Главная »
Сцепление »
Саморегулирующееся сцепление
Эксплуатация сцепления сопровождается износом накладок ведомого диска, вследствие чего нажимной диск смещается в направлении маховика, а «лепестки» диафрагменной пружины – в противоположную сторону. Все это приводит к увеличению выжимного усилия, усилия на педали сцепления и изменению ее положения.
В 1995 году компания Luk предложила систему автоматической компенсации износа накладок ведомого диска, которая получила название саморегулирующееся сцепление (Self-Adjusting Clutch, SAC). В настоящее время разработаны и активно используются различные конструкции саморегулирующегося сцепления:
SAC от Luk;
XTend от ZF Sachs;
SAT от Valeo.
Все конструкции обладают в основном схожими функциями. Помимо компенсации износа, саморегулирующееся сцепление обеспечивает снижение и постоянство выжимного усилия. Все это значительно повышает срок службы сцепления и позволяет использовать его в трансмиссиях различных автомобилей, в т.ч. с мощными двигателями. Саморегулирующееся сцепление используется в ряде конструкций роботизированной коробкой передач, например, в коробке передач Easytronic.
Саморегулирующееся сцепление SAC включает диафрагменную пружину, которая опирается на сенсорную диафрагменную пружину. Сенсорная пружина по окружности имеет множество коротких «лепестков». Над диафрагменной пружиной располагается регулировочное кольцо, которое имеет двенадцать клиньев и закреплено в корпусе с помощью трех пружин.
В отличие от диафрагменной пружины сенсорная пружина имеет постоянную силовую характеристику, величина которой соответствует усилию срабатывания нового сцепления (с целыми накладками ведомого диска). По мере износа накладок, нажимное усилие на сенсорную диафрагменную пружину увеличивается, ее «лепестки» прогибаются. Регулировочное кольцо под действием пружин проворачивается и за счет клиньев компенсирует возникающий зазор.
Механизм компенсации износа саморегулирующегося сцепления XTend имеет иную конструкцию. Он расположен между диафрагменной пружиной и нажимным диском и включает два установочных кольца, пружинную защелку и ограничитель на корпусе сцепления. Кольца установлены друг на друга и соединены с корпусом пружиной натяжения. По окружности колец выполнено несколько клиновидных ползунов, которые закреплены пружиной растяжения.
Ограничитель на корпусе сцепления фиксирует износ накладок ведомого диска. Пружинная защелка перемещается над кольцами на величину износа до ограничителя. Верхнее установочное кольцо за счет пружины растяжения перемещается по клиновидному ползуну. Пружинная защелка фиксируется в приподнятом положении. При выключении сцепления нижнее установочное кольцо за счет пружины натяжения проворачивается и фиксирует верхнее кольцо. Таким образом, компенсируется величина износа, а диафрагменная пружина остается в неизменном положении.
Саморегулирующееся сцепление SAT (Self-Adjusting Technology) обеспечивает автоматическую компенсацию износа накладок ведомого диска с помощью уникального храпового механизма. Между диафрагменной пружиной и нажимным диском располагается опорное кольцо конической формы. При возникновении износа кольцо проворачивается по конической поверхности. На кольце закреплен зубчатый сектор, который вращает червяк. На одной оси с червяком расположено храповое колесо. Фиксацию колеса осуществляет собачка, за счет чего фиксируется положение опорного кольца и соответственно компенсируется износ накладок.
ᐉ Устройство однодискового сцепления
Картер 8 сцепления, обычно отлитый из чугуна, является, как правило, промежуточной деталью между двигателем и коробкой передач, и в нем размещено сцепление. В картере имеются отверстия для установки вала вилки 15 механизма выключения сцепления, для вентиляции сцепления (что необходимо для лучшего отвода теплоты, выделяющейся при пробуксовке дисков), и для доступа к регулировочным устройствам выключающих рычагов. Регулировочные устройства предназначены для установки внутренних концов рычага в одной плоскости во избежание перекоса нажимного диска.
Картер 8 через прокладку 28 и обрезиненный щиток 29 закрывается крышкой 21, в которой установлены пробка 24 со шплинтом и щиток 25 маслосборника.
Кожух сцепления, штампованный из листовой стали, снабжен ребрами жесткости и вентиляционными отверстиями, а также имеет выемки для удерживания пружин 7 от выбрасывания под действием центробежных сил. Отверстия в кожухе для крепления вилок 18 и пальцев 20 выключающих рычагов 16 в некоторых конструкциях сцепления обработаны под сферу для сопряжения с соответствующей сферой регулировочной гайки 17. Кожух своим фланцем крепится болтами 6 и 23 к маховику 2, соединенному с коленчатым валом 1 двигателя. Маховик и нажимной диск 3, являющиеся ведущей частью сцепления, обычно изготавливаются из чугуна и имеют тщательно обработанную торцевую поверхность, соприкасающуюся с поверхностью трения ведомого диска 26.
Противоположная сторона нажимного диска имеет ребра для уменьшения его коробления и лучшего отвода теплоты, приливы для связи с наружными концами выключающих рычагов, которые обычно устанавливаются на осях с помощью игольчатых подшипников 22, что уменьшает потери на трение в механизме выключения. На этой же стороне нажимного диска имеются, бобышки, на которые устанавливаются периферийные нажимные пружины сцепления. Толщина нажимного диска должна обеспечивать определенную теплоемкость диска во избежание его перегрева при кратковременной пробуксовке сцепления. По внешней окружности диска располагаются устройства, создающие его тангенциальную связь с кожухом сцепления, но допускающие осевое перемещение при включении и выключении сцепления. Эти устройства в разных сцеплениях могут иметь различное конструктивное исполнение: упругие тангенциальные пластины 4 с втулками 5; пазы и выступы соответственно в кожухе и на диске; пальцы, закрепленные в кожухе и маховике и пропущенные в отверстия в диске.
Кожух в сборе с нажимным диском, рычагами и пружинами тщательно балансируется.
Выключающие рычаги (стальные штампованные) изготавливаются жесткими, если в ведомом диске предусмотрены устройства, уменьшающие резкость включения сцепления, или упругими (например, в виде диафрагменной центральной пружины), когда такие устройства не предусмотрены. Потери на трение в механизме выключения минимальны, когда обе оси качания каждого выключающего рычага установлены на игольчатых подшипниках. При этом ось качания рычага, установленная в вилке кожуха, может при повороте рычага перемещаться относительно кожуха за счет упругой опорной пластины 19 и сферических поверхностей гайки на вилке 18 и гнезда, в отверстии кожуха.
В некоторых случаях кронштейны осей качания выключающих рычагов крепятся к кожуху жестко. Тогда для обеспечения поворота рычагов вместо игольчатого подшипника в вилке устанавливаются вдоль оси качания два цилиндрических ролика; иногда один из них имеет продольную лыску. Эти ролики, перекатываясь один по другому, обеспечивают некоторое смещение оси качания при повороте рычага. Регулировка положения внутренних концов выключающих рычагов в одной, перпендикулярной оси вращения, плоскости осуществляется либо гайками со сферической поверхностью, либо (при их отсутствии) специальными регулировочными винтами со сферическими головками, соприкасающимися при выключении сцепления с торцевой поверхностью муфты 12 выжимного подшипника выключения. В отрегулированном положении гайка и винты надежно фиксируются стопорными устройствами. В различных конструкциях сцеплений число выключающих рычагов колеблется от 3 до 20.
Пружины сцепления изготавливают из высококачественной пружинной стали и подвергают термической обработке. Пружины в частично сжатом состоянии устанавливают между кожухом и нажимным диском сцепления, обеспечивая прижатие трущихся поверхностей ведущих и ведомых частей сцепления во включенном состоянии. При выключении сцепления, когда пружины максимально сжаты, усилие их возрастает на 15…20%. В постоянно замкнутых сцеплениях усилие нажимных пружин во включенном, а в некоторых конструкциях и в выключенном состоянии замыкается внутри сцепления и не передается на подшипники валов. Под каждую пружину со стороны нажимного диска подложена теплоизолирующая прокладка 10 для предохранения пружин от нагрева и ухудшения их упругих свойств при сильном нагревании нажимного диска во время буксования сцепления.
Ведомый диск 26 сцепления через ступицу передает при включенном сцеплении вращающий момент двигателя на ведущий вал 30 коробки передач. Для увеличения силы трения к ведомому диску с обеих сторон прикреплены кольцевые накладки из фрикционного материала с большим коэффициентом трения. Диск соединен со ступицей заклепками или через детали гасителя крутильных колебаний. Обычно ведомый диск имеет радиальные прорези для уменьшения коробления.
Для увеличения плавности включения однодискового сцепления в ряде конструкций применяется так называемый пружинящий ведомый диск, когда к центральному плоскому диску приклепан рад секторов из листовой пружинной стали (секторы выполнены не плоскими, а изогнутыми). К секторам приклепываются фрикционные накладки. При включении сцепления по мере увеличения силы нажатия секторы диска постепенно выпрямляются и при полном включении сцепления принимают плоскую форму. Благодаря такой конструкции ведомого диска сила нажатия, а следовательно, и передаваемый вращающий момент возрастают постепенно, чем и обеспечивается плавное включение сцепления.
В других конструкциях между диском и фрикционными накладками устанавливаются фрикционные пластинчатые пружины, которые также увеличивают плавность включения сцепления.
Материалом для фрикционных накладок служит спрессованная при высокой температуре смесь из асбеста, наполнителя (медная проволока, железный порошок) и связующего вещества (синтетические смолы, каучук, бакелит).
В настоящее время все более широкое применение находят безасбестовые фрикционные материалы в связи с обнаруженной канцерогенностью асбеста. В качестве его заменителя используются синтетические арамидные волокна типа «Кевлар», стекло, керамика, борные и углеродные соединения, базальт, слюда, валлостонит и металлическое стальное волокно.
Коэффициент трения по чугуну применяемых фрикционных накладок составляет 0,25…0,40. На наружной поверхности накладок выполняют радиальные и спиральные канавки, способствующие вентиляционному охлаждению дисков и удалению продуктов износа.
Двухдисковые и однодисковые муфты
: что подходит именно вам?
Если вы не уверены, стоит ли вам модернизировать однодисковую систему сцепления или перейти на двухдисковую, мы поможем вам. Во-первых, давайте кратко обсудим каждый тип системы сцепления.
ОДНОДИСКОВЫЕ СЦЕПЛЕНИЯ
Большинство грузовиков имеют однодисковое сцепление в стандартной комплектации, чего обычно достаточно для ежедневного вождения. Однодисковые муфты относительно легко управляются плавно, но они способны работать со всеми двигателями, кроме самых мощных.
Однодисковое сцепление South Bend для грузовиков Dodge/RAM с дизельным двигателем Cummins
Однако некоторые владельцы грузовиков считают, что штатного сцепления недостаточно. Обычно владельцы этих грузовиков вкладывают средства в модернизацию двигателей, они регулярно буксируют или перевозят или все вышеперечисленное. Для владельцев грузовиков, которые хотят модернизировать стандартное однодисковое сцепление, переход на однодисковое сцепление вторичного рынка имеет ряд существенных преимуществ:
Повышенный срок службы для двигателей с более высоким крутящим моментом
Меньшее проскальзывание для более сильного и быстрого зацепления (идеально подходит для перевозки/буксировки более тяжелых грузов)
Более плавная работа по сравнению с комплектами двухдискового сцепления (подробнее об этом ниже)
Относительно доступные затраты на замену
однодисковое сцепление, вероятно, для вашего грузовика существует модернизация одного диска, которая увеличит возможности вашего автомобиля без ущерба для управляемости. Например, у нас есть большое разнообразие комплектов для замены однодискового сцепления South Bend Clutch, которые отлично подходят для большинства грузовиков.
ДВУХДИСКОВЫЕ СЦЕПЛЕНИЯ
Комплект двухдискового сцепления представляет собой экстремальную модернизацию. Хотя эти комплекты очень популярны, они подходят не каждому владельцу грузовика. Комплекты двухдискового сцепления имеют ряд преимуществ:
Больше крутящего момента и мощности
Максимальная долговечность
Надежное зацепление для отличной работы в экстремальных условиях
если ваш грузовик развивает мощность 800 л.с., если вы перевозите максимальный груз и т. д., то установка с двумя дисками, вероятно, ваш единственный вариант. Но двухдисковые установки имеют некоторые недостатки. С ними сложно работать плавно даже самой опытной руке. Маневрировать прицепом в стесненных условиях может быть очень сложно, так как сцепление часто слишком жесткое для ограниченных регулировок. Кроме того, эти установки настолько тяжелы, что вождение с частыми остановками превращается в рутинную работу.
В системе двухдискового сцепления вы найдете нажимной диск, плавающий диск, маховик и два диска сцепления. (На фото: система сцепления South Bend для грузовиков Dodge Cummins)
Тем не менее, если у вас двигатель высокой мощности и/или вы выжимаете из грузовика все возможное, двухдисковое сцепление, вероятно, является единственным вариантом, который вы можете купить. который вы не будете заменять через 20 или 30 000 миль.
КАКАЯ НАСТРОЙКА ПОДХОДИТ ВАМ — ДВОЙНОЙ ДИСКОВЫЙ ИЛИ УЛУЧШЕННЫЙ ОДИН ДИСКОВЫЙ?
Модернизация сцепления — довольно важное решение, поэтому важно знать, какой тип системы сцепления лучше всего подходит для вашего грузовика, прежде чем покупать его. Все зависит от того, для чего вы используете свой грузовик.
Качественное однодисковое сцепление подойдет большинству владельцев грузовиков. Если двигатель вашего грузовика не сильно модифицирован или вы не используете свой грузовик в очень напряженных условиях, модернизация одного диска является хорошей альтернативой замене сцепления OEM. Особенно с учетом того, что OEM-сцепления очень быстро изнашиваются при установке на грузовик даже с незначительными апгрейдами.
Если у вашего грузовика есть тяжелые модификации, если вы участвуете в гонках на грузовике или если вы работаете с максимальным тяговым усилием или грузоподъемностью круглосуточно и без выходных, вам может подойти комплект двухдискового сцепления. Хотя установка с двумя дисками не так проста в управлении, она очень надежна. Вместо того, чтобы сжечь однодисковое сцепление за 12 месяцев, двухдисковое сцепление может прослужить несколько лет.
Только помните, что если вы используете комплект двухдискового сцепления, будет период регулировки.
Комплекты однодискового сцепления
— Действие сцепления
Комплект сцепления
Stage 1 (1OS) для Honda Civic SI 2012-2015 2.4L (K24Z7) Подходит к заводскому маховику OEM
артикул: ACR-0665-FFW
$446,20
Комплект сцепления
Stage 1 (1OS) для Honda Civic SI 2006-2011 2.0L (K20Z3)
артикул:ACR-0658
$430,45
Комплект Сцепления Stage 1 (1OS) для Honda Civic SI 2017-2021 1. 5L (L15B7) Turbo
артикул:ACR-2189
цена:
$535,45
Комплект сцепления
Stage 3 (1MS) для Honda Civic SI 2006-2011 2.0L (K20Z3)
артикул:ACR-0660
$503,95
Комплект сцепления Stage 3 (1MS) для Acura RSX Type S 2002-2006 2.0L DOHC (K20A2)
артикул:ACR-0491
$503,95
Комплект сцепления
Stage 2 (1KS) для Honda Civic SI 2017-2021 1.5L (L15B7) Turbo
артикул:ACR-2190
цена:
614,20 $
Комплект сцепления Stage 2 (1KS) для Subaru WRX 2018-2021 2.0L DOHC (FA20DIT) Turbo AWD с облегченным маховиком
артикул:ACR-1817-FW
$1049,95
Комплект сцепления Stage 3 (1MS) для Nissan 350Z 2007-2008 3.5L (VQ35HR) включает концентрический рабочий цилиндр
Несмотря на постоянное изменение военных концепций (типа увеличения роли авиации и высоких технологий), автомобиль тем не менее находит свое место в строю.
Фото: Кемеровский центр профессиональной подготовки и патриотического воспитания ДОСААФ России.
— Современная армия — это армия на колесах! Те же грузовики востребованы во всех родах войск: они и продукты в столовую возят, и ГСМ, и орудия буксируют, и для перевозки боеприпасов незаменимы, — отмечает Виктор Дик, заместитель руководителя по учебно-воспитательной работе Кемеровского центра профессиональной подготовки и патриотического воспитания ДОСААФ России, полковник запаса.
В этом учреждении оборонного общества с помощью высококвалифицированных преподавателей и мастеров производственного обучения будущие защитники Отечества получают военно-учетные специальности водителя грузового автомобиля (категория С), водителя автобуса (категория D) и водителя грузовика с прицепом или автокрановщика (категория СЕ).
Фото: Кемеровский центр профессиональной подготовки и патриотического воспитания ДОСААФ России.
За направлением, на учебу желающим надо обратиться в военный комиссариат по месту проживания. Занятия в учебных группах начинаются 1 апреля и 1 октября. Обучение происходит по заранее утвержденному Министерством Обороны РФ плану. Длительность прохождения курсов составляет от 3 до 6 месяцев — срок зависит от того, на какую категорию водительских прав рассчитывает курсант.
Занятия проводят опытные профессионалы, в том числе имеющие боевой опыт, как, например, Анатолий Болтенков и Александр Рахматулин. После окончания учебы все обучившиеся в обязательном порядке сдают экзамены в ГИБДД.
Сейчас как раз в центре занимаются две группы, обучающиеся вождению на КамАЗах и одна — автокрановщиков: после получения водительских прав они, к примеру, получат право грузить ракеты.
Здесь важно отметить, что курсанты учатся и получают документ о профессии бесплатно, за счет субсидий Министерства обороны РФ. То есть выходит практично, удобно и экономически выгодно.
Фото: Кемеровский центр профессиональной подготовки и патриотического воспитания ДОСААФ России.
— Бесплатное получение профессии водителя, особенно для молодежи из глубинки, — это хороший шанс во взрослой жизни начать ее не с нуля. Навыки вождения пригодятся не только в армии, но и после нее, — говорит Виктор Дик. — Проблем с трудоустройством точно не будет, так как потребность в водителях таких категорий достаточно высокая.
К слову, в центр приходят обучаться и девушки. Но так как формально их в армию не призывают, то девушек на курсы от военкомата не принимают, даже если они получают профессию, которая делает их военнообязанными (медицина). В таком случае обучение проводится на платной основе.
* * *
Кемеровский центр профессиональной подготовки и патриотического воспитания ДОСААФ России поздравляет кузбасских воинов — автомобилистов и ветеранов военной службы с профессиональным праздником, желает всем крепкого здоровья и счастья в личной жизни!
Справка КП:
По указу императора Николая Второго, 29 мая 1910 года в Санкт-Петербурге была образована первая в Российской империи учебная автомобильная рота. С 2000 года этот день отмечается, как День военного автомобилиста. В Кузбассе в последние годы автошколы ДОСААФ выпускают до пятисот военных водителей.
Возрастная категория сайта 18+
Сетевое издание (сайт) зарегистрировано Роскомнадзором, свидетельство Эл № ФС77-80505 от 15 марта 2021 г.
ГЛАВНЫЙ РЕДАКТОР — НОСОВА ОЛЕСЯ ВЯЧЕСЛАВОВНА.
ШЕФ-РЕДАКТОР САЙТА — КАНСКИЙ ВИКТОР ФЕДОРОВИЧ.
АВТОР СОВРЕМЕННОЙ ВЕРСИИ ИЗДАНИЯ — СУНГОРКИН ВЛАДИМИР НИКОЛАЕВИЧ.
Сообщения и комментарии читателей сайта размещаются без
предварительного редактирования. Редакция оставляет за собой
право удалить их с сайта или отредактировать, если указанные
сообщения и комментарии являются злоупотреблением свободой
массовой информации или нарушением иных требований закона.
АО «ИД «Комсомольская правда». ИНН: 7714037217 ОГРН: 1027739295781
127015, Москва, Новодмитровская д. 2Б, Тел. +7 (495) 777-02-82.
Исключительные права на материалы, размещённые на интернет-сайте
www. kp.ru, в соответствии с законодательством Российской
Федерации об охране результатов интеллектуальной деятельности
принадлежат АО «Издательский дом «Комсомольская правда», и не
подлежат использованию другими лицами в какой бы то ни было
форме без письменного разрешения правообладателя.
Главная » Статьи » Жизнь в Израиле » Быть водителем-пограничником в израильской армии
На первый взгляд может показаться, что у армейского водителя забот не много: катайся туда-сюда, перевози людей, выполняй задания и поручения, не служба – одно удовольствие. На самом же деле бывают и трудности, и неожиданности, и просто смешные случаи, которыми теперь, по прошествию времени, очень хочется поделиться.
Альтернативный вариант призыва
Я приехал в Израиль давно – мне едва исполнилось 2 года. Призывной возраст (о призыве в АОИ читайте здесь), как и в России, здесь начинается в 18 лет, тогда же пришло и мое время идти на службу. Так получилось что я отсрочил ее на год, но сейчас не об этом. Если честно, перспектива бегать с ружьем в Армии Обороны Израиля меня не очень прельщала, и я прямо ответил: не пойду. Потому что мне сообщили, что я попал к «лохамим» в подразделение «Кфир» («лохамим» — это бойцы). На что мне так же честно и просто ответили: это невозможно, потому что служба обязательна, но я всё же отказал им. Пришлось искать подходящий альтернативный вариант, который устраивал бы всех: и меня и израильскую армию.
Через некоторое время мне позвонили и предложили быть водителем-пограничником с возможностью служить неделю через неделю. Это мне понравилось куда больше, но окончательное решение призваться все равно созрело только в последнюю ночь. Итак, я собрал рюкзак, и уже на следующее утро началась моя служба.
Курс молодого бойца длился три недели, проходил я его как обычный «джобник» (это армейский сленг, от английского «job» – работа) – был с другими такими же водителями. Всего нас набралось 200 человек – парней и девушек. После этого начался необходимый курс вождения, и по его окончании, я перешел под крыло своей армейской базы. Кстати, права я получил еще до начала службы, но за счет армии.
Экзамен в автошколе
Как я получал права – это отдельная история. Вместо одного учителя, я прошел четырех: первый сказал, что я бездарь и никогда не смогу водить машину, второй неожиданно пропал – перестал работать с армией, третий был директором автошколы, он дал мне три урока и решил продвигаться по карьерной лестнице – уехал в Иерусалим открывать еще одно учреждение.
Но перед своим отъездом тот директор дал мне другого учителя, сказав, что это лучший из всех, которые только могут быть. Тут я с ним полностью согласен – меня учили не просто сдаче теста, а нюансам, каким-то важным деталям. В итоге я сдал экзамен со второго раза – требования очень высокие, не допускается даже малейшей ошибки. Права я получил в феврале, и уже через месяц началась моя армейская служба.
Хороший ли я водитель
Вся моя служба проходила в Эйлате – туда меня и отправили после сдачи экзамена. На курсах вождения и курсе молодого бойца меня сочли лучшим – выдали грамоту, в которой были подчёркнуты личные качества и водительские заслуги.
До того как принять меня на должность водителя-пограничника, мой командир попросил рекомендации у всех людей, которые были знакомы со мной в армии, они подтвердили: хороший человек. И сразу же меня отправили водить на границу, а я к тому времени не знал абсолютно ничего. Я попросил ребят, которые уже имели опыт службы, помочь мне и хоть что-нибудь объяснить. Они написали мне на обрывке газеты инструкцию, как проверить машину перед движением. Только через полгода мне дали профессиональный курс. Но к тому времени я занимался этим уже 6 месяцев и успел набраться опыта.
Как я отлавливал нелегалов, суданцев
Всего за время службы я был на трёх базах, находясь в должности водителя-пограничника (запрещается все время находиться на одной). Задания там у нас были очень разные. Например, на границе с Египтом я «ловил» суданцев, которые бегут к нам из Африки. Их путь как раз пролегает через эти границы. Мы патрулировали 20-ти километровый участок израильской границы, за ним в сторону Египта идут горы, откуда обычно прибывали 200–300 суданцев в день, причем как по расписанию – в 6 утра.
Оружие направлять на них было нельзя, иначе люди начинали пугаться и разбегаться, а вы представляете, что это такое – поймать 300 разбежавшихся человек? Доходило до того, что они начинали разделяться на несколько несогласованных групп, часть из которых нам удавалось поймать, а часть в итоге преспокойно уезжала в Беэр-Шеву. Там, правда, их уже ждали, но сам факт того, что людям удавалось сбежать – уже не очень хорошо. Попадались те, кто решал дойти до Тель-Авива пешком и шел совершенно в другую сторону, где-то на границе с Иорданией все же понимая: Тель-Авив не там…
Были суданцы, которые перелазили прямо с дипломатом: лезет человек в спортивном костюме, сбрасывает с себя все, надевает туфли, пиджак и берет дипломат, а там египетские деньги, евро, доллары, шекели и ноутбук – и уже готов идти начинать свое дело!
Временами было жутко: люди не пили и не ели нормально несколько дней, а там и пожилые, и женщины, и дети. Пытаешься их напоить – а они не верят, думают, что вода отравлена. Приходилось сидеть с ними, отпивать из каждой бутылки и ждать, чтобы видели – вода безопасная.
Не обходилось без курьезов и странностей
Помню, как израильская армия строила разделительный забор с Египтом. Под разделительным мостом, под бетоном должны быть специальные трубы, которые проводят воду – при строительстве мы не имеем права нарушать природный баланс. Чтобы там никто не лазил из непрошеных гостей, нужно было растянуть по всей трубе моток колючей проволоки.
Как-то ночью, пока все спали, я решил заняться этим сам, только не до конца понял, что к чему, и в итоге растянул ее со стороны Египта, а не наоборот, – то есть назад в Израиль вернуться уже не смог. Пока люди спали, конечно, я таки обошел недостроенный забор и вернулся в машину. Приключения – это моё :)
Еще на нашем отрезке границы был пропускной пункт с Иорданией. И через него как-то раз хотел перейти очень странный американец. Мы поймали его, он все спрашивал, как ему перейти через границу. Привезли его куда нужно, интересуемся, в чем дело, почему его не пропускают. Нам объяснили, что он странный, вызывает подозрения и везде трогает забор. Когда его отпустили, он отправился делать то же самое, но уже в другую сторону! Так и не дошел – видимо, надоело. Попадаются чудики… Некоторые специально у границы ночуют в палатках, чтобы пораньше попасть в другую страну, за время службы я насмотрелся, конечно, на многое.
«Фасолинки» и прелести юга
«Фасолинки» – это не еда, голодный читатель! 🙂 Это спящие на патрульных машинах солдаты, которые в конец обнаглели. Во время патрулирования границы, они брали спальные мешки, надевали их себе на головы и укрывали тела, пристегивались ремнем безопасности и так ехали в патрулирующей машине.
Вообще сон в армии на вес золота, в объятиях Морфея нам был дорог каждый час. Помню, к нам приходили «милуимники» – солдаты-резервисты. На самом деле, это было смешно: мы, срочники, тогда уже давно нормально не спали, и я незаметно уснул в кузове машины, а ребята-резервисты поехали искать меня. Проснулся я от того, что катаюсь по машине. Говорю:
— Слушайте, а куда мы едем?
— Тебя искать!
— Так вот он я, нашелся!
Вообще, в массе своей, израильтяне – добрый и отзывчивый народ. Когда они видят солдата, который сидит на дежурстве в 50-ти градусную жару совершенно уставший, все стараются как-то помочь: привозят колу, чипсы, даже пакетик льда – и то очень приятно. Временами было трудно, но мы находились в очень красивой местности: рядом с нами – Красное море, видели удивительных розовых фламинго и ящериц, набрели на заброшенный детский лагерь. А какие там закаты в красных эйлатских горах – вообще шикарные!
Я не жалею, что в моей жизни была армия, она многому научила, открыла что-то новое. Даже ради таких воспоминаний уже стоило идти служить, тем более здесь, в стране, которая столько тебе дала.
А каков был ваш армейский опыт?
Даниил ЕршинИзраильтянин и петербуржец. Служил водителем-пограничником в израильской армии. Любит Израиль и Россию и верит в добро.
Материал подготовила — Марина Говзман
Основные обновления программы подготовки водителей в армии
ФОРТ-РАКЕР, штат Алабама — После резкого правительственного расследования о переворачивании тактических транспортных средств армейское командование работает над пересмотром программы обучения водителей, по словам высшего должностного лица армии. Любые изменения должны вступить в силу примерно через год, сказал он Army Times.
Отчет Счетной палаты правительства «действительно нашел отклик как в армии, так и в корпусе морской пехоты… он сказал нам то, что нам нужно было услышать», — сказал Бриг. Генерал Эндрю Хилмс в послеобеденном интервью в понедельник.
Хилмс командует Армейским центром боевой готовности, который наблюдает за безопасностью и расследованиями всей службы. Он также является главным офицером службы безопасности, консультирующим начальника штаба.
В одном из выводов GAO была обнаружена ошибка децентрализованной модели обучения водителей в армии, в которой говорилось, что местные главные водители и инструкторы и экзаменаторы на уровне компании не могли последовательно реализовывать программу обучения, которая была «уязвима для конкуренции» с другими приоритетами и часто сгущенный.
Эти проблемы отчасти были вызваны отсутствием «критериев эффективности и измеримых стандартов» для лицензирования и обучения, помимо первоначального дорожного теста, предназначенного для сертификации вождения в дневное время по ровной местности.
В ответ Хилмс сообщил, что группа планирования Пентагона работает над тем, чтобы полностью изменить способ обучения водителей в армии. Ранее единственным публично признанным изменением службы в обучении водителей было улучшение надзора за программой путем создания централизованного курса для мастеров-водителей и определения ролей и обязанностей военнослужащих, участвующих в проведении обучения.
«Думаю, в следующем году вы кое-что увидите», — сказал Хилмс, добавив, что рабочая группа разрабатывает новую программу с лета прошлого года.
Причины обновления выходят за рамки отчета GAO, объяснил Хилмс.
— Когда дело доходит до вождения… тактических машин, стойки ворот немного смещаются, — сказал генерал. «Сейчас каждый пятый солдат, поступающий в армию, не имеет гражданских водительских прав… 20 лет назад таких было 10%».
Хилмс сказал, что основой предстоящих изменений в обучении водителей будут «четко очерченные» задачи, условия и стандарты, которые водители должны выполнять для каждого транспортного средства, которым они управляют.
Скорее всего, будут разные наборы стандартов для разных дорожных условий, сказал он. Это будет большой сдвиг в философии. Текущая программа сертифицирует военнослужащих для простого вождения в течение дня по ровной поверхности, а другие навыки, такие как вождение в ночное время, оставлены отдельным подразделениям.
«Это будет гораздо более предписывающее, — объяснил Хилмс. Предстоящая программа, скорее всего, будет включать в себя структурированную модель развития для наземных водителей, аналогичную модели развития авиаторов.
Хилмс намекнул, что служба склоняется к созданию уровней квалификации для водителей, которые будут означать опыт солдата с конкретным транспортным средством. Когда кто-то проходит первоначальный дорожный тест для транспортного средства, в соответствии с этой концепцией он становится «базовым водителем».
«Я думаю, куда они направляются, так это после того, как вы накопите столько часов без происшествий, может быть, теперь вы считаетесь водителем среднего уровня», — сказал он, предположив, что для некоторых миссий может потребоваться, чтобы водители транспортных средств имели определенный уровень сертификации. «Я думаю, что это то направление, в котором мы движемся».
Обновления программы, скорее всего, будут включать в себя более определенные сценарии обучения для каждой машины, добавил Хилмс, хотя эти подробности не будут доступны до тех пор, пока не будет представлена новая программа.
Генерал также считает, что эта смена заставит подразделения лучше отслеживать, насколько опытны их водители, что поможет командирам лучше сочетать опытных водителей с неопытными, чтобы снизить риски во время обучения.
«Мы не умеем считать мили для водителей, — сказал Хилмс. Многие расследования несчастных случаев показывают, что подразделения не отслеживали должным образом пробег своих водителей после их первоначальных дорожных испытаний.
Хилмс также надеется, что обновленные стандарты, какой бы ни была их окончательная форма, заставят подразделения более тщательно подходить к тому, как они проводят обучение.
«Мы не расследовали тактическое дорожно-транспортное происшествие [с 2019 года]… где [подразделение] имело стандартную программу обучения водителей. Это проблема», — сказал он. «Это не сексуально. Но, чувак, это фундамент».
Армейские мастера-водители поддержали это мнение в отчете GAO, где один из них сообщил следователям, что «обучение водителей не является первоочередной задачей для подразделений, и это никогда не будет проблемой, пока не станет проблемой».
О Дэвисе Винки
Дэвис Винки — старший репортер, освещающий события в армии. Он занимается расследованиями, кадровыми вопросами и военной юстицией. Дэвис, также ветеран гвардии, стал финалистом премии Ливингстона 2023 года за свою работу с The Texas Tribune по расследованию пограничных миссий Национальной гвардии. Он изучал историю в Вандербильте и UNC-Чапел-Хилл.
Поделиться:
Метки:
Хорошие новости
В других новостях
Как поддержать супруга во время перехода к гражданской жизни
Суть в том, что вашему супругу нужна та же информация, что и вам.
Познакомьтесь с настоящим танкистом времен Второй мировой войны, который вдохновил Брэда Питта на создание фильма «Ярость».
Лафайет Г. Пул был «асом танкистов».
Полиция по делам ветеранов получит нательные камеры к концу 2023 года
Камеры на приборных панелях в автомобилях также будут записывать взаимодействие офицеров с посетителями собственности VA.
Мнение
Два молодых солдата и отцы, которыми они стали
Замечательный подарок позволил автору по-новому взглянуть на время службы ее отца во время Второй мировой войны.
Военных пенсионеров выгружают с баз в Турции. Кто следующий?
Изменения на авиабазе Авиано в Италии находятся на рассмотрении, а прошлым летом на Филиппинах было объявлено о прекращении привилегий военной почты, которое затем было отложено.
Загрузить еще
Тейлор Драйвер — 2022-23 — Женское регби
Перейти к основному содержанию
Перейти к основному содержанию
Билеты Логин
Состав женского регби 2022-23 гг.
Био
Связанный
Исторический
Биография
2021 (7 с): Статистически не учитывается.
2020 (15 с): Статистически не учитывается.
До Вест-Пойнта: окончил Северную центральную среднюю школу в Индианаполисе, штат Индиана… помимо регби играл в футбол и был членом группы поддержки… был назначен капитаном команды по регби в 2019 году…происходит из семьи военного; Мама (ВВС), папа (армия, в отставке), мачеха (армия, национальная гвардия, действующая служба) и имеет 14 братьев и сестер . .. Майор не определился .. Компания E4.
Сварка в домашнем хозяйстве дело нужное, а иногда просто необходимое. Но необходимость эта может возникать редко, а все равно — без сварки никак. Можно просто купить сварочный аппарат, сейчас всего в продаже навалом, только не всегда это финансово целесообразно. Хорошая сварка стоит хороших денег. Второй путь — сделать сварку самостоятельно. Конструкция классической сварки несложная и не требуется экзотических деталей и больших навыков при изготовлении. Самостоятельно сделать можно и инверторный сварочный аппарат, но это далеко не всем под силу, дорого, трудоемко и наверное нецелесообразно. Никто не разрабатывает и не изготавливал сварочный инвертор ради экономии средств. Все что предлагают на различных сайтах силовой электроники, не говоря уже о сайтах сварщиков, это все не более чем чьи-то амбиции…
Там народ делится на тех кто пытается удовлетворить собственные амбиции и изготовить инвертор, и на тех, кто им мешает своими советами, так как вторые вообще ни чего ни когда не строили, и не собираются строить, в большинстве своем. Те кто строит, конечно-же это творческие люди и заслуживают внимания. Но не один из них не сможет создать инверторный сварочный аппарат дешевле, чем сможет купить в магазине. Имеется ввиду все временные и прямые материальные затраты. А вот сделав самостоятельно обычную сварку, экономия получаеся солидная.
Вначале кратко рассмотрим принцип и теорию сварочного аппарата.
Основным элементом сварочного аппарата является трансформатор, предназначенный для питания сварочной дуги, собственно преобразующий сетевое переменное напряжение и обеспечивающий необходимую величину и качество сварочного тока. В простейшем случае, наиболее распространенном среди самодельных конструкций, источником питания сварочной дуги является только один трансформатор, без каких-либо дополнительных элементов. Заключенный в корпус источник питания, оборудованный всем необходимым дополнительным оборудованием: соединительными проводами и клемами, выключателями и внешними движками регуляторов, с установленными рукоятками для переноски, а для большего удобства и колесиками, представляет из себя уже полностью завершенную конструкцию — сварочный аппарат, сделанный своими руками.
Сварочный трансформатор понижает сетевое, как правило, однофазное напряжение 220 В до необходимого для сварки значения — 50.. .80 В. Работает сварочный трансформатор в специфических условиях — дуговом режиме — режиме практически максимальной отдачи мощности. Поэтому сварочные трансформаторы должны быть построены таким образом, чтобы могли безболезненно переносить протекание больших токов, в бытовых конструкциях до 200 А. Сюда же следует приобщить вибрации и возможность перегрева — тоже следствие высокой развиваемой мощности.
Конструкции типовых сварочных трансформаторов весьма разнообразны, часто в их устройство заложены нераздельные элементы, предназначенные для регулирования тока. Разнообразие самодельных сварочных трансформаторов еще большее, так как в их конструкциях часто встречаются решения нестандартные, а то и уникальные вообще — приемы, не нашедшие применения в трансформаторах больше нигде. С другой стороны, самодельные конструкции трансформаторов максимально просты: практически никогда не содержат в себе дополнительных элементов для регулирования тока, свойственных промышленным образцам, таких как использование части магнитопровода трансформатора с дополнительным регулируемым реактивным сопротивлением и передвигающихся обмоток. Регулирование силы сварочного тока в данном случае может осуществляться путем переключения витков катушек или с помощью внешних, существующих отдельно от трансформатора специальных устройств.
В зависимости от используемого для сварки типа тока, различают сварочные аппараты постоянного и переменного тока. Сварочные аппараты с использованием малых постоянных токов применяют при сварке тонколистового металла, в частности, кровельной и автомобильной стали. Сварочная дуга в этом случае более устойчива и при этом сварка может происходить как на прямой, так и на обратной полярности, подаваемого постоянного напряжения. На постоянном токе можно варить электродной проволокой без обмазки и электродами, которые предназначены для сваривания металлов при постоянном или переменном токе. Для придания горения дуги на малых токах желательно иметь на сварочной обмотке повышенное напряжение холостого хода Uхх до 70…75 В. Для выпрямления переменного тока, как правило, используют мостовые выпрямители на мощных диодах с радиаторами охлаждения
Мощность сварочного трансформатора в ваттах рассчитывается как
Ртр=25* Iсв , где Iсв — сварочный ток в амперах.
Далее определяют сечение магнитопровода в кв. см:
S>0,015P где Р — в ваттах.
Для магнитопроводов, отличных от тороидального, следует увеличить сечение в 1,3 — 1,5 раза.
Затем вычисляют в мм диаметр провода первичной обмотки:
d1>1,13(P/2000)2
Диаметр провода вторичной обмотки в мм вычисляют по формуле:
d2>1,13(I/j)2 где j — плотность тока в А/мм2.
При токе I, меньшем 100А, принимают j равной 10 А/мм2; при токе менее 150А — 8 А/мм2; при токе менее 200А — 6 А/мм2. Если используют некруглый провод, его площадь сечения должна быть равна площади сечения круглого. В рассчёте принято, что среднее суммарное время горения дуги не превышает 20% от среднего суммарного времени пауз между периодами горения дуги(ПВ<20%).
Количество витков на вольт можно рассчитать по формуле :
W=S/50 где S — площадь сечения магнитопровода ,см2.
Далее делится своими наработками инженер В. Котлер Речь пойдет о самостоятельной постройке сварочного трансформатора. Сам я их построил несколько десятков, и думаю что мои советы могут оказаться полезными, в особенности тем, кто взялся за это в первый раз. Начнем с самого простого варианта — использования готовых деталей. Вообще, считается высоким классом инженерного мастерства, если ваш проект был сконструирован из всех деталей «с полки» , т.е. тех, которые имеются в наличии и их не надо производить. Если у Вас есть возможность найти какой нибудь достаточно крупный трансформатор или несколько одинаковых помельче — это может быть хорошим заделом. Совершенно ясно , что такой трансформатор сходу варить не будет и его придется доработать до приемлемых характеристик. Начнем с того , что трансформатор должен весить хотя бы 12-15 килограмм, никак не меньше , единственным исключением может оказаться тороидальный трансформатор, например ЛАТР , но все равно менее 9 кг — ничего хорошего ждать не приходится. Если вес найденного Вами трофея меньше чем упоминалось — то таких нужно пару одинаковых или искать чего нибудь потяжелее.
Начнем с определения характеристик найденного Вами трансформатора. Во-первых давайте убедимся, что он может быть напрямую включен в сеть. Если на нем есть надпись или наклейка 220(230) Вольт — это уже пол дела — трансформатор явно сетевой и следовательно можно попытаться включить его означенными выводами в сеть. Если такой наклейки нет, то можно попробовать поискать при помощи омметра обмотку сделанную самым тонким проводом и с самым большим количеством витков, скорее всего она и есть сетевая или может быть рассчитана на более высокое напряжение (например 380 Вольт). В любом случае следует включить неизвестную обмотку на выход ЛАТРа и постепенно поднимая напряжение измерять ток в этой обмотке (лучше клещами). Если удалось поднять напряжение до 220 (230) Вольт и ток в обмотке не превысил 2 Ампера — это очень хорошо, обмотка расчитана на сетевое напряжение и у трансформатора нет коротких витков. Итак у нас в руках трансформатор, который можно включать в сеть и он весит 12 или более кг. Следующая стадия — проверим сечение провода найденной нами обмотки, для этого , если это возможно лучше всего замерить его диаметр штангель — циркулем и посчитать площадь по известной формуле. Если сечение выходит менее двух квадратных миллиметров — это мало, обмотка будет перегреваться и использовать ее для сварки нельзя. Неплохие результаты получаются с обмотками 3 и более квадратных миллиметра. Исключение опять составит ЛАТР. Его обмотка тонковата , но т.к. намотана она прямо на массивный «бублик» в один слой то ее тепловой режим позволяет ее использование в режиме сварки. Если обмотка по какой то причине оказалась слишком тонкой или трансформатор при подключении к сети быстро разогревается — не отчаивайтесь у Вас в руках хороший сердечник и обмотки просто придется перемотать, это конечно больше работы чем планировалось , но тем не менее ее реально сделать в домашних условиях — поговорим об этом чуть позже , а пока вернемся к готовому исправному трансформатору сетевая обмотка которого в порядке.
Давайте посмотрим, какие еще обмотки есть у нашего трансформатора, будем помечать все вторичные обмотки напряжение которых в пределах от 30 до 70 Вольт и при этом смотреть на толщину провода , которым они намотаны. Если обмотки медные — нам нужно получить сечение не менее 15 квадратных миллиметров при означенных напряжениях , если алюминиевые — не менее 20 квадратных миллиметров. Вообще, в трансформаторах закладывают сечение обмоток из расчета 3 Ампера на квадратный миллиметр медного провода, для сварочного аппарата можно несколько форсировать это значение и принять его 5 Ампер на квадратный миллиметр, тогда аппарат с сечением вторичной обмотки 15 квадратных миллиметров будет хорошо, «комфортно» тянуть ток 75-80 Ампер , почти без перекуров (электрод 2.5 мм) и 110-120 Ампер с низким ПВ , т.е. можно будет варить электродом 3.25 , но с перекурами на остывание аппарата. Если Вы твердо уверены , что варить электродами 3.25 Вам не придется и 2-2.5 мм это Ваши ходовые электроды , а работа не объемная , тут там прихватить, можно сказать что 12 квадратных миллиметров по меди хватит (Для алюминия нужно примерно в полтора раза больше, я не люблю алюминиевые обмотки — они дают очень уж мягкую характеристику, тем не менее дело вкуса). Следует обратить внимание, что если есть две(или больше)одинаковые обмотки каждая из которых недостаточного сечения их можно включать параллельно. Если наоборот есть несколько обмоток с подходящими сечениями(пусть даже не одинаковыми) и низкими напряжениями(они тоже могут быть разными) их можно включить последовательно. В последнем варианте больше всего будет греется обмотка с самым тонким сечением.
Итак, у нас есть трансформатор у которого на выходе худо бедно имеется 40-70 Вольт , первичная обмотка имеет 3 квадратных миллиметра сечения и вторичная более 15 квадратных миллиметров. Если нет, и имеется только подходящая первичная — ничего, чуть позже мы обсудим как это поправить (ее придется намотать и об этом речь еще пойдет. Кстати если вышло все кроме напряжения на вторичной и есть место куда домотать провод — то можно попробовать это сделать в части, где будет обсуждаться наматывание вторичной обмотки упомянем и этот вариант). Надо отметить , что напряжения даны предельные, ниже 40 Вольт будет довольно трудно разжигать дугу , а выше 70 будет довольно трудно достигнуть хороших токов , да и вырастает опасность поражения электрическим током. Мой аппарат имеет 55 Вольт и иногда, по невнимательности , особенно при работе на солнышке или в мокрых варежках (чаще зимой) , схватившись за электрод, вспоминаешь о том , что с током не шутят. Первым делом припаиваем к соответствующим выводам трансформатора сетевой провод, его нужно взять хотя бы 2.5 квадратным миллиметра, лучше в двойной изоляции, если этот провод планируется для использования в конечной конструкции, предпочтение длинному проводу (хотя бы метров пять), т.к. чаще всего варить придется в месте , где розетка есть только в соседней комнате (имеется в виду подходящая розетка — обсуждалось в статье о выборе аппарата). Далее нужно подготовить сварочные кабели (нет , не подумайте , варить таким трансформатором нельзя , но попробовать необходимо). Если кабели вы хотите делать сразу в конечном варианте, то следует выбрать мягкие провода в резиновой изоляции длинной никак не короче двух — двух с половиной метров , а лучше и подлиннее( у меня 4 метра).
Прищепку взять потуже — ее можно купить , она не дорогая, если нет , то можно использовать от автомобильных «прикуривателей» , но лучше взять специализированную, держатель надо купить и не выдумывать глупостей с «вилками» из арматуры и уголков. Если пока всего этого нет и кабели нужны только для испытания трансформатора , а нормальные будем делать потом, то подойдет и два куска многожильного медного провода в ПХВ изоляции , сечением не тоньше вторичной обмотки , вместо прищепки можно использовать столярный зажим , держак все равно нужен.
Аккуратно приматываем провода к вторичной обмотке, ничего не паяем — нам их сразу после пробы отсоединять. Берем кусок железки (толщиной миллиметра три, это может быть уголок , обрезок профиля, или водопроводной трубы), цепляем на него прищепку зажимаем в держатель электрод 2.5 мм и пробуем варить. Как правило промышленно исполненные трансформаторы имеют жесткую или пологопадающую вольт амперную характеристику, которая для сварки не подходит, это значит , что при возгорании дуги выходное напряжение не упадет до положенных 25-27 Вольт а будет пытаться удерживаться таким как оно было вами замерено и процесс горения будет проходить при большом токе сопровождаться характерным гулом и сильным разбрызгиванием, шов будет получаться с глубоким проваром или будут прожоги, реже случается что при касании электродом сразу падает пробка — ничего страшного, это тоже результат — он нас устраивает (излишне отмечать , что пробка должна быть хотя бы Ампер на 15). Если при испытании дуга горела без гула, а с потрескиванием , как жарящаяся яичница, и шов наварился ровным валиком — то Вам повезло , у Вашего трансформатора падающая вольт -амперная характеристика и электродом 2.5 мм можно варить ничего не переделывая , а для добавления тока придется включать в сварочную цепь емкости — о регулировке таким способом еще поговорим.
Итак у нас трансформатор с жесткой характеристикой (их еще называют с нормальным рассеянием), который для сварки без дополнительных переделок не пригоден , только для резки — это мы только что проверили. Для того, чтобы смягчить характеристику нашего трансформатора надо ввести в одну из его цепей сопротивление , активное или реактивное. Начнем с того , что ввод сопротивления в первичную цепь неизбежно понизит выходное напряжение на вторичной обмотке , и если до этого оно было 40-50 Вольт то после ввода сопротивления в первичную обмотку, разжигать дугу будет тяжело и следовательно такой вариант не рекомендуется , если же напряжение было 60-70 Вольт то это вполне работоспособный вариант. Активное сопротивление — это просто резистор , на котором выделится часть мощности в результате чего он будет греться. Аппарат с таким сопротивлением (его называют балластным) будет нормально работать , но будет неэкономичным в плане потребления и не эргономичным из-за сильного нагрева балласта. Основное преимущество такой конструкции в том что если балласт находится по первичной цепи , то для его исполнения подойдет кусок нихромовой проволоки от перегоревшего электрообогревателя. Варьируя длину нихромовой нити включенной в цепь трансформатора можно менять характеристику трансформатора и следовательно ток сварки. Я не стану распространяться о применении балластных сопротивления, техника довольно проста и каждый найдет свою методику. Вариант, который я рекомендую — введение индуктивного сопротивления во вторичную цепь (можно вводить индуктивность и в первичную, но это менее удобно, хотя вполне жизнеспособно).
Что такое индуктивное сопротивление? — Не станем углубляться в объяснения о комплексных величинах, импедансах и т. д. — это нам сейчас не очень интересно, обратим внимание на такой факт, если мы включаем в сеть трансформатор ( например зарядку от телефона) то пробки не падают и короткого замыкания не происходит , хотя первичная обмотка намотана обычным медным проводом и ее сопротивление по омметру значительно ниже , чем ожидалось. Тем не менее, пока трансформатор ничем не нагружен ток через его первичную обмотку почти не течет. Протеканию тока через обмотку как раз и препятствует то самое индуктивное сопротивление , но обмотка при этом фактически не греется. Следовательно мы хотим намотать некоторую обмотку , которая будет ограничивать сварочный ток на нужной нам величине. У этой нашей обмотки мы сделаем несколько отводов для работы электродами разного диаметра- переключение отводов и будет являться регулировкой характеристики аппарата.
Как и из чего делать такую регулирующую обмотку? (ее называют выносной дроссель). Каждый будет исходить из своих возможностей я же предлагаю свой вариант испытанный уже не один раз — Нам придется найти еще один трансформатор — не пугайтесь он небольшой и не такой тяжелый как первый, нас так же не будут интересовать его обмотки — мы их удалим. Я использовал Ш-образный трансформатор вынутый из сгоревшей микроволновки. Оба его боковых керна я удалил при помощи болгарки, если болгарки нет — можно воспользоваться ножовкой по металлу. Обмотки тоже были удалены — получился сердечник напоминающий двутавр. Полученный сердечник обматываем мягкой тканью или тряпичной изолентой и откладываем в сторону. Теперь самое время найти провод для обмотки. Для этой цели вполне подойдет медная шина, хотя мотать будет не очень удобно, и она довольно дефицитна, удобно мотать обычным обмоточным проводом диаметром 3 мм взятым втрое (провод должен быть в лаковой изоляции). Я предлагаю вариант многократно испытанный и дающий безотказный результат. Нам нужно раздобыть метров пятнадцать многожильного медного провода в ПХВ изоляции сечением 20 Квадратных миллиметров (подойдет и 10 квадратных миллиметров но его нужно метров 30 и мотать придется вдвое). В ПХВ изоляции использовать его нельзя — она занимает массу места при намотке и не выдерживает нагрева, поэтому вооружившись ножом мы снимем с провода всю изоляцию и вместо нее намотаем обычный малярный скотч (бумажный). Делать это мы будем так : срезаем 20-25 см изоляции закручиваем жилы провода , чтобы была аккуратная косичка, отрезаем 20 см скотча и обматываем вдоль оголенной части провода (т.е.не как обычно мотают изоленту ,а трубочкой )получится 3-4 слоя, операцию повторяем , так что каждый следующий отрезок скотча ложится на предыдущий. После , примерно, часа возни мы получим мягкий обмоточный провод в жаропрочной изоляции , которая, к тому же, прекрасно пропитывается лаком , но это потом.
Теперь самый главный вопрос сколько витков мотать и где делать отводы. Чтобы ответить на этот вопрос лучше всего опять провести эксперимент. Я обычно поступаю так, сразу наматываю пятнадцать витков и не отрезая провода включаю полученную катушку в сварочную цепь (благо кабели у нас уже есть, один кабель подсоединяется прямо к трансформатору , а второй к длинному необрезанному проводу нашей регулировочной обмотки). Вставляем в держатель электрод 3.25 (ну или самый толстый , которым вы собираетесь пользоваться) и пробуем , если дуга по прежнему гудит и жжет дыры — доматываем виточков пять и опять пробуем , если электрод липнет — отматываем витки , если все устраивает — фиксируем петельку провода — это будет отвод , меняем электрод на потоньше , доматываем виточки и опять пробуем. Из опыта скажу, что для каждого электрода лучше подобрать пару режимов , один при котором он варит нормально , и второй , с током чуть поменьше. В этом случае появляется больше регулировочных вариантов и как следствие аппаратом работать удобнее. Последние аппараты я строил так: Находил режим в котором аппарат уверенно , даже чуть агрессивно тянет 3.25, потом режим где 3.25 не прожигает железо 3 мм , потом режим где электрод 2.5 чуть агрессивно варит металл 3 мм, и наконец режим в котором электрод 2.5 сваривает металл 2 мм без прожогов — этих режимов вполне хватает для выполнения любых работ. Излишек провода обрезаем. Обычно у меня заходит 40-45 витков , тем не менее число ориентировочное все зависит от того , какой трансформатор попался как сварочный. Следует отметить , что дроссель мотать надо максимально туго. После нахождения всех отводов закрепляем полученную обмотку двумя тремя слоями того же малярного скотча и от души пропитываем лаком. Обычно я ставлю дроссель на целлофановый пакет и заливаю лак прямо на обмотку через часик можно перевернуть дроссель и залить лак с другой стороны полученную катушку надо оставить (на солнышке) на сутки или чуть больше, пока лак полностью просохнет. Лак лучше взять электротехнический, но пойдет и столярный , например для паркета. Если лак добыть не удалось можно воспользоваться масляной краской, но лучше, все же, поискать лак. Не пропитывать катушку не рекомендуется т.к. ее витки вибрируют при прохождении электрического тока и со временем скотч протрется.
Теперь о компоновке самодельной сварки. Вы удивитесь , но это самая сложная часть аппарата , от которой зависит будет ли удобно пользоваться аппаратом и на сколько , будет ли он надежно работать и т.д. Начнем с самых простых и важных вещей. Аппарат тяжелый и следовательно ему потребуется ручка или ручки для переноски (когда по лестнице поднять , когда в багажник машины положить). Аппарат при работе будет нагреваться и следовательно ему нужен хорошо вентилируемый корпус (возможно даже придется снабдить его вентилятором , хотя я не приверженец — мне мешает его монотонный шум). К аппарату подсоединяются разные провода и лучше складывать их так чтобы они не болтались и не мешались. Регулировка у нас переключением отводов поэтому хотя бы один провод будет съемным (я делаю съемными оба провода). За несколько лет сборки таких аппаратов я отработал для себя вот такую конструкцию:
Костяком конструкции являются две горизонтальные пластины выполненные из толстой фанеры или ДСП (лучше фанеры), пойдет доска или как сделано в моем случае остаток полированной дверцы от старого шкафа (клеенная доска). Нижняя пластина снабжена ножками — это удобно , особенно если аппарат хранится в помещении где случаются лужи. На нижней пластине закреплен основной трансформатор и регулировочный дроссель — я крепил просто шурупами. по углам обеих пластин просверлены отверстия через которые продеты резьбовые прутки бна прутках имеются гайки и шайбы , которыми обжимаются обе пластины , ими же и регулируется расстояние между пластинами. Выступающие части прутков служат основами для ручек , в свою очередь ручки являются местом укладки проводов. Сами ручки выполняются из черенка для лопаты или карниза для занавесей. В таком состоянии даже без боковых стенок аппарат уже пригоден к работе и очень удобен , если вы не работаете на улице где песок и т.д. то стенки в общем и не понадобятся, если они все же нужны — их можно выполнить из тонкой фанеры (трехслойки). вентиляционные отверстия можно насверлить или сделать из крышки отслужившего свой срок электроприбора — у меня они вырезаны из задних крышки старого телевизора — просто подвернулась под руку, но вышло хорошо. Для контактов переключения тока (перекидывания провода) очень удобно применять медные, бронзовые или латунные шпильки с такими же гайками и шайбами , в принципе подойдет даже М6 — у нас в магазинах есть латунный резьбовой пруток. Если такую роскошь достать не удалось — пойдут и стальные шпильки М10, правда их раз в пару лет придется менять (те которые больше всех используются), но как вариант — вполне пригодно. Теперь вернемся к тем счастливчикам у которых не сложилось с обмотками на найденном трансформаторе. Как в принципе , рассчитать количество витков обмотки, если она должна быть на каком то неизвестном железе и должна быть рассчитана на сетевое напряжение? Не стану предлагать никакие сложные расчеты — ими завален весь интернет. Предложу опять эксперимент — делал много раз никогда не ошибался. Берем сердечник вашего будущего аппарата , все обмотки нужно предварительно снять , особенно если вы не уверены что они исправны и не замыкают. на оголенный сердечник наматываем любым проводом 20-30 витков (в любой изоляции , любой толщины , лишь бы было удобно мотать). если сердечник нужно стянуть — стягиваем. Полученную конструкцию подключаем к латру и вешаем на один из проводов токовые клещи (ну , или в разрыв провода подключаем амперметр). начинаем латром поднимать напряжение на нашей пробной обмотке и смотрим за током. как только ток стал 1-2 Ампера — останавливаемся и меряем напряжение на выходе ЛАТРа. Количество витков обмотки делим на замерянное напряжение и умножаем на напряжение сети — получается количество витков первичной обмотки. Количество витков вторичной обмотки можно получить тем же способом , только вместо напряжения сети подставить желаемое напряжение на выходе трансформатора , например 55 Вольт. Для намотки первичной обмотки нужновзять провод в лаковой изоляции сечением , как уже упоминалось не менее 3 квадратных миллиметров (а то и побольше). Вторичную обмотку лучше мотать мягким многожильным проводом в изоляции из малярного скотча , как предлагалось при изготовлении дросселя. Намотанный трансформатор обязательно нужно пропитать лаком.
Прочтя все мои изыскания кто то скажет «что же мне делать если ни ЛАТРа ни подходящего трансформатора не нашлось?». Есть ответ и на этот вопрос. Если все так туга — могу предложить два варианта, первый — вместо латра воспользоваться статором электродвигателя — описывать я не буду — достаточно набрать в поисковике «сварочник из электродвигателя» — результатов будет море. Я предложу другой вариант, который не так затерт и многим неизвестен. Для исполнения этого варианта нам понадобятся старые микроволновки. Их нужно две или больше. Точнее, нам понадобятся трансформаторы из этих микроволновок. Просто так этот трансформатор включать не стоит — у него на выходе два киловольта — может закончится неприятностями. Итак у нас в руках два (три, четыре и т.д.) трансформатора от микроволновки. На каждом таком трансформаторе две отдельные обмотки, одна намотана проводом потолще , а вторая — тонким. Ту что намотана тонким проводом сразу удаляем , аккуратно , вторую обмотку не повредить — она нам нужна. У этого трансформатора иногда есть еще магнитные шунты (пластины трансформаторного железа между обмотками) — их тоже оставляем. Удалить обмотку можно просто ее срезав , а можно разобрать трансформатор чуть подрезав швы, которые его держат. — потом его придется стянуть хомутом , но обмотку можно будет просто снять. вместо снятой обмотки мотаем многожильный медный провод обмотанный малярным скотчем , как рекомендовалось ранее. Мотаем пока помещается, потом собираем трансформатор и включаем в сеть — меряем напряжение на получившейся вторичной обмотке обычно выходит около 20 Вольт, но может получится и меньше, скажем 15 — тогда нам понадобится еще три таких трансформатора. С ними проделываем то же самое. Теперь первичные обмотки этих трансформаторов включаем параллельно , а вторичные — последовательно — мы получили полный эквивалент трансформатора , который требовалось найти в самом начале статьи. С таким набором есть даже некоторое преимущество в компоновке! В интернете я находил конструкцию где два таких трансформатора «упакованы» в корпус от старого пылесоса. — Есть и колесики , и место для сматывания сварочных кабелей , а сетевой кабель даже сам втягивается.
Отдельно пару слов о корпусах — тут, конечно каждый волен выдумывать и моя конструкция лишь пример, тем не менее я настоятельно не рекомендую использовать металлические корпуса — трансформатор во время работы создает сильные магнитные поля , а уж регулировочный дроссель — тем более , у него ведь отрезаны боковушки , т.е. магнитные линии замыкаются в воздухе — металлический корпус будет сильно вибрировать.
Следует заметить, что самодельные сварочные аппараты на сердечниках тороидального типа имеют электротехнические характеристики в 4…5 раз выше, чем у стержневого, а отсюда и небольшие электропотери. Изготовить сварочный аппарат с использованием сердечника тороидального типа сложнее, чем с сердечником стержневого типа. Это связано, в основном, с размещением обмоток на торе и сложностью самой намотки. Однако, при правильном подходе они дают хорошие результаты. Сердечники изготавливают из ленточного трансформаторного железа, свернутого в рулон в форме тора.
чертежи, схемы, материалы. 90 фото-инструкций
Хороший сварочный аппарат значительно облегчает все работы по металлу. Он позволяет соединять и разрезать различные детали железа, которые отличаются своей толщиной и плотностью стали.
Современные технологии предлагают огромный выбор моделей, отличающихся мощностью и размером. Надежные конструкции имеют достаточно высокую стоимость. Бюджетные варианты, как правило, имеют короткий срок эксплуатации.
В нашем материале представлена подробная инструкция как сделать сварочный аппарат своими руками. Перед началом рабочего процесса рекомендуется ознакомиться с разновидностью сварочного оборудования.
Содержимое обзора:
Виды сварочного аппарата
Устройства этой техники различается на несколько типов. Каждый механизм имеет некоторые особенности, которые отображаются на выполненной работе.
Современные сварочные аппараты делятся на:
модели постоянного тока;
с переменным током
трёхфазные
инвекторные.
Модель с переменным током считается самым простым механизмом, который легко можно сделать самостоятельно.
Простой сварочный аппарат позволяет выполнять сложные работы с железом и тонкой сталью. Чтобы собрать подобную конструкцию, необходимо иметь определенный набор материалов.
К ним относятся:
провод для обмотки;
сердечник выполненный из трансформаторной стали. Он необходим для намотки сварочника.
Все эти детали можно приобрести в специализированных магазинах. Подробная консультация специалистов, помогает сделать правильный выбор.
Конструкция с переменным током
Опытные сварщики называют подобную конструкцию понижающим трансформатором.
Как сделать сварочный аппарат своими руками?
Первое что необходимо сделать — это правильно изготовить основной сердечник. Для данной модели, рекомендуется выбирать стержневой тип детали.
Для его изготовления понадобятся пластины, выполненные из трансформаторной стали. Их толщина равна 0,56 мм. Перед тем как приступить к сборке сердечника, необходимо соблюдать его размеры.
Как правильно рассчитать параметры детали?
Все достаточно просто. Размеры центрального отверстия(окна) должны вместить всю обмотку трансформатора. На фото сварочного аппарата изображена подробная схема сборки механизма.
Площадь крена можно рассчитать по формуле: S=a*b. Готовый результат вычислений не должен быть меньше 36 кв. см. Чем больше площадь, тем меньше греется аппарат во время работы.
Следующим этапом будет сборка сердечника. Для этого берут тонкие трансформаторные пластины, которые соединяют между собой до необходимой толщины детали.
Далее наматываем понижающий трансформатор, состоящий из витков тонкой проволоки. Для этого делают 210 витков тонкой проволоки. С другой стороны делают намотку из 160 витков. Третья и четвертая первичная намотка, должна содержать 190 витков. После этого на поверхности крепят толстую платину.
Концы намотанной проволоки фиксируют болтом. Его поверхность отмечаю цифрой 1. Следующие концы проволоки закрепляют подобным образом с нанесением соответствующей разметки.
В готовой конструкции должно присутствовать 4 болта с различным количеством витков.
В готовой конструкции соотношение наматывания обмотки будет равно 60% к 40%. Такой результат обеспечивает нормальную работу аппарата и хорошее качество сварочного крепления.
Контролировать подачу электрической энергии можно при помощи переключения проводов на необходимое количество обмотки. В процессе работы не рекомендуется перегревать сварочный механизм.
Аппарат постоянного тока
Данные модели позволяют выполнять сложные работы по толстым стальным листам и чугуну. Главное преимущество этого механизма, заключается в простой сборке, которая не займет много времени.
Сварочный инвектор представляет собой конструкцию вторичной обмотки с дополнительным выпрямителем.
Он будет выполнен из диодов. В свою очередь, они должны выдерживать электрический ток в 210 А. Для этого подойдут элементы с маркировкой Д 160-162. Такие модели, довольно часто применяют для работы в промышленных масштабах.
Главный сварочный инвектор изготавливают из печатной платы. Такой сварочный полуавтомат выдерживает скачки электроэнергии во время длительной работы.
Опытные сварщики не рекомендуют перегревать оборудование. Это может стать причиной сгорания важных деталей.
Ремонт сварочного аппарата не составит особого труда. Здесь достаточно заменить повреждённую область механизма. В случае серьезной поломки, необходимо заново осуществлять первичную и вторичную обмотки.
Сварочный аппарат является достаточно популярным устройством как среди профессионалов, так и среди домашних мастеров. А вот для бытового использования порой нет смысла покупать дорогой агрегат, так как он будет использоваться в редких случаях, например, если нужно заварить трубу или поставить забор. Поэтому разумнее будет сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Основной частью любого сварочного аппарата, работающего по принципу электродуговой сварки, является трансформатор. Эту деталь можно снять со старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатор нуждается в небольшой доработке. Существует несколько способов изготовления сварочного аппарата, который может быть как самым простым, так и более сложным, требующим знаний в области электроники.
Содержимое
1 Сварочный аппарат СВЧ
2 Сварочный аппарат переменного тока
3 Блок постоянного тока
4 Инвертор от блока питания компьютера
5 Сварочный электродвигатель
5.1 Подготовка к работе
5.2 Изготовление трансформатора
6 Самодельный аппарат точечной сварки
Аппарат СВЧ сварки
Для изготовления мини сварочного аппарата потребуется пара трансформаторов, снятых с микроволновки. Микроволновку легко найти у друзей, знакомых, соседей и т. д. Главное, чтобы она имела мощность в пределах 650-800 Вт, и в ней был цел трансформатор. Если у плиты более мощный трансформатор, то и устройство получится с более высокими показателями тока.
Итак, трансформатор, взятый из микроволновки, имеет 2 обмотки: первичную (первичную) и вторичную (вторичную).
Вторичная имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, его необходимо снять и заменить проводником с большей площадью сечения. Чтобы извлечь эту обмотку из трансформатора, ее необходимо разрезать с обеих сторон детали ножовкой.
Делать это нужно очень осторожно, чтобы случайно не задеть первичную обмотку пилой.
Когда катушка будет вырублена, ее остатки нужно будет удалить из магнитопровода. Эта задача значительно упрощается, если вы просверлите обмотки, чтобы снять напряжение металла.
Далее при помощи дрели или зубила выбить остатки обмотки.
Проделайте то же самое с другим трансформатором. В итоге у вас получится 2 детали, которые имеют первичную обмотку на 220 В.
Важно! Не забудьте снять токовые шунты (показаны стрелками на фото ниже). Этот процент увеличит мощность устройства на 30%.
Для изготовления вторички потребуется приобрести 11-12 метров проволоки. Он должен быть многопроволочным и иметь сечение не менее 6 квадратов .
Чтобы сделать сварочный аппарат, на каждый трансформатор потребуется намотать 18 витков (6 рядов в высоту и 3 слоя в толщину).
Можно намотать оба трансформатора одним проводом или по отдельности. Во втором случае катушки должны соединяться последовательно.
Намотку нужно делать очень плотной, чтобы провода не болтались. Далее первичные обмотки нужно соединить параллельно.
Для соединения деталей между собой их можно прикрутить к небольшому бруску деревянной доски.
Если измерить напряжение на вторичной обмотке трансформатора, то в этом случае оно будет равно 31-32 В.
Этот самодельный сварочный аппарат легко сварит металл толщиной 2 мм электродами диаметром 2,5 мм.
Следует помнить, что приготовление пищи таким самодельным устройством должно быть с перерывами на отдых, так как его обмотки сильно нагреваются. В среднем после каждого использованного электрода прибор должен охлаждаться в течение 20-30 минут.
Тонкий металл с агрегатом из микроволновки не подойдет, так как порежет. Для регулировки тока к сварочному аппарату можно подключить балластный резистор или дроссель. Роль резистора может выполнять отрезок стального провода определенной длины (подбирается экспериментально), который подключается к низковольтной обмотке.
Сварочный аппарат переменного тока
Это наиболее распространенный тип аппарата для сварки металлов. Его легко сделать в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток устройства большая масса понижающего трансформатора , который является основой блока.
Для домашнего использования достаточно, чтобы устройство выдавало напряжение 60 В и могло обеспечить силу тока 120-160 А. Поэтому для первичной , которая подключена к бытовой сети 220 В, понадобится провод сечением от 3 мм 2 до 4 мм 2 . Но идеальный вариант – проводник сечением 7 мм. 2 . При таком сечении перепады напряжения и возможные дополнительные нагрузки на устройство будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий диаметр 3 мм. Если взять алюминиевую жилу, расчетное сечение меди умножается на коэффициент 1,6. Для вторички потребуется медная шина сечением не менее 25 мм 2
Очень важно, чтобы жила обмотки была покрыта тряпичной изоляцией, так как традиционная ПВХ оболочка при нагревании плавится, что может вызвать межвитковое короткое замыкание.
Если вы не нашли провод нужного сечения, то его можно сделать самостоятельно из нескольких более тонких проводников. Но это значительно увеличит толщину проволоки и, соответственно, габариты агрегата.
Первым делом изготовлена основа трансформатора — сердечник . Изготовлен из металлических пластин (трансформаторная сталь). Эти плиты должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, должны быть хорошо от них изолированы. Перед сборкой сердечника рассчитывают его размеры, то есть размеры «окна» и площадь поперечного сечения сердечника, так называемого «сердечника ». Для расчета площади используйте формулу: S см 2 = a x b (см. рисунок ниже).
Но из практики известно, что если сделать сердечник площадью менее 30 см 2 , то таким приспособлением будет сложно получить качественный шов из-за отсутствия запаса мощности. Да и нагревается он очень быстро. Следовательно, сечение жилы должно быть не менее 50 см 2 . Несмотря на то, что вес агрегата увеличится, он станет надежнее.
Для сборки сердечника лучше использовать Г-образные пластины и располагайте их, как показано на следующем рисунке, пока толщина детали не достигнет нужного значения.
Плиты в конце сборки необходимо скрепить (по углам) болтами, затем зачистить напильником и утеплить тканевым утеплителем.
Теперь можно запускать обмотку трансформатора .
В первую очередь необходимо намотать первичку. Для его изготовления потребуется сделать 215 витков.
Рекомендуется сделать ветку на 165 и 190-е катушки. Для этого необходимо вверху трансформатора прикрепить пластину из текстолита. Все ответвления фиксируются на ней болтами. Но возле них должны быть отмечены . Например, возле первого провода следует написать «Общий», возле 2-го ответвления — «165 витков», возле 3-го — «190 витков» и возле 4-го — «215 витков». В дальнейшем это позволит регулировать силу тока. Если вы хотите увеличить силу тока, то выбирайте обмотку с меньшим числом витков, и наоборот.
Далее делается вторичная обмотка, состоящая из 70 витков.
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это означает, что со стороны, где находится первичка, должно быть меньшее количество витков вторички. Благодаря этому в начале сварки обмотка, имеющая большее количество витков, частично отключается из-за возникновения вихревых токов. Это увеличит силу тока, что положительно скажется на качестве шва.
Когда обмотка трансформатора завершена, силовой кабель подключается к общему проводу и к ответвлению 215 шлейфа. Сварочные кабели подключаются ко вторичной обмотке. После этого аппарат контактной сварки готов к работе.
Блок постоянного тока
Для варки чугуна или нержавеющей стали необходим аппарат постоянного тока. Его можно сделать из обычного блока трансформатора, если к его вторичной обмотке подключить выпрямитель . Ниже представлена схема сварочного аппарата с диодным мостом.
Схема сварочного аппарата с диодным мостом
Выпрямитель собран на диодах Д161 способных выдерживать 200А. Их необходимо устанавливать на радиаторы. Также для выравнивания пульсаций тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. В этой схеме также имеется регулятор тока, роль которого выполняет дроссель L1. Сварочные кабели (прямой или обратной полярности) подключаются к контактам Х5 и Х4 в зависимости от толщины соединяемого металла.
Инвертор от блока питания компьютера
Сварочный аппарат от блока питания компьютера сделать нельзя. А вот использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если делать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо установить на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор типа Thermaltake A2016. Несмотря на небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор скорости. Последние регулируются термопарой, которую необходимо закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отвода тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
Ниже представлена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно изготовить устройство для размещения в корпусе БП.
Ниже приведены схемы изготовления печатных плат, которые нужны для изготовления инвертора.
На следующих фото показано из каких узлов состоит самодельный инверторный сварочный аппарат и как он выглядит после сборки.
Электродвигатель сварочный
Для изготовления простого сварочного аппарата из статора электродвигателя необходимо подобрать сам двигатель, отвечающий определенным требованиям, а именно, что его мощность должна быть от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, так как он будет иметь большое магнитное окно.
