
Инструменты для вытяжки кузова в категории «Промышленное оборудование и станки»
Зажим для кузовных работ,зажим-захват двухфункциональный 3/5т
Заканчивается
Доставка по Украине
2 070 грн/комплект
Купить
Мега-Господар
Инструмент для удаления ремонта вмятин Попс а дент Присоска для рихтовки кузова POPS A DENT ORG
На складе в г. Киев
Доставка по Украине
355 грн
279 грн
Купить
Интернет магазин ORANGE
Инструмент для удаления ремонта вмятин Попс а дент Присоска для рихтовки кузова POPS A DENT PRP
На складе в г. Киев
Доставка по Украине
354 грн
278 грн
Купить
Интернет магазин Purple
Инструмент для удаления ремонта вмятин Попс а дент Присоска для рихтовки кузова POPS A DENT UG
Доставка из г. Киев
351 грн
275 грн
Купить
UGshop
Набір інструментів для видалення вм’ятин на кузові автомобіля, мініліфтер + грибки для видалення вм’ятин 18 шт
На складе
Доставка по Украине
900 грн
792 грн
Купить
Інтернет магазин » Limarket «
Минилифтер + грибки для удаления вмятин PDR. Набор инструментов для удаления вмятин на кузове автомобиля
Набор инструментов для удаления вмятин на кузове автомобиля
На складе в г. Первомайский
Доставка по Украине
850 грн
Купить
HAMSTER
Инструмент для разметки линий кузова авто Colad
На складе
Доставка по Украине
2 299.50 грн
Купить
AUTOMIX — все для авто и гостинично-ресторанного бизнеса
Минилифтер + грибки для удаления вмятин PDR. Набор инструментов для удаления вмятин на кузове автомобиля
На складе
Доставка по Украине
850 грн
Купить
Набор для правки кузова гидравлический 10 тонн Гидравлический инструмент для правки кузова
Доставка по Украине
15 057 грн
13 551.30 грн
Купить
Интернет-магазин «doitshop»
Набор инструментов Pops-a-dent Pop Pixie для удаления вмятин и рихтовки кузова автомобиля
На складе
Доставка по Украине
по 299. 4 грн
4 грн
от 2 продавцов
499 грн
299.40 грн
Купить
💕💕💕Добра Аптека №1👍👍👍👍
Комплект для безпокрасочного удаления вмятин (индукционного типа) G.I. KRAFT GI12225
Доставка по Украине
30 030 грн
Купить
Torin (BigRed) — гаражное оборудование №1
Комплект інструментів для рихтування кузова гідравлічний 4 тони
Доставка по Украине
11 930 грн
Купить
Велдмастер
Набір інструментів гідравлічний 38 предметів 10 тонн для ремонту кузова (кейс) JTC
На складе
Доставка по Украине
48 019 грн
Купить
TWIST AUTO — инструмент по доступной цене
Рифленая линия (15шт.) G.I. KRAFT GI12151 (для споттера, расходники, комплектующие, аксессуары)
На складе
Доставка по Украине
263 грн
241 грн
Купить
TOPTUL SHOP — профессиональный инструмент, оборудование, аксессуары для автосервиса
Комплект рихтовочный инструментов для вытяжки вмятин авто без покраски Pdr
Доставка по Украине
2 300 грн/комплект
2 250 грн/комплект
Купить
Momiko. avtopomich
avtopomich
Смотрите также
Комплект інструментів для рихтування кузова гідравлічний 10 тон
Доставка по Украине
15 200 грн
Купить
Велдмастер
Набор инструментов для удаления вмятин на кузове автомобиля
На складе в г. Полтава
Доставка по Украине
3 952.8 — 3 953 грн
от 2 продавцов
3 952.80 грн
Купить
IT Electronics
Минилифтер. Набор инструментов для удаления вмятин на кузове автомобиля
На складе в г. Полтава
Доставка по Украине
999.99 грн
Купить
IT Electronics
Минилифтер. Набор инструментов для удаления вмятин на кузове автомобиля
На складе в г. Полтава
Доставка по Украине
999.99 грн
Купить
Интернет магазин «E-To4Ka»
Инструмент для удаления вмятин без покраски Super PDR для рихтовки кузова Проф 2111-05551
На складе в г. Ровно
Доставка по Украине
4 350 грн
Купить
ПОЛЕЗНЫЕ МЕЛОЧИ
Крючки хвост кита для вытяжки вмятин без покраски (5 шт) Ремонт кузова PDR
На складе в г. Киев
Киев
Доставка по Украине
2 299 грн
2 199 грн
Купить
TOP MASTER
Рихтовочный подкатной стапель, стенд передвижной для кузовного ремонта геометрии кузова автомобиля VE-700
Доставка из г. Киев
153 300 грн
Купить
АвтоMеханик. Работаем с НДС. Профессиональный инструмент для СТО и Автосервиса.
Набор для рихтовки и удаления вмятин авто инструмент рихтовщик кузова Pops-a-Dentовый
Доставка из г. Львов
419 грн
293.30 грн
Купить
Lost town
Растяжка гидравлическая 10 тонн Torin
Доставка по Украине
8 900 грн
Купить
AUTO-ASSISTANT — ОГРОМНЫЙ ВЫБОР АВТОИНСТРУМЕНТА И ВСЕ ВИДЫ ОБОРУДОВАНИЯ ДЛЯ АВТОСЕРВИСА.
Комплект інструментів для рихтування кузова гідравлічний 10 тон
Доставка по Украине
15 600 грн
Купить
ТОВ»ПРОФПОСТАЧ»
Комплект інструментів для рихтування кузова гідравлічний 4 тони
Доставка по Украине
12 246 грн
Купить
ТОВ»ПРОФПОСТАЧ»
Комплект приспособлений для безсварочной рихтовки G.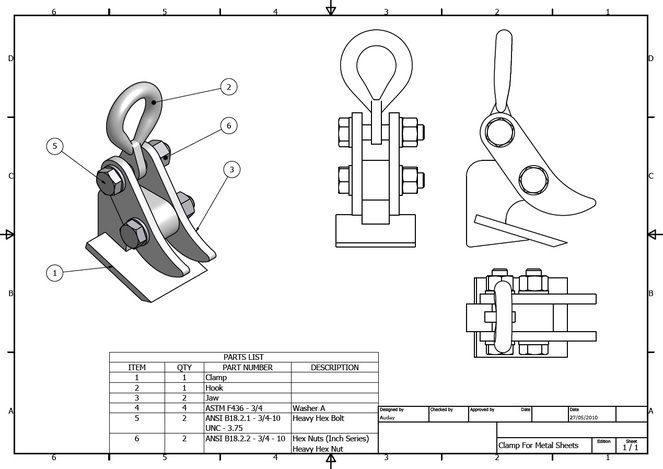 I. KRAFT GI12201 (набор для рихтовки, для удаления вмятин)
I. KRAFT GI12201 (набор для рихтовки, для удаления вмятин)
На складе
Доставка по Украине
11 440 грн
Купить
Оборудование и инструмент для СТО
Рихтовочное приспособление «пулер» G.I. KRAFT GI12208
На складе
Доставка по Украине
6 160 — 6 468 грн
от 3 продавцов
6 160 грн
Купить
Оборудование и инструмент для СТО
Рифленая линия (15шт.) G.I. KRAFT GI12151 (для споттера, расходники, комплектующие, аксессуары)
На складе
Доставка по Украине
250.40 грн
Купить
Оборудование и инструмент для СТО
Кузовной ремонт своими руками — полное восстановление кузова автомобиля
Ремонт кузова автомобиля — серьезное мероприятие, требующее правильный и точного восстановления повреждений и лакокрасочного покрытия автомобиля. Ремонт кузова автомобиля — это ряд мероприятий, направленный на улучшение и внешнего вида автомобиля. Ремонт кузова — это то, о чем обычно говорят рихтовка, или восстановление геометрии кузова, а также удаление вмятин, удаление царапин кузова, покраска авто.
Ремонт кузова — это то, о чем обычно говорят рихтовка, или восстановление геометрии кузова, а также удаление вмятин, удаление царапин кузова, покраска авто.
Это может быть как ремонт пластиковых кузовных деталей, так и восстановление отдельных деталей, например, ремонт бампера. Ремонт кузова определяется каждой конкретной ситуацией.
Кузовной ремонт своими руками включает в себя или локальный, местный ремонт кузова или отдельных его деталей, или полное восстановление кузова автомобиля до его первоначального состояния.
О чем надо подумать до начала — ремонтных работ? Итак, автомобиль обследован, неисправности и дефекты обнаружены. Теперь следует задуматься о том, сколько будет стоить ремонт и как его лучше производить: заменить детали кузова, восстанавливать деформированные детали, насколько кузов поражен коррозией и хватит ли ваших возможностей отремонтировать его самому.
После обследования повреждений аварийный автомобиль может подвергаться одной из двух категорий ремонта:
1) если наружные повреждения съемных элементов
не вызвали деформацию кузова и подрамника, то производится только малый ремонт обшивки кузова;
2) если сильные повреждения вызвали искажение размеров между точками крепления механических узлов, то требуется восстановление структуры кузова автомобиля или замена кузова (когда в результате повреждения кузов признан непригодным к ремонту или
затраты на ремонт выше стоимости нового кузова).
Во всех случаях восстановление кузова должно обязательно сопровождаться контролем геометрии с применением шаблонов или посредством измерения размеров основания кузова. Но для ремонта наружных поверхностей требуется, скажем, так, мелкий инструмент и незначительное количество оснастки, в, то время как для восстановления кузова нужны различные сложные приспособления, обеспечивающие качественное выполнение работ.
Выправление формы кузова. Как известно, детали кузова изготавливаются из листового металла методом штамповки. С помощью пресса листу металла придается нужная форма. При этом в самом материале под воздействием пресса создаются растяжения и сжатия, что приводит к относительному перемещению частиц металла. В металле возникают напряжения, удерживающие форму штампованной детали.
Наружные штампованные детали кузова автомобиля обычно имеют выпуклую форму.
В результате удара выпуклая поверхность сжимается, выравнивается, затем становится вогнутой и, если удар очень сильный, металл вытягивается. Вокруг деформированной зоны создается граничный пояс, в этом месте металл подвергся наибольшей вытяжке, так как в момент сжатия он являлся своего рода шарниром, на который действовали усилия сжатия. Этот ограничительный пояс иногда образует резко выраженную кромку или складку и мешает восстановлению формы металла, так как является зоной возникновения максимальных внутренних напряжений.
Изменение напряжений в металле может происходить не по всей панели, а лишь в зоне удара.
Вокруг деформированной зоны создается граничный пояс, в этом месте металл подвергся наибольшей вытяжке, так как в момент сжатия он являлся своего рода шарниром, на который действовали усилия сжатия. Этот ограничительный пояс иногда образует резко выраженную кромку или складку и мешает восстановлению формы металла, так как является зоной возникновения максимальных внутренних напряжений.
Изменение напряжений в металле может происходить не по всей панели, а лишь в зоне удара.
Во многих случаях форма панели восстанавливается после разгрузки точек утяжки кромки, ограничивающей зону деформации. Перед выполнением работ в зоне утяжки металла шабером снимают краску и противошумную мастику, освобождают места утяжек, а затем начинают восстанавливать форму детали. Если вмятина обширная, но неглубокая, ее выправляют ударом по вершине вмятины. Если вмятина более глубокая, то ее выправляют постепенно, начиная от края, при этом под выправляемую поверхность на границе вмятины подставляют, наковало соответствующей формы. Если в деформированной зоне находятся более жесткие сечения (детали жесткости, подкладки, стойки), ремонтировать начинают в первую очередь эти детали, так как они обладают большим сопротивлением деформации и затрудняют восстановление формы листовых деталей.
Выколотка и выравнивание. Восстановление формы включает в себя две основные операции: выколотку и выравнивание, или рихтовку.
Выколотка — это предварительное, черновое придание первоначальной конфигурации поврежденной детали.
Обработку предпочтительнее вести деревянной киянкой. При рихтовке молотком-гладилкой сила удара должна быть небольшой, чтобы не создать растяжение металла вместо усаживания.
Если в деформированной зоне находятся более жесткие сечения (детали жесткости, подкладки, стойки), ремонтировать начинают в первую очередь эти детали, так как они обладают большим сопротивлением деформации и затрудняют восстановление формы листовых деталей.
Выколотка и выравнивание. Восстановление формы включает в себя две основные операции: выколотку и выравнивание, или рихтовку.
Выколотка — это предварительное, черновое придание первоначальной конфигурации поврежденной детали.
Обработку предпочтительнее вести деревянной киянкой. При рихтовке молотком-гладилкой сила удара должна быть небольшой, чтобы не создать растяжение металла вместо усаживания.
Если пузырь небольшой, то достаточно провести обработку одной точки.
Работу можно считать завершенной лишь тогда, когда металл остынет до температуры окружающей среды. Только после полного охлаждения можно реально оценить результат. Для ускорения охлаждения применяют мокрую ветошь или пропитанную водой губку. Если необходимы дополнительные точечные нагревы, то их делают не более двух-трех между каждым охлаждением. И располагают вокруг центральной точки.
После охлаждения нагретого листа проводят легкую рихтовку прогретого сектора, чтобы выровнять поверхность металла, которая имела до этого деформацию.
И располагают вокруг центральной точки.
После охлаждения нагретого листа проводят легкую рихтовку прогретого сектора, чтобы выровнять поверхность металла, которая имела до этого деформацию.
Точки нагрева и их расположение зависят от формы и величины пузыря. Если пузырь круглый, то точки нагрева располагают по радиусу. Если пузырь длинный и узкий, то точки нагрева располагают узкими рядами. Это тонкая работа, для того чтобы научиться ее делать безукоризненно, требуется опыт. Причем ее легче производить на округлых деталях или сильно выпуклых, чем на почти плоских панелях или панелях с малой выпуклостью. Самое трудное — восстановить длину металла. Разгонять пузырь следует как можно осторожнее, так как рихтовка вызывает удлинение металла, которое должно обеспечить желаемую длину металла.
Стоит только нанести несколько сильных ударов, как образуется новый пузырь. В то же время, если нанесено меньшее, чем необходимо, количество ударов, то неопытному мастеру может показаться, что металл вокруг пузыря слишком вытянут. Он будет пытаться устранить это точками усадки и выполнить их в большем количестве, для достижения мало уловимого равновесия металла, чем опытный жестянщик.
Еще один способ устранения пузыря — это наложение влажного охлаждающего кольца. Смоченную в воде ветошь располагают вокруг нагреваемой точки. Это затрудняет распространение теплоты и, как следствие, уменьшает деформацию, предшествующую нагреву металла докрасна. При этом металл получает большую усадку, чем без предварительного охлаждения, но меньшую по сравнению с применением выколотки.
Вместо ветоши можно использовать пасту. Паста выполняет такую же роль, что и влажное кольцо из ветоши, но действие оказывает более сильное.
Он будет пытаться устранить это точками усадки и выполнить их в большем количестве, для достижения мало уловимого равновесия металла, чем опытный жестянщик.
Еще один способ устранения пузыря — это наложение влажного охлаждающего кольца. Смоченную в воде ветошь располагают вокруг нагреваемой точки. Это затрудняет распространение теплоты и, как следствие, уменьшает деформацию, предшествующую нагреву металла докрасна. При этом металл получает большую усадку, чем без предварительного охлаждения, но меньшую по сравнению с применением выколотки.
Вместо ветоши можно использовать пасту. Паста выполняет такую же роль, что и влажное кольцо из ветоши, но действие оказывает более сильное.
