
Как своими руками настроить полуавтомат сварочный?
Время чтения: 8 минуты
Настройка сварочного полуавтомата — это сложная и обширная тема. Чтобы правильно настроить полуавтомат, недостаточно просмотреть популярные таблицы с соотношениями силы тока и металла. Необходимо постоянно практиковаться и варить с применением различных настроек. А также учитывать особенности заготовки и самого сварочного аппарата.
В этой статье мы поделимся простыми рекомендациями, как настроить полуавтомат сварочный, если вы новичок. Мы также расскажем о некоторых особенностях, которые вам нужно учесть, чтобы найти оптимальный режим сварки.
Содержание
Для начала немного общей информации касаемо настройки полуавтомата. Вы должны понимать, что в мире не существует идеального режима сварки, при котором можно работать с любым металлом и при этом получать достойный результат. Настройки в любом случае необходимо корректировать, учитывая тип металла, его толщину, а также пространственное положение при сварке и тип шва.
Чтобы лучше понимать зависимость конечного результата от выбранных настроек, представьте, что настраивая аппарат, вы как бы настраиваете количество тепла, которое собираетесь вложить в плавление присадочной проволоки. И количество этого самого тепла будет разным, при работе со сваркой тонких или толстых деталей. Тонкому металлу требуется меньшее количество тепла, в противном случае может образоваться прожог. А вот толстому металлу тепла нужно больше, чтобы не было непроваров.
Читайте также: Исправление дефектов сварки
Теперь переведем условную регулировку количества тепла в реальные настройки. Две основные настройки на полуавтомате — это сила сварочного тока и напряжение дуги. Учтите, что сила тока связана со скоростью подачи проволоки. Чем выше ток, тем быстрее проволока подается в зону сварки.
Вы должны понимать, что при настройке полуавтомата регулировка силы тока и регулировка напряжения дуги — это взаимосвязанные вещи. Поэтому невозможно установить все этих регулировки наугад и получить приемлемый результат. Хорошего качества сварки можно добиться только в том случае, если сила тока и напряжение дуги будут настроены точно и в соответствии друг с другом. Посмотрите на изображение ниже. Оно схематично объясняет суть этой взаимосвязи. Под «скоростью подачи» имеется в виду сила сварочного тока.
Хорошего качества сварки можно добиться только в том случае, если сила тока и напряжение дуги будут настроены точно и в соответствии друг с другом. Посмотрите на изображение ниже. Оно схематично объясняет суть этой взаимосвязи. Под «скоростью подачи» имеется в виду сила сварочного тока.
Особенности настройки
Чтобы понять, как настроить сварочный аппарат полуавтоматического типа, нужно знать некоторые особенности. Также учтите, что в процессе вам придется постоянно надстраивать аппарат и регулировать уже выбранный режим сварки. Почему так происходит? Мы перечислим некоторые причины.
Перед заводом-производителем никогда не стоит задача изготовить абсолютно идентичные полуавтоматы с одинаковыми настройками по умолчанию, поскольку это просто невозможно из-за небольших различий в деталях. Поэтому читая материал о настройке конкретно вашей модели полуавтомата, не стоит думать, что это сработает на все 100%.
Также вклад вносит напряжение в вашей электросети. В процессе сварки оно может проседать и постоянно изменяться либо из-за слабой проводки, либо из-за мощного электроприбора соседа, внезапно включенного в общую электросеть. При этом полуавтомат может либо отказываться варить, либо вовсе сгорит. Так что на это нужно обращать особое внимание.
При этом полуавтомат может либо отказываться варить, либо вовсе сгорит. Так что на это нужно обращать особое внимание.
Помимо этого, аппарат придется постоянно подстраивать, если вы дозаправили газовый баллон. Состав защитного газа или смеси может отличаться, а это влияет на настройки. Также настройки нужно изменять в зависимости от температуры, при которой производится сварка, и в зависимости от характеристик присадочной проволоки (диаметр и марка).
Еще аппарат нужно отрегулировать, если вы смешили катушку проволоки на другую, либо при смене пространственного положения.
Это основное. Перечисленные трудности возникают нечасто и не всегда надстройка необходима в данном случае. Но существуют моменты, при которых настройка просто обязательна. К примеру, если вы после полуавтоматической сварки решили поменять тип сварочной проволоки или ее марку.