Достать нужный статор можно в местах, где берут лом. Как правило, он очищается от проводов и после пары ударов кувалдой ломается. А вот если корпус из алюминия, то для извлечения из него магнитопровода потребуется прошить статор .
Подготовка к работе
Установите статор отверстием вверх и подложите под деталь кирпичи. Далее складываем внутрь дрова и поджигаем. Через пару часов обжига магнитопровод легко отделяется от корпуса. Если в корпусе есть провода, их также можно удалить из пазов после термической обработки. В итоге вы получаете очищенный от лишних элементов магнитопровод.
Этот диск надо хорошо пропитать масляным лаком и дать высохнуть. Для ускорения процесса можно использовать тепловую пушку. Лаковая пропитка делается для того, чтобы после снятия стяжки не было рассыпания пакета.
Когда скребок полностью высохнет с помощью измельчителя, снимите стяжки , размещенные на нем. Если стяжки не снимать, они будут служить короткозамкнутыми витками и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных деталей необходимо изготовить две торцевые пластины (см. рисунок ниже).
Материалом для их изготовления может быть как картон, так и прессованная плита. Из этих материалов также нужно сделать два вкладыша. Один будет внутренним, а второй — внешним. Далее необходимо:
установить обе торцевые пластины на заготовку;
затем вставьте (наденьте) баллоны;
обмотать всю эту конструкцию герметиком или стеклолентой;
пропитать полученную деталь лаком и просушить.
Изготовление трансформатора
После выполнения вышеописанных операций можно изготовить сварочный трансформатор из магнитопровода. Для этих целей вам понадобится провод, покрытый тканевой или стеклоэмалевой изоляцией. Для намотки первичной обмотки понадобится провод диаметром 2-2,5 мм. Для вторичной обмотки потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, вычисления производятся следующим образом.
На сердечник следует намотать 20 витков провода диаметром не ниже 1,5 мм, после чего нужно подать напряжение 12 В.
Измерьте ток, протекающий в этой обмотке. Значение должно быть около 2 А. Если значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
Подсчитайте полученное количество витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько витков вам нужно на 1 В напряжения.
Для первичной обмотки подходит проводник диаметром 2,36 мм, который требуется сложить пополам. В принципе можно взять любую проволоку диаметром 1,5-2,5 мм. Но сначала нужно рассчитать сечение проводников в катушке. Сначала нужно намотать первичную обмотку (220 В), а затем вторичную. Его провод должен быть изолирован по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13, и поставить диодный мост, то этот трансформатор можно использовать вместо аккумулятора, если нужно завести машину. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если ставить обе обмотки, и в такой конструкции есть свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В этом случае вы получаете обмотку точечной сварки, позволяющую соединять листовой металл толщиной до 1,5 мм.
Для корпуса изготовление корпуса из металла не рекомендуется. Лучше сделать его из текстолита или пластика. В местах крепления катушки к корпусу следует проложить резиновые прокладки для снижения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельный аппарат для точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, не оправдывающую его внутреннюю «начинку». Устроен он очень просто, и сделать его самостоятельно не составит труда.
Для самостоятельного изготовления аппарата точечной сварки вам понадобится один трансформатор от микроволновки на 700-800 ватт. С него нужно снять вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Устройство для точечной сварки устроено следующим образом.
Сделать 2-3 витка внутри манипулятора кабелем с диаметром жилы не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток 1000 А.
На концах кабеля рекомендуется установить медные наконечники.
Если подключить к первичной обмотке 220 В, то на вторичной обмотке получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы расплавить обычный гвоздь за несколько секунд.
Затем сделайте корпус для устройства . Для основы хорошо подойдет деревянная доска, из которой следует сделать несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
Для придания корпусу более эстетичного вида острые углы можно удалить с помощью ручного фрезера с установленной на нем кромочной фрезой.
На одной детали сварочными клещами нужно вырезать небольшой клин . Благодаря ему клещи смогут подняться выше.
Вырежьте отверстие для выключателя и шнура питания в задней части корпуса.
Когда все детали готовы и отполированы, их можно покрасить черной краской или покрыть лаком.
От ненужной микроволновки нужно будет отсоединить кабель питания и концевой выключатель. Также понадобится металлическая дверная ручка.
Если в вашем доме не осталось выключателя и медной планки, а также медных зажимов, то эти детали необходимо приобрести.
Отрежьте от медной проволоки 2 небольших стержня, которые будут выполнять роль электродов, и закрепите их в зажимах.
Прикрутите переключатель к задней части устройства.
Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующем фото.
Закрепите трансформатор на основании.
Далее один сетевой провод подключается к первичной обмотке трансформатора. Второй сетевой провод подключается к первому выводу выключателя. Затем нужно присоединить провод ко второму выводу выключателя и соединить его с другим выводом первички. А вот на этом проводе следует сделать разрыв и установить на него выключатель СВЧ . Он будет играть роль сварочного выключателя. Эти провода должны иметь достаточную длину, чтобы можно было установить выключатель на конце зажима.
Закрепите крышку аппарата с помощью ручки, установленной на стойках и задней стенке.
Закрепите боковые стенки корпуса.
Теперь можно установить сварочные клещи. Сначала просверлите на их концах отверстия, в которые будут вкручиваться шурупы.
Далее закрепите переключатель до конца.
Вставьте клещи в корпус, предварительно поместив между ними квадратную планку. Просверлите отверстия в щипцах через боковые стенки и вставьте в них длинные гвозди, которые будут служить осями.
На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были напротив друг друга.
Для автоматического подъема верхнего электрода вкрутите 2 винта и закрепите на них резинки, как показано на следующих фото.
Включите установку, подключите электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
Для проверки работы узла можно взять металлические шайбы и приварить их.
В данном случае результат положительный. Поэтому создание аппарата точечной сварки можно считать завершенным.
Как сделать сварочный аппарат своими руками
В настоящее время трудно представить любую работу с металлом без использования сварочного аппарата. С помощью этого устройства вы сможете легко соединять или резать железо различной толщины и размеров. Естественно, для качественного выполнения работ потребуются определенные навыки в этом деле, но в первую очередь нужен сам сварщик. В наше время его естественно можно купить, как в принципе можно и нанять сварщика, но в этой статье мы поговорим о том, как сделать сварочный аппарат своими руками. Причем, при всем богатстве различных моделей, надежные стоят достаточно дорого, а дешевые не блещут качеством и долговечностью. Но даже если вы решили купить сварочный аппарат в магазине, знакомство с этой статьей поможет вам правильно выбрать аппарат, так как вы будете знать основы их схемотехники. Сварочные аппараты бывают нескольких типов: постоянного, переменного тока, трехфазные и инверторные. Для того, чтобы определиться, какой вариант вам нужен, рассмотрим конструкцию и устройство первых двух типов, которые можно собрать без особых навыков своими руками в домашних условиях.
На переменном токе
Постоянный ток
Визуальные мастерские
На переменном токе
Этот тип сварочного аппарата является одним из самых распространенных вариантов, как в промышленности, так и в частном домашнем хозяйстве. Он прост в эксплуатации, по сравнению с остальными его довольно легко можно сделать в домашних условиях, что подтверждает фото ниже. Для этого нужно иметь провод для первичной и вторичной обмоток, а также сердечник из трансформаторной стали для намотки сварочного аппарата. Простыми словами, сварочный аппарат переменного тока представляет собой понижающий трансформатор большой мощности.
Оптимальное напряжение при работе собранного в домашних условиях сварочного аппарата 60В. Оптимальный ток 120-160А. Теперь несложно рассчитать, какое сечение должен иметь провод, чтобы сделать первичную обмотку трансформатора (тот, который будет подключаться к сети 220 В). Минимальная площадь сечения медного провода должна быть 3-4 кв. мм, оптимальный – 7 кв. мм, необходимо учитывать перепады напряжения и возможную дополнительную нагрузку, а также необходимый запас прочности. Получаем, что оптимальный диаметр медного сердечника для первичной обмотки понижающего трансформатора должен быть 3 мм. Если вы решили взять алюминиевый провод, чтобы сделать сварочный аппарат своими руками, то сечение для медного провода необходимо умножить на коэффициент 1,6.
Важно, чтобы провода были в тряпке, нельзя использовать жилы в ПВХ изоляции — при нагреве провода она расплавится и произойдет короткое замыкание. Если у вас нет провода нужного диаметра, то можно использовать более тонкие проводники, наматывая их параллельно. Но тогда следует учитывать, что увеличится толщина обмотки, а соответственно и габариты самого аппарата. Необходимо учитывать, что ограничивающим фактором может быть свободное окно в сердечнике и провод может просто не подходит туда. Для вторичной обмотки можно использовать толстый многожильный медный провод — такой же, как сердечник на держателе. Его сечение следует выбирать исходя из силы тока во вторичной обмотке (напомним, что мы ориентируемся на 120 – 160А) и длины проводов.
Первым делом необходимо изготовить сердечник трансформатора самодельного сварочного аппарата. Оптимальным вариантом будет сердечник стержневого типа, как показано на рисунке 1:
Этот сердечник должен быть изготовлен из пластин трансформаторной стали. Толщина пластин должна быть от 0,35 мм до 0,55 мм. Необходимо уменьшить токи Фуко. Перед сбором сердечника необходимо рассчитать его размеры, это делается следующим образом:
Во-первых, рассчитывается размер окна. Те. Размеры c и d на рисунке 1 должны быть выбраны так, чтобы они соответствовали всем обмоткам трансформатора.
Во-вторых, площадь рулона, которая рассчитывается по формуле: S рулона = a * b, должна быть не менее 35 квадратных метров. видеть. Если Свиток больше, то трансформатор будет меньше греться и, соответственно, работать дольше, и вам не нужно будет часто прерываться, чтобы он остыл. Лучше, чтобы S-рулон был 50 кв.см.
Далее приступаем к сборке пластин самодельного сварочного аппарата. Необходимо взять Г-образные пластины и сложить их, как показано на рисунке 2, до тех пор, пока не получится сделать сердцевину необходимой толщины. Затем крепим его болтами по углам. В конце необходимо подпилить поверхность пластин напильником и изолировать их, обмотав тряпичной изоляцией, чтобы дополнительно защитить трансформатор от пробоя на корпус.
Далее приступаем к намотке сварочного аппарата из понижающего трансформатора. Вначале наматываем первичную обмотку, которая будет состоять из 215 витков, как показано на рисунке 3.
Ветку желательно сделать из 165 и 190 витков. Сверху на трансформатор крепим толстую текстолитовую пластину. Закрепляем на нем концы обмоток болтовым соединением, отметив, что первый болт — это общий провод, второй — ответвление от 165 витков, третий — ответвление от 190 витков и 4-й — от 215-го. Это позволит впоследствии регулировать силу тока во время сварки, переключаясь между различными выводами вашего сварочного аппарата. Это очень важная функция, и чем больше ответвлений вы сделаете, тем точнее будет ваша настройка.
После приступают к намотке 70 витков вторичной обмотки, как показано на рисунке 4.
Меньшее количество витков наматывают с другой стороны сердечника — там, где намотана первичная обмотка. Соотношение оборотов нужно делать примерно 60% на 40%. Это способствует тому, что после того, как вы поймаете дугу и начнете сварку, вихревые токи частично выведут из строя работу обмотки с большим числом витков, что приведет к снижению сварочного тока, и, соответственно, улучшит качество сварного шва. Таким образом, дуга будет легко поймана, но слишком большая сила тока не помешает качественному приготовлению пищи. Концы обмотки также закрепляются болтами на текстолитовой пластине. Можно их не прикреплять, а вести провода напрямую к электрододержателю и крокодилу к массе, это уберет соединения где потенциально может быть просадка напряжения и нагрев. Для лучшего охлаждения крайне желательно установить вентилятор на обдув, например от холодильника или микроволновки.
Теперь ваш самодельный сварочный аппарат готов. Подсоединив держатель и массу к вторичной обмотке, необходимо подключить сеть к общему проводу и проводу, отходящему от 215-го витка первичной обмотки. При необходимости увеличить силу тока можно сделать меньше витков первичной обмотки, переключив второй провод на контакт с меньшим количеством витков. Уменьшить ток можно с помощью сопротивления, изготовленного из куска трансформаторной стали, согнутого в в виде пружины, соединенной с держателем. Всегда необходимо следить за тем, чтобы сварочный аппарат не перегревался; для этого регулярно проверяйте температуру сердечника и обмоток. Для этих целей можно даже установить электронный термометр.
Вот так можно сделать сварочный аппарат из понижающего трансформатора своими руками. Как видите, инструкция не слишком сложная и самостоятельно собрать устройство сможет даже неопытный электрик.
Постоянный ток
Для некоторых видов сварки требуется сварочный аппарат постоянного тока. С помощью этого инструмента можно варить чугун и нержавеющую сталь. Сварочный аппарат постоянного тока своими руками можно сделать не более чем за 15 минут, переделав самоделку на переменный ток. Для этого к вторичной обмотке необходимо подключить выпрямитель, собранный на диодах. Что касается диодов, то они должны выдерживать ток 200 А и иметь хорошее охлаждение. Для этого подходят диоды Д161.
Выровнять ток нам помогут конденсаторы С1 и С2 со следующими характеристиками: емкостью 15000 мкФ и напряжением 50В. Далее собираем схему, которая указана на рисунке ниже. Дроссель L1 необходим для регулировки тока. Контакты х4 — плюс для подключения держателя, а х5 — минус для подачи тока на свариваемую деталь.
Трехфазные сварочные аппараты используются для сварки в производственных условиях, на них устанавливаются двухэлектродные держатели, поэтому в данной статье мы их рассматривать не будем, а инверторы изготавливаются на основе печатных плат и сложных схемы с большим количеством дорогостоящих радиодеталей и сложным процессом настройки с использованием специального оборудования. Однако мы все же рекомендуем вам ознакомиться с конструкцией инвертора на видео ниже.
Наглядные мастер-классы
Итак, если вы решили сделать сварочный аппарат в домашних условиях, рекомендуем вам посмотреть представленные ниже видео уроки, в которых наглядно будет показано, как собрать простой сварочный аппарат из подручных материалов самостоятельно, как а так же объясним некоторые детали и нюансы работы:
В конце апреля сошли с конвейера первые кросс-седаны Lada Vesta Cross. Старт продаж внедорожного седана запланирован на 7 июня. Сделать заказ автомобиля пока нельзя, но уже известны доступные цвета для кросс-седана. Ознакомиться с палитрой можно на официальном сайте автозавода.
На выбор предложены десять цветов: «Марс» — эмаль, которая создана специально для Lada Vesta SW; «Сердолик» — ярко-красный металлик; «Фантом» — цвет-хамелеон с переливами от золотисто-коричневого до синеватого; «Ледниковый» — белый неметаллик; «Карфаген» — светлый оттенок; «Ангкор» — шоколадный металлик; «Блюз» — цвет предгрозового неба; «Плутон» — темно-серая эмаль; «Черная жемчужина» — строгий цвет и «Платина» — серебристый цвет.
Напомним, что все элементы, позволяющие сделать из обычного седана почти кроссовер, новинка получила от универсала Vesta SW Cross: завышенная подвеска, 17-дюймовые колеса, обвес кузова и доработанный интерьер с элементами оранжевого и серого цветов. Клиренс кросс-седана составляет 203 миллиметра вместо стандартных 178 миллиметров.
ТЕГИ:
Выбор редакции
в стране и мире
vstrane_i_mire
Lada Vesta Cross
автобиль
Экспертное мнение и аналитика
Картина дня
21:26
В стране и мире
Мать сгоревшего в Раменском ребенка сказала, что другие родители не предложили ей помощь
19:37
В стране и мире
Захар Прилепин начал проходить реабилитацию
20:10
В стране и мире
Минобороны Сербии: страны НАТО не просили разрешение Белграда на проведение учений в Косово
17:56
В стране и мире
Жителям Свердловской области рекомендовали не выходить на улицу из-за смога
16:02
В стране и мире
СК РФ заочно предъявил обвинения прокурору и судье МУС
Популярное
Байден заявил, что F-16 не помогли бы Киеву в ситуации с Артемовском
В Минобороны России назвали потери украинских боевиков на Артемовском направлении
Зеленский признал, что украинские войска потеряли Артемовск
112: фигуриста Костомарова готовят к протезированию
В Польше заявили об обнаружении бетонной боеголовки ракеты, найденной в апреле
Путин иронично отреагировал на антироссийские собрания в Праге «с пивом и шпикачками»
Что волнует Стива Маттина, почему долгожданный универсал не только красивее, но и интереснее седана, как едет машина с новым двигателем 1,8 л, и почему у Vesta SW один из лучших багажников на рынке
Стив Маттин не расстается с камерой. Даже сейчас, когда мы стоим на площадке высотного парка развлечений SkyPark и смотрим на парочку смельчаков, готовящихся прыгнуть в пропасть на самых больших качелях в мире. Стив наводит камеру, раздается щелчок, тросы расцепляются, парочка летит вниз, а руководитель вазовского дизайн-центра получает еще несколько ярких эмоциональных кадров для коллекции.
«Нет желания попробовать?» — призываю Маттина. «Я не могу», — отвечает он. «Недавно я повредил руку, и сейчас мне нужно избегать напряженных упражнений». Рука? Дизайнер? В голове возникает кинематографическая сцена: акции АвтоВАЗа дешевеют, паника на бирже, брокеры рвут на себе волосы.
Невозможно преувеличить значение работы команды Маттина для завода — именно он и его коллеги создали имидж, который не стыдно вывести на вершину рынка по другой причине, чем сверхнизкая цена. Как ни крути, а техническая составляющая для тольяттинских автомобилей немного второстепенна – дорогую Весту рынок принял потому, что она ему очень понравилась, и в первую очередь потому, что она хороша и оригинальна внешне. А отчасти еще и потому, что у него есть свой, и в России он до сих пор работает.
Но наш универсал — штука рискованная. Потребность в них есть, но культуры использования таких машин в России нет. Только действительно выдающаяся машина может сломать старую тенденцию, которая может заявить об отказе от образа утилитарного «сарая». У команды Маттина получилось именно так: не совсем универсал, совсем не хэтчбек и уж точно не седан. Вазовский SW расшифровывается как Sport Wagon, а это, если угодно, недорогой отечественный Shooting Brake. Тем более что в наших условиях за спортивно-утилитарный стиль в наших условиях больше отвечает версия SW Cross с защитным обвесом, контрастной окраской и клиренсом такой величины, которой позавидует большинство компактных кроссоверов.
Новая ярко-оранжевая цветовая схема, которая была разработана специально для версии Cross, называется «Марс», и стандартные универсалы в нее не окрашиваются. Альтернативные 17-дюймовые диски тоже имеют свой, особый стиль, а также двойную выхлопную трубу. Черный пластиковый обвес по периметру закрывает низ бамперов, колесные арки, пороги и нижние части дверей. Но главное — дорожный просвет: под днищем у «Кросса» внушительные 203 мм против и без того немалых 178 мм у седанов и универсалов «Весты». И хорошо, что маркетологи настояли на задних дисковых тормозах, хотя толку от них было немного. За большими красивыми дисками барабаны смотрелись бы несколько архаично.
На фоне версии Кросс стандартная Веста SW выглядит простовато, и это нормально — именно Кросс должен наконец объяснить потребителю, что универсал — это круто. Но чистый универсал и произведение искусства само по себе. Хотя бы потому, что сделано с душой и без особых затрат. Серый «Карфаген» идеально подходит к этому телу – получается сдержанный и интересный образ. Универсал имеет минимум оригинальных кузовных деталей, а основа полностью унифицирована. Настолько, что у него и у седана одинаковая длина, и задние фонари на заводе в Ижевске взяты из одной коробки. Пол и проем багажника не изменились, хотя в некоторых местах кузов пятидверки пришлось немного усилить из-за отсутствия жесткой панели в багажном отделении. Для универсала завод освоил 33 новые марки, в результате жесткость кузова не пострадала.
У универсала более высокая крыша, но это почти не заметно. И дело не только в фаске заднего стекла. Хитрый Маттин ловко опустил вниз линию крыши сразу за задними дверями, заодно визуально оторвав ее от кузова черной вставкой. Видимую часть задней стойки стилисты назвали акульим плавником, и от концепта до серийного автомобиля он перешел без изменений. Vesta SW, особенно в исполнении Cross, вообще мало чем отличается от концепта, и за такую решительность стилистам и дизайнерам ВАЗ можно только поаплодировать.
Еще приятно, что в Тольятти не побоялись так же покрасить салон. Для Креста доступна комбинированная двухцветная отделка, причем не только в цвет кузова, но и любой другой. Помимо цветных накладок и яркой строчки в салоне появились симпатичные накладки с объемным рисунком, причем сотрудники ВАЗ предлагают на выбор несколько вариантов. Приборы также выдержаны в тон интерьеру, а их подсветка теперь работает всегда при включенном зажигании.
Задние пассажиры первыми почувствуют преимущества более высокой крыши. Мало того, что Веста изначально позволяла вольготно расположиться за 180-сантиметровым водителем, более рослым покупателям не придется нагибаться в кузове универсала, хотя речь идет о скромных дополнительных 25 миллиметрах. В спинке заднего дивана теперь подлокотник, а на задней части бокса переднего подлокотника (тоже новинка) — клавиши обогрева задних сидений и мощный USB-порт для зарядки гаджета — решения, которые потом будут пересел на седан.
Повозка вообще привезла в семью много полезного. Например, органайзер, ворсовая отделка и микролифт для перчаточного ящика — отсека, который раньше просто грубо опускался до колен. Камера заднего вида фирменной медиасистемы теперь способна поворачивать парковочную разметку вслед за поворотами руля. На крыше появился плавник с полным набором антенн, изменился уплотнитель капота, лючок бензобака теперь с пружинным механизмом и центральным замком. Звук поворотников стал более благородным. Наконец, именно универсал первым получил привычную и понятную кнопку открытия багажника на пятой двери, пусть и вместо салонной.
Отсек за дверью багажника вовсе не рекордсмен — по официальным данным, от пола до сдвижной шторки те же 480 ВДА-литров, что и в седане. Да и те можно посчитать только с учетом всех дополнительных отсеков и ниш. А вот мерить багажники обычными мешками с картошкой и холодильниками перестали даже в Тольятти — вместо огромного трюма «Веста» предлагает грамотно организованное пространство и набор фирменных аксессуаров, за которые хочется доплачивать прямо в салоне дилера.
Полдюжины крючков, два светильника и розетка на 12 вольт, а также закрывающаяся ниша в правой колесной арке, органайзер с полкой для мелочей, сеткой и нишей для бачка омывателя с ремешком на липучке слева. Точек крепления багажных сеток восемь, а самих сеток две: напольная и вертикальная за спинками сидений. Наконец, есть двухуровневый этаж.
На верхнем этаже есть две съемные панели, под которыми взаимозаменяемы два пенопластовых органайзера. Ниже еще один фальшпол, под которым крепится полноразмерная запаска и — сюрприз — еще один вместительный органайзер. Все 480 литров объема нарезаются, подаются и подаются в лучшем виде. Спинка складывается по частям по стандартной схеме, вровень с верхним фальшполом, хоть и под небольшим углом. В пределе багажник вмещает чуть больше 1350 литров, а пресловутые мешки с картошкой тут уже сложно представить. Это больше о лыжах, велосипедах и другом спортивном инвентаре.
Вазовцы утверждают, что не нужно было серьезно перекраивать шасси универсала. Из-за перераспределения массы немного изменились характеристики задней подвески (задние пружины универсала увеличили на 9 мм), но на ходу это не чувствуется. Веста узнаваема: тугой, слегка синтетический руль, нечувствительный на малых углах поворота, скромные крены и понятные реакции, благодаря которым хочется и можно гонять по сочинским серпантинам. А вот новый 1,8-литровый двигатель на этих тракторах не очень впечатляет. Вверх Веста напрягает, требует переключения на пониженную, а то и на две, и хорошо, что механизмы переключения передач работают очень хорошо.
Коробку передач вазовцы не доделали — у Весты еще французская пятиступенчатая «механика» и хорошо смазанное сцепление. По удобству трогания с места и переключения передач агрегат с двигателем 1,8 л превосходит базовый хотя бы потому, что здесь все без вибраций и работает более четко. Передаточные числа также подобраны удачно. Первые две передачи хороши для городского движения, а высшие — шоссейные, экономичные. Веста 1,8 едет уверенно и хорошо разгоняется в средней зоне, но не отличается мощной тягой на низах или бодрой спиной на высоких оборотах.
Главный сюрприз в том, что яркая Vesta SW Cross едет сочнее, даже проигрывая стандартному универсалу некоторые символические доли секунды в динамике. Дело в том, что у нее на самом деле другая настройка подвески. В результате получилась очень европейская версия — более упругая, но с хорошим ощущением автомобиля и неожиданно более отзывчивым рулем. И если стандартный универсал отрабатывает неровности и кочки хоть и заметно, но не выходя за грань комфорта, то настройка Cross явно более асфальтовая. На нем хочется снова и снова проворачивать виражи сочинских серпантинов.
Это не значит, что универсалу с 20-сантиметровым дорожным просветом нечего делать на грунтовой дороге. Наоборот, Кросс прыгает по камням, не ломая подвеску, возможно, еще немного раскачивая пассажиров. И виражи он легко прыгает покруче, чем те, где до сих пор проезжают местные жители на своих машинах, не цепляясь за свой пластиковый обвес. Стандартный SW в этих условиях чуть комфортнее, но требует чуть более тщательного выбора траектории — царапать красивую X-face о камни не очень хочется.
Низкопрофильные 17-дюймовые диски – привилегия исключительно версии Cross, тогда как стандартная Vesta SW имеет 15 или 16-дюймовые колеса. А также задние дисковые тормоза (на стандартные универсалы ставятся только в комплекте с двигателем 1,8). Базовый комплект Vesta SW за 8 долл. соответствует комплектации Comfort, в которой уже есть очень приличный набор оборудования. Но за исполнение Luxe стоит доплачивать хотя бы ради двойного пола багажника и полноценной системы кондиционирования, которой седану когда-то не хватало. Навигатор с камерой заднего вида появится в пакете «Мультимедиа», который стоит минимум 439 долларов.. Двигатель объемом 9 л добавляет к цене еще 587 долларов.
Внедорожник SW Cross предлагается по умолчанию в версии Luxe, а это минимум 9 долларов. А автомобиль с двигателем 969 л. с максимальным набором, включающим подогрев лобового и задних сидений, навигатор , камера заднего вида и даже светодиодное освещение салона, стоит $1,8, и это не предел, ведь в ассортименте есть и «робот». такие версии мы пока просто держим в уме.
Стив Маттин прилетает обратно в Москву на обычном «хозяйстве» и развлекается с обработкой собственных фотографий. Наклоняет горизонт, меняет цвет неба и поворачивает ползунки цвета и яркости. В центре кадра — Vesta SW Cross в цвете Mars, очевидно, самый яркий продукт марки Lada. Даже ему не надоел ее внешний вид. И вот уже хорошо видно, что с руками все в порядке.
Тип корпуса
Универсал
Универсал
Размеры
(длина/ширина/высота), мм
4410/1764/1512
4424/1785/1532 900 48
Колесная база, мм
2635
2635
Снаряженная масса, кг
1280
1300
Тип двигателя
Бензин, R4
Бензин, R4
Рабочий объем, куб.см см
1596
1774
Мощность, л. с. при об/мин
106 при 5800
122 при 5900
Макс. прохладный. момент,
Нм при об/мин
148 при 4200
170 при 3700
Трансмиссия, привод
5-я ст. INC
5-я ул. ИНК
Максим. скорость, км/ч
174
180
Разгон до 100 км/ч, с
12,4
11,2
Расход топлива
(город/трасса/смешанный), л
9,5/5,9/7,3
10,7/6,4/7,9
9004 6
Объем багажника, л
480/1350
480/1350
Цена от, $.
8 439
10 299
Lada Vesta SW Cross 1.6 16V характеристики, время круга, рабочие характеристики
Lada Vesta SW Cross 1.6 16V технические характеристики, время круга, рабочие характеристики — Fastest Laps.com
Цена в Европе
12 990 евро — 15 990 евро
Тип автомобиля
Универсал/универсал
Снаряженная масса
1202-1246 кг (2650-2747 фунтов)
Введен
2017
Страна происхождения
Россия
Расход бензина
14,3–6,7 л/100 км (16–35 миль на галлон США / 20–42 миль на галлон Великобритании)
Существует понятия абсолютной и относительной плотности нефтепродуктов. Абсолютной плотностью принято называть массу, которая содержится в единице объёма, принимая за плотность массу одного кубометра воды при t 4 градуса. Относительной называют соотношение массы к дистиллированной воде массы при том же температурном режиме, взятой в аналогичном объёме.
Так, как и вода, нефтепродукты имеют способность расширяться и менять этот показатель, принято для расчетов использовать показатели температуры. Так, для определения как эталон принято брать температуру в 20 градусов, а если она не совпадает, то, определяя показатель Р, приводить ее к той, что была бы при стандарте в 20 градусов.
Стандарт обозначений — р20/4, где цифры 20 и 4 обозначают соответственно отношение Р нефтепродукта к норме ее температуры, и также к Р воды при 4 градусах, принятых как стандарт для воды.
Стандарты топлива не нормируют Р, но ГОСТ обязывает ее определять, чтобы учитывать расход продуктов по складам, нефтезаправкам, где приход идет в килограммах, а расход в литрах. Соответственно, без знания Р не обойтись.
Ареометры (нефтеденсиметры), а также пикнометра и весы Вестфаля используются с этой целью. Однако на нефтескладах чаще всего применяют нефтеденсиметры. Вместе с тем эти приборы не могут определять Р вязких веществ, потому такие вещества нужно разбавлять, доливая керосин в пропорции один к одному.
Контроль качества нефтепродуктов в условиях эксплуатации
Электрические свойства нефтепродуктов
Рубрики
Все
CO2
АЗС
Альтернативная энергетика
Газ
Инвестиции
Месторождения
Нефтепровод
Нефть
Нефтяные компании
Новости ОйлРесурс
НПЗ
ОПЕК
СПГ
Термины
Технологии
Топливо
Транспортировка
Экономика
Экспорт
Электромобили
Энергетика
Свежее
Продажа и доставка сжиженного газа по Владимирской области и в другие регионы РФ
Топливо
Топливо для отопления домов и производства
Топливо
Какое дизельное топливо заправлять в автомобиль
Топливо
На каком топливе летают самолеты: расход топлива самолета
Топливо
Октановое число: что это
Топливо
Хранение дизельного топлива
Топливо
Плотность бензина: АИ 92, АИ 95, таблица плотностей, измерение
Топливо
Состав бензина: что такое бензин, марки, фракционный, химический состав, производство
Топливо
Плотность керосина: от чего зависит показатель и на что он влияет
Термины
Признаки качественного дизельного топлива
Топливо
Актуальное
ТОП-3 способа проверить качество бензина до отгрузки
Новости и события
Почему при снижении цен на нефть бензин может подорожать?
Аналитика
Разведка новых месторождений в мире упала до 70-летнего минимума
Интересный факт
50,6% — доля России от мировой добычи нефти в 1901 году
Интересный факт
Каковы будут последствия коронавируса для энергетики?
Новости и события
Продажи автомобилей в России снова падают
Новости и события
Нетто-экспорт нефти в США достиг абсолютного рекорда
2 Государственные стандарты, применяемые к бензину
2.1 Плотность бензина АИ-92
2.2 Плотность бензина АИ-95
2.3 Плотность бензина АИ-100
3 Для чего измерять плотность бензина
4 Как рассчитать плотность нефтепродуктов
Бензин – продукт, полученный путем перегонки нефти, взрывоопасная смесь углеводородов, которую используют в качестве топлива для автомобилей. Примерно 25% от всей нефти, добываемой в мире, перерабатывают в бензин. Ключевым параметром топлива выступает октановое число – стойкость к детонации. Это не показатель качества продукта, а требования, которым он должен соответствовать с целью последующей совместимости с определенным типом ДВС. Еще одна важная характеристика – плотность бензина, отображающая его эксплуатационные свойства.
Содержание
Чем измеряется плотность бензина
Государственные стандарты, применяемые к бензину
Плотность бензина АИ-92
Плотность бензина АИ-95
Плотность бензина АИ-100
Для чего измерять плотность бензина
Как рассчитать плотность нефтепродуктов
Чем измеряется плотность бензина
Входящие в состав присадки определяют температуру кипения и замерзания. Из курса физики мы помним, что плотность есть не что иное, как отношение массы к объему, и исчисляется величина в килограммах на кубический метр. Обычно из-за разбега заявленных и итоговых показателей и возникают основные разногласия между производителем и оптовым потребителем. Важно понимать, что плотность топлива не отображает качество. Все измерения должны проходить в одинаковых условиях, то есть, при одной и той же температуре окружающей среды.
Средние значения:
Во время покупки топлива каждый водитель вправе поинтересоваться, согласно какому стандарту происходил замер этого параметра. Ныне действующий ГОСТ определяет температуру в 15 градусов по Цельсию, когда прежний стандарт допускал 20 градусов. Произвести её замер можно даже в гаражных условиях. Достаточно заполнить емкость бензином, взвесить и полученный результат разделить на литры – конечная цифра и есть плотность.
Процедура выглядит примерно так:
берем любую градуированную емкость, которую можно взвесить;
взвешиваем её и записываем результат;
заполняем емкость 100 мл топлива;
вновь взвешиваем, после из второго результата вычитаем первый;
полученную цифру делим на объем находящегося в емкости топлива.
Простой и быстрый метод – использовать специальное приспособление. Одним из таковых приборов считается ареометр – устройство, которое с целью замера реализует принцип Архимеда. К тому же ареометр позволяет определить концентрацию и количество примесей. Он состоит из стеклянного цилиндра: с одной стороны трубка с округлым дном, с другой небольшого диаметра трубка с маркировкой. По показаниям шкалы и количеству вытеснившему количеству жидкости легко определить искомый параметр.
Государственные стандарты, применяемые к бензину
Нередко автовладельцы интересуются: в каких пределах должна находиться плотность бензинов? Как правило, в используемом автомобильной промышленностью топливе её величина составляет от 700 до 780 килограмм на метр в кубе. Характеристики, свойства топлива зависят и от состава, и от плотности нефти, из которой был произведен продукт. Например, ароматические соединения обладают меньшей плотностью, чем алифатические. Параметр будет колебаться как в большую, так и меньшую сторону в зависимости от процента входящих в состав соединений. Ввиду того, что плотность топлива величина непостоянная, специалистами были созданы таблицы, по которым легко узнать допустимый уровень плотности топлива в зависимости от условий хранения.
Сфера нефтепромышленности также регулируется государственными стандартами экологичности. В России с начала 2015 года действует ГОСТ 32513-2013, который устанавливает стандарт качества современных бензинов с октавным числом не менее 80 (АИ-80). Однако вопрос охраны окружающей среды и экологичности транспорта с каждым годом обретает новую актуальность. Следовательно, на государственном уровне к продуктам нефтепереработки выдвигают все более жесткие требования. В 2016 году в РФ приняли ЕВРО-5 – стандарт, который регулирует процент содержания в бензине тяжелых металлов и бензола.
Плотность бензина АИ-92
Октановое число бензина АИ-92 не может быть ниже 91. Топливо используется преимущественно в силовых агрегатах легкового автомобильного транспорта. На вид должно быть прозрачным и чистым. Ему свойственна стойкость к детонации, поэтому автолюбители и сегодня приобретают «92-й» бензин для ДВС отечественных и многих импортных марок авто. Искомый параметр при замере в +15 градусов равняется 725-780 км/м3.
Плотность бензина АИ-95
Этот бензин для привезенных из-за рубежа автомобилей. Отличается высокими эксплуатационными свойствами: в ходе его производства изготовители задействуют технологические компоненты. Октановое число не должно быть ниже 95. Значение замеряют при +15 по Цельсию. Стандартная плотность равна 750+/-5 кг/м3.
Плотность бензина АИ-100
Одно из последних нововведений – автомобильное топливо с октановым числом 100. Встречается на многих автозаправочных станциях, в частности на АЗС Лукойл. Это продукт с дополнительными Экто присадками. Ему характерны высокие эксплуатационные свойства и не менее высокая цена. Нормативный показатель плотности установлен в пределах от 725 до 750 кг/м3 при стандартных +15 градусах.
Для чего измерять плотность бензина
За счет определения числа массы топлива в единице объема легко определить марку топлива и объемный вес. Последнее значение расчетное, зависит от комбинации показателей веса и объема. Кроме того, сложно предположить, что одна из заправочных станций примет топливо без замера при сдаче-приемке бензина.
Как рассчитать плотность нефтепродуктов
Когда нет специального приспособления, тогда следует производить расчеты исходя из информации в паспорте продукта и показателей в таблице средних температурных поправок. Чтобы получить необходимые данные, достаточно выполнить следующие элементарные вычисления:
В документации находим его показатель плотности при +20 по Цельсию.
Производим замеры температуры продукта.
Высчитываем разницу между полученным результатом и +20 по Цельсию.
Округляем полученное значение до целого числа.
В таблице находим поправку на отклонения в соответствии с паспортным значением при +20 по Цельсию.
Высчитываем произведение поправки на разницу температур.
Итог слаживаем с паспортным значением плотности при +20 или отнимаем, если температура выше.
Ничего сложного нет. Все математические операции – школьная программа, прибегать к лабораторным исследованиям не нужно.
Плотность газа
(Последняя редакция: 2 сентября 2004 г.)
РЕФЕРАТ:
Метод плотности газа используется для определения
молекулярная масса неизвестного газа. Молекулярную массу находят взвешиванием
образец газа в известном объеме при известном давлении. Процедура экстраполяции
используется для нахождения молекулярной массы.
ССЫЛКА НА ТЕКСТ:
Аткинс, «Физическая химия», 5-й
издание, 1994.
ОБЩЕЕ ОПИСАНИЕ И
ТЕОРИЯ:
Закон идеального газа определяется формулой:
PV = gRT/M,
где P = давление, V=
объем, T = температура, g = вес газа R = постоянная идеального газа. Этот
Уравнение можно изменить, чтобы получить плотность газа:
r = г/В = PM/RT. Так как идеальный газ
закон действителен только при приближении давления к нулю, процедура экстраполяции
необходимо использовать для определения молекулярной массы реального газа. Удобный
экстраполяция заключается в построении зависимости r/P от P
(Где r — плотность газа, г/В) и
экстраполировать к нулевому давлению, чтобы найти молекулярную массу.
Газ взвешивают в стеклянной колбе типа
показано на рисунке. Колба сначала вакуумируется на коллекторе с помощью вакуума.
насосом до получения давления 1 мм рт.ст. или меньше. Затем колба заполняется
газа при измеренном давлении. Давление измеряется показаниями манометра.
Барометр также должен считываться, если используется манометр с открытым концом. В
взвешивая луковицу, следует использовать противовес, чтобы компенсировать плавучесть
эффект воздуха. Если противовес не используется, поправка на плавучесть будет
должны быть сделаны. Луковицу взвешивают после вакуумирования и при заполнении каждой
используемых давлений.
При взвешивании луковицы используется следующая процедура.
использовал. Запорный кран баллона закрывается после измерения давления в
система. Лампа вынимается и протирается чистой безворсовой салфеткой.
влажной тканью и дайте повиснуть в чехле весов на 5-10 минут.
к постоянному весу.
Колба наполняется газом путем вакуумирования
системы, открыв запорные краны в точках A, C и D, а затем заполнив систему
газ через двойной запорный кран, D. Давление измеряется, когда два
кран D закрыт.
Для закрытого манометра наблюдаемое давление
в мм рт. ст. корректируется до 0 o C
уравнение:
P o = P — P[at — b(t-t s )]/(1 +
в) ,
где Р o ,
P = скорректированное и наблюдаемое давление t = температура манометра t s = температура, при которой была откалибрована шкала,
обычно 20 o C a = средний кубический коэффициент расширения ртути
от 0 до 35 или C b = линейный коэффициент
расширения масштабного материала. Значение a
181,8 × 10 -6 , а значение b равно 18,4 × 10 -6 для
латунь и 5×10 -6 для дерева.
Если используется манометр с открытым концом, давление в
шарик равен разнице между скорректированным барометрическим давлением
и давление манометра, скорректированное приведенным выше уравнением. Не забудьте
записывайте температуру воздуха при каждом измерении.
Вес газа должен быть определен в четыре
давление падает примерно до половины атмосферы. Объем
колбу находят, наполняя колбу водой известной температуры и
взвешивание луковицы. Плотность воды легко найти, а объем
лампочки определяется.
РАСЧЕТЫ:
Если колба противовеса того же объема, что и
использовалась груша для образца, поправка на плавучесть не требуется. Если нет противовеса
При использовании баллона необходимо сделать поправку на плавучесть.
Вес газа находится по разнице между
заполненная и вакуумированная колба. Молекулярная масса газа может быть
рассчитывается при каждом давлении. Для определения истинной молекулярной массы начертите график
молекулярная масса при каждом давлении против давления и экстраполировать к нулю
давление.
ДАННЫЕ
Следующие данные были получены в ходе
производительность этого эксперимента:
атмосферное давление (скорректированное) = 740,2 торр
Температура = 25,2 o С
Использовался манометр с открытым концом на деревянной шкале.
При взвешивании использовался противовес.
Масса луковицы с водой = 207,2648 г
Пробная версия
Вес. Пустая груша (г)
Вес. Лампа плюс газ (г)
Разность манометров (мм рт. ст.)
1
85.2653
86.0758
-20,1
2
85. 2650
85,8738
132,5
3
85.2652
85.6506
360,4
4
85.2651
85.4124
588,6
ПРИМЕЧАНИЕ.
давление больше атмосферного.
Используйте приведенные выше данные для написания формального
лабораторный отчет, как если бы вы проводили эксперимент в лаборатории.
Сдайте отчет в следующем периоде.
Калькулятор плотности газа
Наш калькулятор плотности газа поможет вам рассчитать плотность газа при определенном давлении и температуре.
В этой статье мы рассмотрим:
Что такое плотность;
Чем плотность газа отличается от плотности жидкости и твердого тела;
Является ли природный газ тяжелее воздуха; и
Является ли воздух жидкостью или нет.
Что такое плотность?
Плотность означает, насколько плотно упаковано вещество в определенном пространстве.
Чем выше плотность, тем плотнее упаковано вещество. Твердое тело и жидкость обычно имеют более высокую плотность, чем газ.
На плотность газов влияют температура и давление.
Плотность обозначается греческой буквой ρ\rhoρ.
В отличие от плотности твердых тел или жидкостей, плотность газа изменчива. Это связано с тем, что газ не является компактным, и на его молекулы влияют температура и давление.
Из-за этой характеристики плотность газа рассчитывается иначе, чем для жидкостей и твердых тел. Два способа резкого отличия плотности газа от плотности твердых тел:
Когда температура газа увеличивается, молекулы расходятся дальше друг от друга. Это вызывает снижение плотности.
Когда мы оказываем давление на газ, его молекулы сближаются. Это увеличивает плотность.
Как найти плотность газа с помощью закона идеального газа
Обычно для определения плотности необходимо знать массу и объем. У газа с увеличением объема плотность уменьшается, и наоборот. 9{-1}8,314462618 Дж⋅моль–1⋅К–1.
ТТТ — абсолютная температура в Кельвинах (K\text{K}K).
Чтобы вычислить объем газа, нам нужно сделать объем предметом формулы. Таким образом, газовый закон, переписанный для определения объема, выглядит следующим образом:
V=nRT/P\footnotesize
V = nRT/PV=nRT/P
Чтобы найти массу газа, вы используете количество молей газа, деленное на молекулярную массу (МММ). Итак, это означает, что:
n=m/M\footnotesize
n = m/Mn=m/M
Теперь, когда мы установили, что n=m/Mn = m/Mn=m/M, мы можем заменить nnn значением массы в уравнении, которое мы используем для объема. Итак, у нас теперь есть:
V=mRT/MP\размер сноски
V = mRT/MPV=mRT/MP
Поскольку плотность — это масса на единицу объема, нам нужно разделить обе части на массу, чтобы получить формулу для плотности. Итак, наше новое уравнение теперь выглядит так:
В/м=RT/MP\footnotesize
V/m = RT/MPV/m=RT/MP
Чтобы получить массу на единицу объема, нам нужно инвертировать это уравнение. Таким образом, мы получаем:
🙋 Вы также можете рассчитать плотность, не зная молярной массы. В нашем калькуляторе плотности идеального газа мы рассчитываем плотность, используя давление, температуру и удельную газовую постоянную.
Как работает наш калькулятор плотности газа
Наш калькулятор плотности газа использует следующую формулу: ρ=MP/RT\rho = MP/RTρ=MP/RT, чтобы найти плотность газа. Он принимает давление, температуру и молярную массу газа и вычисляет плотность. Поскольку RRR является константой, мы не требуем, чтобы вы вводили это значение.
При вводе этих значений молярная масса делится на 1, 0001,\!0001,000 (чтобы преобразовать ее в кг/моль\text{кг}/\text{моль}кг/моль, фактическая единица для молярной массы газа), а затем умножается на давление. Это далее делится на универсальную газовую постоянную, умноженную на температуру.
Итак, если задана молярная масса 28 г/моль28\ \text{г}/\text{моль}28 г/моль, температура 50 К50\ \text{К}50 К, а давление 10 Па10 \ \text{Па}10 Па. Мы подставим эти значения в уравнение плотности для расчета плотности. Итак, теперь у нас будет:
Все современные лампы со временем мутнеют, что в свою очередь влияет на потерю мощности и силу светового потока. Поэтому для чувства уверенности на дороге в темное время суток желательно не ждать, пока лампочка в головной фаре перегорит сама, а производить периодическую замену ламп.
При замене ламп головного света на Гранте отдают предпочтение или лампам фирмы Philips X-tremeVision h5 или лампам OSRAM h5 12V 60/55W, ведь они наилучшим образом зарекомендовали себя по светосиле.
Больше советов/инструкций по ремонту Гранты смотрите тут .
Лампы h5 Philips для Лада Гранта
Инструментов не нужно, ведь демонтировать ничего не потребуется, единственное что, так это скинуть клемму с аккумулятора и надеть перчатки.
Поскольку лампы ближнего/дальнего света на Гранте галогенные, то при их замене нельзя касаться стеклянной колбы голыми руками, поскольку жировые пятна могут вызвать местные потемнения стекла и лампочка быстро перегорит. Рекомендуется производить замену ламп на Гранте в чистых перчатках. Ну, а если все же по неосторожности пальцами дотронулись до стеклянной части лампы, то нужно протереть ее чистой ветошью, смоченной в спирте.
Пошаговая инструкция по замене лампочки в фаре головного света
Сзади блок-фары нужно будет снять пластмассовую крышку. Чтобы её снять, нужно надавить на язычок и аккуратно вытащить (смотрите не сломайте направляющие).
Снимите пластиковую крышку фары
Сдергиваем колодку с электропроводкой от выводов лампы. Клемма должна снятся без каких либо усилий.
Далее нужно будет снять резиновый уплотнитель (беремся за язычок и тянем).
Демонтируйте резиновый уплотнитель Чтобы можно было вынуть лампочку ближнего/дальнего света из фары, отжимаем по бокам усики фиксатора, сделанного из пружины, и отводим их крючков отражателя.
Отожмите по бокам усики фиксатора
Теперь можно вынимать лампочку Н4 из фары Лады Гранты и аккуратно (держа за железную часть) устанавливать новую лампу ближнего света назад в фару. На другой фаре проделываем аналогичную операцию.
Стоит отметить, что если у вас перегорела только одна лампа, то менять нужно обе ведь даже если установить лампу такого же производителя, то лампы будут отличаться по яркости светопотока.
Лампы, которые применяются на Гада Гранта
Назначение
Тип лампочки
Мощность
Дальний/ближний свет
h5
60/55 Вт
Передний габаритный свет (при наличии ДХО)
W5W (W21/5W)
5 Вт (21/5 Вт)
Передние указатели поворотов
PY21W
21 Вт
ПТФ
h21
55 Вт
Задние ПТФ
P21W
21 Вт
Стоп-сигнал/габаритный свет
P21/4W
21/4 Вт
Лампа света заднего хода
P21W
21 Вт
Фонарь подсветки номерного знака
C5W
5 Вт
Видео «Замена ламп в Ладе Гранте»
В этом видео показан процесс замены дамп ближнего и дальнего света в автомобиле Лада Гранта.
Замена лампы ближнего света — это навык, которым должен обладать каждый автолюбитель. Если Вы никогда до этого не меняли лампу, то советуем провести тестовую замену, чтобы быть готовым к этому «в дороге».
Процесс замены лампы ближнего света
Тем более, что на Лада Гранта лампа меняется быстро и не сложно, как, например, на Рено Меган 2, там необходимо выворачивать колеса, снимать защитный кожух, и на ощупь производить замену.
Для осуществления замены не потребуется никаких специальных инструментов.
Выключите зажигание, фары и габариты.
Фары и габариты выключены
Фишка питания лампы снята
Два «усика», которых необходимо отвернуть в сторону
Установку новой лампы производите в обратной последовательности. После замены регулировка фар не требуется.
Если у Вас, наоборот, не выключается ближний или дальний свет, то ознакомьтесь с материалом: не выключается ближний свет на Лада Гранта, почему?
Тип лампы
Тип лампы, который используется в Лада Гранта h5. Это лампа одновременно и ближнего и дальнего света. Её особенностью является то, что при поломке ближнего, дальний может работать.
По правилам дорожного движения запрещена езда на автомобиле у которого не горит водительская фара.
Поэтому в случае перегорания ближнего света со стороны водителя, необходимо переставить рабочую лампу с правой фары в левую.
Инструменты:
Гаечный ключ рожковый на 10 мм
Отвертка крестовая средняя
Детали и расходники:
Лампа головного света Н4 — 2 шт.
Лампа указателя поворота PY21W — 2 шт.
Лампа габаритного света W21/5W — 2 шт.
Примечание:
Работы по замене ламп в правой и левой блок-фарах проводятся аналогично.
1. Отсоедините клемму провода от «минусового» вывода аккумуляторной батареи.
2. Для замены лампы головного света нажмите на фиксатор и снимите крышку с корпуса блок-фары.
3. Отсоедините колодку жгута проводов от выводов лампы.
4. Снимите резиновый чехол.
5. Нажав на концы пружинного фиксатора, выведите их из зацепления с крючками отражателя и отведите фиксатор от лампы.
6. Достаньте лампу из корпуса блок-фары.
Примечание:
Лампа головного света – галогенная. Не следует касаться ее стеклянной колбы пальцами, так как следы от них приведут к потемнению лампы при нагреве. Удалить загрязнение с колбы можно чистой ветошью, смоченной в спирте.
7. Установите новую лампу Н4 в обратной последовательности.
8. Для замены лампы указателя поворота, нажав на патрон и повернув его против часовой стрелки (в правой блок-фаре – по часовой стрелке), вынимаем патрон с лампой из корпуса блок-фары.
9. Нажав на лампу, поверните ее до упора против часовой стрелки и достаньте лампу из патрона.
10. Новую лампу PY21W установите в обратной последовательности.
11. Для замены лампы дневного ходового огня и габаритного света отведите в сторону воздушный фильтр, открутив винты крепления корпуса фильтра и освободив жгут проводов с датчиком.
Примечание:
Для замены лампы в правой блок-фаре этого делать не нужно.
12. Повернув патрон лампы против часовой стрелки, выньте патрон с лампой из корпуса блок-фары.
13. Потянув лампу, выньте ее из патрона.
14. Установите новую лампу W21/5W в обратной последовательности.
Обзор панели приборов автомобиля Лада Гранта Обзор панели приборов автомобиля Лада Гранта
Главная » Устройство автомобилей » Панель приборов
Панель приборов
Автор NaDomkrat На чтение 6 мин Опубликовано
Для качественного функционирования всех систем автомобиля необходимо обеспечить правильный и надежный контроль за рядом основных параметров. Этому служит панель приборов на Ладе Гранте. Она четко и своевременно информирует водителя о рабочем состоянии всех узлов машины, скорости движения, включенном в данный момент оборудовании.
Лада Гранта — значки на панели приборов
При покупке автомобиля на эту деталь интерьера машины обращается максимум внимания. Грамотное размещение всех элементов свидетельствует об учете всех потребностей и положения водителя.
Содержание
Особенности панели
Обозначение значков на панели приборов Лада Гранта
Проблемы с панелью приборов
Как снять панель приборов на Лада Гранта
Особенности панели
Даже если вы первый раз сели за руль автомобиля Лада Гранта, знаки на панели приборов будут информативны и понятны на интуитивном уровне. Производитель постарался учесть желания и требования владельцев машины. Стандартная пара тахограф-спидометр отличается крупными, четкими цифрами, которые удобно считываются. В темное время суток предусмотрена нежно-зеленая подсветка, не напрягающая зрение водителя.
Не вызывает нареканий сборка всей панели:
Ровные и минимальные зазоры показывают точность подгонки элементов. Отсутствуют щели и перекосы, что так часто свойственно отечественным автомобилям.
Качественный, приятный по тактильным ощущениям, мягкий пластик.
Приятный дизайн новой панели приборов на Ладу Гранта в классическом черном цвете также радует отличной сборкой.
Отсутствие скрипов и хруста даже после длительной эксплуатации не раздражает, не создает посторонних звуков в салоне.
Панель собрана надежно, хорошо зафиксирована в салоне.
Обозначение значков на панели приборов Лада Гранта
На схеме приборной панели отражены все значки, датчики и индикаторы, отвечающие за работу автомобиля. Ограниченное количество – 39 штук, не загромождает комбинацию приборов. При этом щиток весьма информативен.
Обозначение на панели приборов Лада Гранта:
Тахометр – предназначен для отображения количества оборотов ДВС. Зона, выделенная красным цветом, сигнализирует об опасной ситуации в нагрузке мотора.
Датчик неисправного модуля управления работой мотора. Лампа во время включения зажигания загорается (оранжевый цвет). После пуска двигателя индикатор гаснет. При постоянном горении стоит проверить работоспособность элементов всей системы управления мотором.
Лампочка сигнализации включенного левого поворотника.
Датчик давления масляной жидкости в двигателе срабатывает (красный цвет) при включении зажигания. При достижении необходимого давления датчик гаснет. Постоянно действующий индикатор (более 5 с) показывает проблемы с насосом, цилиндро-поршневой системой, низкий уровень масла.
Лампочка индикации системы ABS – если не гаснет через 2 с, то возникли проблемы с антипробуксовочной системой. Загорается при включенном зажигании (оранжевый цвет).
Лампа индикации иммобилайзера – противоугонной штатной системы. Оранжевая лампочка сигнализирует о состоянии охраны автомобиля.
Указатель температуры жидкости охлаждения в горящем состоянии находится не более 5 секунд после пуска двигателя (красная лампа). Негаснущая лампочка говорит о высокой температуре хладагента (выше 115 ℃). Возможен перегрев мотора. При падении температуры ниже 110 ℃ лампа погаснет, перестает подаваться звуковая сигнализация.
Аварийный индикатор системы тормозов выключается (цвет – красный) после заводки мотора. Когда лампочка горит постоянно, стоит сделать проверку уровеня жидкости в бачке. Минимальная отметка показывает, что необходимо долить тормозную жидкость в емкость.
Лампочка сигнализации включенного правого поворотника – зеленая стрелка.
Индикация уровня заряда аккумуляторной батареи – включается при активации зажигания. Лампочка гаснет после заводки мотора. Если этот индикатор на панели приборов Лада Гранта светится постоянно, значит отсутствует зарядный ток в результате неисправной работы регулятора напряжения или генератора. Такой вариант возможен при недостаточном натяжении (обрыве) генераторного ремня.
Спидометр – отображение текущей скорости машины.
Датчик курсовой устойчивости – зажигается во время включения зажигании. Индикатор должен погаснуть после начала работы двигателя. Но если он горит постоянно, то функция курсовой устойчивости отключена. Мигает или горит во время движения – в системе неисправность.
Индикатор переключения передач – сигнализирует о невозможности включения повышенной передачи.
Клавиша сброса суточного километража – используется для обнуления пробега за сутки или выбора режимов отображения суточного, общего пробега автомобиля.
Дисплей маршрутного контроллера – выводятся данные о поездке, текущее время, пробег, температура воздуха и другое. Разница может быть в зависимости от комплектации автомобиля.
В первой строке – время, во второй – пробег. Третья строчка отображает температуру снаружи автомобиля или другие опции, четвертая – уровень топлива.
Лампочка сигнализации незапертой двери автомобиля – горит красным светом.
Индикатор уровня топлива – загорается при необходимости дозаправки. Игнорирование минимального уровня топлива может привести к неисправности топливного насоса.
Индикатор давления в покрышках светится при активации зажигания, гаснет после того, как двигатель заводится. Светится постоянно при падении параметра до минимально безопасного значения.
Лампа сигнализации проблемы с электроусилителем руля информирует о неисправности в узле.
Датчик фиксации ремня безопасности не светится при заведенном моторе, если ремень закреплен.
Индикатор работоспособности ДВС – срабатывает при запуске мотора. Если датчик не гаснет в течение нескольких секунд, то это показывает наличие повреждения в одном из узлов мотора или элементах навесного оборудования.
Датчик подушек безопасности включается при их неисправности.
Проблемы с панелью приборов
Ошибки на панели приборов Лада Гранта обычно возникают при ее неисправности. В этом случае отказывают часть устройств, либо выходит из строя весь щиток.
Возможные варианты:
Датчики на панели приборов Лада Гранта работают некорректно – например, при закрытых дверях горит лампочка. Это свидетельствует о выходе индикатора из строя, либо проблема заключается в неисправности платы панели приборов. Датчик необходимо заменить, а плату можно попытаться перепрошить.
При работающих датчиках не светятся все индикаторы – скорее всего вышел из строя предохранитель на панель приборов Лада Гранта. Также стоит с помощью мультиметра проверить повреждения проводки.
Одна или несколько ламп на щитке не светятся – необходимо снять панель и заменить все вышедшие из строя элементы.
Индикатор не отображает текущее состояние – например, включен дальний свет, но лампочка не горит. Стоит проверить контакты, работоспособность самого датчика, заменить лампу.
Как снять панель приборов на Лада Гранта
Для устранения некоторых неисправностей может потребоваться снятие приборного щитка. Не всегда есть возможность отогнать автомобиль на сервис. По этой причине стоит знать, как осуществить демонтаж панели приборов. Из инструментов вам понадобятся крестообразная, плоская отвертки, торцевые головки размерами 13” и 24”.
Слева от рулевого колеса расположен блок с предохранителями. Необходимо снять с него крышку.
Пластиковая облицовка щитка крепится тремя болтами. Их требуется снять.
Приборная панель зафиксирована на четырех крепежах. Они выкручиваются, щиток вытягивается наружу.
От контрольной панели необходимо отсоединить штекер с проводами.
Затем весь прибор можно удалить из автомобиля. Сборка щитка производится в обратном порядке.
Снятие приборной панели иногда требуется для проведения усовершенствования авто. Таким образом выполняют улучшенную звукоизоляцию моторного щитка, можно зафиксировать накидку на панель приборов Лада Гранта.
Датчики на панели приборов Лада Гранта индикатор на панели приборов Лада Гранта индикатор переключения передач Ошибки на панели приборов Лада Гранта панель приборов панель приборов Лада Гранта предохранитель на панель приборов Лада Гранта
2017 Infiniti QX50 3,7 л V6
1. Начало работы — Подготовка к замене лампы головного света
Подробнее >
2. Открытие капота — Как открыть капот и подпереть его
90 003
3. Снятие лампы фары. Действия по удалению перегоревшей лампы
4. Полезные советы. Как найти тип лампы для замены фары и другие советы
Что бы вы хотели, чтобы ваши лампочки делали?
См. четче
Обновление до светодиода
СПРЯТАННЫЙ стиль
Обратите внимание на лампу премиум-класса, такую как Silverstar Ultra, со специально разработанной нитью накаливания, запатентованной газовой смесью и покрытием для лучшего освещения на дороге. Узнайте больше о Silverstar Ultra.
Обновите свои противотуманные фары до светодиодных с опцией прямой установки, которая легко подключается к существующему корпусу лампы вашего автомобиля. У Sylvania есть вариант с корпусом из авиационного алюминия и вентилятором с турбонаддувом. Обратите внимание на светодиоды Sylvania.
Рассмотрим лампочку, подобную zXe, с запатентованной газовой смесью ксенона, которая соответствует белому свету газоразрядных ламп для максимальной яркости фар и дополнительной четкости. Дополнительная информация о лампах zXe.
5. Замените лампочку — Процедура замены новой лампочки
6. Дополнительная информация. — Дополнительная информация по фарам
Поделись
Даймонд Джим помог сделать эти видео
Обратная связь
Скачать инструкции по эксплуатации Infiniti
В этом видеоролике показано, как заменить лампу в фаре Infiniti QX50 2017 года. Лампа в фаре может также называться лампой ближнего света. Фары со временем тускнеют до 20% и в конечном итоге перегорают — по этой причине мы рекомендуем менять фары парами. Замена обеих ламп фар на QX50 одновременно позволит обеим лампам иметь одинаковую интенсивность и предотвратит появление новой лампы фары ярче, чем лампа на противоположной стороне.
В некоторых автомобилях Infiniti дальний свет — это та же самая лампа, что и фара, и дальний свет может работать, но фара может перегореть, даже если это одна и та же лампа (и наоборот). Некоторые Infiniti имеют газоразрядные фары высокой интенсивности, иногда называемые ксеноновыми фарами. Ксеноновые фары имеют балласт для зажигания ксеноновых ламп высокого напряжения, когда они включаются, которые могут оставаться под напряжением, даже если фары выключены. Перед заменой обязательно отсоедините блок фары или аккумулятор. Если у вашего QX50 перегорела HID-фара, это может быть перегоревшая лампа или неисправный балласт фары.
Стоимость замены лампы фары для вашего QX50 зависит от того, куда вы обращаетесь, чтобы заменить фару. Дилерские центры Infiniti будут иметь тенденцию быть более дорогими, а розничные продавцы запчастей, такие как AutoZone, часто заменят его бесплатно, если вы купите там лампы. Когда вы меняете фару на QX50, важно не касаться пальцами стеклянной части лампы, потому что масло с кончиков пальцев приведет к тому, что эта часть лампы будет гореть сильнее, что значительно сократит срок службы лампы.
Купон Advance Auto для Скидка 20% на весь заказ: KIOSK20
Автор
Ханс Ангермайер — сертифицированный ASE техник по техническому обслуживанию и легкому ремонту. Он снял более 100 000 видеороликов, демонстрирующих водителям, как ремонтировать свои автомобили. Он обладает обширным опытом в области основных процедур ремонта, охватывающих большинство автомобилей на дорогах. За последние 10 лет Ханс сосредоточился на создании CarCareKiosk, который ежемесячно посещают миллионы водителей.
Лампа проверки двигателя может быть устранена с помощью простого исправления, или это может быть серьезной проблемой — узнайте сейчас!
Жидкость гидроусилителя руля легко проверить, и многие люди (включая механиков) часто забывают об этом – узнайте, как это сделать здесь
Низкий уровень охлаждающей жидкости – обычное дело – долейте сегодня
Перегорел предохранитель? Не перегорай предохранитель, меняй!
5 вещей, которые нужно знать перед заменой фар
Перейти к основному содержанию
4045 Дикий Чапараль Доктор Направления
Шингл-Спрингс, Калифорния 95682
Отдел продаж: 530-677-8771
Служба поддержки: 530-677-8771
Запчасти: 530-677-8771
ЗВОНИТЕ (866) 979-6960 С нами купить Subaru легко!
ОФИЦИАЛЬНОЕ ПРЕДЛОЖЕНИЕ КУПИТЬ ВАШ АВТОМОБИЛЬ!
Скрыть
Показать
15. 05.2019
Замена перегоревшей лампы головного света в вашем Субару часто является одной из самых простых услуг. Даже люди, не владеющие редукторами, часто сами меняют лампы в фарах. Как бы это ни было просто, есть еще несколько важных моментов, которые следует принять во внимание. Если вы думаете о замене ламп в своем Subaru, вот пять вещей, которые нужно знать.
5. Знайте, что вы делаете
Независимо от того, смотрите ли вы диаграмму в книге или смотрите видео в Интернете, рекомендуется провести небольшое исследование, прежде чем выполнять какие-либо услуги. В конце концов, лучше точно знать, что вам нужно сделать, прежде чем вы это сделаете, чем останавливаться и разбираться во всем на полпути.
4. Используйте запасные части OEM Subaru
Фары являются важным элементом безопасности, который может повлиять на вас и другие автомобили вокруг вас. Для чего-то подобного имеет смысл доверять только лучшему — и это то, что вы найдете с лампочками OEM. Хотя некоторые лампы вторичного рынка могут иметь аналогичное качество, они могут быть случайными. Оригинальные OEM-лампы Subaru соответствуют тем же высоким стандартам качества, которыми славится Subaru.
3. Осторожно обращайтесь с лампами накаливания
Обращаться с лампами накаливания следует всегда осторожно, однако это особенно важно, если ваш Subaru оснащен галогенными лампами. Прикосновение к галогенной лампочке голыми руками – быстрый способ потерять деньги. Галогенные лампы очень сильно нагреваются, и для работы им необходимо нагревать равномерно. Если вы держали их голыми руками, возможно, на колбе остались масляные отложения. Это может привести к неравномерному нагреву, из-за чего луковица может поджариться.
2. Доверьтесь специалистам по светодиодным фарам
Если на вашем Subaru установлены светодиодные фары , и одна из них перегорела, лучше обратиться к дилеру. Частично это связано с тем, что эти системы могут быть более сложными, чем традиционные фары, что затрудняет их замену в домашних условиях.
Моргает лампочка давления масла: причины и способы устранения
Давление моторного масла. Я должен объяснить, какую роль играет этот процесс. Но все же благодаря давлению масла двигатель есть в активе! А значит: нет давления — нет ресурсов… И каждый раз, когда крышка моторного отсека поднимается, водитель обращает внимание на состояние масла (уровень, чистоту, вязкость).
Двигатель внутреннего сгорания представляет собой сложный агрегат, включающий в себя множество частей вращения, качения, скольжения и т.д. Когда все эти соединения работают в условиях высоких температур и динамических нагрузок, требуется постоянная и обильная смазка. Для нее масляные каналы подключены к важнейшим узлам, по которым масло течет под давлением. Все компоненты двигателя снабжены смазкой благодаря масляному насосу.
Содержание
1 Моргает «масленка»: причины
2 Метод правильной проверки уровня масла в двигателе
3 Уровень ниже нормы
4 Уровень выше нормы
5 Проверка давления масла
6 Проверка масляного фильтра
7 Масляный насос
8 Газораспределительный и кривошипно — шатунный механизмы
9 «Неудачный ветер» «Приоры»
10 Моргает лампочка давления масла в «Пежо»
Моргает «масленка»: причины
Почему мигает индикатор давления масла? Причин может быть много, но не так много, чтобы их нельзя было понять сознанием. Но очень важный момент — это последовательность, в которой эти мотивы будут выстраиваться в вашей голове! Скорость устранения неполадок зависит от этого и количества «похудания» в вашем кошельке.
Затем мигает индикатор давления масла. Прежде всего, нужно сразу выключить двигатель. Поднимите капюшон. Подождите десять минут, давая маслу стечь в картер. Проверить уровень масла: согласно инструкции по эксплуатации двигателя он должен быть по центру (но может быть немного выше), между Мин. И Макс. Если указатель уровня масла в норме, то нужно спокойно подумать о возможных причинах мигания сигнальной лампы давления масла.
В чем могут быть причины:
Датчик давления стучит.
Масляный фильтр.
Проводка датчика давления масла.
Качество смазки.
Уровень масла.
Утечка масла через сальники и прокладки.
Насос.
Хотя эти причины наиболее доступны для выяснения и если они не являются виновниками мигания сигнальной лампы давления масла, то дело принимает серьезный оборот.
Для начала рассмотрим способы выяснения этих причин и способы от них избавиться.
Метод правильной проверки уровня масла в двигателе
Существуют правила проверки уровня моторного масла:
Мониторинг ведется строго на горизонтальной площадке.
Уровень масла проверяется при температуре ниже нормального режима прогрева двигателя (дать немного остыть).
Есть двигатели иностранного производства, в которых можно проверять уровень масла как на «горячее», так и на «холодное». В этом случае производитель поставляет этикетки «холодный» и «горячий» соответственно».
Уровень ниже нормы
Минимальное давление масла в системе работающего двигателя составляет: 0,7 — 0,8 атм на холостом ходу и 3 — 4,5 атм на мощности. Если при проверке уровень ниже указанного значения, это может быть причиной падения давления из-за «нехватки масла». В этом случае нужно выяснить причину падения уровня, их может быть много.
все стыки необходимо тщательно осмотреть на предмет утечек масла. Обратите особое внимание на:
датчик давления;
точки крепления крышки (передняя и задняя), по периметру клапанной крышки и картерных установок.
места установки сальников;
место крепления масляного фильтра;
Также проверьте нижнюю переднюю часть коробки передач на герметичность, утечка масла в этот момент свидетельствует о выходе из строя заднего сальника коленчатого вала. Долить масло нужно на средний уровень. Если после запуска двигателя сигнальная лампа перестала мигать, можно доехать до ближайшего места диагностики и при необходимости отремонтировать.
Уровень выше нормы
Ну а если уровень масла выше нормы? Причины здесь надо искать в другом направлении. Скорее всего, вязкость смазки также будет ниже ожидаемой для работы двигателя. Так в чем может быть причина?
Одна из вероятных причин — попадание охлаждающей жидкости в масляную систему из-за перегоревших перемычек в прокладке, между головкой клапана и блоком двигателя. Жидкость из системы охлаждения через очаг перегорания попадает в картер. Образуется смесь охлаждающей жидкости и масла, вязкость которой моментально снижается, в результате чего масляный насос не может создать необходимое давление. Также из-за трещин и микротрещин, которые появляются из-за перегрева двигателя.
К такому же результату может привести использование некачественного топлива. Сгорание не полностью попадает в камеру сгорания, попадает в картер через негерметичность поршневых колец.
Есть еще одна возможность попадания топлива в картер — из полости топливного насоса. Причина может заключаться в выходе из строя мембраны.
Вероятность того, что резиновые уплотнения разрушатся, а уплотнение системы сломается, высока при замене минерального масла на его синтетический аналог или наоборот. Разные марки масел отличаются термостойкостью. Например, при низких температурах он становится очень вязким, при высоких — слишком жидким. Однако не следует забывать о существовании масел, произведенных с нарушением технических условий. Выбирая смазку, необходимо внимательно изучить все ее характеристики.
Если индикатор давления масла мигает на холостом ходу, необходимо проверить фактическое давление масла.
Проверка давления масла
Проверка давления масла проводится для определения его истинного значения по шкале, а также для обслуживания или неисправности датчика. Для этого требуется манометр с присоединенной маслостойкой трубкой, на конце которой находится резьбовой ниппель с диаметром, равным диаметру резьбы датчика. Указанный датчик откручивается и на его место вставляется штуцер с трубкой манометра. Потом двигатель заводится.
Сначала измеряется давление на холостом ходу, затем на средних оборотах, записывая показания каждого режима. Если параметры давления соответствуют норме, но лампочка мигает минимум, значит приходится ошибаться на датчике. Чтобы исключить сомнения, проверяется состояние контактов в электрической цепи и при необходимости заменяется масляный датчик.
Проверка масляного фильтра
Далее перейдем к проверке масляного фильтра. Не исключено попадание постороннего предмета (металлическая стружка, мусор и т.д.) под запорный вентиль, не позволяющий ему закрыться. В результате при остановке двигателя смазка из фильтра попадает в картер. При следующем запуске лампочка давления масла будет мигать на холостом ходу до тех пор, пока фильтр не будет заполнен новым. Также может быть засорение самого фильтра, что препятствует созданию достаточного давления.
Масляный насос
При длительной эксплуатации увеличивается зазор между шестернями и корпусом насоса. Высокая мощность на рабочих поверхностях масляного насоса и засорение сети маслоприемника могут вызвать мигание индикатора давления масла.
Но не забываем еще об одном моменте — шлицевом соединении масляной трансмиссии со штоком масляного насоса. Истощение в этой связи может привести к тому, что масляный привод будет вращаться против штока под нагрузкой. Результатом этого вращения будет «выход из строя» шлицевого соединения, и сигналом будет мигание лампочки давления масла на количестве оборотов, а часто ее свечение продолжается.
Газораспределительный и кривошипно — шатунный механизмы
Ну а теперь к более серьезной и расширенной причине, от которой начинает гудеть в голове, и вышеперечисленные причины никоим образом не идут в сравнение с этой.
Это износ гильз на подушке распределительного вала и пальцев коленчатого вала, износ маслосъемных колец на поршневой группе, развитие стенок цилиндров и т.д. Форма капитального ремонта.
Все вышесказанное в целом относится к нашей классике ВАЗ, и на вопрос, что делать, если на ВАЗ мигает сигнальная лампа давления масла, дается исчерпывающий ответ. Но есть небольшое дополнение к Приорезе.
«Неудачный ветер» «Приоры»
Никакими суперреволюционными нововведениями двигатель Priora не отличается и ему присущи все «беды», связанные с «нехваткой масла». Но, как известно, двигатель расположен перпендикулярно продольной оси автомобиля. Из-за геометрической формы моторного отсека набегающий воздушный поток огибает двигатель таким образом, что иногда создает ненужную «головную боль».
Очень часто на приоре можно услышать мигание индикатора давления масла, потому что на датчик попала грязь (снег, дождь). В таких случаях достаточно очистить его от грязи и просушить. Здесь имеет смысл создать защитный экран для сенсора.
Моргает лампочка давления масла в «Пежо»
Даже любители «французов» эту чашу «не прошли». Но в цепочку причин встроена еще пара звеньев: масляный фильтр имеет крестообразный пластиковый дефлектор, который часто ломается и мусор закрывает клапан, создавая «нехватку масла».
Другой причиной может быть неправильная работа электромагнитного (электромагнитного) клапана регулировки давления масла. Часто выходит из строя уплотнительная втулка, которая находится в месте входа в корпус блока цилиндров электропроводки, подходящей к электромагнитному клапану. Из-за потери эластичности этой детали происходит утечка масла в месте ее установки.
можно ли ехать? – K-News
Не редкость такие ситуации, когда при эксплуатации автомобиля на приборной панели загорается лампочка недостаточного давления масла. При этом непонятно, можно ли использовать такой автомобиль, допускается ли добраться в сервис своим ходом или же лучше всего вызвать эвакуатор и доставить машину в мастерскую, выполнить её диагностику и ремонт. Об этом рассказывает cartechnic.
Причины появления предупреждающей сигнализации
Если лампочка недостаточного давления масла загорается при заведении двигателя и тут гаснет, каких-либо проблем в работе мотора нет. Это нормальная работа двигателя, поэтому обращаться в ремонт не стоит. Однако, если лампочка загорается при заведении двигателя и потом не гаснет или же загорается уже при движении автомобиля, то это свидетельствует о проблемах с двигателем.
Загораться такая лампочка может в следующих случаях:
При проблемах с датчиком давления масла.
При использовании некачественного и неправильно подобранного масла.
При поломках масляного насоса.
При падении уровня масла в двигателе.
При забившемся масляном фильтре или каналах смазки двигателя.
