означает (i) на первоначальную Дату распределения, $[ ], и (ii) на любую Дату распределения после этого, одну двенадцатую произведения (A) Ставки класса D и (B) непогашенного основного остатка Облигаций Класса D на предыдущую Дату Распределения (после введения в действие всех выплат основной суммы, произведенных Держателям Облигаций Класса D в такую предыдущую Дату Распределения или до нее).
означает в любое время Первоначальный баланс по облигациям класса D, уменьшенный на все выплаты основной суммы долга, сделанные до этого времени по облигациям класса D.
имеет значение, присвоенное этому термину в Соглашении.
означает любую из Облигаций Серии 2020-1 3,02%, обеспеченных арендованными автомобилями, класса C, оформленных ABRCF и заверенных Доверительным управляющим или от его имени, по существу в форме Приложения C-1, Приложения C- 2 или Приложение C-3. Окончательные Облигации Класса C должны иметь такие вставки и удаления, которые необходимы для реализации положений Раздела 2.18 Базового соглашения.
Компонент, имеющий такое обозначение.
означает, в любое время, Начальный Баланс Нот Класса C, уменьшенный на все платежи основной суммы, сделанные до этого времени по Нотам Класса C.
означает [__]% годовых, рассчитанных на основе 360-дневного года, состоящего из двенадцати 30-дневных месяцев.
Компонент, имеющий такое обозначение.
Компонент, имеющий такое обозначение.
Компонент, имеющий такое обозначение.
означает (i) на первоначальную Дату распределения, $[ ], и (ii) на любую Дату распределения после этого, одну двенадцатую от произведения (A) Ставки класса A-4 и (B) непогашенной Остаток основной суммы Облигаций Класса A-4 по состоянию на предыдущую Дату Распределения (после осуществления всех выплат основной суммы, произведенных Держателям Облигаций Класса A-4 в такую предыдущую Дату Распределения или до нее).
означает любую из Облигаций, оформленных Эмитентом и заверенных Доверительным управляющим или от его имени, в основном в форме Приложения A-3.
Сумма выплаты процентов по формуле М-1″ означает, применительно к любой Дате платежа, сумму (а) суммы, указанной в пункте (а) определения термина «Класс HI: Сумма выплаты процентов по формуле М-1». «и (b) Невыплаченный Недополученный процент по Классу HI: M-1, если таковой имеется.
определено в Разделе 4.1(c).
Класс D», «Класс E», «Класс F,» «Класс G», «Класс H», «Класс J», «Класс K», «Класс L», «Класс M», «Класс N», «Класс O», «Класс R-I», «Класс R-II». » и «Класс R-III» соответственно, на лицевой стороне, по существу в той форме, которая прилагается к настоящему документу в качестве Приложений.
означает 2,10% годовых, рассчитанных на основе 360-дневного года, состоящего из двенадцати месяцев по 30 дней.
означает (i) на первоначальную Дату распределения, $[ ], и (ii) на любую Дату распределения после этого, одну двенадцатую от произведения (A) Ставки класса A-3 и (B) непогашенной Остаток основной суммы Облигаций Класса А-3 на предыдущую Дату Распределения (после введения в действие всех выплат основной суммы, произведенных Держателям Облигаций Класса А-3 в такую предыдущую Дату Распределения или до нее).
Любой из Сертификатов с обозначением «Класса D» на лицевой стороне, по существу в форме Приложения A-1, прилагаемого к настоящему документу, и подтверждающий часть класса «обычных прав» в REMIC III для целей Положения REMIC.
означает $[ ].
Компонент, имеющий такое обозначение.
обозначение на лицевой стороне, по существу в форме Приложения A-4, прилагаемого к настоящему документу, и свидетельствующее о части класса «обычных интересов» в REMIC III для целей положений REMIC.
означает время от времени держателей любых Облигаций класса D.
означает, применительно к любой Дате платежа, сумму Ежемесячных начисленных процентов Держателей облигаций класса D на такую Дату платежа и Недостачи перенесенных процентов Держателей облигаций класса D на такую Дату платежа.
На любую Дату Распределения любая сумма, подлежащая распределению среди Держателей Сертификатов Класса B-3 в соответствии с Параграфами одиннадцатым, двенадцатым и тринадцатым Раздела 4. 01(a).
Классификация водительских прав штата Вирджиния (Полное руководство на 2023 год)
Хотите узнать о различных классификациях водительских прав штата Вирджиния?
Если да, то вы обратились по адресу.
Классы лицензий в Вирджинии довольно просты, в отличие от некоторых штатов. Однако, если вы не знакомы с ним, это может вас немного смутить.
Хватит.
Из нашего руководства по классификации водительских прав штата Вирджиния вы узнаете, на что может работать каждый класс лицензии, а также требования для каждого типа лицензии.
В конце мы даже добавим раздел часто задаваемых вопросов, чтобы ответить на любые ваши вопросы.
Нам предстоит многое рассказать, так что давайте начнем прямо сейчас!
Каковы классификации водительских прав в Вирджинии?
Существует пять категорий водительских прав. Вот описание для каждого из них.
Класс А (коммерческий)
Коммерческая лицензия класса А штата Вирджиния разрешает владельцу работать в любой комбинации транспортных средств с номинальной полной массой (GCWR) более 26 000 фунтов, буксирующих транспортное средство с номинальной полной массой транспортного средства (GVWR) не менее 10 000 фунтов.
Транспортные средства класса А включают тягачи с прицепами, комбинации грузовиков и прицепов и автобусы с тягачами и прицепами.
Водители, имеющие права класса А, могут также управлять транспортными средствами классов В и С при условии, что они имеют соответствующие допуски.
Класс B (коммерческий)
Коммерческая лицензия класса B штата Вирджиния разрешает владельцу управлять любым одноместным транспортным средством с полной разрешенной массой более 26 000 фунтов, буксируя транспортное средство с полной разрешенной массой не более 10 000 фунтов.
Транспортные средства класса B включают прямые грузовики, большие автобусы и школьные автобусы.
Водители, имеющие права класса B, также могут управлять транспортными средствами класса C.
Класс C (коммерческий)
Коммерческая лицензия класса C в Вирджинии разрешает владельцу управлять любым транспортным средством, которое не соответствует определению ни класса A, ни B, может перевозить 16 или более пассажиров или перевозить опасные материалы, требующие табличек.
Класс D
Класс D — это стандартная или обычная лицензия в Вирджинии. Он позволяет владельцу эксплуатировать легковые автомобили в личных целях. Так что это лицензия, которую вы получаете, скажем, чтобы ездить на работу.
Класс М
Класс M подразделяется на три класса, а именно M, M2 и M3.
Классы M2 и M3 позволяют владельцу управлять двух- или трехколесными транспортными средствами соответственно, а класс M позволяет оператору управлять обоими.
Как подать заявление на получение водительских прав класса D в Вирджинии
Требования к стандартным водительским правам:
Удостоверение личности
Доказательство законного присутствия
Два доказательства проживания в Вирджинии
Одно подтверждение номера социального страхования
Водительское удостоверение, выданное другим штатом или юрисдикцией (если применимо)
Подтверждение смены имени (если применимо)
Прежде чем получить лицензию класса D, вы должны сначала получить разрешение учащегося.
Примечание: вы можете использовать VA DMV’s интерактивный справочник документов , чтобы узнать, какие документы вам необходимо предоставить в зависимости от вашего возраста.
Чтобы получить разрешение на обучение, вы должны:
Заполнить эту форму заявки
Посетите местный DMV
Пройти проверку зрения
Сдать экзамен знаний
Оплатить соответствующие сборы
Если вам исполнилось 18 лет и у вас ранее не было водительских прав в Вирджинии или любом другом штате, вам необходимо иметь разрешение на обучение в течение как минимум 60 дней ИЛИ пройти утвержденный штатом курс обучения водителей, имея при этом водительское удостоверение.
Если вам меньше 18 лет, вам необходимо пройти программу обучения водителей И иметь водительское удостоверение не менее 9 месяцев, прежде чем вы получите право на получение прав класса D. Вы также должны зарегистрировать 45 часов практики вождения, 15 из которых должны быть завершены после захода солнца. Ваш родитель или опекун должен заверить журнал.
После того, как вы получили водительское удостоверение в течение минимального периода времени, закончили курс обучения вождению и вам исполнилось 16 лет и три месяца, вы получите уведомление о явке в суд на церемонию выдачи прав несовершеннолетним. Здесь вы получите свое постоянное водительское удостоверение категории D.
Примечание: присутствие в суде не требуется, если на момент получения лицензии вам уже исполнилось 18 лет или больше.
Как подать заявление на получение коммерческих водительских прав в Вирджинии
Чтобы иметь право на CDL в Вирджинии, вам должно быть не менее 18 лет для перевозок внутри штата и 21 год для перевозок между штатами. Вам также необходимо получить разрешение на коммерческое обучение (CLP) перед получением CDL.
