Начиная с 2010 года машины, оснащенные ксеноновыми фарами должны иметь в обязательном порядке автокорректор, который выравнивает установочный угол фары так, чтобы исходящий свет падал горизонтально дороге и не слепил водителей встречной полосы. Особенностью такого устройства является автоматическая корректировка направления светового луча при изменении положения автомобиля на подъеме, спуске или неравномерной загрузке.
Принцип действия автокорректора
Для правильного использования корректора в задней части транспортного средства устанавливается датчик, определяющий его угол наклона, после чего информация фиксируется в блоке управления и ток дает сигнал на поворот фар в том или ином направлении.
Пример: на заднем сидении автомобиля сидят пассажиры или багажник слишком загружен, при этом часть машины заметно проседает. В этом случае свет фар устремлен вверх, что приводит к плохому освещению в темный период времени и в непогоду. При таком положении машины датчик фиксирует изменения, а корректор выравнивает фары так, чтобы свет шел горизонтально, независимо от просадки кузова. Такие действия автокорректора происходят автоматически и совершенно незаметно.
Корректоры фар производятся по принципу конструктивной особенности и принципу работы, и подразделяются на квазистатические и динамические.
Квазистатический корректор, принцип действия которого основан на изменении установленного угла фар при наклоне кузова, состоит из двух датчиков, фиксирующих положение рамы, исполнительных механизмов, электронного блока управления и клавиш переключения при ручной коррекции.
Динамический корректор является аналогом квазистатического с единственным отличием: присутствие электроники как в блоке управления, так и в исполнительных регуляторах. Такое устройство обеспечивает мгновенное реагирование угла наклона фары при изменении положения кузова и производится такая корректировка даже при минимальных отклонениях.
Установка автокорректора
Цены на приобретение и установку системы коррекции фар в сервисных центрах варьируются, и при этом не всегда по карману. Поэтому есть вариант соорудить и установить конструкцию своими руками. Динамический вариант корректора в домашних условиях изготовить нельзя, но вполне реально сделать электромеханическую конструкцию.
Такой автокорректор работает на моторедукторах, установленных в каждой фаре и блоке управления, которые можно вполне свободно и недорого приобрести на любом авторынке. Дополнительно понадобятся провода и крепежи, колодки и клеммы, кембрик, паяльник и изоляция.
Выбирать комплектующие необходимо соответственно габаритам штатного корректора и устанавливать в предусмотренное для этого место заводом-изготовителем. Для этого нужно провести демонтаж сломанного устройства.
Порядок установки автокорректора фар:
Перекрыть трубки в районе аккумулятора и слить жидкость, находящуюся в них.
Снять главный цилиндр, проворачивая отверткой против часовой стрелки на зажиме, крепящем его.
Демонтировать рычаг управления с блока корректора в салоне машины с помощью свечного ключа.
Вытащить блок, трубопроводы и пробку с моторного щита.
Подготовить электропроводку для соединения блока и моторедукторов.Необходимые элементы:
Многожильные провода сечения 0,35 м² и длиной 1,65 м – 5 шт.
Многожильные провода сечения 0,35 м² и длиной 2,55 м – 5 шт.
Клеммы «мама» — 20 шт.
Поливинилхлоридные трубки – 2 шт.
Колодки 5-ти контактные – 1 шт.
Колодки 11-ти контактные – 2 шт.
Толстые провода для питания с длиной для конкретного автомобиля – 2 шт.
Нарезать провода нужной длины, предварительно примерив к месту крепления, надеть защиту с помощью талька или пудры. С одной стороны, распаять клеммы и вставить в колодку подключения.
Протянуть проводку через отверстие моторного щита, где ранее были трубопроводы.
Распаять клеммы на другом конце проводки и вставить в гнезда для подключения моторедукторов, предварительно заизолировав колодки.
Подключить питание от 2-х толстых и 4-х клемм «мама», то есть клемма №10 + выключатель №64 + блок питания задней противотуманки.
Массовый провод подключить посредством свободной клеммы, поступающей к реле зажигания.
Установить моторедукторы в штатное гнездо с применением прокладок и жгутов, с помощью которых они крепятся к штатной проводке.
Настроить корректор в нулевом положении.
Если все же автокорректор приобретается отдельно, то, как правило, бывает укомплектован датчиками, электроблоком управления, проводкой и приводными устройствами, что позволяет без особого труда установить корректор на конкретную машину. Автолюбители отмечают в основном 2 фирмы, специализирующиеся на производстве автокорректоров фар – это Hella и SmartEye.
Автокорректоры от немецкой компании Hella можно устанавливать на любую марку машины. Есть вариант использования устройства как в дополнение к ручному корректору, так и как самостоятельный девайс с возможностью использования как ручного, так и автоматического режима. С помощью инструкции установка производится своими руками довольно просто.
Автокорректоры от SmartEye являются дополнительной опцией при переоборудовании штатных электромеханических систем. Принцип действия заключается лишь в определении положения кузова к плоскости дороги, тем самым изменяя угол наклона фар.
Автокорректор фар является неотъемлемой и обязательной составляющей транспортного средства, особенно оснащенного ксеноновыми лампами. За счет этого модуля решается ряд важных задач водителя: безопасность движения в темное время суток и в плохую погоду, правильное освещение при неравномерной загруженности автомобиля, сглаживание негативного влияния ксенона на водителей встречного транспорта, беспрепятственное прохождение ТО. Правильный свет автомобиля – залог комфорта и безопасности на дорогах.
Не работает автокорректор фар, горит индикация на приборной панели Suzuki Grand Vitara
org/Answer»>
Добрый вечер. Обрабатываем ваш запрос. Укажите, пожалуйста, неисправность проявляется только горящей лампочкой на приборной панели, или фары не корректируются при загрузке авто?
Херсон, Skoda Octavia
Фары находятся всегда в одном положении , при загрузке не корректируются.
Барнаул, Suzuki Grand Vitara
Здравствуйте, в данном случае необходимо проверять всю систему. Первым делом проверяются предохранители, затем работоспособность блока управления корректором фар. Необходимо проверить прохождение сигнала к самим механизмам корректоров. Стоит прозвонить провода, проверить сами механизмы. Если все в исправном состоянии, тогда причины в самом блоке управления или в концевых механизмах регулировки.
Курск, Chevrolet Lacetti
Здравствуйте. Полностью согласен со своим коллегой. Как было сказано выше проверку стоит начать с предохранителей. Далее стоит проверить датчики положения кузова, расположенные на рычагах подвески (визуального осмотра при этом обычно не достаточно)и разъемы их проводки. Если эти элементы в порядке, то потребуется проверять блок управления автокорректором фар приводы корректора фар и всю проводку. В этом случае лучше начать с компьютерной диагностики.
Россия, Subaru Legacy
Здравствуйте. Если один из двух датчиков положения кузова не работает, то фары не будут реагировать на положение кузова. Проверьте предохранители и реле, далее проверяйте датчики положения кузова. Прикладываю руководство по диагностике автокорретора фар (на английском): https://yadi.sk/i/PZ9ucDDxkYMsc
Балаково, Kia Ceed
Яндекс.Диск
org/Answer»>
А где они предохранители на него, в книге о них ни чего не написано , Вы знаете где и как подписан этот предохранитель ?
Барнаул, Suzuki Grand Vitara
Необходимо проверить предохранитель №16 в моторном отсеке, а также предохранители №13, 14 и 15. Также Вы можете скачать инструкцию по Вашему автомобилю по ссылке: http://www.fayloobmennik.net/4951843
Россия, Subaru Legacy
Скачать suzuki-grand-vitara.pdf
Автоматическое управление фарами | Хамамацу Фотоникс
Чтобы использовать все доступные функции на этом сайте, в вашем браузере должен быть включен JavaScript.
Автоматическое управление фарами — это функция, которая автоматически управляет фарами, включая и выключая их в зависимости от внешней освещенности. В Японии с апреля 2020 года все новые пассажирские автомобили должны быть оснащены этой функцией для повышения безопасности (применимо с октября 2021 года к автомобилям, находящимся в непрерывном производстве). Хотя некоторые автомобили были оснащены этой функцией в течение некоторого времени, юридическое обязательство добавило критерии, согласно которым «эта функция не может быть отключена во время движения» и «должны быть четко определены стандарты яркости на периферии для включения света». ” Благодаря этим изменениям датчики, определяющие яркость, теперь должны достичь более высокого уровня сложности.
В течение многих лет Hamamatsu поставляет фотодатчики (датчики освещенности) для определения яркости на периферии для использования в автоматическом управлении фарами. Мы способны предложить продукцию, которая имеет как оптимальное качество, так и характеристики.
Механизм автоматического управления фарами (применение датчиков освещенности)
Функция автоматического управления фарами определяет яркость вне автомобиля с помощью датчика освещенности, установленного рядом с приборной панелью, для управления включением и выключением света. Он включает фары, когда количество света, улавливаемого датчиком освещенности, падает ниже определенного уровня.
Рекомендуемые продукты
Датчики освещенности
Компания Hamamatsu предлагает высоконадежные датчики освещенности, соответствующие автомобильным стандартам.
■ Особенности ・ Спектральная характеристика, близкая к чувствительности человеческого глаза (чувствительность почти ограничена видимым светом) ・ Широкий диапазон рабочих температур: от -40 до +105 ℃ (S11153-01MT) ・ Низкая цена ・ Компактный и легкий ・ Высокая устойчивость к помехам электромагнитной индукции ・ Высокая надежность ・ Идеально подходит для массового производства
Фото преобразователя света в частоту IC S9705
S9705 представляет собой датчик с цифровым выходом, который преобразует освещенность в частоту.
Фотодиод S11153-01MT
S11153-01MT — датчик с аналоговым выходом, спектральная характеристика которого близка к чувствительности человеческого глаза. Он обеспечивает широкий диапазон рабочих температур (от -40 до +105 ℃).
Спектральный отклик (S11153-01MT)
Примеры применения датчиков освещенности
Регулировка яркости дисплея
Датчики освещенности, встроенные в дисплеи спидометров и т.п., определяют яркость окружающей среды, чтобы автоматически регулировать яркость дисплея. Благодаря этому дисплей имеет яркость, которая кажется людям «правильной».
Зеркало с автоматическим антибликовым покрытием
Датчики освещенности, встроенные в зеркала заднего вида, обнаруживают сильный свет (дальний свет) от следующих за ним автомобилей, чтобы автоматически регулировать отражательную способность зеркала и не допускать ослепления водителей.
Технология ИС
Мы объединяем фотодиод и периферийную схему в один корпус ИС, что позволяет сократить количество деталей и монтажное пространство. Мы также предлагаем индивидуальную поддержку для этого типа спецификации.
Как работают автоматические фары? (Ваш полный путеводитель)
Автоматические фары обещают избавить вас от хлопот, связанных с необходимостью выяснить, какие фары использовать во время вождения, но вы можете не решиться переключиться.
Поэтому вы можете узнать больше об автоматических фарах перед их установкой. Если да, продолжайте читать, чтобы узнать, что я узнал о том, как работают автоматические фары!
Автоматические фары работают благодаря датчикам вокруг ветрового стекла и приборной панели, которые считывают количество света вокруг вас. Если датчики определяют, что уровень освещенности достаточно низкий, чтобы повлиять на видимость, они включают фары. Они также сканируют видимость, чтобы включить свет во время погодных явлений, таких как метель, сильный дождь и туман.
Продолжайте читать, чтобы узнать все, что вам нужно знать об автоматических фарах, включая подробное описание того, как они работают в различных сценариях, как ими управлять и многое другое!
Как работает автоматическое затемнение фар?
Автомобили с автоматическим затемнением фар работают за счет наличия датчиков или камер в стратегических областях вокруг передней части, которые обнаруживают близлежащие автомобили, чтобы они могли переключаться на ближний свет.
Датчики, используемые таким образом, будут иметь лазеры, которые будут запускаться вперед, чтобы составить карту дороги перед вами, и, если они обнаружат автомобиль, они приглушат ваши фары.
Производители, использующие эту технологию, будут устанавливать несколько датчиков в разных местах, чтобы было сложнее создать ложный флаг (например, когда что-то блокирует попадание света в часть автомобиля).
Они сканируют как встречный транспорт, так и транспортные средства, за которыми вы следите, потому что дальний свет воздействует на любого водителя, на которого они нацелены, будь то прямо или когда он отражается через зеркало заднего вида.
Как работают автоматические фары дальнего света?
Автоматический дальний свет работает, сканируя окружающую среду на наличие других транспортных средств, чтобы определить, должны ли фары автомобиля быть включены или выключены.
Фары дальнего света ослепляют всех, кого они задевают, будь то прямо на встречном транспорте или когда луч отражается от зеркала заднего вида на водителя впереди вас, но они по-прежнему служат важной цели, когда вы едете в плохо освещенных местах.
Автоматические фары дальнего света позволяют включать дальний свет в таких условиях, но они могут сами переключаться на ближний свет, когда рядом кто-то есть.
Как работают автоматические фары Toyota?
Toyota Safety Sense включает в себя функцию автоматического включения дальнего света фар, которая работает в соответствии с описанным выше процессом; он использует встроенную камеру, чтобы сканировать наличие других транспортных средств на дороге и определять, следует ли включать фары.
Эта камера срабатывает, когда вы едете со скоростью более 50 км/ч или около 31 мили в час ночью, чтобы обнаружить наличие транспортных средств впереди вас. Камера ищет задние фонари и фары встречного движения.
Если камера обнаруживает какой-либо свет, она переключается на ближний свет, чтобы не ослеплять других водителей. Он также сканирует ваше окружение на предмет окружающего освещения от уличных фонарей, чтобы определить, нужны ли вам дальние лучи.
Фары включаются автоматически?
Фары включаются автоматически, только если ваш автомобиль оснащен автоматическими фарами и вы их включили.
Если в вашем автомобиле нет этой системы или вы установили ее в ручной режим, ваши фары не включатся, пока вы не сделаете это самостоятельно.
Всегда ли включены автоматические фары?
Автоматические фары не всегда включены и включаются только тогда, когда они обнаруживают, что вы находитесь в темноте, например, ночью или если вы едете через туннель.
Некоторые из них также настроены на включение при погодных условиях, ограничивающих вашу видимость, таких как сильный дождь, снегопад или туман.
Как узнать, автоматические ли фары в вашем автомобиле?
Если вы хотите убедиться, что освещение вашего автомобиля работает автоматически, проще всего это сделать, проверив переключатель, чтобы убедиться, что он имеет настройку AUTO.
Вы также можете обратиться к руководству пользователя. Автоматические фары — это расширенная функция, о которой производители всегда будут говорить, поэтому, если они есть в вашем автомобиле, их довольно легко найти в руководстве, не копаясь глубоко.
Вы также можете проверить веб-сайт производителя, найти онлайн-видео о нем или обратиться в дилерский центр, где вы приобрели автомобиль, чтобы спросить напрямую.
Как включить автоматическое включение фар?
Если ваш автомобиль оснащен автоматическими фарами, вы можете активировать эту функцию, переведя переключатель фар в положение AUTO.
Когда переключатель находится в этом положении, фары включаются автоматически в зависимости от того, насколько темно там, где вы находитесь.
Это означает, что если вы переведете переключатель в положение авто в течение дня, фары будут выключены до наступления ночи или если вы въедете в туннель.
В большинстве автомобилей переключатель фар будет помечен значками, представляющими различные состояния, но автоматическая настройка фар почти всегда будет четко обозначена словом.
Если это не относится к вашему автомобилю, обратитесь к руководству по эксплуатации, онлайн-ресурсам или в дилерский центр, где вы приобрели автомобиль, чтобы узнать, где находятся настройки.
Выключение автоматических фар выполняется по той же процедуре; просто поверните переключатель из автоматического положения в положение «включено» или «выключено» в зависимости от того, как вы хотите их в данный момент.
Как выключить автоматические фары во время парковки?
Автоматические фары ведут себя по-разному в разных автомобилях при парковке, а это означает, что некоторые из них выключаются, когда вы останавливаете двигатель, а другие могут оставаться включенными до тех пор, пока вы не вытащите ключ из замка зажигания.
Если вы находитесь в парке, а фары все еще включены, но вы хотите их выключить, не выключая двигатель, проще всего это сделать, повернув переключатель в положение OFF.
Это также полностью отключит функцию автоматического включения фар, поэтому, если вы хотите, чтобы они снова включились, вам придется либо включить их вручную, либо повторно включить эту функцию.
Включают ли автоматические фары задние фонари?
Автоматические фары включают ваши фары, а также задние фонари, так же, как если бы вы включали фары вручную.
Если вы имеете в виду дневные ходовые огни (ДХО), они не включают задние фонари, несмотря на то, что сами являются автоматическими.
Если вы хотите узнать больше, вы также можете посмотреть наши сообщения о том, почему мигают фары, тускнеют ли фары со временем и как долго служат светодиодные фары.
Заключение
Автоматические фары работают за счет того, что датчики, расположенные в разных местах вокруг автомобиля, обнаруживают изменения освещенности в окружающей среде, чтобы они знали, когда включать и выключать.
Электрокорректорфар для ЛадаГранта, Гранта FL Производитель: LADA
ПОДРОБНЕЕ
Корректор фар Волга 31105, 3102 (Блок управления корректором фар) Назначение: блока управления, фар
ПОДРОБНЕЕ
Корректор фар эл. Производитель: TYC
ПОДРОБНЕЕ
Электрокорректор фар лада гранта
Amazon.com: Комплект для восстановления керамических фар CERAKOTE® — гарантированно прослужит до тех пор, пока вы владеете автомобилем — возвращает фарам состояние нового — 3 простых шага
4,4 4,4 из 5 звезд 25 282 оценки
#1 Бестселлер в комплектах для восстановления автомобильных фар
Торговая марка
CERAKOTE
Цвет
Черный
Особые области применения продукта
Фары головного освещения
Положение автозапчастей
Передняя часть
Цвет линз
Прозрачный
Артикул Размеры ДхШхВ
4 шт. 3 x 8 дюймов
ГАРАНТИРОВАННО ПРОДОЛЖИТСЯ, ПОКА ВЫ ВЛАДЕЕТЕ ВАШИМ АВТОМОБИЛЕМ! — Вы правильно прочитали! Мы настолько уверены в нашем КЕРАМИЧЕСКОМ покрытии, что даем ограниченную пожизненную гарантию, которая будет действовать до тех пор, пока вы владеете автомобилем, или мы покроем следующий комплект бесплатно. Наши химики разработали этот комплект НА САМОМ ДЕЛЕ в штаб-квартире Cerakote. Мы не разливаем продукцию другой компании. Это КЕРАМИЧЕСКОЕ покрытие, которое химически связывается с фарами и обеспечивает защиту от УФ-излучения на протяжении всего срока эксплуатации автомобиля.
ЭНЕРГЕТИЧЕСКИЕ ИНСТРУМЕНТЫ НЕ ТРЕБУЮТСЯ — Все включено в ваш комплект. Не требуется никаких инструментов, которые потенциально могут повредить фары или краску. Нет ничего хуже, чем звонить своему сумасшедшему дяде, которого вы не видели с праздников, потому что у него есть электроинструменты, которые вам нужны. После того, как он кричит: «ОТСТОЙ!», включает свою шлифовальную машину с хрипящим диском, проводит ею по вашей фаре и краске на капоте.. Слишком поздно. НЕ ПОКУПАЙТЕ КОМПЛЕКТ, ДЛЯ КОТОРОГО ТРЕБУЮТСЯ ИНСТРУМЕНТЫ!
ВОССТАНАВЛИВАЕТ И ЗАЩИЩАЕТ ОТ УФ! — Это не та классическая уловка, к которой вы привыкли. Мы не будем продавать вам то, что нужно снова купить через несколько месяцев. Наше покрытие CERAMIC обеспечивает слой защиты от УФ-излучения, который гарантированно выдержит испытание временем. Мы верим в предоставление нашим клиентам лучших продуктов на земле, в первый раз. В конце концов, мы химики, которые на протяжении ДЕСЯТИЛЕТИЙ поставляют керамические покрытия мирового класса для бесчисленных отраслей промышленности. Это то, что мы делаем.
3 ПРОСТЫХ ШАГА! — Комплект для восстановления фар Cerakote — это простой 30-минутный процесс. Шаг 1: Вы будете загипнотизированы нашим средством для удаления окисления, когда будете стирать мутное окисление с поверхности. Шаг 2: Используйте нашу эргономичную подушку для подготовки поверхности, чтобы удалить глубокое окисление и подготовить фару к нанесению прозрачного покрытия CERAMIC. Шаг 3: Предварительно смоченные керамические салфетки Cerakote для восстановления фар восстанавливают ваши фары до состояния нового, что подтверждается нашей ограниченной пожизненной гарантией.
ПОЧЕМУ ДОВЕРЯТЬ CERAKOTE? – Cerakote считается ведущим мировым новатором и производителем настоящей технологии неорганических керамических полимеров. Керамические полимеры и покрытия, производимые на заводе Cerakote в США, пользуются доверием некоторых из самых передовых аэрокосмических, автомобильных и технологических компаний в мире. Положитесь на лидера отрасли в защите того, что для вас важно.
См. дополнительные сведения о продукте
Примечание. Изделия с электрическими вилками предназначены для использования в США. Розетки и напряжение различаются в зависимости от страны, и для этого продукта может потребоваться адаптер или преобразователь для использования в вашем регионе. Пожалуйста, проверьте совместимость перед покупкой.
Восстановление передних и задних фонарей | Беркшир | Ньюбери | Чтение
Пожелтевшие или выцветшие фары или задние фонари могут представлять угрозу безопасности из-за снижения выходной мощности и даже могут привести к отказу при проведении технического обслуживания, не говоря уже о снижении общей визуальной привлекательности автомобиля.
Мы можем помочь восстановить оптическую прозрачность, что означает лучшую светоотдачу и улучшенную видимость, а также сделать так, чтобы автомобиль снова выглядел как новый.
Что вызывает повреждение? Линзы фар часто изготавливаются из акрила. Это реагирует с УФ-лучами. Несмотря на наличие защитного УФ-покрытия, оно со временем разрушается, что приводит к потускнению и помутнению внешнего вида.
Сколько времени это занимает и какова стоимость?
Процесс
Осмотр некоторых сильно маркированных задних фонарей на VW Golf R
2012 г.
Для начала нам необходимо тщательно очистить и осмотреть светильники, чтобы убедиться, что они исправны, герметичны и правильно установлены.
Очистка проводится с помощью чистящего раствора с нейтральным PH, распыляемого на фары и позволяющего проникнуть в любое поверхностное загрязнение перед удалением.
После того, как истинная отделка светильников раскрыта, используется несколько типов освещения для полной проверки перед любым восстановительным действием.
Окружающие панели затем заклеиваются лентой, чтобы предотвратить повреждение окрашенных или текстурированных поверхностей отделки.
Фары Volvo XC90 до реставрации, заклеив уязвимые места скотчем
Мы всегда стараемся использовать наименее агрессивный метод для восстановления световых блоков, поэтому мы обычно начинаем с комбинации подушечек из пены или микроволокна на машинном полировальном станке, чтобы попытаться удалить выцветшее и окисленное покрытие.
Если это возможно, мы будем продолжать использовать этот метод, пока не будут достигнуты наилучшие результаты.
Однако в большинстве случаев это невозможно, и единственный способ восстановить световые блоки — это их мокрая шлифовка.
Для этого у нас есть различные сорта высококачественной наждачной бумаги. После замачивания наждачной бумаги для обеспечения оптимальной производительности мы обычно начинаем с зернистости 1500 (но иногда с меньшим размером для сильно поврежденных поверхностей), где мы работаем над удалением поврежденных слоев, а затем переходим к зернистости примерно до 4000, чтобы получить плоскую, ровную поверхность. отделка без видимых следов шлифования.
После того, как это будет сделано, для восстановления оптической прозрачности используются различные станки на нескольких этапах компаундирования и полировки.
Пример фар BMW E60 5-й серии, которые нужно было отшлифовать мокрым способом
После того, как блоки фар были восстановлены до максимально возможного стандарта, мы затем наносим керамическое покрытие, совместимое с термостойким пластиковым композитом, чтобы не только предотвратить повторное выцветание фар в будущем, но и помочь сохранить их чистыми дольше, что делает ночное вождение более комфортным. более приятный опыт.
Восстановление фар BMW 3 серии E90 с глубокими трещинами и выцветанием под воздействием УФ-излучения
Конечным результатом является максимальная яркость и мощность фар и задних фонарей, не говоря уже о том, что ваш автомобиль выглядит моложе и вы экономите деньги, поскольку вам не нужно заменять сами световые блоки, что может стоить сотни фунтов.
Статистика мотоаукцинов – Cemeco, мотоаукционы Японии
В этом разделе примеры уже завершенных торгов, для определения примерной стоимости. Актуальные предложения в разделе Мотоаукционы онлайн
Все
730960
Aprilia
1772
BMW
16087
Buell
825
Ducati
8803
Harley-Davidson
33735
Honda
107222
Husqvarna
921
Indian
65
Kawasaki
80895
KTM
6180
MOTO GUZZI
699
MV AGUSTA
778
OTHER
40329
Suzuki
50360
Triumph
4345
Victory
18
Yamaha
113150
Свернуть
Все
730960
Aprilia
1772
BMW
16087
Ducati
8803
Harley-Davidson
33735
Honda
107222
Kawasaki
80895
KTM
6180
Suzuki
50360
Triumph
4345
Yamaha
113150
Все марки
Все
730960
Aprilia
1772
BMW
16087
Kawasaki
80895
KTM
6180
Suzuki
50360
Ducati
8803
Harley-Davidson
33735
Honda
107222
Triumph
4345
Yamaha
113150
Все марки
Тип мотоцикла Все типыДорожный/NakedКлассическийМаксискутерСпортбайкСпорт-туристТуристТур-эндуроЧоппер/КруизерЭндуро/МотардТрайк/Люлька
Производитель Все производителиApriliaBMWBuellDucatiHarley-DavidsonHondaHusqvarnaIndianKawasakiKTMMOTO GUZZIMV AGUSTAOTHERSuzukiSWMTriumphVictoryYamaha
Модель Все модели
Поиск по части названия
Год выпуска 2023202220212020201920182017201620152014201320122011201020092008200720062005200420032002200120001999199819971996199519941993199219911990до 19902023202220212020201920182017201620152014201320122011201020092008200720062005200420032002200120001999199819971996199519941993199219911990
Я согласен с Политикой обработки персональных данных
Поиск данных аукциона: О системе
О системе ADS
ADS (Auction Data Search) — поисковая система для автомобильных аукционов по всей Японии. Он сканирует данные крупнейших аукционных систем и переводит их с японского на английский. С помощью этой системы вы можете искать и покупать различные виды транспортных средств, представленных на японских аукционах, с гарантией Has-Nihon.
Has-Nihon — одна из компаний-первопроходцев, разработавших этот тип поисковой системы для аукционов в Японии. Мы надеемся, что вы воспользуетесь всеми преимуществами нашей системы и с легкостью приобретете желаемые автомобили.
Процесс поиска и покупки подержанных автомобилей
(седан, легкий, спортивный автомобиль, фургон)
1. Присоединение к Has-Nihon Trading Co. Ltd.
Мы принимаем новые заявки на членство только от тех, кто намеревается приобрести автомобиль в ADS и планирует внести депозит, как описано ниже. Пожалуйста, заполните форму регистрации членства. После активации вы можете использовать свой идентификатор участника и пароль для обоих веб-сайтов www. hasnihon.com и www.auctiondatasearch.jp.
2. Внесение залога за предметы аукциона
Доступны два типа депозита, оба из которых подлежат возврату. Ниже приведены пояснения по типам депозитов:
Премиум-членский депозит
Авансовый членский депозит для конкретной покупки
3. Поиск любимых автомобилей на аукционах
Войдите на сайт www.auctiondatasearch.jp, перейдите на вкладку «Аукционы Японии» и введите условия поиска. Дополнительные пояснения см. в учебнике по процессу поиска.
Типы месторождений
Для покупки автомобиля/велосипеда на автомобильных аукционах доступны два типа членства, для которых требуется депозит: «Премиум-членство» или «Расширенное членство».
Покупка в качестве Премиум-члена
Если вы планируете приобрести несколько машин/мотоциклов на аукционах, рекомендуется премиум-членство.
Минимум 100 000 иен требуется для премиум-членства. Как только мы получим сумму депозита, мы повысим уровень вашего членства до премиум-членства и активируем его, чтобы вы могли немедленно делать прокси-ставки через ADS.
Депозит премиум-членства составляет и подлежит возврату после вычета транзакции и платы за использование.
Если вы платите через PayPal, около 4% вычитается из вашего депозита для переводов через PayPal.
В случае, если вы больше не покупаете и не подаете ставки, плата за использование ADS в размере 5000 иен вычитается в месяц, который начинается через месяц после вашей последней покупки или вашей последней разумной ставки (даже если вы не выиграли аукцион).
Первые 3 месяца после активации вашей учетной записи премиум-членства мы вообще не взимаем ежемесячную плату за использование ADS .
При минимальном депозите премиум-участники могут делать ставки до 1 000 000 иен. Чтобы определить ставку более 1 000 000 иен, потребуется дополнительный депозитный платеж в размере 25% от суммы (для участников, у которых есть история покупок, этот лимит также может быть пересмотрен).
Покупка в качестве предварительного участника
Эта опция полезна для тех, кто планирует приобрести только одну единицу с автоаукционов Японии. Ставка по депозиту меняется следующим образом:
Чтобы сделать ставку до 800 000 иен, минимальный требуемый депозит составляет 100 000 иен.
Для клиентов, у которых есть история покупок, сумма депозита может быть увеличена.
В случае неудачной ставки авансовый членский взнос может быть использован для покупки другого автомобиля на аукционах.
Авансовый членский депозит подлежит возврату после вычета транзакции и платы за использование.
Если депозит оплачивается PayPal, около 4% вычитается из вашего депозита для переводов PayPal.
В случае, если вы больше не покупаете и не подаете ставки, плата за использование ADS в размере 5000 иен вычитается в месяц, который начинается через месяц после вашей последней покупки или вашей последней разумной ставки (даже если вы не выиграли аукцион).
В течение первых 3 месяцев мы не взимаем ежемесячную плату за использование ADS с вашего авансового членского депозита.
Способы оплаты
После победы на аукционе счет-проформа будет выставлен в тот же день. Вы получите уведомление по электронной почте о новом добавленном счете-проформе. Если вы не получили никакого уведомления даже через 1 день после окончания аукциона, проверьте папку со спамом и нежелательной почтой и свяжитесь с экспортным отделом Has-Nihon по адресу export@hasnihon. com.
Ожидается, что платеж будет завершен в течение 3 дней после выставления счета-проформы. В случае задержки будут начислены дополнительные штрафы, как показано ниже:
Если сумма ставки составляет до 800 000 йен, за каждые 3 дня задержки взимается штраф в размере 5 000 йен.
Если сумма ставки составляет от 800 000 до 1 600 000 иен, за каждые 3 дня задержки взимается штраф в размере 10 000 иен.
Если сумма ставки превышает 1 600 000 иен, за каждые 3 дня задержки взимается штраф в размере 15 000 иен.
Доступные способы оплаты:
PayPal/Кредитная карта: Вы можете использовать любой из следующих вариантов для транзакций PayPal:
Доступ к учетной записи PayPal на www.paypal.com и ввод адреса электронной почты получателя как [email protected]
Перейдите по ссылке www. hasnihon.com/pay_by_paypal и следуйте инструкциям.
Сборы
Экспортные пошлины
Экспортные сборы для
премиум-членов
В приведенной ниже таблице указаны основные экспортные сборы для премиум-членов в случае ставок до 800 000 иен. Если ставки клиента превышают сумму в 800 000 иен, будут добавлены дополнительные экспортные сборы. (объяснено в разделе «Дополнительные экспортные сборы»)
Экспортные сборы для членов Premium (Ro/Ro доставка) (до 800 000 иен)
Опции передачи
Экспортные пошлины
Бесплатные льготы
DP или DHP (прямо в порт)
50 000 иен
30 дней бесплатного хранения
DP+P (Прямой порт и импорт фотографий)
ДП + 5000 иен
30 дней бесплатного хранения
DHP+IP (Has-Nihon доставить на верфь, затем в порт + хранение Осмотр и фотографии. Транспортные расходы не включены.)
65 000 иен
90 дней бесплатного хранения
При определении ставки необходимо также указать желаемый вариант перевода (DP, DHP, DP+P, DHP+IP).
Полная сумма покупки требуется в течение 5 дней с момента выставления счета-проформы.
Опции передачи
Если вы выберете DP, после победы в аукционе автомобиль будет передан непосредственно в порт отправления.
Если вы выберете DHP, после победы в аукционе автомобиль будет переведен сначала в Хаснихон-Ярд, а через некоторое время в порт отправления.
Если вы выберете DP+P, после победы в аукционе автомобиль будет передан в порт отправления с дополнительными фотографиями, сделанными в порту в ожидании отправки.
Если вы выберете DHP+IP, после победы в аукционе автомобиль сначала будет передан на верфь Хас-Нихон, а затем в порт отправления. В этот вариант также включены осмотр и дополнительные фотографии.
Экспортные сборы для
передовых членов
В приведенной ниже таблице описаны основные экспортные сборы для продвинутых участников при торгах до 800 000 иен. Если ставки клиента превышают 800 000 иен, будут добавлены дополнительные экспортные сборы. (объяснено в разделе «Дополнительные экспортные сборы»)
Экспортные сборы за предварительный депозит (доставка Ro/Ro) (до 800 000 иен)
Опции передачи
Экспортные пошлины )
Бесплатные льготы
DP или DHP (прямо в порт)
60 000 иен
30 дней бесплатного хранения
DP+P (Прямой порт и импорт фотографий)
ДП + 5000 иен
30 дней бесплатного хранения
DHP+IP (Has-Nihon доставить на верфь, затем в порт + хранение Осмотр и фотографии. Транспортные расходы не включены)
75 000 иен
90 дней бесплатного хранения
При определении заявки необходимо также описать желаемый вариант перевода (DP, DHP, DP+P, DHP+IP).
Полная сумма покупки требуется в течение 5 дней с момента выставления счета-проформы.
Вариант передачи
Если вы выберете DP, после победы в аукционе автомобиль будет передан непосредственно в порт отправления.
Если вы выберете DHP, после победы в аукционе автомобиль будет переведен сначала в Хаснихон-Ярд, а через некоторое время в порт отправления.
Если вы выберете DP+P, то после победы в аукционе автомобиль будет доставлен непосредственно в порт отправления вместе с дополнительными фотографиями.
Если вы выберете DHP+IP, после победы в аукционе автомобиль сначала будет передан на верфь Хас-Нихон, а затем в порт отправления. В этот вариант также включены осмотр и дополнительные фотографии.
Дополнительные экспортные пошлины
Если ставка превышает 800 000 иен, будут добавлены дополнительные экспортные сборы, как описано в таблице ниже.
Если сумма выигрышной ставки;
Дополнительные экспортные сборы;
800 000 ~ 1 200 000 иен
10 000 иен
1 200 000 ~ 1 600 000 иен
20 000 иен
1 600 000 ~ 2 000 000 иен
30 000 иен
2 000 000 ~ 2 500 000 иен
40 000 иен
2 500 000 ~ 3 000 000 иен
50 000 иен
3 000 000 ~ 4 000 000 иен
60 000 иен
4 000 000 ~ 5 000 000 иен
70 000 иен
5 000 000 иен ~ более
80 000 иен
Плата за местный транспорт
Стоимость перевозки зависит от местонахождения аукционного дома. В приведенной ниже таблице указаны приблизительные транспортные расходы:
Приблизительные транспортные расходы
Зона №
Ориентировочная стоимость
1
10.000 иен
2
15.000 иен
3
20.000 иен
4
25.000 иен
5
30. 000 иен
6
35.000 иен
Пожалуйста, не стесняйтесь обращаться в экспортный отдел Has-Nihon по адресу [email protected], если у вас есть какие-либо вопросы.
ПРИМЕЧАНИЕ: Приблизительные транспортные расходы, указанные в приведенной выше таблице, относятся только к автомобилям-седанам стандартного размера, но НЕ относятся к машинам, тяжелым грузовикам или автобусам, поврежденным автомобилям, которые не могут управляться, и т. д. Транспортные сборы для них составляют рассчитывается для каждого случая.
Расчет цены FOB
FOB (Free On Board) — это ценовой термин, который указывает общую стоимость до порта отправления. FOB не включает фрахт и морское страхование.
Цена FOB рассчитывается путем суммирования следующих частей:
Другие запросы на работу, такие как ремонт кузова, покраска, механика и т. д.
Превышенные дни хранения: 300 иен за каждый день после окончания дней бесплатного хранения.
Перевод аукционного листа: 500 иен за каждую страницу перевода.
Внутренний фрахт и плата за перевозку.
Более высокая комиссия аукционного дома в случае;
Машины, большегрузные автомобили или автобусы, поврежденные автомобили, неуправляемые.
Договорная машина с длительным сроком пребывания в аукционном доме.
Сокращения цен
ФОБ
Бесплатно на борту, общая стоимость до порта отправления
К.И.
FOB + Морское страхование
С&Ф
FOB + фрахт
C.I.F.
FOB + морское страхование + фрахт
Отгрузка
Наш отдел отгрузки управляет процессом доставки. Если у вас есть какие-либо вопросы о доставке, свяжитесь с нами по адресу [email protected]
Перевозка накатными/накатными судами
Суда типа «ро-ро» предназначены для перевозки колесных грузов, таких как легковые автомобили, грузовики, прицепы, которые перемещаются по судну и с него на собственных колесах. В случае покупки только одного или двух автомобилей на ходу этот вид доставки может быть предпочтительным.
Перевозка через контейнеровозы
Суда типа «ро-ро» предназначены для перевозки транспортных средств как таковых, но контейнеровозы (грузовые) необходимы для использования крана для погрузки и разгрузки контейнеров. Если купленные автомобили находятся в неуправляемом состоянии, этот способ доставки является единственным вариантом. Контейнер также может быть заполнен смесью транспортных средств и запасных частей. В некоторых странах даже подержанные автомобили в хорошем состоянии должны быть отправлены в контейнере, в этом случае требуется дополнительная оплата, как в случае экспортных сборов.
Внутренние грузовые перевозки (дренаж) и транспортные расходы описаны ниже:
Внутренние перевозки (дренаж) и транспортные расходы
20-футовый контейнер
40-футовый контейнер
Транспортное средство
80 000 иен
100 000 иен
Запасная часть
160 000 иен
200 000 иен
Условия отмены
Ставка на аукционе может быть отменена не позднее, чем за 90 минут до начала аукциона , отправив электронное письмо по адресу export@hasnihon. com. После окончания аукциона ставка не может быть отменена, и клиент будет обязан оплатить предмет аукциона в течение 5 дней, в противном случае залог будет арестован, а премиум-членство будет приостановлено.
Ограничения на импорт и регистрацию
Мы предполагаем, что покупатель полностью информирован о возможности ввоза автомобиля в страну назначения. Мы не несем ответственности за приобретенные автомобили, если покупатель перед торгами не проинформирует нас о том, какие ограничения применяются для ввоза автомобилей в его страну. Во время торгов укажите соответствующую информацию в поле для комментариев (например: «Должно быть не старше 5 лет», «Должна быть подушка безопасности» и т. д.)
Мы предполагаем, что покупатели знакомы с правилами, касающимися утверждения импорта и соответствия требованиям для их собственных стран. Таким образом, ответственность за соблюдение и регистрацию транспортного средства полностью лежит на покупателях. Мы будем заниматься всем в процессе экспорта, пока автомобиль не приземлится в вашей стране.
Таможня, соблюдение нормативных требований, налоги, пошлины и регистрация полностью ложатся на покупателя. Поэтому, пожалуйста, убедитесь, что вы знакомы со всеми правилами, регулирующими ввоз автомобилей в вашу страну.
Руководство по продаже автомобилей
| Как читать аукционный лист японского автомобиля
Год и месяц выпуска
В аукционном листе указаны оригинальный год и месяц выпуска автомобиля. Это помогает Bizupon вычислить свой возраст.
• Тип кузова
Если автомобиль включает в себя четыре двери, то в листе это будет написано как 4D.
• Тип автомобиля
Содержит все данные о типе автомобиля.
• Код шасси
Здесь указан код шасси производителя автомобиля.
• Аукционная градация
Один из самых значимых сегментов аукционного листа подержанных автомобилей Японии от аукционных домов. S означает новый автомобиль, XX означает поврежденный автомобиль, а R означает, что требуется ремонт. Инспектор также оценивает автомобиль в числовой форме. Чем меньше число, тем ниже будет качество автомобиля.
Класс RA или R: Сильно модифицированный или отремонтированный автомобиль
Класс 2: Очень плохое состояние
Класс 3: Небольшие повреждения и в среднем состоянии
Класс 3.5: Видимые дефекты и в хорошем состоянии
Класс 4: Наличие незначительных дефектов
Класс 4.5: Малоподержанный автомобиль 9 0009
5 класс : Отличное состояние, как новый
Класс 6: Полностью новое состояние
• Пробег
Указывает общий пробег или километраж, который может проехать на одном литре топлива.
• Номер лота
Японские автомобильные аукционы включают в себя наибольшее количество подержанных автомобилей, которые выставляются на разные лоты. Номер лота помогает покупателю найти и идентифицировать автомобиль. Это также помогает в проверке аукционного отчета.
• Объем двигателя
В этой части поясняется объем двигателя и его размер в автомобиле.
• Детали экстерьера и интерьера
Классификация деталей салона и экстерьера помогает дилерам и покупателям узнать о состоянии автомобиля. Внешняя оценка автомобиля представлена слева, а внутренняя оценка — с правой стороны листа. A – наивысшая оценка для деталей.
• Номер шасси
Номер шасси подтверждает подлинность подержанного автомобиля. Bizupon также гарантирует, что наши клиенты получат именно тот автомобиль, который они выбрали по этому номеру шасси.
• Комментарии
В данном сегменте инспекторы пишут развернутый отзыв и дополнительные комментарии об автомобиле. В основном комментарии на японском языке.
• Схема
Схема автомобиля дает наглядное представление о состоянии автомобиля. Он включает в себя рисование любых царапин, вмятин или дефектов на кузове автомобиля.
Принципиально, работа пневматического распылителя (аэрографа) заключается в следующем: поток воздуха под давлением выше атмосферного, проходя через узкое отверстие, образует струю, при этом за счет того, что воздух движется с большой скоростью, в околоструйной зоне возникает область разрежения — низкий вакуум. Если в эту область, называемую областью смешения, тем или иным образом подвести материал (например, относительно низковязкую жидкость или сухой мелкодисперсный порошок), последний начнет распыляться, образуя аэрозоль.
КЛАССИФИКАЦИИ АЭРОГРАФОВ
Аэрозоль (воздушно-материальная смесь) в форме конического факела движется в направлении окрашиваемой поверхности и оседает на ней, образуя покрытие. При этом качество распыления (степень измельчения материала в потоке воздуха), а как следствие, качество конечного покрытия, зависит от трех факторов:
от правильного выбора и степени подготовленности материала
от рабочего режима
от качества распылителя аэрографа
По типу прохождения воздушного потока через аэрограф различают аэрографы:
проточные
запираемые
Через проточные аэрографы воздушный поток постоянно выходит наружу и его количество не регулируется. Через запираемые аэрографы воздушный поток выходит наружу только при включенном триггере (управляющей кнопке) и его количество регулируется. Тип прохождения воздушного потока через аэрограф существенно влияет на выбор источника воздуха или газа.
По типу смешения воздушного и красочного потоков различают аэрографы:
внутреннего смешения(Internal Mix), у которых область смешения двух потоков находится внутри корпуса распылительной головки. Конструкция узла распыления у таких аэрографов имеет подвижную иглу.
наружного смешения(External М1х), у которых область смешения находится снаружи корпуса. Конструкция узла распыления у таких аэрографов безыгольчатая или имеет неподвижную иглу.
Достоинством аэрографов наружного смешения являются: простота их конструкции, надежность (если они изготовлены из качественных материалов), и, как следствие, дешевизна. Однако тонкие работы аэрографами с таким типом смешения выполнить невозможно. Работы средних и больших размеров — область применения этих инструментов.
Аэрографами с внутренним смешением можно выполнять и тонкие работы, однако, конструкция их сложна, они менее надежны и требуют очень бережного обращения.
По типу и способу управления аэрографом непосредственно в ходе работы различают аэрографы:
одинарного действия (управления по воздуху) (Air Single Action), у которых можно изменять только количество воздуха, подаваемого на распыление. Управление аэрографом осуществляется посредством перемещения триггера (управляющей кнопки) только «вниз» (подача воздуха)
одинарного действия (управления по материалу) (Fluid Single Action), у которых можно изменять только количество материала, подаваемого на распыление. Управление аэрографом осуществляется путем перемещения триггера в направлении только «вниз» (подача материала).
двойного независимого действия (управления) (Independent Double Action) у которых, непосредственно в ходе работы, можно независимо изменять как количество воздуха, так и количество материала, подаваемых на распыление. Управление аэрографом осуществляется путем перемещения триггера в двух направлениях — «вниз» (подача воздуха) и — «назад» (подача материала). Управлять аэрографом такого типа непросто. Требуется навык, однако и возможностей у таких инструментов больше.
двойного зависимого действия (управления) (Controlled Double Action), у которых непосредственно в ходе работы можно только зависимо изменять как количество воздуха, так и количество материала, подаваемых на распыление. Т.е. чем больше воздуха подается на распыление, тем, соответственно, и больше подача материала. Управление аэрографом осуществляется путем перемещения триггера только в одном направлении — «назад» (включение: с небольшим опережением — подача воздуха, а затем — подача материала. выключение: с небольшим опережением, — подача материала, а затем — подача воздуха).
Упомянем, что управление аэрографом осуществляется в ходе работы и его не следует путать с предварительными установками (настройками) инструмента. Кроме того, управление аэрографом посредством триггера (кнопки) заключается в изменении количества воздуха или материала, или того и другого одновременно, подаваемого в область смешения, а не давления.
По типу подводки красочного материала и расположению красочной емкости различают аэрографы:
с нижней подводкой материала(Siphon- Feed) У таких аэрографов подводка материала осуществляется только за счет сил вакуума, возникающих в области смешения двух потоков.
с верхней подводкой материала(Gravity-Feed). У таких аэрографов подводка материала осуществляется как за счет сил вакуума, так и за счет веса материала, т. е. — с небольшим «поддавливанием».
с подводкой материала под давлением(Pressure-Feed). При помощи аэрографов с такой подводкой можно распылять материалы с повышенной вязкостью.
Подводку материала не следует путать с местом расположения красочной емкости. На некоторых моделях аэрографов красочная емкость устанавливается сбоку, однако, тип подводки материала может быть одним из трех, а иногда и комбинированным. Тип подводки материала может существенно влиять на вязкость распыляемых материалов.
По типу посадки материального сопла в корпус аэрографа различают аэрографы:
с резьбовой, фиксируемой посадкой сопла (Screw-in Nozzle System)
с конической, фиксируемой самоцентрирующейся посадкой сопла (Conic Nozzle System self-centering)
с комбинированной, фиксируемой, самоцентрирующейся посадкой сопла (Combination Nozzle System self-centering)
с плавающей, самоцентрирующейся посадкой сопла (Floating Nozzle Systemselfcentering)
Способ посадки материального сопла оказывает влияние на сложность сервисных работ. Так, при посадке сопла по типу (а), необходимо с чрезвычайной осторожностью снимать и устанавливать в корпус аэрографа материальное сопло, так как малейший перекос, или перетяжка сопла приводит к поломке этой тонкой детали, причем часть сопла остается в корпусе аэрографа, удалить которую очень сложно, а иногда невозможно. В результате дорогой инструмент безвозвратно выходит из строя. По этой причине на аэрографах с резьбовой посадкой сопла не рекомендуется использовать дополнительные распылительные комплекты. Аэрографы с посадкой сопла по типам (Ь), (с) и (d) свободны от этого недостатка и поэтому при использовании дополнительных распылительных комплектов имеется возможность получить аэрограф два в одном, три в одном и т.д. Распылительный комплект включает в себя три детали: иглу (Needle) , материальное сопло (Nozzle) , воздушное сопло.
По месту расположения и типу присоединения красочной емкости различают аэрографы: с несъемной красочной емкостью, с полостью для материала в верхней части корпуса аэрографа, расположение — верхнее со съемной красочной емкостью, расположение — верхнее, нижнее, боковое; присоединение — резьбовое или коническое фрикционное.
По наличию механизмов предварительных настроек различают аэрографы:
с механизмом ограничения подачи материала(Pre-set Handle Set). Этот механизм, устанавливаемый на грифе, ограничивает перемещение иглы. На некоторых моделях устанавливаются механизмы с функцией памяти.
с механизмом предварительной настройки подачи материала(Line Adjustment Assembly) Этот механизм, встроенный в корпус аэрографа, посредством передачи винт/гайка оттягивает триггер в направлении «назад», тем самым предварительно устанавливая подачу материала. Управлять аэрографом с такой предварительной установкой чрезвычайно просто, однако такой механизм устанавливается на распылители только с нижней подводкой материала.
с механизмом предварительной настройки подачи воздухаТакой механизм представляет собой дополнительный воздушный клапан — микродроссель, который может быть либо встроен в корпус аэрографа, либо устанавливаться (в качестве опции) перед воздушным клапаном аэрографа.
Предварительные настройки существенно облегчают управление аэрографом, особенно в случае установки двух механизмов (Ь) и (с).
КАК ВЫБРАТЬ АЭРОГРАФ ДЛЯ СЕБЯ
Если вы начинающий, Вам нет необходимости покупать очень дорогую модель аэрографа, потому что в ходе приобретения навыков Вы, из-за отсутствия опыта, сильно рискуете повредить некоторые детали (например, иглу или сопло) аэрографа. Конечно, поврежденные детали можно приобрести, однако для дорогих моделей эти детали стоят очень недешево.
С другой стороны, если вы твердо решили заниматься аэрографией, выбирать и очень дешевую модель тоже нецелесообразно, так как Вы довольно быстро из нее «вырастите » и придется покупать очередную модель, и т.д. Впрочем, два, три и более инструментов всегда лучше, чем один.
Второе, а может быть и первое, что нужно принимать в расчет, это — какой источник воздуха или газа Вы будете использовать? Без этого Ваш аэрограф представляет собой блестящую металлическую забаву. Т.е. выбор аэрографа это одновременно и выбор источника воздуха — компрессора, а последний является наиболее дорогостоящей покупкой. При выборе компрессора наиболее важной его характеристикой, кроме всего прочего, является производительность, т.е. количество (объем) воздуха, подаваемого в выходную магистраль в единицу времени. Обычно эта величина выражается в следующих единицах: литр в минуту(л/мин), кубический метр в час(м3/час), кубический фут в минуту(СРМ).
Какие работы Вы собираетесь выполнять? Если вы собираетесь выполнять тонкие работы, необходимо помнить следующее: минимальный размер красочного пятна или минимальная толщина линии определяется двумя факторами:
диаметром материального (красочного) сопла
расстоянием от аэрографа до окрашиваемой поверхности
Кроме того, для тонких работ необходима модель аэрографа с внутренним смешением красочного и воздушного потока. Иными словами, для того, чтобы выполнять самые тонкие работы, Вам необходим аэрограф с возможно минимальным диаметром материального сопла. Если Вы собираетесь закрашивать средние и относительно большие поверхности, диаметр сопла необходимо увеличить и, кроме того, для этой цели можно использовать аэрограф внешнего смешения, конструкция которых проще и, как следствие, они дешевле.
Операции
IWATA
HARDER&STEENBACK
HANSA (автоматы)
PAASCHE
Авторетуширование
НР – ВЕ1
Н, FP -1\31”
Автографика
НР – С, НР-ВС
Colani, Evolution
481SET, 681SET
VLS – SET, MIL
Body art
НР – CS
Evolution
VL, MIL
Керамика
НР-CS
Colani, Evolution
481, 681
H, VL
Nail art
НР-B
Grafo T1
281
VJR
Абразивная обработка
AEC, LAC
Графика
HP-SBS, HP — B
Evolution, Grafo
VL, MIL, VSR, VJR, AB
Хобби
R4500, HP-BS
Focus, Evolution
381, 581
VL, MIL, H
Таксидермия
HP – CS, R4500
Colani
481, 681
VL, MIL, H
Фоторетуширование
AB
Моделирование
HP – BS, R4500
Focus, Evolution
581, 281
H
Роспись тканей
Colani
481
VLS, H
Интерьер, фасад
Colani
VLS, H
Вернуться в «Обзоры, советы уроки»
‘
},
{
id: 2,
coords: [55. 760241, 37.624746],
title : ‘
Метро «Лубянка», «Кузнецкий мост». Театральный пр-д, 5/1, 3 этаж Подробнее
Метро «Площадь Ленина». Красный проспект, д.29 Подробнее
‘
},
]
какой аэрограф для маникюра лучше — Naomi24.ua
Содержание
Аэрограф: комплектация и функции
Аэрограф для нейл-мастера: параметры и характеристики
Аэрограф для ногтей: какой лучше?
Особенности управления аэрографом
Аэрография — техника декорирования ногтей с помощью специального прибора под названием «аэрограф». Она приобрела огромную популярность и продолжает привлекать поклонников как среди мастеров, так и среди их клиенток. Многие начинают самостоятельно овладевать тонкостями аэрографии и сталкиваются с проблемой выбора оптимального прибора.
Аэрограф: комплектация и функции
Перед тем как выбрать аэрограф для ногтей, следует понимать, что речь идет о комплекте, состоящем из компрессорного блока, ручки-аэрографа и соединительного шланга. Конечно, все указанные составляющие можно купить отдельно, но это не самый лучший вариант, особенно для новичка. Только профи может разобраться с тем, какая именно ручка-аэрограф будет оптимально работать с определенным компрессором и так далее. К тому же, готовый комплект – это выгодно, доступно и просто.
Что делает аэрограф? Простыми словами он распыляет краску под давлением воздуха, за счет чего можно укрывать поверхность ногтей цветом, делать рисунки с помощью трафаретов, создавать цветовые растяжки и многое другое. Не зря этот прибор также называют «воздушной кистью», ведь им можно виртуозно рисовать.
Аэрограф для нейл-мастера: параметры и характеристики
Итак, с тем, что такое аэрограф и какие функции он выполняет, все понятно. Осталось выяснить, как выбрать аерограф. В первую очередь, следует определить оптимальные параметры девайса именно для ногтевой сферы. Это позволит не переплачивать лишних средств и получить наиболее адаптированный для работы прибор. Сразу следует отметить, что:
стоит обратить внимание на компактные модели с небольшим компрессором, ведь они не занимают много места и не вносят разлад в рабочее пространство;
воздух должен подаваться со скоростью 7-13 литров в минуту;
диапазон колебаний рабочего давления может составлять от 0,8 до 1,8 бар.
Аэрограф для ногтей: какой лучше?
Поскольку нейл-арт – это прежде всего создание миниатюрных рисунков и композиций, то имеет значение сопло аэрографа. Особую популярность приобрели современные приборы с диаметром сопла 0,2-0,25 мм. Но здесь есть одно существенное «но». При покупке красок необходимо обращать внимание на качество пигмента: чем он мельче, тем лучше, ведь только так можно избежать забивания сопла.
Покупая аерограф для ногтей, как выбрать наиболее подходящий? До поры до времени большинство аэрографов комплектовались соплами диаметром 0,3 мм. Это более универсальный вариант, с меньшим риском забивания. Он ничем не уступает другим, потому что отлично справляется со всеми задачами, включая работу с трафаретами и рисование тонких линий.
Модель сопла — конусное или резьбовое? Первый вариант более прост, по отзывам мастеров. Аэрограф с конусным соплом разобрать для промывания легче и быстрее, как потом и собрать. Такое сопло не имеет резьбы, оно более массивно и просто вставляется на место. Кроме того, именно приборы с соплом конусного типа наиболее адаптированы к работе с гель-лаками (да-да, некоторые мастера вместо красок используют гель-лаки, хотя это вызывает споры) и подходят для создания дизайнов с плавными цветовыми переходами (омбре, градиент, всевозможные растяжки).
Особенности управления аэрографом
Часто при выборе аэрографа начинающий мастер сталкивается с не очень понятным параметром — одинарное или двойное независимое действие. Речь идет о том, каким образом подается воздух — постоянно или с возможностью регулировки. Как выбрать аэрограф для маникюра, ориентируясь на тип действия?
Модели с одинарным действием более просты и универсальны. С ними успешно работают новички, осваивая технику нейл-аэрографии. Суть состоит в том, что при одинарном действии происходит постоянная подача воздуха, а отклоняя триггер, мастер управляет только подачей краски.
Аэрографы двойного независимого действия устроены иначе. Они позволяют контролировать и процессы подачи воздуха (нажатием триггера вниз), и краски (отводом триггера назад). То есть, эти оба процесса автономны:
работая только воздухом, можно подсушить слой материала;
снизив или повысив интенсивность давления, можно распылять разные по раз меру капли.
Такие аэрографы идеальны для технически сложных композиций. Их, как правило, выбирают опытные мастера нейл-сферы.
Важно! Чтобы все шло как надо, сначала следует включать воздух, потом краску, потом вновь воздух, а не наоборот. Такой алгоритм позволит избежать проблемы, когда краска остается внутри или на игле и там высыхает.
Что касается типа загрузки материала (краски), то большинство аэрографов предусмотрена именно верхняя подача. Это удобно, ведь можно следить за тем, достаточно ли материала в емкости и долить при необходимости. А вот сам объем емкости для работы с нейл-дизайном может быть небольшим.