Выравнивание электронагревом. Известно, что точечная сварка легко нагревает докрасна металл, сжатый двумя электродами. Этот принцип используется при нагревании деформированной детали пропусканием электрического тока большой силы и низкого напряжения с помощью аппаратов для точечной сварки.
Общий принцип действия всех промышленных аппаратов точечной сварки заключается в быстром местном нагреве металла, находящегося в контакте с угольным электродом, установленным в держателе. В зависимости от типа держателя и различной установки электродов сварка может осуществляться точками, прямыми строчками, кривыми строчками. Один провод подводит напряжение к держателю электрода, а второй — соединяет лист с массой.
В зависимости от типа держателя и различной установки электродов сварка может осуществляться точками, прямыми строчками, кривыми строчками. Один провод подводит напряжение к держателю электрода, а второй — соединяет лист с массой.
Для того чтобы устранить пузырь этим способом, проводят подготовительные работы. Сначала выправляют деформированную часть с помощью обычных инструментов. Если вмятины небольшие, можно обойтись без правки. С мест обработки удаляют старое покрытие, которое является изолятором. Это можно сделать любым способом: шабером или шлифовальной машинкой. Место соединения с массой зачищают. В держатель аппарата устанавливают электрод, соответствующий выполняемой работе, если это предусмотрено конструкцией аппарата: электрод с плоским или выпуклым наконечником для выполнения точек усадки; электрод с острым наконечником для выполнения усадочных строчек. На вторичной обмотке регулируют напряжение.
В основном для правки применяют два типа аппаратов для нагрева зоны правки. Аппарат со встроенной губкой состоит из держателя электрода, самого электрода и силового провода, питающего держатель электрода. Провод соединяется с аппаратом дуговой сварки, в котором обычно используются электроды с покрытием, и подключается на место провода, пи-
тающего стандартный держатель электрода. Медный электрод установлен внутри держателя электрода и проходит через центральное отверстие кольцевой губки, установленной в корпусе из электроизоляционного материала. Отдельный провод соединяет обрабатываемый металл с массой.
Для тонких листов достаточна минимальная сила тока 40 А. При обработке более толстых листов или алюминия силу тока увеличивают. Губку смачивают в воде и устанавливают в корпусе. Роль губки — ограничивать зону нагрева и охлаждать. Электрод на короткое время вводится в контакт с металлом в зоне правки. Каждое контактирование электрода вызывает местный нагрев металла до красного цвета в результате сопротивления металла прохождению тока. Если аппарат не перемещают в стороны, то получаются точки нагрева.
Аппарат со встроенной губкой состоит из держателя электрода, самого электрода и силового провода, питающего держатель электрода. Провод соединяется с аппаратом дуговой сварки, в котором обычно используются электроды с покрытием, и подключается на место провода, пи-
тающего стандартный держатель электрода. Медный электрод установлен внутри держателя электрода и проходит через центральное отверстие кольцевой губки, установленной в корпусе из электроизоляционного материала. Отдельный провод соединяет обрабатываемый металл с массой.
Для тонких листов достаточна минимальная сила тока 40 А. При обработке более толстых листов или алюминия силу тока увеличивают. Губку смачивают в воде и устанавливают в корпусе. Роль губки — ограничивать зону нагрева и охлаждать. Электрод на короткое время вводится в контакт с металлом в зоне правки. Каждое контактирование электрода вызывает местный нагрев металла до красного цвета в результате сопротивления металла прохождению тока. Если аппарат не перемещают в стороны, то получаются точки нагрева. Если аппарат перемещают, получаются усадочные ряды. Нельзя долго держать электрод в контакте с листом, чтобы не прошить его насквозь.
Если аппарат перемещают, получаются усадочные ряды. Нельзя долго держать электрод в контакте с листом, чтобы не прошить его насквозь.
Другой тип аппарата — это аппарат с вынесенной губкой. Он состоит из электрического трансформатора с регулятором силы тока, силового провода с держателем электрода и электродом и силового кабеля, соединяющего аппарат с источником электрического тока. Рабочее напряжение этого аппарата меньше и сравнимо с напряжением аппарата точечной сварки. Регулятор тока вторичной обмотки устанавливают в положение, соответствующее виду и толщине обрабатываемого металла. После каждого контакта электрода с листом нагретую зону протирают влажной губкой. В зависимости от природы деформации нагрев производят точками или рядами. Вначале охлаждают металл вокруг точек контакта, а затем их вершины.
В холодном состоянии удалить пузырь можно лишь в том случае, когда размеры пузыря небольшие и металл не сильно вытянут. Для этого ручное наковало, заменяют мягкой поддержкой, выполненной, например, из твердого дерева, обработанного рашпилем по форме контура детали, или отлитой из свинца. Ударами рихтовочного молотка производят стяжку металла, опирающегося на поддержку, начинают от краев пузыря и движутся в направлении центра.
Ударами рихтовочного молотка производят стяжку металла, опирающегося на поддержку, начинают от краев пузыря и движутся в направлении центра.
При рихтовке листа поддержка подвергается деформации, которая способствует равновесному распределению молекул металла. Результат зависит от степени вытяжки металла. Для того чтобы получить подходящий результат, необходимо, чтобы металл листа был достаточно пластичен, а выпуклость была небольшой. Напайка. Если удары вызывают повреждения в труднодоступных местах кузова, возникает необходимость в разборке, что долго и хлопотно. Иногда этого удается избежать. Чтобы не производить большой разборки ради устранения небольшой вмятины, можно выровнять вмятину другим способом.
Наиболее старый способ, который можно применить для таких случаев, пайка оловом.
Технология заключается в следующем. После очистки поверхности листа его лудят, а затем заделывают вмятину оловянным припоем. Припой опиливают (напильником с отогнутой ручкой), потом поверхность полируют. Покрытие из припоя обладает достаточной твердостью и сцеплением. Но есть и недостаток: необходимость нагрева — оловянный припой плавится при температуре, близкой к 250 «С.
Покрытие из припоя обладает достаточной твердостью и сцеплением. Но есть и недостаток: необходимость нагрева — оловянный припой плавится при температуре, близкой к 250 «С.
Шпатлевание. Есть другой способ заделки вмятин, который заключается в применении шпатлевок на базе полиэфирных смол, накладываемых на тщательно зачищенную поверхность листа.
Шпатлевки быстро твердеют и не усаживаются. Поверхность шпатлевок также опиливают и полируют. Стойкость накладываемых шпатлевок в большинстве случаев зависит от тщательности нанесения и сцепления (адгезии) первого слоя.
Вытяжка. Если деформации подверглись пустотелые детали кузова, их чаще всего заменяют. К таким деталям относятся: пороги; стойки кузова; крылья, сдвоенные и труднодоступные изнутри; траверса и некоторые другие. Но в зависимости от обстоятельств, в том числе материальных, в большинстве случаев устранение деформации оказывается возможным снаружи с помощью, так называемых гвоздей, привариваемых к вмятине. Наиболее часто применяются метод и набор инструментов, носящих название гвоздодер. В чем его сущность? Это комплект инструментов, снабженный трансформатором, подобным трансформатору аппаратов точечной сварки. Питание осуществляется электрическим током напряжением 220/380 В. Аппарат приварки гвоздей похож на большой пистолет, на конце которого расположено медное сопло-зажим, в нем помещаются гвозди, а на краю установлено кольцо. Гвозди представляют собой стальные цилиндрические стержни диаметром от 2 до 3 мм в зависимости от типа. Конец стержня, образующий головку, приваривается к зачищенному участку деформированной детали кузова. Конструктивно инструмент правки представляет собой цилиндрический стержень, по которому скользит груз. На верхнем конце стержня имеется упор, а на нижнем конце установлен патрон для зажима гвоздей.
В чем его сущность? Это комплект инструментов, снабженный трансформатором, подобным трансформатору аппаратов точечной сварки. Питание осуществляется электрическим током напряжением 220/380 В. Аппарат приварки гвоздей похож на большой пистолет, на конце которого расположено медное сопло-зажим, в нем помещаются гвозди, а на краю установлено кольцо. Гвозди представляют собой стальные цилиндрические стержни диаметром от 2 до 3 мм в зависимости от типа. Конец стержня, образующий головку, приваривается к зачищенному участку деформированной детали кузова. Конструктивно инструмент правки представляет собой цилиндрический стержень, по которому скользит груз. На верхнем конце стержня имеется упор, а на нижнем конце установлен патрон для зажима гвоздей.
Подготовка поверхности деформированной детали заключается в том, что ее очищают от краски и других изоляционных продуктов, чтобы обнажить металл листа и обеспечить хороший контакт. Далее начинается правка.
В сопло пистолета закрепляют гвоздь, пистолет подключается к источнику питания. Устанавливают среднюю выдержку реле времени пистолета. Время выдержки определяет время сварки, т.е. время прохождения электрического тока.
Лучше всего перед началом правки кузова провести несколько пробных сварок, чтобы определить лучший режим. Пробы проводятся на листе такой же толщины и из такой же марки стали, что и лист детали.
Пистолет приставляют к деформированной зоне и начинают приварку от краев вмятины, если она обширная.
На пистолет нажимают так, чтобы его кольцо вошло в контакт с листом и обеспечило прохождение тока для сварки. После приварки гвоздя пистолет отводят.
Устанавливают среднюю выдержку реле времени пистолета. Время выдержки определяет время сварки, т.е. время прохождения электрического тока.
Лучше всего перед началом правки кузова провести несколько пробных сварок, чтобы определить лучший режим. Пробы проводятся на листе такой же толщины и из такой же марки стали, что и лист детали.
Пистолет приставляют к деформированной зоне и начинают приварку от краев вмятины, если она обширная.
На пистолет нажимают так, чтобы его кольцо вошло в контакт с листом и обеспечило прохождение тока для сварки. После приварки гвоздя пистолет отводят.
Затем вводят маленький патрон гвоздодера на гвоздь и зажимают его, производят несколько вытяжек деформированного участка с помощью гвоздодера, нанося удары грузом по упору.
Для завершения правки можно продолжить вытяжку вручную (за гвоздь), не ударяя грузом и производя одновременно выколотку по краям вмятины с помощью проковочного или гладильного молотка. Этот метод дает наилучшие результаты. После правки гвозди отваривают с помощью того же пистолета.
В наши дни все большую популярность приобретают так называемые споты. Это электрод, который временно приваривается к металлу для последующей вытяжки. По сути,
это тот же гвоздодер. Вариантов такого приспособления много. Можно сваривать с металлом электрод, приварить переходные элементы различной формы. Наконечник снабжен крючком или цанговым зажимом. Тянущее усилие создается рычагом или обратным молотком.
Кстати, споттером с угольным наконечником можно отжигать и осаживать выпуклости или о которых рассказывалось выше. Основная ценность метода — возможность работать с лицевой стороны, нередко можно обойтись без разборки салона, что экономит время и средства.
Силовое оборудование (домкраты). Использование силового оборудования при правке кузовов требует знаний и опыта.
Только знание технологии и правил техники безопасности сделает применение подобного оборудование эффективным и безопасным.
Прежде всего, отметим, что усилие на штоке домкрата может достигать внушительных значений в начале хода и постепенно уменьшаться к концу хода.
В каждом конкретном случае необходимо применять такие удлинители и вставки, которые обеспечивали бы наилучшие условия работы, другими словами, правка должна начинаться еще при сжатом домкрате, а не тогда, когда шток завершается. Надо постоянно контролировать уровень масла в домкрате. Если наблюдается утечка масла, необходимо заменить уплотнительную прокладку. Применение домкратов с цепями требует соблюдения ряда предосторожностей, чтобы обеспечить их рациональное использование и не нанести травм обслуживающему персоналу. При закреплении цепей необходимо учитывать следующие обстоятельства. Угол правки должен быть противоположным углу, образованному в результате деформации. Чтобы соблюсти это условие, цепи следует располагать перпендикулярно к поврежденной зоне.
Угол, образованный натянутой цепью, должен во всех случаях быть близким к прямому. Резко выраженный тупой угол не обеспечивает точности направления правки, а слишком острый угол ограничивает ход домкрата.
Правильное расположение домкрата внутри цепей также определяет качество растяжения.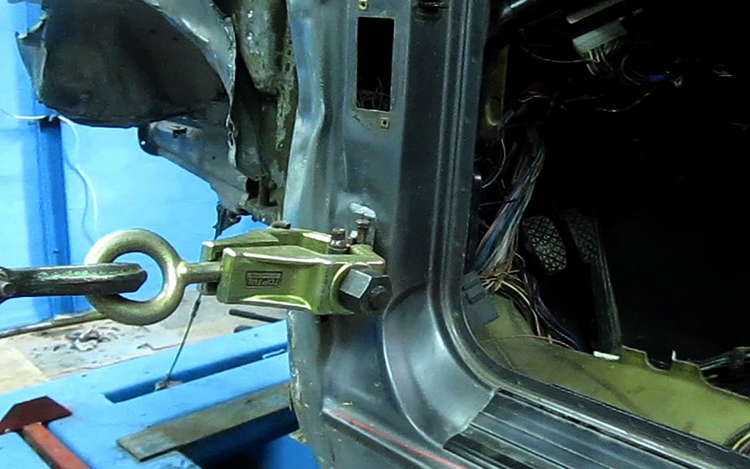 Угол с одной и другой стороны домкрата (между домкратом и цепью) должен быть симметричным и в пределах 30-60 °С с базой крепления цепей.
Как и в случае непосредственной вытяжки, растяжка начинается с минимального хода домкрата, чтобы использовать полностью усилие и максимальную длину хода домкрата.
Правка с помощью гидравлического угольника обычно производится на стенде или на полу мастерской, при этом необходимо иметь в виду следующее.
Перед любой растяжкой в первую очередь производят крепление угольника, располагая его на центральной оси перпендикулярно к деформированному участку.
Угол с одной и другой стороны домкрата (между домкратом и цепью) должен быть симметричным и в пределах 30-60 °С с базой крепления цепей.
Как и в случае непосредственной вытяжки, растяжка начинается с минимального хода домкрата, чтобы использовать полностью усилие и максимальную длину хода домкрата.
Правка с помощью гидравлического угольника обычно производится на стенде или на полу мастерской, при этом необходимо иметь в виду следующее.
Перед любой растяжкой в первую очередь производят крепление угольника, располагая его на центральной оси перпендикулярно к деформированному участку.
Цепь помещают в центр деформированного участка и крепят к нему с помощью зажимов.
Цепь крепят к вертикальному рычагу перпендикулярно к угольнику, точно соблюдая ось правки и принимая во внимание, что максимальный запас мощности домкрата обеспечивается на головке домкрата. По мере увеличения высоты закрепления цепи на рычаге усилие домкрата плавно уменьшается. Минимальное усилие растяжения создается на верхнем конце вертикального рычага. Растяжку начинают при минимальном ходе штока домкрата. Вертикальный рычаг образует острый угол с горизонтальным коленом угольника, который позволяет перемещать на величину, необходимую для выправки, не прибегая к укорачиванию цепи.
Если результатом столкновения автомобиля стала значительная деформация, сначала необходимо снять механические агрегаты, только так можно тщательно выправить складки и заменить детали, которые ремонту не подлежат. Кроме того, это позволит снять остаточные напряжения, которые могут возникнуть и оставаться после правки. При движении автомобиля остаточные напряжения могут вызвать напряжения в креплениях амортизаторов и втулок, а иногда и их разрывы.
