
Полуавтоматическая сварка: как пользоваться полуавтоматом, технология
Содержание:
- Что такое полуавтоматическая сварка
- Устройство полуавтомата
- Как работает полуавтомат
- Технология сваривания в среде защитного газа
- Особенности сваривания алюминия
- Сварка без инертного газа
- Особенности механизма подачи проволоки
- Основные дефекты шва
- Интересное видео
Производство качественных металлических конструкций всегда сопряжено применением сварочных технологий. Они создают разнообразные сооружения, приборы, важное оборудование и другие элементы с особым значением. Но вот сварка полуавтоматом считается одним из популярных методов сваривания, который применяется в разных областях промышленности.
Его используют для сваривания изделий из черных и цветных металлов с разной толщиной. А применение специальных технологий позволяет улучшить качество и прочность сварного шва. Но все же чтобы проведение процесса было правильным стоит рассмотреть основные особенности и нюансы этого метода сваривания.
Что такое полуавтоматическая сварка
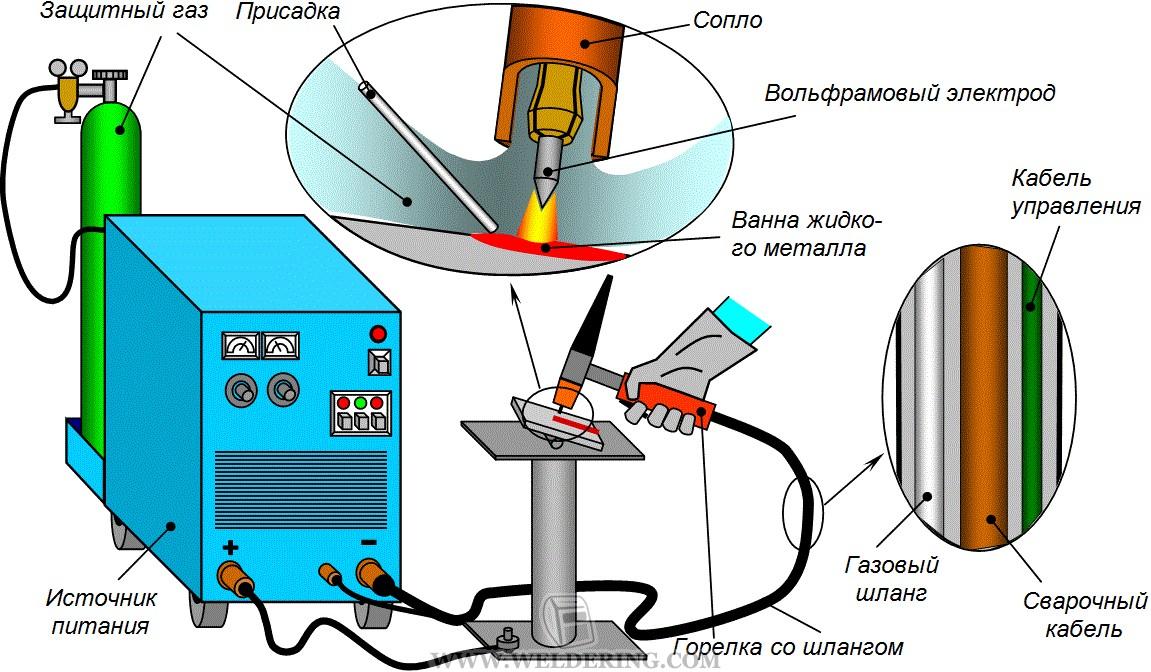
Полуавтоматическая сварка относится к подвиду дугового сварочного процесса, во время которого присадка подается в сварочную зону механизированным способом. А вот перемещение горелки производится вручную оператором, при этом применяется защита сварочной ванны газовой смесью.
В соответствии с газом технология сварки полуавтоматом разделяется на основные виды, которые часто используется в производстве: MIG (Metal Inert Gas) — инертный газ и MAG (Metal Active Gas) — активный газ. В редких случаях применяется сваривание с использованием флюсовой проволоки без защитного газа.
Устройство полуавтомата
Полуавтоматическая дуговая сварка осуществляет качественное сваривание изделий из черного и цветного металла. Она подходит даже для ржавого и оцинкованного металла. А вот при сваривании компонентов из сложно свариваемых материалов рекомендуется использовать медную и алюминиевую проволоку. Применение данных элементов обеспечивает образование прочного и крепкого шва.
Она подходит даже для ржавого и оцинкованного металла. А вот при сваривании компонентов из сложно свариваемых материалов рекомендуется использовать медную и алюминиевую проволоку. Применение данных элементов обеспечивает образование прочного и крепкого шва.
Для сварки требуется полуавтоматическое сварное оборудование. И перед тем как приступать к процессу стоит рассмотреть важные особенности устройства аппарата.
Чтобы понять, какой нужен сварочный полуавтомат, необходимо изучить его устройство. Конструкция прибора включает следующие компоненты:
- основной блок. Это важный элемент устройства оборудования, он отвечает за подачу питания к электродной проволоке;
- сварочный рукав или шланг;
- горелку, внутри которой имеется проволока;
- наконечник токопроводящего вида;
- систему для подачи защитного газа.