Итак, какой аэрограф выбрать для ногтей? Для новичков и тех, кто предпочитает простые техники, лучше всего подойдут модели, оснащенные базовыми опциями. Это позволит не тратить лишние средства и получить оптимальный надежный прибор. Если же речь идет об участии в конкурсах и оттачивании мастерства до совершенного уровня, то следует отдать предпочтение дорогим аэрографам с широким функциональным диапазоном. Поэтому сначала следует определиться с целью, а затем сделать выбор
← Трендовые цвета маникюра в 2023 году
|
Топ-10 средств по уходу за кожей лица зимой →
Лучшая краска для аэрографии для начинающих! (Самый простой в использовании) — Airbrush Insider
Сегодня я собираюсь сэкономить вам месяцы разочарования с помощью отличной краски для аэрографа, подходящей для начинающих, которая научит вас правильной консистенции краски для аэрографа и тому, как она ощущается при распылении через распылитель. аэрограф!
Не угадаешь, сколько добавить разбавителя. Консистенция указанной краски прямо из флакона оптимальна для использования аэрографом! В отличие от буквально любой другой (ложно маркированной) готовой краски для аэрографа, с которой я сталкивался…
Большинство из них слишком густые прямо из бутылки и требуют значительного количества разбавителя перед использованием (что не идеально для начинающих)… краска так, чтобы она хорошо проходила через аэрограф, но при этом обеспечивала хорошее покрытие при каждом мазке.
Эта краска, о которой я вам вскоре расскажу, обеспечивает идеальную консистенцию прямо из бутылочки. Сделать это не составляет труда для тех, кто учится работать с аэрографом!
Поскольку эта краска поможет вам узнать, как выглядит хорошо разбавленная краска для аэрографа, как она ощущается и как ведет себя в аэрографе. Таким образом, когда вы решите перейти на краску, для которой требуется разбавитель, вы будете знать точную консистенцию, к которой нужно стремиться!
Никаких догадок, как я делал несколько месяцев…
Какая краска для аэрографа лучше всего подходит для начинающих?
Известен как Com-Art Colors (найдено на Amazon)! Реклама
Это лучшая краска для аэрографа для начинающих На мой взгляд, в этом нет никаких сомнений!
Если вы только берете в руки аэрограф, вам нужно начать с этой краски. Это буквально сэкономит вам столько времени и нервов!
Жаль, что я не знал о краске для аэрографа Com-Art, когда только начал учиться аэрографу.
Это сэкономило бы мне месяцы разочарований и значительное количество проб и ошибок, чтобы узнать правильную консистенцию краски.
Просто потому, что Com-Art не требует никаких добавок для управления консистенцией краски, чтобы она хорошо работала с аэрографом. Как есть, он имеет идеальную консистенцию, необходимую для аэрографа прямо из бутылки! Большинство красок для аэрографа должны быть значительно разбавлены, прежде чем они будут хорошо работать в аэрографе.
Но не Com-art, это единственная краска, которую я нашел на рынке, которая не требует разбавителя/разбавителя перед использованием. Это делает его идеальным для обучения, так как дает вам представление о том, насколько тонкой должна быть краска для аэрографа, и как краска должна ощущаться при распылении через аэрограф с правильной консистенцией.
Это делает обучение аэрографу намного проще, потому что вы действительно можете научиться аэрографу вместо того, чтобы часами сидеть и бороться с однородностью краски, как я делал в первые дни своей карьеры аэрографа.
Теперь я должен сказать, что в конце концов я научился правильной консистенции краски для аэрографа, но это заняло у меня гораздо больше времени, чем я считаю необходимым. Главным образом потому, что у меня не было никакого руководства по этой теме, и я, по сути, снимал в темноте, так как я понятия не имел, какая правильная консистенция распыляется (много проб и ошибок, пока я не нашел золотую середину, которая мне понравилась, и пошутил хорошо с моим аэрографом).
Я надеюсь, что Ком-Арт станет для вас таким проводником. Думайте о Com-Art Colors как о тренировочных колесах, но для аэрографа.0003
Почему Com-Art лучше всего подходит для начинающих?
Он был разработан одним из крупнейших производителей аэрографического оборудования в отрасли, компанией Iwata. Также известна как Анест-Ивата или Ивата-Медиа. Да, те ребята, которые делают Iwata Eclipse, вероятно, самый используемый аэрограф в отрасли!
Кроме того, это буквально единственная краска для аэрографа, которую я нашел, которая на самом деле «готова для аэрографа». Вы можете буквально использовать его прямо из бутылки, как есть, и он работает безупречно. Это в значительной степени plug play, так сказать. Вы встряхиваете краску, наливаете ее в аэрограф и распыляете!
Я знаю, что говорил это много раз, но при использовании Com-Art вам буквально не нужен какой-либо редуктор! Это революционно для тех, кто учится аэрографу.
Без шуток, любая другая краска для аэрографа, которую я использовал, имеет статус «Готово для аэрографа», но она слишком густая, чтобы ее можно было использовать прямо из бутылки. Им всегда требуется смешивание по крайней мере 1:1 (краска-разбавитель), чтобы добиться оптимальной консистенции, необходимой для аэрографа.
Кроме того,
Com-Art не является дешевой краской. Он был сильно пигментирован для максимальной насыщенности цвета и разработан с использованием одних из самых тонких пигментов для гладкого распыления и отсутствия засоров.
Кроме того, существует множество цветовых вариантов красок Com-Art.
Com-Art предлагает как Непрозрачные, так и и Прозрачные, Первичные и Второстепенные цвета. И что еще лучше, консистенция краски прямо из флакона как для непрозрачных, так и для прозрачных распылителей практически одинакова! Что является огромным преимуществом с точки зрения удобства использования и надежности.
Позвольте мне дать вам некоторый контекст:
Обычно непрозрачные краски для аэрографа намного гуще, чем прозрачные краски, и для получения оптимального распыления требуется гораздо больше разбавителя. Что ж, с линейкой красок Com-Art вы не сможете отличить непрозрачные и прозрачные цвета с точки зрения качества распыления!0003
Можно было бы подумать, что непрозрачные цвета в линейке красок Com-Art подойдут лучше всего и потребуют хотя бы небольшого количества разбавителя. Но это не так!
Вы можете распылять непрозрачные и прозрачные краски Com-Art прямо из флакона с очень незначительной (если вообще есть) заметной разницей в качестве и консистенции распыления. Это то, что я никогда не думал, что скажу в отношении красок для аэрографа!
Боже мой, я никогда не думал, что скажу, что вы можете распылять краску для аэрографа прямо из бутылки, и делать это, не опрокидывая аэрограф! Но Ком-Арт сделает это с честью!
Уловки, которые помогут Com-Art работать на вас лучше всего!
Прежде всего, хорошенько встряхните краску! Лично у меня есть шейкер для краски, который я смастерил своими руками, но ручное встряхивание тоже подойдет. Комковатая краска плохо распыляется через аэрограф, какой бы качественной она ни была…
В большинстве случаев Ком-арт не требует специальной обработки.
При этом в первые дни использования я бы не рекомендовал вам возиться с последовательностью (не добавляйте редюсер). Только возиться с давлением воздуха (PSI). Начните использовать краску при давлении от 18 до 45 фунтов на квадратный дюйм.
Лично мне нравится, как Com-art распыляет краску при давлении 25–30 фунтов на квадратный дюйм, но разные аэрографы предпочитают большее или меньшее давление воздуха (Ps. Я использую Iwata Eclipse ).
Теперь, после того как вы использовали краску как есть (прямо из бутылки), попробуйте добавить в нее немного дистиллированной воды, она будет действовать как разбавитель/разбавитель. Посмотрите, как он распыляется при этом, вы также можете уменьшить давление воздуха (PSI), так как более жидкая краска требует меньше (PSI) для распыления.
Проще говоря, после того, как вы привыкнете к тому, как краска распыляется прямо из бутылки при различном давлении, попробуйте немного изменить консистенцию. Вы начнете изучать взаимодействие между консистенцией краски и давлением воздуха. Небольшая регулировка одного или другого будет иметь тонкие изменения в качестве распыления.
Это почти как тонкая настройка инструмента для оптимального звучания.
Обычно чем тоньше краска, тем меньше требуется давления воздуха. Слишком большое давление воздуха приведет к значительному избыточному распылению, слишком малое приведет к разбрызгиванию (неравномерный поток краски при нажатии на спусковой крючок аэрографа).
Когда отказаться от Com-Art?
Хотя я называю краски для аэрографа Com-Art учебной краской, которая поможет вам научиться чувствовать правильную консистенцию краски.
На самом деле это вариант, которого можно придерживаться долгое время, он не просто был разработан специально для новичков. У них есть множество цветов и цветовых вариантов, которых достаточно для большей части того, что многие собираются делать с помощью аэрографа. Не говоря уже о том, что Com-art — очень универсальная краска, когда речь идет о различных поверхностях, на которых ее можно использовать.
Но если бы мне пришлось дать вам временные рамки, прежде чем перейти к более продвинутому варианту, такому как Цвета иллюстраций Createx . Я бы сказал, придерживайтесь Com-Art, по крайней мере, в течение первых нескольких месяцев (при условии, что вы красите аэрографом несколько раз в неделю).
На этот раз в вашей голове будет бродить то, как должны выглядеть и чувствовать себя правильно разбавленные аэрографом краски.
Таким образом, когда вы начнете самостоятельно разбавлять краску (что требуется для более продвинутых красок), вы будете точно знать, к какой консистенции нужно стремиться. Просто ориентируйтесь на ту же консистенцию, что и краски Com-Art.
О, и, конечно, не забудьте поэкспериментировать с разными цветами, вы начнете учиться толкать и притягивать разные цвета друг к другу при смешивании.
Заключение
Краска Com-Art — спасение для тех, кто только начинает учиться пользоваться аэрографом, в этом нет сомнений!
Просто потому, что изучение правильной консистенции краски, вероятно, является самой сложной частью обучения аэрографии в первые дни… Большинство понимают это очень неправильно (как и я), и они скорее будут перегружены и разочарованы, чем получат удовольствие от аэрографии.
Но Com-Art поставляется предварительно разбавленным до идеальной консистенции, необходимой для аэрографа. Не требует разбавления, что делает его идеальным для начинающих и тех, кто только начинает учиться аэрографу.
Com-Art практически мгновенно научит вас правильной консистенции краски. Не тратя недели или месяцы на попытки определить правильную консистенцию краски методом проб и ошибок.
Я искренне верю, что краска Com-Art для аэрографа окажется очень полезной в первые дни обучения аэрографу. Просто потому, что он готов пойти прямо из бутылки. Буквально любая другая краска для аэрографии на рынке требует разбавителя перед использованием, но не Com-Art. Объявления
Делает его очень простым в использовании и намного облегчает изучение сложной художественной стороны работы с аэрографом!
Проще говоря, Com-Art: простая в использовании краска для аэрографа, не требующая никаких усилий! Я настоятельно рекомендую вам попробовать!
В любом случае, я надеюсь, что вы смогли найти здесь какую-то ценность! Если у вас есть какие-либо дополнительные вопросы относительно того, как использовать аэрограф, обязательно просмотрите веб-сайт. Airbrush Insider стремится помочь всем в сообществе аэрографов!
Кольт прощается!
Ознакомьтесь с некоторыми из моих любимых аэрографов:
Мой любимый аэрограф на сегодняшний день!
Воздушный компрессор, которым я сейчас пользуюсь, и почему я никогда не вернусь к традиционному «компрессору для аэрографа»!
Моя любимая краска для аэрографа за простоту использования и универсальность!
Объявления
Быть терпеливым | Последние разработки в области болезни Альцгеймера
Последние новости
Финансовое планирование болезни Альцгеймера Юридическое планирование недавно диагностировано
Наши читатели отправили юридические вопросы о болезни Альцгеймера.
Мы спросили юриста
Дакота Вагнер | 30 июня 2023 г.
После постановки диагноза «деменция» у многих семей возникают вопросы о юридическом или финансовом планировании. Мы связались с Куртом Винтером, адвокатом в…
Подробнее
снижение когнитивных функций когнитивные симптомы деменция ранние признаки Голоса пациентов
«Как я впервые понял, что что-то не так: устная история раннего слабоумия»
Женевьев Гласс | 29 июня 2023 г.
Ранние признаки болезни Альцгеймера или слабоумия могут быть незаметными — иногда незаметными для человека, который их испытывает. Забывчивость или борьба с…
Подробнее
снижение когнитивных функций
Нейробиологи объясняют, как опухоли головного мозга вызывают снижение когнитивных функций
Сарита Кришна и Шон Херви-Джампер, UCSF | 29 июня 2023 г.
Исследователям давно известно, что опухоли головного мозга, в частности опухоль, называемая глиомой, могут влиять на когнитивные и физические функции человека. Пациенты…
Подробнее
Еще статьи
Разрушающие мифы добавки для здоровья мозга
Дуэйн Меллор | 20 июня 2023 г.
Работают ли добавки с куркумой? Вот что говорит наука
Куркума используется людьми уже более 4000 лет. Наряду с кулинарией и косметикой, это был основной продукт традиционной…
Подробнее
Саймон Спичак, магистр наук | 3 апреля 2023 г.
Работает ли Неурива Плюс? Урегулированный судебный процесс запрещает его создателям заявлять, что это так
Принимали бы вы добавку, например, добавку для здоровья мозга Neuriva Plus, которая утверждает, что улучшает работу вашего мозга? Ведь Майим…
Подробнее
Терпение | 17 февраля 2022 г.
Могут ли витамины и добавки бороться с мозговым туманом COVID?
Есть несколько способов, которыми COVID-19 может оставить свой след в мозгу. Некоторые из них опасны для жизни — от сильного отека мозга до…
Подробнее
Саймон Спичак, магистр наук | 30 марта 2023 г.
Работают ли добавки с серином? Исследование говорит: «Проявляйте осторожность»
Привлекательность таблеток для улучшения работы мозга очевидна: простое решение, которое поддерживает когнитивные функции, делает вас более острым, улучшает вашу память. Такого рода…
Подробнее
Другие статьи
В поисках лечения и лекарств
Саймон Спичак, магистр наук | 12 апреля 2023 г.
Заполнение пустоты: борьба за лечение болезни Альцгеймера на более поздних стадиях
Когда отец Джулии Флеминг впал в более позднюю стадию слабоумия, вызванного болезнью Альцгеймера, она могла только наблюдать, как его навыки работы с компьютером и интерес к нему угасали. «…
Подробнее
Николас Чан | 27 сентября 2021 г.
Ваш путеводитель по одобренным FDA лекарствам от болезни Альцгеймера
Болезнью Альцгеймера страдает каждый третий человек старше 85 лет, и масштабы эпидемии только усугубляются. Пока там…
Подробнее
Саймон Спичак, магистр наук | 14 апреля 2023 г.
На пороге полного одобрения FDA новые подробности о смерти Лекемби
В июне Управление по санитарному надзору за качеством пищевых продуктов и медикаментов примет решение о предоставлении полного одобрения антиамилоидному препарату для лечения болезни Альцгеймера Leqembi компании Biogen и Eisai (общее название…
Подробнее
Саймон Спичак, магистр наук | 21 марта 2023 г.
Эти малоизвестные токсичные белки обнаруживаются в 60% случаев болезни Альцгеймера
«Анна Каренина» начинается знаменитой строкой: «Все счастливые семьи похожи друг на друга; каждая несчастливая семья несчастлива по-своему». Принцип работает…
Подробнее
Еще статьи
Генетика и здоровье мозга
Саймон Спичак, магистр наук | 4 мая 2022 г.
Является ли болезнь Альцгеймера генетической?
Революционные достижения в области технологий секвенирования генов открыли новые пути для понимания здоровья и болезней. Ученые могут секвенировать наш генетический код для поиска…
Подробнее
Саймон Спичак, магистр наук | 2 марта 2023 г.
Как ген APOE4 влияет на мой риск болезни Альцгеймера?
ДНК человека содержит до 25 000 различных генов. Невероятно думать, что всего одна маленькая мутация может…
Подробнее
Кристин Барба | 2 января 2019 г.
Гены, меняющие жизнь: «У меня может быть 50% шанс заболеть болезнью Альцгеймера к 50 годам»
Будучи студентом колледжа, Марти Рейсвиг решил пригласить свою девушку на воссоединение семьи. После того, как он заметил, что многие из его родственников борются с…
Подробнее
Николас Чан | 21 января 2021 г.
Рассматриваете генетическое тестирование на болезнь Альцгеймера? 3 вещи, которые нужно знать
Некоторые гены, такие как ApoE, играют важную роль в заболевании. Генетический вариант ApoE, известный как ApoE4, является сильнейшим генетическим фактором риска…
Подробнее
Другие статьи
Улучшение здоровья мозга
Кэти Куп | 28 марта 2023 г.
Обладают ли эти жители боливийской Амазонии секретом здоровья мозга?
По данным Всемирной организации здравоохранения, более 55 миллионов человек во всем мире страдают деменцией. И это число растет: каждый год почти 10 миллионов…
Подробнее
Александра Марвар | 23 декабря 2020 г.
5 вещей, которые вы можете сделать сегодня, чтобы уменьшить стресс
Опекуны: Если вы постоянно беспокоитесь или чувствуете тревогу, перегружены или в плохом настроении, если вам трудно сосредоточиться, если вы подавлены или взволнованы, если вы сами…
Подробнее
Саймон Спичак, магистр наук | 2 июня 2023 г.
«Как я могу предотвратить болезнь Альцгеймера?» Вот что говорит наука
Каждый год более 900 000 американцев диагностируют деменцию Альцгеймера. Только пять процентов этих случаев являются результатом генетической формы…
Подробнее
Александра Марвар | 2 сентября 2021 г.
Может ли слишком много кофе уменьшить ваш мозг? (И будет ли это иметь значение?)
Недавно пришли плохие новости для тех, кто постоянно употребляет кофеин: недавно исследователи обнаружили доказательства того, что употребление более шести чашек кофе в день может уменьшить…
Подробнее
Еще статьи
Диагностика деменции
Саймон Спичак, магистр наук | 7 февраля 2023 г.
Есть только один способ перепроверить диагноз деменции. Medicare отказывается покрывать это
Теперь, когда леканемаб одобрен Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA) и получает возмещение от Medicare, а также появился на рынке под названием Leqembi, многие американцы…
Подробнее
Фил Гутис | 1 августа 2022 г.
Анализы крови при болезни Альцгеймера делают еще один шаг вперед
В этом году на конференции AAIC разработчик анализа крови на болезнь Альцгеймера представляет многообещающие данные, а Ассоциация болезни Альцгеймера предупреждает, что новые биомаркеры на основе крови не совсем…
Подробнее
Дебора Кан | 1 июня 2023 г.
Что такое ФТД? Эксперты по деменции объясняют симптомы, диагностику и уход
Узнав о диагнозе лобно-височной деменции у Брюса Уиллиса, у многих возникли вопросы о диагнозе и о том, чего ожидать. Кэти Брандт и доктор….
Подробнее
Николас Чан | 27 марта 2020 г.
«Обезоружить диагноз»: Джим Батлер о жизни после диагноза «деменция»
Быть терпеливым поговорил с Джимом Батлером, у которого четыре года назад диагностировали болезнь Альцгеймера, о его попытках «обезвредить» его диагноз, перепрограммировав его…
Подробнее
Другие статьи
Многообразие и слабоумие
Алехандра О’Коннелл-Доменек | 17 апреля 2023 г.
Детище студенческого класса: латиноамериканская теленовелла о болезни Альцгеймера
Эта статья является частью серии Разнообразие и деменция, подготовленной компанией «Быть терпеливым» при поддержке Eisai. Мужчина в ярко-желтой рубашке…
Подробнее
Рианна Паттерсон | 28 февраля 2023 г.
Подработка этого исследователя деменции: поддержка чернокожих женщин в науке
Эта статья является частью серии Разнообразие и деменция, подготовленной компанией «Быть терпеливым» при поддержке Eisai. Для аспирантов Кембриджского университета и…
Подробнее
Саймон Спичак, магистр наук | 31 марта 2023 г.
Борьба Тони Гонсалеса за лучшее лечение болезни Альцгеймера в латиноамериканском сообществе США
Эта статья является частью серии Разнообразие и деменция, подготовленной компанией «Быть терпеливым» при поддержке Eisai. «Я ехал домой с работы и…
Подробнее
Саймон Спичак, магистр наук | 15 февраля 2023 г.
Кристиана Эги: Разрушение стигмы деменции для молодых и старых
Кристиана Эги — владелица Alexis Lodge — дома для более чем 20 человек, страдающих деменцией. Но зачем останавливаться на достигнутом?…
Подробнее
Другие статьи
Совок пищевых добавок
Саймон Спичак, магистр наук | 27 января 2022 г.
Правда о добавках для улучшения работы мозга
Что, если бы вы могли увеличить свой мозг — стать умнее, более сосредоточенным и осознанным — по цене 50 долларов в месяц? Или…
Подробнее
Саймон Спичак, магистр наук | 30 марта 2023 г.
Работают ли добавки с серином? Исследование говорит: «Проявляйте осторожность»
Привлекательность таблеток для улучшения работы мозга очевидна: простое решение, которое поддерживает когнитивные функции, делает вас более острым, улучшает вашу память. Такого рода…
Подробнее
Терпение | 17 февраля 2022 г.
Могут ли витамины и добавки бороться с мозговым туманом COVID?
Есть несколько способов, которыми COVID-19 может оставить свой след в мозгу. Некоторые опасны для жизни — от сильного отека мозга до…
Подробнее
Саймон Спичак, магистр наук | 16 августа 2022 г.
Dopamine Bean: работают ли добавки Dopa Mucuna?
Модная пищевая добавка под названием дофа мукуна, по-видимому, содержит опасно высокий уровень дофаминового стимулятора под названием леводопа. Исследователи предупреждают о непреднамеренной побочной…
Подробнее
Еще статьи
Изменение лица при болезни Альцгеймера
Элизабет Хьюитт | 6 декабря 2022 г.
Тусовка слабоумия: Восстание кафе памяти
Когда люди регистрируются, чтобы присоединиться к онлайн-кафе памяти Еврейской службы семьи и детей, они могут услышать от эксперта по афро-латиноамериканской музыке о…
Накладки на руль с подогревом в Новосибирске: 276-товаров: бесплатная доставка, скидка-18% [перейти]
Партнерская программаПомощь
Новосибирск
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Промышленность
Промышленность
Сельское хозяйство
Сельское хозяйство
Торговля и склад
Торговля и склад
Все категории
ВходИзбранное
Защитная накладка для элементов подогреваруля SM-12484 SPI Код производителя: SM-12484
В МАГАЗИН
Накладки для подогрева ручек руля MX-PARTS
ПОДРОБНЕЕ
Накладка из натуральной кожи «Кожа рулит» наруль Kia Rio III (UB) (2011-2015), черная, для замены штатной накладки, рульсподогревом
ПОДРОБНЕЕ
Оплетка из натуральной кожи «Кожа рулит» наруль Kia Rio III (UB) (2011-2015), черная, для замены штатной накладки, рульсподогревом
ПОДРОБНЕЕ
1 599
-10%
Оплетка для рулясподогревом PitStop HOT HANDS 012, черный Тип: оплетка/чехол, Размер: M, Цвет:
ПОДРОБНЕЕ
1 499
-25%
Оплетка наруль «Kia Rio» для кожаного рулясподогревом, черная кожа с черным швом. Тип:
ПОДРОБНЕЕ
1 599
-10%
Оплетка для рулясподогревом PitStop HOT HANDS 012, черный Тип: оплетка/чехол, Размер: M,
ПОДРОБНЕЕ
1 499
-25%
Оплетка наруль «BMW X3» для кожаного рулясподогревомна старую кожу, черная кожа с черным швом.
ПОДРОБНЕЕ
1 499
-25%
Оплетка наруль » Kia Cerato » для кожаного рулясподогревом, черная кожа с черным швом. Тип:
ПОДРОБНЕЕ
Оплетка наруль из натуральной кожи «Кожа рулит» для Kia Cerato III (2013-2018), Rio III Рестайлинг (2015-2017), Ceed II (2012-2018), черная, для замены штатной накладки, рульсподогревом
ПОДРОБНЕЕ Накладки на рульРули с подогревом
2 473
-17%
Накладка из натуральной кожи «Кожа рулит» наруль Hyundai Solaris I (2011-2017), i20 (2008-2014), черная, для замены штатной накладки, для рулясподогревом
Оплетка из натуральной кожи «Кожа рулит» для Toyota Corolla XI (2012-2018), черная, для замены штатной накладки, руль без подогрева
ПОДРОБНЕЕ
Оплетка из натуральной кожи «Кожа рулит» для Toyota Corolla XI (2012-2018), черная, для замены штатной накладки, руль без подогрева
ПОДРОБНЕЕ
Оплетка из натуральной кожи «Кожа рулит» наруль Kia Cee’d I (ED) (2010-2012), Kia Sportage III (SL) (2010-2016), черная, для замены штатной накладки, руль без подогрева
Комплект мультируля для LADA Vesta (накладка черный глянец, проводка, улитка) без подогреваруля — LADA арт. 8450006924
ПОДРОБНЕЕ
Оплетка наруль из натуральной кожи Hyundai ix35 I 2010-2015 г.в. (для замены штатной кожи наруле без подогрева, черная)
ПОДРОБНЕЕ
Оплетка наруль из натуральной кожи Hyundai ix35 I 2010-15, Hyundai Tucson II 2009-15 г.в. (для замены штатной кожи нарулесподогревом, черная)
ПОДРОБНЕЕ
Оплетка наруль из натуральной кожи «Кожа рулит» для Kia Cerato III (2013-2018), Rio III Рестайлинг (2015-2017), Ceed II (2012-2018), черная, для замены штатной накладки, рульсподогревом
ПОДРОБНЕЕ
Накладкана мультируль Ларгус, Х — ray без подогреваруля серебристого цвета Производитель: Без
ПОДРОБНЕЕ
Накладкана мультируль Веста без подогреваруля черный глянец Производитель: Без бренда
ПОДРОБНЕЕ
1 250
-75%
Оплетка наруль «BMW X3» для кожаного рулясподогревомна старую кожу, черная кожа с черным швом. Каучукрф
ПОДРОБНЕЕ
11 220
-17%
Накладканаруль Веста с кнопками управления (без кнопки подогреваруля) Производитель: LADA,
ПОДРОБНЕЕ
558
-19%
Накладкисподогревомнаруль мотоцикла Тип: накладка
ПОДРОБНЕЕ
11 220
-17%
Накладканаруль LADA Vesta с кнопками управления (без кнопки подогреваруля) (черный глянец) — Россия арт. VST8450006832-GL
ПОДРОБНЕЕ
Накладканаруль Веста с кнопками управления (без кнопки подогреваруля)/Lada Vesta Производитель:
ПОДРОБНЕЕ
Накладкана мультируль Веста без подогреваруля серебристого цвета Производитель: Без бренда
ПОДРОБНЕЕ
Оплетка наруль из натуральной кожи «Кожа рулит» для Kia Cee’d I (ED) (2010-2012), Kia Sportage III (SL) (2010-2016), черная, для замены штатной накладки, рульсподогревом
ПОДРОБНЕЕ
2 страница из 4
Накладки на руль с подогревом
Hyundai Santa Fe – установка подогрева руля и перетяжка в натуральную кожу
Работы по проекту: перетяжка салона, перетяжка руля кожей в Москве
Вид работ: перетяжка салона HyundaiМодель автомобиля: Santa Fe
Так уж мы устроены, что всегда стремимся заполучить еще больше, чем имеем сейчас. Касается это и автомобилей. Больше мощность, больше багажник, больше комфорта – этот список можно продолжать до тех пор, пока в брошюре производителя не закончится весь перечень опций, который в принципе доступен на его автомобили. А почему бы и нет, если есть такая возможность? Сегодня в руках наших оказался корейский кроссовер Hyundai Santa Fe последнего поколения. Автомобиль стоит своих денег и полностью устраивает своего владельца, за исключением одного «но».
Руль автомобиля не имеет подогрева, а эта опция так необходима, особенно в зимний период, когда при посадке в холодный кроссовер не сразу осмелишься взять кожаный руль в руки. Решение этого вопроса могло быть только одним – установка обогрева руля. Процедура уже не в первый раз проводится в Eastline Garage, поэтому и весь процесс занял не так много времени, как это могло быть.
После того, как руль демонтирован, а старая оплетка отправилась на помойку, наш мастер приступил к работе. На готовую зашкуренную поверхность мы нанесли нагревательный элемент. Ошибок на данном этапе быть не может, ведь, во-первых переделывать этот шаг – означает то, что нужно использовать еще один комплект подогрева. Во-вторых, так как руль является самым используемым элементом салона, водитель не должен чувствовать даже малейших складок или ненужных швов, а с учетом того, что впоследствии сверху свое место займет новая оплетка, то мастер должен быть максимально аккуратен во время установки подогрева.
Второй шаг заключается в том, чтобы правильно вывести провода и установить саму кнопку, которая и будет отвечать за включение подогрева. Да, если бы функция была предусмотрена, то вопросов с выводом питания на кнопку руля не возникло бы.
Наш же случай – обратный, поэтому кнопку обогрева было решено разместить за рулем слева, естественно предварительно обсудив место с владельцем Santa Fe. Делаем узкие канавки под провода питания и прячем провода вглубь руля.
Основная работа по рулю завершена, но впереди не менее важный этап – перетяжка руля автомобиля. Стоит учесть, что перетяжка руля – обязательная процедура при установке подогрева, особенно это касается рулей, ранее не предусматривающих наличие какой либо оплетки. Материалом для нового руля стала натуральная кожа с гладкой текстурой. Владелец решил не выделять руль из общего вида салона кроссовера. Да и к тому же черный является самым универсальным цветом, который гармонично впишется в любой салон темного цвета.
В качестве разнообразия, строчка на руле – синего цвета. Так руль автомобиля смотрится на порядок свежее и эксклюзивнее. Среди одноклассников уж точно.
Новый руль Hyundai Santa Fe теперь будет согревать руки владельца в суровый зимний сезон, а мы продолжаем работать над другими интересными проектами. Кстати если Вы всегда мечтали стать обладателем руля с подогревом, ждем Вас у нас в Eastline Garage.
Другие наши работы с Hyundai
Hyundai Elantra — полный пошив салона , перетяжка потолка с отстрочкой ромбами, коврики из экокожи
Наши работы по перетяжке
Кто-нибудь может посоветовать чехол на руль с подогревом для М3?
#1
#1
Зима приближается к великому белому северу, и, к сожалению, у меня есть один из старых M3, у которого нет обогрева рулевого колеса.
Из-за небольшого размера руля не нашел подходящего чехла на руль с подогревом. Я попробовал один, который оказался полным дерьмом. Мало того, что он был слишком большим (что и ожидалось), так еще и прогревался около получаса, а после менее чем одной зимы полностью вышел из строя.
Кто-нибудь нашел работающее решение?
#2
#2
Дядя Крипи сказал:
Зима приближается к великому белому северу, и, к сожалению, у меня есть один из старых M3, у которого нет подогрева рулевого колеса.
Из-за небольшого размера руля не нашел подходящего чехла на руль с подогревом. Я попробовал один, который оказался полным дерьмом. Мало того, что он был слишком большим (что и ожидалось), так еще и прогревался около получаса, а после менее чем одной зимы полностью вышел из строя.
Кто-нибудь нашел работающее решение?
Нажмите, чтобы развернуть…
У меня есть один, довольно уродливый, но он работает, так как сильно нагревается. Дайте мне посмотреть, смогу ли я найти картинку и где я ее взял, предположительно на Amazon.
Нашел картинку и ссылку на Amazon:
Рулевой кожух с подогревом, сейчас недоступен; но в этом не было ничего особо уникального. Это обычный 15-дюймовый
.
Реакции: Дядя Жуткий
#3
#3
Спасибо, @KenC. Я удивлен, что он подходит должным образом. Насколько мне известно, руль Model 3 меньше 14 дюймов в диаметре, поэтому я даже не смотрел на 15-дюймовые модели. 14,5-дюймовый, который у меня был раньше, уже был довольно свободным. Может быть, тот, что у вас, более эластичный? Не знаю. В любом случае, спасибо за ссылку, я обязательно подпишусь на уведомление, когда он снова будет доступен.
#4
#4
Нет рулевого колеса для обогрева, почему бы не попробовать этот чехол на рулевое колесо из алькантары от Tesery, замша очень приятная на ощупь и очень хорошо сидит, ощущение 001, кто-нибудь понимает?
Вы должны войти или зарегистрироваться, чтобы ответить здесь.
Торговец
Tesery Tesla Yoke Plaid Steering Wheel — улучшенный опыт вождения
Тесеры
Модель Y
Ответы
8
просмотров
3К
Модель Y
TSLA Pilot
Обзор карбонового руля Revesol
SpriteM3
Модель 3: Интерьер и экстерьер
Ответы
3
просмотров
4К
Модель 3: Интерьер и экстерьер
Clun9
M3 с VIN 902xxx есть подогрев руля?
Кинан
Модель 3: Интерьер и экстерьер
Ответы
4
просмотров
3К
Модель 3: Интерьер и экстерьер
Kienan
2023 MYLR7, 19”, буксировка – 1 месяц (500 миль) владения (и сравнение с Kia Niro EV 2020 года)
tmartin
Модель Y
Ответы
18
просмотров
5К
Модель Y
nate704
Для «классической»/«устаревшей» модели X: бюджетные карбоновые колеса Sonic
tps5352
Модель X: Интерьер и экстерьер
Ответы
2
просмотров
2К
Модель X: Интерьер и экстерьер
heenderrj
Делиться:
Фейсбук Твиттер Реддит Пинтерест Тамблер WhatsApp Электронная почта Делиться Связь
Zone Tech 12V Автомобильный чехол на руль с подогревом и блестками — черный и белый бриллиант со стразами
ПОДРОБНЫЕ СВЕДЕНИЯ О ПРОДУКТЕ
Zone Tech Car Crystal Bling Чехол с подогревом на руль — Рули — Нескользящие стразы PU кожаная основа — Bling Shiny Diamond Wheel Heated Protector
Пусть роскошь и комфорт будут у вас под рукой с Zone Tech Car Крышка колеса автомобиля Crystal Bling с подогревом. Этот привлекательный чехол Zone Tech обеспечивает новейшую инновационную защиту рулевого колеса. Это не только улучшает внешний вид старого и грязного рулевого колеса, но также использует нагревательную ткань Hi-Tech с дальним инфракрасным обогревом, встроенную в ткань. Теплый поток воздуха из чехла сохраняет тепло тела, обеспечивая более комфортную езду в холодную зимнюю погоду. Вместо карманов холодного воздуха, превращающих ваш руль в глыбу льда, между вашими руками и рулем образуется дышащая прослойка.
Накладка на руль Zone Tech легкая, прочная, стильная и приятная на ощупь. Дает вам превосходную хватку на руле, а также дает вам больше контроля на дороге. Универсальное покрытие с подогревом Zone Tech. Чехол на колесо не только согреет ваши руки в холодные дни, но и защитит стоимость вашего автомобиля, защитив рулевое колесо от солнечных лучей, вызванных ультрафиолетовыми лучами. Это также улучшит внешний вид вашего старого или треснувшего рулевого колеса или просто украсит ваш новый.
Чехол на рулевое колесо Zone Tech подходит для всех стандартных 15-дюймовых рулевых колес и прост в установке. Просто наденьте его прямо на руль, и все готово. Просто наденьте чехол на руль. Нажмите и удерживайте верхнюю часть крышки и постепенно опускайте ее обеими руками с обеих сторон, чтобы затянуть.
Торговая марка Zone Tech известна во всем мире благодаря превосходному качеству продукции и сервису!
Особенности:
Warm Ride — чехол с подогревом Zone Tech обеспечивает комфортную теплую езду в морозную зиму. Используйте этот чехол с подогревом в своем автомобиле, чтобы насладиться более расслабляющей поездкой в холодную зимнюю погоду. Просто подключите его к адаптеру для прикуривателя на 12 В и наблюдайте, как он работает, обеспечивая тепло и комфорт одновременно.
Двойное назначение — привлекательный чехол Zone Tech защищает и улучшает внешний вид старого или грязного рулевого колеса, а также защищает ваши руки от экстремальных температур и холода. Он также одновременно массирует вашу ладонь, избавляя вас от усталости от вождения.
Прочный — чехол с подогревом рулевого колеса Zone Tech легкий, прочный, стильный и имеет отличное ощущение прикосновения. Добавляет роскоши в интерьер вашего автомобиля.
Must Have — чехол с подогревом Zone Tech является незаменимым подарком для постоянных путешественников, таксистов, автолюбителей и людей, живущих в более холодном климате, или любого владельца автомобиля.
На волне популярности автомобилей LADA в Узбекистане решили разобрать самую интересующую модель — LADA Vesta SW Cross.
Внешний вид
Мы все привыкли к квадратным жигулям и к внешнему виду Весты просто не были готовы. Дизайн получился отменным и даже чуточку спортивным (кстати, аббревиатура SW означает Sport Wagon), за что спасибо главному дизайнеру АвтоВАЗ Стиву Маттину. Ему удалось сделать из бюджетного автомобиля машину, на которую просто приятно смотреть. Одни антигравийные накладки по периметру кузова вызывают неистовый восторг. Посмотрите фото и попробуйте с нами не согласится:
Из минусов разве что отсутсвие светодиодных фар сзади, оптических «галогенок» спереди и большого количества деталей из пластика. В остальном это достойный, радующий глаз автомобиль.
Для любителей цифр также имеются габаритные размеры — 4424х1785х1532 мм. Колесная база составляет 2635 мм, а дорожный просвет — 203 мм, что позволяет передвигаться по бездорожью без страха сесть на «пузо».
Интерьер
Грустно это признавать, но к интерьеру Весты Кросс придется привыкать, а не сразу наслаждаться. Дешевый пластик дает о себе знать с первых минут пребывания в автомобиле: запах, жесткость и глухой звук при стуке по нему. В защиту можно сказать, что это всего лишь бюджетный автомобиль и не стоит ждать от него натурального дерева в салоне и кожи на обивке сидений.
Спереди имеются все аттрибуты современного автомобиля: бардачок, подстаканники, отсек для мелкой техники (например, телефона). Кстати, владельцы Весты SW Кросс говорят, что телефон удобнее класть в подстаканник. Если у Вас другое мнение на этот счет, отпишитесь в комментариях.
За комфортную езду отвечают трехступенчатая система обогрева сидений, регулировка сидений и руля, датчики парковки и обогреваемые зеркала на электроприводе.
Сзади довольно просторно, но менее функционально. Из удобств только подстаканники в откидывающемся подлокотнике. Имеется крепление для детских кресел.
Багажник у Vesta SW Cross имеет объем 480 литров до полки. При сложенных сидениях багажное отделение увеличивается до 825 литров, что довольно неплохо. Есть отделения для различных мелочей и инструментов, крючки для сумок из магазина, розетка на 12 В.
Безопасность
За безопасность водителя и пассажира спереди отвечают 2 подушки. Для пассажиров сзади подушки безопасности не предусмотрены. Кузов автомобиля имеет каркас из стали повышенной прочности. Система ABS, антипробуксовочная система и ESP позволяют лучше держать дорогу. Подробнее о безопасности можно узнать в следующем видео:
Технические характеристики
Мотор 1.6 литра 21129 серии с рядным четырехцилиндровым блоком и 16 клапанами. Почти такой же, как и 21126 от приоры. Из отличий у него изменяемая геометрия впускного рессивера — эта функция позволяет улучшить тягу на низких и высоких оборотах. Также в двигателе LADA Vesta SW Cross отсутствует датчик массового расхода воздуха (ДМРВ). Вместо него используется датчик абсолютного давления (ДАД), что позволяет контролировать подачу топлива.
Сравнение двигателей 126 и 129 серии:
Параметр/Версия двигателя
21129
21126
Мощность, л.с.
106
98
Крутящий момент, Н.м.
150
145
Расход топлива, л. на 100км
7-10
Рекомендуемое топливо
АИ-95
Также есть версия на 1.8 л., с мощностью 122 л.с. и почти с таким же расходов топлива. Доступны версии с АКПП и МКПП, тогда как версия 1.6 имеет только «механику».
Привод у Весты Кросс передний, хотя могли бы сделать и полный, раз уж решили создавать вседорожный автомобиль. Но несмотря на это автомобиль довольно уверенно держить дорогу и управлять им одно удовольствие. Эта машина любит и умеет ездить.
Стоимость Vesta SW Cross
Цены на Весту SW Кросс в Узбекистане начинаются от 127 900 000 сум. Подробнее о стоимости различных моделей Vesta можно узнать в другой статье.
Какие лампы установлены в Лада Веста и Lada XRay
Передняя оптика
Задняя оптика
Лампы салона
Как поменять лампы?
В соответствии с Правилами дорожного движения, эксплуатация автомобиля с внешними световыми приборами, не работающими в установленном режиме или не соответствующими требованиям конструкции транспортного средства, категорически запрещена, поскольку противоречит безопасности водителей и пешеходов. Избежать штрафов, уменьшить расходы и сберечь здоровье поможет регулярное наблюдение за состоянием лампочек и их своевременная замена.
Ниже приведена таблица ламп, применяемых в Лада Веста и Лада Иксрэй, а также рекомендуемых производителей. Мы надеемся, что это поможет Вам разобраться в обилии лампочек, предлагаемых на рынке автозапчастей, и сделать правильный выбор.
Передняя оптика
Lada Vesta
Lada XRay
Мы рекомендуем
Лампа дальнего света
h2
Лампа дальнего света h2 12V 55W Bosch Pure Light
Лампа ближнего света
H7
Лампа ближнего света H7 12V 55W Bosch Pure Light
Лампа переднего указателя поворота
PY21W
Лампа PY21W 12V 21W Narva
Лампа габаритного света и дневного ходового огня
W21/5W
Светодиодный элемент
Лампа W21/5W 12V Bosch Pure Light
Лампа противотуманной фары
h26
Лампа противотуманной фары h26LL Koito
Лампа указателя поворота в боковом зеркале заднего вида
Светодиодный элемент
WY5W
Задняя оптика
Lada Vesta
Lada XRay
Мы рекомендуем
Лампа сигнала торможения и задних габаритов
P21/5W
Лампа P21/5W Longlife daytime Bosch
Лампа заднего указателя поворота
WY16W
PY21W
Лампа WY16W Osram
Лампа PY21W 12V 21W Narva
Лампа света заднего хода
W16W
Лампа W16W Narva
Лампа заднего противотуманного фонаря
Светодиодный элемент
W21W
Лампа габаритного света в крышке багажника
W5W
—
Лампа W5W Pure light Bosch
Лампа фонаря освещения номерного знака
W5W
Лампа W5W Pure light Bosch
Лампа плафона освещения багажника
W5W
Лампа W5W Pure light Bosch
Лампы салона
Lada Vesta
Lada XRay
Мы рекомендуем
Лампа плафона освещения вещевого ящика
W5W
Лампа W5W Pure light Bosch
Лампа освещения порога передний двери
W5W
Лампа W5W Pure light Bosch
Как поменять лампы?
Оптическая система на Лада Веста устроена также, как у большинства французских автомобилей. Просто, практично и эффективно. Чтобы поменять лампы в фарах не нужны специальные инструменты, потребуются только тряпичные перчатки и пара минут.
Интересно: ближний свет в Лада Веста освещает дорогу на расстояние до 130 метров. Дальние огни также показывают достойный результат – до 290 м.
Передняя оптика
В Лада Веста устанавливаются галогеновые лампы ближнего (Н7) и дальнего (Н1) света. Менять их нужно в перчатках – голыми руками можно оставить микрочастицы жира. В месте касания колба со временем потускнеет и лопнет из-за неравномерного прогрева.
Сначала рекомендуется снять минусовую клемму аккумулятора. А при замене лампочек в левой блок-фаре можно для удобства достать аккумулятор целиком.
Лампы ближнего и дальнего света на Лада Веста закрыты белой пластиковой крышкой на резьбе, которая легко откручивается против часовой стрелки. Под ней находятся фишки контактов и пружинный фиксатор. Снимаем фишку, отщелкиваем фиксатор и достаем лампочку.
Собираем в обратном порядке: сначала устанавливаем лампочку, потом защелкиваем фиксатор, подсоединяем провода и закручиваем крышку.
Важно: в Лада Веста и Лада Иксрей устанавливаются галогеновые лампы ближнего и дальнего света. Работать с ними нужно в перчатках, иначе на колбе останутся частицы жира.
Габаритные огни (W21/5W) и поворотники (PY21W) заменить еще проще. Нужно только найти в блок-фаре патрон, повернуть его против часовой стрелки и достать. После этого вставляем новую лампочку и устанавливаем патрон обратно.
Лампы в противотуманных фарах (Н16) заменить чуть сложнее. Сначала нужно вывернуть руль. Далее откручиваем пластиковую крышку с подкрылка, снимаем фишку и достаем лампу из фонаря.
Задние лампы стоп-сигналов (P21/5W) и указателей поворота (WY16W) расположены на крыле, чтобы их заменить нужно открыть клапан в обивке или отогнуть ее целиком. После этого поворачиваем патрон и вынимаем его. Сама лампа достается аналогично – слегка нажимаем на нее и поворачиваем. При установке новой лампы нужно поместить ассиметричные выступы в пазы на патроне.
Чтобы заменить лампы на крышке багажника нужно снять или отогнуть обивку. После этого поворачиваем и достает патрон. Габаритный свет (W5W) – маленький патрон, задний ход (W16W) – большой.
Любую лампу в Lada Vesta можно поменять самостоятельно за 5-10 минут. Проблемы могут возникнуть только с задними фонарями, особенно с теми, что установлены в крышке багажника. В этом случае на работу уйдет 15-20 минут.
Дата: Суббота, 23 ноября 2019
Просмотров: 21103
Обсудить или задать вопрос
Характеристики ладовой проволоки
– Jescar
Перейти к содержимому
Характеристики ладовой проволокиАдриенн Джандлер2021-09-29T10:55:57-04:00
Технические характеристики и цены могут быть изменены без предварительного уведомления. Пожалуйста, смотрите конкретную страницу продукта для оптовых скидок.
Большинство профилей ладов имеют стандартную ширину хвостовика 0,020″. Для установки обычно рекомендуется устанавливать его в ладовую прорезь 0,023 дюйма. Другие размеры хвостовика потребуют других размеров паза.
Ладовая проволока доступна в бухтах, продается на вес; куски прямой длины 2 фута; продается поштучно; и 25 комплектов деталей, каждая из которых имеет длину 2,75 дюйма и радиус 10 дюймов.
Артикул №
Размер короны (ширина и высота)
Ширина хвостовика
Сплав
Футов на фунт
Длина 2 фута на фунт
По фунтам Спиральный
Длина прямой 2 фута
Набор из 25 предметов
Ладовая проволока 37053-200
0,053″ x 0,037″ (1,35 x 0,94 мм)
0,0200″
NS18%
90,9
45
❌
✅
❌
Ладовая проволока 37053-200-EVO
0,053″ x 0,037″ (1,35 x 0,94 мм)
0,0200″
EVOgold™ Ni-Free
91. 0
45
❌
✅
❌
* Все провода FW37053 продаются прямыми отрезками длиной 24 дюйма. Обратите внимание, что ширина хвостовика для FW37053 составляет 0,020″ для стандартной прорези для ладов 0,0230″. Ширина хвостовика для FW37053-230 и FW37053-230-EVO составляет 0,023″, и для правильной установки потребуется прорезь на грифе 0,025-0,026″.
№ по каталогу
Размер коронки (ширина и высота)
Ширина хвостовика
Сплав
Fe на фунт
2 фута длины на фунт
на фунт Спиральный
2 фута прямой длины
Набор из 25 предметов
Ладовая проволока 37080
0,080″ X 0,037 (2,03 X 0,94 мм) Стандартная ширина хвостовика 0,0195″
0,0195″ 9004 0
НС18%
75,3
37
✅
✅
✅
Ладовая проволока 37080-S
0,080″ X 0,037 (2,03 X 0,94 мм)
0,0195″
Нержавеющая сталь
83,0 900 40
41
✅
✅
✅
Ладовая проволока 37080-EVO
0,080″ X 0,037 (2,03 X 0,94 мм)
0,0195″
EVOgold™ Ni-Free
7 5. 4
37
✅
✅
✅
№ по каталогу
Размер короны (ширина и высота)
Ширина хвостовика
Сплав
Футов на фунт
2 фута Длина на фунт
По фунтам Спиральный
2 фута Прямой Длина
Набор из 25 предметов
Ладовая проволока 39040-S*
0,040″ X 0,039 (1,02 X 1,00 мм)
0,0200″
Нержавеющая сталь
135,5
67
❌
✅
❌
* Продается прямыми отрезками длиной 24″.
Артикул №
Размер короны (ширина и высота)
Ширина хвостовика
Сплав
Футов на фунт
Длина 2 фута на фунт
По фунтам Спиральный
Длина прямой 2 фута
Набор из 25 предметов
Ладовая проволока 39106
0,106″ x 0,039″ (2,69 x 0,99 мм)
0,0236″
NS18%
53,4
26
✅
✅
❌
№ по каталогу
Размер короны (ширина и высота)
Ширина хвостовика
Сплав
Ножки на фунт
Длина 2 фута на фунт
По фунту Спиральная
2 фута прямой длины
Набор из 25 предметов
Ладовая проволока 40080-200
0,080″ X 0,040 (2,03 X 1,00 мм)
0,0200″
NS18% 90 040
71. 2
35
✅
✅
❌
Ладовая проволока 40080-220
0,080″ X 0,040 (2,03 X 1,00 мм)
0,0220″
NS18%
69 .2
34
❌
✅
❌
Ладовая проволока 40080-235
0,080″ X 0,040 (2,03 X 1,00 мм)
0,0235 «
NS18%
67,5
33
❌
✅
❌
Ладовая проволока 40080-250
0,080″ X 0,040 (2,03 X 1,00 мм)
0,0250″
NS18%
66 .0
33
❌
✅
❌
№ по каталогу
Размер короны (ширина и высота)
Ширина хвостовика
Сплав
Футов на фунт
2 фута длины на фунт
По фунту Спиральный
2 фута прямой длины
Набор из 25 предметов
Ладовая проволока 43080
0,080″ X 0,043 (2,03 X 1,09 мм)
0,0200″
NS18%
69,7
34
✅
✅
✅
Ладовая проволока 43080-S
0,080″ X 0,043 (2,03 X 1,09 мм)
0,0200″
Нержавеющая сталь
76,9
38
✅
✅
✅
Ладовая проволока 43080-EVO
0,080″ X 0,043 (2,03 X 1,09 мм)
0,0200″
EVOgold™ Ni-Free
69,7
34
✅
✅
✅
Артикул №
Размер короны (ширина и высота)
Ширина хвостовика
Сплав
Футов на фунт
2 фута длины на фунт
По фунту Спиральный
2 фута прямой длины
Набор из 25 предметов
Ладовая проволока 43080-217*
0,080″ X 0,043 (2,03 X 1,09 мм)
0,0217″
NS18% 9 0040
58,7
29
✅
✅
❌
* Поставляется с хвостовиком шириной 0,0217″ плюс более глубокий хвостовик
Артикул №
Размер короны (ширина и высота)
Ширина хвостовика
Сплав
Футов на фунт
9 0017 Длина 2 фута на фунт
По фунту Спиральный
2 фута прямой длины
25 Набор деталей
Ладовая проволока 45085
0,085″ x 0,045″ (2,16 x 1,14 мм)
0,0200″
NS18% 900 40
57,7
28
✅
✅
✅
№ по каталогу
Размер короны (ширина и высота)
Ширина хвостовика
Сплав
Футов на фунт
2 фута Длина на фунт
По фунтам Спиральный
2 фута Прямой Длина
Набор из 25 предметов
Ладовая проволока 45100
0,100″ X 0,045 (2,54 X 1,14 мм)
0,0220″
NS18%
51,5
25
✅
✅
❌
№ по каталогу
Размер короны (ширина и высота)
Ширина хвостовика
9 0017 Сплав
Футов на фунт
2 фута Длина на фунт
На фунт Спиральный
2 фута Прямая длина
Набор из 25 предметов
Ладовая проволока 47090
. 090″ x 0,047″ (2,28 x 1,19 мм)
0,0210″
NS18%
54,1
27
✅
900 39 ✅
✅
№ по каталогу
Размер короны (ширина и высота)
Ширина хвостовика
Сплав
Футов на фунт
2 фута Длина на фунт
По фунтам Спиральный
2 фута Прямой Длина
Набор из 25 предметов
Ладовая проволока 47095*
0,095″ X 0,047 (2,41 X 1,19 мм)
0,0210″
NS18%
52,3
26
✅
✅
✅
Ладовая проволока 47095-S
0,095″ X 0,047 (2,41 X 1,19 мм)
0,0210″
Нержавеющая сталь
57,6 90 040
28
✅
✅
✅
Ладовая проволока 47095-EVO
0,095″ X 0,047 (2,41 X 1,19мм)
0,0210″
EVOgold™ Ni-Free
52,3
26
✅
✅
✅
*Продается на вес с радиусом 8 или 10 дюймов на ваш выбор.
Артикул №
Размер короны (ширина и высота)
Ширина хвостовика
Сплав
Футов на фунт
90 017 Длина 2 фута на фунт
По фунту Спиральный
2 фута прямой длины
Набор из 25 предметов
Ладовая проволока 47104
0,104″ X 0,047 (2,64 X 1,19 мм)
0,0200″
NS18%
51,3
25
✅
✅
✅
Ладовая проволока 47104-S
0,104″ X 0,047 (2,64 X 1,19 мм)
0,0200″
Нержавеющая сталь
56,6 90 040
28
✅
✅
✅
Ладовая проволока 47104-EVO
0,104″ X 0,047 (2,64 X 1,19 мм)
0,0200″
EVOgold™ Ni-Free
51,4
25
✅
✅
✅
№ по каталогу
Размер короны (ширина и высота)
Ширина хвостовика
Сплав
Футов на фунт
2 фута Длина на фунт
По фунтам Спиральный
2 фута Прямой Длина
Набор из 25 предметов
Ладовая проволока 50078
0,078″ x 0,050″ (1,98 x 1,27 мм)
0,0200″
NS18% 900 40
62. 1
31
✅
✅
❌
№ по каталогу
Размер короны (ширина и высота)
Ширина хвостовика
Сплав
Ножки за фунт
2 фута Длина за фунт
По фунту Спиральный
2 фута Прямая длина
Набор из 25 предметов
Ладовая проволока 50085
0,085″ x 0,050″ (2,16 x 1,27 мм)
0,0200″
NS18% 900 40
58,9
29
✅
✅
❌
№ по каталогу
Размер короны (ширина и высота)
Ширина хвостовика
Сплав
Футов на фунт
Длина 2 фута на фунт
По фунтам Спиральный
2 фута прямой длины
Набор из 25 предметов
Ладовая проволока 51100
0,100″ X 0,051 (2,54 X 1,30 мм)
0,0200″
NS18%
47,7
23
✅
✅
✅
Ладовая проволока 51100-S
0,100″ X 0,051 (2,54 X 1,30 мм)
0,0200″
Нержавеющая сталь
52,6 90 040
26
✅
✅
✅
Ладовая проволока 51100-EVO
0,100″ X 0,051 (2,54 X 1,30 мм)
0,0200″
EVOgold™ Ni-Free
47,7
23
✅
✅
✅
№ по каталогу
Размер короны (ширина и высота)
Ширина хвостовика
Сплав
Футов на фунт
Длина 2 фута на фунт
По фунтам Спиральный
2 фута прямой длины
Набор из 25 предметов
Ладовая проволока 51108
0,108″ X 0,051 (2,75 X 1,30 мм)
0,0220″
NS18%
45,0
22
✅
✅
✅
Ладовая проволока 51108-S
0,108″ X 0,051 (2,75 X 1,30 мм)
0,0220″
Нержавеющая сталь
49,6 90 040
24
✅
✅
✅
№ по каталогу
Размер короны (ширина и высота)
Ширина хвостовика
Сплав
Футов на фунт
2 фута Длина на фунт
По фунтам Спиральный
2 фута Прямой Длина
Набор из 25 предметов
Ладовая проволока 55090
0,090″ X 0,055 (2,28 X 1,40 мм)
0,0200″
NS18%
50,3
25
✅
✅
✅
Ладовая проволока 55090-S
0,090″ X 0,055 (2,28 X 1,40 мм)
0,0200″
Нержавеющая сталь
55,4 90 040
27
✅
✅
✅
Ладовая проволока 55090-EVO
0,090″ X 0,055 (2,28 X 1,40 мм)
0,0200″
EVOgold™ Ni-Free
50,3
25
✅
✅
✅
№ по каталогу
Размер короны (ширина и высота)
Ширина хвостовика
Сплав
Футов на фунт
2 фута Длина на фунт
По фунтам Спиральный
2 фута Прямой Длина
Набор из 25 предметов
Ладовая проволока 55095
0,095″ x 0,055″ (2,41 x 1,40 мм)
0,0200″
NS18%
45,7
22
✅
✅
✅
№ по каталогу
Размер короны (ширина и высота)
Ширина хвостовика
Сплав
Футов на фунт
2 фута Длина на фунт
По фунтам Спиральный
2 фута Прямой Длина
Набор из 25 предметов
Ладовая проволока 57110
0,110″ X 0,057 (2,79X 1,45 мм)
0,0200″
NS18%
40,2
20
✅
✅
✅
Ладовая проволока 57110-S
0,110″ X 0,057 (2,79 X 1,45 мм)
0,0200″
Нержавеющая сталь
44,3 90 040
22
✅
✅
✅
Ладовая проволока 57110-EVO
0,110″ X 0,057 (2,79 X 1,45 мм)
0,0200″
EVOgold™ Ni-Free
40,2
20
✅
✅
✅
№ по каталогу
Размер короны (ширина и высота)
Ширина хвостовика
Сплав
Футов на фунт
2 фута Длина на фунт
По фунтам Спиральный
2 фута Прямой Длина
Набор из 25 предметов
Ладовая проволока 58118
0,118″ X 0,058 (2,99 X 1,47 мм)
0,0210″
NS18%
38,1
19
✅
91 384 ✅
✅
Ладовая проволока 58118-S
0,118″ X 0,058 (2,99 X 1,47 мм)
0,0210″
Нержавеющая сталь
42,4 90 040
21
✅
✅
✅
Ладовая проволока 58118-EVO
0,118″ X 0,058 (2,99 X 1,47 мм)
0,0210″
EVOgold™ Ni-Free
38,1
19
✅
✅
✅
Перейти к началу
Все о ладах Часть 3: Какой размер ладов выбрать?
В настоящее время мы имеем дело с большим количеством ладов в магазине, поэтому мы хорошо разбираемся в том, как помогать людям находить для них подходящие лады. Если вы ищете, какие лады подходят для вашей гитары, то вы пришли в нужное место!
Факт: Размер имеет значение! Однако, когда дело доходит до ладов, для игрока важны только два размера: высота и ширина .
Длина лада определяется его положением на грифе. Поскольку большинство/все грифы становятся шире по мере продвижения вверх по ладам, 1-й лад значительно короче 20-го лада. Например, у типичного телека ширина верхнего порожка составляет 1,650 дюйма, а ширина грифа (ширина грифа после последнего лада) составляет 2,2 дюйма. Каждый лад должен стать немного длиннее, чтобы не отставать от расширения грифа.
1-й лад после 20-го после извлечения из акустической гитары Martin
Итак, Высота и Ширина являются двумя определяющими факторами которые формируют то, как гриф чувствует / играет. В зависимости от того, как вы играете, а также от ваших ожиданий или предполагаемого использования конкретной гитары, мы будем учитывать наши рекомендации по размеру ладов.
Прежде чем мы двинемся дальше, давайте поговорим о двух очень важных вещах, которые облегчат этот разговор, поскольку в большинстве разговоров, исходя из нашего опыта, лады и действия связаны друг с другом.
1. Действие – это расстояние между венчиком лада и низом струны, а не от накладки грифа до основания струны. Прочтите это еще раз, переварите, примите и двигайтесь дальше. Если вам нужен самый высокий лад, который вы можете найти, то ваше действие будет казаться только на выше, чем если бы вы выбрали что-то более короткое из-за большего расстояния от грифа. Однако с правильно настроенной гитарой и порожком с правильными прорезями высота над ладом должна быть одинаковой независимо от размера лада, если техник компетентен. Опять же, просто чтобы повторить, действие — это расстояние между нижней частью струны и верхушкой лада.
2. Если накладка грифа обработана (например, Fender из клена или Rickenbacker из палисандра), то значительная часть высоты лада будет потеряна из-за отделки. Это объясняет, почему один и тот же размер лада кажется короче на необработанной накладке, чем на готовой (подумайте о палисандре против клена). Другими словами, то, что вам нравится на готовой накладке, будет казаться короче, чем тот же самый лад на необработанной накладке.
Фотодоказательство пункта №2. Серьезно, это лады одинакового размера!
Теперь перейдем к . Какой размер лада выбрать?
A Короткий и Тонкий лады подойдут как для Vintage Fender, так и для Gibson Enthusiast 1950-х годов, поскольку эти лады чаще всего использовались на ранних образцах электрогитар. Хотя эти лады, как правило, заставляют Modern Player съеживаться, я признаю, что в предыдущие годы у меня было предубеждение против них, я вырос, чтобы оценить их место в миксе. Эти лады обеспечивают очень низкий строй и являются лучшими друзьями бар-хордеров. Они не позволяют очень легко попасть под струну, поэтому многие люди считают бенд или вибрато на этих ладах более сложными, чем на более широком ладу.
Короткие и тонкие лады Примеры: Dunlop 6330-6320-6310, Jescar 37053, Jescar 39040, Sanko SBU-23, также называемые винтажной проволокой для ладов.
Гитары, на которых они есть: Винтажные гитары Fender до 1980-х годов, электрогитары Gibson 1950-х годов, Fender Eric Clapton Stratocaster также имеют эти лады.
Короткий лад и широкий лад обеспечат исполнителю большую площадь поверхности лада, соприкасающегося со струной. Этот лад обеспечивает более легкое изгибание и вибрато, чем короткий и тонкий лад, но все же не так хорош, как высокий лад, который покупает вам немного недвижимости между накладкой грифа и струной. Крайний пример — Gibson Fretless Wonder. У них были очень низкие лады, которые были сглажены сверху, и им требовалось очень небольшое давление, чтобы нота зазвучала. Соли на этих гитарах быстрые, но вы всегда немного тянете гриф. Бенд жесткий, как и вибрато, но если бендинг вам не по душе, эти лады точно вас не замедлят.
Короткие и широкие лады Примеры: Dunlop 6230 или 6290, но их все равно нужно «утопить», чтобы достичь истинной высоты Fretless Wonder. Jescar 39106, 45100, 47104.
Гитары, на которых они есть: Gibson Fretless Wonder LP Customs эпохи 70-х, другие Gibson 70-х и 80-х годов значительно уменьшили высоту ладов, но не до уровня безладовых чудес, некоторые гитары Mosrite, другие разные странные птицы из 70-х. Этот стиль сейчас не в моде, поэтому производители, с которыми мы работаем, их не используют.
Фото предоставлено Томом Ратледжем. Оцените его невероятную игру на Facebook и Youtube. струна легче . Этот размер лада, часто называемый Medium-Jumbo, обеспечивает достаточную ширину и высоту, чтобы не пострадали изгибы и вибрато. Это размер лада, который я выбрал для своих собственных сборок, так как я считаю, что они имеют идеальное сочетание размеров для моей слегка тяжелой левой руки.
Лады средней высоты и средней ширины: Jescar 47095, 47090 и 45080 — отличные варианты. Как и Sanko SBB-217 или SBB-23. Jim Dunlop 6150 быстро становится фаворитом в магазинах.
Гитары, у которых они есть: Множество гитар Fender Custom Shop, многие Fender американского производства с узкими высокими ладами. Многие акустические инструменты также выбирают лады в этом диапазоне размеров. Большинство гитар Martin и Taylor оснащены ладами меньшего размера в этом диапазоне размеров.
6105 Лады на Fender Custom Shop Stratocaster
Средняя высота и Широкая ширина лады начинают проникать в большие лады. Такие большие лады также имеют термин Medium Jumbo. Такие большие лады потребуют более высокого строя, чтобы компенсировать дополнительную высоту лада. Однако помните, что действие измеряется от верхней части лада до струны, так что «дополнительное» действие — это просто вопрос неправильного расчета расстояния.
Средняя высота и широкая ширина Примеры: Dunlop 6155, 6110, Jescar 51100, 51108, Sanko SBB-221 или SBB-214.
Гитары, у которых они есть: Гитары PRS использовали их все время, Jackson, Charvel, Ibanez и многие другие гитары типа Shredder также имеют эти лады.
Типичные лады, которые можно найти на большинстве гитар PRS. Лады. Эти лады называются как угодно, от басовых ладов до железнодорожных шпал, и они, безусловно, обеспечивают любую гитару достаточной высотой, чтобы выполнить пару уровней и корон, прежде чем у вас закончится материал. Хотя эти лады дадут вам время между повторами, они начинаются чертовски высоко, что, как мы узнали, означает, что ваше действие также будет высоким.
Примеры высоких и широких ладов: Dunlop 6000-6100, Sanko SBB-215, SBB-221 и SBB-213. Jescar’s 57110 и 58118.