Вот ссылка на форму заявки на получение водительских прав или водительского удостоверения в штате Вирджиния.
В дополнение к перечисленным выше необходимым документам вам необходимо предоставить документ, подтверждающий, что вы имеете право на получение CDL в соответствии с федеральными требованиями. На этой странице приведен список принимаемых документов.
Вы также должны подтвердить, что соответствуете требованиям медицинского освидетельствования, изложенным в Федеральных правилах безопасности автомобильных перевозчиков. Вам необходимо предоставить справку медицинского эксперта Департамента транспорта, заполненную экзаменатором, состоящим в Национальном реестре медицинских экспертов.
После получения водительского удостоверения вам необходимо сохранить его в течение 30 дней, прежде чем сдавать экзамен CDL. ИЛИ – в течение 14 дней, если вы прошли утвержденную государством программу обучения водителей, предназначенную для коммерческих транспортных средств.
Вирджиния CLP действительна в течение одного года.
Чтобы получить свой CDL, вы должны сдать экзамены знаний по классу и подтверждениям, на которые вы претендуете, обязательную проверку зрения и тест навыков CDL.
Различные места тестирования облегчают проверку навыков. Они состоят из трех частей и длятся около 90 минут.
После сдачи необходимых экзаменов вы получите CDL по почте. Стандартный CDL стоит 64 доллара. Дополнения потребуют дополнительных затрат.
Как подать заявку на получение лицензии класса M в Вирджинии
Если вам исполнилось 18 лет и у вас уже есть действующая лицензия класса D в Вирджинии, вы можете добавить лицензию класса M, выполнив следующие требования:
Сдать экзамены на зрение и знания.
Получите разрешение на обучение мотоциклу и держите его не менее 30 дней.
Пройти тест на владение мотоциклом.
Вы будете освобождены от сдачи экзамена знаний и теста навыков, если вы прошли программу обучения водителей штата Вирджиния.
Те же требования применяются, если вы моложе 18 лет, за исключением того, что вам нужно будет иметь свое разрешение в течение как минимум 9 месяцев.
Часто задаваемые вопросы о классификации водительских прав штата Вирджиния
Могу ли я пройти онлайн-курс обучения вождению в Вирджинии?
Да, штат разрешает онлайн-программы обучения водителей.
Каковы лучшие онлайн-школы обучения вождению в Вирджинии?
Драйверы Ред.
DriversEd — одна из лучших в Америке онлайн-школ вождения, особенно с точки зрения репутации и качества. Миллионы американских водителей доверяют школе более 15 лет. Несмотря на свой долгий послужной список, он по-прежнему продолжает улучшать свои курсы, чтобы предоставить своим пользователям наилучший опыт обучения.
DriverEdToGo.
DriverEdToGo — еще один онлайн-сервис обучения водителей, который существует уже несколько десятилетий и обслуживает более шести миллионов клиентов. Хотя содержание его курса не самое интерактивное, в нем есть мини-игры, которые развлекают студентов во время обучения. Плата за курс также является одной из самых доступных в Интернете.
iDriveSafely.
iDriveSafely — еще один высокорейтинговый поставщик услуг онлайн-обучения водителей с более чем 17 000 отзывов на Trustpilot. Он наиболее известен своими быстрыми и простыми курсами, которые помогут вам пройти обучение вождению за относительно короткий период.
Видео уроки вождения автомобиля для новичков. Парковка. Круговое движение.
Видео уроки вождения автомобиля для новичков. Парковка. Круговое движение.
Правила проезда по рядам.
Показ разных вариантов проезда по кругу (с комментарием). Регулируемый круговой перекресток. Как правильно заехать и выехать с круга. Расположение по рядам.
Перестроение и расположение по рядам.
Как повернуть налево на круговом перекрестке с перестроением. Регулируемый круговой перекресток — пересечение Севастопольского и Балаклавского проспектов. Показ проезда с комментарием.
Перпендикулярная парковка в 3 приема.
Видеоролик с объяснением техники перпендикулярной парковки передом (заезд в бокс, гараж, узкое место). На cайте в совете «О парковке» вы можете посмотреть схемы разных парковок.
Быстрая парковка передом.
Перпендикулярная парковка передом (заезд в узкое место с поворота, заезд в гараж). Как быстро изменить положение и угол заезда при парковке передом в узком месте. Показ заезда на парковку за 44 секунды и несколько движений. На сайте в совете «О парковке» вы можете посмотреть схемы разных парковок.
Видео для всех и особенно для начинающих водителей. Как устроен паркинг ТРЦ «Филион» для заезда и выезда машин. Такой же на «Горбушке». Проезд по серпантину наверх и спуск на 1 этаж.
Показ заезда в подземный паркинг, проезд по паркингу и парковка передом (с комментариями и титрами). Видео для всех и особенно для начинающих водителей.
Показ 2 вариантов выезда из подземного паркинга ТРЦ. Видео для всех и особенно для начинающих водителей. Ролик знакомит с реальными ситуациями, происходящими по ходу движения с моими комментариями как автоинструктора.
Полезное видео
Круговое движение — правила проезда по рядамПоказ разных вариантов проезда по кругу (с комментарием). ..
Круговое движение, часть 2. Перестроение и расположение по рядамКак повернуть налево на круговом перекрестке с перестроением…
Перпендикулярная парковка передом в 3 приемаВидеоролик с объяснением техники перпендикулярной парковки передом…
Парковка в узком месте между машинамиПерпендикулярная парковка передом (заезд в узкое место с поворота, заезд в гараж)…
Заезд-выезд в многоэтажный паркинг ТРЦ «Филион» (с комментарием). Парковка передом Видео для всех и особенно для начинающих водителей…
Заезд в подземный паркинг ТРЦ «Гагаринский» (с комментарием). Парковка передомПоказ заезда в подземный паркинг, проезд по паркингу и парковка передом…
Как выехать из паркинга ТРЦ «Гагаринский» на ТТК и ул.Вавилова (с комментарием)Показ 2 вариантов выезда из подземного паркинга ТРЦ…
Посмотреть все >>
Парковка — AUTOLADY
AUTOLADY
Обирайте зручний для Вас час водіння з інструктором
Прийом дзвінків з 09. 00 до 19.00
ПАРКОВКА
ПРОГРАММЫ ОБУЧЕНИЯ
Пакет «Парковки» (6 часов)
Маршруты освоены, по навигатору можешь доехать куда угодно, но при мысли о парковке опускаются руки?За 2 урока — габаритная подготовка и 4 вида парковки по специальной схеме попадания в своё парковочное место. На зависть подругам! Удиви мужа! Запаркуйся с первого раза! ✔Эта программа проводится на авто ученицы.
Остановка в заданном месте, вдоль бордюрного камня
Разворот в три приема
Правил выезда из парковочного места, гаража. «Лужа»
Дальняя парковка + косая
Слалом передом, задом (змейка)
Параллельная парковка (парковка вдоль бордюрного камня)
Ближняя парковка + заезд в коридор передним ходом (петельки)
Предлагаемая программа «Парковки – это просто» для Вас, если Вы:
НЕ умеете парковаться
НЕ чувствуете габариты собственного автомобиля
НЕ осознаете действительного расстояния в зеркалах
НЕ понимаете куда крутить руль при движении задним ходом
НЕ знаете что такое разворот в 3-и приёма
НЕ получается остановиться вдоль бровки на расстоянии 20-30 см от бордюрного камня.
Парковки по элементарной схеме 100% попадания в своё парковочное место.
Чёткий алгоритм и последовательность действий.
Теоретические знания в течении всего тренинга закрепляются на практике с помощью многократного повторения. Анализ и исправление ошибок.
Уроки вождения по данной программе проходят на автомобиле клиента.
Инструктор по вождению пройдёт с Вами ТЕМЫ
Единственным условием тренинга является начало и окончание автоурока в одном и том же месте.
Часто задаваемые вопросы
Можно ли освоить теорию онлайн?
У нас есть возможность прохождения онлайн обучения ПДД. Это видео курс после которого сдают экзамены на водительское удостоверение с первого раза. Хотите попробовать? Оставляйте нам заявку на сайте или звоните по телефону +38 (067) 37 373 71
Есть водительское удостоверение, но ездить не умею?
Мы записываем Вас на курс по вождению и помогаем Вам оттачивать навыки управления автомобилем. Гарантируем Вам хорошие результаты за относительно быстрое время!
Сколько мне нужно уроков?
Все зависит от Вашей подготовки. Запишитесь на пробное занятие по вождению, чтоб правильно выбрать программу обучения.
Можно заниматься по 2 часа?
Да, при условии, что Вы подъезжаете в место указанное инструктором.