Для проведения работ используется механический агрегат, в устройстве которого предусмотрена катушка с проволокой, именно она выполняет функции плавящегося электрода. Дополнительно предусмотрен механизм, который осуществляет автоматическую подачу катушки. Силу тока и скоростные показатели для подачи электрода сварщик подбирает на оборудовании самостоятельно, данные параметры зависят от вида сплавляемого металла, от скорости передвижения горелки.
Дополнительно предусмотрен механизм, который осуществляет автоматическую подачу катушки. Силу тока и скоростные показатели для подачи электрода сварщик подбирает на оборудовании самостоятельно, данные параметры зависят от вида сплавляемого металла, от скорости передвижения горелки.
Имеется много видов аппаратов, которые используются для сварочного процесса. Для их упорядочивания применяются различные классификации. В зависимости от способа защиты материала при сварочных работах выделяют следующие типы:
- сварка металла полуавтоматом под слоем флюсов. Флюс является порошкообразным составом, который присутствует в сердцевине рабочей проволоки. По химическим качествам он похода на обмазывающий состав для электрода;
- сварка на полуавтомате с использованием инертных и активных газовых смесей.
В зависимости от способа подачи электродной проволоки сварочное оборудование разделяют на:
- Стационарное. Приборы зафиксированы на подставке или специальной консоли.
- Переносное. Оборудование имеет вид переносимой тумбы.
- Передвижное. Это специальная тележка, которая предназначена для перемещения в пределах помещения.
Как работает полуавтомат
Чтобы понять, как работает полуавтоматическая сварка стоит рассмотреть принцип работы оборудования. Во время обработки на область свариваемого участка непрерывно подается электродная проволока. По этой причине сварщик не должен постоянно устанавливать новые электроды.
Во время сварки производится нагревание и деформирование свариваемых изделий. Между металлическим элементом и электродом, который находится под напряжением, в газовой смеси образуется электрический разряд. Качественные характеристики соединения повышаются благодаря применению инертного газа, именно он предотвращает появление окислов.
Стоит отметить! Технология полуавтоматической сварки получила это название, потому что подача проволоки производится автоматически, а контроль подачи и сварочный процесс производится сварщиком вручную.
Среди основных особенностей работы полуавтомата можно выделить:
- У полуавтоматического оборудования предусмотрено два полюса — с положительным и отрицательным зарядом. Полярность подключения подбирается в соответствии с металлом, который сваривается. Один зажим прикрепляется к свариваемому изделию, другой подается к скользящему контакту горелки.
- Параметры силы тока выбирается согласно характеристикам материала, который применяется для сваривания.
- Для подбора оптимальных показателей силы тока сварщики применяют специальные таблицы, следуют рекомендациям изготовителя сварочного оборудования.
- Скоростные показатели подачи задаются с помощью коробки передач или шестерни.
- Газовое полуавтоматическое оборудование предназначено для работы с инертным или углекислым газом. Для проведения сварочных работ подается сварочная проволока для полуавтоматического прибора, которая имеет в составе магний и кремний. Постепенно происходит ее расплавление и последующая подача на свариваемую область.

- Вместе с проволокой подается газ, который обеспечивает защиту металлическому изделию и электроду от отрицательного влияния кислорода.
- При применении аппаратуры для флюсовой проволоки газ не требуется. При проведении сварки полуавтоматом без газа происходит сгорание флюса и образование газа, именно он нейтрализует отрицательное воздействие воздуха.
Технология сваривания в среде защитного газа
Существуют разные способы сварки полуавтоматом, но метод с использованием газа считается самым востребованным. Для работ могут использоваться разные газовые смеси, но чаще применяют аргон, углекислоту, гелий. Углекислота и гелий обладают небольшим расходом, они считаются недорогими. По этой причине данные газовые смеси применяются достаточно часто.
Важно! Главное предназначение газа состоит в защите свариваемого участка от окисления, которое может происходить при взаимодействии с кислородом. Именно это отражается на прочности и качестве шва.
При применении углекислоты области, которые будут свариваться, предварительно зачищаются от ржавчины, загрязнений, краски. Для этого используется щетка по металлу и наждачная бумага.
Выделяют следующие виды полуавтоматической сварки, во время которых применяются газовые смеси:
- без отрыва от тела металл. Сваривание шва происходит непрерывно, слой наносится от начала до намеченного конца;
- точечное сваривание. Соединение изделий производится при помощи сварочных точек, через заданные промежутки, по всей длине свариваемой области;
- сварка с использованием короткого замыкания. Данный тип сваривания обычно производится в автоматическом режиме, его используют для соединения тонких металлических листов. Во время него используются электрические импульсы, которые генерируют оборудование. Замыкание расплавляет металл и соединяет изделия друг с другом.
Полуавтоматическое сваривание с применением углекислого газа часто осуществляется в режиме переменного тока. Перед тем как начинать процесс требуется настроить полуавтомат для последующего сваривания изделий. Регулирование параметров осуществляется в соответствии с типом металла.
Перед тем как начинать процесс требуется настроить полуавтомат для последующего сваривания изделий. Регулирование параметров осуществляется в соответствии с типом металла.
После подготовки и настройки аппарата можно приступать к работам. Как варить сваркой полуавтомат:
- Для начала откручивается вентиль подачи газа, а уже потом поджигается дуга.
- Проволокой нужно коснуться металлического изделия и запустить процесс. Проволока будет подаваться автоматически при каждом нажатии на кнопку «Пуск».