Гитары с этими ладами: Басы, опять же, Jackson, Charvel, Ibanez, многие гитары, которые можно резать.
6100 Лады от Джима Данлопа на Fender Custom Shop Strat
Очевидно, что существует достаточно вариантов, чтобы сделать выбор лада запутанным и трудным. Паралич из-за анализа — обычный результат для среднего игрока, когда он углубляется в эту удивительно глубокую тему. Какие лады позволят вам играть лучше всего? Ну, это вопрос, на который можете ответить только вы. Лучший способ ответить на этот вопрос — поиграть на нескольких гитарах, чтобы сосредоточиться на том, как лады влияют на играбельность. Тем не менее, некоторые упреждающие интроспективные мысли могут иметь большое значение, и если вы обнаружите, что вы ритм-гитарист, который придерживается аккордов, возможно, эти медиум-джамбо работают против вас?
Итак, после всего этого, надеюсь, вы лучше понимаете лады, как они влияют на играбельность, и немного больше ориентируетесь в том, что вам подойдет, а что нет. А если нет, не беспокойтесь! Мы можем измерить существующие лады на вашей гитаре и найти подходящую замену.
Несколько идей на прощание и памятные вещи…
Приобретите новый порожек, когда будете перетачивать гитару, для наилучшей настройки. После уровня и заводной головки хороший специалист уменьшит высоту прорези порожка, чтобы она соответствовала новой высоте ваших ладов.
Как своими руками настроить полуавтомат сварочный?
Время чтения: 8 минуты
Настройка сварочного полуавтомата — это сложная и обширная тема. Чтобы правильно настроить полуавтомат, недостаточно просмотреть популярные таблицы с соотношениями силы тока и металла. Необходимо постоянно практиковаться и варить с применением различных настроек. А также учитывать особенности заготовки и самого сварочного аппарата.
В этой статье мы поделимся простыми рекомендациями, как настроить полуавтомат сварочный, если вы новичок. Мы также расскажем о некоторых особенностях, которые вам нужно учесть, чтобы найти оптимальный режим сварки.
Содержание
Для начала немного общей информации касаемо настройки полуавтомата. Вы должны понимать, что в мире не существует идеального режима сварки, при котором можно работать с любым металлом и при этом получать достойный результат. Настройки в любом случае необходимо корректировать, учитывая тип металла, его толщину, а также пространственное положение при сварке и тип шва.
Чтобы лучше понимать зависимость конечного результата от выбранных настроек, представьте, что настраивая аппарат, вы как бы настраиваете количество тепла, которое собираетесь вложить в плавление присадочной проволоки. И количество этого самого тепла будет разным, при работе со сваркой тонких или толстых деталей. Тонкому металлу требуется меньшее количество тепла, в противном случае может образоваться прожог. А вот толстому металлу тепла нужно больше, чтобы не было непроваров.
Читайте также: Исправление дефектов сварки
Теперь переведем условную регулировку количества тепла в реальные настройки. Две основные настройки на полуавтомате — это сила сварочного тока и напряжение дуги. Учтите, что сила тока связана со скоростью подачи проволоки. Чем выше ток, тем быстрее проволока подается в зону сварки.
Вы должны понимать, что при настройке полуавтомата регулировка силы тока и регулировка напряжения дуги — это взаимосвязанные вещи. Поэтому невозможно установить все этих регулировки наугад и получить приемлемый результат. Хорошего качества сварки можно добиться только в том случае, если сила тока и напряжение дуги будут настроены точно и в соответствии друг с другом. Посмотрите на изображение ниже. Оно схематично объясняет суть этой взаимосвязи. Под «скоростью подачи» имеется в виду сила сварочного тока.
Особенности настройки
Чтобы понять, как настроить сварочный аппарат полуавтоматического типа, нужно знать некоторые особенности. Также учтите, что в процессе вам придется постоянно надстраивать аппарат и регулировать уже выбранный режим сварки. Почему так происходит? Мы перечислим некоторые причины.
Перед заводом-производителем никогда не стоит задача изготовить абсолютно идентичные полуавтоматы с одинаковыми настройками по умолчанию, поскольку это просто невозможно из-за небольших различий в деталях. Поэтому читая материал о настройке конкретно вашей модели полуавтомата, не стоит думать, что это сработает на все 100%.
Также вклад вносит напряжение в вашей электросети. В процессе сварки оно может проседать и постоянно изменяться либо из-за слабой проводки, либо из-за мощного электроприбора соседа, внезапно включенного в общую электросеть. При этом полуавтомат может либо отказываться варить, либо вовсе сгорит. Так что на это нужно обращать особое внимание.
Помимо этого, аппарат придется постоянно подстраивать, если вы дозаправили газовый баллон. Состав защитного газа или смеси может отличаться, а это влияет на настройки. Также настройки нужно изменять в зависимости от температуры, при которой производится сварка, и в зависимости от характеристик присадочной проволоки (диаметр и марка).
Еще аппарат нужно отрегулировать, если вы смешили катушку проволоки на другую, либо при смене пространственного положения.
Это основное. Перечисленные трудности возникают нечасто и не всегда надстройка необходима в данном случае. Но существуют моменты, при которых настройка просто обязательна. К примеру, если вы после полуавтоматической сварки решили поменять тип сварочной проволоки или ее марку.
Также если вы поменяли газ, скажем, с углекислоты перешли на аргон. Или заменили аргон на какую-нибудь газовую смесь. И, конечно, при смене полуавтомата на другую модель. Словом, есть множество нюансов, на которые нужно обращать внимание, и быть готовым к постоянной надстройке аппарата.
Настройка полуавтомата
Переходим непосредственно к вопросу, как настроить сварочный полуавтомат для работы. В рамках этой статьи мы не будем рассказывать про регулировку подачи защитного газа или про заправку присадочной проволоки. Все это вы уже должны были изучить заранее. Мы расскажем именно про подбор силы тока и напряжения. Поскольку две этих характеристики наиболее важны. Наша задача — найти оптимальную «область сварки», как в графике, который мы вам показывали выше.
Подготовительный этап
Возьмите ненужный кусок металла (желательно не очень тонкий, 5 мм подойдет, и не очень большой). Обязательно подготовьте поверхность к сварке. Удалите все загрязнения, в том числе коррозию и краску, если имеется. Зачистите поверхность до блеска с помощью металлической щетки, шлифовальной машинки или наждачки.
Подготовленный металл
Вы будете использовать этот металл в качестве подопытного, и обучаться на нем. Не стоит использовать для подобных целей заготовки или детали, иначе можете их испортить. Берите те куски металла, которые не жалко.
Поиск оптимальных настроек : 1 этап
Настройка сварочного полуавтомата начинается с регулировки напряжения дуги. Мы рекомендуем установить низкое значение от 15 до 20 Вольт, также установите невысокое значение силы тока (до 100 Ампер).
В процессе работы у вас будет занята лишь одна рука, та, которой вы держите горелку. Поэтому используйте вторую руку для одновременной работы и регулировки параметров. Так вы сможете видеть результат сразу.
Начинает формировать сварной валик, и следим за дугой, а также звуком, одновременно меняя настройки на аппарате. Дуга должна гореть более-менее стабильно и практически не разбрызгиваться, а звук должен быть чистым и приятным уху. На данном этапе не обращайте внимание на форму валика и на глубину проплавления. Сейчас вам важно понять, при каких настройках дуга ведет себя наиболее правильно. Изменяйте настройки не резко, а буквально на одно-два значения.
Поиск оптимальных настроек : 2 этап
Далее наступает самый кропотливый этап настройки. Вы нашли начальную точку работы дуги у сварочного аппарата, эти параметры обязательно нужно записать или сфотографировать. Теперь вам нужно уменьшить силу тока, не меняя напряжения. Постепенно понижайте ток и следите, когда вы дойдете до точки, при которой дуга горит на грани, но при этом еще устойчива. Запишите эти настройки. После этого нужно наоборот увеличивать силу тока не трогая ручку напряжения, и искать ту грань, когда дуга горит более-менее стабильно. Эти значения тоже запишите.
На данном этапе у вас должны быть записаны/сфотографированы три типа настроек: напряжение 15-20 Вольт + сила тока меньше 100 Ампер, напряжение 15-20 Вольт + минимально допустимая сила тока, напряжение 15-20 Вольт + максимально допустимая сила тока.
Теперь вам нужно понизить изначальное напряжение (напоминаем, что это 15-20 Вольт) на пол вольта и снова искать, при каких значения минимальной и максимальной силы тока дуга будет гореть стабильно. Запишите эти настройки. Повторяйте этот процесс уменьшения напряжения на пол вольта и поиска оптимальных знаний силы тока до тех пор, пока аппарат не перестанет варить. Все настройки фиксируйте.
На данном этапе вы уже должны знать минимальное напряжение + минимальную/максимальную силу тока, при котором аппарат может варить. Теперь верните ваши первоначальные настройки (15-20 Вольт + сила тока до 100 Ампер), и повторите все описанное в абзаце выше, только не понижая напряжение дуги, а увеличивая его на пол вольта.
Постепенно при увеличении напряжения вы найдете ту точку, при которой сварка станет невозможна. Результаты зафиксируйте.
Итог
Теперь у вас есть все настройки. Вы знаете, каковы оптимальные значения напряжения и силы тока при минимальных и максимальных настройках. Для удобства начертите график, похожий на тот, что мы уже указывали выше, со своими настройками. И в следующий раз уже при сварке деталей настраивайте аппарат по этой области.
Вместо заключения
Теперь вы знаете, как правильно настроить сварочный полуавтомат. В этой статье мы поделились с вами рекомендациями от мастеров, которые уже обучились выполнять полуавтоматическую сварку и настраивать аппарат. Помните, что не существует единого набора настроек, при котором возможна любая сварка любым аппаратом. Учитывайте тип свариваемого металла, его толщину, тип присадочной проволоки и ее диаметр. А также тип газа, пространственное положение и прочие факторы.
Также не верьте тем таблицам, что есть в открытом доступе. В них представлены лишь общие рекомендации по настройке силы тока и напряжения. Эти советы редко подходят для выполнения всех сварочных работ. Вам в любом случае придется подстраивать аппарат. Вы должны понимать, что настройка полуавтомата для сварки тонкого металла и сварки толстого металла — это две разные задачи. Желаем удачи в работе!
Как вам статья?
Уроки сварки: Сварка полуавтоматом для начинающих
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
Устройство аппарата полуавтоматической сварки
Выбираем газ для сварки полуавтоматом
Проволока для сварки полуавтоматом
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
Настройка полуавтомата для сварки на живом примере
Подготовительный этап и процесс сварки аппаратом
Направление и скорость движения для идеального сварочного шва
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
Сварочный аппарат
Горелка для сварки полуавтоматом
Баллон с газом и редуктором
Газовый шланг
Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
Материал
Газ
Конструкционная сталь
СО2
Конструкционная сталь
CO2 + Ar
Нержавеющая сталь
CO2 + Ar
Легированные стали (низкоуглеродистые )
CO2 + Ar
Алюминий и его сплавы
Ar
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
Толщина металла, мм
Диаметр проволоки
1 — 3
0,8
4 — 5
1,0
6 — 8
1,2
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО!Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
Выбираем на панели тип сварки – MIG SYN
Выбираем газ – смесь аргона и углекислоты
Выбираем диаметр сварочной проволоки – 0,8 мм
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Толщина металла
Сила тока
Диаметр проволоки
1,5 мм
70 — 80 А
0,8
2,0 мм
90-110 А
0,8
3 мм
120 — 140 А
1,0
4 мм
140-160 А
1,0
5мм
160 — 200 А
1,2
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
—-
Удалить или отредактировать эту статью можно в бэк-офисе сайта в разделе «Статьи»
Инструкции по работе с блогом на InSales доступны в нашей документации: https://www.insales.ru/collection/doc-settings/product/rabota-s-blogami
Руководство по оптимальным роботизированным и автоматизированным системам сварки
Начало работы с автоматизированными системами сварки
Автоматизированная сварка — это способ, которым сегодня занимаются многие производители. При этом существует множество неправильных представлений о том, насколько легко использовать автоматизированные системы и перевешивают ли преимущества трудности.
Автоматическая сварка имеет ряд явных преимуществ, таких как улучшенное качество сварки, более короткое время цикла и более благоприятные условия труда для сварщиков. Общим ограничением является то, что роботам требуется определенный набор навыков для программирования и бесперебойной работы оборудования. Не волнуйтесь, технология значительно продвинулась вперед, что привело к простым способам качественной автоматизированной сварки без хлопот.
Мы распаковали наиболее оптимальный процесс для начала работы с автоматическими сварочными системами , чтобы вы могли получить выгоду от высококачественной сварки с меньшим стрессом!
1. Определение типа сварки и задач
В любом сварочном проекте необходимо сначала определить и понять поставленную задачу. Какой вид сварки потребуется? Какие шаги должен будет выполнить робот или автоматизированный сварочный аппарат ? Существует множество различных типов сварки — ниже приведены некоторые из наиболее распространенных:
Кольцевая (вращательная) сварка
Линейная (шовная) сварка
Контактная (точечная) сварка
Технические специалисты Bancroft Engineering помогут вам уверенно определить объем вашего сварочного проекта и требования к автоматизированной системе, чтобы ваша работа была успешной — свяжитесь с нами.
2. Закрепите необходимое оборудование
Теперь, когда вы четко определили задачу и необходимый тип сварки, пришло время выбрать правильную систему автоматической сварки — будь то робот или сварочный полуавтомат . Для большинства сварочных систем требуется следующее аппаратное/программное обеспечение:
Робот или сварочный аппарат
Сварочные инструменты и приспособления
Удобный интерфейс программирования
Сварочный источник питания и расходные материалы
Меры безопасности, такие как барьеры или датчики
3. Определите правильные настройки сварки
Существуют основные рекомендации по выбору настроек сварки, но они могут различаться от модели к модели и, конечно, от марки к марке. Чтобы получить наилучшую настройку сварки, необходимо принять во внимание ряд соображений, в том числе:
Тип свариваемого металла
Чистота соединения
Конструкция шарнира
Толщина материала
Правильный размер провода
Напряжение
Скорость подачи проволоки
Скорость движения
Положение горелки
Защитный газ
Это может показаться сложной задачей, но любой хороший производитель сварочного оборудования r будет иметь в штате инженеров, которые помогут с этим процессом.
4. Программирование, тестирование и отладка
Для программирования сварочного аппарата требуется обученный специалист для первоначального запуска. Это необходимо сделать только при первой настройке системы. Общие программы технического обслуживания и графики сварки могут быть созданы и изменены с небольшим обучением на протяжении всего срока службы системы.
После того, как ваша система установлена и правильно запрограммирована, пришло время расслабиться и наблюдать, как система творит чудеса!
5. Объединитесь с подходящим поставщиком автоматизированной сварки
Наконец, объединитесь с авторитетным поставщиком автоматизации сварки , который будет сопровождать вас на каждом этапе пути. Команда Bancroft Engineering всегда рядом, чтобы обеспечить успех вашей новой сварочной системы, от концепции до установки и запуска!
Bancroft предлагает как индивидуальные сварочные аппараты, так и разнообразное стандартизированное сварочное оборудование со склада, такое как позиционеры, ротационные сварочные аппараты Welda-Round, шовные сварочные аппараты, сварочные токарные станки и многое другое!
Как настроить сварочный аппарат для начинающих
Большинство сварочных аппаратов требуют установки напряжения, которое влияет на нагрев. Этапы настройки сварочного аппарата различаются в зависимости от многих факторов, включая тип сварки.
Сварочные аппараты для сварки МИГ, ВИГ и сварки электродом используют разные настройки. Вот что вы должны знать. Существует более десятка различных типов сварочных аппаратов в зависимости от ваших требований, поэтому убедитесь, что вы понимаете, с каким типом и толщиной металла вы собираетесь работать чаще всего.
Содержание
1
Настройка для различных типов металла
Многие настройки сварочного аппарата зависят от типа металла, который вы планируете склеивать. Обычно свариваемые металлы включают медь, углеродистую сталь, нержавеющую сталь и алюминий.
Тип металла определяет наилучшие настройки и параметры, такие как:
Толщина металла
Защитный газ
Электрод/присадочная проволока
Полярность
Напряжение
Скорость подачи проволоки
Расход газа
Каждый металл имеет разные температуры плавления и уровни теплопроводности. Различные свойства влияют на эффективность различных методов и настроек сварки.
Изображение
Характеристики
Оценка
Цена
Лучший MIG Сварочный аппарат
Lincoln Electric 180 MIG Сварочный аппарат
180 ампер может сваривать 1/2 «толстую мягкую сталь
Готовый алюминиевый шпулемет
3 года гарантии
Чрезвычайно надежный и долговечный
9.5
Проверить цену на Amazon
9017 1
Best TIG Welder
AlphaTIG 200 A TIG/Stick Сварочный аппарат
Простой пользовательский интерфейс
Удивительная поддержка клиентов
Универсальное питание 120 В или 240 В
ПВ 60 % при 200 А
8.8
Узнать цену на Amazon
Лучший мультипроцессор
Miller Electric — Miller Multimatic 215 9 0009
Известный производитель сварочного оборудования
Двойные газовые линии — без переключения между MIG/TIG
Работает от сети 115 или 220 В
Портативный и чрезвычайно легкий вес 38 фунтов
8. 2
Проверить цену на Amazon
9025 8
Настройка толщины металла
Толщина металла является важным фактором при настройке различных сварочных аппаратов.
Знание толщины металла помогает определить лучший электрод для сварки электродом и сварки TIG. Некоторые электроды обеспечивают более глубокое проплавление, что помогает обеспечить более прочный сварной шов с более толстыми материалами.
При сварке MIG толщина металла определяет требуемую силу тока. Вам потребуется примерно 1 ампер мощности на каждые 0,001 дюйма толщины:
1/16 дюйма: 65 А
1/8 дюйма: 125 А
1/4 дюйма: 250 А
Максимальная сила тока типичного сварочного аппарата составляет около 250 А. Правило 1 ампер на 0,001 дюйма металла сужается примерно на 1/4 дюйма. Сварщик MIG с силой тока от 250 до 300 ампер должен без труда сваривать сталь толщиной от 1/2 до 3/4 дюйма.
Выберите правильный газ
Для сварки MIG и TIG требуется защитный газ для получения высококачественных сварных швов. Защитный газ предотвращает контакт сварочной ванны с окружающей атмосферой.
Газ защищает сварной шов от кислорода и водорода, что может привести к пористости и избыточному разбрызгиванию. Общие варианты защитного газа включают:
Аргон
Гелий
Углекислый газ (CO 2 )
Кислород
Азот
Водород 900 34
Аргон является наиболее часто используемым защитным газом. Аргон — бесцветный негорючий газ без запаха. Он часто используется в качестве основного газа для создания смеси защитных газов для различных сварочных ситуаций.
Гелий обладает высокой теплопроводностью, что помогает поддерживать более горячую дугу для получения более широкого и глубокого валика. Использование гелия в качестве защитного газа полезно при работе с металлами с высокой теплопроводностью, такими как медь, алюминий и магний.
Гелий стоит дороже аргона и требует более высокой скорости потока. Добавление от 5% до 10% аргона может помочь сделать газ более экономичным.
Углекислый газ (CO 2 ) является наиболее доступным защитным газом и обеспечивает глубокое проникновение, но снижает стабильность дуги. Его часто используют для разбавления аргона или гелия.
Кислород, азот и водород являются полуинертными или активными газами. Защитные газы обычно защищают сварной шов от этих элементов. Однако добавление небольшого количества кислорода может улучшить стабильность дуги.
Аргонно-кислородная смесь может использоваться для сварки углеродистой и нержавеющей стали. Тем не менее, добавление слишком большого количества кислорода может сделать сварной шов более хрупким.
Водород улучшает текучесть сварочной ванны. Добавление водорода может привести к более чистым сварным швам при работе с нержавеющей сталью и никелем. Это также сужает электрическую дугу и помогает поддерживать более высокую температуру, что приводит к лучшему проплавлению.
Водород в высоких концентрациях не следует использовать для обработки чугуна, углеродистой стали, магния или алюминия, так как это может сделать основной материал более хрупким. Азот может стабилизировать электрическую дугу при сварке нержавеющей стали или алюминия.
Если вы не уверены, какой защитный газ подходит для вашей установки, начните со 100% аргона или смеси аргона с небольшим количеством углекислого газа. Если сварной шов кажется пористым, используйте меньше углекислого газа.
Выберите правильный электрод
При сварке MIG используется присадочная проволока/электрод, при сварке электродом используется присадочная проволока, а при сварке TIG используется присадочная проволока/электрод.
Компании производят различные типы стержневых электродов для работы с различными металлами. Система классификации поможет вам понять свойства каждого электрода, например EXXXX.
Буква «Е» указывает на то, что продукт является электродом. Две последующие цифры указывают на прочность на растяжение. Третье число указывает положение, в котором вы можете использовать электрод, например:
1 = плоская, горизонтальная, вертикальная или потолочная
2 = только плоская и горизонтальная позиции
Четвертая цифра относится к типу покрытия и току. Цифра «0» означает натриевое покрытие с высоким содержанием целлюлозы, которое используется только при постоянном + токе.
Электрод E6010 является наиболее распространенным электродом для электродуговой сварки, но только с питанием DC+. Электрод E7018 работает во всех положениях и питании переменным или постоянным током.
Тип присадочной проволоки/прутка также важен при сварке MIG или TIG. Вам может понадобиться присадочный металл на основе никеля при сварке стали или другого металла с высокой температурой плавления с металлом с более низкой температурой плавления.
Установка полярности
Полярность необходима для аппаратов для дуговой сварки и аппаратов для сварки ВИГ. Вам необходимо выбрать между:
Электрод постоянного тока, положительный (DCEP)
Электрод постоянного тока, отрицательный (DCEN)
Переменный ток (AC)
DCEP и DCEN часто используются при сварке стали. Сварка постоянным током обеспечивает более плавную и стабильную дугу. Сварка переменным током рекомендуется для толстых заготовок, так как переменный ток может создавать более высокие температуры.
Настройка напряжения
Напряжение устанавливается на основе информации, приведенной в таблице или руководстве, которое прилагается к вашему сварочному аппарату MIG. Напряжение определяет ширину и высоту валика.
Сварочный аппарат TIG позволяет регулировать напряжение и частоту. Подробную информацию см. в инструкциях производителя.
Настройка скорости подачи проволоки
Скорость подачи проволоки является еще одним важным параметром при использовании сварочного аппарата MIG. Большинство сварочных аппаратов MIG имеют таблицу. Вы смотрите толщину проволоки и напряжение, чтобы определить идеальную скорость подачи проволоки, которая часто составляет от 240 до 29.0 дюймов в минуту (IPM).
Установка расхода газа
Расход газа необходим для сварщиков TIG и MIG сварщиков. Вам необходимо отрегулировать регулирующие клапаны газовых баллонов, чтобы выпустить защитный газ.
«Как поднять октановое число бензина?» — Яндекс Кью
ПопулярноеСообщества
БензинОктановое число
Сергей М. ·1,8 KОтветитьУточнитьMoly-shop112
Moly Shop Моторные масла Присадки Антифризы Liqui Moly и др. европейских брендов. Быстро… · 10 февр 2021 · moly-shop.ru
ОтвечаетКирилл Желанный
Октановое число можно повысить только присадками, если конечно у вас нет собственной лаборатории. Другой вопрос, зачем вам повышать октановое число подходящего бензина? Если заправляетесь на одной заправке и всегда льёте нужный бензин, то применять присадку не нужно.
Иногда, конечно, случается, что вы заправляетесь на малоизвестной заправке из-за нужды. В этом случае повысить октановое число стоит, чтобы перестраховаться. Такими средствами не стоит пользоваться часто, так как состав может влиять на катализаторы. Если интересно, то вот: https://www.moly-shop.ru/product/Octane-Plus
Октановое число — это показатель того, как бензин активно горит. В идеале он должен именно «гореть», а на некачественных АЗС часто используется бензин с высокой детонационной способностью. Такое топливо при сгорании взрывается и сильнее изнашивает поршни, шатуны и цилиндры, что неминуемо ведёт к поломке ГБЦ и выбиванию прокладок.
Например 95 бензин горит не так активно и высвобождает меньше энергии, чем 98 сорт. Высокооктановое топливо чаще используется в спортивных, высокооборотистых машинах, а более низкий сорт на низкооборотистых, в том числе на дизеле. Ну а там уже цетановое число
Специализированный магазин Liqui Moly, Mobil. Оригинальная продукция из ГерманииПерейти на moly-shop.ruКомментировать ответ…Комментировать…Виталий Сельский3,0 K
Неравнодушный человек, не терпящий несправедливости. · 24 нояб 2019
В домашних условиях никак. Нет, конечно, попытаться можно, добавив в топливо самопальные присадки, нафталин например, метанол, но двигатель этими присадками можно угробить. Раньше, на заводах, октановое число бензина поднимали ТЭС (тетраэтилсвинец), теперь это запрещено. Бензин сегодня получают по новым технологиям, недоступным для самопального производства. Отсюда… Читать далее
иван смирнов
6 марта 2020
Даю совет на своём опыте, работал я на нефтеперегоном заводе и сам лично брал сырой бензин марки 80 и на 10 литров… Читать дальше
Комментировать ответ…Комментировать…
Вы знаете ответ на этот вопрос?
Поделитесь своим опытом и знаниями
Войти и ответить на вопрос
Бензиновый коктейль — CheService — Центр Ремонта Автомобилей
Полезное и познавательное….
Не много о том, что Мы заливаем в бак и почему надо менять масло чаще как Я всем рекомендую!
Бензиновый коктейль ………….
Все наши автомобили употребляют в основном «бензиновый коктейль». Некоторых после таких «дегустаций и попоек»буквально «воротит».Так, чем же мы поим своих железных коней, помимо всякого рода присадок и всякой бодяги, посмотрим. А это может быть всем известный нам ацетон! Да он родной, вонючий.
Ацетон официально считается высокооктановой добавкой к бензину. Таких высокооктановых добавок много, наиболее популярный это МЕТИЛТРЕТБУТИЛОВЫЙ ЭФИР — МТБЭ, он просто дешевле АЦЕТОНА. Одна из технологий получения бензина такова — Сначала нефть разгоняют на фракции по температурам кипения которые прописаны в ГОСТах, для каждого вида топлива свои диапазоны температур. Выделяют бензиновую фракцию, остальные фракции опустим (например газолин, октановое число 40, хорошо смешивается с бензином), ну далее, это прямогонный бензин с низким октановым числом около 76. Далее для повышения октанового числа проводят каталитический реформинг этого прямогона, при котором в бензине увеличивается содержание ароматических углеводородов, а именно БЕНЗОЛ, ТОЛУОЛ, КСИЛОЛ, они повышают октан.
Присадки в бензин (свинца и его соединений, серы, нерасщепленных углеводородов и пр.), это как бы не вся беда. Недобросовестные продавцы зачастую разбавляют бензин более дешевым топливом – газовым конденсатом имя которому ГАЗОЛИН. Газолин – настоящее «золотое дно»для торговцев бензином, если его цена составляет в среднем в ТРИ РАЗА ДЕШЕВЛЕ бензина. За недобросовестной торговлей некачественным бензином, недоливами скрываются значительные барыши. Бензин с газолином имеет резкий запах, абсолютно не характерный для качественного бензина.
Газолин наливают вместо бензина или, что чаще всего бывает, смешивают с ним. Если измерить плотность газолина специальным ареометром, то он может показать октановое число порядка 40. Такой бензин практически неспособен поджигаться в тех пропорциях смесей, которые готовит система впрыска двигателя. Вот вам и характерное «цоканье»двигателя, детонация, провалы в динамике. Добавляем в него присадки, мешаем с другим бензином и вот вам «засранец»ваших свечей, а если хуже, то и «головная боль»для движка! А если, так вообщем, газолин +присадки =76! (не сам 76 полученный перегоном). Потом, этот «волшебный»уже 76+присадки=80, этот 80+присадки и чуть-чуть бензина настоящего 92, 93, 95 и т.д. шучу конечно. Но в шутке есть доля шутки, а остальное. Но, а если все-же нечто подобное происходит иногда? Но из 92 -го запросто 95 и 98 так получить (если присадить что-нибудь).
Так, если лужица бензина на асфальте высыхает достаточно быстро, то лужица газолина такого же размера может сохнуть 2-3 недели (это как если сравнить спирт и водку). Одно испаряется и сгорает полностью, другое только пытается это сделать. Да и явно, что спирт дороже водки.
АЗС «сбагривают»бензин газолином, вредными присадками, повышая, таким образом, октановое число бензина и имея явную выгоду при продажах. Практически никогда нельзя будет доказать причастность конкретной АЗС к тому, что именно их бодяга вывела ваш автомобиль из строя (ведь газолин это же фракция перегона нефти, почти бензин, но намного дешевле бензина). Именно поэтому, некоторые предпочитают заправляться 92-м бензином, но не с целью копеечной экономии, а, обоснованно подозревая, что 95-й получен из 92-го путём добавления присадок либо что чаще всего – газолином+высокооктановых присадок, например ферроцен, убивающего свечи и поверхности поршневой системы) для повышения октанового числа. А присадки со свинцом не только засоряют инжекторы, но и выводят из строя катализаторы.
Итак, вернемся к каталитическому реформизму при котором в бензине увеличивается содержание ароматических углеводородов, а именно БЕНЗОЛ, ТОЛУОЛ, КСИЛОЛ, они повышают октан.
После реформизма октановое число становится около 92-93. А далее, для того, чтобы ещё выше поднять октан, к 92-му бензину добавляют как высокооктановые ДОБАВКИ так и повышающие октан ПРИСАДКИ. А именно — высокооктановые ДОБАВКИ МЕТИЛТРЕТБУТИЛОВЫЙ ЭФИР — пахнет полынью или АЦЕТОН их добавляют много.
Повышающие октан ПРИСАДКИ это в основном металлоорганические соединения их требуется значительно меньше. Причём у нас в основном льют МТБЭ, но в странах у которых мощное производство ацетона (вспоминается Вьетнам) только его и льют в бензин. Таким образом удаётся поднять октан до 95. А для 98 бензина добавляют ещё больше МТБЭ и повышающую октан присадку — Феррада.
Хороший 95 бензин всегда пахнет полынью, именно из-за содержания МТБЭ (признавайтесь кто нюхал и где заправляетесь).
Так что добавлять АЦЕТОН как бы правильно и грамотно, он действительно эффективно повышает октановое число. А главное это безопасно, никаких резинок он не испортит. Однако использование ацетона ввиду его чрезвычайно вредного воздействия на здоровье людей и на окружающую среду нежелательно. Но кто задумывается об этом, когда есть соблазн такого «навара. Гораздо более агрессивен МТБЭ, но как видите машины на нём ездят. Более того, ацетон облегчит запуск двигателя зимой особенно карбюраторных, т.к. ацетон очень летуч даже на морозе. Пробовал как-то, добавлял на полный бак бензина 300-500 мл. чистого ацетона. Эффект был! Полезно иногда пользоваться зимой. Но без фанатизма конечно.
Также эффективной добавкой является ТОЛУОЛ и КСИЛОЛ их можно купить, многие бытовые растворители на основе толуола.
А вот когда на заправках «калапуцают» сами из 92 бензина 95, они естественно не имеют МТБЭ, потому как для них он дорог и его надо много. Они поступают проще, берут повышающую октан присадку – Ферроцен (стоит он копейки по сравнению с последующей выгодой), это порошок, железоорганическое соединение и растворяют в 92 бензине. Его надо немного чтобы поднять октан с 92 до 95, но его кидают много, потому что исходный дешёвый бензин бывает октаном ниже 92.
На содержание железоорганических присадок имеется очень строгий ГОСТ, который в данном случае не соблюдается. Проблема заключается в том, что при сгорании ферроцен даёт окись железа — ржавчину, которая осаждается на свечах и образует РЫЖИЙ налёт ржавчины, которая сильно снижает ресурс свечей, они начинают прошивать.
Рекомендую: Тем кто постоянно заправляется на одной и той же заправке иногда после пробега в 1-2 тысяч км выворачивать свечи и проверять их состояние. Так вы проверите надежность заправки и сбережете машинку на будущее!!!!!!!!!!
Но самое страшное, что дисперсная ржавчина попадает в масло и начинает полировать абразивом двигатель внутри, что приводит к значительному снижению ресурса двигателя.
Спирт (здесь имеется ввиду этиловый) добавлять в бензин не рекомендуют, потому как он мало растворяется в бензине и если налить чуть больше, смесь расслоится и спирт выпадет на дно бака, особенно если есть влага, он выпадет почти весь. Лучше растворяется МЕТИЛОВЫЙ спирт. Его также применяют для удаления скопившегося конденсата в топливном баке ,из расчета грамм 150-200 на полный бак топлива. Он соединяется с конденсатом, затем смешивается с бензином и сгорает в камере сгорания и «разит»потом от машинки перегаром.
Исходя из всего этого можно понять, что происходит с нашим моторным маслом, в момент эксплуатации Вашего авто. Всем советую менять моторное масло по мото часам!!! Из проведённых расчётов это где то от 5т.км. до 7т. км. Ну а Вам решать надо это или нет. Всем удачи и хорошего настроения. С уважением Ваш Che .
Рейтинг бензина по октановому числу | Proceedings
Лейтенант-коммандер Винсент Х. Годфри и лейтенант Ральф Р. Герли, ВМС США
Использование термина октановое число для обозначения качества бензина стало распространенным среди нефтеперерабатывающих заводов и агентств по сбыту. Он также начинает использоваться в автомобильной промышленности. Анонсирован селектор октанового числа на одном недорогом автомобиле.
Фактическая оценка бензина по октановому числу — это процесс, которым активно занимаются очень немногие военно-морские офицеры или, если уж на то пошло, очень немногие гражданские лица, но знание этого процесса и его значения как в отношении бензина, так и в отношении двигателя в которых он будет использоваться, не может не представлять значительного интереса для всех морских офицеров как фактических или потенциальных владельцев автомобилей и руководителей эксплуатации моторных лодок. Для авиатора понимание значения октанового числа, методов и причин его повышения имеет активное и жизненно важное значение.
В последующих абзацах делается попытка дать определение этому сравнительно недавнему развитию бензиновой и автомобильной промышленности в назидание той большой группе лиц, у которых нет ни времени, ни желания вникать в хитросплетения химии и физики бензина. октановое число, но которые, тем не менее, требуют умеренного знания его значения применительно к бензину для двигателей внутреннего сгорания. Кратко обсуждается связь между октановым числом и бензиновыми двигателями, а также способ определения октанового числа и методы, используемые для его улучшения.
До недавнего времени весь бензин, как и вся Галлия, делился на три части, а именно: «Hi-Test» или экстра-хороший бензин, стандартный (прямой) бензин и дешевый (третьего сорта) бензин. Разделительные линии между этими тремя сортами бензина были более четко проведены по цене, чем по свойствам самих бензинов. Появление двигателя высокой степени сжатия, который будет стучать, если не будет работать на высококачественном бензине, вызвало потребность в определенной классификации бензинов, которая была бы критерием их пригодности для использования в двигателях с различной степенью сжатия.
Соотношение между качеством бензина и степенью сжатия двигателя, для которого подходит этот бензин, требует некоторого объяснения. Во-первых, степень сжатия двигателя может быть определена как отношение объема цилиндра над поршнем в нижней части его хода к объему цилиндра над поршнем в верхней части его хода. Когда заряд паров бензина и воздуха, втянутых в цилиндр на такте всасывания, сжимается за счет движения поршня вверх, его температура и давление повышаются. Чем меньше конечный объем над поршнем, тем большее давление необходимо для сжатия заряда до такого размера. Чем сильнее сжимается заряд, тем выше конечная температура и давление, достигаемые перед воспламенением, которое происходит непосредственно перед достижением вершины такта сжатия. Следовательно, в двигателе с высокой степенью сжатия (с большой степенью сжатия) температура и давление в момент воспламенения выше, чем в двигателе с низкой степенью сжатия. У каждого бензина есть определенная «критическая» температура и давление, выше которых он перестает равномерно гореть и самопроизвольно детонирует со взрывной силой. Если эта критическая точка достигается до воспламенения искры, заряд предварительно воспламеняется (самопроизвольно) и детонирует, вызывая явление, известное как детонация, подобное тому, которое возникает при слишком далеком продвижении искры при подъеме на холм или при предварительном воспламенении. воспламенение, вызванное раскаленными углеродными отложениями. Даже лучшие прямогонные бензины будут детонировать в двигателях со степенью сжатия выше 7:1.
Однако, вообще говоря, детонация в двигателе с высокой степенью сжатия является результатом детонации только части паротопливного заряда. После воспламенения от искры заряд начинает гореть, пламя быстро, но равномерно распространяется от точки воспламенения (точки свечи зажигания) в пространство сгорания. По мере горения температура и давление в цилиндре быстро растут. Часть заряда, еще не достигнутая пламенем, сжимается и нагревается по мере продвижения пламени. Если горение будет достаточно быстрым, температура и давление в баллоне превысят критическую точку для парового заряда и оставшаяся несгоревшей часть заряда взорвется с сопутствующим детонационным стуком. Эта детонация, происходящая вблизи верхнего положения поршня, когда поворотный рычаг кривошипа мал, приводит к большим нагрузкам на двигатель.
Поскольку двигатель с высокой степенью сжатия имеет сравнительно высокие температуру и давление в цилиндре в момент воспламенения, отсюда следует, что бензин, который можно использовать в нем без детонации, должен иметь высокую критическую точку по отношению к этим температурам и давлениям и должен быть относительно медленным горением. Эти два качества, по-видимому, идут рука об руку и характерны для высококачественных бензинов, в то время как низкие критические значения и быстрое сгорание характерны для более бедных сортов. Чтобы различать эти марки бензина, была разработана методика оценки по октановому числу.
Октановое число бензина представляет собой процентное содержание изооктана (по объему) в смеси изооктана и нормального гептана, которое в стандартном двигателе при аналогичных условиях точно воспроизводит детонацию, создаваемую в этом двигателе бензином обсуждаемый.
Изооктан представляет собой чистый углеводород и представляет собой прозрачную жидкость при атмосферных условиях. Он сравнительно медленно сгорает в цилиндре двигателя и имеет высокую критическую точку. Следовательно, он не имеет тенденции к детонации в нормальных условиях, встречающихся в двигателе. С другой стороны, нормальный гептан, который также представляет собой чистый углеводород с другой формулой, но по внешнему виду напоминающий изооктан, сгорает очень быстро и склонен к детонации при сравнительно низких давлениях и температурах. Смешивая эти две жидкости в различных пропорциях, можно воспроизвести в цилиндре двигателя стук любого общеупотребительного ныне бензина. По этой причине они используются в качестве эталонов для сравнения детонационных характеристик бензинов.
Прежде чем перейти к стандартному двигателю и методу определения октанового числа, следует развеять довольно распространенное заблуждение. Октановое число не относится к количеству изооктана, присутствующего в бензине. Хотя и изооктан, и нормальный гептан присутствуют в большинстве бензинов, они всегда присутствуют в очень малых количествах, а октановое число не связано с фактическим количеством изооктана в топливе. Другие углеводороды, присутствующие в гораздо больших количествах, фактически определяют антидетонационные свойства бензина. Поэтому октановое число следует рассматривать лишь как условное значение (определяемое в специально сконструированном лабораторном двигателе) для сравнения антидетонационных свойств бензинов.
Каждый бензин представляет собой сложную смесь различных углеводородов, некоторые из которых, подобно изооктану, сгорают медленно и таким образом препятствуют детонации, а другие, например гептан, сгорают быстро и вызывают детонацию. Процентное содержание этих различных углеводородов или фракций различается для каждого бензина, и на сегодняшний день было невозможно точно предсказать с помощью химического анализа, каковы будут окончательные антидетонационные свойства. Однако результирующая склонность любого бензина к детонации характерна для этого бензина и зависит от источника сырой нефти, из которой он получен, и методов, используемых при его очистке.
Авиационный бензин для военно-морского флота проверяется на октановое число на военно-морской инженерной экспериментальной станции США в Аннаполисе, штат Мэриленд, следующим образом. Используется двигатель Ethyl Gasoline Corporation Series 30. Этот двигатель состоит из одноцилиндрового двигателя со вспомогательным оборудованием, приводимого в движение с постоянной скоростью 900 об/мин. синхронным двигателем и работает при постоянной температуре, которая поддерживается испарительной системой охлаждения на основе этиленгликоля. Этот двигатель сжигает испытуемый бензин при фиксированных условиях степени сжатия, положения искры (опережение 16°) и открытия дроссельной заслонки, достаточного для создания слышимого стука. Интенсивность детонации измеряется с помощью прыгающего штифта Мидгли, упирающегося в диафрагму, вставленную в стенку цилиндра. При детонации штифт подпрыгивает, замыкая цепь детонометра. Чем сильнее удар, тем выше отскок штифта и тем дольше цепь остается замкнутой. Эта схема состоит из термического сопротивления, источника постоянного напряжения и пирометра, показывающего температуру термического сопротивления. Чем дольше замыкается цепь на каждом контакте, тем выше температура теплового сопротивления, а значит, выше показания пирометра. Этот пирометр, известный как детонометр, оснащен произвольной шкалой так называемой интенсивности детонации.
Фактическая процедура выглядит следующим образом: Выполняется прогон с использованием испытуемого бензина. Когда условия стабилизируются и появляется слышимый стук, показания детонометра записываются. Исходя из предыдущего опыта, оператор может определить правильные пропорции изооктана и нормального гептана, которые будут давать примерно одинаковые показания детонометра. В соответствии с этим готовят смесь в этих пропорциях и делают вторую попытку с использованием этой смеси. Если результирующее показание детонометра выше, чем у бензина, в смеси недостаточно октанового числа; если ниже, то слишком много. Затем готовится другая смесь с использованием скорректированных пропорций изооктана и нормального гептана, чтобы приблизить ее к показаниям детонометра бензина, и проводится еще один цикл. Затем бензин запускается во второй раз, и, если достигнуто совпадение показаний детонометра, окончательное процентное содержание изооктана, используемого в смеси изооктана и нормального гептана, присваивается как октановое число этого бензина. С практикой можно очень точно оценить, просто по показаниям детонометра, какой процент изооктана следует использовать, но всегда проводится контрольный запуск бензина, чтобы избежать последствий возможных изменений двигателя и обеспечить точность.
Октановое число коммерческого бензина, продаваемого автомобилистам на автомагистралях, варьируется примерно от 60 для самого низкого сорта до 84 для топлива премиум-класса. Для авиационных двигателей с высокой степенью сжатия требуется бензин с октановым числом около 80. (Для бензиновых двигателей Macon требуется топливо с октановым числом не менее 85.) При современных методах очистки неэкономично производить прямогонный бензин с октановым числом намного выше 73. В таком случае, как мы можем получить топливо с достаточно высоким октановым числом для двигателей с высокой степенью сжатия наших современных самолетов и автомобилей?
Октановое число бензина можно повысить тремя способами: путем более селективной очистки; путем смешивания с высокооктановым топливом; или путем добавления небольшого количества химикатов, подавляющих детонацию. Методы переработки постоянно совершенствуются, но октановое число продукта ограничено либо дороговизной переработки и малым выходом на единицу количества нефти, либо характером исходной нефти. Некоторые нефтеперерабатывающие заводы прибегают к смешиванию с другими видами топлива с высоким октановым числом, но и у этого есть свои недостатки, поскольку при таком смешивании снижается тепловая единица на галлон топлива, а стоимость разбавителей обычно выше, что увеличивает стоимость топлива. смесевое топливо. Этанол и метанол, более известные как этиловый и метиловый спирты (зерновые и древесные спирты), используются в сочетании с бензолом во многих европейских странах, но до сих пор не использовались в коммерческих целях в Соединенных Штатах. В настоящее время в Конгрессе ведется некоторая агитация за требование использования этилового спирта в качестве примеси для бензина, но это делается с целью помочь фермеру, а не из каких-либо внутренних достоинств смеси. Вероятно, это повысит цену топлива для потребителя.
Здесь мы снова отвлеклись, чтобы отметить, что изооктан, если его использовать для повышения октанового числа, подпадает под категорию смесевого топлива. В этом случае большие проценты, которые потребуются для достижения каких-либо существенных улучшений, и высокая стоимость в 18 долларов за галлон эффективно препятствуют любому такому использованию. Изооктан сам по себе имеет примерно половину эффективности бензола и стоит примерно в 100 раз дороже.
На сегодняшний день наиболее распространенным методом повышения октанового числа бензина является добавление небольшого процента химического вещества, которое способствует более равномерному сгоранию топливного заряда по всему объему камеры сгорания цилиндра. Такими химическими веществами являются карбонил железа и тетраэтилсвинец. Есть несколько других так называемых «ингибиторов детонации» этого типа, но тетраэтилсвинец, безусловно, является наиболее эффективным и наиболее широко используемым. Применяется исключительно на флоте для улучшения антидетонационных свойств авиационного бензина. Он получит более широкое признание благодаря использованию в этилированных бензинах, продаваемых в качестве топлива премиум-класса на заправочных станциях.
При переработке октановое число бензина регулируется тщательным контролем низкокипящих фракций, главным образом пропана, бутана и изопентана, которые имеют очень высокие антидетонационные свойства.
При смешивании октановое число получаемого топлива зависит от процентного содержания добавляемого смешиваемого топлива. В случае автомобильного бензина с октановым числом около 63 добавление 40 процентов по объему бензола увеличивает октановое число примерно до 80. Как при очистке, так и при смешивании используемый метод заключается в увеличении процентного содержания медленно горящих компонентов с высокие критические точки за счет более бедных соединений, способствующих детонации. Химические ингибиторы детонации действуют иначе и требуются только в очень малых количествах.
Действие тетраэтилсвинца на подавление детонации или детонации в двигателях с высокой степенью сжатия трактовалось по-разному. Одна из теорий состоит в том, что коллоидный свинец отделяется от его суспензии в дибромиде этилена под действием тепла и давления, и каждая из частиц, рассеянных по заряду, окисляется с выделением большого количества тепла, образуя таким образом ядро раскаленного вещества, которое воспламеняет часть заряда в непосредственной близости. Таким образом обеспечивается равномерное воспламенение всего заряда и не возникает волна давления, которая, ударяясь о стенки и верхнюю часть цилиндра, вызывает детонацию. Другая и противоречивая теория гласит, что частицы коллоидного свинца под действием тепла и давления образуют бромиды свинца, которые при этих температурах находятся в твердом состоянии (эндотермический процесс). Эти твердые частицы оседают на всех острых выступах и горячих точках, которые в противном случае могли бы вызвать преждевременное воспламенение и детонацию. Покрытие из свинца увеличивает радиус кривизны потенциального распространения пламени в каждой точке. Результирующее снижение интенсивности тепла вместе с происходящим поглощением тепла предотвращает преждевременное зажигание и вызывает нормальное горение. В любом случае известно, что присутствие инертного вещества (газообразного или твердого) в заряде взрывчатого вещества повышает температуру, необходимую для самовоспламенения, и замедляет скорость распространения пламени, предотвращая тем самым детонацию.
Во флоте процесс повышения октанового числа бензина путем добавления тетраэтилсвинца обычно называют легированием бензина. Военно-морской флот покупает свой авиационный бензин нелегированным, и различные военно-морские предприятия добавляют его в соответствии с октановым числом, требуемым двигателями, в которых он будет использоваться.
Добавление указанного количества тетраэтилсвинца к разным бензинам не обязательно приводит к одинаковому увеличению октанового числа. Каждый бензин по-своему реагирует на добавление тетраэтилсвинца. Влияние на октановое число, вызванное добавлением тетраэтилсвинца к любому бензину, известно как восприимчивость этого бензина к свинцу, и эта восприимчивость к свинцу сильно различается для разных бензинов. Эта характеристика топлива определяется для всех бензинов, предлагаемых флоту, на Инженерно-экспериментальной станции путем проведения прогонов по октановому числу на двигателе «30-й серии» с каждым бензином в исходном, нелегированном, а затем с различными концентрациями тетраэтилсвинца. добавлено (обычно 1, 2 и 3 кубических сантиметра на галлон). Результаты этих прогонов, нанесенные на график с октановыми числами в виде координат и куб.см. чистого тетраэтилсвинца по оси абсцисс определяют восприимчивость этого бензина к свинцу. На рис. 1 представлена типичная кривая чувствительности авиационного бензина к свинцу. Большие количества, чем 5 куб.см. тетраэтилсвинца на галлон не улучшают октановое число, а в некоторых случаях даже снижают его.
Тетраэтилсвинец поставляется на различные военно-морские станции в виде этиловой жидкости, представляющей собой раствор тетраэтилсвинца в дибромиде этилена. Функция дибромида этилена состоит в том, чтобы предотвратить отложение свинца на свечах зажигания, седлах клапанов и стенках цилиндров и обеспечить его вынос с выхлопными газами. К сожалению, в жидкостях, поставляемых на флот в разное время и разными производителями, пропорции чистого тетраэтилсвинца различаются. Поэтому эти кривые восприимчивости к свинцу следует использовать с должной осторожностью.
Каждое военно-морское предприятие, использующее авиационный бензин, имеет инструкции, определяющие октановое число топлива, используемого в его двигателях. Ссылаясь на кривую восприимчивости поставляемого бензина по контракту, активность находит куб. чистого свинца на галлон бензина для достижения требуемого октанового числа. Это количество куб. свинца превращается в куб. жидкости на галлон топлива путем умножения на соотношение жидкости и свинца, указанное на контейнере, в котором доставляется этиловая жидкость. Если куб.см. чистого свинца использованы в качестве абсцисс кривой восприимчивости, интерполяция к cc. этиловой жидкости становится весьма вовлеченным.
В дополнение к октановому числу 73 военно-морской флот требует, чтобы авиационный бензин сгорал без детонации и потери мощности (пригоден для продолжительной эксплуатации) при степени сжатия не менее 6:1 в двигателе с регулируемой степенью сжатия, разработанном Национальный консультативный комитет по аэронавтике. На самом деле степень сжатия этого двигателя увеличивается для последовательных запусков до тех пор, пока не будет достигнута самая высокая полезная степень сжатия, о чем свидетельствует разрушительная детонация, возникающая при любом увеличении степени сжатия. H.U.C.R. (наивысшая полезная степень сжатия) бензина — это степень сжатия, при которой тормозная мощность испытуемого двигателя начинает падать. В этот момент стук приближается к разрушительной интенсивности. На этом двигателе становится очевидным, что топливо с более высоким октановым числом сгорает без детонации при более высокой степени сжатия, чем топливо с более низким октановым числом.
Степень сжатия является определенной величиной для любого двигателя. Его можно изменить только изменением конструкции или применением специальных головок цилиндров или поршней. Различные марки двигателей могут иметь одинаковую степень сжатия, хотя форма камеры сгорания и расположение свечей зажигания могут быть совершенно разными. Очевидно, что последние два фактора будут оказывать решающее влияние на распространение пламени в паровом заряде; следовательно, от доли заряда, который может взорваться. Таким образом, между двигателями разной конструкции, имеющими одинаковую степень сжатия, будет довольно сильно различаться октановое число самых бедных бензинов, которые будут гореть без детонации и детонации. Однако степень сжатия остается решающим фактором при выборе подходящего топлива для двигателя.
Из этого следует, что для данной степени сжатия наиболее эффективно спроектирован тот двигатель, который может развивать расчетную мощность при сжигании топлива с самым низким (с наименьшим октановым числом) без детонации. Интересно отметить, что в серии исчерпывающих испытаний автомобильных двигателей, сгруппированных по степени сжатия, были обнаружены различия в целых 7 октановых чисел в топливах, которые сгорали при данной степени сжатия без детонации. Эти различия были связаны с различной формой камеры сгорания, расположением свечей зажигания, эффективностью охлаждения и различными металлами, используемыми в поршнях и головках цилиндров.
Производители автомобилей быстро обращают внимание на октановое число и прилагают все усилия для разработки своих двигателей таким образом, чтобы обеспечить преимущества высокой степени сжатия наряду с возможностью использовать топливо со сравнительно низким октановым числом.
Описанный здесь метод оценки топлива по октановому числу имеет свои ограничения. Например, в конечном итоге может быть широко использовано топливо с октановым числом, превышающим 100 процентов, и в этом случае октановое число не может быть получено по указанной выше шкале, поскольку 100-процентное изооктановое число является наилучшей смесью, которую можно получить с используемые стандарты. Сопоставление результатов очень затруднено из-за сложности получения абсолютно одинаковых условий работы на любых двух испытуемых двигателях. В конечном итоге может быть получена более абсолютная шкала характеристик, основанная на химическом и физическом поведении топлива без привязки к стандартному испытательному двигателю. Преимущества такого метода сравнения очевидны; а между тем, поведение на стандартном двигателе — наш единственный критерий сравнительной производительности, а единицей шкалы является октановое число
Октановое число | технология | Британика
Развлечения и поп-культура
География и путешествия
Здоровье и медицина
Образ жизни и социальные вопросы
Литература
Философия и религия
Политика, право и правительство
Наука
Спорт и отдых
Технология
Изобразительное искусство
Всемирная история
В этот день в истории
Викторины
Подкасты
Словарь
Биографии
Резюме
Популярные вопросы
Инфографика
Демистификация
Списки
#WTFact
Товарищи
Галереи изображений
Прожектор
Форум
Один хороший факт
Развлечения и поп-культура
География и путешествия
Здоровье и медицина
Образ жизни и социальные вопросы
Литература
Философия и религия
Политика, право и правительство
Наука
Спорт и отдых
Технология
Изобразительное искусство
Всемирная история
Britannica объясняет В этих видеороликах Britannica объясняет различные темы и отвечает на часто задаваемые вопросы.
Britannica Classics Посмотрите эти ретро-видео из архивов Encyclopedia Britannica.
#WTFact Видео В #WTFact Britannica делится некоторыми из самых странных фактов, которые мы можем найти.
Demystified Videos В Demystified у Britannica есть все ответы на ваши животрепещущие вопросы.
На этот раз в истории В этих видеороликах узнайте, что произошло в этом месяце (или любом другом месяце!) в истории.
Студенческий портал Britannica — это главный ресурс для учащихся по ключевым школьным предметам, таким как история, государственное управление, литература и т. д.
Портал COVID-19 Хотя этот глобальный кризис в области здравоохранения продолжает развиваться, может быть полезно обратиться к прошлым пандемиям, чтобы лучше понять, как реагировать сегодня.
100 женщин Britannica празднует столетие Девятнадцатой поправки, выделяя суфражисток и политиков, творящих историю.
Изобретение относится к области машиностроения, а именно к передней части автомобиля, содержащей бампер и расположенный позади бампера охлаждающий модуль, который удерживается посредством первых и разъемных вторых удерживающих средств. Первые удерживающие средства допускают перемещение охлаждающего модуля с одной степенью свободы в противоположном от бампера направлении при разъединении вторых удерживающих средств. Вторые удерживающие средства выполнены с возможностью разъединения за счет отклонения бампера назад. Охлаждающий модуль содержит радиатор и охватывающую радиатор раму. Рама выступает за обращенную к бамперу переднюю сторону радиатора. Обеспечивается возможность избежания значительных повреждений системы охлаждения автомобиля при фронтальном столкновении. 8 з.п. ф-лы, 4 ил.