Где проходит обучение?
Обучение вождению начинается на одной из наших площадок. Вам не придется самим добираться до площадки, так как наши инструктора встретят Вас в условленном месте.
Сколько стоит обучение?
Зависит от Вашего города и уровня подготовки.Чтоб узнать стоимость курса, свяжитесь с нами по телефону указанному на сайте или оставьте заявку в разделе КОНТАКТЫ.
Где можно записаться на курс?
На сайте, заполнив Заявку;
Связаться с нами по номеру телефона;
Написать нам в директ инстаграма.
Могу ли я записаться на курсы вождения если я беременна?
Да, конечно. Мы хотим обратить Ваше внимание на то, что процесс вождения может сопровождаться нервным напряжением.
Сколько времени проходит одно занятие по вождению?
Длительность занятия по вождению Вы можете оговорить с Вашим инструктором. Минимальная продолжительность одного практического урока 120 минут. Мы рекомендуем проводить занятие 180 минут, что приравнивается 3 часам езды.
На каких машинах проходит обучение вождению?
В автопарке школы по вождению АВТОЛЕДИ есть машины с автоматической и механической КПП.
АВТОЛЕДИ обучает женщин безопасной езде
Запишись на курс вождения сегодня не выходя из дома
+38 (067) 37 37 37 1
+38 (067) 37 37 37 1
+38 (050) 26 51 33 3
+38 (050) 26 51 33 3
ОНЛАЙН РЕГИСТРАЦИЯ
ОНЛАЙН РЕГИСТРАЦИЯ
Звоните: +38 (067) 37 37 37 1
Звоните: +38 (067) 37 37 37 1
ГЛАВНЫЙ ОФИС: ГОРОД КИЕВ, УЛИЦА ИОРДАНСКАЯ 4, ОФИС 424
ЧТОБЫ УЗНАТЬ ЦЕНУ ЖМИ НА СВОЙ ГОРОД
Киев
Харьков
Одесса
Днепр
Запорожье
Львов
Хмельницк
Кривой Рог
Николаев
Винница
Полтава
Сумы
Кременчуг
Ровно
Ирпень
Буча
Вышгород
парковочных мест | Подросток-водитель, источник
Вождение на парковках
Новые водители-подростки должны сначала получить опыт вождения на парковке, а также научиться парковать машину на стоянке. По данным Национального совета безопасности, ежегодно на парковках и в гаражах происходит более 50 000 аварий. Очень важно помочь вашему новому водителю-подростку научиться безопасно въезжать и выезжать с парковки.
Чтобы начать практиковать вождение на стоянке, найдите большую пустую парковку рядом с вами в промышленном парке или общественном учреждении в нерабочее время, где нет движения, припаркованных автомобилей или пешеходов и с минимальными препятствиями.
Подростки должны начинать водить машину на пустой стоянке, запланировав свои тренировки в течение дня, при сухом асфальте и без неблагоприятных погодных условий.
Обязательно загрузите Руководство по достижению целей и Инструмент регистрации и оценки, чтобы отслеживать развитие навыков и количество часов практики.
Прежде чем приступить к приведенным ниже урокам, просмотрите вместе с подростком это видео, чтобы создать подходящую среду для обучения.0019 Жилые дороги.
ВИДЕО
Остановка и запуск
Цель: Помогите водителю-новичку научиться останавливать, запускать и поворачивать автомобиль.
Упражнение: Используя прямоугольники, конусы или существующие линии в качестве ориентиров в форме буквы L, подъезжайте к каждому ориентиру и останавливайтесь как можно плавнее. Продолжайте это до тех пор, пока новый драйвер не остановится и не запустится плавно. Также сконцентрируйтесь на поворотах без чрезмерного руления.
Общие ошибки:
Резкие остановки и ускорения
Повороты слишком тугие или широкие
Поворот перед тем, как посмотреть в направлении поворота
Слишком тугой хват руля
Знак Ученик понял:
Плавно управляет автомобилем с контролем
ВИДЕО
Резервное копирование
Цель: Помогите новому водителю освоить навык резервного копирования.
Упражнение: Отработайте шаги, связанные с задним ходом на пустой стоянке без каких-либо препятствий.
Распространенные ошибки:
Не выполнять 360-градусный поиск перед резервным копированием
Не оглядываться назад во время всего маневра, пока машина не остановится
Вождение на слишком высокой скорости
Знак Ученик понял:
Медленно и уверенно двигайтесь задним ходом, всегда зная, что происходит вокруг автомобиля
ВИДЕО
Введение в сканирование
Цель: Помогите новому водителю разработать процедуру сканирования.
Упражнение: Попрактикуйтесь в процедуре сканирования, рекомендованной вашим инструктором по вождению. Это может быть вариация боковое зеркало — вид сзади — боковое зеркало — впереди. Периодически проверяйте слепые зоны и всегда перед поворотом.
Распространенные ошибки:
Забыли просканировать
Слишком много внимания уделяет сканированию и не заглядывает вперед
Поворачивает руль, когда голова движется для сканирования
Знак Ученик понимает:
Разрабатывает программу сканирования и последовательно ее использует
ВИДЕО
Знакомство с позиционированием в полосе
Цель: Помогите водителю-новичку удержать машину в центре полосы.
Упражнение: Используя разметку на парковке или представляя желтую линию, потренируйтесь ехать прямо.
Распространенные ошибки:
Слишком сильное сцепление с рулевым колесом
Слишком много внимания уделяет линии и не смотрит вперед
Знак Ученик понял:
Может легко следовать по линии и сохранять устойчивость автомобиля
Archer’s How to Videos / Автошкола Эдмонтон
Посмотрите наши классные обучающие видео для водителей, охватывающие все, от запуска автомобиля до параллельной парковки и парковки на холме . Вы также можете просмотреть все эти видео на нашем канале YouTube!
Для наших зарегистрированных студентов, пожалуйста, посетите нашу эксклюзивную страницу видео для получения дополнительных видео и бонусного контента.
Перед тем, как сесть за руль
В этих видео мы объясним вам некоторые из основных вещей, которым мы учим на наших уроках вождения, которые должны знать все водители, прежде чем начать водить машину.
В этом видео мы знакомим наших студентов с управлением автомобилем. Как запирать двери, двигать зеркала, использовать стеклоочистители, освещение климат-контроля, переключатели передач и стояночный тормоз.
В этом видео мы учим наших учеников автошколы, как пользоваться техникой рулевого управления. Имейте в виду, что этот метод рекомендуется для управления в большинстве юрисдикций Северной Америки.
С помощью этого видео мы учим наших студентов, как правильно регулировать зеркала и сиденье водителя.
Это видео о том, как заставить машину двигаться, является предварительным просмотром нашего видео премиум-класса и охватывает:
Как завести машину
Понимание дороги
Выезд и возвращение на бордюр.
В этом видео мы учим новых водителей, как и когда проверять зеркала и обочины, чтобы они могли проверить свои слепые зоны.
Видео о парковке
Как только ученики освоят управление автомобилем, они смогут начать учиться парковаться. Поверьте нам, когда мы говорим, что это не так сложно, как кажется!
Параллельная парковка
В этом видео начинающие водители учатся параллельной парковке по методике нашей автошколы.
Всесезонная шина Douglas 235/60R17 102T All Season
Перейти к основному содержанию
Как вы хотите, чтобы ваши вещи?
Дуглас
82,99 долларов США
(3,05)
3,05 звезды из 22 отзывов
22 отзыва
82,99 долларов США
82,99 долларов США
Бесплатная доставка в ночное время
Право FSA и HSA
Заметили необычную активность на рынке?
Отчет
3,05 из 5 звезд
(22 отзыва)
Посмотреть все отзывы
Самый полезный положительный отзыв
5. 00 из 5 звезд обзор
Проверенный покупатель
18.11.2016
Потрясающий
Это отличные шины, потрясающие, тихие и плавные, а шины Douglas производятся компанией Goodyear исключительно для Walmart. Я очень рекомендую
Charlierock
VS
Самый полезный негативный отзыв
1.00 из 5 звезд обзор
Проверенный Покупатель
20.08.2022
Шины УХАЛ
Никогда не покупайте эти шины. Их нельзя ставить на транспортное средство. Помощь на дороге — это шутка. У меня было всего 4500 миль на шине, и они хотели, чтобы я заплатил разницу за старую шину.