- При проведении сварочного процесса проволока удерживается в перпендикулярном отношении к заготовке, но при этом не нужно перекрывать обзор к заливаемой ванночке-соединения.
- Между изделиями, которые свариваются, требуется выдерживать нужный зазор.
- Если показатель толщины изделия составляет не больше 1 см, то зазор должен быть не больше 1 мм. Если же обрабатываемые изделия толще 1 см, то зазор берется 10 % от их толщины.
- Удобно сваривать изделия в положении лежа или на железной подкладке, которая размещается снизу вплотную к основному металлу.

Особенности сваривания алюминия
Обязательно нужно знать, как нужно правильно сваривать этот металл полуавтоматом. Стоит учитывать, что алюминий обладает характерными особенностями, поэтому при проведении его сваривания стоит соблюдать некоторые нюансы. На поверхности этого металла имеется тонкий слой из амальгамы. Ее температура расплавления составляет больше 2 тысяч градусов Цельсия, а вот основное тело расплавляется уже при температуре 6500 °С. По этой причине во время сварки применяется инертный газ — аргон.
При работе с алюминием обязательно должна применяться специальная подложка — она предотвратит растекание металла. При сварке используется сварочный ток для полуавтомата, который имеет обратную полярность. На изделие прикрепляется катода, а вот горелка выполняет функции анода. Этот прием улучшает качество плавления, способствует быстрому разрушению амальгамы.
Сварка без инертного газа
Полуавтоматическая сварка без газа обладает отличительными особенностями. Процесс можно проводиться с использованием газа или выполняться без газа с применением обычной проволоки. Востребованным методом соединения изделий является соединение с покрытием из флюса. Но часто он применяется в промышленности, потому что флюс является дорогостоящим материалом.
Процесс можно проводиться с использованием газа или выполняться без газа с применением обычной проволоки. Востребованным методом соединения изделий является соединение с покрытием из флюса. Но часто он применяется в промышленности, потому что флюс является дорогостоящим материалом.
При проведении сварки без газа применяется высокая температура. Она расплавляет порошок, что приводит к появлению облака из газа, оно предотвращает окисление сварочной ванны. А кран на баллоне с инертным газом в это время перекрыт. Главное преимущество порошковой проволоки состоит в том, что она позволяет провести сварку даже при сильном ветре. А в случае с подачей газа сильный ветер может стать главным препятствием.
Стоит отметить! Порошковая проволока имеет некоторые ограничения по применению. Она не подходит для работы с тонким листовым металлом и среднеуглеродистой сталью. В этих случаях наблюдается высокая вероятность появления больших горячих трещин.
Особенности механизма подачи проволоки
Чтобы понять, как пользоваться сварочным полуавтоматом стоит внимательно рассмотреть его устройство. Но все же особое внимание обращается на свойства механизма подачи проволоки. Его устройство может быть нескольких типов:
Но все же особое внимание обращается на свойства механизма подачи проволоки. Его устройство может быть нескольких типов:
- толкающее;
- тянущее;
- комбинированное.
Подбор вида зависит от показателей длины рукава, который соединяет корпус полуавтоматического аппарата и горелку. При показателе длины рукава до 3 метров используется механизм с толкающим устройством. При превышении 3 метров стоит применять привод тянущего или комбинированного типа.
Толкающий привод находится внутри корпусной части оборудования. Привод с тянущим устройством располагается в ручке горелки. Устройство механизма проволоки в полуавтоматическом оборудовании достаточно простое. Главными элементами являются ролики. Один из них является ведущим, а другой прижимным.
Основные дефекты шва
Обязательно нужно знать, как правильно пользоваться сваркой и полуавтоматом, это поможет в дальнейшем избежать неприятных проблем и ухудшения качества сварного соединения. Если технология будет проводиться неправильно с нарушением ряда правил, то в этом случае не избежать появления трещин, пор в металле шва, прожогов, наплывов.
Качество сварки полуавтоматом зависит от следующих факторов:
- диаметр проволоки. С меньшим ширина соединения будет недостаточной, а с большим — увеличится, это отразится на глубине провара;
- сила тока. Отражается также на глубине провара: чем больше показатель силы тока, тем глубже соединение. Это в итоге моет привести к появлению прожогов, особенно если будет свариваться металл с тонкими стенками;
- напряжение дуги приводит к увеличению ширины соединения;
- скорость сварки. При большом показателе скорости уменьшается глубина проваривания, соединение становится узким. При недостаточной скорости проявляются прожоги, структура шва становится неравномерной. Иногда это приводит к короблению изделия.
В любом случае чтобы правильно провести полуавтоматическую сварную технологию необходимо знать ее главные особенности и нюансы, а от сварщика требуется опыт и навыки. Не стоит браться за работу, если вы ни разу не сталкивались с этим способом сварки. Кроме этого необходимо знать, что нужно для сварки полуавтоматом, а именно какое оборудование и материалы требуются для проведения процесса. Все тонкости и характеристики помогут провести все правильно и без ошибок.
Не стоит браться за работу, если вы ни разу не сталкивались с этим способом сварки. Кроме этого необходимо знать, что нужно для сварки полуавтоматом, а именно какое оборудование и материалы требуются для проведения процесса. Все тонкости и характеристики помогут провести все правильно и без ошибок.