Данное изобретение относится к передней части автомобиля, содержащей бампер и расположенный позади бампера охлаждающий модуль.
Бампер такой передней части предусмотрен для пластичной деформации при столкновении с препятствием или другим автомобилем и при этом целенаправленного поглощения кинетической энергии. Когда величина деформации больше имеющегося обычно между бампером и охлаждающим модулем воздушного зазора, то бампер и модуль приходят в контакт друг с другом, а также деформируется радиатор, так что его необходимо ремонтировать или заменять с большими затратами. Структура радиатора состоит большей частью из тонких стальных листов с небольшой несущей способностью, деформация которых почти не вносит вклад в желаемое поглощение кинетической энергии, которые, однако, уже при легком столкновении могут деформироваться так сильно, что радиатор больше не работает. Когда это происходит, автомобиль больше не способен самостоятельно двигаться и должен быть отбуксирован, даже если в остальном последствия происшествия ограничиваются повреждениями кузова.
Целью данного изобретения является создание передней части автомобиля, которую после столкновения можно ремонтировать с небольшими затратами и при которой уменьшается опасность буксировки автомобиля лишь из-за повреждения радиатора.
Эта цель достигается согласно изобретению за счет того, что в передней части автомобиля, содержащей бампер и расположенный позади бампера охлаждающий модуль, охлаждающий модуль удерживается посредством первых и разъемных вторых удерживающих средств, при этом первые удерживающие средства допускают перемещение охлаждающего модуля с одной степенью свободы в противоположном от бампера направлении, когда вторые удерживающие средства разъединены, и вторые удерживающие средства выполнены с возможностью разъединения за счет отклонения бампера назад. Эта конструкция позволяет охлаждающему модулю уклоняться от бампера при его отклонении назад без необходимости преодоления существенного сопротивления, которое могло бы приводить к обоюдному повреждению бампера и охлаждающего модуля.
Передняя часть согласно изобретению особенно проста в реализации, когда степень свободы является степенью свободы поворота. В частности, в этом случае первые удерживающие средства могут сами задавать ось поворота для движения уклонения охлаждающего модуля.
Охлаждающий модуль и бампер должны быть разделены зазором так, что не каждое движение отклонения бампера назад обязательно действует на охлаждающий модуль.
Разъединяемые за счет отклонения бампера назад вторые удерживающие средства могут быть образованы, в частности, открытым в направлении движения автомобиля зажимом и введенным в открытую сторону зажима выступом. При этом выступ может быть неподвижно соединен с охлаждающим модулем, а зажим может быть неподвижно соединен с жесткой при нормальных рабочих условиях автомобиля несущей структурой передней части, или, наоборот, зажим соединен с охлаждающим модулем, а выступ — с несущей структурой.
Выступ может просто удерживаться в зажиме за счет фрикционного замыкания; однако предпочтительно зажим является деформируемым, и выступ входит с геометрическим замыканием в зажим так, что для освобождения выступа из зажима необходимо преодолевать настроенное на эту функцию сопротивление зажима.
Зажим является предпочтительно эластично деформируемым так, что для восстановления расположения охлаждающего модуля необходимо лишь снова вдавить выступ в зажим.
Охлаждающий модуль предпочтительно содержит радиатор и окружающую радиатор раму. Поскольку от рамы не требуются свойства теплообмена, то она может быть выполнена по существу для обеспечения постоянства формы и прочности. Рама должна выступать за обращенную к бамперу переднюю сторону радиатора для обеспечения того, что при отклонении бампера назад во время столкновения при небольшой скорости в контакт приходит лишь рама с бампером, и для предотвращения непосредственного контакта между бампером и радиатором, который мог бы повредить радиатор.
Для поддержки достижения этой цели рама по обе стороны радиатора может быть снабжена выступающими к бамперу цапфами.
Для защиты радиатора на раме может быть также предусмотрена перекрывающая переднюю сторону радиатора балка. Для защиты радиатора также целесообразно, что обращенная к охлаждающему модулю задняя сторона бампера имеет вогнутое прохождение.
Другие признаки и преимущества изобретения следуют из приведенного ниже описания примеров выполнения со ссылками на прилагаемые чертежи, на которых изображено:
фиг. 1 — относящиеся к изобретению части передней конструкции автомобиля, согласно первому варианту выполнения изобретения, в перспективе;
фиг. 2 — разрез передней конструкции в нормальном состоянии;
фиг. 3 — разрез передней конструкции, аналогичный фиг. 2, в случае столкновения; и
фиг. 4 — передняя конструкция автомобиля, согласно второму варианту выполнения, в перспективе.
На фиг. 1 показаны в перспективе сверху бампер 1 и охлаждающий модуль 2, согласно данному изобретению, в том положении относительно друг друга, которое они занимают в исправной передней части автомобиля. Бампер образован по существу полым механическим профилем, который через (не показаны) сминаемые в продольном направлении автомобиля несущие рычаги, так называемые краш-боксы (Crash Box), закреплен на не показанном жестком передке кузова. Бампер и краш-боксы выполнены известным образом для пластичной деформации при столкновении. За счет этого бампер 1 может отклоняться назад в направлении движения автомобиля. В начальной фазе процесса деформации она концентрируется на краш-боксах и бампере 1, так что при легком столкновении передок защищен от устраняемых с большими затратами труда и стоимости повреждений.
Охлаждающий модуль содержит радиатор 3 по сути известной конструкции, который заключен в называемую также корпусом вентилятора раму 4 из металла или пластмассы. На фиг. 1 рама 4 уменьшена до двух профильных частей справа и слева от радиатора 3; в качестве альтернативного решения, радиатор 3 может быть также окружен сплошной рамой.
Две цапфы 9 на верхних концах проходящих по существу вертикально профильных частей рамы 4 представляют первые удерживающие средства для крепления охлаждающего модуля 2 на передке и входят в отверстия не изображенных, неподвижно соединенных с передком несущих частей. Вхождение цапф 9 в отверстия обеспечивает ограниченное поворотное движение охлаждающего модуля вокруг горизонтальной, проходящей в поперечном направлении автомобиля через обе цапфы 9 поворотной оси, но не возвратно-поступательное перемещение всего охлаждающего модуля 2.
Две профильные части рамы 4 каждая имеет выступающую в сторону на высоте бампера 1 планку 5, из которой выступает штырь 6 к бамперу 1. Два расположенных на расстоянии друг от друга в боковом направлении выступа в виде штифта 7 профилей рамы удерживаются с геометрическим замыканием в эластичных зажимах 8, которые, в свою очередь, неподвижно соединены с передком. Они представляют вторые удерживающие средства для крепления охлаждающего модуля 2 на передке.
Естественно, что в качестве первых удерживающих средств могут быть также образованы цапфы на нижних концах профилей рамы 4, или же выступающие параллельно штифтам 7 в боковом направлении из профилей цапфы могут задавать ось поворотного движения радиатора.
Принцип действия изобретения пояснен на фиг. 2, на которой показан разрез бампера 1 и часть профиля рамы 4 охлаждающего модуля 2 с планкой 5, штырь 6 и штифт 7 на виде сбоку. В показанном здесь исправном состоянии бампер 1 отделен от охлаждающего модуля 2 зазором 10, и бампер 1 и штырь 6 лежат противоположно друг другу на одинаковой высоте. Когда бампер 1 при столкновении отклоняется назад, как показано на фиг. 3, зазор 10 уменьшается, и бампер 1 ударяется в штырь 6 по меньшей мере одного из двух профилей и тем самым оттесняет охлаждающий модуль 2 назад. При этом штифты 7 раздвигают плечи эластично деформируемых зажимов 8 и в конце концов выходят из зажимов 8. В этом состоянии охлаждающий модуль 2 может поддаваться давлению бампера 1 без существенного сопротивления и отклоняться назад, пока на задней стороне охлаждающего модуля 2, т.е. справа на фиг. 3 и 4, имеется место для отклонения. Только если столкновение является достаточно сильным, так что заканчивается и это место, радиатор 4 повреждается между бампером 1 и лежащим за ним препятствием, в большинстве случаев — моторным блоком или выхлопной установкой. Однако при слабых столкновениях достаточно устранить при ремонте повреждения на краш-боксах и, при необходимости, на наружной обшивке кузова; охлаждающий модуль 2 можно просто снова зафиксировать в зажимах 8, и он снова пригоден для использования.
Если радиатор 3 при столкновении остается неповрежденным, то он может в освобожденном из зажимов 8 и отодвинутом назад положении выполнять свои функции для самостоятельного движения автомобиля в ремонтную мастерскую.
В принципе возможно также отказаться от разделения охлаждающего модуля 2 на радиатор 3 и раму 4 и предусмотреть штыри 6 или другой элемент, в который упирается отклоняющийся назад бампер, непосредственно на радиаторе. Однако разделение имеет то преимущество, что повреждение штырей 6 или штифтов 7, которое может возникать при столкновении, может быть устранено быстро и с низкой стоимостью посредством замены соответствующих частей рамы 4 и не требует ремонта на самом радиаторе.
Как показано на фиг. 1, бампер 1 имеет изогнутое прохождение с обращенной к охлаждающему модулю 2 вогнутой задней стороной. При столкновении, которое нагружает бампер 1 примерно симметрично и по всей его ширине, изгиб бампера сохраняется так, что бампер 1 попадает на штыри 6 и вытесняет охлаждающий модуль из зажимов 8, прежде чем может произойти соприкосновение между бампером и самим радиатором 3.
При столкновении с узким препятствием, таким как дерево, которое нагружает бампер 1 лишь на небольшой части его ширины, существует возможность сгибания бампера 1. На фиг. 4 показан вариант выполнения, который и в этом случае обеспечивает защиту радиатора 3. Здесь два штыря 6 заменены балкой 11, которая с выгибанием вперед проходит на высоте бампера 1 от одного вертикального профиля рамы 4 к другому профилю. Эта балка 11 может воспринимать давление бампера 1 и отводить в раму 4 даже тогда, когда бампер 1 изгибается перед радиатором 3, так что и в этом случае обеспечивает возможность того, что охлаждающий модуль 2 отклоняется назад, и радиатор 3 остается неповрежденным.
1. Передняя часть автомобиля, содержащая бампер (1) и расположенный позади бампера (1) охлаждающий модуль (2), который удерживается посредством первых (9) и разъемных вторых удерживающих средств (7, 8), при этом первые удерживающие средства (9) допускают перемещение охлаждающего модуля (2) с одной степенью свободы в противоположном от бампера (1) направлении при разъединении вторых удерживающих средств (7, 8), причем вторые удерживающие средства (7, 8) выполнены с возможностью разъединения за счет отклонения бампера (1) назад, отличающаяся тем, что охлаждающий модуль (2) содержит радиатор (3) и охватывающую радиатор раму (4), причем рама (4) выступает за обращенную к бамперу (1) переднюю сторону радиатора (3).
2. Передняя часть по п.1, отличающаяся тем, что степень свободы является степенью свободы поворота.
3. Передняя часть по п.2, отличающаяся тем, что первые удерживающие средства (9) задают ось поворота.
4. Передняя часть по любому из пп.1-3, отличающаяся тем, что вторые удерживающие средства (7, 8) содержат открытый в продольном направлении автомобиля зажим (8) и введенный в открытую сторону зажима (8) выступ (7).
5. Передняя часть по п.4, отличающаяся тем, что выступ (7) входит с геометрическим замыканием в деформируемый зажим (8).
6. Передняя часть по любому из пп.1-3, отличающаяся тем, что охлаждающий модуль (2) и бампер (1) разделены воздушным зазором (10).
7. Передняя часть по любому из пп.1-3, отличающаяся тем, что на раме (4) по обе стороны радиатора (3) выполнены направленные к бамперу (1) выступы (6).
8. Передняя часть по любому из пп.1-3, отличающаяся тем, что на раме (4) установлена перекрывающая переднюю сторону радиатора (3) балка (11).
9. Передняя часть по любому из пп.1-3, отличающаяся тем, что обращенная к охлаждающему модулю (2) задняя сторона бампера (1) имеет вогнутое прохождение.
Что за новый тюнинг с поднятым носом появился на ВАЗах? | Об автомобилях | Авто
Владимир Гаврилов
Примерное время чтения: 3 минуты
2297
Категория:
Техника вождения
Все чаще стали встречаться старые заднеприводные автомобили ВАЗ с задранным вверх носом. Кажется со стороны, что в багажнике сложены пару десятков «блинов» от штанги, из-за чего задняя подвеска встала на отбойники. Однако это совсем не означает, что машине требуется ремонт. Владелец самостоятельно провел такой тюнинг, чтобы показать, насколько он крут. В моду вновь возвращается стиль Автош, который пришел в Россию из Азербайджана. Чем он знаменит и почему заставляет водителей задирать передние подвески и опускать задние?
Джигитовка на ВАЗах
Изначально автомобили с задранными вверх передками появились в Соединенных Штатах Америки. Там специально занижали заднюю подвеску на так называемых хот-родах, то есть специальных автомобилях, предназначенных для соревнований по драг-рейсингу. Такая конфигурация позволяла сместить часть веса назад, облегчить переднюю часть машины и добиться необычного поведения спорткара. Автомобиль легче входил в занос при контрсмещении.
Правда, азербайджанский вариант тюнинга Автош (Avtosh), который развился в Баку, заметно отличается от американского. Гаражные умельцы из Баку стали специально перебирать подвеску, чтобы сделать машину максимально валкой для проделывания на дороге пугающих акробатических номеров.
Водители, знакомые с поведением ВАЗовской «классики», знают, что при резком контрсмещении машина может на секунду-другую поднимать разгруженное переднее колесо. Среди раллийных пилотов особым шиком считалось проехать по коробку спичек, не раздавив его. Они мастерски раскачивали автомобиль, добиваясь отрыва колеса в тот момент, когда оно достигало коробка. В итоге машина перепрыгивала через положенный на дорогу предмет.
Мастера по тюнингу максимально развили эту конструктивную особенность классических ВАЗов. Поднятая вверх передняя подвеска и демонтированный стабилизатор позволяют легко раскачать машину, чтобы она вставала на три колеса и начинала дрифтить прямо на асфальтовой дороге.
Со стороны кажется, что дорожный хулиган вот-вот попадет в аварию, но водитель справляется с ситуаций, перехватывает накренившийся кузов и выправляет траекторию движения. Окружающие при виде подобных пируэтов впадают в шок, однако водитель проделывает такие приемы еще и еще, пока не добивается всеобщего восторга. Некоторые умельцы могут поставить машину на два боковых колеса и проехать таким образом несколько метров.
Часто Автош-кары используются на свадьбах и иных праздничных мероприятиях, где развлекают публику техникой «джигитовки».
Как меняют конструкцию подвески?
Самый простой способ превратить классический ВАЗ в Avtosh-кар — это поставить спереди пружины и проставки от классической «Нивы», а сзади спилить пружины на 2-2,5 витка. Кузов перекосится и будет выглядеть эффектно, но этот автомобиль не сможет выполнять сложных номеров с подъемом колес.
Настоящий Avtosh-кар должен иметь более шокирующий внешний вид. Высоту подъема подвески тюнеры измеряют обычно «пальцами». Передняя ось поднимается у них на 11-12 пальцев, в то время как задняя лишается штатных пружин, от которых отпиливается 3 витка. Тем самым заднее колесо уходит глубоко в арку, создавая впечатление перегруженного багажника.
Под капотом оставляется штатный мотор, но убирается часть оборудования, чтобы облегчить переднюю часть машины.
Такой автомобиль становился очень опасным на дороге, в особенности на скоростях свыше 50 км/ч. Новичкам ездить на них нельзя. Одно неверное движение рулем или попавшаяся под колеса большая ямка могут привести к заносу и опрокидыванию.
Подобный тюнинг запрещен законом. Столь радикальные изменения в конструкцию классических заднеприводных ВАЗов не сможет утвердить ни одна экспертная лаборатория, выдающая свидетельства о безопасности конструкции транспортного средства (СБКТС). Поэтому Автош превратился в исключительно спортивное увлечение для закрытых площадок наравне с дрифт-карами. Ездить на таких автомобилях по дорогам общего пользования запрещено, хотя нередко находятся смельчаки, готовые попугать других участников движения своими выходками.
75.600+ Вид спереди автомобиля Сток Фото, Ресимлер и Роялти-фри Фото
Фото
Фото
Фото
Иллюстрация
Vektörler
Видео
видео вид спереди автомобиляunu görüntüleyin
75.
611 вид автомобиля спереди сток fotograf ve görselini inceleyin veya daha fazla stok fotograf ve görsel keşfetmek için yeni bir arama başlatın. Код товара:
Популярный
3d иллюстрация — вид автомобиля спереди stok fotoğraflar ve resimler
Общий компактный 3D-иллюстрация
Общий компактный 3D-иллюстрация — вид спереди автомобиля stok fotograflar ve resimler
Общий компактный 3D-иллюстрированный
Общий компактный t beyaz araba 3d illustration-on tarafı görünüm — вид спереди автомобиля stok fotoğraflar ve resimler
Genel kompakt beyaz araba 3D illustration-on tarafı görünüm
3d illustration genel kompakt araç-ön görünüm çekim çekim — car front view сток фото и resimler
3D Illustration genel kompakt araç-ön görünüm çekim çekim
Общий кыргызский араба-он горючий 3d иллюстрация — вид спереди автомобиля стоковые фото и картинки
Общий кыргызский араба-он горючий 3D иллюстрации
современный компактный автомобиль в студии. — вид спереди автомобиля стоковое фото и фото
Современный компактный автомобиль в студии.
farklı yönlerden автомобиль. ян горюм, ён горюм, арка горюм, юст горюм. — автомобиль вид спереди стоковые иллюстрации
Farklı yönlerden Сar. Yan görünüm, ön görünum, arka görünüm, üst…
araba simgesi. oto araç izole edilmiş. ташима симгелери. otomobil silueti ön görünüm. седан araba, araç veya beyaz arka plan üzerinde otomobil sembolü — сток вектор. — вид автомобиля спереди стоковые иллюстрации
Араба simgesi. Oto araç izole edilmiş. Изображение….
Передняя часть современного черного компактного автомобиля, изолированного на белом — вид спереди автомобиля stok fotoğraflar ve resimler
Передняя часть современного черного компактного автомобиля, изолированного на белом
фотореалистичная иллюстрация синего автомобиля — вид спереди автомобиля stok fotograflar ve resimler
Фотореалистичная иллюстрация синего автомобиля
значки автомобилей — серия acme — вид спереди автомобиля стоковые иллюстрации
значки автомобилей — серия Acme
черный универсальный автомобиль — вид спереди — вид автомобиля спереди стоковые фото и фотографии
Универсальный черный автомобиль — вид спереди
Универсальный черный автомобиль — вид спереди — Автомобиль спереди stok fotoğraflar ve resimler
Универсальный черный автомобиль — вид спереди
mutlu genç çift sürücü zevk — Автомобиль спереди stok fotoğraflar ve resimler
Mutlu genç çift sürü cü zevk
синий автомобиль спереди (изолированный с обтравочным контуром на белом фоне) — вид спереди автомобиля посмотреть сток фотографлар ве resimler
Araba iç, ön koltuklar parçası, yakın
car icons — line series — car icons front stock illustrations
car icons — line series
araba bir yolda sürüş — car front view стоковые фото и картинки
araba bir yolda sürüş
иконы автомобилей — спереди виды — черная серия — автомобиль спереди стоковые иллюстрации
Car Icons — Front Views — Black Series
mutlu aile araba izole düz vektör illüstrasyon seyahat — car front view иллюстрации
Mutlu aile araba izole düz vektör illüstrasyon seyahat
компактный куб арабская сеть изолей. ян гёрюшлю, арка гёрюшлю ве ён манзарали араба цв. vektör düz stil illüstrasyon — вид спереди автомобиля стоковые иллюстрации
Компактный внедорожник арабской сети изолей. Yan görüşlü, arka görüşlü ve ön…
kompakt şehir arabası dört açı seti. араба тарафы, арка ве ён горюнум. вектор düz illustrasyon. — автомобиль вид спереди стоковые иллюстрации
Компакт şehir arabası dört açı seti. Araba tarafı, arka ve ön görü
basit bir arabanın ön ve tarafı (siyah siluet) — автомобиль спереди стоковые иллюстрации
Basit bir arabanın ön ve tarafı (siyah siluet)
ulaşım anahat simgeleri düzenlenebilir stoke — вид спереди автомобиля стоковые иллюстрации автомобиль вид спереди стоковые иллюстрации
Düz Ulaşım Simgeleri
ürün atış olarak jenerik modern araba — вид спереди автомобиля stok fotoğraflar ve resimler
Ürün atış olarak Jenerik modern araba
modern genel araba. gerçekçi detaylı vektör araba önden görünümü. orta sınıf седан beyaz arka план üzerinde izole. — вид автомобиля спереди стоковые иллюстрации
Современный общий араб. Gerçekçi detaylı vektör araba önden görünümü.
Fiat Type Egea — вид спереди автомобиля стоковые фото и фотографии
Fiat Type Egea
araba yan ön arka simgeler — вид спереди автомобиля стоковые иллюстрации resimler
универсальный компактный красный автомобиль
kırmızı kompakt cuv yalıtılmış. yan görünum, arka görünum ve ön görünüm ile araç cuv. vektör düz stil illustratio — вид спереди автомобиля стоковые иллюстрации
Kırmızı kompakt CUV yalıtılmış. Yan görüm, arka görüm ve ön gö
araba düz simgesi — вид спереди автомобиля стоковые иллюстрации
araba düz simgesi
araba önden görünüm — car front view сток фото и рисунок
Araba Önden Gö rünüm
siyah arka planda kırmızı jenerik внедорожник — вид спереди автомобиля сток fotograflar ve resimler
Siyah arka planda kırmızı jenerik SUV
önden görünüm karanlık konsept араба силуэт. gerçekçi vektör çizim. — вид автомобиля спереди стоковые иллюстрации
Önden Görünüm karanlık konsept арабский силуэт. Gerçekçi vektör çizim
mavi araba спортивный седан izole. ян манзарали седан, арка горюм ве ён горюм. векторная иллюстрация стиля. — автомобиль вид спереди стоковые иллюстрации
Mavi араба спортивный седан изолей. Yan manzaralı Sedan, arka görünüm…
универсальный красный спортивный автомобиль — вид спереди сток фото и описание
универсальный красный спортивный автомобиль
kurgusal aracın ön görünümü — вид спереди автомобиля сток фото и модификация
Kurgusal aracı n ön görünümü
красный кабриолет. — вид спереди автомобиля стоковые фото и модели
Красный кабриолет.
Genel kırmızı седан араба 3D illüstrasyon — ön yan gorünüm — вид спереди автомобиля сток фото и resimler автомобиль вид спереди стоковые иллюстрации
векторные иконки автомобилей
универсальный серебристый пикап —
универсальный серебристый пикап
cars icons set — вид спереди автомобиля стоковые иллюстрации
Cars icons set
yolda araba sürme — вид спереди stok fotoğraflar ve resimler
yolda araba sürme
beyaz sedan araba — вид спереди автомобиля stok fotoğraflar ve resimler
beyaz sedan araba
white компактный автомобиль — вид спереди автомобиля сток фото и resimler
белый компактный автомобиль
современный автомобиль с камерой. — вид спереди автомобиля сток фото и resimler
современный aracın ön cam.
современный автомобиль для парковки — вид спереди автомобиля stok fotograflar ve resimler
Современный автомобиль для парковки
значки автомобилей, силуэты автомобилей, автомобиль спереди — вид спереди стоковые иллюстрации
иконки автомобилей, силуэты автомобилей, спереди автомобиля
выставочный зал modern mavi coupe spor araba — автомобиль спереди стоковые фото и изображения
Showroom modern mavi coupe spor araba
универсальный черный хэтчбек автомобиль — вид спереди автомобиля stok fotoğraflar ve resimler
универсальный черный хэтчбек автомобиль
beyaz arka plan üzerinde izole beyaz elektrik suv konsept araç önden görünümü — вид спереди автомобиля stok fotoğraflar ve resimler
Beyaz arka plan üzerinde izole beyaz elektrik SUV konsept araç önd
внедорожник автомобиль в студии — изолированный / обтравочный контур — вид спереди автомобиля stok fotoğraflar ve resimler
внедорожник Автомобиль в студии — изолированный / обтравочный контур stok fotograflar ve resimler
siluet siyah spor araba siyah
beyaz sedan araba — вид спереди автомобиля yaklaşan/ön görünümü, monoline kavramı — вид автомобиля спереди стоковые иллюстрации
Kara taşımacılığı simgeler, yaklaşan/ön görünümü, Monoline kavramı
generic beyaz araba 3d illustration — car front view сток фото и resimler
Generic beyaz araba 3D Illustration
deniz kenarı nda bir yolda araba araba — вид спереди автомобиля сток фото и resimler
Deniz kenarında bir yolda araba araba
farklı görünümden мини-микроавтобус gerçekçi vektör çizimler ayarlayın. — автомобиль вид спереди стоковые иллюстрации
Farklı görünümden мини микроавтобус gerçekçi vektör çizimler ayarlayın.
araba ön düz tasarım vektörü — вид спереди автомобиля стоковые иллюстрации
Araba ön düz tasarım vektörü
/100
Car Front End — Etsy Turkey
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное,
присоединяйтесь к сообществу, делающему добро.
(
324 релевантных результата,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик.
Мосты, корабли, самолёты – всё, чем так гордится человечество, первоначально строилось при помощи ковки либо клёпки. В конце 19-го века были проделаны первые опыты по свариванию металлов. Уже в начале 20-го века появились значительные успехи сварки в области создания ответственных конструкций.
Первый мост, созданный методом сваривания, был сделан в СССР в городе Киеве. Он соединил левый и правый берега Днепра. Мощный толчок развитию сварочных технологий, как ни странно, принесла беда. В годы Великой Отечественной Войны на заводах, эвакуированных за Урал, танки стали собирать сваркой. Время потребовало технологию быстрой и качественной сборки, и она была создана в кратчайшие сроки.
После окончания войны, необходимость быстрого восстановления страны подтолкнула внедрение сварочных технологий в различные отрасли народного хозяйства. Не осталась в стороне от этой прогрессивной технологии и космонавтика. Поскольку Советский Союз был пионером в освоении космоса, то сварка на орбите впервые в мире была произведена на советском космическом корабле «Союз-6» в 1969 году.
Именно в это время сваривание металлов прочно вошло во все отрасли народного хозяйства. Клёпка и ковка остались разве что в арсенале мастеров художественных изделий.
Дальнейшее развитие сварочных технологий в современном мире пошло в сторону улучшения самого процесса, наращивания возможностей сварочных аппаратов и расширения областей применения этой прогрессивной техники.
Принципы классификации сварки
Количество способов и видов сваривания различных материалов уверенно перевалило за полторы сотни. Для того, чтобы качественно сварить металлы, необходимо правильно выбрать метод сваривания. В этом поможет классификация видов сварки. Существует множество «самодельных» классификаций, которые создают хаос в данном вопросе и способствуют закупке оборудования, несоответствующего поставленным задачам. Единственно правильным подходом следует считать практику классифицирования по принципу осуществления физического воздействия, степени технического обеспечения и применению различных технологий.
Признаки физического воздействия
Для определения класса сварки необходимо рассмотреть форму приложенной энергии.
Различают три класса сварки:
термический;
термомеханический;
механический.
Термический класс объединяет в себе процессы, происходящие за счёт использования различных видов тепловой энергии. Наибольший объём работ в этом классе выполняется дуговой и газовой сваркой. Эти два вида обязательны в любых производствах, связанных с созданием металлических конструкций или их ремонтом.
Термомеханический класс предполагает два вида воздействия: нагрев и давление. Ярким примером служит контактная сварка, когда электроды одновременно разогревают и сжимают детали. Гораздо реже встречаются другие представители этого класса: дугопрессовая, диффузионная и кузнечная.
Состав механического класса не велик, но достаточно интересен. С одной стороны это экономически выгодные виды сварки, а с другой стороны, они требуют столь специфических условий, что имеют очень малую область применения. Экономическая выгода обусловлена отсутствием нагрева. К этому классу относят холодную сварку давлением (гипербарическая),сварку трением, ультразвуковую сварку и сварку взрывом.
Технические признаки
Для этой классификации задействованы такие принципы:
принцип защиты от окисления;
непрерывность процесса;
уровень механизации.
Качество шва зависит от степени защиты от окисления. Наиболее распространёнными считаются технологии сваривания в среде защитных газов. Часто встречается защита флюсом, пеной и различными комбинированными способами.
Классификация видов сварки по непрерывности процесса не требует особых разъяснений и имеет всего два вида: непрерывные процессы или прерывистые. По степени механизации тоже сильно не мудрили и остановились на следующем варианте классификации:
ручные;
механизированные;
автоматизированные;
автоматические.
Классификация по технологическим принципам
По технологическим принципам виды сварки классифицируются в зависимости от того, какие технологии лежат в основе процесса сваривания. Это очень разветвлённая и не лишённая противоречий классификация, которая постоянно уточняется и обновляется. Например, в отдельный вид выделена технология дуговой сварки, здесь же она разделяется на mig/mag, mma, tig, которые, в свою очередь, разделяются по виду сварочного тока, диаметру и виду электрода и многим другим признакам.
Виды сварки
Ручная дуговая сварка (MMA)
Это основа всех основ. Именно с этого вида сваривания начинался победный марш сварочных технологий по различным отраслям производства. В те времена достаточно было иметь сварочный трансформатор и пачку электродов, чтобы варить везде: от судостроения, трубопроводов, до ворот на даче. В наше время источники сварочного тока стали на порядок легче, намного экономичнее и мощнее. Разработано множество технологий сваривания в зависимости от пространственного положения шва, химического состава и толщины металла.
Основное преимущество данного вида сварки – простота и доступность оборудования, возможность выдвинуться в любую точку на местности (при наличии электросети или мобильного генератора). Из недостатков можно отметить небольшой перечень свариваемых материалов. В основном, это чёрные металлы. Как любой вид ручной работы, требует значительной квалификации сварщика. Особенно это касается сваривания потолочных и вертикальных швов, сваривания толстых листов металла.
Этим видом сваривания охвачено не более 1% от всей массы сварочных работ. Но обойтись без него невозможно, если речь идет о цветных металлах. Этот способ позволяет варить практически всё. Причем шов получается высочайшего качества, даже при сваривании тонких листов металла. Отсюда и область применения этого метода распространяется на судостроение, авиастроение, создание космических аппаратов. Самое массовое применение этого вида сваривания можно наблюдать в автомобилестроении и кузовном ремонте.
Сварка осуществляется вольфрамовым или графитовым электродом в среде, которая создаётся подачей защитного газа в район сварочной ванны. Применяются смеси из активных и инертных газов, в зависимости от материала свариваемых деталей. Основными недостатками этого метода принято считать значительную стоимость работ, которая складывается из дорогого оборудования, расхода газов и использования сварщиков высокой квалификации.
Полуавтоматическая сварка (MIG/MAG)
Этот вид соединения деталей очень похож на предыдущий, но в качестве электрода здесь используется специальная проволока, которая подаётся в зону сваривания автоматически. Для этого в аппаратах MIG/MAG предусмотрен подающий механизм. Защита сварочной ванны от воздействия кислорода воздуха может производиться либо подачей защитного газа, либо применением порошковой проволоки, либо флюсом. Основная область применения полуавтоматов – сваривание цветных металлов и легированных сталей.
Чаще всего в качестве защитного газа используется углекислый газ. Работа на полуавтомате не требует высокой квалификации у сварщика. Ещё один плюс этого вида – его высокая производительность. Поэтому повсеместно распространено использование этого способа на массовых производствах, где имеет место сваривание длинных швов на листовых металлах.
Газовая сварка
Этот вид сваривания имеет больше недостатков, чем преимуществ, но остаётся актуальным более 100 лет. Сразу хочется отметить те преимущества, которые позволяют ему оставаться на плаву:
простота оборудования;
высокая мобильность;
широчайший перечень свариваемых материалов;
сварка и резка «в одном флаконе».
Недостатки, которые сдерживают её применение на производстве, в основном, определяются неизбежно широкой зоной нагрева. Из-за этого процессы происходят медленно с большим расходом газа, что сказывается на себестоимости работ. Ещё один минус – это невозможность автоматизации таких процессов и как следствие — необходимость высокой квалификации сварщика.
Точечная (контактная) сварка
В более широком понимании эта сварка называется контактной, но большее распространение получила одна из её разновидностей – точечная сварка, поэтому в обиходе этот вид соединения деталей называют точечной сваркой. Чаще всего, таким образом сваривают листовую сталь. Листы укладывают внахлёст, сильно сдавливают электродами, по которым пропускается электрический ток в тысячи ампер.
Этот вид не требует особой рабочей квалификации, но невозможен без дорогого оборудования и ограничен в толщине и форме соединяемых деталей. Зато точечная сварка хорошо автоматизируется и имеет высокую производительность. Наибольшее распространение она получила на массовых производствах, конвейерных линиях. Самый яркий и весомый пример – сварочные роботы в автомобильной промышленности.
Механическая сварка
Чаще её называют сваркой взрывом. С её помощью покрывают одни металлы другими. Выполняется за счёт нагрева, который образуется при трении одного металла о другой.
Электрошлаковая сварка
Очень редкий вид, применяется для получения ковано-сварных изделий. Сварочный ток пропускают через шлак, используя в качестве электродов проволоку, стержни и т. п. Результатом прохождения тока получается плавление кромок и присадочных материалов, которые при остывании образуют шов.
Плазменная сварка
Один из тепловых видов сваривания и резки металлов. Очень производительный вид, поддающийся полной автоматизации. Характеристика плазмотрона позволяет создать мощный концентрированный поток плазмы, которым и производится сваривание (чаще резка) металла.
Электронно-лучевая сварка
В этом виде сваривания тепло создаётся электронным лучом. Понятно, что работы должны проводиться в вакуумной камере или на выходе из неё. Вид очень редкий, требует специального дорогого оборудования и применяется в редких случаях.
Лазерная сварка
В отличие от предыдущего вида, лазерная сварка нашла широкое применение в различных отраслях промышленности. Созданы разные типы лазеров (твердотельные, газовые, жидкостные, полупроводниковые), доступные широким слоям населения. Кроме промышленных установок, имеется большое количество самодельных станков с ЧПУ, созданных на основе лазера и микроконтроллерного управления.
Диффузионная сварка
Одна из разновидностей тепломеханической сварки. Детали разогревают и сдавливают одновременно. Для качественного прохождения процессов необходим вакуум. Как следствие, возникает необходимость создания дорогих установок, поэтому применяется только в очень ответственных узлах космической, авиационной и электронной промышленности.
Сварка высокочастотными токами
Специфический вид создания неразъёмных соединений, который традиционно закрепился на автоматизированных линиях по изготовлению трубопроводов. Очень высокопроизводительный и максимально автоматизированный метод. К месту сваривания труб подводится специальный высокочастотный индуктор и через несколько секунд разогретые токами высокой частоты трубы соединены. Ни огня, ни копоти.
Правильный выбор – основа успеха
классификация и характеристика способов сварки
Сварочное соединение считается одним из самых прочных, поэтому используется в строительстве, изготовлении техники и других областях. Но видов сварки существует несколько. Принцип действия везде один — разогрев двух сторон металла до перемешивания состава, чтобы получилась общая молекулярная решетка. Достигается это разными методами. Рассмотрим, какие бывают виды сварки металлов, чтобы лучше ориентироваться при выборе сварочного оборудования.
В этой статье:
Термитная сварка
Электродуговая контактная сварка
Газопламенная сварка
Электрошлаковая сварка
Плазменная сварка
Термомеханический класс сварки
Термитная сварка
Соединение металлов осуществляется путем разогрева кромок при помощи термита. Это специальный порошок, состоящий из мелкой фракции алюминия и железной окалины. Вместо алюминия допустимо применение в составе магния.
Суть термитной сварки состоит в сведении двух сторон изделия, между которыми предусматривается зазор. Концы помещаются в огнеупорную форму, изолирующую металл от внешней среды и задающую ширину и высоту сварочного соединения. К форме подведен бункер (тигль) с термитным порошком.
Стороны изделия предварительно разогревают. Обычно используют пропано-кислородное или керосино-кислородное пламя. После этого термит поджигают в бункере пламенем или запалом и накрывают крышкой. Одновременно открывают подачу из бункера снизу в зону стыковки.
Жидкий металл заливает форму и расплавляет собой окончательно кромки. Происходит сваривание сторон. Затем выжидают, пока изделие не остынет, и убирают форму. На поверхности возможны неровности, наплывы, поэтому может потребоваться механическая обработка.
Термическая сварка применяется для соединения:
рельс;
труб;
контуров заземления;
наплавки металлов;
заполнения трещин.
Подходит для сварки углеродистых сталей и чугуна толщиной 10-15 см. В миниатюрном варианте таким методом сплавляют кабеля и провода. Технология позволяет соединять металлы большого сечения в труднодоступных местах, экономит время. Но швы получаются очень грубыми и нуждаются в шлифовке, поэтому для фасадной части изделий не подходят.
Чаще всего при помощи термитной сварки ремонтируют железнодорожные пути. Соединения выполняют по ГОСТ Р 57179-2016, а стыки обозначаются аббревиатурой «ССР» — «стыковое соединение рельсов».
Электродуговая контактная сварка
Сварка электрической дугой является одной из самых распространенных, поскольку подходит для соединения большинства типов металлов и проста в реализации. Все подвиды электродуговой сварки имеют общий принцип — задействуется ток с пониженным напряжением (для безопасности сварщика) и повышенной силой (для расплавления металла).
Между положительным и отрицательным концами, подключенными к источнику тока, при касании, возбуждается электрическая дуга. Если удерживать зазор между полюсами в 3-5 мм, дуга горит стабильно и выделяет температуру до 5000º С. Этого достаточно, чтобы плавить кромки основного металла. Способ защиты сварочной ванны и заполнение стыка осуществляются по-разному, от чего электродуговая контактная сварка делится на несколько разновидностей.
Ручная дуговая сварка (ММА, РДС)
После остывания соединения на поверхности образуется шлаковая корка. Она удаляется шлакоотделителем и шов осматривается на предмет дефектов. Выполняется ММА сварка на переменном или постоянном токе, для чего задействуются трансформаторы или инверторы, выпрямители.
При помощи ручной дуговой сварки (РДС) можно соединять:
мало- и высокоуглеродистые стали;
чугун;
нержавеющую сталь;
алюминий.
Для создания однородного шва используются электроды с аналогичным составом стержня. Сварка возможна во всех пространственных положениях, но отличается низкой производительностью. Возможно сваривание сторон толщиной до 30 мм с глубокой разделкой кромок.
Аргоновая сварка (TIG)
Аргоновой сваркой соединяют:
черные металлы;
легированные стали;
алюминий;
титан;
медь.
Аргоно-дуговая сварка обеспечивает высокое качество проплавления и универсальна по свариваемым материалам. Возможна на переменном или постоянном токе, швы не нуждаются в зачистке, но стоят аппараты для TIG сварки дороже, чем для ММА.
Сварка полуавтоматом (MIG/MAG)
Полуавтоматы бывают моноблочными и с раздельным исполнением источника тока и подающего механизма. Есть оборудование с жидкостным и водяным охлаждением. Максимальная сила тока возможна до 500 А. Благодаря полуавтоматической сварке швы качественные, аккуратные, не нуждаются в зачистке, а скорость выполнения высокая. При установке соответствующей проволоки, MIG сваркой соединяют:
черные металлы;
легированную сталь;
алюминий.
Существует разновидность полуавтоматической сварки без газа. Тогда сварочная ванна защищается газом от порошка, расположенного в полой части проволоки. Порошковая проволока позволяет выполнять соединение металлов, не используя громоздкий баллон, что упрощает транспортировку. Но качество швов порошковой проволокой значительно проигрывает сварке в газовой среде, поэтому подходит только для неответственных изделий или применения в полевых условиях, труднодоступных местах.
Сварка под флюсом
Газопламенная сварка
Ведется при помощи пламени от горелки. Для создания пламени используется ацетилен или пропан (в качестве горючего газа) и кислород (для увеличения мощности пламени). Температура факела достигает 2800-3100º С, что позволяет плавить кромки металла. Для заполнения сварочной ванны используется присадочная проволока, подающаяся свободной рукой сварщика.
Газовой сваркой чаще всего соединяют черные металлы, трубы, латают емкости. Энергонезависимость разрешает применять сварку в полевых условиях, на крышах, в тоннелях, подвалах. Подключение к баллонам выполняется через редукторы с манометрами. У кислородного редуктора манометров два — высокого и низкого давления. Потребуются дополнительные комплектующие (шланги, мундштуки, ниппели), чтобы все соединить в одну систему.
Горелки рабочей части и диаметру сопла:
Для сварки труб используют небольшие модели с длиной 40 см.
Для разогрева битума при укладке рубероида нужны длинные версии до 90 см.
Ювелирная сварка выполняется маленькими горелками длиной 16 см.
Электрошлаковая сварка
Суть электрошлаковой сварки заключается в соединении двух сторон металла за счет тепла, выделяемого шлаковой ванной. Для этого зону стыковки заполняют токопроводящим флюсом. К нему подводится сварочный электрод (проволока), который разогревает флюс, образуя жидкий шлак. Электрод продолжает проводить ток, будучи погруженным в сварочную шлаковую ванну. Метод бездуговой. Температура повышается и кромки металла сплавляются между собой.
Диапазон толщины свариваемых металлов таким методом составляет 20-3000 мм. Шлаковой сваркой можно соединять:
алюминий;
никель;
медь;
жаропрочные стали;
титан.
Задействуется технология в химической промышленности, машиностроении, кораблестроении, авиационной промышленности.
Плазменная сварка
Для расплавления кромок и присадочного металла используется плазма. Оборудование состоит из источника постоянного тока, газового аргонового баллона, плазмотрона. Для отвода лишнего тепла от сопла плазмотрона (горелки), нередко предусматривается водяное охлаждение.
Газ подается в плазмотрон и нагревается электрической дугой. Благодаря этому он увеличивается в объеме до 100 раз. За счет теплового расширения он начинает истекать из сопла на высокой скорости. Это и есть плазма. Ее температура составляет 30 000º С, что превосходит характеристики других методов сварки.
По реализации технологии возможно два варианта:
горение плазменной дуги между плазмотроном и изделием;
горение дуги между двумя неплавящимися электродами плазмотрона и выдувание плазмы газовой струей.
При помощи плазменной сварки соединяют металлы толщиной до 9 мм во всех пространственных положениях. Метод подходит для сваривания:
молибдена;
вольфрама;
никеля — тех металлов, которые соединить другим способом невозможно из-за высокой температуры плавления.
Термомеханический класс сварки
Все перечисленные выше виды сварки относятся к термическому классу. В них соединение сторон осуществляется за счет высокой температуры, вырабатываемой дугой, пламенем или прохождением тока.
Существует еще термомеханический класс, где воздействие теплом комбинируется с давлением или прижатием. К таким видам сварки относятся: контактная стыковая, газопрессовая, диффузионная. Кромки металла разогреваются прохождением тока, за счет возросшего сопротивления в зоне контакта двух сторон, а затем дополнительно сдавливаются для лучшего соединения. Это образует сплошной, прочный шов. Нагрев может быть местным или общим. Метод применяется при выпуске металлопроката, кузнечной продукции, сборки конструкций.
Источник видео: FUBAG
Ответы на вопросы: какие виды сварки бывают: способы и классификации
Какой вид сварки легче всего освоить?
СкрытьПодробнее
Легче всего научиться варить полуавтоматом. Проволока подается автоматически, вылет электрода постоянный, хорошо видно сварочную ванну (нет шлака).
Какой аппарат купить для гаража, дачи?
СкрытьПодробнее
Зависит от будущих решаемых задач. Для сварки мангала, калитки — хватит простого ММА инвертора. Чтобы варить двери, ворота, теплицы — купите полуавтомат MIG. Если предстоит работать с нержавейкой или алюминием, используйте инвертор TIG AC/DC.
Существуют ли универсальные аппараты?
СкрытьПодробнее
Да, есть сварочное оборудование 2 в 1 или 3 в 1. В них сочетается ММА с MIG или TIG, или все три режима сразу. Купив такой аппарат, можно легко переключаться с одной задачи по сварке на другую.
Чем газовая сварка пропаном отличается от сварки ацетиленом?
СкрытьПодробнее
По принципу выполнения — ничем. По характеристикам — у ацетилена температура факела достигает 3100 градусов, а у пропана — 2800º С. Если предстоит варить толстые металлы 4-5 мм — используйте ацетилен. Для сварки тонких трубок больше подойдет пропан
Взаимозаменяемы ли пропановая и ацетиленовые горелки?
СкрытьПодробнее
Нет! У них разная форма мундштуков.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Этот пост также доступен на: SuomiFrançaisDeutschItaliano
При сварке МИГ/МАГ режим переноса материала между присадочной проволокой и сварочной ванной изменяется в соответствует сварочному току. Режим переноса дуги выбирается в соответствии с положением сварки, основным материалом и толщиной материала:
Короткая дуга
Шаровидная дуга
Распылительная дуга
Импульсная дуга
900 27
Сварка короткой дугой
Сварка короткой дугой выполняется с малым погонным теплом при параметрах сварки 50– 180 А и 15–23 В. Контакт между присадочным материалом и свариваемой деталью вызывает короткое замыкание. В результате кончик присадочной проволоки нагревается и капля переносится в сварочную ванну. Количество коротких замыканий в секунду находится в пределах 20–200 в зависимости от параметров сварки и размера присадочной проволоки.
Сварка шаровой дугой
Сварка шаровой дугой считается промежуточным этапом между сваркой короткой дугой и сваркой струйной дугой. В этом методе параметры составляют 180–260 А и 23–28 В. При сварке шаровой дугой для переноса присадочного материала используется как перенос с коротким замыканием, так и перенос струйным способом без коротких замыканий. Большие капли, образующиеся при переносе наполнителя, вызывают чрезмерное разбрызгивание. Обычно предпринимаются шаги, чтобы избежать диапазона шаровидной дуги.
Дуговая сварка распылением
Дуговая сварка струей происходит с большим погонным теплом, когда параметры сварки превышают 260 А и 28 В. При дуговой сварке струей присадочный материал переходит в сварочную ванну в виде струи без короткого замыкания. Высокое напряжение дуги плавит каплю до того, как произойдет короткое замыкание. При дуговой сварке со струйным распылением выход присадочного материала высок, брызги отсутствуют, но этот метод не подходит для сварки в положении.
Импульсная сварка
Ассортимент импульсной сварки охватывает все диапазоны мощности от низкой до высокой. При импульсной сварке перенос материала происходит без короткого замыкания. Вместо этого машина производит импульсный ток, при этом каждый импульс приводит к образованию одной капли наполнителя. Импульсная сварка является универсальным методом, подходящим для широкого спектра металлов.
Обзор всех процессов сварки MIG/MAG Kemppi и описание используемого типа дуги.
Ручная сварка MIG
Базовый режим управления с двумя рукоятками, который работает с короткой дугой, шаровидной дугой и струйной дугой.
1-MIG
1-MIG — это синергетический процесс сварки, в котором используется короткая дуга, шаровидная дуга и струйная дуга.
С 1-MIG вы можете использовать функции сварки WiseFusion, WisePenetration+ и WiseSteel . WiseFusion адаптивно регулирует напряжение дуги для всех типов дуг, чтобы поддерживать оптимальную длину короткой дуги. WisePenetration+ обеспечивает постоянный ток даже при различной длине вылета.
WiseSteel имеет оптимизированные характеристики для всех типов дуг. В диапазоне короткой дуги процесс WiseSteel измеряет частоту короткого замыкания и адаптивно регулирует напряжение. Если, например, частота короткого замыкания начинает снижаться, напряжение адаптивно снижается, что, в свою очередь, приводит к увеличению частоты.
Шариковая дуга представляет собой дугу с разбрызгиванием при сварке MAG, и ее обычно следует избегать. В процессе WiseSteel скорость подачи проволоки изменяется с частотой около 2 Гц между значениями короткой дуги и струйной дуги. Такой подход гарантирует, что средняя мощность остается в диапазоне шаровой дуги, в то время как сварка происходит короткими и струйными дугами в течение коротких периодов времени. Диапазон шаровой дуги процесса WiseSteel составляет около 200 ампер с обеих сторон и подходит для толщины листа от 4 до 5 мм.
В диапазоне струйной дуги сварочный ток пульсирует с частотой от 200 до 300 Гц, что улучшает выравнивание и стабильность дуги даже при низком напряжении дуги. При стремлении к высокой скорости сварки и низкому подводу тепла ключевыми факторами являются хорошая фокусировка дуги и низкое напряжение дуги (= короткая длина дуги). Диапазон струйной дуги процесса WiseSteel начинается примерно с 250 ампер. Подходит для сварки в горизонтально-вертикальном и плоском положении стальных листов толщиной 5 мм и более.
Импульс и DPulse
Pulse и Dpulse — это синергетические процессы сварки, которые работают в области импульсной дуги. С Pulse вы можете использовать функции сварки WiseFusion и WisePenetration+ . С DPulse вы можете использовать функцию сварки WiseFusion .
WiseRoot+ и WiseThin+
WiseRoot+ и WiseThin+ — это синергетические процессы сварки, работающие в области короткой дуги. WiseRoot+ оптимизирован для сварки корневого шва стали и материалов из нержавеющей стали. WiseThin+ оптимизирован для сварки тонких листов стали и нержавеющей стали, а также для пайки MIG.
DProcess
Могут чередоваться два различных процесса сварки и уровня мощности. Можно использовать 1-MIG, Pulse, WiseRoot+ и WiseThin+ .
МАКС. скорость
МАКС. скорость — это синергетический процесс сварки, который работает в области струйной дуги. Оптимален для угловых швов стали и нержавеющей стали с толщиной листа 3-8 мм. В нем используются высокочастотные и низкоамплитудные импульсы, а в результате характеристики дуги составляют короткую дугу с высокой плотностью энергии.
MAX Cool
MAX Cool — это синергетический процесс сварки, который работает в области короткой дуги. Он оптимизирован для сварки корневого прохода и тонколистовой сварки стали и нержавеющей стали, а также для пайки MIG-пайкой.
Позиция MAX
Позиция MAX — это синергетический процесс сварки, оптимизированный для угловых швов вертикально вверх с толщиной листа 4–12 мм. Циклы высокой и низкой мощности чередуются, а режим переноса дуги всегда является импульсным для сварки нержавеющей стали и алюминия. Для сварки стали низкая мощность сварки — это короткая дуга, а высокая мощность сварки — импульсная дуга.
Подробнее о специальных процессах Kemppi Wise и MAX >>>
Ограниченное предложение : Каждый новый источник питания X5 FastMig Pulse 400 и 500 A и Master M 358 будут включать бесплатно установленные на заводе MAX Cool и MAX Программное обеспечение для определения положения дуги. Предложение действительно до 31.03.2023.
Сварочные процессы MIG/MAG – Сварка стали и нержавеющей стали – EWM AG
forceArc puls XQ
forceArc puls ® — это процесс сварки MIG/MAG импульсной дугой с минимальным выделением тепла. Прост в обращении и подходит для сварки нелегированных, низколегированных и высоколегированных материалов во всем диапазоне мощностей. Он характеризуется превосходным перекрытием зазора даже в диапазоне высоких мощностей и обеспечивает контролируемую сварку с воздушным зазором, который колеблется до 4 мм. forceArc puls ® – для лучшей сварки стали и нержавеющей стали всех времен с невероятным снижением затрат!
До
30%
общая экономия*
за счет снижения потребления материалов и энергии и сокращения времени производства
До
15 %
меньшее тепловложение*
для меньшего искажения, обесцвечивания и чистовой обработки
До
20%
большая толщина шва*
глубокое, концентрированное проникновение с надежным сплавлением корня для формирования симметричного шва
*по сравнению с импульсной дугой
Видео
forceArc puls
Эффективная и экономичная сварка
Глядя на вещи с другой точки зрения, это означает, что скорость сварки может быть на 20 % выше по сравнению с процессом импульсной дуги при одинаковой толщине сварочного шва.
Импульс Vs = 45 см/мин, a=4,8 мм forceArc puls® Vs = 60 см/мин, a=5,1 мм
Сварка стали
Ваши преимущества:
Практически без брызг
Отличный внешний вид шва
Мало подрезов, оптимальное смачивание кромок
Нечувствителен к загрязненным и покрытым накипью поверхностям
Симметричный сварной шов
forceArc XQ
forceArc ® Эффективная и экономичная сварка Теплозащитная, стабильная по направлению и мощная дуга с глубоким проплавлением для более высокого диапазона производительности. Нелегированные, низколегированные и высоколегированные стали, а также высокопрочные мелкозернистые стали.
Более глубокое проникновение для уменьшенной толщины горловины или поперечного сечения
Более глубокое проникновение для уменьшенной толщины горловины или поперечного сечения
Быстрая стабилизация изменений длины вылета
Быстрая стабилизация изменений длины вылета
В частности подходит для очень узких зазоров и угловых швов
особенно подходит для очень узких зазоров и угловых швов
Сварка с применением ForceArc
forceArc
Преимущества:
Меньший угол прилегания благодаря глубокому проплавлению и стабильной дуге
Меньше проходов
Меньше искажений благодаря концентрированной дуге с уменьшенным тепловыделением
Отличное срастание корней и боковых стенок
Идеальная сварка даже при очень большом вылете
Уменьшенные поднутрения
Практически без брызг
Особенно подходит для динамических угловых швов, например,
Компоненты, находящиеся под нагрузкой, такие как несущие части мостов
Вагоностроение и металлоконструкции
Нелегированные, низколегированные и высоколегированные стали и высокопрочные мелкозернистые стали
Ручные и автоматические приложения
Сварные угловые швы имеют более глубокий провар
Стыковые швы с узкими углами разделки 30° и 40°
соответствуют требованиям EN ISO 15614-1:2004
Малый объем шва сокращает время сварки на 50 %
по сравнению со стандартным процессом струйной дуги 9 0005
Выполнение требований EN ISO 156141:2004
для угловых швов со скошенным профилем без подрезки
Рисунок шва с глубоким проплавлением
forceArc / forceArc puls
Комбинация forceArc puls, forceArc и coldArc
Корневой проход с coldArc, промежуточные проходы с forceArc и заключительные проходы с forceArc puls
Сохраняет проход сварки с меньшим прилежащим углом
Идеальное зажигание и время заполнения кратера с помощью forceArc puls, сварка с помощью forceArc
Меньшая деформация материала благодаря уменьшению тепловложения
Более низкая температура промежуточного прохода и минимальная модификация соединения
Особенно выгодно напр. при сварке мелкозернистых сталей
Уменьшенная угловая усадка в угловых швах
Листовой металл: S 235; 20 мм Газ: M21 — ArC — 18 Провод: 1,2 мм G4Si1 Пробеги: 4 Позиция: ПК Угол подготовки: 10° Приваривается с одной стороны, без опорной планки
Комбинация coldArc, forceArc и forceArc puls
Эффективная и экономичная сварка
Общая экономия средств до 60 %
Минимальная подготовка шва
Меньше проходов
Меньше сварочных материалов и расхода защитного газа
Более быстрое время сварки
Особенно выгодно для динамически нагруженных компонентов
Листовой металл: S 355; 30 мм Газ: M21 — ArC — 18 Провод: 1,2 мм G4Si1 Пробеги: 11 Должность: ПБ/ПА Угол подготовки: 25°
Приваривается с одной стороны, без подложки сварочной ванны с forceArc
rootArc XQ / rootArc puls XQ
Дуга с оптимальным контролем сварочной ванны
Сварка вертикально вниз, вид спереди Сварка вертикально вниз, вид сзади Легкое перекрытие зазоров Сварка вертикально вверх с PF
wiredArc/wiredArc puls
Сварка с постоянным проваром
wiredArc/wiredArc puls
Сварка с постоянным проваром
В EWM wiredArc глубина заглубления остается неизменной при изменении вылета. Инновационное управление регулирует скорость подачи проволоки и поддерживает постоянными сварочный ток и напряжение для равномерного подвода тепла.
Постоянный сварочный ток благодаря цифровому управлению процессом
Энергия на единицу длины и тепловложение остаются практически постоянными, несмотря на изменения вылета
Стабильно высокая глубина проникновения независимо от изменения вылета
Возможность уменьшить угол прилегания шва и, следовательно, объем сварного шва
Видео
wiredArc / wiredArc puls
Сварка с постоянным проваром
Позиционная сварка
Простая и безопасная позиционная сварка
Видео
Видео YouTube Сварочный процесс EWM: Positionweld
coldArc / coldArc puls
Идеальная сварка и пайка
Минимальное тепловложение
Идеально подходит для стыковых швов, швов внахлестку и кромочных швов благодаря эффективному использованию позиционной сварки
До
99%
меньше брызг
меньше обесцвечивание и образование накипи за счет минимизации зоны термического влияния
рисунок шва coldArc
Сварка вертикальным швом вверх с PF Идеальное перекрытие зазора 9016 2 Надежный сплав боковины pipeSolution
Мощная дуга для быстрой и надежной сварки с зазором и без него во всех положениях.

