
Оно сохраняет свои свойства лучше, чем минеральное масло, текстура которого становится похожей на патоку, когда ртутный столбик опускается ниже нуля. Поэтому в холодную погоду лучше использовать синтетическое масло, чтобы обеспечить более легкий запуск. Назначая встречу для установки зимних шин, воспользуйтесь возможностью, чтобы также заменить масло, обязательно следуя графику технического обслуживания вашего автомобиля. Чтобы избежать буксировки, отключите аккумулятор и очистите контакты при первых признаках коррозии. Не стесняйтесь обращаться за помощью к специалистам.
Чтобы избежать буксировки, отключите аккумулятор и очистите контакты при первых признаках коррозии. Не стесняйтесь обращаться за помощью к специалистам. Экстремальный холод вреден не только для пальцев рук и ног, но и для вашего автомобиля.
Экстремальный холод вреден не только для пальцев рук и ног, но и для вашего автомобиля.
 Но двигатель внутреннего сгорания нуждается в охлаждении вне зависимости от температуры на улице.
Но двигатель внутреннего сгорания нуждается в охлаждении вне зависимости от температуры на улице. В любой автомастерской можно установить его, обычно примерно за 250 долларов.
В любой автомастерской можно установить его, обычно примерно за 250 долларов.