Подъемный стол с двойными горизонтальными ножницами |
Если на вашем предприятии или складе необходимо поднимать и перемещать крупногабаритные грузы, то в данном случае у нас есть готовое решение – подъемный стол с последовательными горизонтальными ножницами.
✔ Какие возможности? ✔ Да они практически безграничны!
Высота подъема до 20 метров, при этом горизонтальные пары ножниц могут не только двойные, но и тройные и пятерные.
При заказе изготовления подъемного стола с горизонтальной парой ножниц просим вас как можно подробнее излагать Вашу проблему или задачу которую необходимо решить и в каких условиях будет эксплуатироваться ножничный подъемник. Так мы сможем в итоге предложить именно то что Вам необходимо!
Если вы считаете, что у наших подъемных столов есть ограничения то ошибаетесь! Вот для примера грандиозный пример того что можно спроектировать при нестандартном и казалось бы сложном заказе: монтаж металлоконструкции на высоту 11 метров, размер конструкции, внимание! 82х30 метров! Это практически футбольное поле. Таким образом необходимы подъемные ножничные столы размером 6000х5000 мм с высотой подъема в 15 метров в количестве 84 шт. При этом необходима синхронизация для равномерного подъема всех ножничных столов.
Надеемся вы убедились, что нет предела возможности для гидравлических ножничных подъемников! Проект конечно же не состоялся, как вы уже догадались, есть предел возможности у бюджета.
Тандемные подъемные столы
Тандемные подъемные столы, это другое название ПС с горизонтальными ножничными парами, они оснащены двумя или более парами ножниц, расположенных в ряд, что позволяет получить наибольшую длину платформы или более высокую грузоподъемность при необходимости.
Работа отдельных ножничных пар механически синхронизирована для параллельного подъема. Тандемные подъемные столы являются рекомендуемым и экономически эффективным решением для негабаритных грузов с большим весом.
Как и все подъемные столы, тандемные версии также могут быть оснащены рядом опций, таких как нивелиры загрузочные заслонки, ограждения, борта, индивидуальные системы управления и т. д.
Мы производим специальные версии тандемных ножничных подъемных столов, которые соответствуют потребности и требования наших клиентов во всех отношениях.
Технические характеристики подъемного стола:
Наименование
гидростол с двумя горизонтальными ножницами
Высота подъема, м
до 20 метров
Грузоподъемность, кг
от 50 до 30 000
Скорость подъема, м/сек
0,02
Высота в сложенном состоянии, мм
от 200
Собственная масса, кг
от 1000
Габариты платформы, мм
в соответствии с техническим заданием
Мощность, кВт
от 2,0
Тип привода
гидростанция
Напряжение, В
стандарт 380, возможно 220
Количество остановок, шт.
стандарт 2 или по техническому заданию
Пульты управления, шт.
стандарт 1 или по техническому заданию
Климатическое исполнение
стандарт УХЛ4 или по техническому заданию
Гарантийный срок
до 18 месяцев
Применение подъемного стола с горизонтальными ножницами
Подъемные столы с двумя горизонтальными ножницами часто применяют в производственных линиях и подключают их в работу к роликовым конвейерам. Применяют так же на сборочных линиях электроники, телевизоров, холодильников.
Где еще применяют:
Подъем автомобилей / автосалоны;
Производственные линии;
Идеально подходит для обработки длинномерных грузов;
Лесная промышленность / обработка древесины;
Общая обработка материалов;
Конвейерный подъем;
Машинная подача / выгрузка;
Рабочие сборочные линии тяжелых агрегатов.
Если для решения Ваших производственных задач вам понадобится подъемный стол с особыми техническими характеристиками, такими как большая грузоподъемность, большая загрузочная поверхность под ваш материал, то смело обращайтесь! Наши специалисты всегда Вас проконсультируют по всем вопросам, а опытные конструкторы и технологи визуализируют Вашего помощника на долгие года!
Чтобы узнать цену на гидравлический ножничный подъемник, заполните пожалуйста бланк онлайн технического задания или вышлите нам заявку с необходимыми параметрами подъемного стола и с описанием места установки, излагайте все ваши дополнительные пожелания и требования к оборудованию и в течении 12 часов мы предоставим Вам исчерпывающее коммерческое предложение.
Видео: производство и монтаж ножничных подъемников
Автоподъемник ножничного типа AE&T TJ-1025-B представляет собой прочную блочную конструкцию, в которой обе платформы соединены в одно целое. Для подъема машины предусмотрены регулируемые лапы. Функционирование устройства происходит при помощи двух пневматических подушек. Отсутствие необходимости подвода электроэнергии делает возможным размещение подъемника в любом месте автосервиса. Возможна эксплуатация вне зданий, в том числе при сильных отрицательных и положительных температурах окружающего воздуха.
Отсутствие гидравлической системы у ножничного подъемника АЕТ делает его конструкцию простой в эксплуатации и обслуживании. Имеются прочные рифленые заездные трапы. Также устройство отличается удобным пультом управления, возможностью установки на пол или в уровень пола, высокой надежностью и длительным ресурсом.
СвернутьРазвернуть описание
Любые вопросы о покупке AE&T TJ-1025-B и его характеристиках вы можете задать по телефону, электронной почте или в чате на сайте, мы обязательно ответим.
Характеристики
Тип привода
пневматический
Грузоподъемность, кг
2500
Длина трапов, мм
1360
Высота подъема, мм
500
Высота подхвата мин, мм
120
Масса, кг
580
Комплект поставки
устройство в упаковке 1970х1400х310 мм
Сертификация
Документация
Сертификат дилера
. jpg, 0.14 Mb
Отзывы (0)
отзывов пока нет, можете оставить первый
Ваш отзыв
Ваше имя
E-mail
Отзыв
Достоинства
Недостатки
Поставьте оценку от 1 до 5 —
Нажимая кнопку «Отправить», я даю согласие
на обработку моих персональных данных, в соотвествии с ФЗ от 27.07.2006 г. №152-ФЗ
«О персональных данных», на условиях и для целей, определенных в Согласии на обработку персональных
данных
Вопросы (0)
вопросов пока нет, можете оставить первый
Ваш вопрос
Ваше имя
E-mail
Вопрос
Нажимая кнопку «Отправить», я даю согласие
на обработку моих персональных данных, в соотвествии с ФЗ от 27. 07.2006 г. №152-ФЗ
«О персональных данных», на условиях и для целей, определенных в Согласии на обработку персональных
данных
Ножничный подъемный стол
своими руками: да или нет?
перейти к содержанию
Ножничный подъемник своими руками: хорошая или плохая идея?
Вот цифра, которая может вас удивить: более 25 % всех смертей на канатных дорогах связаны с ножничным подъемником. Кроме того, многие из этих смертей были связаны с падением либо в результате падения с лифта, либо в результате удара падающим лифтом.
Итак, если ножничные подъемники так опасны, почему люди их используют?
Что ж, как и большинство машин, эти подъемники могут быть опасны при неправильном обращении, но они выполняют важные функции для рабочих по всему миру. Они также используются в домах людей, а иногда даже изготавливаются домовладельцами.
Может возникнуть соблазн использовать самодельный ножничный подъемник, но важно знать, когда использовать самодельный ножничный подъемник уместно, а когда нет.
Ножничный подъемник Использование
Ножничные подъемники помогают поднимать большие грузы, например товары, материалы и людей. Они также уменьшают нагрузку на рабочего при подъеме материалов. Еще одно преимущество заключается в том, что они могут повысить эффективность и возможности.
Представьте себе, что вы работаете на складе с товарами, которые доходят до потолка. Очевидно, рабочему было бы трудно поднимать тяжелые ящики на самые высокие полки. Однако с помощью ножничного подъемника рабочий может гораздо легче поднять себя и товар на эти более высокие полки.
Не все ножничные подъемники обязательно предназначены для промышленного использования, поэтому не все они имеют гидравлический привод. Во всем мире в домах людей используются простые деревянные ножничные подъемные столы.
При использовании в домашних условиях ножничный подъемный стол часто регулируется самостоятельно без использования электричества. И они часто используются для создания уникального вида рабочего стола или предмета мебели.
Самодельный ножничный подъемник: хорошо или плохо?
Это может быть хорошо. Это также может быть плохо. Это зависит от ситуации.
Если вы делаете ножничный подъемник для использования дома в качестве предмета мебели и у вас есть необходимые навыки и опыт в строительстве, вы, вероятно, без проблем сможете создать безопасный ножничный подъемник своими руками.
А почему бы и нет? Это удобные мелочи, потому что их можно регулировать на разных уровнях для простоты использования. Они также уникальны и могут заставить головы повернуться к дизайну.
Если вы делаете ножничный подъемник для использования в своем бизнесе, то самодельный подъемник не подходит. Вот лишь несколько причин:
Ножничные подъемники, используемые в промышленных и коммерческих условиях, созданы специально для этих целей.
Существуют стандарты, которым необходимо следовать, и важные рекомендации по обучению.
Использование самодельного ножничного подъемника на рабочем месте может подвергнуть опасности ваших работников.
Ножничный подъемник, сделанный своими руками, отличается от изготовленного по индивидуальному заказу ножничного подъемника, способного поднимать тысячи фунтов.
Найдите новый ножничный подъемник сегодня
Помните: не все ножничные подъемники одинаковы. И даже бывшие в употреблении ножничные подъемники могут быть опасны. Если у вас есть собственный бизнес, самый безопасный вариант – это начать новое.
Для получения дополнительной информации о ножничных подъемниках посетите наш блог. И не стесняйтесь обращаться к нам с любыми вопросами, касающимися нашего широкого ассортимента лифтовой продукции.
Об авторе: Дэйв
Ножничный подъемник своими руками: хорошая или плохая идея?
Последние новости
6 причин инвестировать в электрический гидравлический подъемный стол
Где купить гидравлические столы
3 различных способа эксплуатации гидравлических подъемных столов
4 примера использования гидравлического подъемного стола
На что обратить внимание у производителя промышленных подъемных столов
Категории новостей
Пневматические подъемные столы (6)
Подъемные столы с батарейным питанием (5)
Подъемные столы с электроприводом (6)
Эргономика (категория) (4)
Гидравлические подъемные столы (14)
Industries в Висконсине (1)
Подъемные ворота (3)
Детали подъемного стола и обслуживание (4)
Поставщики подъемных столов (3)
Подъемные столы (15)
История подъема (1)
Подъемная наука (6)
гидравлические подъемники (1)
Подъемные столы с ручным приводом (2)
Транспортировка материалов (2)
Разное (5)
Модифицированные и изготовленные на заказ подъемные столы (4)
Новости (Категория) (1)
Инверторы поддонов (1)
Безопасность (категория) (16)
Ножничные подъемные столы (14)
Без рубрики (11)
Область скользящей панели переключения
Ссылка для загрузки страницы
Собери картонный ножничный подъемник
Принеси науку домой
Забавный механический проект
Автор: Science Buddies, Бен Финио он
Поделиться в Facebook
Поделиться в Twitter
Поделиться на Reddit
Поделиться на LinkedIn
Поделиться по электронной почте
Распечатать
Ключевые понятия Физика Механика Связи Геометрия
Введение Вы когда-нибудь хотели дотянуться до чего-то высоко на полке? Или вы когда-нибудь наблюдали за строителями, которым нужно дотянуться до высокого столба? Ножничный подъемник — это устройство, которое может выдвигаться на большую длину, а также очень компактно складываться. В этом проекте вы соберете свой собственный ножничный подъемник из обычных бытовых материалов!
Фон Механические связи представляют собой тип машины, обычно состоящий из жестких стержней, соединенных друг с другом вращающимися или скользящими соединениями. В сочетании звенья и соединения могут использоваться для создания множества сложных движений, которые используются в машинах вокруг вас. Их можно использовать для преобразования движения из одного типа в другой. Например, рычажный механизм в автомобильном двигателе преобразует возвратно-поступательное движение поршня во вращательное движение, которое в конечном итоге передается для вращения колес автомобиля. Связи можно использовать для усиления как силы, например, в плоскогубцах, так и движения. Пример последнего: если у вас есть рычаг, у которого одна сторона в два раза длиннее другой, когда вы нажимаете на короткий конец, длинный конец сдвинется в два раза дальше. (Обратите внимание, что в обоих случаях энергия сохраняется — вы никогда не сможете получить «бесплатную» работу от связи.)
В этом проекте вы соберете механизм, называемый ножничным подъемником. Такие подъемники используются в строительной технике для подъема рабочих на высокие места. В более общем смысле они представляют собой тип пантографа. Ножничный подъемник использует движение, подобное аккордеону, для сжатия и растяжения, что позволяет ему как компактно складываться, так и вытягиваться намного за пределы своей первоначальной длины. Попробуйте этот проект, чтобы построить свой собственный, и посмотрите, каких высот вы можете достичь!
Материалы
Гофрокартон
Канцелярские кнопки или кнопки
Пластилин для лепки или Play-Doh
Ножницы (и взрослый, который поможет вырезать и использовать канцелярские кнопки, если это необходимо)
Линейка (дополнительно)
Подготовка
Разрежьте гофрированный картон как минимум на шесть полос одинакового размера. Точные размеры не имеют значения, но примерно от двух до трех сантиметров в ширину и от 10 до 15 сантиметров в длину — это хорошее начало.
Процедура
Аккуратно проткните канцелярскими кнопками центр двух полосок и соедините их, образуя букву «Х».
С помощью канцелярской кнопки и каждой оставшейся пары картонных полосок сформируйте букву X.
Теперь с помощью канцелярских кнопок соедините верхнюю часть одного X с нижней частью другого X, как показано на рисунке. Важно, чтобы канцелярские кнопки находились примерно в одном и том же месте на каждой полоске. (Например, не ставьте один прямо посередине, а другой близко к краю.)
Продолжайте соединять верхнюю часть одного X с нижней частью следующего X с помощью канцелярских кнопок. Убедитесь, что вы чередуете слева направо, какой кусок картона находится сверху, а какой снизу — это сделает ваш механизм плоским.
Используйте маленькие кусочки глины для лепки или пластилин Play-Doh, чтобы покрыть точки канцелярских кнопок, торчащих с обратной стороны картона.
Теперь положите весь ножничный подъемник на стол. Аккуратно удерживайте пальцами свободные концы одного крестика. Попробуйте слегка потянуть их друг от друга. Что происходит?
Теперь попробуйте аккуратно подтолкнуть их друг к другу. Что происходит?
Дополнительно: С помощью линейки измерьте общую длину ножничного подъемника, когда он полностью сжат и полностью выдвинут. Насколько он может изменить свою длину?
Дополнительно: Отрежьте больше картонных полос и удлините ножничный подъемник. Как долго ты сможешь это сделать?
Дополнительно: Ваш картонный ножничный подъемник — хороший пример того, как работает этот механизм, но он не очень прочный. Можете ли вы построить более прочный ножничный подъемник из разных материалов? Можете ли вы поставить «коготь» на конец, чтобы вы могли использовать его, чтобы достать и схватить что-то?
Наблюдения и результаты Вы обнаружите, что когда вы раздвигаете концы X, ваши ножничные подъемники сжимаются (все X становятся короче и сплющиваются). Когда вы соединяете концы X вместе, ножничный подъемник расширяется (все X становятся высокими и тонкими). В зависимости от того, как именно вы нарежете куски картона и куда поместите канцелярские кнопки, он должен удлиниться примерно в два раза по сравнению с его первоначальной длиной.
Поскольку ваш ножничный подъемник сделан из картона, в соединениях должна быть определенная гибкость, а расположение штифтов не обязательно должно быть идеальным. Однако, если вы недостаточно внимательно относитесь к тому, как вы разрезаете картон или куда вставляете штифты, ваш ножничный подъемник может заклинить или перестать двигаться. Для правильной работы звенья должны образовывать параллелограммы между каждой парой крестиков — четырехсторонние фигуры, противоположные стороны которых имеют одинаковую длину и всегда параллельны друг другу. Если вы отрежете куски картона разной длины или не вставите штифты в одни и те же места на каждом звене, то звенья могут не образовывать параллелограммы при их соединении, и ваш ножничный подъемник не будет работать.
Глина для лепки в основном служит для защиты от проколов пальцев канцелярскими кнопками, но не очень хорошо удерживает ножничный подъемник вместе. Чтобы построить более крепкий ножничный подъемник, попробуйте использовать что-то вроде деревянных палочек вместо картона и попросите взрослого согнуть концы кнопок под углом 90 градусов, чтобы они не выпали из отверстий.
Как проверить и заменить термостат ВАЗ 2107 при его неисправности?
Как заменить термостат
Когда заводится мотор «на холодную», то циркуляция охлаждающей жидкости происходит в малом объёме, по «малому кругу», который исключает радиатор, а лишь включает отопитель салона и двигатель. В самом деле, на этом этапе лучше поскорее прогреть двигатель, и циркуляция тосола в радиаторе попросту не нужна.
При этом открыт так называемый перепускной клапан, и тосол минует радиатор.
При достижении определённой температуры открывается большой круг, и жидкость начинает поступать в радиатор для охлаждения.
При достижении температуры в 94 градуса клапан термостата на ВАЗ 2107 полностью открывается.
Термостат является цилиндром, который имеет три различных выхода для присоединения труб охлаждающей жидкости. Клапан цилиндра ВАЗ 2107 заполным специальным термоактивным веществом, которое двигает поршень. Как только температура повысится, поршень сдвигается и открывает нужный клапан.
Какие признаки неисправности встречаются?
Данное устройство может «застрять» как в открытом, так и в закрытом состоянии, а также в одном из средних. Поэтому неисп равность охлаждения может быть двух видов,
Двигатель будет перегреваться, и тосол закипать, если клапан закрыт, и жидкость не попадает в радиатор. Тогда хоть на какое – то время может помочь включение печки на полный жар и максимальный обдув. Естественно, этот вариант наиболее опасен.
Двигатель будет намного дольше греться, если клапан «заклинил» в открытом состоянии. Это всё-таки лучше, чем первый вариант, но всё равно нужна замена термостата.
Проверить работоспособность этого несложного устройства можно очень просто. Как только стрелка указателя температуры охлаждающей жидкости становится вертикально, что указывает на прогрев двигателя до рабочей температуры, нужносделать следующее: потрогать шланг 5, или патрубок радиатора. Он должен постепенно нагреваться, так как через него начинает поступать тосол. Патрубок 14 должен быть холоднее, так как жидкость поступающая из радиатора уже охладилась.
В том случае, если он продолжает оставаться холодным, несмотря на рост температуры, то клапан застрял в закрытом положении. Если же он имеет одинаковую температуру с другими и блоком цилиндров, значит с самого начала клапан открыт, и тоже требуется замена термостата.
На холодном двигателе открываем горловину радиатора, расширительного бачка, отворачиваем пробку на блоке цилиндров, сливаем весь тосол.
Откручиваем хомуты, вынимаем устройство и меняем на новый;
Пользуясь случаем, промываем систему охлаждения специальной промывкой, лучше фирменной, с ортофосфорной кислотой и заливаем свежий тосол.
18 256 views Система охлаждения двигателя
Похожие материалы
Все про термостат Ваз-2107 | Ваз 2107 классика
Что внутри термостата
Как работает термостат Ваз-2101-2107
Неисправности термостата Ваз-2107, проверка работы
Подбираем замену неисправному термостату Ваз-2107
Заменяем термостат
Эта статья для тех, кто хочет досконально разобраться в том, как устроен и работает термостат вазовской «классики», как определить неисправности этого устройства, правильно подобрать запчасть и выполнить замену. Именно термостат «виноват» в том, что зимой в салоне холодно а, двигатель долго прогревается. Он же является наиболее частой причиной перегрева мотора.
Что внутри термостата
Корпус термостата «классики» изначально делали из латуни. Затем, разные заводы в разное время выпускали термостаты с корпусами из алюминиевого сплава и стали. При сборке, внутрь двух половин корпуса, помещают блок из двух клапанов в сборе. Затем это все завальцовывается и становится неразборным. Блок клапанов собран внутри держателя. Шток закреплен неподвижно. Относительно него, преодолевая усилие пружин, могут двигаться основной и перепускной клапаны. Снаружи корпус имеет три патрубка для соединения с водяным насосом (помпой), двигателем и радиатором.
1. Входной патрубок (от двигателя). 2. Перепускной клапан. 3. Пружина перепускного клапана. 4. Стакан. 5. Резиновая вставка. 6. Выходной патрубок. 7. Пружина основного клапана. 8. Седло основного клапана. 9. Основной клапан. 10. Держатель. 11. Регулировочная гайка. 12. Поршень. 13. Входной патрубок от радиатора. 14. Наполнитель. 15. Обойма. Д- вход жидкости от двигателя. Р- вход жидкости от радиатора. Н- выход жидкости к насосу (помпе).
Как работает термостат Ваз-2101-2107
После запуска холодного двигателя, тосол начинает прокачиваться через корпус термостата от двигателя к помпе, через верхний и средний патрубки. Основной клапан закрыт и не пускает жидкость в радиатор, а перепускной клапан открыт. Двигатель прогревается, температура тосола растет. Постепенно, тепло передается специальному наполнителю, который, отталкиваясь от неподвижного поршня, поднимает клапаны вверх (по рисунку). Наполнитель и поршень должны быть настроены так, чтобы начало открытия основного клапана приходилось на температуру 81 градус С с допуском +4 – +5 градусов (заметьте- только плюс!). Жидкость начинает циркулировать через радиатор и охлаждаться, но часть ее, по прежнему, проходит напрямую к помпе. Далее клапан поднимается на 6 мм и, в конце хода, закрывает перепускной клапан. Если его не закрыть, тосол будет крутиться по «малому кругу»- насос-двигатель-термостат-насос, а это приведет к перегреву. Жидкость, прокачанная через радиатор, быстро остывает сама и охлаждает наполнитель в термостате. Он сжимается, клапаны опускаются пружиной вниз, открывая перепускной и закрывая основной клапаны. Этот процесс непрерывно повторяется, поддерживая температуру двигателя в пределах 87 – 92 градусов. Так работает термостат недавно сошедшего с конвейера автомобиля. Не нужны никакие картонки, а утеплять «морду» придется, разве что, при морозах «под 40»!
Прочитайте, может пригодится: Как заменить цепь ГРМ на ВАЗ 2107
Неисправности термостата Ваз-2107, проверка работы
Ничто не вечно под луной! И термостат, со временем, устает. Меняются свойства наполнителя, «дубеет» резина клапанов, пружины теряют упругость. Мы замечаем, что Ваз-2107 стала долго прогреваться, а в холода стрелка указателя температуры еле-еле доползает до края зеленого сектора. Эта неисправность может прогрессировать и, со временем, температура окажется в середине белого сектора шкалы. Проверить работу термостата можно, не снимая с двигателя. Делается это так: запускаем холодный двигатель и рукой щупаем нижний патрубок около термостата. Он не должен становиться теплым до тех пор, пока стрелка указателя температуры не дойдет до точки в 3 -4 мм от красной зоны шкалы. Если тепло почувствовалось раньше- термостат не полностью исправен. Вторая неисправность- перегрев двигателя из-за заклинившего термостата. Тут все выглядит так- двигатель горячий, а радиатор и его патрубки холодные. Термостат с заклинившим клапаном нужно срочно менять. Если неисправность настигла вас вдалеке от цивилизации, можно выковырять основной клапан и доехать до места ремонта. Убирать оба клапана не нужно, двигатель будет перегреваться, ведь «малый круг» не перекрыт.
Подбираем замену неисправному термостату Ваз-2107
А стоит ли его менять? Если термостат заклинило, то это не обсуждается, конечно, менять. А вот если недогрев, то стоит подумать. Дело в том, что купить нормальный термостат, который соответствует всем параметрам, сегодня очень трудно. Все они работают, открываются, но слишком рано, либо пружина стоит слабая. И, поставив такое изделие, мы получаем температуру охлаждающей жидкости 75-80 градусов. Это соответствует концу белого сектора указателя температуры. Так что, если ваш термостат недогревает в таких пределах, то менять его не стоит. Исключение составляют случаи, когда вы точно знаете, что купили качественную запчасть. Оценить качество при покупке термостата можно только приблизительно. Для этого осматриваем корпус, упаковку, нанесенную маркировку. Сборка должна быть аккуратная, окраска ровная и качественная. Обязательно должна присутствовать маркировка- кто изготовитель, марка и температура. «Классические» термостаты рассчитаны на температуру 82 градуса- это начало открытия клапана. Попадалась маркировка 80 градусов, 83 градуса. Ходят слухи, что в продаже бывают приборы на 90 градусов, но мне такие не встречались.
Термостат с корпусом из стали, окрашенный
Термостат с корпусом из алюминиевого сплава
После внешнего осмотра, попробуйте продуть воздух в нижний патрубок. Если воздух проходит- клапан пропускает, берите другой экземпляр. Дома, пред тем как приступить к замене, устройте купленному прибору еще одну проверку. Поместите его в подходящую кастрюлю, залейте водой и поставьте на плиту. Когда вода почти закипит, аккуратно, чтобы не обжечься, достаньте термостат и попробуйте залить воду из-под крана в средний патрубок. Она должна свободно перетекать в нижний патрубок. Протекающая вода остудит наполнитель, и клапан снова закроется, а вода потечет из верхнего патрубка. Если все так, то ваш термостат исправен, можно ставить на машину.
Прочитайте, может пригодится: Самый массовый автомобиль
Заменяем термостат
Кроме самого термостата, нам могут понадобиться новые патрубки, хомуты, и тосол. Полная емкость системы охлаждения Ваз-2107 – 9,85 л. Хомуты лучше поставить червячные, выбирайте которые потолще. Патрубки лучше заменить, так как старые уже задубели, при установке могут дать течь. Порядок действий такой: 1. Отсоединяем клеммы и снимаем аккумуляторную батарею. 2. Сливаем тосол через сливные пробки радиатора и блока, можно просто снять нижний патрубок радиатора. Под машину поставьте какой-нибудь тазик. 3. Ослабляем хомуты на двигателе, помпе и радиаторе. 4. Снимаем термостат вместе с патрубками. 5. Устанавливаем новые патрубки на новый термостат, затягиваем хомутами. 6. Собранный узел устанавливаем на место, затягиваем хомуты. 7. Закрываем все открытые пробки и заливаем свежий тосол. 8. Запускаем и прогреваем двигатель до открытия термостата, доливаем тосол. Если остался воздух, поднимаем перед автомобиля на подходящей горке и гоняем двигатель с открытой пробкой радиатора несколько минут на 2000 – 3000 оборотах. Обычно этого хватает. 9. Доливаем тосол в радиатор и расширительный бачок, плотно закрываем пробки. Много вопросов про герметик- надо ли мазать места посадки патрубков? Если патрубки мягкие и хомуты хорошие, то герметик не нужен.
Термостат ВАЗ-2110. Что и как?
Термостат ВАЗ-2110 — небольшой, но не менее незаменимый прибор в автомобиле. Его правильная работа определяет качественный и быстрый прогрев двигателя, не позволяя охлаждающей жидкости остыть до достижения номинальной рабочей температуры.
Под автомобильным термостатом понимается устройство, которое используется в системах жидкостного охлаждения. Его основная функция заключается в поддержании рабочей температуры двигателя. Обычно он устанавливается между силовым агрегатом и радиатором.
Принцип работы
При запуске двигателя термостат ВАЗ-2110 находится в закрытом состоянии, при этом охлаждающая жидкость идет по так называемому малому кругу, то есть не поступает в радиатор. Благодаря этому двигатель быстрее прогревается. Но когда жидкость достигает температуры, равной 95 градусам Цельсия, термостат на ВАЗ-2110 открывается, и жидкость начинает течь уже по большому кругу, приходя по патрубкам к радиатору. С этого момента начинается процесс охлаждения тосола или тосола и, как следствие, двигателя автомобиля. Это обеспечивает защиту силового агрегата от перегрева.
Неисправности
Если на ВАЗ-2110 перестал работать термостат, значит, есть неисправности, связанные с системой охлаждения. В этом случае возможны два варианта:
— Клапан застрял в открытом положении. В этом случае после запуска двигателя охлаждающая жидкость начинает течь сразу по большому кругу. Те. он сразу начинает течь на радиатор. Это выражается в очень длительном прогреве автомобиля и длительном достижении силовым агрегатом рабочей температуры. Поскольку двигатель охлаждается, эксплуатация автомобиля не запрещена.
— Клапан застрял в закрытом положении. Двигатель автомобиля прогревается в штатном режиме, но при достижении нормальной рабочей температуры охлаждающая жидкость не начинает поступать в радиатор. Те. тосол или тосол продолжает крутиться по малому кругу. В результате температура двигателя продолжает неуклонно расти, что приводит к перегреву силового агрегата. Автомобиль в этом случае крайне обескуражен.
Диагностика
Самый простой способ проверить устройство — просто прикоснуться к патрубкам системы охлаждения. Для этого автомобиль необходимо прогреть до рабочей температуры, затем перебрать все каналы. Если шланг к радиатору остался холодным, это означает только одно – клапан не открывается, значит, неисправен термостат ВАЗ-2110.
Другой способ диагностики потребует от художника чуть больше усилий, но он более нагляден. Сначала снимите термостат. Для этого ослабьте хомуты шлангов радиатора, патрубка помпы и разъем с отводящим патрубком. Ничто другое не держит термостат, поэтому его можно смело снимать.
Процесс диагностики также не имеет особых сложностей. Для проверки работоспособности устройства вам понадобится кастрюля и кипяток. Изначально клапан должен находиться в закрытом положении. В таком состоянии его следует опустить в горячую воду, а канал должен открыться. Это видно невооруженным глазом. Если термостат ВАЗ-2110 не реагировал на кипение воды и не открывался клапан, то он неисправен.
замена термостата и термопары
Термостат — элемент системы охлаждения двигателя, предназначенный для регулирования направления потока охлаждающей жидкости (ОЖ). Это механическое устройство реагирует на температуру охлаждающей жидкости и направляет ее либо в обход радиатора, либо через радиатор. Это необходимо для того, чтобы холодный двигатель быстрее прогрелся после пуска.
При выходе из строя термостата нарушается тепловое состояние силового агрегата, что приводит к перегреву или медленному прогреву. И если в последнем случае неисправность не доставляет серьезных проблем, то перегрев силового агрегата автомобиля может полностью вывести его из строя.
В этой статье мы расскажем о том, как осуществляется замена термостата ВАЗ-2110 оснащенных инжекторным двигателем. Но перед этим давайте разберемся, что это за устройство, и как определить его неисправность.
Конструкция термостата
Конструктивно термостат «десятка» состоит из алюминиевого корпуса с патрубками для подключения шлангов и расположенного внутри рабочего механизма (термоэлемента). Последний представляет собой латунный или медный цилиндр, заполненный воском, со встроенным толкателем, на конце которого расположен клапан.
При нагреве охлаждающей жидкости до определенной температуры (80-82°С) парафин плавится и расширяется, нажимая на этот штифт, который в свою очередь перемещает клапан, открывая его. При охлаждении воск застывает и уменьшается в размерах, а пружина клапана возвращает его обратно в закрытое положение.
Симптомы неисправного термостата
Если двигатель вашего автомобиля прогревается до рабочей температуры более семи минут — это верный признак того, что клапан термостата заклинило в открытом положении. При этом теплоноситель будет постоянно двигаться по большому кругу. При такой неисправности зимой двигатель может не прогреваться до 80 градусов.
Если же, наоборот, двигатель греется очень быстро, и наблюдается постоянный перегрев, что можно определить по датчику температуры и частому включению вентилятора радиатора, это верный признак того, что клапан не открывается и не пропускает охлаждающую жидкость в радиатор для охлаждения.
Как определить неисправность
Определить, нужна ли замена термостата ВАЗ-2110, можно самостоятельно.
Для этого завести и прогреть двигатель машины до рабочей температуры на холостом ходу. Далее в моторном отсеке найдите патрубки радиатора. Дотронься до них. Если устройство работает, они оба должны быть горячими. Это свидетельствует о том, что охлаждающая жидкость свободно циркулирует в системе.
Если один из них оказался холодным, значит не открылся клапан, не сработал термостат. Но это не значит, что его нужно сразу менять. Для ВАЗ-2110 замена термостата потребуется только в том случае, если вся его конструкция не подходит для дальнейшей работы. В остальных случаях можно обойтись ремонтом.
Нерабочий термостат ВАЗ-2110 (форсунка): замена или ремонт
Не торопитесь с покупкой всего устройства в сборе. В автомобилях ВАЗ-2110 термостат можно заменить как полностью, так и частично. В последнем случае меняется только нерабочий термоэлемент, а корпус остается старым. Естественно, если на его внутренней поверхности нет следов коррозии или накипи, а снаружи нет трещин и сколов. Замена термостата ВАЗ-2110 производится после разборки всего узла и его диагностики.
Демонтируем термостат
Для снятия устройства необходимо полностью или частично слить охлаждающую жидкость. После этого необходимо снять корпус воздушного фильтра и отсоединить шланги от патрубков термостата. Далее откручиваем три болта, которыми корпус устройства крепится к ГБЦ.
После демонтажа узла открутите винты, крепящие крышку термостата, и снимите термопару.
Проверить термоэлемент
Для проверки нам понадобится бак с чистой водой, жидкостный термометр и газовая (электрическая) плита или бойлер. Чтобы проверить термопару на работоспособность, опустите ее в емкость с холодной водой и начните нагревать. При нагреве жидкости до 80,5-82°С толкатель должен двигаться вперед в исправном устройстве. Если этого не произошло, то для вашего ВАЗ-2110 замена термостата обязательна.
Кроме того, осмотрите корпус устройства и его патрубки. Если с ними все в порядке, то можно обойтись только покупкой термопары.
ВАЗ-2110: замена термостата
При покупке нового изделия не забудьте проверить его исправность описанным выше способом. Убедившись в его работоспособности, вставьте его в корпус и закрутите крышку. Теперь можно установить обратно термостат в сборе.
Для этого закрепите его тремя болтами на головке блока цилиндров. Подсоедините патрубки системы охлаждения и заполните бачок антифризом или тосолом до необходимого уровня.
Запустите двигатель и прогрейте его. Проверьте работу термостата, прикоснувшись к патрубкам радиатора. Если они оба горячие, устройство работает нормально, и мы работали не зря.
Полуавтоматическая сварка: как пользоваться полуавтоматом, технология
Содержание:
Что такое полуавтоматическая сварка
Устройство полуавтомата
Как работает полуавтомат
Технология сваривания в среде защитного газа
Особенности сваривания алюминия
Сварка без инертного газа
Особенности механизма подачи проволоки
Основные дефекты шва
Интересное видео
Производство качественных металлических конструкций всегда сопряжено применением сварочных технологий. Они создают разнообразные сооружения, приборы, важное оборудование и другие элементы с особым значением. Но вот сварка полуавтоматом считается одним из популярных методов сваривания, который применяется в разных областях промышленности.
Его используют для сваривания изделий из черных и цветных металлов с разной толщиной. А применение специальных технологий позволяет улучшить качество и прочность сварного шва. Но все же чтобы проведение процесса было правильным стоит рассмотреть основные особенности и нюансы этого метода сваривания.
Что такое полуавтоматическая сварка
Полуавтоматическая сварка относится к подвиду дугового сварочного процесса, во время которого присадка подается в сварочную зону механизированным способом. А вот перемещение горелки производится вручную оператором, при этом применяется защита сварочной ванны газовой смесью.
В соответствии с газом технология сварки полуавтоматом разделяется на основные виды, которые часто используется в производстве: MIG (Metal Inert Gas) — инертный газ и MAG (Metal Active Gas) — активный газ. В редких случаях применяется сваривание с использованием флюсовой проволоки без защитного газа.
Устройство полуавтомата
Полуавтоматическая дуговая сварка осуществляет качественное сваривание изделий из черного и цветного металла. Она подходит даже для ржавого и оцинкованного металла. А вот при сваривании компонентов из сложно свариваемых материалов рекомендуется использовать медную и алюминиевую проволоку. Применение данных элементов обеспечивает образование прочного и крепкого шва.
Для сварки требуется полуавтоматическое сварное оборудование. И перед тем как приступать к процессу стоит рассмотреть важные особенности устройства аппарата.
Чтобы понять, какой нужен сварочный полуавтомат, необходимо изучить его устройство. Конструкция прибора включает следующие компоненты:
основной блок. Это важный элемент устройства оборудования, он отвечает за подачу питания к электродной проволоке;
сварочный рукав или шланг;
горелку, внутри которой имеется проволока;
наконечник токопроводящего вида;
систему для подачи защитного газа.
Для проведения работ используется механический агрегат, в устройстве которого предусмотрена катушка с проволокой, именно она выполняет функции плавящегося электрода. Дополнительно предусмотрен механизм, который осуществляет автоматическую подачу катушки. Силу тока и скоростные показатели для подачи электрода сварщик подбирает на оборудовании самостоятельно, данные параметры зависят от вида сплавляемого металла, от скорости передвижения горелки.
Имеется много видов аппаратов, которые используются для сварочного процесса. Для их упорядочивания применяются различные классификации. В зависимости от способа защиты материала при сварочных работах выделяют следующие типы:
сварка металла полуавтоматом под слоем флюсов. Флюс является порошкообразным составом, который присутствует в сердцевине рабочей проволоки. По химическим качествам он похода на обмазывающий состав для электрода;
сварка на полуавтомате с использованием инертных и активных газовых смесей.
В зависимости от способа подачи электродной проволоки сварочное оборудование разделяют на:
Стационарное. Приборы зафиксированы на подставке или специальной консоли.
Переносное. Оборудование имеет вид переносимой тумбы.
Передвижное. Это специальная тележка, которая предназначена для перемещения в пределах помещения.
Как работает полуавтомат
Чтобы понять, как работает полуавтоматическая сварка стоит рассмотреть принцип работы оборудования. Во время обработки на область свариваемого участка непрерывно подается электродная проволока. По этой причине сварщик не должен постоянно устанавливать новые электроды.
Во время сварки производится нагревание и деформирование свариваемых изделий. Между металлическим элементом и электродом, который находится под напряжением, в газовой смеси образуется электрический разряд. Качественные характеристики соединения повышаются благодаря применению инертного газа, именно он предотвращает появление окислов.
Стоит отметить! Технология полуавтоматической сварки получила это название, потому что подача проволоки производится автоматически, а контроль подачи и сварочный процесс производится сварщиком вручную.
Среди основных особенностей работы полуавтомата можно выделить:
У полуавтоматического оборудования предусмотрено два полюса — с положительным и отрицательным зарядом. Полярность подключения подбирается в соответствии с металлом, который сваривается. Один зажим прикрепляется к свариваемому изделию, другой подается к скользящему контакту горелки.
Параметры силы тока выбирается согласно характеристикам материала, который применяется для сваривания.
Для подбора оптимальных показателей силы тока сварщики применяют специальные таблицы, следуют рекомендациям изготовителя сварочного оборудования.
Скоростные показатели подачи задаются с помощью коробки передач или шестерни.
Газовое полуавтоматическое оборудование предназначено для работы с инертным или углекислым газом. Для проведения сварочных работ подается сварочная проволока для полуавтоматического прибора, которая имеет в составе магний и кремний. Постепенно происходит ее расплавление и последующая подача на свариваемую область.
Вместе с проволокой подается газ, который обеспечивает защиту металлическому изделию и электроду от отрицательного влияния кислорода.
При применении аппаратуры для флюсовой проволоки газ не требуется. При проведении сварки полуавтоматом без газа происходит сгорание флюса и образование газа, именно он нейтрализует отрицательное воздействие воздуха.
Технология сваривания в среде защитного газа
Существуют разные способы сварки полуавтоматом, но метод с использованием газа считается самым востребованным. Для работ могут использоваться разные газовые смеси, но чаще применяют аргон, углекислоту, гелий. Углекислота и гелий обладают небольшим расходом, они считаются недорогими. По этой причине данные газовые смеси применяются достаточно часто.
Важно! Главное предназначение газа состоит в защите свариваемого участка от окисления, которое может происходить при взаимодействии с кислородом. Именно это отражается на прочности и качестве шва.
При применении углекислоты области, которые будут свариваться, предварительно зачищаются от ржавчины, загрязнений, краски. Для этого используется щетка по металлу и наждачная бумага.
Выделяют следующие виды полуавтоматической сварки, во время которых применяются газовые смеси:
без отрыва от тела металл. Сваривание шва происходит непрерывно, слой наносится от начала до намеченного конца;
точечное сваривание. Соединение изделий производится при помощи сварочных точек, через заданные промежутки, по всей длине свариваемой области;
сварка с использованием короткого замыкания. Данный тип сваривания обычно производится в автоматическом режиме, его используют для соединения тонких металлических листов. Во время него используются электрические импульсы, которые генерируют оборудование. Замыкание расплавляет металл и соединяет изделия друг с другом.
Полуавтоматическое сваривание с применением углекислого газа часто осуществляется в режиме переменного тока. Перед тем как начинать процесс требуется настроить полуавтомат для последующего сваривания изделий. Регулирование параметров осуществляется в соответствии с типом металла.
После подготовки и настройки аппарата можно приступать к работам. Как варить сваркой полуавтомат:
Для начала откручивается вентиль подачи газа, а уже потом поджигается дуга.
Проволокой нужно коснуться металлического изделия и запустить процесс. Проволока будет подаваться автоматически при каждом нажатии на кнопку «Пуск».
При проведении сварочного процесса проволока удерживается в перпендикулярном отношении к заготовке, но при этом не нужно перекрывать обзор к заливаемой ванночке-соединения.
Между изделиями, которые свариваются, требуется выдерживать нужный зазор.
Если показатель толщины изделия составляет не больше 1 см, то зазор должен быть не больше 1 мм. Если же обрабатываемые изделия толще 1 см, то зазор берется 10 % от их толщины.
Удобно сваривать изделия в положении лежа или на железной подкладке, которая размещается снизу вплотную к основному металлу.
Особенности сваривания алюминия
Обязательно нужно знать, как нужно правильно сваривать этот металл полуавтоматом. Стоит учитывать, что алюминий обладает характерными особенностями, поэтому при проведении его сваривания стоит соблюдать некоторые нюансы. На поверхности этого металла имеется тонкий слой из амальгамы. Ее температура расплавления составляет больше 2 тысяч градусов Цельсия, а вот основное тело расплавляется уже при температуре 6500 °С. По этой причине во время сварки применяется инертный газ — аргон.
При работе с алюминием обязательно должна применяться специальная подложка — она предотвратит растекание металла. При сварке используется сварочный ток для полуавтомата, который имеет обратную полярность. На изделие прикрепляется катода, а вот горелка выполняет функции анода. Этот прием улучшает качество плавления, способствует быстрому разрушению амальгамы.
Сварка без инертного газа
Полуавтоматическая сварка без газа обладает отличительными особенностями. Процесс можно проводиться с использованием газа или выполняться без газа с применением обычной проволоки. Востребованным методом соединения изделий является соединение с покрытием из флюса. Но часто он применяется в промышленности, потому что флюс является дорогостоящим материалом.
При проведении сварки без газа применяется высокая температура. Она расплавляет порошок, что приводит к появлению облака из газа, оно предотвращает окисление сварочной ванны. А кран на баллоне с инертным газом в это время перекрыт. Главное преимущество порошковой проволоки состоит в том, что она позволяет провести сварку даже при сильном ветре. А в случае с подачей газа сильный ветер может стать главным препятствием.
Стоит отметить! Порошковая проволока имеет некоторые ограничения по применению. Она не подходит для работы с тонким листовым металлом и среднеуглеродистой сталью. В этих случаях наблюдается высокая вероятность появления больших горячих трещин.
Особенности механизма подачи проволоки
Чтобы понять, как пользоваться сварочным полуавтоматом стоит внимательно рассмотреть его устройство. Но все же особое внимание обращается на свойства механизма подачи проволоки. Его устройство может быть нескольких типов:
толкающее;
тянущее;
комбинированное.
Подбор вида зависит от показателей длины рукава, который соединяет корпус полуавтоматического аппарата и горелку. При показателе длины рукава до 3 метров используется механизм с толкающим устройством. При превышении 3 метров стоит применять привод тянущего или комбинированного типа.
Толкающий привод находится внутри корпусной части оборудования. Привод с тянущим устройством располагается в ручке горелки. Устройство механизма проволоки в полуавтоматическом оборудовании достаточно простое. Главными элементами являются ролики. Один из них является ведущим, а другой прижимным.
Основные дефекты шва
Обязательно нужно знать, как правильно пользоваться сваркой и полуавтоматом, это поможет в дальнейшем избежать неприятных проблем и ухудшения качества сварного соединения. Если технология будет проводиться неправильно с нарушением ряда правил, то в этом случае не избежать появления трещин, пор в металле шва, прожогов, наплывов. Также может отмечаться неравномерность соединения по длине и ширине.
Качество сварки полуавтоматом зависит от следующих факторов:
диаметр проволоки. С меньшим ширина соединения будет недостаточной, а с большим — увеличится, это отразится на глубине провара;
сила тока. Отражается также на глубине провара: чем больше показатель силы тока, тем глубже соединение. Это в итоге моет привести к появлению прожогов, особенно если будет свариваться металл с тонкими стенками;
напряжение дуги приводит к увеличению ширины соединения;
скорость сварки. При большом показателе скорости уменьшается глубина проваривания, соединение становится узким. При недостаточной скорости проявляются прожоги, структура шва становится неравномерной. Иногда это приводит к короблению изделия.
В любом случае чтобы правильно провести полуавтоматическую сварную технологию необходимо знать ее главные особенности и нюансы, а от сварщика требуется опыт и навыки. Не стоит браться за работу, если вы ни разу не сталкивались с этим способом сварки. Кроме этого необходимо знать, что нужно для сварки полуавтоматом, а именно какое оборудование и материалы требуются для проведения процесса. Все тонкости и характеристики помогут провести все правильно и без ошибок.
Интересное видео
Полуавтоматическая сварка металлов: технология и нюансы процесса
Вопросы, рассмотренные в материале:
Суть полуавтоматической сварки
Основные виды полуавтоматических автоматов
Технологию полуавтоматической сварки металлов
Нюансы полуавтоматической сварки некоторых металлов
Полуавтоматическая сварка металлов используется во многих сферах: от строительной до автомобильной. Этот вид соединения материалов обладает рядом преимуществ, благодаря которым его и применяют на производстве. Речь идет о минимальном количестве отходов и быстром ходе работы.
Чтобы приступить к сварке, необходимо изучить оборудование и особенности металлов, с которыми предстоит работать. Особого внимания заслуживают цветные, черные и оцинкованные, так как там в этом случае подход к сварке особый.
Суть полуавтоматической сварки
Технология полуавтоматической сварки металлов основана на использовании специальной проволоки и защитного газа. Газ подается через сварочный рукав на горелку вместе с проволокой, его главная функция состоит в защите сварочной ванны от контакта с внешней средой.
Используемую в процессе электродную проволоку выпускают в бобинах. В зависимости от сферы использования эта металлическая нить может иметь толщину:
0,6 мм;
0,8 мм;
1 мм;
1,2 мм.
Так, для работы с тонкими листами металла толщиной до 4 мм данный параметр должен быть в пределах 0,6–0,8 мм, для более толстых заготовок выбирают проволоку в 1–1,2 мм.
В качестве защитного газа при полуавтоматической сварке металлов используется углекислота либо смесь CO2 с аргоном. Нужно понимать, что работа с чистым углекислым газом финансово более выгодна, но при этом страдает качество шва. Кроме того, в отличие от использования аргоновой смеси, в такой среде металл сильнее разбрызгивается.
Технология полуавтоматической сварки дает возможность:
повышения скорости работы и качества шва за счет автоматической подачи сварочной проволоки;
соединения тонких заготовок толщиной от 0,5 мм;
работы с любыми металлами: сталью, нержавейкой, чугуном, цветными металлами;
избежать формирования шлака на шве;
защитить сварщика от дыма, так как он практически не образуется в процессе такой сварки.
Но у данного метода есть и свои минусы. В первую очередь, это значительные размеры оборудования, так как данная технология предполагает использование баллона с газом. Также полуавтоматическая сварка невозможна в условиях сильного ветра, поскольку углекислота выдувается из-под горелки.
Основные виды полуавтоматических автоматов
Устройства для полуавтоматической сварки металлов могут быть:
для работы в среде инертных газов;
с использованием флюса в качестве основы;
с использованием порошковой проволоки;
универсальными.
Все разновидности устройств отлично справляются с соединением изделий из цветного и черного металла.
С точки зрения способа подачи проволоки, интересующие нас сварочные автоматы бывают:
стационарные, то есть жестко зафиксированные на подставке или специальной консоли;
переносные, выполненные в виде портативной тумбы;
передвижные, имеющие специальную тележку и подходящие для передвижения в пределах одного помещения.
По расположению подающих роликов встречаются такие устройства:
толкающие;
тянущие;
толкающе-тянущие.
Технология полуавтоматической сварки металлов
Благодаря полуавтоматическому методу удается накладывать качественные швы даже на ржавый и оцинкованный металл. При работе с заготовками из сложно свариваемых материалов добиться наиболее крепкого и равномерного соединения удается за счет использования медной либо алюминиевой проволоки.
Перед сваркой в защитном газе либо с использованием флюса необходимо произвести подготовку, а именно:
очистить и обезжирить обрабатываемые области при помощи растворителя;
убедиться в исправности газового оборудования;
сделать пробный шов, чтобы скорректировать настройки техники;
подобрать силу тока и напряжение.
Полуавтоматическая сварка металлов в среде защитного газа считается самой простой из способов работы. Для нее может использоваться углекислый газ, гелий, азот, аргон. Отметим, что принцип действия сварщика не зависит от выбора газа.
Рекомендуем статьи по металлообработке
Марки сталей: классификация и расшифровка
Марки алюминия и области их применения
Дефекты металлический изделий: причины и методика поиска
Неопытные специалисты обычно отдают предпочтение углекислому газу, низкая цена которого сочетается с достаточно хорошими параметрами.
Основные достоинства полуавтоматической сварки в среде CO2:
сохранение внешнего вида изделия;
возможность обработки даже труднодоступных зон;
малое количество отходов;
прочный и тонкий шов;
небольшие временные затраты.
Данная технология относится к наиболее простым методам скрепления изделий из металла. Но нужно понимать, что на качестве шва могут отразиться:
метод ведения проволоки;
расстояние между скрепляемыми заготовками;
соблюдение техники.
Полуавтоматическая сварка металлов без газа представляет собой альтернативный вариант, позволяющий избежать образования окислов и контролировать формирование прочного шва.
Отличие безгазовой сварки состоит в том, что при ней происходит прямая подача тока, используется порошковая/флюсовая проволока. Принцип действия таков: проволока сгорает, формируется газовая среда, позволяющая сохранить качество работ на необходимом уровне.
Безгазовая полуавтоматическая сварка предполагает такие этапы:
приобретение сварочной стальной проволоки с флюсом;
включение подачи проволоки;
поворот переключателя в положение «Включение»;
закладка флюса в воронку;
открытие защитной заслонки для выпуска флюса;
запуск прибора;
ожидание электрической дуги;
соединение деталей.
Немаловажно, что полуавтоматическая технология дает возможность сваривать в среде аргона заготовки из алюминия, несмотря на нестандартные качества данного металла. В инертной атмосфере после разрушения оксидной алюминиевой пленки не происходит ее повторного образования, а значит, ничто не мешает сварке.
Нюансы полуавтоматической сварки некоторых металлов
1. Сварка толстых металлов.
Работа устройств для сварки деталей из толстых металлов базируется на использовании высокой плотности тока – таким образом достигаются глубокое плавление материала и достаточная прочность шва. Данный принцип идеален для обработки жестких металлических конструкций, изделий из марок стали с высокими показателями теплоустойчивости и прочности.
Нужно понимать, что при сварке изделий из металлов, устойчивых к перепадам температуры, нередко происходит снижение их прочностных характеристик. Дело в том, что в зоне нагрева появляются микроскопические трещины, из-за которых стать становится более мягкой. Чтобы избежать такого эффекта, при обработке толстых металлов принимают дополнительные меры для защиты металлической конструкции от разупрочнения.
Помните, что в процессе сварки толстого металла полуавтоматом в изделии нередко появляются трещины. Кроме того, может быть поврежден антикоррозийный слой, со временем на конструкции появятся очаги ржавчины. Предотвратить это позволяет специальное покрытие – за счет такой обработки после сварки вы защите предмет от коррозии.
2. Сварка тонкого металла.
В данном случае не стоит пытаться сформировать поверхностный шов, ведь тонкие листы металла сваривают как можно плотнее, чтобы добиться полноценного соединения. Только устройства для полуавтоматической сварки металлов позволяют получить необходимый эффект.
Обрабатываемые заготовки важно предварительно подготовить. Для этого с них удаляют грязь, остатки краски, эмали, а также пыль, смазочные покрытия. В противном случае при плавлении металл будет сильно разбрызгиваться, а шов получится неровным. Не менее важно, что испарения посторонних элементов могут быть опасны для здоровья сварщика.
Для работы по такой технологии требуется:
сварочный аппарат;
электроды;
источник электроэнергии;
защитная форма для специалиста, а именно укрепленный шлем, термостойкие перчатки, очки с затемнением.
Добиться наиболее ровного шва удается за счет регулировки скорости движения сварочного аппарата в процессе работы. Также необходимо грамотно подобрать электроды и следить за стабильностью подачи тока с постоянным показателем силы.
3. Сварка оцинкованного металла.
Благодаря покрытию из цинка, такие металлы отличаются от других высоким сопротивлением ржавчине. В целом, это приводит к повышенной устойчивости конструкции к разного рода воздействиям и увеличению срока эксплуатации.
Но нужно понимать, что в процессе сварки металлов полуавтоматом он может потерять антикоррозийные свойства. Дело в том, что обычно во время подобных работ используется температура +1 700…+2 200 °C, тогда как цинк начинает плавиться при +420 °С. А, достигая +907 °С, он закипает и превращается в оксид, формирующий на поверхности изделия мельчайшие поры и трещины. В результате изделие становится подвержено ржавчине.
Сегодня для сварки оцинкованных металлов полуавтоматом используется так называемая MIG-пайка. Данный метод предполагает соединение заготовок за счет высокочастотных электрических колебаний с пониженной температурой. Так как исключается плавление покрытия, цинк не превращается в оксидное соединение и не изменяет свойства основного материала изделия. Благодаря такому подходу удается избежать разрушения антикоррозионного слоя.
4. Сварка цветных металлов.
Первым этапом полуавтоматической сварки цветных металлов является проверка состояния оборудования. Иными словами, настраивают режим работы, подбирают силу тока, уровень напряжения, скорость передвижения проволоки. Для металлических листов толщиной до 3 мм последний показатель составляет 900 м/ч, а сила тока 120–145 А.
Далее включают систему подачи проволоки и зажигают электрическую дугу. Для этого нужно только прикоснуться к металлической поверхности, если уже есть плавящаяся проволока. После зажжения электрической дуги необходимо убедиться на проверочном материале, что режим выбран верно. При нормальной работе аппарата можно приступать к сварке.
Сварка цветных металлов предполагает, что горелка передвигается только в одном направлении. Рекомендуется соединять заготовки на высокой скорости и при помощи единственного шва. Если приходится иметь дело с изделием большой толщины, его придется разогреть до +150…+300 °С.
5. Сварка черных металлов.
Полуавтоматическая сварка черного металла в среде аргона имеет ряд немаловажных особенностей. Очень серьезную опасность для черных металлов в процессе такой обработки представляет влага. Если она остается внутри шва, начинается конденсация. Испаряясь, частицы образовывают мельчайшие поры и трещины в шве, а это в дальнейшем негативно отражается на его прочностных характеристиках. Чтобы избежать такого результата, конструкции прогревают до +100…+150 °C и только потом приступают к сварочным работам.
При сварке черных металлов используются специальные электроды, обеспечивающие ровный и прочный шов. Обычно они состоят из цветного металла с большим содержанием графита. Считается, что лучше всего подходят медно-никелевые компоненты, так как, с одной стороны, они позволяют надежно скрепить заготовки, а с другой – шов получается без слишком большого содержания графитных примесей.
6. Сварка чугунных и стальных изделий.
Для работы с изделиями из чугуна и стали, как и для цветных металлов, применяют аргон. В процессе получения чугуна используется железо и углерод. Его обработка очень трудоемкая, так как швы легко трескаются.
Еще одно свойство чугуна, усложняющее процесс работы, состоит в его способности к ускоренному окислению. За счет использования среды аргона удается создавать швы без шлаковых осадков.
Благодаря окислению, чугун стал популярен в качестве материала для ремонта старых автомобилей – он соединяется с поврежденными тонкими металлическими конструкциями.
Достаточно часто чугун и хрупкие металлы сваривают полуавтоматом с вольфрамовой проволокой. В этом случае заготовки также предварительно нагревают. Чугунные изделия могут соединяться при помощи постоянного и переменного тока, сила которого подбирается в зависимости от толщины металла и диаметра проволоки. Так, на каждый миллиметр проволоки приходится 50–90 А. Отметим, что может использоваться не только вольфрамовая проволока, но и графитовая, медная, из никеля.
Технология полуавтоматической сварки металлов достаточно проста, поэтому добиться неплохих результатов можно уже на первый день обучения. Начинающему сварщику важно не бояться пробовать разные режимы и помнить, что каждый специалист использует индивидуальные настройки.
Механизация сварки и автоматизация | Bug-O Systems
При управлении или проектировании крупномасштабного производства, изготовления и производственных процессов механизация и автоматизация могут помочь повысить производительность, качество и оптимизировать время производства. Но даже несмотря на то, что эти описания часто используются взаимозаменяемо, механизация сварки и автоматизация сварки на самом деле совершенно разные.
Крупные предприятия отказываются от ручной сварки и переходят на современные и практичные альтернативы. Одно распространенное сомнение, возникающее при выборе между механизацией и автоматизацией, заключается в том, какая из них лучше подходит для конкретного производственного процесса.
Чтобы предприятия могли принимать обоснованные решения, важно понимать преимущества и недостатки механизации сварки по сравнению с автоматизацией. В этой статье будет представлен обзор их основных различий и соображений, которые необходимо принять во внимание, прежде чем принимать окончательное решение.
Что такое механизация сварки?
Механизация сварки – это использование оборудования для повышения точности и согласованности процесса сварки. Обычно для этого используется специальное оборудование, такое как сварочные тележки, моторизованные позиционеры, вращатели и манипуляторы, чтобы использовать процесс сварки для оптимального процесса сварки и положения.
Повышает качество сварки за счет снижения утомляемости оператора и повышения стабильности. Кроме того, это может повысить безопасность, защищая сварщиков от вредных паров и тепла.
Однако механизация сварки не означает замену профессиональных сварщиков машинами. Например, эта технология полуавтоматической сварки требует, чтобы высококвалифицированные специалисты следили за движением сварочной горелки или горелки, в то время как устройство берет на себя управление движением.
Что такое автоматизация сварки?
Автоматизация сварки использует машины для выполнения задач, которые в противном случае выполняли бы люди. Процесс сварки полностью автоматизирован, поэтому вмешательство человека не требуется.
Полностью автоматизированные сварочные аппараты могут выполнять все, от одиночной точечной сварки сопротивлением до сложных сварочных процессов, включающих скоординированные машины, работающие с большими трехмерными объектами. Автоматическая сварка также может управлять параметрами сварочного тока, сварочного напряжения и скорости сварки, которые предварительно определяются или даже разумно адаптируются в зависимости от ситуации.
Основное преимущество автоматизации сварки заключается в том, что она может значительно увеличить скорость производства 24 часа в сутки, 365 дней в году, обеспечивая при этом стабильные результаты. Однако приобретение и обслуживание оборудования автоматизации требует значительных капиталовложений.
Основные различия между ними
Хотя механизация и автоматизация предлагают схожие преимущества, между ними есть некоторые ключевые различия, о которых производители и производители должны знать, прежде чем принимать решение о том, что подходит для их бизнеса.
1. Работа человека
Самая большая разница заключается в том, что в механизации обычно используются машины, управляемые людьми-операторами. Напротив, в автоматизации используются роботы, запрограммированные на выполнение определенных задач практически без участия человека-оператора.
2. Сроки производства
Еще одно ключевое отличие состоит в том, что при правильном применении автоматизация может использоваться для сварки 24 часа в сутки, 365 дней в году, в то время как механизация требует присутствия человека для управления машинами.
3. Допустимая погрешность
Наконец, роботизированные сварочные аппараты не подвержены ошибкам оператора, в отличие от сварщиков-людей, поэтому они могут давать стабильные результаты при каждом использовании. Однако очень важно помнить, что свариваемые детали и инструменты, удерживающие эти детали на месте, должны быть очень точными.
Что такое роботизированная сварка?
Роботизированная сварка — это автоматизация, использующая роботов для выполнения сварных швов и требующая специального программирования и оборудования. Роботизированная сварка имеет ряд преимуществ и недостатков по сравнению с механизированной и ручной сваркой.
Преимущества роботизированной сварки включают в себя возможность сваривать сложные детали за долю времени, которое потребовалось бы сварщику-человеку, повышенную точность и правильность, снижение затрат, связанных с рабочей силой, и повышенную безопасность из-за отсутствия сварщиков в опасных зонах.
С другой стороны, роботизированная сварка сложна в установке, и для эффективной работы роботов требуются специальные программы и оборудование.
Зачем выбирать механизированную сварку
Есть несколько причин, по которым механизированная сварка часто является лучшим выбором по сравнению с традиционной ручной сваркой во многих производственных ситуациях. Некоторые из наиболее значительных преимуществ:
Повышение производительности
Механизированное сварочное оборудование повышает производительность за счет обеспечения высокого уровня точности и согласованности, которых невозможно достичь при ручной сварке. Вместо этого предприятия могут обучать своих рабочих методам механизированной сварки, тем самым повышая скорость и качество своей продукции.
Повышенная безопасность
Защищая рабочих от вредных паров и тепла, механизированная сварка помогает создать более безопасную рабочую среду.
Улучшенное качество
Механизированная сварка также обеспечивает более высокое качество сварки, поскольку она более точная, а контролируемое движение приводит к достижению желаемых результатов.
Мы предоставляем решения для механизированной сварки для нескольких процессов
Компания BUG-O Systems предлагает стандартизированные и индивидуальные решения для механизированной сварки для крупных предприятий.
Более 75 лет знаний и опыта позволили нам разработать машины, отвечающие требованиям каждой производственной линии, от предварительно запрограммированной механизации до полной автоматизации.
Наше механизированное сварочное оборудование предназначено для оптимизации производительности, повышения безопасности и обеспечения качественных результатов. Наша команда экспертов готова помочь с обучением, необходимыми инструкциями и советами по механизации.
Свяжитесь с нами сегодня, чтобы узнать больше о том, как механизированная сварка может помочь вашему бизнесу повысить производительность и производительность.
Роботизированная сварка в сравнении с ручной сваркой
Роботизированная сварка в сравнении с ручной сваркой
Домашняя страница/блог/Роботизированная сварка в сравнении с ручной сваркой
вернуться назад
31 января 2022
Промышленность, сварка
В металлургической промышленности очень важно знать преимущества и недостатки роботизированной сварки и ручной сварки. При принятии решения следует хорошо взвесить все «за» и «против», чтобы сделать выбор, который будет для вас наиболее выгодным.
РОБОТИЗИРОВАННАЯ СВАРКА
Роботизированная сварка — это другое название автоматизированной сварки, включающее один из двух процессов. Первый вариант — это полностью автоматизированная сварка, при которой машины полностью контролируют производственный процесс от начала до конца. С другой стороны, при полуавтоматической сварке оператор управляет загрузкой и выгрузкой материала по окончании машинного цикла.
Преимущества роботизированной сварки
Качество сварки: Автоматизация гарантирует качество сварки благодаря электронным контроллерам процесса. Кроме того, результаты гораздо более стабильны, чем при ручной сварке.
Более высокая эффективность: эффективность робота постоянна, в то время как эффективность ручной сварки снижается в течение рабочего дня из-за износа оператора.
Меньше отходов: благодаря высокой точности роботизированной сварки образуется гораздо меньше брака и отходов.
Более низкие производственные затраты: хотя для процессов полуавтоматической сварки требуются люди, требуется еще меньше рабочих, чем для ручной сварки.
Недостатки роботизированной сварки
Стоимость: первоначальные инвестиции не представляют собой значительных расходов, хотя они легко окупаются по сравнению с соотношением затрат на инвестиции и экономии на заработной плате.
Отсутствие гибкости: хотя роботизированная сварка может выполнять одни и те же задачи снова и снова, когда требуется что-то другое, ее необходимо переконфигурировать, а это требует времени и денег.
РУЧНАЯ СВАРКА
Ручная сварка выполняется людьми, а не машинами. Этот тип процесса по-прежнему широко используется в определенных секторах рынка, таких как крупномасштабное судостроение.
Преимущества ручной сварки
Большая гибкость: сварщикам не нужно проходить переподготовку каждый раз, когда им поручают другой тип сварочных работ.