 При таком положении машины датчик фиксирует изменения, а корректор выравнивает фары так, чтобы свет шел горизонтально, независимо от просадки кузова. Такие действия автокорректора происходят автоматически и совершенно незаметно.
При таком положении машины датчик фиксирует изменения, а корректор выравнивает фары так, чтобы свет шел горизонтально, независимо от просадки кузова. Такие действия автокорректора происходят автоматически и совершенно незаметно.


 С помощью инструкции установка производится своими руками довольно просто.
С помощью инструкции установка производится своими руками довольно просто. org/Answer»>
org/Answer»> Первым делом проверяются предохранители, затем работоспособность блока управления корректором фар. Необходимо проверить прохождение сигнала к самим механизмам корректоров. Стоит прозвонить провода, проверить сами механизмы. Если все в исправном состоянии, тогда причины в самом блоке управления или в концевых механизмах регулировки.
Первым делом проверяются предохранители, затем работоспособность блока управления корректором фар. Необходимо проверить прохождение сигнала к самим механизмам корректоров. Стоит прозвонить провода, проверить сами механизмы. Если все в исправном состоянии, тогда причины в самом блоке управления или в концевых механизмах регулировки. В этом случае лучше начать с компьютерной диагностики.
В этом случае лучше начать с компьютерной диагностики.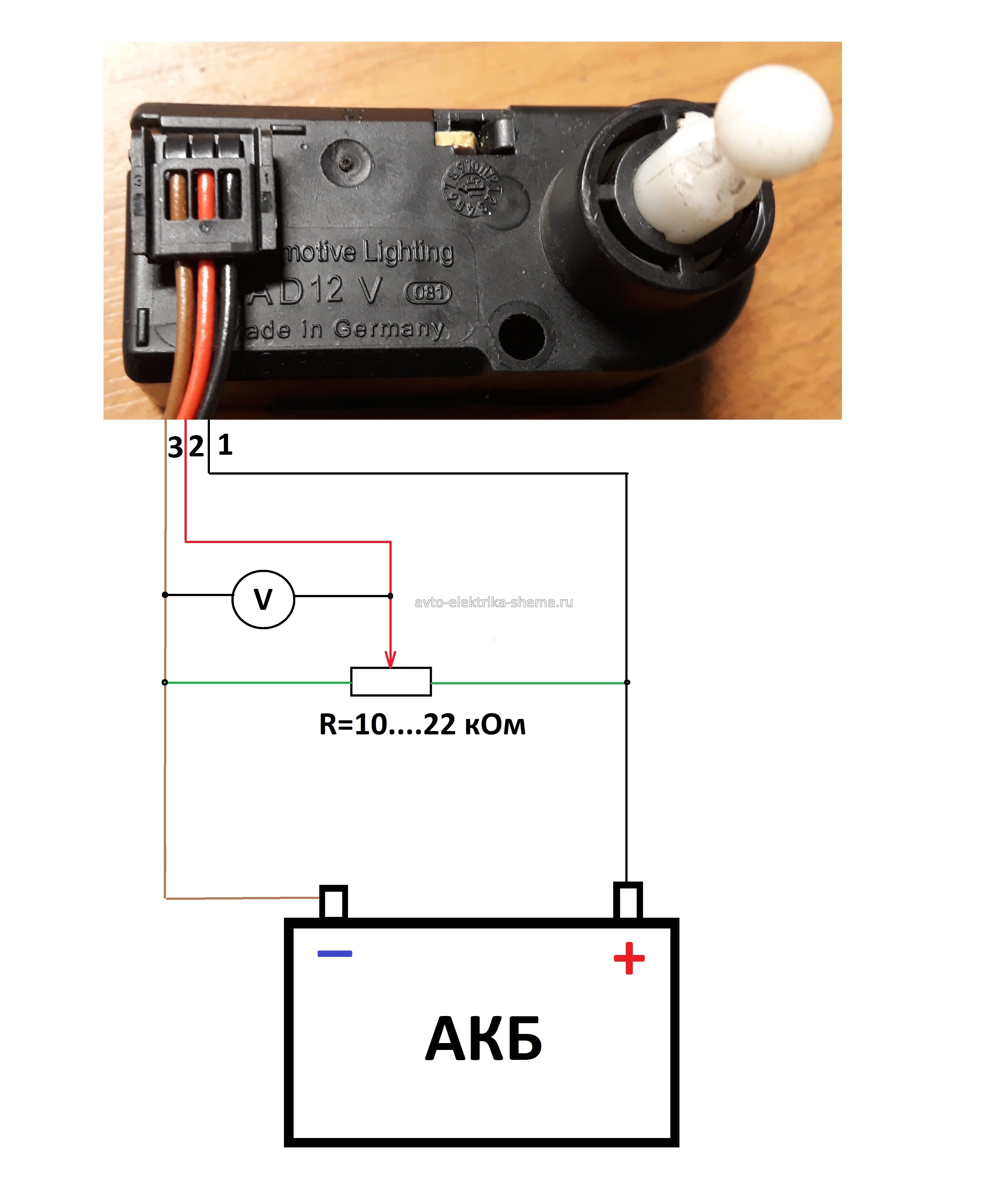 org/Answer»>
org/Answer»>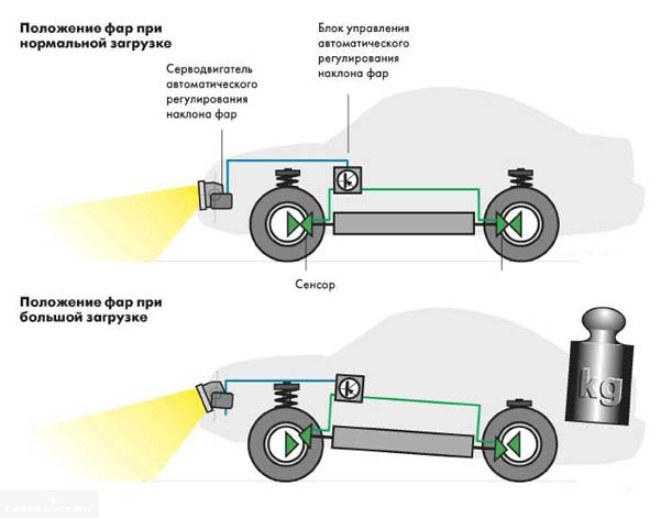
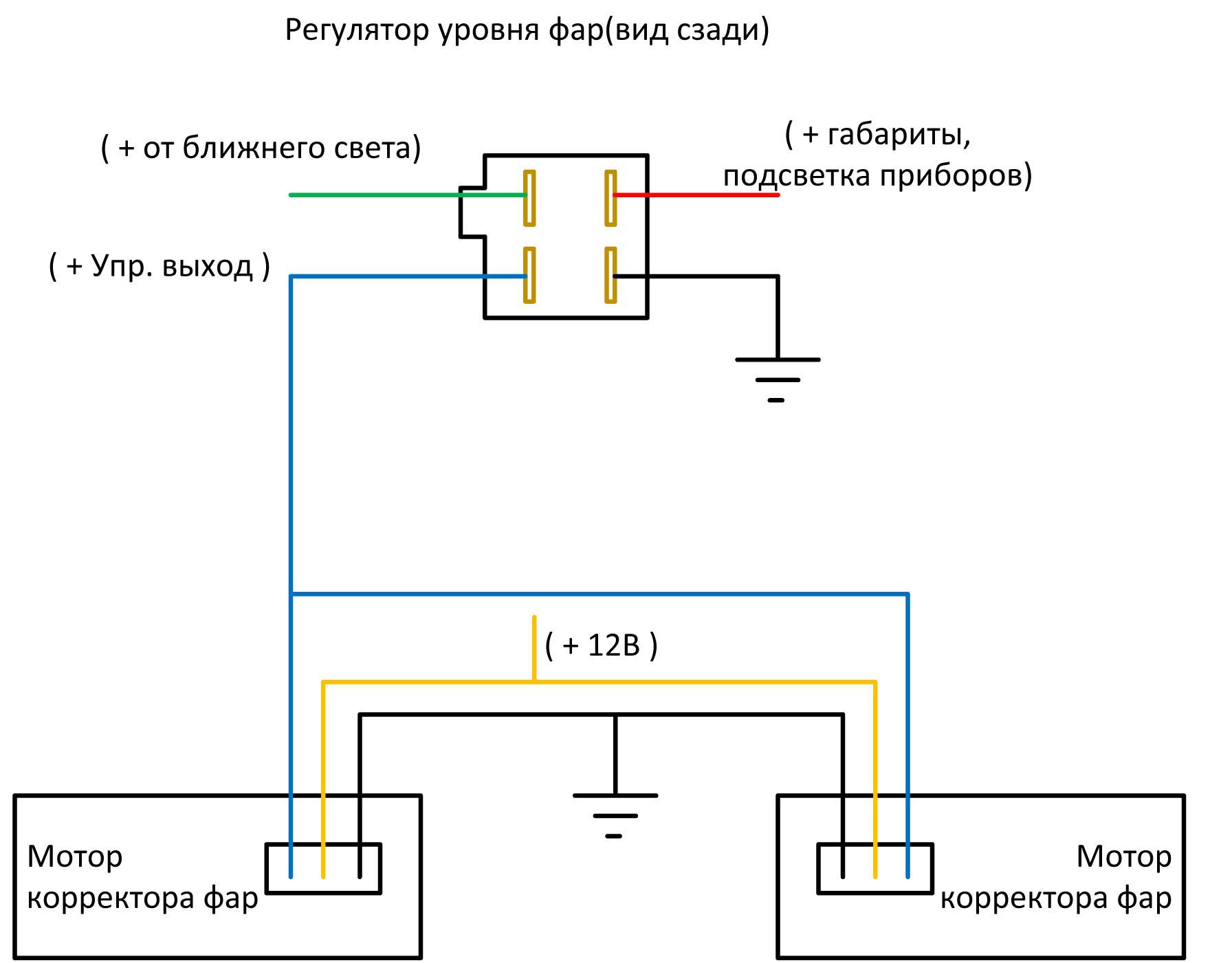
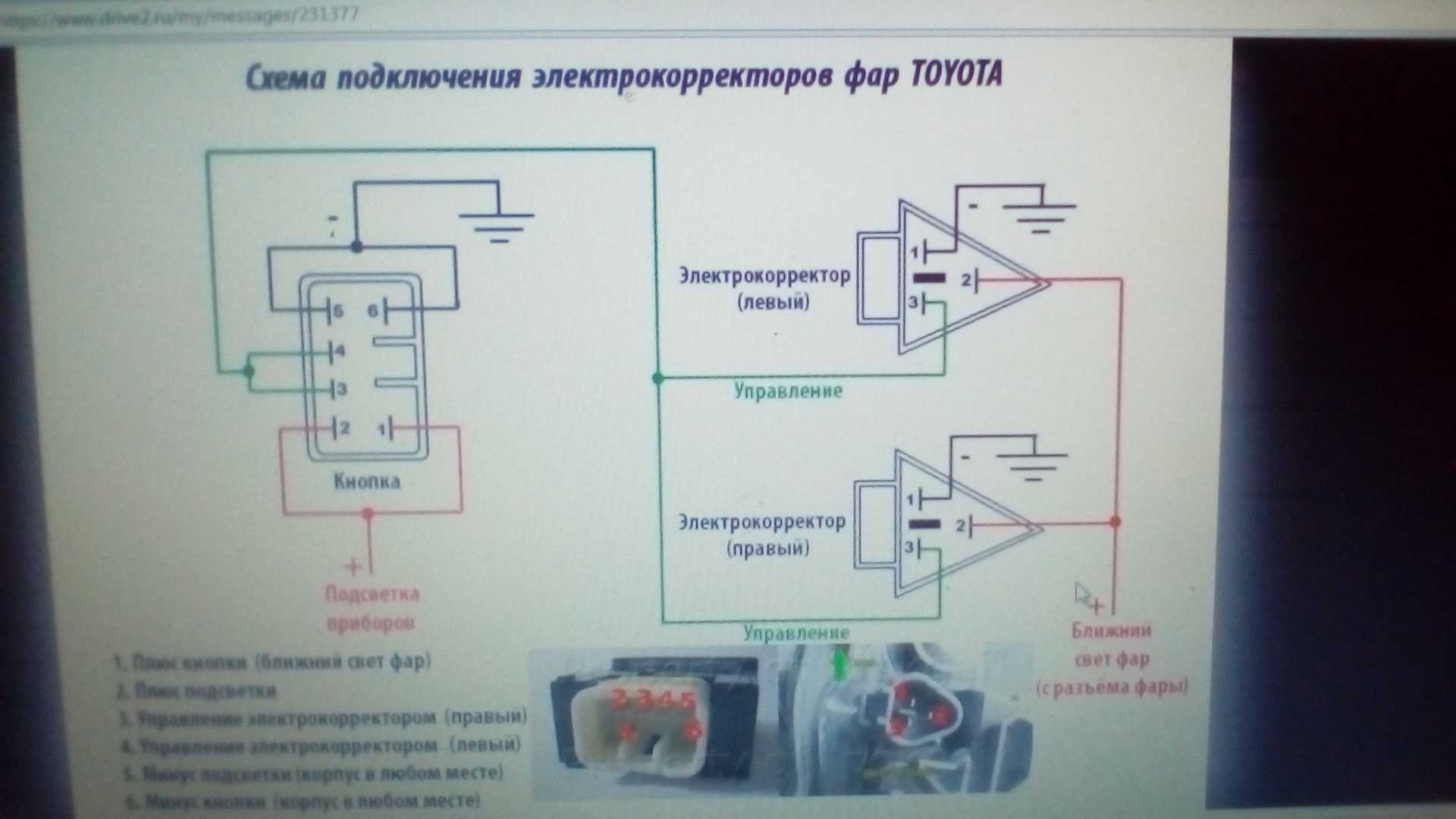