Маргарет
1,00 из 5 звезд отзыв
Проверенный покупатель
03. 04.2023
произошел выброс из ниоткуда
Жасмин
1,00 из 5 звезд отзыв
Проверенный покупатель
02.04.2023
Никогда не покупайте!! Бесполезный
Худшие шины на планете, неудивительно, что их сняли с производства. Шутки надо мной за то, что я заплатил более низкую цену. Не покупайте, держитесь подальше. Привезли 4 новые шины, ВСЕ 4 пришлось заменить в течение 8 месяцев. Сотрудник Walmart скажет, что шина снята с производства, и поэтому они не могут помочь даже с гарантией? Бесполезно. урок выучен
Лакеша
1,00 из 5 звезд обзор
Проверенный покупатель
16.03.2023
ужасное качество
Стенка вздулась как теннисный мячик, я купил 4 штуки 6 месяцев назад. Я не мог представить всю ошибку на картинке. также эта шина никогда не достигала 40 фунтов на квадратный дюйм, на рисунке ниже это только 30 фунтов на квадратный дюйм.
Спасибо представителю Walmart, который вернул мне кредит
WMCustomer
3,00 из 5 звезд обзор
Проверенный покупатель
04. 03.2023
Жаль, что они не предложили дорожную опасность онлайн
Шины были хорошие. Купил тогда для дочери 1-й автомобиль Hyundai Santa Fe 2005 года. Менее чем через месяц она получила винт прямо в боковине. Жаль, что мне не предложили страхование от опасностей. Так что теперь я должен купить совершенно новый и платить за монтирование-демонтаж.
1,00 из 5 звезд обзор
Проверенный покупатель
02/02/2023
2023 Сухая гниль мусора после 3 лет и 25 000 миль
сухая гниль после 3 лет и 15 000 миль мусорный продукт, который нельзя покупать, у вас большой опыт работы с этими шинами, сухая гниль очень опасна, свяжитесь с Walmart, чтобы узнать, что они говорят об этом.
Джарад248
1,00 из 5 звезд отзыв
Проверенный покупатель
24.10.2022
Осторожно!!!!!!
Я купил два комплекта этих шин за последние 5 лет. первый комплект у меня лопнул через 3 дня после покупки на трассе и в передней части моей машины. потерял управление и короче потерял машину. второй комплект в этом году, в пределах 5 тысяч миль, еще один прокол, проверил и эту шину, прокол выглядит идентично. резина, выталкивающая слова. мне повезло, это было на стоянке и звучало как выстрел из дробовика. Давление воздуха на всех шинах было установлено на 34, поэтому я знаю, что оно не было чрезмерно накачано. Иглы, чтобы сказать, что я никогда не предложил бы никому покупать эти дорожные опасности. Я не могу понять, почему это не более известно. удачи, если вы это сделаете, но если у вас есть семья или любимый человек, то заплатите еще пару долларов и получите безымянный, все лучше.
крамммит
1,00 из 5 звезд отзыв
Проверенный покупатель
30.09.2022
Купил 4 шины 215/70р16, пришли 2 и 1 не та 205/55р16
Сандра
1,00 из 5 звезд отзыв
Проверенный покупатель
20. 08.2022
Шины в Хлам
Никогда не покупайте эти шины. Их нельзя ставить на транспортное средство. Помощь на дороге — это шутка. У меня было всего 4500 миль на шине, и они хотели, чтобы я заплатил разницу за старую шину.
Маргарет
1.00 из 5 звезд обзор
Проверенный покупатель
09.08.2022
не покупать
1 месяц 4 дня у меня лопнула новая шина
4. 00 из 5 звезд обзор
Проверенный покупатель
10.11.2021
На данный момент частично удовлетворен
Доволен одной шиной, которую я получил до сих пор, но я заказал 2 одновременно. Не знаю, почему другая шина переходит в совершенно другое состояние, но я думаю, что это происходит, глядя на информацию об отслеживании. Спасибо
Аргоновая сварка позволяет аккуратно сваривать разные металлы, создавая одновременно прочные и красивые швы. Это прогрессивный тип сварки, применяемый в химической и пищевой промышленности, машиностроении. Не помешает такая сварка и в гараже, частной мастерской. Рассмотрим, что необходимо для аргоновой сварки, как она проводится, какие металлы на каких режимах свариваются.
В этой статье:
Что такое аргоновая сварка
Классификация аргоновой сварки по видам
Что нужно для сварки аргоном
Оборудование для работы с аргоном
Как правильно варить аргоном
Какие металлы варят аргоном
Преимущества и недостатки аргоновой сварки
Что такое аргоновая сварка
Аргоновая сварка — это разновидность электродуговой сварки, только с неплавящимся электродом и другим принципом защиты сварочной ванны. Дуга зажигается между изделием, к которому присоединена масса, и вольфрамовым электродом. Он не плавится, зато температуры дуги достаточно, чтобы плавить кромки металла. Колебаниями электрода можно управлять сварочной ванной, регулируя скорость сварки, ширину шва, глубину проплавления.
Для заплавления зазоров или наплавления высокого валика шва задействуется присадочная проволока. Ее выбирают с таким же составом, что и свариваемый металл. Проволоку сварщик подает свободной рукой.
Через сопло горелки в зону сварки подается защитный газ аргон. Он выдувает атмосферу вокруг электрода, изолируя расплавленный металл от внешней среды. Без аргона сильно выделяется углерод, сварочная ванна бурлит, швы получаются пористыми.
В качестве источника тока выступает сварочный инвертор. Он обозначается TIG и этим отличается от оборудования для MMA. У него есть особые разъемы под горелку, дополнительный канал подачи газа, иная форма управления.
Классификация аргоновой сварки по видам
На производстве встречается три вида аргоновой сварки, которые классифицируются по следующим категориям:
Ручная. Горелка и присадочная проволока удерживаются рукой сварщика. Скорость процесса и все параметры шва зависят от опытности рабочего.
Полуавтоматическая. В горелке есть специальный канал для подачи проволоки. В аппарате установлен подающий механизм, как в полуавтомате MIG. Сварщик направляет только горелку, а вторая рука остается свободной для придерживания, разворота заготовки. Этот метод более производителен, чем ручной, но результат зависит от квалификации сварщика.
Автоматическая. Проволока подается автоматически. Горелка, размещенная на каретке, ведется при помощи системы приводов. Весь процесс автоматизирован, не требует участия человека. Скорость сварки, глубина провара, задаются на панели управления. Качество швов высокое, не зависящее от опытности оператора.
Кроме этого аргоновая сварка разделяется по способу выполнения с присадочной проволокой или без нее. Без присадки можно обойтись в случае сварки тонких сталей сечением до 2 мм. У сторон не должно быть щелей — важен плотный прижим. Тогда вольфрамовый электрод плавит кромки, и этого металла достаточно для соединения сторон. Швы получаются тонкими, гладкими (практически без чешуи, как зеркало), герметичными. Но при изломе их легко повредить.
С присадкой варить дольше, швы чешуйчатые (количество слоев чешуи зависит от частоты подавания присадочной проволоки в сварочную ванну), зато можно заплавлять зазоры шириной 3-5 мм, создавать бугорки под проточку. Метод с присадкой применяют для сварки толстых металлов сечением от 3 мм
Прямая сварка
Угловая сварка
Т-образная сварка
Что нужно для сварки аргоном
Чтобы варить аргонодуговой сваркой, необходимо собрать комплект оборудования и аксессуаров, а также расходных материалов и СИЗ.
Правильная горелка.
Для работы потребуется аргоновая горелка. Горелка отличается разъемом для подключения, содержащим канала для подачи газа, силовой кабель, фишку для питания кнопок управления.
При выборе горелки обращайте внимание на место расположения кнопки. Оно может быть как снизу, так и сверху. Влияет на удобство управления. Длина шлейфа определяет зону маневренности сварщика. Для настольной работы достаточно 3 м. Для сварки крупных емкостей выбирайте шланг-пакет 5-8 м. Если планируете варить на токах 250-400 А регулярно, ищите модель с водяным охлаждением.
В горелку вставляется неплавящийся вольфрамовый электрод. Расходники отличаются по цвету наконечника для разных типов металлов. Если вы новичок, купите электрод с синим кончиком. Он более универсальный и подойдет для любых задач.
Вторым кабелем, необходимым для замыкания электрической цепи, выступает масса. Она фиксируется к изделию при помощи «крокодила». Чем лучше контакт, тем стабильнее дуга.
Подключаем защитный газ
Чтобы подавать аргон в зону сварки, понадобится баллон для аргона серого цвета. Емкость бывает от 10 до 80 л. Для выездной работы практично иметь небольшой баллон. Резервуар подключается через редуктор. К аппарату газ подают посредством специального шланга для сварки. Он должен быть черного цвета. Если выбрать длину 10 м, получится перемещаться с аппаратом по цеху, не перетаскивая за собой баллон.
Средства индивидуальной защиты сварщика
Аргоновая сварка не менее опасна, чем РДС, поэтому необходимы средства индивидуальной защиты. Чтобы не обжечься о горячие предметы, используйте краги и защитный фартук. Контроль сварочного процесса осуществляется через маску. Удобнее всего работать в маске-хамелеон, чем в щитке с постоянным затемнением. Можно всегда выбрать комфортную сварочную маску по приемлемой цене.