Также если вы поменяли газ, скажем, с углекислоты перешли на аргон. Или заменили аргон на какую-нибудь газовую смесь. И, конечно, при смене полуавтомата на другую модель. Словом, есть множество нюансов, на которые нужно обращать внимание, и быть готовым к постоянной надстройке аппарата.
Словом, есть множество нюансов, на которые нужно обращать внимание, и быть готовым к постоянной надстройке аппарата.
Настройка полуавтомата
Переходим непосредственно к вопросу, как настроить сварочный полуавтомат для работы. В рамках этой статьи мы не будем рассказывать про регулировку подачи защитного газа или про заправку присадочной проволоки. Все это вы уже должны были изучить заранее. Мы расскажем именно про подбор силы тока и напряжения. Поскольку две этих характеристики наиболее важны. Наша задача — найти оптимальную «область сварки», как в графике, который мы вам показывали выше.
Подготовительный этап
Возьмите ненужный кусок металла (желательно не очень тонкий, 5 мм подойдет, и не очень большой). Обязательно подготовьте поверхность к сварке. Удалите все загрязнения, в том числе коррозию и краску, если имеется. Зачистите поверхность до блеска с помощью металлической щетки, шлифовальной машинки или наждачки.
Подготовленный металлВы будете использовать этот металл в качестве подопытного, и обучаться на нем. Не стоит использовать для подобных целей заготовки или детали, иначе можете их испортить. Берите те куски металла, которые не жалко.
Не стоит использовать для подобных целей заготовки или детали, иначе можете их испортить. Берите те куски металла, которые не жалко.
Поиск оптимальных настроек : 1 этап
Настройка сварочного полуавтомата начинается с регулировки напряжения дуги. Мы рекомендуем установить низкое значение от 15 до 20 Вольт, также установите невысокое значение силы тока (до 100 Ампер).
В процессе работы у вас будет занята лишь одна рука, та, которой вы держите горелку. Поэтому используйте вторую руку для одновременной работы и регулировки параметров. Так вы сможете видеть результат сразу.
Начинает формировать сварной валик, и следим за дугой, а также звуком, одновременно меняя настройки на аппарате. Дуга должна гореть более-менее стабильно и практически не разбрызгиваться, а звук должен быть чистым и приятным уху. На данном этапе не обращайте внимание на форму валика и на глубину проплавления. Сейчас вам важно понять, при каких настройках дуга ведет себя наиболее правильно. Изменяйте настройки не резко, а буквально на одно-два значения.
Изменяйте настройки не резко, а буквально на одно-два значения.
Поиск оптимальных настроек : 2 этап
Далее наступает самый кропотливый этап настройки. Вы нашли начальную точку работы дуги у сварочного аппарата, эти параметры обязательно нужно записать или сфотографировать. Теперь вам нужно уменьшить силу тока, не меняя напряжения. Постепенно понижайте ток и следите, когда вы дойдете до точки, при которой дуга горит на грани, но при этом еще устойчива. Запишите эти настройки. После этого нужно наоборот увеличивать силу тока не трогая ручку напряжения, и искать ту грань, когда дуга горит более-менее стабильно. Эти значения тоже запишите.
На данном этапе у вас должны быть записаны/сфотографированы три типа настроек: напряжение 15-20 Вольт + сила тока меньше 100 Ампер, напряжение 15-20 Вольт + минимально допустимая сила тока, напряжение 15-20 Вольт + максимально допустимая сила тока.
Теперь вам нужно понизить изначальное напряжение (напоминаем, что это 15-20 Вольт) на пол вольта и снова искать, при каких значения минимальной и максимальной силы тока дуга будет гореть стабильно. Запишите эти настройки. Повторяйте этот процесс уменьшения напряжения на пол вольта и поиска оптимальных знаний силы тока до тех пор, пока аппарат не перестанет варить. Все настройки фиксируйте.
Запишите эти настройки. Повторяйте этот процесс уменьшения напряжения на пол вольта и поиска оптимальных знаний силы тока до тех пор, пока аппарат не перестанет варить. Все настройки фиксируйте.
На данном этапе вы уже должны знать минимальное напряжение + минимальную/максимальную силу тока, при котором аппарат может варить. Теперь верните ваши первоначальные настройки (15-20 Вольт + сила тока до 100 Ампер), и повторите все описанное в абзаце выше, только не понижая напряжение дуги, а увеличивая его на пол вольта.