Необходимо понимать, что работа мотора на неправильно подобранном масле или при его минимальном уровне неизменно будет приводить к серьезным поломками, вплоть до необходимости выполнения капитального ремонта. Поэтому автовладельцу, как только на его машине появились такие проблемы следует сразу же доставлять автомобиль в сервис, в идеале это делать нужно на эвакуаторе, чтобы не усугубить имеющиеся поломки.
Загорается лампочка на холодном и прогретом двигателе
Не нужно думать, что такая контрольная лампочка загорает исключительно при недостаточном уровне масла в двигателе. Она показывает недостаточное давление масла в системе, что в том числе может возникать и при недостаточном уровне масла в моторе. Такое давление масла создаётся в системе после того, как коленвал прокрутится стартером и двигатель заведется. Поэтому, если лампочка давления масла моргает или горит через 5-10 секунд после того как двигатель завелся, то это уже свидетельствует о проблемах с мотором.
В первую очередь автовладельцу следует заглушить мотор и выждать около 10 минут и проверить уровень масла в двигателе. Кстати, не редкость такие ситуации, когда лампочка недостаточного давления масла загоралась и на прогретом моторе во время движения автомобиля при сильных кренах машины. В подобном случае масло застаивалось в одной из частей картера или двигателя, что и приводило к кратковременному морганию такой лампочки.
Специалисты рекомендуют, если в движении загорелась лампочка, то мотор необходимо незамедлительно заглушить и доставить машину в сервис на эвакуаторе. В подобном случае даже кратковременная работа мотора на холостых или минимальных оборотах может привести к серьезным неисправностям.
Возможный ремонт
В первую очередь необходимо при загоревшейся лампочке недостаточного давления масла проверить уровень масла в моторе. Если на крышке маслозаливной горловины появилась эмульсии, это говорит о трещине головки блока цилиндров или блока цилиндров. В подобном случае автовладельца будет ожидать дорогостоящий и сложный ремонт.
При возможности следует проверить датчик давления масла, что можно сделать на специальном сканере или планшете с установленной на него программой для диагностики. Если будет установлено, что датчик вышел из строя, то его необходимо просто поменять.
Также при горящей лампочке недостаточного давления масла могут отмечаться серьезные неисправности двигателя, одновременно падает мощность, увеличивается расход топлива, двигатель дымит сизым и синим выхлопом. Чаще всего в подобном случае требуется вскрывать мотор и выполнять его капитальный ремонт.
Поделиться
Индикатор уровня масла в двигателе мигает, когда я делаю остановку, предупреждение об уклонении…
Индикатор уровня масла в двигателе мигает, когда я делаю остановку, предупреждение об уклонении…
Задайте вопрос, получите ответ как можно скорее!
☰
×
ЗАПРОСИТЬ ЦЕНУ
спросил
Анжела С
на 11 мая 2016 г.
У меня возникают проблемы с миганием индикатора моторного масла, когда я останавливаюсь на красный сигнал светофора, а затем он перестает мигать, когда я снова начинаю движение. Проверил масло и жидкости вроде все в норме. Чем это вызвано?
Предупреждающий индикатор горит
$94,99 — $114,99
Получить предложение
Или для любого другого авторемонта
Получить предложение
Джей Саффорд
Автомеханик
16 лет опыта
Индикатор мигает и гаснет из-за падения давления масла ниже 4 psi на холостом ходу или неправильной работы датчика давления масла. Единственный способ узнать наверняка — это проверить давление масла. Двигатель должен иметь давление не менее 4 фунтов на квадратный дюйм на холостом ходу и более 25 фунтов на квадратный дюйм при 3000 об/мин. Если давление масла ниже 4 фунтов на квадратный дюйм на холостом ходу, замените узел подачи масла. Если давление на холостом ходу равно нулю, то вам потребуется замена масляного насоса и сетчатого фильтра или, по крайней мере, проверка. Кроме того, проверьте двигатель на наличие повреждений подшипников при замене масляного насоса. Сертифицированный технический специалист сможет выполнить эти тесты и диагностировать, почему загорается этот предупреждающий индикатор.
Заявления, приведенные выше, предназначены только для информационных целей и должны быть проверены независимо. Пожалуйста, смотрите наш
Условия использования
подробнее
Получите мгновенную смету для вашего автомобиля
К вам приедут наши сертифицированные механики ・Гарантия на 12 месяцев и пробег 12 000 миль・Справедливые и прозрачные цены
Узнать цену
Механик со стажем?
Зарабатывайте до
$70/час
Подать заявку
Что спрашивают другие
Как пользоваться омывателем заднего стекла?
Омыватель заднего стекла обеспечивает дополнительную видимость через заднее стекло, распыляя на него омывающую жидкость и вытирая его. Чтобы использовать эту функцию, поверните левый край рычага стеклоочистителя до упора вперед или…
БЛОК ПРЕДОХРАНИТЕЛЕЙ БАГАЖНИКА
Багажник имеет две панели предохранителей, одну слева сзади и одну справа сзади в области багажника. В правой стоит реле бензонасоса и предохранитель. Замок двери багажника включен последовательно со всеми…
Подскажите, где находится предохранитель телескопического руля на BMW X5 E53 2002 года. Мой телескопический руль вообще не работает. Спасибо
На BMW X5 телескопическое рулевое управление и сиденье водителя с памятью имеют одинаковые органы управления. Блок предохранителей находится за перчаточным ящиком. Проверьте предохранители с номерами 26 и 32, которые контролируют оба этих предохранителя. Если что-то из…
Моя машина трясется, когда я разгоняюсь до 80 м/ч, в чем может быть проблема? Это началось после замены передней правой оси, что это может быть?
Добрый день, множество различных неисправностей могут вызвать вибрацию вашего Nissan Rogue 2009 года на высоких скоростях. Наиболее распространенными причинами являются балансировка колеса/шины, неисправные компоненты подвески, ступичные подшипники (https://www.yourmechanic.com/services/wheel-bearings-replacement), шаровые опоры (https://www.yourmechanic.com/services). /ball-joint-front-replacement) или подвеску двигателя (https://www.yourmechanic.com/services/engine-mount-replacement)….
вызовет ли неисправность воздушного компрессора проблемы с погружением
Привет. Подшипник шкива на компрессоре может быть неисправен, и вам может понадобиться новое сцепление и шкив, только если ваш кондиционер все еще холодный. Вам может не понадобиться компрессор, если только компрессор не стучит внутри…
Грубый холостой ход при стоп-сигналах и при парковке
Это может быть признаком неисправности датчика абсолютного давления. Датчик абсолютного давления во впускном коллекторе (MAP) измеряет нагрузку двигателя и генерирует сигнал, пропорциональный степени разрежения во впускном коллекторе. Затем компьютер двигателя использует…
Моя машина не заводится, когда я нажимаю на педаль газа. Я был на красный свет, и он не двигался, как будто он только что заблокировался?
Здравствуйте, спасибо, что написали. Есть несколько датчиков, связанных с топливной системой, и нам было бы полезно иметь этот код. Однако можно начать с предположения, что это мог быть датчик давления топлива,…
какое масло можно использовать для V6 Hyundai sonata 2004
Руководство по эксплуатации Hyundai (https://justgivemethedamnmanual.com/ wp-content/plugins/pdfjs-viewer-shortcode/pdfjs/web/viewer.php?file=https://justgivemethedamnmanual.com/manuals/2004_hyundai_sonata.pdf&download=true&print=true&openfile=false) определяет широкий диапазон вязкости масла для это транспортное средство. Подробную информацию см. на стр. 6-5 по предыдущей ссылке. В целом, вам будет достаточно 5W-30. Синтетическое масло всегда предпочтительнее. Задержка может…
Рывок автомобиля при 1 об/мин при остановке
Если обороты двигателя не меняются во время этого рывка или «перехода», более вероятно, что причиной является резкое или резкое переключение на пониженную передачу. Обороты двигателя можно зарегистрировать с помощью сканирующего устройства, и ваш автомобиль может быть достаточно новым, чтобы…
Статьи по Теме
Топ 5 самых продаваемых автомобилей в Аризоне в 2012 году
В зависимости от того, где вы живете в Аризоне, погода либо засушливая, либо могут быть периоды сильного снегопада, например, в горных районах. Автомобили, которые были популярны в предыдущие годы в этом районе,…
Как убедиться, что ваш автомобиль готов к поездке
Собираетесь ли вы в короткую поездку в соседний город или отправляетесь в долгое летнее путешествие (https://www.yourmechanic.com/article/5) -необходимые-что-что-знать-о-дорожных-путешествиях), осмотр вашего автомобиля (https://www. yourmechanic.com/article/how-do-i-maintain-my-car), прежде чем отправиться в путь это отличный способ убедиться, что вы…
Что означает неисправность лампы (неисправность наружного освещения, лампы номерного знака, лампы стоп-сигнала)?
Индикатор неисправности лампы загорается, когда какой-либо внешний свет в вашем автомобиле не работает. Важно исправить это, чтобы другие могли видеть положение вашего автомобиля.
Просмотр другого контента
Города
Услуги
Техническое обслуживание
Смета
Почему моя лампочка давления масла мигает при низких оборотах?
Я заметил это, когда проезжал мимо после работы прошлой ночью — моя лампочка давления масла мигает на приборной панели, когда моя машина работает на холостом ходу. Он исчезает, когда я снова ускоряюсь. Почему у меня мигает лампочка давления масла на низких оборотах?
Мелани Мерген · Обновлено
Отзыв от Shannon Martin, лицензированного страхового агента.
Если вы видите, что индикатор давления масла в вашем автомобиле мигает, возможно, уровень масла слишком низкий, и вам может потребоваться долить его.
Если это решит проблему, отлично! Если после этого проблема не устранена, потенциально может быть проблема с датчиком давления масла, который дает вам ложную тревогу. Это также может указывать на другую проблему с давлением масла или вашим двигателем, и в этом случае лучше обратиться к механику, чтобы разобраться в том, что пытается вам сказать свет.
Надеюсь, это легко исправить! Пока вы продолжаете заботиться о своем автомобиле, убедитесь, что ваш страховой полис делает то же самое. Джерри поможет вам в этом!
После того, как вы загрузите приложение Jerry, вы сможете ввести свою информацию и начать сравнивать предложения ведущих поставщиков автострахования, чтобы найти лучшее покрытие для вас по правильной цене. После того, как вы сделаете свой выбор, Джерри даже может помочь вам настроить новую политику и отменить старую.
Начало работы занимает меньше минуты, а средний пользователь Jerry экономит 887 долларов в год на страхование автомобиля!
ДОПОЛНИТЕЛЬНО: Как проводить техническое обслуживание автомобилей летом
Техническое обслуживание автомобилей
Посмотреть полный ответ
ПОЧЕМУ ВЫ МОЖЕТЕ ДОВЕРЯТЬ ДЖЕРРИ
Джерри сотрудничает с более чем 50 страховыми компаниями, но наш контент основан на независимых исследованиях, написан и основан на фактах. -проверено нашей командой редакторов и агентов. Нам не платят за обзоры или другой контент.
Просмотреть больше контента
Ресурсы по ремонту автомобилей
Страховка вашего автомобиля
Стоимость страховки Hyundai Genesis Coupe 2.0T
Базовая стоимость страховки Kia Rondo
Стоимость страховки Jeep Wrangler X
Стоимость страхования Buick Lucerne Super Series
Стоимость страховки Land Rover Lr3
Страховка в вашем штате
Страховка в вашем городе
Camdenton Car Insurance
Страхование автомобилей Kingston
Страхование автомобилей Pittsburg
Страхование автомобилей Hudson
Страхование автомобилей Madison
Что спрашивают другие
Можно ли смешивать охлаждающую жидкость?
Я только что купил новый контейнер с охлаждающей жидкостью оранжевого цвета. Но когда я вернулся домой, я обнаружил в своем гараже полупустую канистру с зеленой охлаждающей жидкостью. Можно ли смешивать охлаждающую жидкость?
Бонни Стинсон
Как очистить фары с помощью WD-40?
Я слышал, как кто-то говорил об использовании WD-40 для мытья фар — вы действительно можете это сделать? Как мыть фары WD-40?
Эндрю (Энди) Биро
Сколько стоит замена автомобильного аккумулятора в автосалоне?
Моей машине нужен новый аккумулятор, а ему всего несколько лет. Муж говорит, что я должна пойти к дилеру. Сколько стоит замена автомобильного аккумулятора в дилерском центре?
Бонни Стинсон
Просмотреть все вопросы
Прочитайте советы автомобильных экспертов в Джерри
Насколько безопасное вождение снижает расходы на страхование GEICO ?
Скидки GEICO на безопасное вождение варьируются в зависимости от штата, но вы можете сэкономить до 10% от страхового взноса за успешное завершение квалификационного курса.
Что означает новый дорожный знак «Парковка для инвалидов»?
С 1 марта 2023 года в Правила дорожного движения (ПДД) были внесены некоторые изменения, касающиеся оформления парковочных мест для людей с инвалидностью. В частности, появился новый дорожный знак, обозначающий парковку для инвалидов.
На синем знаке изображена белая буква «P», означающая парковку, а в нижнем правом углу размещено изображение человека в инвалидной коляске. Это новый дорожный знак 6.4.17д «Парковка для инвалидов».
Под ним могут парковаться инвалиды 1 и 2 группы, а также водители, перевозящие данные категории граждан. Парковкой, оснащённой таким знаком, могут воспользоваться и инвалиды 3 группы, если они маломобильные или имеют на автомобиле знак «Инвалид», полученный до 01.06.2020.
Для получения разрешения на льготную парковку необходимо, чтобы информация о водителе и его автомобиле была внесена в федеральный реестр инвалидов. Соответствующее заявление можно подать в МФЦ, на «Госуслугах» или на сайте самого реестра.
Разрешение выдаётся на один автомобиль, независимо от его типа. Внести изменения в информацию о машине можно в любое время – на это уйдёт не более 15-и минут.
Ранее специального дорожного знака «Парковка для инвалидов» в российских ПДД не существовало. Зоны, предназначенные для льготных парковок, выделялись с помощью совмещения знака 6.4 «Паркова» и таблички 8.17 «Инвалиды».
Где может парковаться человек с инвалидностью?
Согласно действующему законодательству, водители с инвалидностью или водители, перевозящие человека с инвалидностью, могут парковаться на специальных местах, обозначенных новым знаком «Парковка для инвалидов», либо комбинацией знака «Парковка» и таблички «Инвалиды». Ширина парковочного места для инвалидов больше обычного – 3,5 метра. Это сделано для того, чтобы водитель или пассажир могли свободно открывать дверь автомобиля при выходе.
Правило парковки для инвалидов распространяется не только на автомобили, но и на мотоциклы и мотоколяски.
При пользовании льготной стоянкой при себе всегда необходимо иметь документ, подтверждающий установление инвалидности.
За парковку на месте, где нет специального знака или разметки, льготнику или его представителю придется платить на общих основаниях.
Впрочем, в некоторых городах, получив специальное разрешение, человек с инвалидностью может бесплатно пользоваться и платными парковками. Такая практика распространена в Москве и Санкт-Петербурге – разрешение можно получить в любом многофункциональном центре (МФЦ). Оно выдаётся сроком на год – затем свой льготный статус необходимо подтверждать снова.
Однако ещё в марте в Государственную Думу вносили законопроект, который позволит инвалидам бесплатно парковаться на любых платных стоянках в стране. Если такой закон примут, то люди с ограничениями здоровья смогут пользоваться любыми парковками на своё усмотрение на безвозмездной основе. Подробнее о законодательной инициативе читайте в материале портала «Реабилитационная индустрия России».
Последние новости
24.05.23
Шизофрения – не приговор. Как построить коммуникацию…
24 мая отмечается Всемирный день шизофрении. Его цель – повышение осведомлённости об этом заболевании и борьба со связанными с ним…
23.05.23
Участников акселерационной программы МГИК познакомили…
Участники акселерационной программы Московского государственного института культуры узнали об особенностях применения нейротехнологий…
23.05.23
В Москве пройдёт Слёт предпринимателей и самозанятых…
Завтра, 24 мая в российской столице стартует ключевое мероприятия для деловых людей с инвалидностью. Всероссийское общество инвалидов…
18.05.23
Как попасть в перечень производителей ТСР?
С 2020 года российские производители продукции для людей с инвалидностью могут воспользоваться дополнительной поддержкой от государства.…
17.05.23
Завершился Фестиваль социальных интернет-ресурсов «Мир…
15 мая на площадке Государственной Думы ФС РФ прошло заседание Экспертного совета фестиваля «Мир равных возможностей», в ходе которого…
16. 05.23
Нейросети, умные приложения и мониторинг физиологических…
С 11 по 13 мая во Владивостоке состоялся Нейрохакатон для молодых разработчиков. Площадкой мероприятию послужил Дальневосточный федеральный…
12.05.23
Правительство предоставило родителям детей-инвалидов…
Молодые инженеры северной столицы предложили инновационное решение проблемы ориентирования в пространстве для незрячих людей. Разработанное…
11.05.23
В Санкт-Петербурге разработали тактильные очки для…
Молодые инженеры северной столицы предложили инновационное решение проблемы ориентирования в пространстве для незрячих людей. Разработанное…
10.05.23
Нейрохакатон во Владивостоке представит новые проекты…
Завтра, 11 мая в городе Владивостоке откроется площадка Нейрохакатона, на которой 40 молодых и талантливых инженеров, начинающих учёных…
Перейти к остальным
О парковках для инвалидов. Как в Витебске водители соблюдают Правила дорожного движения?
С 27 октября вступают в силу изменения в Правилах дорожного движения. Некоторые из них коснутся людей с инвалидностью. Теперь на свое транспортное средство они должны будут наклеивать опознавательный знак «Инвалид». Для парковки на местах для людей с ограниченными возможностями этот знак обязателен. В то же время сейчас в правилах указано, что наклейка прикрепляется по желанию водителя.
Как обстоят дела с парковками специального назначения? Кто их часто занимает: тот, кому положено, но нет на машине опознавательного знака, либо тот, кто предпочитает место поудобнее? Корреспондент «Витебских вестей» вместе с сотрудниками межрайонного отдела ГАИ проехалась по некоторым парковкам возле популярных объектов областного центра.
Официальный представитель ГАИ УВД облисполкома Надежда Касперович пояснила, что люди сейчас очень мобильные, не только звонят, но и сообщают в различные аккаунты соцсетей ГАИ о нарушителях на парковках для инвалидов. Как правило, их много возле крупных торговых центров. Пока едем к одному из них, Надежда рассказывает, что некоторые водители без зазрения совести занимают места для инвалидов, хотя парковочный ряд пустой. Многие из них делают это только потому, что после посещения магазина нести тяжелые пакеты с продуктами будет ближе. Однако они не задумываются, что людям с инвалидностью такая ноша куда тяжелее. В целом это вопрос совести, воспитания, культуры вождения человека.
Как только подъехали к «Евроопту» на Московском, 60А, сразу заметили, что из трех парковочных мест для инвалидов два – заняты. Специального опознавательного знака на машинах нет.
Старший инспектор ДПС межрайонного отдела ГАИ Николай Аникович пробивает по номеру владельцев авто и звонит им. Водителем первой машины оказалась девушка, которая привозила в магазин свою бабушку-инвалида. Никаких претензий сотрудники ГАИ не предъявили, увидев соответствующее удостоверение.
Владельца второго автомобиля пришлось долго ждать. Им оказалась инвалид III группы, которая сразу оправдалась, что стесняется вешать опознавательный знак «Инвалид».
– Часто так и происходит: многие привозят инвалида либо стесняются наклеивать опознавательный знак, но занимают специальные парковочные места, – говорит старший инспектор ДПС.
По словам сотрудников ГАИ, «Евроопт» в Билево – самое проблемное место. Именно там всегда много нарушителей на парковках. Туда мы и отправились. Прибываем к месту назначения и наблюдаем, что несколько автомобилей без опознавательного знака припаркованы на местах для инвалидов. Дождавшись владельцев авто, инспектор дорожно-патрульной службы межрайонного отдела ГАИ Андрей Шатов выписывает предупреждение сразу нескольким водителям.
Многие из них даже не задумываются, куда ставят свое авто, лишь бы ближе к входу в торговый центр. Тем самым создают неудобства для людей, кому по состоянию здоровью это действительно нужно.
Личный транспорт для людей с инвалидностью – предмет жизненной необходимости, уверен председатель городской организации ОО «БелОИ» Эдуард Аветисян, который более 20 лет за рулем. Авто для них – это свобода в передвижении, помощь семье, большие возможности для активного и разнообразного отдыха.
– Парковочные места для инвалидов – больная тема. Не зря их делают как можно ближе к дверям торгового объекта либо учреждения. Людям в инвалидных колясках, с ходунками, больным ДЦП, передвижение которых особо затруднено, расстояние от парковочного места играет немаловажную роль. За этот год жалоб по парковкам от жителей города даже в мою организацию было порядка 20. Когда начинаешь разбираться, часто молодежь хамит, женщины считают, что они вправе поставить там свое авто. Нередко при обращении в ГАИ инспекторы спрашивают, не узнавали ли мы, есть ли у нарушителей удостоверение, может, там тоже человек с инвалидностью и он просто стесняется, – возмущается Эдуард Аветисян. – Я считаю, что здесь нечего стесняться, и правильно, что сейчас обязуют наклеивать опознавательный знак на стекле машины.
На других торговых точках города еще нескольким нарушителям парковочных мест были выписаны предупреждения, единицам – штрафы.
Нарушителю, который впервые занял парковку для инвалида, грозит официальное предупреждение, заносящееся в базу данных. Если он попался повторно, в течение года его ждет штраф — две базовые величины.
Фото Ирина ХАСАНОВА
При использовании материалов vitvesti.by указание источника и размещение активной ссылки на публикацию обязательны
Автомобильная наклейка для инвалидной коляски — Etsy Turkey
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное,
присоединяйтесь к сообществу, делающему добро.
(
109 релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
Наклейки для дорожных знаков для инвалидных колясок на продажу
Теги:
ампутанты, юмор ампутантов, пользователь инвалидной коляски, отсутствующая нога, шутки ампутантов, инвалидность, инвалиды, инвалид, знак гандикапа, разрешение на парковку для инвалидов, инвалид, но смертельно опасен, хроническое заболевание
Инвалид, но смертельный предупреждающий нож, дорожный знак, забавная наклейка для инвалидной коляски с ограниченными физическими возможностями0003 Знак безопасности с символом гандикапа — Предупреждение о доступе для инвалидных колясок для автомобиля, парковки, туалета, дороги и дорожного движения — Наклейка с табличкой для печати
By VBNART инвалидность, инвалидная коляска, человек, доступ, доступный
Знак безопасности с символом инвалидности — доступ для инвалидных колясок для автомобиля, парковки, туалета, дороги и дорожного движения. 0003
Теги:
гандикап, инвалидность, инвалид, инвалидная коляска, доступ, доступный, осведомленность, осведомленность об инвалидности, инвалидность, доступность, равенство, права человека, знак гандикапа, предупреждение об инвалидности, символ инвалидной коляски, знак гандикапа для автомобиля, табличка с гандикапом, гандикап автомобиль, Для печати, Синий, автомобиль, Дорога, туалет, трафик, дорожный знак, дорожный знак, инвалидная коляска, знак, стоянка, символ, Миссисипи, Мичиган, Техасский, Калифорния, Массачусетс, Флорида, Аризона, Альберта, Огайо, Алабама, Оклахома , Канзас
Знак безопасности с символом гандикапа — Предупреждение о доступе для инвалидных колясок для автомобиля, парковки, туалета, дороги и дорожного движения — Наклейка с табличкой для печати
Автор VBNART осведомленность, осведомленность об инвалидности, инвалид, доступность, равенство, права человека, знак инвалидности, предупреждение об инвалидности, символ инвалидной коляски, знак инвалидности для автомобиля, табличка об инвалидности, автомобиль для инвалидов, для печати, синий, автомобиль, дорога, туалет, трафик, дорожный знак, трафик знак, инвалидная коляска, знак, стоянка, символ, Миссисипи, Мичиган, Техасский, Калифорния, Массачусетс, Флорида, Аризона, Альберта, Огайо, Алабама, Оклахома, Канзас
Знак безопасности с символом гандикапа — Доступ для инвалидных колясок для автомобиля, парковка, туалет, дорога и предупреждение о дорожном движении — Наклейка с табличкой для печати
Что такое топливная система инжектора. Принцип работы, особенности, строение и устройство
Сегодня мы узнаем, что представляет из себя инжекторная топливная система двигателя автомобиля, каково ее строение, устройство и принцип работы, а также чем отличается механизм от карбюраторных установок
ЧТО ТАКОЕ ТОПЛИВНАЯ СИСТЕМА ИНЖЕКТОРА. ПРИНЦИП РАБОТЫ, ОСОБЕННОСТИ, СТРОЕНИЕ И УСТРОЙСТВО
Добрый день, сегодня мы узнаем, что представляет из себя инжекторная топливная система двигателя автомобиля, каково ее строение, устройство и принцип работы, а также чем отличается механизм от карбюраторных установок. Кроме того, расскажем про то, из каких компонентов и узлов состоит топливная система инжекторного типа, насколько она эффективна в работе, а также каков уровень ремонтопригодности установка. В заключении поговорим о том, какие детали топливной системы играют ключевую роль в ее оптимальном функционировании и на что стоит обращать внимание при эксплуатации бензинового двигателя оснащенного инжекторным механизмом, чтобы устройства отработали весь свой срок службы без поломок.
Сама по себе топливная система автомобиля — это своего рода его «кровеносная« система машины, срок службы которой зависит от большого количества факторов и условий эксплуатации. Эффективность работы инжекторной системы бензинового двигателя напрямую зависит от производственных свойств узлов, их конструкторских особенностей, строения компонентов, надежности деталей, которыми оснащен механизм, а также от своевременной замены расходных элементов(на примере топливного фильтра, свечей зажигания), качества заправляемого топлива и в положенный ли регламентом срокпроводится техническое обслуживание транспортного средства.
ЧТО ТАКОЕ СИСТЕМА ВПРЫСКА ТОПЛИВА COMMON RAIL
Современные автомобильные топливные системы оснащенные инжектором зачастую идут с электронным впрыском топлива. Такие системы имеют ряд особенностей по сравнению с карбюраторным мотором. Как мы знаем каждое новое поколение той или иной автомобильной системы становится сложнее, более технологичней, проще в эксплуатации, но к сожалению дороже в обслуживании, да и срок службы таких механизмов порой значительно сокращается. Чтобы знать, как работает инжекторный топливный механизм своего автомобиля, необходимо в первую очередь понимать основные задачи, функции и устройство системы. Эти вопросы мы и рассмотрим в нашей статье, чтобы у нас появилось четкое понятие всей совокупности деталей и узлов, которые обеспечивают функционирование топливной системы двигателя машины.
1. Особенности, строение, устройство и задачи топливной системы инжектора
Главной задачей любой инжекторной топливной системы автомобиля является обеспечение подачи нужного количества горючего в силовую установку на всех рабочих режимах.Подача топлива в системе осуществляется при помощи специальных форсунок, которые устанавливаются во впускной трубе. Сама по себе топливная система автомобиля является довольно сложным механизмом, без которой не сможет функционировать не один двигатель.
Строение топливной системы инжектора основывается на следующих компонентов:
— Бензонасос электрического типа (электробензонасос): конструктивно входит в специальный модуль предназначенный для насоса и зачастую устанавливается на машинах оборудованных системой инжектора внутри топливного бака. Данный модуль бензонасоса включает в свой состав не только насос, но также датчик контроля уровня топлива, топливный фильтр и завихритель, который удаляет пузырьки пара из горючего.
Главной задачей бензонасоса электрического типа является нагнетание горючего из топливного бака машины в подающий топливопровод. Что касается инжекторных двигателей, то в таких системах применяется модуль погружного вида, который располагается в самом бензобаке и охлаждается он за счет топлива. Справочно заметим, что создаваемое бензонасосом давление топлива намного больше необходимого для оптимальной работы силовой установки, причем независимо от того или иного режима работы мотора.
Стоит отметить, что бензонасос электрического типа на инжекторных двигателях управляется при помощи контроллера системы через специальное реле, которое предназначено сугубо для этих целей. Что касается реле, то оно останавливает подачу топлива, как при работающем моторе, так и при неработающей силовой установке.
— Топливный фильтр: системы топливной подачи необходим для четкой и точной регулировки объема поступающего топлива в силовую установку. Дело в том, что зачастую топливо на заправках идет с различными примесями в виде отложений и грязи, которая приводит к тому, что работа форсунок, а также регулятора давления становится неустойчивой. В свою очередь загрязненность топлива приводит к ускоренному износу форсунок и регулятора давления, а затем как следствие к их ремонту или замене. Таким образом, к чистоте топлива, независимо бензин это или солярка должны предъявляться особые требования.
Заметим, что в системе топливоподачи предусматривается специальный фильтр, основу или сердцевину которого составляет компонент на бумажной основе с особой пористостью, составляющей около 10 милимикрон. Стоит также помнить, что интервал обслуживания, то есть замены топливного фильтра напрямую зависит от объема фильтрующего элемента, а также степени его загрязнения.
— Подающий и сливной трубопроводы системы: необходимы для транспортировки топлива по инжекторной системе. Трубопроводы подразделяются на прямой и обратный. Что касается прямого, то он необходим для топлива, которое поступает из модуля электрического бензонасоса в топливную рампу. В свою очередь обратный трубопровод системы осуществляет доставку избытка топлива после регулятора давления назад в бензобак.
— Топливная рампа с форсунками: представляет из себя металлическую трубку с отверстиями, по которой топливо равномерно курсирует, а затем распределяется на все форсунки. Кроме форсунок на топливной рампе зачастую располагаются штуцер контроля давления в системе и регулятор давления горючего. Благодаря определенным размерам и конструкции, топливная рампа позволяет устранить локальные колебания давления горючего из-за возникающих в нем резонансов при функционировании форсунок.
— Регулятор давления топлива: отвечает за количество впрыскиваемого топлива в камеры сгорания цилиндров. Заметим, что количество подаваемого горючего регулятором давлениязависит от длительности впрыска, то есть от периода времени открытого состояния инжекторной форсунки. Исходя из этого давление топлива в рампе и показатель давления во впускной трубе, то есть перепад на форсунках, должен всегда быть постоянным. Вот именно для этого и нужен специальный регулятор, который поддерживает необходимое давление в системе. Кроме того, образующиеся излишки топлива, регулятор направляет снова в бензобак.
— Штуцер для контроля давления топлива: является очень важным компонентом, который отвечает за нужную дозировку топлива. Форсунка электромагнитного типа оснащается клапанной иглой, которая снабжена магнитным сердечником. В обычном режиме работы, спиральная пружина форсунки, как бы прижимает клапанную иглу к уплотнительному седлу распылителя и тем самым закрывает выходное отверстие предназначенное для топлива. В тот момент, когда поступает электрический ток на сердечник с клапанной иглой, то он приподнимается примерно на 50-100 милимикрон и в этот момент происходит впрыскивание горючего через четко откалиброванное выходное отверстие.
Заметим, что в зависимости от способа впрыска топлива с частотой вращения, а также от текущей нагрузки силовой установки, время включения подачи горючего равняется в среднем 10 милисекундам. Кроме того, стоит учитывать, что важнейшим показателем функционирования той или иной форсунки является зависимость количества прошедшего через данный элемент топливной системы горючего от времени открытияотверстия при постоянной разности давлений.
Справочно стоит сказать, что не стоит менять форсунки на отечественном автомобиле на дорогие по цене от иномарки, так как уже неоднократно установлено многими автовладельцами, что никакого положительного эффекта этот процесс не дает. Наиболее эффективным вариантом обновления форсунок является их очистка методом промывки. Таким образом, как можем видеть такой элемент топливной системы инжектора, как форсунка является особенно важной и ценной деталью всего механизма впрыска. Вот поэтому данная деталь требует к себе особого отношения и систематического обслуживания.
2. Принцип работы инжекторной топливной системы двигателя
Чтобы силовая установка функционировала в штатном режиме, необходимо обеспечить нужный объем поступления в камеру сгорания мотора топливно-воздушной смеси, причем оптимального состава. Как мы знаем топливная смесь создается во впускной трубе, когда происходит смешивание горючего с воздухом, причем в определенной пропорции компонентов. Далее после приготовления смеси, контролер системы подает на форсунку специальный управляющий импульс электрического типа, который производит открытие закрытого клапана форсунки. После этих действий, топливо под нужным давлением устремляется во впускную трубу, которая располагается перед клапаном.
В связи с тем, что перепад давления горючего поддерживается на постоянной основе, то количество направляемого топлива пропорционально периоду времени, в течение которого такие элементы системы, как форсунки находятся в режиме открытого состояния. Что касается оптимального соотношения топливно-воздушной смеси, то за это отвечает специальный контроллер, который при помощи изменения длительности импульсов меняет параметры впрыска топлива.
Чтобы смесь была больше обогащена воздухом, контроллер увеличивает длительность электрического импульса на форсунки. А для того, чтобы смесь наоборот была обедненная, то контроллер уменьшает длительность электрического импульса на форсунки, тем самым происходит, как бы замедление процесса впрыска топлива в камеру сгорания цилиндра двигателя.
В заключении отметим, что кроме точной и необходимой дозировки впрыскиваемого объема горючего, довольно важное значение в процессе работы топливной системы инжектора двигателя играет такой показатель, как момент подачи. Вот поэтому количество форсунок инжектора всегда соответствует количеству цилиндров силовой установки и никак иначе.
БОЛЬШОЕ СПАСИБО ЗА ВНИМАНИЕ. ОСТАВЛЯЙТЕ СВОИ КОММЕНТАРИИ, ДЕЛИТЕСЬ С ДРУЗЬЯМИ. ЖДЕМ ВАШИХ ОТЗЫВОВ И ПРЕДЛОЖЕНИЙ.
Система питания инжекторного двигателя
Выполнила
мастер п/о
Демкова М.В.
Система питания топливом бензинового двигателя
предназначена для размещения и очистки топлива, а также приготовления горючей смеси определенного состава и подачи ее в цилиндры в необходимом количестве в соответствии с режимом работы двигателя.
Требования к агрегатам и узлам системы питания топливом бензинового двигателя:
герметичность
точность дозирования топлива
надежность
удобство в обслуживании
Назначение инжекторной системы питания
В инжекторной системе питания бензин подается строго заданными порциями принудительно в коллектор (цилиндр).
Основным достоинством инжекторной системы питания, является соблюдение оптимальных пропорций составных элементов горючей смеси на разных режимах работы силовой установки. Благодаря этому достигается лучший выход мощности и экономичное потребление бензина .
Устройство инжекторной системы питания
К электронной составляющей относится микроконтроллер (электронный блок управления) и большое количество следящих датчиков.
Датчики системы инжектора:
Датчик расхода воздуха
Датчик абсолютного давления
Датчик положения коленвала
Датчик фаз (распредвала)
Датчик детонации
Датчик дроссельной заслонки
Датчик температуры ОЖ
Лямбда-зонд
Устройство инжекторной системы питания
Устройства механической части выполняют то, что им скажет блок управления.
Электрический бензонасос
Электромагнитные форсунки
Дроссельный механизм
Регулятор холостого хода
Модуль зажигания
Принцип работыинжекторной системы питания
В современных впрысковых двигателях для каждого цилиндрах предусмотрена индивидуальная форсунка. Все форсунки соединяются с топливной рампой, где топливо находится под давлением, которое создает бензонасос. Количество впрыскиваемого топлива зависит от продолжительности открытия форсунки. Момент открытия регулирует электронный блок управления (контролер) на основании обрабатываемых им данных от различных датчиков.
Виды и типы инжекторов
С одноточечным впрыском : форсунка только одна, установленна во впускном коллекторе — одна на все цилиндры двигателя, независимо от их общего количества.
Преимущества, которыми обладает центральная система впрыска:
простота и дешевизна конструкции;
для смены режимов работы достаточно провести регулировку одной форсунки;
при смене карбюратора на инжектор (моновпрыск) существенных изменений в систему питания не производится.
К недостаткам относится то, что не выходит достигнуть высоких показаний экологичности. И самое большое неудобство — это то, что при выходе из строя форсунки двигатель останавливается и запустить его невозможно.
Виды и типы инжекторов
Многоточечный впрыск — для каждого цилиндра предусмотрена своя форсунка.
Схема системы питания топливом бензинового двигателя
Одновременный впрыск топливовоздушной смеси — открытие форсунок не зависит от такта.
Парный, он же попарно-параллельный. В этом типе форсунки работают парами.
Фазированный впрыск — количество форсунок и цилиндров одинаковое, открытие и закрытие электроклапанов происходит в зависимости от того, какой такт проходит двигатель.
Обратная связь
Благодаря датчикам обеспечивается так называемая «обратная связь». Суть ее заключается вот в чем:
ЭБУ провел все расчеты и подал импульс на форсунки. Топливо поступило, смешалось с воздухом и сгорело. Образовавшиеся выхлопные газы с не сгоревшими частицами смеси выводится из цилиндров по системе отвода выхлопных газов, в которую установлен лямбда-зонд. На основе его показаний ЭБУ определяет, правильно ли были проведены все расчеты и при надобности вносит корректировки для получения оптимального состава. То есть, на основе уже проведенного этапа подачи и сгорания топлива микроконтроллер делает расчеты для следующего.
Основные неисправности топливной системы
Признаки
Неисправности
Затрудненный пуск двигателя.
Двигатель не развивает номинальной мощности
Снижение производительности топливного насоса
Перебои в работе двигателя на всех режимах (пуск, холостой ход, движение).
Двигатель не развивает номинальной мощности
Засорение топливного фильтра
Повышенный расход топлива. Двигатель не развивает номинальной мощности.
Затрудненный пуск двигателя. Неустойчивый холостой ход
Засорение
(деформация) сливного топливопровода
Повышенный расход топлива. Запах бензина. Подтеки топлива.
Двигатель не развивает номинальной мощности.
Затрудненный пуск двигателя. Неустойчивый холостой ход
Негерметичность системы
Бензиновые системы прямого впрыска топлива
Концепция впрыска бензина непосредственно в цилиндры двигателя была изобретена шведским инженером Йонасом Хессельманом в 1925 году. Во время Второй мировой войны Германия начала оснащать некоторые свои истребители системой прямого впрыска топлива для предотвращения остановки двигателя. во время скоростных маневров в воздухе. После Второй мировой войны отечественные и импортные производители автомобилей обнаружили, что их попытки механического впрыска бензина непосредственно в цилиндры двигателя были крайне ограничены современными технологиями. Но, несмотря на ряд проблем, связанных с популярным внедрением бензинового двигателя с непосредственным впрыском топлива (GDFI), большинство ошибок, похоже, были устранены, и концепция открыла двери для ряда эксплуатационных улучшений.
ИСТОРИЧЕСКАЯ ПЕРСПЕКТИВА Большинство специалистов по запчастям помнят, что система впрыска дроссельной заслонки (TBI) была одной из первых отечественных систем впрыска топлива, появившихся на рынке. Основная идея TBI состоит в том, чтобы создать систему впрыска топлива, которая могла бы легко заменить карбюратор в существующих двигателях. Для TBI требовался простой компьютер, способный управлять одной или двумя топливными форсунками, распыляющими топливо непосредственно в поток воздуха, поступающий во впускной коллектор. Датчик положения дроссельной заслонки (TPS), датчик температуры охлаждающей жидкости (CTS), датчик абсолютного давления во впускном коллекторе (MAP) и датчик кислорода (O2) были основными датчиками, необходимыми для точного управления подачей топлива в двигатель. Топливо подавалось в двигатель топливным насосом в баке и регулировалось регулятором давления топлива, встроенным в узел TBI.
Несмотря на то, что TBI был чрезвычайно простым, капли топлива отделялись от воздушного потока по мере того, как всасываемый заряд следовал за изогнутыми внешними окружностями впускных каналов. Образовавшийся «влажный поток» или струя жидкого топлива по впускным каналам создавал неравномерное распределение топлива по цилиндрам двигателя.
Чтобы уменьшить расход жидкости и, таким образом, улучшить распределение топлива между цилиндрами, отечественные производители автомобилей внедрили многоточечный впрыск (MPI) на ограниченном количестве автомобилей более высокого класса. Поскольку федеральное правительство установило более строгие стандарты выбросов выхлопных газов и экономии топлива, MPI стала предпочтительной топливной системой для всех отечественных и импортных производителей. Для дальнейшего улучшения распределения топлива цикл впрыска топлива в конфигурациях MPI может быть синхронизирован с открытием впускного клапана двигателя, что еще больше снижает эффект влажного потока во впускных отверстиях и цилиндрах. К сожалению, распределение топлива внутри цилиндра имело тенденцию оставаться неравномерным, что приводило к незначительной неэффективности сгорания топлива от цилиндра к цилиндру.
ПРЯМОЙ ВПРЫСК ТОПЛИВА Поскольку автопроизводители должны постоянно соответствовать более строгим федеральным стандартам выбросов выхлопных газов и корпоративной экономии топлива (CAFE), концепция непосредственного впрыска бензина была усовершенствована до такой степени, что эта некогда экзотическая технология теперь предлагается. на нескольких популярных транспортных платформах. Базовая конфигурация GDFI почти такая же, как у обычных систем MPI. Фактически, единственным видимым отличием может быть механический топливный насос высокого давления, установленный на одной из крышек верхнего распределительного вала двигателя.
Большинство систем GDFI включают обычный встроенный в бак модульный электрический топливный насос, который подает нормальное давление топлива на механический насос высокого давления, установленный на двигателе. Отдельный модуль топливного насоса также можно использовать для регулирования скорости и давления насоса в баке.
Давление топливного насоса высокого давления контролируется модулем управления силовым агрегатом (PCM) с помощью датчика и может регулироваться путем изменения объема топлива, поступающего на вход насоса. В то время как удельное давление варьируется в зависимости от различных транспортных средств, большинство насосов высокого давления способны создавать давление топлива не менее 2000 фунтов на квадратный дюйм. Эти чрезвычайно высокие уровни давления топлива необходимы для преодоления давления сжатия и сгорания внутри цилиндра и для впрыска относительно большого объема топлива непосредственно в цилиндр за очень короткий промежуток времени.
В некоторых случаях купол поршня содержит углубление в форме пончика, которое формирует поступающее топливо в виде «тороидального» или круглого шлейфа. Когда двигатель работает в режиме обедненной смеси, тороидальный шлейф позволяет топливу сгорать вместе с воздухом гораздо более контролируемым и эффективным образом.
Для систем GDFI требуются пьезоэлектрические топливные форсунки, способные быстро открывать игольчатые клапаны форсунок при давлении топлива более 2000 фунтов на квадратный дюйм. В отличие от обычных соленоидных топливных форсунок, в пьезоэлектрических топливных форсунках используется набор кристаллических пластин, которые расширяются при подаче электричества. Физическое расширение этих пластин заставляет игольчатый клапан открываться при чрезвычайно высоком давлении топлива. Пьезоэлектрические топливные форсунки работают очень быстро и точно, особенно при высоких оборотах двигателя и давлении топлива.
ПРЕИМУЩЕСТВА GDFI Самыми непосредственными преимуществами впрыска бензина непосредственно в цилиндр двигателя являются повышенная экономия топлива и мощность. Поскольку дополнительные функции, такие как изменение фаз газораспределения, изменяемая длина или «настроенные» впускные коллекторы и турбонаддув, могут повлиять на то, как GDFI используется в конкретных приложениях, я буду обсуждать следующие режимы работы GDFI в общих чертах.
Двигатель GDFI может работать в стехиометрическом режиме, на полной мощности и на обедненной смеси. В стехиометрическом режиме 14,7 единиц воздуха смешиваются с 1 единицей бензина (соотношение воздух/топливо 14,7:1) по весу, чтобы создать химически правильную реакцию, которая теоретически производит только углекислый газ (CO2) и воду (h3O). В режиме полной мощности соотношение воздух/топливо смешивается между 13:1 и 14:1 для достижения наибольшей мощности. Эта немного более богатая воздушно-топливная смесь снижает детонацию и смягчает другие проблемы, ограничивающие выходную мощность. Ультрабедная обедненная смесь включает в себя любое соотношение воздух/топливо выше стехиометрического соотношения 14,7:1. Точное сверхбедное соотношение воздух/топливо очень сильно зависит от применения автомобиля, но может превышать 50:1.
Стратегия работы с послойным впрыском топлива (FSI) также может использоваться для повышения экономии топлива. Стратифицированное соотношение воздух/топливо может быть создано путем впрыска обедненной воздушно-топливной смеси в цикл рабочего такта сразу после того, как происходит начальное «обогащенное» сгорание. Из-за различных эксплуатационных проблем, включая износ выпускного клапана, послойный цикл зарядки имеет ограниченное применение в большинстве приложений.
Непосредственный впрыск бензина также позволяет инженерам запускать двигатель, впрыскивая топливо в цилиндр, находящийся в состоянии покоя на рабочем такте. Топливо, впрыскиваемое в цилиндр, затем воспламеняется свечой зажигания, которая создает давление сгорания, толкающее поршень вниз. Следующий цилиндр в последовательности запуска берет на себя поддержание вращения коленчатого вала до тех пор, пока двигатель не достигнет скорости холостого хода.
Этот аспект GDFI позволяет инженерам управлять двигателем в микрогибридном режиме, который позволяет PCM выключать двигатель на светофоре, а затем снова запускать его при нажатии педали газа на дроссельную заслонку. Эта особая функция «стоп-старт» снижает количество расходуемого топлива, поддерживая работу двигателя, когда автомобиль временно останавливается.
Наконец, скрытая теплота испарения топлива, впрыскиваемого непосредственно в цилиндр, фактически охлаждает поверхности поршня и головки цилиндра. Этот технический дивиденд позволяет инженерам увеличить степень сжатия примерно с 9.5:1 до 14:1, что значительно увеличивает мощность и экономию топлива.
ТЕКУЩИЕ ПРОБЛЕМЫ GDFI Поскольку вычислительная мощность и скорость современных PCM были значительно увеличены, большинство диагностических средств GDFI основаны на сканирующем инструменте. Другими словами, не ищите диагностику на основе симптомов для решения проблем с автомобилями GDFI. Когда в 1996 году Mitsubishi широко представила свои системы прямого впрыска бензина (GDI), большинство первоначальных проблем было вызвано топливом, которое было неправильно составлено для систем прямого впрыска топлива. Самой последней проблемой в современных системах GDFI является образование нагара на седлах впускных клапанов, что вызывает потерю герметичности клапанов, что, в свою очередь, вызывает проблемы с пропусками зажигания в цилиндрах.
Поскольку GDFI впрыскивает бензин непосредственно в цилиндры, поступающее топливо не очищает клапаны. Большая часть этого образования углерода вызвана масляным туманом, выходящим из системы принудительной вентиляции картера (PCV) и системой рециркуляции отработавших газов (EGR), поступающей во впускной коллектор. Наконец, механические топливные насосы высокого давления, по-видимому, являются ранней точкой отказа современных серийных автомобилей. Как и в случае с любой системой впрыска топлива под высоким давлением, помните, что система подающего насоса также должна работать правильно, прежде чем можно будет проверить механический насос.
Все специалисты по запчастям также должны знать, что многим производителям может потребоваться полная замена топливной рампы при замене одной топливной форсунки. Поскольку топливные рампы должны безопасно выдерживать давление топлива не менее 2000 фунтов на квадратный дюйм, рампы и другие указанные детали должны быть заменены по соображениям безопасности. Как и в случае с любой новой технологией, информационная система обслуживания профессионального уровня жизненно важна для успешной диагностики исходной проблемы и успешного завершения ремонта. Гэри Гомс — бывший преподаватель и владелец магазина, который по-прежнему активно работает в сфере послепродажного обслуживания. Гэри является сертифицированным ASE главным автомобильным техником (CMAT) и получил сертификат расширенных характеристик двигателя L1. Он также является выпускником Университета штата Колорадо и состоит в Ассоциации автомобильного обслуживания (ASA) и Обществе автомобильных инженеров (SAE).
Системы впрыска топлива для поршневых двигателей самолетов
Система впрыска топлива имеет много преимуществ по сравнению с обычной карбюраторной системой. Меньше опасность обледенения системы впуска, так как падение температуры из-за испарения топлива происходит в цилиндре или рядом с ним. Ускорение также улучшается из-за положительного действия системы впрыска. Кроме того, впрыск топлива улучшает распределение топлива. Это уменьшает перегрев отдельных цилиндров, часто вызываемый изменением состава смеси из-за неравномерного распределения. Система впрыска топлива также обеспечивает лучшую экономию топлива, чем система, в которой смесь для большинства цилиндров должна быть богаче, чем необходимо, чтобы цилиндр с самой бедной смесью работал должным образом.
Системы впрыска топлива различаются по конструкции, устройству и работе. В этом разделе обсуждаются системы впрыска топлива Bendix и Continental. Они описаны для обеспечения понимания задействованных принципов работы. Подробные сведения о любой системе см. в инструкциях производителя соответствующего оборудования.
Bendix/Precision Fuel-Injection System
Система впрыска Bendix со штоковым регулятором (RSA) состоит из форсунки, делителя потока и топливной форсунки. Это система с непрерывным потоком, которая измеряет расход воздуха двигателем и использует силы воздушного потока для управления подачей топлива в двигатель. Система распределения топлива по отдельным цилиндрам достигается за счет использования делителя потока топлива и форсунок для стравливания воздуха.
Топливная форсунка
Топливная форсунка в сборе состоит из:
Секции воздушного потока,
Секции регулятора и
Секции дозирования топлива. Некоторые топливные форсунки оснащены блоком автоматического управления смесью.
Секция потока воздуха
Расход воздуха двигателем измеряется путем измерения ударного давления и давления в соплах Вентури в корпусе дроссельной заслонки. Эти давления сбрасываются на две стороны воздушной диафрагмы. Вид в разрезе секции измерения расхода воздуха показан на рис. 1. Движение дроссельной заслонки вызывает изменение расхода воздуха двигателем. Это приводит к изменению скорости воздуха в трубке Вентури. Когда поток воздуха через двигатель увеличивается, давление слева от диафрагмы снижается из-за падения давления в горловине Вентури. [Рисунок 2] В результате диафрагма перемещается влево, открывая шаровой клапан. Вклад в эту силу вносит ударное давление, воспринимаемое ударными трубками. [Рисунок 3] Этот перепад давления называется «силой дозирования воздуха». Эта сила достигается за счет направления ударного давления и давления всасывания в трубке Вентури на противоположные стороны диафрагмы. Разница между этими двумя давлениями становится полезной силой, равной площади диафрагмы, умноженной на разницу давлений.
Figure 1. Cutaway view of airflow measuring section
Figure 2. Airflow section of a fuel injector
Рис. 3. Ударные трубки для давления воздуха на входе
Секция регулятора
Секция регулятора состоит из топливной дозирующей диафрагмы, противодействующей потоку воздуха. Давление подачи топлива подается на одну сторону топливной диафрагмы, а измеряемое давление топлива подается на другую сторону. Перепад давления на топливной диафрагме называется силой дозирования топлива. Давление топлива, указанное на шаровой стороне топливной диафрагмы, представляет собой давление после того, как топливо прошло через топливный фильтр и поворотную пластину ручного управления смесью, и называется измеренным давлением топлива. Давление на входе топлива подается на противоположную сторону топливной диафрагмы. Шаровой кран, прикрепленный к топливной диафрагме, управляет открытием отверстия и потоком топлива за счет приложенных к нему сил. [Рисунок 4] 9Рис. 4. Топливная диафрагма с присоединенным шаровым краном Эта разница в давлении пропорциональна потоку воздуха через инжектор. Таким образом, объем воздушного потока определяет скорость потока топлива.
При низкой мощности разность давлений, создаваемая трубкой Вентури, недостаточна для последовательного регулирования подачи топлива. Встроенная пружина холостого хода с постоянным напором обеспечивает постоянный перепад давления топлива. Это обеспечивает адекватный конечный поток в диапазоне холостого хода.
Секция дозирования топлива
Секция дозирования топлива присоединена к секции дозирования воздуха и содержит впускной топливный фильтр, клапан ручного управления смесью, клапан холостого хода и главный дозирующий жиклер. [Рисунок 5] Клапан холостого хода соединен с дроссельным клапаном с помощью внешнего регулируемого звена. В некоторых моделях инжекторов в этой секции также находится жиклер обогащения мощности.
Рисунок 5. Дозирующая секция форсунки
Секция дозирования топлива предназначена для измерения и регулирования потока топлива к делителю потока. [Рисунок 6] Клапан ручного управления смесью создает полностью обогащенную смесь, когда рычаг находится напротив упора обогащения, и постепенно обедняет смесь, когда рычаг перемещается в сторону отсечки холостого хода. Как обороты холостого хода, так и смесь холостого хода могут регулироваться снаружи в соответствии с индивидуальными требованиями двигателя.
Рис. 6. Вход и дозирование топлива
Делитель потока
Дозированное топливо подается от блока управления подачей топлива к делителю потока под давлением. Этот блок поддерживает дозированное топливо под давлением, распределяет топливо по различным цилиндрам на всех оборотах двигателя и отключает отдельные линии форсунок, когда регулятор находится в положении отсечки холостого хода.
Как показано на рисунке 7, измеренное давление топлива поступает в делитель потока через канал, который позволяет топливу проходить через внутренний диаметр иглы делителя потока. На холостом ходу давление топлива от регулятора должно возрастать, чтобы преодолеть усилие пружины, действующее на диафрагму и узел клапана. Это перемещает клапан вверх до тех пор, пока топливо не сможет пройти через кольцевое пространство клапана к топливной форсунке. [Рисунок 8] Поскольку регулятор измеряет и подает фиксированное количество топлива к делителю потока, клапан открывается только настолько, насколько это необходимо для подачи этого количества к форсункам. На холостом ходу требуемое отверстие очень мало; топливо для отдельных цилиндров делится на холостом ходу делителем потока.
Figure 7. Flow divider
Figure 8. Flow divider cutaway
As fuel flow through the regulator is increased выше требований холостого хода в магистралях форсунок создается давление топлива. Это давление полностью открывает клапан делителя потока, и распределение топлива в двигатель становится функцией нагнетательных форсунок.
Манометр топлива, откалиброванный в фунтах на час расхода топлива, может использоваться в качестве расходомера топлива с системой впрыска Bendix RSA. Этот манометр соединен с делителем потока и измеряет давление, прикладываемое к нагнетательному патрубку. Это давление находится в прямой зависимости от расхода топлива и указывает на выходную мощность двигателя и расход топлива.
Топливные форсунки
Топливные форсунки имеют конфигурацию с отбором воздуха. На каждый цилиндр приходится по одной форсунке, расположенной в головке блока цилиндров. [Рисунок 9] Выход сопла направлен во впускной канал. Каждая форсунка включает калиброванную струю. Размер жиклера определяется доступным давлением топлива на входе и максимальным расходом топлива, требуемым двигателем. Топливо выбрасывается через эту форсунку в камеру давления окружающего воздуха внутри узла форсунки. Перед подачей в отдельные камеры впускных клапанов топливо смешивается с воздухом, что способствует распылению топлива. Давление топлива перед отдельными форсунками прямо пропорционально расходу топлива; поэтому простой манометр можно откалибровать по расходу топлива в галлонах в час и использовать в качестве расходомера. Двигатели, модифицированные турбонагнетателями, должны использовать сопла с кожухами. С помощью воздушного коллектора эти форсунки вентилируются до давления воздуха на входе в инжектор.
Рис. 9. Сборка топливного сопла
Континентальный/TCM-инъекция System
. В целостной системе Continental Fuel-Incrage System Inject-Ports Ports-Port-Port-Port-Port-Porte-Porte-Portve. [Рис. 10] Система состоит из насоса топливной форсунки, блока управления, топливного коллектора и топливораздаточной форсунки. Это тип с непрерывным потоком, который регулирует расход топлива в соответствии с потоком воздуха двигателя. Система с непрерывным потоком позволяет использовать пластинчато-роторный насос, который не требует синхронизации с двигателем.
Рисунок 10. Континентальная/TCM-инъекция топлива
. для подключения к системе привода вспомогательных агрегатов двигателя. [Рис. 11] Предусмотрен подпружиненный предохранительный клапан диафрагменного типа. Мембранная камера предохранительного клапана вентилируется до атмосферного давления. Разрез топливного насоса высокого давления показан на рис. 12.
Рис. сепаратор пара. Здесь пар отделяется вихревым движением, так что к насосу подается только жидкое топливо. Пар всасывается из верхней части вихревого колодца небольшой струей топлива под давлением и направляется в линию возврата паров. Эта линия переносит пары обратно в топливный бак.
Игнорируя влияние высоты над уровнем моря или условий окружающего воздуха, использование объемного насоса с приводом от двигателя означает, что изменение частоты вращения двигателя пропорционально влияет на общий расход насоса. Поскольку насос обеспечивает большую производительность, чем требуется двигателю, требуется рециркуляционный тракт. За счет размещения калиброванного отверстия и предохранительного клапана на этом пути давление подачи насоса также поддерживается пропорционально частоте вращения двигателя. Эти положения обеспечивают надлежащее давление насоса и подачу топлива для всех рабочих скоростей двигателя.
Обратный клапан предназначен для того, чтобы давление нагнетательного насоса в системе могло обходить насос с приводом от двигателя для запуска. Эта функция также подавляет образование паров топлива при высоких температурах окружающей среды и позволяет использовать вспомогательный насос в качестве источника давления топлива в случае отказа насоса с приводом от двигателя.
Блок управления подачей топлива/воздуха
Функция узла управления подачей топлива/воздуха заключается в контроле впуска воздуха в двигатель и установке измеренного давления топлива для правильного соотношения топливо/воздух. Воздушный дроссель установлен на входе в коллектор, а его дроссельная заслонка, расположенная рядом с регулятором дроссельной заслонки в самолете, регулирует подачу воздуха к двигателю. [Рисунок 13]
Рис. 13. Блок управления топливно-воздушным потоком
Узел воздушной заслонки представляет собой алюминиевую отливку, состоящую из вала и узла дроссельной заслонки. Размер литейного отверстия соответствует размеру двигателя, и не используется трубка Вентури или другие ограничения.
Узел управления подачей топлива
Корпус управления подачей топлива изготовлен из бронзы для лучшего сцепления с клапанами из нержавеющей стали. Его центральное отверстие содержит дозирующий клапан на одном конце и клапан управления смесью на другом конце. Каждый поворотный клапан из нержавеющей стали имеет канавку, которая образует топливную камеру.
Топливо поступает в блок управления через сетчатый фильтр и проходит к дозирующему клапану. [Рисунок 14] Этот поворотный клапан имеет кулачковую кромку на внешней части торца. Положение кулачка в отверстии подачи топлива контролирует подачу топлива к клапану коллектора и форсункам. Порт возврата топлива соединяется с обратным каналом центральной дозирующей пробки. Совмещение клапана управления смесью с этим каналом определяет количество топлива, возвращаемого в топливный насос.
Рис. 14. Двойной топливный регулятор в сборе
При подсоединении дозирующего клапана к дроссельной заслонке расход топлива правильно пропорционален расходу воздуха для обеспечения правильного соотношения топливо/воздух. Уровень управления установлен на валу клапана управления смесью и подключен к управлению смесью в кабине.
Клапан топливного коллектора
Клапан топливного коллектора содержит впускное отверстие для топлива, мембранную камеру и выпускные порты для линий к отдельным форсункам. [Рис. 15] Подпружиненная диафрагма управляет клапаном в центральном отверстии корпуса. Давление топлива обеспечивает силу для перемещения диафрагмы. Мембрана закрыта крышкой, удерживающей нагрузочную пружину диафрагмы. Когда клапан опущен на притертое седло в корпусе, топливопроводы к цилиндрам перекрыты. Клапан просверлен для прохода топлива из диафрагменной камеры в его основание, внутри клапана установлен шаровой кран. Все поступающее топливо должно проходить через мелкое сито, установленное в диафрагменной камере.
Рисунок 15. Узел клапана топливного коллектора к отдельным цилиндрам. В клапане топливного коллектора диафрагма поднимает или опускает плунжерный клапан, чтобы одновременно открывать или закрывать каналы подачи топлива в отдельные цилиндры.
Форсунка для выпуска топлива
Топливная форсунка расположена в головке блока цилиндров, выходное отверстие направлено во впускной канал. Корпус сопла содержит просверленный центральный канал с раззенковкой на каждом конце. [Рис. 16] Нижний конец используется как камера для смешивания топлива и воздуха перед тем, как струя выйдет из сопла. В верхнем отверстии имеется съемное отверстие для калибровки сопел. Форсунки калибруются в нескольких диапазонах, и все форсунки, поставляемые для одного двигателя, относятся к одному диапазону и обозначаются буквой, отштампованной на шестиграннике корпуса форсунки.
Рис. 16. Топливораздаточные форсунки
Просверленные радиальные отверстия соединяют верхнюю раззенковку с внешней стороной корпуса форсунки. Эти отверстия входят в расточенное отверстие над отверстием и всасывают воздух через цилиндрический экран, установленный на корпусе сопла. Экран напрессован на корпус сопла и проходит на большую часть сетчатого фильтра, оставляя отверстие у дна. Это обеспечивает как механическую защиту, так и резкое изменение направления воздушного потока, что предотвращает попадание грязи и посторонних материалов внутрь сопла.
Главная |
Услуги | Ремонт и обслуживание авто | Профилактика коррозии днища машины
К сожалению, не все автолюбители имеют возможность хранить свои машины в гараже. Дождь, снег, лед – все эти удары принимает на себя днище автомобиля. Мелкие камешки на дороге также вносят свою лепту. Как правило, автовладельцы забывают о днище, ведь его не видно. Зимой же приходится еще хуже: реагенты могут запросто разъесть днище до такого состояния, что оно просто рассыпается. Ситуацию ухудшают царапины и повреждения. Из-за них ржавчина распространяется гораздо быстрее. Итак, что же предпринять, чтобы такой неприятности не случилось? Ведь делать новое днище очень дорого!
Чтобы избежать коррозии, рекомендуем регулярно обрабатывать днище машины. Обычно это делается примерно раз в год. Все способы обработки можно условно разделить на три группы в зависимости от типа повреждений и их степени тяжести.
Итак, первый метод – это пассивная защита. Для нее используются различные мастики на основе битума, каучука или смолы. Еще в них, как правило, добавляют волокнистые соединения и графит для лучшей связки. Перед нанесением данной мастики требуется тщательно очистить днище, а также предварительно нанести слой грунтовки. Затем наносим саму массу. Лучше всего наносить мастику в несколько слоев, давая поверхности просохнуть после каждого нанесения. Недостатки у такого метода, конечно же, есть:
1. Если недостаточно просушить днище перед обработкой, то, вероятнее всего, коррозия будет развиваться внутри.
2. Мастика со временем может пересыхать и образовывать трещины. За счет этого ржавчина будет распространяться намного быстрее.
Многие к тому же совершают грубейшую ошибку – накладывают слой потолще, полагая, что кашу маслом не испортишь. Однако в данном случае эта поговорка не действует. Толстый слой будет откалываться целыми кусками. Поэтому наносим материал максимально тонко, давая ему просохнуть. Можно направить на поверхность фен или вентилятор для более быстрого высыхания.
Второй метод – активная защита. Одним из лучших представителей такой защиты является мовиль. Преимуществ у него масса. Он не конфликтует со старым покрытием, а значит, не нужна будет зачистка. Кроме того, данный препарат уничтожает все очаги начавшейся коррозии, поэтому никакую зачистку проводить не нужно. Это значительно сэкономит ваше время. А еще это средство вытесняет малейшие капельки воды, так что тщательная просушка тоже не понадобится. Достаточно лишь нанести мовиль. Единственный, причем не очень значительный, минус этого средства – разрушение резины. А поскольку мовиль выпускается в виде спрея, то нужно тщательно следить, чтобы он не попал на прокладки, иначе их нужно будет поменять.
Ну и третий вариант для очень сильно поврежденного днища. Тут в бой вступают тяжелые препараты типа Омега-1. Их нанесение производится в несколько этапов. Сначала нужно тщательно вымыть и обезжирить поверхность. Чем лучше это сделано, тем эффективней получится обработка. Желательно сделать этой горячей струей воды под давлением. Если у вас есть портативная автомойка, прекрасно. Если ее нет, можно обратиться в сервис либо просто тщательнее вымыть поверхность вручную. Работать нужно в перчатках. Можно дополнительно развести в ведре какое-либо моющее средство.
Затем тщательно сушим поврежденное днище автомобиля. Сделать это можно с помощью строительного фена или естественным путем, дав поверхности высохнуть. Только это потребует больше времени. Теперь наступает очередь уничтожения ржавчины химическими средствами. Поскольку они очень сильные, работать лучше также в перчатках. Наносим состав на пораженную поверхность и ждем образования пены. Затем тщательно ее убираем с помощью мягкой тряпки. Если не хочется еще раз повторять все эти процедуры, то лучше обработать поверхность защитной мастикой. Не забудьте тщательно просушить каждый слой.
Чаще всего одного метода недостаточно, поэтому опытные водители комбинируют несколько способов защиты. Самый главный метод заключается в том, что не стоит все-таки забывать о регулярной проверке днища. В противном случае можно запустить его так, что ни один из вышеперечисленных методов защиты уже не поможет. В таких ситуациях решение одно – заново сваривать днище, а стоит это очень дорого. Так что гораздо экономнее регулярно проводить обработки. Выше уже было отмечено, что их следует проводить один раз в год. Но если вы провели обработку летом, то после зимы нелишним будет ее снова повторить. Почему? Да потому что в городских условиях дороги покрыты очень сильными реагентами. Они могут разъесть днище хуже ржавчины.
И напоследок еще один совет: не используйте народные средства типа отработанного масла. Толку от них не будет никакого. Если вы уверены в своих силах и решили провести обработку сами, то не пропускайте ни один из этапов. Ну а если у вас мало времени, то лучше всего обратиться в сервис. Данные манипуляции не терпят никакой спешки.
См. далее: ремонт и обслуживание авто
5 лучших способов предотвратить появление ржавчины
Несмотря на все ваши усилия, иногда вы можете заметить, что на вашем автомобиле, инструментах или лодке образовалась ржавчина. Вы знаете, что если вы не предпримете каких-то действий, то будет только хуже, потому что однажды образовавшись на поверхности, ржавчина не только распространяется, но и становится более концентрированной. Если окисление уже образовалось где-то на вашем автомобиле, оно быстро обесценит ваш автомобиль, когда придет время сдавать его в счет оплаты нового, и если вы оставите окисление необработанным, это может очень сильно ухудшить состояние автомобиля, что повлияет на его операция. Итак, что вы можете сделать, чтобы предотвратить распространение ржавчины?
Как я могу предотвратить распространение и ухудшение состояния ржавчины?
Если на вашем автомобиле есть серьезная ржавчина, вам, вероятно, лучше обратиться к профессионалу, чтобы удалить окисление. Это особенно верно, если вы подозреваете, что какая-либо часть вашего автомобиля может нуждаться в замене. Если ущерб не настолько велик, вы можете справиться с ним самостоятельно, чтобы предотвратить дальнейшее распространение ущерба. Вот несколько различных продуктов и подходов, которые вы, возможно, захотите рассмотреть.
Средство для удаления ржавчины Magica
В формулу Magica Rust Remover не входят кислоты, поэтому его можно безопасно использовать на любой поверхности для предотвращения образования ржавчины и предотвращения ее распространения. Его быстродействующая формула позволяет нанести его, затем просто подождать, пока он впитается, а затем стереть все следы окисления с помощью обычной воды. Очевидно, что при этом требуется гораздо меньше ручного труда, чем шлифовка или наждачная бумага, и гораздо меньше времени. Вдобавок ко всему, это чрезвычайно эффективно, поэтому вы вряд ли сможете сделать лучший выбор.
Самостоятельный метод
Если у вас дома нет продуктов, препятствующих ржавчине, и вы полны решимости избавиться от ржавчины, чтобы она не распространялась, вот хороший подход. Это будет эффективно только на небольшой локализованной области коррозии, а не на очень обширной области вашего автомобиля. Во-первых, возьмите немного наждачной бумаги и спилите окисление, стараясь не задеть хороший металл под ним. Затем смойте все мельчайшие частицы мусора и протрите участок влажной тканью. После этого нанесите антикоррозийную грунтовку, а когда она высохнет, можно просто покрасить пораженное место краской, соответствующей оригинальному оттенку вашего автомобиля.
Регулярное обслуживание
Очень полезно периодически проводить плановое техническое обслуживание автомобиля, чтобы предотвратить распространение окисления. В частности, после того, как ваш автомобиль подвергся воздействию воды в виде дождя или снега, вы должны потратить некоторое время, чтобы помыть его и обязательно убрать всю грязь под автомобилем, которая могла скопиться. Вы также должны удалить любую воду, которая скапливается в сливных отверстиях на днище дверей и панелях порогов, поскольку они являются основными местами для скопления воды.
Удаление накипи ржавчины
Ржавчина накипи возникает после того, как начальное окисление становится более интенсивным и приводит к образованию пузырьков, которые в конечном итоге отслаиваются, обнажая большую часть металлической поверхности. Эта недавно открытая поверхность также станет ржавой, и этот процесс будет продолжаться по всему вашему автомобилю, если его не остановить. Чтобы остановить это развитие, удалите его с помощью проволочной щетки, затем отшлифуйте шероховатую поверхность шлифовальным кругом и используйте наждачную бумагу, чтобы получить гладкую поверхность. Затем нанесите грунтовку и соответствующий слой краски на участок, чтобы полностью восстановить пятно.
Средство от ржавчины Permatex
Если вы не очень хорошо разбираетесь в шлифовке и чистке проволочной щеткой, вы можете просто использовать средство, замедляющее ржавчину, которое само по себе избавит вас от ржавчины. В этой формуле есть два основных компонента, один из которых нейтрализует само окисление, а другой действует как своего рода грунтовка на поверхности металла. После обработки любых затронутых поверхностей у вас будет возможность перекрасить их или просто оставить как есть, в относительной безопасности от дальнейшего окисления и коррозии.
Борьба с образованием ржавчины сегодня
Предотвращение распространения коррозии на вашей лодке или автомобиле имеет первостепенное значение, если вы хотите сохранить хороший внешний вид вашего автомобиля и предотвратить любые повреждения поверхностей. Свяжитесь с нами сегодня в компании Magica Rust Remover, чтобы получить лучший на рынке продукт для удаления ржавчины и предотвращения ее распространения при окислении или коррозии.
В категории:
Средство для удаления ржавчины
Как защитить свой автомобиль от ржавчины
Ремонт автомобилей для чайников, 2-е издание
Обзорная книга Купить на Amazon
Если вы обнаружите на своем автомобиле пятна ржавчины, не паникуйте. Если ржавчина находится под автомобилем, на нижней стороне кузова или бамперах, где она не видна, или ограничена очень небольшими участками, которые можно легко подкрасить, вы, вероятно, сможете решить эту проблему самостоятельно.
Краска на вашем автомобиле нужна не только для красоты, но и для защиты. Пока ваша краска не повреждена, металлические поверхности кузова безопасны. Но что-то такое, казалось бы, безобидное, как маленькая царапина, может означать начало неприятностей. Проверьте следующие проблемные места:
Небольшие царапины, вмятины и места, где краска могла отслоиться: Подкрасьте краску в этих местах до того, как на голом металле может образоваться ржавчина или коррозия.
Темные пятна на краске: Они могут указывать на то, что металл под ними ржавеет.
Язвенные места на краске и на хромированной и металлической отделке: Обработайте эти места средством для удаления ржавчины, следуя указаниям на упаковке.
Другой основной питательной средой для ржавчины является любое место на транспортном средстве, где может скапливаться грязь, грязь или соль. Эти области обычно находятся вокруг крыльев, под отделкой и так далее. При поиске ржавчины обратите особое внимание на следующее:
Каждый раз, когда вы моете машину, берите фонарик и проверяйте вокруг крыльев, в колесных арках и за металлическими бамперами.
Посветите светом в маленькие щели между кузовом автомобиля и всеми накладками и молдингами, прикрепленными к нему. Осмотрите фары, окна, боковые зеркала, люк на крыше и антенну.
Если вы живете во влажном районе, проверьте металлические поверхности внутри автомобиля.
Одним из самых коварных мест образования ржавчины является под вашим автомобилем, где вы ее не видите. В следующий раз, когда вы принесете свой автомобиль в сервис, попросите мастерскую поставить его на подъемник и тщательно проверить его днище.
Если вы обнаружили ржавчину, вот что делать:
Аккуратно соскребите ржавчину однолезвийным лезвием или мелкозернистой наждачной бумагой.
Для немного больших окрашенных поверхностей используйте кисть с жесткой (но не металлической) щетиной. Используйте грубую наждачную бумагу, чтобы стереть ржавчину с больших участков, которые не видны и не окружены краской. Средство для удаления ржавчины может облегчить эту работу, если вы нанесете его после того, как удалите корку с поверхности.
Всегда работайте внутрь от краев, чтобы не расширить область из-за повреждения краски. Не превращайте маленькую работу в большую, небрежно повредив окружающую краску!
После того, как вы удалили всю ржавчину, нанесите немного ингибитора ржавчины, чтобы предотвратить дальнейшее распространение ржавчины.
Как только участок высохнет, загрунтуйте и покрасьте его, чтобы защитить поверхность и вернуть ей былую красоту.
Если вы видите большие дыры от ржавчины в кузове автомобиля или если рама сильно ослаблена ржавчиной, получите пару оценок в надежных кузовных мастерских о том, сколько будет стоить устранение повреждения.