Простота замены: если один сварщик не может сварить в определенный день, другой сварщик может взять на себя выполнение проекта. Это на тот случай, если у вас большая бригада сварщиков. Однако из-за нехватки квалифицированной рабочей силы эта замена уже не так проста.
Способность к распознаванию: квалифицированных сварщика могут интерпретировать сигналы сварки и определять, если что-то идет не так, например, если есть признаки загрязнения материала или избытка оксида, которые повреждают сварной шов.
Недостатки ручной сварки
Риск: если с работником случится несчастный случай на работе, он может оказаться на больничном несколько дней или даже месяцев. Робота, если что-то пойдет не так, просто нужно починить.
Скорость: роботы быстрее и маневреннее людей во время всего процесса сварки компонента и без перерывов в движении между сварными швами.
Эффективность: вряд ли две детали будут изготовлены с одинаковым уровнем точности.
АВТОМАТИЗИРУЙТЕ ПРОИЗВОДСТВО СЕЙЧАС
Независимо от того, рассматриваете ли вы возможность сварки алюминия или любого другого металла, роботизированная сварка становится все более предпочтительным вариантом для многих компаний, несмотря на все преимущества, которые она дает.
Спидометр показывает скорость автомобиля в км в час и (или) в милях в час.
Одометр и счётчик суточного пробега
При установленном в положение «ON» ключе зажигания на дисплее – показания одометра или счётчика суточного пробега.
Одометр записывает пробег автомобиля с начала эксплуатации. Счетчик суточного пробега может также использоваться для измерения длины отдельных поездок или пробега между заправками.
Корректировка пробега на ВАЗ 2107
ВНИМАНИЕ
Следите за показаниями одометра и сравнивайте их с графиком техобслуживания. Несоблюдение этого графика может привести к повышенному износу или повреждению частей автомобиля.
На дисплей выводятся три показания: одометра, счётчика суточного пробега А и счётчика суточного пробега В. Быстрыми нажатиями на кнопку выбора показания 3 можно выбрать желаемое из трех. Два счетчика пробегов (А и В) можно использовать независимо (рис. 1.35). 2x h26
Рис. 1.36. Обнуление счётчика суточного пробега
Для обнуления счётчика суточного пробега нажмите кнопку выбора показания 3 и удерживайте её около 2 с.
Как отмотать/домотать пробег на механическом спидометре быстро и без полной разборки
automn.ru
Как отмотать спидометр на ваз — 2107
Как отмотать спидометр на ваз-2107
Дрель не подходит, так как нужно каждый раз разбирать панель, требуется устройство для постоянных отмоток, машина рабочая проверяют счётчик часто, а у меня постоянно не хватает по 50-150 км
ездить задомВолодай
прибор стоит 8000Каринка
обратится к специалистуАнтарио
у него привод тросовой. пришпандорь моторчик печяки к тросу перемени поллярность и мотай.. а вообще он разбирается вытаскивается скобочка и мотается иголочкой, а чтоб не разбирать каждый раз сделай чтоб стекло было сьёмное. и бензин списал спедометр подогналВильгельм
Крути колёса в обратку как Кузя в сериалеГиллард
а может проще на коробке отворачивать, там с ямы гораздо удобней правда грязи большеЛавр
Устанавливаются два троса спидометра — один от коробки, другой от панели приборов (покупается один трос, второй уже есть),. Соединяются они (оболочки) на переходнике, который можно выточить на любом заводе, где есть токарный станок. Гибкий вал (тросик) соединяется кусочком оквадраченной медной трубочки. Когда надо скрутить, либо добавить километраж, раскручивается соединение и вперёд. А уж замаскировать в салоне лишнюю длину (петлю) троса спидометра, думаю учить не надо. Крутить удобнее всего моторчиком печки.Тания
Неисправность в работе двигателя ВАЗ-21121?
собираюсь покупать ваз 21134. как сейчас с кредитованием?
Примерзли колодки, масло загустело, пипка вообще не падает, ремень проскочил, тросы хрустят, ЧТО ДЕЛАТЬ??? ваз-21081)))
Вопрос про двиготели ВАЗ. Чем отличается двигатель ВАЗ 21114 от ВАЗ 11183
оцените пожалуйста машину ваз-21045 (дизель) 2002 года
rusauto.org
ВАЗ 2107 | Контрольные приборы
1.1.1. Контрольные приборы
ОБЩИЕ СВЕДЕНИЯ
Контрольные приборы
1 – тахометр; 2 – электронные часы с цифровой индикацией или дисплей маршрутного компьютера; 3 – указатель температуры охлаждающей жидкости;
4 – указатель запаса топлива; 5 – дисплей позиции селектора; 6 – спидометр; 7 – счетчик пути с сервис-индикатором
Расположение контрольных приборов зависит от конкретной модели автомобиля и типа двигателя.
Тахометр (1)
Стрелка тахометра ни в коем случае не должна входить в красную зону шкалы.
Начало красной зоны на шкале зависит от конкретного двигателя.
Более раннее переключение на более высокую передачу позволяет экономить топливо и уменьшает шум двигателя и трансмиссии.
Переходить на более низкую передачу следует как можно позднее, незадолго до наступления того момента, когда появятся рывки в работе двигателя.
Электронные часы с цифровой индикацией (2)
Поворотом кнопки против часовой стрелки (стрелка 1) до упора устанавливают часы. При однократном кратковременном повороте кнопки происходит перестановка на один час. При повороте кнопки и удержании ее в этом положении происходит непрерывная перестановка часов.
Поворотом кнопки по часовой стрелке (стрелка 2) до упора устанавливают минуты. При однократном кратковременном повороте кнопки происходит перестановка на одну минуту. При повороте кнопки и удержании ее в этом положении происходит непрерывная перестановка минут.
При помощи этой кнопки можно установить часы с секундной точностью:
ПОРЯДОК ВЫПОЛНЕНИЯ
1. Кнопку повернуть вправо (стрелка 2) до тех пор, пока часы не покажут время, на одну минуту меньшее, чем контрольные часы.
2. Кнопку мгновенно повернуть вправо, когда секундная стрелка контрольных часов с точным ходом дойдет до полной минуты.
Дисплей маршрутного компьютера (2)
Дисплей маршрутного компьютера (многофункциональный указатель MFA) наряду с показанием текущего времени дает еще много дополнительной информации:
– температуру наружного воздуха; – мгновенный расход топлива; – средний расход топлива; – пройденное расстояние; – среднюю скорость движения; – время нахождения в пути.
Пиктограмма показываемого в данный момент параметра появляется, за исключением текущего времени, у верхней границы поля дисплея.
Поочередное выведение дополнительной информации на дисплей осуществляется при включенном зажигании путем кратковременного нажатия на балансирную клавишу В, расположенную на рукоятке включения стеклоочистителей.
Если нажать на верхнюю грань клавиши, то показания различных величин будут сменяться одно за другим.
Если нажать на нижнюю грань клавиши, то показания различных величин будут сменяться одно за другим в обратном порядке.
НАКОПИТЕЛИ
Бортовой компьютер снабжен двумя автоматическими накопителями.
Накопитель для хранения информации по отдельным поездкам (MFA 1) накапливает в себе с момента включения до момента выключения зажигания следующие данные о поездке: время движения, пройденное расстояние и количество израсходованного топлива.
На основании этих данных рассчитываются средняя скорость движения и средний удельный расход топлива.
Если на протяжении двух часов с момента выключения зажигания движение автомобиля было возобновлено, новые данные добавляются к прежним и учитываются в расчетах средних показателей. При перерыве в движении автомобиля продолжительностью более двух часов все данные в накопителе автоматически стираются.
Накопитель для хранения информации по суммарному пробегу (MFA 2) автомобиля накапливает в себе все данные по любому количеству поездок вплоть до достижения суммарных показателей величины 100 часов движения автомобиля, 10000 км пробега и 1000 литров израсходованного топлива. Накопленные данные служат для расчета полученных по итогам всех поездок средних величин удельного расхода топлива и скорости движения.
Когда предел одной из названных величин превышен, данные в накопителе по суммарному пробегу стираются и отсчет начинается снова. Этот накопитель, в отличие от накопителя по отдельным поездкам, не стирает данные после двух часов перерыва в движении автомобиля.
Для запроса данных следует обратиться к соответствующему накопителю посредством нажатия на клавишу А на подрулевом переключателе стеклоочистителей.
В поле показаний часов с цифровой индикацией появляется соответствующий показатель выбранного накопителя:
– MFA 1 – накопитель для хранения информации по отдельным поездкам; – MFA 2 – накопитель для хранения информации по суммарному пробегу.
Из накопителей можно вызвать следующие показатели:
– средний удельный расход топлива; – пройденное расстояние; – среднюю скорость движения; – время движения.
Количество израсходованного топлива не показывается.
Если держать нажатой более двух секунд клавишу А, данные в выбранном накопителе стираются.
При отсоединении аккумуляторной батареи содержащиеся в обоих накопителях данные стираются.
ПОКАЗАНИЯ
При включении зажигания на дисплее появляется или последний выбранный показатель, или показание наружной температуры с пиктограммой в виде снежинки (предупреждение в возможности гололеда).
Без пиктограммы
Текущее время
Показание текущего времени сохраняется при выключении зажигания. Установка текущего времени осуществляется с помощью поворота установочной кнопки около тахометра на приборном щитке.
°С
Температура наружного воздуха
Диапазон показаний от 40° С до +58° С. При неподвижном автомобиле или при движении с очень малой скоростью показываемое значение температуры наружного воздуха может несколько превышать истинное значение из за влияния теплового излучения двигателя. При наружной температуре от +4° С до -7° С на дисплее дополнительно к величине наружной температуре показывается пиктограмма в виде снежинки (предупреждение в возможности гололеда). Эта пиктограмма мигает на протяжении приблизительно 5 секунд и затем светится до тех пор пока наружная температура не превысит +4° С или не опустится ниже 7° С. При предупреждении о гололеде указатель переключается с показываемого показателя на показание наружной температуры (предупреждение о возможности гололеда). Предупреждение
Когда Вы по величине температуры наружного воздуха делаете заключение о возможности обледенения дороги, имейте в виду, что гололед на дороге может появиться и при температуре около +4° С.
Нажатием клавиши В на подрулевом переключателе можно опять переключиться на индикацию предшествующего показателя.
Мгновенный удельный расход топлива
Показывается расход топлива в настоящий момент в литрах на 100 км пробега. Расчет мгновенного расхода топлива производится через 30 метров пробега. На неподвижном автомобиле сохраняется последнее показание мгновенного расхода топлива. Если после запуска двигателя выбран показатель мгновенного расхода топлива, то первые 30–40 метров движения будет показываться значение среднего расхода топлива. При помощи показаний мгновенного расхода топлива можно корректировать свой стиль вождения в соответствии с желаемым расходом топлива.
Средний удельный расход топлива
Высвечивается среднее значение удельного расхода топлива, а не величина расхода топлива в данный момент. Этот показатель начинает высвечиваться сразу после покрытия тридцатиметрового расстояния с того момента, когда были стерты данные в соответствующем накопителе. До этого вместо цифр на дисплее отображаются штрихи. Во время движения высвечиваемый показатель каждые пять секунд обновляется. При выбранном накопителе для хранения информации по отдельным поездкам (MFA 1) на дисплее показывается средний удельный расход топлива за данную поездку. При накопителе для хранения информации по суммарному пробегу (MFA 2) на дисплее показывается средний удельный расход топлива по всем последним поездкам.
Предупреждение
Количество израсходованного топлива не показывается.
Пройденное расстояние
При выбранном накопителе MFA 1 на дисплее показывается пробег после включения зажигания или очистки накопителя. При выбранном накопителе MFA 2 на дисплее показывается пробег по всем отдельным поездкам. Максимальное значение, которое может быть показано, составляет 9999 км. Если пробег превышает это значение, начинается отсчет с нуля.
Средняя скорость движения
Все, что изложено выше для показателя «Средний удельный расход топлива», справедливо и для показателя «Средняя скорость движения».
Время движения
Все, что изложено выше для показателя «Пройденное расстояние», справедливо и для показателя «Время движения». Максимально возможное по величине показание составляет 99 часов и 59 минут. Когда эта величина превышена, опять начинается отсчет с нуля.
а – зона низкой температуры. Избегайте высокой частоты вращения двигателя и не давайте двигателю большой нагрузки;
b – зона нормальной рабочей температуры. При нормальном движении автомобиля стрелка должна находиться в средней зоне шкалы;
с – лампа предупредительной сигнализации
Указатель работает при включенном зажигании.
После включения зажигания на протяжении нескольких секунд при проверке работоспособности горит лампа предупредительной сигнализации (с).
При большой нагрузке на двигатель и высокой температуре наружного воздуха время от времени возможно вхождение стрелки в верхнюю зону шкалы. Это не должно вызывать тревогу до тех пор, пока не начнет гореть лампа предупредительной сигнализации (с).
Если во время движения лампа предупредительной сигнализации начинает гореть, следует в первую очередь посмотреть, какую температуру показывает указатель температуры охлаждающей жидкости.
Если стрелка находится в зоне нормальной рабочей температуры, следует при первой возможности добавить охлаждающую жидкость в систему охлаждения.
Если же стрелка находится в правой зоне шкалы, то это означает, что температура охлаждающей жидкости слишком высока. Следует остановить автомобиль, выключить двигатель и установить причину повышения температуры охлаждающей жидкости.
Предупреждение
Установка дополнительных фар перед решеткой радиатора снижает эффективность его действия. При высокой температуре окружающего воздуха и большой нагрузке на двигатель возникает опасность перегрева двигателя!
Стрелкой указана зона резервного запаса топлива.
d – предупредительная лампа
Указатель работает при включенном зажигании.
Вместимость топливного бака автомобиля составляет примерно 55 литров.
Если указатель достиг зоны резервного запаса топлива (указана стрелкой) и одновременно горит предупредительная лампа (d), это означает, что осталось еще около 7 литров топлива.
Дисплей позиции селектора автоматической коробки передач (5)
Здесь показывается позиция, в которой стоит селектор автоматической коробки передач.
Верхний счетчик показывает общий пробег автомобиля, нижний – пробег с определенного момента (счетчик суточного пробега).
Последняя цифра показаний нижнего счетчика означает 100-метровые отрезки.
Установка на нуль нижнего счетчика производится путем нажатия кнопки под спидометром.
Сервис-индикатор (7)
Когда наступает срок проведения очередного техобслуживания, на нижнем счетчике (счетчике суточного пробега) спидометра появляется одно из нижеприведенных обозначений требуемого вида технического обслуживания:
– смена масла – service OEL или service OIL; – инспекционное обслуживание – service INSP.
Приблизительно через минуту после запуска двигателя исчезает показание обозначения необходимого технического обслуживания. Вы можете также включить показание суточного пробега путем нажатия и удерживания в нажатом положении более 0,5 секунды установочной кнопки суточного счетчика.
Сервисное предприятие Фольксваген, которое проводит техническое обслуживание, после осуществления работ устанавливает сервис-индикатор в исходное положение.
Если же обслуживание было проведено не в сервисном предприятии Фольксваген, сервис-индикатор следует установить в исходное положение в таком порядке:
ПОРЯДОК ВЫПОЛНЕНИЯ
1. При выключенном зажигании нажмите и удерживайте в нажатом положении кнопку установки на нуль под спидометром.
2. Включите зажигание и отпустите кнопку установки на нуль лишь тогда, когда на дисплее появится одно из изображений необходимого вида техобслуживания.
3. Минутную кнопку установки часов с цифровой индикацией поверните вправо (при часах со стрелочной индикацией кнопку вытяните). На дисплее появится следующее: «service-«.
4. Выключите зажигание. Лишь теперь произведена начальная установка для индикации необходимости техобслуживания.
5. В любом случае необходимо устанавливать только необходимый вид техобслуживания. Иначе время необходимого обслуживания будет указано неверно. Нажатием установочной кнопки можно выбрать отдельный вид обслуживания.
6. Не следует проводить установку на нуль в период между двумя техническими обслуживаниями – прибор будет давать неверные показания.
При отключенной аккумуляторной батарее показания пробега после техобслуживания сохраняются.
Если после ремонта сменен спидометр, необходимо заново запрограммировать сервис-индикатор. Эта операция должна осуществляться в сервисном предприятии Фольксваген. Если же сервис-индикатор заново не запрограммирован, необходимо проводить работы по техническому обслуживанию автомобиля по «Сервисной книжке», а не по сервис-индикатору.
automn.ru
Как правильно выставить спидометр своими руками » АвтоНоватор
Важность исправно работающего спидометра переоценить невозможно. Если вы пришли к выводу, что этот важный прибор стал вас обманывать, значит пришло время его отрегулировать.
Регулировка спидометра с упором
Процедура регулировки спидометра довольно простая, она под силу даже новичку-автолюбителю. Для достижения положительного результата вам понадобится небольшой набор подручных материалов, включающий в себя маркер, карандаш, тонкие ножницы или лучше пинцет и самое главное – упорство и желание.
На сегодняшний день известны два вида спидометров: как с упором, так и без, каждый из которых имеет свой принцип регулировки. В самом начале работы следует определить тип спидометра, установленного в вашем автомобиле, для этого необходимо перевести стрелку за метку 220 км/ч, если дальше ее сдвинуть не получается, можно сделать вывод, что прибор с упором.
Теперь можно переходить к самой процедуре регулировки спидометра. Для этого, удерживая стрелку прибора в положении до упора, маркером нужно сделать отметку на стекле приборной панели (на шкалу пометки наносить не советуем, так как потом их будет невозможно оттереть).
После этого следует снять стрелку и защелкнуть стекло приборной панели. Сделайте оборот вала, первоначально вытащив гвоздик, стоящий на защелке.
Регулировка спидометра без упора
Вышеописанный процесс регулировки был характерен для прибора с упором. Для спидометра без упора процедура немного другая, поскольку в подобном приборе при прокручивании стрелки она продолжает крутиться, даже перейдя за отметку 220 км/ч.
Чтобы выставить правильно спидометр без упора, необходимо перевести стрелку на отметку 140 км/ч. После следует осторожно со стороны гвоздика приподнять наклейку шкалы и зажать защелку, пользуясь при этом пинцетом, либо при его отсутствии тонкими ножницами.
Затем нужно снять сам гвоздик и переместить стрелку на 0. Нанесите отметку на приборной панели напротив этого места.
После необходимо снять стрелку и отрегулировать вал. Аналогично описанной в первом случае процедуре выставления спидометра, защелкните приборную панель, проверьте, чтобы стрелка находилась напротив нанесенной метки, зафиксируйте стрелку.
После проделанных операций необходимо убедиться в правильности показаний прибора. Произвести проверку очень легко – следует натянуть стрелку и бросить ее в свободное падение, если она совпала с отметкой, то, поздравляем, вы справились успешно с поставленной задачей, если же ожидаемого не произошло, спешим огорчить – описанный процесс регулировки спидометра вам придется повторить. В завершении работы следует перевести стрелку в верхнее положение, после чего защелкнуть гвоздик и отпустить.
Автор: Андрей
Распечатать
Оцените статью:
(8 голосов, среднее: 3.5 из 5)
Поделитесь с друзьями!
Adblock detector
Поиск запчастей Лада 2107 б/у
Стандарт
СортировкаСтандартнаяСамая низкая ценаСамая высокая цена
Федеральных стандартов безопасности транспортных средств | ФМВСС
Законы и правила
NHTSA издает Федеральные стандарты безопасности транспортных средств (FMVSS) для реализации законов Конгресса. Эти правила позволяют нам выполнять нашу миссию по предотвращению и сокращению числа аварий транспортных средств.
Правила поиска Темы
— Любые -Подушки безопасностиТормозаБезопасность детей и пассажировВодители и пассажиры с ограниченными возможностямиЭлектронный контроль устойчивости (ESC)Экономия топлива (CAFE)Информация производителяДругое оборудованиеРемни безопасностиШиныТранспортные средства
Номер ФМВСС
Деталь
Субъект
Действия
208
49 CFR часть 595
Деактивация подушки безопасности
Уведомление о предлагаемом нормотворчестве
121
49 CFR часть 571
Пневматические тормозные системы
Вносит поправки в FMVSS для пневматических тормозных систем, чтобы улучшить характеристики тормозного пути седельных тягачей. Правило требует, чтобы подавляющее большинство новых тяжелых седельных тягачей достигло 30-процентного сокращения тормозного пути по сравнению с требуемыми в настоящее время уровнями. Для этих тяжелых седельных тягачей (примерно 99 процентов парка), измененный стандарт требует, чтобы эти транспортные средства останавливались не более чем в 250 футах при загрузке до их полной массы транспортного средства (GVWR) и испытании на скорости 60 миль в час (миль в час). Для небольшого количества очень тяжелых тракторов для тяжелых условий эксплуатации требуемый тормозной путь будет составлять 310 футов при тех же условиях. Кроме того, это окончательное правило требует, чтобы все тяжелые седельные тягачи останавливались в пределах 235 футов, когда они загружены до их «веса легкого транспортного средства» (LLVW).
Окончательное правило; ответ на петиции о пересмотре Окончательное правило; корректирующие поправки Окончательный регламент; частичный ответ на ходатайства о пересмотре
49 CFR часть 538
Стимулы для производства автомобилей, работающих на альтернативном топливе, для экономии топлива
Это окончательное правило расширяет стимул, созданный Законом об альтернативном моторном топливе от 1988 года (AMFA), для поощрения продолжения производства автомобилей, способных работать на альтернативных видах топлива, в течение четырех дополнительных модельных лет. охватывающие модельные годы (МГ) с 2005 по 2008 МГ. В соответствии со специальными процедурами расчета экономии топлива для тех транспортных средств, которые содержатся в AMFA, альтернативным и двухтопливным автомобилям присваивается более высокое значение экономии топлива для целей CAFE, что может привести к тому, что производители получат кредиты. для своих флотов. Окончательное правило ограничивает максимальную сумму кредита, которая может быть применена к автопарку любого производителя, до 0,9.миль на галлон на парк автомобилей в период с 2005 по 2008 модельный год.
Окончательное правило
49 CFR части 523, 531, 533, 534, 536 и 537
Стандарты средней экономии топлива, легковые автомобили и легкие грузовики, модельный год 2011
По оценкам НАБДД, стандарты 2011 МГ повысят общеотраслевой комбинированный средний расход топлива до 27,3 миль на галлон, сэкономив 887 миллионов галлонов топлива за весь срок службы 2011 МГ. автомобилей и легких грузовиков, а также сократить выбросы CO2 на 8,3 млн метрических тонн за этот период.
Окончательный анализ регулирующего воздействия: средняя корпоративная экономия топлива для легковых и легких грузовиков 2011 модельного года Окончательное правило, запись решения: средние стандарты экономии топлива для легковых и легких грузовиков модельного года 2011
Части 49 CFR 523, 531, 534, 536, 537
Стандарты средней экономии топлива, легковые автомобили и легкие грузовики, модели 2011–2015 годов
Предлагает существенное повышение стандартов корпоративной средней экономии топлива (CAFE) для легковых автомобилей и легких грузовиков, что повысит энергетическую безопасность за счет улучшения экономии топлива. Поскольку двуокись углерода (CO2), выбрасываемая из выхлопных труб новых автомобилей, является естественным побочным продуктом сгорания топлива, повышенные стандарты также будут касаться изменения климата за счет сокращения выбросов CO2 из выхлопных труб. Эти выбросы представляют собой 97 процентов от общего объема выбросов парниковых газов от автомобилей. Внедрение новых стандартов значительно увеличило бы миллиарды баррелей топлива, уже сэкономленных с начала программы CAFE в 1975 году.
Проект отчета о воздействии на окружающую среду, Приложение C Проект Заявления о воздействии на окружающую среду, Приложение B – Данные моделирования качества воздуха и климата Запрос информации о плане выпуска продукции: Стандарты средней экономии топлива для легковых автомобилей – 2008–2020 модельные годы и Стандарты средней экономии топлива для легких грузовиков – 2008–2020 модельные годы Проект Отчета о воздействии на окружающую среду, Приложение A: Источники, указанные в комментариях к обзору Проект Отчета о воздействии на окружающую среду: Корпоративные средние стандарты экономии топлива, легковые автомобили и легкие грузовики, модельные годы 2011–2015 Предварительный анализ регуляторного воздействия: Средняя корпоративная экономия топлива для легковых и легких грузовиков в 2011–2015 МГ Уведомление о предлагаемом нормотворчестве (NPRM): Стандарты средней экономии топлива для легковых автомобилей и легких грузовиков
49Свод федеральных правил, часть 571
Системы крепления детских удерживающих устройств
Окончательное решение, ответ на петиции о пересмотре Окончательное решение; Ответ на ходатайства о пересмотре
Детская удерживающая система — Закон Антона — 2005 финансовый год
Этот документ соответствует положениям Раздела 4(b) и Раздела 3(b)(2) Закона Антона, который предписывает НАБДД инициировать разработку правил, касающихся безопасности детских удерживающих систем, с конкретным сосредоточьтесь на дополнительных сиденьях и удерживающих устройствах для детей, которые весят более 50 фунтов (фунтов). После вступления в силу Закона Антона это агентство увеличило применимость Федерального стандарта безопасности транспортных средств (FMVSS) № 213 «Детские удерживающие системы» с удерживающих устройств, рекомендуемых для детей весом до 50 фунтов, до удерживающих устройств, рекомендуемых для детей весом до 65 фунтов. предлагает дальнейшее расширение до удерживающих устройств, рекомендуемых для детей весом до 80 фунтов. Он также предлагает потребовать, чтобы дополнительные сиденья и другие удерживающие устройства соответствовали критериям эффективности при испытаниях с манекеном для краш-теста, представляющим 10-летнего ребенка. Раздел 4(a) и все остальные положения раздела 3 были рассмотрены в нормотворческих документах, ранее выпущенных НАБДД.
Уведомление о предлагаемом нормотворчестве: детские удерживающие системы
49 CFR часть 571
Детские удерживающие системы
Окончательное правило
49 CFR часть 213, 225
Детские удерживающие системы
Детские удерживающие системы являются наиболее эффективным средством защиты детей младшего возраста, попавших в дорожно-транспортные происшествия.
Окончательная экономическая оценка
49 CFR часть 571
Детские удерживающие системы; Системы крепления детских удерживающих устройств
Окончательное решение, ответ на петиции о пересмотре Уведомление о предлагаемом нормотворчестве Окончательное правило Предварительное уведомление о предлагаемом нормотворчестве
Закон о помощи потребителям в утилизации и сохранении от 2009 г. (программа CARS)
Закон устанавливает новую программу, в рамках которой правительство предоставит 3500 или 4500 долларов США, чтобы помочь потребителям приобрести или арендовать новый, более экономичный автомобиль, фургон, внедорожник. или пикап от участвующего дилера, когда они торгуют старым, менее экономичным автомобилем.
Краткое изложение Закона CARS от 2009 г. и Уведомление о предстоящем разбирательстве по нормотворчеству Поправка к Окончательному правилу: Требования и процедуры для программы помощи потребителям в переработке и сохранении Окончательное правило: Требования и процедуры для программы помощи потребителям в переработке и сохранении Окончательное нормативное воздействие Анализ: Закон о помощи потребителям в переработке и сохранении от 2009 г.
49 CFR часть 575
Правила информирования потребителей; Федеральные стандарты безопасности транспортных средств; Сопротивление опрокидыванию
Ответ на комментарии, уведомление об окончательном решении
49 CFR часть 575
Информация для потребителей; Программа оценки новых автомобилей; Сопротивление опрокидыванию
Уведомление о предлагаемом нормотворчестве: Федеральные стандарты безопасности транспортных средств; Окончательное заявление о политике сопротивления опрокидыванию Уведомление о предлагаемом нормотворчестве
Информация для потребителей; Программа для детских удерживающих систем
Запрос комментариев: Информация для потребителей; Программа для детских удерживающих систем
НАБДД в Федеральном реестре
Просмотр уведомлений, предлагаемых правил и окончательных правил, которые администрирует НАБДД. Также отвечайте на запросы о комментариях.
Сатурн
Наследник
УМНЫЙ
Стерлинг
Субару
Мотоциклы Сузуки
Тесла
Автобус, построенный Томасом
Тойота
Триумф
Унимог
Фольксваген
Вольво
Вольво Грузовики
Западная звезда
Мотоциклы Ямаха
49 CFR § 565.
25 — Требования к содержанию. | Электронный свод федеральных правил (e-CFR) | Закон США
§ 565.25 Требования к содержанию.
VIN должен состоять из четырех разделов символов, которые должны быть соответственно сгруппированы:
(a) Первый раздел должен состоять из трех символов, занимающих позиции с первой по третью (1-3) в VIN. Этот раздел должен однозначно идентифицировать производителя, марку и тип автомобиля, если его производитель ежегодно выпускает 500 и более автомобилей этого типа. Если изготовитель ежегодно выпускает менее 500 автомобилей своего типа, эти знаки вместе с третьим, четвертым и пятым знаками четвертого раздела однозначно идентифицируют изготовителя, марку и тип автомобиля. Эти символы назначаются в соответствии с § 565.26(a).
(b) Второй раздел состоит из пяти символов, которые занимают позиции с четвертой по восьмую (4-8) в VIN. Этот раздел должен однозначно идентифицировать атрибуты транспортного средства, указанные в Таблице VIII. Для легковых автомобилей, а также для многоцелевых легковых и грузовых автомобилей с номинальной полной массой 4536 кг (10 000 фунтов) или менее первый и второй знаки должны быть буквенными, а третий и четвертый знаки должны быть цифрами. Пятый символ может быть как буквенным, так и числовым. Используемые символы и их размещение в разделе могут быть определены производителем, но указанные атрибуты должны быть расшифрованы с помощью информации, предоставленной производителем в соответствии с § 565.26(c). При подаче в НАБДД требуемой информации, касающейся номинальной полной массы транспортного средства, должны использоваться обозначения в Таблице IX. Использование этих обозначений внутри самого VIN не требуется. Таблицы VIII и IX следуют:
Таблица VIII — Тип транспортного средства и информация, поддающаяся расшифровке
Легковой автомобиль: Модельный ряд, серия, тип кузова, тип двигателя и тип системы безопасности.
Многоцелевой пассажирский автомобиль: Модельный ряд, серия, тип кузова, тип двигателя, номинальная полная масса автомобиля.
Грузовик: Модель или модельный ряд, серия, шасси, тип кабины, тип двигателя, тормозная система и номинальная полная масса транспортного средства.
Автобус: Модель или модельный ряд, серия, тип кузова, тип двигателя и тормозная система.
Прицеп, включая комплекты прицепа и неполный прицеп: Тип прицепа, тип кузова, длина и конфигурация осей.
Мотоцикл: Тип мотоцикла, линия, тип двигателя и чистая тормозная мощность.
Некомплектное транспортное средство, кроме прицепа: модель или модельный ряд, серия, тип кабины, тип двигателя и тормозная система.
Примечание к Таблице VIII: Полезная тормозная мощность двигателя при кодировании в VIN должна отличаться не более чем на 10 процентов от фактической полезной тормозной мощности; в случае мотоцикла с фактической полезной тормозной мощностью 2 лошадиных силы или менее, должна быть не более 2; и должно быть больше 2 в случае мотоцикла с фактической тормозной мощностью более 2 л. с.0003
Таблица IX – Классы полной массы транспортного средства
Класс А — не более 1360 кг. (3000 фунтов)
Класс B — более 1360 кг. до 1814 кг. (3001-4000 фунтов)
Класс C — более 1814 кг. до 2268 кг. (4001-5000 фунтов)
Класс D — более 2268 кг. до 2722 кг. (5001-6000 фунтов)
Класс E — более 2722 кг. до 3175 кг. (6001-7000 фунтов)
Класс F — более 3175 кг. до 3629 кг. (7001-8000 фунтов)
Класс G — более 3629 кг. до 4082 кг. (8001-9000 фунтов)
Класс H — более 4082 кг. до 4536 кг. (9 001–10 000 фунтов)
Класс 3 — более 4536 кг. до 6350 кг. (10 001–14 000 фунтов)
Класс 4 — более 6350 кг. до 7257 кг. (14 001–16 000 фунтов)
Класс 5 — более 7257 кг. до 8845 кг. (16,001-19500 фунтов.)
Класс 6 — более 8845 кг. до 11793 кг. (19 501-26 000 фунтов)
Класс 7 — более 11793 кг. до 14968 кг.(26 001-33 000 фунтов)
Класс 8 — более 14968 кг. (33 001 фунт и более).
(c) Третий раздел должен состоять из одного символа, занимающего девятую позицию в VIN. Этот раздел должен быть контрольной цифрой, целью которой является предоставление средств для проверки точности любой транскрипции VIN. После того, как изготовитель определил все другие символы в VIN, контрольная цифра рассчитывается путем выполнения математических расчетов, указанных в пунктах (с) (1)–(4) настоящего параграфа.
(1) Присвойте каждому номеру в VIN его фактическое математическое значение и присвойте каждой букве значение, указанное для нее в Таблице X, следующим образом:
Таблица X — присвоенные значения
25_divhead»>
А = 1
Б = 2
С = 3
Д = 4
Е = 5
Ж = 6
Г = 7
Н = 8
Дж = 1
К = 2
Д = 3
М = 4
Н = 5
Р = 7
Р = 9
С = 2
Т = 3
У = 4
В = 5
Ш = 6
Х = 7
Д = 8
Z = 9
(2) Умножьте присвоенное значение для каждого знака в VIN на весовой коэффициент позиции, указанный в Таблице XI, следующим образом:
Таблица XI — Позиция VIN и весовой коэффициент
25_divhead»>
1-й
8
2д
7
3д
6
4-й
5
5-й
4
6-й
3
7-й
2
8-й
10
9-й
(контрольная цифра)
10
9
11-й
8
12-й
7
13-й
6
14-й
5
15
4
16
3
17-й
2
(3) Сложите полученные продукты и разделите сумму на 11.
(4) Остаток числа является контрольной цифрой. Если остаток равен 10, для обозначения контрольной цифры используется буква «Х». Правильный числовой остаток, от нуля до девяти (0-9) или буква «X», должен появиться в девятой позиции VIN (9).
(5) Пример расчета контрольной цифры показан в Таблице XII следующим образом:
Остаток равен 4; это контрольная цифра, которая должна быть вставлена в позицию девять (9) VIN.
(d) Четвертый раздел состоит из восьми символов, которые занимают позиции с десятой по семнадцатую (10-17) VIN. Последние пять (5) символов этого раздела должны быть числовыми для легковых автомобилей, а также для многоцелевых легковых и грузовых автомобилей с полной массой транспортного средства 4536 кг. (10 000 фунтов) или менее, а последние четыре (4) символа должны быть числовыми для всех других транспортных средств.
(1) Первый символ четвертого раздела представляет год выпуска автомобиля. Год должен быть обозначен, как указано в Таблице XIII, следующим образом:
Таблица XIII — Коды года для VIN
Год
Код
1980
А
1981
Б
1982
С
1983
Д
1984
Э
1985
Ф
1986
г
1987
Ч
1988
Дж
1989
К
1990
л
1991
М
1992
Н
1993
П
1994
Р
1995
С
1996
Т
1997
В
1998
Вт
1999
Х
2000
Д
2001
1
2002
2
2003
3
2004
4
2005
5
2006
6
2007
7
2008
8
2009
9
2010
А
2011
Б
2012
С
2013
Д
(2) Второй символ четвертого раздела представляет завод-изготовитель.
Ремонт алюминиевых деталей кузова | «Авто Запад Моторс»
Всем любителям авто премиум сегмента посвящается.
В погоне за динамическими характеристиками, автоконцерны применяют технологические ухищрения, которые не только снижают массу машины, но и заставляют ценник подскочить до невероятных значений. Среди них:
Легкий, прочный, стильный, но ужасно дорогой карбон, который состоит и слоев углепластика, которые склеены между собой и сшиты резиновыми нитями. И алюминий, на производство одной тонны которого, уходят энергозатраты, сравнимы с месячным потреблением 100 квартирного дома. Но что делать, если сбылся страшный сон – вмятина или скол на алюминиевом капоте или крыле? — Отставить панику и внимательно читать эту статью.
С одной стороны
В защиту Немецких и Английских премиум автомобилей скажем, что алюминий легче аналогичного сплава стали, сохраняя тот же уровень прочности.
Алюминий – довольно вязкий металл, который при столкновении поглощает на себя бОльшую часть кинетической энергии, что спасло не одну жизнь.
Этот металл имеет запредельное сопротивление коррозии, что откладывает визит к «кузовщикам» на несколько лет.
Но с другой
Дороговизна в производстве. Если простыми словами — нужно провести ток невероятной силы через 4 тонны породы, чтобы получить одну алюминия. Затем очистить и обработать. Теперь сравним со сталью – сплав чугуна с углеродом и незначительными примесями, в промышленной печи.
Соединяют алюминий клепками и клеем, аргонной или лазерной сваркой, что куда дороже старой доброй электрической или газовой.
Ремонт алюминия – тот еще вызов. Но про это следующий раздел.
Не сваркой единой, или как починить алюминиевые детали.
Не каждая мастерская берется за ремонт. И дело не в лени или вероисповедании мастеров – а в строгих правилах обработки этого металла.
Химические свойства 13 элемента периодической таблицы не позволяют использовать стандартные технологии сварки и рихтовки. Начнем с того, что при взаимодействии со сталью, возникает электрохимическая коррозия, которая повреждает алюминий.
Именно поэтому перед кузовными работами нужно убрать всю стальную стружку, которая въелась в стены среднестатистических СТО. Нужны мощные вытяжки или магниты, которые способны обеспечить в помещении «антистальной карантин».
Еще одно требование – специальные инструменты, которые подходят только к алюминию. Начиная от набора ключей, заканчивая сварочными аппаратами. Усложняется все различными способами производства кузовных деталей из алюминия, которые можно разделить на
литые;
штампованные;
профильные.
Ремонт первого типа сравнимо с восстановлением легковой машины после лобового столкновения с КАМАЗом – попросту невозможно. Дело в том, что при любом воздействии на литую деталь нарушается структура металла, он становится тоньше, серьезно теряет в прочности и становится хрупким. Поможет только полная замена оригинальной детали.
Штампованные детали поддаются ремонту только в случае незначительных повреждений: вмятин, трещин или разрывов. В противном случае – неминуемая замена детали.
С алюминиевыми профилями дело обстоит легче. Поврежденный участок металла вырезается, вместо него вставляется такой же профиль, который усиливается жестким каркасом. При этом используется исключительно аргонодуговая сварка в стерильном от стали помещении.
Итог
Подводя черту, скажем: алюминиевые детали обладают серьезными преимуществами по сравнению со сталью. Здесь и меньший вес, без потери прочности, безопасность, что немаловажно в сегодняшних реалиях и экономия на антикоррозии. Но стоят алюминиевые детали уж больно дорого. При том слово больно – в прямом смысле.
Добавим непригодность к ремонту после серьезных повреждений и ценовую политику алюминиевого капота или крыла. Плюс – не все мастерские берутся за эту работу. А из тех, кто готовы — качественно сделать могут только единицы. Доверяйте только проверенным СТО, обратите внимание на чистоту в цеху и будьте аккуратны на дорогах!
Оборудование для ремонта алюминиевых кузовов. Особенности рабочего места
17 января 2023, Дмитрий Маликов
В процессе изготовления кузовных деталей современных автомобилей все чаще применяется наряду со специальными сталями такой материал, как алюминий. Свойства данного металла имеют множество весомых преимуществ, которые уже десятилетиями доказаны широким применением в автомобиле- и ракетостроении: легкость при сопоставимой прочности со сталью, пластичность, высокая устойчивость к коррозии.
Если еще десяток лет назад с «крылатым металлом» мастера кузовщики сталкивались при ремонте ограниченного ассортимента деталей (капоты, крылья), то сегодня на автосервис уже приходят автомобили с частично или полностью алюминиевыми кузовами. Не все мастерские оказываются готовыми к такому ремонту и вынуждены отказывать клиентам. Хуже – если машина принимается в ремонт, но вынужденно подвергается ремонту в условиях и с оборудованием совсем не подходящих для такого типа материала.
Итак, важные особенности работы, следующие из свойств «крылатого металла»:
Пластичность алюминия, такая удобная для формования кузовных панелей, не позволяет использовать сильные удары обратными молотками, диктует принципиально другую технологию работы со споттерами и наличие иных шпилек, петель и других приспособлений по конфигурации и материалам.
Защитная пленка окисла (видимый серый налет), которой алюминий быстро покрывается на воздухе требует увеличенной практически в два раза силы тока до 7500А и более, используемых споттерами по сравнению со сталью (1200-3800А). По этой причине споттеры для алюминия – это отдельный тип оборудования. Лучшими образчиками по соотношению цена/качество является линейка GYSPOT ALU PRO.
Подверженность электрохимической коррозии при контакте со сталью. Во избежание в последующем после ремонта коррозионном разрушении кузова следует строго соблюдать следующие меры:
– Не допускать попадания стальной шлифовальной пыли на алюминиевые детали;
– Шлифовальные круги, ветошь, одежда и средства защиты, на которых возможно попадание стальной пыли – под запретом на участках работы с алюминием;
– Ручной инструмент жестянщика – только из алюминия, пластиков, или полированной нержавеющей стали;
– Перечисленное диктует, чтобы участок работы с алюминиевыми кузовами в цехе был отгорожен и имел свой набор инструментов и систему пылеудаления.
Сварка деталей должна производиться MIG полуавтоматами в среде аргона с применением специальной алюминиевой проволоки с добавками кремния, или магния. TIG сварка вольфрамовым электродом также может использоваться, но требует высокой квалификации, и при этом низкопроизводительна и проблематична в получении качественного длинного шва. Оптимальным оснащением для сварки Al является горелки типа Spool Gun, где катушка с Al проволокой расположена на горелке, что существенно облегчает работу и повышает производительность.
Соединение клепанием в основном применяется, когда сварка невозможна и требуется соединить стальную конструкцию с алюминиевой. Такие конструкционные решения получают все более широкое распространение. Для ремонта и замены таких элементов кузова нельзя обойтись без двух типов оборудования:
– Клепальник для самопроникающих заклепок типа GYSPRESS
– Аппарат для высверливания сварных точек
Для предотвращения электрохимической коррозии при соединении стали с алюминием между сопрягаемыми деталями прокладывается слой клей, который к тому же дополнительно укрепляет конструкцию.
Потенциальная пожароопасность участка. Алюминиевая пыль обладает высоким индексом возгорания при превышении определенной концентрации. Следует исключить удаление пыли обдувом, а сбор ее осуществлять всасыванием в «пылесосы», имеющие сертификат взрывозащищенного оборудования ATEX
При соблюдении перечисленных требований к рабочему месту, наличии соответствующего оборудования и обученного персонала кузовная станция не будет ограничивать прием в ремонт современных автомобилей и получит дополнительный приток благодарных клиентов.
алюминий
GYS
Комментарии
Рекомендованные статьи
5 Что нужно знать о ремонте алюминия в кузовной мастерской
По сравнению с ремонтом обычных автомобилей со стальным кузовом, ремонт алюминия требует специального оборудования и дополнительной подготовки техников. Это создает возможность возникновения новых проблем для отрасли ремонта после столкновений, поскольку ожидается, что на рынок выйдет больше автомобилей с алюминиевым кузовом, поскольку автопроизводители пытаются выполнить государственные цели по экономии топлива.
Согласно исследованию, проведенному P&L Consultants, в настоящее время менее 1 процента общенациональных работ по устранению столкновений связаны с автомобилями с алюминиевым кузовом. Тем не менее, Ford F-150 с алюминиевым кузовом является одним из самых продаваемых автомобилей в США, а OEM-производители, такие как Ford и GM, требуют строгой сертификации для ремонта своих автомобилей с алюминиевым кузовом.
Плотность транспортных средств с алюминиевыми кузовами в вашем регионе и прогнозы увеличения использования алюминия в кузовах транспортных средств являются факторами, которые следует учитывать при принятии решения о том, хотите ли вы в будущем отказаться от бизнеса по ремонту алюминия. Если ваша мастерская рассматривает возможность добавления ремонта алюминия в свою деятельность, вот пять вещей, которые вам необходимо знать, чтобы защитить своих сотрудников и обеспечить безопасность вашего предприятия:
1. Для ремонта алюминия требуется отдельный корпус
Алюминий и сталь несовместимы. Если они сойдутся в процессе ремонта, коррозионное повреждение алюминиевых компонентов автомобиля может стать необратимым. Вот почему необходим отдельный корпус для ремонта алюминия.
Станции ремонта алюминия от Global Finishing Solutions (GFS) оснащены прочными, негорючими навесными стенами для предотвращения загрязнения во время процесса ремонта алюминия. GFS предлагает три модели, соответствующие вашим бюджетным требованиям и требованиям приложений. Модель премиум-класса Aluminium Repair Station Plus также допускает ограниченное распыление, что делает ее универсальной средой для ремонта алюминия и точечной покраски.
2. Шлифовальная и шлифовальная пыль может быть взрывоопасной
Пыль, образующаяся при шлифовке, распиливании, резке, шлифовании и чистке щеткой во время ремонта алюминия, может быть взрывоопасной. В своей программе сертификации Ford предписывает использование системы удаления пыли из мокрой смеси иммерсионного типа или пневматической (пневматической) вакуумной системы, предназначенной для удаления алюминиевой пыли. Также следует носить соответствующие средства индивидуальной защиты (СИЗ), как правило, полный комбинезон и дыхательный аппарат.
При выполнении ремонта алюминия в среде, которая также допускает распыление, такой как Aluminium Repair Station Plus от GFS, технические специалисты должны предпринять дополнительные шаги по очистке и подготовке среды для защиты от взрывов. Вытяжные вентиляторы должны быть выключены, а вытяжные фильтры должны быть закрыты в Aluminium Repair Station Plus при выполнении ремонта алюминия, чтобы предотвратить скопление переносимых по воздуху частиц алюминиевой пыли на вытяжных фильтрах. После того, как пол пропылесосен и рабочая зона очищена, можно снять крышки с фильтров, включить вентиляторы и заправить автомобиль на месте.
«Алюминиевая ремонтная станция Plus — это как бы два разных оборудования», — сказал инженер-механик GFS Уилл Макфадден. «Когда вы переходите от ремонта к отделке, вы должны остановиться и очистить участок, а также убедиться, что вокруг нет алюминиевой шлифовки или пыли».
3. Инструменты для ремонта стали нельзя использовать для ремонта алюминия
Во избежание перекрестного загрязнения для стали и алюминия следует использовать отдельные наборы ручных инструментов — трещотки, головки, ломающие стержни, отвертки, монтировки и гаечные ключи. ремонт. Если используются одни и те же инструменты, их необходимо протирать после каждого использования. Также обычно требуются отдельные пневматические/электрические инструменты и режущие инструменты для шлифования и шлифования.
«Вы же не хотите, чтобы стальная шлифовка попала на алюминиевый кузов вашего грузовика, иначе она вызовет коррозию кузова грузовика», — сказал Макфадден.
4. Кузовным мастерским требуется сертификация OEM для выполнения ремонта алюминиевых кузовов
Большинство OEM-производителей требуют, чтобы техники кузовных ремонтов прошли интенсивное обучение в сертифицированных центрах по ремонту после столкновений (CCRF), чтобы получить сертификат авторизованного OEM-производства по ремонту автомобилей со стальными и алюминиевыми кузовами. OEM-производители, такие как Ford, требуют обозначения I-CAR Gold Class. Непрерывное образование также является компонентом обучения CCRF, а также повторной сертификации в области сварки, клепки и ремонта конструкций.
5. Формование металла отличается для ремонта алюминия и ремонта стали
Техники, ремонтирующие алюминиевые панели, должны иметь соответствующую подготовку, чтобы понимать, как материал движется при нагревании, поскольку формование алюминия отличается от формования листовой стали. И алюминий, и сталь можно легко формовать или формовать, но, в отличие от стали, алюминий не может легко вернуться к своей первоначальной форме после растяжения или сжатия.
Попытки принудительно выправить алюминий, например, выдавив вмятину, могут вызвать напряжения в материале, что приведет к микротрещинам в поврежденных местах. При ремонте алюминия часто требуется применение тепла и больше механического труда, чтобы он вернулся к своей первоначальной форме.
Если требуется выпрямление панели, ремонт алюминиевой панели может занять на 20–40 % больше времени, чем ремонт стальной панели. Это одна из причин, по которой общенациональные ставки оплаты труда при ремонте алюминия в два-четыре раза выше, чем при ремонте стали.
Повышенная потребность в ремонте алюминия
В дополнение к соображению безопасности ваших сотрудников и объекта, решение о включении ремонта алюминия в деятельность мастерской часто основывается на оценке риска и выгоды от инвестиций в оборудование. Считает ли мастерская, что объем ремонта алюминия достаточно высок, чтобы получить прибыль, это еще один вопрос.
Многие роскошные автомобили имеют алюминиевые кузова, в том числе Jaguar XE и XJ, Cadillac CT6, Chevrolet Corvette и BMW i8. По мере того, как более крупные автомобили, такие как Ford F-150, переоборудуются со стальных кузовов на алюминиевые, ремонтные мастерские могут ожидать увеличения потребности в ремонте алюминия в ближайшие годы. Это потребует от техников навыков использования новых инструментов и оборудования, а также новых процедур и условий для ремонта алюминия.
Введение в ремонт алюминиевых кузовов
Алюминий и алюминиевые сплавы используются в производстве автомобильных кузовов с момента
1908 Bugatti — первый автомобиль с полностью алюминиевым кузовом. Некоторые современные автомобили стали больше полагаться на алюминий, а рамы почти полностью сделаны из этого материала.
Уникальные свойства алюминия требуют особого внимания при удалении вмятин и ремонте после столкновений. Вот введение в ремонт алюминиевого кузова автомобиля.
Алюминий имеет благоприятные свойства для автомобильных кузовов
Популярность использования алюминия в производстве автомобилей возросла, поскольку он более доступен для производителей без ущерба для безопасности. Алюминий более податлив, чем сталь, и требует меньше механической обработки для формирования панелей автомобиля. Кроме того, алюминий легче стали, поэтому производители могут значительно снизить вес автомобиля с помощью алюминиевого кузова, поддерживаемого стальным каркасом. Меньший вес снижает нагрузку на двигатель и увеличивает расход топлива.
Коррозионная стойкость – еще одна сильная сторона алюминиевых кузовов. Высокая коррозионная стойкость делает алюминий отличным выбором для автомобильных дверей, колесных арок, бамперов и других частей кузова, которые могут подвергаться воздействию влаги в дороге. Производство алюминия позволяет автопроизводителям использовать алюминий и алюминиевые сплавы для внутренних компонентов, а также панелей кузова. Алюминий можно использовать в коробках передач, тормозах, спидометрах и других приборах, а также в электропроводке и компьютерных системах.
Алюминий по-разному реагирует на нагрев и деформацию
Проводимость алюминия делает работу с ним совсем другим металлом, чем со сталью, когда используется тепло. Алюминий проводит тепло быстрее, чем сталь, и для предотвращения повреждения материала требуется специальный сварочный аппарат MIG для алюминия. Чрезмерное тепло может снизить структурную прочность алюминия и сделать его непригодным для производства кузовов автомобилей. К счастью, производители могут полагаться на заклепки и клей, а не на сварку для соединения алюминиевых компонентов.
Большинство металлов обладают свойством, известным как «память металла», которое позволяет им возвращаться к своей первоначальной форме после того, как они были деформированы. Это свойство у алюминия гораздо слабее, чем у других металлов, поэтому вмятины на алюминиевых автомобилях не так легко «встают» на место.
Алюминий требует специализированных методов ремонта кузова автомобиля
Специалисты по ремонту кузова автомобиля должны использовать специальное оборудование, чтобы вернуть алюминиевым панелям их первоначальную форму. Автомастерские, которые работают с алюминием, часто имеют профессиональные станции для вытягивания алюминиевых вмятин со всеми инструментами, необходимыми для выполнения работы. Техникам требуется специальная подготовка для безопасной и эффективной работы с алюминием.
Мастерские по ремонту кузовов автомобилей должны использовать совершенно отдельный набор инструментов для ремонта алюминия, который никогда не использовался для стальных компонентов.
Получение автомобильных номеров не по месту прописки
Можно ли сохранить за собой номер другого региона?
На какой срок сохраняются номера?
Как получить номера с хранения в любом ГИБДД
Помощь в получение номеров на машину
После принятого зимой 2020 года закона были сильно изменены правила постановки машин на учет во всех регионах страны. Новый закон коснулся многих важных моментов. Например, хранения регистрационных знаков. Ниже разберем подробнее самые частые вопросы о номерах на авто в другом регионе (не в «родном), которые возникают у автовладельцев.
Процесс для юридических лиц
Сама процедура постановки машины на учет, которую предложили юр. лицам, сильно отличается от тех действий, которые необходимо выполнить для аналогичного результата физическим лицам. Процесс включает в себя три обязательных шага. Нужно:
Официально открыть новую компанию в регионе, код которого интересует собственника и с которым он хочет получить обновленный регистрационный номер на ТС.
Правильно составить приказ о наделении открытого филиала автомобилем.
Поехать в отделение ГАИ для оформления машины по месту нахождения компании.
Чтобы упростить себе задачу, руководство нередко решает закрепить авто за конкретным сотрудником (например, имеющим прописку в нужном регионе). Это также разрешено законом в разных регионах. Понадобится лишь позаботиться о дополнительных документах. Начать лучше со следующего: подготовить приказ «О закреплении ТС за физлицом». Если последний документ получится зарегистрировать в ГИБДД, то в соответствии с пропиской этого физического лица машине и будет присвоен государственный номер.
Важно правильно выбирать подходящего сотрудника, на которого оформляется транспортное средство. Например, если у физлица появятся долги, то в результате могут быть запрещены любые регистрационные действия с машиной, принадлежащей компании. Это приведет к серьезным сложностям при ее переоформлении.
Чтобы открыть новую компанию или филиал уже имеющейся в конкретном регионе, потребуется реальный адрес. Ее обязательно понадобится регистрировать на территории интересующего автовладельца региона.
Поставить на учет машину по закону можно в любом регионе России. Это не зависит от места покупки авто, регистрации компании, ее филиала, владельца (физического лица). А вот составить приказ уже оказывается сложнее. Например, чтобы юридическому лицу из другого региона получить столичный номер на автомобиль, понадобится включить в бумагу:
Все сведения о машине (марка, полное название, ВИН, модель и т. д.).
Перечень документов, которые передаются вместе с автомобилем.
Указать данные сотрудника, ответственного за машину и отвечающего за ее передачу. Это может быть не только директор, но и любой другой работник.
Указать данные директора компании, принимающей авто.
Разрешение на оформление ТС в компании.
Обоснование решения о передаче машины.
Составлением приказа обычно занимается руководитель. Он же назначает еще и ответственного сотрудника, который возьмет на себя контроль исполнения приказа. Это может быть тот же человек, что и в 3 пункте списка выше или другой.
После получения приказа и приема ТС понадобится обратиться в ближайшее отделение ГИБДД и там предоставить еще один пакет документов. В него войдет: заявление, удостоверение личности доверенного лица компании, бумаги, подтверждающие право пользования машиной, выписка из приказа, подтверждающая, что авто находится на балансе компании, все документы для его законного использования (например, технический паспорт и страховой полис), выписка из ЕГРЮЛ и чек об оплате госпошлины.
Далее начнется процесс оформления, по окончании которого сотрудники отделения внесут в электронную базу данных измененную информацию об автомобиле и выдадут номера.
Получение автомобильных номеров не по месту прописки
В отделении ГАИ забрать номера можно только в том случае, если автовладельцем будут одновременно соблюдены особые условия:
Обращение в инспекцию именно в том районе, где человек прописан/зарегистрирован.
Пометка «с выдачей ГРЗ» при заполнении заявления на начальном этапе.
Если хозяин автомобиля решил обратиться в инспекцию в другом регионе (где, например, живет, но не имеет прописки), то для него окажется недоступным получить номера с кодом своего региона. Хотя использовать их по закону имеет право.
Можно привезти номера из своего региона с собой и повесить их на приобретенную на месте машину. Или же найти специализированную организацию, которая их изготовит.
Если автовладелец приезжает жить, например, в Москву из Смоленска и желает получить регистрационные знаки со столичным кодом, то ему придется позаботиться о прописке на месте. В противном случае у инспекторов ГИБДД не будет основания выдать ему московские номера. На машину придется повесить знак с 67 регионом.
Можно ли сохранить за собой номер другого региона?
До январских изменений в законе собственник мог поставить машину на учет в любом выбранном городе и там же забрать табличку с желаемым кодом региона. Иных знаков в отделении просто не было, поэтому клиенту выдавались местные. Сегодня дело обстоит иначе. Разберем далее, можно ли сохранить номера при таких условиях.
По желанию владельца ТС оставить номер другого региона себе можно, но только, если его прописка или временная регистрация будет совпадать с этим самым регионом на машине. В противном случае ни сохранить, ни восстановить в дальнейшем их не удастся.
Есть еще один вариант, которым иногда пользуются автовладельцы для сохранения регистрационных знаков с желаемыми цифрами уже после того, как ТС поставлен на учет: «продать» его знакомому, который прописан в нужном месте. Но эта довольно сложная и рискованная схема.
Сегодня оставить себе желаемый номер нужного региона можно, но вот получить удастся только регистрационные знаки с кодом своего региона (в котором автовладелец прописан). Чтобы стало понятнее, представим ситуацию: собственник номера с кодом региона 799 прописан в Смоленской области и срочно продает свою машину. В этой ситуации он может сохранить за собой индивидуальные регистрационные знаки после постановки на учет, но, чтобы в дальнейшем получить их и использовать на своем новом авто, придется делать столичную прописку. Иначе потребуется заменить красивый трехзначный вариант на табличку с кодом 67.
На какой срок сохраняются номера?
В этом пункте после последних изменений все осталось по-прежнему. За хозяином авто номера сохраняются на 12 месяцев. Срок может отсчитываться двумя способами. Первый: со дня проведения регистрационного действия, позволившего его сохранить. Второй: с момента снятия машины с учета.
Бывает, что последние сутки хранения номера оказываются нерабочими. Тогда дата окончания срока переносится на первый после него рабочий день. Если автовладелец умер, то срок хранения номера заканчивается в день его смерти.
Несколько лет назад обсуждался вариант, при котором срок хранения мог быть бессрочным. Но от него законодатели в итоге окончательно отказались.
Как получить номера с хранения в любом ГИБДД
До января 2020 года, чтобы получить регистрационные знаки, требовалось ехать в отделение, где табличка хранилась. Часто для этого владельцу машины приходилось отправляться в другой регион. Сегодня этот процесс более удобный. Таблички по закону больше не сдаются в отделение ГИБДД, теперь они хранятся на руках у хозяина машины. Это и упрощает, и ускоряет процесс.
Присвоить номера на сегодняшний день разрешается в любом подразделении ГИБДД. Посетитель выбирает то, которое оказалось для него удобнее и ближе. Но необходимо учитывать важный момент: собственник не может взять себе в пользование номер с хранения, если код (регион) на табличке не совпадает с кодом региона его прописки.
Если хозяин авто временно переезжает, например, во Владивосток, но сохраняет столичную прописку, то красивые номера с трехзначным регионом он может перенести на машину, купленную уже на новом месте. Для этого не придется, как раньше, гнать через всю страну в желаемый регион старый автомобиль со столичными регистрационными знаками. Есть два простых варианта: привезти табличку, снятую с транспортного средства, в сумке, или же сделать номера уже на новом месте у выбранного изготовителя. После хозяин поставит их на учет.
Помощь в получение номеров на машину
Если вам требуется получить номера на машину (независимо от того, какой выбран регион), вовсе не обязательно заниматься этим самостоятельно, тратить на процесс свое время, силы и нервы, беспокоиться, что будет совершена ошибка и все труды окажутся напрасными. Лучше доверьте решение этого важного вопроса нам и получите помощь и поддержку профессионалов.
В нашей компании работают только грамотные опытные сотрудники, которые знают все о процессе смены, получения, сохранения регистрационных знаков. Мы поможем вам пройти необходимые этапы быстро, без ошибок и с отличным итоговым результатом.
Пока специалисты станут заниматься вашим вопросом с номерами на автомобиль, вы сможете взяться за другие важные дела. Особенно порадует клиентов скорость работы наших сотрудников и доступная стоимость всех предлагаемых услуг.
Надо ли менять номера при покупке автомобиля в другом регионе в 2023 году?
Получение и замена регистрационных знаков для транспортных средств регламентируется нормативными документами. С начала 2023 года в порядок осуществления государственного учета автомобилей внесены изменения. Необходимо ли теперь менять номера, если машина куплена в другом регионе?
Порядок выдачи знаков регистрации на ТС содержится в следующих законодательных актах:
Федеральный закон от 03.08.2018 № 283-ФЗ;
Постановление Правительства от 21.12.2019 № 1764;
Приказ МВД от 21.12.2019 № 950.
Раньше после покупки автомобиля в другом регионе собственник имел право сохранить за ним прежние номера. То есть после постановки на учет транспортного средства не возникало необходимости менять госномер в соответствии с регионом прописки владельца. Далее разберемся, обязательно ли это делать сейчас.
Какой будет регион при регистрации автомобиля не по прописке?
Изменения 2020 года коснулись порядка постановки на учет автомобилей, приобретенных в другом регионе. Например, житель Самары купил нужную машину в автосалоне Санкт-Петербурга. В этом случае государственный номер будет выдан с кодом Самары, поскольку на новый транспорт выдается код в соответствии с регионом прописки его собственника.
Другая ситуация с подержанными автомобилями. В новой редакции законодательства разделены понятия государственного номера и регистрационного знака. Первый термин является уникальным номером машины, который присваивается в любом российском регионе. Знак регистрации – это непосредственно пластинка, которая размещается на штатных местах авто. Его выдают при постановке на учет ТС за владельцем по месту его регистрации.
Автомобиль, который уже эксплуатировался на дорогах страны, имеет государственный номер. Об обязательной замене регистрационного знака при покупке ТС в другом регионе в указанных законе, постановлении и приказе прямо не упоминается.
Можно ли оставить номера при покупке машины с другого региона?
В пункте 39 Постановления №1764 содержится информация о том, что номер должен соответствовать региону регистрации автовладельца. И выдает его подразделение ГИБДД по месту его прописки.
Но пункт 43 позволяет сохранить номер при условии замены на нем регионального кода. Соответственно, знаки менять придется в любом случае.
Если авто приобретено до вступления в силу поправок (до 1 января 2020 года), то новый собственник может оставить прежние номера с регионом приобретения. Но только при условии, что автомобиль перед продажей не было снято с учета.
Также прежний владелец вправе обратиться в ГИБДД с заявлением о прекращении регистрационного учета по истечении 10 дней после совершения сделки. Если покупатель в указанный период не зарегистрировал его за собой, то знаки становятся автоматически недействительными.
В этих случаях новый владелец обращается в ГИБДД за регистрацией машины и получает знаки в соответствии с регионом своей прописки.
Как поменять номера, если машина куплена в другом городе?
Процесс получения номеров по новым правилам происходит в соответствии со следующим алгоритмом:
Приобретение автомобиля с подписанием договора купли-продажи, его фактической передачей новому собственнику вместе с необходимыми документами (ПТС, СТС).
Постановка на регистрационный учет в ГИБДД по заявлению нового владельца.
Присвоение авто государственного номера.
Получение номеров в подразделении ГИБДД по месту постановки на учет транспортного средства.
При покупке новой машины номера могут быть выданы и установлены дилером.
Заявление на постановку на учет и замену номерных знаков собственник ТС может подать при личном обращении в подразделение госавтоинспекции либо заполнить электронную форму заявки через портал Госуслуг.
Посмотреть еще статьи из рубрики: Регистрация
Понравилась статья? Поделиться с друзьями:
Могу ли я зарегистрировать машину по другому адресу?
Автор:
Рэйчел Бодин
Автор статей
Рэйчел Бодин окончила колледж со степенью бакалавра английского языка. С тех пор она работала автором статей в страховой отрасли и получила глубокие знания о страховых законах и тарифах штата и страны. Ее исследования и письма сосредоточены на том, чтобы помочь читателям понять их страховое покрытие и как найти сбережения. Ее экспертные советы по страхованию были опубликованы на таких сайтах, как PhotoEnforced, All…
Полная биография →
Отзыв:
Дэниел Уокер
Лицензированный агент по автострахованию
Дэниел Уокер получил степень бакалавра в области административного управления в 2005 году и более 15 лет руководил семейным страховым агентством FCI Agency. лет (ВВВ А+). Он имеет лицензию страхового агента на страхование имущества и страхование от несчастных случаев, включая страхование дома, жизни, автомобиля, зонтика и жилья от пожара. Он также упоминается на таких сайтах, как Reviews.com и Safeco.
Чтобы обеспечить точность нашего контента…
Полная биография →
ОБНОВЛЕНО: 21 июня 2023 г.
Раскрытие информации рекламодателем
Это все о вас. Мы хотим помочь вам сделать правильный выбор покрытия.
Информация для рекламодателей. Мы стремимся помочь вам принимать уверенные решения по автострахованию. Сравнение покупок должно быть легким. Мы не связаны ни с одним поставщиком автострахования и не можем гарантировать котировки от какого-либо одного поставщика. Наши партнерские отношения не влияют на наш контент. Наши мнения являются нашими собственными. Чтобы сравнить предложения от разных компаний, введите свой почтовый индекс на этой странице, чтобы использовать бесплатный инструмент для расчета котировок. Чем больше предложений вы сравните, тем больше шансов сэкономить.
Редакционные правила: Мы являемся бесплатным онлайн-ресурсом для всех, кто хочет узнать больше об автостраховании. Наша цель — быть объективным сторонним ресурсом по всем вопросам, связанным с автострахованием. Мы регулярно обновляем наш сайт, и весь контент проверяется экспертами по автострахованию.
ОБНОВЛЕНО: 21 июня 2023 г.
Раскрытие информации для рекламодателей
Это все о вас. Мы хотим помочь вам сделать правильный выбор покрытия.
Информация для рекламодателей. Мы стремимся помочь вам принимать уверенные решения по автострахованию. Сравнение покупок должно быть легким. Мы не связаны ни с одним поставщиком автострахования и не можем гарантировать котировки от какого-либо одного поставщика. Наши партнерские отношения не влияют на наш контент. Наши мнения являются нашими собственными. Чтобы сравнить предложения от разных компаний, введите свой почтовый индекс на этой странице, чтобы использовать бесплатный инструмент для расчета котировок. Чем больше предложений вы сравните, тем больше шансов сэкономить.
На этой странице
ОБНОВЛЕНО: 21 июня 2023 г. Факт проверен