Растяжку начинают при минимальном ходе штока домкрата. Вертикальный рычаг образует острый угол с горизонтальным коленом угольника, который позволяет перемещать на величину, необходимую для выправки, не прибегая к укорачиванию цепи.
Если результатом столкновения автомобиля стала значительная деформация, сначала необходимо снять механические агрегаты, только так можно тщательно выправить складки и заменить детали, которые ремонту не подлежат. Кроме того, это позволит снять остаточные напряжения, которые могут возникнуть и оставаться после правки. При движении автомобиля остаточные напряжения могут вызвать напряжения в креплениях амортизаторов и втулок, а иногда и их разрывы.
Но в некоторых случаях предварительное выпрямление кузова с установленными механическими агрегатами может облегчить доступ к агрегатам, подлежащим снятию, например к двигательному агрегату у автомобилей с передним приводом, к переднему или заднему мосту. В данном случае необходимо позаботиться о замене крепежных болтов и амортизаторов. Эту операцию выполняют на стенде.
Если удар в передний или задний полумост вызвал деформацию основания кузова, можно также произвести выпрямление кузова, фиксируя (зацепляя) механизм растяжки за механические агрегаты, как, например, обода колес или рычаги подвесок, получившие деформацию. Правка производится в направлении, прямо противоположном удару. Выполнение такой операции возможно лишь в том случае, когда удар пришелся непосредственно в передний или задний полумост и его замена необходима.
Также следует заменить в обязательном порядке шаровые опоры и рулевые тяги.
Эту операцию выполняют на стенде.
Если удар в передний или задний полумост вызвал деформацию основания кузова, можно также произвести выпрямление кузова, фиксируя (зацепляя) механизм растяжки за механические агрегаты, как, например, обода колес или рычаги подвесок, получившие деформацию. Правка производится в направлении, прямо противоположном удару. Выполнение такой операции возможно лишь в том случае, когда удар пришелся непосредственно в передний или задний полумост и его замена необходима.
Также следует заменить в обязательном порядке шаровые опоры и рулевые тяги.
Правка с помощью домкрата или иного гидравлического механизма на базе домкрата применяется для восстановления формы или выпрямления деформированной детали. Однако, приступая к работе, не стоит забывать, что при очень резкой правке детали кузова может произойти деформация соседней деформированной зоны. Поэтому при растяжении, т. е. одновременно с действием домкрата, рекомендуется сопровождать восстановление линейности кузова выстукиванием складок. А после проведения вытяжки с помощью домкрата необходимо снять все внутренние напряжения посредством выстукивания (с помощью рихтовочного молотка) всего участка, подвергшегося правке.
Чтобы быть уверенным в том, что впоследствии не произойдут обратные перемещения, выправленные участков кузова, обусловленных остаточными напряжениями, выстукивание поверхности производят через деревянную подкладку в направлении удара. Если при этом выпрямленный кузов не изменяет свою форму, то операция правки выполнена правильно. В противном случае следует снова произвести правку до получения геометрии в пределах допусков, установленных изготовителем автомобиля.
А после проведения вытяжки с помощью домкрата необходимо снять все внутренние напряжения посредством выстукивания (с помощью рихтовочного молотка) всего участка, подвергшегося правке.
Чтобы быть уверенным в том, что впоследствии не произойдут обратные перемещения, выправленные участков кузова, обусловленных остаточными напряжениями, выстукивание поверхности производят через деревянную подкладку в направлении удара. Если при этом выпрямленный кузов не изменяет свою форму, то операция правки выполнена правильно. В противном случае следует снова произвести правку до получения геометрии в пределах допусков, установленных изготовителем автомобиля.
Если автомобиль получил боковой удар, это вызывает деформацию основания кузова, сопровождающуюся уменьшением длины кузова со стороны поврежденной поверхности, которую легко определить. При правке на стенде исполнитель должен учесть это обстоятельство. На практике правка осуществляется растяжкой в двух направлениях одновременно: боковой и продольной, что обеспечивает возможность восстановления первоначальной геометрии основания кузова.
Примером восстановления боковой поверхности является выправка средней стойки, которую обматывают тянущей цепью. Для предохранения стойки от повреждения и равномерного распределения усилия между стойкой и цепью прокладывают деревянную планку.
Продольное растяжение, выполняемое одновременно с боковым, может производиться различными способами. Если деформация сосредоточена в нижней части кузова, производят непосредственную выправку основания, закрепляя зажимы за отбортовку порогов. Домкрат помещается между двумя зажимами и под давлением перемещает их в продольном направлении по мере осуществления одновременной боковой растяжки. Если деформация сосредоточена в верхней части кузова, растяжка производится в продольном направлении с передней и задней частей кузова.
Чего нельзя сделать в гараже. Ремонт безрамных кузовов требует применения особых методов ремонта и особого оборудования. Основание не отсоединяется от остова кузова, как у рамных автомобилей. Для такой конструкции требуется жесткая база, служащая для отсчета при контроле и восстановлении автомобиля после аварии.
Работы по выправлению и проверке новых лонжеронов обязательно должны быть произведены на точном оборудовании, которое имеется только в мастерских.
В любом случае диагностику геометрии лучше всего производить на хорошем оборудовании.
Автор: Ирина СМОРОДИНА
Источник: АвтоОмск, N 39 (358) от 03.10.2005
Замечено: самодельная защелка капота прямо из магазина товаров для дома
Эта статья была опубликована более 7 лет назад. Некоторая информация может быть устаревшей.
Обнаружена еженедельная статья писателя Globe Drive Питера Чейни, в которой вы загляните за кулисы его жизни в качестве автомобильного и инженерного журналиста. Мы также выделяем лучшие из ваших оригинальных фотографий и короткие видеоклипы (10 секунд или меньше), которые вы должны отправить с кратким пояснением. Электронная почта [email protected], найдите его в Твиттере @cheneydrive (#spotted) или присоединитесь к нему на Facebook (авторизация не требуется).
Ho Sung
«Home Depot — универсальный магазин автозапчастей!»
Зачем выбрасывать хорошие деньги на оригинальную заводскую защелку капота, когда можно купить что-то подобное в ближайшем магазине товаров для дома? Читатель Хо Сон заметил эту самодельную «Хонду» в Торонто.
Ho Sung
Резервирование: ключ к безопасности транспортировки
В современных автомобилях есть две защелки капота — основная система плюс резервная, удерживающая капот на случай, если основная защелка выйдет из строя. Как видите, владелец этой Honda соблюдал те же самые высокие стандарты безопасности, но по гораздо более низкой цене. Почему инженеры Хонды до этого не додумались?
Питер Чейни
Самая грустная машина в мире
Наши отношения с автомобилем мало чем отличаются от брака – он несет в себе наши надежды и мечты. Но вот медовый месяц подходит к концу: начинается ржавчина, двигатель теряет тягу, а так любимый нами кузов начинает разваливаться. Я заметил этот грустный маленький Hyundai в Торонто.
Но вот медовый месяц подходит к концу: начинается ржавчина, двигатель теряет тягу, а так любимый нами кузов начинает разваливаться. Я заметил этот грустный маленький Hyundai в Торонто.
Питер Чейни
Блюзовая песня на колесах
Когда-то кто-то провел много часов, приклеивая эти расширяющиеся крылья, которые должны были сделать этот Hyundai похожим на гоночный автомобиль. Откуда они могли знать, как грубо они будут выглядеть после десяти лет на улице?
Питер Чейни
«Один владелец, небольшой пробег, эксклюзивные модификации…»
Гигантские спойлеры, расширители колесных арок и фальшивые воздухозаборники никогда не выйдут из моды, верно?
Питер Чейни
Верхний фиксатор
Для реставратора маслкаров нет ничего сложного. Заприметил этот проект прицепного Мустанга на И-75.
Питер Чейни
Одна машина умирает, чтобы другие могли жить
Мустанг на прицепе выглядел довольно грубо. Похоже, это может быть автомобиль-донор, который пожертвует некоторыми своими частями для другого проекта.
Похоже, это может быть автомобиль-донор, который пожертвует некоторыми своими частями для другого проекта.
Питер Чейни
Кентукки, источник автомобильной молодости
Меня всегда поражало количество старых автомобилей на дорогах юга США. Вот что бывает, когда не приходится иметь дело с суровыми зимами. Я заметил этот потрепанный Chevy на остановке на межштатной автомагистрали 75.
Питер Чейни
Когда грузовики были настоящими грузовиками
Поскольку мы живем в эпоху грузовиков с кожаной подкладкой, легко забыть, что когда-то пикапы были утилитарными машинами, которые использовались для реальной работы. Этот винтажный Chev служит напоминанием о том, как все было раньше.
Питер Чейни
Ношение вашего сердца на задней двери
Каждая машина рассказывает историю, и этот минивэн легко читается: кажется, это счастливая нуклеарная семья с тремя детьми, двумя собаками, кошкой и глубокой преданностью. в команду под названием Ottawa River Otters. Или, может быть, это оперативники «Аль-Каиды», которые тщательно создали сложный среднеамериканский фасад, чтобы замаскировать свою гнусную деятельность. Мои деньги на первом.
в команду под названием Ottawa River Otters. Или, может быть, это оперативники «Аль-Каиды», которые тщательно создали сложный среднеамериканский фасад, чтобы замаскировать свою гнусную деятельность. Мои деньги на первом.
Подобно нам на Facebook
Следуйте за нами на Instagram
Добавить нас в ваши круги
Зарегистрируйтесь для нашего недельного новостного бюджета .
Стойка с параллельными зажимами — The Wood Whisperer
Если вы еще не заметили, я большой поклонник параллельных зажимов. Еще в далеком 2007 году вы могли заметить, что я являюсь поклонником параллельных зажимов Jet и Bessey. С годами моя коллекция значительно выросла, и в результате их хранение иногда может быть проблемой. Моя сборочная зона в новом магазине расположена у стены, поэтому настенное решение снова для меня идеально. Я внимательно изучил кронштейны для вешалок, которыми пользуюсь последние 6-7 лет, и решил, что могу сделать еще лучше. Вместо того, чтобы просто прикрепить подвесную систему непосредственно к стене, я хотел построить полку вокруг подвесной системы, которая не только хорошо выглядела бы, но и помогла бы в моем стремлении создать больше места для хранения вещей. А когда дело доходит до сборки, обычно есть такие вещи, как скотч, молотки, рулетки, клей, аэрозольные баллончики с водой, печенье и т. д., которые приятно иметь под рукой. Так почему бы не создать место для хранения там, где его раньше не было?
Вместо того, чтобы просто прикрепить подвесную систему непосредственно к стене, я хотел построить полку вокруг подвесной системы, которая не только хорошо выглядела бы, но и помогла бы в моем стремлении создать больше места для хранения вещей. А когда дело доходит до сборки, обычно есть такие вещи, как скотч, молотки, рулетки, клей, аэрозольные баллончики с водой, печенье и т. д., которые приятно иметь под рукой. Так почему бы не создать место для хранения там, где его раньше не было?
Я сделал несколько поисков в Интернете и наткнулся на тему на форуме BT3Central, которая дала мне именно то вдохновение, которое я искал. Итак, я пошел в магазин, сделал некоторые измерения и быстро придумал план для моей новой стойки с параллельными зажимами.
Спинка и полка
Спинка – ширина 11″ x длина 52 7/8″ (вариабельная)
Полка – ширина 6 1/8″ x длина 52 7/8″ (вариабельная)
Длина стойка полностью регулируется для любого количества зажимов. Мой рассчитан на 26 зажимов. Вы можете рассмотреть возможность создания дополнительного пространства для будущих пополнений в семье. В моем случае я повторно использовал свою старую стойку с зажимами, поэтому я просто основывал свою общую длину на ее основе. Первым делом нужно было вырезать детали спинки и полки. Полка находится в 3/8-дюймовом выступе, вырезанном примерно на 1/2 дюйма от верхней части задней части.
Вы можете рассмотреть возможность создания дополнительного пространства для будущих пополнений в семье. В моем случае я повторно использовал свою старую стойку с зажимами, поэтому я просто основывал свою общую длину на ее основе. Первым делом нужно было вырезать детали спинки и полки. Полка находится в 3/8-дюймовом выступе, вырезанном примерно на 1/2 дюйма от верхней части задней части.
Боковые части
Боковины – 6 1/2″ в глубину x 11″ в высоту
Чтобы определить размер боковых частей, я использовал свою существующую стойку с зажимом, чтобы сделать некоторые измерения. Я также решил вырезать немного кривизны по бокам для дополнительного зазора для рук и более привлекательного вида. Я начертил кривую на ленточной пиле и зачистил ее с помощью шлифовальной машины с качающимся шпинделем.
Сборка
Сборка проще простого! Просто приклейте полку к пазу и закрепите винтами сзади. Боковые стороны предварительно просверлены для винтов с потайной головкой, а затем прикреплены с помощью клея и стандартных шурупов с квадратным хвостовиком. Заключительной частью сборки было просто приклеить и привинтить старую стойку к новой системе полок.
Заключительной частью сборки было просто приклеить и привинтить старую стойку к новой системе полок.
Внутренний стеллаж
Очевидно, что внутренняя стеллажная система имеет жизненно важное значение для дизайна этого предмета, и хотя я сделал свой много лет назад, я могу дать вам общее представление о том, как он сделан. Как видно на рисунке SketchUp слева, все, что вам нужно, — это два куска фанеры толщиной 3/4 дюйма. Верхняя часть имеет многочисленные вырезы для зажимных стержней. Вы можете легко определить расположение этих вырезов, поставив несколько зажимов рядом с небольшим пространством между ними. По сути, расположите их именно так, как вы хотите, чтобы они сидели в стойке, и снимите мерки. Но чтобы сэкономить время, вы можете увидеть измерения, которые я использовал в изображении SketchUp. Чтобы сделать вырезы, я рекомендую просверлить отверстие в задней части каждой щели и с помощью лобзика или ленточной пилы установить стороны. Они не должны быть идеальными, поэтому нарисуйте себе несколько ориентиров и действуйте.
 Харьков
Харьков com.ua Интернет Магазин Автозапчастей
com.ua Интернет Магазин Автозапчастей Запорожье
Запорожье Харьков
Харьков Г.
Г.
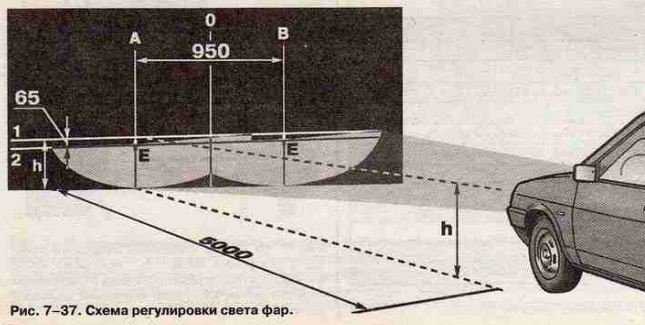
 рис. 7-35), а точки пересечения горизонтального и наклонного участков световых пятен — с точками Е.
рис. 7-35), а точки пересечения горизонтального и наклонного участков световых пятен — с точками Е. Проведите через точки центров ламп вертикальные линии. Проведите через точку центра автомобиля вертикальную линию.