Интересное видео
Полуавтоматическая сварка металлов: технология и нюансы процесса
Вопросы, рассмотренные в материале:
- Суть полуавтоматической сварки
- Основные виды полуавтоматических автоматов
- Технологию полуавтоматической сварки металлов
- Нюансы полуавтоматической сварки некоторых металлов
Полуавтоматическая сварка металлов используется во многих сферах: от строительной до автомобильной. Этот вид соединения материалов обладает рядом преимуществ, благодаря которым его и применяют на производстве. Речь идет о минимальном количестве отходов и быстром ходе работы.
Речь идет о минимальном количестве отходов и быстром ходе работы.
Чтобы приступить к сварке, необходимо изучить оборудование и особенности металлов, с которыми предстоит работать. Особого внимания заслуживают цветные, черные и оцинкованные, так как там в этом случае подход к сварке особый.
Суть полуавтоматической сварки
Технология полуавтоматической сварки металлов основана на использовании специальной проволоки и защитного газа. Газ подается через сварочный рукав на горелку вместе с проволокой, его главная функция состоит в защите сварочной ванны от контакта с внешней средой.
Используемую в процессе электродную проволоку выпускают в бобинах. В зависимости от сферы использования эта металлическая нить может иметь толщину:
- 0,6 мм;
- 0,8 мм;
- 1 мм;
- 1,2 мм.
Так, для работы с тонкими листами металла толщиной до 4 мм данный параметр должен быть в пределах 0,6–0,8 мм, для более толстых заготовок выбирают проволоку в 1–1,2 мм.
В качестве защитного газа при полуавтоматической сварке металлов используется углекислота либо смесь CO2 с аргоном. Нужно понимать, что работа с чистым углекислым газом финансово более выгодна, но при этом страдает качество шва. Кроме того, в отличие от использования аргоновой смеси, в такой среде металл сильнее разбрызгивается.
Технология полуавтоматической сварки дает возможность:
- повышения скорости работы и качества шва за счет автоматической подачи сварочной проволоки;
- соединения тонких заготовок толщиной от 0,5 мм;
- работы с любыми металлами: сталью, нержавейкой, чугуном, цветными металлами;
- избежать формирования шлака на шве;
- защитить сварщика от дыма, так как он практически не образуется в процессе такой сварки.
Но у данного метода есть и свои минусы. В первую очередь, это значительные размеры оборудования, так как данная технология предполагает использование баллона с газом. Также полуавтоматическая сварка невозможна в условиях сильного ветра, поскольку углекислота выдувается из-под горелки.
Также полуавтоматическая сварка невозможна в условиях сильного ветра, поскольку углекислота выдувается из-под горелки.
Основные виды полуавтоматических автоматов
Устройства для полуавтоматической сварки металлов могут быть:
- для работы в среде инертных газов;
- с использованием флюса в качестве основы;
- с использованием порошковой проволоки;
- универсальными.
Все разновидности устройств отлично справляются с соединением изделий из цветного и черного металла.
С точки зрения способа подачи проволоки, интересующие нас сварочные автоматы бывают:
- стационарные, то есть жестко зафиксированные на подставке или специальной консоли;
- переносные, выполненные в виде портативной тумбы;
- передвижные, имеющие специальную тележку и подходящие для передвижения в пределах одного помещения.

По расположению подающих роликов встречаются такие устройства:
- толкающие;
- тянущие;
- толкающе-тянущие.
Технология полуавтоматической сварки металлов
Благодаря полуавтоматическому методу удается накладывать качественные швы даже на ржавый и оцинкованный металл. При работе с заготовками из сложно свариваемых материалов добиться наиболее крепкого и равномерного соединения удается за счет использования медной либо алюминиевой проволоки.
Перед сваркой в защитном газе либо с использованием флюса необходимо произвести подготовку, а именно:
- очистить и обезжирить обрабатываемые области при помощи растворителя;
- убедиться в исправности газового оборудования;
- сделать пробный шов, чтобы скорректировать настройки техники;
- подобрать силу тока и напряжение.
Полуавтоматическая сварка металлов в среде защитного газа считается самой простой из способов работы.![]() Для нее может использоваться углекислый газ, гелий, азот, аргон. Отметим, что принцип действия сварщика не зависит от выбора газа.
Для нее может использоваться углекислый газ, гелий, азот, аргон. Отметим, что принцип действия сварщика не зависит от выбора газа.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Неопытные специалисты обычно отдают предпочтение углекислому газу, низкая цена которого сочетается с достаточно хорошими параметрами.
Основные достоинства полуавтоматической сварки в среде CO2:
- сохранение внешнего вида изделия;
- возможность обработки даже труднодоступных зон;
- малое количество отходов;
- прочный и тонкий шов;
- небольшие временные затраты.
Данная технология относится к наиболее простым методам скрепления изделий из металла. Но нужно понимать, что на качестве шва могут отразиться:
Но нужно понимать, что на качестве шва могут отразиться:
- метод ведения проволоки;
- расстояние между скрепляемыми заготовками;
- соблюдение техники.
Полуавтоматическая сварка металлов без газа представляет собой альтернативный вариант, позволяющий избежать образования окислов и контролировать формирование прочного шва.
Отличие безгазовой сварки состоит в том, что при ней происходит прямая подача тока, используется порошковая/флюсовая проволока. Принцип действия таков: проволока сгорает, формируется газовая среда, позволяющая сохранить качество работ на необходимом уровне.
