Как сделать так, чтобы глушитель автомобиля не ржавел
Свежий номер
РГ-Неделя
Родина
Тематические приложения
Союз
Свежий номер
06.06.2020 20:00
Поделиться
Борис Захаров
Не секрет, что за пару лет, а то и месяцев грязь, соли, реагенты, равно как летящие из-под колес камни, гравий и песок агрессивно воздействуют на кузов автомобиля, причем если ЛКП и обработанные антикором полости и элементы днища еще держат удар, то выхлопная система, в особенности ее внутренняя часть, сильно страдает — ее начинает в буквальном смысле пожирать ржавчина.
iStock
Все дело в том, что из-за конструктивных особенностей глушителя и разницы температур (особенно это актуально зимой) в задней банке глушителя скапливается конденсат, который и запускает процесс коррозии. Поэтому, как правило, при замене прохудившейся выхлопной системы опытные и рачительные владельцы доводят ее до ума, значительно увеличивая срок ее эксплуатации.
Спасительный дренаж
Что можно сделать в этих целях? Прежде всего, в глушителе нужно сделать дренаж — просверлить тонким сверлом отверстие в той самой задней «банке» глушителя. Это позволит значительно уменьшить скопление конденсата, что наилучшим образом скажется на долговечности глушителя.
В Сети можно найти много инструкций, где владельцы сверлят дыры в задней банке глушителя прямо в гаражах, не снимая элементы выпуска с машины. После такой процедуры из глушителя выливается порядочное — иногда до полулитра — количество воды. Комментарии, как говорится, излишни.
Отметим важный нюанс. На ряде новых моделей (в частности глушителях Lada Granta и Vesta) отверстие в банке уже предусмотрено, так что сверлить дополнительные не нужно. Если же технологического отверстия нет, потратьте немного времени на изучение конструкции глушителя вашего автомобиля. Дело в том, что некоторые модели имеют сложный конструктив с внутренними перегородками. В этом случае придется сделать не одно, а два или даже три отверстия.
Многосторонний антикор
После «продырявливания» приступаем к следующему важному этапу — обработке внешней и внутренней частей глушителя специальными термолаками. Если элементы выхлопа не новые, то предварительно нужно воспользоваться корщеткой (щеткой с ворсом из металлов или полимеров), чтобы удалить ржавчину, а также бескислотным преобразователем ржавчины, затем дать обработанным поверхностям просохнуть, после чего нанести на внешнюю часть глушителя специальный термолак из баллончика — такая краска обеспечит защиту от коррозии и не слезет при высокой температуре.
Есть способ защитить также и внутренние полости системы выпуска. Для этого снимаем глушитель и заливаем через лейку внутрь антикоррозийный «коктейль». Как вариант, это может быть состав на основе графитовой смазки и растворителя. Затем тщательно встряхиваем металлические детали в течение нескольких минут, предварительно прикрыв оба отверстия трубы.
Для наилучшего результата перед монтажом стоит дать детали полежать с закрытыми отверстиями сутки, чтобы состав «схватился». После этого сливаем излишки антикоррозийной жидкости и устанавливаем обработанные элементы глушителя на машину. По оценкам бывалых владельцев, такая обработка вкупе с дренированием может увеличить срок службы элементов выпуска втрое.
Поделиться
3 проверенных способа по защите глушителя от коррозии
Все водители без исключения сталкиваются с таким неприятным явлением, как ржавчина на глушителе, которая имеет свойство проявляться уже через несколько лет активной эксплуатации транспортного средства.
Причина такой неприятности проста, ведь элемент имеет внешнее расположение, постоянно подвергаясь негативному воздействию окружающей среды с ее дождями, снегом и отстреливающими от дороги камешками. Между тем, существует как минимум три простых способа, которые помогут защитить глушитель от коррозии.
Просверливание отверстия
Под воздействием постоянных температурных перепадов в заднем резервуаре глушителя постоянно образуется конденсат, который также способствует появлению ржавых пятен.
Помимо прочего, в зимнее время года накапливающаяся жидкость, объем которой нередко переваливает за 0,5 л, приводит к вымерзанию глушителя, в результате чего автомобиль перестает заводиться, и привести его в действие становится возможным только после оттаивания или обогрева.
А для того чтобы избежать любого из перечисленных осложнений, многие автолюбители просверливают в баке отверстие самого малого диаметра, который только является возможным.
Такой простой прием предотвращает внутреннее накопление жидкости, а следовательно, и коррозию с замерзанием.
Кроме того, некоторые современные модели автомобилей имеют такое отверстие по умолчанию, а это значит, что перед тем, как пускать в ход сверло, необходимо убедиться в том, что задний резервуар установки имеет сплошное днище.
Обработка термолаком
Еще один проверенный способ антикоррозийной защиты глушителя заключается в применении специального термолака. Речь идет об особо устойчивом к высоким температурам виде покрытия, предотвращающем появление и дальнейшее распространение очагов ржавчины.
При этом настоятельно рекомендуется применять такое средство и после просверливания отверстия в глушительном отсеке, поскольку стенки выполненного отверстия подвержены коррозии гораздо больше, чем любые другие части кузова, не имея оцинковочного или любого другого защитного покрытия.
Если же внешние элементы ко времени обработки уже успели подвергнуться коррозийным изменениям, то перед применением термолака, придется провести соответствующую процедуру подготовки.
Для этого рекомендуется использовать специальный абразивный инструмент для авто – корщетку, с помощью которого можно относительно легко удалить ржавчину, параллельно ошкурив поверхность. Это также необходимо для обеспечения максимально эффективного сцепления с новым материалом.
Антикоррозийный «коктейль»
«А что же внутренняя часть глушителя?», – вполне справедливо заметят опытные автолюбители. И действительно, влаги здесь еще больше, чем снаружи, а это значит, что одна только наружная обработка не даст качественного результата, отложив сквозную коррозию лишь на определенное время.
К слову, народные умельцы научились довольно эффективно решать и эту проблему. Для этого следует демонтировать глушитель и залить в него с помощью обычной лейки проверенный антикоррозийный состав.
Подойдет любой коктейль, для приготовления которого будут использованы такие основные компоненты, как кислотный растворитель и графитовая смазка.
Что касается дальнейших действий, то после залива рабочего раствора в резервуар, последний нужно будет хорошенько встряхнуть в течение 2-3 минут, не забыв заглушить все имеющиеся на элементе отверстия.
Некоторые автолюбители оставляют глушитель лежать в закрытом виде еще на сутки, чтобы как следует закрепить результат, однако, практика показывает, что в подобных действиях нет крайней необходимости. Вполне достаточно выполнения описанных выше манипуляций, после чего вся отработанная жидкость сливается, а глушитель устанавливается на свое исходное место.
Доказано, что периодическая внутренняя и наружная обработка в совокупности с дренированием, если таковое не было предусмотрено автомобильным заводом-изготовителем по умолчанию, обязательно дают отличный результат. Какой? Продление эксплуатационного срока элемента как минимум в 2,5-3 раза – весьма неплохо, неправда ли?
5 способов предотвратить появление ржавчины в выхлопной системе
Большинству водителей трудно уберечь свою выхлопную систему от ржавчины. Ваша выхлопная система подвергается воздействию влаги как изнутри, так и снаружи, что не только ускоряет процесс коррозии, но и может привести к необратимому повреждению. Влага задерживается такими вещами, как грязь, грязь, смола и другими распространенными типами частиц, которые поднимаются на днище вашего автомобиля, когда вы едете по проезжей части.
Вот несколько способов уберечь глушитель от ржавчины:
Регулярно обрызгивайте днище автомобиля.
Опрыскивание днища автомобиля, особенно выхлопной системы, является одним из самых простых способов предотвратить коррозию ходовой части. Регулярная промывка поможет предотвратить образование ржавчины в вашей выхлопной системе, поскольку она удаляет большую часть пыли, грязи и другого мусора, вызывающего окисление. Эти дорожные частицы, как правило, задерживают влагу на металле вашей выхлопной системы и способствуют образованию ржавчины.
Сделайте выбор в пользу качественной выхлопной системы.
Большинство глушителей сделаны из металла, но лучшие из них сделаны из нержавеющей стали. Нержавеющая сталь не на 100% защищена от ржавчины, но она сопротивляется процессу коррозии намного лучше, чем другие типы металлов, из которых обычно изготавливаются выхлопные системы. К сожалению, высококачественные выхлопные системы из нержавеющей стали могут быть очень дорогими, во многих случаях в 3-4 раза дороже, чем выхлопные системы со скидкой.
Получите грунтовку.
Несмотря на неоднозначные отзывы об этом автомобиле, нанесение грунтовки — еще один способ предотвратить ржавчину выхлопной системы. Грунтовка добавляет дополнительный слой защиты между металлом и элементами, что затрудняет распространение коррозии. Некоторые люди клянутся его эффективностью, в то время как другие утверждают, что он быстро сгорает или может начать издавать неприятный запах во время вождения.
Альтернативой грунтовке является покраска. Некоторые люди утверждают, что им удалось предотвратить образование ржавчины на глушителях, профессионально покрасив их. Если вы собираетесь попробовать этот метод, обязательно поговорите со своим механиком о правильном уходе и о доступных высокотемпературных красках для металла, чтобы быть уверенным, что покрытие продержится как можно дольше.
Обязательно нанесите воск.
Вощение — еще один метод защиты от ржавчины, который может быть эффективным при регулярном применении. Восковое покрытие предотвратит прилипание влаги, соли, грязи и других частиц, вызывающих ржавчину, к вашей выхлопной системе. Имеет свойство быстро стираться
Ехать не менее 30 минут.
Одной из главных причин того, что глушители начинают ржаветь, является попадание влаги внутрь них, в результате чего они ржавеют изнутри. Если вы едете на автомобиле только на короткое расстояние, он никогда не нагревается настолько, чтобы полностью испарить влагу внутри глушителя. Если вы едете на машине дольше, выхлоп нагревается больше, что дает вам больше шансов очистить глушитель от влаги.
At V&F
Что бы вы ни делали, очень трудно предотвратить ржавчину вашей выхлопной системы. В V&F наши сертифицированные механики используют новейшее диагностическое оборудование и высококачественные автозапчасти CARQUEST, чтобы убедиться, что мы выполняем работу правильно. Кроме того, наши услуги по ремонту автомобилей подкреплены ведущей в отрасли 3-летней гарантией на детали и работу. Позвоните нам сегодня по телефону (413) 314-2280 или запишитесь на прием онлайн.
Как защитить выхлоп от ржавчины
Независимо от того, насколько творчески или бережно вы относитесь к своему автомобилю, нельзя отрицать, что вы ничего не можете сделать, чтобы полностью защитить его от воздействия влаги. Металлический каркас и кузов автомобиля обработаны для защиты от ржавчины и коррозии. С другой стороны, такие вещи, как ваша выхлопная система, — нет. Когда вы используете свой автомобиль, его выхлопная система подвергается воздействию воды и других форм мусора, которые могут ее повредить. Эти факторы играют огромную роль в повреждении и образовании ржавчины на вашем выхлопе. Причины ржавчины Когда частицы воды и грязи остаются на верхней части вашей выхлопной системы, это вызывает коррозию металла, используемого при изготовлении системы. Частицы, такие как соли, также разъедают металл. Это может произойти в заснеженных районах, поскольку соли используются для борьбы со снегом на дорогах. Положительным моментом является то, что выхлопные системы вторичного рынка изготовлены из нержавеющей стали. Этот материал трудно подвергается коррозии, но также страдает при воздействии указанных условий. Вот набор методов, которые вы можете использовать для защиты выхлопной системы вашего автомобиля от ржавчины. • Покрасьте перед установкой Как мы узнали, выхлопная система автомобиля довольно незащищена. Автомобильные эксперты дали бесчисленное количество свидетельств об этом методе. Покрасьте выхлопную систему перед ее установкой. Как мы знаем, выхлопная система подвергается воздействию высоких уровней тепла, поэтому обязательно используйте термостойкую краску, чтобы она прослужила долго. • Получите грунтовку для вашего автомобиля Это прорезиненное покрытие, которое распыляется на ходовую часть автомобиля. Он защищает от влаги и других форм мусора. Его недостаток в том, что он быстро сгорает, что делает его неэффективным. Также были зарегистрированы случаи, когда он издавал неприятный запах. • Регулярно красьте днище автомобиля. Регулярное распыление краски на днище вашего автомобиля и особенно на выхлопную систему поможет предотвратить образование ржавчины на вашей выхлопной системе. Это удалит большую часть дорожных частиц, которые, как правило, задерживают влагу на металле вашей выхлопной системы и способствуют образованию ржавчины. • Хромирование В эпоху технического прогресса некоторые современные автомобили комплектуются хромированными выхлопными трубами. Если у вашего автомобиля нет металлизированной выхлопной системы, вам следует ее покрыть. Такие преимущества, как придание блеска, — это всего лишь небольшие победы, когда вы боретесь за продление его жизненного цикла, побеждая ржавчину. Обратная сторона этого метода в том, что нужно обращаться к специалистам, так как в домашних условиях это невозможно. • Мойка Регулярно мойте ходовую часть автомобиля на выбранной автомойке. Эта функция позволяет вам избавиться от солей и другого мусора, вызывающего ржавчину в вашей выхлопной системе. Эти компоненты со временем накапливаются, и вам рекомендуется мыть днище автомобиля не реже одного или двух раз в месяц. • Купите высококачественную выхлопную систему. Большинство выхлопных систем сделаны из металла, который легко подвергается ржавчине. Покупка высококачественных выхлопных систем выгодна, поскольку они изготовлены из нержавеющей стали.
Протяжка головки блока цилиндров выполняется, как правило, при выполнении капитального ремонта двигателя, либо во время замены прокладки. В принципе, с протяжкой можно справиться самостоятельно, но только при условии, что имеется необходимый инструмент и практический опыт в этом деле. К слову, протяжка каждого болта осуществляется с определенным усилием, поэтому очень важно использовать специальный динамометрический ключ. Применение монтировки для увеличения рычага категорически запрещается, потому что слишком большое усилие попросту сорвет резьбу – обычно срыв резьбы происходит на блоке, потому что он выполнен из более мягкого материала. И если это случилось, то придется попотеть, чтобы устранить неисправность.
Следует заметить, что большинство современных автомобилей не нуждаются в протяжке головки блока цилиндров – сегодня ее делают на классических моделях Жигулей, Москвичей, ГАЗ и прочих.
Самая распространенная причина, которая вынуждает автовладельца сделать протяжку – это появление в месте соединения головки и блока цилиндров влаги, что в большинстве случаев говорит о просачивании масла. Но есть и другие причины – это перегрев двигателя, в результате которого головку «повело», если пришла в негодность прокладка, а также в случае неправильной затяжки крепежных болтов. Кстати, специалисты настоятельно советуют после выполнения ремонта головки блока цилиндров делать повторную протяжку после того, как автомобиль пройдет тысячу километров.
Перед тем, как приступить к протяжке болтов головки блока цилиндров, не лишним будет ознакомиться с руководством по эксплуатации и ремонту автомобиля, если оно имеется. И лучше, если оно будет оригинальным, поскольку в нем производитель описывает последовательность выполнения действий в процессе протяжки, а также заостряет внимание на наиболее важных моментах. Для правильного выполнения нужно знать схему затяжки, а также максимально допустимое усилие.
Отдельно следует поговорить о болтах, которые при этом используются. В современных двигателях они отличаются особыми характеристиками – они пружинного типа, то есть, после того, как на заводе будет выполнена протяжка головки блока цилиндров, в процессе эксплуатации авто дополнительной затяжки не потребуется. Эти болты эластичные, поэтому, если начать делать протяжку, то они могут попросту разорваться. Кроме того, установка специальных прокладок избавляет от необходимости выполнения дополнительной протяжки.
Если же все-таки протяжка головки блока цилиндров необходима, то лучше, если делать ее будет человек, имеющий опыт ремонта ГБЦ и подобной работы и у кого есть специальный динамометрический ключ, чтобы регулировать усилие затяжки. Ни в коем случае не стоит затягивать сильнее, как говорится, «с запасом», действовать необходимо строго по инструкции, в противном случае придется полностью снимать головку.
Стандартные правила протяжки одинаковы, хоть и могут несколько отличаться для разных моделей автомобильных двигателей.
Смотрите также:
Ремонт двигателя ВАЗ 2109 поручайте специалистам
Ремонт двигателей ГАЗель
Расточка тормозных дисков
Расточка дросселя улучшает работу двигателя
Ремонт двигателей Chevrolet (Шевроле)
Все статьи >>
Как правильно зажимать головку двигателя
Содержание
Как правильно затянуть резьбовые крепления головки блока цилиндров
Важность правильной затяжки болтов или гаек ГБЦ
Последствия от перетяжки болтов крепления ГБЦ
Что будет, если недостаточно затягивать болты крепления ГБЦ
Виды ключей для правильной затяжки резьбовых соединений
Какое усилие нужно прикладывать
Фотогалерея: виды динамометрических ключей
Общие правила затяжки креплений головки блока
Как сделать динамометрический ключ своими руками
Момент затяжки и порядок затяжки болтов ГБЦ
Можно ли правильно затянуть резьбовые соединения ГБЦ без динамометрического ключа
Видео: как проверить затяжку головки блока цилиндров
Протяжка головки блока цилиндров своими руками
Когда нужна протяжка головки блока цилиндров
Как проводится протяжка болтов головки блока цилиндров
Контроль затяжки ГБЦ
Как правильно затянуть резьбовые крепления головки блока цилиндров
Головка блока цилиндров (ГБЦ) в двигателе играет чрезвычайно важную роль. В ней размещён газораспределительный механизм, который отвечает за порядок впрыска топлива и отвода отработанных газов. ГБЦ находится под постоянным воздействием большого давления газов и высокой температуры. Крепится ГБЦ при помощи болтов, шпилек и гаек, к правильной затяжке которых предъявляются повышенные требования.
Важность правильной затяжки болтов или гаек ГБЦ
Головка блока цилиндров (ГБЦ) — один из важнейших узлов автомобиля. Она закрывает блок цилиндров. В ней расположены распределительные валы, клапанные крышки и другие детали газораспределительного механизма. На ГБЦ постоянно воздействуют огромные переменные силы давления и температуры. Поэтому к её резьбовому креплению предъявляются особые требования.
Головка блока постоянно должна испытывать силу сжатия, которая задаётся определённым моментом затяжки резьбового крепления. Для того чтобы сила сжатия была равномерно распределена по поверхностям стыка головки с блоком цилиндров предусмотрено большое количество стяжных болтов или шпилек с гайками. Равномерность прижатия ГБЦ к блоку цилиндров обеспечивается определённой схемой порядка затяжки резьбовых соединений. Для уплотнения стыка используется прокладка головки блока, сделанная из особого материала, устойчивого к высокой температуре. При затяжке крепления головки она даёт усадку в тысячные доли миллиметра, что обеспечивает надёжную герметизацию стыка.
Соблюдения правильного порядка затяжки болтов ГБК гарантирует правильность её прижатия к блоку цилиндров
Последствия от перетяжки болтов крепления ГБЦ
Если затяжка резьбовых соединений головки блока ведётся с превышением усилия от номинального, то сила растяжения, которая воздействует на болт или шпильку, начнёт разрушать резьбу в блоке или вытягивать тело крепёжного элемента. Наступает так называемый момент текучести, когда при дальнейшем увеличении силы затяжки сила прижатия начнёт уменьшаться. Итог: быстрое прогорание прокладки в месте наихудшего сжатия.
Если же резьба в отверстиях блока будет сильно повреждена, то она уже не сможет обеспечить необходимое прижатие головки при правильном моменте затяжки. Её потребуется восстанавливать, а это дополнительные затраты. Опытные ремонтники мотористы на практике чувствуют предельную силу затяжки, которую может выдержать резьбовое соединение. Они никогда не допустят дефектов от перетяжки болтов или гаек.
Что будет, если недостаточно затягивать болты крепления ГБЦ
Если крепление головки выполняется с минимальным усилием, то это приведёт к слабому прижатию её к поверхности блока цилиндров. Между прокладкой и прилегающими к ней плоскостями блока и головки образуются микроскопические зазоры, которые обязательно приведут к прогоранию уплотняющего материала.
Недостаточная затяжка болтов крепления не обеспечивает нормального прилегания головки, что может вызвать коробление её стыковой поверхности.
Виды ключей для правильной затяжки резьбовых соединений
Затяжка резьбового соединения должна делаться с таким усилием, чтобы исключить:
Любой материал, из которого сделан блок (головка цилиндров, крепёжные болты), имеет свой предел прочности. Именно наименьший предел прочности самого слабого звена в узле крепления определяет наибольшее усилие затяжки. Самое слабое звено в креплении головки блока цилиндров — болты (шпильки) и резьба в отверстиях блока. Их слабость определяется не столько прочностью материала их изготовления, сколько несопоставимыми размерами (диаметром) с габаритами, массой блока и головки цилиндров. Понятно, что для разрушения солидного чугунного блока или массивной дюралевой головки нужно приложить гораздо больше усилий, чем для разрыва тонкого болта, сделанного из высокопрочной легированной стали.
Какое усилие нужно прикладывать
Пороговое или предельное значение прочности ответственных деталей обычно даётся в паспортных данных двигателя. Там же приводятся значения максимальных усилий затяжки болтов крепления ГБЦ. Для выполнения затяжки с требуемым усилием служат специальные динамометрические ключи.
По способу регулирования и индикации динамометрические ключи делятся на следующие категории:
Нерегулируемые с постоянным моментом затяжки. Они применяются для затяжки ГБЦ на конвейерах при сборке двигателей. Их достоинства — высокая надёжность.
Регулируемые на предельный момент затяжки. Это так называемые трещотки с возможностью установки определённого момента затяжки. При достижении этого усилия трещотка срабатывает, и дальнейшее закручивание становится невозможным. Трещоточная насадка часто оснащается реверсом. В этом случае ей можно не только закручивать болты и гайки, но и откручивать их. Трещоткой комплектуются многие наборы головок.
Со шкалой и стрелкой. Таким ключом можно вести затяжку резьбовых соединений с разными усилиями. Главные условия: нужно много свободного места и возможность удобного наблюдения за шкалой. Входит в набор инструментов слесарей-мотористов.
Цифровая индикация в компактном приборе, измеряющем приложенное усилие. Очень точный, надёжный, удобный в работе инструмент. С его помощью можно затягивать болты крепления головки блока с точностью до сотых долей Нм непосредственно на двигателе автомобиля.
Комбинация выставляемого усилия затяжки с контролем по цифровой или стрелочной индикации. Такие ключи защищают резьбу от прикладывания чрезмерного усилия затяжки, одновременно позволяя контролировать величину момента с помощью прибора индикации.
Фотогалерея: виды динамометрических ключей
Общие правила затяжки креплений головки блока
У головок разных моделей двигателей параметры порядка и момента затяжки ГБЦ сильно отличаются друг от друга. Но есть общий набор универсальных правил, которые подойдут ко всем типам моторов:
Затяжка головки блока ведётся согласно схеме, разработанной производителем двигателя.
Момент затяжки болтов крепления или гаек также определён производителем и отражён в инструкции по эксплуатации этого легкового автомобиля.
Затяжка ведётся исправным и калиброванным динамометрическим ключом.
Болты крепления или шпильки с гайками используются в идеальном состоянии без повреждения резьбы и тела болта или шпильки. Резьба должна быть чистой, без зазубрин и заусенцев.
Свою специфику имеют болты для затяжки головки блока типа TTY. У них указывается не момент силы, а установочный градус. Нужные сведения содержатся в инструкции по эксплуатации силового агрегата.
В глухих отверстиях в блоке под болты ничего не должно находиться. Маслом следует поливать резьбу болта, а заливать смазку в «слепое» гнездо не рекомендуется.
Перед использованием болтов следует произвести контрольную проверку их состояния. Если при воздействии на болт моментом в 20 кГм момент текучести не достигается — его нужно менять. Причина — повышенная прочность. Если наблюдается, что момент затяжки начал уменьшаться при нагрузке — это сигнал о начале разрушения болта. Его обязательно нужно менять.
Прокладку головки блока для замены нужно покупать только оригинальную, потому что она не даёт усадки.
Как сделать динамометрический ключ своими руками
Чтобы самостоятельно смастерить необходимый всем механикам инструмент, нужно знать его устройство. В принципе, конструкция динамометрического ключа проста. Это накидной ключ или четырёхгранник под головку с воротком, в который встроен динамометр.
Для работы вам понадобятся:
вороток;
ручной динамометр с пределом взвешивания 35–40 кг;
удлинитель;
таблица предельных усилий для затяжки крепления ГБЦ.
Усилие затяжки в таблице приводится в Нм (Ньютон-метрах), а динамометр измеряет вес в кг. Поэтому сначала нужно разобраться с числами.
Длина воротка постоянна. Её легко измерить. Если в таблице предельное усилие равно 30 Нм, а длина воротка равна 0,3 м, то усилие, показываемое динамометром, должно равняться 30 : 0,3 = 100 Н.
Один кг равняется 10 ньютон. Следовательно, прибор должен фиксировать усилие, равное 10 кг.
Чтобы сделать усилие меньше, нужно длину воротка увеличить. Для этого воспользоваться удлинителем. А дальше всё просто. На конце удлинителя сверлим дырку для верхнего крючка безмена. За нижний конец весов тянем до достижения нужного усилия.
Момент затяжки и порядок затяжки болтов ГБЦ
Разным моделям двигателей требуются различные усилия для затяжки головки блока. Имеются различия и в порядке затягивания болтов крепления. Все эти сведения указаны в паспорте двигателя. Ещё раз подчеркнём важность правильного выполнения затяжки и соблюдения величины её момента.
Начинается затяжка крепления ГБЦ всегда со средних болтов. Это правило нужно соблюдать потому, что необходимо обеспечить наиболее плотное прилегание сопрягающих поверхностей. Каждая ГБЦ клапанного двигателя должна быть установлена без перекосов и ненужного напряжения металла. Затяжка резьбовых соединений обязательно делается в несколько заходов. Важно соблюдать постоянство усилия для каждого болта в каждом заходе.
Можно ли правильно затянуть резьбовые соединения ГБЦ без динамометрического ключа
Затягивать резьбовые соединения при отсутствии соответствующего оборудования категорически не стоит автолюбителям, которые решили самостоятельно поменять прокладку головки блока или притереть клапаны.
Динамометрическим ключом не всегда пользуются при затяжке опытные слесаря-ремонтники, которые способны почувствовать на практике предел прочности любого болта. Но такая способность приходит не сразу. Для этого нужно поработать динамометрическими ключами несколько лет.
Но даже специалисты с большим стажем болты крепления головки блока цилиндров на дорогих марках легковых автомобилей затягивают динамометрическим ключом, потому что эта операция напрямую влияет на долговечность работы силового агрегата. В экстренной ситуации, когда нет возможности воспользоваться динамометрическим ключом, можно применить вариант с механическим или электронным кантором. В приведённом ниже видео опытный слесарь объясняет зрителям, как можно правильно затянуть головку блока цилиндров без ключа. При этом стоит иметь в виду, что правильность выполнения работ стоит проверить с помощью угломера.
Видео: как проверить затяжку головки блока цилиндров
youtube.com/embed/YsGF6eI1L34?feature=oembed»>
Затяжка болтов крепления ГБЦ на автомобилях с пробегом — дело ответственное, трудное, специфическое. Ответственное, потому что от правильной затяжки зависит нормальная и долговечная работа двигателя. Трудное, поскольку эту работу выполнять не совсем удобно из-за тесноты и недостаточной обзорности. Специфическое — потому что нужно болты подтягивать в несколько заходов, по определённой схеме, с помощью специального динамометрического инструмента.
Источник
Протяжка головки блока цилиндров своими руками
Как мы уже успели выяснить, ГБЦ является одним из важнейших узлов двигателя. Если вы чувствуете уверенность и обладаете навыками владения слесарным инструментом, то протяжка головки блока цилиндров труда не составит. Осталось определиться для чего и как проводить протяжку ГБЦ.
Когда нужна протяжка головки блока цилиндров
Может быть, не все автолюбители знают, но современные автомобили не нуждаются в профилактической протяжке головки блоков цилиндров.
Ранее протяжка ГБЦ являлась обязательным пунктом первого ТО, затем ситуация изменилась. Даже относительно современных ВАЗовских двигателей. Протяжка головки блока цилиндров, в основном, сегодня требуется для старых моделей двигателей ВАЗ, УАЗ, Москвич и т.д.
Основной причиной, которая подвигает владельца авто задуматься о необходимости протяжки ГБЦ, являются «мокрота» в месте соединения головки и блока. Это указывает на существующую утечку масла.
Причин может быть несколько. Наиболее традиционные: выход из строя прокладки ГБЦ, коробление ГБЦ в результате незамеченного вами перегрева двигателя, либо изначально неверно затянутые болты головки блока цилиндров. Если вам делали «капиталку» на автосервисе.
Как проводится протяжка болтов головки блока цилиндров
С изучения. Именно с изучения Руководства по ремонту вашего автомобиля, желательно оригинального. Именно там производитель укажывает всё, что необходимо для затяжки ГБЦ. А необходимо вам знать:
порядок (схему) затяжки болтов головки блока цилиндров;
какой требуется момент силы затяжки;
какие болты применяются для затяжки ГБЦ.
Болты для затяжки головки блока цилиндров – разговор особый. Дело в том, что в современных двигателях для ГБЦ применяются болты с особыми характеристиками. Так называемые «пружинные» болты, которые благодаря своим свойствам после первоначальной протяжки на заводе, не нуждаются в дополнительной.
Более того, при попытках сделать протяжку болтов головки блока цилиндров, в силу «текучести» металла, они будут вытягиваться. В результате вы можете получить разрыв болта.
Во время ремонта ГБЦ нужно ставить прокладки, которые не дают усадки. Это исключает необходимость протяжки болтов головки блока цилиндров.
Контроль затяжки ГБЦ
Чтобы ваша душа была спокойна, и коль скоро вы решили сделать протяжку болтов головки, то существует методика контроля момента затяжки болтов ГБЦ. Естественно, при помощи динамометрического ключа.
К болту прикладывается момент, равный моменту страгивания болта. После начала поворота, нужно контролировать момент страгивания. Если он не увеличился, значит всё в порядке, болт начал растягиваться.
Если же момент начинает расти, то значит, что болт не достиг предела текучести. Здесь нужно производить затяжку болта ГБЦ до стабилизации момента затяжки.
При контроле затяжки болтов головки блока цилиндров, обратите внимание на две особенности. Если к болту приложен момент в 20кГсм, но момент текучести не был достигнут, то болт подлежит замене, так как он имеет повышенную прочность.
Если же в момент затяжки болта вы увидели, что момент уменьшается, то это означает разрушение болта, и он, однозначно требует замены.
Такие требования к болтам головки блока цилиндров объясняются просто: они работаю в постоянном режиме нагрев – охлаждение.
Все остальные особенности и рекомендации, которых требует затяжка болтов головки блока цилиндров, читайте в конкретном Руководстве, для конкретного автомобиля.
Источник
Pin And Pull – Что это такое и как это работает – vIQtory Sports
Одной из новых футбольных тенденций является атакующая схема Pin & Pull. Как и большинство схем с течением времени, она продолжает развиваться благодаря корректировкам коучинга и инновациям.
Схема Pin and Pull включает в себя правила, по которым нападающий лайнсмен должен тянуть, если защитник раскрывает их. Это позволяет более атакующему лайнмену участвовать как в забегах внутри, так и за пределами зоны.
В этой статье мы расскажем вам о пин-энд-пулл и о том, как команды применяют его в нападении.
Самое популярное среди болельщиков
Лучший курс для изучения футбола
Мгновенно улучшите свой футбольный IQ
Расширьте свои футбольные знания и перехитрите своих друзей и коллег
Полный разбор правил, концепций нападения и защиты
В последние 5 лет все более популярными становятся концепции штифта и вытягивания.
Аналогично тому, как работают схемы Zone, Gap и Power, схема pin & pull имеет правила, которые позволяют линейным судьям общаться друг с другом для выполнения наилучшего возможного сценария блокировки. Базовые правила для системы штифтов и тяг таковы:
Если открыт, потяните за игровую сторону
Нижние блоки заполняют для тянущего линейного манипулятора, обычно в промежутке с задней стороны (который, как правило, является более легким блоком рычага)
Бегущие защитники следуют за тянущим линейным игроком для дополнительной поддержки блокировки в нижней части поля
Система штифта и тяги похожа на игру с внешней зоной, поскольку она имеет некоторые из тех же характеристик, таких как отпускание дуги и блокировка досягаемости.
Пожалуйста, ознакомьтесь с нашим полным руководством по распространению атакующих игр здесь
В чем разница между закрытым и открытым?
Чтобы полностью понять схему блокировки Pin and Pull, первое практическое правило — понять разницу между «закрытым» и «незакрытым».
Крытый манипулятор
Закрытый лайнсмен — это когда линейный защитник выстраивается в расстановке один на один, например, 0, 2, 4, 6. Если вы не знакомы с расстановкой в защите, ознакомьтесь с нашей разбивкой здесь, прежде чем продолжить.
Выше приведен пример игрока в технике «0», закрывающей центр. Тренеры, скорее всего, предпочтут, чтобы центровой блокировал лоб в лоб и пытался переиграть защитника.
Прикрыт также может означать (в зависимости от схемы), что в промежутке на игровой стороне есть защитник. Например, на картинке ниже центр «закрыт», потому что есть игрок с техникой 1, занимающий промежуток А на игровой стороне.
Обходчик без покрытия
Незакрытые лайнмены — это лайнмены нападения, у которых есть игроки, выстроившиеся в линию, а над ними нет линейного защитника или игрок, находящийся в дальнем конце. Эти приемы на оборонительной стороне мяча варьируются от 1,3,5,7,9 и 2i,4i и 6i.
На приведенной выше картинке центр открыт и, скорее всего, будет вовлечен в игру с перетягиванием.
Каковы преимущества использования штифта и тяги?
Преимущества штифта и тяги:
Блоки вниз часто являются блоком с высоким процентом, чтобы переиграть защитника
Вытягивание линейного защитника дает лучший угол для полузащитников, скребущихся вниз по склону
Вовлекает в игру дальних линейных игроков, которые обычно зацикливаются или пытаются перейти на второй уровень
Ключевым моментом является нижний блок, который может включать в себя как тайт-энды, так и раннингбеки (на уровне старшей школы), используя рычаги и положение тела для защиты линейных защитников.
Вариации штифта и тяги
Большинство людей думают, что система штифтов и вытягивания должна быть исчерпана. Несмотря на то, что это помогает раннингбеку лучше видеть полосу среза, подбрасывание может быть столь же эффективным.
Вот замечательная статья Сета из мичиганского блога MGOblog, где он подробно описывает, как Мичиганские росомахи успешно управляют командой из 22 человек.
Время от времени мы можем видеть до 3 линейных игроков, тянущихся к жеребьевке на стороне игры. Как уже упоминалось, нижние блоки — это блоки с высоким процентом, которые устраняют самую непосредственную угрозу (защитника) вне игры.
Что уникально в этой игре, так это то, что TE приходит в движение, чтобы блокировать оборонительный конец, чтобы больше защитников могли обходить край. Очень креативно от тренера Харбо и его сотрудников.
Вот еще 22 кадровый вариант от swgerlarch на Youtube:
По мере того, как с годами схемы RPO (вариант прохода) становились все более популярными, команды начали сочетать схему RPO со схемой штифтов и вытягивания.
Тренеры могут объявить одну игру, пометить ее RPO и получить преимущество в прогоне и высокий процент паса.
Схему «штифт и тяни» можно использовать для дополнения базовых игр, таких как внутренняя и внешняя зоны, на которых также построены RPO.
Как остановить штифт и потянуть
Проникновение от обороны
Проникновение любого из тянущих защитников может взорвать игру в дальнем поле еще до того, как она начнется. Защиты часто задерживают блиц или показывают блиц в последнюю секунду, чтобы разрушить ментальную часть схемы блокировки.
Если нижние блоки не являются чистыми от более слабого игрока (тайтовый конец или бег назад, блокирующий защитный конец), это может привести к скоплению тянущих охранников. Нарушения, такие как выполнение этих типов игр до границы, могут привести к кластеру, особенно с проникновением по краю.
Настройка края
Как и проникновение, установление жесткого края от защитника или блица внешнего полузащитника также может вызвать некоторый беспорядок. Вот почему команды решили пометить RPO в игре, чтобы вызвать конфликт между этими внешними покровителями.
Если полузащитники решат блицировать, тренеры заменят их тегом. Лучший способ замедлить полузащитников и привести их к конфликту — это пометить RPO на каждом из ваших ударов.
Вывод
Pin and pull — это схема вытягивания, которая позволяет лайнменам выходить в пространство, чтобы делать эффективные блоки. Теперь средства защиты должны учитывать влияние и скорость других команд. Вот почему такие схемы, как считывание мощности и пин-энд-пул, были созданы, чтобы естественным образом поставить защиту в невыгодное положение.
Если у вас есть базовые гэпы, играющие по схеме, такой как счетчик и 1 обратная сила вне спреда, то схема штифта и вытягивания значительно дополняет эту игру.
Как вы запускаете штифт и тянете? Каковы ваши правила при обучении молодежи, старшеклассников и игроков колледжей игре Pin and Pull? Дайте нам знать ниже или напишите нам в Твиттере!
Подпишитесь на @vIQtorySports, чтобы получать больше футбольного контента в Instagram, Twitter и Facebook! Кроме того, не забудьте проверить наши подкасты и форум, чтобы расширить беседу!
лучших головок Chevy Small Block: Dyno Shootout!
Из архива: Даю вам всю информацию, необходимую для выбора лучшего набора головок по бюджету.
Для всех испытаний, кроме испытаний железных головок, мы использовали комплект роликовых рокеров Harland Sharp 1,6:1. Мы также использовали коромысла 1,6: 1 на головках Vortec, но с более узким коромыслом, чтобы очистить крышки клапанов с центральным болтом. Стандартные клапанные пружины с железной головкой не позволяли использовать коромысла с более высоким передаточным числом, поэтому на этих головках использовались коромысла с передаточным числом 1,5: 1.
Связанное видео
Один циник однажды спросил: «Как мы можем скучать по тебе, если ты не уйдешь?» То же самое можно сказать и о почтенном маленьком блоке Chevy. Каждый раз, когда мы думаем, что подошли к концу саги о двигателях Mouse, появляется еще одна хорошая идея, и мы возвращаемся к этому маленькому блочному двигателю Chevy на динамометрическом стенде. Это приключение включает в себя быстрое тестирование восьми пар головок Chevy с малыми блоками по дразнящей цене менее 1000 долларов, чтобы найти лучшие головы Chevy с малыми блоками в рамках бюджета.
Хотя объявить «победителя» на основе простого намека на пиковую мощность было бы быстро и легко, мы планировали сделать больше, чем просто выпороть очевидное и покончить с этим. Вместо этого для нашей истории о лучших малогабаритных Chevy Heads у нас есть кривые динамометрического стенда, сравнение средней мощности и даже оценки в долларах за среднюю лошадиную силу. Большинство этих головок Chevy с малым блоком обеспечивают увеличение мощности примерно на 40 л. с., и даже железные головки Vortec стоили на 20 л.с. больше, чем стандартные. Две лучшие головы Шевроле с малым блоком по пиковой мощности стоили более 60 л.с. Но, как вы увидите, в этой истории гораздо больше, так что читайте дальше.
Примечание редактора: эта история была первоначально опубликована 12 июля 2012 года, и цены отражают этот период времени.
Тестовый мул с малым блоком Chevy
Первое, что нам понадобилось, это двигатель с маленьким блоком Chevy для оценки мощности. Поскольку это был недорогой тест головки блока цилиндров, мы решили использовать наш бюджетный малоблочный двигатель 350 Slayer. Двигатель начал свою жизнь как двигатель Goodwrench 350, который мы накачали мягким гидравлическим распределительным валом Summit Racing с плоскими толкателями, а затем накачали закисью азота мощностью 150 л.с. Кулачок и нитро стоили колоссальные 525 л.с., и ничего не упало в пол! Неудовлетворенные, мы разобрали его, добавили набор кованых поршней Federal-Mogul с плоским верхом и железных головок Vortec и вставили этот пакет в наш Chevelle ’66 Orange Peel. Эта комбинация показала 12,86 при 105,64 на двигателе и 12 с при 115 милях в час на закиси азота. Как вы увидите, комбинация головок Vortec стоила едва ли 378 л.с., а пять лучших головок Chevy с малым блоком, которые мы тестировали, легко подтолкнули бы Chevelle к середине 12 без особого труда.
С нашим малым блоком Slayer 350ci на динамометрическом стенде Westech началась порка. Чтобы помочь с подъемом клапана, мы использовали набор роликовых рокеров Harland Sharp 1,6: 1 от Summit Racing. Мы вымачивали их в масле с высоким содержанием цинка в течение 24 часов, чтобы убедиться, что они правильно смазаны.
Мы вытащили двигатель из Chevelle и закрепили его на динамометрическом стенде, все еще с распредвалом Summit с плоским толкателем и головками Vortec, модифицированными Scoggin-Dickey. Мы сохранили впускной коллектор Edelbrock Performer RPM на двигателе и заказали стандартный малоблочный впускной коллектор Performer RPM для оставшихся испытаний. Поскольку для большинства головок Chevy с малым блоком требуется дополнительный подъем, мы также добавили набор роликовых рокеров Harland Sharp 1,6: 1, которые увеличили подъем примерно до 0,500 дюйма подъема клапана. Хотя некоторые головки обеспечивают хороший поток при подъеме клапана 0,600 дюйма, мы никогда не приближались к этому с этим кулачком. Для этого потребовался бы роликовый кулачок, от которого мы отказались, потому что более чем в половине случаев потребовалась бы замена клапанной пружины. Как бы то ни было, мы были вынуждены использовать коромысла 1,5: 1 на стандартных головках из чугуна, потому что вмешательство фиксатора в уплотнение ограничивало подъем клапана значениями подъема коромысла 1,5: 1.
Характеристики кулачка
Распределительный вал, вершина (PN 1105)
Продолжительность при 0,050
Подъем клапана (с коромыслом 1,6:1)
Угол разделения лепестков
Впуск
224
0,465 (0,496)
114
Выхлоп
234
0,485 (0,517)
Мы знали, что трэш действительно нарушит резьбу головных болтов, поэтому мы использовали набор шпилек ARP, чтобы убедиться, что у нас не возникнет проблем. К сожалению, перед последним тестом нам все же удалось вытащить резьбу из одного болтового отверстия головки нижнего ряда. Мы спасли блок с новой резьбовой вставкой и снова в деле.
Мы дадим вам фотографию каждой головки блока цилиндров, а затем покажем вам числа на динамометрическом стенде. При таком широком выборе единственной проблемой может быть выбор лучшей пары головок. Но хорошая новость в том, что у вас будет много информации.
Стандартный чугун
Мы использовали стандартные чугунные отливки в качестве базовой головки блока цилиндров для целей сравнения. Это головка впускного отверстия объемом 168 куб.Клапанная головка 4/1,50 дюйма с камерами объемом 76 куб. Цифры расхода указывали, что впускное отверстие не могло достичь отметки даже в 200 кубических футов в минуту, и что выхлоп также был ничем не примечательным. Базовые показатели мощности также снизились из-за пониженной компрессии (8,5:1 против 9,6:1) по сравнению с другими головками; это была единственная головка, испытанная с камерой сгорания 76 куб. См, в то время как остальные выиграли от 64-кубовых камер. Это представляет собой разницу более чем в одну точку сжатия или от 3 до 4 процентов мощности. Мы также не смогли запустить роликовый коромысло 1,6:1 с этими головками из-за проблем с зацеплением фиксатора с уплотнением. У нас не было времени обрабатывать пластики, поэтому мы выбрали рокеры 1,5:1.
Чугун, отливка #462624
Пик HP
358 по 5800
Пик КВ
379 на 4300
Размеры клапана
1,94/1,50
Впускное отверстие
168 куб.см
Камера
76 куб.см
Клапанные пружины
1,250 одинарный с демпфером
Iron Vortec
Железная головка Vortec, основанная на производстве, представляет собой одну из лучших бюджетных инвестиций в мощность для компактного Chevy. Эти головки использовались только на нескольких моделях двигателей грузовиков Vortec, но их долговечность обеспечена за счет хорошей текучести. Основным ограничением этих головок в чистом виде является их неспособность использовать подъем клапана выше 0,450 дюйма. В стандартном исполнении фиксаторы касаются уплотнений при подъеме клапана выше этой цифры 0,450 дюйма. Мы предвидели эту проблему и использовали набор головок Vortec, модифицированных Scoggin-Dickey, с направляющими клапанов, обработанными для дополнительного зазора и оснащенными улучшенными клапанными пружинами типа Z28. Это добавило к цене пластиков примерно еще 160 долларов, но позволило нам использовать роликовые рокеры 1,6:1, чтобы уравнять игровое поле с другими пластиками в тесте. Кроме того, вы должны использовать направляющие коромысла и крышки клапанов с центральным болтом, а схема расположения болтов впускного коллектора уникальна и требует особого впускного коллектора. Если вы рассматриваете головки Vortec, имейте в виду, что для их замены потребуются эти детали за дополнительную плату. С положительной стороны, впускное отверстие Vortec пропускает на 42 кубических фута в минуту лучше, чем стоковые головки при подъеме на 0,500 дюйма, и на 18 кубических футов в минуту лучше на выпускной стороне.
Головка Dart с впускными отверстиями объемом 200 куб. см является самой большой из протестированных нами бюджетных головок. Как вы можете видеть из числа лошадиных сил и крутящего момента, эти головки практически сравнялись с головками Patriot с точки зрения пиковой мощности. Показатели расхода указывают на еще больший потенциал этих головок, поскольку пик показателей расхода приходится на подъем 0,600 дюйма, а наш кулачок едва преодолел порог подъема 0,500 дюйма. Таким образом, с гидравлическим роликовым кулачком, который может генерировать пиковое значение потока, близкое к 0,600-дюймовому подъему, вы можете ожидать, что эти головки будут производить намного больше мощности. И в отличие от большинства других головок в этом тесте, они поставлялись с более крупными пружинами диаметром 1,43 дюйма, которые предназначены для использования с распределительным валом с гидравлическим роликом.
Dart SHP 200 PN 127322, $931,98
Пик HP
419 на 6200
Пик КВ
417 на 4200
Размеры клапана
2,02/1,60
Впускное отверстие
200 куб. см
Камера
64 куб. см
Клапанные пружины
1,437 дюйма, двойные пружины
Джеги
Мы были приятно удивлены тем, насколько хорошо работают головки Джегов. Заняв третье место по пиковой мощности, первое место по пиковому крутящему моменту и третье место по средней мощности, голова Jegs, безусловно, является темной лошадкой на звание лучшего в целом, особенно если учесть ее высокие показатели крутящего момента и небольшую разницу в средней мощности среди трех лучших головок в этой категории. Кроме того, глава Jegs также завершил великолепную трехстороннюю перестрелку каталогов по почте между Jegs, Speedway Motors и Summit Racing.
Jeg’s 180cc PN 5140000, $959,98
Пик HP
408 по 5900
Пик КВ
421 на 4300
Размеры клапана
2,02/1,60
Впускное отверстие
180 куб. см
Камера
64 куб. см
Клапанные пружины
1,250-дюймовая одинарная пружина
Патриот
Сюрпризом этого теста стал Патриот. В предыдущем тесте мы обнаружили, что набор Patriot лишь немного лучше, чем набор головок Vortec. Ясно, что Патриот сделал некоторые разумные изменения портов и придумал цельную головку. Головки Freedom Series объемом 185 куб. см были протестированы на первое место по пиковой мощности, первое место по среднему расходу во впускном отверстии, первое место по средней мощности и второе место по средней мощности на доллар. Вау! — трудно придраться к такому сильному выступлению.
Patriot 185cc PN 2168, 815 долларов США
Пик HP
420 по 5900
Пик КВ
417 на 4300
Размеры клапана
2,02/1,60
Впускное отверстие
185 куб. см
Камера
64 куб. см
Клапанные пружины
Одинарный диаметр 1,430 дюйма
Edelbrock E-Street
Поскольку головка блока цилиндров производства Edelbrock является лидером по цене, тестирование E-Street показало, что головка имеет средние характеристики. Хотя он, возможно, и не обеспечивает пиковой мощности, он все же на 27 л.с. превышает штатную железную головку, и вы можете рассчитывать на имя Edelbrock как на качественную деталь по цене.
Edelbrock E-Street 185cc PN 5089, $909,95
Пик HP
395 по 5900
Пик КВ
409 на 4200
Размеры клапана
2,02/1,60
Впускное отверстие
185 куб.см
Камера
64 куб. см
Клапанные пружины
1,250-дюймовая одинарная пружина с демпфером
Summit
Компания Summit, которая давно известна тем, что предлагает головки блока цилиндров собственной марки по доступной цене, заняла прочное четвертое место как по пиковой, так и по средней мощности, но имейте в виду, что, хотя это и не подиум, разница между первым и четвертым местами относительно невелика. Мы выделяем некоторые очень небольшие различия, которые было бы трудно различить при тестировании в автомобиле. Кроме того, головка Summit стоила солидных 34 л.с. по сравнению со штатными железными головками. Это сила, которую вы можете почувствовать в своих штанах.
Summit PN 162109, 995,95 долларов США
Пик HP
405 по 5900
Пик КВ
416 на 4400
Размеры клапана
2,02/1,60
Впускное отверстие
170 куб. см
Камера
62 куб.см
Клапанные пружины
1,250-дюймовая одинарная пружина
Speedway Motors
Мы были приятно удивлены ценой головок Flo-Tek, доступных в Speedway. Это явно самая дешевая алюминиевая головка, которая, безусловно, нравится некоторым покупателям, для которых разница в цене является большой частью уравнения. В то время как головки Speedway оказались ниже в тестах на мощность, они являются хорошим, более легким вариантом по сравнению с железными головками Vortec и при этом обеспечивают примерно ту же мощность. Кроме того, если у вас уже есть хороший впускной коллектор, вам не нужно вкладывать средства в отдельный коллектор, коромысла и клапанные крышки, как в случае с головкой Vortec. Это может означать экономию более 200 долларов.
Speedway Motors/Flo-Tek 180cc PN 7222200, $739,98
Пик HP
381 на 5400
Пик КВ
409 на 4200
Размеры клапана
2,02/1,60
Впускное отверстие
180 куб.см
Камера
64 куб. см
Клапанные пружины
Диаметр 1,437 дюйма
Пиковые и средние значения
Это числа, на которые все обращают внимание в первую очередь. Поскольку нашим предварительным условием для входа была любая головка с камерой объемом 64 куб. см, которая стоила менее 1000 долларов, это оставило тест открытым для впускных отверстий любого размера с результирующим размахом от 170 до 200 куб. Как известно большинству автопроизводителей, чем больше порт, тем больше воздуха он может пропустить. Но большой порт не всегда является гарантией большой мощности. В этом случае Dart размахивает самым большим топором со своим впускным отверстием объемом 200 куб. См, но он не выиграл гонку за пиковую мощность. Победившая лента досталась Патриоту всего на 1 л.с., с 420 до 419 у Дарта.. Третье место досталось головке Jegs, за которой сразу же последовал Summit, который по-прежнему развивает мощность более 400 л.с.
Для всех испытаний, кроме испытаний железных головок, мы использовали комплект роликовых рокеров Harland Sharp 1,6:1. Мы также использовали коромысла 1,6: 1 на головках Vortec, но с более узким коромыслом, чтобы очистить крышки клапанов с центральным болтом. Стандартные клапанные пружины с железной головкой не позволяли использовать коромысла с более высоким передаточным числом, поэтому на этих головках использовались коромысла с передаточным числом 1,5: 1.
Пиковый крутящий момент позволил головке Jegs получить высшие награды с крутящим моментом 421 фунт-фут, превзойдя достижение головок Dart и Patriot в 417 фунт-футов, что было только на один лучше, чем пиковый крутящий момент Summit 416. Всем послепродажным головкам удалось провернуть более 400 фунт-фут крутящего момента (штатные чугунные отливки достигли наименьшего значения при 379фунт-фут). Число в скобках в столбце крутящего момента представляет собой рейтинг максимального крутящего момента каждой головки. Разница между четырьмя верхними головками составляет всего 4 фунта-фута, что практически невозможно оценить в машине.
Это привело нас к еще одной оценке, которая должна пролить больше света на вопрос, какая голова лучше. Хотя пиковая мощность интересна, она может быть обманчива, так как наш тестовый двигатель в типичном уличном автомобиле с задней передачей 3,55 и трехступенчатой автоматической коробкой передач достигает 6000 об/мин (или более) только дважды за типичный проход в четверть мили, достигая этих оборотов в верхней части первой и второй передачи. Немногие легковые автомобили достигают максимальной мощности на четверть мили на высокой передаче. С другой стороны, типичный уличный двигатель будет проводить 70 или более процентов своего времени между скоростями двигателя с пиковым крутящим моментом и пиковой мощностью. Это означает, что средняя мощность между пиковым крутящим моментом и пиковой мощностью говорит гораздо более точно о потенциальной выгоде от улучшения ускорения, чем пиковые числа. Поэтому мы решили усреднить мощность каждого теста между 3600 и 6000 об/мин. После того, как цифры были подсчитаны, можно было накинуть одеяло на верхние четыре головы (Patriot, Dart, Jegs и Summit) с разницей в среднем всего в 6 лошадиных сил между ними и менее чем в 3 лошадиных сил между первой тройкой. Итак, что нам дает это сравнение? Это говорит нам о том, что если бы ваше решение сводилось к общей мощности, вы могли бы выбрать любой из этих четырех лучших и принять действительно хорошее решение.
Таблица мощности
Об/мин
Склад
Вортек
Эдельброк
Вершина
Спидвей
Джеги
Дротик
Патриот
3600
270
270
264
268
270
275
272
275
3800
270
289
285
287
289
296
295
292
4000
288
307
308
311
309
317
315
314
4 200
303
325
327
331
327
336
333
333
4400
317
341
341
348
340
351
347
348
4600
329
351
354
361
352
362
362
362
4800
336
362
366
374
362
374
374
376
5000
343
371
375
384
370
383
384
387
5 200
350
376
382
392
378
391
395
398
5400
354
378
386
399
381
399
406
406
5 600
356
376
390
402
380
403
411
412
5800
358
370
394
405
380
407
413
418
6000
355
360
395
403
381
408
419
420
6 200
—
—
—
—
—
—
417
—
Ср.
325,5
345,7
352,3
359,7
348,5
362,7
364,4
365,4
Пик
358
378
395
405
381
408
419
420
График лошадиных сил
Общие графики часто не показывают достаточно подробностей, чтобы дать вам четкое представление о результатах. Вместо того, чтобы создавать график всей кривой мощности, мы решили построить только кривую от 4500 об/мин до пиковой мощности. Здесь вы можете увидеть, как каждая головка цилиндра работала от примерно пикового крутящего момента до пиковой мощности.
Пиковый крутящий момент и мощность
Головка блока цилиндров
Пиковая мощность
Пиковый крутящий момент
Патриот
420 при 5900 об/мин
417 при 4300 об/мин (2)
Дротик
419 при 6200 об/мин
417 при 4200 об/мин (2)
Джег
408 при 5900 об/мин
421 при 4300 об/мин (1)
Вершина
405 при 5900 об/мин
416 при 4400 об/мин (4)
Эдельброк
395 при 5900 об/мин
409 при 4200 об/мин (5)
Спидвей
381 при 5400 об/мин
409 при 4200 об/мин (5)
Вортек
378 при 5300 об/мин
408 при 4300 об/мин (7)
Утюг
358 при 5800 об/мин
379 при 4300 об/мин (8)
Лошадиная сила на доллар
Хотя цифры крутящего момента и лошадиных сил, безусловно, заманчивы, есть еще один очень мощный уравнитель: стоимость. На самом деле не имеет значения, дает ли набор головок большую силу, если их стоимость недоступна. Цель этой оценки заключалась в том, чтобы протестировать все головки стоимостью менее 1000 долларов, что сделало ее намного более конкурентоспособной еще до начала первого теста. Один из способов посмотреть на этот тест — это средняя мощность в лошадиных силах на доллар. Уравнение простое: разделите цену головок на среднее количество лошадиных сил. Головка Speedway выиграла в основном благодаря своей очень низкой цене. Patriot занял второе место благодаря сочетанию хорошей мощности и цены, третье место занял железный Vortec, а четвертое — алюминиевый Dart с 200 головками. Важно отметить, что в этих рейтингах существует очень небольшая разница между головами. В пределах трех лучших голов разница едва превышает десять центов на лошадиную силу. Об этом вряд ли стоит беспокоиться. Мы также должны сделать предостережение относительно этой оценки в долларах за среднюю лошадиную силу. Если мы возьмем стоимость стандартных железных головок в 150 долларов (примерно столько они стоят) и разделим ее на среднюю мощность 325,5 л. с., вы получите смехотворно низкую 0,46 доллара за среднюю мощность, что намного меньше, чем у любой другой головы, поэтому самый дешевый не всегда лучший выбор.
Средняя мощность на доллар
Спидвей
$2,12 / Ср. HP
Патриот
2,23 долл. США / Сред. HP
Вихревой утюг
$2,25 / Ср. HP
Дротик ШП
2,55 долл. США / Сред. HP
Эдельброк
2,58 долл. США / Ср. HP
Джег
2,65 долл. США / Ср. HP
Саммит
$2,76 / Ср. HP
Список деталей
Описание
Номер детали
Источник
Цена
Головка Dart SHP
127322
Джег
931,98 $
Голова Джега
514000
Джег
959,98
Верхняя часть
162109
Гонки на высшем уровне
995,95
Утюг Vortec (мод. )
SD8060A2
Скоггин-Дики
779,90
Edelbrock E-Street
5089
Скоггин-Дики
909,95
Спидвей (Flo-Tek)
7222200
Спидвей Моторс
739,98
Патриот
2168
Гонки на высшем уровне
815.00
Роликовые коромысла Harland Sharp 1,6:1
С-1002
Гонки на высшем уровне
239,00
Шпильки головки ARP
234-4401
Гонки на высшем уровне
190,93
Прокладки головки Fel-Pro
1010
Гонки на высшем уровне
41,95
Прокладки воздухозаборника Fel-Pro
1205
Гонки на высшем уровне
14,75
Прокладки коллектора Fel-Pro
1444
Гонки на высшем уровне
17,95
Масло для маслкаров Comp Cams 10w30
1594
Гонки на высшем уровне
39,75 (5)
Заключение
Если само количество сравнений сделало процесс принятия решений немного более сложным, то мы сделали свою работу. Мы пытаемся показать, что упрощенные выводы о пиковой мощности редко бывают самыми точными. Хотя головка Patriot показала хорошие результаты в большинстве наших объективных категорий, имейте в виду, что она справилась с минимальным отрывом. В то время как различия в мощности очевидны, окончательная оценка находится в автомобиле. Оценивая все поле, у нас есть четыре действительно хороших головы, и, на самом деле, все головы (кроме стокеров) являются хорошим выбором. Возможно, наиболее содержательным сравнением является тест средней мощности, в котором разница между четырьмя верхними головками составила всего 5,7 л.с. Это было бы трудно измерить в тесте на четверть мили. Откровенно говоря, вы могли бы выбрать любую из этих голов и знать, что приняли мудрое решение. Большинство других головок отливаются за границей, но обрабатываются и собираются в США. Итак, теперь, когда у вас есть вся информация, остается только решить, в какую компанию позвонить в первую очередь. И не позволяйте нам застать вас за игрой в иини, мини, мини, мо. Конец
Источники
Продукты для автомобильных гонок; ARP-Bolts.com
Механизм для дротиков; DartHeads.com
Эдельброк; Edelbrock.com
Харланд Шарп; HarlandSharp.com
Джеги; Jegs.com
Центр запчастей Scoggin-Dickey; ScogginDickey.com
Спидвей Моторс; SpeedwayMotors.com
Гонки на высшем уровне; SummitRacing.com
Смотрите! Лучшие дешевые модификации Chevy 350!
В 24 серии из Engine Masters , команда исследует один из наиболее часто задаваемых технических вопросов: какие бюджетные болты можно использовать на стандартном малоблочном Chevy 5.7, чтобы получить больше лошадиных сил? Посмотрите, как Дэвид Фрейбургер, Стив Дульчич и Стив Брюле берут самый дешевый двигатель из ящиков Chevy 350, который вы можете купить, и делают модификации, которые получают почти 130 лошадиных сил! Это проверенная на динамометрическом стенде, простая в установке силовая комбинация, которая даст вам максимальную отдачу от затраченных средств. Подпишитесь на бесплатную пробную версию MotorTrend + сегодня и начните смотреть каждый выпуск Мастера двигателя , а также многое другое!
Trending Pages
VTEC История и технологии: предыстория прорыва двигателей Honda
Он здесь! 2024 Ford Mustang EcoBoost First Drive — лучше ли он, чем GT?
Специалист по обслуживанию Lucid пришел ко мне домой, и все, что я получил, были эти бесплатные наклейки*
2025 Fisker Pear — интригующий доступный электрический внедорожник размером с Subaru Crosstrek
Рекомендованные статьи MotorTrend
Легендарный компактный Chevy V-8: ретроспектива его достижений и эволюции
Steven Rupp|
Большой и малый блоки V-8: в чем разница?
Джонни Ханкинс|
Сборка малогабаритного «Шевроле» с недорогими деталями на свалке
Поправки к Конституции 1-10 составляют то, что известно как Билль о правах. Поправки 11-27 перечислены ниже.
ПОПРАВКА XI
Принят Конгрессом 4 марта 1794 г. Ратифицирован 7 февраля 1795 г.
Примечание: Статья III, раздел 2, Конституции была изменена поправкой 11. Судебная власть Соединенных Штатов не должна толковаться как распространяющаяся на любой иск по закону или справедливости, возбужденный или возбужденный против одного из Соединенных Штатов гражданами другого штата или гражданами или подданными любого иностранного государства.
ПОПРАВКА XII
Принят Конгрессом 9 декабря 1803 г. Ратифицирован 15 июня 1804 г.
Примечание: Часть статьи II, раздел 1 Конституции была заменена 12-й поправкой. Выборщики собираются в своих штатах и голосуют бюллетенями за президента и вице-президента, по крайней мере один из которых не должен быть жителем того же штата, что и они; они должны назвать в своих бюллетенях лицо, за которого проголосовали в качестве президента, а в отдельных бюллетенях — лицо, за которого проголосовали в качестве вице-президента, и они должны составить отдельные списки всех лиц, за которых проголосовали в качестве президента, и всех лиц, за которых проголосовали в качестве вице-президента, и количество голосов для каждого, которые они должны подписать и заверить и направить запечатанными в местопребывание правительства Соединенных Штатов, адресованными Председателю Сената; — Председатель Сената в присутствии Сената и Палаты представителей вскрывает все сертификаты, после чего подсчитываются голоса; — Лицо, имеющее наибольшее число голосов за Президента, становится Президентом, если такое число составляет большинство от общего числа назначенных выборщиков; и если ни одно лицо не имеет такого большинства, то из числа лиц, имеющих наибольшее число, не превышающее трех, в списке тех, за кого проголосовали в качестве Президента, Палата представителей должна немедленно выбрать Президента путем голосования. Но при выборе президента голоса должны подаваться по штатам, при этом представительство от каждого штата имеет один голос; кворум для этой цели должен состоять из члена или членов от двух третей штатов, и для выбора необходимо большинство всех штатов. [И если Палата представителей не избирает президента всякий раз, когда право выбора передается ей, до четвертого марта следующего года, то вице-президент действует в качестве президента, как и в случае смерти или другой конституционной неспособности президента. —]* Лицо, имеющее наибольшее количество голосов в качестве вице-президента, становится вице-президентом, если такое число составляет большинство от общего числа назначенных выборщиков, и если ни одно лицо не имеет большинства, то из двух самых высоких номеров в списке Сенат избирает вице-президента; кворум для этой цели должен состоять из двух третей от общего числа сенаторов, и для выбора необходимо большинство от общего числа. Но ни одно лицо, по конституции не имеющее права на должность президента, не может быть избрано на должность вице-президента Соединенных Штатов. * Заменено разделом 3 20-й поправки.
ПОПРАВКА XIII
Принят Конгрессом 31 января 1865 г. Ратифицирован 6 декабря 1865 г.
Примечание: Часть статьи IV, раздел 2, Конституции была заменена 13-й поправкой.
Раздел 1.
Ни рабство, ни подневольный труд, кроме как в качестве наказания за преступление, сторона которого должна быть должным образом осуждена, не должны существовать в Соединенных Штатах или в любом месте, находящемся под их юрисдикцией.
Раздел 2.
Конгресс имеет право применять эту статью посредством соответствующего законодательства.
ПОПРАВКА XIV
Принят Конгрессом 13 июня 1866 г. Ратифицирован 9 июля 1868 г.
Примечание: Статья I, раздел 2, Конституции изменена разделом 2 14-й поправки.
Раздел 1.
Все лица, родившиеся или натурализованные в Соединенных Штатах и находящиеся под их юрисдикцией, являются гражданами Соединенных Штатов и штата, в котором они проживают. Ни один штат не должен издавать или применять какой-либо закон, который ущемляет привилегии или иммунитеты граждан Соединенных Штатов; ни одно государство не может лишать кого-либо жизни, свободы или собственности без надлежащей правовой процедуры; и не отказывать любому лицу, находящемуся под его юрисдикцией, в равной защите закона.
Раздел 2.
. Представители должны быть распределены между несколькими штатами в соответствии с их числом, считая общее количество лиц в каждом штате, за исключением индейцев, не облагаемых налогом. Но когда в праве голосовать на любых выборах по выбору выборщиков в президенты и вице-президенты Соединенных Штатов, представителей в Конгрессе, должностных лиц исполнительной и судебной власти штата или членов его законодательного собрания отказано любому из мужчин, проживающих в этом штате, достигшему двадцати одного года* и гражданам Соединенных Штатов, или каким-либо образом сокращенным, за исключением участия в мятеже или другом преступлении, основание для представительства в нем должно быть уменьшено в пропорции, в которой число таких граждан мужского пола должно быть нести ко всему числу граждан мужского пола в возрасте двадцати одного года в таком штате.
Раздел 3.
Ни одно лицо не может быть сенатором или представителем в Конгрессе, или выборщиком президента и вице-президента, или занимать какую-либо должность, гражданскую или военную, в Соединенных Штатах или в любом штате, которое ранее принесло присягу в качестве члена Конгресса, или должностного лица Соединенных Штатов, или члена законодательного собрания любого штата, или исполнительного или судебного должностного лица любого штата, чтобы поддержать Конституцию Соединенных Штатов, не должно участвовать в восстании или восстании против них, или помощь или утешение его врагам. Но Конгресс может двумя третями голосов каждой палаты отменить такую инвалидность.
Секция 4.
Законность государственного долга Соединенных Штатов, разрешенного законом, включая долги, понесенные для выплаты пенсий и вознаграждений за услуги по подавлению восстания или восстания, не должны подвергаться сомнению. Но ни Соединенные Штаты, ни какой-либо другой штат не должны брать на себя или выплачивать какие-либо долги или обязательства, возникшие в связи с восстанием или восстанием против Соединенных Штатов, или любые требования о потере или освобождении любого раба; но все такие долги, обязательства и требования должны быть признаны незаконными и недействительными.
Секция 5.
Конгресс имеет право обеспечить соблюдение посредством соответствующего законодательства положений настоящей статьи.
*Изменено разделом 1 26-й поправки.
ПОПРАВКА XV
Принят Конгрессом 26 февраля 1869 г. Ратифицирован 3 февраля 1870 г.
Раздел 1.
Право граждан Соединенных Штатов голосовать не может быть ограничено или ограничено Соединенными Штатами или каким-либо штатом по причине расы, цвета кожи или предыдущего подневольного состояния—
Раздел 2.
Конгресс имеет право применять эту статью посредством соответствующего законодательства.
ПОПРАВКА XVI
Принят Конгрессом 2 июля 1909 г. Ратифицирован 3 февраля 1913 г.
Примечание: Статья I, раздел 9, Конституции изменена поправкой 16.
Конгресс имеет право устанавливать и взимать налоги с доходов, из любого источника, без распределения между отдельными штатами и без учета какой-либо переписи или переписи.
ПОПРАВКА XVII
Принят Конгрессом 13 мая 1912 г. Ратифицирован 8 апреля 1913 г.
Примечание: Статья I, раздел 3, Конституции изменена 17-й поправкой.
Сенат Соединенных Штатов состоит из двух сенаторов от каждого штата, избираемых его населением на шесть лет; и каждый сенатор имеет один голос. Выборщики в каждом штате должны иметь квалификацию, необходимую для выборщиков самой многочисленной ветви законодательных собраний штата.
Когда в представительстве какого-либо штата в Сенате появляются вакансии, исполнительная власть такого штата должна издавать указы о выборах для заполнения таких вакансий: При условии, что законодательная власть любого штата может уполномочить исполнительную власть производить временные назначения до тех пор, пока народ не заполнит вакансии путем выборов по указанию законодательной власти.
Эта поправка не должна толковаться как влияющая на выборы или срок полномочий любого сенатора, избранного до того, как она станет действительной частью Конституции.
ПОПРАВКА XVIII
Принят Конгрессом 18 декабря 1917 г. Ратифицирован 16 января 1919 г. Отменен поправкой 21.
Раздел 1.
По истечении одного года после ратификации этой статьи производство, продажа или перевозка опьяняющих напитков внутри страны, их ввоз или вывоз из Соединенных Штатов и всей территории, находящейся под их юрисдикцией, для производства напитков настоящим запрещается.
Раздел 2.
Конгресс и несколько штатов обладают совместными полномочиями по обеспечению соблюдения настоящей статьи посредством соответствующего законодательства.
Раздел 3.
Настоящая статья утрачивает силу, если она не будет ратифицирована в качестве поправки к Конституции законодательными собраниями нескольких штатов, как это предусмотрено Конституцией, в течение семи лет с даты представления ее Конгрессом штатам.
ПОПРАВКА XIX
Принят Конгрессом 4, 19 июня19. Ратифицирован 18 августа 1920 г.
Право голоса граждан Соединенных Штатов не может быть ограничено или ограничено Соединенными Штатами или любым штатом по признаку пола.
Конгресс имеет право применять эту статью посредством соответствующего законодательства.
ПОПРАВКА ХХ
Принят Конгрессом 2 марта 1932 г. Ратифицирован 23 января 1933 г.
Примечание: Статья I, раздел 4, Конституции изменена разделом 2 этой поправки. Кроме того, часть 12-й поправки была заменена разделом 39.0004
Раздел 1.
Срок полномочий Президента и Вице-президента истекает в полдень 20-го января, а срок полномочий сенаторов и представителей — в полдень 3-го января, в годы, в которых эти сроки закончились бы, если бы эта статья не была ратифицирована; и тогда начнутся сроки их преемников.
Раздел 2.
Конгресс собирается не реже одного раза в год, и такое собрание должно начинаться в полдень 3 января, если законом не будет назначен другой день.
Раздел 3.
Если во время, установленное для начала срока полномочий Президента, избранный Президент умирает, избранный Вице-президент становится Президентом. Если Президент не был избран до времени, установленного для начала его полномочий, или если избранный Президент не прошел квалификацию, то избранный Вице-президент действует в качестве Президента до тех пор, пока Президент не пройдет квалификацию; и Конгресс может по закону предусмотреть случай, когда ни избранный президент, ни избранный вице-президент не соответствуют требованиям, объявив, кто затем будет действовать в качестве президента, или способ, которым должен быть избран тот, кто должен действовать, и такое лицо должно действовать соответственно до тех пор, пока президент или вице-президент не будут квалифицированы.
Раздел 4.
Конгресс может по закону предусмотреть случай смерти любого из лиц, из числа которых Палата представителей может избрать президента, когда право выбора перешло к ним, и случай смерти любого из лиц, из которых Сенат может выбрать вице-президента, когда право выбора перешло к ним.
Раздел 5.
Разделы 1 и 2 вступают в силу 15 октября после ратификации настоящей статьи.
Раздел 6.
Настоящая статья утрачивает силу, если она не будет ратифицирована в качестве поправки к Конституции законодательными собраниями трех четвертей нескольких штатов в течение семи лет с даты ее внесения.
ПОПРАВКА XXI
Принят Конгрессом 20 февраля 1933 г. Ратифицирован 5 декабря 1933 г.
Раздел 1.
Настоящим отменяется восемнадцатая статья поправки к Конституции Соединенных Штатов.
Раздел 2.
Настоящим запрещается перевозка или ввоз в какой-либо штат, территорию или владения Соединенных Штатов для доставки или употребления в них опьяняющих напитков в нарушение их законов.
Раздел 3.
Настоящая статья утрачивает силу, если она не будет ратифицирована в качестве поправки к Конституции съездами нескольких штатов, как это предусмотрено Конституцией, в течение семи лет с даты представления ее Конгрессом штатам.
ПОПРАВКА XXII
Принят Конгрессом 21 марта 1947 г. Ратифицирован 27 февраля 1951 г.
Раздел 1.
Ни одно лицо не может быть избрано на должность Президента более двух раз, и ни одно лицо, которое занимало должность Президента или исполняло обязанности Президента более двух лет срока, на который какое-либо другое лицо было избрано Президентом, не может быть избрано на должность Президента более одного раза. Но эта Статья не применяется к любому лицу, занимающему должность Президента, когда эта Статья была предложена Конгрессом, и не препятствует любому лицу, которое может занимать должность Президента или действовать в качестве Президента, в течение срока, в течение которого настоящая Статья вступает в силу, занимать должность Президента или исполнять обязанности Президента в течение оставшегося срока такого срока.
Раздел 2.
Настоящая статья утрачивает силу, если она не будет ратифицирована в качестве поправки к Конституции законодательными собраниями трех четвертей отдельных штатов в течение семи лет с даты ее представления Конгрессом штатам.
ПОПРАВКА XXIII
Принят Конгрессом 16 июня 1960 г. Ратифицирован 29 марта 1961 г.
Раздел 1.
Округ, являющийся резиденцией правительства Соединенных Штатов, назначает в порядке, установленном Конгрессом:
Число выборщиков президента и вице-президента, равное общему числу сенаторов и представителей в Конгрессе, на которое округ имел бы право, если бы он был штатом, но ни в коем случае не больше, чем штат с наименьшей численностью населения; они должны быть в дополнение к тем, кто назначается штатами, но для целей избрания президента и вице-президента они считаются выборщиками, назначаемыми штатом; и они должны собираться в округе и выполнять такие обязанности, как это предусмотрено двенадцатой статьей поправки.
Раздел 2.
Конгресс имеет право ввести в действие эту статью посредством соответствующего законодательства.
ПОПРАВКА XXIV
Принят Конгрессом 27 августа 1962 г. Ратифицирован 23 января 1964 г.
Раздел 1.
Право граждан Соединенных Штатов голосовать на любых первичных или иных выборах за президента или вице-президента, за выборщиков президента или вице-президента, за сенатора или представителя в Конгрессе не может быть отклонено или ограничено Соединенными Штатами или каким-либо штатом по причине неуплаты какого-либо подушного налога или другого налога.
Раздел 2.
Конгресс имеет право ввести в действие эту статью посредством соответствующего законодательства.
ПОПРАВКА XXV
Принят Конгрессом 6 июля 1965 г. Ратифицирован 10 февраля 1967 г.
Примечание: Статья II, раздел 1, Конституции была затронута 25-й поправкой.
Раздел 1.
В случае отстранения Президента от должности, его смерти или отставки Вице-президент становится Президентом.
Раздел 2.
При наличии вакансии на должность Вице-президента Президент назначает Вице-президента, который вступает в должность после утверждения большинством голосов обеих Палат Конгресса.
Раздел 3.
Всякий раз, когда Президент передает Председателю pro tempore Сената и Спикеру Палаты представителей свое письменное заявление о том, что он не в состоянии выполнять полномочия и обязанности своей должности, и до тех пор, пока он не передаст им письменное заявление об обратном, такие полномочия и обязанности выполняются Вице-президентом в качестве исполняющего обязанности Президента.
Раздел 4.
Всякий раз, когда вице-президент и большинство старших должностных лиц исполнительных департаментов или такого другого органа, который Конгресс может предусмотреть законом, передают временному президенту Сената и спикеру палаты представителей свое письменное заявление о том, что президент не может выполнять полномочия и обязанности своей должности, вице-президент должен немедленно принять на себя полномочия и обязанности должности в качестве исполняющего обязанности президента.
После этого, когда Президент передает Председателю pro tempore Сената и Спикеру Палаты представителей свое письменное заявление об отсутствии неспособности, он должен возобновить полномочия и обязанности своей должности, если только Вице-президент и большинство главных должностных лиц исполнительного департамента или такого другого органа, который Конгресс может предусмотреть законом, не передают в течение четырех дней Председателю pro tempore Сената и Спикеру Палаты представителей свое письменное заявление о том, что Президент не может выполнять полномочия и обязанности своей должности. . После этого Конгресс решает этот вопрос, собираясь для этой цели в течение сорока восьми часов, если он не на сессии. Если Конгресс в течение двадцати одного дня после получения последнего письменного заявления или, если Конгресс не заседает, в течение двадцати одного дня после того, как Конгресс должен собраться, решает двумя третями голосов обеих палат, что Президент не может выполнять полномочия и обязанности своей должности, Вице-президент продолжает выполнять те же функции, что и исполняющий обязанности Президента; в противном случае Президент возобновляет полномочия и обязанности своей должности.
ПОПРАВКА XXVI
Принят Конгрессом 23 марта 1971 г. Ратифицирован 1 июля 1971 г.
Примечание: Поправка 14, раздел 2, Конституции изменена разделом 1 26-й поправки.
Раздел 1.
Право голоса граждан Соединенных Штатов в возрасте восемнадцати лет и старше не может быть ограничено или ограничено Соединенными Штатами или каким-либо штатом по причине возраста.
Раздел 2.
Конгресс имеет право ввести в действие эту статью посредством соответствующего законодательства.
ПОПРАВКА XXVII
Первоначально предложено 25 сентября 1789 г. Ратифицировано 7 мая 1992 г.
Никакой закон, изменяющий вознаграждение за услуги сенаторов и представителей, не вступает в силу до тех пор, пока не будут проведены выборы представителей.
Вернуться на главную страницу Конституции
Конституция штата – Билль о правах
Статья 1. [Равенство мужчин; Происхождение и объект управления.]. Все люди рождаются одинаково свободными и независимыми; Следовательно, всякое правление по праву исходит от народа, основано на согласии и учреждается для общего блага.
2 июня 1784 г.*
*Дата провозглашения каждой статьи принятой указывается после каждой статьи. Затем следует год, в котором были приняты поправки, и предмет всех поправок.
[Ст.] 2. [Естественные права. ] Все люди имеют определенные естественные, существенные и неотъемлемые права, среди которых право пользоваться и защищать жизнь и свободу; приобретение, владение и защита собственности; и, одним словом, поиска и обретения счастья. Равенство прав по закону не может отрицаться или ограничиваться этим государством по признаку расы, вероисповедания, цвета кожи, пола или национального происхождения.
2 июня 1784 г. г.
Внесены поправки 1974 г., в которых добавлено предложение о запрете дискриминации.
[Арт.] 2-а. [Ношение оружия.] Все люди имеют право хранить и носить оружие для защиты себя, своей семьи, своего имущества и государства.
1 декабря 1982 г.
[ст.] 2-б. [Право на неприкосновенность частной жизни.] Право человека на свободу от государственного вмешательства в частную или личную информацию является естественным, существенным и неотъемлемым.
5 декабря 2018 г.
[Ст.] 3. [Общество, его организация и цели.] Когда люди входят в состояние общества, они отказываются от некоторых своих естественных прав в пользу этого общества, чтобы обеспечить защиту других; и без такого эквивалента капитуляция недействительна.
2 июня 1784 г.
[Статья] 4. [Права совести неотчуждаемы.] Среди естественных прав некоторые по самой своей природе неотчуждаемы, поскольку за них нельзя дать или получить эквивалент. Такого рода права совести.
2 июня 1784 г.
[Ст.] 5. [Признана свобода вероисповедания.] Каждый человек имеет естественное и неотъемлемое право поклоняться Богу в соответствии с велениями своей совести и разума; и ни один субъект не должен подвергаться оскорблениям, домогательствам или ограничениям в отношении его личности, свободы или имущества за поклонение Богу способом и временем, наиболее соответствующими велениям его собственной совести; или за его религиозную профессию, чувства или убеждения; при условии, что он не нарушает общественного спокойствия и не мешает другим в их религиозном богослужении.
2 июня 1784 г.
[Ст.] 6. [Нравственность и благочестие.] Поскольку нравственность и благочестие, правильно основанные на высоких принципах, обеспечат наилучшую и наибольшую безопасность правительству и наложат на сердца людей строжайшие обязательства должного подчинения; и поскольку знание их, скорее всего, будет распространяться через общество, поэтому несколько приходов, органов, корпораций или религиозных обществ должны во все времена иметь право избирать своих собственных учителей и заключать с ними договор об их поддержке или содержании, или и о том, и о другом. Но никто никогда не может быть принужден платить в поддержку школ любой секты или деноминации. И каждое лицо, вероисповедание или секта в равной степени находятся под защитой закона; и никогда не должно быть установлено подчинение какой-либо одной секты, деноминации или убеждения другой.
2 июня 1784 г.
Внесены поправки 1968 года, чтобы удалить устаревшие сектантские ссылки.
[Ст.] 7. [Государственный суверенитет.] Народ этого штата имеет исключительное право управлять собой как свободное, суверенное и независимое государство; и будут, и навсегда впредь, осуществлять и пользоваться всеми полномочиями, юрисдикцией и правами, относящимися к ним, которые не были или не могут быть в дальнейшем переданы ими прямо делегированы Соединенным Штатам Америки на собравшемся Конгрессе.
2 июня 1784
[Ст.] 8. [Ответственность магистратов и офицеров; Право общественности знать.] Вся власть, изначально принадлежащая народу и происходящая от него, все магистраты и правительственные чиновники являются их заместителями и агентами и всегда подотчетны им. Таким образом, правительство должно быть открытым, доступным, подотчетным и реагирующим. С этой целью право общественности на доступ к правительственным материалам и документам не должно быть необоснованно ограничено. Общественность также имеет право на упорядоченное, законное и подотчетное правительство. Таким образом, любой отдельный налогоплательщик, имеющий право голоса в штате, должен иметь право обратиться в Верховный суд с заявлением о том, расходует ли штат или политическая единица, в которой проживает налогоплательщик, или одобрил расходование государственных средств в нарушение закона, постановления или конституционного положения. В таком случае налогоплательщик не должен доказывать, что его или ее личные права были нарушены или ущемлены помимо его или ее статуса налогоплательщика. Однако это право не применяется, когда оспариваемое действие правительства является предметом судебного или административного решения, на которое существует право обжалования в соответствии с законом или иным образом сторонами этого разбирательства.
2 июня 1784 г.
Внесены поправки 1976 г. путем предоставления права доступа к правительственным протоколам и документам.
Внесены поправки 2018 г., предусматривающие, что налогоплательщики имеют право возбуждать иски против правительства
[Статья] 9. [Нет наследственной должности или места.] Никакая должность или место в правительстве не должны передаваться по наследству, поскольку способности и добросовестность, необходимые для всех, не передаются потомству или родственникам.
2 июня 1784 г.
[Статья] 10. [Право на революцию.] Правительство учреждается для общего блага, защиты и безопасности всего общества, а не для личных интересов или вознаграждения какого-либо одного человека, семьи или класса людей; поэтому всякий раз, когда цели правительства извращаются, а общественная свобода находится под явной угрозой, а все другие средства исправления неэффективны, народ может и по праву должен реформировать старое правительство или установить новое правительство. Учение о непротивлении произволу власти и угнетению нелепо, рабски и губительно для добра и счастья человечества.
2 июня 1784
[Ст.] 11. [Выборы и избирательные права.] Все выборы должны быть свободными, и каждый житель штата в возрасте 18 лет и старше имеет равное право голоса на любых выборах. Каждое лицо считается жителем для целей голосования в городе, районе или некорпоративном месте, где оно имеет место жительства. Ни одно лицо не имеет права голоса в соответствии с конституцией этого штата, если оно было осуждено за государственную измену, взяточничество или любое умышленное нарушение законов о выборах этого штата или Соединенных Штатов; но Верховный суд может, уведомив об этом генерального прокурора, восстановить право голоса любому лицу, которое могло быть лишено его в результате осуждения за такие правонарушения. Общий суд должен предусмотреть законом право голоса квалифицированных избирателей, которые во время проводимых раз в два года или штатных выборов, или первичных выборов для них, или городских выборов, или городских выборов с официальным голосованием отсутствуют в городе или поселке, жителями которого они являются, или которые по причине физической инвалидности не могут голосовать лично, при выборе какого-либо должностного лица или должностных лиц, которые должны быть избраны, или по любому вопросу, представленному на таких выборах. Регистрация для голосования и места для голосования должны быть легко доступны для всех лиц, включая инвалидов и пожилых людей, которые иным образом имеют право голосовать при выборе любого должностного лица или должностных лиц, подлежащих избранию, или по любому вопросу, представленному на таких выборах. Ни одному лицу не может быть отказано в праве голоса из-за неуплаты какого-либо налога. Каждый житель государства, имеющий соответствующую квалификацию, имеет равное право быть избранным на должность.
2 июня 1784 г.
Внесены поправки 1903 года, предусматривающие, что для того, чтобы голосовать или иметь право на должность, человек должен уметь читать по-английски и писать.
Внесены поправки 1912 года, запрещающие лицам, осужденным за государственную измену, взяточничество или умышленное нарушение законов о выборах, голосовать или занимать выборные должности.
Внесены поправки 1942 г., предусматривающие заочное голосование на всеобщих выборах.
Внесены поправки 1956 г. , предусматривающие заочное голосование на первичных выборах.
Внесены поправки 1968 г., предусматривающие, что право голоса не может быть отклонено из-за неуплаты налогов. Также в 1968 г. были внесены поправки для удаления устаревшей фразы.
Внесены поправки 1976 г. для снижения возрастного ценза до 18 лет.
Внесены поправки 1984 года, чтобы обеспечить доступ ко всем местам регистрации и голосования.
[Статья] 12. [Взаимная защита и налогообложение.] Каждый член сообщества имеет право на его защиту при осуществлении своей жизни, свободы и собственности; поэтому он обязан внести свою долю в расходы на такую защиту и при необходимости предоставить свои личные услуги. Но никакая часть имущества человека не может быть изъята у него или использована для общественных нужд без его собственного согласия или согласия представительного органа народа. Жители этого штата также не подчиняются никаким другим законам, кроме тех, на которые они или их представительный орган дали свое согласие.
2 июня 1784 г.
Внесены поправки 1964 г. путем исключения ссылки на откуп от военной службы.
[Арт.] 12-а. [Ограничение права на изъятие собственности.] Никакая часть собственности лица не может быть изъята в виде выдающегося владения и передана, прямо или косвенно, другому лицу, если изъятие осуществляется с целью частного развития или другого частного использования собственности.
7 ноября 2006 г.
[Ст.] 13. [Отказники от военной службы по убеждениям, не принуждаемые к вооружению.] . Ни одно лицо, добросовестно относящееся к законности ношения оружия, не может быть принуждено к этому.
2 июня 1784 г.
Внесены поправки 1964 г. путем исключения ссылки на откуп от военной службы.
[Статья] 14. [Средства правовой защиты должны быть бесплатными, полными и незамедлительными.] Каждый подданный этого штата имеет право на определенное средство правовой защиты, обратившись к законам, за все повреждения, которые он может получить в своей личности, имуществе или репутации; получать право и справедливость свободно, не будучи обязанным покупать их; полностью и без всякого отрицания; быстро и без промедления; согласно законам.
2 июня 1784 г.
[Ст.] 15. [Право обвиняемого.] Ни один субъект не может быть привлечен к ответственности за какое-либо преступление или проступок, пока они не будут ему полностью и ясно, по существу и формально описаны; или быть принужденным к обвинению или представлению показаний против самого себя. Каждый подданный имеет право представить все доказательства, которые могут быть в его пользу; встретиться со свидетелями против него лицом к лицу и быть полностью выслушанным в его защиту, лично и адвокатом. Ни один подданный не может быть арестован, заключен в тюрьму, ограблен или лишен своего имущества, иммунитетов или привилегий, лишен защиты закона, сослан или лишен жизни, свободы или имущества иначе, как по приговору его пэров или по закону страны; при условии, что в любом производстве по привлечению к ответственности лица, оправданного по уголовному обвинению по причине невменяемости, надлежащая правовая процедура требует, чтобы были установлены четкие и убедительные доказательства того, что это лицо потенциально опасно для себя или для других и что это лицо страдает психическим расстройством. Каждое лицо, привлеченное к ответственности за любое преступление или правонарушение, наказуемое лишением свободы, имеет право на помощь адвоката за счет государства, если в этом возникнет необходимость; от этого права он может отказаться, но только после того, как суд подробно разъяснит дело.
2 июня 1784 г.
Внесены поправки 1966 года, предусматривающие право на помощь адвоката за счет государства, если в этом будет необходимость.
Внесены поправки 1984 г., в которых юридические требования о доказательствах, исключающих разумные сомнения, сокращены до четких и убедительных доказательств на слушаниях по делу о невменяемости.
[Арт.] 16. [Бывшая опасность; Суд присяжных по делам о смертной казни.] Ни один субъект не подлежит судебному преследованию после вынесения оправдательного приговора за одно и то же преступление или правонарушение. Законодательное собрание также не может издавать никаких законов, которые подвергают какое-либо лицо смертной казни (за исключением правительства армии и флота и милиции, находящейся на действительной службе) без суда присяжных.
2 июня 1784
[Ст.] 17. [Место уголовного преследования.] При уголовном преследовании рассмотрение фактов в районе, где они произошли, настолько важно для безопасности жизни, свободы и имущества гражданина, что ни одно преступление или правонарушение не должно рассматриваться в каком-либо другом округе или судебном округе, кроме того, в котором оно совершено; за исключением любого случая в каком-либо конкретном округе или судебном округе, по ходатайству ответчика и после того, как суд установит, что справедливое и беспристрастное судебное разбирательство не может быть проведено там, где может быть совершено правонарушение, суд направляет судебное разбирательство в графство или судебный округ, в котором может быть проведено справедливое и беспристрастное судебное разбирательство.
2 июня 1784 г.