Проведите через точки центров ламп вертикальные линии. Проведите через точку центра автомобиля вертикальную линию. 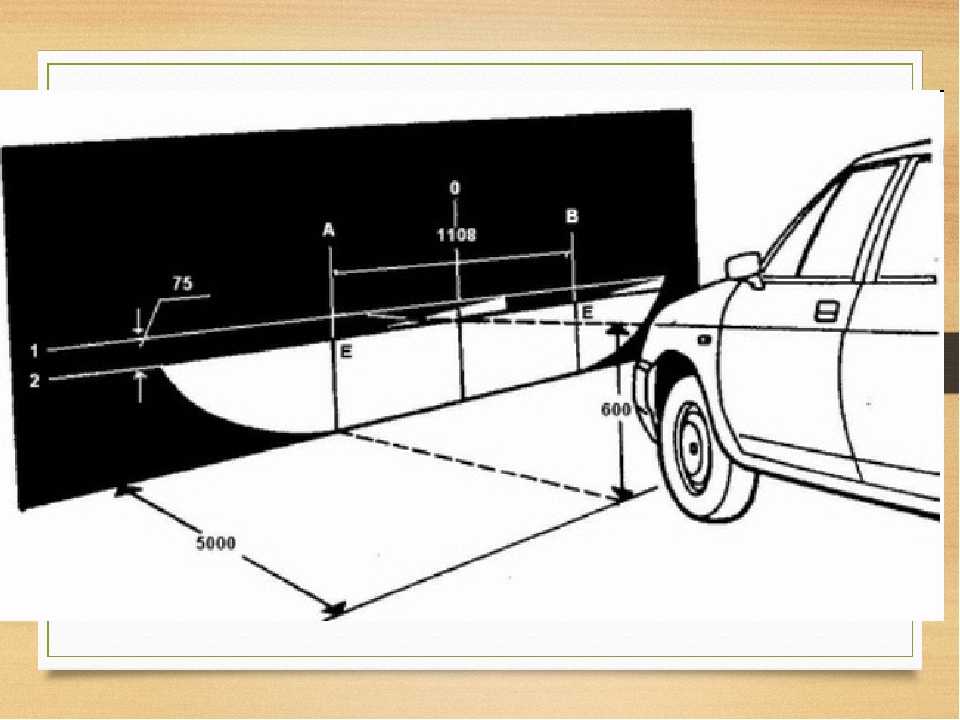


 Он защитит фару от ультрафиолетового излучения и окисления, а также обеспечит буфер между фарой и любым дорожным мусором. Чтобы защитить фару и предотвратить запотевание, регулярно наносите автомобильный воск, защитное средство для пластика или средство для восстановления.
Он защитит фару от ультрафиолетового излучения и окисления, а также обеспечит буфер между фарой и любым дорожным мусором. Чтобы защитить фару и предотвратить запотевание, регулярно наносите автомобильный воск, защитное средство для пластика или средство для восстановления. Сделайте свой автомобиль видимым для других впереди и позади вас, включив ближний свет фар, поскольку это означает, что ваши задние фонари также будут включены. Используйте противотуманные фары, если они у вас есть. Никогда не используйте дальний свет.
Сделайте свой автомобиль видимым для других впереди и позади вас, включив ближний свет фар, поскольку это означает, что ваши задние фонари также будут включены. Используйте противотуманные фары, если они у вас есть. Никогда не используйте дальний свет.
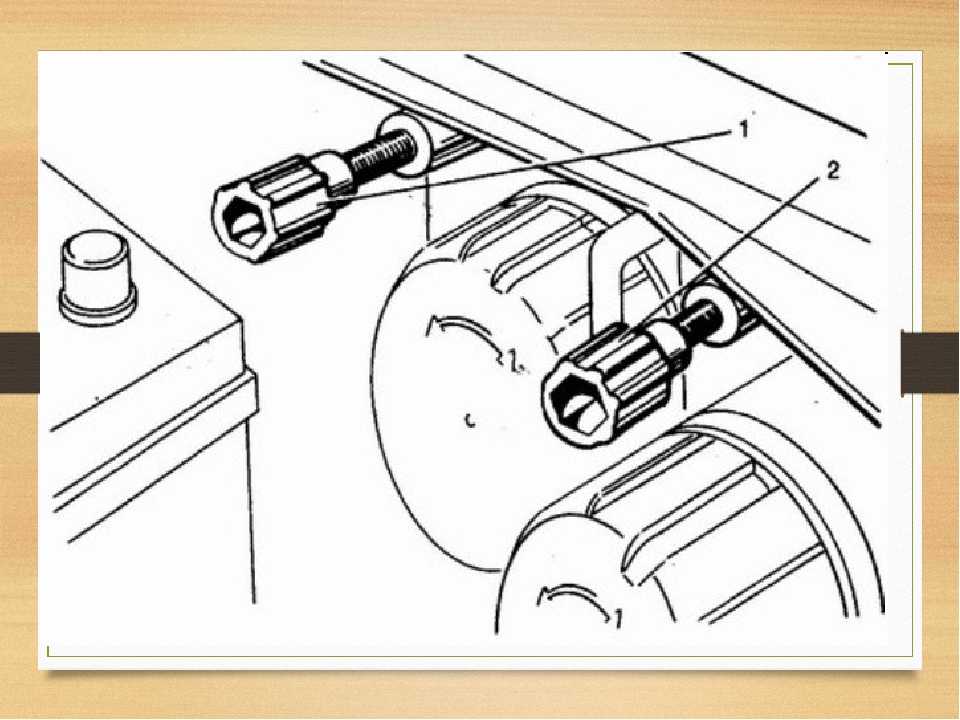
 Аккуратно поверните лампу против часовой стрелки и вытащите лампу из держателя. — Отсоедините электрический разъем от противотуманной фары. При этом отжимаем язычок замка и аккуратно вытягиваем штекер из лампочки.
Аккуратно поверните лампу против часовой стрелки и вытащите лампу из держателя. — Отсоедините электрический разъем от противотуманной фары. При этом отжимаем язычок замка и аккуратно вытягиваем штекер из лампочки.
 Кроме «отвези меня домой…» я не знал. Хотя по сути бесполезная фича при наличии кнопки включения света на чип-карте. Придумайте лучший способ закрыть машину с работающим двигателем
Кроме «отвези меня домой…» я не знал. Хотя по сути бесполезная фича при наличии кнопки включения света на чип-карте. Придумайте лучший способ закрыть машину с работающим двигателем
 мин.
мин. 5 16 кл стандартная версия, GLI люкс версия.
5 16 кл стандартная версия, GLI люкс версия.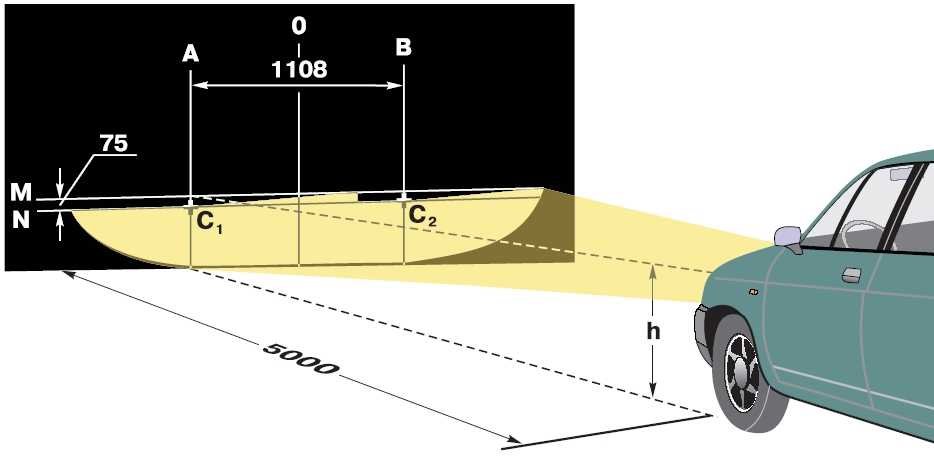 Тогда он выпускался с бампером серии М, собственной решеткой радиатора и стандартным капотом. Автомобиль представляет собой трехдверный хэтчбек, оснащенный 16-клапанным двигателем объемом 1,6 л и выполненный в «люксовом» исполнении. Термин «купе» появился в его названии исключительно как маркетинговый ход. Хотя по сравнению с обычными 2112 и 21124 автомобиль имеет более жесткий кузов, что делает его более отзывчивым на дороге.
Тогда он выпускался с бампером серии М, собственной решеткой радиатора и стандартным капотом. Автомобиль представляет собой трехдверный хэтчбек, оснащенный 16-клапанным двигателем объемом 1,6 л и выполненный в «люксовом» исполнении. Термин «купе» появился в его названии исключительно как маркетинговый ход. Хотя по сравнению с обычными 2112 и 21124 автомобиль имеет более жесткий кузов, что делает его более отзывчивым на дороге.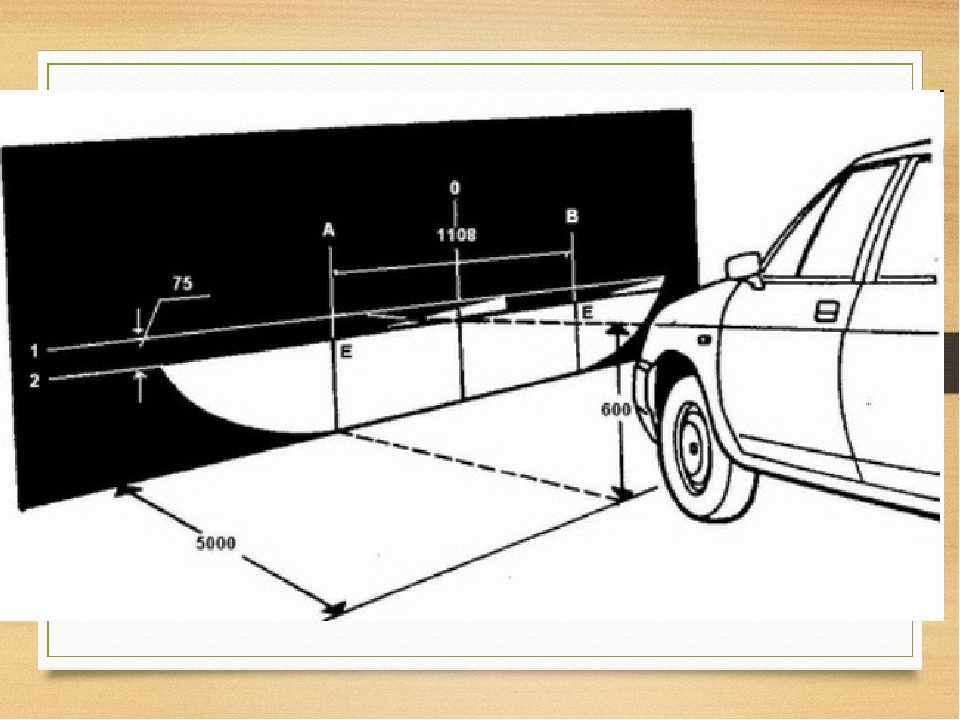 В этом обзоре мы уделим внимание «двойке», которую мы рассмотрели в отдельном обзоре.
В этом обзоре мы уделим внимание «двойке», которую мы рассмотрели в отдельном обзоре. ВАЗ 21122 – это тот, что с восьмиклапанным мотором сошел с конвейера на 13-дюймовых дисках, а более мощный шестнадцатиклапанный двухцилиндровый сошел с конвейера на 14-дюймовых дисках. Стоит сказать, что помимо трехдверного кузова, у двухкупе более развитые колесные арки, любители тюнинга легко могут установить на Ладу 21123 диски пятнадцатого диаметра. ВАЗ 21123 редкий автомобиль даже в России, в других странах СНГ , встретить модель 21123 совсем не реально, но можно посмотреть на фото, чтобы увидеть отличия двухдверки от обычной двухдверки. Если изначально относится к классу — В, то десятое семейство и две в частности изначально относились к классу — С, две на 320мм длиннее Lada Kalina в кузове хэтчбек. Но по своим габаритам двенашка совсем не вписывается в подросший современный Гольф-класс, обратите внимание на такие машины, как: , -конечно, иномарки С класса, гораздо крупнее десятого семейства. Заглянув в воздухозаборники переднего бампера можно легко рассмотреть радиатор охлаждения, он не имеет дополнительной защиты и бывают случаи когда в радиатор попадает камень, по отзывам автовладельцев он пробивает его и вызывает течь.
ВАЗ 21122 – это тот, что с восьмиклапанным мотором сошел с конвейера на 13-дюймовых дисках, а более мощный шестнадцатиклапанный двухцилиндровый сошел с конвейера на 14-дюймовых дисках. Стоит сказать, что помимо трехдверного кузова, у двухкупе более развитые колесные арки, любители тюнинга легко могут установить на Ладу 21123 диски пятнадцатого диаметра. ВАЗ 21123 редкий автомобиль даже в России, в других странах СНГ , встретить модель 21123 совсем не реально, но можно посмотреть на фото, чтобы увидеть отличия двухдверки от обычной двухдверки. Если изначально относится к классу — В, то десятое семейство и две в частности изначально относились к классу — С, две на 320мм длиннее Lada Kalina в кузове хэтчбек. Но по своим габаритам двенашка совсем не вписывается в подросший современный Гольф-класс, обратите внимание на такие машины, как: , -конечно, иномарки С класса, гораздо крупнее десятого семейства. Заглянув в воздухозаборники переднего бампера можно легко рассмотреть радиатор охлаждения, он не имеет дополнительной защиты и бывают случаи когда в радиатор попадает камень, по отзывам автовладельцев он пробивает его и вызывает течь. Восьмиклапанный твин обут в шины размерностью 175/70 R13, шестнадцатиклапанный ВАЗ 21120 обут в шины размерностью 185/65 R14.
Восьмиклапанный твин обут в шины размерностью 175/70 R13, шестнадцатиклапанный ВАЗ 21120 обут в шины размерностью 185/65 R14.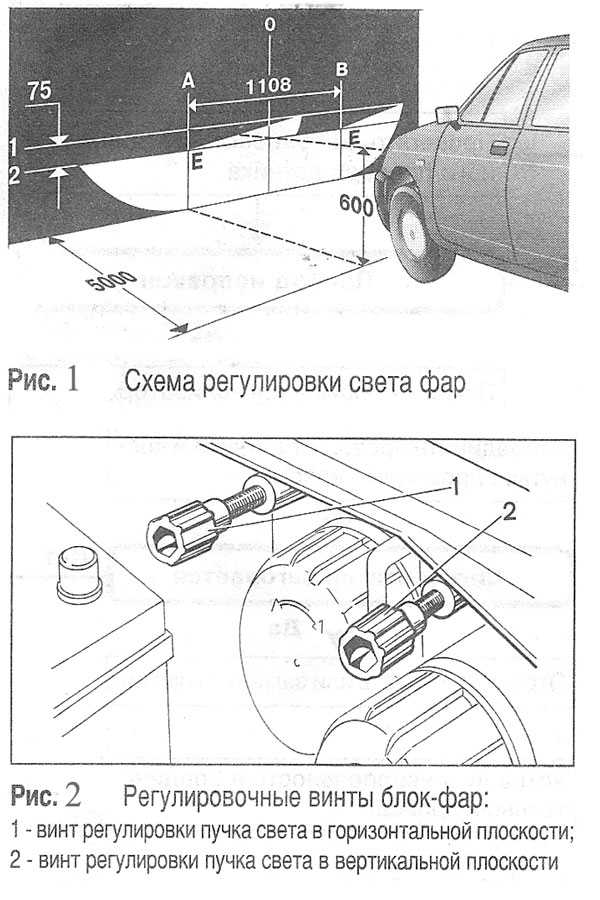 Бардачок в ВАЗ 2112 перед передним пассажиром довольно вместительный, в него поместятся листы формата А4. Дорогостоящая комплектация Люкс, как и в случае с автомобилями семейства Самара 2, оснащена бортовым компьютером, который информирует водителя о мгновенном расходе топлива, среднем расходе и о том, какое расстояние автомобиль может проехать на остатке бензина. В стандартную комплектацию входят центральный замок, иммобилайзер и электроприводы всех окон, опять же — как и в версии «Люкс». Объем багажника хэтчбека — ВАЗ 2112 — 400 литров, что очень внушительно для автомобиля в кузове хэтчбек. Объем багажника можно увеличить, сложив спинки заднего дивана.