Безгазовая полуавтоматическая сварка предполагает такие этапы:
- приобретение сварочной стальной проволоки с флюсом;
- включение подачи проволоки;
- поворот переключателя в положение «Включение»;
- закладка флюса в воронку;
- открытие защитной заслонки для выпуска флюса;
- запуск прибора;
- ожидание электрической дуги;
- соединение деталей.

Немаловажно, что полуавтоматическая технология дает возможность сваривать в среде аргона заготовки из алюминия, несмотря на нестандартные качества данного металла. В инертной атмосфере после разрушения оксидной алюминиевой пленки не происходит ее повторного образования, а значит, ничто не мешает сварке.
Нюансы полуавтоматической сварки некоторых металлов
1. Сварка толстых металлов.
Работа устройств для сварки деталей из толстых металлов базируется на использовании высокой плотности тока – таким образом достигаются глубокое плавление материала и достаточная прочность шва. Данный принцип идеален для обработки жестких металлических конструкций, изделий из марок стали с высокими показателями теплоустойчивости и прочности.
Нужно понимать, что при сварке изделий из металлов, устойчивых к перепадам температуры, нередко происходит снижение их прочностных характеристик. Дело в том, что в зоне нагрева появляются микроскопические трещины, из-за которых стать становится более мягкой. Чтобы избежать такого эффекта, при обработке толстых металлов принимают дополнительные меры для защиты металлической конструкции от разупрочнения.
Чтобы избежать такого эффекта, при обработке толстых металлов принимают дополнительные меры для защиты металлической конструкции от разупрочнения.
Помните, что в процессе сварки толстого металла полуавтоматом в изделии нередко появляются трещины. Кроме того, может быть поврежден антикоррозийный слой, со временем на конструкции появятся очаги ржавчины. Предотвратить это позволяет специальное покрытие – за счет такой обработки после сварки вы защите предмет от коррозии.
2. Сварка тонкого металла.
В данном случае не стоит пытаться сформировать поверхностный шов, ведь тонкие листы металла сваривают как можно плотнее, чтобы добиться полноценного соединения. Только устройства для полуавтоматической сварки металлов позволяют получить необходимый эффект.
Обрабатываемые заготовки важно предварительно подготовить. Для этого с них удаляют грязь, остатки краски, эмали, а также пыль, смазочные покрытия. В противном случае при плавлении металл будет сильно разбрызгиваться, а шов получится неровным. Не менее важно, что испарения посторонних элементов могут быть опасны для здоровья сварщика.
Не менее важно, что испарения посторонних элементов могут быть опасны для здоровья сварщика.
Для работы по такой технологии требуется:
- сварочный аппарат;
- электроды;
- источник электроэнергии;
- защитная форма для специалиста, а именно укрепленный шлем, термостойкие перчатки, очки с затемнением.
Добиться наиболее ровного шва удается за счет регулировки скорости движения сварочного аппарата в процессе работы. Также необходимо грамотно подобрать электроды и следить за стабильностью подачи тока с постоянным показателем силы.
3. Сварка оцинкованного металла.
Благодаря покрытию из цинка, такие металлы отличаются от других высоким сопротивлением ржавчине. В целом, это приводит к повышенной устойчивости конструкции к разного рода воздействиям и увеличению срока эксплуатации.
Но нужно понимать, что в процессе сварки металлов полуавтоматом он может потерять антикоррозийные свойства. Дело в том, что обычно во время подобных работ используется температура +1 700…+2 200 °C, тогда как цинк начинает плавиться при +420 °С. А, достигая +907 °С, он закипает и превращается в оксид, формирующий на поверхности изделия мельчайшие поры и трещины. В результате изделие становится подвержено ржавчине.
Дело в том, что обычно во время подобных работ используется температура +1 700…+2 200 °C, тогда как цинк начинает плавиться при +420 °С. А, достигая +907 °С, он закипает и превращается в оксид, формирующий на поверхности изделия мельчайшие поры и трещины. В результате изделие становится подвержено ржавчине.
Сегодня для сварки оцинкованных металлов полуавтоматом используется так называемая MIG-пайка. Данный метод предполагает соединение заготовок за счет высокочастотных электрических колебаний с пониженной температурой. Так как исключается плавление покрытия, цинк не превращается в оксидное соединение и не изменяет свойства основного материала изделия. Благодаря такому подходу удается избежать разрушения антикоррозионного слоя.
4. Сварка цветных металлов.
Первым этапом полуавтоматической сварки цветных металлов является проверка состояния оборудования. Иными словами, настраивают режим работы, подбирают силу тока, уровень напряжения, скорость передвижения проволоки. Для металлических листов толщиной до 3 мм последний показатель составляет 900 м/ч, а сила тока 120–145 А.
Для металлических листов толщиной до 3 мм последний показатель составляет 900 м/ч, а сила тока 120–145 А.
Далее включают систему подачи проволоки и зажигают электрическую дугу. Для этого нужно только прикоснуться к металлической поверхности, если уже есть плавящаяся проволока. После зажжения электрической дуги необходимо убедиться на проверочном материале, что режим выбран верно. При нормальной работе аппарата можно приступать к сварке.