 Они также сканируют видимость, чтобы включить свет во время погодных явлений, таких как метель, сильный дождь и туман.
Они также сканируют видимость, чтобы включить свет во время погодных явлений, таких как метель, сильный дождь и туман. 


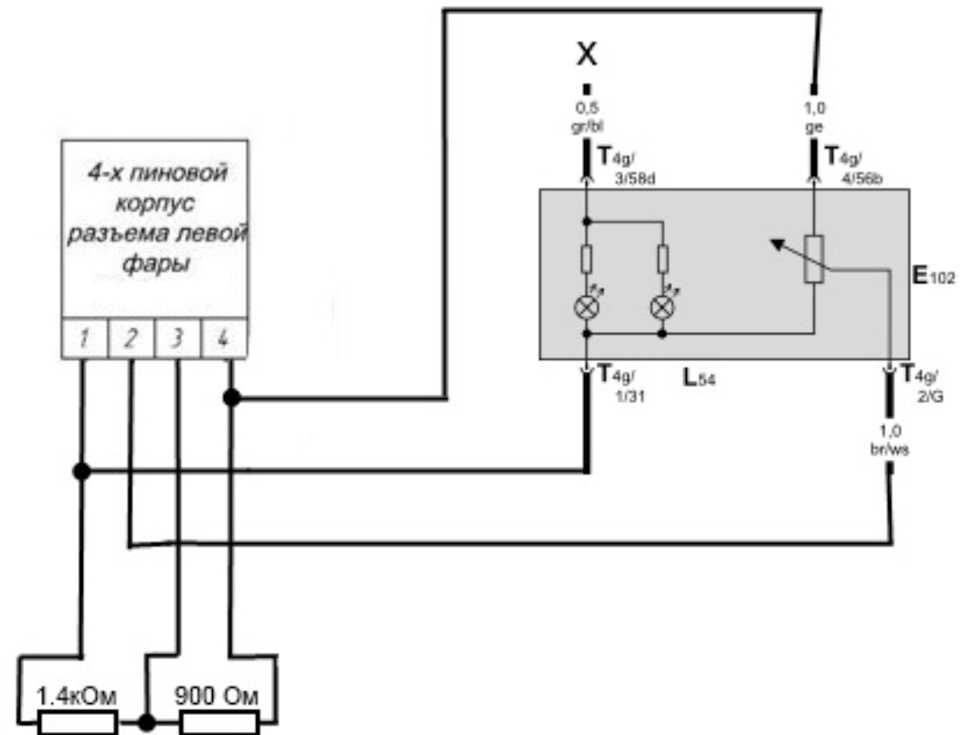


 Производитель: TYC
Производитель: TYC Наши химики разработали этот комплект НА САМОМ ДЕЛЕ в штаб-квартире Cerakote. Мы не разливаем продукцию другой компании. Это КЕРАМИЧЕСКОЕ покрытие, которое химически связывается с фарами и обеспечивает защиту от УФ-излучения на протяжении всего срока эксплуатации автомобиля.
Наши химики разработали этот комплект НА САМОМ ДЕЛЕ в штаб-квартире Cerakote. Мы не разливаем продукцию другой компании. Это КЕРАМИЧЕСКОЕ покрытие, которое химически связывается с фарами и обеспечивает защиту от УФ-излучения на протяжении всего срока эксплуатации автомобиля. Мы верим в предоставление нашим клиентам лучших продуктов на земле, в первый раз. В конце концов, мы химики, которые на протяжении ДЕСЯТИЛЕТИЙ поставляют керамические покрытия мирового класса для бесчисленных отраслей промышленности. Это то, что мы делаем.
Мы верим в предоставление нашим клиентам лучших продуктов на земле, в первый раз. В конце концов, мы химики, которые на протяжении ДЕСЯТИЛЕТИЙ поставляют керамические покрытия мирового класса для бесчисленных отраслей промышленности. Это то, что мы делаем. Керамические полимеры и покрытия, производимые на заводе Cerakote в США, пользуются доверием некоторых из самых передовых аэрокосмических, автомобильных и технологических компаний в мире. Положитесь на лидера отрасли в защите того, что для вас важно.
Керамические полимеры и покрытия, производимые на заводе Cerakote в США, пользуются доверием некоторых из самых передовых аэрокосмических, автомобильных и технологических компаний в мире. Положитесь на лидера отрасли в защите того, что для вас важно.

 отделка без видимых следов шлифования.
отделка без видимых следов шлифования.
 Он сканирует данные крупнейших аукционных систем и переводит их с японского на английский. С помощью этой системы вы можете искать и покупать различные виды транспортных средств, представленных на японских аукционах, с гарантией Has-Nihon.
Он сканирует данные крупнейших аукционных систем и переводит их с японского на английский. С помощью этой системы вы можете искать и покупать различные виды транспортных средств, представленных на японских аукционах, с гарантией Has-Nihon. hasnihon.com и www.auctiondatasearch.jp.
hasnihon.com и www.auctiondatasearch.jp.
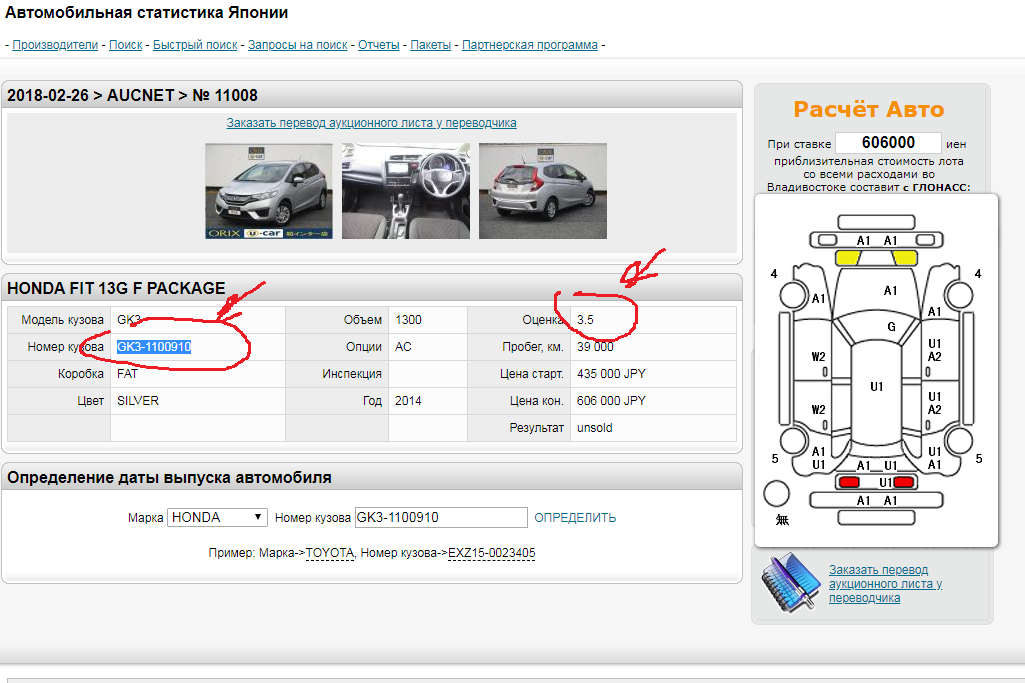 Чтобы определить ставку более 1 000 000 иен, потребуется дополнительный депозитный платеж в размере 25% от суммы (для участников, у которых есть история покупок, этот лимит также может быть пересмотрен).
Чтобы определить ставку более 1 000 000 иен, потребуется дополнительный депозитный платеж в размере 25% от суммы (для участников, у которых есть история покупок, этот лимит также может быть пересмотрен).
 com.
com.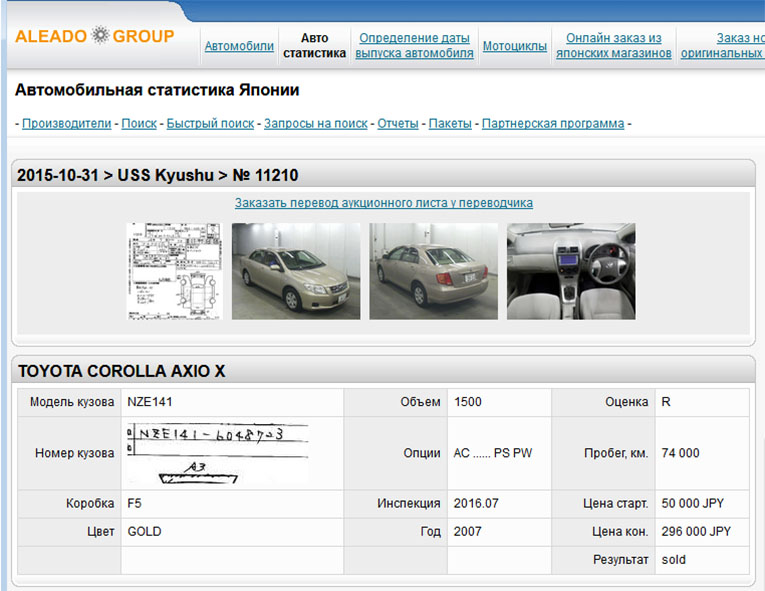 hasnihon.com/pay_by_paypal и следуйте инструкциям.
hasnihon.com/pay_by_paypal и следуйте инструкциям. Транспортные расходы не включены.)
Транспортные расходы не включены.) В этот вариант также включены осмотр и дополнительные фотографии.
В этот вариант также включены осмотр и дополнительные фотографии.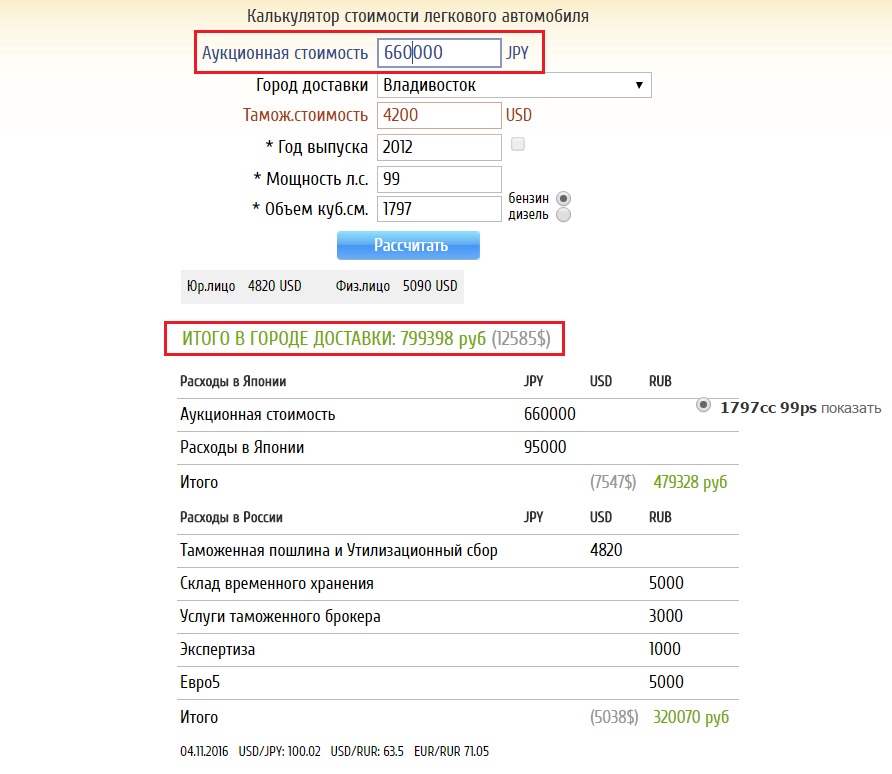 Транспортные расходы не включены)
Транспортные расходы не включены) В этот вариант также включены осмотр и дополнительные фотографии.
В этот вариант также включены осмотр и дополнительные фотографии. В приведенной ниже таблице указаны приблизительные транспортные расходы:
В приведенной ниже таблице указаны приблизительные транспортные расходы: 000 иен
000 иен FOB не включает фрахт и морское страхование.
FOB не включает фрахт и морское страхование.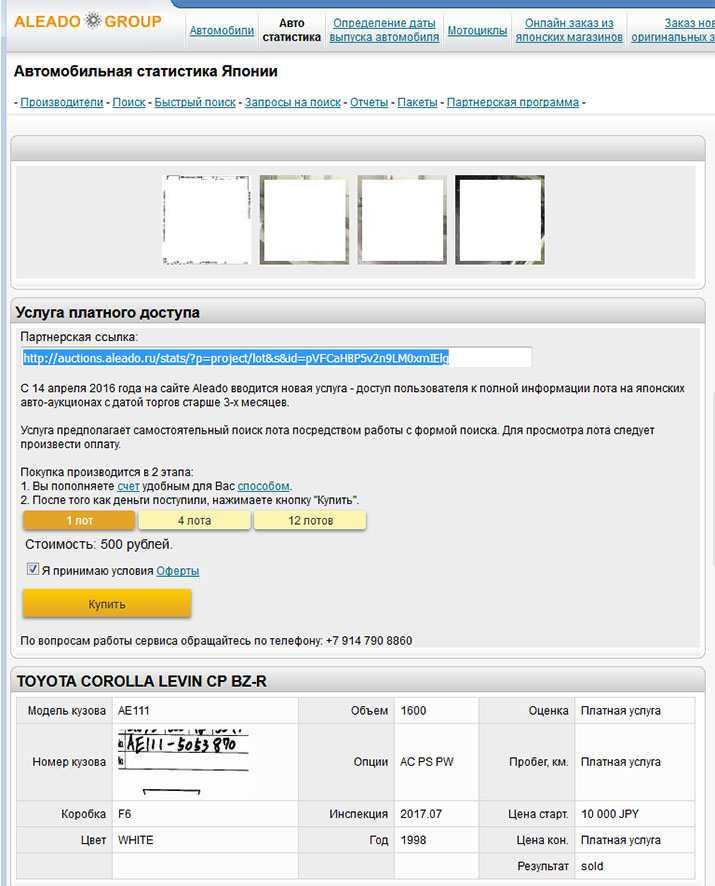
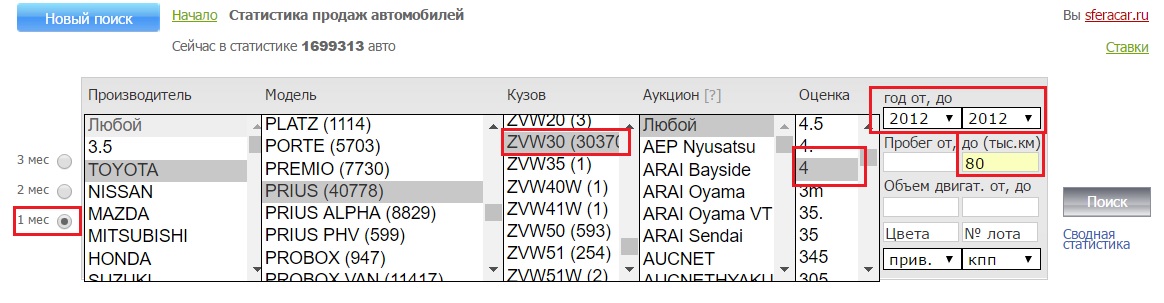 В случае покупки только одного или двух автомобилей на ходу этот вид доставки может быть предпочтительным.
В случае покупки только одного или двух автомобилей на ходу этот вид доставки может быть предпочтительным. com. После окончания аукциона ставка не может быть отменена, и клиент будет обязан оплатить предмет аукциона в течение 5 дней, в противном случае залог будет арестован, а премиум-членство будет приостановлено.
com. После окончания аукциона ставка не может быть отменена, и клиент будет обязан оплатить предмет аукциона в течение 5 дней, в противном случае залог будет арестован, а премиум-членство будет приостановлено.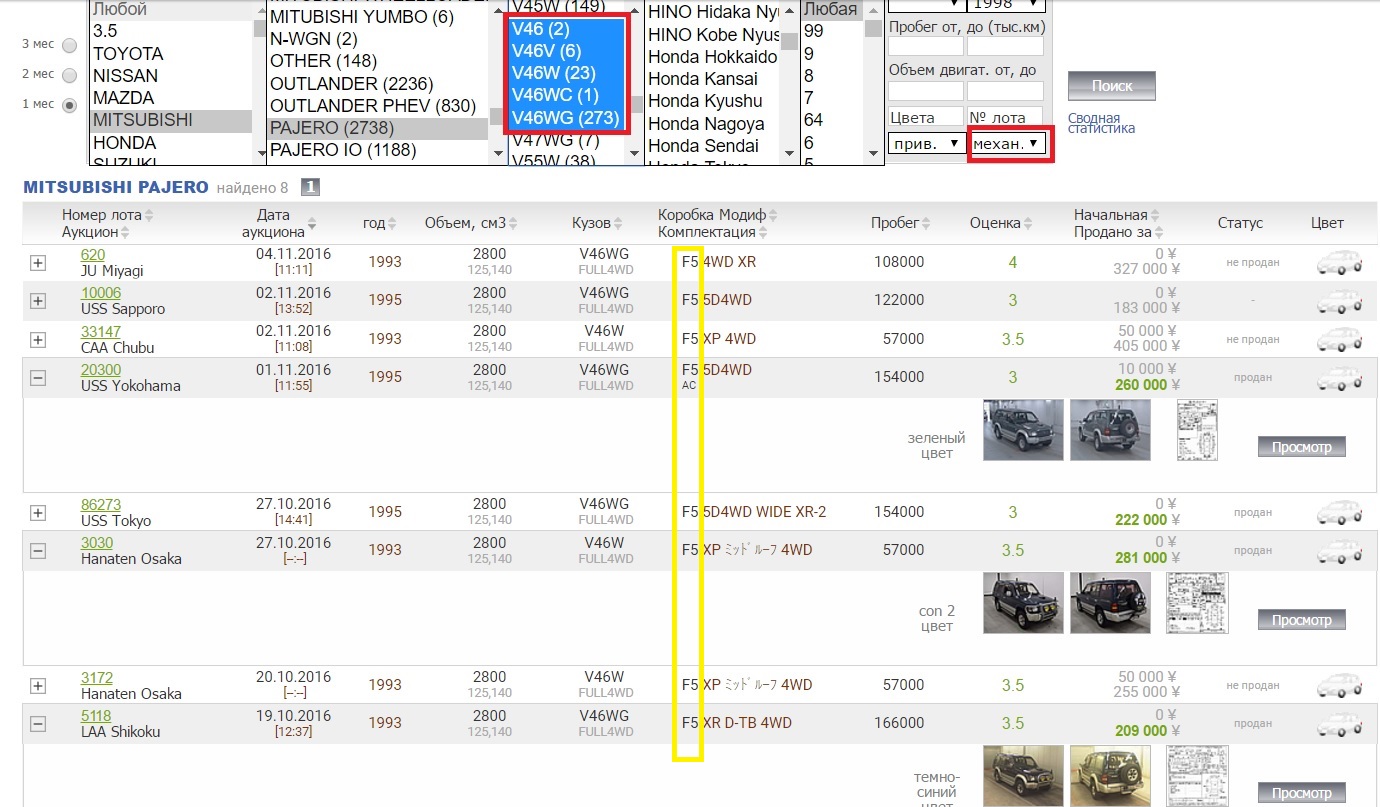 Мы будем заниматься всем в процессе экспорта, пока автомобиль не приземлится в вашей стране.
Мы будем заниматься всем в процессе экспорта, пока автомобиль не приземлится в вашей стране. S означает новый автомобиль, XX означает поврежденный автомобиль, а R означает, что требуется ремонт. Инспектор также оценивает автомобиль в числовой форме. Чем меньше число, тем ниже будет качество автомобиля.
S означает новый автомобиль, XX означает поврежденный автомобиль, а R означает, что требуется ремонт. Инспектор также оценивает автомобиль в числовой форме. Чем меньше число, тем ниже будет качество автомобиля. Это также помогает в проверке аукционного отчета.
Это также помогает в проверке аукционного отчета.
 Однако тонкие работы аэрографами с таким типом смешения выполнить невозможно. Работы средних и больших размеров — область применения этих инструментов.
Однако тонкие работы аэрографами с таким типом смешения выполнить невозможно. Работы средних и больших размеров — область применения этих инструментов.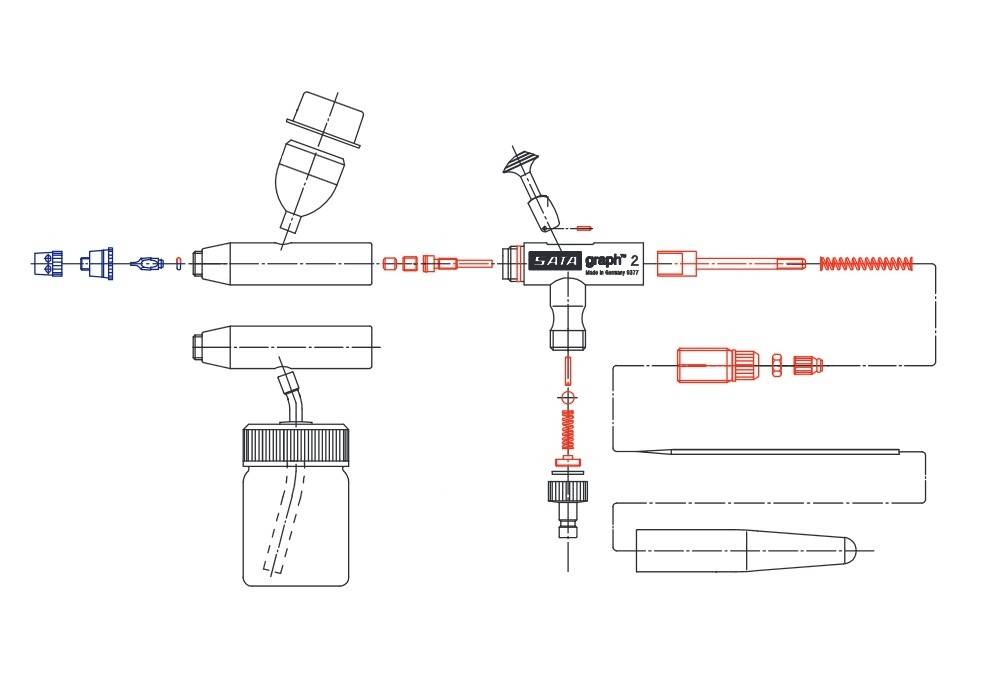
 выключение: с небольшим опережением, — подача материала, а затем — подача воздуха).
выключение: с небольшим опережением, — подача материала, а затем — подача воздуха). е. — с небольшим «поддавливанием».
е. — с небольшим «поддавливанием». Так, при посадке сопла по типу (а), необходимо с чрезвычайной осторожностью снимать и устанавливать в корпус аэрографа материальное сопло, так как малейший перекос, или перетяжка сопла приводит к поломке этой тонкой детали, причем часть сопла остается в корпусе аэрографа, удалить которую очень сложно, а иногда невозможно. В результате дорогой инструмент безвозвратно выходит из строя. По этой причине на аэрографах с резьбовой посадкой сопла не рекомендуется использовать дополнительные распылительные комплекты. Аэрографы с посадкой сопла по типам (Ь), (с) и (d) свободны от этого недостатка и поэтому при использовании дополнительных распылительных комплектов имеется возможность получить аэрограф два в одном, три в одном и т.д. Распылительный комплект включает в себя три детали: иглу (Needle) , материальное сопло (Nozzle) , воздушное сопло.
Так, при посадке сопла по типу (а), необходимо с чрезвычайной осторожностью снимать и устанавливать в корпус аэрографа материальное сопло, так как малейший перекос, или перетяжка сопла приводит к поломке этой тонкой детали, причем часть сопла остается в корпусе аэрографа, удалить которую очень сложно, а иногда невозможно. В результате дорогой инструмент безвозвратно выходит из строя. По этой причине на аэрографах с резьбовой посадкой сопла не рекомендуется использовать дополнительные распылительные комплекты. Аэрографы с посадкой сопла по типам (Ь), (с) и (d) свободны от этого недостатка и поэтому при использовании дополнительных распылительных комплектов имеется возможность получить аэрограф два в одном, три в одном и т.д. Распылительный комплект включает в себя три детали: иглу (Needle) , материальное сопло (Nozzle) , воздушное сопло.