Внесены поправки 1792 г., чтобы заменить «собрание» на «законодательный орган».
Внесены поправки 1978 года, с тем чтобы суд по просьбе ответчика мог перенести судебное разбирательство в другой округ или судебный округ.
[Ст.] 18. [Наказания должны быть пропорциональны правонарушениям; Истинный замысел наказания.] Все наказания должны быть соразмерны характеру правонарушения. Ни один мудрый законодательный орган не назначит за преступления воровства, подлога и тому подобного такое же наказание, как за убийство и измену. Там, где ко всем преступлениям применяется одинаковая неразличимая суровость, люди забывают об истинном различии самих преступлений и совершают самые вопиющие преступления с таким же небольшим угрызением совести, как и самые легкие преступления. По той же причине множество кровавых законов и неполитично, и несправедливо. Истинный замысел всех наказаний заключается в исправлении, а не в уничтожении человечества.
2 июня 1784 г.
Внесены поправки 1792 г.: удалено слово «те из» после «до» в 3-м предложении и заменено «краситель» на «преступления».
[Ст.] 19. [Обыски и конфискации регулируются.] Каждый субъект имеет право на защиту от всех необоснованных обысков и конфискаций его личности, его домов, его бумаг и всего его имущества. Следовательно, все ордера на обыск подозрительных мест или на арест лица для допроса или суда при уголовном преследовании противоречат этому праву, если причина или основание их не подтверждены предварительно присягой или заявлением; и если приказ в постановлении гражданскому должностному лицу о проведении обыска в подозрительных местах, об аресте одного или нескольких подозреваемых лиц или о наложении ареста на их имущество не сопровождается специальным обозначением лиц или объектов обыска, ареста или выемки; и не должно быть выдано никакого ордера; но в случаях* и с соблюдением формальностей, предусмотренных законом.
2 июня 1784 г.
Внесены поправки 1792 г., чтобы изменить порядок слов.
[Ст.] 20. [Суд присяжных по гражданским делам.] Во всех спорах, касающихся собственности, и во всех исках между двумя или более лицами, за исключением тех, в которых применяется иная практика, и за исключением тех, в которых стоимость спора не превышает 1500 долларов и не затрагивается право собственности на недвижимость, стороны имеют право на рассмотрение дела присяжными. Этот метод процедуры будет считаться священным, если только в делах*, возникающих в открытом море, и в случаях, касающихся заработной платы моряков, Законодательное собрание не сочтет в дальнейшем необходимым изменить его.
2 июня 1784 г.
* «Дела» появляются в пергаментной копии конституции 1792 года. Первоначальная конституция имела «причины»
Внесены поправки 1877 года, запрещающие суды присяжных, если сумма спора не превышает 100 долларов.
Внесены поправки в 1960 году, чтобы увеличить сумму до 500 долларов, прежде чем может быть запрошено суд присяжных.
Изменено в 1988 г., чтобы изменить 500 долларов на 1500 долларов
[Ст.] 21. [Присяжные заседатели; Компенсация.] Чтобы в полной мере воспользоваться бесценной привилегией суда присяжных, следует проявлять большую осторожность, чтобы никто, кроме квалифицированных лиц, не назначался на службу; и такие должны быть полностью компенсированы за их поездку, время и посещаемость.
2 июня 1784 г.
[Ст.] 22. [Свобода слова; Свобода печати.] Свобода слова и свобода печати необходимы для обеспечения свободы в государстве: поэтому они должны быть неприкосновенно сохранены.
2 июня 1784 г.
Внесены поправки 1968 года, включающие свободу слова.
[Ст.] 23. [Законы с обратной силой запрещены.] Законы с обратной силой крайне вредны, репрессивны и несправедливы. Следовательно, такие законы не должны издаваться ни для решения гражданских дел, ни для наказания за правонарушения.
2 июня 1784 г.
[Статья] 24. [Ополчение.] Хорошо организованное ополчение является надлежащей, естественной и надежной защитой Государства.
2 июня 1784 г.
[Статья] 25. [Постоянные армии.] Постоянные армии опасны для свободы, и их нельзя создавать или содержать без согласия Законодательного собрания.
2 июня 1784 г.
[Статья] 26. [Военные, подчиненные гражданской власти. ] Во всех случаях и во все времена военные должны находиться в строгом подчинении и под управлением гражданской власти.
2 июня 1784 г.
[Статья] 27. [Расквартирование солдат.] Ни один солдат в мирное время не может быть расквартирован в каком-либо доме без согласия владельца; и во время войны такие расквартирования должны производиться только гражданскими властями в порядке, установленном Законодательным собранием.
2 июня 1784 г.
Внесены поправки 1980 года, заменяющие слово «магистрат» словом «органы власти».
[Статья] 28. [Налоги, которыми взимаются.] Никакие субсидии, сборы, налоги, сборы или пошлины не могут устанавливаться, устанавливаться, устанавливаться или взиматься под каким бы то ни было предлогом без согласия народа или его представителей в Законодательном собрании или полномочий, полученных от этого органа.
2 июня 1784
[ст.] 28-а. [Обязательные программы. ] Государство не должно назначать или назначать какие-либо новые, расширенные или измененные программы или обязанности какому-либо политическому подразделению таким образом, чтобы это потребовало дополнительных местных расходов со стороны политического подразделения, за исключением случаев, когда такие программы или обязанности полностью финансируются государством или если такие программы или обязанности утверждены для финансирования голосованием местного законодательного органа политического подразделения.
28 ноября 1984 г.
[Статья] 29. [Приостановление действия законов только законодательным органом.] Полномочия приостанавливать действие законов или их исполнения никогда не должны осуществляться, кроме как законодательным собранием или полномочиями, полученными от него, которые должны осуществляться только в таких конкретных случаях, которые законодательные органы прямо предусмотрят.
2 июня 1784
[Ст. ] 30. [Свобода слова.] Свобода совещаний, слова и дебатов в любой из палат Законодательного собрания настолько важна для прав людей, что не может быть основанием для каких-либо исков, жалоб или судебных преследований в любом другом суде или месте.
2 июня 1784 г.
[Ст.] 31. [Заседания Законодательного собрания, для каких целей.] Законодательное собрание должно собираться для удовлетворения общественных недовольств и для принятия таких законов, которые могут потребоваться для общественного блага.
2 июня 1784 г.
Внесены поправки 1792 г., в целом изменив формулировку предложения и опустив «для исправления, усиления и подтверждения законов».
[Статья] 32. [Право собраний, указаний и петиций.] Народ имеет право организованно и мирно собираться и советоваться об общем благе, давать инструкции своим представителям и требовать от законодательного органа посредством петиций или протестов возмещения причиненного им вреда и обид, которые они терпят.
2 июня 1784 г.
[Статья] 33. [Чрезмерные залог, штрафы и наказания запрещены.] Ни магистрат, ни суд не вправе требовать чрезмерного залога или поручительства, налагать чрезмерные штрафы или налагать жестокие или необычные наказания.
2 июня 1784 г.
[Статья] 34. [Ограниченное военное право.] Ни одно лицо ни в коем случае не может быть подвергнуто военному положению или каким-либо наказаниям или наказаниям в силу этого закона, за исключением тех, кто служит в армии или на флоте, и кроме ополчения, находящегося на действительной службе, но по решению Законодательного собрания.
2 июня 1784 г.
[Статья] 35. [Судебная власть; Срок пребывания в должности и т. д.] Для защиты прав каждого человека, его жизни, свободы, собственности и характера необходимо беспристрастное толкование законов и отправление правосудия. Каждый гражданин имеет право быть судимым судьями настолько беспристрастными, насколько это допускает жребий человечества. Поэтому не только наилучшей политикой, но и для защиты прав людей, чтобы судьи Верховного судебного суда занимали свои должности до тех пор, пока они вели себя хорошо; однако с учетом таких возрастных ограничений, которые могут быть предусмотрены Конституцией штата; и что они должны иметь почетное жалованье, установленное действующими законами.
2 июня 1784 г.
Внесены поправки 1792 года, предусматривающие ограничение возраста в соответствии с конституцией.
Ст.] 36. [Пенсии.] Экономия, являющаяся самой важной добродетелью во всех штатах, особенно в молодом, пенсия не может быть назначена, кроме как с учетом реальных заслуг; и такие пенсии должны назначаться законодательным собранием с большой осторожностью и никогда не более чем на один год за один раз.
2 июня 1784
[Ст.] 36-а [Использование пенсионных фондов.] Взносы работодателей, сертифицированные как подлежащие уплате в пенсионную систему штата Нью-Гемпшир или любую последующую систему для финансирования обязательств системы, как это должно быть определено надежной актуарной оценкой и практикой, независимой от исполнительного органа, должны распределяться каждый финансовый год в том же размере, в котором это подтверждено. Все активы, поступления и доходы от пенсионной системы Нью-Гемпшира и любых других пенсионных систем для государственных служащих и служащих, находящихся в ведении штата или любого из его политических подразделений, и любой системы-правопреемника, а также все взносы и платежи, сделанные в любую такую систему для обеспечения выхода на пенсию и связанных с ними пособий, должны храниться, инвестироваться или распределяться как доверительное управление исключительно для целей предоставления таких пособий и не должны быть обременены или перенаправлены на какие-либо другие цели.
28 ноября 1984 г.
[Статья] 37. [Разделение властей.] В правительстве этого штата три основные его власти, а именно законодательная, исполнительная и судебная, должны быть отделены друг от друга и независимы друг от друга, насколько это допускает природа свободного правительства или как это совместимо с той цепью связей, которая связывает всю ткань государства. Конституция в одну неразрывную связь союза и дружбы.
2 июня 1784 г.
[Ст.] 38. [Внушение социальных добродетелей.] Частое обращение к основным принципам конституции и постоянная приверженность справедливости, умеренности, умеренности, трудолюбию, бережливости и всем социальным добродетелям совершенно необходимы для сохранения благ свободы и хорошего управления; поэтому народ должен уделять особое внимание всем этим принципам при выборе своих должностных лиц и представителей, и он имеет право требовать от своих законодателей и магистратов точного и постоянного соблюдения их при составлении и исполнении законов, необходимых для хорошего управления государством.
2 июня 1784 г.
[Статья] 39. [Изменения в городских уставах, требуется референдум.] Ни один закон, изменяющий устав или форму правления определенного города или поселка, не может быть принят законодательным органом, за исключением случаев, когда он вступает в силу после одобрения избирателями такого города или поселка на референдуме, предусмотренном в указанном законе.
Добро пожаловать в нашу детейлинг-студию, где профессионализм и качество нашей работы — наши главные приоритеты! Мы специализируемся на полировке автомобилей с использованием самого современного оборудования, которое позволяет нам достичь невероятных результатов без какого-либо ущерба для краски вашего авто.
12 мес
Гарантия на эту услугу
4.7
Рейтинг в Яндексе
Premium
Высококачественные материалы
17 лет
Работаем ежедневно
Без выходных
Работаем с с 10:00 до 22:00
Уточнить стоимость в WhatsApp
+7 495 920-06-82
Оказываем полный спектр услуг по полировке
Абразивная полировка
Мягкая полировка
Детейлинг-полировка
Полировка фар
Полировка стекол
Нанесение керамики
Нанесение жидкого стекла
Восстановление хрома
От 3 часов и от 7 900 руб
Мы понимаем, что ваш автомобиль – это не просто средство передвижения, это ваша гордость и статус. Поэтому мы стремимся достичь непревзойденных результатов, чтобы ваш автомобиль выглядел безупречно. Наша команда не оставит ни одной детали без внимания, чтобы достичь безупречного и глубокого блеска, который будет привлекать восхищенные взгляды везде, где вы появитесь.
Опыт мастеров более 10 лет Выполним работу в день обращения
Разберем частые вопросы по полировке
Что устраняет полировка автомобиля?
Полировка автомобиля позволяет устранить помутнение, мелкие сколы, царапины, потертости и другие поверхностные повреждения. Также она восстанавливает блеск и прозрачность блоков-фар, повышая светопрозрачность.
Как часто следует полировать оптику?
Частота полировки оптики зависит от условий эксплуатации и износа фар. Обычно рекомендуется проводить полировку каждые 30-40 тысяч километров пробега или при видимом износе внешней оболочки фар.
Что невозможно устранить с помощью полировки?
Полировка автомобиля не может устранить сколы, вызванные многократным воздействием песком, особенно на фарах из стекла. Обратите внимание, что наша компания не выполняет полировку фар из стекла, так как эти повреждения требуют более специализированного подхода.
Детальная консультация по любому виду услуг
Оставьте свои контакты и получите бесплатную детальную консультацию, прежде чем записаться
Заказать консультацию
Какие плюсы есть у полировки?
Полировка автомобиля имеет множество преимуществ, все эти плюсы делают полировку не только эстетически привлекательной, но и практически полезной для вашего автомобиля.
Восстановление внешнего вида
Полировка удаляет мелкие царапины, потертости и другие поверхностные дефекты, восстанавливая оригинальный блеск и глубину цвета автомобиля. Это придает ему свежий и привлекательный внешний вид.
Защита от окружающей среды
После полировки на поверхности автомобиля создается защитная пленка, которая помогает предотвратить повреждения от ультрафиолетовых лучей, дождя, грязи и других внешних воздействий. Это помогает сохранить краску и отложить необходимость в повторной покраске.
Улучшение светопропускания
Полировка блоков-фар улучшает их прозрачность, повышая светопропускание. Это позволяет водителю иметь лучшую видимость на дороге, особенно в темное время суток или в условиях низкой освещенности.
Повышение стоимости автомобиля
Полировка автомобиля может улучшить его внешний вид до такой степени, что это может положительно сказаться на его стоимости при продаже или обмене. Чистый, мерцающий автомобиль вызывает больше доверия и привлекает потенциальных покупателей.
Узнать точную стоимость на ваш авто
Часть фотографий наших работ по полировке авто
Посмотреть все работы
Список цен на полировку
Восстановительная полировка
СРЕДНИЙ КЛАСС
Ford Focus, Golf, Hyundai Solaris, Kia Rio, и т.п.
от 14 900 руб
Записаться
Записаться на услугу «СРЕДНИЙ КЛАСС»
Оставьте контакты и мы Вас запишем
Я ознакомился с политикой конфиденциальности
БИЗНЕС КЛАСС
Passat, Mercedes A,C,E, Toyota Camry, Nissan Teana, BMW 5 и т. п.
от 16 900 руб
Записаться
Записаться на услугу «БИЗНЕС КЛАСС»
Оставьте контакты и мы Вас запишем
Я ознакомился с политикой конфиденциальности
КРОССОВЕРЫ
BMW X3, Х2, AUDI Q5,Q3, Hyundai Tucson и т.п.
от 16 900 руб
Записаться
Записаться на услугу «КРОССОВЕРЫ»
Оставьте контакты и мы Вас запишем
Я ознакомился с политикой конфиденциальности
ВНЕДОРОЖНИКИ И МИНИВЕНЫ
Touareg, Cayenne, Land Rover, Land Cruiser и т. п.
от 19 900 руб
Записаться
Записаться на услугу «ВНЕДОРОЖНИКИ И МИНИВЕНЫ»
Оставьте контакты и мы Вас запишем
Я ознакомился с политикой конфиденциальности
ПРЕДСТАВИТЕЛЬСКИЙ КЛАСС
Mercedes S-класс, BMW 7, Hyundai Equus и т.п.
от 19 900 руб
Записаться
Записаться на услугу «ПРЕДСТАВИТЕЛЬСКИЙ КЛАСС»
Оставьте контакты и мы Вас запишем
Я ознакомился с политикой конфиденциальности
МИКРОАВТОБУСЫ
Mercedes Vito, VW Multivan, Renault Traficи т. п.
от 24 900 руб
Записаться
Записаться на услугу «МИКРОАВТОБУСЫ»
Оставьте контакты и мы Вас запишем
Я ознакомился с политикой конфиденциальности
Мягкая- полировка
СРЕДНИЙ КЛАСС
Ford Focus, Golf, Hyundai Solaris, Kia Rio, и т.п.
от 7 900 руб
Записаться
Записаться на услугу «СРЕДНИЙ КЛАСС»
Оставьте контакты и мы Вас запишем
Я ознакомился с политикой конфиденциальности
БИЗНЕС КЛАСС
Passat, Toyota Camry, Nissan Teana, BMW 5 и т. п.
от 9 900 руб
Записаться
Записаться на услугу «БИЗНЕС КЛАСС»
Оставьте контакты и мы Вас запишем
Я ознакомился с политикой конфиденциальности
КРОССОВЕРЫ
BMW X3, Х2, AUDI Q5,Q3, Hyundai Tucson и т.п.
от 9 900 руб
Записаться
Записаться на услугу «КРОССОВЕРЫ»
Оставьте контакты и мы Вас запишем
Я ознакомился с политикой конфиденциальности
ВНЕДОРОЖНИКИ И МИНИВЕНЫ
Touareg, Cayenne, Land Rover, Land Cruiser и т. п.
от 11 900 руб
Записаться
Записаться на услугу «ВНЕДОРОЖНИКИ И МИНИВЕНЫ»
Оставьте контакты и мы Вас запишем
Я ознакомился с политикой конфиденциальности
ПРЕДСТАВИТЕЛЬСКИЙ КЛАСС
Mercedes S-класс, BMW 7, Hyundai Equus и т.п.
от 11 900 руб
Записаться
Записаться на услугу «ПРЕДСТАВИТЕЛЬСКИЙ КЛАСС»
Оставьте контакты и мы Вас запишем
Я ознакомился с политикой конфиденциальности
МИКРОАВТОБУСЫ
Mercedes Vito, VW Multivan, Renault Traficи т. п.
от 13 900 руб
Записаться
Записаться на услугу «МИКРОАВТОБУСЫ»
Оставьте контакты и мы Вас запишем
Я ознакомился с политикой конфиденциальности
Керамика (защита кузова до 3-х лет)
СРЕДНИЙ КЛАСС
Ford Focus, Golf, Hyundai Solaris, Kia Rio, и т.п.
от 19 900 руб
Записаться
Записаться на услугу «СРЕДНИЙ КЛАСС»
Оставьте контакты и мы Вас запишем
Я ознакомился с политикой конфиденциальности
БИЗНЕС КЛАСС
Passat, Mercedes A,C,E, Toyota Camry, Nissan Teana, BMW 5 и т. п.
от 24 900 руб
Записаться
Записаться на услугу «БИЗНЕС КЛАСС»
Оставьте контакты и мы Вас запишем
Я ознакомился с политикой конфиденциальности
КРОССОВЕРЫ
BMW X3, Х2, AUDI Q5,Q3, Hyundai Tucson и т.п.
от 24 900 руб
Записаться
Записаться на услугу «КРОССОВЕРЫ»
Оставьте контакты и мы Вас запишем
Я ознакомился с политикой конфиденциальности
ВНЕДОРОЖНИКИ И МИНИВЕНЫ
Touareg, Cayenne, Land Rover, Land Cruiser и т. п.
от 24 900 руб
Записаться
Записаться на услугу «ВНЕДОРОЖНИКИ И МИНИВЕНЫ»
Оставьте контакты и мы Вас запишем
Я ознакомился с политикой конфиденциальности
ПРЕДСТАВИТЕЛЬСКИЙ КЛАСС
Mercedes S-класс, BMW 7, Hyundai Equus и т.п.
от 24 900 руб
Записаться
Записаться на услугу «ПРЕДСТАВИТЕЛЬСКИЙ КЛАСС»
Оставьте контакты и мы Вас запишем
Я ознакомился с политикой конфиденциальности
МИКРОАВТОБУСЫ
Mercedes Vito, VW Multivan, Renault Traficи т. п.
от 29 900 руб
Записаться
Записаться на услугу «МИКРОАВТОБУСЫ»
Оставьте контакты и мы Вас запишем
Я ознакомился с политикой конфиденциальности
Жидкое стекло (защита кузова до 1-го года)
СРЕДНИЙ КЛАСС
Ford Focus, Golf, Hyundai Solaris, Kia Rio, и т.п.
от 10000 руб
Записаться
Записаться на услугу «СРЕДНИЙ КЛАСС»
Оставьте контакты и мы Вас запишем
Я ознакомился с политикой конфиденциальности
БИЗНЕС КЛАСС
Passat, Mercedes A,C,E, Toyota Camry, Nissan Teana, BMW 5 и т. п.
от 12000 руб
Записаться
Записаться на услугу «БИЗНЕС КЛАСС»
Оставьте контакты и мы Вас запишем
Я ознакомился с политикой конфиденциальности
КРОССОВЕРЫ
BMW X3, Х2, AUDI Q5,Q3, Hyundai Tucson и т.п.
от 12000 руб
Записаться
Записаться на услугу «КРОССОВЕРЫ»
Оставьте контакты и мы Вас запишем
Я ознакомился с политикой конфиденциальности
ВНЕДОРОЖНИКИ И МИНИВЕНЫ
Touareg, Cayenne, Land Rover, Land Cruiser и т. п.
от 12000 руб
Записаться
Записаться на услугу «ВНЕДОРОЖНИКИ И МИНИВЕНЫ»
Оставьте контакты и мы Вас запишем
Я ознакомился с политикой конфиденциальности
ПРЕДСТАВИТЕЛЬСКИЙ КЛАСС
Mercedes S-класс, BMW 7, Hyundai Equus и т.п.
от 12000 руб
Записаться
Записаться на услугу «ПРЕДСТАВИТЕЛЬСКИЙ КЛАСС»
Оставьте контакты и мы Вас запишем
Я ознакомился с политикой конфиденциальности
МИКРОАВТОБУСЫ
Mercedes Vito, VW Multivan, Renault Traficи т. п.
от 15000 руб
Записаться
Записаться на услугу «МИКРОАВТОБУСЫ»
Оставьте контакты и мы Вас запишем
Я ознакомился с политикой конфиденциальности
Абразивная полировка
ЦЕНА НА АБРАЗИВНУЮ ПОЛИРОВКУ
Итоговая стоимость работ зависит от марки и модели автомобиля, а так же от состояние ЛКП
от 15 000 руб
Записаться
Записаться на услугу «ЦЕНА НА АБРАЗИВНУЮ ПОЛИРОВКУ»
Оставьте контакты и мы Вас запишем
Я ознакомился с политикой конфиденциальности
Напишите в WhatsApp и узнайте точную стоимость по любой из работ за 5 минут
Спросить о цене в WhatsApp
+7 495 920-06-82
Опыт мастеров более 10 лет Выполним работу в день обращения
Отзывы с Яндекс карт
Мы ценим каждое мнение о работе. Если вы у нас уже были, то будем рады услышать и ваше мнение.
Оставить отзыв
Большое спасибо Николаю и Сергею! Отличные ребята, профессионалы. Клеил пленки на стекла дверей. Четко и понятно объяснили, дали рекомендации, на лишние работы не раскручивали (хотел атермалку на лобовое, спокойно сказали, какие могут быть риски, предложили подумать). По ходу работы Сергей обратил внимание, что прошлые оклейщики или хозяин авто не закрепили обшивку задних дверей, исправил, сделал как надо. Горячо рекомендую! И сам еще приеду на полировку
Обратился по поводу тонирования задней полусферы. Предварительно меня ознакомили со всеми нюансами процесса, наглядно показали как будет смотреться та или иная пленка, ну и обсудили финансовый вопрос. В иоге получилось просто великолепно, по срокам не передвинули, финальная стоимость совпадала с заявленной ранее. Благодарен за качественную работу и индивидуальный подход!
Недавно делал тонировку на своём Шевролет Ребята молодцы! О них узнал от своих знакомых. Рекомендовали. Результат — не жалею. Респект мастерам. Не халтурят. Просто качественно и со знанием дела вершат свои труды. За что респект! С уважением от клиента Андрея . Николаю и всем мастерам успехов и здоровья!
Делал полировку и химчистку салона. Парни молодцы. Все сделали, как и договаривались, никаких неожиданных допов. 4 с минусом потому, что им не удалось до конца очистить кузов и салон, в чем они честно и признались сами.
Решил сделать бронирование фар на Шкода Рапид, пробег которого приближался к 8000, на фарах уже имелись несколько неболших сколов. Ребята подобрали и наклеили пленку очень качественно и быстро в день обращения и исправили все дефекты. Все понравилось, рекомендую! Отличные специалисты! А еще дали год гарантии. 👍
Заехал, проконсультироваться. Нашли конект, в иного почти в 12, на сильно посвежевшей машине. Большое спасибо и респект, за то что работают на совесть, не жалея времени!
Обратился за бронированием фар и туманок (кубики льда) на прайм, работа выполнена на отлично. Предварительно все по телефону мастер мне рассказал. Качество и цена супер.
Делал оклейку кузова на вольво хс60 ,всё выполнили в срок , качество супер ,буду приезжать и советовать !
Отличный салон!!! Душевные люди!!! Работа была выполнена великолепно и быстро! Машина преобразилась. И ещё!Мне вытянули вмятину на капоте которая очень раздражала. Огромное спасибо! Всем рекамендую этот салон!!!
Все отзывы вы можете проверить в Яндексе!
Как мы с вами будем работать
01
Первый контакт
При первом контакте с нами вы получите профессиональную консультацию от нашей команды. Мы выслушаем ваши потребности и цели, а также оценим состояние вашего автомобиля.
02
Подбор пакета услуг
Мы предложим вам подходящий пакет услуг, учитывая ваши предпочтения, бюджет и состояние автомобиля. Мы поможем вам выбрать оптимальное сочетание услуг, чтобы достичь желаемых результатов.
03
Подготовка автомобиля
Наша команда проведет тщательную подготовку вашего автомобиля перед началом работы. Это включает очистку от грязи, пыли и других загрязнений, а также осмотр поверхностей на наличие повреждений.
04
Выполнение услуг
На этом этапе наши опытные мастера приступают к выполнению выбранных услуг. Они используют передовые техники, специализированные инструменты и высококачественные материалы для достижения наилучших результатов.
05
Контроль качества
Мы придаем большое значение контролю качества каждой выполняемой услуги. Наши мастера тщательно проверяют и регулярно оценивают результаты, чтобы удостовериться, что работа выполнена на самом высоком уровне.
06
Сдача авто и рекомендации по уходу
По завершении работы, мы проведем финальную проверку автомобиля, чтобы убедиться в его безупречном внешнем виде. Затем мы предоставим вам результаты работы и ответим на все ваши вопросы.
Есть сомнения? Возникли вопросы?
Напишите в WhatsApp и узнайте точную стоимость, задайте любые вопросы. Мы даже подробно расскажем о процессе полировки!
Проконсультироваться в WhatsApp
+7 495 920-06-82
Адреса и контакты
Отсканируйте QR-code с телефона
Вас перекинет в WhatsApp и вы сможете узнать предварительно точную стоимость
Либо укажите ваш номер и мы напишем сами
Заказать звонок
Оставьте контакты и мы Вам перезвоним
Я ознакомился с политикой конфиденциальности
Заявка успешно отправлена.
Мы скоро свяжемся с Вами
Полировка автомобиля в СПб цена от 1 000 рублей
Куда уходит тот первозданный блеск, который так очаровывает в новеньком автомобиле? Почему тускнеет некогда ясный и яркий свет мощных фар? Что делать, если он пропал, как его сохранить?
А может быть, как-то его восстановить? Это возможно вообще? Ответим уверенно – ДА. Нужно просто сделать полировку. Именно эту процедуру мы рекомендуем проводить регулярно и перед продажей автомобиля.
1 000 ₽
Полный прайс-лист
Записаться на полировку
Вернем блеск нового авто!
Почему теряется первозданный глянец заводской окраски кузова, способность светопропускания стёкол фонарей и возникает потребность в полировке? Всё дело в агрессивном действии внешней среды. Абразивные частицы на дорогах, пыль, грязь, дожди, тяжёлые металлы в воздухе – это лишь главные факторы, отнимающие у машины её «модельную» внешность.
Ситуация осложняется тем, что современный городской автомобиль не содержат в гараже. На ночь он остаётся во дворе. На улице осадки, прямые солнечные лучи, птицы и мелкие животные. А значит – работа разрушительных факторов происходит не только во время эксплуатации, но и во время стоянки.
02
Полировка авто – дополнительная защита ЛКП
Полировка кузова и фар – это не только «косметика» для автомобиля. Процедура направлена на восстановление, удаление загрязнений и окислов с поврежденных участков ЛКП. Все это невозможно удалить при обычной мойке. Таким образом предотвращаются процессы разрушения лакокрасочного покрытия, и устраняется опасность коррозии деталей кузова. После этого автомобиль можно покрыть защитной полиролью, виниловой или полиуретановой пленкой.
03
Работы
нашей студии
Запишись на полировку кузова и фар!
Оставьте заявку и с вами свяжется специалист сервисного центра CHAMELEON
Ваше имя
Ваш телефон
Удобное время
Выберите студиюСтудия на ЧкаловскойСтудия на МосковскойСтудия на Выборском
Комментарий
C правилами обработки персональных данных ознакомлен
04
Как часто нужна полировка
Она может потребоваться примерно через год достаточно интенсивной эксплуатации. Как правило, такая работа обходится дешевле покупки новых оригинальных фар, цена которых всегда весьма высока.
Полируют фары с помощью инструментов профессионального класса, используя абразивные вещества, полироль. Такая работа не занимает много времени: в среднем около часа. Уже через час после начала работ ваш любимый автомобиль снова засверкает всеми «глазами» так, словно только что вышел с конвейера.
05
Услуги опытной команды
Мы предоставляем скидку 50% на полировку пластиковых фар! Студия CHAMELEON в Санкт-Петербурге производит полировку силами специалистов высокой квалификации. У нас вы можете получить гарантированно отличный результат по низкой цене.
Игорь
Полировщик
Марк
Полировщик
Роман
Менеджер
Денис
Руководитель
Chameleon на карте Санкт‑Петербурга — Яндекс Карты
Присоединяйтесь к числу клиентов автостудии
CHAMELEON
С момента открытия в Санкт-Петербурге автостудии CHAMELEON уже более 3000 автовладельцев смогли оценить всю красочность и исключительность нового дизайна своих автомобилей. Уровень профессионализма наших сотрудников, а также качество материалов нашло свое отражение в отзывах клиентов.
Нанесение виниловых и полиуретановых пленок для нас творческий процесс. Советуем, развиваем гениальные идеи, предлагаем новинки. Качество работы — это наше кредо!
06
Бесплатная
консультация мастера
Полировка тела Стоковые фото, картинки и изображения
Вид сзади женщины, делающей массаж горячим шоколадомPREMIUM
Молодая женщина, проводящая процедуру скрабирования тела морской солью в спа-салоне, вид сверхуPREMIUM
Молодая женщина, проводящая процедуру скрабирования тела морской солью в спа-салоне салонPREMIUM
Азиатская женщина наслаждается соляным скрабом в спа-салоне.PREMIUM
Крупным планом изображение женщины, наслаждающейся роскошными процедурами в спа-салонеPREMIUM
Молодая женщина делает скраб для кожи с соляным скрабом, велнесPREMIUM
Красивая женщина делает пилинг в спа-салонеPREMIUM
Мужчина на пляже возвращает бойфренду солнцезащитный кремPREMIUM
Крупный план: массажист посыпает солью спа на спину красивой женщины перед массажем, чтобы очистить кожу для расслабления и терапии, спа conceptPREMIUM
Обрезанный вид и вид сзади девушки наносят крем на кожу плеч, делая массаж по уходу за телом. Панорамный вид на молодую взрослую женщину в халате, проводящую утро в ваннойPREMIUM
Женщина, сидящая на земле, руками нанесите крем на ноги.PREMIUM
Ноги молодой женщины в пене в ванне на размытом переднем планеPREMIUM
Антицеллюлитный массаж бедер с использованием вакуумных банок. массажист делает антицеллюлитный массаж молодой женщине в спа-салоне. ПРЕМИУМ
Красивая женщина получает массаж в спа-салоне. ПРЕМИУМ
Кижи или травяные мешочки аюрведический массаж. практикующий аюрведический массаж, обмакивающий обернутый хлопком пучок трав в ароматическое масло. ПРЕМИУМ
Вид сзади женщины, делающей массаж горячим шоколадом. красивая блондинка получает косметические процедуры с соляным скрабом в спа-салонеPREMIUM
спа-процедуры для кожи в салонеPREMIUM
Крупный план увлажняющего крема на ноге женщины, в другой руке она держит макет дозатора с косметикой. PREMIUM
Косметолог наносит солевой скраб на спину молодой женщины.PREMIUM
Мытье рук и мыльная пена на пенном фоне. REMIUM
Молодая женщина моет плечо мыльным бруском в ваннеPREMIUM
МассажPREMIUM
Крупный план молодой женщины, сидящей на кровати и наносящей после бритья увлажняющий крем на ноги, чтобы сделать ее кожу гладкой и увлажненнойPREMIUM
Азиатская молодая красивая женщина получает спа-процедуры на спине; фото вида сверхуPREMIUM
Красивая женщина делает пилинг в спа-салонеPREMIUM
Ожоги на коже. лечение ожоговPREMIUM
Спа-инструменты в салоне красоты для массажа и лечебных мероприятий. массаж ногPREMIUM
Женское тело покрывает ее руками, вымазанными золотой краской или блестками на коричневом винтажном студийном фоне, крупный планPREMIUM
Ритуалы красоты. крупным планом расслабленная индианка, делающая массаж с морской сольюPREMIUM
Красивая женщина из Азии наслаждается массажем с соляным скрабом в оздоровительном спа-центре в Таиланде. PREMIUM
Женщина наносит натуральный крем, женщина увлажняет руку косметическим кремом, концепция спа и маникюра. Удивительно привлекательная, она, ее леди, размазывает крем, показывая хороший результат в бледно-розовом изолированном лифчике. ПРЕМИУМ
Спа-концепция. молодая женщина расслабляется на массажном столе с питательным скрабом на спине. PREMIUM
Солнцезащитный крем для ухода за кожей. крупный план женских ног, наносящих солнцезащитный лосьон перед принятием солнечных ванн. красивая темнокожая женщина наносит крем на загорелую ногу на тропикеPREMIUM
Люди, красота, лечение, уход за телом и концепция релаксации — крупный план красивой молодой женщины, делающей солевой массаж в спа-салонеPREMIUM
Молодая женщина, проходящая процедуру скрабирования тела морской солью в спа-салоне, крупным планомPREMIUM
Обработка шоколадной маски женщина в салоне красотыPREMIUM
Красивая молодая женщина использует мочалку для душа, принимая душ в ваннойPREMIUM
Молодая женщина делает процедуру скрабирования тела морской солью в спа-салоне, крупным планомPREMIUM
Симпатичная девушка моет грязное тело после работы в садуPREMIUM 900 03
Молодая женщина моется с мылом в душеPREMIUM
Миролюбивая брюнетка получает косметические процедуры соляным скрабом в спа-центреPREMIUM
Женщина, сидящая на земле, руками наносите крем на ноги. ПРЕМИУМ
Девушка в спа-салоне, шоколадное обертывание, омоложение кожи. концепция косметического лечения.PREMIUM
Симпатичная блондинка с вакуумной чашкой на спине в спа-салоне.PREMIUM
Медовый массаж девушки в спа-салоне.0003
Женщина со стройным теломPREMIUM
Кремовый. фотография крупным планом женщины, наносящей крем на ногу. PREMIUM
Женщина делает аюрведический массаж с травяным шариком. PREMIUM
Умелый косметолог массирует женскую спину глиняным порошком. молодая женщина лежит с удовольствиемPREMIUM
Крупный план женщины, демонстрирующей идеальные гладкие ногиPREMIUM
Массаж, спа, массаж вьетнамскийPREMIUM
Черно-белое фото крупным планом женщина держит губку на лобке в душеPREMIUM
Женское тело, касающееся мужской руки, черно-белоеPREMIUM
Спа-терапия для женщины, получающая косметическую шоколадную маскуPREMIUM
Спа-терапия для женщины, получающая косметическую шоколадную маскуPREMIUM
Женщина, получающая антицеллюлитный массаж бедер с использованием вакуумных банокPREMIUM
Молодая женщина процедура очистки тела морской солью в спа-салоне, крупным планомPREMIUM
Обрезанный вид сзади на молодую взрослую девушку, принимающую душ, стоящую в ванной с копией пространства на заднем плане, держащую руку на плече с мыльной пенойPREMIUM
Повысьте уровень пенообразования. обрезанный снимок женщины, использующей гель для душа на коже. PREMIUM
Аюрведический массаж кижами или травяными мешочками, сделанными из различных сушеных трав, завернутых в хлопчатобумажную ткань, в оздоровительном центре. женщины используют его во время менструацииPREMIUM
Привлекательный молодой человек намыливает руку губкой в ванной крупным планомPREMIUM
Процесс расслабляющего массажа с темным шоколадом в спа-салоне. действие. крупный план мужчины, наливающего расплавленный шоколад из миски на женские ноги, концепция косметологии. ПРЕМИУМ
Концепция депиляции и красоты — процедура удаления волос на ноге красивой женщины с сахарной пастой или воском, медом и розовыми перчатками. ПРЕМИУМ
Синяки и синяки на ногах девушки.
Они кристально ясно дали понять, что сегодня спа-день. снимок молодой женщины, наслаждающейся солевым пилингом в спа-салоне. ПРЕМИУМ
Массажист делает шоколадную маску для ног.PREMIUM
Молодой человек распыляет духи на черном фоне. REMIUM
Счастливая молодая женщина наносит на тело гель для душа с помощью губки из люфы, принимая душ. PREMIUM
Всегда свежий. счастливая позитивная радостная женщина улыбается и держит руку вверх во время использования дезодоранта. 0003
Врач массирует женщину шоколадомPREMIUM
Косметическая процедура сахарной депиляции с нанесением на кожу пасты для шугаринга для депиляции в салоне красотыPREMIUM
Молодая женщина моется гелем для душа, душPREMIUM
Концепция ухода за телом. женщина бреет волосы на ногах в ванной. длинные женские ноги с идеально гладкой мягкой кожей. эпиляция подмышек, средство для удаления волос lacer. гладкая кожа после депиляции.PREMIUM
Крупный план: массажист посыпает солью спа на спину красивой женщины, спа-терапевт наносит соль на азиатскую красивую женщину, концепция спа-парыPREMIUM
Девушка моет ноги пуфом с пенойPREMIUM
Женская рука, прижимающая сухую щетку к верхней части ноги. лечение целлюлита, сухая чистка.
Мы уже писали о том, что без VIN-кода в читаемом виде сотрудник ГИБДД имеет право отказать в постановке машины на учет. Но забыли рассказать, что это и где его искать.
VIN-код – это номер кузова автомобиля, краткое название представляет собой аббревиатуру словосочетания «Vehicle Identification Number» (англ.), что переводится «идентификационный номер транспортного средства». Он состоит из семнадцати символов, среди которых цифры и буквы. Чтобы обеспечить уникальность, в данном коде не используются I, O и Q, поскольку они слишком схожи с цифрами 0 и 1. В отличие от документов на автомобиль, этот номер присваивается фирмой-изготовителем и не меняется с течением времени. Проще говоря, с каким VIN-кодом выпустили автомобиль с конвейера, с таким машина пойдет на разбор или утилизацию.
Впрочем, сочетание букв и цифр не просто уникально, в нем содержится информация о годе выпуска, производителе, характеристиках транспортного средства. Знать VIN-код автомобиля важно не только для умения его найти и обезопасить от порчи. Данные позволят Вам также классифицировать машину и проверить, не пытается ли продавец продать Вам автомобиль, который находится в розыске. Год выпуска и многие другие данные в бумажных документах подделать легко, особенно с современными технологиями. А вот перебить VIN-код – дело непростое.
Какую информацию можно почерпнуть из VIN?
В документах код тоже указывается – в паспорте ТС или свидетельстве о регистрации автомобиля. Проверить историю автомобиля по VIN-коду, номеру кузова и шасси можно на сайте ГИБДД. Там же Вы можете узнать не только историю, но и количество владельцев, были ли ДТП с участием автомобиля, не числится ли авто в залоге или в угоне, а также нет ли у автомобиля запрета на регистрацию. Существуют сайты, где можно расшифровать код онлайн, не тратя время на то, чтобы сделать все самостоятельно. Это имеет смысл, только если Вы имеете дело с редкими и дорогими автомобилями, и Вам нужно как можно точнее знать все детали, так как это влияет на цену.
Вот что содержится в коде:
— Первая часть – три буквы или буквы с цифрами – обозначение географической зоны, кода страны и кода изготовителя ТС.
— Вторая часть – символы с четвертого по восьмой – обозначение ТС по конструкторской документации. Вы можете узнать данные о модели, типе кузова, уровне оснащения автомобиля, двигателе.
— Третья часть – это один символ, девятый. Контрольный знак, который позволяет узнать подлинность самого кода.
— Четвертая часть – это два символа – год выпуска машины и завод изготовитель. Расшифровать их можно при помощи специальной таблицы.
— Последняя часть – это шесть символов – серийный номер автомобиля.
Где искать VIN?
Так как VIN – это уникальный номер, и по нему можно узнать практически все об автомобиле, то важна его труднодоступность для того, чтобы его было крайне сложно перебить.
VIN код можно найти:
— На левой части приборной панели внизу лобового стекла. При этом увидеть его можно только снаружи авто.
— В самом низу арки рядом с сиденьем водителя. Увидеть его можно только с открытой дверью.
— Под капотом. Специальная маркировочная табличка может быть закреплена при помощи заклепок или винтов.
— Под креслом водителя. Увидеть код можно в случае, если вы отодвинете само кресло и отогнете коврик.
— На внутреннем своде левого колеса.
— На кронштейне, который поддерживает радиатор.
На автомобилях американского производства кузовной номер также могут размещать на торпедо со стороны водителя, там, где лобовое стекло соединено с капотом. В проеме водительской двери обычно размещается стикер с этим номером, который его дублирует. В целом, требование у расположения номера одно – его размещают на неразъемных составляющих кузова, шасси и на шильдиках. Если у автомобиля рамная конструкция, то код могут наносить на лонжероны. Это усложняет работу желающим данный код перебить.
Обратите также внимание, что проверять стоит все места, где номер может быть. Не стесняйтесь внимательно рассматривать места его расположения и проверять несколько мест – нередко злоумышленники перебивают номер в том месте, где его проще всего перебить, надеясь на то, что покупателю будет лень проверять остальные места.
Остались вопросы?
Оставьте заявку, и наш менеджер свяжется с Вами в рабочее время в течение 15 минут
Как узнать vin-код автомобиля
Американские производители ввели ВИН-коды в середине прошлого века. В то время небыло каких-то правил, поэтому у разных производителей было по своему. Только к 80-ым годам Национальной ассоциацией безопасности на дорогах были созданы единые правила.
Что из себя предствляют ВИН-номера?
Фактически, это комбинация числовых и буквенных знаков, которые соответствуют стандартам ISO. Они описывают производителя транспорта, дату производства, технологические особенности оборудования и прочее.
Иными словами, в некотором смысле — автомобильный код ДНК. Стандартный ВИН-код содержит 17-ть знаков — это цифры и прописные латинские буквы, за исключением O, I, Q.
Где размещается ВИН-номер?
Таблички с набитым VIN могут быть расположены под капотом, ниже лобового стекла, спереди на левой кузовной,на рамке либо под полом.
Зачем используется ВИН-номер?
Для непросвещенных эти знаки, кажутся подобранными хаотичными, но, по ним можно узнать:
состояние производителя,
время изготовления,
тип силовой установки и кузова,
характеристики оборудования и пр.
Уникальность идентификационного номера конкретного автомобиля разные организации используют в своих базах данных. Благодаря этому можно сказать о продаже машины, попадании в дтп и многое другое.
Можно ли понять, что зашифровано в VIN-коде?
Вин-номер имеет трех основные части.
Информация о месте изготовления автомобиля, имеет три символа так называемого «Всемирного кода производителя» (WMI), присвоенного американской объединением автопроизводителей (SAE).
1-ая цифра показывает место завода:
1–5 – Северная Америка,
6 и 7 – Океания,
8,9, 0 – Южная Америка,
для Европы выделены буквы S–Z,
Азия идентифицируются буквами J–R,
для Африки используют буквы А – H.
Информация из 6-ти знаков, показывают модификация, кузов, двигатель, положение управления, тип кпп, привода и прочиеие данные. В некоторых случаях применяют не 6, а 4 либо 5 знаков, добавляя 0 вместо недостающих.
Восемь знаков (четыре из них обязательно цифры) – индивидуальный номер автомобиля, также указывающий время выпуска, модель и место производства.
Год модели обозначается 10-м знаком кода, он также является 1-ым в разделе ВИС.
1971–1979 — обозначается цифрой 1–9.
1980–2000 — буква А–Y.
2001–2009 — возвращаются цифры, потом опять ставятся буквы.
Как использовать VIN-номера?
При помощи VIN-кода можно получить информацию про историю автомобиля, это важным при возможной покупке. В настоящее время в интернете есть много сайтов, предлагающие информацию по расшифровке VIN lookup, а некоторые продавцы автомобилей также предлагают их проверку.
Особенности изготовления номеров взамен утерянных
На автомобильных дорогах возможны различные, порой непредвиденные ситуации. Бывает и такое, что номер транспортного средства по каким-либо причинам теряется. О том, как поступать в подобных случаях, пойдет здесь речь….
Недостатки ГБО
В последние годы число автолюбителей, устанавливающих на свои машины газобалонное оборудование. По количеству транспорта с ГБО на первом месте находится Турция, далее Россия, Польша и Украина. Преимуществ переоборудованных…
Варианты подержаных «Форд-Фокус»
Европейская версия «Фокуса» с дизельным двигателем может удивить покупателя неприятным сюрпризом – неадаптированные к нашему климату и топливу, эти моторы потребуют более тщательного и квалифицированного ухода и обслуживания, а…
Быстрое изготовление автономера
Всевозможные сочетания цифр, букв или иных знаков всегда представлялись действительно важным сочетанием для большинства людей. Существует даже научное направление – нумерология, а «символичные» сочетания…
ЗАЗ 969: внедорожник из прошлого
ЗАЗ 969 – машина, которая на сегодняшний день является самым настоящим раритетом. Дело в том, что ее разработка началась одновременно с популярным запорожцем еще в середине шестидесятых годов. Образцы были собраны в 64-му году, а…
Код какой страны скрыт в VIN вашего автомобиля?
17,7 тыс. просмотров
В одной из наших предыдущих статей мы расшифровывали VIN автомобиля, так что вы уже знаете, что первые 3 цифры составляют мировой идентификатор производителя. В США Общество автомобильных инженеров (SAE) присваивает WMI странам и производителям.
Код страны или региона
Обычно первая буква — это страна-производитель, вторая — производитель, а третья — тип транспортного средства или производственное подразделение.
В таблицах ниже показано, какие коды стран и регионов скрыты при поиске VIN вашего автомобиля.
Коды для Африки
AA-AH
Южная Африка
CA-CE
Бенин
DL-DR 9 0025
Замбия
AJ-AN
Кот-д’Ивуар
CF-CK
Мадагаскар
EA-EE
Эфиопия
BA-BE
Ангола
CL-CR
Тунис
EF-EK
Мозамбик
BF-BK
Кения
DA-DE
Египет 900 25
FA-FE
Гана
BL-BR
Танзания
DF-DK
Марокко
FF-FK
Нигерия
Как видно из приведенной выше таблицы, AA-AH — это код, обозначающий Южную Африку. Он охватывает диапазон AA, AB, AC, AD, AE, AF, AG и AH, что означает, что все автомобили с этими кодами были произведены в Южной Африке.
Коды Азии
J
Япония
MF-MK
Индонезия
PF-PK
Сингапур
KA-KE
Шри-Ланка
ML-MR
Таиланд
PL-PR
Малайзия
900 23
KF-KK
Израиль
MS-M0
Мьянма
RA-RE
Объединенные Арабские Эмираты
KL-KR
Korea (South)
NA-NE
Iran
RF-RK
Taiwan
KS-K0
Kazakhstan
NF-NK
Pakistan
RL-RR
Vietnam
L
China (Mainland)
NL-NR
Turkey
RS-R0
Saudi Arabia
MA-ME
India
PA-PE
Philippines
Европейские коды
SA-SM
Великобритания
VA-VE 900 25
Австрия
X3-X0
Россия
SN-ST
Германия (бывшая ГДР)
VF-VR
Франция
YA-YE
Бельгия
SU-SZ
Польша
VS-VW
Испания
YF-YK
9002 4 Финляндия
S1-S4
Латвия
VX-V2
Сербия
YL-YR
Мальта
9 0024 TA-TH
Швейцария
V3-V5
Хорватия
YS-YW
Швеция
TJ-TP
Чехия
V6-V0
Эстония
YX-Y2
Норвегия
TR-TV
Венгрия
W
Германия (ранее Западная Германия)
Y3-Y5
Беларусь
TW-T1
Португалия
XA-XE
Болгария
Y6-Y0 900 25
Украина
UH-UM
Дания
XF-XK
Греция
ZA-ZR
Италия
UN-UT
Ирландия
XL-XR
Нидерланды
ZX-Z2
Словения
UU-UZ
Румыния
XS-XW
Россия (бывший СССР)
Z3-Z5
Литва
U5-U7
Словакия
XX -X2
Люксембург
Коды Северной Америки, Южной Америки и Океании
90 022
Южная Америка
Северная Америка
8A-8E
Аргентина
9F-9K
Колумбия
1, 4 или 5
90 024 США
8F-8K
Чили
9L-9R
Парагвай
2
Канада
8L-8R
Эквадор
9S-9W
Уругвай
3A-3W
Мексика
8S-8W
Перу
9X-92
Тринидад и Тобаго
3X-37
Коста-Рика
8X-82
Венесуэла
93–99
90 024 Бразилия
38-39
Каймановы острова
9A-9E
Бразилия
9002 5
Океания
6
Австралия 90 025
7
Новая Зеландия
Неназначенные коды
Некоторые коды на данный момент остаются неназначенными и могут быть востребованы производителями новых автомобилей.
Такие материалы, как железо и сталь, склонны вступать в реакцию с воздухом и влагой, присутствующими в окружающей среде, что приводит к образованию ржавчины. Горячее цинкование защищает железные и стальные заготовки от ржавления и увеличивает срок их службы.
Но что именно представляет собой горячее цинкование, и какие процессы включает в себя?
Горячее цинкование — это тип процесса цинкования, при котором железные или стальные заготовки погружаются в ванну с расплавленным цинком, поддерживаемым при температуре около 450 °C. Верхний слой основного металла вступает в реакцию с расплавленным цинком и создает защитный слой на заготовке.
В этой статье представлено подробное руководство по горячему цинкованию, а также его преимущества и ограничения. В конце мы также обсудим разницу между горячим и холодным цинкованием.
Что такое горячее цинкование?
Защитный слой, образующийся при горячем цинковании, затем подвергается окислению с образованием оксидного слоя, который при воздействии окружающей среды превращается в карбонатный слой.
Как правило, гальванизация стальных заготовок выполняется после завершения любой необходимой термической обработки, например, отжига стали.
Гальванизация может выполняться различными методами, такими как электролиз, термическая диффузия или метод горячего цинкования.
Горячее цинкование идеально подходит для обработки крупногабаритных деталей и поэтому широко используется в промышленности.
Процесс состоит из четырех этапов: этап подготовки поверхности, этап цинкования, этап последующей обработки и этап контроля.
Этап 1: Подготовка поверхности
Начальным этапом является подготовка поверхности стальных или железных объектов, подлежащих гальванизации.
Этот этап включает в себя различные процессы, такие как обезжиривание, кислотное травление и флюсование, для улучшения качества поверхности заготовки, что обеспечивает надлежащую гальванизацию.
Обезжиривание
Заготовки погружаются в ванну для обезжиривания, где они промываются для удаления грязи, пыли и масляных отложений с их поверхности.
Кислотное травление
После обезжиривания заготовки погружают в ванну для кислотного травления, где их промывают для удаления оксидов железа и сглаживания шелушащихся поверхностей (или заусенцев, образовавшихся при обработке).
Флюсование
Наконец, заготовки погружают в раствор флюса, обычно содержащий 30 % хлорида цинк-аммония при температуре 65-80°C (338-353 K).
Это позволяет удалить все оставшиеся окислы и нанести защитный слой для предотвращения дальнейшего окисления.
Это самый важный этап подготовки поверхности, поскольку тщательная очистка от окислов обеспечит гладкое и равномерное осаждение цинка на железные или стальные заготовки.
Шаг 2: Гальванизация
После подготовки поверхности заготовки наступает время начать процесс гальванизации.
Заготовки погружаются в вану с расплавленным цинком, поддерживаемую при температуре около 450 °C (723 K).
Как правило, они погружаются в ванну под углом, чтобы пузырьки воздуха выходили из полых частей заготовки.
При погружении в ванну для цинкования железо или сталь вступает в реакцию с цинком, образуя многочисленные интерметаллические слои цинк-железо, причем внешний слой состоит из чистого цинка.
Эта реакция происходит очень быстро на начальных этапах, во время которых образуется первичное покрытие, после чего она начинает замедляться, и толщина покрытия постепенно увеличивается.
Погружение обычно занимает от четырех до пяти минут. Однако время погружения увеличивается по мере увеличения размера объекта.
После извлечения предметов из чайника для цинкования цинковое покрытие сначала окисляется до оксида цинка, который вступает в реакцию с углекислым газом в воздухе и образует слой карбоната цинка, дополнительно предотвращающий коррозию.
Шаг 3: Последующая обработка
Последующая обработка — это дополнительный этап, на котором оцинкованную заготовку либо закаливают в воде, либо дают ей остыть под принудительным воздействием холодного воздуха от компрессора.
Закалка обеспечивает самую быструю скорость охлаждения, повышая при этом твердость заготовки, в то время как воздушное охлаждение обеспечивает более дешевую альтернативу со сравнительно меньшей твердостью.
Оцинкованные объекты могут быть окрашены или покрыты дополнительным покрытием для повышения их эстетической ценности и обеспечения дополнительного защитного слоя.
Шаг 4: Контроль
Этап контроля включает в себя визуальную проверку оцинкованных заготовок, чтобы определить, были ли они полностью оцинкованы или нет.
Помимо визуального контроля, заготовки также проверяются магнитным толщиномером и неразрушающим ультразвуковым контролем для обеспечения равномерности толщины покрытия.
Весь процесс горячего цинкования занимает около двенадцати часов.
Преимущества горячего цинкования:
Горячее цинкование обладает различными преимуществами, что делает его одним из наиболее предпочтительных методов гальванизации в различных отраслях промышленности.
Устойчивость к коррозии
Защитный слой, образующийся в процессе ГГЦ, защищает железные и стальные заготовки от износа, вызванного ржавлением поверхности.
Даже если это покрытие стирается или царапается, оставляя часть поверхности железа или стали открытой, цинк, будучи более реакционноспособным, окисляется, образуя защитный оксидный слой на поверхности.
Экологически чистый процесс
Горячее цинкование — это экологически чистый процесс с низким углеродным следом, который приводит к минимальному образованию токсичных паров или вредных отходов.
Кроме того, этот процесс увеличивает срок службы заготовок, что приводит к уменьшению количества отходов и даже позволяет использовать переработанные железо, сталь и цинк.
Эстетичный внешний вид
Защитное покрытие, полученное в результате горячего цинкования, имеет блестящий и гладкий вид, что повышает эстетическую ценность изделия.
Коммерческие конструкции, такие как столбы освещения или опоры зданий, являются одними из распространенных примеров, в которых используется горячее цинкование для достижения блестящей поверхности с увеличенным сроком службы.
Быстрый процесс
Процесс горячего цинкования занимает около 12 часов (для больших заготовок), что относительно меньше, чем другие процессы нанесения слоев, такие как порошковая окраска или окраска распылением.
Гибкость применения в строительстве
По сравнению с бетонными столбами, использование оцинкованных железных или стальных столбов обеспечивает гибкость при проектировании инфраструктуры, поскольку их можно легко сваривать, соединять болтами или сращивать для формирования сложных конструкций.
Экономичность
Стоимость процесса горячего цинкования относительно дешевле по сравнению с другими процессами нанесения слоев, такими как порошковое покрытие или электростатическое напыление.
Кроме того, защитный слой предохраняет заготовку от воздействия неблагоприятных условий окружающей среды, что приводит к минимальным требованиям к техническому обслуживанию и дальнейшему снижению общей стоимости.
Ограничения горячего цинкования:
Опасно при неосторожном обращении
Процесс горячего цинкования включает в себя работу с расплавленными цинковыми ваннами и растворами для обработки поверхности, содержащими агрессивные химикаты, такие как кислоты, а также тяжелые предметы и конструкции.
Эти химикаты могут раздражать дыхательную систему при вдыхании и вызывать сыпь на коже при контакте.
Расплавленные растворы и горячие предметы могут вызвать ожоги, которые могут оказаться смертельными, а неправильное обращение с тяжелыми заготовками может привести к несчастным случаям и поставить под угрозу жизнь оператора.
Поэтому при проведении процесса горячего цинкования следует применять соответствующие протоколы безопасности, такие как ношение защитного снаряжения, соблюдение безопасного расстояния при работе с тяжелыми заготовками и т.д.
Высокая стоимость
Несмотря на то, что процесс горячего цинкования относительно дешевле, чем многие другие процессы нанесения слоев, первоначальные и текущие затраты на него непосильны для любителей и небольших производств.
Оборудование, необходимое для процесса горячего цинкования, занимает значительную площадь и требует сертификации и обучения перед началом работы, что делает его непрактичным для любителей.
Восприимчивость к износу
Оцинкованный слой может быть поврежден при воздействии абразивных веществ, в результате чего может быть поврежден основной материал.
Ограниченное применение
Процесс горячего цинкования ограничен железными и стальными заготовками.
Использование этого процесса для нанесения покрытия на другие материалы приведет к образованию неоднородного слоя, который легко удаляется.
Таким образом, применение процесса горячего цинкования ограничено.
Разница между горячим и холодным цинкованием:
Горячее цинкование
Холодное цинкование
Подготовка поверхности интенсивная
Подготовка поверхности простая
Осаждение цинка через расплавленный раствор
Осаждение цинка через электролиз
Слой цинка более плотный
Слой цинка менее плотный
Более равномерный слой цинка
Менее равномерный слой цинка
Экологически чистый процесс
Образуются токсичные отходы электролита
Сравнительно дорогой процесс
Сравнительно дешевый процесс
Применяется на изделиях любого размера
Применяется на изделиях малого и среднего размера
Горячее цинкование включает в себя несколько этапов обработки поверхности, в то время как при холодном цинковании требуется только кислотное травление и обезжиривание поверхности железного или стального изделия.
При холодном цинковании оцинковываемая конструкция помещается в качестве анода в электролит с солью цинка, после чего на поверхность конструкции посредством электролиза осаждается слой цинка.
С другой стороны, горячее цинкование предполагает погружение заготовки в ванну с расплавленным цинком для формирования защитного покрытия.
В результате горячего цинкования образуется плотный и равномерный слой цинка, в то время как слой, образующийся при холодном цинковании, сравнительно тонкий и легко царапается.
Горячее цинкование является экологически безопасным, в то время как утилизация токсичных отходов электролита, образующихся при холодном цинковании, оказывает негативное воздействие на окружающую среду.
Первоначальные и текущие затраты на холодное цинкование сравнительно ниже, чем на горячее цинкование, что делает его более приемлемым для любителей и небольших производств.
Горячее цинкование обычно используется для крупных конструкций.
Хотя горячее цинкование может использоваться и для небольших изделий, холодное цинкование оказывается сравнительно более экономичным процессом для малых и средних изделий.
Часто задаваемые вопросы связанные с горячим цинкованием:
Можете ли вы покрасить горячеоцинкованную стальную заготовку?
Да, вы можете покрасить оцинкованную стальную заготовку горячим цинкованием. Этот дополнительный слой краски защитит от коррозии и ржавчины, одновременно повышая эстетическую ценность оцинкованной заготовки.
Какую температуру может выдержать оцинкованная сталь?
Оцинкованная сталь может выдерживать температуру примерно до 350°C (623 K), при превышении которой сплав цинка и железа начинает плавиться.
Заключение:
Горячее цинкование идеально подходит для повышения коррозионной стойкости железных и стальных изделий.
Из-за высоких первоначальных инвестиций этот метод лучше всего подходит для цинкования больших заготовок, что делает его идеальным для таких отраслей, как автомобилестроение, судостроение, строительство и т. д.
Если вы ищете более дешевую альтернативу для гальванизации небольших заготовок, то холодное цинкование должно стать вашим основным методом.
Однако горячее цинкование обеспечивает различные преимущества перед холодным цинкованием, и поэтому вы можете выбрать профессиональные услуги горячего цинкования, чтобы получить высококачественный оцинкованный продукт.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Анодированный алюминий: Всё что нужно знать» и «Черные и цветные металлы: различия и области применения».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Автор admin На чтение 5 мин. Просмотров 1.5k. Опубликовано
Цинкование металла – это достаточно распространенный способ формирования антикоррозийного покрытия, защищающего металлопрокат или сборные металлоконструкции. Причем цинкование объединяет в себе две противоречивые характеристики – высокую эффективность и низкую стоимость технологического процесса.
Поэтому в данной статье мы познакомим наших читателей с различными технологиями нанесения «цинковых» покрытий, среди которых найдутся и процессы, ориентированные на реализацию «своими руками».
Содержание
Технология цинкования металла: обзор типовых процессов
Горячее цинкование
Холодное цинкование
Гальваническое цинкование
Термодиффузионное цинкование
В процессе цинкования не поверхность металлоконструкции наносится слой защитного покрытия, основным компонентом которого является цинк, который, со временем, трансформируется в оксид этого металла. В итоге, оксидная пленка защищает основной металл и от контакта с атмосферным кислородом и препятствует образованию оксида железа (ржавчины).
Причем такую пленку можно получить разными способами. И каждый способ используется в роли базиса для того или иного технологического процесса.
Однако в промышленности, а равно и в быту, используются всего четыре технологии:
И далее по тексту мы изучим каждую разновидность упомянутых технологических процессов, делая упор на описание самой процедуры цинкования. Причем в каждом обзоре будут упомянуты как достоинства, так и недостатки конкретных технологий цинкования металлоконструкций.
Горячее цинкование
Данная технология характеризуется максимальной эффективностью и самой высокой стоимостью. Обработанные разогретым до 460 градусов Цельсия цинком детали защищены от коррозии на протяжении, как минимум, 50 лет. К тому же, такие покрытия выдерживают даже легкую деформацию основы и глубокие царапины.
Однако цены на цинкование металла горячим способом самые высокие из всех возможных. Ведь данная технология реализуется путем погружения заготовки в ванну с горячим цинком. То есть, для обработки даже маленькой детали необходимо разогреть и удерживать в расплавленном состоянии несколько десятков килограмм цинка, а крупногабаритные изделия окунают в ванну с несколькими тоннами расплавленного металла.
При этом сам процесс цинкования выглядит следующим образом:
Заготовку чистят пескоструйкой, обезжиривают растворителем органики и передают дальше.
На следующем этапе заготовка покрывается тонким слоем флюса, который останавливает процесс окисления железа.
Далее заготовку погружают в разогретую до 460 градусов Цельсия ванну, заполненную 98-процентным цинком. Причем время погружения определяется исходя из массы заготовки. Ведь металл должен прогреется до тех же 460 градусов. И только после этого заготовку можно извлечь из ванны.
После этого оцинкованную заготовку «сушат» на центрифуге или вибромашине. Ведь оптимальная толщина покрытия равна всего 60-80 микрометрам, а на поверхности детали может скопиться и миллиметровый слой горячего цинка.
Последний этап – контроль качества, во время которого измеряется толщина покрытия и проверяется непрерывность защитного слоя.
Холодное цинкование
Если вас интересует цинкование металла в домашних условиях, то обратите внимание на эту технологию. Ведь холодное цинкование это тоже окрашивание, которому предшествует тщательная зачистка поверхности металла.
Правда для такого окрашивания сгодится далеко не каждая эмульсия, а только такие составы, в которых содержится не менее 98 процентов порошкового цинка.
Причем лучшей методикой нанесения состава на защищаемую поверхность считается напыление эмульсии пульверизатором.
Сам процесс цинкования состоит из следующих этапов:
Механической очистки защищаемой поверхности (абразивная обработка и стачивание острых кромок).
Химической очистки поверхности (обезжиривание растворителем).
Грунтовка поверхности.
Окрашивание поверхности цинкосодержащим составом.
Причем холодное цинкование металла своими руками дает такой же результат, как и «промышленные» технологии (горячее нанесение, гальваническое напыление и прочее), а расходы на техпроцесс в данном случае минимальны.
В итоге, холодное цинкование можно назвать самой эффективной технологией из дешевых или самой дешевой из эффективных.
Гальваническое цинкование
Эта технология используется в производстве декоративных элементов и мелких утилитарных предметов (проволоки, сетки, гвоздей и так далее). Толщина гальванического покрытия – всего 20-25 микрометров. Ведь получить что-то большее в процессе электролиза попросту невозможно.
Отсюда идут все достоинства и недостатки данной методики. Причем к достоинствам относятся равномерность нанесения слоя покрытия, привлекательный внешний вид, высокая скорость формирования защитного слоя.
А к недостаткам следует причислить низкую адгезию покрытия к металлу, изменение прочностных характеристик основы и низкую механическую прочность покрытия.
Однако такая технология характеризуется высокой скоростью реализации, а оборудование для цинкования металла методом гальванизации стоит очень дешево.
Ну а сам процесс электролизного цинкования выглядит следующим образом:
В заполненную электролитом (токопроводящей жидкостью) ванну погружают катод и анод. Причем роль анода играет цинковая пластина (или шар), а роль катода – защищаемое изделие.
После погружения на электроды (катод и анод) подают ток нужной силы и напряжения. Причем силу тока вычисляют исходя из площади защищаемой поверхности: на один квадратный дециметр нужно не мене пяти ампер.
После замыкания цепи анод начинает «таять», а ионы цинка, транспортируемые электродвижущей силой, оседают на катоде (стальной заготовке).
В итоге, регулируя силу тока, форму и массу анода, а равно и состав электролита, можно получить различные классы цинкования металла: от тривиального декоративного напыления, до сверхпрочного покрытия с регулируемой толщиной.
Термодиффузионное цинкование
Эта технология предполагает нанесение покрытия на предварительно разогретую поверхность. Стальные детали погружают в печь (в герметичной реторте) и разогревают до 400 градусов Цельсия, засыпав шихтой (цинковым порошком). В процессе нагрева в инертной среде или вакууме наблюдается диффузионное проникновение цинка в верхние слои основного металла.
С помощью такой технологии можно получить самое стойкое покрытие (прочность до 4500 мПа), которое распределяется по поверхности любого изделия (даже мелкого метиза). Причем ржавчина, следы лакокрасочного покрытия или масляные пятна термодиффузионному цинкованию не помеха. Однако такая технология требует особого оборудования и связана со значительными энергозатратами – на 250 килограмм металлоконструкции тратится не менее 100 КВт.
Поэтому термодиффузионное цинкование используют только в серийном производстве, для защиты особо ответственных узлов и деталей.
Горячее цинкование — BIO Stefan Outdoor & Living
антрацит биостефан кликни и собери Сделай сам сделай сам удар молотком кларна Коробка для мусора лучшая цена Коробка для мусора био Стефан Контейнер для мусора элегантный Коробка для мусора серая Коробка для мусора дешево Купить ящик для мусора Коробка для мусора Австрия Стальной ящик для мусорного ведра Крышка для мусорного бака Купить крышку мусорного ведра Австрия PayPal RAL7016 Самовывоз оцинкованный виза ВД40 —
Технически ящики для мусорных баков BIO Stefan оцинкованы горячим способом, а затем покрыты. Но что это значит?
При горячем цинковании стальной основной материал погружается в ванну с расплавленным цинком (около 450°C). После стекания в качестве покрытия остается более или менее тонкий слой цинка. Это формирует как активную, так и пассивную защиту от коррозии: тонкий слой защищает основной металл от влаги (пассивная), а также действует как расходуемый анод (активная). Сталь под цинковым покрытием защищена от коррозии до полного израсходования цинка. Цинковое покрытие в свежем виде ярко блестит. Со временем в результате коррозии образует патину, что делает внешний вид более темным и матовым.
Так почему же ящики не выглядят, как обычно, из оцинкованной листовой стали?
Горячеоцинкованные изделия также могут быть покрыты краской. Чтобы краска хорошо держалась, обычно предварительно наносится улучшитель адгезии (грунтовка). Цвет RAL 7016, в котором производятся все BIO Stefan, адаптируется практически к любой ситуации и созвездию и обеспечивает неподвластный времени эстетический вид на долгие годы!
Команда BIO Stefan желает вам удачи и удовольствия от покупок и рада помочь вам в выборе подходящего элегантного покрытия для мусорных баков от BIO Stefan из Австрии!
Назад к новостям
Отличные новости от BIO Stefan: наши ящики для мусора устанавливают новые стандарты в устойчивой жилой архитектуре!
Волшебное преображение ваших мусорных баков: откройте для себя гламурную роскошь облицовки мусорных баков Stahlfred и Scrooge
Будьте готовы к любой погоде со Stahlfred — мусорным ящиком, который не оставит вас под дождем.
Все
Внимательность
алькатрас
Алюминий
антрацит
за кадром
завод
БИО Стефан
биостефан
бизибит
цветы
Офис
нажмите и соберите
кпк
Дизайн
Германия
Сделай сам
сделай сам
пожертвовать
Семейный отдых
воронка
Гензерндорф
Сад
Дизайн сада
золотой дуб
Зелено-коричневый
удар молотком
Дерево
Хольцмихл
Клагенфурт
Складная крыша
Кларна
Кронсторф
классная комната
лавбренд
Михельдорф
Среда Мотивация
утренняя рутина
Город Моцарта
Мусорный ящик
Коробка для мусора
Контейнер для мусора с замком
Коробка для мусора лучшая цена
Коробка для мусора био Стефан
Ящик для мусора Германия
Коробка для мусора элегантная
Коробка для мусора серая
Коробка для мусора дешево
Купить ящик для мусора
Коробка для мусора Австрия
Коробка для мусорного бака стальная
Крышка для мусорного бака
Купить крышку мусорного ведра
Разделение отходов
Мюнхен
Устойчивое развитие
новар
обонятельный
Австрия
PayPal
Посадочная конструкция
Крыша для посадки
философия
Практический
Порошковое покрытие
пюргг
кватро
RAL7016
рал7035
RAL8000
рал8017
RAL9006
Зальцбург
Пункты сбора
шоколадно-коричневый
Самовывоз
Летние каникулы
стилфред
цены на сталь
стенд с украиной
штирия
штейнах
Стильный
Стресс
Управление стрессом
инструменты
украина конфликт
Обшивка
оцинкованный
виза
Фойтсберг
ВД40
белый алюминий
Всепогодный
Баланс трудовой жизни
Рабочее место
Озеро Вертерзее
Можете ли вы покрасить оцинкованную металлическую кровлю? Шаги и советы экспертов
Написано 16 января 2023 г.
, Остин Матц
Многие клиенты спрашивают нас, можем ли мы покрасить оцинкованную металлическую кровлю. Ответ — да! Однако мы можем красить только оцинкованные металлические крыши, которые не имеют предварительной обработки цинком. К счастью, любое другое оцинкованное покрытие на металлической кровле очень просто подготовить и покрасить.
В этом посте наша команда PRS Roofing в Дебари, Флорида, представляет краткий обзор того, как обрабатывать и красить оцинкованные металлическая кровля . Поскольку покраска крыши — опасная задача, мы рекомендуем нанять профессионалов, а не делать ее самостоятельно.
Что такое оцинкованная металлическая кровля?
Кровля из оцинкованного металла состоит из гофрированной стали с цинковым покрытием. Оцинкованное покрытие на стали делает металл более прочным и устойчивым к коррозии и ржавчине, продлевая срок службы кровли. Он также огнестойкий и легкий, что делает его популярным выбором для коммерческих и жилых зданий.
Чем можно покрасить оцинкованную металлическую кровлю?
Вот краткое руководство по окраске оцинкованной крыши.
Шаг первый: покупка расходных материалов
Во-первых, вам нужно выбрать цвет краски. Что касается типа краски, многие люди используют краску для наружных работ, которая вполне приемлема для оцинкованных крыш. Затем соберите припасы:
Грунтовка
Краска
Малярный валик
Лоток
Роликовая ручка
Металлический шпатель (для ремонта)
Шаг второй: устранение любых повреждений
Если на вашей крыше есть какие-либо повреждения, вам необходимо отремонтировать их, прежде чем приступать к покраске. Используя новый лакокрасочный материал и металлический шпатель, вы можете заполнить любые отверстия или ржавые участки, чтобы обеспечить гладкую поверхность для нового слоя краски.
Шаг третий: подготовка крыши
Перед нанесением грунтовки или краски обязательно правильно подготовьте крышу. Вы можете использовать разбавленный раствор 50 % уксуса и 50 % воды, чтобы удалить любые масла или оцинковку с поверхности крыши. Затем используйте моющую машину, чтобы удалить следы грязи, копоти, плесени и мусора.
Шаг четвертый: нанесение грунтовки
После того, как вы закончите ремонт, пришло время нанести грунтовку по металлу. Убедитесь, что грунтовка, которую вы покупаете, подходит для окраски металлической крыши. Покройте все открытые поверхности ровным слоем.
Шаг пятый: нанесение краски
Когда грунтовка полностью высохнет, можно наносить краску. Соберите малярный валик и ручку, затем нанесите гладкое ровное покрытие на поверхность крыши. Мы рекомендуем наносить как минимум два слоя, чтобы обеспечить полное покрытие и дополнительную долговечность. Для любых небольших или труднодоступных мест попробуйте использовать обычную кисть или даже распылитель.
Позвоните нам в PRS Roofing сегодня, чтобы узнать обо всех ваших кровельных потребностях
Итак, в ответ на вопрос «Можете ли вы покрасить оцинкованную металлическую кровлю?» Да, ты можешь. Однако перед покраской необходимо убедиться, что поверхность крыши не подвергалась обработке цинком. Пока вы правильно подготовите поверхность и нанесете грунтовку, вы можете использовать обычную краску для дома.
Если вы хотите, чтобы крышу покрасили профессионалы, или хотите узнать, как выбрать лучшее кровельное покрытие , наши специалисты PRS Roofing могут помочь. Позвоните нам в PRS Roofing сегодня в (800) 750-9198 , чтобы запросить бесплатное предложение.
Об авторе: Остин Матц
Остин Матц, 28-летний уроженец Центральной Флориды и ветеран армии, может похвастаться обширным опытом в страховой и кровельной отраслях. Как операционный менеджер компании PRS Roofing Company в Дебари, штат Флорида, Остин умело ориентируется в сложностях бизнеса. Его опыт дает ему возможность предоставлять услуги высшего уровня, сохраняя при этом твердую приверженность удовлетворенности клиентов. Когда Остин не управляет кровельными проектами, он делится своей любовью к природе со своим сыном, исследуя новые места и создавая незабываемые воспоминания о воде.
Контактная сварка своими руками из микроволновки :: SYL.ru
В данной статье будет рассказано о том, что такое контактная сварка, своими руками как ее сделать, для каких целей использовать. Но все, что делается самостоятельно, должно иметь простейшую элементную базу, поэтому при рассмотрении конструкции основной упор будет сделан на доступные средства. Главное в любом сварочном аппарате, за исключением инверторных – это трансформатор. Он должен быть подходящей мощности, а величина вторичного напряжения — соответствовать номинальным параметрам. Но если говорить конкретно о контактной сварке, то потребуется еще несколько мелких атрибутов.
Преимущество точечной сварки
Для начала необходимо разобраться с тем, что такое точечная (контактная) сварка, какие у нее имеются особенности. Сразу бросается в глаза первое отличие ее от обычной – процесс сваривания происходит при помощи высокого тока и сжатия. Причем сжатие производится в том месте, где делает шов контактная сварка. Своими руками из сварочного аппарата изготавливается путем небольшой модернизации. А именно – установкой клещей с медными электродами. О том, как изготовить электроды, какие к ним предъявляются требования, будет рассказано ниже.
Качество точечной сварки зависит от нескольких параметров, но наиболее важными являются сила тока, при которой происходит сварка, а также величина сжатия деталей. К преимуществам использования точечной сварки можно отнести то, что она с точки зрения экологии полностью безопасна. Не требуется высокая квалификация работника, у нее очень большая производительность, а сварной шов получается качественный. Но самое главное – такую сварку можно автоматизировать, установив электроды на конвейере. Наверняка вы видели, как производятся автомобили. Практически все сварные швы точечные.
Какое оборудование необходимо?
Первое — и самое главное – это сам сварочный аппарат. Изготовить аппарат контактной сварки своими руками можно без труда, если ознакомиться с основными принципами работы этого устройства. Причем можно выделить несколько типов оборудования:
стационарное;
переносное;
передвижное;
подвесное;
специализированное.
У каждого имеются свои особенности, но для использования в быту разумнее применять второй вид – переносной сварочный аппарат. Обратите внимание на то, что сварочный аппарат может работать не только на переменном токе, но и на постоянном. Некоторые конструкции аппаратов содержат в себе пневматический или гидропривод, систему охлаждения. Но в основе, конечно же, лежит трансформатор. Также необходимы электроды, с помощью которых и производится процесс сварки металла.
Как протекает процесс сварки?
Первым делом готовится оборудование и свариваемый материал. Перед началом проведения работ вам потребуется обезжирить поверхность, с которой предстоит работать. Для этого используют сначала механическую чистку, а затем обработку химическими веществами. Контактная сварка, своими руками из микроволновки сделанная, может не справиться с металлом, который сильно загрязнен, поэтому его нужно подвергать очистке перед началом проведения работ.
Чтобы сварка была максимально эффективной, необходимо, чтобы у деталей поверхности были идеально плоскими и ровными. Обратите внимание на то, что контактной сваркой можно работать и с алюминием, и с его сплавами, но при этом следует учитывать маленькую особенность. Подготовка материала должна начинаться как минимум за 10 часов до начала проведения работ. Причина в оксидной пленке, которой покрывается алюминий. Она сильно мешает сварке. Важным моментом является значение сопротивления (электрического) между свариваемыми деталями. Эту величину нужно измерять, зажав детали электродами (при этом подача тока на них не должна осуществляться).
Типы сварных швов
Зачатую используется точечная сварка. Она характеризуется тем, что соединение металла производится в нескольких (или одной) точках. Причем скорость проведения сварки очень высокая, поэтому точек может быть различное количество – до 600 штук в минуту промышленные образцы способны сделать. Конечно, вряд ли такими параметрами сможет похвалиться самодельная контактная сварка. Своими руками из сварочного аппарата можно изготовить весьма примитивную конструкцию, а все работы будут проводиться исключительно вручную.
Но иногда наносится и сплошной шов, хотя таковым его назвать можно с натяжкой. Это не сплошной шов, а множество близко расположенных точек. Производится такая сварка при помощи специальных электродов, которые имеют роликовую конструкцию. С их помощью металл прокатывается, сжимается, сваривается. Но не меньшую популярность имеет сварка встык. Суть в следующем: две свариваемые детали из металла стыкуются и крепко сжимаются при нагреве. Но тут большую роль играет размер деталей, в зависимости от него может применяться одна из разновидностей соединения стык в стык: оплавлением или сопротивлением.
Как определяется качество шва
Когда окончены сварочные работы, нужно провести оценку полученного соединения. Помните, что качество сварного шва зависит от всего: от подготовительных работ, от режима проведения сварки. А если речь идет о точечной и шовной сварке, то стоит обращать внимание и на параметр, называемый величиной ядра точки сварки. Причем не суть важно, какой металл обрабатывается, ядро должно быть больше, чем толщина самой тонкой металлической детали, как минимум в три раза.
Частый брак в сварке – это образование пустот и трещин, проявление недостаточной проварки металла. Но все эти недостатки всплывают от того, что интенсивность прогрева недостаточна или чрезмерна. Качество шва необходимо проверять визуально, допустимо использовать неразрушающий метод контроля. Но стоит отметить, что наличие плохо проваренного металла определить не всегда получается.
Инструменты для сварки
Чтобы качество сварного шва было максимальным, вам потребуется наличие минимального арсенала.
Во-первых, сам сварочный аппарат. О том, как сделать контактную сварку своими руками, будет рассказано несколько ниже.
Во-вторых, электроды для проведения сварки.
В-третьих, металлические щетки, ветошь, кислоты или растворители для того, чтобы провести подготовку свариваемой поверхности металла.
В-четвертых, необходимо иметь средства защиты: краги, маску, закрывающую все части тела, одежду из плотного негорючего материала.
В-пятых, все оборудование необходимо заземлять, чтобы не произошло поражения электрическим током.
Это весь комплект сварщика, теперь нужно поговорить о том, как микроволновку превратить в сварочный аппарат.
Материалы для изготовления сварочного аппарата
Ну вот, вы решились самостоятельно изготовить контактную сварку. Но все упирается в элементную базу. А поможет в конструировании простая бытовая микроволновая печь. Кстати, обычно, если она выходит из строя, то разрушается магнетрон – излучатель микроволн. Все остальные узлы остаются невредимыми, в частности силовой трансформатор. Ко всему прочему, корпус микроволновки можно использовать в качестве шасси самой сварки. Но вам потребуется для изготовления некоторый инструмент и материал.
Самое главное – это трансформатор. У него мощность около 0,5 кВт. Но если необходима сварка с большой мощностью, потребуется применить два таких трансформатора. Для изготовления вторичной обмотки необходим либо один провод с большим сечением (причем именно медный), либо же пучок. Рычаги для изготовления держателя электродов, шасси (как было упомянуто, корпус микроволновки для этой цели использовать можно). Отвертки, провода, струбцину, электроды из меди с необходимыми размерами для проведения сварки.
Изготовление трансформатора
А теперь о том, как сделать трансформатор, с помощью которого будет работать контактная сварка. Точечная, своими руками изготовленная, требует особого внимания к качеству используемых элементов. Следует при выборе трансформатора придерживаться средних параметров, а именно – 1 кВт мощности устройства позволит проводить сварку листовой стали, толщина которой максимум 1 мм. Если же возникает необходимость проводить работы с более толстым металлом, нужно увеличивать мощность – добавлять еще один трансформатор. От них вам потребуется только сердечник (магнитопровод) и первичная обмотка.
Дело в том, что вторичная обмотка по умолчанию выдает около 2000 Вольт, причем сила тока крайне мала. Проводить сварочные работы с такими параметрами не получится, поэтому вторичная обмотка должна быть полностью снята. Вместо нее укладывается максимально возможное количество витков (как правило, помещается не более двух) провода сечением около 10 кв. см. Вместо провода можно использовать медную шину, покрытую изоляцией.
Электроды для сварки
При проведении точечной сварки применяются электроды, конструкция которых отличается от тех, которые вы привыкли видеть. Они должны иметь высокую прочность, чтобы между ними можно было провести сжатие. От размеров и формы зависит качество сварки металла. Минимальный диаметр стержня должен составлять 1 см. Максимальный – 4 см. В качестве материала для электродов необходимо использовать только медь. Обратите внимание на то, что сечение электрода необходимо выбирать таким образом, чтобы оно не было больше, нежели у провода вторичной обмотки. Конечно же, вам необходимо своевременно проводить замену медных электродов, так как они теряют свои свойства. Только в этом случае контактная сварка, своими руками из микроволновки изготовленная, будет работать с максимальной эффективностью.
Точечная сварка из микроволновки сделать самому своими руками: инструкция по изготовлению
В домашнем хозяйстве часто требуется устройство точечной сварки, но купить его сложно из-за высокой цены. Между тем в нем нет ничего сложного, и изготовить устройство можно своими руками. Основой сварочного аппарата является трансформатор. Для личных нужд может быть изготовлена точечная сварка из микроволновки своими руками. Чтобы лучше разобраться с устройством, сначала надо понять, как оно работает.
Принцип действия устройства точечной сварки
Металлические детали помещаются между электродами из меди или латуни, которыми их прижимают друг к другу. После этого через них пропускается электрический ток, нагревающий место сварки докрасна. Детали становятся пластичными, а в месте стыка образуется жидкая ванночка диаметром около 12 мм. Под действием давления происходит сварка соединения.
Точечная сварка для аккумуляторов сделать самому своими руками:…
Подача тока и разогрев происходят в виде импульса, после которого детали продолжают оставаться зафиксированными в одном положении, пока немного не остынут.
Представляя себе принцип работы, легче разобраться, как сделать точечную сварку самостоятельно.
Преимущества и недостатки точечной сварки
Основными преимуществами точечной сварки являются:
экономичность;
высокая прочность соединения;
простота устройства;
возможность изготовления своими руками;
возможность автоматизации процесса в производственных условиях.
Контактная сварка не обеспечивает герметичность шва, что является основным недостатком.
Требования к машине для сварки
Возможность изменения продолжительности процесса.
Создание значительного давления в месте сварки с достижением максимума в конце нагрева.
Наличие электродов с высокими электро- и теплопроводностью. Для этого подходит электролитическая медь, ее сплавы с хромом и вольфрамом, бронза с добавками кадмия и кобальта. Для домашнего мастера наиболее доступны медь и ее сплав марки ЭВ. Площадь контакта рабочего конца электрода должна быть меньше размера сварочного шва в 2-3 раза.
Изготовление сварочного аппарата своими руками
Из описания принципа работы становится ясно, что ручная точечная сварка прежде всего должна обеспечить нагрев деталей в месте контакта до температуры плавления. Мощность нагрева у аппаратов отличается, и нужно представлять себе, для каких целей самодельное устройство будет использоваться.
Узнаем как изготовить сварочный аппарат для проводов своими руками?
Детали для изготовления:
трансформатор;
изолированный провод диаметром от 10 мм;
электроды;
выключатель;
наконечники;
болты;
подручный материал для изготовления корпуса и сварочных клещей (фанера, деревянные бруски).
Аппараты делают в основном настольными. Переносные устройства широко используются и часто не уступают стационарным.
Клещи для точечной сварки
Электроды вставляются в наконечники, а последние крепятся на концах сварочных клещей, изолированных друг от друга. Проще всего изготовить их из деревянных брусков вместе с корпусом, сделанным из фанеры.
Перемещается только верхний рычаг, а нижний крепится к основанию. Силу сжатия требуется обеспечить как можно больше, особенно когда нужно сварить толстые листы металла. Для этого нужен мощный рычаг. Его нужно подпружинить, чтобы электроды в исходном состоянии были разомкнуты. В домашних условиях целесообразно обеспечить прижатие не более чем на 30 кг. Ручка может быть длиной до 60 см, а электроды крепятся ближе к оси вращения, чтобы плечо было 1:10. В промышленности для необходимого прижатия деталей с регулируемым усилием применяют пневматические и гидравлические приспособления.
Сварочные аппараты сделать самому своими руками. Самодельное…
На ручку удобно вывести выключатель. Он будет подключен к первичной обмотке, по которой протекает небольшой ток. Аппаратом также управляют с помощью магнитного пускателя через ножную педаль. Вторичная обмотка и корпус трансформатора заземляются.
Сборка трансформатора
Когда делается точечная сварка из микроволновки своими руками, основной деталью устройства является трансформатор мощностью 700-1000 Вт. Чем выше она будет, тем лучше. Трансформатор от микроволновки имеет сварную конструкцию. У него нужно снять только вторичную обмотку, не повредив при этом первичную. На выходе необходимо получить сварочный ток не менее 500 А. Для этого нужно намотать сверху первичной обмотки новую, из провода диаметром не менее 1 см. Для нее в прорезях трансформатора остается зазор, через который проходят 2-3 витка толстого изолированного провода, плотно входящего в проем между сердечником и первичной обмоткой. Устройство на 1 кВт подойдет для сваривания пластин толщиной до 3 мм.
Точечная сварка из микроволновки своими руками создает ток во вторичной обмотке до 2 тысяч А. При его большей величине будут заметны скачки напряжения в сети и в квартире это может оказать негативное влияние на работу электронных приборов. В частном доме можно применять более мощное устройство.
Как разобрать микроволновку — это не проблема. Важно, чтобы ее трансформатор обеспечивал необходимую мощность. Часто для ее увеличения применяют два одинаковых преобразователя напряжения, подключаемые параллельно друг к другу. Для этого схема точечной сварки создается из двух одинаковых вторичных обмоток с соединением одноименных выводов на входе и выходе. При этом достигается увеличение мощности в 2 раза без изменения напряжения. Сварочный ток также удвоится. Важно не перепутать выводы, чтобы не произошло короткое замыкание. В результате можно будет сваривать пластины толщиной до 5 мм.
При последовательном соединении вторичных обмоток выходное напряжение каждой из них суммируется. При этом также следует избегать ошибочного подключения в противофазе. Для этого на выход подключается нагрузка и вольтметром измеряется переменное напряжение.
Трансформаторы крепятся к основанию корпуса и заземляются.
Изготовление электродов
Для изготовления электродов легче всего найти медные стержни. Для небольшого устройства их можно сделать из жала мощного паяльника. Электроды быстро теряют форму, и их нужно периодически подтачивать. В них сверлится отверстие, через которое болтами производится соединение с проводами вторичной обмотки.
Требования к электродам:
прочность при рабочей температуре;
легкость механической обработки;
высокая тепло- и электропроводность.
В наибольшей степени этим требованиям удовлетворяют медные сплавы с добавками вольфрама и хрома или бронзы, содержащие кобальт и кадмий. ЭВ считается лучшим сплавом.
Нижний электрод устанавливается неподвижно, а верхний крепится к верхнему рычагу. Важно обеспечить их надежную изоляцию.
Подключение аппарата к сети производится автоматическим выключателем на 20 А.
Подключение проводов
К электродам подключаются провода, длина которых должна быть как можно меньше. Их припаивают к медным наконечникам. Отдельные жилы провода также спаивают между собой, поскольку при большом токе места контактов могут окислиться, и мощность теряется. Обжимать наконечники не рекомендуется, так как в местах контакта возникает дополнительное сопротивление.
Технология контактной сварки
Сварка производится только после прижатия электродов, иначе они могут подгореть. Основные параметры сварки следующие:
сила тока;
длительность импульса;
сила прижатия электродов;
форма и размеры электродов (сфера, плоскость).
Максимальное сжатие создается при пропускании тока и короткое время после него. При этом металл успевает кристаллизоваться, и соединение получается более прочным.
Аппарат желательно охлаждать вентилятором. Надо следить за температурой электродов, проводов и обмоток трансформатора. В случае их разогрева делается перерыв в работе.
Время точечной сварки зависит от величины тока и подбирается опытным путем. Обычно это несколько секунд. Соединяется преимущественно листовой материал, но могут быть и стержни.
Режим сварки может быть жестким и мягким. В первом случае подается большой ток и создается большое усилие сжатия при малой продолжительности импульса (не более 0,5 сек). Жесткий режим подходит для сварки сплавов из меди и алюминия, а также легированных сталей. Мягкий режим отличается большей продолжительностью импульса. Он больше подходит для домашних условий, где не всегда удается достичь необходимой мощности. Свариваются заготовки из обычных углеродистых сталей.
От диаметра контактной поверхности электрода зависит давление, плотность тока и величина пятна сварки.
В домашних конструкциях аппаратов точечной сварки величину тока обычно не регулируют. В основном делается ориентация на длительность нагрева, а контроль производится по изменению цвета деталей. Если требуется регулирование напряжения, можно применять лабораторный автотрансформатор, подключаемый на входе. Чтобы при большом токе не перегорала его обмотка при замыкании колесиком, применяют устройства со ступенчатым регулированием напряжения.
Применение точечной сварки
Домашнему мастеру контактная сварка нужна для мелкого ремонта, когда надо соединить небольшие листы металла. Она применяется для замены аккумуляторов электроинструмента, ноутбуков и аналогичной техники, чтобы сократить расходы на замену элементов питания. Высокая скорость процесса не позволяет деталям перегреваться.
Заключение
Выбор аппаратов точечной сварки на рынке большой, но их стоимость остается высокой. Кроме того, сложно подобрать нужные параметры. Устройство можно сделать самостоятельно, а все необходимое найти дома или в своей мастерской. Точечная сварка из микроволновки, своими руками собранная, надежно работает и обеспечивает необходимый мелкий ремонт деталей, если все параметры правильно подобраны. Здесь важно понять, для каких целей она изготавливается.
Точечная сварка своими руками из микроволновки — схема, видео, фото | vseznayko.com.ua
Точечная сварка, как известно, выполняется на специализированном оборудовании, однако такое устройство можно не только найти в серийном производстве, но и сделать своими руками: для этого потребуется трансформатор, вынутый из старой микроволновки. Аппарат, полученный в результате, даст вам возможность качественно выполнять точечную сварку переменным током, сила которого не регулируется.
Самодельный аппарат для точечной сварки в сборе
Важнейшим элементом любого такого аппарата для точечной сварки является трансформатор: его задача, повысить входное напряжение до необходимого значения. Чтобы справиться с этим, устройство должно иметь высокий коэффициент преобразования. Такими трансформаторами оснащены большие микроволновые печи, один из которых нужно найти. Когда вы найдете такую модель микроволновки, нужно будет очень аккуратно вынуть из нее трансформатор.
Схема работы изящной сварки и схема сварочного аппарата
Технологию сборки аппарата точечной сварки более-менее подробно можно увидеть на видео ниже. Пример этого самодельного устройства поможет нам проиллюстрировать процесс создания точечной сварки из микроволновой печи. Более подробно о деталях сборки читайте в полной статье.
Снятие трансформатора с микроволновой печи
Если в самодельном аппарате точечной сварки используется трансформатор, имеющий мощность 700-800 Вт, то с его помощью можно соединять металлические листы, толщина которых достигает 1 мм. Этот трансформатор относится к разряду устройств повышающего типа, для питания магнетрона он способен выдавать напряжение, равное 4 кВ.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения. За счет этого подключенный к нему трансформатор имеет меньшее количество витков на своей первичной обмотке и большое их количество на вторичной. Последняя создает напряжение около 2 кВ, затем увеличивается в два раза с помощью специального удвоителя. Проверять работоспособность такого устройства путем измерения напряжения, подаваемого на его первичную обмотку, нет смысла.