Что следует помнить
Ваш адрес должен совпадать с вашими правами, регистрационными документами и документами автострахования
Обновляйте свой адрес в DMV и вашей страховой компании всякий раз, когда вы переезжаете
Если вы зарегистрируете свой автомобиль по другому адресу, вам могут грозить штрафы, санкции и потеря страхового покрытия
Могу ли я зарегистрировать машину по другому адресу? Изменение вашего адреса в водительских правах, регистрации автомобиля и страховых документах каждый раз, когда вы переезжаете, заставит вас задуматься, действительно ли это необходимо. С другой стороны, место, где вы живете, влияет на ваши страховые ставки, поэтому вы можете подумать о сокращении своих расходов, зарегистрировав свой автомобиль в более доступном месте.
В этой статье мы объясним, почему важно указывать один и тот же адрес во всех документах, связанных с транспортным средством, и как изменение адреса может повлиять на размер страхового взноса.
Могу ли я зарегистрировать свой автомобиль по другому адресу?
В большинстве штатов вам не разрешат застраховать свой автомобиль по адресу, отличному от того, который указан в ваших правах, который должен быть вашим постоянным адресом. Несколько исключений:
Студенты колледжа
Военнослужащие
Сезонные жители
Могу ли я зарегистрировать машину по другому адресу по другой причине? Возможно нет. Игнорирование этого совета может привести к головной боли в будущем. Если вас остановит сотрудник правоохранительных органов, вам потребуется предоставить лицензию, регистрацию и страховку. Разные адреса во всех этих документах могут привести к дополнительным расследованиям ваших документов, поскольку офицер может интерпретировать их как возможные красные флажки.
Подробнее: Управление вашим полисом автострахования
Неверная страховая информация также может привести к:
Отказу от претензий
Отмена полиса
Отказ от страховки, когда пришло время продлевать
Когда вы используете свой постоянный адрес в водительских правах, регистрации автомобиля, праве собственности на автомобиль и полисе автострахования, правоохранительные органы и страховые компании могут легко проверить вашу информацию в соответствии с законами штата или проверить ваше автострахование.
Бесплатное сравнение автострахования
Введите свой почтовый индекс ниже, чтобы просмотреть компании, предлагающие дешевые тарифы на автострахование.
Защищено шифрованием SHA-256
Влияет ли мой адрес на стоимость страховки автомобиля?
Помимо переезда, еще одной причиной регистрации автомобиля по чужому адресу может быть снижение страхового взноса.
Штат, в котором вы живете, оказывает наибольшее влияние на ваши страховые ставки, поскольку каждый штат устанавливает свои собственные законы о минимальном страховом покрытии. Следовательно, штаты с более высокими требованиями к минимальной ответственности также имеют более высокие средние расходы на страхование автомобиля.
Тарифы также будут различаться в зависимости от почтового индекса, в котором вы зарегистрированы, поэтому вам всегда следует обновлять свой адрес, даже если вы не меняете штаты при переезде. Факторы, которые больше всего влияют на ваши ставки, включают уровень доходов вашего района, долю дорогих автомобилей, количество дорожно-транспортных происшествий или общих аварий, а также уровень вандализма или преступлений против собственности.
Если вы живете в зоне повышенного риска и у вас высокие страховые взносы, возможно, вы задумались о страховании своего автомобиля по другому адресу, указанному в вашей лицензии. Мы должны предупредить вас, что это считается страховым мошенничеством, которое может привести к потере вашего полиса, поэтому мы настоятельно не рекомендуем этого делать.
Могу ли я зарегистрировать свою машину в стране, где я не живу?
Вы не сможете зарегистрировать свой автомобиль в штате, где у вас нет подтверждения проживания. Если вы переезжаете в другой штат, вам нужно будет получить новые водительские права и новую регистрацию в новом штате.
Только несколько штатов позволят вам сохранить права после переезда, и вам всегда придется перерегистрировать машину на новый адрес.
При смене адреса при регистрации автомобиля вам необходимо будет подтвердить, что вы проживаете по указанному адресу. В большинстве случаев для этого требуется получать почту по адресу проживания, но требования варьируются от штата к штату.
В каких штатах я могу зарегистрировать машину по другому адресу?
Только в восьми штатах можно зарегистрировать машину на чужой адрес. Эти штаты:
Мэн
Нью-Йорк
Делавэр
Пенсильвания
Кентукки
Миссисипи
Северная Дакота
Если вы решите сохранить свои водительские права в одном из этих штатов при регистрации автомобиля в другом, вам потребуется предоставить подтверждение проживания наряду с выполнением других требований.
В некоторых штатах вы можете использовать другой почтовый адрес и адрес проживания. В этом случае адрес вашего проживания используется для определения суммы страхового взноса, это должен быть адрес, где ваша машина припаркована большую часть времени.
Могу ли я зарегистрировать свой автомобиль по другому адресу ? Заключительное слово
Регистрация автомобиля по адресу, отличному от того, где вы живете, никогда не была хорошей идеей и обычно вызывает проблемы в дальнейшем.
Сохранение одного и того же адреса в водительских правах, регистрации автомобиля и страховом полисе — это самый простой способ соблюдать законы штата и страховой полис. Кроме того, это значительно упрощает работу с документами.
Часто задаваемые вопросы
Могу ли я зарегистрировать свой автомобиль по другому адресу?
Да, вы можете зарегистрировать свой автомобиль по адресу, отличному от вашего текущего адреса проживания. Тем не менее, есть несколько важных факторов, которые следует учитывать перед тем, как сделать это.
По каким причинам вы хотите зарегистрировать автомобиль по другому адресу?
Причин для регистрации автомобиля по другому адресу может быть несколько. Вот некоторые распространенные ситуации:
Переезд на новое место жительства: Если вы недавно переехали на новый адрес, вам может потребоваться соответствующим образом обновить регистрацию автомобиля.
Временное изменение адреса: Если вы временно проживаете по другому адресу, например, во время длительного отпуска или временной командировки, вы можете зарегистрировать свой автомобиль по этому адресу.
Студенты колледжа: Если вы студент колледжа, проживающий вдали от дома, но пользующийся автомобилем в другом городе, вы можете зарегистрировать его по адресу вашего колледжа.
Есть ли юридические аспекты при регистрации автомобиля по другому адресу?
Да, существуют юридические аспекты регистрации автомобиля по другому адресу. Конкретные правила различаются в зависимости от юрисдикции, поэтому крайне важно проверить требования соответствующих местных властей. В некоторых случаях вам может потребоваться предоставить подтверждение места жительства, например счет за коммунальные услуги или договор аренды, по новому адресу, по которому вы хотите зарегистрировать свой автомобиль.
Как регистрация автомобиля по другому адресу влияет на страховку?
Регистрация автомобиля по другому адресу может иметь последствия для вашего страхового полиса. Страховые тарифы часто определяются на основе таких факторов, как ваш адрес проживания, манера вождения и местные риски. Если вы измените зарегистрированный адрес вашего автомобиля, это может повлиять на ваш страховой взнос. Рекомендуется информировать свою страховую компанию о любых изменениях адреса, чтобы убедиться, что у вас есть соответствующее покрытие и вы соблюдаете условия своего полиса.
Может ли регистрация автомобиля по другому адресу повлиять на мою страховку?
Да, регистрация автомобиля по другому адресу может повлиять на ваше покрытие. Страховые компании учитывают различные факторы при определении покрытия, в том числе местонахождение автомобиля. Если вы зарегистрируете свой автомобиль по адресу с другими характеристиками риска (например, более высокий уровень преступности или другие условия вождения), это может повлиять на ваше покрытие. Крайне важно уведомлять свою страховую компанию о любых изменениях адреса, чтобы убедиться, что у вас есть соответствующее покрытие для вашего автомобиля.
Предусмотрены ли штрафы за регистрацию автомобиля по неверному адресу?
Регистрация автомобиля по неправильному адресу или предоставление ложной информации может иметь юридические последствия и может рассматриваться как мошенничество в некоторых юрисдикциях. Наказания за такие действия могут включать штрафы, приостановление действия лицензии или даже уголовное преследование. Важно убедиться, что вы зарегистрировали свой автомобиль по правильному адресу и предоставили точную информацию в соответствующие органы.
Бесплатное сравнение автострахования
Введите ниже свой почтовый индекс, чтобы просмотреть компании с низкими тарифами на автострахование.
Защищено шифрованием SHA-256
Автор:
Рэйчел Бодин
Писатель
Рэйчел Бодин окончила колледж со степенью бакалавра английского языка. С тех пор она работала автором статей в страховой отрасли и получила глубокие знания о страховых законах и тарифах штата и страны. Ее исследования и письма сосредоточены на том, чтобы помочь читателям понять их страховое покрытие и как найти сбережения. Ее экспертные советы по страхованию были опубликованы на таких сайтах, как PhotoEnforced, All…
Полная биография →
Отзыв:
Дэниел Уокер
Лицензированный агент по автострахованию
Дэниел Уокер получил степень бакалавра в области административного управления в 2005 году и более 15 лет руководил семейным страховым агентством FCI Agency. лет (ВВВ А+). Он имеет лицензию страхового агента на страхование имущества и страхование от несчастных случаев, включая страхование дома, жизни, автомобиля, зонтика и жилья от пожара. Он также упоминается на таких сайтах, как Reviews.com и Safeco.
Чтобы обеспечить точность нашего контента…
Полная биография →
Редакционные правила: Мы являемся бесплатным онлайн-ресурсом для всех, кто хочет узнать больше об автостраховании. Наша цель — быть объективным сторонним ресурсом по всем вопросам, связанным с автострахованием. Мы регулярно обновляем наш сайт, и весь контент проверяется экспертами по автострахованию.
Регистрация негосударственных автомобилей (ROSA)
Слушать
Если вы паркуете или эксплуатируете транспортное средство в общественном месте в округе Колумбия в течение 60 дней подряд, транспортное средство должно быть зарегистрировано и иметь действительную наклейку и бирки техосмотра DC DMV.
Департамент общественных работ округа Колумбия (DPW) отслеживает автомобили, не соответствующие требованиям регистрации округа Колумбия. Если DPW обнаружит незарегистрированный автомобиль во второй раз в течение 30 дней, DPW выпустит предупреждение о том, что автомобиль может быть оштрафован и/или конфискован, если вы не запросите освобождение от ROSA как постоянный посетитель.
Если вы являетесь постоянным посетителем округа, то есть у вас есть частые краткосрочные визиты и , вы получили предписание DPW за парковку или управление транспортным средством без регистрации DMV DC или тегов, вы можете подать заявление на освобождение от ROSA через Интернет, по почте или лично в любом сервисном центре DC DMV.
Вам потребуются следующие документы, чтобы получить освобождение от ROSA:
Копия уведомления DPW или предупреждения, выданного соответствующему транспортному средству
Оригинал заявления об аренде, акте или ипотеке вашего проживания за пределами округа
Текущий счет за коммунальные услуги (выставленный в течение 60 календарных дней) по месту жительства за пределами Округа
Ваша действующая регистрационная карточка рассматриваемого транспортного средства
Если вы проживаете с кем-то, а договор об аренде, акт или ипотека оформлен не на ваше имя, вы должны предоставить все следующие документы в качестве доказательства того, что вы не проживаете в округе:
Заявление от лица, с которым вы проживаете, подтверждающее тот факт, что вы проживаете в доме этого лица
Копия оригинала договора об аренде, акта или ипотеки физического лица
Копия текущего счета за коммунальные услуги физического лица (выдается в течение 60 календарных дней)
Ваша действующая регистрационная карточка соответствующего транспортного средства. В регистрационной карточке должен быть указан тот же адрес, который указан в первоначальном заявлении об аренде, акте или ипотеке, а также в счете за коммунальные услуги.
Вы можете запросить освобождение от ROSA онлайн .
Или вы можете отправить необходимые документы по почте:
DC DMV Кому: ROSA Exemption PO Box
Washington, DC 20090
Ваше освобождение от ROSA будет обработано в течение 7–10 рабочих дней с момента получения. Пожалуйста, подождите до 15 рабочих дней, чтобы получить ваш продукт, прежде чем связываться с DC DMV. Освобождение от ROSA действует в течение 1 года.
Временные жители (которые проживают в округе более 30 календарных дней) должны зарегистрировать свои транспортные средства или подать заявление на получение взаимного разрешения.
Примечание: После того, как вы получите освобождение от ROSA, номер вашего транспортного средства будет введен в систему управления билетами округа. Исключение распространяется только на правоприменение ROSA. Все остальные правила парковки остаются в силе, например, парковка в жилом доме. Вы получите квитанцию для ваших записей с указанием даты истечения срока действия освобождения (365 дней).
Если вы получили тикет из-за невозможности защитить метки DC DMV, вы можете подать тикет для рассмотрения через Интернет, по почте или лично. Вы должны предоставить те же документы, что и для получения освобождения от ROSA.
По истечении 1-летнего периода освобождения, если вы получите еще одно предупреждение, вы можете повторить процесс освобождения, описанный выше.
Примечание: Освобождение ROSA НЕ является разрешением на парковку, и оно , а не освобождает транспортное средство от правил парковки округа. Например, транспортные средства с исключениями из ROSA по-прежнему подпадают под все ограничения разрешения на парковку по месту жительства, действующие в том месте, где припарковано транспортное средство.
Как сделать автомобиль лучше, чем он есть на самом деле
Новая аудиосистема, эффектные колесные диски, салон из алькантары и даже банальная полировка. Все эти нехитрые приемы способны заставить ваш автомобиль выглядеть дороже, чем он есть на самом деле. Как сэкономить и притвориться, что у вас вовсе не бюджетное средство передвижения, а почти настоящий спорткар? Эксперты «Газеты.Ru» дали несколько нетривиальных советов.
Купить новый автомобиль в кризис могут позволить себе не многие. Что делать тем, кто хочет облагородить свою машину, потратив относительно небольшую сумму, и приблизить свою «ласточку» к более статусным и необычным транспортным средствам? Дизайнеры, эксперты в тюнинге и кар-аудио дали несколько советов, как сделать так, чтобы ваш автомобиль выглядел дороже, чем есть на самом деле.
Прокачанная аудиосистема и красивая девушка
Одна из возможностей сделать свой автомобиль отличным от других и придать ему более дорогой вид — создать аудиоинсталляцию. В этом уверен вице-президент компании Ground Zero Нико Лаутнер.
«Такой ход может быть весьма эффектным, а осуществить его можно, уложившись во вполне приемлемый бюджет, — рассказывает Лаутнер «Газете.Ru». — Другими словами: прокачайте вашу аудиосистему!
Красивый сабвуфер в багажнике с несколькими динамиками полностью преобразит ваш автомобиль, и, кроме того, в нем будет хорошо звучать музыка».
Также Лаутнер советует не пренебрегать разными видами тюнинга.
Как сэкономить на бензине
Выбрать экономичный автомобиль наподобие Tesla или пересесть на общественный транспорт — это далеко не…
17 декабря 14:41
«Машина будет выглядеть совершенно иначе, если обтянуть ее специальной пленкой — есть огромное количество вариантов — от золотого и серебряного до материала под карбон, — говорит эксперт в тюнинге и автозвуке. — Подберите необычный тюнинг-пакет для своей машины — к примеру, установите спойлеры, затемните стекла. И не забудьте найти красивую девушку, чтобы посадить ее на пассажирское место»!
Диски больше
Дизайнер концерна Volkswagen Арсений Костромин самым действенным способом считает установку эффектных колесных дисков.
«Правильно подобранные, большего диаметра и подходящие по дизайну к экстерьеру автомобиля колесные диски — это лучшая инвестиция в облик автомобиля, — говорит Костромин «Газете.Ru».
— Машина станет визуально легче, динамичнее и будет выглядеть более статусной.
Правда, сразу стоит задуматься о безопасности. Не стоит бросать машину где попало, иначе красивые колеса могут быстренько заменить на кирпичи».
Алькантара и панели в цвет
Директор дизайн-студии Crazy People Александр Лысенко самыми простыми и безобидными способами облагородить свой автомобиль считает обновление салона при помощи специальных материалов.
Стыд, ненависть и мусор
Вы с утра до ночи изучаете автомобильные сайты, отслеживаете новинки автомира, засматриваетесь на чужие…
04 сентября 16:22
«Можно частично обшить салон алькантарой, специальным материалом, который на ощупь напоминает замшу, — рассказал Лысенко «Газете.Ru». — Можно обтянуть ей сиденья полностью или же сделать отдельные красивые вставки и прострочку. В итоге получатся необычные кресла со спортивным дизайном.
При помощи технологии аквапринт можно поменять фактуру и цвет отдельных вставок и деталей в салоне, выполнив их в той же цветовой гамме.
К примеру, накладки на торпедо, ручки. Все они снимаются, покрываются фактурной цветовой пленкой, а затем лакируются. Получается эффектно, а стоит все это недорого. А на выхлопную трубу можно установить блестящую накладку, которая несет исключительно эстетическую нагрузку».
Аэрография и мойка
Блогер и журналист Елена Харо считает, что более привлекательно выглядят машины с аэрографией. Особенно, если она сделана со вкусом и в хорошем салоне.
«Если же на поход в дизайн-студию нет времени или средств, то оптимальный способ сделать свою машину лучше — это регулярно заглядывать на мойку, — говорит Харо «Газете.Ru». — Сверкающая на солнце, чистая и отполированная машина всегда будет смотреться гораздо привлекательнее машины-грязнули, даже если вторая — дороже и круче».
Мощный мотор
Журналист и фотограф Олег Лозовой при работе над улучшениями своих автомобилей советует не увлекаться и руководствоваться чувством прекрасного. По его мнению, наиболее эффектным приемом могут стать не внешняя, а техническая модификация — например, установка более мощного мотора. Таким образом, даже простенькая машина может обзавестись характером настоящего спорткара.
«С большой долей вероятности вы никогда не отобьете затраты на постройку своего дримкара, когда наступит время его продавать, — говорит Лозовой «Газете.Ru». — Только если вы не восстанавливаете какую-нибудь американскую развалюху 30-х годов, купленную задарма по счастливой случайности. Так что к индивидуализации своей любимой машины надо подходить с душой, вооружившись при этом солидным бюджетом и чувством прекрасного.
Насмотревшись «Форсажа», так называемые энтузиасты начали повально устанавливать на свои «зубилы», «нексии» и прочие «цивики» неоновую подсветку, многоэтажные спойлеры и здоровенные глушители, при этом особо не задумываясь над тем, что это даст в итоге.
Стоящие проекты, построенные в России, как правило, представляют собой серьезную работу по части техники, при минимальных изменениях внешности. Очень, знаете ли, весело наблюдать за тем, как какой-нибудь Volkswagen Golf уезжает от Audi R8 или BMW M3. Ведь они-то не знают, что у того под капотом более 500 л.с.».
7 способов сделать апгрейд авто и не разориться
Авто
Машина может быть надежной, удобной и недорогой в обслуживании. Но со временем на ней появляются царапины, сиденья протираются, а фары тускнеют. Продать ее и купить другую выйдет дорого: за последний год цены на автомобили сильно выросли. Но многое можно привести в порядок и вернуть машине свежий вид.
Мы собрали в этом материале способы обновить автомобиль. Цены для примера взяли на Volkswagen Golf VI 2010 года с тканевым салоном, простыми дисками 15 дюймов и галогеновыми фарами.
🧽 Отполировать кузов и сделать химчистку салона
Химчистка может вернуть сиденьям и панелям салона вид новых. В салоне будет приятно пахнуть. Полировка кузова убирает мелкие царапины и возвращает лаку блеск.
Сколько стоит. Профессиональная уборка салона — 11 000 Р. Кузов отполируют примерно за 15 000 Р
🚗 Поменять колеса
Новые диски и шины освежат вид машины и могут положительно повлиять на ее ходовые качества. Например, если купите легкие колесные диски, выиграете в комфорте и управляемости одновременно.
Сколько стоит. Комплект оригинальных дисков Volkswagen R16 с хорошей резиной в сборе можно найти на «Авито» за 35 000 Р
💺 Поставить более удобные сиденья
Можно купить сиденья от более дорогой комплектации — кожаные или с комбинированной обивкой. Стоит поискать варианты с поясничным подпором, электрорегулировкой или даже от спортивной версии. Заодно можно поменять руль и ручку переключения передач.
Сколько стоит. Есть смысл дождаться, пока на сайтах с объявлениями выложат салон от версии GTI или R-Line. Сиденья с дверными картами в хорошем состоянии стоят примерно 60 000 Р. Работа по установке и подключению стоит от 5000 Р
💡 Поменять фары, фонари и противотуманки
Чтобы поездки в темноте не заставляли напрягать зрение, фары лучше заменить целиком. Можно даже дооснастить автомобиль ксеноновыми фарами, но с соблюдением всех правил — установкой автокорректора и омывателей. Фары должны быть либо оригинальными, либо от производителя, который делает их полные аналоги. Не рекомендуем брать китайские.
Сколько стоит. Качественная галогеновая фара стоит примерно 14 000 Р. Установка одной фары — 1500 Р
🎶 Сделать шумоизоляцию
Дополнительную шумоизоляцию стоит сделать, если шум от колесных арок или просто шум дороги мешает разговаривать в салоне. Кроме того, шумоизоляция может немного улучшить качество звучания штатной аудиосистемы.
Сколько стоит. Если будут разбирать салон и делать грамотно, возьмут не меньше 30 000 Р
🌈 Поменять цвет
Поменять цвет авто можно двумя способами: перекрасить его или обтянуть пленкой. В цвете одной из новых моделей машина будет выглядеть намного свежее. Если заводская краска хорошо сохранилась, пленка поможет ее сберечь. Новый цвет необходимо будет зарегистрировать в ГИБДД и вписать в документы.
Сколько стоит. Цены на покраску и пленку — от 30 000 Р. Они зависят от уровня сервиса, качества работ и материалов. Перекраска Фольксвагена Гольф с изменением цвета вряд ли будет стоить меньше 200 000 Р
🧊 Поменять лобовое стекло
Если на старом лобовом стекле много мелких сколов и потертости от дворников, смотреть через него на дорогу неприятно, а в солнечный день — небезопасно. Стекло желательно брать либо оригинальное, либо от производителя, который делает его полный аналог. Не рекомендуем брать китайское.
Сколько стоит. Базовое оригинальное стекло для Фольксвагена Гольф стоит примерно 13 000 Р. Установка — примерно 4000 Р
🚗 Как быть в курсе автоновостей
Читайте нашу рассылку для тех, кто водит машину. Как купить или продать авто, не переплачивать за обслуживание и еще море всего полезного
Цены действительны на момент публикации. Ссылок на услуги вроде химчистки салона или полной перекраски нет, потому что они сильно зависят от состояния каждой отдельно взятой машины. К тому же тем немногим специалистам, кто красит машины по-настоящему хорошо, вряд ли нужен сайт: запись и так на полгода вперед. За дисками и сиденьями придется поохотиться на сайтах с объявлениями
Еще статьи, которые помогут разобраться со всеми нюансами:
1. Как защитить автомобиль от коррозии. 2. Как подготовить автомобиль к продаже. 3. Как выбрать колесные диски для автомобиля.
11 способов продлить срок службы автомобиля
Автомобили имеют тенденцию обесцениваться, как только вы выезжаете на них со стоянки, но есть вещи, которые вы можете сделать, чтобы продлить срок службы вашего автомобиля и сохранить его ценность. Один из лучших способов сэкономить на стоимости автомобиля — поддерживать его в хорошем рабочем состоянии как можно дольше.
Пропуск технического обслуживания может привести к дорогостоящим проблемам, а покупка нового автомобиля сопряжена с дополнительными расходами, такими как расходы на финансирование или увеличение расходов на страхование. С помощью этих 11 советов и рекомендаций вы сможете дольше использовать свой автомобиль в дороге.
1. Замените масло
Если вы не делаете ничего другого, чтобы обслуживать свой автомобиль и продлить его срок службы, меняйте масло каждый раз вовремя. Без надлежащей замены масла ваш двигатель может заклинить и больше не работать. Ремонт или замена заклинившего двигателя обойдется вам дороже, чем почти любой другой ремонт автомобиля, поэтому обеспечение бесперебойной работы двигателя с регулярной заменой масла может значительно сэкономить.
Стоимость: от 35 до 125 долларов
Частота: Замена в соответствии с инструкциями по обслуживанию вашего автомобиля
2. Вымойте автомобиль и нанесите на него воском
В то время как автомобильные мойки могут повредить краску, ручная мойка и вощение вашего автомобиля могут защитить его лакокрасочное покрытие и даже предотвратить появление ржавчины. Это особенно важно, если ваша краска подверглась воздействию повреждающего вещества, такого как сок дерева, под которым вы паркуетесь, или соль на зимних дорогах.
Стоимость: от 20 до 30 долларов за стирку; вы будете платить только за расходные материалы и воду, если будете делать это дома
Частота: Стирать раз в две недели или по мере необходимости; воск каждые один-три месяца
3. Следите за своей скоростью и торможением
Один из лучших способов поддерживать автомобиль в рабочем состоянии — следить за скоростью и торможением. Чрезмерная скорость и слишком частое торможение могут вызвать чрезмерную нагрузку на автомобиль. Возможно, вам придется чаще заменять такие детали, как тормозные колодки. Более консервативное вождение может помочь вашему автомобилю прослужить дольше.
Стоимость: Бесплатно
Периодичность: Каждый раз, когда вы едете
4. Регулярное техническое обслуживание
Соблюдение рекомендованного графика технического обслуживания вашего автомобиля может продлить срок его службы. Некоторые плановые работы могут включать:
Установка новой шины
Замена воздушного фильтра
Проверка трансмиссионной жидкости
Проверка ремня
Замена стеклоочистителя
Стоимость: Около 0 долларов США 0,10 за милю пробега
Частота: При необходимости (конкретные указания см. в руководстве по эксплуатации вашего автомобиля)
5. Запланируйте замену шин и развал-схождение
Чтобы продлить срок службы ваших шин и сохранить производительность вашего автомобиля, регулярная замена шин и развал-схождение являются обязательными. Перестановка шин помогает распределить износ по разным участкам каждой шины. Развал-схождение обеспечивает правильный контакт шин с дорогой и может обеспечить более безопасную, эффективную и плавную езду.
Стоимость: Ротация: от 35 до 100 долларов; выравнивание: от 20 до 30 долларов сверх стоимости вращения
Частота: Оборот: каждые 7500 миль или 6 месяцев; выравнивание: ежегодно
6. Удаление соли
Если вы живете недалеко от побережья или в районах, где зимой дороги посыпаются солью, удаление соли — это недорогая рутинная работа, которую вы должны выполнять часто.
Стоимость: Стоимость шланга или распылителя, а также спрея или уксуса для удаления соли
Периодичность: Раз в две недели
7.
Помните о влажности
Не ездите по воде и старайтесь не парковаться на грязи, чтобы сохранить ходовую часть вашего автомобиля. Это связано с тем, что воздействие сырости может вызвать ржавчину на деталях ходовой части или на полу автомобиля, что приводит к дорогостоящему ремонту.
Движение по очень глубокой воде также может привести к механическим проблемам. Если вы видите затопленную дорогу, будьте осторожны и не ездите по воде. В любом случае это хорошая идея из соображений безопасности.
Стоимость: $0
Частота: Постоянно
8. Защита от вредителей
Автомобили могут стать безопасным местом для укрытия вредителей. Принятие мер по предотвращению заражения вашего автомобиля мышами или насекомыми может избавить вас от большого дискомфорта, предотвратить повреждение автомобиля и поддерживать чистоту. Рассмотрите такие шаги, как:
Ежедневно очищайте автомобиль от всех пищевых продуктов, оберток и контейнеров. Могут привлекать грызунов и насекомых.
Заблокируйте сломанные уплотнения или отверстия в автомобиле. Защита вашего автомобиля решает проблему до того, как она возникнет.
Ставьте ловушки и следите за ними. Если вы установили в своем автомобиле ловушку для мышей или жуков, обязательно закройте ее и часто проверяйте, чтобы предотвратить дальнейший беспорядок.
Профессиональная обработка вашей обивки. Если вы подозреваете, что ваша обивка заражена чем-то вроде постельных клопов, обратитесь к специалисту по дезинсекции.
Стоимость: $5 и выше для товаров для самостоятельного изготовления, $100 или больше для профессионального лечения преждевременный износ на самих шинах, а также на повреждении подвески. Проверьте документацию вашего автомобиля, чтобы определить правильное давление. На многих заправочных станциях есть бесплатный воздух с прикрепленным манометром.
Стоимость: $0
Периодичность: Один раз в месяц
10. Состояние кожаных сидений
Если в вашем автомобиле кожаные сиденья, регулярное применение кондиционера поможет поддерживать их в хорошем состоянии. Если ваш автомобиль попал в аварию, вы можете получить наибольшую выплату, если ваш автомобиль находится в отличном состоянии.
Стоимость: От 15 до 20 долларов за товары для дома или от 40 до 70 долларов за профессиональные услуги
Периодичность: Раз в один-два месяца
11. Используйте шторку ветрового стекла
Если вам приходится регулярно парковаться на солнце, подумайте о шторке ветрового стекла, чтобы предотвратить таяние и растрескивание приборной панели. Это также может помочь предотвратить выцветание обивки.
Стоимость: от 15 до 20 долларов
Частота: Разовая покупка
Практический результат
Существуют конкретные и доступные способы продлить срок службы вашего автомобиля. Уход за автомобилем поможет сохранить его в целости и увеличить срок службы. Бюджетирование затрат на техническое обслуживание может помочь вам сохранить свой автомобиль дольше и, следовательно, сэкономить больше с течением времени.
Еще один способ сэкономить деньги на транспортном средстве — максимально сэкономить на страховке автомобиля. Но сравнение политик может быть трудным и трудоемким. Вот почему вы можете попробовать инструмент сравнения автострахования Experian, который может предоставить вам котировки от более чем 40 ведущих страховых компаний.
Когда вы используете этот инструмент, вы делитесь информацией о своей текущей политике и получаете сравнение покрытия между яблоками всего за несколько минут.
Как сделать машину в Minecraft, которая движется (без модов)
Многие игроки в Minecraft мечтают водить машину, не изобретая опасную штуковину из красного камня. Более того, некоторые автомобили сделаны неохотно, но не способны передвигаться. К счастью для вас, на самом деле есть быстрый и эффективный способ, который покажет им , как сделать машину в Minecraft, которая движется .
Эта техника позволит игрокам управлять автомобилем всего за несколько минут. Поскольку для этого требуется не слишком много видов предметов, стоимость его строительства невелика, что делает его подходящим как для режима выживания, так и для творческого режима. Хватит ходить вокруг да около, давайте прямо сейчас углубимся в то, как сделать движущуюся машину в Майнкрафте!
Как создать в Minecraft машину, которая на самом деле работает?
Содержание
Про машины в Майнкрафт
Как сделать машину в Майнкрафте которая едет
Советы по созданию движущейся машины в Майнкрафт
Об автомобилях в Майнкрафте
Майнкрафт — потрясающая игра, в которой игроки могут выбирать различные способы передвижения. От верховой езды, Minecart до Teleboaters пользователи могут выбрать метод, который им нравится.
Однако среди этих сверхъестественных способов передвижения есть еще один классный предмет, о котором большинство людей не догадываются. Что они действительно могут использовать, так это автомобиль.
Автомобили — одно из транспортных средств, которое могут использовать игроки.
Как известно, машину в Майнкрафте нужно спавнить с помощью модов. В большинстве случаев эти автомобили не могут даже двигаться. Учитывая, насколько универсальными они могут выглядеть и как быстро они могут двигаться, понятно, почему игроки ищут, как сделать машину в Minecraft, которая не двигается без модов.
Ниже представлены то что нужно в Майнкрафте как сделать машину.
Как сделать движущуюся машину в Майнкрафте
Чтобы сделать движущуюся машину в Майнкрафт, игрокам нужно подготовить липкие поршни, медовые блоки и наблюдателей. Затем они могут положить материалы в инвентарь и начать конструировать свою машину, используя блоки.
Необходимые материалы
Для этой сборки нужны только некоторые блоки, такие как:
Медовый блок
Наблюдатели
Липкие поршни
Нашему руководству не нужны редстоуны.
Руководство по Minecraft, как сделать машину, никогда не было таким простым с использованием блоков Observer и Honey. В то время как блоки Honey соединяются друг с другом, а также с другими блоками, все они будут толкаться поршнем, когда игроки толкают соединительный блок.
Пошаговое руководство
Вот как создать эту простую и управляемую сборку. Процедура создания машины, которая может передвигаться в Minecraft, занимает всего около 60 секунд.
Вот как это будет выглядеть, просто, но на самом деле работает.
1. Поместите строительные материалы автомобиля, как указано выше, в инвентарь.
2 . Поместите блок наблюдателя лицом к себе.
Шаг 1: как сделать машину в Майнкрафте, которая движется.
3 . Далее идет Sticky Piston и три блока Honey. Получается пять блоков подряд.
Шаг 2, 3
4 . Развернитесь, поставьте еще одного Наблюдателя рядом с последним блоком Меда. Продолжайте размещать больше блоков в порядке стандартного Наблюдателя и трех блоков Меда.
Повторите шаг 3 в противоположном направлении.
5 . В том же месте поместите три блока меда сверху и еще три снизу, как показано на рисунке.
Шаг 5
6. Хватай колеса и ставь два впереди машины.
Шаг 6: как сделать в Майнкрафте машину, которая едет без модов.
7. Вы можете подойти сзади и повторить шаги 4, 5 и 6.
8. Подойдите к верху своей машины, добавьте три желтых липких блока спереди и сзади.
Шаг 8
9. Удалите два медовых блока в середине автомобиля.
Шаг 9
10 . Теперь вам просто нужно сломать липкий поршень в передней части автомобиля и быстро заменить его.
И вы можете идти, так как машина начнет двигаться вперед. Вы можете посмотреть это видео, чтобы поближе познакомиться с Minecraft, как сделать машину:
Как правило, создатель этой техники, NC Picker, начинает с размещения наблюдателя, а затем подключается к нему с помощью липкого поршня.
Прошло то время, когда расход топлива был чем-то несущественным, ведь можно было залить весь бак за смешные деньги. В некоторых странах вроде США и вовсе этот вопрос долгое время никого не волновал, и поэтому выпускались маслкары с огромными двигателями, поедающими бензин так же быстро, как какой-нибудь трактор. Теперь же об экономичности заботятся все больше и не только из-за взлетевших цен на топливо в западном мире, но и по причине более рационального использования ресурсов. Покупатели уже не хотят монстров на колесах, сжигающих литр бензина за минуту, им нужна экономичная машина. То же самое касается и кроссоверов, которые раньше не могли похвастаться экономичностью.
В наше время можно купить кроссовер, который будет потреблять меньше, чем какая-нибудь малолитражка еще 10 лет назад. Вот самые экономичные кроссоверы 2022 года.
1. Toyota RAV4 Hybrid
Старые модели Toyota RAV4 не славились своей экономичностью, потребляя более 10 литров на 100 километров. И это при том, что данная модель позиционируется как компактный кроссовер, а не полноценный внедорожник. С более новыми моделями расход снизился, но ненамного.
И вот в 2022 году выходит новая версия Toyota RAV4 с гибридным двигателем, который, по заявлению производителя, потребляет по городу 6 литров, а на трассе от 4,7 до 5,7 литров. В смешанном цикле расход составляет 4,4 литра на 100 километров. При этом разгон до сотни происходит всего за 7,4 секунды.
2. Hyundai Tucson Hybrid
Следом за японскими производителями в борьбу за экономичность и экологичность вступили и корейцы, выпустив очередную версию гибридного кроссовера Hyundai Tucson. Благодаря силовой установке кроссовер едет более плавно, а работа двигателя более эффективна. Самое главное — это его расход. Если в обычных Hyundai Tucson в городском цикле потребление топлива было на уровне 10 литров и даже более, то в гибридной версии этот показатель снизился до 7,5, а в комбинированном режиме составляет 6,9 литров на 100 километров.
3. Kia Sorento Hybrid
Kia Sorento — это среднеразмерный кроссовер, который так же раньше не славился экономичностью. В новой модели 2022 года инженеры установили двигатель мощностью 177 лошадиных сил плюс электромотор мощностью 59 лошадиных сил. Кажется, что с такой мощностью кроссовер должен потреблять бензин на все деньги, но нет. В городе расход составляет 6,8 литров на сотню, в смешанном режиме 6,3 а за городом и вовсе 6 литров.
4. Audi Q5 55 TFSI e quattro
Этот автомобиль является одним из самых экономичных из представленных в статье, ведь при суммарной мощности в 362 лошадиные силы и разгоне от 0 до 100 всего за 5,3 секунды, а также максимальной скорости в 239 километров в час этот далеко не маленький кроссовер потребляет всего 2,1 литра на 100 километров. Разумеется, речь идет о смешанном режиме. При этом, если вдруг закончится бензин, Audi Q5 55 TFSI e quattro может проехать еще примерно 40 километров на скорости до 135 километров в час.
5. Mitsubishi Outlander PHEV
Mitsubishi Outlander PHEV 2022 года является продолжением полюбившегося покупателям внедорожника, на котором можно ездить не только по ровному городскому асфальту. У этого кроссовера сразу три двигателя: первый — бензиновый мощностью 133 лошадиные силы и объемом 2,4 литров, а второй и третий являются электродвигателями, установленными на каждую ось. Один электродвигатель выдает 116 лошадиных сил, другой — 136. Все это вкупе позволило снизить расход топлива до 6,2 литров в смешанном режиме.
Кажется, будто это как-то много, особенно, учитывая предыдущий результат. Но на самом деле Mitsubishi Outlander PHEV больше Audi, тяжелее и находится в другом классе кроссоверов. Кроме того, он может проехать на электродвигателях расстояние в 87 километров. Так что тот увеличенный расход топлива идет не в воздух, а на зарядку аккумуляторов.
6. Lexus NX 450h+
Lexus NX 450h+ стал первым автомобилем компании Lexus в категории заряжаемых гибридов. Он, как и большинство из перечисленных выше автомобилей, может при необходимости стать электрокаром на непродолжительное время, а именно, на 97 километров пути. Что касается двигателя, то под капотом находится 2,5-литровый бензиновый движок, а суммарная мощность составляет 304 лошадиные силы. И если раньше обычная модель Lexus с подобной мощностью потребляла бы не меньше 10 литров на 100 километров, то эта потребляет невероятные 0,9-1,1 литра на 100 километров благодаря продуманной системе переключения между бензином и электричеством.
7. Subaru Crosstrek Hybrid
Этот субкомпактный кроссовер, как и предыдущие, сочетает в себе автономность бензинового двигателя и экономичность электрического. Несмотря на компактность, Subaru Crosstrek Hybrid имеет больше места для пассажиров, чем большинство его конкурентов. Но что важнее, так это его расход топлива. На сотню в смешанном режиме этот автомобиль расходует 4,9 литра. Конечно, этот результат куда скромнее, чем у предыдущего автомобиля, но зато он не стоит, как крыло от самолета.
8. Ford Escape Hybrid
Ford Escape — это тоже подзаряжаемый гибрид, который в версии 2022 года стал надежнее и экономичнее. По результатам тест-драйвов, расход в смешанном режиме составляет 5,9 литров на 100 километров, и это с учетом того, что, суммарная мощность этого кроссовера составляет 200 лошадиных сил, что позволяет разгоняться до 229 километров в час. Чтобы было понятнее, какой большой шаг сделали инженеры в сторону экономичности, прошлые версии Ford Escape с той же мощностью, но сугубо бензиновым двигателем потребляли не менее 9,8 литров на трассе и около 13 в городе.
7 «плохих» особенностей ретро-автомобилей, которых не хватает в новых машинах
Другие статьи по темам:
автомобили
Какой самый экономичный внедорожник: оптимальные кроссоверы
Из-за своей универсальности сегодня среди россиян внедорожники пользуются особой популярностью. Такой автомобиль считается оптимальным решением для передвижения по дорогам, большая часть которых, мягко говоря, находится в неудовлетворительном состоянии. Кроме того, на машине с высоким клиренсом проще найти место для стоянки или парковки в тесных дворах, на нешироких улочках в центральных районах. Джип существенно расширяет возможности автомобилистов. Если не увлекаться ездой по настоящему бездорожью, то на нем можно проехать в любую точку, до которой есть какая-нибудь дорога: асфальтовая, грунтовая, гравийная, бетонка и т. п.
Предрассудки
Однако при покупке внедорожника одним из факторов, отпугивающих людей до сих пор незаслуженно считаются высокие расходы на его эксплуатацию. Конечно, это справедливо для больших, мощных и роскошных машин. Учитывая это, большинство известных и крупных производителей уже давно неофициально соревнуются в номинации самый экономичный внедорожник. Первенство в ней, без существенного ущерба для основного потребительского качества (улучшенная проходимость), обеспечивает популярность и хорошие продажи модели.
Как померить экономичность
Советуем прочитать статью:
Самые большие внедорожники в мире
Критериями измерения экономичности внедорожника могут служить такие параметры, как:
расход топлива;
стоимость запчастей и расходных элементов;
цена машины;
вид и цена топлива, масел, охлаждающих жидкостей;
потеря первоначальной стоимости после эксплуатации;
расходы на обеспечение сохранности машины и т. п.
Из-за очень быстрой смены моделей и модификаций составить рейтинг по совокупности приведенных выше параметров довольно сложно. Особенно, если учитывать, что ценовые характеристики могут колебаться в зависимости от региона. Поэтому согласно большинству рейтингов экономичный внедорожник — это автомобиль с наименьшим расходом топлива, по сравнению со своими конкурентами.
Кто попадает в верхние строчки рейтингов
Несмотря на все возможности современных технологий базовые свойства, влияющие на экономичность авто преодолеть сложно. В связи с этим на верхние строчки попадают отнюдь не большие и мощные машины. Как правило, кроссовер — его типичный представитель. Кроме того, на расход топлива сегодня серьезно влияет использование гибридных технологий. Правда, они не всегда приводят к повышению экономичности машины в целом.
Дизельные
По последним данным экономичные внедорожники на отечественном рынке — машины с дизельным двигателем, они составили следующий рейтинг (от самого экономичного по потреблению солярки на сотню):
Renault Duster — 5,3л
BMW X1 — 5,4л
Range Rover Evoque и BMW X3 — 5,6л
Hyundai ix35 — 5,7л
Audi Q3 — 5,9л.
Бензиновые
Бензиновые внедорожники проигрывают своим дизельным собратьям. Их первая пятерка включает в себя:
Citroen C4 Aircross — 5,9л
Mitsubishi ASX — 6,1л
Mazda CX-5 — 6,2л
Opel Mokka — 6,3л
Nissan Qashqai — 6,4л
При составлении рейтинга как бензиновых, так и дизельных авто учитываются наиболее экономичные модификации модельного ряда. Чаще всего это модификации с самыми «скромными» по динамическим и силовым характеристикам моторами. Поэтому, выбирая самый экономичный автомобиль, следует понимать, что динамика вождения, возможности преодоления препятствий — это плата за экономичность.
Непревзойденный лидер
Если же рассматривать все существующие и колесящие дороги мира внедорожники, то по расходу топлива непревзойденным лидером в настоящее время считается Toyota Urban Cruiser, дизельная версия которого потребляет всего 4 л на сотню. Правда, если посмотреть на его экстерьер, его формы не особо далеки от того, что большинство людей, привыкло считать классическим внедорожником.
True MPG: самые и наименее экономичные внедорожники
особенность
Обновлено20 марта 2023
Обзоры автомобилей
Mazda CX-5
Kia Sportage
Nissan Qashqai
Посмотреть все новые автомобили отзывов
Официальные цифры MPG опубликованы в автомобиле рекламные проспекты могут склонить вас к покупке определенной модели, но они часто вводят в заблуждение.
К счастью, тест True MPG от What Car? показывает, на какую экономию топлива вы можете рассчитывать в реальном мире. медленное ускорение или специальные техники «гипермиллинга».
Здесь мы отсчитываем 10 самых экономичных внедорожников, которые мы тестировали, а также выявляем тот, который потреблял больше всего топлива.
1. Самый экономичный внедорожник: Toyota Yaris Cross 1. 5 Hybrid
True MPG Average 60,1 миль на галлон | Город 103.3мп г | Автомагистраль 45,5 миль на галлон | Rural 70,5 миль на галлон
Yaris Cross — это более длинная и широкая версия внедорожника прочного небольшого хэтчбека Toyota Yaris, конкурирующая с Ford Puma и Skoda Kamiq. Это гибрид, использующий комбинацию 1,5-литрового двигателя и электродвигателя для повышения экономичности и производительности. Это не только самый экономичный внедорожник, который мы тестировали, но и самый экономичный автомобиль, и точка. Прочитайте наш полный обзор Toyota Yaris Cross или ознакомьтесь с нашими последними предложениями Toyota Yaris Cross
Предложения по автомобилям
Mazda CX-5
От 27 913 фунтов стерлингов
Сэкономьте до 1916 фунтов стерлингов от рекомендуемой розничной цены
Kia Sportage 90 009
От 27 079 фунтов стерлингов
Сэкономьте до 1 906 фунтов стерлингов по рекомендованной розничной цене
Nissan Qashqai
От 24 972 фунтов стерлингов
Сэкономьте до 5 351 фунтов стерлингов по рекомендованной розничной цене
Просмотреть все предложения из Внедорожники, показавшие лучшие результаты в наших тестах, и модель, которая обойдется вам дороже всего в эксплуатации. Как мы тестируем True MPG автомобиля
Мы проводим наши тесты True MPG в лаборатории в строго контролируемых условиях, поэтому вы можете быть уверены, что они являются достоверным сравнением одной модели с другой, потому что нет никаких шансов, что погодные условия или условия движения могут исказить результаты.
Хотя тесты проводятся в лаборатории, они реалистичны, поскольку основаны на выбранном нами маршруте, который включает город, автомагистраль и сельские участки.
Все автомобили также проходят тщательный процесс подготовки, включая проверку давления в шинах на соответствие рекомендациям производителя, и они хранятся в камере с регулируемой температурой, чтобы все автомобили находились при одинаковой температуре во время испытаний. Во время тестирования мы не выключаем фары, а если у них есть кондиционер, то он настроен на 21 градус и самую низкую скорость вентилятора.
Показатели экономии топлива рассчитываются с использованием измерений выбросов выхлопных газов автомобиля, и это превращается в наш показатель истинной экономии MPG.
Лучшие из остальных: внедорожники 2. Suzuki Ignis 1.2 Dualjet Hybrid
True MPG: 59,9 миль на галлон
Пусть вас не вводят в заблуждение маленькие размеры Suzuki Ignis. обманчиво просторно внутри. Несмотря на то, что он не намного больше, чем многие городские автомобили, он достаточно вместителен, чтобы с комфортом разместить четырех взрослых. В его бодром 1,2-литровом бензиновом двигателе используется гибридная технология, которая добавляет мощности на низких оборотах. Тем не менее, рулевое управление Ignis может показаться довольно расплывчатым, а у соперников более совершенные информационно-развлекательные системы.
Прочитайте наш полный обзор Suzuki Ignis или ознакомьтесь с последними предложениями Suzuki Ignis
55.2
Дизельный Каджар больше не продается новый , но стоит поискать, если вам нужен экономичный подержанный семейный внедорожник. Хотя он во многом похож на подержанный Nissan Qashqai, он превосходит эту модель по эффективности. 1,5-литровый дизельный двигатель — хороший вариант, потому что он плавно выдает мощность и имеет достаточную тягу уже на низких оборотах. Другие плюсы этого семейного внедорожника включают большой багажник и множество стандартного оборудования даже в самой низкой комплектации. Цены на подержанные начинаются примерно от 9 фунтов стерлингов.000.
Прочтите наш обзор подержанных Renault Kadjar или посмотрите последние предложения Renault Kadjar >>
15 True MPG 51,9
предыдущее поколение Nissan Qashqai остается выдающимся выбором на рынке семейных внедорожников; действительно, это был наш автомобиль года в 2014 году. В наши дни вы можете купить подержанный экземпляр всего за 7000 фунтов стерлингов. И за эти деньги вы получите полноценный внедорожник, потому что Qashqai удобен, практичен и, если вы выберете автомобиль с мощным 1,5-литровым дизельным двигателем, будет приятно экономным.
Прочтите наш обзор подержанных Nissan Qashqai или найдите последние предложения Nissan Qashqai >>
51,4
Sportage Отличная покупка подержанных автомобилей, потому что они привлекательны по стилю, практичны, недороги, и на многие из них до сих пор распространяется семилетняя гарантия Kia. Самым популярным дизельным двигателем в оригинальной линейке был 1,7-литровый двигатель мощностью 114 л.с., и это также самый экономичный вариант. Это отличная новость, потому что существует множество используемых примеров на выбор. Цены начинаются от 10 500 фунтов стерлингов.
Прочтите наш обзор подержанных Kia Sportage или найдите последние предложения подержанных Kia Sportage >>
0003
Если вам нужен внедорожник-купе, покупка или владение не обойдется в кругленькую сумму, Taigo должен быть в вашем списке покупок. У него удобная езда, удивительно просторный салон и перспектива низких эксплуатационных расходов, если вы выберете менее мощный из его 1,0-литровых бензиновых двигателей. В нашем тесте 94-сильный Taigo расходует 45,8 миль на галлон по автомагистрали и более 62 миль на галлон на более быстрых проселочных дорогах.
Прочитайте наш обзор Volkswagen Taigo или найдите последние предложения Volkswagen Taigo >>
7. Seat Ateca 1.6 TDI 115
True MPG 50,2
Seat Ateca не просто хорош в управлении и привлекательный на вид, он также впечатляюще просторный, хорошо оборудованный и имеет конкурентоспособную цену по сравнению с его конкурентами Skoda Karoq и Volkswagen Tiguan. Резкий, но экономичный 1,6-литровый дизельный двигатель больше не доступен в новой Ateca, он был заменен 2,0-литровым вариантом в рамках обновления среднего возраста, но вы можете найти примеры на рынке подержанных автомобилей.
Прочитайте наш полный обзор Seat Ateca или посмотрите наши последние предложения >>
8. Mazda CX-5 2.2d 150 (2012-2017)
True MPG 900 24 48.3
Эта версия Mazda CX-5 была заменена более новой моделью в 2017 году, но, как показывают наши реальные цифры, она по-прежнему может быть очень экономным выбором, если вы покупаете подержанную модель — и хорошая новость заключается в том, что цены начинаются от чуть более 10 000 фунтов стерлингов. Он хорошо оборудован и красиво сделан внутри, и в нем достаточно места для вашей семьи и всего их багажа. Ездить тоже хорошо.
Ознакомьтесь с нашим обзором подержанной Mazda CX-5 (2012-2016) или найдите последние предложения подержанной Mazda CX-5 >>
9. Suzuki Vitara 1.6 бензин
True MPG 47. 7
Даже в На переполненном рынке небольших внедорожников Suzuki Vitara имеет большой смысл, особенно если вы придерживаетесь более дешевых комплектаций, которые представляют собой лучшее соотношение цены и качества. Он просторный и экономичный, но у конкурентов более приятный интерьер и информационно-развлекательная система на входе. 1,6-литровый бензиновый двигатель отзывчивый и довольно экономичный, но больше не доступен из новых, так как был заменен 1,4-литровым мягким гибридным агрегатом.
Прочитайте наш полный обзор Suzuki Vitara или найдите последние предложения Suzuki Vitara >>
10. Hyundai Kona 1.6 GDi Hybrid
True MPG 47,4
Kona доступен с бензиновым, гибридным или электроэнергия. Гибридная версия оснащена 1,6-литровым бензиновым двигателем в паре с электродвигателем, что делает ее быстрее бензиновой с места. Чтобы сэкономить на топливе, он может ездить только на электроэнергии на низких скоростях на короткие расстояния. Какой бы уровень отделки салона вы ни выбрали, вы получите большое количество стандартного оборудования и простую в использовании информационно-развлекательную систему.
Прочитайте наш полный обзор Hyundai Kona или ознакомьтесь с последними предложениями Hyundai Kona >>
И наименее экономичный внедорожник: Audi SQ5 бензин
True MPG 24,6
90 015 Неудивительно, что производительный внедорожник занимает нижний слот в этой клетке. 3,0-литровый бензиновый SQ5 расходует всего 24,6 миль на галлон, что в 2,5 раза меньше, чем у самого экономичного внедорожника в этом списке. С тех пор бензиновый двигатель этого SQ5 был заменен 3,0-литровым дизельным двигателем V6, который стал гораздо более экономичным. Однако какую бы версию вы ни выбрали, вы получите отличную езду, управляемость и просторный салон.
Прочитайте наш полный обзор Audi Q5 или ознакомьтесь с последними предложениями Audi SQ5 >>
Чтобы быть в курсе всех последних обзоров, советов и предложений о новых автомобилях, подпишитесь на What Car? Главный бюллетень здесь
Найдите истинную MPG автомобиля >>
True Mpgbest Suvs
7 Наиболее экономичные внедорожники в Канаде для 2023 г.
дать вам перерыв в насосах
Автор статьи:
Мэтью Гай
Опубликовано 02 марта 2023 г. • Последнее обновление 13 апреля 2023 г. • 9 минут чтения 53 Содержание артикула
С стоимость бензина делает наилучшее впечатление от Gentry Stein Signature yo-yo, составление бюджета на месяц вождения становится все более сложной задачей. По данным наблюдателей за отраслью из GasBuddy, средняя цена литра обычного бензина в Канаде в последнее время колеблется между 1,77 и 1,38 доллара, чего достаточно, чтобы сбить с толку любые расчеты.
Объявление 2
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Содержание статьи
Приносим свои извинения, но это видео не удалось загрузить.
Попробуйте обновить браузер или нажмите здесь, чтобы посмотреть другие видео от нашей команды.
7 самых экономичных внедорожников в Канаде на 2023 год Вернуться к видео
Приносим свои извинения, но это видео не удалось загрузить.
Попробуйте обновить браузер или нажмите здесь, чтобы посмотреть другие видео от нашей команды.
Один из способов уменьшить финансовые колебания? Используйте меньше вещей. Математика учит нас, что повышение примерно на одну треть конкретных расходов менее болезненно, когда первоначальные затраты составляют 300 долларов вместо 500 и более; то есть выбор экономичной буровой установки — это верный способ сэкономить несколько долларов. Имея это в виду, мы представляем список самых продаваемых внедорожников, продаваемых в Канаде в начале 2023 года, тип кузова выбран, поскольку это преобладающий тип транспортного средства, выбираемого покупателями в этой стране.
Рекомендовано редакцией
Kia EV6 и Toyota RAV4 Prime получили высшие награды на EcoRun 2022
Бензин, гибрид или PHEV? Какой двигатель Toyota RAV4 купить?
Для целей этой статьи мы будем использовать всеобъемлющий термин «полезность» вместо того, чтобы обсуждать семантику того, что классифицируется как кроссовер или внедорожник. Выбраны различные размерные классы, а также несколько роскошных предложений. Если автомобилю со стандартным полным приводом удалось одержать победу в своей категории, это будет отмечено. Все заявленные показатели экономии топлива являются «комбинированными» оценками, данными NRCan для модели 2023 года. Наш выбор включает гибриды, но не подключаемые гибриды или чисто электрические, поскольку их способность работать без топлива вообще искажает их результаты по сравнению с газсерами. Возможно, позже у нас будет их список.
Объявление 3
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Содержание статьи
Да, и чтобы представить эти скромные цифры в перспективе, самым прожорливым внедорожником Канады на данный момент является ревущий Cadillac Escalade-V с его двигателем V8 с наддувом, выдающим 682 лошадиных силы и высасывающим 18,2 л высоких испытаний каждые 100 километров. . Мы считаем, что если вы потрете ему спину после поездки, он издаст здоровую отрыжку.
Самый эффективный малолитражный автомобиль: Kia Niro
Самый эффективный компактный автомобиль: Ford Escape Hybrid и Toyota RAV4 Hybrid
Самый эффективный среднеразмерный автомобиль: Toyota Venza
Самый эффективный крупный: Toyota Highlander Hybrid
Самый экономичный малолитражный автомобиль класса люкс: Lexus NX 350h
Самый эффективный большой грузовой автомобиль класса люкс: BMW X5 xDrive40i 0 км
Ваш автор, вероятно, получит некоторую критику от своих читателей и редакторов за эту классификацию, но вот забавный факт: NRCan даже не классифицирует маленькую Kia Niro как грузовой автомобиль вообще , вместо этого предпочитая бросить его в класс «маленький универсал». И это несмотря на очевидное сходство по форме со своими собратьями-кроссоверами. Еще больше укрепляет свое место здесь общая длина, всего на волосок больше, чем у определенно малолитражного Kia Seltos, с которым он делит выставочный зал.
Объявление 4
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Содержание статьи
Ладно, хватит семантики. Шикарный Kia Niro заработал рейтинг NRCan — мизерные 4,8 л/100 км в комбинированных условиях движения. Это не просто лучше, чем у конкурентов, это лучше, чем почти любой другой автомобиль, представленный в настоящее время на канадском рынке, и связывает его с давним приверженцем эффективности Toyota Prius. Обратите внимание, что комплектация FE, что означает «экономия топлива» и включает в себя некоторые дополнительные аэродинамические трюки, рассчитана на лучший в отрасли показатель расхода топлива 4,4 л/100 км. Однако эта отделка не сразу указана в инструменте Kia Canada по сборке и цене.
Между крыльями находится бензиновый четырехцилиндровый двигатель объемом 1,6 л, соединенный с синхронным электродвигателем с постоянными магнитами мощностью 32 кВт, работая вместе, чтобы обеспечить общую максимальную выходную мощность 139 лошадиных сил и 195 фунт-фут крутящего момента. Под рукой шестиступенчатая коробка передач с двойным сцеплением.
Объявление 5
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Содержание артикула
Расход топлива: 4,4 город / 4,4 трасса / 4,4 смешанный (л/100 км)
Рекомендованная производителем розничная цена в Канаде: 29 995 долл. США + 1 995 долл. США за перевозку и доставку
Полная гарантия: 5 лет / 100 000 км
Гарантия на трансмиссию: 5 лет / 100 000 км
Альтернативы : Маленький Ниро занимает уникальное место на рынке. перекрывая пару сегментов — и даже несколько продуктов в собственном шоу-руме. Можно было бы поспорить о новом Prius в качестве аналога (36 650 долларов, 4,8 л / 100 км), хотя он полноприводный и явно , а не кроссовер. Дерзкий Hyundai Kona похож по размеру и предназначению, но не предлагает гибридную трансмиссию. Видеть? Мы говорили вам, что эту машину трудно классифицировать.
Самый экономичный компактный внедорожник Канада: Ford Escape Hybrid AWD и Toyota RAV4 Hybrid AWD (tie), 6,0 л/100 км
Объявление 6
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже .
Содержание статьи
Ford Escape Plug-In Hybrid 2023 года и ST-Line Elite Фото Ford
Пара популярных гибридных моделей занимает первое место в классе компактных утилит с точки зрения экономии топлива. на том месте, где вы чаще всего ездите. В то время как Escape и RAV4 зарабатывают 6,0 л / 100 км от NRCan, Ford превосходит Toyota на 0,2 л / 100 км в городских окрестностях. На шоссе эта производительность меняется на противоположную, что приводит к ничьей.
В Blue Oval можно найти 2,5-литровый четырехцилиндровый бензиновый двигатель, который вместе с электродвигателем выдает 192 лошадиные силы и отлично работает на обычном неэтилированном бензине. Обратите внимание, что грузовое пространство гибрида на три кубических фута (88 литров) меньше, чем у традиционного газового Escape, благодаря его гибридным губкам. Между тем, Toyota также использует 2,5-литровый четырехцилиндровый двигатель, но использует мощные мотор-генераторы, чтобы увеличить мощность до 219 пони. Обе марки устанавливают на свои машины бесступенчатую трансмиссию.
Объявление 7
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Содержание статьи
Ford Escape Hybrid AWD
Экономия топлива: 5,6 по городу / 6,5 по шоссе / 6,0 в смешанном цикле (л/100 км) Плата за место назначения
Полная гарантия: 3 года / 60 000 км
Гарантия на силовой агрегат: 5 лет / 100 000 км
Toyota RAV4 Hybrid AWD
Экономия топлива: 5,8 по городу / 6,3 по шоссе / 6,0 в смешанном цикле (л/100 км) Плата PDI
Полная гарантия: 3 года / 60 000 км
Гарантия на трансмиссию: 5 лет / 100 000 км
Альтернативы : Покупатели в этом сегменте избалованы выбором, включая Kia Sportage Hybrid AWD и Honda CR-V Hybrid AWD. Оба просто не попали в наш список, демонстрируя эффективность 6,2 и 6,4 (л / 100 км) соответственно в комбинированном цикле движения. Kia оценивает своего участника в $ 36,49.5, в то время как для того, чтобы попасть в Honda, потребуется 48 890 долларов, поскольку он предлагает гибридную мощность только в топовых комплектациях Touring.
Объявление 8
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Содержание статьи
Самый экономичный среднеразмерный универсал Канада: Toyota Venza AWD, 6,1 л/100 км
Изящная Toyota Venza — изюминка модельного ряда Big T, поскольку она представляет собой редкий экземпляр утилитарного предложения Toyota. больше стиля, чем практичности. Обманчивый язык тела привлекателен для большинства глаз, особенно когда он окрашен в выразительные цвета, такие как Blueprint или Ruby Flare Pearl. Как обычно у этого бренда, комплектация варьируется от базовой LE до шикарной Limited с популярным XLE между ними.
Независимо от того, какая комплектация выбрана, 2,5-литровый четырехцилиндровый двигатель сочетается с гибридной системой привода, состоящей из трех высокомоментных электродвигателей-генераторов и бесступенчатой трансмиссии. Эта команда обеспечивает общую мощность системы 219 лошадиных сил, и все модели Venza 2023 года стандартно поставляются с полным приводом, в котором до 80 процентов мощности может быть направлено назад, когда того требуют условия. В нормальных дорожных условиях 100 % крутящего момента передается на передние колеса этого двухрядного внедорожника.
Объявление 9
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Содержание артикула
Экономия топлива: 5,9 по городу / 6,4 по трассе / 6,1 в смешанном цикле (л/100 км) 0 км
Гарантия на силовой агрегат : 5 лет / 100 000 км
Альтернативы : Несмотря на то, что Hyundai Santa Fe Hybrid может не сразу показаться конкурентом Venza, учитывая стилистические особенности последнего и более традиционную форму первого, разница в длине составляет всего два дюйма. между этой парой двухрядных кроссоверов. Hyundai хорошо зарекомендовал себя со своей гибридной трансмиссией, уступая Toyota, но по-прежнему возвращая приличные 7,4 л/100 км в комбинированных условиях.
Самый экономичный большой грузовой автомобиль: Toyota Highlander Hybrid AWD, 6,7 л/100 км
Да, ладно — рискуя показаться заезженным рекордом, мы снова обнаруживаем Toyota на вершине рейтинга по экономии топлива в определенном сегменте. На этот раз Toyota Highlander с тремя рядами сидений отлично использует глубокие знания бренда в области гибридов, чтобы произвести замечательные цифры из того, что составляет очень большой автомобиль.
Реклама 10
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Содержание статьи
Эти машины построены на базе четырехцилиндрового двигателя объемом 2,5 л, двух электродвигателей-генераторов и бесступенчатой трансмиссии с электронным управлением. Эта комбинация обеспечивает общую мощность системы в 243 л.с. и напрямую отвечает за звездный рейтинг эффективности использования топлива. Кстати, этот автомобиль может буксировать 1588 кг (3500 фунтов) при правильном оснащении.
Экономия топлива: 5,7 по городу / 6,4 по шоссе / 6,0 по смешанному циклу (л/100 км) 000 км
Альтернативы : Нужно подняться вверх по списку расхода топлива, чтобы найти еще одну трехрядную утилиту — такова звездная эффективность Highlander Hybrid этого года. В качестве примера этой обширной дельты новый Ford Explorer Hybrid похож по размеру и предназначению, но может управлять только 90,6 л/100 км вместе взятых. В Kia мы обнаружили, что Sorento Hybrid работает на 0,1 л/100 км лучше, чем Toyota, но, несмотря на наличие трех рядов сидений, на самом деле он на несколько дюймов короче и имеет почти на 40 кубических футов меньше измеренного пассажирского пространства, что дает ему меньшая классификация по яйцеголовым в NRCan.
Объявление 11
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Содержание статьи
Самый экономичный компактный внедорожник класса люкс: Lexus NX 350h AWD, 6,0 л/100 км
Нет никаких сомнений в том, что бренд Lexus сразу приходит на ум многим канадцам, когда их просят назвать роскошный автомобиль. Немного иронии в том, что Lexus, возможно, был первым, кто применил экстравагантные атрибуты к массовому кроссоверу, когда представил модель RX более 20 лет назад. В наши дни NX в значительной степени занял первоначальную роль этой модели, после того как OG увеличился в размерах и в некоторых конфигурациях получил третий ряд сидений.
Экономичный NX 350h оснащен четырехцилиндровым бензиновым двигателем объемом 2,5 л, гибридной системой и бесступенчатой трансмиссией с электронным управлением. Полный привод является стандартным благодаря электродвигателям, работающим на осях. В общей сложности силовой агрегат выдает 239 лошадиных сил на максимальной мощности, хотя стоит отметить, что Lexus рекомендует для этого автомобиля топливо премиум-класса. Хорошие новости — копии NX Hybrid производятся прямо здесь, в Канаде.
Реклама 12
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Содержание артикула
Экономия топлива: 5,7 по городу / 6,4 по трассе / 6,0 в смешанном цикле (л/100 км) 0 км
Гарантия на силовой агрегат : 6 лет / 110 000 км
Альтернативы : NX находится в необычном месте, его размеры больше, чем у малолитражных автомобилей конкурентов, но немного меньше, чем у их компактных автомобилей. Приблизительной параллелью Lexus NX 350h является BMW X3 xDrive 30e, хотя это подключаемый гибрид, приводимый в движение командой, рассчитанной на 288 лошадей, что делает Bimmer более мощным (и немного более длинным), чем NX. По данным NRCan, он потребляет больше топлива, когда не работает только на электричестве, возвращая 10,1 л/100 км в смешанном цикле.
Самый экономичный внедорожник класса люкс: BMW X5 xDrive40i, 10,4 л/100 км
Объявление 13
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Содержание статьи
Эта популярная баварская машина была краеугольным камнем бренда BMW на протяжении веков, поддерживаемая его двоюродным братом X6, который жертвует небольшим грузовым пространством в пользу более быстрой линии крыши. Обе модели выигрывают здесь, так как они оснащены одним и тем же шестицилиндровым двигателем с турбонаддувом мощностью 375 лошадиных сил. Различные и разнообразные пакеты добавляют визуальной драмы X5 / X6, но ничего не делают с точки зрения ворчания или эффективности, если кто-то придерживается трансмиссии этой отделки.
Свежий для этого модельного года, ваши соседи узнают, что вы купили последнюю модель вместо остатков, благодаря измененной передней панели, меньшим фарам и опциональной решетке с подсветкой (да, правда). Внутри покупатели найдут современный дизайн в стиле кокпита с полностью цифровым изогнутым дисплеем, на котором представлены новейшие информационно-развлекательные и вспомогательные средства BMW.
Объявление 14
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Содержание артикула
Экономия топлива: 11,4 по городу / 9,3 по трассе / 10,4 в смешанном цикле (л/100 км) 00 км
Гарантия на силовой агрегат : 4 года / 80 000 км
Альтернативы : Обратите внимание, что вариант Volvo XC90 ‘B5’ указан NRCan как имеющий рейтинг 9,6 л/100 км, но эта трансмиссия в настоящее время недоступна для этой модели для Канады. По данным Губминта, более мощный «B6» возвращает 10,6. Mercedes-Benz GLE 450 4MATIC и его вариант Coupe расходуют 10,5 л/100 км в комбинированных условиях движения. Фактически, ряд роскошных крупных утилит застрял на отметке 10,5, включая Genesis GV80, Cadillac Escalade и Infiniti QX60.
Поделитесь этой статьей в социальной сети
В тренде
Самые дешевые пикапы Канады на 2023 год
9057 8 У этих 5 автомобилей были худшие старты в 2023 году | Вождение по номерам
Паромная линия Long BC Ferries улучшена роботизированным огнедышащим динозавром0009
Первый взгляд: BMW 5 Series и i5 2024 года выпуска
СРАВНЕНИЕ ПОПУЛЯРНЫХ АВТОМОБИЛЕЙ
Система мониторинга слепых зон Driving.ca 900 80
Подпишитесь на рассылку новостей Driving.ca Blind-Spot Monitor по средам и субботам.
Адрес электронной почты Нажимая на кнопку подписки, вы соглашаетесь на получение вышеуказанного информационного бюллетеня от Postmedia Network Inc.