 Все это значительно повышает срок службы сцепления и позволяет использовать его в трансмиссиях различных автомобилей, в т.ч. с мощными двигателями. Саморегулирующееся сцепление используется в ряде конструкций роботизированной коробкой передач, например, в коробке передач Easytronic.
Все это значительно повышает срок службы сцепления и позволяет использовать его в трансмиссиях различных автомобилей, в т.ч. с мощными двигателями. Саморегулирующееся сцепление используется в ряде конструкций роботизированной коробкой передач, например, в коробке передач Easytronic.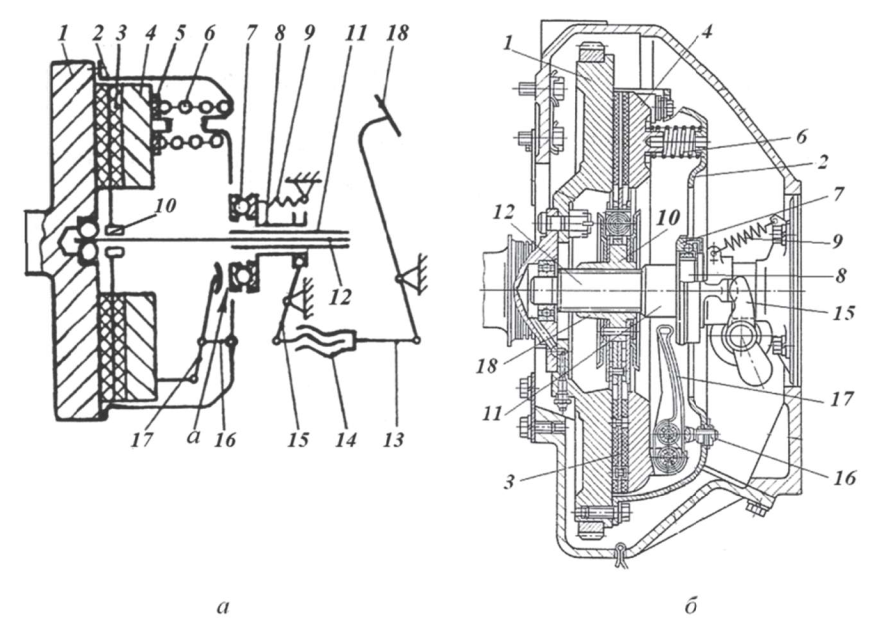
 Между диафрагменной пружиной и нажимным диском располагается опорное кольцо конической формы. При возникновении износа кольцо проворачивается по конической поверхности. На кольце закреплен зубчатый сектор, который вращает червяк. На одной оси с червяком расположено храповое колесо. Фиксацию колеса осуществляет собачка, за счет чего фиксируется положение опорного кольца и соответственно компенсируется износ накладок.
Между диафрагменной пружиной и нажимным диском располагается опорное кольцо конической формы. При возникновении износа кольцо проворачивается по конической поверхности. На кольце закреплен зубчатый сектор, который вращает червяк. На одной оси с червяком расположено храповое колесо. Фиксацию колеса осуществляет собачка, за счет чего фиксируется положение опорного кольца и соответственно компенсируется износ накладок.
 На этой же стороне нажимного диска имеются, бобышки, на которые устанавливаются периферийные нажимные пружины сцепления. Толщина нажимного диска должна обеспечивать определенную теплоемкость диска во избежание его перегрева при кратковременной пробуксовке сцепления. По внешней окружности диска располагаются устройства, создающие его тангенциальную связь с кожухом сцепления, но допускающие осевое перемещение при включении и выключении сцепления. Эти устройства в разных сцеплениях могут иметь различное конструктивное исполнение: упругие тангенциальные пластины 4 с втулками 5; пазы и выступы соответственно в кожухе и на диске; пальцы, закрепленные в кожухе и маховике и пропущенные в отверстия в диске.
На этой же стороне нажимного диска имеются, бобышки, на которые устанавливаются периферийные нажимные пружины сцепления. Толщина нажимного диска должна обеспечивать определенную теплоемкость диска во избежание его перегрева при кратковременной пробуксовке сцепления. По внешней окружности диска располагаются устройства, создающие его тангенциальную связь с кожухом сцепления, но допускающие осевое перемещение при включении и выключении сцепления. Эти устройства в разных сцеплениях могут иметь различное конструктивное исполнение: упругие тангенциальные пластины 4 с втулками 5; пазы и выступы соответственно в кожухе и на диске; пальцы, закрепленные в кожухе и маховике и пропущенные в отверстия в диске. Потери на трение в механизме выключения минимальны, когда обе оси качания каждого выключающего рычага установлены на игольчатых подшипниках. При этом ось качания рычага, установленная в вилке кожуха, может при повороте рычага перемещаться относительно кожуха за счет упругой опорной пластины 19 и сферических поверхностей гайки на вилке 18 и гнезда, в отверстии кожуха.
Потери на трение в механизме выключения минимальны, когда обе оси качания каждого выключающего рычага установлены на игольчатых подшипниках. При этом ось качания рычага, установленная в вилке кожуха, может при повороте рычага перемещаться относительно кожуха за счет упругой опорной пластины 19 и сферических поверхностей гайки на вилке 18 и гнезда, в отверстии кожуха. Тогда для обеспечения поворота рычагов вместо игольчатого подшипника в вилке устанавливаются вдоль оси качания два цилиндрических ролика; иногда один из них имеет продольную лыску. Эти ролики, перекатываясь один по другому, обеспечивают некоторое смещение оси качания при повороте рычага. Регулировка положения внутренних концов выключающих рычагов в одной, перпендикулярной оси вращения, плоскости осуществляется либо гайками со сферической поверхностью, либо (при их отсутствии) специальными регулировочными винтами со сферическими головками, соприкасающимися при выключении сцепления с торцевой поверхностью муфты 12 выжимного подшипника выключения. В отрегулированном положении гайка и винты надежно фиксируются стопорными устройствами. В различных конструкциях сцеплений число выключающих рычагов колеблется от 3 до 20.
Тогда для обеспечения поворота рычагов вместо игольчатого подшипника в вилке устанавливаются вдоль оси качания два цилиндрических ролика; иногда один из них имеет продольную лыску. Эти ролики, перекатываясь один по другому, обеспечивают некоторое смещение оси качания при повороте рычага. Регулировка положения внутренних концов выключающих рычагов в одной, перпендикулярной оси вращения, плоскости осуществляется либо гайками со сферической поверхностью, либо (при их отсутствии) специальными регулировочными винтами со сферическими головками, соприкасающимися при выключении сцепления с торцевой поверхностью муфты 12 выжимного подшипника выключения. В отрегулированном положении гайка и винты надежно фиксируются стопорными устройствами. В различных конструкциях сцеплений число выключающих рычагов колеблется от 3 до 20. При выключении сцепления, когда пружины максимально сжаты, усилие их возрастает на 15…20%. В постоянно замкнутых сцеплениях усилие нажимных пружин во включенном, а в некоторых конструкциях и в выключенном состоянии замыкается внутри сцепления и не передается на подшипники валов. Под каждую пружину со стороны нажимного диска подложена теплоизолирующая прокладка 10 для предохранения пружин от нагрева и ухудшения их упругих свойств при сильном нагревании нажимного диска во время буксования сцепления.
При выключении сцепления, когда пружины максимально сжаты, усилие их возрастает на 15…20%. В постоянно замкнутых сцеплениях усилие нажимных пружин во включенном, а в некоторых конструкциях и в выключенном состоянии замыкается внутри сцепления и не передается на подшипники валов. Под каждую пружину со стороны нажимного диска подложена теплоизолирующая прокладка 10 для предохранения пружин от нагрева и ухудшения их упругих свойств при сильном нагревании нажимного диска во время буксования сцепления. К секторам приклепываются фрикционные накладки. При включении сцепления по мере увеличения силы нажатия секторы диска постепенно выпрямляются и при полном включении сцепления принимают плоскую форму. Благодаря такой конструкции ведомого диска сила нажатия, а следовательно, и передаваемый вращающий момент возрастают постепенно, чем и обеспечивается плавное включение сцепления.
К секторам приклепываются фрикционные накладки. При включении сцепления по мере увеличения силы нажатия секторы диска постепенно выпрямляются и при полном включении сцепления принимают плоскую форму. Благодаря такой конструкции ведомого диска сила нажатия, а следовательно, и передаваемый вращающий момент возрастают постепенно, чем и обеспечивается плавное включение сцепления.
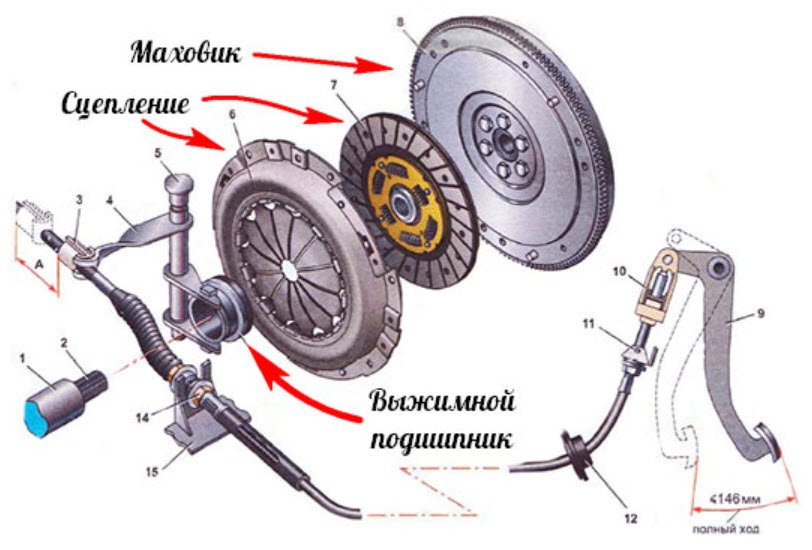 Обычно владельцы этих грузовиков вкладывают средства в модернизацию двигателей, они регулярно буксируют или перевозят или все вышеперечисленное. Для владельцев грузовиков, которые хотят модернизировать стандартное однодисковое сцепление, переход на однодисковое сцепление вторичного рынка имеет ряд существенных преимуществ:
Обычно владельцы этих грузовиков вкладывают средства в модернизацию двигателей, они регулярно буксируют или перевозят или все вышеперечисленное. Для владельцев грузовиков, которые хотят модернизировать стандартное однодисковое сцепление, переход на однодисковое сцепление вторичного рынка имеет ряд существенных преимуществ: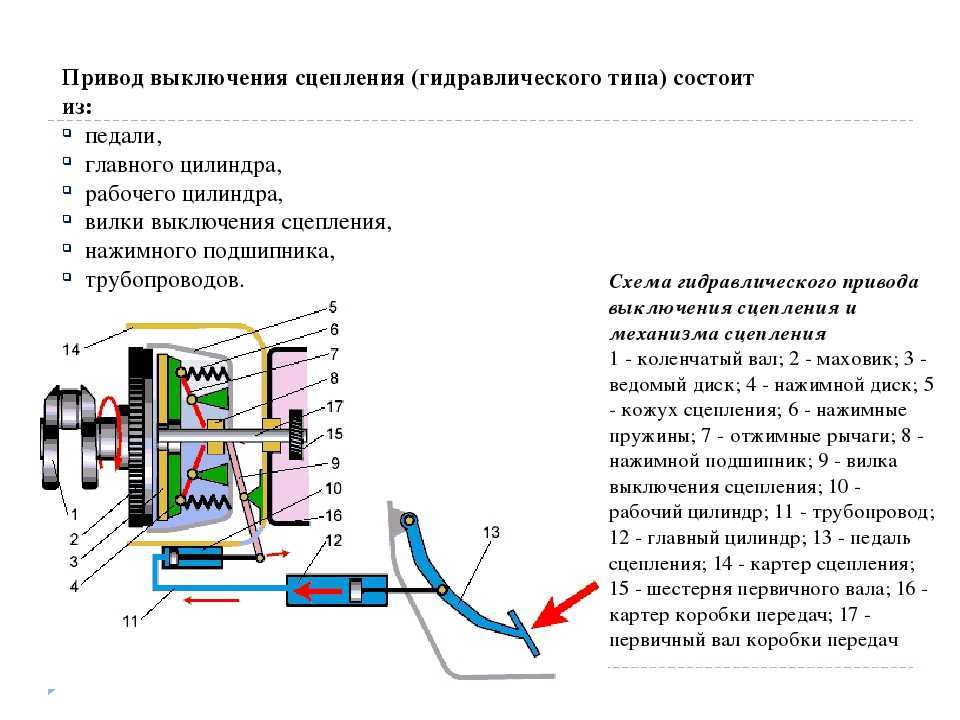
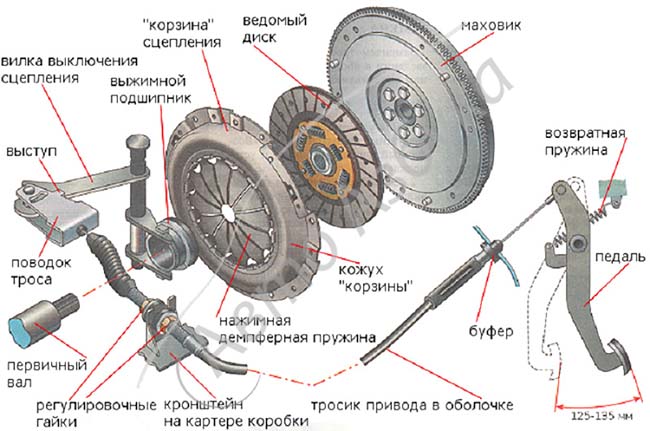 (На фото: система сцепления South Bend для грузовиков Dodge Cummins)
(На фото: система сцепления South Bend для грузовиков Dodge Cummins) 
 5L (L15B7) Turbo
5L (L15B7) Turbo 8L DOHC (BP-ZE)
8L DOHC (BP-ZE) 6L DOHC (B16A2)
6L DOHC (B16A2) 6L DOHC (RB26DETT) Twin Turbo (Push Type) 5 Speed AWD
6L DOHC (RB26DETT) Twin Turbo (Push Type) 5 Speed AWD
 То есть выходит практично, удобно и экономически выгодно.
То есть выходит практично, удобно и экономически выгодно. С 2000 года этот день отмечается, как День военного автомобилиста. В Кузбассе в последние годы автошколы ДОСААФ выпускают до пятисот военных водителей.
С 2000 года этот день отмечается, как День военного автомобилиста. В Кузбассе в последние годы автошколы ДОСААФ выпускают до пятисот военных водителей. kp.ru, в соответствии с законодательством Российской
Федерации об охране результатов интеллектуальной деятельности
принадлежат АО «Издательский дом «Комсомольская правда», и не
подлежат использованию другими лицами в какой бы то ни было
форме без письменного разрешения правообладателя.
kp.ru, в соответствии с законодательством Российской
Федерации об охране результатов интеллектуальной деятельности
принадлежат АО «Издательский дом «Комсомольская правда», и не
подлежат использованию другими лицами в какой бы то ни было
форме без письменного разрешения правообладателя. Так получилось что я отсрочил ее на год, но сейчас не об этом. Если честно, перспектива бегать с ружьем в Армии Обороны Израиля меня не очень прельщала, и я прямо ответил: не пойду. Потому что мне сообщили, что я попал к «лохамим» в подразделение «Кфир» («лохамим» — это бойцы). На что мне так же честно и просто ответили: это невозможно, потому что служба обязательна, но я всё же отказал им. Пришлось искать подходящий альтернативный вариант, который устраивал бы всех: и меня и израильскую армию.
Так получилось что я отсрочил ее на год, но сейчас не об этом. Если честно, перспектива бегать с ружьем в Армии Обороны Израиля меня не очень прельщала, и я прямо ответил: не пойду. Потому что мне сообщили, что я попал к «лохамим» в подразделение «Кфир» («лохамим» — это бойцы). На что мне так же честно и просто ответили: это невозможно, потому что служба обязательна, но я всё же отказал им. Пришлось искать подходящий альтернативный вариант, который устраивал бы всех: и меня и израильскую армию.
 Всего нас набралось 200 человек – парней и девушек. После этого начался необходимый курс вождения, и по его окончании, я перешел под крыло своей армейской базы. Кстати, права я получил еще до начала службы, но за счет армии.
Всего нас набралось 200 человек – парней и девушек. После этого начался необходимый курс вождения, и по его окончании, я перешел под крыло своей армейской базы. Кстати, права я получил еще до начала службы, но за счет армии.