Оборудование для работы с аргоном
Одним из важнейших для аргоновой сварки является инверторный аппарат TIG. От его характеристик и функционала зависят возможности провара и соединения различных металлов. Выбрать подходящий аппарат для аргонодуговой сварки — залог успеха.
На производстве встречается три вида аргоновой сварки, которые классифицируются по следующим категориям:
Силу тока. Для сварки тонких сталей до 5 мм достаточно инвертора 160 А. Если планируете варить блоки двигателя, толстые пластины 6 мм и выше, понадобится инверторный аппарат 200-250 А. Максимальный показатель возможен до 400 А.
Мощность. От этой характеристики зависит, сможете ли вы подключить аппарат в обычную розетку в гараже или понадобится прокладывать отдельную линию. Для медной проводки сечением 1.5 мм² допустима нагрузка 4 кВт. Если проводник обладает сечением 2.5 мм², можно включить инвертор до 6 кВт. Лучше всего проложить линию в мастерскую сечением 4 мм², тогда получится запитать аргоновый аппарат с мощностью до 8 кВт.
220/380 В. Если купить аппарат 380 В, а в гараже нет такого напряжения, то варить не получится.
Вес аппарата. Для выездной работы или аргоновой сварке на высоте выбирайте инвертор с массой 3-5 кг. Более тяжелые — 10-15 кг и выше подойдут для стационарной работы.
Удобство управления. Цифровой дисплей облегчает точную регулировку сварочного тока.
Функционал настроек. От этого напрямую зависит цена инвертора TIG и качество сварки. Отлично, когда можно настроить предпродувку газом, базовый ток, нарастающий ток для розжига, спадающий ток для заварки кратера. В импульсных моделях можно задавать величину импульсного тока в процентном соотношении от базового, чтобы снизить тепловложение, что актуально для тонких металлов.
ПВ. Продолжительность включения или продолжительность нагрузки определяет, сколько в течение 10 минут получится непрерывно варить аргоновым аппаратом. ПВ 30-40% подойдет для непродолжительных работ. В мастерскую ищите аппарат с ПВ 60-80%. Для профессиональной деятельности выбирают ПВ 100%.
Как правильно варить аргоном
Сперва настройте аппарат. На самых простых моделях установите силу тока и расход газа. Режимы зависят от толщины металла.
Толщина металла, мм
Сила тока, А
Расход газа, л/мин
1
30-40
6
1.5-2
45-70
7
3
75-90
8
В более продвинутых версиях задайте такие настройки (для примера подберем параметры для сварки стали толщиной 1.5 мм):
предпродувка газом 0.5 с;
сила стартового тока 30 А;
основной ток 45-55 А;
спад тока для заварки кратера до 25 А;
постпродувка газом 5 с.
Зажигать дугу можно двумя способами, что зависит от возможностей аппарата. Контактный метод требует касания кончиком электрода по изделию. Иногда вольфрамовая игла прилипает, из-за чего быстрее тупится, приходится тратить время на повторную заточку. Бесконтактный поджиг работает при высокочастотном импульсе (встроенный осциллятор), возбуждая электрическую дугу без касания. Это удобнее, игла тупится реже.
Аргоновая сварка проводится в такой последовательности:
Включите инверторный аппарат TIG.
Присоедините массу к изделию.
Вставьте в горелку заточенный вольфрамовый электрод.
Откройте баллон с газом.
Поднесите горелку к изделию на расстоянии 3-5 мм от поверхности до кончика иглы.
Наденьте маску, нажмите кнопку подачи тока. Удобнее всего варить с режимом 4Т. Тогда не требуется постоянно держать кнопку подачи тока зажатой.
Когда загорится электрическая дуга, подержите ее на стыке, чтобы образовалась лужица металла. Круговыми движениями электрода добейтесь сплавления сторон. Держать горелку нужно под углом 45 градусов относительно поверхности.
Медленно ведите иглу справа налево, аккуратно подавая второй рукой присадочную проволоку. Присадку подают перед электродом.
При окончании шва нажмите на кнопку, но не отпускайте ее. Сварочный ток снизится, чтобы закрыть кратер, избежав образования свища в конце.
Какие металлы варят аргоном
При помощи аргонодуговой сварки соединяют:
мало- и высокоуглеродистую сталь;
чугун;
нержавейку;
медь;
алюминий;
титан.
Источник видео: Aurora Online Channel
Преимущества и недостатки аргоновой сварки
При помощи аргоновой сварки можно соединить алюминий, медь, титан — металлы, которые трудно поддаются свариванию другими способами. Еще одно достоинство — аккуратные швы, повышенной герметичности. На нержавейке они почти зеркальные и не требуют механической обработки. Удобство сварки заключается в отсутствии шлака, поскольку за защиту сварочной ванны отвечает инертный газ.
Основным недостатком аргоновой сварки выступает низкая скорость процесса при ручном исполнении. Расходники для сварки (вольфрамовые электроды, заправка баллонов аргоном) не дешевые. Метод сварки TIG подойдет для изготовления конструкций из нержавейки, заварки трещин блока цилиндров, ремонта легкосплавных дисков.
Ответы на вопросы: что такое аргонодуговая сварка и как правильно варить аргоном?
Как аргоном варить вертикальные швы?
СкрытьПодробнее
Сварка ведется по тем же принципам, что и в нижнем положении. Главное вести шов сверху вниз. Уменьшите силу тока на 10-20%, по сравнению с аналогичным стыком в нижнем положении, чтобы металл не стекал вниз.
Как правильно заточить вольфрамовый электрод?
СкрытьПодробнее
Затачивайте стержень на вращающемся алмазном круге. Его хватит на дольше, чем обычного шлифовального. Положите электрод острием от себя на торец вращающегося круга. Добейтесь угла заточки 20-30 градусов. Для сварки на токах 200-300 А нужна заточка 60 градусов. Тонкий металл 1—1.5 мм удобнее варить кончиком, как у иглы — угол заточки примерно 10 градусов.
Что делать, если сварочная ванна сильно пузырится?
СкрытьПодробнее
Отрегулируйте подачу аргона на редукторе. Газа или слишком мало (вырывается углерод наружу из металла) или слишком много.
Как варить аргоновой сваркой на улице в ветреную погоду?
СкрытьПодробнее
Варить как в цеху не получится — ветер сдувает защитный газ и оставляет сварочную ванну открытой для внешнего воздействия. Оградите место сварки листом железа. Если ничего подходящего нет под рукой, закройте ветер собой, став с той стороны, откуда дует.
Как заварить аргоном дырку диаметром 10 мм на тонком металле сечением 1.5 мм?
СкрытьПодробнее
Убавьте силу тока до 20 А. Приставьте присадочную проволоку к краю отверстия. Дугу зажигайте на проволоке. Добейтесь ее расплавления и переноса на основной металл. Тут же погасите дугу, чтобы не прожечь дырку еще больше. Постепенно усильте края со всех сторон, нарастив на них металл. Сужайте диаметр отверстия. Когда оно полностью перекроется, добавьте силу тока до 45 А и выровняйте поверхность.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Оборудование необходимое для аргонно дуговой сварки
Виды оборудования, применяемого для сварочных работ
Инверторные сварочные аппараты
Горелка с неплавящимся электродом
Горелка с плавящимся электродом
Сваривание в среде аргона своими силами
Аргонно-дуговая сварка — это процесс образования неразъемного соединения методом дуговой сварки в среде аргона, представляющего собой инертный газ. По сути, это сочетание электрической и газовой сварки своими руками. Процесс может осуществляться с применением либо плавящегося, либо неплавящегося электрода.
Виды оборудования, применяемого для аргонодуговой сварки
В зависимости от уровня механизации аргоно дуговая сварка разделяется на несколько видов:
Ручная. Перемещение горелки и подача сварочной проволоки осуществляются самим сварщиком в ручном режиме. Сварные работы могут осуществляться с применением неплавящегося — вольфрамового электрода.
Механизированная. Горелка находится в руках сварщика, а проволока подается механизированным способом.
Автоматизированная. При таком способе перемещение горелки и подача проволоки полностью механизированы, а процессом управляет оператор.
Роботизированное оборудование не нуждается в непосредственном управлении оператором.
Оборудование используемое для выполнения работ в инертных газах
Сварочное оборудование подразделяется на универсальное, специальное и специализированное. Универсальный сварочный аппарат аргонно дуговой сварки выпускается серийно и является наиболее широко востребованным. Аргонная сварка в большинстве случаев выполняется в производственных условиях на специально оснащенном рабочем месте, которое именуется «сварочный пост». Установка аргонно дуговой сварки с использованием неплавящегося вольфрамового электрода в среде аргона оборудована следующими элементами:
источником сварочного тока — постоянного и/или переменного;
горелкой или их комплектом, предназначенным для работы на разных токах;
устройством, обеспечивающим первоначальное возбуждение дуги или стабилизирующим дугу переменного тока;
аппаратурой, которая управляет сварочным циклом и его защитой;
устройством для компенсации или регулирования постоянной составляющей тока.