Извлеките трансформатор из микроволновой печи
Осторожно извлеките трансформатор из микроволновой печи. Не поднимайте молоток или другой тяжелый предмет. Его основание откручивается от микроволновки, снимаются все крепления, и аккуратно вынимается трансформатор с места его установки. Вам понадобятся устройства в микроволновой печи, во-первых, ее магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньшее количество витков.
Вам придется демонтировать вторичную обмотку за ненадобностью, для чего вам понадобятся молоток и зубило. Очень важно не повредить и не раздавить первичную обмотку, поэтому действовать необходимо с максимальной осторожностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, которые служат для ограничения тока, их также необходимо удалить.
Вторичную обмотку можно срезать зубилом
Если магнитопровод трансформатора не клееный, а сварная конструкция, то вторичную обмотку лучше снять с него зубилом или обычной ножовкой. Если обмотка очень плотно набита в окне магнитопровода, то ее, перерезав провод, необходимо просверлить или выкопать. Делать это нужно очень осторожно, так как из-за таких манипуляций магнитопровод может оборваться.
После разборки необходимо намотать новую вторичную обмотку. Для этого вам понадобится провод диаметром не менее 1 дел. Если у вас нет такого провода в наличии, его придется купить. Не обязательно покупать одножильный многожильный провод такого сечения, можно использовать пучок из нескольких отдельных жил, что в сумме обеспечит необходимый диаметр. После установки новой вторичной обмотки ваш модернизированный трансформатор сможет вырабатывать ток силой до 1000 А.
Старую обмотку можно разрезать ножовкой по металлу
Если вы хотите сделать аппарат точечной сварки более мощным, технических возможностей одного трансформатора вам может не хватить. Здесь нужно использовать два таких устройства (в соответствии с разборкой двух микроволновок).
Тонкости модернизации трансформатора от СВЧ
Для изготовления вторичной обмотки необходимо намотать ее на сердечник 2-3 витка, что обеспечит выходное напряжение около 2 В, а силы кратковременного сварочного тока — более 800 А. Этого достаточно для эффективной работы аппарата точечной сварки. Намотать такое количество витков может быть сложно, если используется провод с толстым слоем изоляции. Решить эту проблему достаточно просто: необходимо снять с провода штатную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы шнур, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать неоправданного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Новая вторичная обмотка заняла свое место
Если вам необходимо сварить листы толщиной до 5 мм, имейте в виду, что для этого требуется аппарат для точечной сварки, который имеет большую мощность. Чтобы сделать его своими руками, необходимо использовать два трансформатора, соединенных в одну цепь. При выполнении такого подключения обязательно соблюдение соответствующих правил. Если допустить ошибку и неправильно соединить выводы первичной и вторичной обмоток двух трансформаторов, может произойти короткое замыкание. Правильность соединения обмоток, если на их выводах нет одноименной маркировки, проверяют вольтметром.
После правильного соединения одинаковых клемм двух трансформаторов необходимо измерить величину тока, который они образуют вместе. Обычно самодельные трансформаторы, предназначенные для аппаратов точечной сварки, которые планируется эксплуатировать в домашних мастерских, ограничивают силу тока — не более 2000 А. Превышение этого значения вызовет перебои с электричеством не только у вас дома, но и у ближайших соседей. А это, естественно, приведет к конфликтам. Амперметром проверяют величину тока, выдаваемого подключенными трансформаторами, а также наличие короткого замыкания в их цепи.
Еще один пример сборки точечной сваркой представлен в видео ниже:
Рекомендации по соединению двух трансформаторов
Каких результатов можно добиться, если два трансформатора, соединенные по правилам, не имеют большой мощности? Если взять два одинаковых прибора со следующими характеристиками: мощность — 0,5 квт, входное напряжение — 220 В, выходное напряжение — 2 В, номинальный ток 250 А, — то, соединив их первичную и вторичную обмотки последовательно, на выходе вы получите удвоенный номинальный ток, то есть 500 А.
Кратковременный сварочный ток будет возрастать практически так же, но при его формировании будут значительные потери, ввиду большого сопротивления такой электрической цепи. Оба конца вторичной обмотки — провода О 1 см — подключаются к электродам аппарата точечной сварки.
Соединение 2-х трансформаторов по схеме №1
Если у вас есть два мощных трансформатора, но их выходного напряжения недостаточно для самодельного устройства, их вторичные обмотки можно соединить последовательно, которые должны иметь одинаковое количество витков. До такой степени им это удается, если просто намотать витки на вторичную обмотку невозможно из-за недостаточного размера окна на магнитопроводе.
Это подключение необходимо контролировать, чтобы было согласовано направление витков на вторичных обмотках подключаемых устройств, иначе может выйти противофаза, и выходное напряжение такого комбинированного устройства будет близко к нулю. Для экспериментального определения правильности подключения желательно использовать тонкие провода.
Соединяем два трансформатора по схеме №2
Как определить выводы одноименных трансформаторов
Если выводы обмоток соединительных устройств не маркированы, необходимо определить среди них одноимённые, соединить их. Эту задачу можно решить следующим образом: первичную и вторичную обмотки двух и более трансформаторов соединяют последовательно, на вход такого комбинированного устройства подают напряжение, а к выходным выводам (выводам от последовательно соединенных вторичных обмоток) подключают вольтметр переменного тока.
В зависимости от направления подключения вольтметр может вести себя по-разному:
показать то или иное значение напряжения;
вообще не показывают напряжения в цепи.
Если вольтметр выдает какое-то напряжение, значит, в цепи подключения и первичная, и вторичная обмотки имеют разные выводы. При неправильном соединении обмоток происходят следующие процессы: Высокое напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается вдвое; повышение напряжения происходит на вторичных обмотках, каждая из которых имеет одинаковый коэффициент трансформации. Вольтметр на выходе зарегистрирует общее напряжение, значение которого в два раза превышает значение на входе.
Определите выводы трансформаторов на этой схеме
Если вольтметр показывает значение «0», это означает, что напряжения, исходящие от каждой из последовательно соединенных вторичных обмоток, равны по величине, но имеют разные знаки, а значит, компенсируют друг друга. Другими словами, хотя бы одна из пар обмоток, соединенных в цепочку, соединена одними и теми же штырьками. При этом правильное соединение элементов схемы достигается изменением порядка соединения первичной или вторичной обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обратить внимание на то, чтобы их диаметр соответствовал диаметру проволоки, которой они соединяются. В качестве таких элементов можно использовать медные стержни, а для маломощных устройств подойдут жала от профессиональных паяльников.
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Для корректировки их геометрических параметров их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды подключаются к аппарату точечной сварки, должны иметь минимальную длину, иначе они сильно потеряют мощность аппарата. Потери мощности будут серьезными в том случае, если электрическая цепь «электрод — аппарат точечной сварки» имеет много соединений. Если вы хотите повысить КПД своего самодельного оборудования, то лучше на проводах, которыми соединяются электроды, припаять медные наконечники. Воспользовавшись следующими советами, вы избежите потери мощности в точках контакта из-за повышенного сопротивления обжимки или любых других соединений.
Провода, соединяющие электроды с аппаратом точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды у такого устройства съемные, пайка в местах стыков не производится. Конечно, в таких местах, постоянно подвергающихся окислению, тоже происходит потеря мощности, но чистить их намного проще, чем прессованные наконечники.
Установка электродов на сварочный аппарат
Как уже было сказано выше, электрод для контактной сварки можно изготовить из медной проволоки или жала паяльника у профессионала, если мощность аппарата невелика. Провод от прибора соединяется с электродом с медным наконечником, который соединяется с ним пайкой.
Установка нижнего электрода
Наконечник соединяется с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Для выполнения такого соединения в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, которыми будут соединяться электроды и клеммы с проводами, лучше всего выбирать из меди или ее сплавов, характеризующихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающие обслуживание аппарата для контактной сварки, довольно легко изготовить своими руками.
Органы управления для самодельной точечной сварки
Управление аппаратом для точечной сварки (особенно сделанным из микроволновки своими руками) особой сложности не представляет. Для этого достаточно двух элементов: рычага и переключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать надежный контакт деталей в месте сварки, соединения. Для выполнения этих важных требований рычажные механизмы таких устройств могут быть дополнены винтовыми элементами, обеспечивающими еще большую силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
Конструкция рычагов проста. Удобства добавит простой ластик, закрепленный над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают компрессионные элементы, создающие давление от 50 до 1000 кг — в зависимости от необходимости. А на аппаратах точечной сварки, которые используются для нерегулярных и простых работ в домашней мастерской, вполне достаточно того, что такой механизм создает давление на 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг сделать длиннее, это также повысит усилие сжатия до требуемой величины.
Для самодельного бытового прибора достаточно рычага, длина которого будет 60 см. С помощью этого рычага вы можете увеличить усилие в 10 раз. Соответственно, если нажать на рычаг с усилием 3 кг, электроды и детали, соединяемые с усилием сжатия 30 кг. Чтобы такой рычаг при нажатии не сдвинулся с места устройство, основание оборудования должно быть надежно закреплено к поверхности рабочего стола струбциной.
Аппарат для точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока на сварочные электроды, подключается к цепи первичной обмотки трансформатора тока, ток в котором значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, и его контакты под действием сильного тока будут намертво спаяны.
Если в качестве прижимного механизма используется рычаг, то переключатель лучше поставить на него, тогда другая рука будет свободна (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивными искренними электродами и, следовательно, с их активным горением. Получить начальный опыт работы на таком устройстве можно с помощью обучающего видео.
Электроды аппаратов для точечной сварки в процессе работы активно нагреваются. кроме того, трансформатор и токоведущие элементы такого устройства подвержены интенсивному нагреву. Во избежание перегрева, который может привести к выходу из строя оборудования точечной сварки, следует предусмотреть простейшую систему охлаждения. Часто для этой цели используется обычный вентилятор. Также можно делать перерывы в работе, необходимые для охлаждения элементов устройства.
Время выдержки электродов под током в сжатом состоянии при сварке можно контролировать визуально, ориентируясь на цвет точки в месте соединения, или использовать специальное реле.
Очевидно, что сделать устройство для точечной сварки на базе трансформатора от микроволновки абсолютно просто, внимательно изучив представленные видео и фото процесса сборки и учитывая озвученные рекомендации.
Производство: лазер с ЧПУ, гидроабразивная резка, плазма, сварка | Сборка и ресурсы для точечной сварки своими руками | Практик Машинист
Пресо
Пластик
#1
Здравствуйте машинисты. Недавно я закончил сборку небольшого аппарата для точечной сварки на основе вездесущего трансформатора для микроволновых печей, который был перемотан для питания около 2,5 В и, как я предполагаю, потому что мой амперметр не выдержит таких высоких значений, около 1000 ампер. Я хотел получить машину, которая выглядит профессионально и функционально, поэтому я использовал самодельные алюминиевые отливки для механических компонентов и цифровое реле времени для контроля времени сварки. Я видел много подобных машин на YouTube, но почти все они, хотя электрически похожи на мою, были построены с использованием деревянных и алюминиевых профилей или сборной стали. Я знаю, что многие строители дома должны работать в пределах возможностей своего цеха, но моя версия была больше связана со сборкой, а не с необходимостью иметь аппарат для точечной сварки.
Конструкция этого сварочного аппарата основана на портативном аппарате точечной сварки Aston, который поставлялся во многие средние школы Квинсленда, Австралия. Я использовал одну из этих машин в течение многих лет, когда работал учителем промышленных технологий, однако после выхода на пенсию у меня больше нет доступа к машине. Работая в основном по памяти и по нескольким фотографиям с низким разрешением, которые я нашел в Google, я смог воспроизвести механизм, который используется для подъема и зажима сварочных клещей. Сварщик Aston выглядел так:
Я использовал широкий спектр дисциплин, чтобы выполнить эту сборку. К ним относятся:
3D-моделирование в САПР для проектирования и проверки проекта. Я использую Autodesk Inventor, хотя я также использую Fusion360, если мне нужно много работать с CAM.
2D CAD для создания чертежей инженерных деталей для каждой детали.
3D-печать для создания лекал, по которым отливаю детали из легкого сплава, используемые в прижимном механизме и шасси передней части.
Металлическое литье для более сложных деталей, где важны прочность и долговечность.
CNC-обработка некоторых пазов и карманов в деталях. Я также просверлил все отверстия для охлаждения и рисунок декоративных отверстий в корпусе, используя сгенерированную траекторию.
Общая токарная и фрезерная обработка для более простых операций
Лазерная резка и травление для изготовления панелей переключателей и проверки зажимного механизма. Я делаю это, делая 2D-макет из акрилового листа, чтобы не тратить много времени на металлические детали только для того, чтобы обнаружить, что механизм работает не так, как я ожидал.
Порошковая краска для отделки металлических деталей.
Электрические и электронные системы управления таймером сварки, охлаждающим вентилятором и переключением сильноточного тока.
Я публикую это здесь, потому что потратил много времени на создание трех видео для YouTube (и еще два в разработке), и на сегодняшний день ни одно из них не имеет большого рейтинга с точки зрения просмотров. Я хотел, чтобы другие увидели, как это можно сделать в качестве действительно спроектированного дизайна, но если бы я был «Дирестой» или «Стефаном Готтесвинтером», у меня были бы тысячи просмотров к настоящему времени, но как относительный новичок я думаю, что этого не произойдет. Если вы хотите увидеть более подробную информацию об этой сборке, вы можете найти все технические данные на сайте Thingiverse DIY Spot Welder (Super Scary Weldy Thingy) от Preso — Thingiverse . Видео есть на YouTube. Я размещу ссылку здесь, чтобы вы не отвлекались на забавные видео с котиками. Super Scary Weldy Thingy, часть 1 — YouTube Super Scary Weldy Thingy, часть 2 (Самостоятельный аппарат для точечной сварки) — YouTube Super Scary Weldy Thingy, часть 3 (Самостоятельный аппарат для точечной сварки и как его сделать) — YouTube Пожалуйста, не стесняйтесь комментировать видео и пост Thingiverse. Используйте любую или всю информацию, если хотите. Я весь в том, чтобы делиться, и мы не должны тратить все свое время на то, чтобы заново изобретать эти круглые штуки, которые ставят на машины. С уважением, Пресо
САГ 180
Титан
#2
Выглядит действительно хорошо, и, вероятно, работает лучше, чем коммерческое устройство. Я хотел бы увидеть самодельный аппарат для точечной сварки с 2-тонным маховиком, униполярным генератором, вы могли бы делать серьезные точечные сварки с сотней мегаджоулей или около того.
JST
Алмаз
#3
Похоже, что даже сварщики из США со словом «гавань» в названии могут работать лучше, чем эти 1000 А.
По крайней мере, я знаю, что в одном месте мне пришлось использовать один, и он сделал хорошие стабильные сварные швы в 0,020-дюймовом алюминии, который потребляет много тепла. 00A может сделать это в более тонких калибрах.
Думаю, интересный проект, но не жизнеспособное коммерческое предприятие.
Не хотел быть таким негативным….. исполнение хорошее. это ВЫГЛЯДИТ коммерческим. Но мы здесь не о сборке инструментов для хобби. Попробуйте это:
http://bbs.homeshopmachinist.net/forum.php
Крец
Алмаз; Команда модов
#4
Выглядит очень красиво, работа хорошего качества. Не обращайте внимания на скептиков.
EPAIII
Алмаз
#5
Он не сказал, что это 1000 А, он сказал, что не может измерить его из-за ограничений имеющихся у него измерительных приборов. Если у него получаются хорошие сварные швы, значит, он хороший сварщик.
Микроволновый трансформатор: вход 115 В, выход 2,5 В = отношение входа/выхода 46. Итак, если он потребляет 20 ампер, то 20 x 46 = 920 ампер. Возможно, это даже меньше, чем 1000 Ампер.
Хороший проект.
САГ 180
Титан
#6
EPAIII сказал:
Он не сказал, что это 1000 А, он сказал, что не может его измерить из-за ограничений имеющихся у него измерительных приборов. Если у него получаются хорошие сварные швы, значит, он хороший сварщик.
Микроволновый трансформатор: вход 115 В, выход 2,5 В = отношение входа/выхода 46. Так что, если он потребляет 20 ампер, то 20 х 46 = 920 Ампер. Возможно, это даже меньше, чем 1000 Ампер.
Хороший проект.
Нажмите, чтобы развернуть…
Он в Австралии, так что в сети 240 В, соотношение обмоток близко к 100:1. Эти ламинированные трансформаторы E-I для микроволновых печей имеют площадь сердечника, которая, если повезет, даст вам около 1000 Вт. Вы можете взять два микроволновых трансформатора и сложить сердечники рядом, чтобы получить более мощный, но удлиненный трансформатор, но тогда вам придется намотать новую первичную обмотку. Вероятно, проще получить два идентичных МОТ и запараллелить две идентичные сильноточные вторичные обмотки.
купе
Нержавеющая сталь
#7
Отличный проект Preso, отделка превосходна для «домашней» сборки, и вы выбрали правильный инструмент для самостоятельной сборки. По моему достаточно недавнему опыту, на самом деле довольно сложно получить хороший новый аппарат для точечной сварки на 15 или 25 кВА, хотя я думаю, что аппарат для точечной сварки Miller хорош и, возможно, похож по мощности на то, что у вас есть. В любом случае, не подскажете, какой толщины CRMS или лист из нержавеющей стали можно сваривать? Импортный точечный сварочный аппарат на 15кВа у которого предел надежной сварки около двух штук 16Ga CRMS, лучше если почистить.
Пресо
Пластик
#8
Спасибо тем, кто оставил положительные отзывы. Я должен признать, что я не проводил много испытаний этого сварочного аппарата в реальных условиях. В то время, когда я начал проект, я планировал отремонтировать несколько литиевых батарей емкостью 2,0 Ач для моей аккумуляторной дрели Milwaukee. Это означало, что мне придется приварить точечной сваркой полоски проводника к концам новых ячеек. Проведя некоторое исследование, я понял, что переупаковывать аккумуляторы вряд ли целесообразно, поэтому я просто купил новые оригинальные аккумуляторы. Однако к этому времени я был более или менее привержен проекту точечной сварки. Я придерживался мнения, что было бы неплохо иметь такую машину для будущих проектов. Я сварил им 18-граммовую нержавеющую сталь, но куски сварного шва довольно маленькие, около 1 мм в диаметре, но, конечно, вы можете разместить сколько угодно вдоль шва. Он никогда не предназначался для того, чтобы стать жизнеспособным коммерческим предприятием. Предполагалось, что это будет сборка хобби-типа. Возможно, я недооценил свою аудиторию, разместив ее на этом форуме. С уважением, Preso
DDoug
Алмаз
#9
eKretz сказал:
Не обращайте внимания на скептиков.
Нажмите, чтобы развернуть…
Пресо сказал:
Он никогда не задумывался как жизнеспособное коммерческое предприятие. Предполагалось, что это будет сборка хобби-типа. Возможно, я недооценил свою аудиторию, разместив ее на этом форуме.
Нажмите, чтобы развернуть…
Да, если бы вы уделили время прочтению правил, вы бы увидели, что «магазин для дома» здесь не .
Мы не злимся, просто советуем, что есть лучшее место, более подходящее для ваших сообщений.
Участники, которые были здесь с «первого дня», несмотря на то, что говорится в нашем «с тех пор»…..
Крец
Алмаз; Команда модов
#10
Обсуждение МАШИНЫ на уровне дома/хобби-магазина запрещено. Публикация некоторых из ваших качественных инструментов, сделанных в магазине, всегда была приемлемой. Смотрите ветку на первой странице длиной 8 страниц.
*Еще один, кто пробыл здесь столько же, сколько и вы. *
Пресо
Пластик
#11
К сожалению, я не читал правила форума, и я понимаю, почему некоторые участники дали мне понять, что сообщения о самодельных инструментах нежелательны. Я заглянул на форум Home Shop Machinists и думаю, что он, скорее всего, удовлетворит мои потребности в будущем. В свою защиту я просто пытался сделать некоторые ресурсы доступными для других бесплатно, без каких-либо условий. Мне интересно, есть ли на этом форуме какие-либо участники, которые делают свои собственные инструменты и могли бы извлечь пользу, увидев, как это может сделать кто-то другой, независимо от качества? Я пытался удалить это сообщение и отписаться от этого форума, но пока не могу понять, как это сделать. Возможно, какой-нибудь полезный модератор сделает это за меня. С уважением, Preso
Адама
Алмаз
#12
LOL не обращайте внимания на тех, кто говорит против.
У меня часто есть работа, для которой подошел бы точечный сварочный аппарат, также у меня часто есть шпильки и гайки, и такая установка типа разрядки конденсатора была бы хороша. Я долго пытался сделать один с набором зажимов типа точечной сварки в качестве пути разряда, проблема в том, что в прошлый раз, когда я играл с большой батареей конденсаторов, я не мог слышать в течение 2 дней, и ни одна электроника за 50′ больше никогда не работала!
Как уже говорили другие, это ограничения магнитного потока сердечника микроволнового трансформатора, которые действительно ограничивают вас. Гораздо лучше было бы перемотать вторичную обмотку низкого витка на старый сердечник сварочного трансформатора, что-нибудь с достаточным количеством железа. Проблема становится при силе тока более 1000 ампер, и вскоре вам понадобится серьезная площадь поперечного сечения и максимально короткие провода, если вы не собираетесь терять там большую часть своей мощности.
дкмц
Алмаз
№13
Вы проделали хорошую работу, я только что пошел в HF и купил один с купоном 20% …… готово. Не вариант для тебя, я думаю.
Если вам нужны просмотры на Youtube, вы должны выяснить как поджечь что-нибудь или взорвать дерьмо своими 9В то время как его использует кто-то сексуальный тоже!!!!
САГ 180
Титан
№15
Я бы тоже остался на этом форуме Preso. Многие форумчане убегают из гаражной мастерской, в том числе и я, которые делают вещи на продажу или для других производителей. К сожалению, вы опубликовали свой пост вскоре после того, как некий ютубер начал спамить форум своим дилетантским «Посмотрите на меня!» введите сообщения, где он не следовал ни за одним из своих сообщений.
Лак акриловый аэрозоль 400мл BODY Тип: лак, Производитель: HB BODY, Химическая основа лака:
ПОДРОБНЕЕ
Популярные товары в наличии! В категории: Лак для фар body lens clear — купить по выгодной цене, доставка: Старый Оскол, скидки!
Лак для фар body lens clear
Body Лак для оптики 400 мл.
Каталог
/ Лакокрасочные материалы
/ Body
/ Body Лак для оптики 400 мл.
Описание:
Прозрачный лак обеспечивает защиту и восстановление фар головного света, которые под влиянием погодных условий, со временем тускнеют и даже приобретают желтоватый оттенок.. Специально разработанный эластичный лак, позволяющий придать блеск передней и задней оптике автомобиля. Отличное решение для фар, которые под влиянием погодных условий, потускнели со временем и приобрели желтоватый оттенок. Лак легко наносится и быстро сохнет. . Обеспечивает длительную защиту. Удалите верхний потускневший слой с помощью наждачной бумаги и нанесите два слоя лака
Характеристики товара
Бренд
Body
Объем
400 мл.
Цвет
Штук в коробке
6
Страна
Греция
Статус
Есть в наличии
Производитель
HB Body
Пропорция
Готовый к применению
Каталог
Скидка дня
Лак со специальным эффектом
Блеск, люминесцентный или изменяющий цвет, вот несколько примеров особенностей некоторых из специальных лаков , которые более конкретно называются лаками со специальными визуальными эффектами.
Они отличаются от технических или реакционных лаков, которые, безусловно, обладают визуальными характеристиками, но которые не являются финишными покрытиями, предназначенными исключительно для создания экстраординарного, инновационного и совершенно неожиданного визуального эффекта. Эффектные лаки – редкие, малоизвестные продукты. Они создают зачастую очень красивые и впечатляющие образы. Их свойства не всегда очевидны, и элемент неожиданности обеспечивается тем, что лак проявляет свое особое действие в определенных обстоятельствах.
Область их применения безгранична. Они могут привнести, в дополнение к своей защитной силе и блеску, свой особый визуальный аспект на любую поверхность, любой объект: это могут быть очки, мотоциклетный шлем, блендер, флакон духов, барная стойка… Очень часто их можно формулировать в классической версии на основе растворителя, но также и в версии на водной основе.
Переливчатость, то есть переливающийся и цветной эффект микроотражения света, является одним из основных эффектов, которые можно найти среди этих отделок. Создан прозрачными пигментами, что позволяет сохранить термин «лак». Радужность становится «помехой», когда отражение света приводит к отражению другого цвета, света или фона.
Это удивительное визуальное явление состоит из чистого света. Иногда он может быть многоцветным с «опалесцирующей» отделкой. Еще они создают «цвета на основе чистого света», это фотолюминесцентные лаки, которые светятся в темноте. Эффектные лаки многочисленны и играют со светом, создавая привлекательную и инновационную отделку на всех типах опор, не изменяя цвет этой опоры.
Перламутровые переливающиеся лаки
Искрящийся, блестящий, переливающийся, перламутровый, вот ряд прилагательных, сущность и отличие которых мало кто знает точно. Лаки с перламутровым переливом в основном играют со светом, заставляя его отражаться от пигментов. Между продуктами есть тонкие различия и вариации в зависимости от размера частиц, содержащихся в лаках. Радужные лаки допускают оптические явления благодаря микроскопическим слоям этих драгоценных пигментов, которые способны фильтровать и преобразовывать падающий на них свет, который затем возвращается к нашим глазам.
Фосфоресцирующие лаки 9Краски 0002 практически не отличаются от фосфоресцирующих лаков , потому что на самом деле оба имеют одинаковую, то есть среднюю, прозрачность. Название «лак» подразумевает, что продукт является финишным, блестящим и стойким. Что касается внешнего вида фосфоресцентного лака, то он бесцветен и кажется слегка беловатым или даже желтоватым, в зависимости от содержания в нем европия, особенно при многократном наслоении.
Лак по стандарту Лак технический Специальный защитный лак Лак на водной основе Текстурный лак
сухой лак — перевод на французский язык – Linguee
9 0002 Отпечатки могут быть
[…]
мокрым по мокрому или мы t- o n — сухая лакировка w i 9005 5-й Изоглис На ту р а Лак ( c на обычный офсет) [. ..]
или акриловые лаки, адаптированные к основанию(1).
Brancher.com
Brancher.com
Impressions vernissables en ligne ou en
[…]
reprise a vec vernis Iso gl iss Natura (офсетная традиционная л) ou vernis acr yl ique адаптируется […]
поддержка(1).
Brancher.com
Brancher.com
Наша предпринимательская инициатива в этом аспекте была вознаграждена. Двумя нашими самыми важными достижениями являются установка котла на биомассе
.
[…]
и замена красок на сольвентной основе на краски на водной основе и применение
[…]
кабины ф o р сухой лак .
eima.net
eima.net
В рамках инициативы по защите окружающей среды региона: установка
[…]
chaudire de biomasse et remplacement de pintures base solvante par des pintures base d’eau et
[. ..]
кабина d e ver nis sa ge sec .
eima.net
eima.net
Матовое покрытие белый e n сухой , th e лак i s w водостойкий […]
и не желтеет.
ru.pebeo.com
ru.pebeo.com
D’aspect satin u ne fo is sec , i l est i непроницаемый […]
и другие без желтого цвета.
pebeo.com
pebeo.com
Способ получения трехмерно структурированных полимерных слоев для интегрированной оптики с использованием индуцированного корпускулярными лучами
[…]
напыление, охарактеризованное в th a t сухой лак t e ch используется нология, где в a сухой лак p o ly меризуемый под действием света наносится на подложку, в которой t h e 90 056 сухой лак , d распределяется в заданных в пространстве и времени порциях, подвергается воздействию света над структурной зоной, имеющей форму желаемой оптической структуры и предварительно рассчитанной с субмикрометровой точностью методами обработки изображений, при этом структурная зона полимеризуется. способный под воздействием света получается из неэкспериментального os e d сухой лак b y a процесс сушки.
v3.espacenet.com
v3.espacenet.com
Процесс изготовления кушеток и полимерных конструкций в трех измерениях для оптической интеграции, использование промышленного отдела по районному корпусу,
[…]
caractris en ce que on utilis e ла
[…]
t технологии e лак ue sche , une лак ue 900 55 sche qu i peu t tre polymrise par exposition la lumire tant applique sur un support, on exposition la lu mi re l al aqu e sche a vec u ne rpar ti tion au дозировка prescrit dans l’space et dans le temps dans une zone de структуры qui est calcule au pralable par des mthodes de traitement de l’image avec une prcision sous-micromtrique et qui a la form de la framework optique souhaite, et en ce que au moyen d’un proc es sus p ar voi e sche, on e xtr ait d e 90 056 la la qu e sche n on [. ..]
la lumire la zone de struct ur e polymrise p ar экспозиция la lumire.
v3.espacenet.com
v3.espacenet.com
При боли t i s сухой , y ou c 900 56 a n лак t h em , чтобы не повредить краску […]
или испачкать руки, когда вы играете в них.
jmcanada.ca
jmcanada.ca
Лорск ла
[…]
peintu re est bie n sche , tu p eux 9005 5 les recou vri r de vernis af in qu e la pe […]
ne s’abme pas et qu’elle ne tache
[…]
паштеты lorsque tu en joueras.
jmcanada.ca
jmcanada.ca
После работы к и с сухая с т уд 9005 6 энтов наносят слой t o f лак t o k сохранить работу в такт и дать [. ..]
эффект масляной живописи.
nationhood.ca
nationhood.ca
Quand l’ uvre es t sche, les lv es appliquent u ne 900 56 cou che de vernis pou r m aint en ir l’uvre […]
en bon tat et lui donner l’aspect d’une peinture l’huile.
nationhood.ca
nationhood.ca
Если аппликатор получает t o o сухой , a dd 9 0056 пор-фи ll e r лак .
valmour.com
valmour.com
A jou ter du vernis a b ouc he-po re r quand le тампон v ient tro p sec .
valmour.com
valmour.com
Количественные измерения
[. ..]
энергопотребления d t o сухой p a внутр. 900 55 o r лак .
simtecsolution.fr
simtecsolution.fr
Количественные показатели цен
[…]
puissance tr ansmi se aux vernis- pei ntu рез .
simtecsolution.fr
simtecsolution.fr
Когда бумага очень сухая и
[…]
m a t лак f o r 900 56 сухой м e ди мм, такие как мелки […]
и пастели.
coursaquarelle.com
coursaquarelle.com
Quand le papier est bien sec et qu’il est bien tendu, pastez du fixatif
[…]
ma t mdiums secs t el, le fusain, crayo n, past el sec и с .
coursaquarelle.com
coursaquarelle.com
Посыпать отпечаток песком
[…]
после a n d лак i t корма 9 0055 e r сушка w i th Sandy A r t Лак .
карс.нл
карс.нл
А пр s schage, vernir avec l e vernis S andy Ar t Лак.
карс.нл
карс.нл
T h e сухой f i lt er камера позволяет t 9005 6 h e лак a n d пары краски удаляются до […]
атмосфера и, таким образом, сохранить рабочую среду.
fagida.com
fagida.com
L a кабина фильтр resec pe rmet l ‘отсос v 90 055 apeur s d e vernis e t d e pei nt ure en [. ..]
охрана окружающей среды.
fagida.com
fagida.com
Allo w t o сухой o r a нанести слой m at t e лак i f y вы хотите использовать […]
лоток сразу.
artemio.be
artemio.be
L ais sez scher ou pas sez un voi le de 90 055 vernis ma t p our p ou voir utiliser […]
плато непосредственно.
artemio.be
artemio.be
Вся наша продукция печатается
[…]
на глянцевой бумаге 250 гр th a сухой i n k при 600 d пи с бриллом ia n t лак , t ha 90 056 т дает очень хороший эффект [. ..]
к фотографиям
cms.tictacphoto.com
cms.tictacphoto.com
Tous nos produits sont
[…]
Импримс пр. c une encr e sche 600 D.P .I 9 0056 . sur du papier satin de 25 0gr avec u n vernis b ri llan t, q ui […]
эффект «фото».
cms.tictacphoto.com
cms.tictacphoto.com
Абрахам Боссе рекомендует использовать последовательно — пластину, смоченную водой — песчаник, пемзу, брусок, ивовый уголь и, наконец, полировщик,
[…]
пластина затем очищается («очень
[…]
черствый хлеб, мягкий ch al k , сухой c l ot 9 0056 h») для t h e лак c a n 9005 6 отслаиваются там, где [. ..]
остаются масляные следы.
galerietroncin.com
galerietroncin.com
Абрахам Босс рекомендует преуспевать в трудоустройстве, ла табличке в муиле д’о, дю гр, де ла Пьер Понсе, де ла Пьер Эгизер, дю Шарбон де Буа де Сауле и анфин дю Бруниссуар; табличка с ванной комнатой dgraisse (mie
[…]
de pain bien rassis, blanc
[…]
de cr ai e bien d oux , lin ge sec ) ca r l e vernis p eut s’ cail le r l o […]
устойчивые следы травы.
galerietroncin.com
galerietroncin.com
L e t сухой 4 8 h наш и затем применить c le а р лак , p re желательно с солнцезащитным […]
на солнце стойкость цвета, так как легко выгорает.
sprayfm.com
sprayfm.com
Soit 4 8 часов es scher pu is appliq uer 900 55 у н верни т ра нсп арент , prfrence […]
с краном солнца для выносливости
[…]
de la couleur, car il s’efface facilement.
sprayfm.com
sprayfm.com
Ждать до лет у р лак и с с omple te l y dry , t he n нанести слой Top Coat.
ca.clarins.com
ca.clarins.com
Att en dez q ue vot re vernis so it par fa 9005 5 ite men t sec p uis ap pliqu ez […]
Верхнее покрытие.
ca-fr.clarins.com
ca-fr.clarins.com
Это ты нг е р лак ис сухой 900 55 a n d показывает тонкую темную […]
красный оттенок.
cite-musique.fr
cite-musique.fr
C e вернис p lus jeune es t sec e t prs ente u ne jolie […]
teinte rouge темный.
cite-musique.fr
cite-musique.fr
Кислих сказал: «Сама по себе конструкция пресса не представляла проблемы, просто никто еще не пробовал и не мог
[…]
подскажите будет ли работать потому что
[…]
Вы должны получить чернила a n d лак сухой b e fo , вы делаете резервную копию, и никто […]
сделал это.
kba-print.de
kba-print.de
Ганс Кислих подтверждает: «Le problme essentiel rsidait moins dans l’tude de la machine elle-mme que dans le fait que
[…]
personne n’avait encore esse et que nul n’tait
[…]
de rus sir scher ci nq couleurs et le vernis av ant le r et ournement.
kba-print.de
kba-print.de
Затем нанесите слой воды-b as e d лак a n d l 900 55 e t сухой a c co […]
инструкции.
bmr.co
bmr.co
Аппликация
[…]
ensuite une c ouch e de vernis ba se d ‘ eau et l aiss 900 55 ez scher se lon les в [. ..]
производителя.
bmr.co
bmr.co
Растворяет масло a n d лак e v en wh e n сухой a n d сохраняет […]
Гибкость и форма кистей.
ru.pebeo.com
ru.pebeo.com
Il dissout l ‘h uile et les vernis mm e sec .
pebeo.com
pebeo.com
Для стойких красок покройте картину
[…]
с гоу ac h e лак t o p rotect t h e сухой p a в пленке t.
sennelier.fr
sennelier.fr
Разбавитель: eau . Fixe r au vernis goua che po ur l’indlbilit.
sennelier.fr
sennelier.fr
Необходимо обеспечить t h e лак i s c o пл тэ л y сухой b e fo […]
следующее новое пальто.
lusimat.ca
lusimat.ca
Assur ez -vous qu e l e vernis e st bie n sec a фургон t d ‘en a pp ликер […]
вторая кушетка.
lusimat.ca
lusimat.ca
Способ изготовления формованных полимерных изделий из литьевых смол, имеющих разноцветные участки поверхности, при котором на одну поверхность формообразующего инструмента перед заполнением литейной смолой наносится отверждаемый слой цветосодержащего состава с получением цветовой дифференциации, отличающийся тем, что покрытие наносят не менее чем в два этапа покрытия на предназначенные для этой цели участки поверхности инструмента с нанесением на первом этапе покрытия лаковой дисперсии Л -1, содержащий наполнитель, но без добавления красителя, а на втором этапе покрытия — без наполнителя,
[. ..]
цветной лак Л-2
[…]
и то, когда слой s o f лак a r e 900 56 сухой , т он инструмент заполнен […]
литая смола, полимеризация
[…]
выполняется при нагревании и, наконец, форма освобождается.
v3.espacenet.com
v3.espacenet.com
Продукт изготовления полимерных мулей в смеси, присутствующий на поверхности, совместимой с зонами различных цветов, на поверхности вне муляжной ткани, авангардный ремплиссаж, авекларсин де кулер, не закрываемый твердым составом un colorant, de telle sorte qu’il en rulte des diffrences de couleur, caractris en ce que l’enduit est appliqu en au moins deux tapes de laquage sur les zone de la surface de l’outil prvues cet effet, c’est—dire que, dans la premire tape de laquage, une дисперсия de laque L-1 contenant une Зарядка без добавления красителя в виде аппликации, такая, как вторая лента для лакировки, une Laque L-2 dpourvue de
[. ..]
плата и содержание ип
[…]
краситель es t аппликация, qu ‘aprs l e schage d es кушетки d e лак, л’ внешний […]
est rempli de la rsine de
[…]
coule et la polymrisation est effectue avec lvation de la temprature, et que la pice est enfin dmoule.
v3.espacenet.com
v3.espacenet.com
Хочешь уже можешь
[…]
перейти к g lo s s лак a t t его сцена.
stephane.info
stephane.info
Si vous le souhaitez, vous pouvez
[…]
диджей стр liqu er d u vernis b rill ant la bombe […]
Лента ds cette.
stephane.info
stephane.info
Через реализацию этого
[. ..]
проект компания достигла
[…]
уменьшение 12,4т/ y i n лак w a st e, 5,4 т/год в готовом […]
Как гарантированно завести машину в сильный мороз — Лайфхак
Лайфхак
Эксплуатация
nationalautocollisioncenters.com
Очередная волна холода в европейской России вновь оставила на стоянках множество не сумевших завестись легковушек, причем даже новых. Мы решили разобраться, стоит ли в трескучий мороз заводить машину и как это лучше сделать.
Максим Строкер
Сразу скажем, что в случае, когда температура опустилась ниже -20° Цельсия, машину машину не заводить. Не полезно это ни для какого двигателя. Да и трансмиссию с подвеской и рулевым насиловать при такой температуре тоже не стоит лишний раз. Но, как это часто бывает, ехать нужно во что бы то ни стало. В этом случае идем и пытаемся заводить. Но только будьте готовы, что под авто потом обнаружится лужа моторного масла или какой-нибудь еще рабочей жидкости, прорвавшейся через уплотнение.
Итак, мы пришли, уселись за руль, включили зажигание, а коленвал еле-еле крутится. Это значит, что аккумулятор у вас, как говорится, «на нуле». Помочь в этом случае могут следующие варианты действий. Во-первых, можно воспользоваться пускозарядным устройством. Если оно есть в хозяйстве, конечно.
Второй способ самоспасения — снять аккумулятор и нагреть в ванне с водой. Разумеется, не залив при этом клеммы! Это заметно повышает энергоемкость батареи, позволяя иногда запустить мотор сразу после возврата АКБ под капот. Не помогло? Придется «прикуривать» от машины соседа, которую удалось завести. В руководствах по эксплуатации многих современных авто прямо запрещено участвовать в процессе «прикуривания» — во избежание возможных проблем в электрике машины-спасателя. Поэтому нужно поступить по-умному. Соединяем проводами клеммы аккумуляторов работающей машины и отказывающейся заводиться.
rxautorepair.com
Далее, не пытаемся «маслать» стартер последней, а ждем минут 15−20 пока севший аккумулятор немного подзарядится. После этого глушим двигатель «спасателя» не снимая проводов и пытаемся запустить двигатель замерзшего ТС. Не с первого, так со второго-третьего раза обычно удается услышать тарахтение воскресшего агрегата. Вместо прикуривания можно попробовать завести машину с помощью буксировки. Но это возможно лишь на моделях с «механикой» в трансмиссии. Авто с «автоматом» можно таскать на буксире долго, вот только результатом будет не запуск мотора, а сломанная КП.
Если и «прикуривание» не срабатывает, придется сдаваться и вызывать либо эвакуатор для поездки в автомастерскую, либо специально обученных сервисменов, предоставляющих услуги запуска машины «на дому». Они и «пускач» привезут, и с некоторыми проблемами системы зажигания разберутся. Напоследок заметим, что категорически не стоит пытаться для облегчения пуска греть картер мотора с помощью паяльной лампы или какого-либо еще источника открытого огня. Это опасно, поскольку в моторном отсеке большинства современных машин полным-полно пластика. Не стоит также «упираться» с пуском дизельной машины. Разве только если вы на 150% уверены, что топливо в ней не замерзло. Если же сомнения есть, лучше не пытаться добить топливный фильтр запарафиневшейся соляркой, а отправить авто на эвакуаторе в теплый гараж или оставить ее в покое до того момента, когда на улице потеплеет.
Автомобили
Тест-драйв
Тест одного из самых бюджетных кроссоверов на российском рынке
34753
Автомобили
Тест-драйв
Тест одного из самых бюджетных кроссоверов на российском рынке
34753
Подпишитесь на канал «Автовзгляд»:
Telegram
Яндекс.Дзен
эвакуаторы, ремонт, аксессуары
Полезные советы, как завести автомобиль в мороз
На этой неделе обещают тридцатиградусные морозы, но ехать на работу все равно надо. Вот несколько советов, которые помогут завести автомобиль в сильный мороз.
Автор: Мария Камилова
Фото: ok.ru
Алгоритм запуска холодного автомобиля
При заводе машины в мороз следует сначала «разбудить» аккумулятор.
1. Вставляем ключ зажигания, включаем фары и переключаемся с ближнего на дальний свет 10-15 секунд.
2. Ждем 10-15 секунд, в это время выключаем фары, проверяем, отключена ли вся электроника в машине (обогрев стекла и зеркал, печка, магнитола).
3. Пробуем завести автомобиль, но держим ключ в крайнем положении не более 10 секунд. Если с первого раза запустить двигатель не удалось, ждем около 30 секунд и повторяем еще раз, начиная от манипуляций с фарами. Оптимальное количество попыток – 5, не больше.
4. После завода обязательно немного погазуйте и хорошо (хотя бы 10-15 минут) прогрейте двигатель до начала движения.
5. Сотрудники центров по обслуживанию аккумуляторов отмечают, что после зимнего запуска машины ей обязательно необходимо поработать (вхолостую или на ходу) не меньше 30 минут, чтобы хоть немного восполнить заряд аккумулятора.
Как согреть аккумулятор
1. Так как самым «слабым звеном» в морозы становится аккумулятор, не поленитесь на ночь заносить его в тепло. Тогда утром будет гораздо больше шансов завести вашего железного коня.
2. Проверьте контакт клемм с аккумулятором, затяните их до предела гаечным ключом.
3. Если ночь батарея провела на морозе, можно попробовать отогреть ее в сокращенном варианте. Утром выйдите из дома пораньше и занесите АКБ домой: есть надежда, что за пару часов аккумулятор успеет отогреться. Полезно будет после этого хотя бы чуть-чуть подзарядить его.
Внимание! Ни в коем случае не пытайтесь нагреть аккумулятор источниками тепла принудительно, это опасно для вашего здоровья и эксплуатационных качеств батареи. Здесь подходит только плавное согревание под воздействием комнатной температуры.
Как правильно «прикурить»
Если вы убедились, что аккумулятор сел – попросите у кого-то из проезжающих автолюбителей помочь вам завести двигатель.
1. Проводами с зажимами для прикуривания сначала соедините плюсовую клемму разряженного аккумулятора и такую же плюсовую клемму заряженного. Вторым проводом соедините минусовую клемму заряженного аккумулятора и — внимание!!! — массу (металлическую часть мотора автомобиля). Не соединяйте минусовые клеммы между собой.
2. Сначала нужно завести автомобиль с заряженной батареей. Дайте поработать ему на 2000 оборотах минут 20. Этого времени будет достаточно, чтобы ваш замерзший аккумулятор подзарядился от донора до уровня, необходимого для самостоятельного запуска двигателя.
3. Заведите свой автомобиль и, если запуск свершился, пусть оба автомобиля поработают вместе еще минут 5-10. Отсоедините провода от аккумуляторов в обратной последовательности.
4. Перед началом движения, рекомендуем немного погазовать вхолостую, чтобы еще немного повысить заряд в аккумуляторе.
Источник фото: ok.ru
Основные советы при эксплуатации автомобиля зимой
1. Старайтесь соблюдать режим полного бака. Чем больше в баке бензина, когда машина ночью, в выходные или в морозы стоит на парковке, тем меньше возможности образоваться вредному конденсату.
2. Если оставить машину в сильный мороз надолго на «ручнике», могут примерзнуть тормозные колодки.
3. Ни в коем случае не мойте машину, если в ближайшие дни ожидается мороз. Даже если вы заказали всего лишь внешний обмыв кузова, во время нахождения во влажной теплой атмосфере мойки ваш автомобиль отсыреет насквозь, а в дальнейшем сразу несколько систем могут преподнести неприятный сюрприз, не говоря уже о возможности замораживания замков.
Почему ваш автомобиль не заводится в холодную погоду (+ исправления и советы)
Связаться с нами
Получить предложение
Холодная погода может эффективно разрушить систему вашего автомобиля, оставив двигатель, который отказывается заводиться.
Но знаете ли вы почему ваша машина не заводится в холодную погоду? И что вы можете сделать чтобы перезапустить машину ?
В этой статье мы рассмотрим восемь причин, по которым машина не заводится в мороз, а затем покажем, что с этим делать. Мы также дадим советов экспертов по подготовке автомобиля к зиме и ответов на несколько часто задаваемых вопросов о холодных автомобилях.
Эта статья содержит:
(Нажмите на ссылку, чтобы перейти к нужному разделу)
8 причин, по которым ваш автомобиль не заводится в холодную погоду
Как перезапустить холодный автомобиль
Как подготовить автомобиль к зиме (советы по уходу)
4 Автомобиль не заводится в холод. Часто задаваемые вопросы
Как низкие температуры влияют на ваш автомобиль?
Может ли экстремальный холод убить автомобильный аккумулятор?
Может ли бензин или моторное масло замерзнуть?
Должен ли я парковать машину в гараже зимой?
Начнем.
8 причин, почему Автомобиль не заводится в мороз Погода
Ваш автомобиль может не завестись в мороз по многим причинам.
Иногда это может быть севший аккумулятор или неисправная катушка зажигания, а иногда виноват неисправный датчик температуры охлаждающей жидкости. Излишне говорить, что всегда лучше обратиться к профессионалу для решения проблемы.
Чтобы предупредить вас, вот несколько распространенных проблем, связанных с невозможностью запуска двигателя при низких температурах:
1. Холодный автомобильный аккумулятор
Холодный аккумулятор Аккумулятор является наиболее вероятной причиной того, что ваш автомобиль не заводится в холодную погоду. Если вы слышите свистящий звук при зажигании, возможно, разряженный аккумулятор препятствует вращению стартера.
Но почему? Когда автомобиль стоит в неотапливаемом гараже, холодная погода замедляет химическую реакцию внутри автомобильного аккумулятора. А холодные автомобильные аккумуляторы не могут производить такое же количество энергии, как теплые аккумуляторы.
Моторное масло также становится гуще в холодную погоду. В результате он требует в два раза больше энергии от батареи в нормальных условиях.
2. Загущение автомобильной жидкости
Низкая температура может привести к тому, что моторное масло, трансмиссионная жидкость, антифриз и т. д.0009 сгущать . Требуется больше усилий, чтобы прокачать их через блок цилиндров.
Дополнительные усилия по перекачиванию масла также нагружают аккумулятор, не позволяя ему работать на оптимальном уровне. В результате ваша машина не заведется .
Если вы водите дизельный двигатель, имейте в виду, что дизельное топливо также становится гелеобразным при сильном холоде, и может потребоваться больше времени для прокачки и питания двигателя автомобиля во время зажигания.
3. Влага в топливопроводе
Для подачи топлива в двигатель требуется нечто большее, чем просто заполнение бензобака.
Топливная система включает в себя топливную форсунку, топливный насос, реле топливного насоса и несколько топливопроводов, по которым фиксированное количество топлива перекачивается из одной точки в другую.
В некоторых случаях влага в топливопроводе может замерзнуть, что приведет к снижению давления топлива или его засорению.
Но как влага достигает топливопровода? Газ или топливо в топливном баке необходимо сначала испарить, прежде чем оно сможет загореться.
Когда уровень бензина в топливном баке падает, появляется больше места для конденсации. Этот конденсат перемещается из бензобака в топливную магистраль. Когда температура падает, он замерзает и препятствует попаданию газа в двигатель вашего автомобиля.
4. Использование неподходящего масла
Густое масло, такое как 10W-30 , может затруднить запуск двигателя вашего автомобиля в условиях низких температур. Чтобы противостоять этому, большинство новых автомобилей сегодня используют разбавитель масло как 5W-20 . Скорее всего, вы обнаружите, что в вашем нынешнем автомобиле General Motors, Ford или Honda указано масло с меньшей вязкостью, подобное этому.
Если вы не знаете, какое моторное масло использовать, обратитесь к руководству по эксплуатации вашего автомобиля или посетите ближайший магазин автозапчастей, где вам помогут.
5. Ваш автомобиль оснащен карбюратором
Если вы водите автомобиль, выпущенный более 30 лет назад, скорее всего, внутри него установлен карбюратор. Карбюратор смешивает топливо из бензобака с воздухом, чтобы сделать его горючим в блоке двигателя.
Маленькие сопла на карбюраторах очень чувствительны к перепадам температуры и могут легко забиваться льдом, препятствуя запуску двигателя.
В этом случае возможное решение:
Поставьте одну ногу на муфту .
Теперь нажмите педаль акселератора другой ногой при включении зажигания. Это предварительно впрыснет немного дополнительного топлива в блок двигателя и заведет вашу машину.
Примечание : Если у вас современный автомобиль, в нем не будет карбюратора. Однако сегодня в большинстве новых автомобилей используется топливная форсунка , чтобы устранить эту проблему.
6. Неисправный генератор
Если у вас новый аккумулятор и он продолжает работать разряженный , это может быть генератор автомобиля. Неисправный генератор не заряжает должным образом и оставит вас со слабой батареей.
Запасной генератор можно найти в магазине автозапчастей. Однако, поскольку генератор подключен к двигателю и аккумулятору вашего автомобиля, мы рекомендуем обратиться в механик, чтобы приехать или вызвать эвакуатор или техпомощь на дороге , чтобы отремонтировать или заменить генератор.
7. Неисправный стартер
Чаще всего автомобиль не заводится из-за неисправного стартера. Когда есть неисправное реле стартера, вы услышите щелчок при повороте ключа зажигания, после чего двигатель отказывается вращаться.
Даже при плохом стартере машина не заведется. В такой ситуации лучше всего отправиться в магазин автозапчастей или вызвать механика для диагностики и замены стартера.
8. Стареющая свеча зажигания
Свеча зажигания в вашем автомобиле воспламеняет топливно-воздушную смесь в топливной системе, которая помогает двигателю вырабатывать мощность.
Если ваша свеча зажигания стареет или ее провода изношены, она может не выполнять свою работу. В идеале вы должны проверять или заменять свечу зажигания каждые 30 000–90 000 миль пробега.
Теперь, когда вы знаете, что может быть причиной холодного запуска вашего двигателя, давайте посмотрим, как вы можете решить эти проблемы и перезапустить холодный автомобиль.
Как перезапустить двигатель A Холодный автомобиль
Вот несколько вариантов, которые вы можете попробовать, чтобы запустить двигатель, когда ваш автомобиль плохо заводится.
A. Выключите все
Фары, автомобильный обогреватель и другая электроника питаются от автомобильного аккумулятора. Если вы живете в очень холодную погоду, лучше отключить их до того, как вы попытаетесь завести машину.
Это поможет направить заряд аккумулятора для запуска двигателя. После запуска двигателя дайте ему поработать несколько минут, прежде чем включать нагреватель или любое другое электронное устройство.
B. Проверьте кабели и клеммы аккумуляторной батареи
Коррозия вокруг кабеля аккумуляторной батареи или клеммы аккумуляторной батареи может привести к снижению напряжения аккумуляторной батареи, вызывая переходный ток, препятствующий запуску автомобиля.
Найдите аккумулятор и проверьте отрицательную и положительную клеммы, а также кабель аккумулятора на наличие признаков коррозии.
Отсоедините клемму аккумулятора и очистите твердую корку смесью пищевой соды и воды. Даже если кабель аккумуляторной батареи не подвержен коррозии, затяните зажимы перед включением зажигания.
C. Залейте моторное масло
Если в вашем автомобиле мало моторного масла, это может привести к трению между деталями и повреждению жизненно важных компонентов двигателя.
Низкое моторное масло также создает дополнительную нагрузку на автомобильный аккумулятор, поскольку двигателю требуется больше времени для запуска. И если аккумулятор уже холодный, он не сможет запитать ваш автомобиль. Во избежание этого используйте щуп для проверки уровня масла в двигателе и, при необходимости, долейте его.
D. Включение сцепления во время зажигания
Включение сцепления при включении зажигания отключает коробку передач. Таким образом, батарея нужна только для питания стартера.
Это снижает нагрузку на аккумулятор и повышает вероятность того, что двигатель заглохнет, даже если у вас холодная машина. Однако этот трюк с холодным запуском работает только с автомобилями с механической коробкой передач .
E. Запустите свой автомобиль
Если у вас разрядился аккумулятор, вы можете попытаться запустить двигатель с помощью работающего автомобиля, который будет работать как зарядное устройство.
Чтобы запустить автомобиль, вам понадобится кабель-перемычка для подключения автомобильного аккумулятора к работающему автомобилю. Если у вас есть обычная машина, используйте соединительный кабель калибра 6.
Включите работающую машину и дайте ей поработать несколько минут, прежде чем включать машину. Избегайте включения обогревателя или других электронных аксессуаров, так как это приведет к ненужной разрядке батареи. Для получения подробной информации о запуске от внешнего источника ознакомьтесь с этим руководством по разряженному автомобильному аккумулятору.
F. Вызов помощи
Если вы не разбираетесь в ремонте автомобилей, вам не следует пытаться устранять проблемы с автомобилем самостоятельно.
Вызовите эвакуатор или помощь на дороге, если ваш автомобиль не заводится.
В качестве альтернативы вы можете вызвать мобильного механика , который приедет к вам домой , когда вы не сможете завести машину холодным утром.
В этом случае ваш ответ RepairSmith !
RepairSmith очень удобный и доступное мобильное решение для ремонта и обслуживания автомобилей .
С помощью RepairSmith:
На все ремонтные работы предоставляется гарантия 12 месяцев/12 000 миль
Вы получаете доступные цены без скрытых затрат
Используются только качественные запасные части и инструменты
Вы можете легко забронировать ремонт вашего автомобиля онлайн по гарантированным ценам
RepairSmith предлагает свои услуги семь дней в неделю
Для точной оценки стоимости пускового ремонта автомобиля заполните эту онлайн-форму.
Знать, как устранять неполадки, — это одно, но лучше вообще избегать холодной машины, верно?
Как подготовить машину к зиме? (Советы по уходу)
Вот несколько советов для автовладельцев по подготовке автомобиля к холодам:
A. Подготовка автомобиля к зиме
Перед наступлением зимы рекомендуется проверить автомобильный аккумулятор и моторное масло.
Кроме того, давление в шинах вашего автомобиля может падать на 1 PSI (фунт на квадратный дюйм) при снижении температуры на каждые 10 градусов. Это происходит потому, что воздух внутри шины конденсируется, занимая меньше места в холодном состоянии. Поэтому вам также следует проверить давление в шинах.
Вы также можете приобрести зимние шины в автомагазине, чтобы выдержать обледенелые дороги и подготовить свой автомобиль к зимнему вождению.
B. Прогрев двигателя
Включите зажигание и оставьте автомобиль на холостом ходу не менее чем на 30 секунд. Это дает вашему двигателю достаточно времени для нагревает и предотвращает ненужную нагрузку на блок двигателя.
C. Установка обогревателя блока цилиндров
Если температура в вашем регионе падает ниже -15°C , приобретение безопасного обогревателя блока цилиндров двигателя в автомагазине является хорошей идеей.
Нагреватель блока цилиндров нагревает охлаждающую жидкость и двигатель, позволяя моторному маслу свободно течь через блок двигателя.
Если ваш автомобиль работает на дизельном топливе, вам может понадобиться блок обогревателя еще до того, как температура упадет до такой низкой.
Помимо нагревателя блока цилиндров, в автомобилях, работающих на дизельном топливе, также есть свечи накаливания , которые работают как нагреватель для подогрева поступающего топлива и воздуха для эффективного сгорания топлива. Свечи накаливания имеют индикаторы, которые показывают, когда автомобиль достаточно прогрелся для запуска.
Если у вас нет обогревателя или свечей накаливания, вы можете оставить свой автомобиль в отапливаемом гараже или купить электроодеяло для обогрева двигателя, чтобы накрыть аккумулятор.
D. Уход за аккумулятором
Перед началом зимы проведите тщательную проверку состояния аккумулятора в профессиональной авторемонтной мастерской, например 9.0009 Ремонтник .
Если вашему аккумулятору больше трех лет и вы используете свой автомобиль только для коротких поездок, заряжайте аккумулятор один раз в неделю. И если он по-прежнему не держит заряд, лучше всего приобрести новый аккумулятор для безопасного вождения зимой.
Вы можете установить аккумулятор с самым высоким номинальным током холодного пуска (CCA). Ампер холодного пуска или CCA — это рейтинг, используемый в аккумуляторной промышленности для определения способности аккумулятора запускать двигатель при низких температурах.
E. Используйте жидкость для стартера
Поскольку жидкость для стартера более горючая, чем топливо для вашего автомобиля, она легко воспламеняется от свечи зажигания и создает дополнительную силу для проворачивания двигателя.
Владельцы автомобилей могут снять воздушный фильтр и впрыснуть очень небольшое количество пусковой жидкости в воздухозаборник. Затем замените воздушный фильтр и включите зажигание.
Примечание: Мы настоятельно рекомендуем вызвать профессионального механика для изучения проблемы, прежде чем пытаться использовать этот метод, иначе вы можете серьезно повредить блок двигателя.
F. Следите за охлаждающей жидкостью
Работа охлаждающей жидкости заключается в предотвращении предотвращения замерзания воды в системе охлаждения вашего автомобиля в холодных условиях. Кроме того, оно также обеспечивает смазку движущихся частей двигателя. Если уровень охлаждающей жидкости ниже полной линии, необходимо долить ее, чтобы подготовить автомобиль к холодам.
G. Замена стеклоочистителей
Замените стеклоочистители, так как на них могут образоваться трещины из-за низких температур.
Кроме того, не забудьте поднять дворники ночью , чтобы они не примерзли к лобовому стеклу и не сломались холодным утром.
H. Продлить страхование автомобиля
Ремонт автомобиля, поврежденного из-за сильного холода, может быть дорогостоящим. Так что не забывайте ежегодно продлевать страховку на машину, чтобы смягчить такие финансовые потери от зимы.
Теперь, когда у нас есть все причины, решения и советы по уходу, давайте рассмотрим некоторые часто задаваемые вопросы, связанные с холодным автомобилем.
4 Автомобиль не заводится в холодную погоду Часто задаваемые вопросы
Вот несколько распространенных вопросов, которые возникают у владельцев автомобилей, когда их машина не заводится в холодную погоду:
1. Как низкие температуры влияют на мой автомобиль?
Низкая температура и другие неблагоприятные погодные условия могут повлиять на ваш автомобиль по-разному:
Снижает способность аккумулятора удерживать заряд
Моторное масло загустевает, что приводит к трению в стартере
Ремни генератора трескаются на морозе
Топливная система замерзает
Ваши шины могут сдуваться когда воздух внутри сжимается из-за холода
Резина на дворниках повреждается, и Холодное лобовое стекло может обледенеть
2.
Может ли экстремальный холод убить мой автомобильный аккумулятор?
Полностью заряженный новый аккумулятор замерзает только при температуре -57°C. Однако, если у вас разряженный аккумулятор, он может замерзнуть при температуре около 0°C. Даже если разморозить аккумулятор, заряд будет слабым и ненадолго.
3. Может ли бензин или моторное масло замерзнуть?
Моторное масло не замерзает , но становится очень вязким на морозе.
Рекомендуется использовать моторное масло с более низким рейтингом W, например 5W-20. Температура замерзания бензина ниже -50°C, поэтому вы можете быть уверены, что газ в вашем топливном баке не замерзнет в ближайшее время, если вы не достигнете арктических температур.
Вы также можете перейти на синтетическое масло, которое работает на холоде лучше, чем обычные масла. Синтетическое масло лучше течет, облегчает запуск и защищает автомобиль от износа.
4. Стоит ли парковать машину в гараже зимой?
Автомобильные аккумуляторы часто теряют мощность при более низких температурах, поэтому для запуска двигателя требуется больше времени, чем обычно. Поэтому лучше всего держать свой автомобиль на более теплых крытых стоянках.
Кроме того, парковка в помещении избавляет вас от необходимости соскабливать лед с окон или стряхивать снег с крыши перед выходом из дома.
При отсутствии закрытого парковочного места вы можете отцепить клеммы аккумулятора вашего автомобиля и занести его внутрь на ночь, чтобы аккумулятор оставался теплым.
Заключительные мысли
Есть несколько вещей, которые вы можете попробовать, если ваш автомобиль не заводится на морозе.
Но, как всегда, лучше вообще избегать подобных ситуаций. Используйте советы, которые мы упомянули, чтобы подготовить свой автомобиль к зиме, чтобы не мучиться каждое утро, пытаясь завести двигатель.
И если вам интересно, к кому вам следует обратиться, если ваш автомобиль не заводится в холодную погоду, попробуйте RepairSmith! Наши 9Специалисты 0009 приведут ваш холодный автомобиль в рабочее состояние прямо на подъездной дорожке!
Мастер по ремонту
RepairSmith — это самый простой способ отремонтировать ваш автомобиль. Наши специалисты, сертифицированные ASE, доставят качественный ремонт и техническое обслуживание автомобиля прямо к вашему подъезду. Мы предлагаем предварительную цену, онлайн-бронирование и 12-месячную гарантию на 12 000 миль.
Подпишитесь, чтобы получать советы по техническому обслуживанию, новости и рекламные акции, которые помогут поддерживать ваш автомобиль в отличной форме.
Продолжая, вы соглашаетесь с Условиями обслуживания RepairSmith.
и подтвердите, что ознакомились с Политикой конфиденциальности.
Вы также соглашаетесь с тем, что RepairSmith может общаться с вами по электронной почте, SMS или телефону.
Автомобиль не заводится в холодную погоду? Вот что нужно делать
Если ваш автомобиль не заводится в холодный день, попробуйте долить масло, отключить дополнительное оборудование или выжать сцепление при включении зажигания .
Зимнее вождение может быть сложным даже в хороший день. Тем не менее, обледенелые дороги и замерзшие окна могут быть наименьшей из ваших проблем, если ваш автомобиль даже не заводится.
Если вы не можете приступить к работе с помощью приведенных ниже советов, позвоните в службу техпомощи на дороге, чтобы получить помощь на дороге.
Программа помощи на дорогах Джерри
стоит всего 6,99 долларов в месяц. Добавьте его в свой план страхования автомобиля
сегодня, чтобы вам не пришлось беспокоиться об этом в такую погоду -10 градусов.
Тем не менее звук работающего двигателя не обязательно означает конец предстоящего дня. Продолжайте читать, чтобы узнать о некоторых исправлениях, которые все еще могут помочь вам выйти за дверь вовремя.
РЕКОМЕНДУЕТСЯ
Сравните полисы автострахования
Никакого спама и нежелательных телефонных звонков · Никаких длинных форм · Никаких комиссий
Основные причины, по которым машина не заводится в холодную погоду
Холодная погода влияет на несколько ключевых частей вашего автомобиля. Давайте быстро коснемся основных.
Аккумулятор : Электрический ток вашей батареи просто не такой сильный, когда температура становится низкой из-за замедления химической реакции, необходимой для производства электроэнергии.
Густое моторное масло : Когда масло не может течь по двигателю так же плавно, как обычно, это создает дополнительную нагрузку на аккумулятор. Если ваша батарея уже борется, это может еще больше усугубить ситуацию.
Засорение топливопроводов или карбюратора : Хотя небольшое количество влаги обычно не оказывает большого влияния, лед может быстро забить тонкий топливопровод. Вам нужно беспокоиться об этом только в том случае, если у вас старый автомобиль.
Попробуйте эти советы, чтобы завести машину
Ладно, хватит объяснений! Воспользуйтесь этими советами, если ваш автомобиль не заводится в холодную погоду.
1. Выключите аксессуары
Выключите все, что потребляет электроэнергию от аккумулятора. Ваша цель — снизить нагрузку на аккумулятор и склонить его к включению с меньшей нагрузкой. Попробуйте:
Если это работает, ура! Обязательно дайте двигателю поработать некоторое время, прежде чем снова включать какое-либо из этих аксессуаров. В противном случае вы можете убить батарею слишком большим спросом.
2. Нажмите на сцепление, включив зажигание
Если на вашем автомобиле установлена механическая коробка передач, вы можете использовать сцепление, чтобы стимулировать включение аккумулятора. Попробуйте слегка нажать или опустить сцепление одновременно с поворотом ключа зажигания.
В холодном автомобиле это может уменьшить объем работы, которую должен выполнять аккумулятор, и увеличить вероятность того, что двигатель перевернется.
3. Залейте моторное масло
Звук работающего двигателя может быть вызван низким уровнем масла. Низкий уровень масла создает дополнительную нагрузку на аккумулятор. Если у вас уже есть холодная батарея, старая или некачественная батарея, низкий уровень масла может усугубить проблему.
С помощью щупа убедитесь, что уровень масла низкий, а затем долейте его перед повторным запуском двигателя. Поддерживайте высокий уровень масла зимой, чтобы избежать этого в будущем.
Позвольте Джерри найти вашу цену всего за 45 секунд
Без спама · Без длинных форм · Без комиссий
Найдите страховые накопления (100% бесплатно)
4. Проверьте выводы аккумулятора на наличие контакта (или коррозии)
Также разумно открыть капот и осмотреть кабели аккумулятора. Если они с коррозией , вы увидите твердые или соленые отложения на клеммах. Коррозия затрудняет соединение батареи.
Приготовьте чистящий раствор из пищевой соды и воды, возьмите старую зубную щетку и наденьте защитные очки и перчатки. Почистите аккумулятор на отсоединение кабелей — сначала отрицательный конец (-), а затем удаление коррозии. Протрите начисто, а затем снова подключите, отрицательный в последнюю очередь.
Не видите коррозии? Вы все равно должны проверить наличие проблем с подключением. Ослабленные кабели и зажимы могут затруднить или остановить подачу электричества, поэтому проверьте их на предмет затяжки, прежде чем снова пытаться завести автомобиль.
5. Запустите автомобиль или вызовите помощь на дороге
Все еще не повезло? Пришло время дать толчок вашему автомобилю. Если у вас есть соединительные кабели, попробуйте постучать в дверь дружелюбного соседа. В противном случае звоните техпомощь на дороге для запуска автомобиля с места на дороге.
Вот основные шаги для безопасного запуска автомобиля:
Установите обе машины на нейтралку с выключенными двигателями , припаркуйте их нос к носу, чтобы аккумуляторы были рядом друг с другом
Откройте капот и возьмитесь за кабели— 0 не позволяйте черным и красным зажимам соприкасаться друг с другом!
Начните с подключения кабелей: подсоедините один конец красного кабеля к положительной (+) клемме разряженного аккумулятора
Подсоедините другой конец красного кабеля к положительной клемме другого автомобиля
Подсоедините черный кабель к отрицательной (-) клемме другого автомобиля, а другой конец прикрепите к неокрашенной металлической поверхности своего автомобиля
кабели на месте, запустите двигатель исправного автомобиля и дайте ему поработать несколько минут , прежде чем пытаться завести свой автомобиль с кабелями на месте. Если ваша машина завелась, отсоедините кабели и не глушите машину снова в течение хоть еще 20 минут.
РЕКОМЕНДУЕТСЯ
Сравните полисы автострахования
Никакого спама или нежелательных телефонных звонков · Никаких длинных форм · Никаких комиссий
Предотвращение — это мощно. Чтобы избежать ситуации, когда ваш автомобиль не заводится в холодную погоду, вот несколько советов, которые нужно реализовать.
Подготовка автомобиля к зиме
Заправляйте жидкости , такие как антифриз и омывающая жидкость. Оборудуйте свой автомобиль зимними шинами и отдайте его наладку механику до наступления холодов. Гораздо лучше поймать ломкую трубку сейчас, чем утром перед большой встречей.
Держите его накрытым на ночь
Вы не можете остановить снегопад снаружи, но вы можете накрыть свой автомобиль, чтобы уменьшить общее воздействие температуры.
Разница может быть всего в несколько градусов, но 9Зимний автомобильный чехол 0500 может означать разницу между живым аккумулятором и разряженным. Даже автомобили, припаркованные в помещении зимой, могут получить пользу от покрытия.
РЕКОМЕНДУЕТСЯ
Сравните полисы автострахования
Никакого спама и нежелательных телефонных звонков · Никаких длинных форм · Никаких комиссий
Если вы почистили аккумулятор, но подключение по-прежнему отсутствует, пришло время заменить аккумулятор.
Новая батарея будет хорошо держать заряд, иметь чистые клеммы и прослужит долго. Существуют также специальные номиналы для аккумуляторов для холодной погоды , поэтому обязательно спросите у своего механика, какой аккумулятор лучше всего подходит для вашей ситуации. Это будет стоить вам около 100 долларов, но это низкая цена за душевное спокойствие.
Используйте подзарядное устройство для ненадежных аккумуляторов
Подзарядное устройство — идеальное решение для обеспечения постоянного питания вашей батареи, особенно при низких температурах. А 9Капельное устройство 0500 подключается к стене, а затем подключается к аккумулятору.
Это означает, что вы всегда готовы к работе, и машина заведется без промедления, если, конечно, ваш аккумулятор в хорошем состоянии. Зарядные устройства Trickle просты в использовании и стоят менее 50 долларов.
Держите бак полным и используйте правильное масло
Полный бак бензина — это отличная идея для зимнего вождения. Правильно подобранное масло тоже может иметь большое значение.
Знаете ли вы, что существуют разные рейтинги масла для холодной и теплой погоды? Спросите своего механика о подходящем типе масла для вашего автомобиля и вашего местного климата. Вы можете быть удивлены их рекомендацией.
РЕКОМЕНДУЕТСЯ
Сравните полисы автострахования
Никакого спама и нежелательных телефонных звонков · Никаких длинных форм · Никаких комиссий
Помощь на дороге — это не просто старый скрипучий грузовик и дорогая эвакуация в автосервис.
Современные программы помощи на дорогах всеобъемлющи и удивительно доступны!
Jerry’s
стоит всего 6,99 долларов в месяц и покрывает все основные задачи по спасению зимой: подача топлива, помощь при спущенных шинах, помощь в блокировке, лебедка и многое другое.
Зимние дороги непредсказуемы, независимо от вашего опыта . Никогда не знаешь, когда нагрянет метель или гололед и попытается испортить тебе день. Но вы можете обеспечить себе душевное спокойствие, инвестируя в правильный план помощи на дороге.
«Супер практично! Я впервые оформляю страховку на машину, и я бесконечно благодарен за то, что нашел
Джерри
. Так просто и так легко!» — Дейя Х.
Часто задаваемые вопросы
Что делать, если машина не заводится на морозе? Также может помочь доливка масла.
Вы также можете попробовать почистить клеммы аккумулятора, чтобы улучшить подачу электроэнергии — только не забудьте надеть защитное снаряжение.
На первый взгляд, абсурдный вопрос. Но только на первый взгляд. Если аккумулятор уже не так силен, как сразу после покупки, ему можно дать «второе дыхание» путем последовательного разряда и последующей полной зарядки. Такая процедура даже желательна, провести ее стоит перед сезоном холодов.
Сразу скажем: «разрядить аккумулятор» — не значит подвергнуть его глубокому разряду.
То есть, включить все бортовые системы при заглушенном двигателе, и ждать, пока аккум отдаст всю энергию – дохлое дело. Кальциевый АКБ вообще не переживет такую процедуру, батареи других классов тоже отнесутся к ней не очень хорошо. Разряжать нужно до четко определенных электрических показателей. А именно: 10,3 В на батарее в целом и 1,7 В на каждой банке. Повторимся: процедура годится только для малосурьмянистых АКБ, остальные классы батарей лучше ограничьте обычным зарядом. Зато аккумуляторы системы «свинец-сурьма» после такой перезагрузки могут заработать, как в молодые годы.
Для начала, каким образом разряжать?
Вариантов несколько, но для всех потребуется мультиметр, вольтметр или зарядное устройство с фиксацией напряжения на клеммах. Подключаем аппаратуру к подключенному АКБ и «врубаем» дальний и ближний свет. Всю имеющуюся на борту электронику подключать не надо – аккумулятор не любит как быстрого заряда, так и быстрого разряда. Итак, ждем заветных цифр. После, снимаем АКБ и заряжаем. Если находиться рядом с машиной не с руки – снимаем батарею и совершаем все манипуляции дома. Лучший вариант разряда – подключить к аккумулятору лампочку 12 В, 60 Вт. Такие устанавливаются в фарах автомобиля. Как раз получим нужные 5 А потребления. Заодно, сможете высчитать реальную емкость своего АКБ. Если лампочки под рукой нет, подойдет любой потребитель на 5-7 А.
Еще удобнее, если функция разряда есть на зарядном устройстве. Эта опция частотна на более-менее вариативных устройствах. Остается только задать нижний предел напряжения, после достижения которого ЗУ прекратит разряд.
Далее – зарядка.
Начать ее нужно немедленно. Если нет возможности сразу зарядить АКБ, даже не начинайте процедуру разряда – погубите батарею. В разряженном «в ноль» аккумуляторе буквально через пару часов начинается процесс сульфатации – покрытие пластин сульфатом свинца. Чем глубже сульфатация, тем меньше шансов, что батарея вообще заработает. Так вот, сразу после разряда – зарядка. Желательно, малыми токами. Если вы никуда не собираетесь ехать в ближайшие дни – идеально. Поставьте зарядник на ток от 1,5 до 5 А и ждите полного заполнения емкости. При 1,5 А на зарядку может уйти 2-3 суток (в зависимости от емкости батареи), но заряд малыми токами частично десульфатирует батарею, а следовательно, возвращает ее емкость.
Подобных циклов КТЦ можно производить до двух за один раз. Но даже одного может хватить, чтобы батарея восстановилась и послужила вам верой и правдой еще пару лет.
Чем разрядить автомобильный аккумулятор: способы
В процессе эксплуатации автомобильной техники наступает период для проведения разряда аккумулятора. При этом важно понимать, что необходимо не доводить до глубоких разрядов, что может оказать пагубное влияние на источник питания, некоторые разновидности батарей при этом не смогут восстановить нормальные значения. Рассмотрим для чего это нужно и какие существуют способы.
Содержание
Для чего необходимо быстро разрядить автомобильный аккумулятор
Способ разрядить аккумулятор
Не снимая с авто
Вне авто
Многофункциональное зарядное устройство
Контрольно-тренировочный цикл
Для чего необходимо быстро разрядить автомобильный аккумулятор
Разрядка аккумуляторной батареи может понадобиться в случае необходимости замерить реальную внутреннюю емкость аккумулятора. Производители рекомендуют проводить такие манипуляции не реже одного раза в год, в частности при переходе на зимний период. Такие действия позволят увеличить срок работы источника питания.
При правильной разрядке восстановление необходимо проводить установленным значением тока зарядки. При этом засекается время снижения разряда, а в последствии вычисляется емкость аккумуляторной батареи. Высчитанное значение поможет выяснить реальное состояние источника питания, а также сколько утеряно емкости батареи.
Способ разрядить аккумулятор
В настоящее время используется три способа снижения заряда батареи:
не снимая с автомобиля;
вне автомобильной техники;
применение многофункционального зарядного устройства.
Не снимая с авто
Данный способ считается среди автомобилистов самым простым и доступным. Нижний порог значения напряжения источника питания должен составлять значение не менее 10,3 В, при этом у одной банки показания не ниже 1,7 В. В результате применения такого метода время процесса разряда не регламентируется так как при этом используются бортовые потребители, каждый имеет свои показания потребления электроэнергии из аккумулятора.
В процессе процесса разряда необходимо следовать следующим правилам:
Первоначально перед тем как разрядить аккумулятор автомобиля необходимо заглушить двигатель, при этом заряд от генератора не будет поступать.
Включите бортовые потребители электроэнергии. Основными аппаратами практически в каждом автомобиле являются печки, магнитолы, а также освещение.
В течение всего времени разряда необходимо контролировать значение напряжения на выводах аккумулятора.
При падении до 10,3 В разряд следует прекратить. При этом восстановление рекомендуется проводить сразу.
Совет! При данном способе снижения заряда рекомендуется проводить постоянный замер напряжения при помощи мультиметра.
Не стоит забывать, что понижение заряда, не снимая с авто не может дать реальную картину внутренней емкости аккумулятора. В данном случае просто проводится разрядка для тренировки источника питания.
Вне авто
Для того, чтобы провести нормальный режим снижения разряда и при этом увидеть реальную внутреннюю емкость источника питания его необходимо снять с автомобиля и разрядить отдельно. Восстановление заряда после проводится при помощи специального зарядного устройства. После того, как сняли аккумулятор необходимо замерить плотность электролита при помощи ареометра, значение должно находится в пределах 1,27-1,29 г/см3.
Для проведения непосредственно разряда следует собрать соответствующую схему:
Используемый вольтметр поможет контролировать напряжение при снижении разряда. При помощи амперметра и переменного сопротивления возможно установить необходимый ток разрядки. При проведении снижения заряда в течение 10 часов, значение тока устанавливается 9% от внутренней емкости источника питания.
Интересно знать! Такой метод можно проводить в домашних условиях при этом необходимо иметь измерительные приборы и переменное сопротивление.
Для того, чтобы определить емкость необходимо значение тока умножить на время достижения показания 10,3 В. Если нет возможности применить переменное сопротивление его можно заменить на обыкновенную лампочку на 12 В, при этом можно комбинировать потребитель из нескольких ламп. Следует помнить, в результате нагрева ламп под них следует подкладывать негорючий материал. После полного разряда источник питания устанавливают на зарядку как можно быстрее, такой метод поможет быстро и качественно установить нормальное значение внутренней емкости.
Многофункциональное зарядное устройство
Такой метод считается самым безопасным и рекомендуется производителями источников питания. При этом необходимо применять зарядно-разрядное устройство (ЗУ) в конструкции которого есть функция разряда. Данные аппараты применяются при снижении заряда кислотных, литиевых и щелочных источников питания.
Достоинством такого метода является то, что нет необходимости постоянно контролировать напряжение, устройство самостоятельно прекратит процесс. На самом аппарате следует установить тип источника питания и основные параметры по которым будет проходить снижение заряда. По окончании разряда устройство подаст сигнал и вычислит реальные значения внутренней емкости аккумулятора. После следует просто перевести в режим заряда и пойдет процесс восстановления заряда, при этом устройство укажет показание емкости восстановленного аккумулятора.
Контрольно-тренировочный цикл
Практически каждый опытный электрик в автосервисе рекомендует своим клиентам применять контрольно-тренировочные циклы (КТЦ), в результате чего значительно повышается срок службы источника питания. При правильном обращении и соблюдении требований безопасной эксплуатации аккумуляторная батарея способна прослужить в два раза дольше.
Применение такого метода способствует профилактике основных проблем с источником питания. Пластины очищаются от старых отложений серной кислоты, преобразованной в кристаллы. Благодаря этому электролит приобретает нормальную плотность, а также восстанавливается нормальная рабочая площадь электродов аккумулятора.
Если не проводить КТЦ источник питания постепенно выходит из строя. Накапливаемая соль покрывает всю активную поверхность аккумулятора, при этом не давая ему возможности нормального восстановления заряда.
Контрольно-тренировочный цикл рекомендуется проводить не менее двух раз в год во врем перехода зимний и летний период, при этом необходимо соблюдать следующие правила:
правильно разрядить можно только соблюдая требования эксплуатации и соответствующие инструкции;
понижать заряд следует только до нижнего значения 10,3 В, при этом необходимо применять специальные приборы, проводить восстановление заряда следует сразу же;
Важно! В процессе эксплуатации рекомендуется контролировать и своевременно отключать приборы, питающиеся от бортовой сети, во избежание глубокого разряда источника питания.
Проведение тренировочных мероприятий позволит значительно продлить срок службы у источника питания. При этом соблюдая необходимые требования и имея специальные приборы можно рассчитать реальную внутреннюю емкость аккумуляторной батареи.
https://www.youtube.com/watch?v=O33n9qwamYAVideo can’t be loaded because JavaScript is disabled: Разрядка аккумулятора 12V лампой 20W (https://www.youtube.com/watch?v=O33n9qwamYA)
Аккумуляторы
— Как безопасно разрядить свинцово-кислотный аккумулятор?
спросил
Изменено
5 лет, 6 месяцев назад
Просмотрено
25 тысяч раз
\$\начало группы\$
Как безопасно разрядить большой свинцово-кислотный аккумулятор, например автомобильный аккумулятор или аккумулятор ИБП?
Я предполагаю, что использую толстый медный шнур (у меня он в виде линий электроснабжения стиральной машины толщиной около 1/4 дюйма), а затем подключаю резистор. Проблемы, которые я вижу при таком подходе:
Как подобрать размер резистора, чтобы не разряжаться слишком быстро и не возникло риска взрыва?
По моему опыту, большие резисторы ужасно дороги. Как я могу получить соответствующий резистор, не тратя много денег? Можно ли использовать графитовый стержень? (Потенциально я могу получить их дешево) Если да, то как правильно подобрать размер стержня?
Как я узнаю, что батарея полностью разряжена на 100% и находится в полной безопасности?
батареи
\$\конечная группа\$
6
\$\начало группы\$
Подключите его к лампе налобного фонаря мощностью 60 Вт, которая потребляет 5 А. Автомобильные аккумуляторы обычно имеют емкость от 45 до 60 Ач. Если вы предполагаете, что аккумулятор полностью заряжен и находится в хорошем состоянии, то для его разрядки потребуется около 10 часов.
Думаю, это ответ на ваш вопрос. Но вы не должны полностью разряжать свинцово-кислотную батарею и оставлять ее стоять, вы необратимо повредите ее.
\$\конечная группа\$
\$\начало группы\$
Что вы планируете делать с батареей? Если вы полностью разрядите его, это изменит электроды, и вам придется отремонтировать его, чтобы он снова заработал. Если вы действительно хотите полностью разрядить его, возьмите большой резистор. Знаете ли вы, что из лампочки получается отличный резистор? Вы можете использовать любой материал, если он будет вести себя разумно и не будет слишком сильно нагреваться. Или используйте лампочку. Лампочка 40Вт/ 12В = 3А
\$\конечная группа\$
3
\$\начало группы\$
Похоже, у вас есть ошибочные, предвзятые представления о разрядке аккумулятора. В частности, если вы хотите полностью разрядить типичный автомобильный аккумулятор (12 В, 60 А·ч), все, что вам нужно, — это резистор 20 Ом, 10 Вт (или аналогичный) и подключить его к клеммам аккумулятора. Оставьте его подключенным примерно на 4 дня и с помощью вольтметра убедитесь, что напряжение равно нулю. Поскольку ток составляет всего (12/20 =) 0,6 А, для подключения резистора не требуется «толстый» провод. Поскольку разряжаемая мощность составляет всего (12 x 0,6 =) 7,2 Вт, резистор на 10 Вт должен справиться с этим без проблем. Поскольку он потребляет 0,6 А, для разрядки аккумулятора требуется (60/0,6 =) 100 часов.
Упомянутый резистор не должен стоить больше 5 долларов. Удачи!
\$\конечная группа\$
\$\начало группы\$
Для разрядки аккумулятора лампочки (обычно) являются дешевым силовым резистором (поскольку линейность не имеет значения).
Чем больше лампочек подключено параллельно, тем быстрее разрядится.
\$\конечная группа\$
\$\начало группы\$
осторожно. Это решение частично опасно. Не делайте этого внутри здания, вблизи источников возгорания или хрупкого и дорогого оборудования. Не вдыхайте образующиеся газы. Если вы не уверены, прибегните к другим предлагаемым решениям.
Возьмите пластиковое ведро, наполните его водой, положите в него два куска металлолома (подойдет алюминий), подключите их к полюсам аккумулятора стараясь не касаться друг друга .
Железо в порядке, но осадок представляет собой грязное месиво. Не используйте медь, поскольку результат токсичен.
Затем начните медленно всыпать немного соли, пока не будет достаточной реакции (выделение газа, но без чрезмерного нагрева).
Не дыши этим!
Это дешевая и высокопроизводительная нагрузка со встроенным устройством охлаждения.
Перестанет работать, как только будет достигнуто определенное напряжение, зависящее от используемых кусков металлолома. После проверки напряжения можно аккуратно соединить металлические детали под водой. При этом наденьте очки.
Последний совет: делайте это только на открытом воздухе, иначе вы взорвете свой дом образовавшимся водородом.
\$\конечная группа\$
10
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя адрес электронной почты и пароль
Опубликовать как гость
Электронная почта
Требуется, но никогда не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания и подтверждаете, что прочитали и поняли нашу политику конфиденциальности и кодекс поведения.
BU-501: Основы разрядки — Battery University
Целью батареи является накопление энергии и высвобождение ее в нужное время. В этом разделе рассматривается разрядка при различных скоростях C и оценивается глубина разряда, до которой батарея может безопасно дойти. В документе также рассматриваются различные сигнатуры разряда и исследуется срок службы батареи при различных режимах нагрузки.
Преимущество электрохимической батареи по сравнению с другими устройствами накопления энергии заключается в том, что энергия остается высокой в течение большей части заряда, а затем быстро падает по мере истощения заряда. Суперконденсатор имеет линейный разряд, а сжатый воздух и маховик-аккумулятор — это обратная сторона батареи, обеспечивающая наибольшую мощность в начале. На рисунках 1, 2 и 3 показаны смоделированные характеристики разряда накопленной энергии.
Большинство перезаряжаемых батарей могут быть кратковременно перегружены, но это должно быть кратковременно. Срок службы батареи напрямую зависит от уровня и продолжительности нагрузки, которая включает в себя заряд, разряд и температуру.
Любители дистанционного управления (RC) — это особая порода пользователей батарей, которые доводят до максимума толерантность к «хилым» высокопроизводительным батареям, разряжая их при температуре C 30°C, что в 30 раз превышает номинальную емкость. Настолько же захватывающим, как радиоуправляемый вертолет, гоночный автомобиль и быстрая лодка; ожидаемая продолжительность жизни пакетов будет короткой. Любители радиоуправления хорошо осведомлены о компромиссе и готовы как заплатить цену, так и столкнуться с дополнительными рисками безопасности.
Чтобы получить максимальную энергию на единицу веса, производители дронов тяготеют к батареям с высокой емкостью и выбирают Energy Cell. Это в отличие от отраслей промышленности, требующих больших нагрузок и длительного срока службы. Эти приложения выбирают более надежную силовую ячейку с уменьшенной емкостью.
Глубина разряда
Свинцово-кислотные разряды до 1,75 В/элемент; система на основе никеля до 1,0 В/ячейка; и большинство литий-ионных до 3,0 В / ячейка. На этом уровне тратится примерно 95 процентов энергии, и напряжение будет быстро падать, если разряд продолжится. Чтобы защитить батарею от чрезмерной разрядки, большинство устройств не допускают работу за пределами указанного конечного напряжения разрядки.
При снятии нагрузки после разряда напряжение исправной батареи постепенно восстанавливается и поднимается до номинального напряжения. Различия в сродстве металлов к электродам создают этот потенциал напряжения, даже когда батарея разряжена. Паразитная нагрузка или высокий саморазряд препятствуют восстановлению напряжения.
Высокий ток нагрузки, как в случае сверления бетона с помощью электроинструмента, снижает напряжение батареи, и пороговое значение напряжения конца разряда часто устанавливается ниже, чтобы предотвратить преждевременное отключение. Напряжение отсечки также должно быть снижено при разрядке при очень низких температурах, так как напряжение батареи падает, а внутреннее сопротивление батареи увеличивается. В таблице 4 показаны типичные значения напряжения в конце разряда для аккумуляторов с различным химическим составом.
Конец разряда
Литий-марганцевый
Ли-фосфат
Свинцово-кислотный
NiCd/NiMH
Номинальный
3,60 В/ячейка
3,20 В/ячейка
2,00 В/ячейка
1,20 В/ячейка
Нормальная нагрузка
3,0–3,3 В/ячейка
2,70 В/ячейка
1,75 В/ячейка
1,00 В/ячейка
Тяжелая нагрузка или Низкотемпературный
2,70 В/ячейка
2,45 В/ячейка
1,40 В/ячейка
0,90 В/ячейка
Таблица 4: Номинальное и рекомендуемое конечное напряжение разряда при нормальной и большой нагрузке Более низкое конечное напряжение разряда при высокой нагрузке компенсирует большие потери.
Чрезмерная зарядка свинцово-кислотного аккумулятора может привести к образованию сероводорода — бесцветного, ядовитого и легковоспламеняющегося газа с запахом тухлых яиц. Сероводород также возникает при разложении органических веществ в болотах и сточных водах, присутствует в вулканических газах и природном газе. Газ тяжелее воздуха и скапливается на дне плохо проветриваемых помещений. Сначала сильный, но со временем обоняние притупляется, и жертвы не замечают присутствия газа. (См. BU-703: Проблемы со здоровьем при использовании батарей)
Что представляет собой цикл разрядки?
Под циклом разрядки/зарядки обычно понимают полную разрядку заряженной батареи с последующей перезарядкой, но это не всегда так. Аккумуляторы редко бывают полностью разряжены, и производители часто используют формулу 80-процентной глубины разряда (DoD) для оценки аккумулятора. Это означает, что доставляется только 80 процентов доступной энергии, а 20 процентов остается в резерве. Циклирование батареи при менее чем полной разрядке увеличивает срок службы, и производители утверждают, что это ближе к полевым представлениям, чем полный цикл, потому что батареи обычно перезаряжаются с некоторой оставшейся резервной емкостью.
Не существует стандартного определения цикла разрядки. Некоторые счетчики циклов добавляют полный счет, когда батарея заряжена. Интеллектуальной батарее может потребоваться 15-процентная разрядка после зарядки, чтобы пройти цикл разрядки; все, что меньше, не считается циклом. Батарея на спутнике имеет типичный DoD 30–40 процентов, прежде чем батареи будут перезаряжены в течение спутникового дня. Новый аккумулятор электромобиля может заряжаться только до 80 процентов и разряжаться до 30 процентов. Эта полоса пропускания постепенно расширяется по мере разрядки батареи, чтобы обеспечить одинаковое расстояние вождения. Избегание полной зарядки и разрядки снижает нагрузку на батарею. (См. также BU-1003: Электромобиль)
Гибридный автомобиль использует только часть емкости во время ускорения до перезарядки аккумулятора.