 Задания там у нас были очень разные. Например, на границе с Египтом я «ловил» суданцев, которые бегут к нам из Африки. Их путь как раз пролегает через эти границы. Мы патрулировали 20-ти километровый участок израильской границы, за ним в сторону Египта идут горы, откуда обычно прибывали 200–300 суданцев в день, причем как по расписанию – в 6 утра.
Задания там у нас были очень разные. Например, на границе с Египтом я «ловил» суданцев, которые бегут к нам из Африки. Их путь как раз пролегает через эти границы. Мы патрулировали 20-ти километровый участок израильской границы, за ним в сторону Египта идут горы, откуда обычно прибывали 200–300 суданцев в день, причем как по расписанию – в 6 утра.
 Пытаешься их напоить – а они не верят, думают, что вода отравлена. Приходилось сидеть с ними, отпивать из каждой бутылки и ждать, чтобы видели – вода безопасная.
Пытаешься их напоить – а они не верят, думают, что вода отравлена. Приходилось сидеть с ними, отпивать из каждой бутылки и ждать, чтобы видели – вода безопасная.
 Мы поймали его, он все спрашивал, как ему перейти через границу. Привезли его куда нужно, интересуемся, в чем дело, почему его не пропускают. Нам объяснили, что он странный, вызывает подозрения и везде трогает забор. Когда его отпустили, он отправился делать то же самое, но уже в другую сторону! Так и не дошел – видимо, надоело. Попадаются чудики… Некоторые специально у границы ночуют в палатках, чтобы пораньше попасть в другую страну, за время службы я насмотрелся, конечно, на многое.
Мы поймали его, он все спрашивал, как ему перейти через границу. Привезли его куда нужно, интересуемся, в чем дело, почему его не пропускают. Нам объяснили, что он странный, вызывает подозрения и везде трогает забор. Когда его отпустили, он отправился делать то же самое, но уже в другую сторону! Так и не дошел – видимо, надоело. Попадаются чудики… Некоторые специально у границы ночуют в палатках, чтобы пораньше попасть в другую страну, за время службы я насмотрелся, конечно, на многое.
 На самом деле, это было смешно: мы, срочники, тогда уже давно нормально не спали, и я незаметно уснул в кузове машины, а ребята-резервисты поехали искать меня. Проснулся я от того, что катаюсь по машине. Говорю:
На самом деле, это было смешно: мы, срочники, тогда уже давно нормально не спали, и я незаметно уснул в кузове машины, а ребята-резервисты поехали искать меня. Проснулся я от того, что катаюсь по машине. Говорю:
 Даже ради таких воспоминаний уже стоило идти служить, тем более здесь, в стране, которая столько тебе дала.
Даже ради таких воспоминаний уже стоило идти служить, тем более здесь, в стране, которая столько тебе дала.