Для расширения диапазона толщины свариваемых материалов, повышения производительности при получении неразъемных соединений работая вольфрамовым электродом, и улучшения провара в последнее время были разработаны новые методы аргонной сварки:
Работы пульсирующим током. Во время импульса тока металл расплавляется, кристаллизуясь во время паузы. Дуга перемещается с постоянной скоростью или шагами, которые синхронизированы с импульсами сварочного тока. При этом обеспечивается эффективное проплавление во всех пространственных положениях, нечувствительность к мелким недочетам, допущенным при сборке. Периодическое снижение поступления тока не допускает перегрев металла, и следовательно, снижает деформации.
Используя подогрев присадочной проволоки. Этот метод существенно увеличивает производительность.
Использование нескольких вольфрамовых электродов — эффективный способ получить швы без подреза на высоких скоростях сваривания металла.
Для осуществления этих разновидностей процесса может использоваться стандартное оборудование для аргонно дуговой сварки в сочетании с дополнительными блоками.
Инверторные сварочные аппараты
Наиболее популярным сварочным устройством для аргонной сварки, которое с успехом может применяться не только на производстве, но и в быту, является инверторный аппарат. Для тех, кто хочет узнать, как научиться варить аргоном, использование сварочного инвертора является оптимальным вариантом, поскольку разобраться с принципом его работы может даже начинающий сварщик, не обладающий богатыми профессиональными навыками, с помощью изучения «Аргонно дуговая сварка, инструкция».
Инверторный аппарат аргонно дуговой сварки обладает рядом существенных преимуществ:
Высокие качественные характеристики сварного шва, что позволяет использовать это оборудование для ремонта автомобилей: сварки узлов и деталей кузова, коробки передач, двигателя.
Малые габариты и небольшой вес по сравнению с трансформаторными аппаратами.
Простая эксплуатация. Для начала работы необходимо уложить присадочную проволоку и включить аппарат. Подача проволоки и инертного газа включаются автоматически.
Как правило, такие современные аппараты оснащены целым рядом дополнительных опций и защитных устройств, это — ускоренный поджиг, стабилизация дуги, модуляция сварочного тока.
Горелка для аргонно дуговой сварки с неплавящимся электродом
Метод аргонной сварки с использованием неплавящегося электрода, как правило, вольфрамового, используется для соединения изделий и конструкций, в изготовлении которых используются химически активные металлы и сплавы из них: алюминий, титан, магний, нержавеющая сталь. Этим материалам характерно сильное окисление при нагреве на воздухе. В данном случае могут применяться как постоянный, так и переменный ток. Процесс может быть ручным и автоматическим. При малых толщинах работа может осуществляться без использования присадки. В большинстве случаев в аргонной сварке используют источники постоянного тока.
Постоянный ток и прямая полярность способствуют эффективному распределению тепла дуги, что обеспечивает длительный срок службы вольфрамового электрода и высокое качество шва. Такой режим применяют для большинства нержавеющих сталей. При сварке конструкций из алюминия и его сплавов используют источники переменного тока. В процессе сварки в период прямой полярности происходит расплавление основного металла, а в моменты обратной — катодное распыление поверхностной тугоплавкой оксидной пленки, которая препятствует сварочному процессу. Если нержавеющая сталь содержит примеси алюминия, то для ее сваривания также применяют переменный ток.
Работа с неплавящимся катодом требует наличия источников тока, удовлетворяющих повышенным требованиям по стабильности сварочного тока при внешних воздействиях. Также источники тока должны иметь широкий диапазон регулирования. Это связано с тем, что в конце работы ток должен быть снижен в несколько раз по сравнению с рабочим режимом для избежания образования кратера.
Способ сварочных работ неплавящимся электродом обеспечивает формирование качественных сварных швов, поддерживает точную глубину проплава материала. Этот фактор очень важен при сварке тонких металлов с возможностью одностороннего доступа к поверхности конструкции. Данный метод широко применяется для создания неповоротных стыков труб. Такой метод называется орбитальным.
Горелка для работы неплавящимся электродом
Горелка для аргоно дуговой сварки с плавящимся электродом
В случае комплектации горелки плавящимся электродом дуга подается между концом сварочной проволоки и самим изделием.
Достоинства данного вида:
узкая зона термического воздействия;
возможность влияния на качественные характеристики шва при помощи регулирования состава газа и проволоки;
широкие возможности автоматизации процесса, что существенно повышает производительность сварочных работ.
Применяется при сваривании нержавеющих сталей и алюминия.
Аргонная сварка своими силами
Если вы приобрели сварочный инверторный или трансформаторный аппарат для аргонной сварки, то вам для полного комплекта необходимо также иметь: горелку, баллон с аргоном, редуктор и клапан газа, сварочную маску. Основные правила, которые нужно соблюдать в процессе работы используя инертный газ — аргон.
Если вы применяете неплавящийся электрод, то его необходимо держать как можно ближе к поверхности свариваемой конструкции, что позволяет создать минимальную дугу. Увеличение дуги приводит к уменьшению глубины проплава и повышению ширины шва, что значительно снижает качество сварных соединений.
При аргонной сварке необходимо совершать единственное движение вдоль оси шва, не делая перпендикулярных шву перемещений. Это создает эстетичное прочное соединение, что качественно отличает эту технологию от сварки покрытыми электродами.
Необходимо постоянно следить, чтобы электрод и присадочная проволока не выходили из защитной газовой зоны.
Проволоку нужно подавать плавно для избежания разбрызгивания металла.
При применении вольфрамового электрода проволоку необходимо подавать впереди горелки без поперечных колебаний. Таким образом можно обеспечить образование узкого эстетичного шва.
Заварка кратера по окончании работ производится с понижением силы тока реостатом. Не допускается прекращать сварочный процесс обрывом дуги при отведении горелки. Это резко снижает защиту шва. Подачу газа прекращают только через 10 секунд после окончания сварочных работ. Начинают подавать газ перед сваркой за 20 секунд до начала работ.
Перед началом работы, поверхности свариваемых элементов необходимо очистить от жира и грязи механическими и химическими методами, провести обезжиривание.
Сварка конструкций в защитной среде аргона — процесс кропотливый, не терпящий суеты и халатного отношения. Цены на работы сварщиков — аргонщиков, которые являются профессионалами в своем деле, довольно высокие. Поэтому при наличии специального оборудования и необходимости частого проведения сварочных работ вполне возможно освоить все тонкости этого процесса самостоятельно.
Аргонно-дуговая сварка (со схемой)
Статьей поделились:
РЕКЛАМА:
В любой отрасли современного стального века обязательно наличие сварочной техники. А MMAW (ручная дуговая сварка металлическим электродом), SM AW (дуговая сварка металлическим электродом) и GTAW (дуговая сварка вольфрамовым электродом) прочно зарекомендовали себя. Это связано с их гибкостью, полезностью во всех положениях и положениях и легкой доступностью расходных материалов, необходимых для различных типов сварки.
В большинстве наших отраслей сварка выполняется с использованием различных типов стержневых или покрытых электродов.
Но современные промышленники повышают свою производительность с целью борьбы с конкуренцией — как на внутреннем, так и на международном рынке — особенно когда отрасль во всем мире становится все более и более конкурентоспособной, а промышленное руководство постоянно ищет новые пути и средства для снижения затрат. и улучшить контроль качества.
ОБЪЯВЛЕНИЙ:
В сложившейся ситуации пользователи хотят модернизировать свои машины, чтобы они работали быстрее, дольше и эффективнее. И они ищут различные преимущества автоматических и полуавтоматических сварочных процессов — MIG/MAG, TIG, GTAW или дуговой сварки в среде защитного газа — которые являются наиболее модернизированными станками технологии сварки. Среди них наибольшей популярностью пользуется аргонодуговая или дуговая сварка в среде защитных газов.
Теперь рассмотрим инертные газы и их применение в сварочной технике. Инертный газ, как следует из его названия, является неактивным газом. Он используется для защиты расплавленной ванны от атмосферного воздуха во время сварки. Важными инертными газами являются гелий и аргон. Они используются с другими защитными газами.
Защитные газы можно разделить на две группы:
(1) Газы, растворимые в металлах или реагирующие с ними. Это водород, углекислый газ, азот и т. д.
ОБЪЯВЛЕНИЯ:
(2) Инертный газ, такой как гелий и аргон.