 Это позволит значительно уменьшить скопление конденсата, что наилучшим образом скажется на долговечности глушителя.
Это позволит значительно уменьшить скопление конденсата, что наилучшим образом скажется на долговечности глушителя. Если элементы выхлопа не новые, то предварительно нужно воспользоваться корщеткой (щеткой с ворсом из металлов или полимеров), чтобы удалить ржавчину, а также бескислотным преобразователем ржавчины, затем дать обработанным поверхностям просохнуть, после чего нанести на внешнюю часть глушителя специальный термолак из баллончика — такая краска обеспечит защиту от коррозии и не слезет при высокой температуре.
Если элементы выхлопа не новые, то предварительно нужно воспользоваться корщеткой (щеткой с ворсом из металлов или полимеров), чтобы удалить ржавчину, а также бескислотным преобразователем ржавчины, затем дать обработанным поверхностям просохнуть, после чего нанести на внешнюю часть глушителя специальный термолак из баллончика — такая краска обеспечит защиту от коррозии и не слезет при высокой температуре. По оценкам бывалых владельцев, такая обработка вкупе с дренированием может увеличить срок службы элементов выпуска втрое.
По оценкам бывалых владельцев, такая обработка вкупе с дренированием может увеличить срок службы элементов выпуска втрое.


 youtube.com/embed/ig1xVSDQu7w» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/ig1xVSDQu7w» frameborder=»0″ allowfullscreen=»allowfullscreen»>