 .. Майор не определился .. Компания E4.
.. Майор не определился .. Компания E4.

 Регулирование силы сварочного тока в данном случае может осуществляться путем переключения витков катушек или с помощью внешних, существующих отдельно от трансформатора специальных устройств.
Регулирование силы сварочного тока в данном случае может осуществляться путем переключения витков катушек или с помощью внешних, существующих отдельно от трансформатора специальных устройств.

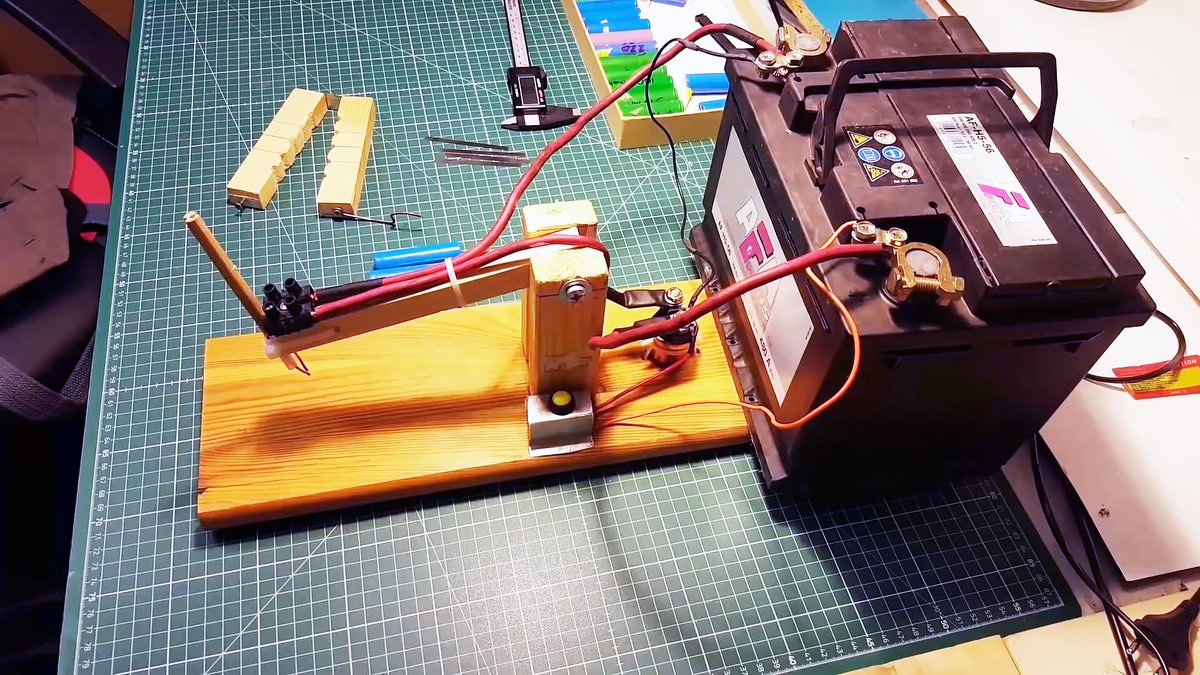 Если вес найденного Вами трофея меньше чем упоминалось — то таких нужно пару одинаковых или искать чего нибудь потяжелее.
Если вес найденного Вами трофея меньше чем упоминалось — то таких нужно пару одинаковых или искать чего нибудь потяжелее. Итак у нас в руках трансформатор, который можно включать в сеть и он весит 12 или более кг. Следующая стадия — проверим сечение провода найденной нами обмотки, для этого , если это возможно лучше всего замерить его диаметр штангель — циркулем и посчитать площадь по известной формуле. Если сечение выходит менее двух квадратных миллиметров — это мало, обмотка будет перегреваться и использовать ее для сварки нельзя. Неплохие результаты получаются с обмотками 3 и более квадратных миллиметра. Исключение опять составит ЛАТР. Его обмотка тонковата , но т.к. намотана она прямо на массивный «бублик» в один слой то ее тепловой режим позволяет ее использование в режиме сварки. Если обмотка по какой то причине оказалась слишком тонкой или трансформатор при подключении к сети быстро разогревается — не отчаивайтесь у Вас в руках хороший сердечник и обмотки просто придется перемотать, это конечно больше работы чем планировалось , но тем не менее ее реально сделать в домашних условиях — поговорим об этом чуть позже , а пока вернемся к готовому исправному трансформатору сетевая обмотка которого в порядке.
Итак у нас в руках трансформатор, который можно включать в сеть и он весит 12 или более кг. Следующая стадия — проверим сечение провода найденной нами обмотки, для этого , если это возможно лучше всего замерить его диаметр штангель — циркулем и посчитать площадь по известной формуле. Если сечение выходит менее двух квадратных миллиметров — это мало, обмотка будет перегреваться и использовать ее для сварки нельзя. Неплохие результаты получаются с обмотками 3 и более квадратных миллиметра. Исключение опять составит ЛАТР. Его обмотка тонковата , но т.к. намотана она прямо на массивный «бублик» в один слой то ее тепловой режим позволяет ее использование в режиме сварки. Если обмотка по какой то причине оказалась слишком тонкой или трансформатор при подключении к сети быстро разогревается — не отчаивайтесь у Вас в руках хороший сердечник и обмотки просто придется перемотать, это конечно больше работы чем планировалось , но тем не менее ее реально сделать в домашних условиях — поговорим об этом чуть позже , а пока вернемся к готовому исправному трансформатору сетевая обмотка которого в порядке. Следует обратить внимание, что если есть две(или больше)одинаковые обмотки каждая из которых недостаточного сечения их можно включать параллельно. Если наоборот есть несколько обмоток с подходящими сечениями(пусть даже не одинаковыми) и низкими напряжениями(они тоже могут быть разными) их можно включить последовательно. В последнем варианте больше всего будет греется обмотка с самым тонким сечением.
Следует обратить внимание, что если есть две(или больше)одинаковые обмотки каждая из которых недостаточного сечения их можно включать параллельно. Если наоборот есть несколько обмоток с подходящими сечениями(пусть даже не одинаковыми) и низкими напряжениями(они тоже могут быть разными) их можно включить последовательно. В последнем варианте больше всего будет греется обмотка с самым тонким сечением.  Мой аппарат имеет 55 Вольт и иногда, по невнимательности , особенно при работе на солнышке или в мокрых варежках (чаще зимой) , схватившись за электрод, вспоминаешь о том , что с током не шутят. Первым делом припаиваем к соответствующим выводам трансформатора сетевой провод, его нужно взять хотя бы 2.5 квадратным миллиметра, лучше в двойной изоляции, если этот провод планируется для использования в конечной конструкции, предпочтение длинному проводу (хотя бы метров пять), т.к. чаще всего варить придется в месте , где розетка есть только в соседней комнате (имеется в виду подходящая розетка — обсуждалось в статье о выборе аппарата). Далее нужно подготовить сварочные кабели (нет , не подумайте , варить таким трансформатором нельзя , но попробовать необходимо). Если кабели вы хотите делать сразу в конечном варианте, то следует выбрать мягкие провода в резиновой изоляции длинной никак не короче двух — двух с половиной метров , а лучше и подлиннее( у меня 4 метра).
Мой аппарат имеет 55 Вольт и иногда, по невнимательности , особенно при работе на солнышке или в мокрых варежках (чаще зимой) , схватившись за электрод, вспоминаешь о том , что с током не шутят. Первым делом припаиваем к соответствующим выводам трансформатора сетевой провод, его нужно взять хотя бы 2.5 квадратным миллиметра, лучше в двойной изоляции, если этот провод планируется для использования в конечной конструкции, предпочтение длинному проводу (хотя бы метров пять), т.к. чаще всего варить придется в месте , где розетка есть только в соседней комнате (имеется в виду подходящая розетка — обсуждалось в статье о выборе аппарата). Далее нужно подготовить сварочные кабели (нет , не подумайте , варить таким трансформатором нельзя , но попробовать необходимо). Если кабели вы хотите делать сразу в конечном варианте, то следует выбрать мягкие провода в резиновой изоляции длинной никак не короче двух — двух с половиной метров , а лучше и подлиннее( у меня 4 метра).  Если пока всего этого нет и кабели нужны только для испытания трансформатора , а нормальные будем делать потом, то подойдет и два куска многожильного медного провода в ПХВ изоляции , сечением не тоньше вторичной обмотки , вместо прищепки можно использовать столярный зажим , держак все равно нужен.
Если пока всего этого нет и кабели нужны только для испытания трансформатора , а нормальные будем делать потом, то подойдет и два куска многожильного медного провода в ПХВ изоляции , сечением не тоньше вторичной обмотки , вместо прищепки можно использовать столярный зажим , держак все равно нужен.  Если при испытании дуга горела без гула, а с потрескиванием , как жарящаяся яичница, и шов наварился ровным валиком — то Вам повезло , у Вашего трансформатора падающая вольт -амперная характеристика и электродом 2.5 мм можно варить ничего не переделывая , а для добавления тока придется включать в сварочную цепь емкости — о регулировке таким способом еще поговорим.
Если при испытании дуга горела без гула, а с потрескиванием , как жарящаяся яичница, и шов наварился ровным валиком — то Вам повезло , у Вашего трансформатора падающая вольт -амперная характеристика и электродом 2.5 мм можно варить ничего не переделывая , а для добавления тока придется включать в сварочную цепь емкости — о регулировке таким способом еще поговорим.  Активное сопротивление — это просто резистор , на котором выделится часть мощности в результате чего он будет греться. Аппарат с таким сопротивлением (его называют балластным) будет нормально работать , но будет неэкономичным в плане потребления и не эргономичным из-за сильного нагрева балласта. Основное преимущество такой конструкции в том что если балласт находится по первичной цепи , то для его исполнения подойдет кусок нихромовой проволоки от перегоревшего электрообогревателя. Варьируя длину нихромовой нити включенной в цепь трансформатора можно менять характеристику трансформатора и следовательно ток сварки. Я не стану распространяться о применении балластных сопротивления, техника довольно проста и каждый найдет свою методику. Вариант, который я рекомендую — введение индуктивного сопротивления во вторичную цепь (можно вводить индуктивность и в первичную, но это менее удобно, хотя вполне жизнеспособно).
Активное сопротивление — это просто резистор , на котором выделится часть мощности в результате чего он будет греться. Аппарат с таким сопротивлением (его называют балластным) будет нормально работать , но будет неэкономичным в плане потребления и не эргономичным из-за сильного нагрева балласта. Основное преимущество такой конструкции в том что если балласт находится по первичной цепи , то для его исполнения подойдет кусок нихромовой проволоки от перегоревшего электрообогревателя. Варьируя длину нихромовой нити включенной в цепь трансформатора можно менять характеристику трансформатора и следовательно ток сварки. Я не стану распространяться о применении балластных сопротивления, техника довольно проста и каждый найдет свою методику. Вариант, который я рекомендую — введение индуктивного сопротивления во вторичную цепь (можно вводить индуктивность и в первичную, но это менее удобно, хотя вполне жизнеспособно).  д. — это нам сейчас не очень интересно, обратим внимание на такой факт, если мы включаем в сеть трансформатор ( например зарядку от телефона) то пробки не падают и короткого замыкания не происходит , хотя первичная обмотка намотана обычным медным проводом и ее сопротивление по омметру значительно ниже , чем ожидалось. Тем не менее, пока трансформатор ничем не нагружен ток через его первичную обмотку почти не течет. Протеканию тока через обмотку как раз и препятствует то самое индуктивное сопротивление , но обмотка при этом фактически не греется. Следовательно мы хотим намотать некоторую обмотку , которая будет ограничивать сварочный ток на нужной нам величине. У этой нашей обмотки мы сделаем несколько отводов для работы электродами разного диаметра- переключение отводов и будет являться регулировкой характеристики аппарата.
д. — это нам сейчас не очень интересно, обратим внимание на такой факт, если мы включаем в сеть трансформатор ( например зарядку от телефона) то пробки не падают и короткого замыкания не происходит , хотя первичная обмотка намотана обычным медным проводом и ее сопротивление по омметру значительно ниже , чем ожидалось. Тем не менее, пока трансформатор ничем не нагружен ток через его первичную обмотку почти не течет. Протеканию тока через обмотку как раз и препятствует то самое индуктивное сопротивление , но обмотка при этом фактически не греется. Следовательно мы хотим намотать некоторую обмотку , которая будет ограничивать сварочный ток на нужной нам величине. У этой нашей обмотки мы сделаем несколько отводов для работы электродами разного диаметра- переключение отводов и будет являться регулировкой характеристики аппарата.  Я использовал Ш-образный трансформатор вынутый из сгоревшей микроволновки. Оба его боковых керна я удалил при помощи болгарки, если болгарки нет — можно воспользоваться ножовкой по металлу. Обмотки тоже были удалены — получился сердечник напоминающий двутавр. Полученный сердечник обматываем мягкой тканью или тряпичной изолентой и откладываем в сторону. Теперь самое время найти провод для обмотки. Для этой цели вполне подойдет медная шина, хотя мотать будет не очень удобно, и она довольно дефицитна, удобно мотать обычным обмоточным проводом диаметром 3 мм взятым втрое (провод должен быть в лаковой изоляции). Я предлагаю вариант многократно испытанный и дающий безотказный результат. Нам нужно раздобыть метров пятнадцать многожильного медного провода в ПХВ изоляции сечением 20 Квадратных миллиметров (подойдет и 10 квадратных миллиметров но его нужно метров 30 и мотать придется вдвое). В ПХВ изоляции использовать его нельзя — она занимает массу места при намотке и не выдерживает нагрева, поэтому вооружившись ножом мы снимем с провода всю изоляцию и вместо нее намотаем обычный малярный скотч (бумажный).
Я использовал Ш-образный трансформатор вынутый из сгоревшей микроволновки. Оба его боковых керна я удалил при помощи болгарки, если болгарки нет — можно воспользоваться ножовкой по металлу. Обмотки тоже были удалены — получился сердечник напоминающий двутавр. Полученный сердечник обматываем мягкой тканью или тряпичной изолентой и откладываем в сторону. Теперь самое время найти провод для обмотки. Для этой цели вполне подойдет медная шина, хотя мотать будет не очень удобно, и она довольно дефицитна, удобно мотать обычным обмоточным проводом диаметром 3 мм взятым втрое (провод должен быть в лаковой изоляции). Я предлагаю вариант многократно испытанный и дающий безотказный результат. Нам нужно раздобыть метров пятнадцать многожильного медного провода в ПХВ изоляции сечением 20 Квадратных миллиметров (подойдет и 10 квадратных миллиметров но его нужно метров 30 и мотать придется вдвое). В ПХВ изоляции использовать его нельзя — она занимает массу места при намотке и не выдерживает нагрева, поэтому вооружившись ножом мы снимем с провода всю изоляцию и вместо нее намотаем обычный малярный скотч (бумажный).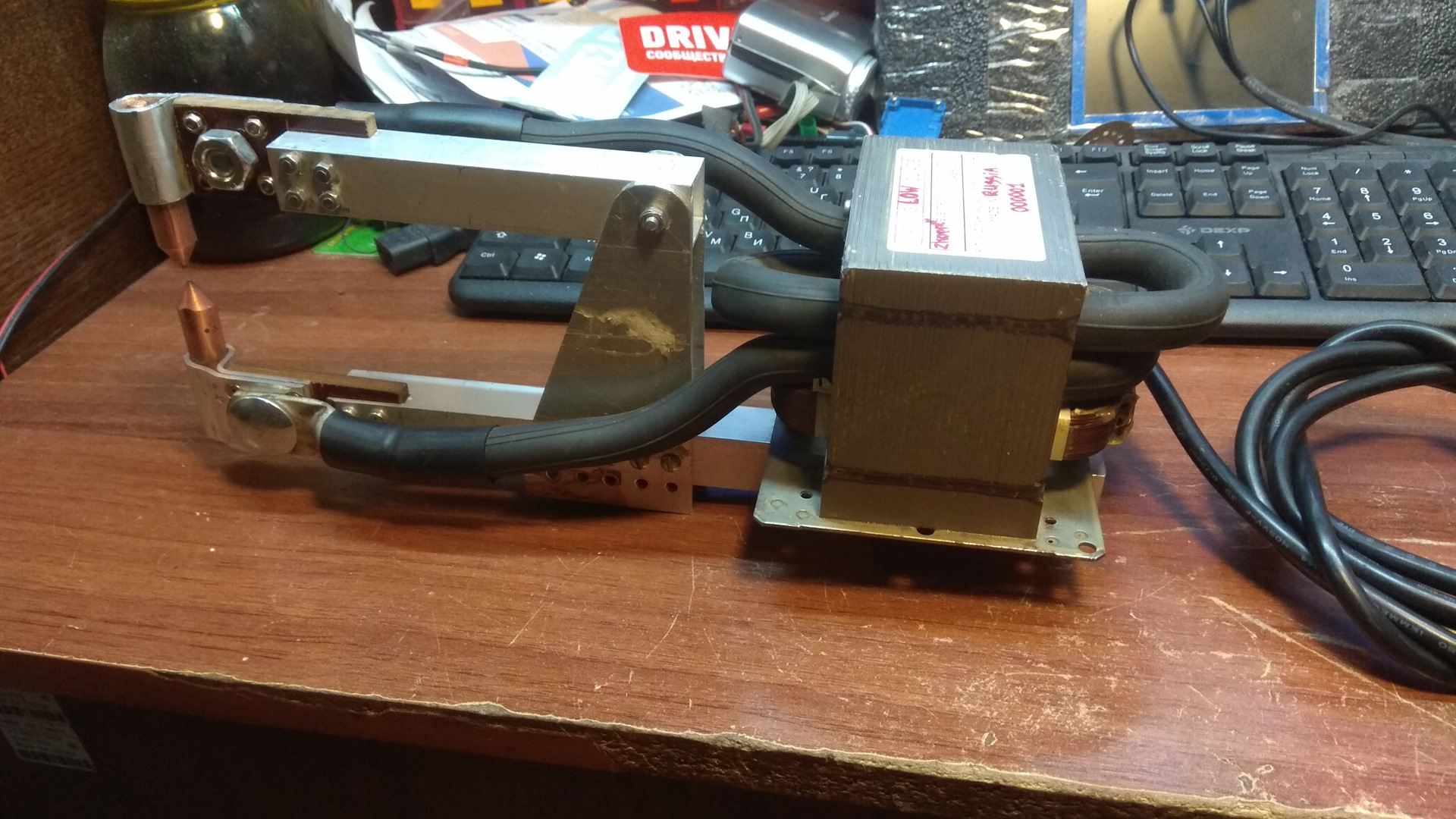 Делать это мы будем так : срезаем 20-25 см изоляции закручиваем жилы провода , чтобы была аккуратная косичка, отрезаем 20 см скотча и обматываем вдоль оголенной части провода (т.е.не как обычно мотают изоленту ,а трубочкой )получится 3-4 слоя, операцию повторяем , так что каждый следующий отрезок скотча ложится на предыдущий. После , примерно, часа возни мы получим мягкий обмоточный провод в жаропрочной изоляции , которая, к тому же, прекрасно пропитывается лаком , но это потом.
Делать это мы будем так : срезаем 20-25 см изоляции закручиваем жилы провода , чтобы была аккуратная косичка, отрезаем 20 см скотча и обматываем вдоль оголенной части провода (т.е.не как обычно мотают изоленту ,а трубочкой )получится 3-4 слоя, операцию повторяем , так что каждый следующий отрезок скотча ложится на предыдущий. После , примерно, часа возни мы получим мягкий обмоточный провод в жаропрочной изоляции , которая, к тому же, прекрасно пропитывается лаком , но это потом.  Из опыта скажу, что для каждого электрода лучше подобрать пару режимов , один при котором он варит нормально , и второй , с током чуть поменьше. В этом случае появляется больше регулировочных вариантов и как следствие аппаратом работать удобнее. Последние аппараты я строил так: Находил режим в котором аппарат уверенно , даже чуть агрессивно тянет 3.25, потом режим где 3.25 не прожигает железо 3 мм , потом режим где электрод 2.5 чуть агрессивно варит металл 3 мм, и наконец режим в котором электрод 2.5 сваривает металл 2 мм без прожогов — этих режимов вполне хватает для выполнения любых работ. Излишек провода обрезаем. Обычно у меня заходит 40-45 витков , тем не менее число ориентировочное все зависит от того , какой трансформатор попался как сварочный. Следует отметить , что дроссель мотать надо максимально туго. После нахождения всех отводов закрепляем полученную обмотку двумя тремя слоями того же малярного скотча и от души пропитываем лаком. Обычно я ставлю дроссель на целлофановый пакет и заливаю лак прямо на обмотку через часик можно перевернуть дроссель и залить лак с другой стороны полученную катушку надо оставить (на солнышке) на сутки или чуть больше, пока лак полностью просохнет.
Из опыта скажу, что для каждого электрода лучше подобрать пару режимов , один при котором он варит нормально , и второй , с током чуть поменьше. В этом случае появляется больше регулировочных вариантов и как следствие аппаратом работать удобнее. Последние аппараты я строил так: Находил режим в котором аппарат уверенно , даже чуть агрессивно тянет 3.25, потом режим где 3.25 не прожигает железо 3 мм , потом режим где электрод 2.5 чуть агрессивно варит металл 3 мм, и наконец режим в котором электрод 2.5 сваривает металл 2 мм без прожогов — этих режимов вполне хватает для выполнения любых работ. Излишек провода обрезаем. Обычно у меня заходит 40-45 витков , тем не менее число ориентировочное все зависит от того , какой трансформатор попался как сварочный. Следует отметить , что дроссель мотать надо максимально туго. После нахождения всех отводов закрепляем полученную обмотку двумя тремя слоями того же малярного скотча и от души пропитываем лаком. Обычно я ставлю дроссель на целлофановый пакет и заливаю лак прямо на обмотку через часик можно перевернуть дроссель и залить лак с другой стороны полученную катушку надо оставить (на солнышке) на сутки или чуть больше, пока лак полностью просохнет. Лак лучше взять электротехнический, но пойдет и столярный , например для паркета. Если лак добыть не удалось можно воспользоваться масляной краской, но лучше, все же, поискать лак. Не пропитывать катушку не рекомендуется т.к. ее витки вибрируют при прохождении электрического тока и со временем скотч протрется.
Лак лучше взять электротехнический, но пойдет и столярный , например для паркета. Если лак добыть не удалось можно воспользоваться масляной краской, но лучше, все же, поискать лак. Не пропитывать катушку не рекомендуется т.к. ее витки вибрируют при прохождении электрического тока и со временем скотч протрется.  Регулировка у нас переключением отводов поэтому хотя бы один провод будет съемным (я делаю съемными оба провода). За несколько лет сборки таких аппаратов я отработал для себя вот такую конструкцию:
Регулировка у нас переключением отводов поэтому хотя бы один провод будет съемным (я делаю съемными оба провода). За несколько лет сборки таких аппаратов я отработал для себя вот такую конструкцию: В таком состоянии даже без боковых стенок аппарат уже пригоден к работе и очень удобен , если вы не работаете на улице где песок и т.д. то стенки в общем и не понадобятся, если они все же нужны — их можно выполнить из тонкой фанеры (трехслойки). вентиляционные отверстия можно насверлить или сделать из крышки отслужившего свой срок электроприбора — у меня они вырезаны из задних крышки старого телевизора — просто подвернулась под руку, но вышло хорошо. Для контактов переключения тока (перекидывания провода) очень удобно применять медные, бронзовые или латунные шпильки с такими же гайками и шайбами , в принципе подойдет даже М6 — у нас в магазинах есть латунный резьбовой пруток. Если такую роскошь достать не удалось — пойдут и стальные шпильки М10, правда их раз в пару лет придется менять (те которые больше всех используются), но как вариант — вполне пригодно.
В таком состоянии даже без боковых стенок аппарат уже пригоден к работе и очень удобен , если вы не работаете на улице где песок и т.д. то стенки в общем и не понадобятся, если они все же нужны — их можно выполнить из тонкой фанеры (трехслойки). вентиляционные отверстия можно насверлить или сделать из крышки отслужившего свой срок электроприбора — у меня они вырезаны из задних крышки старого телевизора — просто подвернулась под руку, но вышло хорошо. Для контактов переключения тока (перекидывания провода) очень удобно применять медные, бронзовые или латунные шпильки с такими же гайками и шайбами , в принципе подойдет даже М6 — у нас в магазинах есть латунный резьбовой пруток. Если такую роскошь достать не удалось — пойдут и стальные шпильки М10, правда их раз в пару лет придется менять (те которые больше всех используются), но как вариант — вполне пригодно.  Предложу опять эксперимент — делал много раз никогда не ошибался. Берем сердечник вашего будущего аппарата , все обмотки нужно предварительно снять , особенно если вы не уверены что они исправны и не замыкают. на оголенный сердечник наматываем любым проводом 20-30 витков (в любой изоляции , любой толщины , лишь бы было удобно мотать). если сердечник нужно стянуть — стягиваем. Полученную конструкцию подключаем к латру и вешаем на один из проводов токовые клещи (ну , или в разрыв провода подключаем амперметр). начинаем латром поднимать напряжение на нашей пробной обмотке и смотрим за током. как только ток стал 1-2 Ампера — останавливаемся и меряем напряжение на выходе ЛАТРа. Количество витков обмотки делим на замерянное напряжение и умножаем на напряжение сети — получается количество витков первичной обмотки. Количество витков вторичной обмотки можно получить тем же способом , только вместо напряжения сети подставить желаемое напряжение на выходе трансформатора , например 55 Вольт. Для намотки первичной обмотки нужновзять провод в лаковой изоляции сечением , как уже упоминалось не менее 3 квадратных миллиметров (а то и побольше).
Предложу опять эксперимент — делал много раз никогда не ошибался. Берем сердечник вашего будущего аппарата , все обмотки нужно предварительно снять , особенно если вы не уверены что они исправны и не замыкают. на оголенный сердечник наматываем любым проводом 20-30 витков (в любой изоляции , любой толщины , лишь бы было удобно мотать). если сердечник нужно стянуть — стягиваем. Полученную конструкцию подключаем к латру и вешаем на один из проводов токовые клещи (ну , или в разрыв провода подключаем амперметр). начинаем латром поднимать напряжение на нашей пробной обмотке и смотрим за током. как только ток стал 1-2 Ампера — останавливаемся и меряем напряжение на выходе ЛАТРа. Количество витков обмотки делим на замерянное напряжение и умножаем на напряжение сети — получается количество витков первичной обмотки. Количество витков вторичной обмотки можно получить тем же способом , только вместо напряжения сети подставить желаемое напряжение на выходе трансформатора , например 55 Вольт. Для намотки первичной обмотки нужновзять провод в лаковой изоляции сечением , как уже упоминалось не менее 3 квадратных миллиметров (а то и побольше). Вторичную обмотку лучше мотать мягким многожильным проводом в изоляции из малярного скотча , как предлагалось при изготовлении дросселя. Намотанный трансформатор обязательно нужно пропитать лаком.
Вторичную обмотку лучше мотать мягким многожильным проводом в изоляции из малярного скотча , как предлагалось при изготовлении дросселя. Намотанный трансформатор обязательно нужно пропитать лаком.  Ту что намотана тонким проводом сразу удаляем , аккуратно , вторую обмотку не повредить — она нам нужна. У этого трансформатора иногда есть еще магнитные шунты (пластины трансформаторного железа между обмотками) — их тоже оставляем. Удалить обмотку можно просто ее срезав , а можно разобрать трансформатор чуть подрезав швы, которые его держат. — потом его придется стянуть хомутом , но обмотку можно будет просто снять. вместо снятой обмотки мотаем многожильный медный провод обмотанный малярным скотчем , как рекомендовалось ранее. Мотаем пока помещается, потом собираем трансформатор и включаем в сеть — меряем напряжение на получившейся вторичной обмотке обычно выходит около 20 Вольт, но может получится и меньше, скажем 15 — тогда нам понадобится еще три таких трансформатора. С ними проделываем то же самое. Теперь первичные обмотки этих трансформаторов включаем параллельно , а вторичные — последовательно — мы получили полный эквивалент трансформатора , который требовалось найти в самом начале статьи.
Ту что намотана тонким проводом сразу удаляем , аккуратно , вторую обмотку не повредить — она нам нужна. У этого трансформатора иногда есть еще магнитные шунты (пластины трансформаторного железа между обмотками) — их тоже оставляем. Удалить обмотку можно просто ее срезав , а можно разобрать трансформатор чуть подрезав швы, которые его держат. — потом его придется стянуть хомутом , но обмотку можно будет просто снять. вместо снятой обмотки мотаем многожильный медный провод обмотанный малярным скотчем , как рекомендовалось ранее. Мотаем пока помещается, потом собираем трансформатор и включаем в сеть — меряем напряжение на получившейся вторичной обмотке обычно выходит около 20 Вольт, но может получится и меньше, скажем 15 — тогда нам понадобится еще три таких трансформатора. С ними проделываем то же самое. Теперь первичные обмотки этих трансформаторов включаем параллельно , а вторичные — последовательно — мы получили полный эквивалент трансформатора , который требовалось найти в самом начале статьи. С таким набором есть даже некоторое преимущество в компоновке! В интернете я находил конструкцию где два таких трансформатора «упакованы» в корпус от старого пылесоса. — Есть и колесики , и место для сматывания сварочных кабелей , а сетевой кабель даже сам втягивается.
С таким набором есть даже некоторое преимущество в компоновке! В интернете я находил конструкцию где два таких трансформатора «упакованы» в корпус от старого пылесоса. — Есть и колесики , и место для сматывания сварочных кабелей , а сетевой кабель даже сам втягивается.  Это связано, в основном, с размещением обмоток на торе и сложностью самой намотки. Однако, при правильном подходе они дают хорошие результаты. Сердечники изготавливают из ленточного трансформаторного железа, свернутого в рулон в форме тора.
Это связано, в основном, с размещением обмоток на торе и сложностью самой намотки. Однако, при правильном подходе они дают хорошие результаты. Сердечники изготавливают из ленточного трансформаторного железа, свернутого в рулон в форме тора.  Каждый механизм имеет некоторые особенности, которые отображаются на выполненной работе.
Каждый механизм имеет некоторые особенности, которые отображаются на выполненной работе. Для данной модели, рекомендуется выбирать стержневой тип детали.
Для данной модели, рекомендуется выбирать стержневой тип детали.
 youtube.com/embed/co6SUTVGqOs» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/co6SUTVGqOs» frameborder=»0″ allowfullscreen=»allowfullscreen»> 
 Чтобы извлечь эту обмотку из трансформатора, ее необходимо разрезать с обеих сторон детали ножовкой.
Чтобы извлечь эту обмотку из трансформатора, ее необходимо разрезать с обеих сторон детали ножовкой.
 Для регулировки тока к сварочному аппарату можно подключить балластный резистор или дроссель. Роль резистора может выполнять отрезок стального провода определенной длины (подбирается экспериментально), который подключается к низковольтной обмотке.
Для регулировки тока к сварочному аппарату можно подключить балластный резистор или дроссель. Роль резистора может выполнять отрезок стального провода определенной длины (подбирается экспериментально), который подключается к низковольтной обмотке. Из этого следует, что для вторички нужен проводник, имеющий диаметр 3 мм. Если взять алюминиевую жилу, расчетное сечение меди умножается на коэффициент 1,6. Для вторички потребуется медная шина сечением не менее 25 мм 2
Из этого следует, что для вторички нужен проводник, имеющий диаметр 3 мм. Если взять алюминиевую жилу, расчетное сечение меди умножается на коэффициент 1,6. Для вторички потребуется медная шина сечением не менее 25 мм 2  Для расчета площади используйте формулу: S см 2 = a x b (см. рисунок ниже).
Для расчета площади используйте формулу: S см 2 = a x b (см. рисунок ниже). Для этого необходимо вверху трансформатора прикрепить пластину из текстолита. Все ответвления фиксируются на ней болтами. Но возле них должны быть отмечены . Например, возле первого провода следует написать «Общий», возле 2-го ответвления — «165 витков», возле 3-го — «190 витков» и возле 4-го — «215 витков». В дальнейшем это позволит регулировать силу тока. Если вы хотите увеличить силу тока, то выбирайте обмотку с меньшим числом витков, и наоборот.
Для этого необходимо вверху трансформатора прикрепить пластину из текстолита. Все ответвления фиксируются на ней болтами. Но возле них должны быть отмечены . Например, возле первого провода следует написать «Общий», возле 2-го ответвления — «165 витков», возле 3-го — «190 витков» и возле 4-го — «215 витков». В дальнейшем это позволит регулировать силу тока. Если вы хотите увеличить силу тока, то выбирайте обмотку с меньшим числом витков, и наоборот. Сварочные кабели подключаются ко вторичной обмотке. После этого аппарат контактной сварки готов к работе.
Сварочные кабели подключаются ко вторичной обмотке. После этого аппарат контактной сварки готов к работе. Итак, если делать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо установить на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор типа Thermaltake A2016. Несмотря на небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор скорости. Последние регулируются термопарой, которую необходимо закрепить на радиаторе с установленными диодами.
Итак, если делать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо установить на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор типа Thermaltake A2016. Несмотря на небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор скорости. Последние регулируются термопарой, которую необходимо закрепить на радиаторе с установленными диодами.
 Если в корпусе есть провода, их также можно удалить из пазов после термической обработки. В итоге вы получаете очищенный от лишних элементов магнитопровод.
Если в корпусе есть провода, их также можно удалить из пазов после термической обработки. В итоге вы получаете очищенный от лишних элементов магнитопровод.
 В результате вы получите значение, которое указывает, сколько витков вам нужно на 1 В напряжения.
В результате вы получите значение, которое указывает, сколько витков вам нужно на 1 В напряжения.
 Это будет вторичная обмотка, позволяющая получить ток 1000 А.
Это будет вторичная обмотка, позволяющая получить ток 1000 А. 
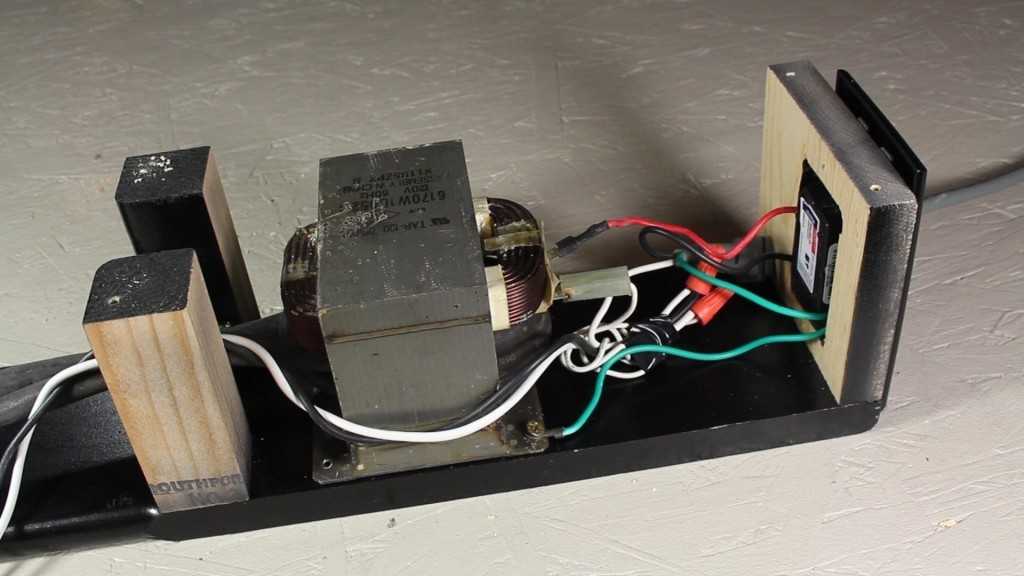 А вот на этом проводе следует сделать разрыв и установить на него выключатель СВЧ . Он будет играть роль сварочного выключателя. Эти провода должны иметь достаточную длину, чтобы можно было установить выключатель на конце зажима.
А вот на этом проводе следует сделать разрыв и установить на него выключатель СВЧ . Он будет играть роль сварочного выключателя. Эти провода должны иметь достаточную длину, чтобы можно было установить выключатель на конце зажима.
 Причем, при всем богатстве различных моделей, надежные стоят достаточно дорого, а дешевые не блещут качеством и долговечностью. Но даже если вы решили купить сварочный аппарат в магазине, знакомство с этой статьей поможет вам правильно выбрать аппарат, так как вы будете знать основы их схемотехники. Сварочные аппараты бывают нескольких типов: постоянного, переменного тока, трехфазные и инверторные. Для того, чтобы определиться, какой вариант вам нужен, рассмотрим конструкцию и устройство первых двух типов, которые можно собрать без особых навыков своими руками в домашних условиях.
Причем, при всем богатстве различных моделей, надежные стоят достаточно дорого, а дешевые не блещут качеством и долговечностью. Но даже если вы решили купить сварочный аппарат в магазине, знакомство с этой статьей поможет вам правильно выбрать аппарат, так как вы будете знать основы их схемотехники. Сварочные аппараты бывают нескольких типов: постоянного, переменного тока, трехфазные и инверторные. Для того, чтобы определиться, какой вариант вам нужен, рассмотрим конструкцию и устройство первых двух типов, которые можно собрать без особых навыков своими руками в домашних условиях. Для этого нужно иметь провод для первичной и вторичной обмоток, а также сердечник из трансформаторной стали для намотки сварочного аппарата. Простыми словами, сварочный аппарат переменного тока представляет собой понижающий трансформатор большой мощности.
Для этого нужно иметь провод для первичной и вторичной обмоток, а также сердечник из трансформаторной стали для намотки сварочного аппарата. Простыми словами, сварочный аппарат переменного тока представляет собой понижающий трансформатор большой мощности.
 Толщина пластин должна быть от 0,35 мм до 0,55 мм. Необходимо уменьшить токи Фуко. Перед сбором сердечника необходимо рассчитать его размеры, это делается следующим образом:
Толщина пластин должна быть от 0,35 мм до 0,55 мм. Необходимо уменьшить токи Фуко. Перед сбором сердечника необходимо рассчитать его размеры, это делается следующим образом:
 Для этих целей можно даже установить электронный термометр.
Для этих целей можно даже установить электронный термометр.