Бардачок в ВАЗ 2112 перед передним пассажиром довольно вместительный, в него поместятся листы формата А4. Дорогостоящая комплектация Люкс, как и в случае с автомобилями семейства Самара 2, оснащена бортовым компьютером, который информирует водителя о мгновенном расходе топлива, среднем расходе и о том, какое расстояние автомобиль может проехать на остатке бензина. В стандартную комплектацию входят центральный замок, иммобилайзер и электроприводы всех окон, опять же — как и в версии «Люкс». Объем багажника хэтчбека — ВАЗ 2112 — 400 литров, что очень внушительно для автомобиля в кузове хэтчбек. Объем багажника можно увеличить, сложив спинки заднего дивана. с. ВАЗ 21120 оснащался двигателем объемом 1,6 л мощностью 89 л.с. и крутящим моментом 131 Нм. Восьмиклапанный 1.6 развивает мощность 81 л.с. и 120 Нм крутящего момента. Степень сжатия восьмиклапанного двигателя 1,6 — 10,0:1. Есть модификация ВАЗ 21128 с двигателем 1,8 л, но такие две машины встречаются крайне редко. Мощность 1,8 на 98 сил не кажутся слишком значительными, но такой мотор гораздо приемистее 1,6 и 1,5. Двести километров в час восьмиклапанный 1.6 набирает за 13,5 с, максимальная скорость 170км. Можно отметить хорошую развесовку, Лада 2112 давит на переднюю ось 59,6% массы, на заднюю – 40,6%. Конечно это не 50/50, но для обычного автомобиля с передним приводом — это приемлемая развесовка. Владельцев автомобиля десятого семейства, которые раньше ездили на классике, тоже может порадовать пластиковая крышка двигателя — как на иномарке. Масло GL4, GL5 вязкостью 74W90, в пятиступенчатую вазовскую механику заливают 80W90. Регулировка клапанов в восьмиклапанных двухцилиндровых моторах требуется каждые 100 тысяч.
с. ВАЗ 21120 оснащался двигателем объемом 1,6 л мощностью 89 л.с. и крутящим моментом 131 Нм. Восьмиклапанный 1.6 развивает мощность 81 л.с. и 120 Нм крутящего момента. Степень сжатия восьмиклапанного двигателя 1,6 — 10,0:1. Есть модификация ВАЗ 21128 с двигателем 1,8 л, но такие две машины встречаются крайне редко. Мощность 1,8 на 98 сил не кажутся слишком значительными, но такой мотор гораздо приемистее 1,6 и 1,5. Двести километров в час восьмиклапанный 1.6 набирает за 13,5 с, максимальная скорость 170км. Можно отметить хорошую развесовку, Лада 2112 давит на переднюю ось 59,6% массы, на заднюю – 40,6%. Конечно это не 50/50, но для обычного автомобиля с передним приводом — это приемлемая развесовка. Владельцев автомобиля десятого семейства, которые раньше ездили на классике, тоже может порадовать пластиковая крышка двигателя — как на иномарке. Масло GL4, GL5 вязкостью 74W90, в пятиступенчатую вазовскую механику заливают 80W90. Регулировка клапанов в восьмиклапанных двухцилиндровых моторах требуется каждые 100 тысяч.
 Хэтчбек, выпускаемый с 1999 года, заслужил любовь и внимание российской молодежи. По сравнению с той же «девяткой» «двенадцатая» модель имеет существенные отличия по комфорту. Даже несмотря на небольшую длину кузова, при необходимости объем багажника можно увеличить, сложив задние сиденья. Сама спинка заднего сиденья разделена на две части.
Хэтчбек, выпускаемый с 1999 года, заслужил любовь и внимание российской молодежи. По сравнению с той же «девяткой» «двенадцатая» модель имеет существенные отличия по комфорту. Даже несмотря на небольшую длину кузова, при необходимости объем багажника можно увеличить, сложив задние сиденья. Сама спинка заднего сиденья разделена на две части.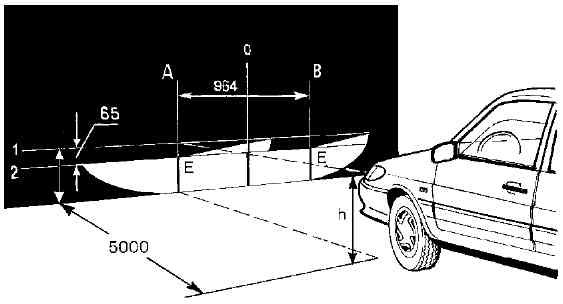 6 16кл (Евро-2)
6 16кл (Евро-2) м в.
м в. Автомобиль выпускался в кузове хэтчбек (пятидверное решение), а позже и в кузове купе (трехдверное решение). Хорошие аэродинамические характеристики этого автомобиля и оригинальный, действительно спортивный дизайн позволили отечественным потребителям почувствовать себя по-настоящему счастливыми обладателями мощного и стильного автомобиля. Только в 2010 году ВАЗ 2112 вытеснила с рынка новинка – Lada Priora в кузове хэтчбек.
Автомобиль выпускался в кузове хэтчбек (пятидверное решение), а позже и в кузове купе (трехдверное решение). Хорошие аэродинамические характеристики этого автомобиля и оригинальный, действительно спортивный дизайн позволили отечественным потребителям почувствовать себя по-настоящему счастливыми обладателями мощного и стильного автомобиля. Только в 2010 году ВАЗ 2112 вытеснила с рынка новинка – Lada Priora в кузове хэтчбек. При этом максимальная скорость, в отличие от предшественника, ограничивалась 170 километрами в час.
При этом максимальная скорость, в отличие от предшественника, ограничивалась 170 километрами в час. Часть выпуска модификации 21103 с 16-клапанным двигателем ВАЗ-2112 оснащается кондиционером, а с конца 2002 года по заказу — гидроусилителем руля ZF. Данная модификация отличается от базовой капот интегрированной решеткой радиатора более современной формы и передним бампером, а также оригинальными фарами головного света. Также были изменены задние фонари, молдинги и детали салона.
В 1998 начат выпуск автомобиля ВАЗ -2111 (экспортное наименование LADA 111) с кузовом универсал. По компоновке, двигателю, трансмиссии, ходовой части, оборудованию кузова этот автомобиль идентичен ВАЗ-2110. Отличается только измененной задней частью с большой дверью багажника. Багажник у этой машины самый большой в семействе: 490 литров при поднятом заднем ряду сидений и 1420 литров при сложенных.
Выпуск автомобиля ВАЗ -2112 (экспортное наименование LADA 112) с кузовом типа хэтчбек был начат в 2000 году. Компоновка этого автомобиля такая же, как и у ВАЗ-2111, но кузов отличается большим угол наклона задней двери.
Часть выпуска модификации 21103 с 16-клапанным двигателем ВАЗ-2112 оснащается кондиционером, а с конца 2002 года по заказу — гидроусилителем руля ZF. Данная модификация отличается от базовой капот интегрированной решеткой радиатора более современной формы и передним бампером, а также оригинальными фарами головного света. Также были изменены задние фонари, молдинги и детали салона.
В 1998 начат выпуск автомобиля ВАЗ -2111 (экспортное наименование LADA 111) с кузовом универсал. По компоновке, двигателю, трансмиссии, ходовой части, оборудованию кузова этот автомобиль идентичен ВАЗ-2110. Отличается только измененной задней частью с большой дверью багажника. Багажник у этой машины самый большой в семействе: 490 литров при поднятом заднем ряду сидений и 1420 литров при сложенных.
Выпуск автомобиля ВАЗ -2112 (экспортное наименование LADA 112) с кузовом типа хэтчбек был начат в 2000 году. Компоновка этого автомобиля такая же, как и у ВАЗ-2111, но кузов отличается большим угол наклона задней двери. На этой модели автомобиля только инжекторные двигатели: как 8-клапанные, так и 16-клапанные. Заднее сиденье складывается в пропорции 2:3, что увеличивает объем багажника с 415 до 1270 литров.
На этой модели автомобиля только инжекторные двигатели: как 8-клапанные, так и 16-клапанные. Заднее сиденье складывается в пропорции 2:3, что увеличивает объем багажника с 415 до 1270 литров. 





 Но этот момент не сразу стал преимуществом автомобиля. Стоит вспомнить, что каркасы первых автомобилей были деревянными, что значительно утяжеляло общий вес.
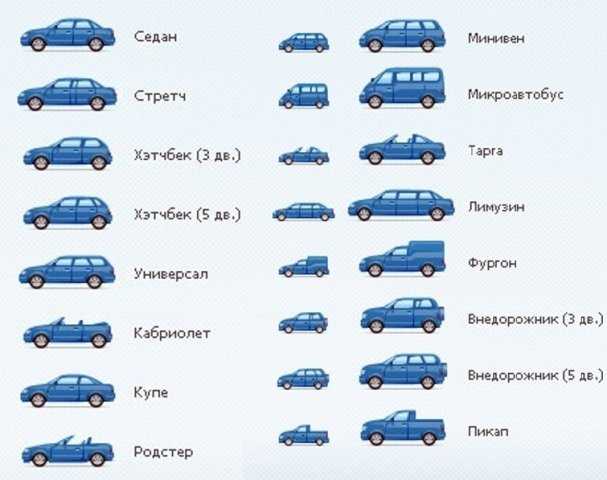
Но этот момент не сразу стал преимуществом автомобиля. Стоит вспомнить, что каркасы первых автомобилей были деревянными, что значительно утяжеляло общий вес.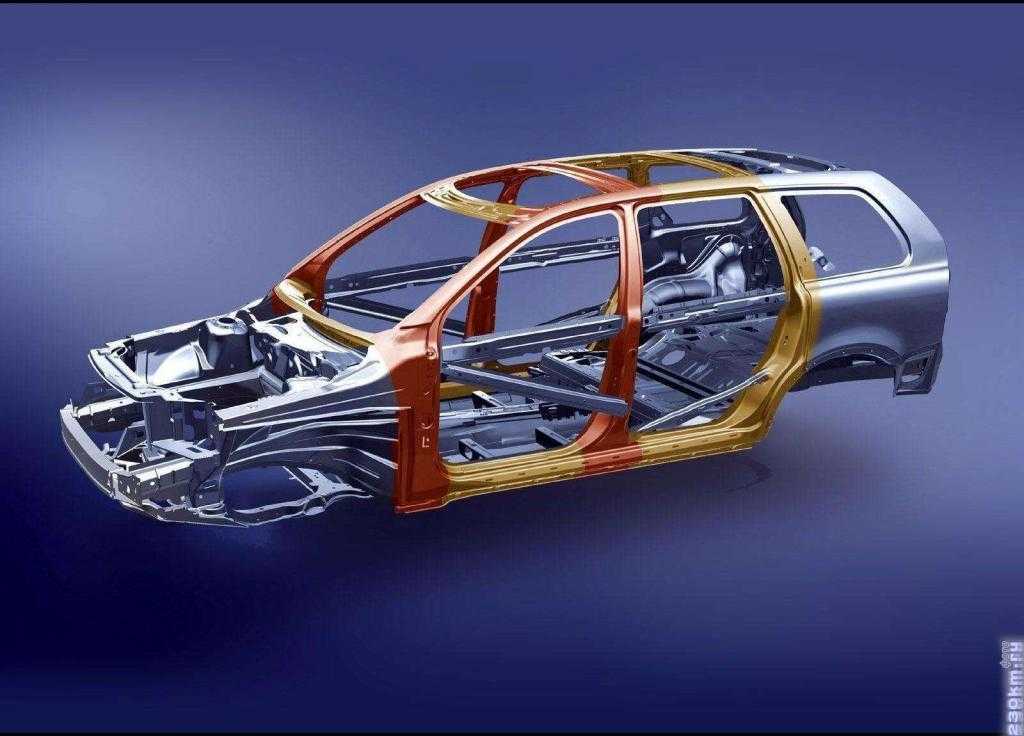 Сейчас она полностью стала прерогативой хэтчбека.
Сейчас она полностью стала прерогативой хэтчбека. В его передней секции находится силовой агрегат, вся остальная часть ‒ это единое пространство, в котором багажное отделение начинается сразу за спинкой второго пассажирского ряда. Благодаря широкой и высокой задней двери, а также возможности сложить заднее сиденье практически до уровня пола, в хэтчбеке удается перевозить достаточно габаритные грузы.
В его передней секции находится силовой агрегат, вся остальная часть ‒ это единое пространство, в котором багажное отделение начинается сразу за спинкой второго пассажирского ряда. Благодаря широкой и высокой задней двери, а также возможности сложить заднее сиденье практически до уровня пола, в хэтчбеке удается перевозить достаточно габаритные грузы.


 Таким образом, столкнувшись с большой конкуренцией.
Таким образом, столкнувшись с большой конкуренцией.
 Ключевым преимуществом владения хэтчбеком является обилие грузового пространства, поскольку автомобиль практически «без багажника». Когда требуется дополнительное пространство, вы можете сложить задние сиденья одним касанием без каких-либо проблем. Благодаря своей гибкости и эффективному использованию пространства он имеет преимущество, когда дело доходит до размещения в багажнике широких предметов или предметов необычной формы.
Ключевым преимуществом владения хэтчбеком является обилие грузового пространства, поскольку автомобиль практически «без багажника». Когда требуется дополнительное пространство, вы можете сложить задние сиденья одним касанием без каких-либо проблем. Благодаря своей гибкости и эффективному использованию пространства он имеет преимущество, когда дело доходит до размещения в багажнике широких предметов или предметов необычной формы. Что касается топливной экономичности, то трудно сказать, является ли один более экономичным, чем другой, и зависит от каждой модели.
Что касается топливной экономичности, то трудно сказать, является ли один более экономичным, чем другой, и зависит от каждой модели.

 От моделей A3, A5, A6 и A7 Sportback до моделей RS5, RS7, SQ5, S5, S7 и Q3 Sportback — под капотом необычайно стильной машины вы найдете исключительное техническое оснащение и производительность Audi.
От моделей A3, A5, A6 и A7 Sportback до моделей RS5, RS7, SQ5, S5, S7 и Q3 Sportback — под капотом необычайно стильной машины вы найдете исключительное техническое оснащение и производительность Audi.
 Запрессовка без нагрева может привести к задирам.
Запрессовка без нагрева может привести к задирам.



 покрытием) чугунного кольца, второго компрессионного из набора стальных дисков и комплекта маслосъемного кольца с нехромированными стальными дисками.