Сварка цветных металлов предполагает, что горелка передвигается только в одном направлении. Рекомендуется соединять заготовки на высокой скорости и при помощи единственного шва. Если приходится иметь дело с изделием большой толщины, его придется разогреть до +150…+300 °С.
5. Сварка черных металлов.
Полуавтоматическая сварка черного металла в среде аргона имеет ряд немаловажных особенностей. Очень серьезную опасность для черных металлов в процессе такой обработки представляет влага. Если она остается внутри шва, начинается конденсация. Испаряясь, частицы образовывают мельчайшие поры и трещины в шве, а это в дальнейшем негативно отражается на его прочностных характеристиках. Чтобы избежать такого результата, конструкции прогревают до +100…+150 °C и только потом приступают к сварочным работам.
Если она остается внутри шва, начинается конденсация. Испаряясь, частицы образовывают мельчайшие поры и трещины в шве, а это в дальнейшем негативно отражается на его прочностных характеристиках. Чтобы избежать такого результата, конструкции прогревают до +100…+150 °C и только потом приступают к сварочным работам.
При сварке черных металлов используются специальные электроды, обеспечивающие ровный и прочный шов. Обычно они состоят из цветного металла с большим содержанием графита. Считается, что лучше всего подходят медно-никелевые компоненты, так как, с одной стороны, они позволяют надежно скрепить заготовки, а с другой – шов получается без слишком большого содержания графитных примесей.
6. Сварка чугунных и стальных изделий.
Для работы с изделиями из чугуна и стали, как и для цветных металлов, применяют аргон. В процессе получения чугуна используется железо и углерод. Его обработка очень трудоемкая, так как швы легко трескаются.
Еще одно свойство чугуна, усложняющее процесс работы, состоит в его способности к ускоренному окислению. За счет использования среды аргона удается создавать швы без шлаковых осадков.
Благодаря окислению, чугун стал популярен в качестве материала для ремонта старых автомобилей – он соединяется с поврежденными тонкими металлическими конструкциями.
Достаточно часто чугун и хрупкие металлы сваривают полуавтоматом с вольфрамовой проволокой. В этом случае заготовки также предварительно нагревают. Чугунные изделия могут соединяться при помощи постоянного и переменного тока, сила которого подбирается в зависимости от толщины металла и диаметра проволоки. Так, на каждый миллиметр проволоки приходится 50–90 А. Отметим, что может использоваться не только вольфрамовая проволока, но и графитовая, медная, из никеля.
Технология полуавтоматической сварки металлов достаточно проста, поэтому добиться неплохих результатов можно уже на первый день обучения. Начинающему сварщику важно не бояться пробовать разные режимы и помнить, что каждый специалист использует индивидуальные настройки.
Начинающему сварщику важно не бояться пробовать разные режимы и помнить, что каждый специалист использует индивидуальные настройки.
Механизация сварки и автоматизация | Bug-O Systems
При управлении или проектировании крупномасштабного производства, изготовления и производственных процессов механизация и автоматизация могут помочь повысить производительность, качество и оптимизировать время производства. Но даже несмотря на то, что эти описания часто используются взаимозаменяемо, механизация сварки и автоматизация сварки на самом деле совершенно разные.
Крупные предприятия отказываются от ручной сварки и переходят на современные и практичные альтернативы. Одно распространенное сомнение, возникающее при выборе между механизацией и автоматизацией, заключается в том, какая из них лучше подходит для конкретного производственного процесса.
Чтобы предприятия могли принимать обоснованные решения, важно понимать преимущества и недостатки механизации сварки по сравнению с автоматизацией. В этой статье будет представлен обзор их основных различий и соображений, которые необходимо принять во внимание, прежде чем принимать окончательное решение.
В этой статье будет представлен обзор их основных различий и соображений, которые необходимо принять во внимание, прежде чем принимать окончательное решение.
Что такое механизация сварки?
Механизация сварки – это использование оборудования для повышения точности и согласованности процесса сварки. Обычно для этого используется специальное оборудование, такое как сварочные тележки, моторизованные позиционеры, вращатели и манипуляторы, чтобы использовать процесс сварки для оптимального процесса сварки и положения.
Повышает качество сварки за счет снижения утомляемости оператора и повышения стабильности. Кроме того, это может повысить безопасность, защищая сварщиков от вредных паров и тепла.
Однако механизация сварки не означает замену профессиональных сварщиков машинами. Например, эта технология полуавтоматической сварки требует, чтобы высококвалифицированные специалисты следили за движением сварочной горелки или горелки, в то время как устройство берет на себя управление движением.
Что такое автоматизация сварки?
Автоматизация сварки использует машины для выполнения задач, которые в противном случае выполняли бы люди. Процесс сварки полностью автоматизирован, поэтому вмешательство человека не требуется.
Полностью автоматизированные сварочные аппараты могут выполнять все, от одиночной точечной сварки сопротивлением до сложных сварочных процессов, включающих скоординированные машины, работающие с большими трехмерными объектами. Автоматическая сварка также может управлять параметрами сварочного тока, сварочного напряжения и скорости сварки, которые предварительно определяются или даже разумно адаптируются в зависимости от ситуации.
Основное преимущество автоматизации сварки заключается в том, что она может значительно увеличить скорость производства 24 часа в сутки, 365 дней в году, обеспечивая при этом стабильные результаты. Однако приобретение и обслуживание оборудования автоматизации требует значительных капиталовложений.