Наиболее широко используются аргон
и углекислый газ. Аргон получают как побочный продукт при разделении воздуха для получения кислорода. Аргон поставляется в стальных баллонах под давлением 150 атмосфер. Очищенный аргон содержит 97-98% аргона, а технический аргон содержит 13-14% азота.
Удобно учитывать, что применение газов, предполагающих защиту дуги аргоном, гелием и двуокисью углерода (СО 2 ) и смесями аргона с кислородом и СО 2 , гелием, необходимо.
Аргон используется в качестве защитного газа, поскольку он химически инертен и не образует соединений. Аргон товарный чистотой около 99,996% и получен фракционной перегонкой жидкого воздуха из атмосферы. Он дешевле и поэтому используется в коммерческих целях.
ОБЪЯВЛЕНИЯ:
Аргон
технической чистоты применяется для сварки металлов. Аргон с 5% водорода дает повышенную скорость сварки и проплавление при сварке нержавеющих сталей и никелевых сплавов.
Гелий можно использовать для алюминия и его сплавов и меди. Но гелий дороже аргона и из-за его меньшей плотности для обеспечения экранирования требуется больший объем, чем у аргона. Небольшое изменение длины дуги приводит к большим изменениям условий сварки.
Смесь 30 % гелия и 70 % аргона обеспечивает высокую скорость сварки. Механизированная сварка алюминия постоянным током с гелием дает глубокий провар и высокие скорости.
Автоматическая аргонно-дуговая сварка успешно применяется для сварки тонкостенных нержавеющих сталей, алюминия и его сплавов. В аргонодуговом процессе могут использоваться как нерасходуемые, так и расходуемые электроды. При использовании неплавящегося электрода дуга поддерживается между вольфрамовым электродом и «Рабочим». Вокруг электрода проецируется экран из аргона.
ОБЪЯВЛЕНИЯ:
Дуга горит между вольфрамовым электродом и заготовкой в среде инертного газа аргона, что исключает попадание атмосферы и предотвращает загрязнение электрода и расплавленного металла. Горячая вольфрамовая дуга ионизирует атомы аргона внутри экрана, образуя газовую плазму, состоящую из почти одинакового количества свободных электронов.
В отличие от электрода в ручном дуговом процессе, вольфрам не переносится на «Работу».
На рис. 14.1 показано, что источником тепла в процессе дуговой сварки в среде инертного газа является электрическая дуга между вольфрамовым электродом и основным металлом. Электрод экранируется потоком инертного газа — аргона или гелия, что устраняет необходимость добавления флюса.
Переменный ток обычно используется с вольфрамовыми электродами, а постоянный ток — с расходуемым металлическим дуговым электродом. Этот процесс применяют для сварки легких сплавов, некоторых цветных металлов, особенно алюминия, меди и их сплавов, а также нержавеющей стали.
С плавящимся электродом дуга поддерживается между металлическим электродом и «Рабочим». Сталь широко сваривается полуавтоматическим процессом с экранированной дугой C0 2 . В авиастроении аргонодуговая сварка используется в больших масштабах, несмотря на то, что это дорогостоящая сварка. Перед использованием аргон необходимо высушить, пропуская через едкий натр или силикагель.
Он успешно используется для сварки тонкой нержавеющей стали, алюминия и его сплавов, меди и его сплавов, никеля и его сплавов, титана, циркония, серебра и т. д. Дуговой процесс вольфрамовой дуги в среде защитного газа позволяет сваривать эти металлы и широкий спектр ферросплавы сваривать без использования флюса. Это большое преимущество во всех подобных сварках.
ТОП-10 цеховых заданий по дуговой сварке (со схемой)
ТОП-10 цеховых заданий по сварке трубопроводов дугой
Аргонно-дуговая сварка: вредно ли это для здоровья?
Аргонно-дуговая сварка имеет более высокую степень вредности по сравнению с электродуговой сваркой, но не является поводом для беспокойства. Уровень инфракрасного излучения, создаваемого при аргонодуговой сварке, примерно в 1-1,5 раза выше, чем при обычной дуговой сварке электродом, а генерируемое ультрафиолетовое излучение примерно в 5-20 раз больше.
Принцип работы гибки ш…
Пожалуйста, включите JavaScript
Принцип работы гибки листового металла
В замкнутом пространстве концентрация озона может достигать опасного уровня во время процесса сварки. Кроме того, образуются вредные газы, такие как двуокись углерода, окись углерода и металлическая пыль, которые могут нанести вред сварщику.
Поэтому важно соблюдать необходимые меры предосторожности во время процесса сварки, такие как использование защитного оборудования и выбор электродных материалов с низкой радиоактивностью, таких как церий-вольфрам. Кроме того, ношение масок и перчаток при заточке электродов и мытье рук после работы может помочь свести к минимуму опасность.
Вредность высокочастотного электромагнитного поля
При сварке часто используется высокочастотный генератор с частотой от 200 до 500 кГц, напряжением от 2500 до 3500 вольт и напряженностью электрического поля от 140 до 190В/м. Во время зажигания дуги интенсивность создаваемого высокочастотного электромагнитного поля составляет от 60 до 110 В/м, что в несколько раз превышает гигиенический стандарт 20 В/м.
При аргонодуговой сварке неплавящимся электродом, плазменной дуговой сварке и резке высокочастотный осциллятор часто используется для возбуждения дуги, а некоторые аппараты для аргонодуговой сварки переменным током также используют его для стабилизации дуги. Организм человека поглощает часть энергии излучения и испытывает биологические эффекты, в первую очередь тепловые эффекты, под действием высокочастотного электромагнитного поля.
Интенсивность высокочастотного электромагнитного поля может варьироваться в зависимости от таких факторов, как расстояние; чем ближе генератор и колебательный контур, тем выше напряженность поля. Это также зависит от экранирования высокочастотной составляющей.
Длительное воздействие высокочастотного электромагнитного поля сварщиком может привести к дисфункции вегетативной нервной системы и неврастении, вызывая такие симптомы, как общий дискомфорт, головокружение, головная боль, утомляемость, потеря аппетита, бессонница и низкое кровяное давление.
В то время как влияние использования высокочастотного осциллятора для зажигания дуги относительно невелико из-за короткого времени, частое или постоянное использование осциллятора в качестве устройства стабилизации дуги в процессе сварки может сделать высокочастотное электромагнитное поле вредным фактор.
Радиоактивная опасность
Торий-вольфрам, используемый для аргонно-дуговой сварки, содержит от 1% до 1,2% оксида тория, который является радиоактивным элементом, испускающим α-, β- и γ-лучи. При сварке и контакте с торий-вольфрамовыми стержнями можно подвергнуться радиационному облучению.
Согласно многочисленным исследованиям, ежедневное потребление ториевых вольфрамовых стержней составляет всего от 100 до 200 мг, а результирующая доза облучения невелика и мало влияет на организм человека. Однако если сварку производить в плохо вентилируемом помещении, концентрация радиоактивных частиц в дыме может превышать гигиенические нормы. Кроме того, во время измельчения ториевых вольфрамовых стержней и в местах хранения ториевых вольфрамовых стержней концентрация радиоактивных аэрозолей и пыли может достигать или превышать гигиенические нормы.
При попадании в организм радиоактивных веществ они могут привести к хроническим радиоактивным заболеваниям и внутреннему облучению, вызывая такие симптомы, как ослабленное общее функциональное состояние, явную слабость, снижение сопротивляемости инфекционным заболеваниям, похудание и другие.
Энциклопедия:
Радиоактивные аэрозоли – это твердые или жидкие частицы, содержащие радионуклиды, взвешенные в воздухе или других газах. Они создаются дисперсионной системой, в которой твердые или жидкие радиоактивные частицы взвешены в воздухе или других газах.
Определяющей характеристикой аэрозолей является их нестабильность. Частицы размером менее 0,1 мкм перемещаются в газе за счет броуновского движения и не оседают под действием силы тяжести. Частицы размером от 1 до 10 микрон медленно оседают и остаются взвешенными в воздухе в течение продолжительных периодов времени.
Радиоактивные аэрозоли сильно ионизируют, имеют низкие концентрации и легко заряжаются в результате радиоактивного распада. Они представляют основную угрозу для облучения организма человека.
Вред от сильной электрической дуги
Излучение сварочной дуги в основном состоит из видимого, инфракрасного и ультрафиолетового света. Эти типы излучения могут воздействовать на организм человека, поглощаясь его тканями, что приводит к термическому, фотохимическому или ионизационному повреждению.
Яркость видимого света примерно в 10 000 раз сильнее, чем обычно воспринимается невооруженным глазом. Когда глаза подвергаются воздействию излучения видимого света, это может вызвать боль, помутнение зрения и временную потерю трудоспособности, обычно называемую «ослеплением».