 д.
д.


 Для подъема машины предусмотрены регулируемые лапы. Функционирование устройства происходит при помощи двух пневматических подушек. Отсутствие необходимости подвода электроэнергии делает возможным размещение подъемника в любом месте автосервиса. Возможна эксплуатация вне зданий, в том числе при сильных отрицательных и положительных температурах окружающего воздуха.
Для подъема машины предусмотрены регулируемые лапы. Функционирование устройства происходит при помощи двух пневматических подушек. Отсутствие необходимости подвода электроэнергии делает возможным размещение подъемника в любом месте автосервиса. Возможна эксплуатация вне зданий, в том числе при сильных отрицательных и положительных температурах окружающего воздуха. jpg, 0.14 Mb
jpg, 0.14 Mb 07.2006 г. №152-ФЗ
«О персональных данных», на условиях и для целей, определенных в Согласии на обработку персональных
данных
07.2006 г. №152-ФЗ
«О персональных данных», на условиях и для целей, определенных в Согласии на обработку персональных
данных


 Их можно использовать для преобразования движения из одного типа в другой. Например, рычажный механизм в автомобильном двигателе преобразует возвратно-поступательное движение поршня во вращательное движение, которое в конечном итоге передается для вращения колес автомобиля. Связи можно использовать для усиления как силы, например, в плоскогубцах, так и движения. Пример последнего: если у вас есть рычаг, у которого одна сторона в два раза длиннее другой, когда вы нажимаете на короткий конец, длинный конец сдвинется в два раза дальше. (Обратите внимание, что в обоих случаях энергия сохраняется — вы никогда не сможете получить «бесплатную» работу от связи.)
Их можно использовать для преобразования движения из одного типа в другой. Например, рычажный механизм в автомобильном двигателе преобразует возвратно-поступательное движение поршня во вращательное движение, которое в конечном итоге передается для вращения колес автомобиля. Связи можно использовать для усиления как силы, например, в плоскогубцах, так и движения. Пример последнего: если у вас есть рычаг, у которого одна сторона в два раза длиннее другой, когда вы нажимаете на короткий конец, длинный конец сдвинется в два раза дальше. (Обратите внимание, что в обоих случаях энергия сохраняется — вы никогда не сможете получить «бесплатную» работу от связи.) Попробуйте этот проект, чтобы построить свой собственный, и посмотрите, каких высот вы можете достичь!
Попробуйте этот проект, чтобы построить свой собственный, и посмотрите, каких высот вы можете достичь! Важно, чтобы канцелярские кнопки находились примерно в одном и том же месте на каждой полоске. (Например, не ставьте один прямо посередине, а другой близко к краю.)
Важно, чтобы канцелярские кнопки находились примерно в одном и том же месте на каждой полоске. (Например, не ставьте один прямо посередине, а другой близко к краю.) Насколько он может изменить свою длину?
Насколько он может изменить свою длину? 