Постепенно при увеличении напряжения вы найдете ту точку, при которой сварка станет невозможна. Результаты зафиксируйте.
Итог
Теперь у вас есть все настройки. Вы знаете, каковы оптимальные значения напряжения и силы тока при минимальных и максимальных настройках. Для удобства начертите график, похожий на тот, что мы уже указывали выше, со своими настройками. И в следующий раз уже при сварке деталей настраивайте аппарат по этой области.
Вместо заключения
Теперь вы знаете, как правильно настроить сварочный полуавтомат. В этой статье мы поделились с вами рекомендациями от мастеров, которые уже обучились выполнять полуавтоматическую сварку и настраивать аппарат. Помните, что не существует единого набора настроек, при котором возможна любая сварка любым аппаратом. Учитывайте тип свариваемого металла, его толщину, тип присадочной проволоки и ее диаметр. А также тип газа, пространственное положение и прочие факторы.
В этой статье мы поделились с вами рекомендациями от мастеров, которые уже обучились выполнять полуавтоматическую сварку и настраивать аппарат. Помните, что не существует единого набора настроек, при котором возможна любая сварка любым аппаратом. Учитывайте тип свариваемого металла, его толщину, тип присадочной проволоки и ее диаметр. А также тип газа, пространственное положение и прочие факторы.
Также не верьте тем таблицам, что есть в открытом доступе. В них представлены лишь общие рекомендации по настройке силы тока и напряжения. Эти советы редко подходят для выполнения всех сварочных работ. Вам в любом случае придется подстраивать аппарат. Вы должны понимать, что настройка полуавтомата для сварки тонкого металла и сварки толстого металла — это две разные задачи. Желаем удачи в работе!
Как вам статья?
Уроки сварки: Сварка полуавтоматом для начинающих
В данной статье собрана самая необходимая информации о сварке полуавтоматом.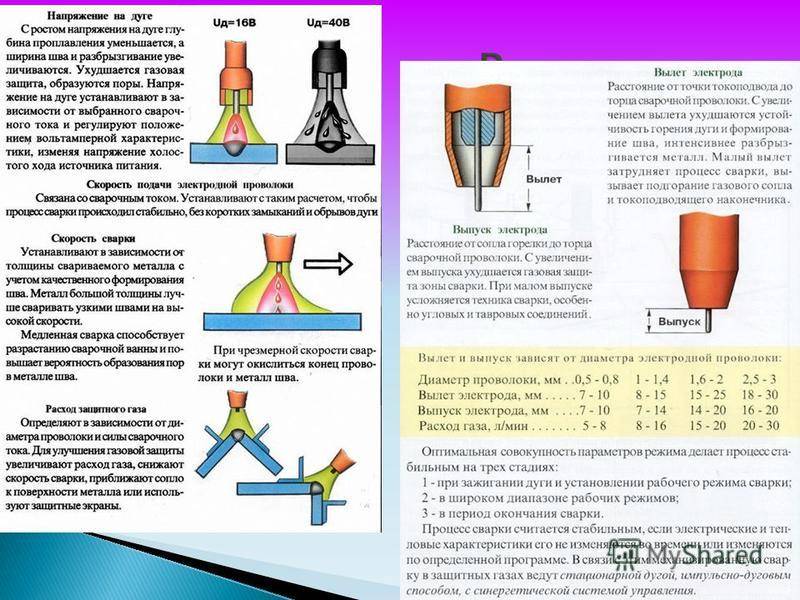 Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
Настройка полуавтомата для сварки на живом примере
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
-
Сварочный аппарат
-
Горелка для сварки полуавтоматом
-
Баллон с газом и редуктором
-
Газовый шланг
-
Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров.
В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.

Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 — 3 |
0,8 |
|
4 — 5 |
1,0 |
|
6 — 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.

Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 — 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 — 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 — 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный.
 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл. -
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
—-
Удалить или отредактировать эту статью можно в бэк-офисе сайта в разделе «Статьи»
Инструкции по работе с блогом на InSales доступны в нашей документации: https://www.insales.ru/collection/doc-settings/product/rabota-s-blogami
Руководство по оптимальным роботизированным и автоматизированным системам сварки
Начало работы с автоматизированными системами сварки
Автоматизированная сварка — это способ, которым сегодня занимаются многие производители. При этом существует множество неправильных представлений о том, насколько легко использовать автоматизированные системы и перевешивают ли преимущества трудности.