 Имеет свойство быстро стираться
Имеет свойство быстро стираться  Металлический каркас и кузов автомобиля обработаны для защиты от ржавчины и коррозии. С другой стороны, такие вещи, как ваша выхлопная система, — нет. Когда вы используете свой автомобиль, его выхлопная система подвергается воздействию воды и других форм мусора, которые могут ее повредить. Эти факторы играют огромную роль в повреждении и образовании ржавчины на вашем выхлопе.
Металлический каркас и кузов автомобиля обработаны для защиты от ржавчины и коррозии. С другой стороны, такие вещи, как ваша выхлопная система, — нет. Когда вы используете свой автомобиль, его выхлопная система подвергается воздействию воды и других форм мусора, которые могут ее повредить. Эти факторы играют огромную роль в повреждении и образовании ржавчины на вашем выхлопе. 


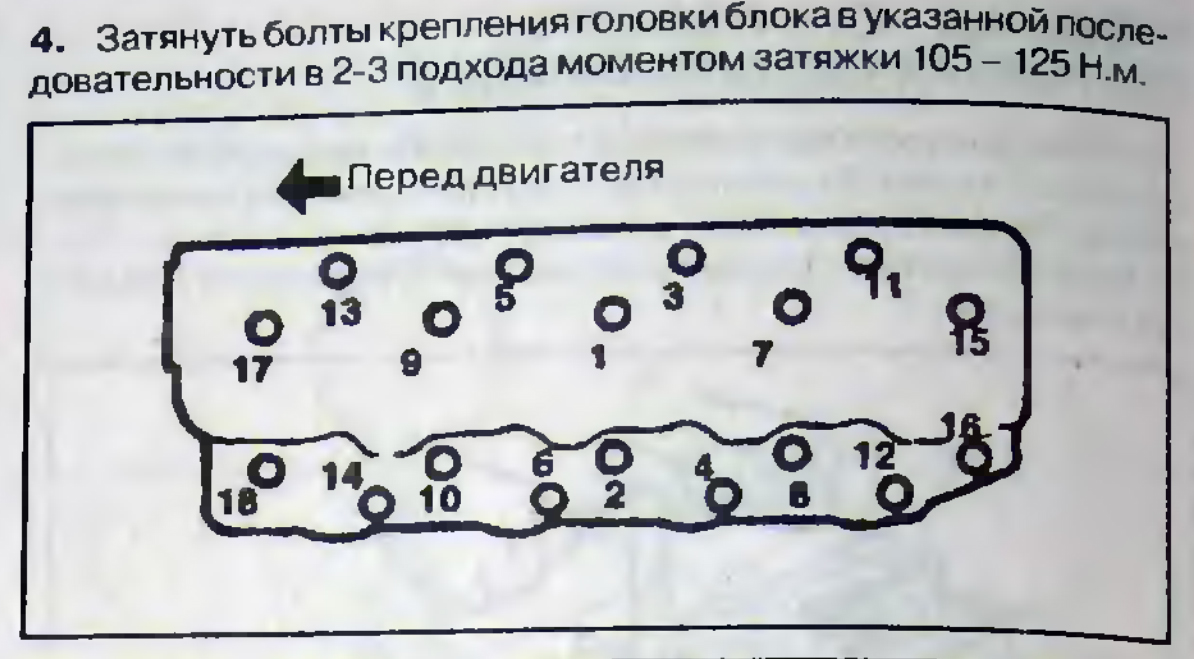 Эти болты эластичные, поэтому, если начать делать протяжку, то они могут попросту разорваться. Кроме того, установка специальных прокладок избавляет от необходимости выполнения дополнительной протяжки.
Эти болты эластичные, поэтому, если начать делать протяжку, то они могут попросту разорваться. Кроме того, установка специальных прокладок избавляет от необходимости выполнения дополнительной протяжки. В ней размещён газораспределительный механизм, который отвечает за порядок впрыска топлива и отвода отработанных газов. ГБЦ находится под постоянным воздействием большого давления газов и высокой температуры. Крепится ГБЦ при помощи болтов, шпилек и гаек, к правильной затяжке которых предъявляются повышенные требования.
В ней размещён газораспределительный механизм, который отвечает за порядок впрыска топлива и отвода отработанных газов. ГБЦ находится под постоянным воздействием большого давления газов и высокой температуры. Крепится ГБЦ при помощи болтов, шпилек и гаек, к правильной затяжке которых предъявляются повышенные требования. Равномерность прижатия ГБЦ к блоку цилиндров обеспечивается определённой схемой порядка затяжки резьбовых соединений. Для уплотнения стыка используется прокладка головки блока, сделанная из особого материала, устойчивого к высокой температуре. При затяжке крепления головки она даёт усадку в тысячные доли миллиметра, что обеспечивает надёжную герметизацию стыка.
Равномерность прижатия ГБЦ к блоку цилиндров обеспечивается определённой схемой порядка затяжки резьбовых соединений. Для уплотнения стыка используется прокладка головки блока, сделанная из особого материала, устойчивого к высокой температуре. При затяжке крепления головки она даёт усадку в тысячные доли миллиметра, что обеспечивает надёжную герметизацию стыка.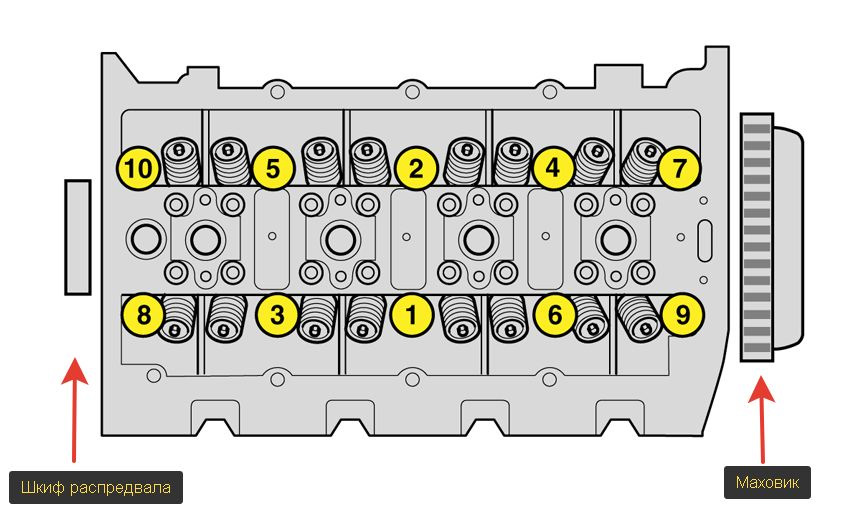 Её потребуется восстанавливать, а это дополнительные затраты. Опытные ремонтники мотористы на практике чувствуют предельную силу затяжки, которую может выдержать резьбовое соединение. Они никогда не допустят дефектов от перетяжки болтов или гаек.
Её потребуется восстанавливать, а это дополнительные затраты. Опытные ремонтники мотористы на практике чувствуют предельную силу затяжки, которую может выдержать резьбовое соединение. Они никогда не допустят дефектов от перетяжки болтов или гаек.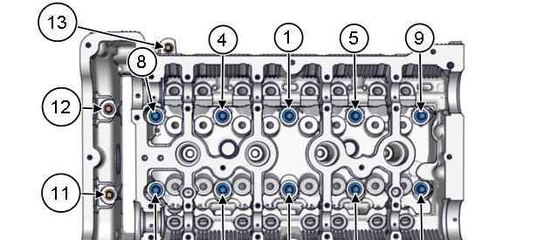