 Он должен постепенно нагреваться, так как через него начинает поступать тосол. Патрубок 14 должен быть холоднее, так как жидкость поступающая из радиатора уже охладилась.
Он должен постепенно нагреваться, так как через него начинает поступать тосол. Патрубок 14 должен быть холоднее, так как жидкость поступающая из радиатора уже охладилась. Именно термостат «виноват» в том, что зимой в салоне холодно а, двигатель долго прогревается. Он же является наиболее частой причиной перегрева мотора.
Именно термостат «виноват» в том, что зимой в салоне холодно а, двигатель долго прогревается. Он же является наиболее частой причиной перегрева мотора.
 Далее клапан поднимается на 6 мм и, в конце хода, закрывает перепускной клапан. Если его не закрыть, тосол будет крутиться по «малому кругу»- насос-двигатель-термостат-насос, а это приведет к перегреву.
Далее клапан поднимается на 6 мм и, в конце хода, закрывает перепускной клапан. Если его не закрыть, тосол будет крутиться по «малому кругу»- насос-двигатель-термостат-насос, а это приведет к перегреву. Эта неисправность может прогрессировать и, со временем, температура окажется в середине белого сектора шкалы. Проверить работу термостата можно, не снимая с двигателя. Делается это так: запускаем холодный двигатель и рукой щупаем нижний патрубок около термостата. Он не должен становиться теплым до тех пор, пока стрелка указателя температуры не дойдет до точки в 3 -4 мм от красной зоны шкалы. Если тепло почувствовалось раньше- термостат не полностью исправен.
Эта неисправность может прогрессировать и, со временем, температура окажется в середине белого сектора шкалы. Проверить работу термостата можно, не снимая с двигателя. Делается это так: запускаем холодный двигатель и рукой щупаем нижний патрубок около термостата. Он не должен становиться теплым до тех пор, пока стрелка указателя температуры не дойдет до точки в 3 -4 мм от красной зоны шкалы. Если тепло почувствовалось раньше- термостат не полностью исправен. А вот если недогрев, то стоит подумать. Дело в том, что купить нормальный термостат, который соответствует всем параметрам, сегодня очень трудно. Все они работают, открываются, но слишком рано, либо пружина стоит слабая. И, поставив такое изделие, мы получаем температуру охлаждающей жидкости 75-80 градусов. Это соответствует концу белого сектора указателя температуры. Так что, если ваш термостат недогревает в таких пределах, то менять его не стоит. Исключение составляют случаи, когда вы точно знаете, что купили качественную запчасть.
А вот если недогрев, то стоит подумать. Дело в том, что купить нормальный термостат, который соответствует всем параметрам, сегодня очень трудно. Все они работают, открываются, но слишком рано, либо пружина стоит слабая. И, поставив такое изделие, мы получаем температуру охлаждающей жидкости 75-80 градусов. Это соответствует концу белого сектора указателя температуры. Так что, если ваш термостат недогревает в таких пределах, то менять его не стоит. Исключение составляют случаи, когда вы точно знаете, что купили качественную запчасть.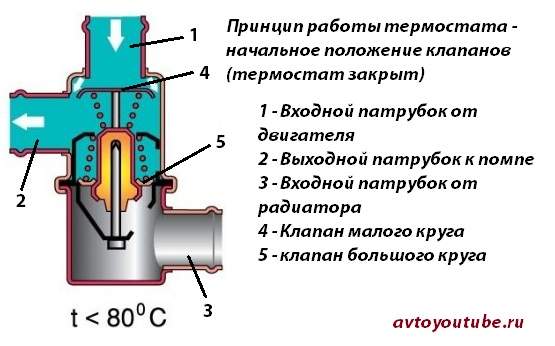
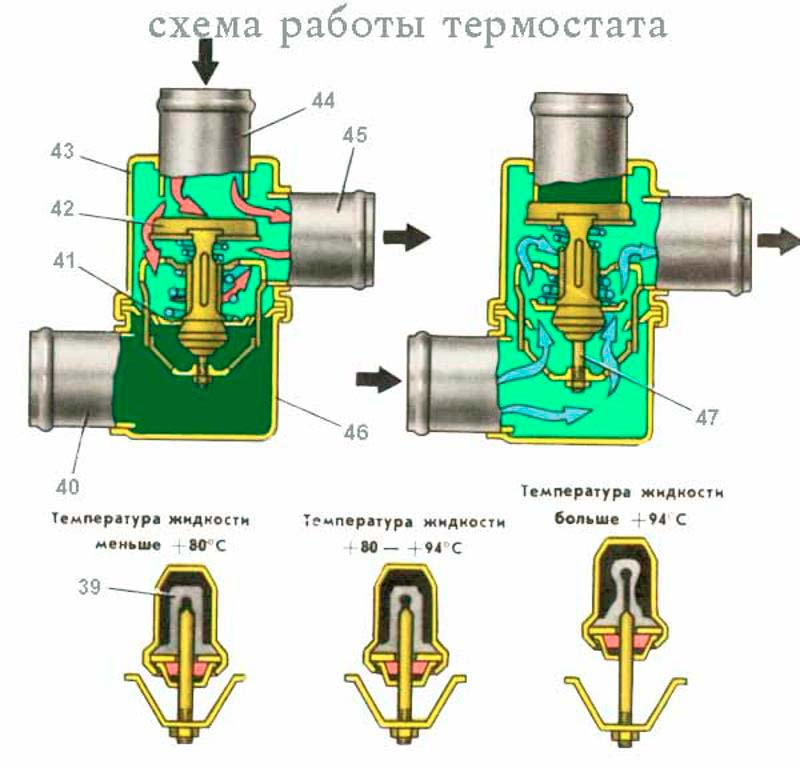 Патрубки лучше заменить, так как старые уже задубели, при установке могут дать течь.
Патрубки лучше заменить, так как старые уже задубели, при установке могут дать течь.
 С этого момента начинается процесс охлаждения тосола или тосола и, как следствие, двигателя автомобиля. Это обеспечивает защиту силового агрегата от перегрева.
С этого момента начинается процесс охлаждения тосола или тосола и, как следствие, двигателя автомобиля. Это обеспечивает защиту силового агрегата от перегрева. В результате температура двигателя продолжает неуклонно расти, что приводит к перегреву силового агрегата. Автомобиль в этом случае крайне обескуражен.
В результате температура двигателя продолжает неуклонно расти, что приводит к перегреву силового агрегата. Автомобиль в этом случае крайне обескуражен. В таком состоянии его следует опустить в горячую воду, а канал должен открыться. Это видно невооруженным глазом. Если термостат ВАЗ-2110 не реагировал на кипение воды и не открывался клапан, то он неисправен.
В таком состоянии его следует опустить в горячую воду, а канал должен открыться. Это видно невооруженным глазом. Если термостат ВАЗ-2110 не реагировал на кипение воды и не открывался клапан, то он неисправен. Но перед этим давайте разберемся, что это за устройство, и как определить его неисправность.
Но перед этим давайте разберемся, что это за устройство, и как определить его неисправность. При такой неисправности зимой двигатель может не прогреваться до 80 градусов.
При такой неисправности зимой двигатель может не прогреваться до 80 градусов. В остальных случаях можно обойтись ремонтом.
В остальных случаях можно обойтись ремонтом.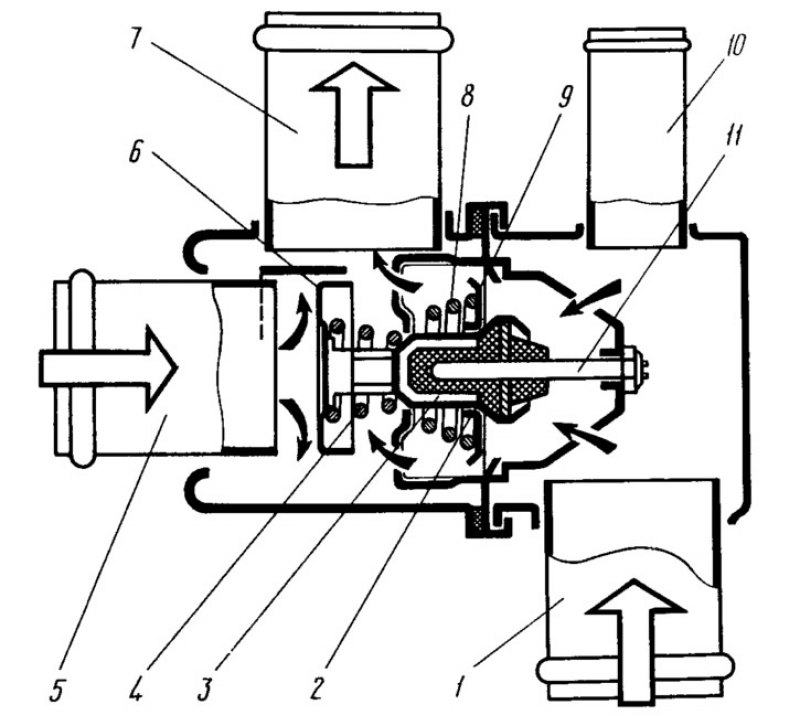 Чтобы проверить термопару на работоспособность, опустите ее в емкость с холодной водой и начните нагревать. При нагреве жидкости до 80,5-82°С толкатель должен двигаться вперед в исправном устройстве. Если этого не произошло, то для вашего ВАЗ-2110 замена термостата обязательна.
Чтобы проверить термопару на работоспособность, опустите ее в емкость с холодной водой и начните нагревать. При нагреве жидкости до 80,5-82°С толкатель должен двигаться вперед в исправном устройстве. Если этого не произошло, то для вашего ВАЗ-2110 замена термостата обязательна.
 Она подходит даже для ржавого и оцинкованного металла. А вот при сваривании компонентов из сложно свариваемых материалов рекомендуется использовать медную и алюминиевую проволоку. Применение данных элементов обеспечивает образование прочного и крепкого шва.
Она подходит даже для ржавого и оцинкованного металла. А вот при сваривании компонентов из сложно свариваемых материалов рекомендуется использовать медную и алюминиевую проволоку. Применение данных элементов обеспечивает образование прочного и крепкого шва. Дополнительно предусмотрен механизм, который осуществляет автоматическую подачу катушки. Силу тока и скоростные показатели для подачи электрода сварщик подбирает на оборудовании самостоятельно, данные параметры зависят от вида сплавляемого металла, от скорости передвижения горелки.
Дополнительно предусмотрен механизм, который осуществляет автоматическую подачу катушки. Силу тока и скоростные показатели для подачи электрода сварщик подбирает на оборудовании самостоятельно, данные параметры зависят от вида сплавляемого металла, от скорости передвижения горелки.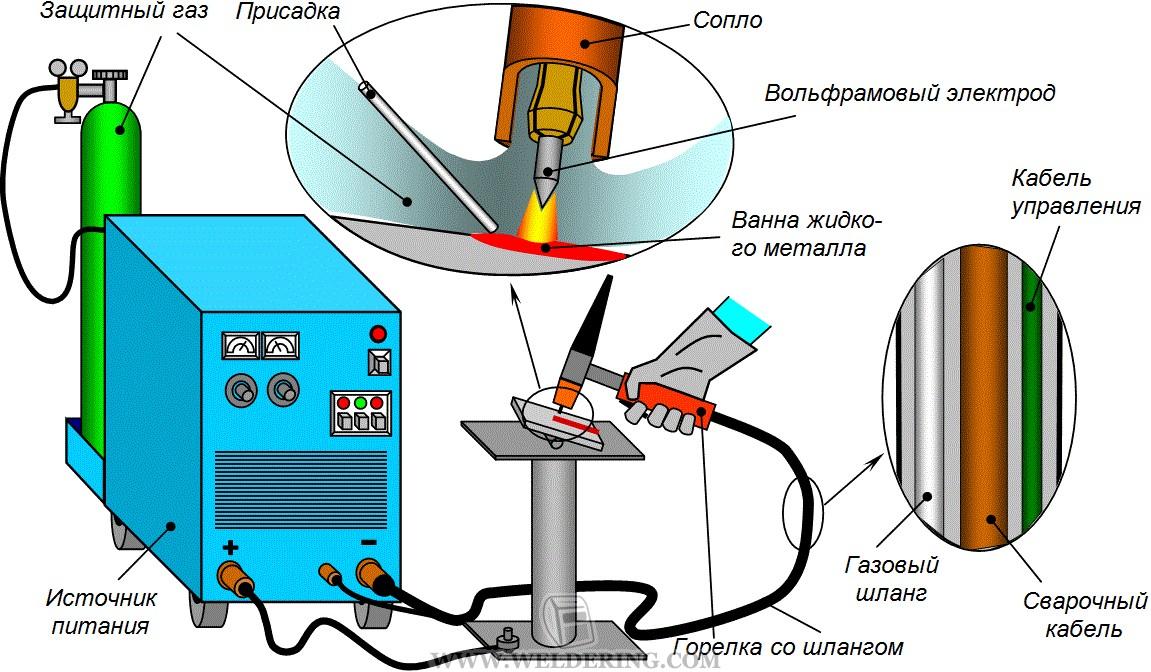