 htm&date=2018-05-15 03:47:00
htm&date=2018-05-15 03:47:00 Рука? Дизайнер? В голове возникает кинематографическая сцена: акции АвтоВАЗа дешевеют, паника на бирже, брокеры рвут на себе волосы.
Рука? Дизайнер? В голове возникает кинематографическая сцена: акции АвтоВАЗа дешевеют, паника на бирже, брокеры рвут на себе волосы. Тем более что в наших условиях за спортивно-утилитарный стиль в наших условиях больше отвечает версия SW Cross с защитным обвесом, контрастной окраской и клиренсом такой величины, которой позавидует большинство компактных кроссоверов.
Тем более что в наших условиях за спортивно-утилитарный стиль в наших условиях больше отвечает версия SW Cross с защитным обвесом, контрастной окраской и клиренсом такой величины, которой позавидует большинство компактных кроссоверов. Но чистый универсал и произведение искусства само по себе. Хотя бы потому, что сделано с душой и без особых затрат. Серый «Карфаген» идеально подходит к этому телу – получается сдержанный и интересный образ. Универсал имеет минимум оригинальных кузовных деталей, а основа полностью унифицирована. Настолько, что у него и у седана одинаковая длина, и задние фонари на заводе в Ижевске взяты из одной коробки. Пол и проем багажника не изменились, хотя в некоторых местах кузов пятидверки пришлось немного усилить из-за отсутствия жесткой панели в багажном отделении. Для универсала завод освоил 33 новые марки, в результате жесткость кузова не пострадала.
Но чистый универсал и произведение искусства само по себе. Хотя бы потому, что сделано с душой и без особых затрат. Серый «Карфаген» идеально подходит к этому телу – получается сдержанный и интересный образ. Универсал имеет минимум оригинальных кузовных деталей, а основа полностью унифицирована. Настолько, что у него и у седана одинаковая длина, и задние фонари на заводе в Ижевске взяты из одной коробки. Пол и проем багажника не изменились, хотя в некоторых местах кузов пятидверки пришлось немного усилить из-за отсутствия жесткой панели в багажном отделении. Для универсала завод освоил 33 новые марки, в результате жесткость кузова не пострадала. Vesta SW, особенно в исполнении Cross, вообще мало чем отличается от концепта, и за такую решительность стилистам и дизайнерам ВАЗ можно только поаплодировать.
Vesta SW, особенно в исполнении Cross, вообще мало чем отличается от концепта, и за такую решительность стилистам и дизайнерам ВАЗ можно только поаплодировать.

 Из-за перераспределения массы немного изменились характеристики задней подвески (задние пружины универсала увеличили на 9 мм), но на ходу это не чувствуется. Веста узнаваема: тугой, слегка синтетический руль, нечувствительный на малых углах поворота, скромные крены и понятные реакции, благодаря которым хочется и можно гонять по сочинским серпантинам. А вот новый 1,8-литровый двигатель на этих тракторах не очень впечатляет. Вверх Веста напрягает, требует переключения на пониженную, а то и на две, и хорошо, что механизмы переключения передач работают очень хорошо.
Из-за перераспределения массы немного изменились характеристики задней подвески (задние пружины универсала увеличили на 9 мм), но на ходу это не чувствуется. Веста узнаваема: тугой, слегка синтетический руль, нечувствительный на малых углах поворота, скромные крены и понятные реакции, благодаря которым хочется и можно гонять по сочинским серпантинам. А вот новый 1,8-литровый двигатель на этих тракторах не очень впечатляет. Вверх Веста напрягает, требует переключения на пониженную, а то и на две, и хорошо, что механизмы переключения передач работают очень хорошо.

 такие версии мы пока просто держим в уме.
такие версии мы пока просто держим в уме. с. при об/мин
с. при об/мин 20
20 см / 1596 куб. см)
см / 1596 куб. см)
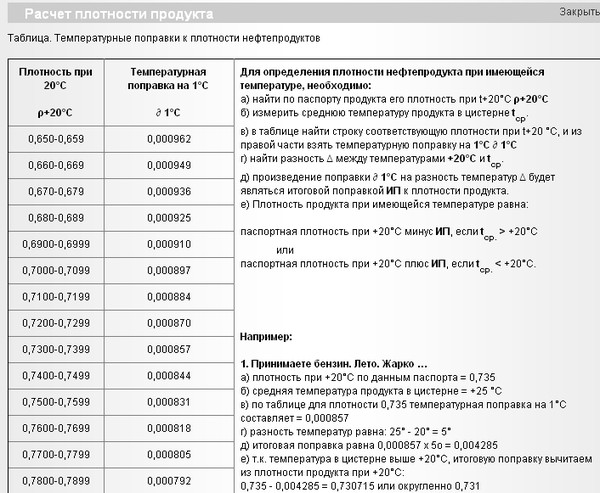 Из курса физики мы помним, что плотность есть не что иное, как отношение массы к объему, и исчисляется величина в килограммах на кубический метр. Обычно из-за разбега заявленных и итоговых показателей и возникают основные разногласия между производителем и оптовым потребителем. Важно понимать, что плотность топлива не отображает качество. Все измерения должны проходить в одинаковых условиях, то есть, при одной и той же температуре окружающей среды.
Из курса физики мы помним, что плотность есть не что иное, как отношение массы к объему, и исчисляется величина в килограммах на кубический метр. Обычно из-за разбега заявленных и итоговых показателей и возникают основные разногласия между производителем и оптовым потребителем. Важно понимать, что плотность топлива не отображает качество. Все измерения должны проходить в одинаковых условиях, то есть, при одной и той же температуре окружающей среды.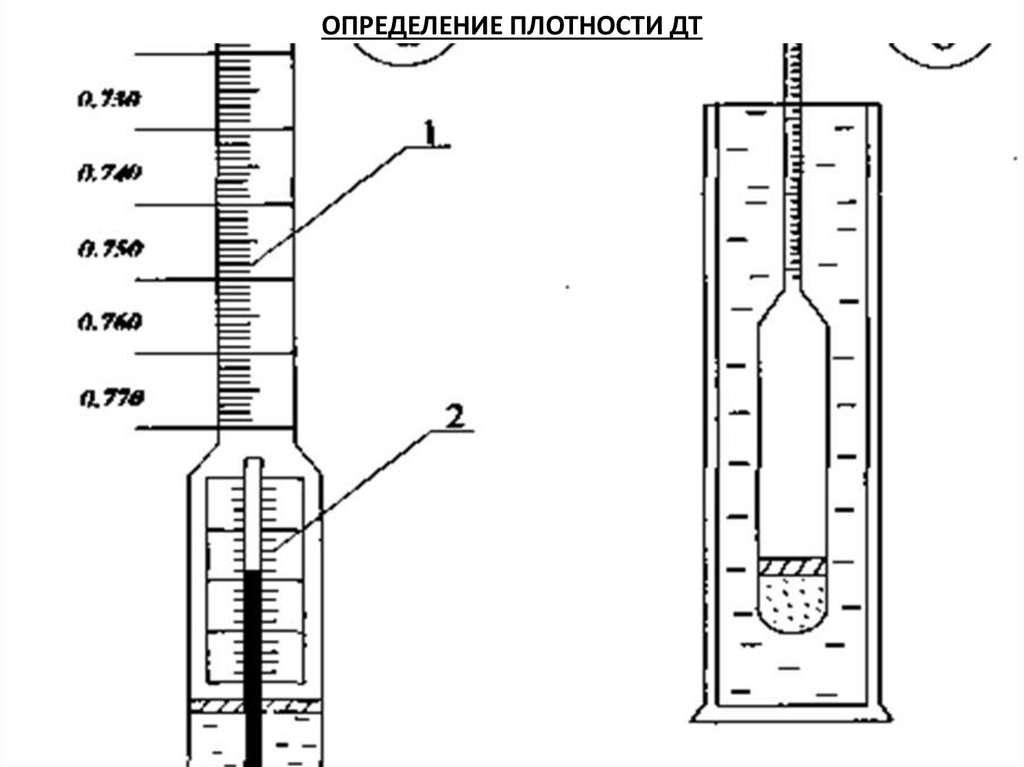
 Ввиду того, что плотность топлива величина непостоянная, специалистами были созданы таблицы, по которым легко узнать допустимый уровень плотности топлива в зависимости от условий хранения.
Ввиду того, что плотность топлива величина непостоянная, специалистами были созданы таблицы, по которым легко узнать допустимый уровень плотности топлива в зависимости от условий хранения. Ему свойственна стойкость к детонации, поэтому автолюбители и сегодня приобретают «92-й» бензин для ДВС отечественных и многих импортных марок авто. Искомый параметр при замере в +15 градусов равняется 725-780 км/м3.
Ему свойственна стойкость к детонации, поэтому автолюбители и сегодня приобретают «92-й» бензин для ДВС отечественных и многих импортных марок авто. Искомый параметр при замере в +15 градусов равняется 725-780 км/м3. Последнее значение расчетное, зависит от комбинации показателей веса и объема. Кроме того, сложно предположить, что одна из заправочных станций примет топливо без замера при сдаче-приемке бензина.
Последнее значение расчетное, зависит от комбинации показателей веса и объема. Кроме того, сложно предположить, что одна из заправочных станций примет топливо без замера при сдаче-приемке бензина.
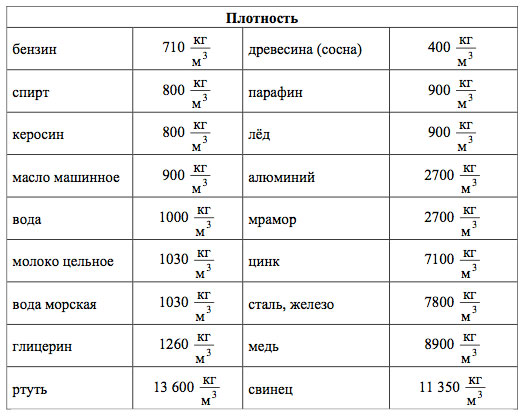 Этот
Уравнение можно изменить, чтобы получить плотность газа:
r = г/В = PM/RT. Так как идеальный газ
закон действителен только при приближении давления к нулю, процедура экстраполяции
необходимо использовать для определения молекулярной массы реального газа. Удобный
экстраполяция заключается в построении зависимости r/P от P
(Где r — плотность газа, г/В) и
экстраполировать к нулевому давлению, чтобы найти молекулярную массу.
Этот
Уравнение можно изменить, чтобы получить плотность газа:
r = г/В = PM/RT. Так как идеальный газ
закон действителен только при приближении давления к нулю, процедура экстраполяции
необходимо использовать для определения молекулярной массы реального газа. Удобный
экстраполяция заключается в построении зависимости r/P от P
(Где r — плотность газа, г/В) и
экстраполировать к нулевому давлению, чтобы найти молекулярную массу. Давление измеряется показаниями манометра.
Барометр также должен считываться, если используется манометр с открытым концом. В
взвешивая луковицу, следует использовать противовес, чтобы компенсировать плавучесть
эффект воздуха. Если противовес не используется, поправка на плавучесть будет
должны быть сделаны. Луковицу взвешивают после вакуумирования и при заполнении каждой
используемых давлений.
Давление измеряется показаниями манометра.
Барометр также должен считываться, если используется манометр с открытым концом. В
взвешивая луковицу, следует использовать противовес, чтобы компенсировать плавучесть
эффект воздуха. Если противовес не используется, поправка на плавучесть будет
должны быть сделаны. Луковицу взвешивают после вакуумирования и при заполнении каждой
используемых давлений. Значение a
181,8 × 10 -6 , а значение b равно 18,4 × 10 -6 для
латунь и 5×10 -6 для дерева.
Значение a
181,8 × 10 -6 , а значение b равно 18,4 × 10 -6 для
латунь и 5×10 -6 для дерева. Для определения истинной молекулярной массы начертите график
молекулярная масса при каждом давлении против давления и экстраполировать к нулю
давление.
Для определения истинной молекулярной массы начертите график
молекулярная масса при каждом давлении против давления и экстраполировать к нулю
давление. 2650
2650 

 Итак, наше новое уравнение теперь выглядит так:
Итак, наше новое уравнение теперь выглядит так: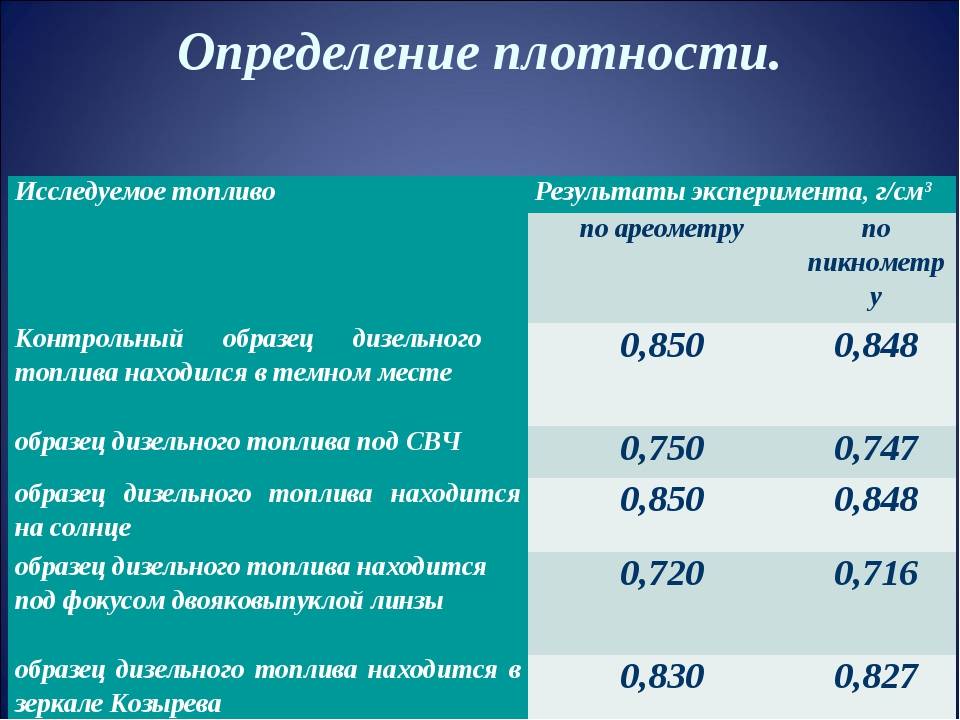 Это далее делится на универсальную газовую постоянную, умноженную на температуру.
Это далее делится на универсальную газовую постоянную, умноженную на температуру.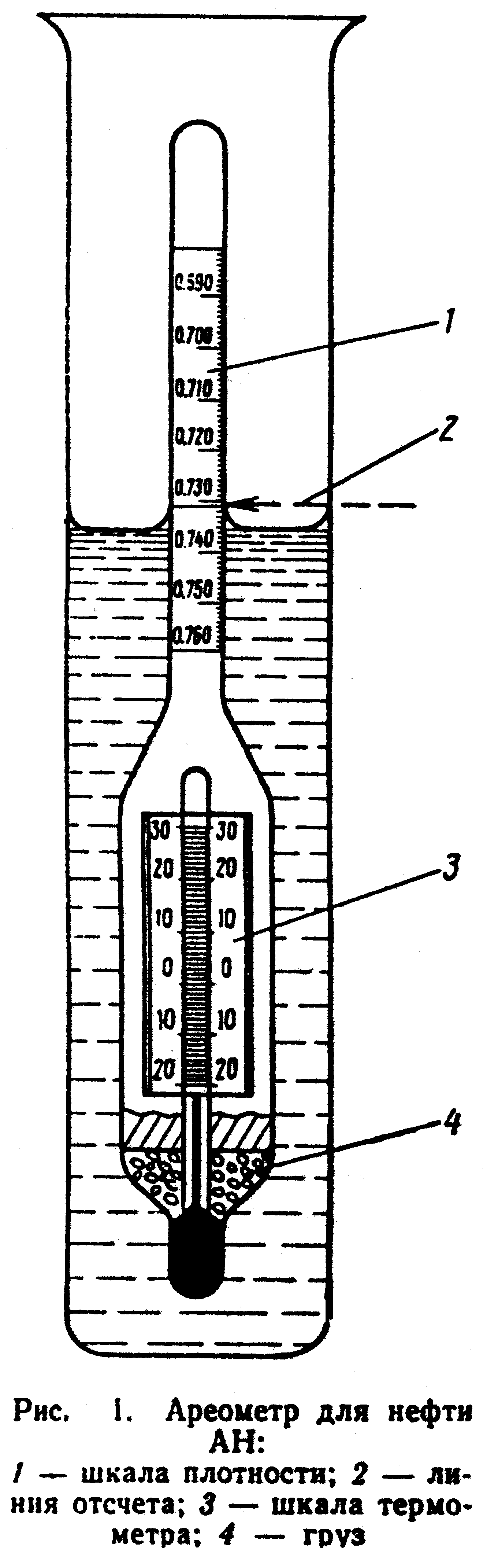
 На другой фаре проделываем аналогичную операцию.
На другой фаре проделываем аналогичную операцию.
 Это лампа одновременно и ближнего и дальнего света. Её особенностью является то, что при поломке ближнего, дальний может работать.
Это лампа одновременно и ближнего и дальнего света. Её особенностью является то, что при поломке ближнего, дальний может работать.


 Производитель постарался учесть желания и требования владельцев машины. Стандартная пара тахограф-спидометр отличается крупными, четкими цифрами, которые удобно считываются. В темное время суток предусмотрена нежно-зеленая подсветка, не напрягающая зрение водителя.
Производитель постарался учесть желания и требования владельцев машины. Стандартная пара тахограф-спидометр отличается крупными, четкими цифрами, которые удобно считываются. В темное время суток предусмотрена нежно-зеленая подсветка, не напрягающая зрение водителя. Ограниченное количество – 39 штук, не загромождает комбинацию приборов. При этом щиток весьма информативен.
Ограниченное количество – 39 штук, не загромождает комбинацию приборов. При этом щиток весьма информативен. Загорается при включенном зажигании (оранжевый цвет).
Загорается при включенном зажигании (оранжевый цвет). Такой вариант возможен при недостаточном натяжении (обрыве) генераторного ремня.
Такой вариант возможен при недостаточном натяжении (обрыве) генераторного ремня. Разница может быть в зависимости от комплектации автомобиля.
Разница может быть в зависимости от комплектации автомобиля.
 Стоит проверить контакты, работоспособность самого датчика, заменить лампу.
Стоит проверить контакты, работоспособность самого датчика, заменить лампу. Таким образом выполняют улучшенную звукоизоляцию моторного щитка, можно зафиксировать накидку на панель приборов Лада Гранта.
Таким образом выполняют улучшенную звукоизоляцию моторного щитка, можно зафиксировать накидку на панель приборов Лада Гранта. Узнайте больше о Silverstar Ultra.
Узнайте больше о Silverstar Ultra.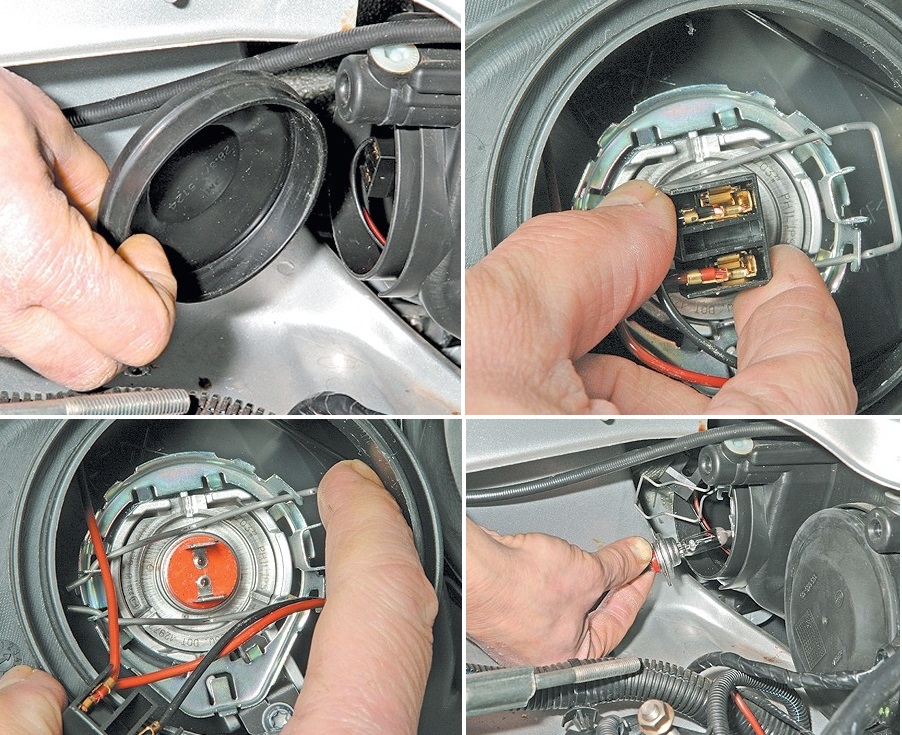 Лампа в фаре может также называться лампой ближнего света. Фары со временем тускнеют до 20% и в конечном итоге перегорают — по этой причине мы рекомендуем менять фары парами. Замена обеих ламп фар на QX50 одновременно позволит обеим лампам иметь одинаковую интенсивность и предотвратит появление новой лампы фары ярче, чем лампа на противоположной стороне.
Лампа в фаре может также называться лампой ближнего света. Фары со временем тускнеют до 20% и в конечном итоге перегорают — по этой причине мы рекомендуем менять фары парами. Замена обеих ламп фар на QX50 одновременно позволит обеим лампам иметь одинаковую интенсивность и предотвратит появление новой лампы фары ярче, чем лампа на противоположной стороне. Дилерские центры Infiniti будут иметь тенденцию быть более дорогими, а розничные продавцы запчастей, такие как AutoZone, часто заменят его бесплатно, если вы купите там лампы. Когда вы меняете фару на QX50, важно не касаться пальцами стеклянной части лампы, потому что масло с кончиков пальцев приведет к тому, что эта часть лампы будет гореть сильнее, что значительно сократит срок службы лампы.
Дилерские центры Infiniti будут иметь тенденцию быть более дорогими, а розничные продавцы запчастей, такие как AutoZone, часто заменят его бесплатно, если вы купите там лампы. Когда вы меняете фару на QX50, важно не касаться пальцами стеклянной части лампы, потому что масло с кончиков пальцев приведет к тому, что эта часть лампы будет гореть сильнее, что значительно сократит срок службы лампы. 05.2019
05.2019 Хотя некоторые лампы вторичного рынка могут иметь аналогичное качество, они могут быть случайными. Оригинальные OEM-лампы Subaru соответствуют тем же высоким стандартам качества, которыми славится Subaru.
Хотя некоторые лампы вторичного рынка могут иметь аналогичное качество, они могут быть случайными. Оригинальные OEM-лампы Subaru соответствуют тем же высоким стандартам качества, которыми славится Subaru.

 Обратите особое внимание на:
Обратите особое внимание на: Жидкость из системы охлаждения через очаг перегорания попадает в картер. Образуется смесь охлаждающей жидкости и масла, вязкость которой моментально снижается, в результате чего масляный насос не может создать необходимое давление. Также из-за трещин и микротрещин, которые появляются из-за перегрева двигателя.
Жидкость из системы охлаждения через очаг перегорания попадает в картер. Образуется смесь охлаждающей жидкости и масла, вязкость которой моментально снижается, в результате чего масляный насос не может создать необходимое давление. Также из-за трещин и микротрещин, которые появляются из-за перегрева двигателя. Выбирая смазку, необходимо внимательно изучить все ее характеристики.
Выбирая смазку, необходимо внимательно изучить все ее характеристики. Не исключено попадание постороннего предмета (металлическая стружка, мусор и т.д.) под запорный вентиль, не позволяющий ему закрыться. В результате при остановке двигателя смазка из фильтра попадает в картер. При следующем запуске лампочка давления масла будет мигать на холостом ходу до тех пор, пока фильтр не будет заполнен новым. Также может быть засорение самого фильтра, что препятствует созданию достаточного давления.
Не исключено попадание постороннего предмета (металлическая стружка, мусор и т.д.) под запорный вентиль, не позволяющий ему закрыться. В результате при остановке двигателя смазка из фильтра попадает в картер. При следующем запуске лампочка давления масла будет мигать на холостом ходу до тех пор, пока фильтр не будет заполнен новым. Также может быть засорение самого фильтра, что препятствует созданию достаточного давления.