 С его помощью можно затягивать болты крепления головки блока с точностью до сотых долей Нм непосредственно на двигателе автомобиля.
С его помощью можно затягивать болты крепления головки блока с точностью до сотых долей Нм непосредственно на двигателе автомобиля.
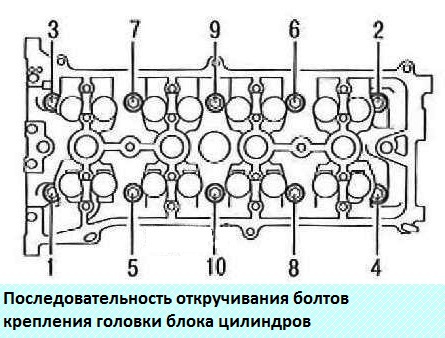
 Для этого воспользоваться удлинителем. А дальше всё просто. На конце удлинителя сверлим дырку для верхнего крючка безмена. За нижний конец весов тянем до достижения нужного усилия.
Для этого воспользоваться удлинителем. А дальше всё просто. На конце удлинителя сверлим дырку для верхнего крючка безмена. За нижний конец весов тянем до достижения нужного усилия.
 youtube.com/embed/YsGF6eI1L34?feature=oembed»>
youtube.com/embed/YsGF6eI1L34?feature=oembed»> 
 А необходимо вам знать:
А необходимо вам знать: Естественно, при помощи динамометрического ключа.
Естественно, при помощи динамометрического ключа.
 youtube.com/embed/v5Px-6cJ-7Q?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share» allowfullscreen=»»>
youtube.com/embed/v5Px-6cJ-7Q?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share» allowfullscreen=»»> 
 Эти приемы на оборонительной стороне мяча варьируются от 1,3,5,7,9 и 2i,4i и 6i.
Эти приемы на оборонительной стороне мяча варьируются от 1,3,5,7,9 и 2i,4i и 6i. 
 youtube.com/embed/bzIGY2yf7Hw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share» allowfullscreen=»»>
youtube.com/embed/bzIGY2yf7Hw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share» allowfullscreen=»»>  Нарушения, такие как выполнение этих типов игр до границы, могут привести к кластеру, особенно с проникновением по краю.
Нарушения, такие как выполнение этих типов игр до границы, могут привести к кластеру, особенно с проникновением по краю. 
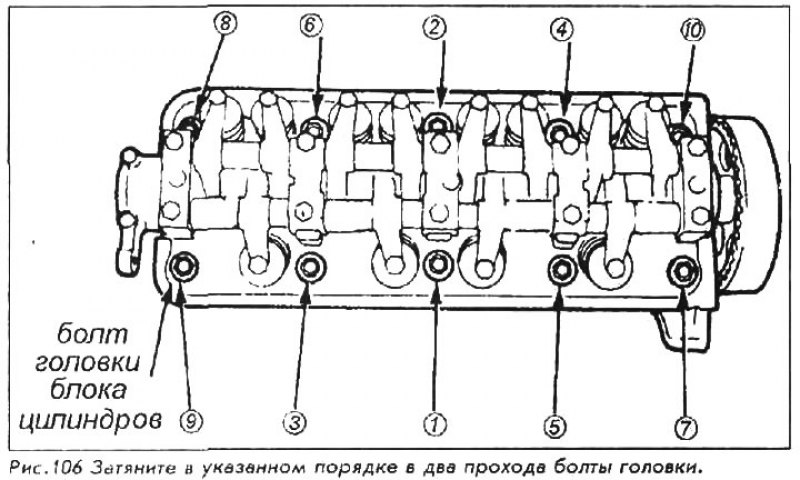
 с., и даже железные головки Vortec стоили на 20 л.с. больше, чем стандартные. Две лучшие головы Шевроле с малым блоком по пиковой мощности стоили более 60 л.с. Но, как вы увидите, в этой истории гораздо больше, так что читайте дальше.
с., и даже железные головки Vortec стоили на 20 л.с. больше, чем стандартные. Две лучшие головы Шевроле с малым блоком по пиковой мощности стоили более 60 л.с. Но, как вы увидите, в этой истории гораздо больше, так что читайте дальше. 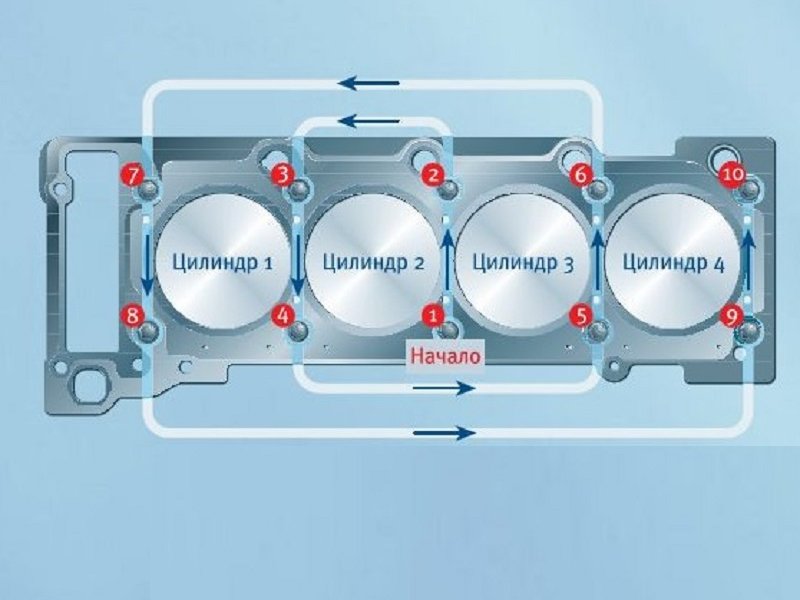 Эта комбинация показала 12,86 при 105,64 на двигателе и 12 с при 115 милях в час на закиси азота. Как вы увидите, комбинация головок Vortec стоила едва ли 378 л.с., а пять лучших головок Chevy с малым блоком, которые мы тестировали, легко подтолкнули бы Chevelle к середине 12 без особого труда.
Эта комбинация показала 12,86 при 105,64 на двигателе и 12 с при 115 милях в час на закиси азота. Как вы увидите, комбинация головок Vortec стоила едва ли 378 л.с., а пять лучших головок Chevy с малым блоком, которые мы тестировали, легко подтолкнули бы Chevelle к середине 12 без особого труда.  Хотя некоторые головки обеспечивают хороший поток при подъеме клапана 0,600 дюйма, мы никогда не приближались к этому с этим кулачком. Для этого потребовался бы роликовый кулачок, от которого мы отказались, потому что более чем в половине случаев потребовалась бы замена клапанной пружины. Как бы то ни было, мы были вынуждены использовать коромысла 1,5: 1 на стандартных головках из чугуна, потому что вмешательство фиксатора в уплотнение ограничивало подъем клапана значениями подъема коромысла 1,5: 1.
Хотя некоторые головки обеспечивают хороший поток при подъеме клапана 0,600 дюйма, мы никогда не приближались к этому с этим кулачком. Для этого потребовался бы роликовый кулачок, от которого мы отказались, потому что более чем в половине случаев потребовалась бы замена клапанной пружины. Как бы то ни было, мы были вынуждены использовать коромысла 1,5: 1 на стандартных головках из чугуна, потому что вмешательство фиксатора в уплотнение ограничивало подъем клапана значениями подъема коромысла 1,5: 1.  К сожалению, перед последним тестом нам все же удалось вытащить резьбу из одного болтового отверстия головки нижнего ряда. Мы спасли блок с новой резьбовой вставкой и снова в деле.
К сожалению, перед последним тестом нам все же удалось вытащить резьбу из одного болтового отверстия головки нижнего ряда. Мы спасли блок с новой резьбовой вставкой и снова в деле. 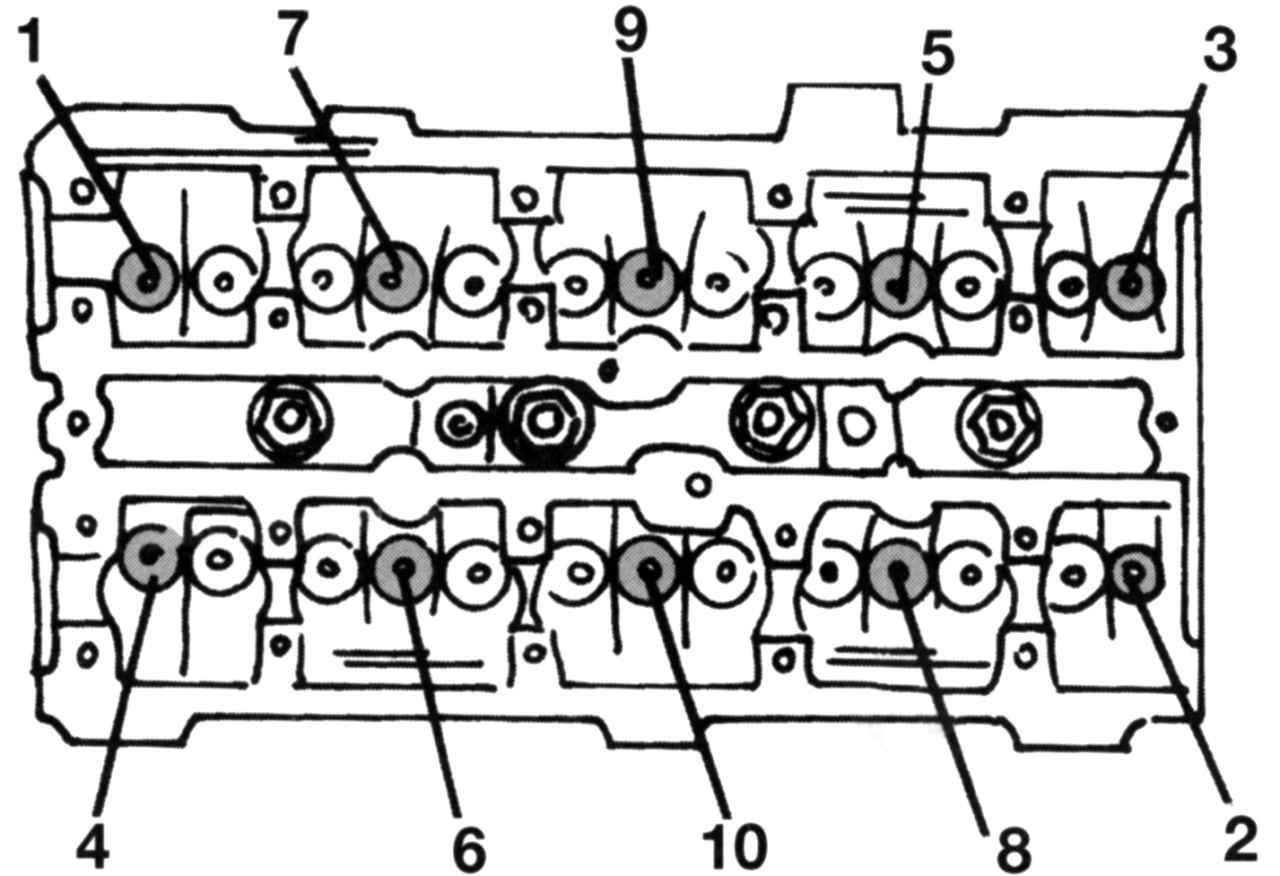 См, в то время как остальные выиграли от 64-кубовых камер. Это представляет собой разницу более чем в одну точку сжатия или от 3 до 4 процентов мощности. Мы также не смогли запустить роликовый коромысло 1,6:1 с этими головками из-за проблем с зацеплением фиксатора с уплотнением. У нас не было времени обрабатывать пластики, поэтому мы выбрали рокеры 1,5:1.
См, в то время как остальные выиграли от 64-кубовых камер. Это представляет собой разницу более чем в одну точку сжатия или от 3 до 4 процентов мощности. Мы также не смогли запустить роликовый коромысло 1,6:1 с этими головками из-за проблем с зацеплением фиксатора с уплотнением. У нас не было времени обрабатывать пластики, поэтому мы выбрали рокеры 1,5:1. 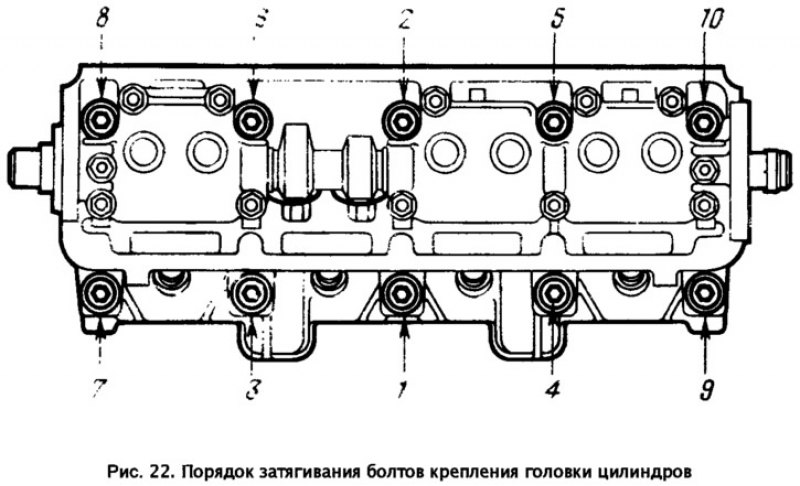 Эти головки использовались только на нескольких моделях двигателей грузовиков Vortec, но их долговечность обеспечена за счет хорошей текучести. Основным ограничением этих головок в чистом виде является их неспособность использовать подъем клапана выше 0,450 дюйма. В стандартном исполнении фиксаторы касаются уплотнений при подъеме клапана выше этой цифры 0,450 дюйма. Мы предвидели эту проблему и использовали набор головок Vortec, модифицированных Scoggin-Dickey, с направляющими клапанов, обработанными для дополнительного зазора и оснащенными улучшенными клапанными пружинами типа Z28. Это добавило к цене пластиков примерно еще 160 долларов, но позволило нам использовать роликовые рокеры 1,6:1, чтобы уравнять игровое поле с другими пластиками в тесте. Кроме того, вы должны использовать направляющие коромысла и крышки клапанов с центральным болтом, а схема расположения болтов впускного коллектора уникальна и требует особого впускного коллектора. Если вы рассматриваете головки Vortec, имейте в виду, что для их замены потребуются эти детали за дополнительную плату.
Эти головки использовались только на нескольких моделях двигателей грузовиков Vortec, но их долговечность обеспечена за счет хорошей текучести. Основным ограничением этих головок в чистом виде является их неспособность использовать подъем клапана выше 0,450 дюйма. В стандартном исполнении фиксаторы касаются уплотнений при подъеме клапана выше этой цифры 0,450 дюйма. Мы предвидели эту проблему и использовали набор головок Vortec, модифицированных Scoggin-Dickey, с направляющими клапанов, обработанными для дополнительного зазора и оснащенными улучшенными клапанными пружинами типа Z28. Это добавило к цене пластиков примерно еще 160 долларов, но позволило нам использовать роликовые рокеры 1,6:1, чтобы уравнять игровое поле с другими пластиками в тесте. Кроме того, вы должны использовать направляющие коромысла и крышки клапанов с центральным болтом, а схема расположения болтов впускного коллектора уникальна и требует особого впускного коллектора. Если вы рассматриваете головки Vortec, имейте в виду, что для их замены потребуются эти детали за дополнительную плату. С положительной стороны, впускное отверстие Vortec пропускает на 42 кубических фута в минуту лучше, чем стоковые головки при подъеме на 0,500 дюйма, и на 18 кубических футов в минуту лучше на выпускной стороне.
С положительной стороны, впускное отверстие Vortec пропускает на 42 кубических фута в минуту лучше, чем стоковые головки при подъеме на 0,500 дюйма, и на 18 кубических футов в минуту лучше на выпускной стороне.  Показатели расхода указывают на еще больший потенциал этих головок, поскольку пик показателей расхода приходится на подъем 0,600 дюйма, а наш кулачок едва преодолел порог подъема 0,500 дюйма. Таким образом, с гидравлическим роликовым кулачком, который может генерировать пиковое значение потока, близкое к 0,600-дюймовому подъему, вы можете ожидать, что эти головки будут производить намного больше мощности. И в отличие от большинства других головок в этом тесте, они поставлялись с более крупными пружинами диаметром 1,43 дюйма, которые предназначены для использования с распределительным валом с гидравлическим роликом.
Показатели расхода указывают на еще больший потенциал этих головок, поскольку пик показателей расхода приходится на подъем 0,600 дюйма, а наш кулачок едва преодолел порог подъема 0,500 дюйма. Таким образом, с гидравлическим роликовым кулачком, который может генерировать пиковое значение потока, близкое к 0,600-дюймовому подъему, вы можете ожидать, что эти головки будут производить намного больше мощности. И в отличие от большинства других головок в этом тесте, они поставлялись с более крупными пружинами диаметром 1,43 дюйма, которые предназначены для использования с распределительным валом с гидравлическим роликом.  см
см 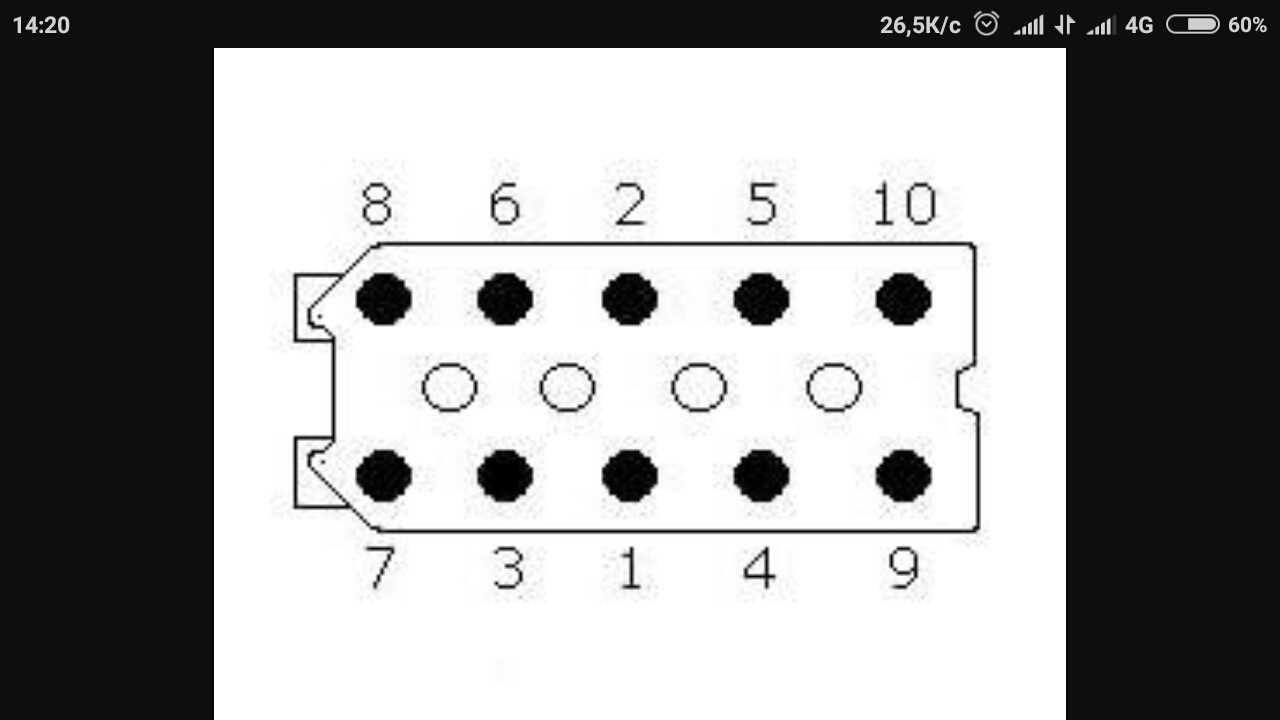 см
см  см
см 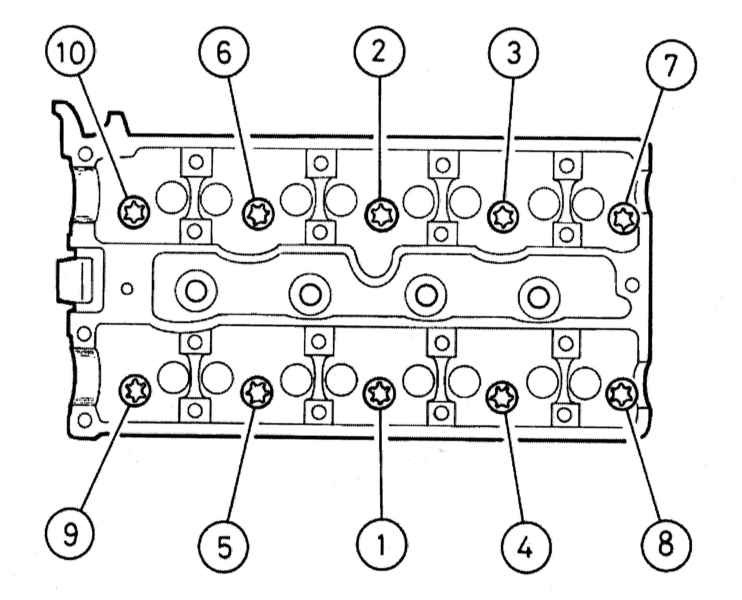 Мы выделяем некоторые очень небольшие различия, которые было бы трудно различить при тестировании в автомобиле. Кроме того, головка Summit стоила солидных 34 л.с. по сравнению со штатными железными головками. Это сила, которую вы можете почувствовать в своих штанах.
Мы выделяем некоторые очень небольшие различия, которые было бы трудно различить при тестировании в автомобиле. Кроме того, головка Summit стоила солидных 34 л.с. по сравнению со штатными железными головками. Это сила, которую вы можете почувствовать в своих штанах. 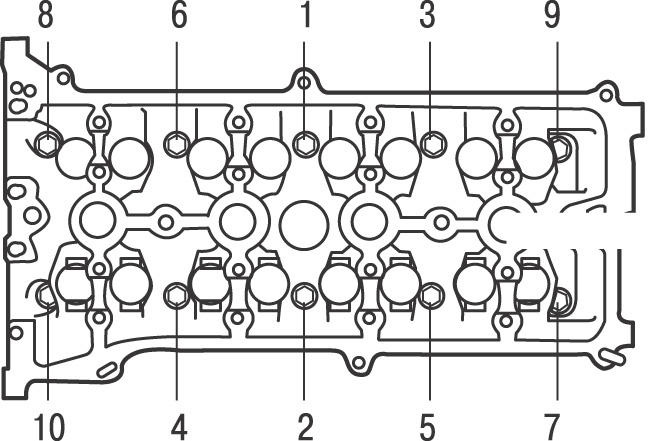 В то время как головки Speedway оказались ниже в тестах на мощность, они являются хорошим, более легким вариантом по сравнению с железными головками Vortec и при этом обеспечивают примерно ту же мощность. Кроме того, если у вас уже есть хороший впускной коллектор, вам не нужно вкладывать средства в отдельный коллектор, коромысла и клапанные крышки, как в случае с головкой Vortec. Это может означать экономию более 200 долларов.
В то время как головки Speedway оказались ниже в тестах на мощность, они являются хорошим, более легким вариантом по сравнению с железными головками Vortec и при этом обеспечивают примерно ту же мощность. Кроме того, если у вас уже есть хороший впускной коллектор, вам не нужно вкладывать средства в отдельный коллектор, коромысла и клапанные крышки, как в случае с головкой Vortec. Это может означать экономию более 200 долларов.  Поскольку нашим предварительным условием для входа была любая головка с камерой объемом 64 куб. см, которая стоила менее 1000 долларов, это оставило тест открытым для впускных отверстий любого размера с результирующим размахом от 170 до 200 куб. Как известно большинству автопроизводителей, чем больше порт, тем больше воздуха он может пропустить. Но большой порт не всегда является гарантией большой мощности. В этом случае Dart размахивает самым большим топором со своим впускным отверстием объемом 200 куб. См, но он не выиграл гонку за пиковую мощность. Победившая лента досталась Патриоту всего на 1 л.с., с 420 до 419 у Дарта.. Третье место досталось головке Jegs, за которой сразу же последовал Summit, который по-прежнему развивает мощность более 400 л.с.
Поскольку нашим предварительным условием для входа была любая головка с камерой объемом 64 куб. см, которая стоила менее 1000 долларов, это оставило тест открытым для впускных отверстий любого размера с результирующим размахом от 170 до 200 куб. Как известно большинству автопроизводителей, чем больше порт, тем больше воздуха он может пропустить. Но большой порт не всегда является гарантией большой мощности. В этом случае Dart размахивает самым большим топором со своим впускным отверстием объемом 200 куб. См, но он не выиграл гонку за пиковую мощность. Победившая лента досталась Патриоту всего на 1 л.с., с 420 до 419 у Дарта.. Третье место досталось головке Jegs, за которой сразу же последовал Summit, который по-прежнему развивает мощность более 400 л.с.  Стандартные клапанные пружины с железной головкой не позволяли использовать коромысла с более высоким передаточным числом, поэтому на этих головках использовались коромысла с передаточным числом 1,5: 1.
Стандартные клапанные пружины с железной головкой не позволяли использовать коромысла с более высоким передаточным числом, поэтому на этих головках использовались коромысла с передаточным числом 1,5: 1.  Немногие легковые автомобили достигают максимальной мощности на четверть мили на высокой передаче. С другой стороны, типичный уличный двигатель будет проводить 70 или более процентов своего времени между скоростями двигателя с пиковым крутящим моментом и пиковой мощностью. Это означает, что средняя мощность между пиковым крутящим моментом и пиковой мощностью говорит гораздо более точно о потенциальной выгоде от улучшения ускорения, чем пиковые числа. Поэтому мы решили усреднить мощность каждого теста между 3600 и 6000 об/мин. После того, как цифры были подсчитаны, можно было накинуть одеяло на верхние четыре головы (Patriot, Dart, Jegs и Summit) с разницей в среднем всего в 6 лошадиных сил между ними и менее чем в 3 лошадиных сил между первой тройкой. Итак, что нам дает это сравнение? Это говорит нам о том, что если бы ваше решение сводилось к общей мощности, вы могли бы выбрать любой из этих четырех лучших и принять действительно хорошее решение.
Немногие легковые автомобили достигают максимальной мощности на четверть мили на высокой передаче. С другой стороны, типичный уличный двигатель будет проводить 70 или более процентов своего времени между скоростями двигателя с пиковым крутящим моментом и пиковой мощностью. Это означает, что средняя мощность между пиковым крутящим моментом и пиковой мощностью говорит гораздо более точно о потенциальной выгоде от улучшения ускорения, чем пиковые числа. Поэтому мы решили усреднить мощность каждого теста между 3600 и 6000 об/мин. После того, как цифры были подсчитаны, можно было накинуть одеяло на верхние четыре головы (Patriot, Dart, Jegs и Summit) с разницей в среднем всего в 6 лошадиных сил между ними и менее чем в 3 лошадиных сил между первой тройкой. Итак, что нам дает это сравнение? Это говорит нам о том, что если бы ваше решение сводилось к общей мощности, вы могли бы выбрать любой из этих четырех лучших и принять действительно хорошее решение. 
 На самом деле не имеет значения, дает ли набор головок большую силу, если их стоимость недоступна. Цель этой оценки заключалась в том, чтобы протестировать все головки стоимостью менее 1000 долларов, что сделало ее намного более конкурентоспособной еще до начала первого теста. Один из способов посмотреть на этот тест — это средняя мощность в лошадиных силах на доллар. Уравнение простое: разделите цену головок на среднее количество лошадиных сил. Головка Speedway выиграла в основном благодаря своей очень низкой цене. Patriot занял второе место благодаря сочетанию хорошей мощности и цены, третье место занял железный Vortec, а четвертое — алюминиевый Dart с 200 головками. Важно отметить, что в этих рейтингах существует очень небольшая разница между головами. В пределах трех лучших голов разница едва превышает десять центов на лошадиную силу. Об этом вряд ли стоит беспокоиться. Мы также должны сделать предостережение относительно этой оценки в долларах за среднюю лошадиную силу. Если мы возьмем стоимость стандартных железных головок в 150 долларов (примерно столько они стоят) и разделим ее на среднюю мощность 325,5 л.
На самом деле не имеет значения, дает ли набор головок большую силу, если их стоимость недоступна. Цель этой оценки заключалась в том, чтобы протестировать все головки стоимостью менее 1000 долларов, что сделало ее намного более конкурентоспособной еще до начала первого теста. Один из способов посмотреть на этот тест — это средняя мощность в лошадиных силах на доллар. Уравнение простое: разделите цену головок на среднее количество лошадиных сил. Головка Speedway выиграла в основном благодаря своей очень низкой цене. Patriot занял второе место благодаря сочетанию хорошей мощности и цены, третье место занял железный Vortec, а четвертое — алюминиевый Dart с 200 головками. Важно отметить, что в этих рейтингах существует очень небольшая разница между головами. В пределах трех лучших голов разница едва превышает десять центов на лошадиную силу. Об этом вряд ли стоит беспокоиться. Мы также должны сделать предостережение относительно этой оценки в долларах за среднюю лошадиную силу. Если мы возьмем стоимость стандартных железных головок в 150 долларов (примерно столько они стоят) и разделим ее на среднюю мощность 325,5 л. с., вы получите смехотворно низкую 0,46 доллара за среднюю мощность, что намного меньше, чем у любой другой головы, поэтому самый дешевый не всегда лучший выбор.
с., вы получите смехотворно низкую 0,46 доллара за среднюю мощность, что намного меньше, чем у любой другой головы, поэтому самый дешевый не всегда лучший выбор.  )
) 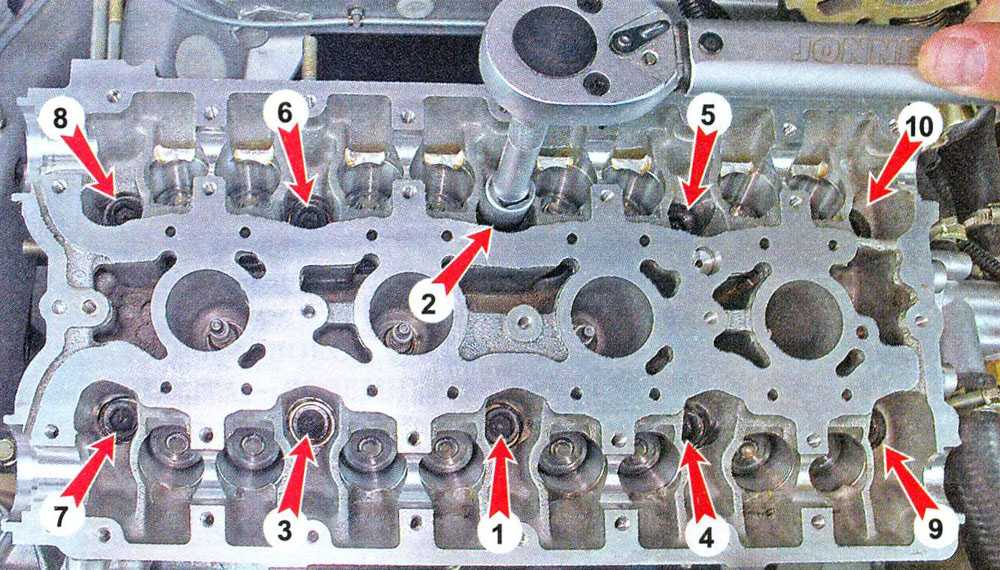 Мы пытаемся показать, что упрощенные выводы о пиковой мощности редко бывают самыми точными. Хотя головка Patriot показала хорошие результаты в большинстве наших объективных категорий, имейте в виду, что она справилась с минимальным отрывом. В то время как различия в мощности очевидны, окончательная оценка находится в автомобиле. Оценивая все поле, у нас есть четыре действительно хороших головы, и, на самом деле, все головы (кроме стокеров) являются хорошим выбором. Возможно, наиболее содержательным сравнением является тест средней мощности, в котором разница между четырьмя верхними головками составила всего 5,7 л.с. Это было бы трудно измерить в тесте на четверть мили. Откровенно говоря, вы могли бы выбрать любую из этих голов и знать, что приняли мудрое решение. Большинство других головок отливаются за границей, но обрабатываются и собираются в США. Итак, теперь, когда у вас есть вся информация, остается только решить, в какую компанию позвонить в первую очередь. И не позволяйте нам застать вас за игрой в иини, мини, мини, мо.
Мы пытаемся показать, что упрощенные выводы о пиковой мощности редко бывают самыми точными. Хотя головка Patriot показала хорошие результаты в большинстве наших объективных категорий, имейте в виду, что она справилась с минимальным отрывом. В то время как различия в мощности очевидны, окончательная оценка находится в автомобиле. Оценивая все поле, у нас есть четыре действительно хороших головы, и, на самом деле, все головы (кроме стокеров) являются хорошим выбором. Возможно, наиболее содержательным сравнением является тест средней мощности, в котором разница между четырьмя верхними головками составила всего 5,7 л.с. Это было бы трудно измерить в тесте на четверть мили. Откровенно говоря, вы могли бы выбрать любую из этих голов и знать, что приняли мудрое решение. Большинство других головок отливаются за границей, но обрабатываются и собираются в США. Итак, теперь, когда у вас есть вся информация, остается только решить, в какую компанию позвонить в первую очередь. И не позволяйте нам застать вас за игрой в иини, мини, мини, мо. Конец
Конец  Подпишитесь на бесплатную пробную версию MotorTrend + сегодня и начните смотреть каждый выпуск Мастера двигателя , а также многое другое!
Подпишитесь на бесплатную пробную версию MotorTrend + сегодня и начните смотреть каждый выпуск Мастера двигателя , а также многое другое! 
 * Заменено разделом 3 20-й поправки.
* Заменено разделом 3 20-й поправки.  Ни один штат не должен издавать или применять какой-либо закон, который ущемляет привилегии или иммунитеты граждан Соединенных Штатов; ни одно государство не может лишать кого-либо жизни, свободы или собственности без надлежащей правовой процедуры; и не отказывать любому лицу, находящемуся под его юрисдикцией, в равной защите закона.
Ни один штат не должен издавать или применять какой-либо закон, который ущемляет привилегии или иммунитеты граждан Соединенных Штатов; ни одно государство не может лишать кого-либо жизни, свободы или собственности без надлежащей правовой процедуры; и не отказывать любому лицу, находящемуся под его юрисдикцией, в равной защите закона. 