Автоматическая сварка имеет ряд явных преимуществ, таких как улучшенное качество сварки, более короткое время цикла и более благоприятные условия труда для сварщиков. Общим ограничением является то, что роботам требуется определенный набор навыков для программирования и бесперебойной работы оборудования. Не волнуйтесь, технология значительно продвинулась вперед, что привело к простым способам качественной автоматизированной сварки без хлопот.
Мы распаковали наиболее оптимальный процесс для начала работы с автоматическими сварочными системами , чтобы вы могли получить выгоду от высококачественной сварки с меньшим стрессом!
1. Определение типа сварки и задач
В любом сварочном проекте необходимо сначала определить и понять поставленную задачу. Какой вид сварки потребуется? Какие шаги должен будет выполнить робот или автоматизированный сварочный аппарат ? Существует множество различных типов сварки — ниже приведены некоторые из наиболее распространенных:
- Кольцевая (вращательная) сварка
- Линейная (шовная) сварка
- Контактная (точечная) сварка
Технические специалисты Bancroft Engineering помогут вам уверенно определить объем вашего сварочного проекта и требования к автоматизированной системе, чтобы ваша работа была успешной — свяжитесь с нами.
Теперь, когда вы четко определили задачу и необходимый тип сварки, пришло время выбрать правильную систему автоматической сварки — будь то робот или сварочный полуавтомат . Для большинства сварочных систем требуется следующее аппаратное/программное обеспечение:
- Робот или сварочный аппарат
- Сварочные инструменты и приспособления
- Удобный интерфейс программирования
- Сварочный источник питания и расходные материалы
- Меры безопасности, такие как барьеры или датчики
3. Определите правильные настройки сварки
Существуют основные рекомендации по выбору настроек сварки, но они могут различаться от модели к модели и, конечно, от марки к марке. Чтобы получить наилучшую настройку сварки, необходимо принять во внимание ряд соображений, в том числе:
- Тип свариваемого металла
- Чистота соединения
- Конструкция шарнира
- Толщина материала
- Правильный размер провода
- Напряжение
- Скорость подачи проволоки
- Скорость движения
- Положение горелки
- Защитный газ
Это может показаться сложной задачей, но любой хороший производитель сварочного оборудования r будет иметь в штате инженеров, которые помогут с этим процессом.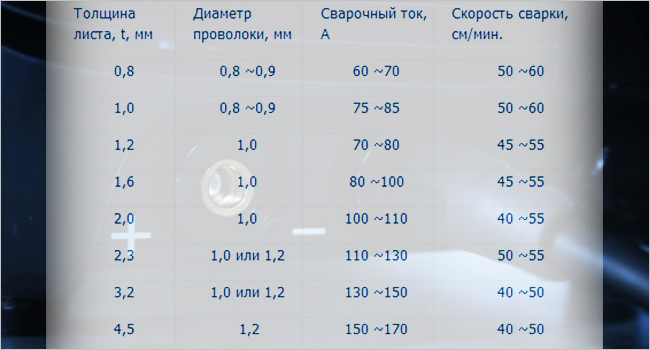
4. Программирование, тестирование и отладка
Для программирования сварочного аппарата требуется обученный специалист для первоначального запуска. Это необходимо сделать только при первой настройке системы. Общие программы технического обслуживания и графики сварки могут быть созданы и изменены с небольшим обучением на протяжении всего срока службы системы.
После того, как ваша система установлена и правильно запрограммирована, пришло время расслабиться и наблюдать, как система творит чудеса!
5. Объединитесь с подходящим поставщиком автоматизированной сварки
Наконец, объединитесь с авторитетным поставщиком автоматизации сварки , который будет сопровождать вас на каждом этапе пути. Команда Bancroft Engineering всегда рядом, чтобы обеспечить успех вашей новой сварочной системы, от концепции до установки и запуска!
Bancroft предлагает как индивидуальные сварочные аппараты, так и разнообразное стандартизированное сварочное оборудование со склада, такое как позиционеры, ротационные сварочные аппараты Welda-Round, шовные сварочные аппараты, сварочные токарные станки и многое другое!
Как настроить сварочный аппарат для начинающих
Большинство сварочных аппаратов требуют установки напряжения, которое влияет на нагрев. Этапы настройки сварочного аппарата различаются в зависимости от многих факторов, включая тип сварки.