покрытием) чугунного кольца, второго компрессионного из набора стальных дисков и комплекта маслосъемного кольца с нехромированными стальными дисками. К каким деталям КШМ относятся эти детали и подпишите название каждой
К каким деталям КШМ относятся эти детали и подпишите название каждой  Сколько шатунов устанавливается на шатунной шейке V- образного двигателя? __________________________________________________________
Сколько шатунов устанавливается на шатунной шейке V- образного двигателя? __________________________________________________________ Вставьте пропущенные слова:
Вставьте пропущенные слова: Перечислите устройство ГРМ :___________________________________________________________
Перечислите устройство ГРМ :___________________________________________________________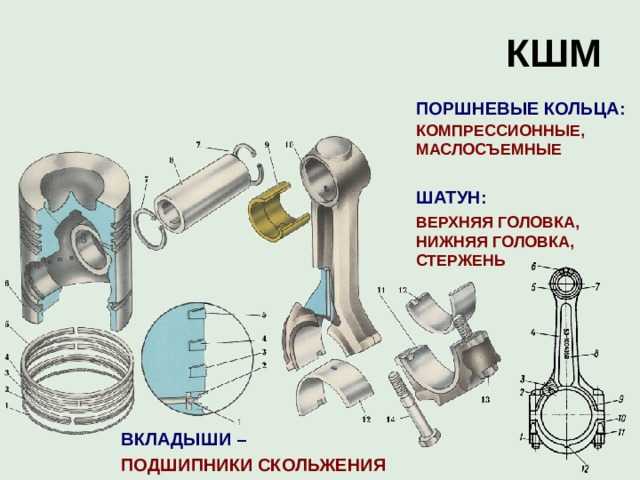 Где устанавливается приводная шестерня распредвала и из какого материала она изготавливается?
Где устанавливается приводная шестерня распредвала и из какого материала она изготавливается? Система охлаждения бывает двух видов:
Система охлаждения бывает двух видов: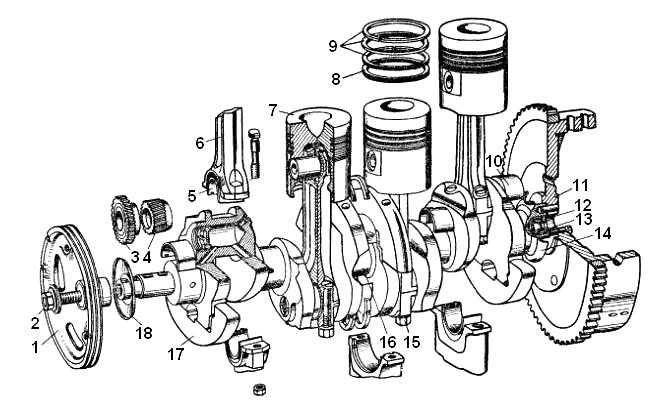 Что изображено на рисунке? Напишите назначение и устройство этого узла.
Что изображено на рисунке? Напишите назначение и устройство этого узла. Из какого материала изготовлены баки и сердцевина радиатора? ___________________________________________________________________________
Из какого материала изготовлены баки и сердцевина радиатора? ___________________________________________________________________________ Опишите схему работы предпускового подогревателя
Опишите схему работы предпускового подогревателя Для чего необходима смазочная система двигателя? ______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Для чего необходима смазочная система двигателя? ______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ Перечислите основные узлы системы смазки двигателя
Перечислите основные узлы системы смазки двигателя Как называется узел системы смазки, указанный на рисунке? Напишите его назначение и устройство.
Как называется узел системы смазки, указанный на рисунке? Напишите его назначение и устройство. 21595/вп.2019.21103
УР — https://doi.org/10.21595/vp.2019.21103
TI — Динамический анализ кривошипно-кривошипного механизма с нарушением зазора
T2 — Вибротехника PROCEDIA
AU — Песня, Мэнмэн
AU — Сяо, Шуньген
AU — Чжан, Цзэсюн
ПГ — 2019ДА — 28.11.2019
ПБ — JVE International Ltd.
СП — 12-17
ВЛ — 29
СН — 2345-0533
СН — 2538-8479
Скорая помощь —
21595/вп.2019.21103
УР — https://doi.org/10.21595/vp.2019.21103
TI — Динамический анализ кривошипно-кривошипного механизма с нарушением зазора
T2 — Вибротехника PROCEDIA
AU — Песня, Мэнмэн
AU — Сяо, Шуньген
AU — Чжан, Цзэсюн
ПГ — 2019ДА — 28.11.2019
ПБ — JVE International Ltd.
СП — 12-17
ВЛ — 29
СН — 2345-0533
СН — 2538-8479
Скорая помощь — Виброинженерия PROCEDIA 29 (28 ноября 2019 г.): 12–17. https://doi.org/10.21595/vp.2019.21103.
Виброинженерия PROCEDIA 29 (28 ноября 2019 г.): 12–17. https://doi.org/10.21595/vp.2019.21103. в
Алматы, Казахстан
в
Алматы, Казахстан  Во время процесса трения-удара возникают три типа состояний движения: разделение, столкновение и контакт.
Во время процесса трения-удара возникают три типа состояний движения: разделение, столкновение и контакт.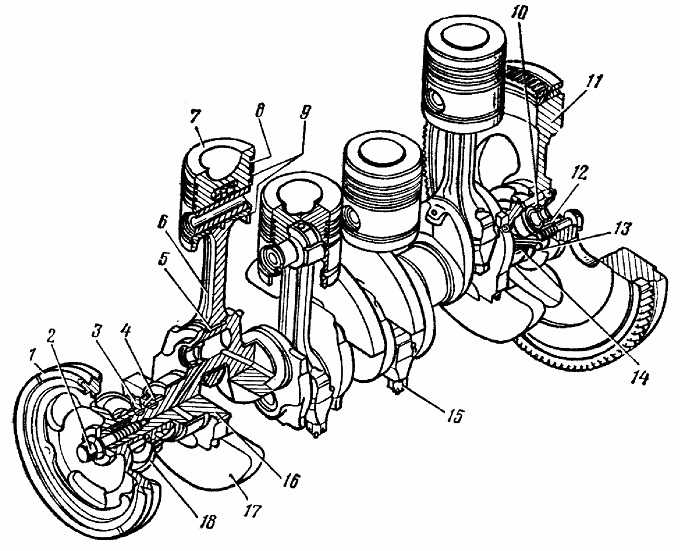 В реальном проекте зазор для перемещения неизбежен, основными причинами являются три аспекта: во-первых, для реализации поворотного шарнира и движения скользящего шарнира в конструкции зарезервирован обычный монтажный зазор. Во-вторых, неизбежны ошибки точности при проектировании и изготовлении различных компонентов соединения. В-третьих, неравномерный зазор, вызванный износом самой подвижной пары [1]. Очевидно, что независимо от зазора динамические характеристики трения кривошипно-кривошипного механизма ухудшаются.
В реальном проекте зазор для перемещения неизбежен, основными причинами являются три аспекта: во-первых, для реализации поворотного шарнира и движения скользящего шарнира в конструкции зарезервирован обычный монтажный зазор. Во-вторых, неизбежны ошибки точности при проектировании и изготовлении различных компонентов соединения. В-третьих, неравномерный зазор, вызванный износом самой подвижной пары [1]. Очевидно, что независимо от зазора динамические характеристики трения кривошипно-кривошипного механизма ухудшаются. Численные результаты показали, что по сравнению с динамическими характеристиками модели смазочного зазора контактная сила трения без смазки может привести к тому, что система будет генерировать более сильные пики колебаний. Чтобы уменьшить неблагоприятное воздействие вращательного соединения с зазором, Вареди [14] предложил метод, основанный на оптимизации роя частиц, для оптимизации распределения массы механизма для уменьшения или устранения ударной силы в соединении с зазором. Наконец, эффективность алгоритма проверяется на примере.
Численные результаты показали, что по сравнению с динамическими характеристиками модели смазочного зазора контактная сила трения без смазки может привести к тому, что система будет генерировать более сильные пики колебаний. Чтобы уменьшить неблагоприятное воздействие вращательного соединения с зазором, Вареди [14] предложил метод, основанный на оптимизации роя частиц, для оптимизации распределения массы механизма для уменьшения или устранения ударной силы в соединении с зазором. Наконец, эффективность алгоритма проверяется на примере.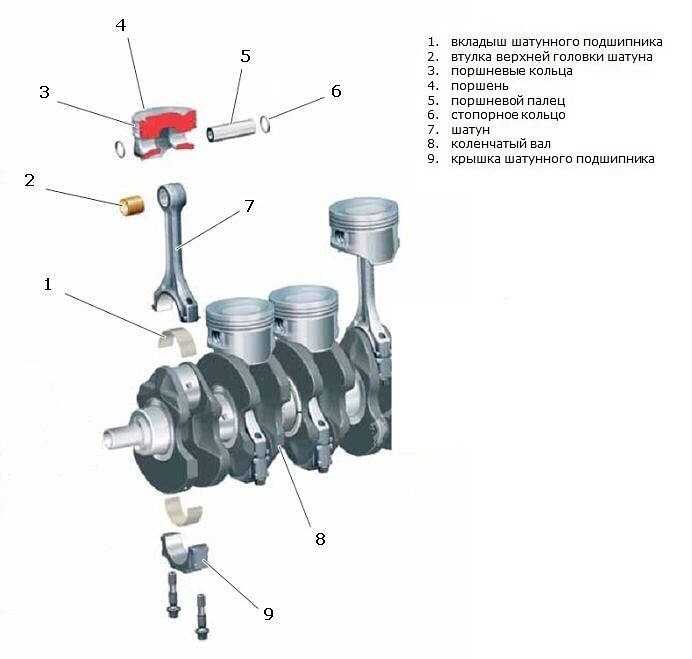 Упрощая и игнорируя упругую деформацию и демпфирование поверхности контакта подвижных соединений, зазор эквивалентен виртуальному жесткому стержню того же размера. Когда в работе механизма происходит резкое изменение определенного азимута, считается, что подвижные соединения находятся в разъединенном состоянии. После эквивалента модели зазора механизм превращается в многостержневую систему с несколькими степенями свободы, и уравнение Лагранжа можно использовать для установления динамического уравнения системы. Уравнение Лагранжа второго типа выражается следующим образом:
Упрощая и игнорируя упругую деформацию и демпфирование поверхности контакта подвижных соединений, зазор эквивалентен виртуальному жесткому стержню того же размера. Когда в работе механизма происходит резкое изменение определенного азимута, считается, что подвижные соединения находятся в разъединенном состоянии. После эквивалента модели зазора механизм превращается в многостержневую систему с несколькими степенями свободы, и уравнение Лагранжа можно использовать для установления динамического уравнения системы. Уравнение Лагранжа второго типа выражается следующим образом: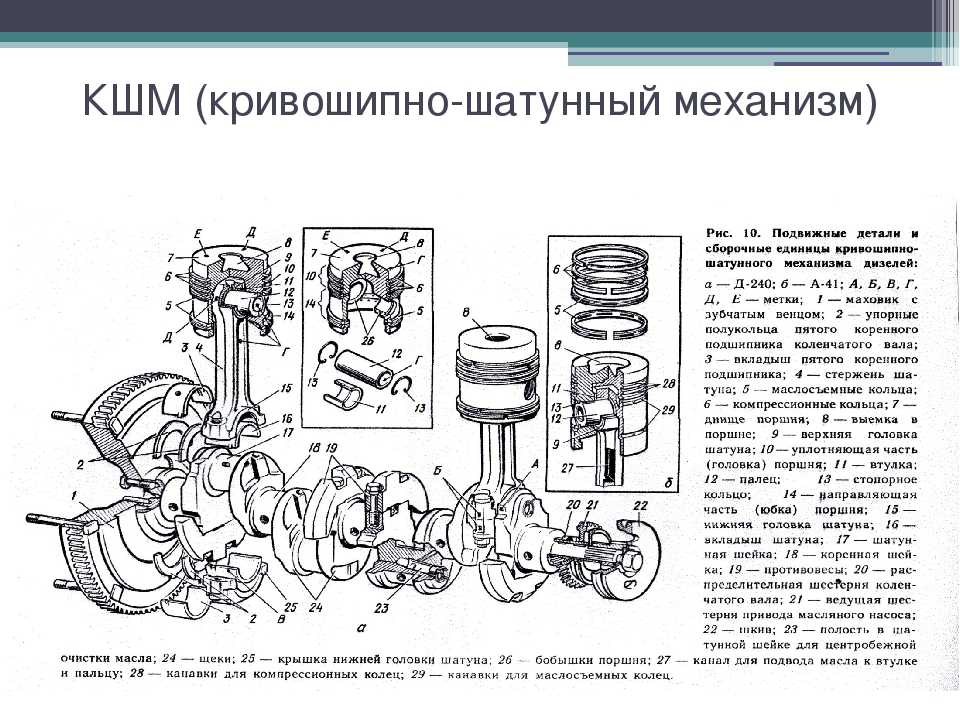 Нетрудно найти, что выражение суммы кинетической энергии коленчатого вала, шатуна и ползуна имеет следующий вид:
Нетрудно найти, что выражение суммы кинетической энергии коленчатого вала, шатуна и ползуна имеет следующий вид: (3) и (4) в уравнение. (2) дает выражение:
(3) и (4) в уравнение. (2) дает выражение: x1 – свободная длина x, то есть при x
x1 – свободная длина x, то есть при x 3. Результаты и обсуждение содержание этого раздела. При моделировании размеры кривошипно-ползункового механизма следующие: коленчатый вал представляет собой стальной стержень размером 1000 мм × 100 мм × 50 мм, шатун представляет собой стальной стержень размером 2000 мм × 100 мм × 50 мм и ползунок представляет собой стальной куб размером 500 мм×500 мм×500 мм. Коленчатый вал вращается с постоянной скоростью ω=30 рад/с.
3. Результаты и обсуждение содержание этого раздела. При моделировании размеры кривошипно-ползункового механизма следующие: коленчатый вал представляет собой стальной стержень размером 1000 мм × 100 мм × 50 мм, шатун представляет собой стальной стержень размером 2000 мм × 100 мм × 50 мм и ползунок представляет собой стальной куб размером 500 мм×500 мм×500 мм. Коленчатый вал вращается с постоянной скоростью ω=30 рад/с. Влияние перемещения, скорости и ускорения реакции механизма с зазором увеличивается в свою очередь, и чем больше зазор, тем больше влияние.
Влияние перемещения, скорости и ускорения реакции механизма с зазором увеличивается в свою очередь, и чем больше зазор, тем больше влияние. Нелинейная динамика, Vol. 61, выпуск 4, 2010, с. 633-653.
[Издатель]
Нелинейная динамика, Vol. 61, выпуск 4, 2010, с. 633-653.
[Издатель] 39, выпуск 1, 2002, с. 41-63.
[Издатель]
39, выпуск 1, 2002, с. 41-63.
[Издатель] Нелинейная динамика, Vol. 56, выпуск 3, 2009, с. 277-295.
[Издатель]
Нелинейная динамика, Vol. 56, выпуск 3, 2009, с. 277-295.
[Издатель] Нелинейная динамика, Vol. 64, выпуски 1-2, 2011, с. 25-47.
[Издатель]
Нелинейная динамика, Vol. 64, выпуски 1-2, 2011, с. 25-47.
[Издатель] Нелинейная динамика, Vol. 79, Выпуск 2, 2015, с. 1587-1600 гг.
[Издатель]
Нелинейная динамика, Vol. 79, Выпуск 2, 2015, с. 1587-1600 гг.
[Издатель] Им следует
быть дополнены их симметричным изображением о ( ОА ).