Основные различия между ними
Хотя механизация и автоматизация предлагают схожие преимущества, между ними есть некоторые ключевые различия, о которых производители и производители должны знать, прежде чем принимать решение о том, что подходит для их бизнеса.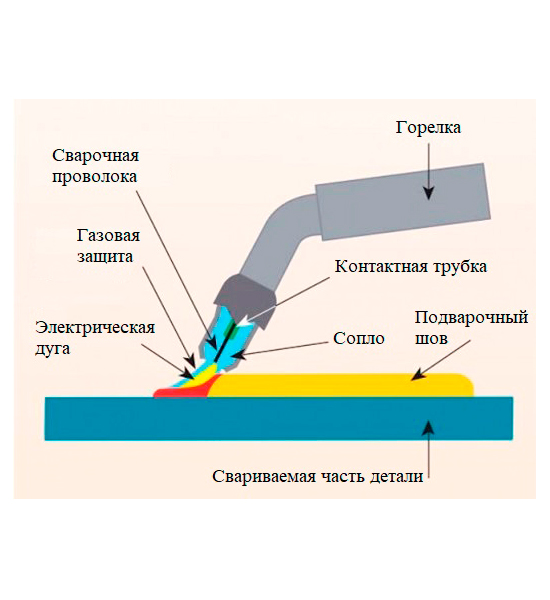
1. Работа человека
Самая большая разница заключается в том, что в механизации обычно используются машины, управляемые людьми-операторами. Напротив, в автоматизации используются роботы, запрограммированные на выполнение определенных задач практически без участия человека-оператора.
2. Сроки производства
Еще одно ключевое отличие состоит в том, что при правильном применении автоматизация может использоваться для сварки 24 часа в сутки, 365 дней в году, в то время как механизация требует присутствия человека для управления машинами.
3. Допустимая погрешность
Наконец, роботизированные сварочные аппараты не подвержены ошибкам оператора, в отличие от сварщиков-людей, поэтому они могут давать стабильные результаты при каждом использовании. Однако очень важно помнить, что свариваемые детали и инструменты, удерживающие эти детали на месте, должны быть очень точными.
Что такое роботизированная сварка?
Роботизированная сварка — это автоматизация, использующая роботов для выполнения сварных швов и требующая специального программирования и оборудования. Роботизированная сварка имеет ряд преимуществ и недостатков по сравнению с механизированной и ручной сваркой.
Роботизированная сварка имеет ряд преимуществ и недостатков по сравнению с механизированной и ручной сваркой.
Преимущества роботизированной сварки включают в себя возможность сваривать сложные детали за долю времени, которое потребовалось бы сварщику-человеку, повышенную точность и правильность, снижение затрат, связанных с рабочей силой, и повышенную безопасность из-за отсутствия сварщиков в опасных зонах.
С другой стороны, роботизированная сварка сложна в установке, и для эффективной работы роботов требуются специальные программы и оборудование.
Зачем выбирать механизированную сварку
Есть несколько причин, по которым механизированная сварка часто является лучшим выбором по сравнению с традиционной ручной сваркой во многих производственных ситуациях. Некоторые из наиболее значительных преимуществ:
Повышение производительности
Механизированное сварочное оборудование повышает производительность за счет обеспечения высокого уровня точности и согласованности, которых невозможно достичь при ручной сварке.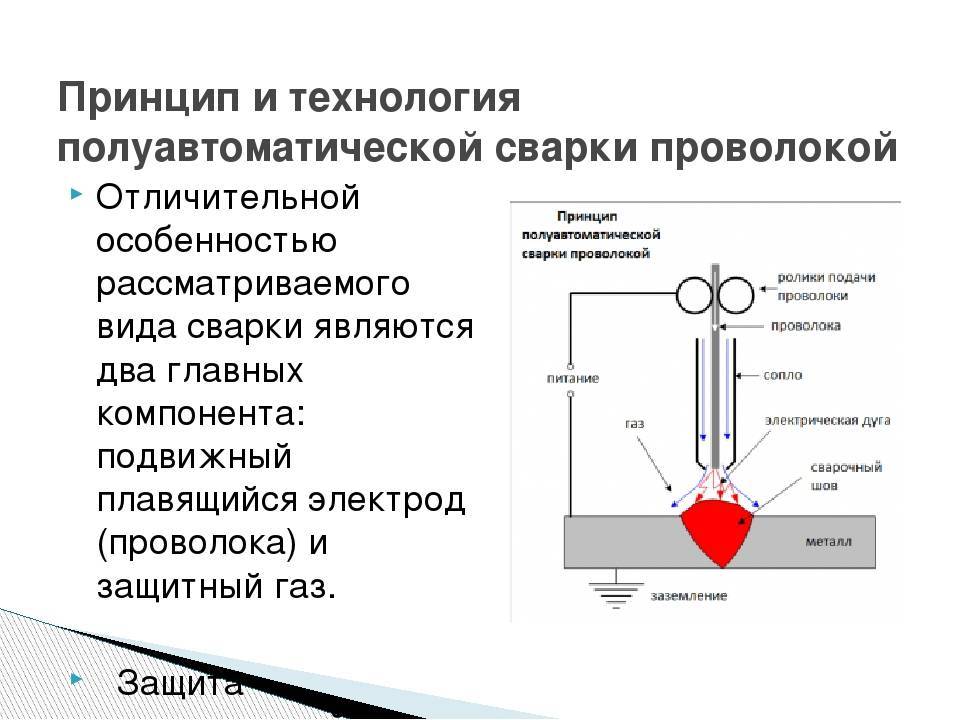 Вместо этого предприятия могут обучать своих рабочих методам механизированной сварки, тем самым повышая скорость и качество своей продукции.