 Т.е. выбор аэрографа это одновременно и выбор источника воздуха — компрессора, а последний является наиболее дорогостоящей покупкой. При выборе компрессора наиболее важной его характеристикой, кроме всего прочего, является производительность, т.е. количество (объем) воздуха, подаваемого в выходную магистраль в единицу времени. Обычно эта величина выражается в следующих единицах: литр в минуту(л/мин), кубический метр в час(м3/час), кубический фут в минуту(СРМ).
Т.е. выбор аэрографа это одновременно и выбор источника воздуха — компрессора, а последний является наиболее дорогостоящей покупкой. При выборе компрессора наиболее важной его характеристикой, кроме всего прочего, является производительность, т.е. количество (объем) воздуха, подаваемого в выходную магистраль в единицу времени. Обычно эта величина выражается в следующих единицах: литр в минуту(л/мин), кубический метр в час(м3/час), кубический фут в минуту(СРМ). Если Вы собираетесь закрашивать средние и относительно большие поверхности, диаметр сопла необходимо увеличить и, кроме того, для этой цели можно использовать аэрограф внешнего смешения, конструкция которых проще и, как следствие, они дешевле.
Если Вы собираетесь закрашивать средние и относительно большие поверхности, диаметр сопла необходимо увеличить и, кроме того, для этой цели можно использовать аэрограф внешнего смешения, конструкция которых проще и, как следствие, они дешевле. 760241, 37.624746],
title : ‘
760241, 37.624746],
title : ‘ Нижняя Сыромятническая ул., 10, стр. 3 Подробнее
Нижняя Сыромятническая ул., 10, стр. 3 Подробнее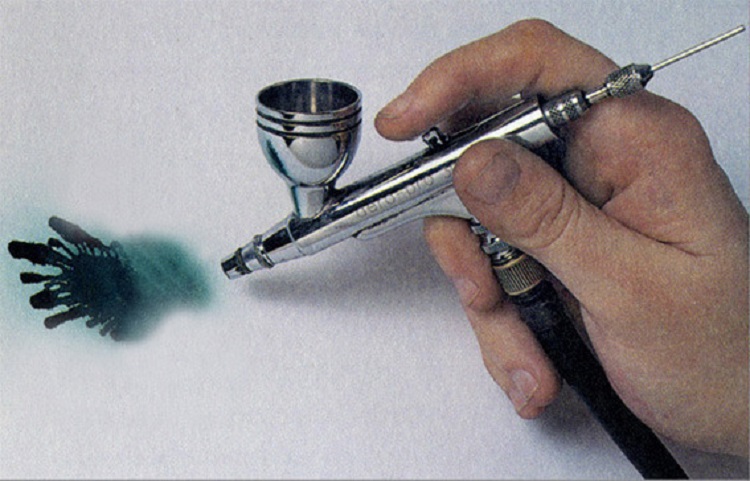 030824, 129.741089],
title : ‘
030824, 129.741089],
title : ‘ Многие начинают самостоятельно овладевать тонкостями аэрографии и сталкиваются с проблемой выбора оптимального прибора.
Многие начинают самостоятельно овладевать тонкостями аэрографии и сталкиваются с проблемой выбора оптимального прибора. Осталось выяснить, как выбрать аерограф. В первую очередь, следует определить оптимальные параметры девайса именно для ногтевой сферы. Это позволит не переплачивать лишних средств и получить наиболее адаптированный для работы прибор. Сразу следует отметить, что:
Осталось выяснить, как выбрать аерограф. В первую очередь, следует определить оптимальные параметры девайса именно для ногтевой сферы. Это позволит не переплачивать лишних средств и получить наиболее адаптированный для работы прибор. Сразу следует отметить, что: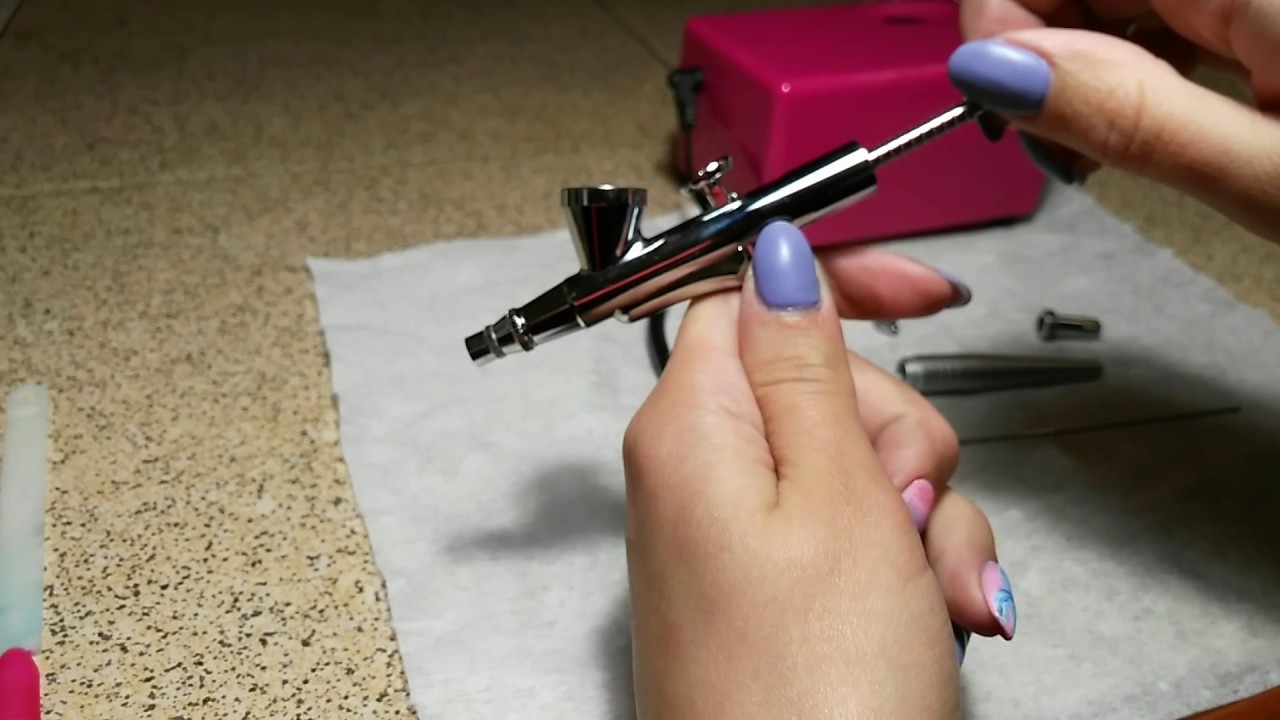
 Речь идет о том, каким образом подается воздух — постоянно или с возможностью регулировки. Как выбрать аэрограф для маникюра, ориентируясь на тип действия?
Речь идет о том, каким образом подается воздух — постоянно или с возможностью регулировки. Как выбрать аэрограф для маникюра, ориентируясь на тип действия? Такой алгоритм позволит избежать проблемы, когда краска остается внутри или на игле и там высыхает.
Такой алгоритм позволит избежать проблемы, когда краска остается внутри или на игле и там высыхает.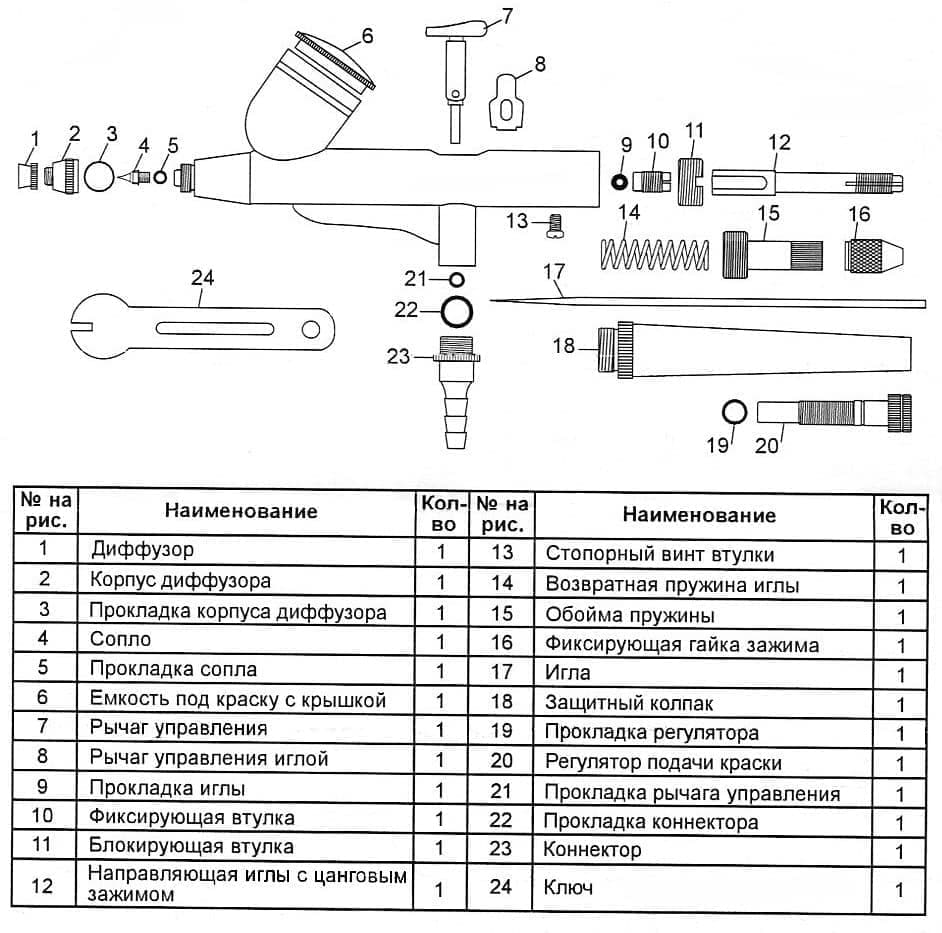 аэрограф!
аэрограф! Это буквально сэкономит вам столько времени и нервов!
Это буквально сэкономит вам столько времени и нервов!
 Вы можете буквально использовать его прямо из бутылки, как есть, и он работает безупречно. Это в значительной степени plug play, так сказать. Вы встряхиваете краску, наливаете ее в аэрограф и распыляете!
Вы можете буквально использовать его прямо из бутылки, как есть, и он работает безупречно. Это в значительной степени plug play, так сказать. Вы встряхиваете краску, наливаете ее в аэрограф и распыляете!
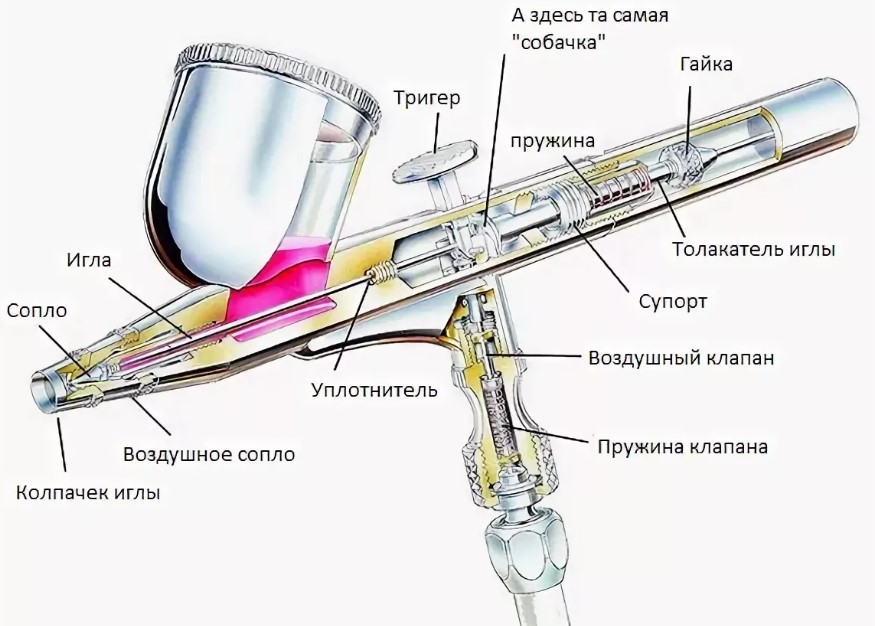 Это то, что я никогда не думал, что скажу в отношении красок для аэрографа!
Это то, что я никогда не думал, что скажу в отношении красок для аэрографа! Я использую Iwata Eclipse ).
Я использую Iwata Eclipse ).


 Мы спросили юриста
Мы спросили юриста Пациенты…
Пациенты… Некоторые из них опасны для жизни — от сильного отека мозга до…
Некоторые из них опасны для жизни — от сильного отека мозга до…

 Генетический вариант ApoE, известный как ApoE4, является сильнейшим генетическим фактором риска…
Генетический вариант ApoE, известный как ApoE4, является сильнейшим генетическим фактором риска… Только пять процентов этих случаев являются результатом генетической формы…
Только пять процентов этих случаев являются результатом генетической формы…




 кожа, рельефная, черная, красн. прошивка, 38 см/М (AWS-LI-22M)
кожа, рельефная, черная, красн. прошивка, 38 см/М (AWS-LI-22M).jpg) Каучукрф
Каучукрф Касается это и автомобилей. Больше мощность, больше багажник, больше комфорта – этот список можно продолжать до тех пор, пока в брошюре производителя не закончится весь перечень опций, который в принципе доступен на его автомобили. А почему бы и нет, если есть такая возможность? Сегодня в руках наших оказался корейский кроссовер Hyundai Santa Fe последнего поколения. Автомобиль стоит своих денег и полностью устраивает своего владельца, за исключением одного «но».
Касается это и автомобилей. Больше мощность, больше багажник, больше комфорта – этот список можно продолжать до тех пор, пока в брошюре производителя не закончится весь перечень опций, который в принципе доступен на его автомобили. А почему бы и нет, если есть такая возможность? Сегодня в руках наших оказался корейский кроссовер Hyundai Santa Fe последнего поколения. Автомобиль стоит своих денег и полностью устраивает своего владельца, за исключением одного «но». Ошибок на данном этапе быть не может, ведь, во-первых переделывать этот шаг – означает то, что нужно использовать еще один комплект подогрева. Во-вторых, так как руль является самым используемым элементом салона, водитель не должен чувствовать даже малейших складок или ненужных швов, а с учетом того, что впоследствии сверху свое место займет новая оплетка, то мастер должен быть максимально аккуратен во время установки подогрева.
Ошибок на данном этапе быть не может, ведь, во-первых переделывать этот шаг – означает то, что нужно использовать еще один комплект подогрева. Во-вторых, так как руль является самым используемым элементом салона, водитель не должен чувствовать даже малейших складок или ненужных швов, а с учетом того, что впоследствии сверху свое место займет новая оплетка, то мастер должен быть максимально аккуратен во время установки подогрева. Стоит учесть, что перетяжка руля – обязательная процедура при установке подогрева, особенно это касается рулей, ранее не предусматривающих наличие какой либо оплетки. Материалом для нового руля стала натуральная кожа с гладкой текстурой. Владелец решил не выделять руль из общего вида салона кроссовера. Да и к тому же черный является самым универсальным цветом, который гармонично впишется в любой салон темного цвета.
Стоит учесть, что перетяжка руля – обязательная процедура при установке подогрева, особенно это касается рулей, ранее не предусматривающих наличие какой либо оплетки. Материалом для нового руля стала натуральная кожа с гладкой текстурой. Владелец решил не выделять руль из общего вида салона кроссовера. Да и к тому же черный является самым универсальным цветом, который гармонично впишется в любой салон темного цвета. Дайте мне посмотреть, смогу ли я найти картинку и где я ее взял, предположительно на Amazon.
Дайте мне посмотреть, смогу ли я найти картинку и где я ее взял, предположительно на Amazon. 14,5-дюймовый, который у меня был раньше, уже был довольно свободным. Может быть, тот, что у вас, более эластичный? Не знаю. В любом случае, спасибо за ссылку, я обязательно подпишусь на уведомление, когда он снова будет доступен.
14,5-дюймовый, который у меня был раньше, уже был довольно свободным. Может быть, тот, что у вас, более эластичный? Не знаю. В любом случае, спасибо за ссылку, я обязательно подпишусь на уведомление, когда он снова будет доступен.
 Теплый поток воздуха из чехла сохраняет тепло тела, обеспечивая более комфортную езду в холодную зимнюю погоду. Вместо карманов холодного воздуха, превращающих ваш руль в глыбу льда, между вашими руками и рулем образуется дышащая прослойка.
Теплый поток воздуха из чехла сохраняет тепло тела, обеспечивая более комфортную езду в холодную зимнюю погоду. Вместо карманов холодного воздуха, превращающих ваш руль в глыбу льда, между вашими руками и рулем образуется дышащая прослойка.

 Из отличий у него изменяемая геометрия впускного рессивера — эта функция позволяет улучшить тягу на низких и высоких оборотах. Также в двигателе LADA Vesta SW Cross отсутствует датчик массового расхода воздуха (ДМРВ). Вместо него используется датчик абсолютного давления (ДАД), что позволяет контролировать подачу топлива.
Из отличий у него изменяемая геометрия впускного рессивера — эта функция позволяет улучшить тягу на низких и высоких оборотах. Также в двигателе LADA Vesta SW Cross отсутствует датчик массового расхода воздуха (ДМРВ). Вместо него используется датчик абсолютного давления (ДАД), что позволяет контролировать подачу топлива. Но несмотря на это автомобиль довольно уверенно держить дорогу и управлять им одно удовольствие. Эта машина любит и умеет ездить.
Но несмотря на это автомобиль довольно уверенно держить дорогу и управлять им одно удовольствие. Эта машина любит и умеет ездить. Мы надеемся, что это поможет Вам разобраться в обилии лампочек, предлагаемых на рынке автозапчастей, и сделать правильный выбор.
Мы надеемся, что это поможет Вам разобраться в обилии лампочек, предлагаемых на рынке автозапчастей, и сделать правильный выбор. Просто, практично и эффективно. Чтобы поменять лампы в фарах не нужны специальные инструменты, потребуются только тряпичные перчатки и пара минут.
Просто, практично и эффективно. Чтобы поменять лампы в фарах не нужны специальные инструменты, потребуются только тряпичные перчатки и пара минут.
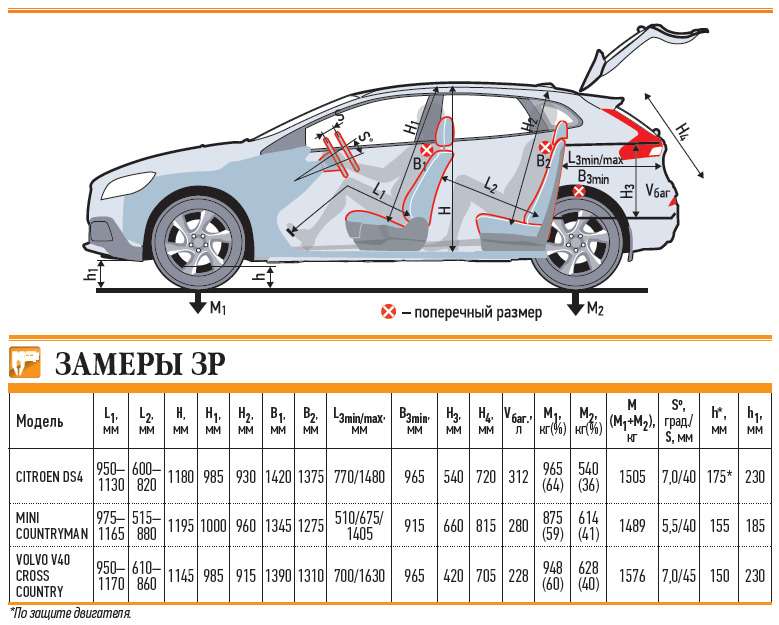 При установке новой лампы нужно поместить ассиметричные выступы в пазы на патроне.
При установке новой лампы нужно поместить ассиметричные выступы в пазы на патроне. Пожалуйста, смотрите конкретную страницу продукта для оптовых скидок.
Пожалуйста, смотрите конкретную страницу продукта для оптовых скидок. 0
0 4
4 2
2 090″ x 0,047″ (2,28 x 1,19 мм)
090″ x 0,047″ (2,28 x 1,19 мм)
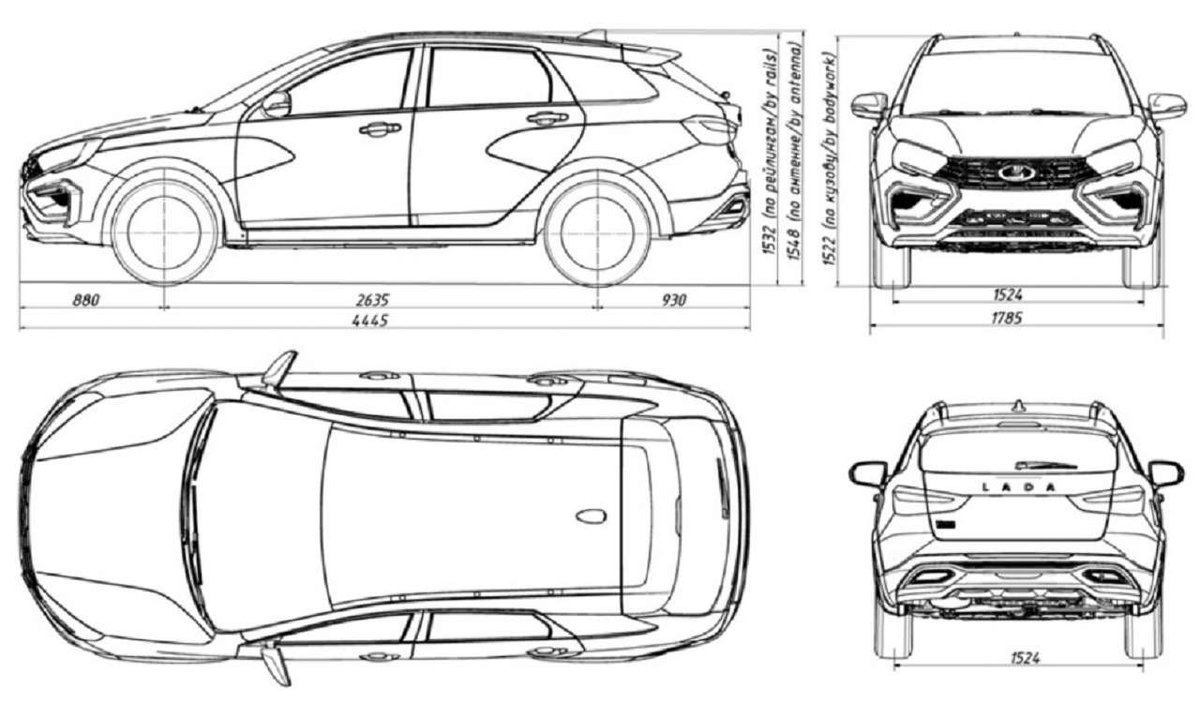 1
1 Если вы ищете, какие лады подходят для вашей гитары, то вы пришли в нужное место!
Если вы ищете, какие лады подходят для вашей гитары, то вы пришли в нужное место!
 Это объясняет, почему один и тот же размер лада кажется короче на необработанной накладке, чем на готовой (подумайте о палисандре против клена). Другими словами, то, что вам нравится на готовой накладке, будет казаться короче, чем тот же самый лад на необработанной накладке.
Это объясняет, почему один и тот же размер лада кажется короче на необработанной накладке, чем на готовой (подумайте о палисандре против клена). Другими словами, то, что вам нравится на готовой накладке, будет казаться короче, чем тот же самый лад на необработанной накладке.

 Как и Sanko SBB-217 или SBB-23. Jim Dunlop 6150 быстро становится фаворитом в магазинах.
Как и Sanko SBB-217 или SBB-23. Jim Dunlop 6150 быстро становится фаворитом в магазинах.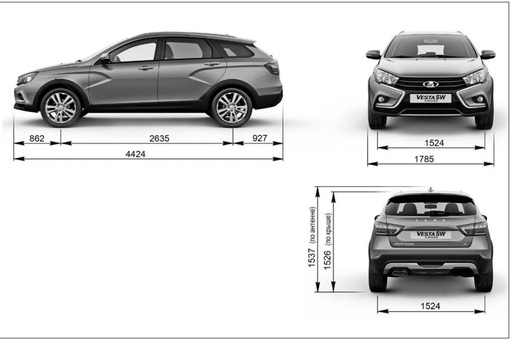
 Паралич из-за анализа — обычный результат для среднего игрока, когда он углубляется в эту удивительно глубокую тему. Какие лады позволят вам играть лучше всего? Ну, это вопрос, на который можете ответить только вы. Лучший способ ответить на этот вопрос — поиграть на нескольких гитарах, чтобы сосредоточиться на том, как лады влияют на играбельность. Тем не менее, некоторые упреждающие интроспективные мысли могут иметь большое значение, и если вы обнаружите, что вы ритм-гитарист, который придерживается аккордов, возможно, эти медиум-джамбо работают против вас?
Паралич из-за анализа — обычный результат для среднего игрока, когда он углубляется в эту удивительно глубокую тему. Какие лады позволят вам играть лучше всего? Ну, это вопрос, на который можете ответить только вы. Лучший способ ответить на этот вопрос — поиграть на нескольких гитарах, чтобы сосредоточиться на том, как лады влияют на играбельность. Тем не менее, некоторые упреждающие интроспективные мысли могут иметь большое значение, и если вы обнаружите, что вы ритм-гитарист, который придерживается аккордов, возможно, эти медиум-джамбо работают против вас?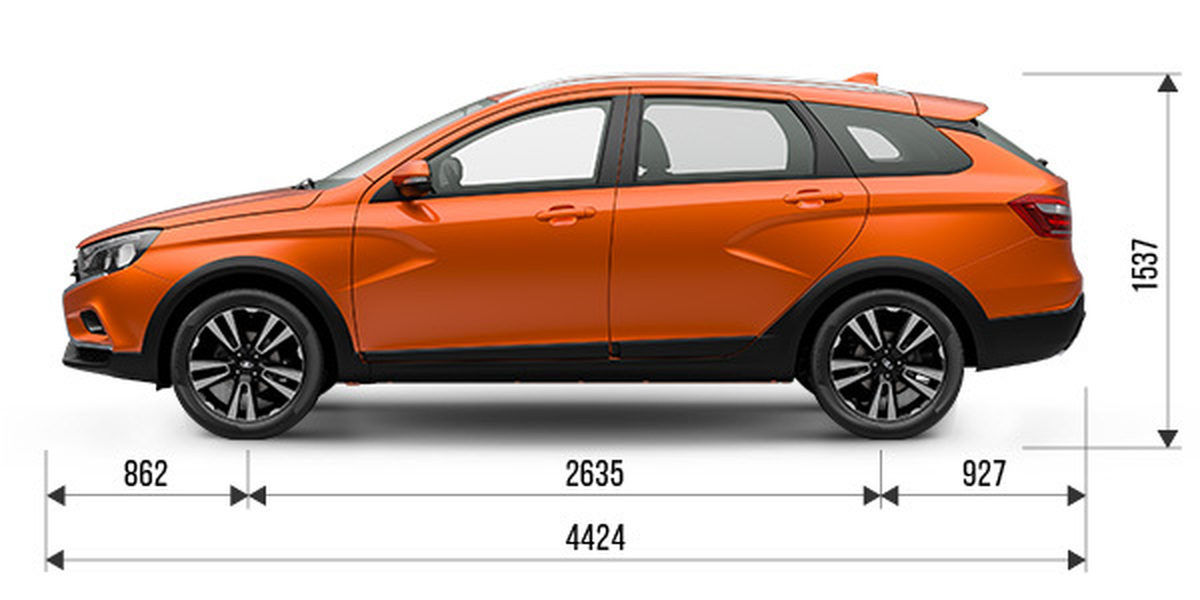
 Хорошего качества сварки можно добиться только в том случае, если сила тока и напряжение дуги будут настроены точно и в соответствии друг с другом. Посмотрите на изображение ниже. Оно схематично объясняет суть этой взаимосвязи. Под «скоростью подачи» имеется в виду сила сварочного тока.
Хорошего качества сварки можно добиться только в том случае, если сила тока и напряжение дуги будут настроены точно и в соответствии друг с другом. Посмотрите на изображение ниже. Оно схематично объясняет суть этой взаимосвязи. Под «скоростью подачи» имеется в виду сила сварочного тока. При этом полуавтомат может либо отказываться варить, либо вовсе сгорит. Так что на это нужно обращать особое внимание.
При этом полуавтомат может либо отказываться варить, либо вовсе сгорит. Так что на это нужно обращать особое внимание.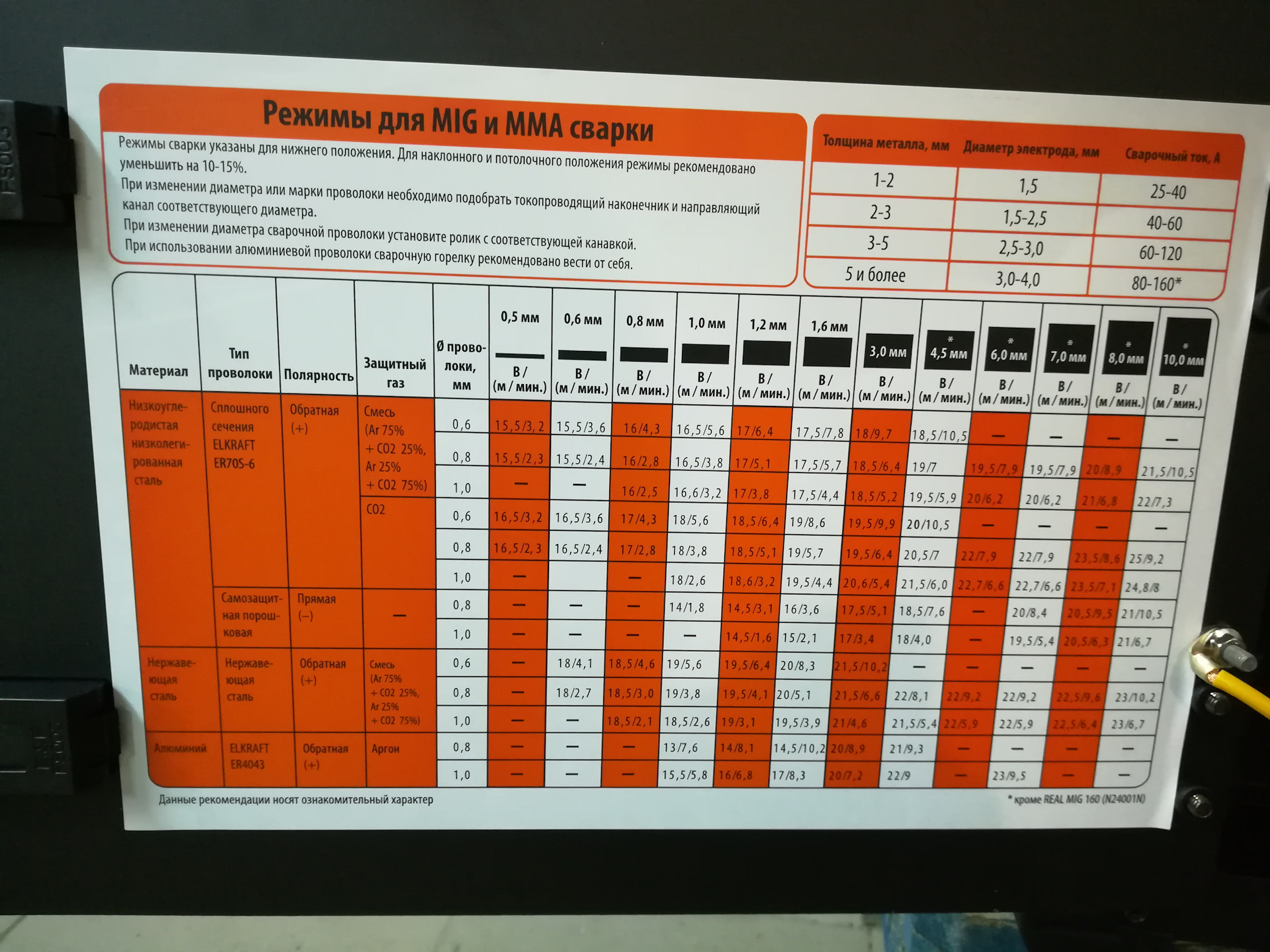 Словом, есть множество нюансов, на которые нужно обращать внимание, и быть готовым к постоянной надстройке аппарата.
Словом, есть множество нюансов, на которые нужно обращать внимание, и быть готовым к постоянной надстройке аппарата. Не стоит использовать для подобных целей заготовки или детали, иначе можете их испортить. Берите те куски металла, которые не жалко.
Не стоит использовать для подобных целей заготовки или детали, иначе можете их испортить. Берите те куски металла, которые не жалко. Изменяйте настройки не резко, а буквально на одно-два значения.
Изменяйте настройки не резко, а буквально на одно-два значения. Запишите эти настройки. Повторяйте этот процесс уменьшения напряжения на пол вольта и поиска оптимальных знаний силы тока до тех пор, пока аппарат не перестанет варить. Все настройки фиксируйте.
Запишите эти настройки. Повторяйте этот процесс уменьшения напряжения на пол вольта и поиска оптимальных знаний силы тока до тех пор, пока аппарат не перестанет варить. Все настройки фиксируйте. В этой статье мы поделились с вами рекомендациями от мастеров, которые уже обучились выполнять полуавтоматическую сварку и настраивать аппарат. Помните, что не существует единого набора настроек, при котором возможна любая сварка любым аппаратом. Учитывайте тип свариваемого металла, его толщину, тип присадочной проволоки и ее диаметр. А также тип газа, пространственное положение и прочие факторы.
В этой статье мы поделились с вами рекомендациями от мастеров, которые уже обучились выполнять полуавтоматическую сварку и настраивать аппарат. Помните, что не существует единого набора настроек, при котором возможна любая сварка любым аппаратом. Учитывайте тип свариваемого металла, его толщину, тип присадочной проволоки и ее диаметр. А также тип газа, пространственное положение и прочие факторы.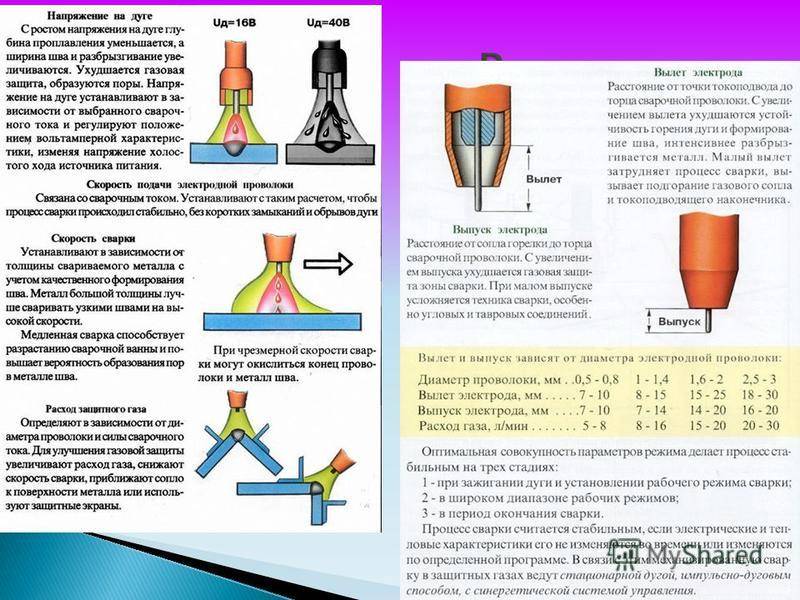 Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье: Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.