Им следует
быть дополнены их симметричным изображением о ( ОА ).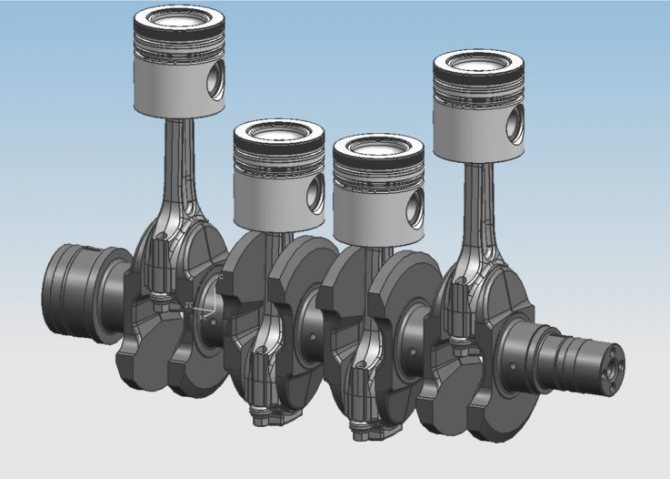
 Смотрите также на этом
пролистайте базовую и кривую качения плоского движения на соответствующем
самолет.
Смотрите также на этом
пролистайте базовую и кривую качения плоского движения на соответствующем
самолет.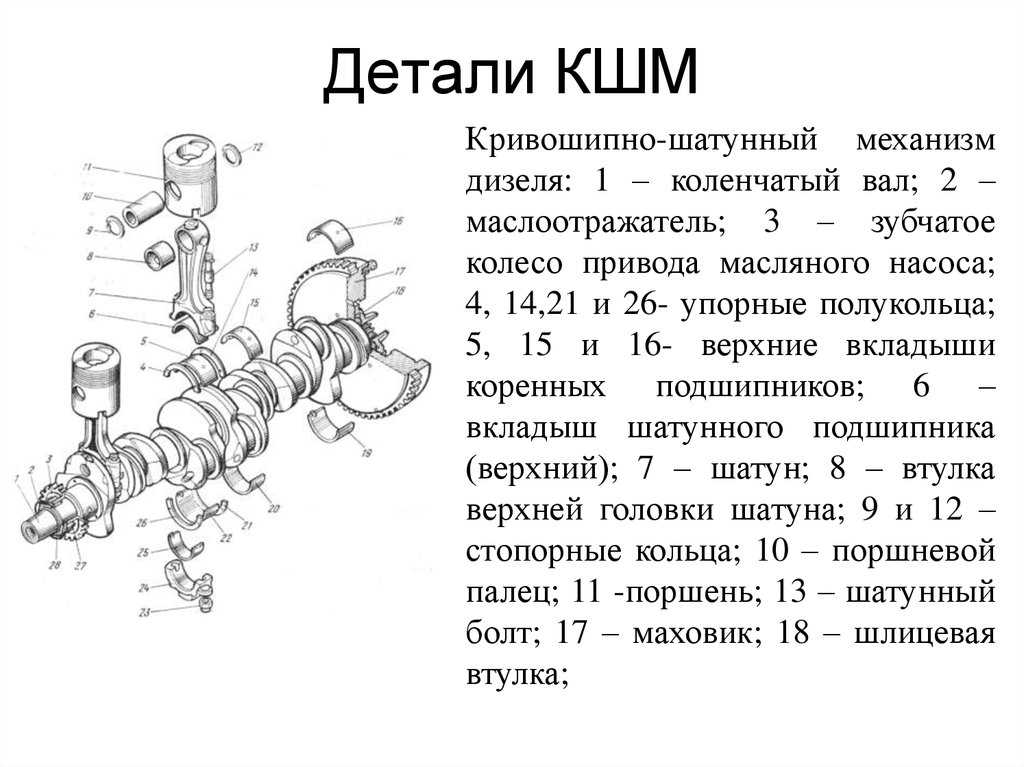

 Среди достоинств они отмечают легкость работы с составом, преобразование ржавчины, которую впоследствии можно даже покрасить. Из минусов многие акцентируют внимание на завышенной стоимости, токсичности и необходимости аккуратной работы.
Среди достоинств они отмечают легкость работы с составом, преобразование ржавчины, которую впоследствии можно даже покрасить. Из минусов многие акцентируют внимание на завышенной стоимости, токсичности и необходимости аккуратной работы. Как отмечают пользователи, при использовании этого состава на поверхности образуется пленка, которая может выступать в качестве самостоятельного защитного покрытия.
Как отмечают пользователи, при использовании этого состава на поверхности образуется пленка, которая может выступать в качестве самостоятельного защитного покрытия. Теперь нужно дождаться, пока он подсохнет – при комнатной температуре на это требуется пара часов. После полного высыхания стоит оценить обработанный участок и, если необходимо, повторно обработать его преобразователем.
Теперь нужно дождаться, пока он подсохнет – при комнатной температуре на это требуется пара часов. После полного высыхания стоит оценить обработанный участок и, если необходимо, повторно обработать его преобразователем.
 66px;»> Компания Rustbuster Ltd предлагает широкий ассортимент средств для удаления и предотвращения ржавчины, а также антикоррозионные средства для защиты и продления ваших инвестиций. Купите сейчас или поговорите со специалистом. Наши офисы работают с 9 до 5 по будням, ждем вашего звонка. Вы можете просмотреть и загрузить нашу бесплатную брошюру или подписаться на наш ежемесячный информационный бюллетень. Зарегистрируйтесь сегодня внизу этой страницы.
66px;»> Компания Rustbuster Ltd предлагает широкий ассортимент средств для удаления и предотвращения ржавчины, а также антикоррозионные средства для защиты и продления ваших инвестиций. Купите сейчас или поговорите со специалистом. Наши офисы работают с 9 до 5 по будням, ждем вашего звонка. Вы можете просмотреть и загрузить нашу бесплатную брошюру или подписаться на наш ежемесячный информационный бюллетень. Зарегистрируйтесь сегодня внизу этой страницы. Rustbuster Ltd предлагает продукты для защиты от ржавчины для морского использования на кораблях, яхтах и нефтяных платформах. За последние 25 лет мы завоевали доверие тысяч довольных клиентов, получив награды за наши инновационные решения для защиты от ржавчины. Нажмите здесь, чтобы ознакомиться с нашими 5-звездочными отзывами о бизнесе в Google.
Rustbuster Ltd предлагает продукты для защиты от ржавчины для морского использования на кораблях, яхтах и нефтяных платформах. За последние 25 лет мы завоевали доверие тысяч довольных клиентов, получив награды за наши инновационные решения для защиты от ржавчины. Нажмите здесь, чтобы ознакомиться с нашими 5-звездочными отзывами о бизнесе в Google. Мы можем применить к системам Norsok M501 версии 6. Другие системы Norsok, BS и ISO доступны по запросу. Чтобы получить полный список, позвоните сейчас. Все покрытия поставляются в соответствии с полностью проверенным сертификатом ISO9.Система гарантированного качества 001 проверена сертифицированной инспекцией ICORR; ни одна работа не является слишком маленькой.
Мы можем применить к системам Norsok M501 версии 6. Другие системы Norsok, BS и ISO доступны по запросу. Чтобы получить полный список, позвоните сейчас. Все покрытия поставляются в соответствии с полностью проверенным сертификатом ISO9.Система гарантированного качества 001 проверена сертифицированной инспекцией ICORR; ни одна работа не является слишком маленькой.
 Это включает в себя все, от продуктовых и хлебных мешков до термоусадочной пленки и бумажных полотенец. В 2012, переработка пластиковой пленки после потребления превысила один миллиард фунтов — вверх 56% поскольку 2005.
Это включает в себя все, от продуктовых и хлебных мешков до термоусадочной пленки и бумажных полотенец. В 2012, переработка пластиковой пленки после потребления превысила один миллиард фунтов — вверх 56% поскольку 2005. Дуже погано плавиться, що ускладнює його ремонт. Зазвичай з нього зроблені вироби піддаються навантаженню, температури, тиску ( боковини радіаторів, впускні колектори, ручки, бачки тощо).
Дуже погано плавиться, що ускладнює його ремонт. Зазвичай з нього зроблені вироби піддаються навантаженню, температури, тиску ( боковини радіаторів, впускні колектори, ручки, бачки тощо).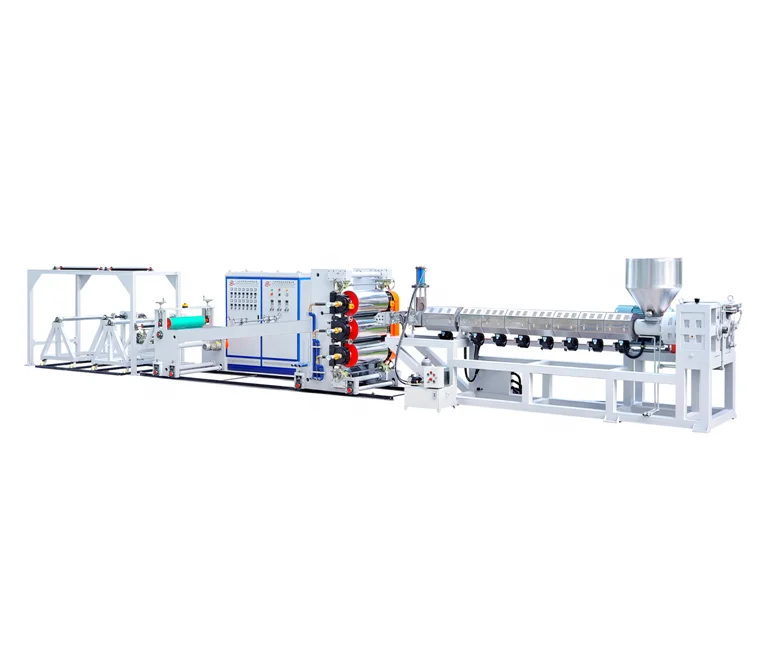 В автомобілях з нього роблять скла задніх ліхтарів і розсіювачі передніх. >PC/PBT< Смесь поликарбонатов и полибутилентерефталата — Обладает высокой прочностью, стойкостью к ударным нагрузкам, в том числе при низких температурах, стойкостью к статическим нагрузкам и вибрациям. Хорошо поддаётся ремонту хоть и не очень хорошо плавится. Из него сделаны почти все бампера у таких марок как Mercedes, BMW и FORD примерно до 2000 года. Очень широко используется в грузовых автомобилях.
В автомобілях з нього роблять скла задніх ліхтарів і розсіювачі передніх. >PC/PBT< Смесь поликарбонатов и полибутилентерефталата — Обладает высокой прочностью, стойкостью к ударным нагрузкам, в том числе при низких температурах, стойкостью к статическим нагрузкам и вибрациям. Хорошо поддаётся ремонту хоть и не очень хорошо плавится. Из него сделаны почти все бампера у таких марок как Mercedes, BMW и FORD примерно до 2000 года. Очень широко используется в грузовых автомобилях.
 Неизвестно, что он вызывает рак у людей, и он менее воспламеняется в тканях, чем шерсть.
Неизвестно, что он вызывает рак у людей, и он менее воспламеняется в тканях, чем шерсть. Он также используется в эпоксидных смолах, которые покрывают внутреннюю часть консервов и водопроводных труб.
Он также используется в эпоксидных смолах, которые покрывают внутреннюю часть консервов и водопроводных труб.
 Может также содержать диоксины, винилхлорид и другие токсины, которые могут вызывать врожденные дефекты, трудности в обучении у детей, гормональную дисрегуляцию и рак.
Может также содержать диоксины, винилхлорид и другие токсины, которые могут вызывать врожденные дефекты, трудности в обучении у детей, гормональную дисрегуляцию и рак. Вот несколько советов по сокращению использования пластика, а также по более безопасному его использованию:
Вот несколько советов по сокращению использования пластика, а также по более безопасному его использованию:
 Управление по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA) одобрило его использование в качестве материала для пищевых контейнеров, и нет никаких известных канцерогенных эффектов, связанных с полипропиленом.
Управление по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA) одобрило его использование в качестве материала для пищевых контейнеров, и нет никаких известных канцерогенных эффектов, связанных с полипропиленом.



 07KB
07KB 16KB
16KB org/ImageObject»> тафтинговый белый диван, мебель для гостиной, диван-кровать, бежевый диван, угол, матрас, комната png
833x612px
166.7KB
org/ImageObject»> тафтинговый белый диван, мебель для гостиной, диван-кровать, бежевый диван, угол, матрас, комната png
833x612px
166.7KB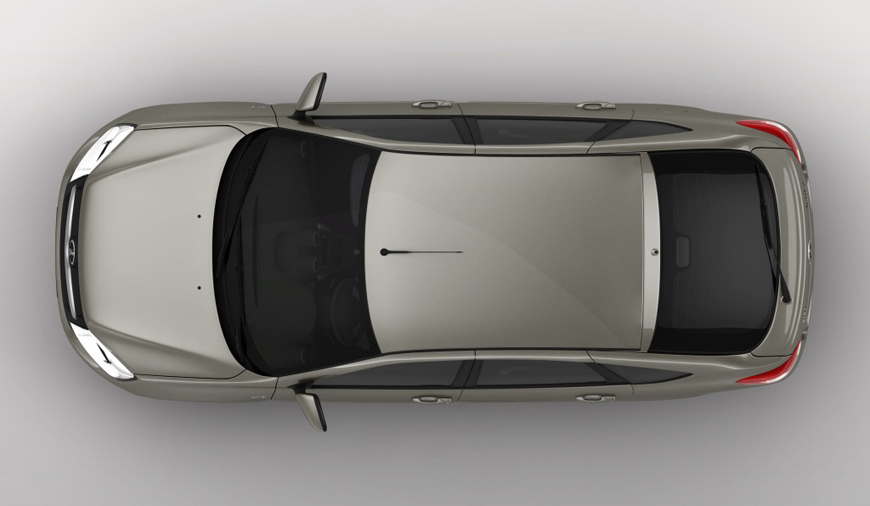 91KB
91KB org/ImageObject»> желтое купе арт, спортивный автомобиль Lamborghini Gallardo 2012 Chevrolet Corvette ZR1, вид сверху, компактный автомобиль, автомобиль, вид транспорта png
3265x1656px
259.58KB
org/ImageObject»> желтое купе арт, спортивный автомобиль Lamborghini Gallardo 2012 Chevrolet Corvette ZR1, вид сверху, компактный автомобиль, автомобиль, вид транспорта png
3265x1656px
259.58KB org/ImageObject»> желтый самосвал арт.,: Пикап самосвал Самосвал, грузовик, грузовой транспорт, грузовой автомобиль, вид транспорта png
1267x1024px
1007.77KB
org/ImageObject»> желтый самосвал арт.,: Пикап самосвал Самосвал, грузовик, грузовой транспорт, грузовой автомобиль, вид транспорта png
1267x1024px
1007.77KB org/ImageObject»> Автомобиль, классический дизайн автомобиля, автокатастрофа, эффект, автомобиль png
690x517px
87.12KB
org/ImageObject»> Автомобиль, классический дизайн автомобиля, автокатастрофа, эффект, автомобиль png
690x517px
87.12KB 16KB
16KB org/ImageObject»> Персонаж Disney Cars, Салли Каррера Матер Лайтнинг Маккуин Док Хадсон, пиксар, компактный автомобиль, автомобиль, вид транспорта png
1002x564px
426.67KB
org/ImageObject»> Персонаж Disney Cars, Салли Каррера Матер Лайтнинг Маккуин Док Хадсон, пиксар, компактный автомобиль, автомобиль, вид транспорта png
1002x564px
426.67KB org/ImageObject»> Cartoon Vehicle, автомобиль, компактный автомобиль, винтажный автомобиль, автомобиль png
800x800px
85.55KB
org/ImageObject»> Cartoon Vehicle, автомобиль, компактный автомобиль, винтажный автомобиль, автомобиль png
800x800px
85.55KB 1KB
1KB ..