Вместо этого предприятия могут обучать своих рабочих методам механизированной сварки, тем самым повышая скорость и качество своей продукции.
Повышенная безопасность
Защищая рабочих от вредных паров и тепла, механизированная сварка помогает создать более безопасную рабочую среду.
Улучшенное качество
Механизированная сварка также обеспечивает более высокое качество сварки, поскольку она более точная, а контролируемое движение приводит к достижению желаемых результатов.
Мы предоставляем решения для механизированной сварки для нескольких процессов
Компания BUG-O Systems предлагает стандартизированные и индивидуальные решения для механизированной сварки для крупных предприятий.
Более 75 лет знаний и опыта позволили нам разработать машины, отвечающие требованиям каждой производственной линии, от предварительно запрограммированной механизации до полной автоматизации.
Наше механизированное сварочное оборудование предназначено для оптимизации производительности, повышения безопасности и обеспечения качественных результатов. Наша команда экспертов готова помочь с обучением, необходимыми инструкциями и советами по механизации.
Наша команда экспертов готова помочь с обучением, необходимыми инструкциями и советами по механизации.
Свяжитесь с нами сегодня, чтобы узнать больше о том, как механизированная сварка может помочь вашему бизнесу повысить производительность и производительность.
Роботизированная сварка в сравнении с ручной сваркой
Роботизированная сварка в сравнении с ручной сваркойДомашняя страница/блог/Роботизированная сварка в сравнении с ручной сваркой
вернуться назад31 января 2022
Промышленность, сварка
В металлургической промышленности очень важно знать преимущества и недостатки роботизированной сварки и ручной сварки. При принятии решения следует хорошо взвесить все «за» и «против», чтобы сделать выбор, который будет для вас наиболее выгодным.
РОБОТИЗИРОВАННАЯ СВАРКА
Роботизированная сварка — это другое название автоматизированной сварки, включающее один из двух процессов. Первый вариант — это полностью автоматизированная сварка, при которой машины полностью контролируют производственный процесс от начала до конца. С другой стороны, при полуавтоматической сварке оператор управляет загрузкой и выгрузкой материала по окончании машинного цикла.
С другой стороны, при полуавтоматической сварке оператор управляет загрузкой и выгрузкой материала по окончании машинного цикла.
Преимущества роботизированной сварки
- Качество сварки: Автоматизация гарантирует качество сварки благодаря электронным контроллерам процесса. Кроме того, результаты гораздо более стабильны, чем при ручной сварке.
- Более высокая эффективность: эффективность робота постоянна, в то время как эффективность ручной сварки снижается в течение рабочего дня из-за износа оператора.
- Меньше отходов: благодаря высокой точности роботизированной сварки образуется гораздо меньше брака и отходов.
- Более низкие производственные затраты: хотя для процессов полуавтоматической сварки требуются люди, требуется еще меньше рабочих, чем для ручной сварки.
Недостатки роботизированной сварки
- Стоимость: первоначальные инвестиции не представляют собой значительных расходов, хотя они легко окупаются по сравнению с соотношением затрат на инвестиции и экономии на заработной плате.

- Отсутствие гибкости: хотя роботизированная сварка может выполнять одни и те же задачи снова и снова, когда требуется что-то другое, ее необходимо переконфигурировать, а это требует времени и денег.
РУЧНАЯ СВАРКА
Ручная сварка выполняется людьми, а не машинами. Этот тип процесса по-прежнему широко используется в определенных секторах рынка, таких как крупномасштабное судостроение.
Преимущества ручной сварки
- Большая гибкость: сварщикам не нужно проходить переподготовку каждый раз, когда им поручают другой тип сварочных работ.
- Простота замены: если один сварщик не может сварить в определенный день, другой сварщик может взять на себя выполнение проекта. Это на тот случай, если у вас большая бригада сварщиков.
 Однако из-за нехватки квалифицированной рабочей силы эта замена уже не так проста.
Однако из-за нехватки квалифицированной рабочей силы эта замена уже не так проста. - Способность к распознаванию: квалифицированных сварщика могут интерпретировать сигналы сварки и определять, если что-то идет не так, например, если есть признаки загрязнения материала или избытка оксида, которые повреждают сварной шов.
Недостатки ручной сварки
- Риск: если с работником случится несчастный случай на работе, он может оказаться на больничном несколько дней или даже месяцев. Робота, если что-то пойдет не так, просто нужно починить.
- Скорость: роботы быстрее и маневреннее людей во время всего процесса сварки компонента и без перерывов в движении между сварными швами.
- Эффективность: вряд ли две детали будут изготовлены с одинаковым уровнем точности.
АВТОМАТИЗИРУЙТЕ ПРОИЗВОДСТВО СЕЙЧАС
Независимо от того, рассматриваете ли вы возможность сварки алюминия или любого другого металла, роботизированная сварка становится все более предпочтительным вариантом для многих компаний, несмотря на все преимущества, которые она дает.