 Перед тем как начинать процесс требуется настроить полуавтомат для последующего сваривания изделий. Регулирование параметров осуществляется в соответствии с типом металла.
Перед тем как начинать процесс требуется настроить полуавтомат для последующего сваривания изделий. Регулирование параметров осуществляется в соответствии с типом металла.
 Процесс можно проводиться с использованием газа или выполняться без газа с применением обычной проволоки. Востребованным методом соединения изделий является соединение с покрытием из флюса. Но часто он применяется в промышленности, потому что флюс является дорогостоящим материалом.
Процесс можно проводиться с использованием газа или выполняться без газа с применением обычной проволоки. Востребованным методом соединения изделий является соединение с покрытием из флюса. Но часто он применяется в промышленности, потому что флюс является дорогостоящим материалом. Но все же особое внимание обращается на свойства механизма подачи проволоки. Его устройство может быть нескольких типов:
Но все же особое внимание обращается на свойства механизма подачи проволоки. Его устройство может быть нескольких типов: Также может отмечаться неравномерность соединения по длине и ширине.
Также может отмечаться неравномерность соединения по длине и ширине. Не стоит браться за работу, если вы ни разу не сталкивались с этим способом сварки. Кроме этого необходимо знать, что нужно для сварки полуавтоматом, а именно какое оборудование и материалы требуются для проведения процесса. Все тонкости и характеристики помогут провести все правильно и без ошибок.
Не стоит браться за работу, если вы ни разу не сталкивались с этим способом сварки. Кроме этого необходимо знать, что нужно для сварки полуавтоматом, а именно какое оборудование и материалы требуются для проведения процесса. Все тонкости и характеристики помогут провести все правильно и без ошибок. Речь идет о минимальном количестве отходов и быстром ходе работы.
Речь идет о минимальном количестве отходов и быстром ходе работы.