 . После этого Конгресс решает этот вопрос, собираясь для этой цели в течение сорока восьми часов, если он не на сессии. Если Конгресс в течение двадцати одного дня после получения последнего письменного заявления или, если Конгресс не заседает, в течение двадцати одного дня после того, как Конгресс должен собраться, решает двумя третями голосов обеих палат, что Президент не может выполнять полномочия и обязанности своей должности, Вице-президент продолжает выполнять те же функции, что и исполняющий обязанности Президента; в противном случае Президент возобновляет полномочия и обязанности своей должности.
. После этого Конгресс решает этот вопрос, собираясь для этой цели в течение сорока восьми часов, если он не на сессии. Если Конгресс в течение двадцати одного дня после получения последнего письменного заявления или, если Конгресс не заседает, в течение двадцати одного дня после того, как Конгресс должен собраться, решает двумя третями голосов обеих палат, что Президент не может выполнять полномочия и обязанности своей должности, Вице-президент продолжает выполнять те же функции, что и исполняющий обязанности Президента; в противном случае Президент возобновляет полномочия и обязанности своей должности. 
 ] Все люди имеют определенные естественные, существенные и неотъемлемые права, среди которых право пользоваться и защищать жизнь и свободу; приобретение, владение и защита собственности; и, одним словом, поиска и обретения счастья. Равенство прав по закону не может отрицаться или ограничиваться этим государством по признаку расы, вероисповедания, цвета кожи, пола или национального происхождения.
] Все люди имеют определенные естественные, существенные и неотъемлемые права, среди которых право пользоваться и защищать жизнь и свободу; приобретение, владение и защита собственности; и, одним словом, поиска и обретения счастья. Равенство прав по закону не может отрицаться или ограничиваться этим государством по признаку расы, вероисповедания, цвета кожи, пола или национального происхождения. 


 Таким образом, любой отдельный налогоплательщик, имеющий право голоса в штате, должен иметь право обратиться в Верховный суд с заявлением о том, расходует ли штат или политическая единица, в которой проживает налогоплательщик, или одобрил расходование государственных средств в нарушение закона, постановления или конституционного положения. В таком случае налогоплательщик не должен доказывать, что его или ее личные права были нарушены или ущемлены помимо его или ее статуса налогоплательщика. Однако это право не применяется, когда оспариваемое действие правительства является предметом судебного или административного решения, на которое существует право обжалования в соответствии с законом или иным образом сторонами этого разбирательства.
Таким образом, любой отдельный налогоплательщик, имеющий право голоса в штате, должен иметь право обратиться в Верховный суд с заявлением о том, расходует ли штат или политическая единица, в которой проживает налогоплательщик, или одобрил расходование государственных средств в нарушение закона, постановления или конституционного положения. В таком случае налогоплательщик не должен доказывать, что его или ее личные права были нарушены или ущемлены помимо его или ее статуса налогоплательщика. Однако это право не применяется, когда оспариваемое действие правительства является предметом судебного или административного решения, на которое существует право обжалования в соответствии с законом или иным образом сторонами этого разбирательства.  [Нет наследственной должности или места.] Никакая должность или место в правительстве не должны передаваться по наследству, поскольку способности и добросовестность, необходимые для всех, не передаются потомству или родственникам.
[Нет наследственной должности или места.] Никакая должность или место в правительстве не должны передаваться по наследству, поскольку способности и добросовестность, необходимые для всех, не передаются потомству или родственникам.  Каждое лицо считается жителем для целей голосования в городе, районе или некорпоративном месте, где оно имеет место жительства. Ни одно лицо не имеет права голоса в соответствии с конституцией этого штата, если оно было осуждено за государственную измену, взяточничество или любое умышленное нарушение законов о выборах этого штата или Соединенных Штатов; но Верховный суд может, уведомив об этом генерального прокурора, восстановить право голоса любому лицу, которое могло быть лишено его в результате осуждения за такие правонарушения. Общий суд должен предусмотреть законом право голоса квалифицированных избирателей, которые во время проводимых раз в два года или штатных выборов, или первичных выборов для них, или городских выборов, или городских выборов с официальным голосованием отсутствуют в городе или поселке, жителями которого они являются, или которые по причине физической инвалидности не могут голосовать лично, при выборе какого-либо должностного лица или должностных лиц, которые должны быть избраны, или по любому вопросу, представленному на таких выборах.
Каждое лицо считается жителем для целей голосования в городе, районе или некорпоративном месте, где оно имеет место жительства. Ни одно лицо не имеет права голоса в соответствии с конституцией этого штата, если оно было осуждено за государственную измену, взяточничество или любое умышленное нарушение законов о выборах этого штата или Соединенных Штатов; но Верховный суд может, уведомив об этом генерального прокурора, восстановить право голоса любому лицу, которое могло быть лишено его в результате осуждения за такие правонарушения. Общий суд должен предусмотреть законом право голоса квалифицированных избирателей, которые во время проводимых раз в два года или штатных выборов, или первичных выборов для них, или городских выборов, или городских выборов с официальным голосованием отсутствуют в городе или поселке, жителями которого они являются, или которые по причине физической инвалидности не могут голосовать лично, при выборе какого-либо должностного лица или должностных лиц, которые должны быть избраны, или по любому вопросу, представленному на таких выборах. Регистрация для голосования и места для голосования должны быть легко доступны для всех лиц, включая инвалидов и пожилых людей, которые иным образом имеют право голосовать при выборе любого должностного лица или должностных лиц, подлежащих избранию, или по любому вопросу, представленному на таких выборах. Ни одному лицу не может быть отказано в праве голоса из-за неуплаты какого-либо налога. Каждый житель государства, имеющий соответствующую квалификацию, имеет равное право быть избранным на должность.
Регистрация для голосования и места для голосования должны быть легко доступны для всех лиц, включая инвалидов и пожилых людей, которые иным образом имеют право голосовать при выборе любого должностного лица или должностных лиц, подлежащих избранию, или по любому вопросу, представленному на таких выборах. Ни одному лицу не может быть отказано в праве голоса из-за неуплаты какого-либо налога. Каждый житель государства, имеющий соответствующую квалификацию, имеет равное право быть избранным на должность.  , предусматривающие заочное голосование на первичных выборах.
, предусматривающие заочное голосование на первичных выборах. 
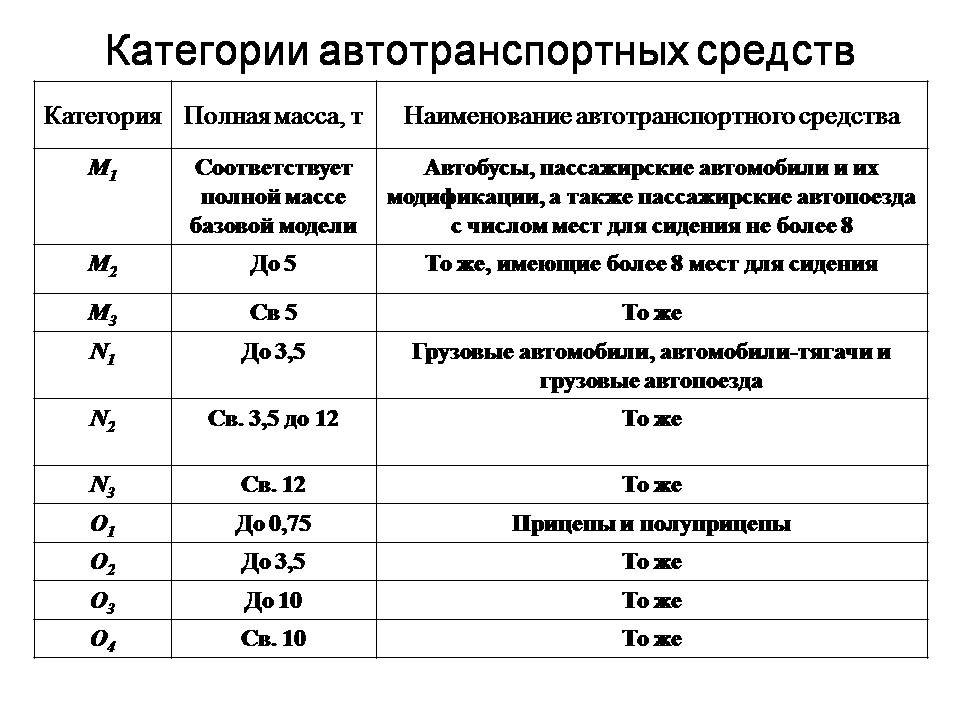
 Каждое лицо, привлеченное к ответственности за любое преступление или правонарушение, наказуемое лишением свободы, имеет право на помощь адвоката за счет государства, если в этом возникнет необходимость; от этого права он может отказаться, но только после того, как суд подробно разъяснит дело.
Каждое лицо, привлеченное к ответственности за любое преступление или правонарушение, наказуемое лишением свободы, имеет право на помощь адвоката за счет государства, если в этом возникнет необходимость; от этого права он может отказаться, но только после того, как суд подробно разъяснит дело. 