 При этом непонятно, можно ли использовать такой автомобиль, допускается ли добраться в сервис своим ходом или же лучше всего вызвать эвакуатор и доставить машину в мастерскую, выполнить её диагностику и ремонт. Об этом рассказывает cartechnic.
При этом непонятно, можно ли использовать такой автомобиль, допускается ли добраться в сервис своим ходом или же лучше всего вызвать эвакуатор и доставить машину в мастерскую, выполнить её диагностику и ремонт. Об этом рассказывает cartechnic.

 В подобном случае автовладельца будет ожидать дорогостоящий и сложный ремонт.
В подобном случае автовладельца будет ожидать дорогостоящий и сложный ремонт.
 Если давление масла ниже 4 фунтов на квадратный дюйм на холостом ходу, замените узел подачи масла. Если давление на холостом ходу равно нулю, то вам потребуется замена масляного насоса и сетчатого фильтра или, по крайней мере, проверка. Кроме того, проверьте двигатель на наличие повреждений подшипников при замене масляного насоса. Сертифицированный технический специалист сможет выполнить эти тесты и диагностировать, почему загорается этот предупреждающий индикатор.
Если давление масла ниже 4 фунтов на квадратный дюйм на холостом ходу, замените узел подачи масла. Если давление на холостом ходу равно нулю, то вам потребуется замена масляного насоса и сетчатого фильтра или, по крайней мере, проверка. Кроме того, проверьте двигатель на наличие повреждений подшипников при замене масляного насоса. Сертифицированный технический специалист сможет выполнить эти тесты и диагностировать, почему загорается этот предупреждающий индикатор. Чтобы использовать эту функцию, поверните левый край рычага стеклоочистителя до упора вперед или…
Чтобы использовать эту функцию, поверните левый край рычага стеклоочистителя до упора вперед или… Наиболее распространенными причинами являются балансировка колеса/шины, неисправные компоненты подвески, ступичные подшипники (https://www.yourmechanic.com/services/wheel-bearings-replacement), шаровые опоры (https://www.yourmechanic.com/services). /ball-joint-front-replacement) или подвеску двигателя (https://www.yourmechanic.com/services/engine-mount-replacement)….
Наиболее распространенными причинами являются балансировка колеса/шины, неисправные компоненты подвески, ступичные подшипники (https://www.yourmechanic.com/services/wheel-bearings-replacement), шаровые опоры (https://www.yourmechanic.com/services). /ball-joint-front-replacement) или подвеску двигателя (https://www.yourmechanic.com/services/engine-mount-replacement)…. Затем компьютер двигателя использует…
Затем компьютер двигателя использует… Задержка может…
Задержка может… yourmechanic.com/article/how-do-i-maintain-my-car), прежде чем отправиться в путь это отличный способ убедиться, что вы…
yourmechanic.com/article/how-do-i-maintain-my-car), прежде чем отправиться в путь это отличный способ убедиться, что вы… После того, как вы сделаете свой выбор, Джерри даже может помочь вам настроить новую политику и отменить старую.
После того, как вы сделаете свой выбор, Джерри даже может помочь вам настроить новую политику и отменить старую. Но когда я вернулся домой, я обнаружил в своем гараже полупустую канистру с зеленой охлаждающей жидкостью. Можно ли смешивать охлаждающую жидкость?
Но когда я вернулся домой, я обнаружил в своем гараже полупустую канистру с зеленой охлаждающей жидкостью. Можно ли смешивать охлаждающую жидкость?


 05.23
05.23 org/Person»>
Ирина ХАСАНОВА
org/Person»>
Ирина ХАСАНОВА

 Прибываем к месту назначения и наблюдаем, что несколько автомобилей без опознавательного знака припаркованы на местах для инвалидов. Дождавшись владельцев авто, инспектор дорожно-патрульной службы межрайонного отдела ГАИ Андрей Шатов выписывает предупреждение сразу нескольким водителям.
Прибываем к месту назначения и наблюдаем, что несколько автомобилей без опознавательного знака припаркованы на местах для инвалидов. Дождавшись владельцев авто, инспектор дорожно-патрульной службы межрайонного отдела ГАИ Андрей Шатов выписывает предупреждение сразу нескольким водителям. За этот год жалоб по парковкам от жителей города даже в мою организацию было порядка 20. Когда начинаешь разбираться, часто молодежь хамит, женщины считают, что они вправе поставить там свое авто. Нередко при обращении в ГАИ инспекторы спрашивают, не узнавали ли мы, есть ли у нарушителей удостоверение, может, там тоже человек с инвалидностью и он просто стесняется, – возмущается Эдуард Аветисян. – Я считаю, что здесь нечего стесняться, и правильно, что сейчас обязуют наклеивать опознавательный знак на стекле машины.
За этот год жалоб по парковкам от жителей города даже в мою организацию было порядка 20. Когда начинаешь разбираться, часто молодежь хамит, женщины считают, что они вправе поставить там свое авто. Нередко при обращении в ГАИ инспекторы спрашивают, не узнавали ли мы, есть ли у нарушителей удостоверение, может, там тоже человек с инвалидностью и он просто стесняется, – возмущается Эдуард Аветисян. – Я считаю, что здесь нечего стесняться, и правильно, что сейчас обязуют наклеивать опознавательный знак на стекле машины. Пожалуйста, обновите до последней версии.
Пожалуйста, обновите до последней версии. 0003
0003
 Такие системы имеют ряд особенностей по сравнению с карбюраторным мотором. Как мы знаем каждое новое поколение той или иной автомобильной системы становится сложнее, более технологичней, проще в эксплуатации, но к сожалению дороже в обслуживании, да и срок службы таких механизмов порой значительно сокращается. Чтобы знать, как работает инжекторный топливный механизм своего автомобиля, необходимо в первую очередь понимать основные задачи, функции и устройство системы. Эти вопросы мы и рассмотрим в нашей статье, чтобы у нас появилось четкое понятие всей совокупности деталей и узлов, которые обеспечивают функционирование топливной системы двигателя машины.
Такие системы имеют ряд особенностей по сравнению с карбюраторным мотором. Как мы знаем каждое новое поколение той или иной автомобильной системы становится сложнее, более технологичней, проще в эксплуатации, но к сожалению дороже в обслуживании, да и срок службы таких механизмов порой значительно сокращается. Чтобы знать, как работает инжекторный топливный механизм своего автомобиля, необходимо в первую очередь понимать основные задачи, функции и устройство системы. Эти вопросы мы и рассмотрим в нашей статье, чтобы у нас появилось четкое понятие всей совокупности деталей и узлов, которые обеспечивают функционирование топливной системы двигателя машины. Подача топлива в системе осуществляется при помощи специальных форсунок, которые устанавливаются во впускной трубе. Сама по себе топливная система автомобиля является довольно сложным механизмом, без которой не сможет функционировать не один двигатель.
Подача топлива в системе осуществляется при помощи специальных форсунок, которые устанавливаются во впускной трубе. Сама по себе топливная система автомобиля является довольно сложным механизмом, без которой не сможет функционировать не один двигатель. Что касается инжекторных двигателей, то в таких системах применяется модуль погружного вида, который располагается в самом бензобаке и охлаждается он за счет топлива. Справочно заметим, что создаваемое бензонасосом давление топлива намного больше необходимого для оптимальной работы силовой установки, причем независимо от того или иного режима работы мотора.
Что касается инжекторных двигателей, то в таких системах применяется модуль погружного вида, который располагается в самом бензобаке и охлаждается он за счет топлива. Справочно заметим, что создаваемое бензонасосом давление топлива намного больше необходимого для оптимальной работы силовой установки, причем независимо от того или иного режима работы мотора.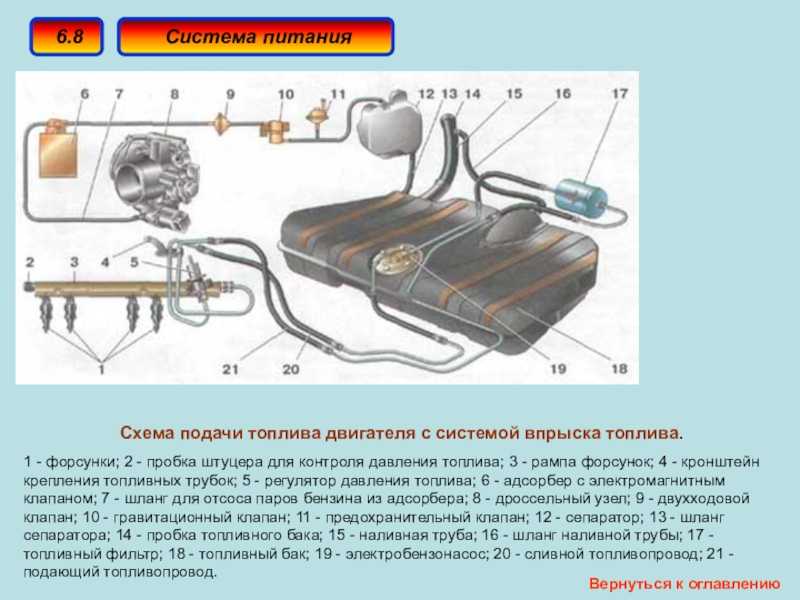 Дело в том, что зачастую топливо на заправках идет с различными примесями в виде отложений и грязи, которая приводит к тому, что работа форсунок, а также регулятора давления становится неустойчивой. В свою очередь загрязненность топлива приводит к ускоренному износу форсунок и регулятора давления, а затем как следствие к их ремонту или замене. Таким образом, к чистоте топлива, независимо бензин это или солярка должны предъявляться особые требования.
Дело в том, что зачастую топливо на заправках идет с различными примесями в виде отложений и грязи, которая приводит к тому, что работа форсунок, а также регулятора давления становится неустойчивой. В свою очередь загрязненность топлива приводит к ускоренному износу форсунок и регулятора давления, а затем как следствие к их ремонту или замене. Таким образом, к чистоте топлива, независимо бензин это или солярка должны предъявляться особые требования.

 В обычном режиме работы, спиральная пружина форсунки, как бы прижимает клапанную иглу к уплотнительному седлу распылителя и тем самым закрывает выходное отверстие предназначенное для топлива. В тот момент, когда поступает электрический ток на сердечник с клапанной иглой, то он приподнимается примерно на 50-100 милимикрон и в этот момент происходит впрыскивание горючего через четко откалиброванное выходное отверстие.
В обычном режиме работы, спиральная пружина форсунки, как бы прижимает клапанную иглу к уплотнительному седлу распылителя и тем самым закрывает выходное отверстие предназначенное для топлива. В тот момент, когда поступает электрический ток на сердечник с клапанной иглой, то он приподнимается примерно на 50-100 милимикрон и в этот момент происходит впрыскивание горючего через четко откалиброванное выходное отверстие. 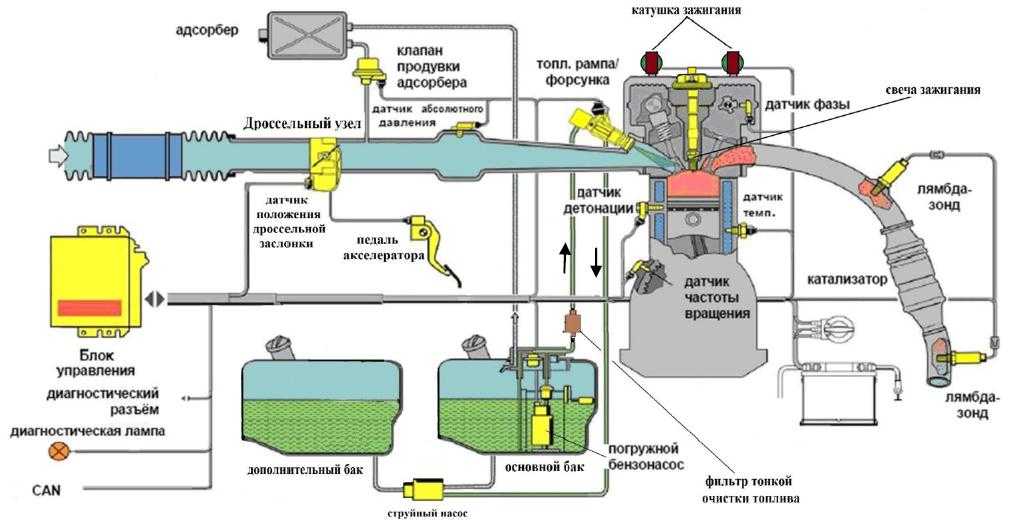
 Как мы знаем топливная смесь создается во впускной трубе, когда происходит смешивание горючего с воздухом, причем в определенной пропорции компонентов. Далее после приготовления смеси, контролер системы подает на форсунку специальный управляющий импульс электрического типа, который производит открытие закрытого клапана форсунки. После этих действий, топливо под нужным давлением устремляется во впускную трубу, которая располагается перед клапаном.
Как мы знаем топливная смесь создается во впускной трубе, когда происходит смешивание горючего с воздухом, причем в определенной пропорции компонентов. Далее после приготовления смеси, контролер системы подает на форсунку специальный управляющий импульс электрического типа, который производит открытие закрытого клапана форсунки. После этих действий, топливо под нужным давлением устремляется во впускную трубу, которая располагается перед клапаном.
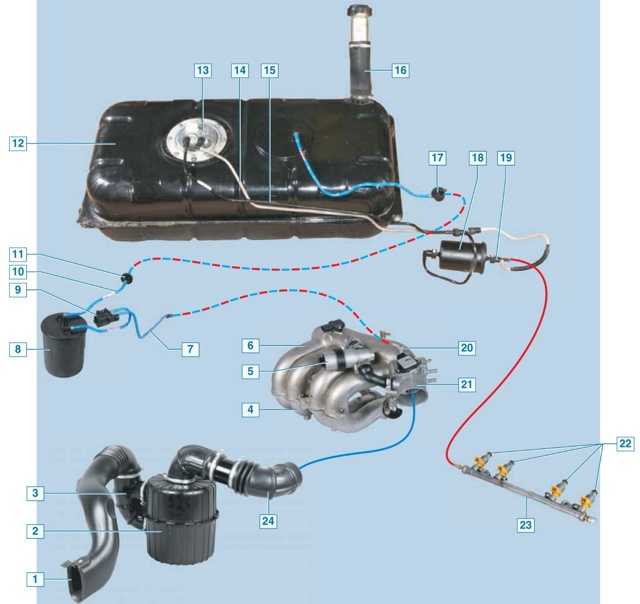 ОСТАВЛЯЙТЕ СВОИ КОММЕНТАРИИ, ДЕЛИТЕСЬ С ДРУЗЬЯМИ.
ОСТАВЛЯЙТЕ СВОИ КОММЕНТАРИИ, ДЕЛИТЕСЬ С ДРУЗЬЯМИ.  Благодаря этому достигается лучший выход мощности и экономичное потребление бензина .
Благодаря этому достигается лучший выход мощности и экономичное потребление бензина . Все форсунки соединяются с топливной рампой, где топливо находится под давлением, которое создает бензонасос. Количество впрыскиваемого топлива зависит от продолжительности открытия форсунки. Момент открытия регулирует электронный блок управления (контролер) на основании обрабатываемых им данных от различных датчиков.
Все форсунки соединяются с топливной рампой, где топливо находится под давлением, которое создает бензонасос. Количество впрыскиваемого топлива зависит от продолжительности открытия форсунки. Момент открытия регулирует электронный блок управления (контролер) на основании обрабатываемых им данных от различных датчиков.
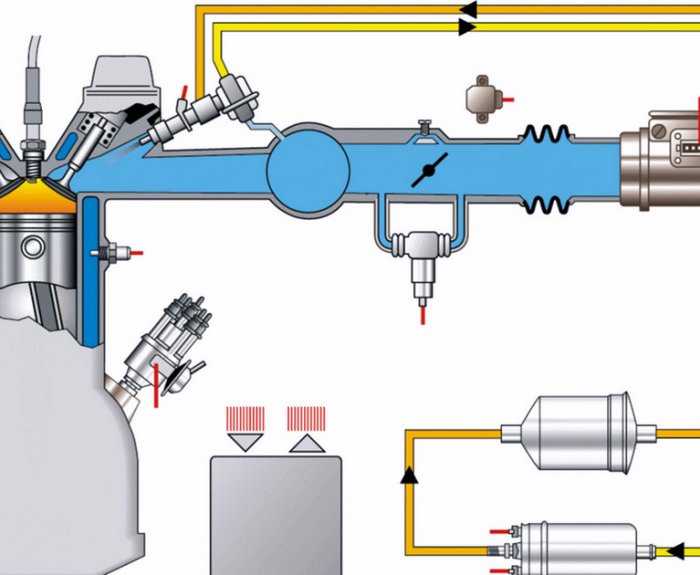

 во время скоростных маневров в воздухе. После Второй мировой войны отечественные и импортные производители автомобилей обнаружили, что их попытки механического впрыска бензина непосредственно в цилиндры двигателя были крайне ограничены современными технологиями. Но, несмотря на ряд проблем, связанных с популярным внедрением бензинового двигателя с непосредственным впрыском топлива (GDFI), большинство ошибок, похоже, были устранены, и концепция открыла двери для ряда эксплуатационных улучшений.
во время скоростных маневров в воздухе. После Второй мировой войны отечественные и импортные производители автомобилей обнаружили, что их попытки механического впрыска бензина непосредственно в цилиндры двигателя были крайне ограничены современными технологиями. Но, несмотря на ряд проблем, связанных с популярным внедрением бензинового двигателя с непосредственным впрыском топлива (GDFI), большинство ошибок, похоже, были устранены, и концепция открыла двери для ряда эксплуатационных улучшений. Датчик положения дроссельной заслонки (TPS), датчик температуры охлаждающей жидкости (CTS), датчик абсолютного давления во впускном коллекторе (MAP) и датчик кислорода (O2) были основными датчиками, необходимыми для точного управления подачей топлива в двигатель. Топливо подавалось в двигатель топливным насосом в баке и регулировалось регулятором давления топлива, встроенным в узел TBI.
Датчик положения дроссельной заслонки (TPS), датчик температуры охлаждающей жидкости (CTS), датчик абсолютного давления во впускном коллекторе (MAP) и датчик кислорода (O2) были основными датчиками, необходимыми для точного управления подачей топлива в двигатель. Топливо подавалось в двигатель топливным насосом в баке и регулировалось регулятором давления топлива, встроенным в узел TBI. Для дальнейшего улучшения распределения топлива цикл впрыска топлива в конфигурациях MPI может быть синхронизирован с открытием впускного клапана двигателя, что еще больше снижает эффект влажного потока во впускных отверстиях и цилиндрах. К сожалению, распределение топлива внутри цилиндра имело тенденцию оставаться неравномерным, что приводило к незначительной неэффективности сгорания топлива от цилиндра к цилиндру.
Для дальнейшего улучшения распределения топлива цикл впрыска топлива в конфигурациях MPI может быть синхронизирован с открытием впускного клапана двигателя, что еще больше снижает эффект влажного потока во впускных отверстиях и цилиндрах. К сожалению, распределение топлива внутри цилиндра имело тенденцию оставаться неравномерным, что приводило к незначительной неэффективности сгорания топлива от цилиндра к цилиндру.
 Когда двигатель работает в режиме обедненной смеси, тороидальный шлейф позволяет топливу сгорать вместе с воздухом гораздо более контролируемым и эффективным образом.
Когда двигатель работает в режиме обедненной смеси, тороидальный шлейф позволяет топливу сгорать вместе с воздухом гораздо более контролируемым и эффективным образом.
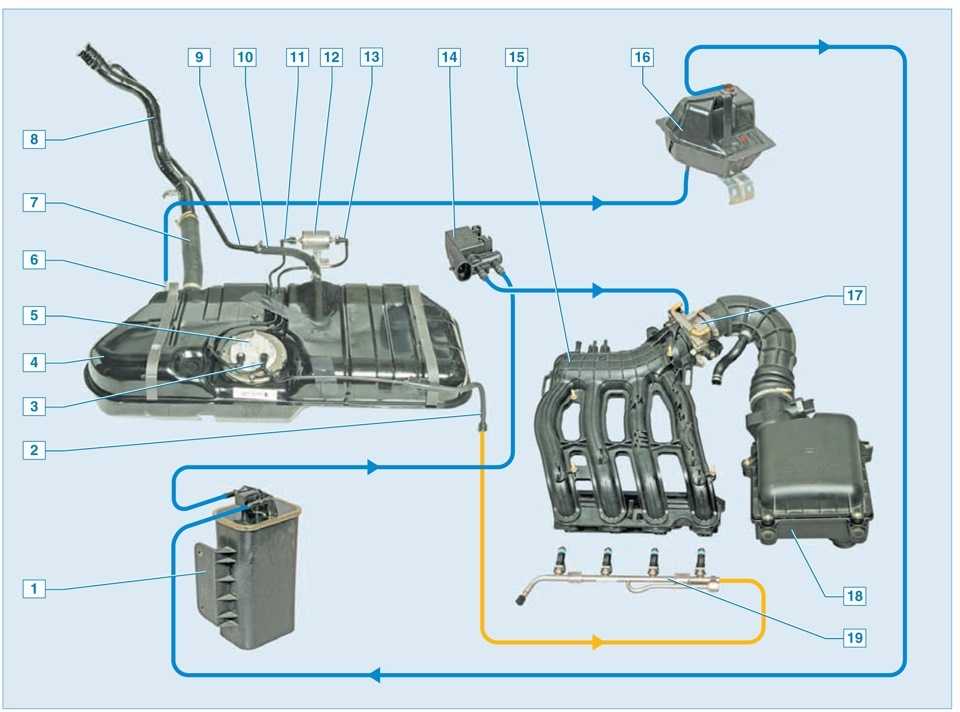 Из-за различных эксплуатационных проблем, включая износ выпускного клапана, послойный цикл зарядки имеет ограниченное применение в большинстве приложений.
Из-за различных эксплуатационных проблем, включая износ выпускного клапана, послойный цикл зарядки имеет ограниченное применение в большинстве приложений. Этот технический дивиденд позволяет инженерам увеличить степень сжатия примерно с 9.5:1 до 14:1, что значительно увеличивает мощность и экономию топлива.
Этот технический дивиденд позволяет инженерам увеличить степень сжатия примерно с 9.5:1 до 14:1, что значительно увеличивает мощность и экономию топлива. Большая часть этого образования углерода вызвана масляным туманом, выходящим из системы принудительной вентиляции картера (PCV) и системой рециркуляции отработавших газов (EGR), поступающей во впускной коллектор. Наконец, механические топливные насосы высокого давления, по-видимому, являются ранней точкой отказа современных серийных автомобилей. Как и в случае с любой системой впрыска топлива под высоким давлением, помните, что система подающего насоса также должна работать правильно, прежде чем можно будет проверить механический насос.
Большая часть этого образования углерода вызвана масляным туманом, выходящим из системы принудительной вентиляции картера (PCV) и системой рециркуляции отработавших газов (EGR), поступающей во впускной коллектор. Наконец, механические топливные насосы высокого давления, по-видимому, являются ранней точкой отказа современных серийных автомобилей. Как и в случае с любой системой впрыска топлива под высоким давлением, помните, что система подающего насоса также должна работать правильно, прежде чем можно будет проверить механический насос.
 Система впрыска топлива также обеспечивает лучшую экономию топлива, чем система, в которой смесь для большинства цилиндров должна быть богаче, чем необходимо, чтобы цилиндр с самой бедной смесью работал должным образом.
Система впрыска топлива также обеспечивает лучшую экономию топлива, чем система, в которой смесь для большинства цилиндров должна быть богаче, чем необходимо, чтобы цилиндр с самой бедной смесью работал должным образом.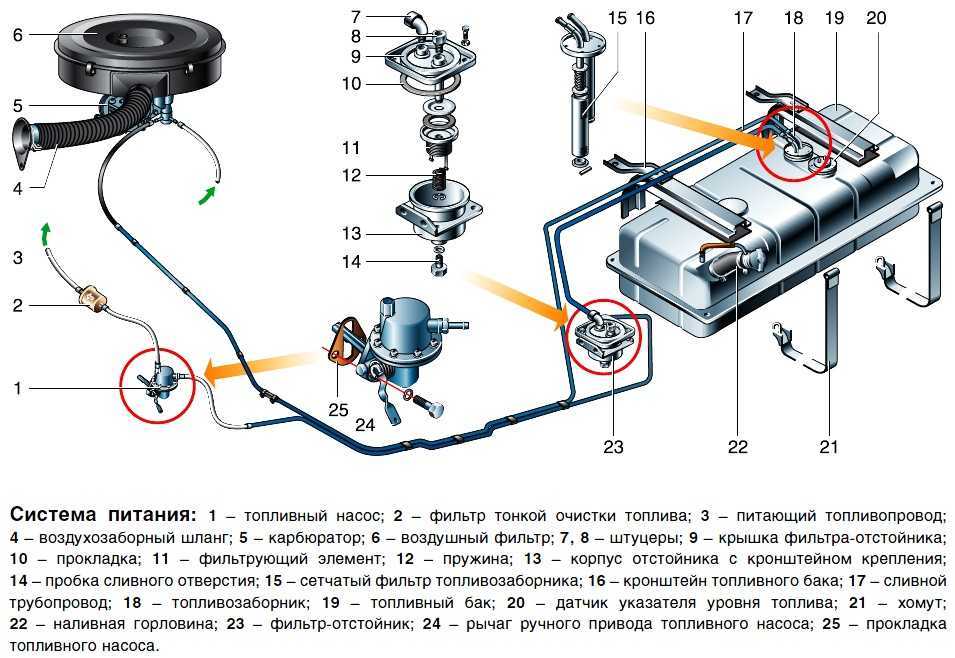
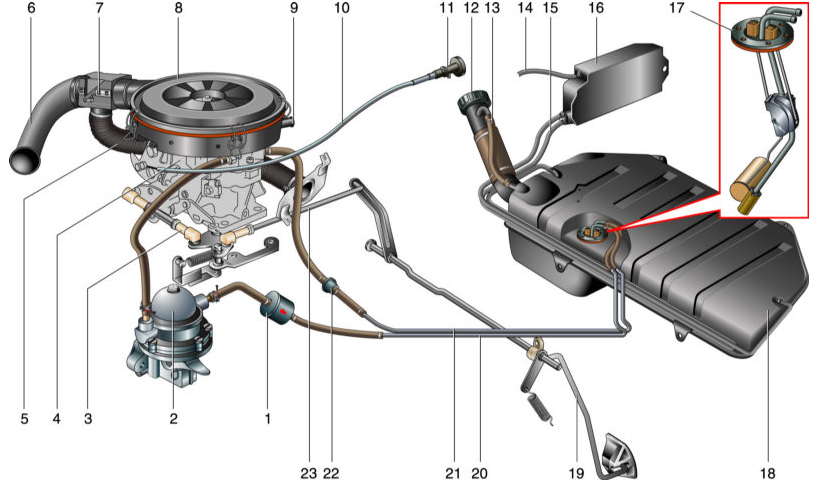 [Рисунок 3] Этот перепад давления называется «силой дозирования воздуха». Эта сила достигается за счет направления ударного давления и давления всасывания в трубке Вентури на противоположные стороны диафрагмы. Разница между этими двумя давлениями становится полезной силой, равной площади диафрагмы, умноженной на разницу давлений.
[Рисунок 3] Этот перепад давления называется «силой дозирования воздуха». Эта сила достигается за счет направления ударного давления и давления всасывания в трубке Вентури на противоположные стороны диафрагмы. Разница между этими двумя давлениями становится полезной силой, равной площади диафрагмы, умноженной на разницу давлений. Давление подачи топлива подается на одну сторону топливной диафрагмы, а измеряемое давление топлива подается на другую сторону. Перепад давления на топливной диафрагме называется силой дозирования топлива. Давление топлива, указанное на шаровой стороне топливной диафрагмы, представляет собой давление после того, как топливо прошло через топливный фильтр и поворотную пластину ручного управления смесью, и называется измеренным давлением топлива. Давление на входе топлива подается на противоположную сторону топливной диафрагмы. Шаровой кран, прикрепленный к топливной диафрагме, управляет открытием отверстия и потоком топлива за счет приложенных к нему сил. [Рисунок 4] 9Рис. 4. Топливная диафрагма с присоединенным шаровым краном Эта разница в давлении пропорциональна потоку воздуха через инжектор. Таким образом, объем воздушного потока определяет скорость потока топлива.
Давление подачи топлива подается на одну сторону топливной диафрагмы, а измеряемое давление топлива подается на другую сторону. Перепад давления на топливной диафрагме называется силой дозирования топлива. Давление топлива, указанное на шаровой стороне топливной диафрагмы, представляет собой давление после того, как топливо прошло через топливный фильтр и поворотную пластину ручного управления смесью, и называется измеренным давлением топлива. Давление на входе топлива подается на противоположную сторону топливной диафрагмы. Шаровой кран, прикрепленный к топливной диафрагме, управляет открытием отверстия и потоком топлива за счет приложенных к нему сил. [Рисунок 4] 9Рис. 4. Топливная диафрагма с присоединенным шаровым краном Эта разница в давлении пропорциональна потоку воздуха через инжектор. Таким образом, объем воздушного потока определяет скорость потока топлива. Встроенная пружина холостого хода с постоянным напором обеспечивает постоянный перепад давления топлива. Это обеспечивает адекватный конечный поток в диапазоне холостого хода.
Встроенная пружина холостого хода с постоянным напором обеспечивает постоянный перепад давления топлива. Это обеспечивает адекватный конечный поток в диапазоне холостого хода. Как обороты холостого хода, так и смесь холостого хода могут регулироваться снаружи в соответствии с индивидуальными требованиями двигателя.
Как обороты холостого хода, так и смесь холостого хода могут регулироваться снаружи в соответствии с индивидуальными требованиями двигателя. Это перемещает клапан вверх до тех пор, пока топливо не сможет пройти через кольцевое пространство клапана к топливной форсунке. [Рисунок 8] Поскольку регулятор измеряет и подает фиксированное количество топлива к делителю потока, клапан открывается только настолько, насколько это необходимо для подачи этого количества к форсункам. На холостом ходу требуемое отверстие очень мало; топливо для отдельных цилиндров делится на холостом ходу делителем потока.
Это перемещает клапан вверх до тех пор, пока топливо не сможет пройти через кольцевое пространство клапана к топливной форсунке. [Рисунок 8] Поскольку регулятор измеряет и подает фиксированное количество топлива к делителю потока, клапан открывается только настолько, насколько это необходимо для подачи этого количества к форсункам. На холостом ходу требуемое отверстие очень мало; топливо для отдельных цилиндров делится на холостом ходу делителем потока.
 Давление топлива перед отдельными форсунками прямо пропорционально расходу топлива; поэтому простой манометр можно откалибровать по расходу топлива в галлонах в час и использовать в качестве расходомера. Двигатели, модифицированные турбонагнетателями, должны использовать сопла с кожухами. С помощью воздушного коллектора эти форсунки вентилируются до давления воздуха на входе в инжектор.
Давление топлива перед отдельными форсунками прямо пропорционально расходу топлива; поэтому простой манометр можно откалибровать по расходу топлива в галлонах в час и использовать в качестве расходомера. Двигатели, модифицированные турбонагнетателями, должны использовать сопла с кожухами. С помощью воздушного коллектора эти форсунки вентилируются до давления воздуха на входе в инжектор.
 Поскольку насос обеспечивает большую производительность, чем требуется двигателю, требуется рециркуляционный тракт. За счет размещения калиброванного отверстия и предохранительного клапана на этом пути давление подачи насоса также поддерживается пропорционально частоте вращения двигателя. Эти положения обеспечивают надлежащее давление насоса и подачу топлива для всех рабочих скоростей двигателя.
Поскольку насос обеспечивает большую производительность, чем требуется двигателю, требуется рециркуляционный тракт. За счет размещения калиброванного отверстия и предохранительного клапана на этом пути давление подачи насоса также поддерживается пропорционально частоте вращения двигателя. Эти положения обеспечивают надлежащее давление насоса и подачу топлива для всех рабочих скоростей двигателя.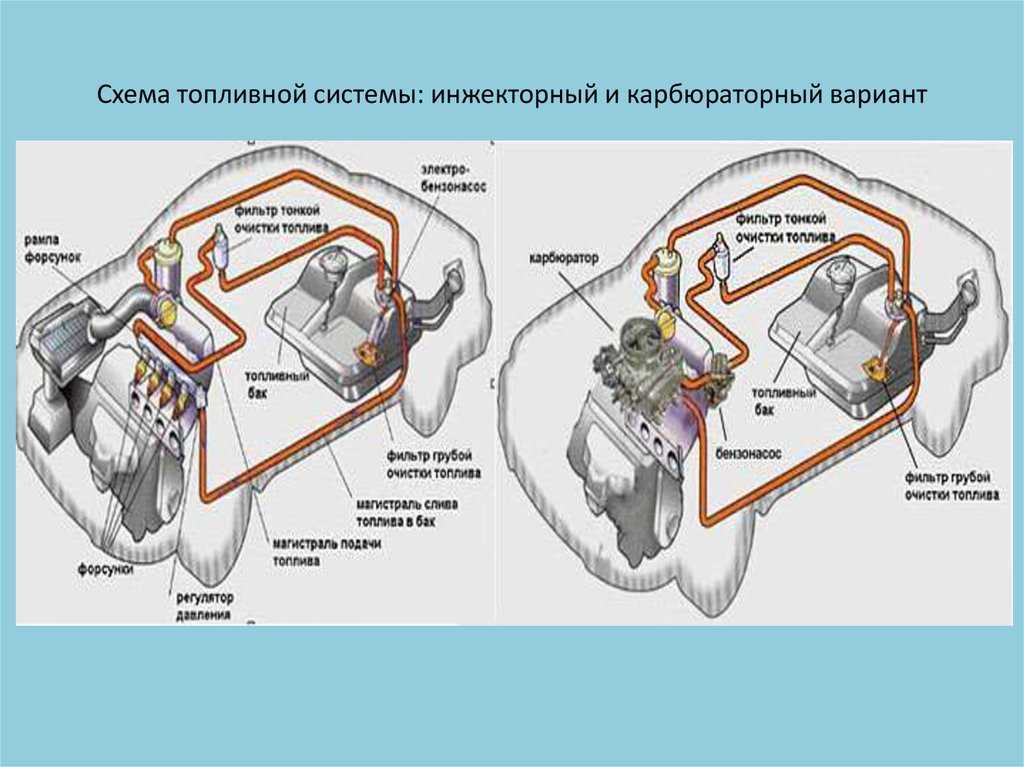 Воздушный дроссель установлен на входе в коллектор, а его дроссельная заслонка, расположенная рядом с регулятором дроссельной заслонки в самолете, регулирует подачу воздуха к двигателю. [Рисунок 13]
Воздушный дроссель установлен на входе в коллектор, а его дроссельная заслонка, расположенная рядом с регулятором дроссельной заслонки в самолете, регулирует подачу воздуха к двигателю. [Рисунок 13]
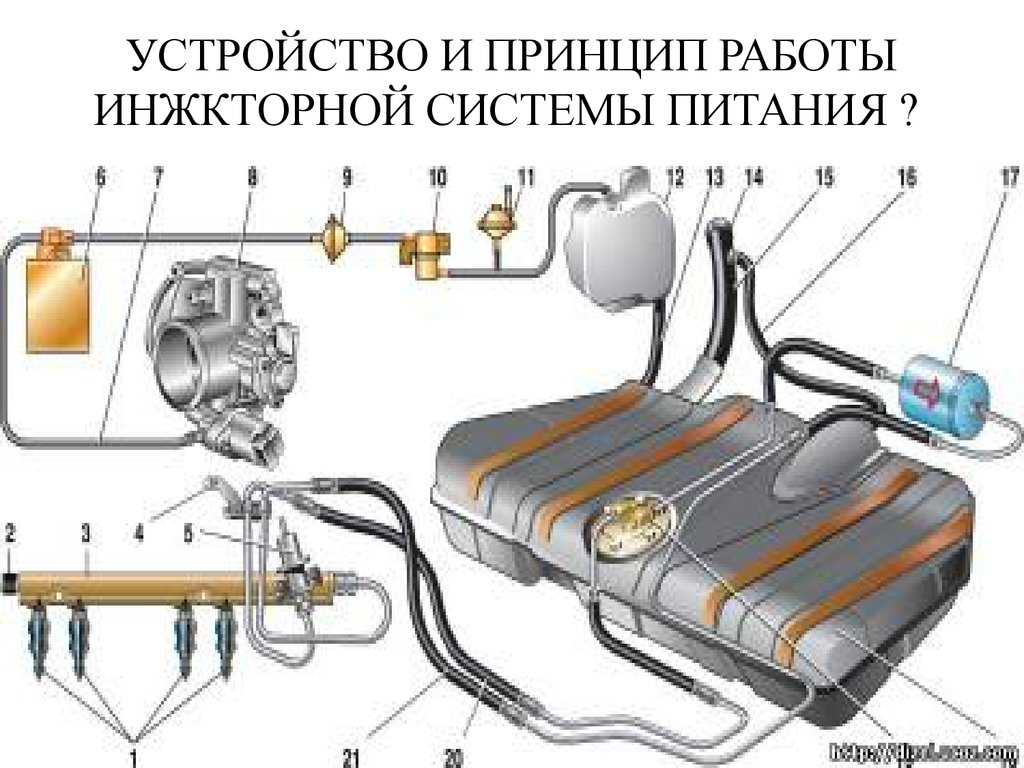 [Рис. 15] Подпружиненная диафрагма управляет клапаном в центральном отверстии корпуса. Давление топлива обеспечивает силу для перемещения диафрагмы. Мембрана закрыта крышкой, удерживающей нагрузочную пружину диафрагмы. Когда клапан опущен на притертое седло в корпусе, топливопроводы к цилиндрам перекрыты. Клапан просверлен для прохода топлива из диафрагменной камеры в его основание, внутри клапана установлен шаровой кран. Все поступающее топливо должно проходить через мелкое сито, установленное в диафрагменной камере.
[Рис. 15] Подпружиненная диафрагма управляет клапаном в центральном отверстии корпуса. Давление топлива обеспечивает силу для перемещения диафрагмы. Мембрана закрыта крышкой, удерживающей нагрузочную пружину диафрагмы. Когда клапан опущен на притертое седло в корпусе, топливопроводы к цилиндрам перекрыты. Клапан просверлен для прохода топлива из диафрагменной камеры в его основание, внутри клапана установлен шаровой кран. Все поступающее топливо должно проходить через мелкое сито, установленное в диафрагменной камере. Корпус сопла содержит просверленный центральный канал с раззенковкой на каждом конце. [Рис. 16] Нижний конец используется как камера для смешивания топлива и воздуха перед тем, как струя выйдет из сопла. В верхнем отверстии имеется съемное отверстие для калибровки сопел. Форсунки калибруются в нескольких диапазонах, и все форсунки, поставляемые для одного двигателя, относятся к одному диапазону и обозначаются буквой, отштампованной на шестиграннике корпуса форсунки.
Корпус сопла содержит просверленный центральный канал с раззенковкой на каждом конце. [Рис. 16] Нижний конец используется как камера для смешивания топлива и воздуха перед тем, как струя выйдет из сопла. В верхнем отверстии имеется съемное отверстие для калибровки сопел. Форсунки калибруются в нескольких диапазонах, и все форсунки, поставляемые для одного двигателя, относятся к одному диапазону и обозначаются буквой, отштампованной на шестиграннике корпуса форсунки.
 Можно направить на поверхность фен или вентилятор для более быстрого высыхания.
Можно направить на поверхность фен или вентилятор для более быстрого высыхания. Чем лучше это сделано, тем эффективней получится обработка. Желательно сделать этой горячей струей воды под давлением. Если у вас есть портативная автомойка, прекрасно. Если ее нет, можно обратиться в сервис либо просто тщательнее вымыть поверхность вручную. Работать нужно в перчатках. Можно дополнительно развести в ведре какое-либо моющее средство.
Чем лучше это сделано, тем эффективней получится обработка. Желательно сделать этой горячей струей воды под давлением. Если у вас есть портативная автомойка, прекрасно. Если ее нет, можно обратиться в сервис либо просто тщательнее вымыть поверхность вручную. Работать нужно в перчатках. Можно дополнительно развести в ведре какое-либо моющее средство. Самый главный метод заключается в том, что не стоит все-таки забывать о регулярной проверке днища. В противном случае можно запустить его так, что ни один из вышеперечисленных методов защиты уже не поможет. В таких ситуациях решение одно – заново сваривать днище, а стоит это очень дорого. Так что гораздо экономнее регулярно проводить обработки. Выше уже было отмечено, что их следует проводить один раз в год. Но если вы провели обработку летом, то после зимы нелишним будет ее снова повторить. Почему? Да потому что в городских условиях дороги покрыты очень сильными реагентами. Они могут разъесть днище хуже ржавчины.
Самый главный метод заключается в том, что не стоит все-таки забывать о регулярной проверке днища. В противном случае можно запустить его так, что ни один из вышеперечисленных методов защиты уже не поможет. В таких ситуациях решение одно – заново сваривать днище, а стоит это очень дорого. Так что гораздо экономнее регулярно проводить обработки. Выше уже было отмечено, что их следует проводить один раз в год. Но если вы провели обработку летом, то после зимы нелишним будет ее снова повторить. Почему? Да потому что в городских условиях дороги покрыты очень сильными реагентами. Они могут разъесть днище хуже ржавчины. Если ущерб не настолько велик, вы можете справиться с ним самостоятельно, чтобы предотвратить дальнейшее распространение ущерба. Вот несколько различных продуктов и подходов, которые вы, возможно, захотите рассмотреть.
Если ущерб не настолько велик, вы можете справиться с ним самостоятельно, чтобы предотвратить дальнейшее распространение ущерба. Вот несколько различных продуктов и подходов, которые вы, возможно, захотите рассмотреть. Это будет эффективно только на небольшой локализованной области коррозии, а не на очень обширной области вашего автомобиля. Во-первых, возьмите немного наждачной бумаги и спилите окисление, стараясь не задеть хороший металл под ним. Затем смойте все мельчайшие частицы мусора и протрите участок влажной тканью. После этого нанесите антикоррозийную грунтовку, а когда она высохнет, можно просто покрасить пораженное место краской, соответствующей оригинальному оттенку вашего автомобиля.
Это будет эффективно только на небольшой локализованной области коррозии, а не на очень обширной области вашего автомобиля. Во-первых, возьмите немного наждачной бумаги и спилите окисление, стараясь не задеть хороший металл под ним. Затем смойте все мельчайшие частицы мусора и протрите участок влажной тканью. После этого нанесите антикоррозийную грунтовку, а когда она высохнет, можно просто покрасить пораженное место краской, соответствующей оригинальному оттенку вашего автомобиля.
 После обработки любых затронутых поверхностей у вас будет возможность перекрасить их или просто оставить как есть, в относительной безопасности от дальнейшего окисления и коррозии.
После обработки любых затронутых поверхностей у вас будет возможность перекрасить их или просто оставить как есть, в относительной безопасности от дальнейшего окисления и коррозии. Если ржавчина находится под автомобилем, на нижней стороне кузова или бамперах, где она не видна, или ограничена очень небольшими участками, которые можно легко подкрасить, вы, вероятно, сможете решить эту проблему самостоятельно.
Если ржавчина находится под автомобилем, на нижней стороне кузова или бамперах, где она не видна, или ограничена очень небольшими участками, которые можно легко подкрасить, вы, вероятно, сможете решить эту проблему самостоятельно.