1244
0
1
20.11.2022
..
1244
0
1
20.11.2022 И в этом случае возникает вопрос: а каку…
822
0
2
18.11.2022
И в этом случае возникает вопрос: а каку…
822
0
2
18.11.2022 ..
13727
10
41
13.08.2022
..
13727
10
41
13.08.2022 Если вы хотите, чтобы вид сверху на автомобиль или автомобиль был представлен, вы можете выбрать лучшую faszinierende Stock-Bilder zu entdecken. Антенна. ein auto mit eingeschalteten scheinwerfern fährt nachts über einen fußgängerüberweg. dresch ansicht von der drohne. — автомобиль сверху стоковые фото и изображения
Если вы хотите, чтобы вид сверху на автомобиль или автомобиль был представлен, вы можете выбрать лучшую faszinierende Stock-Bilder zu entdecken. Антенна. ein auto mit eingeschalteten scheinwerfern fährt nachts über einen fußgängerüberweg. dresch ansicht von der drohne. — автомобиль сверху стоковые фото и изображения ..
.. Vektorillustration für printdesign-geschenkpapier, веб-сайт webhintergrund auf ihrer und werbematerialien
Vektorillustration für printdesign-geschenkpapier, веб-сайт webhintergrund auf ihrer und werbematerialien Fahrzeugsymbole isoliert. Mehrfarbige Autoillustration фон oben. Straßenverkehr und Transportelemente.
Fahrzeugsymbole isoliert. Mehrfarbige Autoillustration фон oben. Straßenverkehr und Transportelemente. flache Farbe verschiedene Fahrzeuge von oben
flache Farbe verschiedene Fahrzeuge von oben Bau, Bau, Schweißen Industrielle Produktion Förderband
Bau, Bau, Schweißen Industrielle Produktion Förderband ..
.. Viele Roboterarme schweißen an der Autometallkarosserie in der Produktionsanlage. Преобразование в 3D-рендере.
Viele Roboterarme schweißen an der Autometallkarosserie in der Produktionsanlage. Преобразование в 3D-рендере. ..
.. Satz von…
Satz von… .. 3D-рендеринг собственных Autofertigungslinie в собственной Automobilfabrik.
.. 3D-рендеринг собственных Autofertigungslinie в собственной Automobilfabrik. 477График
477График Векторные иллюстрации для полиграфического дизайна-Geschenkpapier, Webhintergrund auf Ihrer Website und Werbematerialien
Векторные иллюстрации для полиграфического дизайна-Geschenkpapier, Webhintergrund auf Ihrer Website und Werbematerialien Elektrofahrzeug-Ladeger
Elektrofahrzeug-Ladeger Транспорт для поездки. Flißheck-Automobil на Штадтштрассе. Изометрические изображения персонажей Cartoon-Object Draufsicht auf weißem Hintergrund
Транспорт для поездки. Flißheck-Automobil на Штадтштрассе. Изометрические изображения персонажей Cartoon-Object Draufsicht auf weißem Hintergrund Auto über der Draufsicht…
Auto über der Draufsicht… vektorabbildung — автомобиль сверху сток-графика, -клипарт, -мультфильмы и -символ
vektorabbildung — автомобиль сверху сток-графика, -клипарт, -мультфильмы и -символ — автомобиль сверху сток-график, -клипарт, -мультфильмы и -символ
— автомобиль сверху сток-график, -клипарт, -мультфильмы и -символ — автомобиль сверху сток-график, -клипарт, -мультфильмы и -символ
— автомобиль сверху сток-график, -клипарт, -мультфильмы и -символ illustrations — car from the top stock-grafiken, -clipart, -cartoons und -symbole
illustrations — car from the top stock-grafiken, -clipart, -cartoons und -symbole Fahrzeugtransporte Symbole…
Fahrzeugtransporte Symbole… ..
.. verschiedene autos und lkws — автомобиль сверху сток-графика, -клипарт, -мультфильмы и -символ
verschiedene autos und lkws — автомобиль сверху сток-графика, -клипарт, -мультфильмы и -символ umweltfreundliches fahrzeugladegerät. vektordarstellung eines elektroautos auf einer ladung auf grünemhintergrund. — автомобиль сверху сток-графикен, -клипарт, -мультики и -символ
umweltfreundliches fahrzeugladegerät. vektordarstellung eines elektroautos auf einer ladung auf grünemhintergrund. — автомобиль сверху сток-графикен, -клипарт, -мультики и -символ — автомобиль сверху сток-график, -клипарт, -мультфильмы и -символ
— автомобиль сверху сток-график, -клипарт, -мультфильмы и -символ иллюстрация фон oben gesehen. — автомобиль сверху сток-график, -клипарт, -мультфильмы и -символ
иллюстрация фон oben gesehen. — автомобиль сверху сток-график, -клипарт, -мультфильмы и -символ
 Здесь играет роль не только фактор качества такого обучения, но и психология. С хорошим товарищем женщина чувствует себя несобранной и не сможет толком сосредоточиться. А излишняя эмоциональность и реакции на замечания могут вообще рассорить с товарищем. С другой стороны, человек может быть хорошим другом, но плохим водителем. Поэтому лучше всего обратиться к инструктору. Работа с инструктором также наделит таким необходимым навыком, как внимательность на дороге.
Здесь играет роль не только фактор качества такого обучения, но и психология. С хорошим товарищем женщина чувствует себя несобранной и не сможет толком сосредоточиться. А излишняя эмоциональность и реакции на замечания могут вообще рассорить с товарищем. С другой стороны, человек может быть хорошим другом, но плохим водителем. Поэтому лучше всего обратиться к инструктору. Работа с инструктором также наделит таким необходимым навыком, как внимательность на дороге. Бывают на дороге необоснованные конфликтные ситуации. Мужчины постоянно куда-то спешат и нервничают из-за пустяков. Выражается это в бибиканьях и угрозах. Именно такая спешка и приводит к авариям. А ведь женщинам, особенно на начальных порах, требуется больше времени для действий. Также женщинам сложнее фигурно управлять машиной. Следует всегда сохранять спокойствие и самообладание, а ключ к этому – уверенность в себе и своих силах. Не стоит принимать близко к сердцу глупость, которой спровоцировано поведение некоторых участников движения.
Бывают на дороге необоснованные конфликтные ситуации. Мужчины постоянно куда-то спешат и нервничают из-за пустяков. Выражается это в бибиканьях и угрозах. Именно такая спешка и приводит к авариям. А ведь женщинам, особенно на начальных порах, требуется больше времени для действий. Также женщинам сложнее фигурно управлять машиной. Следует всегда сохранять спокойствие и самообладание, а ключ к этому – уверенность в себе и своих силах. Не стоит принимать близко к сердцу глупость, которой спровоцировано поведение некоторых участников движения. Оберег от аварий и ГАИ
Оберег от аварий и ГАИ Став счастливым обладателем прав, необходимо ответственно подойти к первой поездке. Ведь инструктора по вождению, который подскажет в сложной ситуации единственно правильное решение, рядом не будет. Но если прислушаться к нескольким рекомендациям экспертов, то начало будет безопасным и приятным.
Став счастливым обладателем прав, необходимо ответственно подойти к первой поездке. Ведь инструктора по вождению, который подскажет в сложной ситуации единственно правильное решение, рядом не будет. Но если прислушаться к нескольким рекомендациям экспертов, то начало будет безопасным и приятным. Предпочтительнее отправиться на улицы какого-нибудь заводского района типа Уралмаш, где в выходные дни достаточно безлюдно.
Предпочтительнее отправиться на улицы какого-нибудь заводского района типа Уралмаш, где в выходные дни достаточно безлюдно.
 Важно убедить себя в том, что любой сложный прием можно освоить. Даже движение задним ходом. Нужно только успокоиться и вспомнить рекомендации инструктора автошколы.
Важно убедить себя в том, что любой сложный прием можно освоить. Даже движение задним ходом. Нужно только успокоиться и вспомнить рекомендации инструктора автошколы. 00
00  00
00  00
00  00
00 
 Эта проверка является точной и справедливой, так как на карту поставлена репутация Аукционного зала.
Эта проверка является точной и справедливой, так как на карту поставлена репутация Аукционного зала. Агент по торгам взимает минимум 1000 йен за неудачную или успешную ставку; это то, что взимается аукционным домом за участие в торгах.
Агент по торгам взимает минимум 1000 йен за неудачную или успешную ставку; это то, что взимается аукционным домом за участие в торгах. Погрузка автомобиля на судно может занять от 1 до 6 недель в зависимости от того, снят ли автомобиль с регистрации.
Погрузка автомобиля на судно может занять от 1 до 6 недель в зависимости от того, снят ли автомобиль с регистрации.

 Покупатель обычно уведомляется по электронной почте, телефону или факсу, если его/ее ставка выигрывает.
Покупатель обычно уведомляется по электронной почте, телефону или факсу, если его/ее ставка выигрывает.

 Перечислять их все не имеет смысла, и хочется упомянуть лишь самые популярные и эффективные материалы и дать рекомендации по их применению.
Перечислять их все не имеет смысла, и хочется упомянуть лишь самые популярные и эффективные материалы и дать рекомендации по их применению.  В-четвёртых, множественные примеси, содержащиеся в песке, снижают адгезию — сцепление краски с поверхностью.
В-четвёртых, множественные примеси, содержащиеся в песке, снижают адгезию — сцепление краски с поверхностью. 



 Со временем колеса теряют баланс даже при безаварийном вождении. Например, только поверхностная очистка дисков авто оставляет грязь в труднодоступных местах, от чего появляется разница масс. Это ускоряет износ покрышек, повышает нагрузку на ходовую часть, провоцирует вибрации кузова и руля.
Со временем колеса теряют баланс даже при безаварийном вождении. Например, только поверхностная очистка дисков авто оставляет грязь в труднодоступных местах, от чего появляется разница масс. Это ускоряет износ покрышек, повышает нагрузку на ходовую часть, провоцирует вибрации кузова и руля.
 В остальном советы сводятся к одному — к тщательной обработке каждого элемента.
В остальном советы сводятся к одному — к тщательной обработке каждого элемента. Чтобы чистое литье смотрелось максимально эффектно, можно дополнительно поработать с покрышками.
Чтобы чистое литье смотрелось максимально эффектно, можно дополнительно поработать с покрышками.

 Используйте мягкую щетку, чтобы удалить тормозную грязь. Это займет минуту или около того — приложите немного усилий.
Используйте мягкую щетку, чтобы удалить тормозную грязь. Это займет минуту или около того — приложите немного усилий. Каждый из этих продуктов будет иметь разный набор ингредиентов. Кроме того, вам нужно убедиться, что вы знаете, как долго оставлять раствор на колесах автомобиля.
Каждый из этих продуктов будет иметь разный набор ингредиентов. Кроме того, вам нужно убедиться, что вы знаете, как долго оставлять раствор на колесах автомобиля. Вам понадобится немного оливкового масла и ткань для этой части процесса. Прежде чем начать, убедитесь, что колеса сухие. Затем смажьте их маслом, чтобы создать толстый слой на алюминии. Оставьте это примерно на пять минут.
Вам понадобится немного оливкового масла и ткань для этой части процесса. Прежде чем начать, убедитесь, что колеса сухие. Затем смажьте их маслом, чтобы создать толстый слой на алюминии. Оставьте это примерно на пять минут. Это последнее, чего вы хотите. Поэтому вместо этого сделайте эту работу приоритетом номер один.
Это последнее, чего вы хотите. Поэтому вместо этого сделайте эту работу приоритетом номер один. Простой. Когда закончите, смойте.
Простой. Когда закончите, смойте. Но, опять же, иметь под рукой банку этого вещества — это простой способ продвинуться вперед.
Но, опять же, иметь под рукой банку этого вещества — это простой способ продвинуться вперед. Дайте ему мисс.
Дайте ему мисс. Предотвратить накопление тормозной пыли непросто; в конце концов, это происходит в одной из самых сложных для детализации областей.
Предотвратить накопление тормозной пыли непросто; в конце концов, это происходит в одной из самых сложных для детализации областей. Основные продукты, такие как мыло, уксус и пищевая сода, удаляют стойкую грязь с большинства поверхностей.
Основные продукты, такие как мыло, уксус и пищевая сода, удаляют стойкую грязь с большинства поверхностей.


 В традиционных очистителях колес используются пенообразователи и поверхностно-активные вещества, которые поднимают, удаляют или даже растворяют тормозную пыль с помощью сильнодействующих химикатов. Большую часть мусора можно стереть полотенцем или щеткой после того, как очиститель постоит определенное время.
В традиционных очистителях колес используются пенообразователи и поверхностно-активные вещества, которые поднимают, удаляют или даже растворяют тормозную пыль с помощью сильнодействующих химикатов. Большую часть мусора можно стереть полотенцем или щеткой после того, как очиститель постоит определенное время.
 Эти типы чистящих средств могут со временем разъесть ваши пластиковые распылители и насадки, поэтому храните эти продукты только в контейнерах, рекомендованных для использования с кислотами.
Эти типы чистящих средств могут со временем разъесть ваши пластиковые распылители и насадки, поэтому храните эти продукты только в контейнерах, рекомендованных для использования с кислотами. Стремитесь к идеальным условиям снаружи. Подумайте о погоде, какие продукты вам понадобятся, сколько времени вы хотите потратить и где вы будете выполнять работу перед уборкой.
Стремитесь к идеальным условиям снаружи. Подумайте о погоде, какие продукты вам понадобятся, сколько времени вы хотите потратить и где вы будете выполнять работу перед уборкой. Припаркуйте машину в затененном месте и подождите, пока колеса остынут, если они горячие. Обливание каждого колеса холодной водой ускорит процесс охлаждения. Очиститель может высохнуть до того, как успеет подействовать, если вы начнете очистку до того, как колеса остынут. Непромытые остатки чистящего средства могут привести к повреждению.
Припаркуйте машину в затененном месте и подождите, пока колеса остынут, если они горячие. Обливание каждого колеса холодной водой ускорит процесс охлаждения. Очиститель может высохнуть до того, как успеет подействовать, если вы начнете очистку до того, как колеса остынут. Непромытые остатки чистящего средства могут привести к повреждению. Пена прилипает к вашим колесам лучше, чем обычная жидкость, давая чистящему раствору время сделать свою работу.
Пена прилипает к вашим колесам лучше, чем обычная жидкость, давая чистящему раствору время сделать свою работу. Сухие отпариватели работают, создавая пары с низким содержанием влаги, которые поднимают грязь на поверхность, где вы можете стереть ее с очень небольшим усилием.
Сухие отпариватели работают, создавая пары с низким содержанием влаги, которые поднимают грязь на поверхность, где вы можете стереть ее с очень небольшим усилием. В этих съемных подушечках используются неабразивные волокна, которые оптимизированы для притягивания тормозной пыли, сохраняя при этом ваше колесо в безопасности и не царапая его. Самое приятное то, что вы можете отследить их по разумной цене, и они многоразовые!
В этих съемных подушечках используются неабразивные волокна, которые оптимизированы для притягивания тормозной пыли, сохраняя при этом ваше колесо в безопасности и не царапая его. Самое приятное то, что вы можете отследить их по разумной цене, и они многоразовые!