 Следовательно, все ордера на обыск подозрительных мест или на арест лица для допроса или суда при уголовном преследовании противоречат этому праву, если причина или основание их не подтверждены предварительно присягой или заявлением; и если приказ в постановлении гражданскому должностному лицу о проведении обыска в подозрительных местах, об аресте одного или нескольких подозреваемых лиц или о наложении ареста на их имущество не сопровождается специальным обозначением лиц или объектов обыска, ареста или выемки; и не должно быть выдано никакого ордера; но в случаях* и с соблюдением формальностей, предусмотренных законом.
Следовательно, все ордера на обыск подозрительных мест или на арест лица для допроса или суда при уголовном преследовании противоречат этому праву, если причина или основание их не подтверждены предварительно присягой или заявлением; и если приказ в постановлении гражданскому должностному лицу о проведении обыска в подозрительных местах, об аресте одного или нескольких подозреваемых лиц или о наложении ареста на их имущество не сопровождается специальным обозначением лиц или объектов обыска, ареста или выемки; и не должно быть выдано никакого ордера; но в случаях* и с соблюдением формальностей, предусмотренных законом. 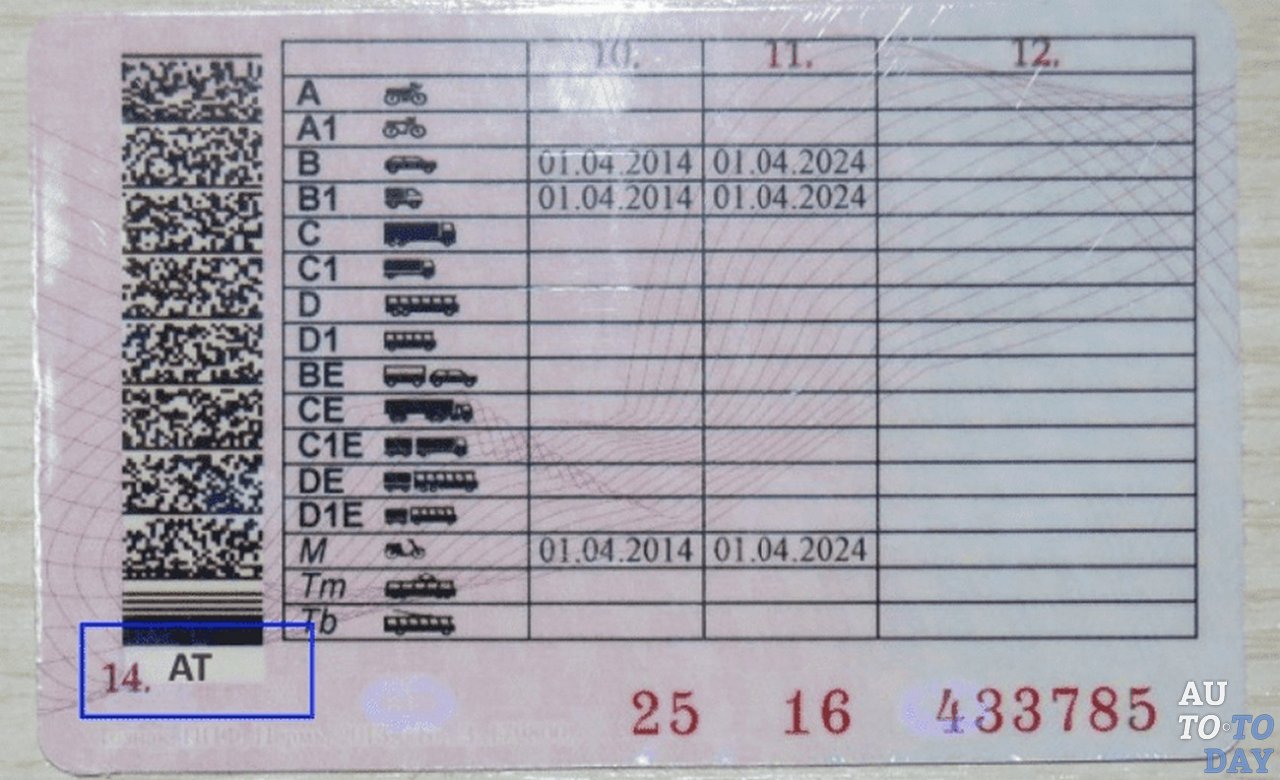 Этот метод процедуры будет считаться священным, если только в делах*, возникающих в открытом море, и в случаях, касающихся заработной платы моряков, Законодательное собрание не сочтет в дальнейшем необходимым изменить его.
Этот метод процедуры будет считаться священным, если только в делах*, возникающих в открытом море, и в случаях, касающихся заработной платы моряков, Законодательное собрание не сочтет в дальнейшем необходимым изменить его. 
 ] Во всех случаях и во все времена военные должны находиться в строгом подчинении и под управлением гражданской власти.
] Во всех случаях и во все времена военные должны находиться в строгом подчинении и под управлением гражданской власти.  ] Государство не должно назначать или назначать какие-либо новые, расширенные или измененные программы или обязанности какому-либо политическому подразделению таким образом, чтобы это потребовало дополнительных местных расходов со стороны политического подразделения, за исключением случаев, когда такие программы или обязанности полностью финансируются государством или если такие программы или обязанности утверждены для финансирования голосованием местного законодательного органа политического подразделения.
] Государство не должно назначать или назначать какие-либо новые, расширенные или измененные программы или обязанности какому-либо политическому подразделению таким образом, чтобы это потребовало дополнительных местных расходов со стороны политического подразделения, за исключением случаев, когда такие программы или обязанности полностью финансируются государством или если такие программы или обязанности утверждены для финансирования голосованием местного законодательного органа политического подразделения.  ] 30. [Свобода слова.] Свобода совещаний, слова и дебатов в любой из палат Законодательного собрания настолько важна для прав людей, что не может быть основанием для каких-либо исков, жалоб или судебных преследований в любом другом суде или месте.
] 30. [Свобода слова.] Свобода совещаний, слова и дебатов в любой из палат Законодательного собрания настолько важна для прав людей, что не может быть основанием для каких-либо исков, жалоб или судебных преследований в любом другом суде или месте. 
 Поэтому не только наилучшей политикой, но и для защиты прав людей, чтобы судьи Верховного судебного суда занимали свои должности до тех пор, пока они вели себя хорошо; однако с учетом таких возрастных ограничений, которые могут быть предусмотрены Конституцией штата; и что они должны иметь почетное жалованье, установленное действующими законами.
Поэтому не только наилучшей политикой, но и для защиты прав людей, чтобы судьи Верховного судебного суда занимали свои должности до тех пор, пока они вели себя хорошо; однако с учетом таких возрастных ограничений, которые могут быть предусмотрены Конституцией штата; и что они должны иметь почетное жалованье, установленное действующими законами. 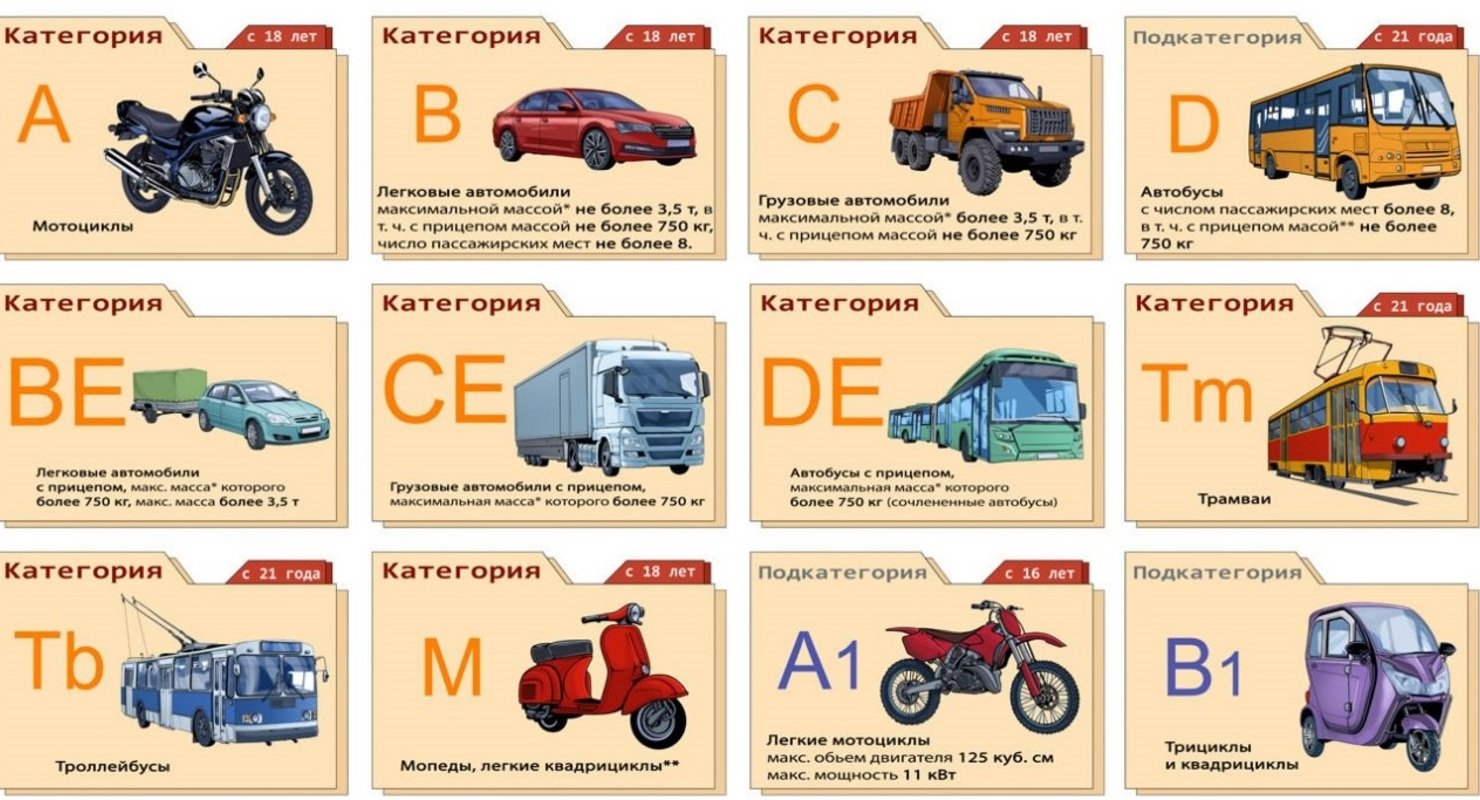 Все активы, поступления и доходы от пенсионной системы Нью-Гемпшира и любых других пенсионных систем для государственных служащих и служащих, находящихся в ведении штата или любого из его политических подразделений, и любой системы-правопреемника, а также все взносы и платежи, сделанные в любую такую систему для обеспечения выхода на пенсию и связанных с ними пособий, должны храниться, инвестироваться или распределяться как доверительное управление исключительно для целей предоставления таких пособий и не должны быть обременены или перенаправлены на какие-либо другие цели.
Все активы, поступления и доходы от пенсионной системы Нью-Гемпшира и любых других пенсионных систем для государственных служащих и служащих, находящихся в ведении штата или любого из его политических подразделений, и любой системы-правопреемника, а также все взносы и платежи, сделанные в любую такую систему для обеспечения выхода на пенсию и связанных с ними пособий, должны храниться, инвестироваться или распределяться как доверительное управление исключительно для целей предоставления таких пособий и не должны быть обременены или перенаправлены на какие-либо другие цели. 
 Обратите внимание, что наша компания не выполняет полировку фар из стекла, так как эти повреждения требуют более специализированного подхода.
Обратите внимание, что наша компания не выполняет полировку фар из стекла, так как эти повреждения требуют более специализированного подхода. Это помогает сохранить краску и отложить необходимость в повторной покраске.
Это помогает сохранить краску и отложить необходимость в повторной покраске. п.
от 16 900 руб
Записаться
п.
от 16 900 руб
Записаться
 п.
от 19 900 руб
Записаться
п.
от 19 900 руб
Записаться
 п.
от 24 900 руб
Записаться
п.
от 24 900 руб
Записаться
 п.
от 9 900 руб
Записаться
п.
от 9 900 руб
Записаться
 п.
от 11 900 руб
Записаться
п.
от 11 900 руб
Записаться
 п.
от 13 900 руб
Записаться
п.
от 13 900 руб
Записаться
 п.
от 24 900 руб
Записаться
п.
от 24 900 руб
Записаться
 п.
от 24 900 руб
Записаться
п.
от 24 900 руб
Записаться
 п.
от 29 900 руб
Записаться
п.
от 29 900 руб
Записаться
 п.
от 12000 руб
Записаться
п.
от 12000 руб
Записаться
 п.
от 12000 руб
Записаться
п.
от 12000 руб
Записаться
 п.
от 15000 руб
Записаться
п.
от 15000 руб
Записаться

 Рекомендовали. Результат — не жалею. Респект мастерам. Не халтурят. Просто качественно и со знанием дела вершат свои труды. За что респект! С уважением от клиента Андрея . Николаю и всем мастерам успехов и здоровья!
Рекомендовали. Результат — не жалею. Респект мастерам. Не халтурят. Просто качественно и со знанием дела вершат свои труды. За что респект! С уважением от клиента Андрея . Николаю и всем мастерам успехов и здоровья! Предварительно все по телефону мастер мне рассказал. Качество и цена супер.
Предварительно все по телефону мастер мне рассказал. Качество и цена супер. Это включает очистку от грязи, пыли и других загрязнений, а также осмотр поверхностей на наличие повреждений.
Это включает очистку от грязи, пыли и других загрязнений, а также осмотр поверхностей на наличие повреждений.
 PREMIUM
PREMIUM  PREMIUM
PREMIUM  ПРЕМИУМ
ПРЕМИУМ  обрезанный снимок женщины, использующей гель для душа на коже. PREMIUM
обрезанный снимок женщины, использующей гель для душа на коже. PREMIUM  REMIUM
REMIUM 

 При этом увидеть его можно только снаружи авто.
При этом увидеть его можно только снаружи авто.



 Преимуществ переоборудованных…
Преимуществ переоборудованных… В США Общество автомобильных инженеров (SAE) присваивает WMI странам и производителям.
В США Общество автомобильных инженеров (SAE) присваивает WMI странам и производителям.  Он охватывает диапазон AA, AB, AC, AD, AE, AF, AG и AH, что означает, что все автомобили с этими кодами были произведены в Южной Африке.
Он охватывает диапазон AA, AB, AC, AD, AE, AF, AG и AH, что означает, что все автомобили с этими кодами были произведены в Южной Африке. 

 При погружении в ванну для цинкования железо или сталь вступает в реакцию с цинком, образуя многочисленные интерметаллические слои цинк-железо, причем внешний слой состоит из чистого цинка.
При погружении в ванну для цинкования железо или сталь вступает в реакцию с цинком, образуя многочисленные интерметаллические слои цинк-железо, причем внешний слой состоит из чистого цинка.
 Экологически чистый процесс
Экологически чистый процесс








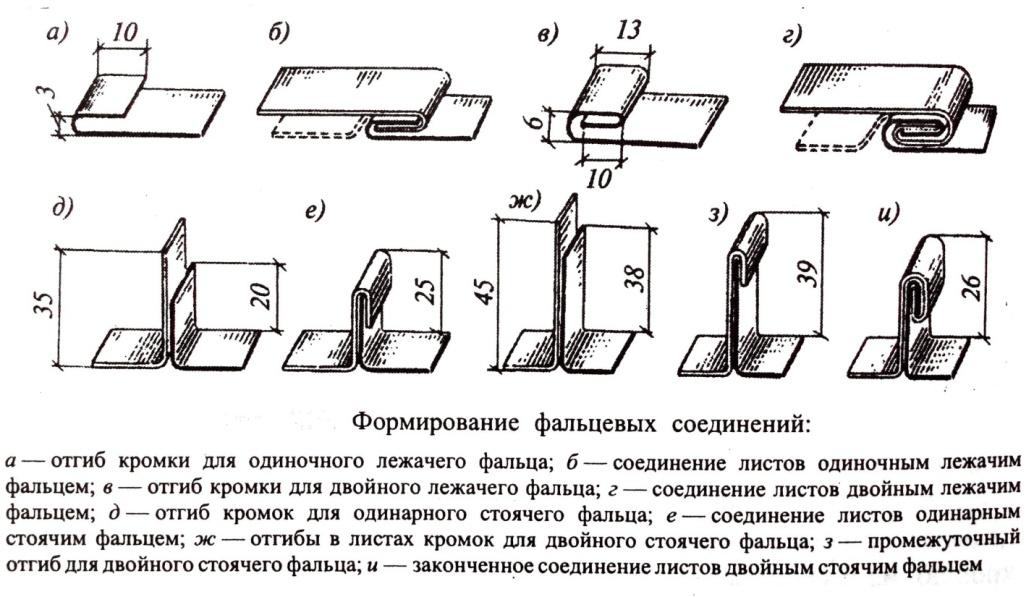 Ведь холодное цинкование это тоже окрашивание, которому предшествует тщательная зачистка поверхности металла.
Ведь холодное цинкование это тоже окрашивание, которому предшествует тщательная зачистка поверхности металла.
 Причем роль анода играет цинковая пластина (или шар), а роль катода – защищаемое изделие.
Причем роль анода играет цинковая пластина (или шар), а роль катода – защищаемое изделие.
 , Остин Матц
, Остин Матц 
 Вы можете использовать разбавленный раствор 50 % уксуса и 50 % воды, чтобы удалить любые масла или оцинковку с поверхности крыши. Затем используйте моющую машину, чтобы удалить следы грязи, копоти, плесени и мусора.
Вы можете использовать разбавленный раствор 50 % уксуса и 50 % воды, чтобы удалить любые масла или оцинковку с поверхности крыши. Затем используйте моющую машину, чтобы удалить следы грязи, копоти, плесени и мусора.  Однако перед покраской необходимо убедиться, что поверхность крыши не подвергалась обработке цинком. Пока вы правильно подготовите поверхность и нанесете грунтовку, вы можете использовать обычную краску для дома.
Однако перед покраской необходимо убедиться, что поверхность крыши не подвергалась обработке цинком. Пока вы правильно подготовите поверхность и нанесете грунтовку, вы можете использовать обычную краску для дома. 
 Причем можно выделить несколько типов оборудования:
Причем можно выделить несколько типов оборудования:
 Своими руками из сварочного аппарата можно изготовить весьма примитивную конструкцию, а все работы будут проводиться исключительно вручную.
Своими руками из сварочного аппарата можно изготовить весьма примитивную конструкцию, а все работы будут проводиться исключительно вручную. Причем не суть важно, какой металл обрабатывается, ядро должно быть больше, чем толщина самой тонкой металлической детали, как минимум в три раза.
Причем не суть важно, какой металл обрабатывается, ядро должно быть больше, чем толщина самой тонкой металлической детали, как минимум в три раза. Рычаги для изготовления держателя электродов, шасси (как было упомянуто, корпус микроволновки для этой цели использовать можно). Отвертки, провода, струбцину, электроды из меди с необходимыми размерами для проведения сварки.
Рычаги для изготовления держателя электродов, шасси (как было упомянуто, корпус микроволновки для этой цели использовать можно). Отвертки, провода, струбцину, электроды из меди с необходимыми размерами для проведения сварки. Вместо нее укладывается максимально возможное количество витков (как правило, помещается не более двух) провода сечением около 10 кв. см. Вместо провода можно использовать медную шину, покрытую изоляцией.
Вместо нее укладывается максимально возможное количество витков (как правило, помещается не более двух) провода сечением около 10 кв. см. Вместо провода можно использовать медную шину, покрытую изоляцией.


 Проще всего изготовить их из деревянных брусков вместе с корпусом, сделанным из фанеры.
Проще всего изготовить их из деревянных брусков вместе с корпусом, сделанным из фанеры.

 Для небольшого устройства их можно сделать из жала мощного паяльника. Электроды быстро теряют форму, и их нужно периодически подтачивать. В них сверлится отверстие, через которое болтами производится соединение с проводами вторичной обмотки.
Для небольшого устройства их можно сделать из жала мощного паяльника. Электроды быстро теряют форму, и их нужно периодически подтачивать. В них сверлится отверстие, через которое болтами производится соединение с проводами вторичной обмотки. Обжимать наконечники не рекомендуется, так как в местах контакта возникает дополнительное сопротивление.
Обжимать наконечники не рекомендуется, так как в местах контакта возникает дополнительное сопротивление. Жесткий режим подходит для сварки сплавов из меди и алюминия, а также легированных сталей. Мягкий режим отличается большей продолжительностью импульса. Он больше подходит для домашних условий, где не всегда удается достичь необходимой мощности. Свариваются заготовки из обычных углеродистых сталей.
Жесткий режим подходит для сварки сплавов из меди и алюминия, а также легированных сталей. Мягкий режим отличается большей продолжительностью импульса. Он больше подходит для домашних условий, где не всегда удается достичь необходимой мощности. Свариваются заготовки из обычных углеродистых сталей. Аппарат, полученный в результате, даст вам возможность качественно выполнять точечную сварку переменным током, сила которого не регулируется.
Аппарат, полученный в результате, даст вам возможность качественно выполнять точечную сварку переменным током, сила которого не регулируется. 
 Не поднимайте молоток или другой тяжелый предмет. Его основание откручивается от микроволновки, снимаются все крепления, и аккуратно вынимается трансформатор с места его установки. Вам понадобятся устройства в микроволновой печи, во-первых, ее магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньшее количество витков.
Не поднимайте молоток или другой тяжелый предмет. Его основание откручивается от микроволновки, снимаются все крепления, и аккуратно вынимается трансформатор с места его установки. Вам понадобятся устройства в микроволновой печи, во-первых, ее магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньшее количество витков.  Делать это нужно очень осторожно, так как из-за таких манипуляций магнитопровод может оборваться.
Делать это нужно очень осторожно, так как из-за таких манипуляций магнитопровод может оборваться.  Этого достаточно для эффективной работы аппарата точечной сварки. Намотать такое количество витков может быть сложно, если используется провод с толстым слоем изоляции. Решить эту проблему достаточно просто: необходимо снять с провода штатную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы шнур, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать неоправданного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Этого достаточно для эффективной работы аппарата точечной сварки. Намотать такое количество витков может быть сложно, если используется провод с толстым слоем изоляции. Решить эту проблему достаточно просто: необходимо снять с провода штатную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы шнур, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать неоправданного увеличения его сопротивления и, соответственно, уменьшения силы тока.  Правильность соединения обмоток, если на их выводах нет одноименной маркировки, проверяют вольтметром.
Правильность соединения обмоток, если на их выводах нет одноименной маркировки, проверяют вольтметром. 
 Для экспериментального определения правильности подключения желательно использовать тонкие провода.
Для экспериментального определения правильности подключения желательно использовать тонкие провода.  Вольтметр на выходе зарегистрирует общее напряжение, значение которого в два раза превышает значение на входе.
Вольтметр на выходе зарегистрирует общее напряжение, значение которого в два раза превышает значение на входе. 
 Поскольку электроды у такого устройства съемные, пайка в местах стыков не производится. Конечно, в таких местах, постоянно подвергающихся окислению, тоже происходит потеря мощности, но чистить их намного проще, чем прессованные наконечники.
Поскольку электроды у такого устройства съемные, пайка в местах стыков не производится. Конечно, в таких местах, постоянно подвергающихся окислению, тоже происходит потеря мощности, но чистить их намного проще, чем прессованные наконечники.  Элементы таких соединений, значительно упрощающие обслуживание аппарата для контактной сварки, довольно легко изготовить своими руками.
Элементы таких соединений, значительно упрощающие обслуживание аппарата для контактной сварки, довольно легко изготовить своими руками.  А на аппаратах точечной сварки, которые используются для нерегулярных и простых работ в домашней мастерской, вполне достаточно того, что такой механизм создает давление на 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг сделать длиннее, это также повысит усилие сжатия до требуемой величины.
А на аппаратах точечной сварки, которые используются для нерегулярных и простых работ в домашней мастерской, вполне достаточно того, что такой механизм создает давление на 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг сделать длиннее, это также повысит усилие сжатия до требуемой величины.  Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, и его контакты под действием сильного тока будут намертво спаяны.
Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, и его контакты под действием сильного тока будут намертво спаяны.  Часто для этой цели используется обычный вентилятор. Также можно делать перерывы в работе, необходимые для охлаждения элементов устройства.
Часто для этой цели используется обычный вентилятор. Также можно делать перерывы в работе, необходимые для охлаждения элементов устройства.  Я использовал одну из этих машин в течение многих лет, когда работал учителем промышленных технологий, однако после выхода на пенсию у меня больше нет доступа к машине. Работая в основном по памяти и по нескольким фотографиям с низким разрешением, которые я нашел в Google, я смог воспроизвести механизм, который используется для подъема и зажима сварочных клещей.
Я использовал одну из этих машин в течение многих лет, когда работал учителем промышленных технологий, однако после выхода на пенсию у меня больше нет доступа к машине. Работая в основном по памяти и по нескольким фотографиям с низким разрешением, которые я нашел в Google, я смог воспроизвести механизм, который используется для подъема и зажима сварочных клещей. 
 Я хотел, чтобы другие увидели, как это можно сделать в качестве действительно спроектированного дизайна, но если бы я был «Дирестой» или «Стефаном Готтесвинтером», у меня были бы тысячи просмотров к настоящему времени, но как относительный новичок я думаю, что этого не произойдет.
Я хотел, чтобы другие увидели, как это можно сделать в качестве действительно спроектированного дизайна, но если бы я был «Дирестой» или «Стефаном Готтесвинтером», у меня были бы тысячи просмотров к настоящему времени, но как относительный новичок я думаю, что этого не произойдет. 

 Эти ламинированные трансформаторы E-I для микроволновых печей имеют площадь сердечника, которая, если повезет, даст вам около 1000 Вт. Вы можете взять два микроволновых трансформатора и сложить сердечники рядом, чтобы получить более мощный, но удлиненный трансформатор, но тогда вам придется намотать новую первичную обмотку. Вероятно, проще получить два идентичных МОТ и запараллелить две идентичные сильноточные вторичные обмотки.
Эти ламинированные трансформаторы E-I для микроволновых печей имеют площадь сердечника, которая, если повезет, даст вам около 1000 Вт. Вы можете взять два микроволновых трансформатора и сложить сердечники рядом, чтобы получить более мощный, но удлиненный трансформатор, но тогда вам придется намотать новую первичную обмотку. Вероятно, проще получить два идентичных МОТ и запараллелить две идентичные сильноточные вторичные обмотки.  В любом случае, не подскажете, какой толщины CRMS или лист из нержавеющей стали можно сваривать? Импортный точечный сварочный аппарат на 15кВа у которого предел надежной сварки около двух штук 16Ga CRMS, лучше если почистить.
В любом случае, не подскажете, какой толщины CRMS или лист из нержавеющей стали можно сваривать? Импортный точечный сварочный аппарат на 15кВа у которого предел надежной сварки около двух штук 16Ga CRMS, лучше если почистить.  Проведя некоторое исследование, я понял, что переупаковывать аккумуляторы вряд ли целесообразно, поэтому я просто купил новые оригинальные аккумуляторы. Однако к этому времени я был более или менее привержен проекту точечной сварки. Я придерживался мнения, что было бы неплохо иметь такую машину для будущих проектов. Я сварил им 18-граммовую нержавеющую сталь, но куски сварного шва довольно маленькие, около 1 мм в диаметре, но, конечно, вы можете разместить сколько угодно вдоль шва. Он никогда не предназначался для того, чтобы стать жизнеспособным коммерческим предприятием. Предполагалось, что это будет сборка хобби-типа. Возможно, я недооценил свою аудиторию, разместив ее на этом форуме.
Проведя некоторое исследование, я понял, что переупаковывать аккумуляторы вряд ли целесообразно, поэтому я просто купил новые оригинальные аккумуляторы. Однако к этому времени я был более или менее привержен проекту точечной сварки. Я придерживался мнения, что было бы неплохо иметь такую машину для будущих проектов. Я сварил им 18-граммовую нержавеющую сталь, но куски сварного шва довольно маленькие, около 1 мм в диаметре, но, конечно, вы можете разместить сколько угодно вдоль шва. Он никогда не предназначался для того, чтобы стать жизнеспособным коммерческим предприятием. Предполагалось, что это будет сборка хобби-типа. Возможно, я недооценил свою аудиторию, разместив ее на этом форуме.  В свою защиту я просто пытался сделать некоторые ресурсы доступными для других бесплатно, без каких-либо условий. Мне интересно, есть ли на этом форуме какие-либо участники, которые делают свои собственные инструменты и могли бы извлечь пользу, увидев, как это может сделать кто-то другой, независимо от качества? Я пытался удалить это сообщение и отписаться от этого форума, но пока не могу понять, как это сделать. Возможно, какой-нибудь полезный модератор сделает это за меня.
В свою защиту я просто пытался сделать некоторые ресурсы доступными для других бесплатно, без каких-либо условий. Мне интересно, есть ли на этом форуме какие-либо участники, которые делают свои собственные инструменты и могли бы извлечь пользу, увидев, как это может сделать кто-то другой, независимо от качества? Я пытался удалить это сообщение и отписаться от этого форума, но пока не могу понять, как это сделать. Возможно, какой-нибудь полезный модератор сделает это за меня.  Я долго пытался сделать один с набором зажимов типа точечной сварки в качестве пути разряда, проблема в том, что в прошлый раз, когда я играл с большой батареей конденсаторов, я не мог слышать в течение 2 дней, и ни одна электроника за 50′ больше никогда не работала!
Я долго пытался сделать один с набором зажимов типа точечной сварки в качестве пути разряда, проблема в том, что в прошлый раз, когда я играл с большой батареей конденсаторов, я не мог слышать в течение 2 дней, и ни одна электроника за 50′ больше никогда не работала! 
 Тип: лак, Производитель: HB
Тип: лак, Производитель: HB Тип: лак, Производитель: HB BODY,
Тип: лак, Производитель: HB BODY,

 Создан прозрачными пигментами, что позволяет сохранить термин «лак». Радужность становится «помехой», когда отражение света приводит к отражению другого цвета, света или фона.
Создан прозрачными пигментами, что позволяет сохранить термин «лак». Радужность становится «помехой», когда отражение света приводит к отражению другого цвета, света или фона. 
 ..]
..]
 ..]
кабина d e ver nis sa ge sec .
..]
кабина d e ver nis sa ge sec .  способный под воздействием света получается из неэкспериментального os e d сухой лак b y a процесс сушки.
способный под воздействием света получается из неэкспериментального os e d сухой лак b y a процесс сушки.  ..]
..]
 ..]
..]
 ..]
энергопотребления d t o сухой p a внутр. 900 55 o r лак .
..]
энергопотребления d t o сухой p a внутр. 900 55 o r лак . 
 ..]
..]
 ..]
..]
 ..]
..]



 ..]
..]

 ..]
..]
 ..]
..]
 ..]
..]

 Не с первого, так со второго-третьего раза обычно удается услышать тарахтение воскресшего агрегата. Вместо прикуривания можно попробовать завести машину с помощью буксировки. Но это возможно лишь на моделях с «механикой» в трансмиссии. Авто с «автоматом» можно таскать на буксире долго, вот только результатом будет не запуск мотора, а сломанная КП.
Не с первого, так со второго-третьего раза обычно удается услышать тарахтение воскресшего агрегата. Вместо прикуривания можно попробовать завести машину с помощью буксировки. Но это возможно лишь на моделях с «механикой» в трансмиссии. Авто с «автоматом» можно таскать на буксире долго, вот только результатом будет не запуск мотора, а сломанная КП. Если же сомнения есть, лучше не пытаться добить топливный фильтр запарафиневшейся соляркой, а отправить авто на эвакуаторе в теплый гараж или оставить ее в покое до того момента, когда на улице потеплеет.
Если же сомнения есть, лучше не пытаться добить топливный фильтр запарафиневшейся соляркой, а отправить авто на эвакуаторе в теплый гараж или оставить ее в покое до того момента, когда на улице потеплеет.
 Так как самым «слабым звеном» в морозы становится аккумулятор, не поленитесь на ночь заносить его в тепло. Тогда утром будет гораздо больше шансов завести вашего железного коня.
Так как самым «слабым звеном» в морозы становится аккумулятор, не поленитесь на ночь заносить его в тепло. Тогда утром будет гораздо больше шансов завести вашего железного коня.




 А холодные автомобильные аккумуляторы не могут производить такое же количество энергии, как теплые аккумуляторы.
А холодные автомобильные аккумуляторы не могут производить такое же количество энергии, как теплые аккумуляторы. 
 Чтобы противостоять этому, большинство новых автомобилей сегодня используют разбавитель масло как 5W-20 . Скорее всего, вы обнаружите, что в вашем нынешнем автомобиле General Motors, Ford или Honda указано масло с меньшей вязкостью, подобное этому.
Чтобы противостоять этому, большинство новых автомобилей сегодня используют разбавитель масло как 5W-20 . Скорее всего, вы обнаружите, что в вашем нынешнем автомобиле General Motors, Ford или Honda указано масло с меньшей вязкостью, подобное этому.  Это предварительно впрыснет немного дополнительного топлива в блок двигателя и заведет вашу машину.
Это предварительно впрыснет немного дополнительного топлива в блок двигателя и заведет вашу машину.  Когда есть неисправное реле стартера, вы услышите щелчок при повороте ключа зажигания, после чего двигатель отказывается вращаться.
Когда есть неисправное реле стартера, вы услышите щелчок при повороте ключа зажигания, после чего двигатель отказывается вращаться. 
 Даже если кабель аккумуляторной батареи не подвержен коррозии, затяните зажимы перед включением зажигания.
Даже если кабель аккумуляторной батареи не подвержен коррозии, затяните зажимы перед включением зажигания.  Однако этот трюк с холодным запуском работает только с автомобилями с механической коробкой передач .
Однако этот трюк с холодным запуском работает только с автомобилями с механической коробкой передач . 




 Может ли экстремальный холод убить мой автомобильный аккумулятор?
Может ли экстремальный холод убить мой автомобильный аккумулятор?  Поэтому лучше всего держать свой автомобиль на более теплых крытых стоянках.
Поэтому лучше всего держать свой автомобиль на более теплых крытых стоянках.  Наши специалисты, сертифицированные ASE, доставят качественный ремонт и техническое обслуживание автомобиля прямо к вашему подъезду. Мы предлагаем предварительную цену, онлайн-бронирование и 12-месячную гарантию на 12 000 миль.
Наши специалисты, сертифицированные ASE, доставят качественный ремонт и техническое обслуживание автомобиля прямо к вашему подъезду. Мы предлагаем предварительную цену, онлайн-бронирование и 12-месячную гарантию на 12 000 миль.  Тем не менее, обледенелые дороги и замерзшие окна могут быть наименьшей из ваших проблем, если ваш автомобиль даже не заводится.
Тем не менее, обледенелые дороги и замерзшие окна могут быть наименьшей из ваших проблем, если ваш автомобиль даже не заводится.  Давайте быстро коснемся основных.
Давайте быстро коснемся основных.  Ваша цель — снизить нагрузку на аккумулятор и склонить его к включению с меньшей нагрузкой. Попробуйте:
Ваша цель — снизить нагрузку на аккумулятор и склонить его к включению с меньшей нагрузкой. Попробуйте: 
 Ослабленные кабели и зажимы могут затруднить или остановить подачу электричества, поэтому проверьте их на предмет затяжки, прежде чем снова пытаться завести автомобиль.
Ослабленные кабели и зажимы могут затруднить или остановить подачу электричества, поэтому проверьте их на предмет затяжки, прежде чем снова пытаться завести автомобиль.  Если ваша машина завелась, отсоедините кабели и не глушите машину снова в течение хоть еще 20 минут.
Если ваша машина завелась, отсоедините кабели и не глушите машину снова в течение хоть еще 20 минут. 



 Остается только задать нижний предел напряжения, после достижения которого ЗУ прекратит разряд.
Остается только задать нижний предел напряжения, после достижения которого ЗУ прекратит разряд.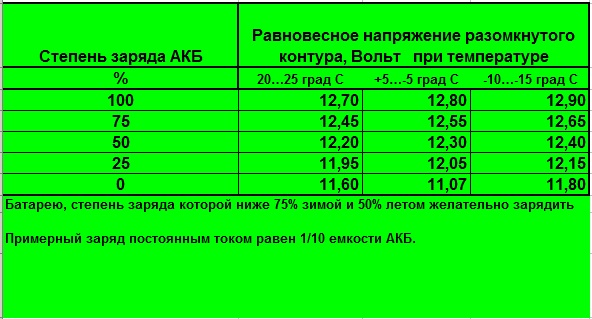
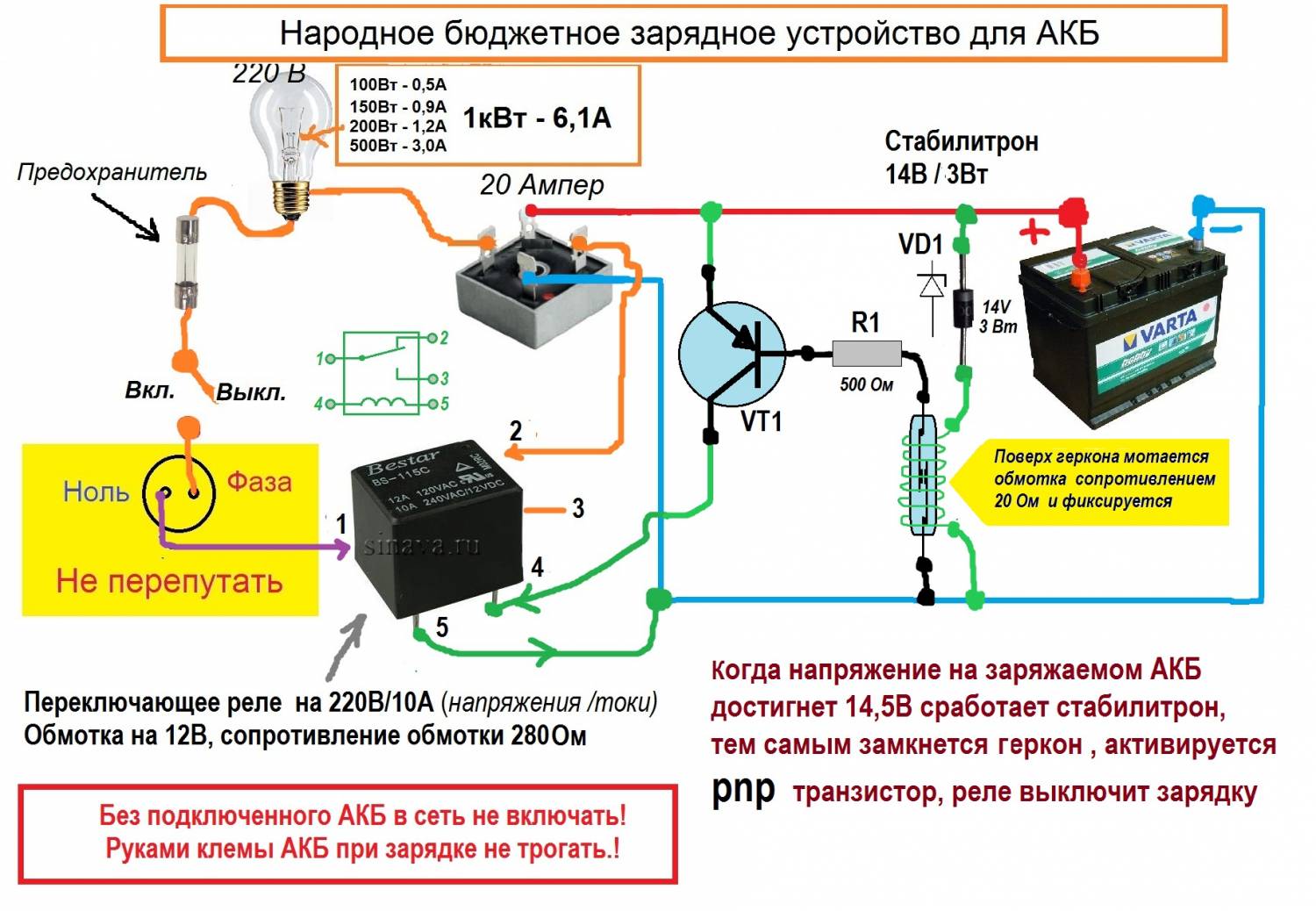 Такие действия позволят увеличить срок работы источника питания.
Такие действия позволят увеличить срок работы источника питания.


 На самом аппарате следует установить тип источника питания и основные параметры по которым будет проходить снижение заряда. По окончании разряда устройство подаст сигнал и вычислит реальные значения внутренней емкости аккумулятора. После следует просто перевести в режим заряда и пойдет процесс восстановления заряда, при этом устройство укажет показание емкости восстановленного аккумулятора.
На самом аппарате следует установить тип источника питания и основные параметры по которым будет проходить снижение заряда. По окончании разряда устройство подаст сигнал и вычислит реальные значения внутренней емкости аккумулятора. После следует просто перевести в режим заряда и пойдет процесс восстановления заряда, при этом устройство укажет показание емкости восстановленного аккумулятора.
 При этом соблюдая необходимые требования и имея специальные приборы можно рассчитать реальную внутреннюю емкость аккумуляторной батареи.
При этом соблюдая необходимые требования и имея специальные приборы можно рассчитать реальную внутреннюю емкость аккумуляторной батареи. Проблемы, которые я вижу при таком подходе:
Проблемы, которые я вижу при таком подходе:  Но вы не должны полностью разряжать свинцово-кислотную батарею и оставлять ее стоять, вы необратимо повредите ее.
Но вы не должны полностью разряжать свинцово-кислотную батарею и оставлять ее стоять, вы необратимо повредите ее.  Оставьте его подключенным примерно на 4 дня и с помощью вольтметра убедитесь, что напряжение равно нулю.
Оставьте его подключенным примерно на 4 дня и с помощью вольтметра убедитесь, что напряжение равно нулю.  Не вдыхайте образующиеся газы. Если вы не уверены, прибегните к другим предлагаемым решениям.
Не вдыхайте образующиеся газы. Если вы не уверены, прибегните к другим предлагаемым решениям. 

 Срок службы батареи напрямую зависит от уровня и продолжительности нагрузки, которая включает в себя заряд, разряд и температуру.
Срок службы батареи напрямую зависит от уровня и продолжительности нагрузки, которая включает в себя заряд, разряд и температуру. 
 Напряжение отсечки также должно быть снижено при разрядке при очень низких температурах, так как напряжение батареи падает, а внутреннее сопротивление батареи увеличивается. В таблице 4 показаны типичные значения напряжения в конце разряда для аккумуляторов с различным химическим составом.
Напряжение отсечки также должно быть снижено при разрядке при очень низких температурах, так как напряжение батареи падает, а внутреннее сопротивление батареи увеличивается. В таблице 4 показаны типичные значения напряжения в конце разряда для аккумуляторов с различным химическим составом. 
 Циклирование батареи при менее чем полной разрядке увеличивает срок службы, и производители утверждают, что это ближе к полевым представлениям, чем полный цикл, потому что батареи обычно перезаряжаются с некоторой оставшейся резервной емкостью.
Циклирование батареи при менее чем полной разрядке увеличивает срок службы, и производители утверждают, что это ближе к полевым представлениям, чем полный цикл, потому что батареи обычно перезаряжаются с некоторой оставшейся резервной емкостью. 