 Также полуавтоматическая сварка невозможна в условиях сильного ветра, поскольку углекислота выдувается из-под горелки.
Также полуавтоматическая сварка невозможна в условиях сильного ветра, поскольку углекислота выдувается из-под горелки.

 Но нужно понимать, что на качестве шва могут отразиться:
Но нужно понимать, что на качестве шва могут отразиться:

 Чтобы избежать такого эффекта, при обработке толстых металлов принимают дополнительные меры для защиты металлической конструкции от разупрочнения.
Чтобы избежать такого эффекта, при обработке толстых металлов принимают дополнительные меры для защиты металлической конструкции от разупрочнения.
 Не менее важно, что испарения посторонних элементов могут быть опасны для здоровья сварщика.
Не менее важно, что испарения посторонних элементов могут быть опасны для здоровья сварщика.
 Дело в том, что обычно во время подобных работ используется температура +1 700…+2 200 °C, тогда как цинк начинает плавиться при +420 °С. А, достигая +907 °С, он закипает и превращается в оксид, формирующий на поверхности изделия мельчайшие поры и трещины. В результате изделие становится подвержено ржавчине.
Дело в том, что обычно во время подобных работ используется температура +1 700…+2 200 °C, тогда как цинк начинает плавиться при +420 °С. А, достигая +907 °С, он закипает и превращается в оксид, формирующий на поверхности изделия мельчайшие поры и трещины. В результате изделие становится подвержено ржавчине.
 Для металлических листов толщиной до 3 мм последний показатель составляет 900 м/ч, а сила тока 120–145 А.
Для металлических листов толщиной до 3 мм последний показатель составляет 900 м/ч, а сила тока 120–145 А.
 Если она остается внутри шва, начинается конденсация. Испаряясь, частицы образовывают мельчайшие поры и трещины в шве, а это в дальнейшем негативно отражается на его прочностных характеристиках. Чтобы избежать такого результата, конструкции прогревают до +100…+150 °C и только потом приступают к сварочным работам.
Если она остается внутри шва, начинается конденсация. Испаряясь, частицы образовывают мельчайшие поры и трещины в шве, а это в дальнейшем негативно отражается на его прочностных характеристиках. Чтобы избежать такого результата, конструкции прогревают до +100…+150 °C и только потом приступают к сварочным работам.

 Начинающему сварщику важно не бояться пробовать разные режимы и помнить, что каждый специалист использует индивидуальные настройки.
Начинающему сварщику важно не бояться пробовать разные режимы и помнить, что каждый специалист использует индивидуальные настройки.
 В этой статье будет представлен обзор их основных различий и соображений, которые необходимо принять во внимание, прежде чем принимать окончательное решение.
В этой статье будет представлен обзор их основных различий и соображений, которые необходимо принять во внимание, прежде чем принимать окончательное решение.
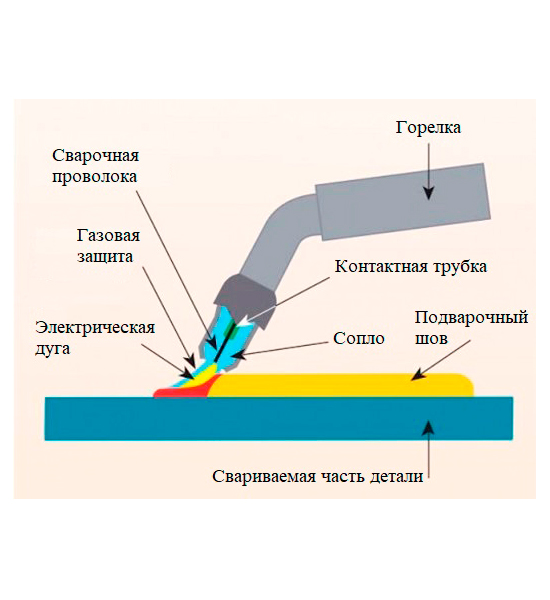
 Роботизированная сварка имеет ряд преимуществ и недостатков по сравнению с механизированной и ручной сваркой.
Роботизированная сварка имеет ряд преимуществ и недостатков по сравнению с механизированной и ручной сваркой.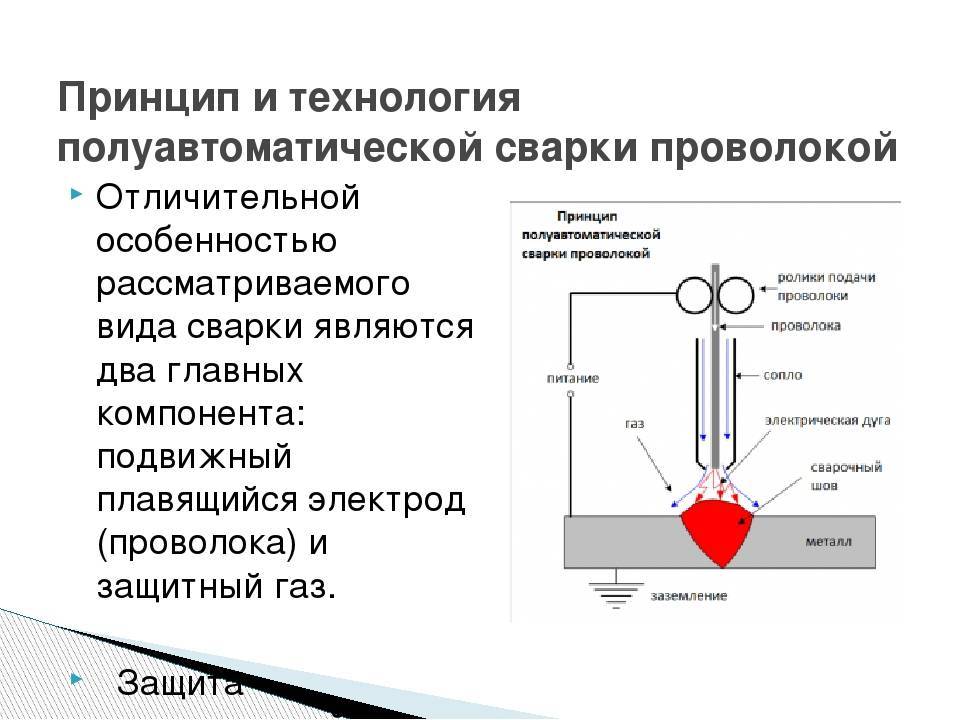 Вместо этого предприятия могут обучать своих рабочих методам механизированной сварки, тем самым повышая скорость и качество своей продукции.
Вместо этого предприятия могут обучать своих рабочих методам механизированной сварки, тем самым повышая скорость и качество своей продукции. Наша команда экспертов готова помочь с обучением, необходимыми инструкциями и советами по механизации.
Наша команда экспертов готова помочь с обучением, необходимыми инструкциями и советами по механизации. С другой стороны, при полуавтоматической сварке оператор управляет загрузкой и выгрузкой материала по окончании машинного цикла.
С другой стороны, при полуавтоматической сварке оператор управляет загрузкой и выгрузкой материала по окончании машинного цикла.
 Однако из-за нехватки квалифицированной рабочей силы эта замена уже не так проста.
Однако из-за нехватки квалифицированной рабочей силы эта замена уже не так проста.
 пришпандорь моторчик печяки к тросу перемени поллярность и мотай.. а вообще он разбирается вытаскивается скобочка и мотается иголочкой, а чтоб не разбирать каждый раз сделай чтоб стекло было сьёмное. и бензин списал спедометр подогналВильгельм
пришпандорь моторчик печяки к тросу перемени поллярность и мотай.. а вообще он разбирается вытаскивается скобочка и мотается иголочкой, а чтоб не разбирать каждый раз сделай чтоб стекло было сьёмное. и бензин списал спедометр подогналВильгельм как сейчас с кредитованием?
как сейчас с кредитованием?
 Кнопку повернуть вправо (стрелка 2) до тех пор, пока часы не покажут время, на одну минуту меньшее, чем контрольные часы.
Кнопку повернуть вправо (стрелка 2) до тех пор, пока часы не покажут время, на одну минуту меньшее, чем контрольные часы.
 Накопленные данные служат для расчета полученных по итогам всех поездок средних величин удельного расхода топлива и скорости движения.
Накопленные данные служат для расчета полученных по итогам всех поездок средних величин удельного расхода топлива и скорости движения.
 При наружной температуре от +4° С до -7° С на дисплее дополнительно к величине наружной температуре показывается пиктограмма в виде снежинки (предупреждение в возможности гололеда). Эта пиктограмма мигает на протяжении приблизительно 5 секунд и затем светится до тех пор пока наружная температура не превысит +4° С или не опустится ниже 7° С. При предупреждении о гололеде указатель переключается с показываемого показателя на показание наружной температуры (предупреждение о возможности гололеда). Предупреждение
При наружной температуре от +4° С до -7° С на дисплее дополнительно к величине наружной температуре показывается пиктограмма в виде снежинки (предупреждение в возможности гололеда). Эта пиктограмма мигает на протяжении приблизительно 5 секунд и затем светится до тех пор пока наружная температура не превысит +4° С или не опустится ниже 7° С. При предупреждении о гололеде указатель переключается с показываемого показателя на показание наружной температуры (предупреждение о возможности гололеда). Предупреждение На неподвижном автомобиле сохраняется последнее показание мгновенного расхода топлива. Если после запуска двигателя выбран показатель мгновенного расхода топлива, то первые 30–40 метров движения будет показываться значение среднего расхода топлива. При помощи показаний мгновенного расхода топлива можно корректировать свой стиль вождения в соответствии с желаемым расходом топлива.
На неподвижном автомобиле сохраняется последнее показание мгновенного расхода топлива. Если после запуска двигателя выбран показатель мгновенного расхода топлива, то первые 30–40 метров движения будет показываться значение среднего расхода топлива. При помощи показаний мгновенного расхода топлива можно корректировать свой стиль вождения в соответствии с желаемым расходом топлива. При накопителе для хранения информации по суммарному пробегу (MFA 2) на дисплее показывается средний удельный расход топлива по всем последним поездкам.
При накопителе для хранения информации по суммарному пробегу (MFA 2) на дисплее показывается средний удельный расход топлива по всем последним поездкам. Максимально возможное по величине показание составляет 99 часов и 59 минут. Когда эта величина превышена, опять начинается отсчет с нуля.
Максимально возможное по величине показание составляет 99 часов и 59 минут. Когда эта величина превышена, опять начинается отсчет с нуля.


 В любом случае необходимо устанавливать только необходимый вид техобслуживания. Иначе время необходимого обслуживания будет указано неверно. Нажатием установочной кнопки можно выбрать отдельный вид обслуживания.
В любом случае необходимо устанавливать только необходимый вид техобслуживания. Иначе время необходимого обслуживания будет указано неверно. Нажатием установочной кнопки можно выбрать отдельный вид обслуживания.
 Сделайте оборот вала, первоначально вытащив гвоздик, стоящий на защелке.
Сделайте оборот вала, первоначально вытащив гвоздик, стоящий на защелке.

 охватывающие модельные годы (МГ) с 2005 по 2008 МГ. В соответствии со специальными процедурами расчета экономии топлива для тех транспортных средств, которые содержатся в AMFA, альтернативным и двухтопливным автомобилям присваивается более высокое значение экономии топлива для целей CAFE, что может привести к тому, что производители получат кредиты. для своих флотов. Окончательное правило ограничивает максимальную сумму кредита, которая может быть применена к автопарку любого производителя, до 0,9.миль на галлон на парк автомобилей в период с 2005 по 2008 модельный год.
охватывающие модельные годы (МГ) с 2005 по 2008 МГ. В соответствии со специальными процедурами расчета экономии топлива для тех транспортных средств, которые содержатся в AMFA, альтернативным и двухтопливным автомобилям присваивается более высокое значение экономии топлива для целей CAFE, что может привести к тому, что производители получат кредиты. для своих флотов. Окончательное правило ограничивает максимальную сумму кредита, которая может быть применена к автопарку любого производителя, до 0,9.миль на галлон на парк автомобилей в период с 2005 по 2008 модельный год. автомобилей и легких грузовиков, а также сократить выбросы CO2 на 8,3 млн метрических тонн за этот период.
автомобилей и легких грузовиков, а также сократить выбросы CO2 на 8,3 млн метрических тонн за этот период. Поскольку двуокись углерода (CO2), выбрасываемая из выхлопных труб новых автомобилей, является естественным побочным продуктом сгорания топлива, повышенные стандарты также будут касаться изменения климата за счет сокращения выбросов CO2 из выхлопных труб. Эти выбросы представляют собой 97 процентов от общего объема выбросов парниковых газов от автомобилей. Внедрение новых стандартов значительно увеличило бы миллиарды баррелей топлива, уже сэкономленных с начала программы CAFE в 1975 году.
Поскольку двуокись углерода (CO2), выбрасываемая из выхлопных труб новых автомобилей, является естественным побочным продуктом сгорания топлива, повышенные стандарты также будут касаться изменения климата за счет сокращения выбросов CO2 из выхлопных труб. Эти выбросы представляют собой 97 процентов от общего объема выбросов парниковых газов от автомобилей. Внедрение новых стандартов значительно увеличило бы миллиарды баррелей топлива, уже сэкономленных с начала программы CAFE в 1975 году. После вступления в силу Закона Антона это агентство увеличило применимость Федерального стандарта безопасности транспортных средств (FMVSS) № 213 «Детские удерживающие системы» с удерживающих устройств, рекомендуемых для детей весом до 50 фунтов, до удерживающих устройств, рекомендуемых для детей весом до 65 фунтов. предлагает дальнейшее расширение до удерживающих устройств, рекомендуемых для детей весом до 80 фунтов. Он также предлагает потребовать, чтобы дополнительные сиденья и другие удерживающие устройства соответствовали критериям эффективности при испытаниях с манекеном для краш-теста, представляющим 10-летнего ребенка. Раздел 4(a) и все остальные положения раздела 3 были рассмотрены в нормотворческих документах, ранее выпущенных НАБДД.
После вступления в силу Закона Антона это агентство увеличило применимость Федерального стандарта безопасности транспортных средств (FMVSS) № 213 «Детские удерживающие системы» с удерживающих устройств, рекомендуемых для детей весом до 50 фунтов, до удерживающих устройств, рекомендуемых для детей весом до 65 фунтов. предлагает дальнейшее расширение до удерживающих устройств, рекомендуемых для детей весом до 80 фунтов. Он также предлагает потребовать, чтобы дополнительные сиденья и другие удерживающие устройства соответствовали критериям эффективности при испытаниях с манекеном для краш-теста, представляющим 10-летнего ребенка. Раздел 4(a) и все остальные положения раздела 3 были рассмотрены в нормотворческих документах, ранее выпущенных НАБДД.
 (программа CARS)
(программа CARS) 
 Также отвечайте на запросы о комментариях.
Также отвечайте на запросы о комментариях. 25 — Требования к содержанию. | Электронный свод федеральных правил (e-CFR) | Закон США
25 — Требования к содержанию. | Электронный свод федеральных правил (e-CFR) | Закон США Для легковых автомобилей, а также для многоцелевых легковых и грузовых автомобилей с номинальной полной массой 4536 кг (10 000 фунтов) или менее первый и второй знаки должны быть буквенными, а третий и четвертый знаки должны быть цифрами. Пятый символ может быть как буквенным, так и числовым. Используемые символы и их размещение в разделе могут быть определены производителем, но указанные атрибуты должны быть расшифрованы с помощью информации, предоставленной производителем в соответствии с § 565.26(c). При подаче в НАБДД требуемой информации, касающейся номинальной полной массы транспортного средства, должны использоваться обозначения в Таблице IX. Использование этих обозначений внутри самого VIN не требуется. Таблицы VIII и IX следуют:
Для легковых автомобилей, а также для многоцелевых легковых и грузовых автомобилей с номинальной полной массой 4536 кг (10 000 фунтов) или менее первый и второй знаки должны быть буквенными, а третий и четвертый знаки должны быть цифрами. Пятый символ может быть как буквенным, так и числовым. Используемые символы и их размещение в разделе могут быть определены производителем, но указанные атрибуты должны быть расшифрованы с помощью информации, предоставленной производителем в соответствии с § 565.26(c). При подаче в НАБДД требуемой информации, касающейся номинальной полной массы транспортного средства, должны использоваться обозначения в Таблице IX. Использование этих обозначений внутри самого VIN не требуется. Таблицы VIII и IX следуют:
 с.0003
с.0003 до 7257 кг. (14 001–16 000 фунтов)
до 7257 кг. (14 001–16 000 фунтов) 25_divhead»>
25_divhead»> 25_divhead»>
25_divhead»>
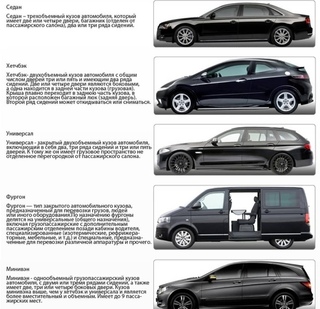 ..
..

 Начнем с того, что при взаимодействии со сталью, возникает электрохимическая коррозия, которая повреждает алюминий.
Начнем с того, что при взаимодействии со сталью, возникает электрохимическая коррозия, которая повреждает алюминий.
 Поможет только полная замена оригинальной детали.
Поможет только полная замена оригинальной детали.
 Плюс – не все мастерские берутся за эту работу. А из тех, кто готовы — качественно сделать могут только единицы. Доверяйте только проверенным СТО, обратите внимание на чистоту в цеху и будьте аккуратны на дорогах!
Плюс – не все мастерские берутся за эту работу. А из тех, кто готовы — качественно сделать могут только единицы. Доверяйте только проверенным СТО, обратите внимание на чистоту в цеху и будьте аккуратны на дорогах!
 Не все мастерские оказываются готовыми к такому ремонту и вынуждены отказывать клиентам. Хуже – если машина принимается в ремонт, но вынужденно подвергается ремонту в условиях и с оборудованием совсем не подходящих для такого типа материала.
Не все мастерские оказываются готовыми к такому ремонту и вынуждены отказывать клиентам. Хуже – если машина принимается в ремонт, но вынужденно подвергается ремонту в условиях и с оборудованием совсем не подходящих для такого типа материала.

 Оптимальным оснащением для сварки Al является горелки типа Spool Gun, где катушка с Al проволокой расположена на горелке, что существенно облегчает работу и повышает производительность.
Оптимальным оснащением для сварки Al является горелки типа Spool Gun, где катушка с Al проволокой расположена на горелке, что существенно облегчает работу и повышает производительность. Следует исключить удаление пыли обдувом, а сбор ее осуществлять всасыванием в «пылесосы», имеющие сертификат взрывозащищенного оборудования ATEX
Следует исключить удаление пыли обдувом, а сбор ее осуществлять всасыванием в «пылесосы», имеющие сертификат взрывозащищенного оборудования ATEX
 Если они сойдутся в процессе ремонта, коррозионное повреждение алюминиевых компонентов автомобиля может стать необратимым. Вот почему необходим отдельный корпус для ремонта алюминия.
Если они сойдутся в процессе ремонта, коррозионное повреждение алюминиевых компонентов автомобиля может стать необратимым. Вот почему необходим отдельный корпус для ремонта алюминия. Также следует носить соответствующие средства индивидуальной защиты (СИЗ), как правило, полный комбинезон и дыхательный аппарат.
Также следует носить соответствующие средства индивидуальной защиты (СИЗ), как правило, полный комбинезон и дыхательный аппарат.
 OEM-производители, такие как Ford, требуют обозначения I-CAR Gold Class. Непрерывное образование также является компонентом обучения CCRF, а также повторной сертификации в области сварки, клепки и ремонта конструкций.
OEM-производители, такие как Ford, требуют обозначения I-CAR Gold Class. Непрерывное образование также является компонентом обучения CCRF, а также повторной сертификации в области сварки, клепки и ремонта конструкций. Это одна из причин, по которой общенациональные ставки оплаты труда при ремонте алюминия в два-четыре раза выше, чем при ремонте стали.
Это одна из причин, по которой общенациональные ставки оплаты труда при ремонте алюминия в два-четыре раза выше, чем при ремонте стали.
 Меньший вес снижает нагрузку на двигатель и увеличивает расход топлива.
Меньший вес снижает нагрузку на двигатель и увеличивает расход топлива. К счастью, производители могут полагаться на заклепки и клей, а не на сварку для соединения алюминиевых компонентов.
К счастью, производители могут полагаться на заклепки и клей, а не на сварку для соединения алюминиевых компонентов.
 Это приведет к серьезным сложностям при ее переоформлении.
Это приведет к серьезным сложностям при ее переоформлении.

 Иных знаков в отделении просто не было, поэтому клиенту выдавались местные. Сегодня дело обстоит иначе. Разберем далее, можно ли сохранить номера при таких условиях.
Иных знаков в отделении просто не было, поэтому клиенту выдавались местные. Сегодня дело обстоит иначе. Разберем далее, можно ли сохранить номера при таких условиях. В этой ситуации он может сохранить за собой индивидуальные регистрационные знаки после постановки на учет, но, чтобы в дальнейшем получить их и использовать на своем новом авто, придется делать столичную прописку. Иначе потребуется заменить красивый трехзначный вариант на табличку с кодом 67.
В этой ситуации он может сохранить за собой индивидуальные регистрационные знаки после постановки на учет, но, чтобы в дальнейшем получить их и использовать на своем новом авто, придется делать столичную прописку. Иначе потребуется заменить красивый трехзначный вариант на табличку с кодом 67.
 Есть два простых варианта: привезти табличку, снятую с транспортного средства, в сумке, или же сделать номера уже на новом месте у выбранного изготовителя. После хозяин поставит их на учет.
Есть два простых варианта: привезти табличку, снятую с транспортного средства, в сумке, или же сделать номера уже на новом месте у выбранного изготовителя. После хозяин поставит их на учет.
 Например, житель Самары купил нужную машину в автосалоне Санкт-Петербурга. В этом случае государственный номер будет выдан с кодом Самары, поскольку на новый транспорт выдается код в соответствии с регионом прописки его собственника.
Например, житель Самары купил нужную машину в автосалоне Санкт-Петербурга. В этом случае государственный номер будет выдан с кодом Самары, поскольку на новый транспорт выдается код в соответствии с регионом прописки его собственника. И выдает его подразделение ГИБДД по месту его прописки.
И выдает его подразделение ГИБДД по месту его прописки.
 Ее экспертные советы по страхованию были опубликованы на таких сайтах, как PhotoEnforced, All…
Ее экспертные советы по страхованию были опубликованы на таких сайтах, как PhotoEnforced, All… Мы не связаны ни с одним поставщиком автострахования и не можем гарантировать котировки от какого-либо одного поставщика. Наши партнерские отношения не влияют на наш контент. Наши мнения являются нашими собственными. Чтобы сравнить предложения от разных компаний, введите свой почтовый индекс на этой странице, чтобы использовать бесплатный инструмент для расчета котировок. Чем больше предложений вы сравните, тем больше шансов сэкономить.
Мы не связаны ни с одним поставщиком автострахования и не можем гарантировать котировки от какого-либо одного поставщика. Наши партнерские отношения не влияют на наш контент. Наши мнения являются нашими собственными. Чтобы сравнить предложения от разных компаний, введите свой почтовый индекс на этой странице, чтобы использовать бесплатный инструмент для расчета котировок. Чем больше предложений вы сравните, тем больше шансов сэкономить. Сравнение покупок должно быть легким. Мы не связаны ни с одним поставщиком автострахования и не можем гарантировать котировки от какого-либо одного поставщика. Наши партнерские отношения не влияют на наш контент. Наши мнения являются нашими собственными. Чтобы сравнить предложения от разных компаний, введите свой почтовый индекс на этой странице, чтобы использовать бесплатный инструмент для расчета котировок. Чем больше предложений вы сравните, тем больше шансов сэкономить.
Сравнение покупок должно быть легким. Мы не связаны ни с одним поставщиком автострахования и не можем гарантировать котировки от какого-либо одного поставщика. Наши партнерские отношения не влияют на наш контент. Наши мнения являются нашими собственными. Чтобы сравнить предложения от разных компаний, введите свой почтовый индекс на этой странице, чтобы использовать бесплатный инструмент для расчета котировок. Чем больше предложений вы сравните, тем больше шансов сэкономить. С другой стороны, место, где вы живете, влияет на ваши страховые ставки, поэтому вы можете подумать о сокращении своих расходов, зарегистрировав свой автомобиль в более доступном месте.
С другой стороны, место, где вы живете, влияет на ваши страховые ставки, поэтому вы можете подумать о сокращении своих расходов, зарегистрировав свой автомобиль в более доступном месте. Разные адреса во всех этих документах могут привести к дополнительным расследованиям ваших документов, поскольку офицер может интерпретировать их как возможные красные флажки.
Разные адреса во всех этих документах могут привести к дополнительным расследованиям ваших документов, поскольку офицер может интерпретировать их как возможные красные флажки.