Этапы настройки сварочного аппарата различаются в зависимости от многих факторов, включая тип сварки.
Сварочные аппараты для сварки МИГ, ВИГ и сварки электродом используют разные настройки. Вот что вы должны знать. Существует более десятка различных типов сварочных аппаратов в зависимости от ваших требований, поэтому убедитесь, что вы понимаете, с каким типом и толщиной металла вы собираетесь работать чаще всего.
Содержание
1
Настройка для различных типов металла
Многие настройки сварочного аппарата зависят от типа металла, который вы планируете склеивать. Обычно свариваемые металлы включают медь, углеродистую сталь, нержавеющую сталь и алюминий.
Тип металла определяет наилучшие настройки и параметры, такие как:
- Толщина металла
- Защитный газ
- Электрод/присадочная проволока
- Полярность
- Напряжение
- Скорость подачи проволоки
- Расход газа
Каждый металл имеет разные температуры плавления и уровни теплопроводности.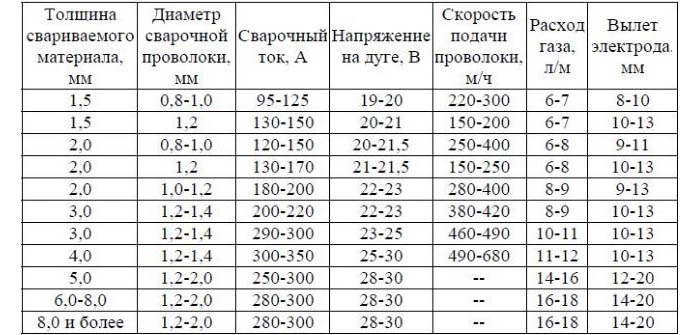 Различные свойства влияют на эффективность различных методов и настроек сварки.
Различные свойства влияют на эффективность различных методов и настроек сварки.
| Изображение | Характеристики | Оценка | Цена |
|---|---|---|---|
Лучший MIG Сварочный аппарат | Lincoln Electric 180 MIG Сварочный аппарат
| 9.5 | Проверить цену на Amazon | 9017 1
Best TIG Welder | AlphaTIG 200 A TIG/Stick Сварочный аппарат
| 8.8 | Узнать цену на Amazon |
Лучший мультипроцессор | Miller Electric — Miller Multimatic 215 9 0009
| 8. | Проверить цену на Amazon |
 2
2Настройка толщины металла
Толщина металла является важным фактором при настройке различных сварочных аппаратов.
Знание толщины металла помогает определить лучший электрод для сварки электродом и сварки TIG. Некоторые электроды обеспечивают более глубокое проплавление, что помогает обеспечить более прочный сварной шов с более толстыми материалами.
При сварке MIG толщина металла определяет требуемую силу тока. Вам потребуется примерно 1 ампер мощности на каждые 0,001 дюйма толщины:
- 1/16 дюйма: 65 А
- 1/8 дюйма: 125 А
- 1/4 дюйма: 250 А
Максимальная сила тока типичного сварочного аппарата составляет около 250 А. Правило 1 ампер на 0,001 дюйма металла сужается примерно на 1/4 дюйма. Сварщик MIG с силой тока от 250 до 300 ампер должен без труда сваривать сталь толщиной от 1/2 до 3/4 дюйма.
Выберите правильный газ
Для сварки MIG и TIG требуется защитный газ для получения высококачественных сварных швов. Защитный газ предотвращает контакт сварочной ванны с окружающей атмосферой.
Защитный газ предотвращает контакт сварочной ванны с окружающей атмосферой.
Газ защищает сварной шов от кислорода и водорода, что может привести к пористости и избыточному разбрызгиванию. Общие варианты защитного газа включают:
- Аргон
- Гелий
- Углекислый газ (CO 2 )
- Кислород
- Азот
- Водород 900 34
Аргон является наиболее часто используемым защитным газом. Аргон — бесцветный негорючий газ без запаха. Он часто используется в качестве основного газа для создания смеси защитных газов для различных сварочных ситуаций.
Гелий обладает высокой теплопроводностью, что помогает поддерживать более горячую дугу для получения более широкого и глубокого валика. Использование гелия в качестве защитного газа полезно при работе с металлами с высокой теплопроводностью, такими как медь, алюминий и магний.