 В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
 Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва. Подключаем горелку к евроразъему на лицевой панели.
Подключаем горелку к евроразъему на лицевой панели. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку. Для аппарата с синергетикой это очень просто:
Для аппарата с синергетикой это очень просто:
 Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.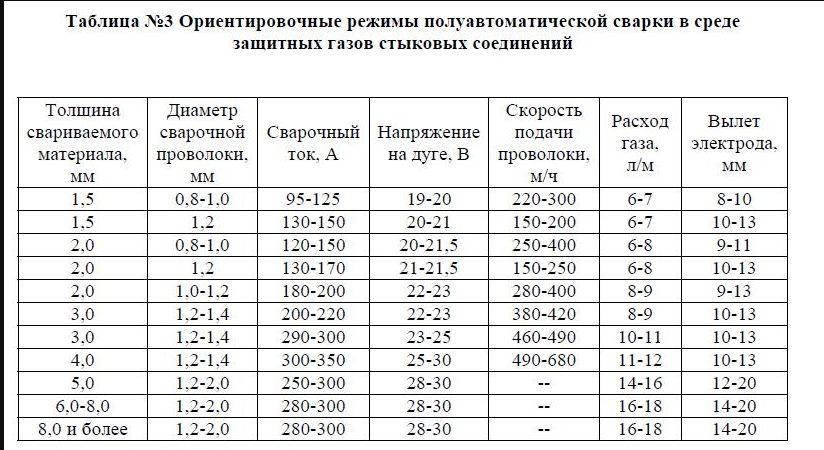 Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой. Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.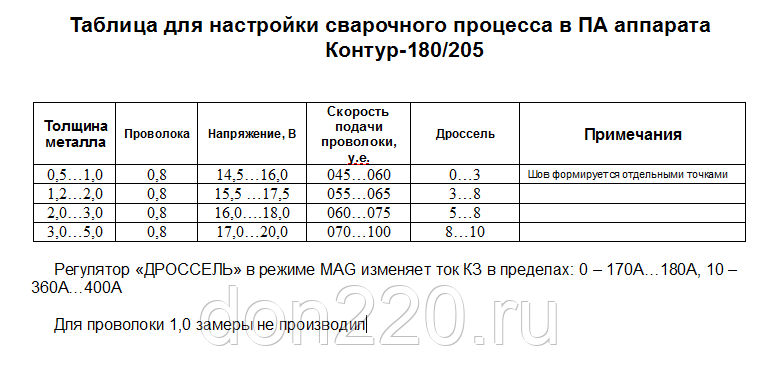 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:

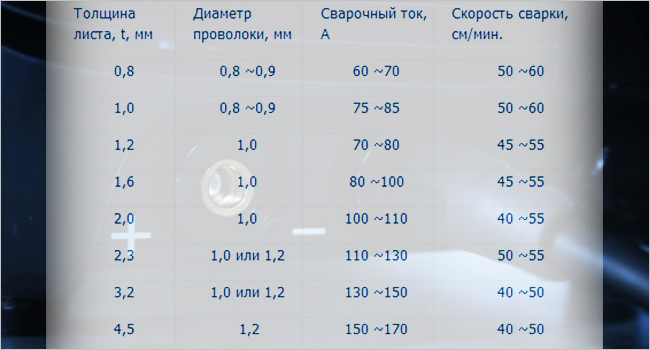
 Этапы настройки сварочного аппарата различаются в зависимости от многих факторов, включая тип сварки.
Этапы настройки сварочного аппарата различаются в зависимости от многих факторов, включая тип сварки.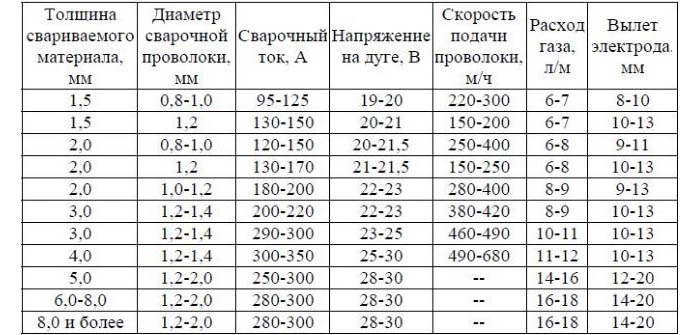 Различные свойства влияют на эффективность различных методов и настроек сварки.
Различные свойства влияют на эффективность различных методов и настроек сварки. 2
2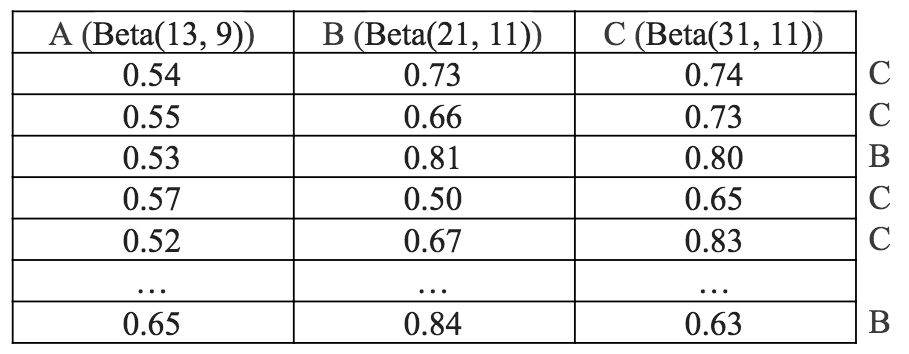 Защитный газ предотвращает контакт сварочной ванны с окружающей атмосферой.
Защитный газ предотвращает контакт сварочной ванны с окружающей атмосферой.
 Азот может стабилизировать электрическую дугу при сварке нержавеющей стали или алюминия.
Азот может стабилизировать электрическую дугу при сварке нержавеющей стали или алюминия. Цифра «0» означает натриевое покрытие с высоким содержанием целлюлозы, которое используется только при постоянном + токе.
Цифра «0» означает натриевое покрытие с высоким содержанием целлюлозы, которое используется только при постоянном + токе. Сварка переменным током рекомендуется для толстых заготовок, так как переменный ток может создавать более высокие температуры.
Сварка переменным током рекомендуется для толстых заготовок, так как переменный ток может создавать более высокие температуры.
 Бензин сегодня получают по новым технологиям, недоступным для самопального производства. Отсюда… Читать далее
Бензин сегодня получают по новым технологиям, недоступным для самопального производства. Отсюда… Читать далее Таких высокооктановых добавок много, наиболее популярный это МЕТИЛТРЕТБУТИЛОВЫЙ ЭФИР — МТБЭ, он просто дешевле АЦЕТОНА. Одна из технологий получения бензина такова — Сначала нефть разгоняют на фракции по температурам кипения которые прописаны в ГОСТах, для каждого вида топлива свои диапазоны температур. Выделяют бензиновую фракцию, остальные фракции опустим (например газолин, октановое число 40, хорошо смешивается с бензином), ну далее, это прямогонный бензин с низким октановым числом около 76. Далее для повышения октанового числа проводят каталитический реформинг этого прямогона, при котором в бензине увеличивается содержание ароматических углеводородов, а именно БЕНЗОЛ, ТОЛУОЛ, КСИЛОЛ, они повышают октан.
Таких высокооктановых добавок много, наиболее популярный это МЕТИЛТРЕТБУТИЛОВЫЙ ЭФИР — МТБЭ, он просто дешевле АЦЕТОНА. Одна из технологий получения бензина такова — Сначала нефть разгоняют на фракции по температурам кипения которые прописаны в ГОСТах, для каждого вида топлива свои диапазоны температур. Выделяют бензиновую фракцию, остальные фракции опустим (например газолин, октановое число 40, хорошо смешивается с бензином), ну далее, это прямогонный бензин с низким октановым числом около 76. Далее для повышения октанового числа проводят каталитический реформинг этого прямогона, при котором в бензине увеличивается содержание ароматических углеводородов, а именно БЕНЗОЛ, ТОЛУОЛ, КСИЛОЛ, они повышают октан. За недобросовестной торговлей некачественным бензином, недоливами скрываются значительные барыши. Бензин с газолином имеет резкий запах, абсолютно не характерный для качественного бензина.
За недобросовестной торговлей некачественным бензином, недоливами скрываются значительные барыши. Бензин с газолином имеет резкий запах, абсолютно не характерный для качественного бензина.
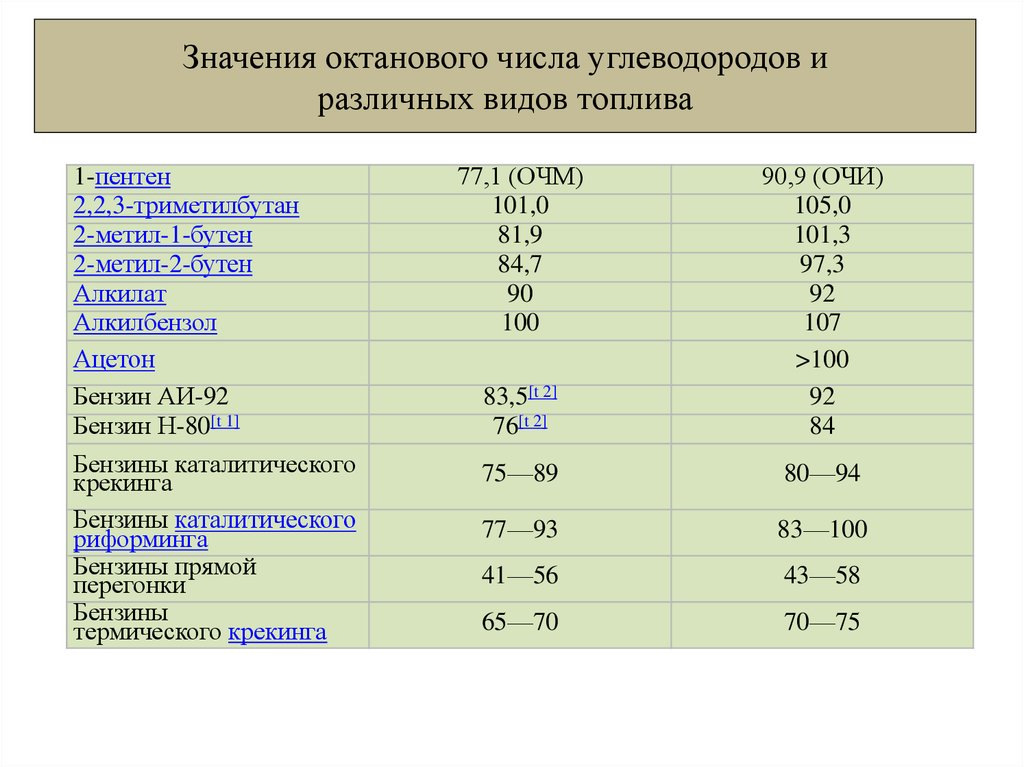
 А главное это безопасно, никаких резинок он не испортит. Однако использование ацетона ввиду его чрезвычайно вредного воздействия на здоровье людей и на окружающую среду нежелательно. Но кто задумывается об этом, когда есть соблазн такого «навара. Гораздо более агрессивен МТБЭ, но как видите машины на нём ездят. Более того, ацетон облегчит запуск двигателя зимой особенно карбюраторных, т.к. ацетон очень летуч даже на морозе. Пробовал как-то, добавлял на полный бак бензина 300-500 мл. чистого ацетона. Эффект был! Полезно иногда пользоваться зимой. Но без фанатизма конечно.
А главное это безопасно, никаких резинок он не испортит. Однако использование ацетона ввиду его чрезвычайно вредного воздействия на здоровье людей и на окружающую среду нежелательно. Но кто задумывается об этом, когда есть соблазн такого «навара. Гораздо более агрессивен МТБЭ, но как видите машины на нём ездят. Более того, ацетон облегчит запуск двигателя зимой особенно карбюраторных, т.к. ацетон очень летуч даже на морозе. Пробовал как-то, добавлял на полный бак бензина 300-500 мл. чистого ацетона. Эффект был! Полезно иногда пользоваться зимой. Но без фанатизма конечно.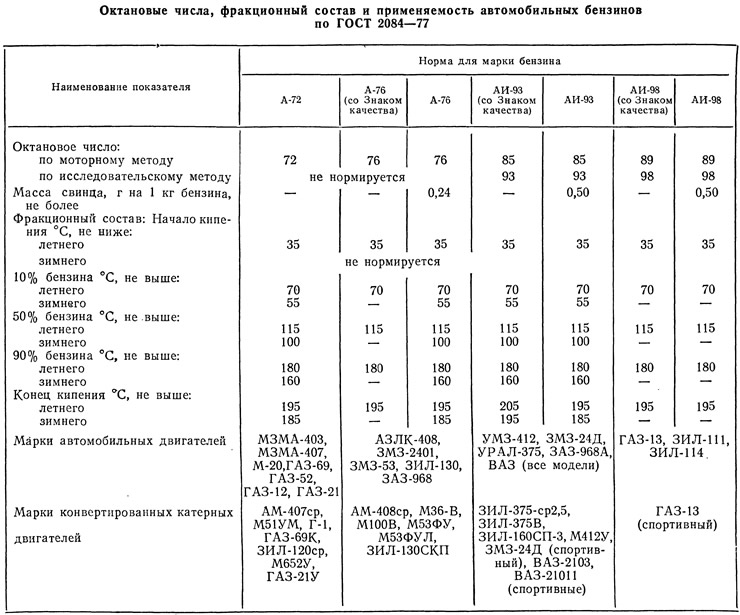 Его надо немного чтобы поднять октан с 92 до 95, но его кидают много, потому что исходный дешёвый бензин бывает октаном ниже 92.
Его надо немного чтобы поднять октан с 92 до 95, но его кидают много, потому что исходный дешёвый бензин бывает октаном ниже 92. Лучше растворяется МЕТИЛОВЫЙ спирт. Его также применяют для удаления скопившегося конденсата в топливном баке ,из расчета грамм 150-200 на полный бак топлива. Он соединяется с конденсатом, затем смешивается с бензином и сгорает в камере сгорания и «разит»потом от машинки перегаром.
Лучше растворяется МЕТИЛОВЫЙ спирт. Его также применяют для удаления скопившегося конденсата в топливном баке ,из расчета грамм 150-200 на полный бак топлива. Он соединяется с конденсатом, затем смешивается с бензином и сгорает в камере сгорания и «разит»потом от машинки перегаром.
 Кратко обсуждается связь между октановым числом и бензиновыми двигателями, а также способ определения октанового числа и методы, используемые для его улучшения.
Кратко обсуждается связь между октановым числом и бензиновыми двигателями, а также способ определения октанового числа и методы, используемые для его улучшения.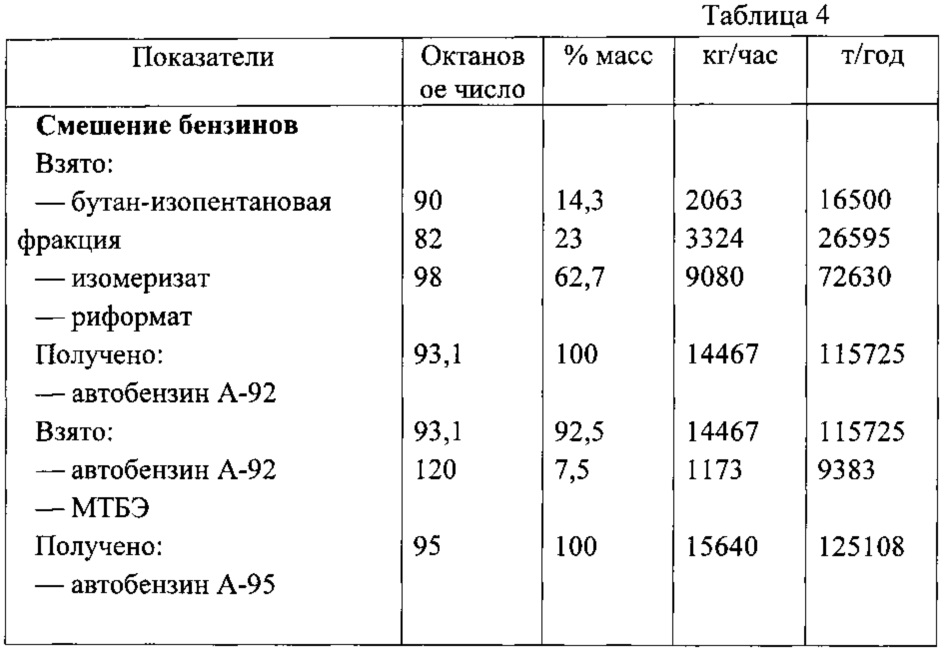 Когда заряд паров бензина и воздуха, втянутых в цилиндр на такте всасывания, сжимается за счет движения поршня вверх, его температура и давление повышаются. Чем меньше конечный объем над поршнем, тем большее давление необходимо для сжатия заряда до такого размера. Чем сильнее сжимается заряд, тем выше конечная температура и давление, достигаемые перед воспламенением, которое происходит непосредственно перед достижением вершины такта сжатия. Следовательно, в двигателе с высокой степенью сжатия (с большой степенью сжатия) температура и давление в момент воспламенения выше, чем в двигателе с низкой степенью сжатия. У каждого бензина есть определенная «критическая» температура и давление, выше которых он перестает равномерно гореть и самопроизвольно детонирует со взрывной силой. Если эта критическая точка достигается до воспламенения искры, заряд предварительно воспламеняется (самопроизвольно) и детонирует, вызывая явление, известное как детонация, подобное тому, которое возникает при слишком далеком продвижении искры при подъеме на холм или при предварительном воспламенении.
Когда заряд паров бензина и воздуха, втянутых в цилиндр на такте всасывания, сжимается за счет движения поршня вверх, его температура и давление повышаются. Чем меньше конечный объем над поршнем, тем большее давление необходимо для сжатия заряда до такого размера. Чем сильнее сжимается заряд, тем выше конечная температура и давление, достигаемые перед воспламенением, которое происходит непосредственно перед достижением вершины такта сжатия. Следовательно, в двигателе с высокой степенью сжатия (с большой степенью сжатия) температура и давление в момент воспламенения выше, чем в двигателе с низкой степенью сжатия. У каждого бензина есть определенная «критическая» температура и давление, выше которых он перестает равномерно гореть и самопроизвольно детонирует со взрывной силой. Если эта критическая точка достигается до воспламенения искры, заряд предварительно воспламеняется (самопроизвольно) и детонирует, вызывая явление, известное как детонация, подобное тому, которое возникает при слишком далеком продвижении искры при подъеме на холм или при предварительном воспламенении. воспламенение, вызванное раскаленными углеродными отложениями. Даже лучшие прямогонные бензины будут детонировать в двигателях со степенью сжатия выше 7:1.
воспламенение, вызванное раскаленными углеродными отложениями. Даже лучшие прямогонные бензины будут детонировать в двигателях со степенью сжатия выше 7:1.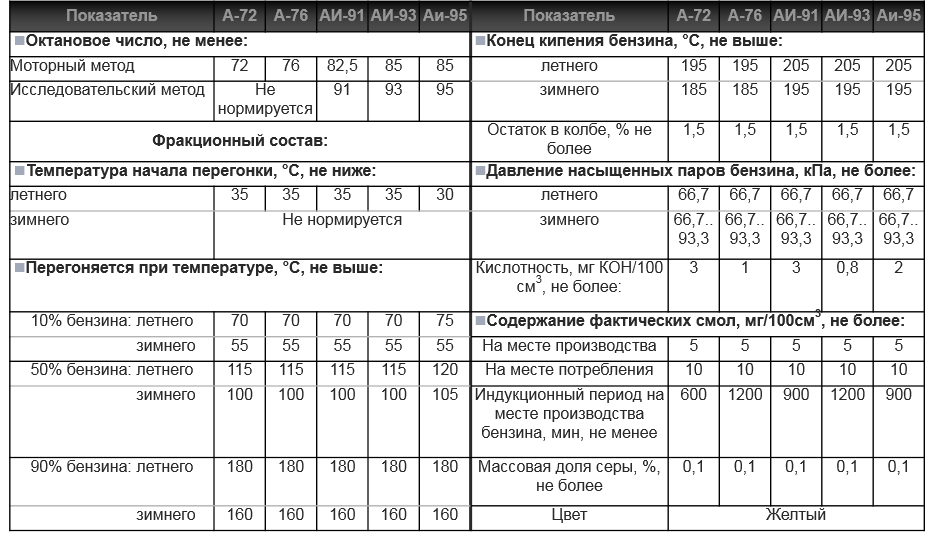 Эти два качества, по-видимому, идут рука об руку и характерны для высококачественных бензинов, в то время как низкие критические значения и быстрое сгорание характерны для более бедных сортов. Чтобы различать эти марки бензина, была разработана методика оценки по октановому числу.
Эти два качества, по-видимому, идут рука об руку и характерны для высококачественных бензинов, в то время как низкие критические значения и быстрое сгорание характерны для более бедных сортов. Чтобы различать эти марки бензина, была разработана методика оценки по октановому числу. Смешивая эти две жидкости в различных пропорциях, можно воспроизвести в цилиндре двигателя стук любого общеупотребительного ныне бензина. По этой причине они используются в качестве эталонов для сравнения детонационных характеристик бензинов.
Смешивая эти две жидкости в различных пропорциях, можно воспроизвести в цилиндре двигателя стук любого общеупотребительного ныне бензина. По этой причине они используются в качестве эталонов для сравнения детонационных характеристик бензинов. Процентное содержание этих различных углеводородов или фракций различается для каждого бензина, и на сегодняшний день было невозможно точно предсказать с помощью химического анализа, каковы будут окончательные антидетонационные свойства. Однако результирующая склонность любого бензина к детонации характерна для этого бензина и зависит от источника сырой нефти, из которой он получен, и методов, используемых при его очистке.
Процентное содержание этих различных углеводородов или фракций различается для каждого бензина, и на сегодняшний день было невозможно точно предсказать с помощью химического анализа, каковы будут окончательные антидетонационные свойства. Однако результирующая склонность любого бензина к детонации характерна для этого бензина и зависит от источника сырой нефти, из которой он получен, и методов, используемых при его очистке. Интенсивность детонации измеряется с помощью прыгающего штифта Мидгли, упирающегося в диафрагму, вставленную в стенку цилиндра. При детонации штифт подпрыгивает, замыкая цепь детонометра. Чем сильнее удар, тем выше отскок штифта и тем дольше цепь остается замкнутой. Эта схема состоит из термического сопротивления, источника постоянного напряжения и пирометра, показывающего температуру термического сопротивления. Чем дольше замыкается цепь на каждом контакте, тем выше температура теплового сопротивления, а значит, выше показания пирометра. Этот пирометр, известный как детонометр, оснащен произвольной шкалой так называемой интенсивности детонации.
Интенсивность детонации измеряется с помощью прыгающего штифта Мидгли, упирающегося в диафрагму, вставленную в стенку цилиндра. При детонации штифт подпрыгивает, замыкая цепь детонометра. Чем сильнее удар, тем выше отскок штифта и тем дольше цепь остается замкнутой. Эта схема состоит из термического сопротивления, источника постоянного напряжения и пирометра, показывающего температуру термического сопротивления. Чем дольше замыкается цепь на каждом контакте, тем выше температура теплового сопротивления, а значит, выше показания пирометра. Этот пирометр, известный как детонометр, оснащен произвольной шкалой так называемой интенсивности детонации. В соответствии с этим готовят смесь в этих пропорциях и делают вторую попытку с использованием этой смеси. Если результирующее показание детонометра выше, чем у бензина, в смеси недостаточно октанового числа; если ниже, то слишком много. Затем готовится другая смесь с использованием скорректированных пропорций изооктана и нормального гептана, чтобы приблизить ее к показаниям детонометра бензина, и проводится еще один цикл. Затем бензин запускается во второй раз, и, если достигнуто совпадение показаний детонометра, окончательное процентное содержание изооктана, используемого в смеси изооктана и нормального гептана, присваивается как октановое число этого бензина. С практикой можно очень точно оценить, просто по показаниям детонометра, какой процент изооктана следует использовать, но всегда проводится контрольный запуск бензина, чтобы избежать последствий возможных изменений двигателя и обеспечить точность.
В соответствии с этим готовят смесь в этих пропорциях и делают вторую попытку с использованием этой смеси. Если результирующее показание детонометра выше, чем у бензина, в смеси недостаточно октанового числа; если ниже, то слишком много. Затем готовится другая смесь с использованием скорректированных пропорций изооктана и нормального гептана, чтобы приблизить ее к показаниям детонометра бензина, и проводится еще один цикл. Затем бензин запускается во второй раз, и, если достигнуто совпадение показаний детонометра, окончательное процентное содержание изооктана, используемого в смеси изооктана и нормального гептана, присваивается как октановое число этого бензина. С практикой можно очень точно оценить, просто по показаниям детонометра, какой процент изооктана следует использовать, но всегда проводится контрольный запуск бензина, чтобы избежать последствий возможных изменений двигателя и обеспечить точность. Для авиационных двигателей с высокой степенью сжатия требуется бензин с октановым числом около 80. (Для бензиновых двигателей Macon требуется топливо с октановым числом не менее 85.) При современных методах очистки неэкономично производить прямогонный бензин с октановым числом намного выше 73. В таком случае, как мы можем получить топливо с достаточно высоким октановым числом для двигателей с высокой степенью сжатия наших современных самолетов и автомобилей?
Для авиационных двигателей с высокой степенью сжатия требуется бензин с октановым числом около 80. (Для бензиновых двигателей Macon требуется топливо с октановым числом не менее 85.) При современных методах очистки неэкономично производить прямогонный бензин с октановым числом намного выше 73. В таком случае, как мы можем получить топливо с достаточно высоким октановым числом для двигателей с высокой степенью сжатия наших современных самолетов и автомобилей? смесевое топливо. Этанол и метанол, более известные как этиловый и метиловый спирты (зерновые и древесные спирты), используются в сочетании с бензолом во многих европейских странах, но до сих пор не использовались в коммерческих целях в Соединенных Штатах. В настоящее время в Конгрессе ведется некоторая агитация за требование использования этилового спирта в качестве примеси для бензина, но это делается с целью помочь фермеру, а не из каких-либо внутренних достоинств смеси. Вероятно, это повысит цену топлива для потребителя.
смесевое топливо. Этанол и метанол, более известные как этиловый и метиловый спирты (зерновые и древесные спирты), используются в сочетании с бензолом во многих европейских странах, но до сих пор не использовались в коммерческих целях в Соединенных Штатах. В настоящее время в Конгрессе ведется некоторая агитация за требование использования этилового спирта в качестве примеси для бензина, но это делается с целью помочь фермеру, а не из каких-либо внутренних достоинств смеси. Вероятно, это повысит цену топлива для потребителя. Такими химическими веществами являются карбонил железа и тетраэтилсвинец. Есть несколько других так называемых «ингибиторов детонации» этого типа, но тетраэтилсвинец, безусловно, является наиболее эффективным и наиболее широко используемым. Применяется исключительно на флоте для улучшения антидетонационных свойств авиационного бензина. Он получит более широкое признание благодаря использованию в этилированных бензинах, продаваемых в качестве топлива премиум-класса на заправочных станциях.
Такими химическими веществами являются карбонил железа и тетраэтилсвинец. Есть несколько других так называемых «ингибиторов детонации» этого типа, но тетраэтилсвинец, безусловно, является наиболее эффективным и наиболее широко используемым. Применяется исключительно на флоте для улучшения антидетонационных свойств авиационного бензина. Он получит более широкое признание благодаря использованию в этилированных бензинах, продаваемых в качестве топлива премиум-класса на заправочных станциях. Химические ингибиторы детонации действуют иначе и требуются только в очень малых количествах.
Химические ингибиторы детонации действуют иначе и требуются только в очень малых количествах. Покрытие из свинца увеличивает радиус кривизны потенциального распространения пламени в каждой точке. Результирующее снижение интенсивности тепла вместе с происходящим поглощением тепла предотвращает преждевременное зажигание и вызывает нормальное горение. В любом случае известно, что присутствие инертного вещества (газообразного или твердого) в заряде взрывчатого вещества повышает температуру, необходимую для самовоспламенения, и замедляет скорость распространения пламени, предотвращая тем самым детонацию.
Покрытие из свинца увеличивает радиус кривизны потенциального распространения пламени в каждой точке. Результирующее снижение интенсивности тепла вместе с происходящим поглощением тепла предотвращает преждевременное зажигание и вызывает нормальное горение. В любом случае известно, что присутствие инертного вещества (газообразного или твердого) в заряде взрывчатого вещества повышает температуру, необходимую для самовоспламенения, и замедляет скорость распространения пламени, предотвращая тем самым детонацию. Каждый бензин по-своему реагирует на добавление тетраэтилсвинца. Влияние на октановое число, вызванное добавлением тетраэтилсвинца к любому бензину, известно как восприимчивость этого бензина к свинцу, и эта восприимчивость к свинцу сильно различается для разных бензинов. Эта характеристика топлива определяется для всех бензинов, предлагаемых флоту, на Инженерно-экспериментальной станции путем проведения прогонов по октановому числу на двигателе «30-й серии» с каждым бензином в исходном, нелегированном, а затем с различными концентрациями тетраэтилсвинца. добавлено (обычно 1, 2 и 3 кубических сантиметра на галлон). Результаты этих прогонов, нанесенные на график с октановыми числами в виде координат и куб.см. чистого тетраэтилсвинца по оси абсцисс определяют восприимчивость этого бензина к свинцу. На рис. 1 представлена типичная кривая чувствительности авиационного бензина к свинцу. Большие количества, чем 5 куб.см. тетраэтилсвинца на галлон не улучшают октановое число, а в некоторых случаях даже снижают его.
Каждый бензин по-своему реагирует на добавление тетраэтилсвинца. Влияние на октановое число, вызванное добавлением тетраэтилсвинца к любому бензину, известно как восприимчивость этого бензина к свинцу, и эта восприимчивость к свинцу сильно различается для разных бензинов. Эта характеристика топлива определяется для всех бензинов, предлагаемых флоту, на Инженерно-экспериментальной станции путем проведения прогонов по октановому числу на двигателе «30-й серии» с каждым бензином в исходном, нелегированном, а затем с различными концентрациями тетраэтилсвинца. добавлено (обычно 1, 2 и 3 кубических сантиметра на галлон). Результаты этих прогонов, нанесенные на график с октановыми числами в виде координат и куб.см. чистого тетраэтилсвинца по оси абсцисс определяют восприимчивость этого бензина к свинцу. На рис. 1 представлена типичная кривая чувствительности авиационного бензина к свинцу. Большие количества, чем 5 куб.см. тетраэтилсвинца на галлон не улучшают октановое число, а в некоторых случаях даже снижают его.
 Если куб.см. чистого свинца использованы в качестве абсцисс кривой восприимчивости, интерполяция к cc. этиловой жидкости становится весьма вовлеченным.
Если куб.см. чистого свинца использованы в качестве абсцисс кривой восприимчивости, интерполяция к cc. этиловой жидкости становится весьма вовлеченным.
 Интересно отметить, что в серии исчерпывающих испытаний автомобильных двигателей, сгруппированных по степени сжатия, были обнаружены различия в целых 7 октановых чисел в топливах, которые сгорали при данной степени сжатия без детонации. Эти различия были связаны с различной формой камеры сгорания, расположением свечей зажигания, эффективностью охлаждения и различными металлами, используемыми в поршнях и головках цилиндров.
Интересно отметить, что в серии исчерпывающих испытаний автомобильных двигателей, сгруппированных по степени сжатия, были обнаружены различия в целых 7 октановых чисел в топливах, которые сгорали при данной степени сжатия без детонации. Эти различия были связаны с различной формой камеры сгорания, расположением свечей зажигания, эффективностью охлаждения и различными металлами, используемыми в поршнях и головках цилиндров. Сопоставление результатов очень затруднено из-за сложности получения абсолютно одинаковых условий работы на любых двух испытуемых двигателях. В конечном итоге может быть получена более абсолютная шкала характеристик, основанная на химическом и физическом поведении топлива без привязки к стандартному испытательному двигателю. Преимущества такого метода сравнения очевидны; а между тем, поведение на стандартном двигателе — наш единственный критерий сравнительной производительности, а единицей шкалы является октановое число
Сопоставление результатов очень затруднено из-за сложности получения абсолютно одинаковых условий работы на любых двух испытуемых двигателях. В конечном итоге может быть получена более абсолютная шкала характеристик, основанная на химическом и физическом поведении топлива без привязки к стандартному испытательному двигателю. Преимущества такого метода сравнения очевидны; а между тем, поведение на стандартном двигателе — наш единственный критерий сравнительной производительности, а единицей шкалы является октановое число

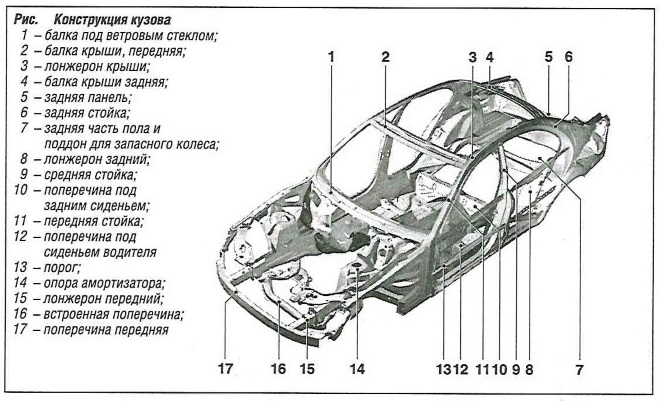 Эта конструкция позволяет охлаждающему модулю уклоняться от бампера при его отклонении назад без необходимости преодоления существенного сопротивления, которое могло бы приводить к обоюдному повреждению бампера и охлаждающего модуля.
Эта конструкция позволяет охлаждающему модулю уклоняться от бампера при его отклонении назад без необходимости преодоления существенного сопротивления, которое могло бы приводить к обоюдному повреждению бампера и охлаждающего модуля.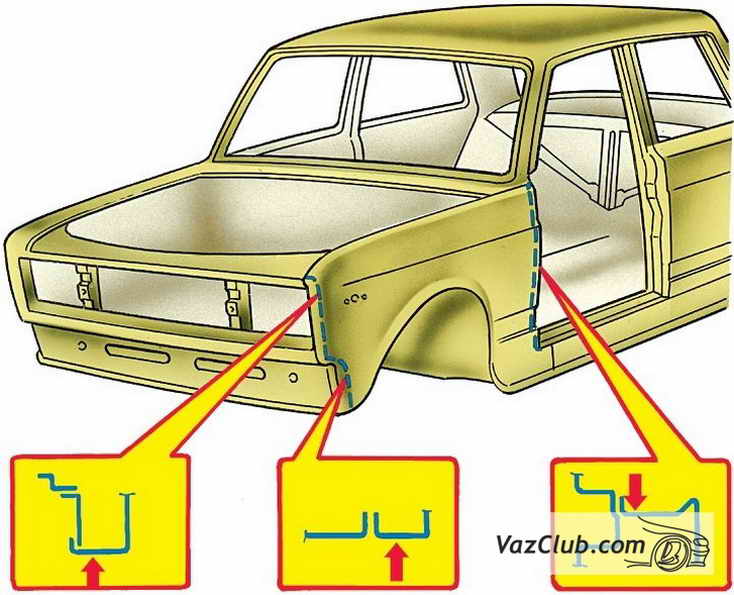

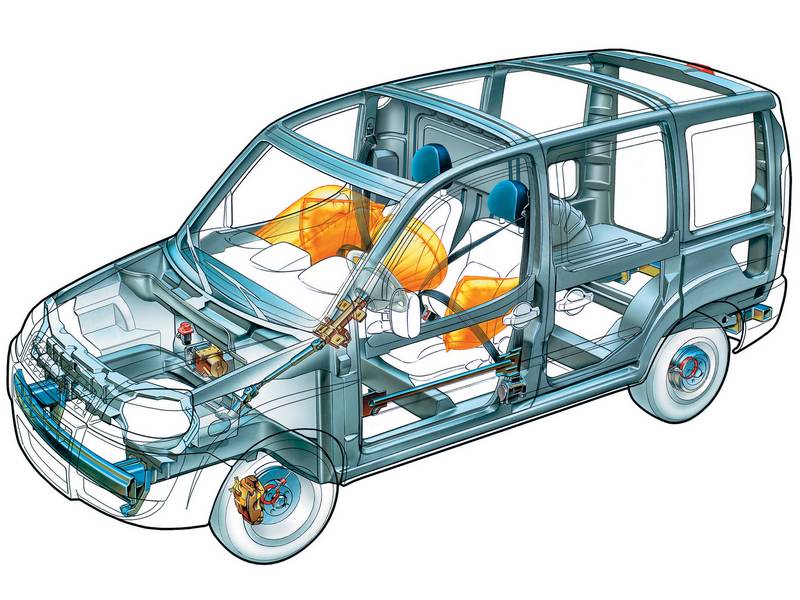 Бампер образован по существу полым механическим профилем, который через (не показаны) сминаемые в продольном направлении автомобиля несущие рычаги, так называемые краш-боксы (Crash Box), закреплен на не показанном жестком передке кузова. Бампер и краш-боксы выполнены известным образом для пластичной деформации при столкновении. За счет этого бампер 1 может отклоняться назад в направлении движения автомобиля. В начальной фазе процесса деформации она концентрируется на краш-боксах и бампере 1, так что при легком столкновении передок защищен от устраняемых с большими затратами труда и стоимости повреждений.
Бампер образован по существу полым механическим профилем, который через (не показаны) сминаемые в продольном направлении автомобиля несущие рычаги, так называемые краш-боксы (Crash Box), закреплен на не показанном жестком передке кузова. Бампер и краш-боксы выполнены известным образом для пластичной деформации при столкновении. За счет этого бампер 1 может отклоняться назад в направлении движения автомобиля. В начальной фазе процесса деформации она концентрируется на краш-боксах и бампере 1, так что при легком столкновении передок защищен от устраняемых с большими затратами труда и стоимости повреждений. Вхождение цапф 9 в отверстия обеспечивает ограниченное поворотное движение охлаждающего модуля вокруг горизонтальной, проходящей в поперечном направлении автомобиля через обе цапфы 9 поворотной оси, но не возвратно-поступательное перемещение всего охлаждающего модуля 2.
Вхождение цапф 9 в отверстия обеспечивает ограниченное поворотное движение охлаждающего модуля вокруг горизонтальной, проходящей в поперечном направлении автомобиля через обе цапфы 9 поворотной оси, но не возвратно-поступательное перемещение всего охлаждающего модуля 2. 2, на которой показан разрез бампера 1 и часть профиля рамы 4 охлаждающего модуля 2 с планкой 5, штырь 6 и штифт 7 на виде сбоку. В показанном здесь исправном состоянии бампер 1 отделен от охлаждающего модуля 2 зазором 10, и бампер 1 и штырь 6 лежат противоположно друг другу на одинаковой высоте. Когда бампер 1 при столкновении отклоняется назад, как показано на фиг. 3, зазор 10 уменьшается, и бампер 1 ударяется в штырь 6 по меньшей мере одного из двух профилей и тем самым оттесняет охлаждающий модуль 2 назад. При этом штифты 7 раздвигают плечи эластично деформируемых зажимов 8 и в конце концов выходят из зажимов 8. В этом состоянии охлаждающий модуль 2 может поддаваться давлению бампера 1 без существенного сопротивления и отклоняться назад, пока на задней стороне охлаждающего модуля 2, т.е. справа на фиг. 3 и 4, имеется место для отклонения. Только если столкновение является достаточно сильным, так что заканчивается и это место, радиатор 4 повреждается между бампером 1 и лежащим за ним препятствием, в большинстве случаев — моторным блоком или выхлопной установкой.
2, на которой показан разрез бампера 1 и часть профиля рамы 4 охлаждающего модуля 2 с планкой 5, штырь 6 и штифт 7 на виде сбоку. В показанном здесь исправном состоянии бампер 1 отделен от охлаждающего модуля 2 зазором 10, и бампер 1 и штырь 6 лежат противоположно друг другу на одинаковой высоте. Когда бампер 1 при столкновении отклоняется назад, как показано на фиг. 3, зазор 10 уменьшается, и бампер 1 ударяется в штырь 6 по меньшей мере одного из двух профилей и тем самым оттесняет охлаждающий модуль 2 назад. При этом штифты 7 раздвигают плечи эластично деформируемых зажимов 8 и в конце концов выходят из зажимов 8. В этом состоянии охлаждающий модуль 2 может поддаваться давлению бампера 1 без существенного сопротивления и отклоняться назад, пока на задней стороне охлаждающего модуля 2, т.е. справа на фиг. 3 и 4, имеется место для отклонения. Только если столкновение является достаточно сильным, так что заканчивается и это место, радиатор 4 повреждается между бампером 1 и лежащим за ним препятствием, в большинстве случаев — моторным блоком или выхлопной установкой. Однако при слабых столкновениях достаточно устранить при ремонте повреждения на краш-боксах и, при необходимости, на наружной обшивке кузова; охлаждающий модуль 2 можно просто снова зафиксировать в зажимах 8, и он снова пригоден для использования.
Однако при слабых столкновениях достаточно устранить при ремонте повреждения на краш-боксах и, при необходимости, на наружной обшивке кузова; охлаждающий модуль 2 можно просто снова зафиксировать в зажимах 8, и он снова пригоден для использования. При столкновении, которое нагружает бампер 1 примерно симметрично и по всей его ширине, изгиб бампера сохраняется так, что бампер 1 попадает на штыри 6 и вытесняет охлаждающий модуль из зажимов 8, прежде чем может произойти соприкосновение между бампером и самим радиатором 3.
При столкновении, которое нагружает бампер 1 примерно симметрично и по всей его ширине, изгиб бампера сохраняется так, что бампер 1 попадает на штыри 6 и вытесняет охлаждающий модуль из зажимов 8, прежде чем может произойти соприкосновение между бампером и самим радиатором 3.
 Там специально занижали заднюю подвеску на так называемых хот-родах, то есть специальных автомобилях, предназначенных для соревнований по драг-рейсингу. Такая конфигурация позволяла сместить часть веса назад, облегчить переднюю часть машины и добиться необычного поведения спорткара. Автомобиль легче входил в занос при контрсмещении.
Там специально занижали заднюю подвеску на так называемых хот-родах, то есть специальных автомобилях, предназначенных для соревнований по драг-рейсингу. Такая конфигурация позволяла сместить часть веса назад, облегчить переднюю часть машины и добиться необычного поведения спорткара. Автомобиль легче входил в занос при контрсмещении.
 Кузов перекосится и будет выглядеть эффектно, но этот автомобиль не сможет выполнять сложных номеров с подъемом колес.
Кузов перекосится и будет выглядеть эффектно, но этот автомобиль не сможет выполнять сложных номеров с подъемом колес. Поэтому Автош превратился в исключительно спортивное увлечение для закрытых площадок наравне с дрифт-карами. Ездить на таких автомобилях по дорогам общего пользования запрещено, хотя нередко находятся смельчаки, готовые попугать других участников движения своими выходками.
Поэтому Автош превратился в исключительно спортивное увлечение для закрытых площадок наравне с дрифт-карами. Ездить на таких автомобилях по дорогам общего пользования запрещено, хотя нередко находятся смельчаки, готовые попугать других участников движения своими выходками. 611 вид автомобиля спереди сток fotograf ve görselini inceleyin veya daha fazla stok fotograf ve görsel keşfetmek için yeni bir arama başlatın. Код товара:
611 вид автомобиля спереди сток fotograf ve görselini inceleyin veya daha fazla stok fotograf ve görsel keşfetmek için yeni bir arama başlatın. Код товара:
 ян гёрюшлю, арка гёрюшлю ве ён манзарали араба цв. vektör düz stil illüstrasyon — вид спереди автомобиля стоковые иллюстрации
ян гёрюшлю, арка гёрюшлю ве ён манзарали араба цв. vektör düz stil illüstrasyon — вид спереди автомобиля стоковые иллюстрации Gerçekçi detaylı vektör araba önden görünümü.
Gerçekçi detaylı vektör araba önden görünümü. ян манзарали седан, арка горюм ве ён горюм. векторная иллюстрация стиля. — автомобиль вид спереди стоковые иллюстрации
ян манзарали седан, арка горюм ве ён горюм. векторная иллюстрация стиля. — автомобиль вид спереди стоковые иллюстрации — вид спереди автомобиля сток фото и resimler
— вид спереди автомобиля сток фото и resimler — автомобиль вид спереди стоковые иллюстрации
— автомобиль вид спереди стоковые иллюстрации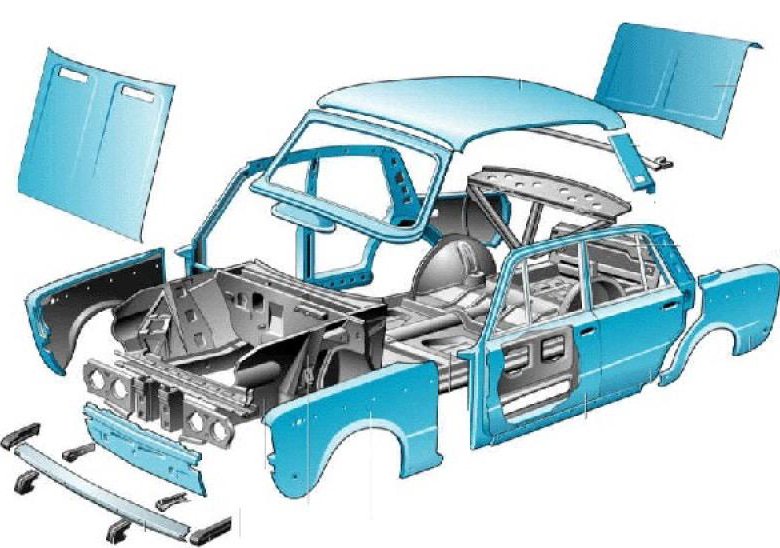

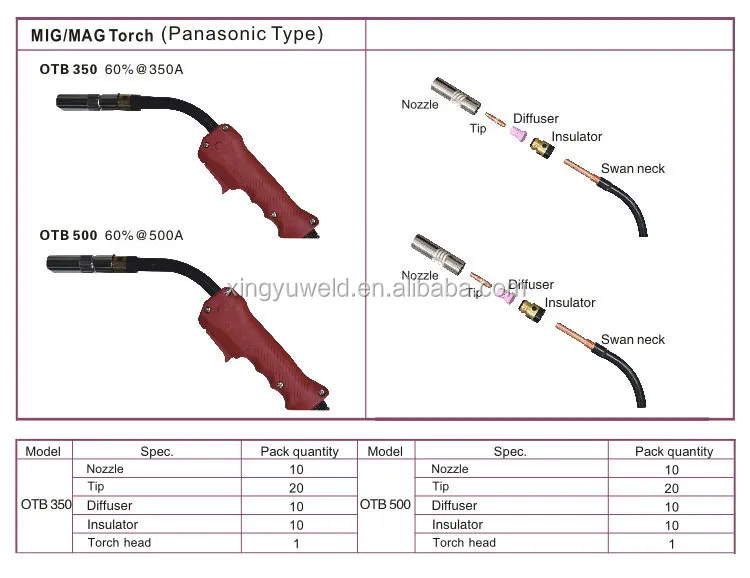





 Чаще всего, таким образом сваривают листовую сталь. Листы укладывают внахлёст, сильно сдавливают электродами, по которым пропускается электрический ток в тысячи ампер.
Чаще всего, таким образом сваривают листовую сталь. Листы укладывают внахлёст, сильно сдавливают электродами, по которым пропускается электрический ток в тысячи ампер.
 п. Результатом прохождения тока получается плавление кромок и присадочных материалов, которые при остывании образуют шов.
п. Результатом прохождения тока получается плавление кромок и присадочных материалов, которые при остывании образуют шов.
 Но видов сварки существует несколько. Принцип действия везде один — разогрев двух сторон металла до перемешивания состава, чтобы получилась общая молекулярная решетка. Достигается это разными методами. Рассмотрим, какие бывают виды сварки металлов, чтобы лучше ориентироваться при выборе сварочного оборудования.
Но видов сварки существует несколько. Принцип действия везде один — разогрев двух сторон металла до перемешивания состава, чтобы получилась общая молекулярная решетка. Достигается это разными методами. Рассмотрим, какие бывают виды сварки металлов, чтобы лучше ориентироваться при выборе сварочного оборудования.
 К форме подведен бункер (тигль) с термитным порошком.
К форме подведен бункер (тигль) с термитным порошком.
 Но швы получаются очень грубыми и нуждаются в шлифовке, поэтому для фасадной части изделий не подходят.
Но швы получаются очень грубыми и нуждаются в шлифовке, поэтому для фасадной части изделий не подходят.
 Способ защиты сварочной ванны и заполнение стыка осуществляются по-разному, от чего электродуговая контактная сварка делится на несколько разновидностей.
Способ защиты сварочной ванны и заполнение стыка осуществляются по-разному, от чего электродуговая контактная сварка делится на несколько разновидностей.

 Но качество швов порошковой проволокой значительно проигрывает сварке в газовой среде, поэтому подходит только для неответственных изделий или применения в полевых условиях, труднодоступных местах.
Но качество швов порошковой проволокой значительно проигрывает сварке в газовой среде, поэтому подходит только для неответственных изделий или применения в полевых условиях, труднодоступных местах.


 Метод применяется при выпуске металлопроката, кузнечной продукции, сборки конструкций.
Метод применяется при выпуске металлопроката, кузнечной продукции, сборки конструкций.



 WisePenetration+ обеспечивает постоянный ток даже при различной длине вылета.
WisePenetration+ обеспечивает постоянный ток даже при различной длине вылета.
 WiseThin+ оптимизирован для сварки тонких листов стали и нержавеющей стали, а также для пайки MIG.
WiseThin+ оптимизирован для сварки тонких листов стали и нержавеющей стали, а также для пайки MIG. Циклы высокой и низкой мощности чередуются, а режим переноса дуги всегда является импульсным для сварки нержавеющей стали и алюминия. Для сварки стали низкая мощность сварки — это короткая дуга, а высокая мощность сварки — импульсная дуга.
Циклы высокой и низкой мощности чередуются, а режим переноса дуги всегда является импульсным для сварки нержавеющей стали и алюминия. Для сварки стали низкая мощность сварки — это короткая дуга, а высокая мощность сварки — импульсная дуга.
 Нелегированные, низколегированные и высоколегированные стали, а также высокопрочные мелкозернистые стали.
Нелегированные, низколегированные и высоколегированные стали, а также высокопрочные мелкозернистые стали. при сварке мелкозернистых сталей
при сварке мелкозернистых сталей Инновационное управление регулирует скорость подачи проволоки и поддерживает постоянными сварочный ток и напряжение для равномерного подвода тепла.
Инновационное управление регулирует скорость подачи проволоки и поддерживает постоянными сварочный ток и напряжение для равномерного подвода тепла.