 Конкретные правила различаются в зависимости от юрисдикции, поэтому крайне важно проверить требования соответствующих местных властей. В некоторых случаях вам может потребоваться предоставить подтверждение места жительства, например счет за коммунальные услуги или договор аренды, по новому адресу, по которому вы хотите зарегистрировать свой автомобиль.
Конкретные правила различаются в зависимости от юрисдикции, поэтому крайне важно проверить требования соответствующих местных властей. В некоторых случаях вам может потребоваться предоставить подтверждение места жительства, например счет за коммунальные услуги или договор аренды, по новому адресу, по которому вы хотите зарегистрировать свой автомобиль. Страховые компании учитывают различные факторы при определении покрытия, в том числе местонахождение автомобиля. Если вы зарегистрируете свой автомобиль по адресу с другими характеристиками риска (например, более высокий уровень преступности или другие условия вождения), это может повлиять на ваше покрытие. Крайне важно уведомлять свою страховую компанию о любых изменениях адреса, чтобы убедиться, что у вас есть соответствующее покрытие для вашего автомобиля.
Страховые компании учитывают различные факторы при определении покрытия, в том числе местонахождение автомобиля. Если вы зарегистрируете свой автомобиль по адресу с другими характеристиками риска (например, более высокий уровень преступности или другие условия вождения), это может повлиять на ваше покрытие. Крайне важно уведомлять свою страховую компанию о любых изменениях адреса, чтобы убедиться, что у вас есть соответствующее покрытие для вашего автомобиля.
 Он также упоминается на таких сайтах, как Reviews.com и Safeco.
Чтобы обеспечить точность нашего контента…
Он также упоминается на таких сайтах, как Reviews.com и Safeco.
Чтобы обеспечить точность нашего контента…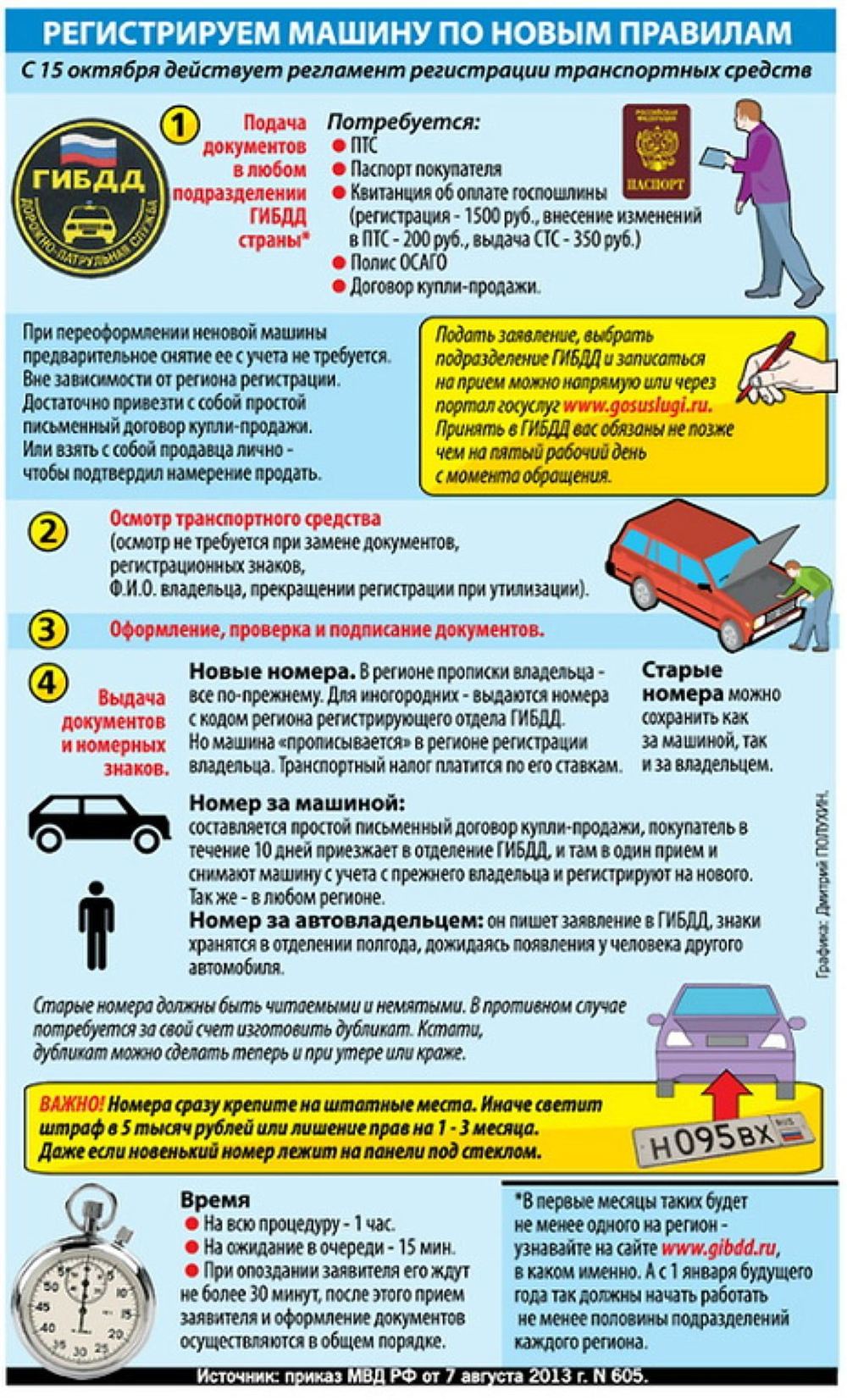
 В регистрационной карточке должен быть указан тот же адрес, который указан в первоначальном заявлении об аренде, акте или ипотеке, а также в счете за коммунальные услуги.
В регистрационной карточке должен быть указан тот же адрес, который указан в первоначальном заявлении об аренде, акте или ипотеке, а также в счете за коммунальные услуги. Исключение распространяется только на правоприменение ROSA. Все остальные правила парковки остаются в силе, например, парковка в жилом доме. Вы получите квитанцию для ваших записей с указанием даты истечения срока действия освобождения (365 дней).
Исключение распространяется только на правоприменение ROSA. Все остальные правила парковки остаются в силе, например, парковка в жилом доме. Вы получите квитанцию для ваших записей с указанием даты истечения срока действия освобождения (365 дней).

 В итоге получатся необычные кресла со спортивным дизайном.
В итоге получатся необычные кресла со спортивным дизайном.

 В салоне будет приятно пахнуть. Полировка кузова убирает мелкие царапины и возвращает лаку блеск.
В салоне будет приятно пахнуть. Полировка кузова убирает мелкие царапины и возвращает лаку блеск. Работа по установке и подключению стоит от 5000 Р
Работа по установке и подключению стоит от 5000 Р В цвете одной из новых моделей машина будет выглядеть намного свежее. Если заводская краска хорошо сохранилась, пленка поможет ее сберечь. Новый цвет необходимо будет зарегистрировать в ГИБДД и вписать в документы.
В цвете одной из новых моделей машина будет выглядеть намного свежее. Если заводская краска хорошо сохранилась, пленка поможет ее сберечь. Новый цвет необходимо будет зарегистрировать в ГИБДД и вписать в документы. Ссылок на услуги вроде химчистки салона или полной перекраски нет, потому что они сильно зависят от состояния каждой отдельно взятой машины. К тому же тем немногим специалистам, кто красит машины по-настоящему хорошо, вряд ли нужен сайт: запись и так на полгода вперед. За дисками и сиденьями придется поохотиться на сайтах с объявлениями
Ссылок на услуги вроде химчистки салона или полной перекраски нет, потому что они сильно зависят от состояния каждой отдельно взятой машины. К тому же тем немногим специалистам, кто красит машины по-настоящему хорошо, вряд ли нужен сайт: запись и так на полгода вперед. За дисками и сиденьями придется поохотиться на сайтах с объявлениями С помощью этих 11 советов и рекомендаций вы сможете дольше использовать свой автомобиль в дороге.
С помощью этих 11 советов и рекомендаций вы сможете дольше использовать свой автомобиль в дороге.
 в руководстве по эксплуатации вашего автомобиля)
в руководстве по эксплуатации вашего автомобиля) Помните о влажности
Помните о влажности Могут привлекать грызунов и насекомых.
Могут привлекать грызунов и насекомых.
 Уход за автомобилем поможет сохранить его в целости и увеличить срок службы. Бюджетирование затрат на техническое обслуживание может помочь вам сохранить свой автомобиль дольше и, следовательно, сэкономить больше с течением времени.
Уход за автомобилем поможет сохранить его в целости и увеличить срок службы. Бюджетирование затрат на техническое обслуживание может помочь вам сохранить свой автомобиль дольше и, следовательно, сэкономить больше с течением времени.
 Что они действительно могут использовать, так это автомобиль.
Что они действительно могут использовать, так это автомобиль.


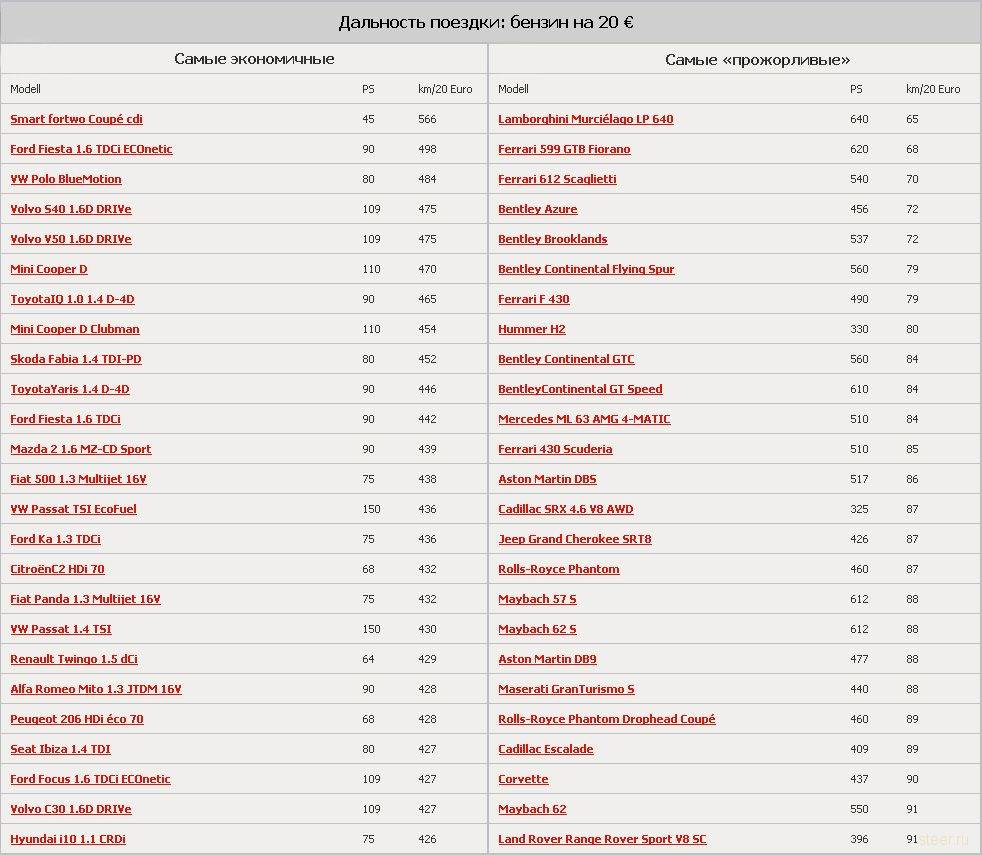
 У этого кроссовера сразу три двигателя: первый — бензиновый мощностью 133 лошадиные силы и объемом 2,4 литров, а второй и третий являются электродвигателями, установленными на каждую ось. Один электродвигатель выдает 116 лошадиных сил, другой — 136. Все это вкупе позволило снизить расход топлива до 6,2 литров в смешанном режиме.
У этого кроссовера сразу три двигателя: первый — бензиновый мощностью 133 лошадиные силы и объемом 2,4 литров, а второй и третий являются электродвигателями, установленными на каждую ось. Один электродвигатель выдает 116 лошадиных сил, другой — 136. Все это вкупе позволило снизить расход топлива до 6,2 литров в смешанном режиме. И если раньше обычная модель Lexus с подобной мощностью потребляла бы не меньше 10 литров на 100 километров, то эта потребляет невероятные 0,9-1,1 литра на 100 километров благодаря продуманной системе переключения между бензином и электричеством.
И если раньше обычная модель Lexus с подобной мощностью потребляла бы не меньше 10 литров на 100 километров, то эта потребляет невероятные 0,9-1,1 литра на 100 километров благодаря продуманной системе переключения между бензином и электричеством. Чтобы было понятнее, какой большой шаг сделали инженеры в сторону экономичности, прошлые версии Ford Escape с той же мощностью, но сугубо бензиновым двигателем потребляли не менее 9,8 литров на трассе и около 13 в городе.
Чтобы было понятнее, какой большой шаг сделали инженеры в сторону экономичности, прошлые версии Ford Escape с той же мощностью, но сугубо бензиновым двигателем потребляли не менее 9,8 литров на трассе и около 13 в городе. п.
п.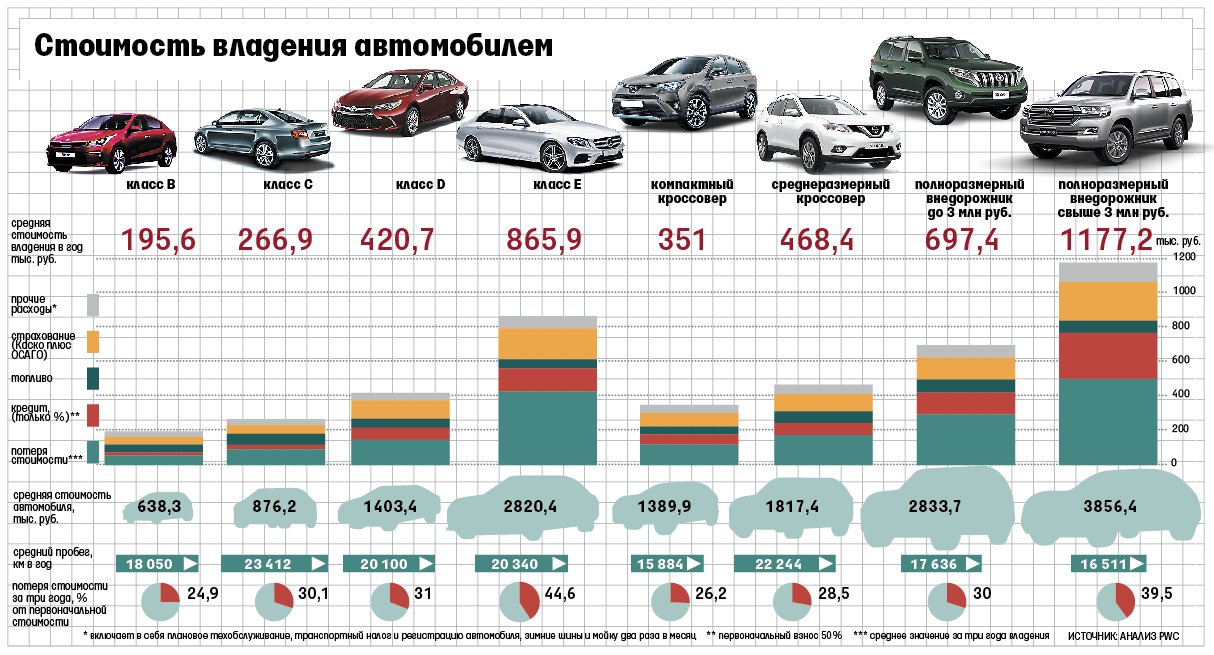 п.
п.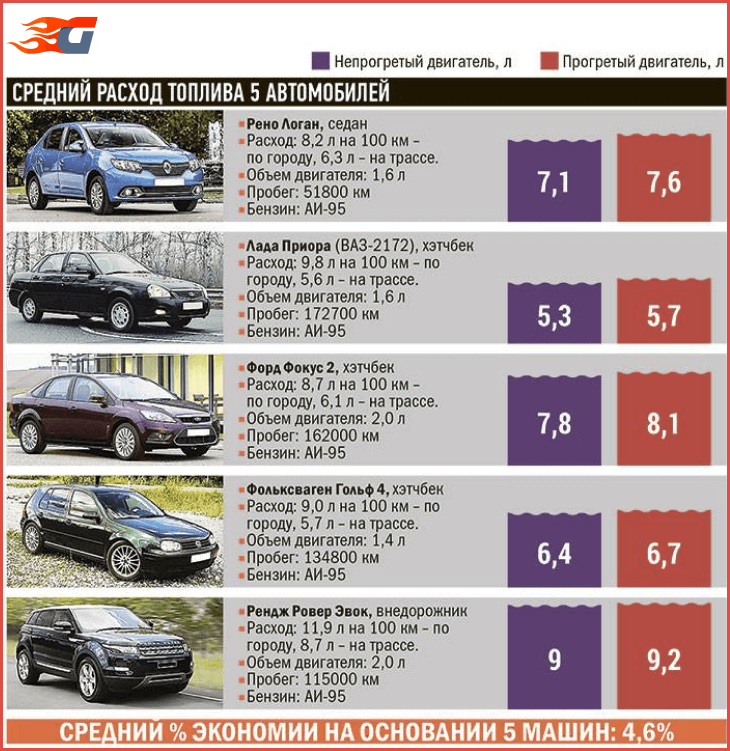
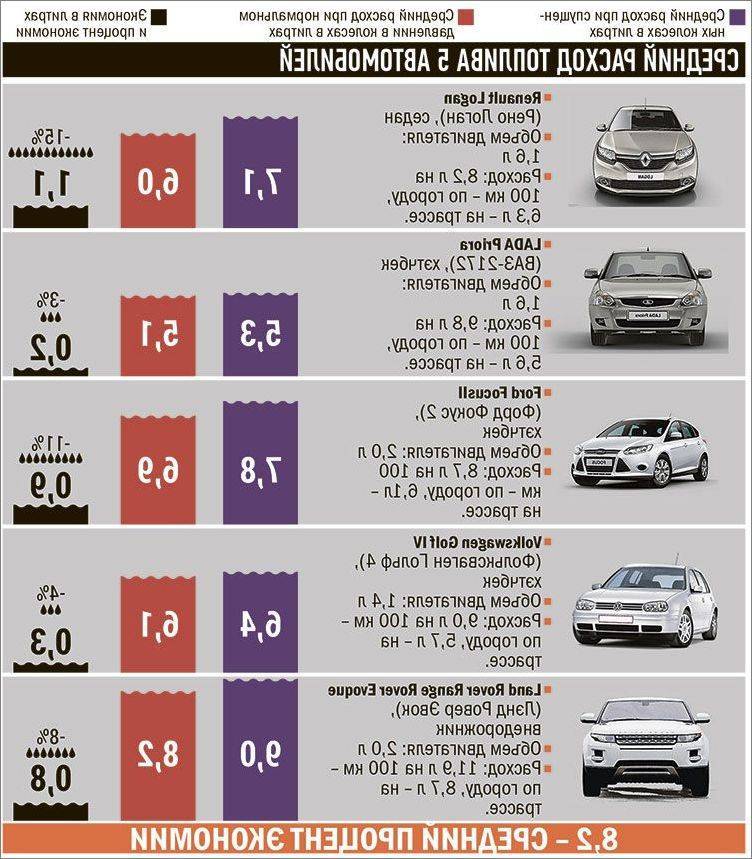 Правда, если посмотреть на его экстерьер, его формы не особо далеки от того, что большинство людей, привыкло считать классическим внедорожником.
Правда, если посмотреть на его экстерьер, его формы не особо далеки от того, что большинство людей, привыкло считать классическим внедорожником. 5 Hybrid
5 Hybrid 

 Хотя он во многом похож на подержанный Nissan Qashqai, он превосходит эту модель по эффективности. 1,5-литровый дизельный двигатель — хороший вариант, потому что он плавно выдает мощность и имеет достаточную тягу уже на низких оборотах. Другие плюсы этого семейного внедорожника включают большой багажник и множество стандартного оборудования даже в самой низкой комплектации. Цены на подержанные начинаются примерно от 9 фунтов стерлингов.000.
Хотя он во многом похож на подержанный Nissan Qashqai, он превосходит эту модель по эффективности. 1,5-литровый дизельный двигатель — хороший вариант, потому что он плавно выдает мощность и имеет достаточную тягу уже на низких оборотах. Другие плюсы этого семейного внедорожника включают большой багажник и множество стандартного оборудования даже в самой низкой комплектации. Цены на подержанные начинаются примерно от 9 фунтов стерлингов.000.
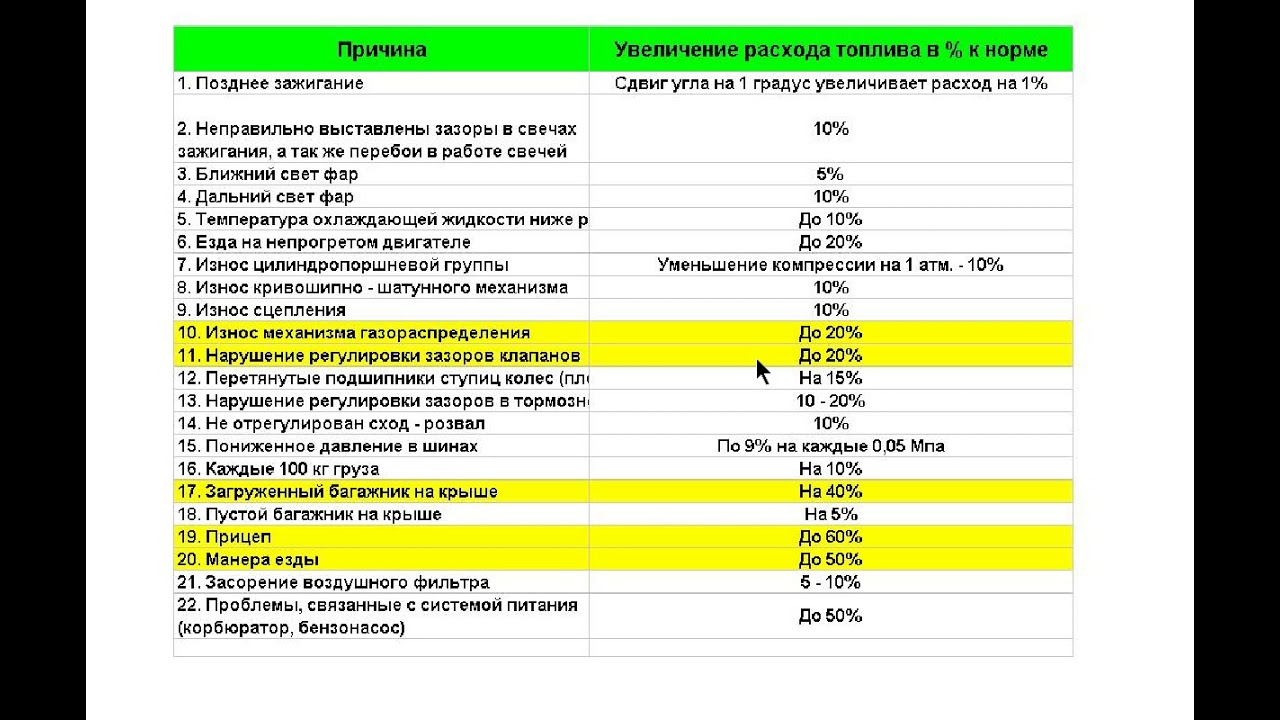 В нашем тесте 94-сильный Taigo расходует 45,8 миль на галлон по автомагистрали и более 62 миль на галлон на более быстрых проселочных дорогах.
В нашем тесте 94-сильный Taigo расходует 45,8 миль на галлон по автомагистрали и более 62 миль на галлон на более быстрых проселочных дорогах.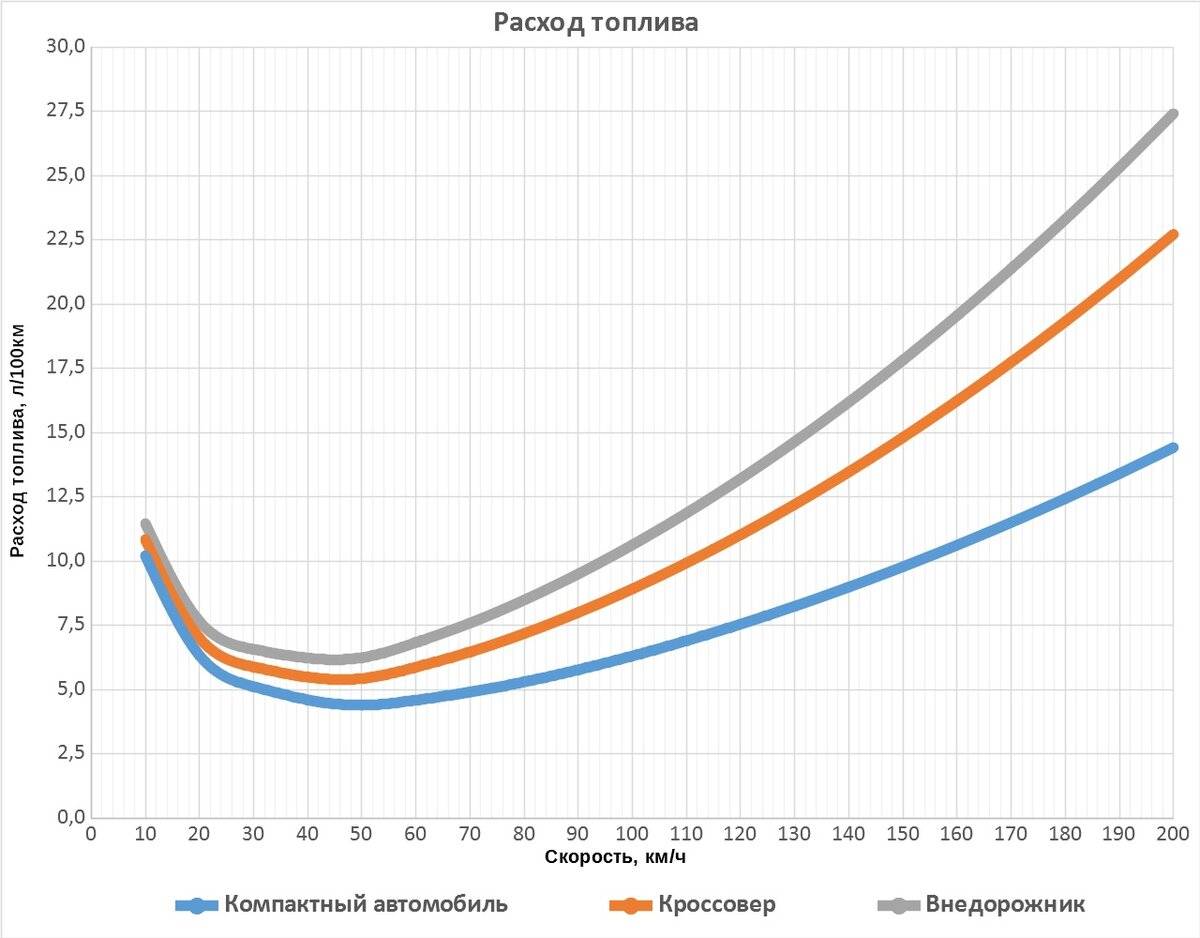 Mazda CX-5 2.2d 150 (2012-2017)
Mazda CX-5 2.2d 150 (2012-2017) 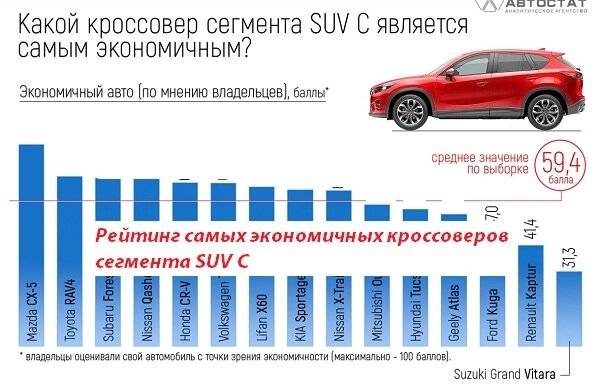 Он просторный и экономичный, но у конкурентов более приятный интерьер и информационно-развлекательная система на входе. 1,6-литровый бензиновый двигатель отзывчивый и довольно экономичный, но больше не доступен из новых, так как был заменен 1,4-литровым мягким гибридным агрегатом.
Он просторный и экономичный, но у конкурентов более приятный интерьер и информационно-развлекательная система на входе. 1,6-литровый бензиновый двигатель отзывчивый и довольно экономичный, но больше не доступен из новых, так как был заменен 1,4-литровым мягким гибридным агрегатом. 


 Выбраны различные размерные классы, а также несколько роскошных предложений. Если автомобилю со стандартным полным приводом удалось одержать победу в своей категории, это будет отмечено. Все заявленные показатели экономии топлива являются «комбинированными» оценками, данными NRCan для модели 2023 года. Наш выбор включает гибриды, но не подключаемые гибриды или чисто электрические, поскольку их способность работать без топлива вообще искажает их результаты по сравнению с газсерами. Возможно, позже у нас будет их список.
Выбраны различные размерные классы, а также несколько роскошных предложений. Если автомобилю со стандартным полным приводом удалось одержать победу в своей категории, это будет отмечено. Все заявленные показатели экономии топлива являются «комбинированными» оценками, данными NRCan для модели 2023 года. Наш выбор включает гибриды, но не подключаемые гибриды или чисто электрические, поскольку их способность работать без топлива вообще искажает их результаты по сравнению с газсерами. Возможно, позже у нас будет их список.

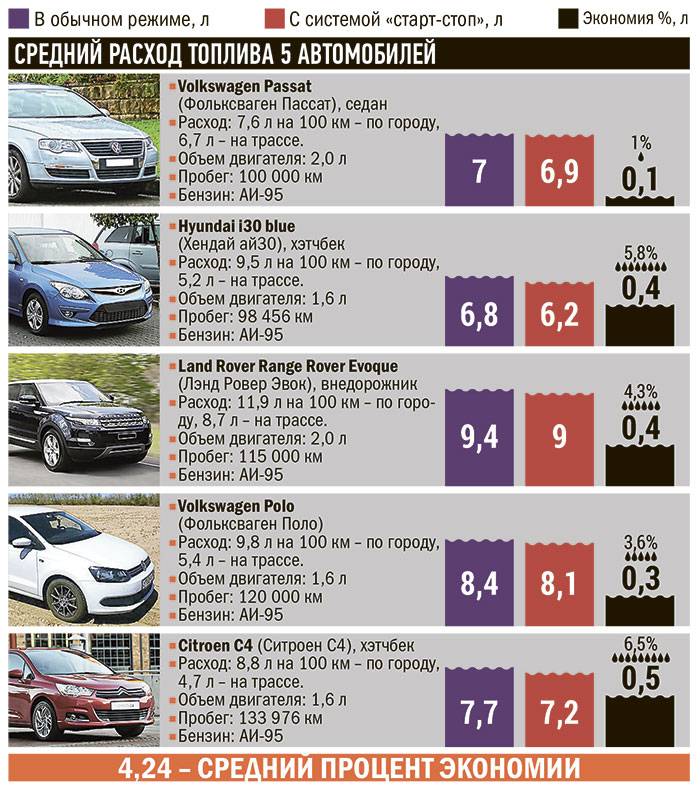 Под рукой шестиступенчатая коробка передач с двойным сцеплением.
Под рукой шестиступенчатая коробка передач с двойным сцеплением.
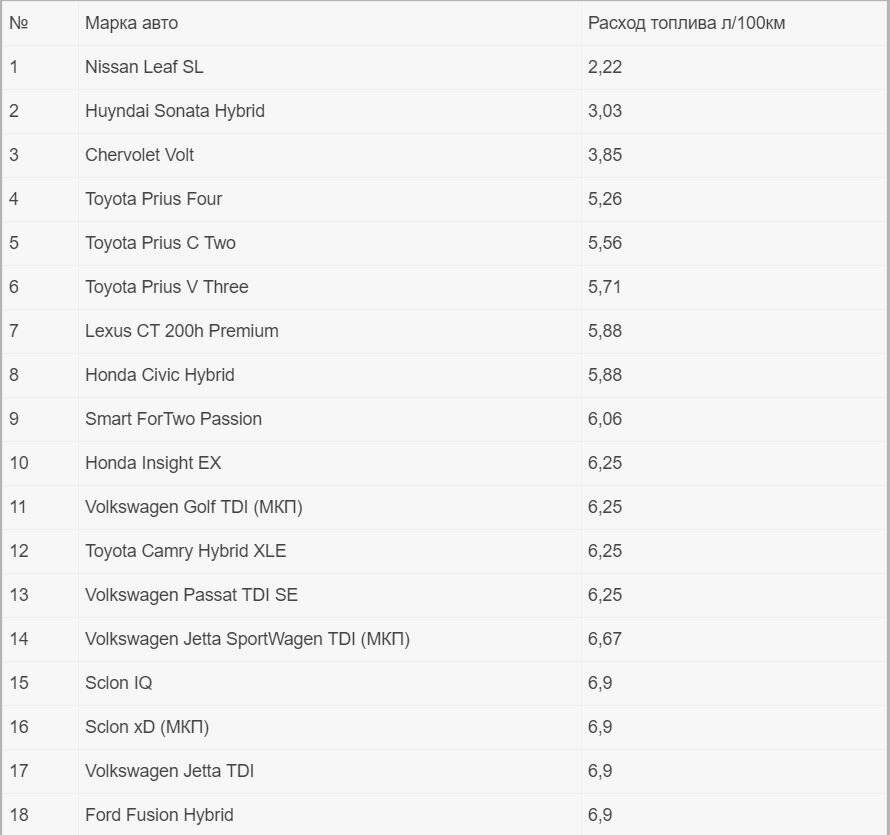 Между тем, Toyota также использует 2,5-литровый четырехцилиндровый двигатель, но использует мощные мотор-генераторы, чтобы увеличить мощность до 219 пони. Обе марки устанавливают на свои машины бесступенчатую трансмиссию.
Между тем, Toyota также использует 2,5-литровый четырехцилиндровый двигатель, но использует мощные мотор-генераторы, чтобы увеличить мощность до 219 пони. Обе марки устанавливают на свои машины бесступенчатую трансмиссию. Оба просто не попали в наш список, демонстрируя эффективность 6,2 и 6,4 (л / 100 км) соответственно в комбинированном цикле движения. Kia оценивает своего участника в $ 36,49.5, в то время как для того, чтобы попасть в Honda, потребуется 48 890 долларов, поскольку он предлагает гибридную мощность только в топовых комплектациях Touring.
Оба просто не попали в наш список, демонстрируя эффективность 6,2 и 6,4 (л / 100 км) соответственно в комбинированном цикле движения. Kia оценивает своего участника в $ 36,49.5, в то время как для того, чтобы попасть в Honda, потребуется 48 890 долларов, поскольку он предлагает гибридную мощность только в топовых комплектациях Touring.
 между этой парой двухрядных кроссоверов. Hyundai хорошо зарекомендовал себя со своей гибридной трансмиссией, уступая Toyota, но по-прежнему возвращая приличные 7,4 л/100 км в комбинированных условиях.
между этой парой двухрядных кроссоверов. Hyundai хорошо зарекомендовал себя со своей гибридной трансмиссией, уступая Toyota, но по-прежнему возвращая приличные 7,4 л/100 км в комбинированных условиях. Эта комбинация обеспечивает общую мощность системы в 243 л.с. и напрямую отвечает за звездный рейтинг эффективности использования топлива. Кстати, этот автомобиль может буксировать 1588 кг (3500 фунтов) при правильном оснащении.
Эта комбинация обеспечивает общую мощность системы в 243 л.с. и напрямую отвечает за звездный рейтинг эффективности использования топлива. Кстати, этот автомобиль может буксировать 1588 кг (3500 фунтов) при правильном оснащении.
 В общей сложности силовой агрегат выдает 239 лошадиных сил на максимальной мощности, хотя стоит отметить, что Lexus рекомендует для этого автомобиля топливо премиум-класса. Хорошие новости — копии NX Hybrid производятся прямо здесь, в Канаде.
В общей сложности силовой агрегат выдает 239 лошадиных сил на максимальной мощности, хотя стоит отметить, что Lexus рекомендует для этого автомобиля топливо премиум-класса. Хорошие новости — копии NX Hybrid производятся прямо здесь, в Канаде. Внутри покупатели найдут современный дизайн в стиле кокпита с полностью цифровым изогнутым дисплеем, на котором представлены новейшие информационно-развлекательные и вспомогательные средства BMW.
Внутри покупатели найдут современный дизайн в стиле кокпита с полностью цифровым изогнутым дисплеем, на котором представлены новейшие информационно-развлекательные и вспомогательные средства BMW.