Гелий стоит дороже аргона и требует более высокой скорости потока. Добавление от 5% до 10% аргона может помочь сделать газ более экономичным.
Углекислый газ (CO 2 ) является наиболее доступным защитным газом и обеспечивает глубокое проникновение, но снижает стабильность дуги. Его часто используют для разбавления аргона или гелия.
Кислород, азот и водород являются полуинертными или активными газами. Защитные газы обычно защищают сварной шов от этих элементов. Однако добавление небольшого количества кислорода может улучшить стабильность дуги.
Аргонно-кислородная смесь может использоваться для сварки углеродистой и нержавеющей стали. Тем не менее, добавление слишком большого количества кислорода может сделать сварной шов более хрупким.
Водород улучшает текучесть сварочной ванны. Добавление водорода может привести к более чистым сварным швам при работе с нержавеющей сталью и никелем. Это также сужает электрическую дугу и помогает поддерживать более высокую температуру, что приводит к лучшему проплавлению.
Водород в высоких концентрациях не следует использовать для обработки чугуна, углеродистой стали, магния или алюминия, так как это может сделать основной материал более хрупким. Азот может стабилизировать электрическую дугу при сварке нержавеющей стали или алюминия.
Азот может стабилизировать электрическую дугу при сварке нержавеющей стали или алюминия.
Если вы не уверены, какой защитный газ подходит для вашей установки, начните со 100% аргона или смеси аргона с небольшим количеством углекислого газа. Если сварной шов кажется пористым, используйте меньше углекислого газа.
Выберите правильный электрод
При сварке MIG используется присадочная проволока/электрод, при сварке электродом используется присадочная проволока, а при сварке TIG используется присадочная проволока/электрод.
Компании производят различные типы стержневых электродов для работы с различными металлами. Система классификации поможет вам понять свойства каждого электрода, например EXXXX.
Буква «Е» указывает на то, что продукт является электродом. Две последующие цифры указывают на прочность на растяжение. Третье число указывает положение, в котором вы можете использовать электрод, например:
- 1 = плоская, горизонтальная, вертикальная или потолочная
- 2 = только плоская и горизонтальная позиции
Четвертая цифра относится к типу покрытия и току. Цифра «0» означает натриевое покрытие с высоким содержанием целлюлозы, которое используется только при постоянном + токе.
Цифра «0» означает натриевое покрытие с высоким содержанием целлюлозы, которое используется только при постоянном + токе.
Электрод E6010 является наиболее распространенным электродом для электродуговой сварки, но только с питанием DC+. Электрод E7018 работает во всех положениях и питании переменным или постоянным током.
Тип присадочной проволоки/прутка также важен при сварке MIG или TIG. Вам может понадобиться присадочный металл на основе никеля при сварке стали или другого металла с высокой температурой плавления с металлом с более низкой температурой плавления.
Установка полярности
Полярность необходима для аппаратов для дуговой сварки и аппаратов для сварки ВИГ. Вам необходимо выбрать между:
- Электрод постоянного тока, положительный (DCEP)
- Электрод постоянного тока, отрицательный (DCEN)
- Переменный ток (AC)
DCEP и DCEN часто используются при сварке стали. Сварка постоянным током обеспечивает более плавную и стабильную дугу. Сварка переменным током рекомендуется для толстых заготовок, так как переменный ток может создавать более высокие температуры.
Сварка переменным током рекомендуется для толстых заготовок, так как переменный ток может создавать более высокие температуры.
Настройка напряжения
Напряжение устанавливается на основе информации, приведенной в таблице или руководстве, которое прилагается к вашему сварочному аппарату MIG. Напряжение определяет ширину и высоту валика.
Сварочный аппарат TIG позволяет регулировать напряжение и частоту. Подробную информацию см. в инструкциях производителя.
Настройка скорости подачи проволоки
Скорость подачи проволоки является еще одним важным параметром при использовании сварочного аппарата MIG. Большинство сварочных аппаратов MIG имеют таблицу. Вы смотрите толщину проволоки и напряжение, чтобы определить идеальную скорость подачи проволоки, которая часто составляет от 240 до 29.0 дюймов в минуту (IPM).
Установка расхода газа
Расход газа необходим для сварщиков TIG и MIG сварщиков. Вам необходимо отрегулировать регулирующие клапаны газовых баллонов, чтобы выпустить защитный газ.