Вред инфракрасного излучения для организма человека в первую очередь связан с его тепловым воздействием на ткани. В процессе сварки глаза подвергаются сильному инфракрасному излучению, которое может вызвать немедленную жгучую боль и иллюзию вспышки. Длительное воздействие может привести к инфракрасной катаракте, потере зрения и даже слепоте в тяжелых случаях.
Ультрафиолетовое излучение (УФ), также известное как ультрафиолетовый свет, относится к электромагнитным волнам с длиной волны в диапазоне 100–400 нм. В то время как умеренное количество ультрафиолетового излучения может оказывать положительное воздействие на организм человека, чрезмерное воздействие, например, при сварке, может иметь неблагоприятные последствия.
Вред ультрафиолетового излучения для организма человека в основном обусловлен его фотохимическим действием, вызывающим поражение кожи и глаз. Длительное воздействие на кожу сильного ультрафиолетового излучения может вызвать дерматит, диффузную эритему, волдыри, жжение и зуд. В тяжелых случаях он также может вызывать системные симптомы, такие как головные боли, головокружение, утомляемость, нервное возбуждение, лихорадка и бессонница.
Чрезмерное воздействие на глаза ультрафиолетового излучения может вызвать острый роговичный и конъюнктивит, также известный как электрооптическая офтальмия. Его симптомы включают светобоязнь, чрезмерное слезотечение, ощущение инородного тела, покалывание, отек век, спазм, головную боль и нечеткость зрения.
Опасность сварочного дыма
Во время сварки образуется значительное количество металлической сварочной пыли. Этот металлический порошок имеет небольшой диаметр, что позволяет легко вдыхать его в легкие. Из-за небольшого размера его трудно удалить из организма, что приводит к поражениям.
Интенсивность сварочного тока напрямую зависит от концентрации пыли, чем выше интенсивность, тем выше концентрация пыли.
Без надлежащих мер по обеспыливанию длительное воздействие высоких концентраций сварочной пыли может привести к профессиональным заболеваниям, таким как пневмокониоз сварщика, отравление марганцем и нагрев металла.
Репродуктивная токсичность
За последнее десятилетие как внутри страны, так и за рубежом были проведены различные исследования репродуктивной токсичности электросварки. Эти исследования в основном сосредоточены на качестве спермы работающих мужчин, репродуктивных результатах работающих женщин и основных механизмах повреждения.
Результаты показывают, что женщины-сварщики чаще сталкиваются с увеличением менструального цикла, укорочением цикла, удлинением менструального цикла, усилением лейкореи, самопроизвольным абортом, преждевременными родами и дисменореей по сравнению с контрольной группой.
У рабочих-мужчин с отравлением марганцем была обнаружена однородная серо-белая сперма с нормальным значением рН и более длительным средним временем разжижения по сравнению с контрольной группой. Также было обнаружено, что у этих рабочих был более низкий средний объем эякуляции, общее количество сперматозоидов, выживаемость сперматозоидов и скорость подвижных сперматозоидов, а также значительно более высокий уровень деформации сперматозоидов по сравнению с контрольной группой.
Считается, что марганец может негативно воздействовать на сперматогенез рабочих мужчин, оказывая прямое токсическое воздействие на развитие сперматозоидов, что приводит к изменению качества мужской спермы.
Исследования, проведенные за рубежом, также показали, что изменения секреции половых гормонов и снижение качества спермы не влияют на соотношение полов потомства.
Опасность вредных газов
Во время сварки высокая температура и сильное ультрафиолетовое излучение сварочной дуги могут привести к образованию вредных газов вокруг дуги. Эти газы включают озон, оксиды азота, монооксид углерода и фтористый водород.
Озон — ядовитый газ светло-голубого цвета, который может вызывать раздражение. В высоких концентрациях имеет рыбный запах и слегка кисловатый вкус. Основной вред озона для организма человека заключается в его сильном раздражении дыхательной системы и легких, вызывающем такие симптомы, как кашель, стеснение в груди, потеря аппетита, утомляемость, головокружение, системные боли, а в тяжелых случаях — бронхит и отек легких.
Оксиды азота также являются раздражающими токсичными газами, при этом диоксид азота имеет красновато-коричневый цвет и отчетливый запах. Вред для организма человека исходит от его стимулирующего действия на легочную ткань, вызывающего образование азотной кислоты и нитритов после попадания в дыхательные пути. Это сильное раздражение и коррозия легочной ткани может привести к отравлению.
Симптомы хронического отравления включают неврастению, такую как бессонница, головные боли, потеря аппетита и потеря веса. Высокие концентрации оксидов азота могут вызывать острое отравление, при легкой токсичности — остром бронхите, при тяжелом отравлении — сильном кашле, одышке, коллапсе, слабости и других симптомах. Воздействие оксидов азота на организм человека обратимо и со временем уменьшается.
При сварке ВИГ, если не принять надлежащих мер вентиляции, концентрация оксидов азота может превышать гигиенические нормы более чем в десять-двадцать раз. Гигиенический норматив оксидов азота в Китае составляет 5 мг/м 3 . В процессе сварки озон и оксиды азота часто присутствуют вместе, что делает их более токсичными. Токсичность этих двух газов вместе взятых обычно в 15-20 раз выше, чем у одного газа.
Защитные меры
(1) Меры по вентиляции
На участке аргонно-дуговой сварки должна быть предусмотрена надлежащая система вентиляции для удаления вредных газов и дыма.
В дополнение к общей вентиляции помещения, несколько осевых вентиляторов могут быть установлены на сварочных участках с высокой рабочей нагрузкой, где сосредоточены сварочные машины для внешней вытяжки.
Для удаления вредных газов вблизи дуги также могут быть приняты меры местной вентиляции, такие как вытяжной колпак для открытой дуги, сварочный пистолет для дымоудаления, переносной небольшой вентилятор и т. д.
(2) Меры радиационной защиты
По возможности рекомендуется использовать цериево-вольфрамовые электроды с очень низкой дозой облучения.
При шлифовании ториевольфрамовых электродов и цериево-вольфрамовых электродов следует использовать герметичный или вакуумный шлифовальный круг.
Операторы должны носить средства индивидуальной защиты, такие как маски и перчатки, и мыть руки и лицо после работы с электродами.
Ториево-вольфрамовые электроды и цериево-вольфрамовые электроды следует хранить в алюминиевом контейнере.
(3) Меры по защите от высокочастотных помех
Для уменьшения и смягчения воздействия высокочастотных электромагнитных полей необходимо принять следующие меры:
Заготовка должна быть должным образом заземлена, а кабель сварочной горелки и заземляющий провод должен быть экранирован металлической оплеткой.
Частота должна быть отрегулирована соответствующим образом.
Избегайте использования высокочастотных генераторов в качестве устройства стабилизации дуги, чтобы свести к минимуму время высокочастотного электрического воздействия.
(4) Прочие средства индивидуальной защиты
Во время аргонно-дуговой сварки из-за сильного воздействия озона и ультрафиолетового излучения рекомендуется носить рабочую одежду из материалов, отличных от хлопка, например из кислотостойкого твида или шелк тусса.
В ситуациях, когда сварка происходит в замкнутом пространстве и местная вентиляция не может быть использована, следует использовать средства индивидуальной защиты, такие как каска для подачи воздуха, маска для подачи воздуха или противогаз.
TIG сварка — что это такое, преимущества и недостатки ручной дуговой сварки
Вернуться назад
TIG сварка — популярный вид ручной дуговой сварки. Его сущность раскрывается в расшифровке аббревиатуры: TIG — Tungsten Inert Gas. Перевод названия говорит о том, что в технологии применяются вольфрамовый электрод и инертный газ. Сварное соединение происходит за счет расплавления металлических заготовок под воздействием электрической дуги.
Содержание
Газ для TIG сварки
Электрод для TIG сварки
TIG сварка с присадочным материалом и без
Горелка для TIG сварки
Обзор популярных моделей аппаратов для TIG сварки
Способы поджига дуги
Аргонодуговая сварка TIG: ее плюсы и минусы
Газ для TIG сварки
Вы можете встретить, что технологию называют «аргонодуговая» или «аргоновая сварка TIG». И это неслучайно. Название метода связано с большой популярностью аргона для сварки — именно его чаще всего используют в работе. Причин несколько:
Аргон дешевле;
Экономичнее расходуется;
С ним легче управлять рабочим процессом;
Именно аргонодуговая сварка TIG лучше справляется с соединением тонких заготовок.
Однако не стоит забывать, что применяется и другой инертный газ — гелий, а также смеси аргона и гелия. Они химически неактивные, а значит, не вступают в реакцию с металлом и никак не влияют на химический состав сварного соединения. Газовая среда выполняет защитную функцию, оберегая сварочную ванну от контакта с окружающей средой: кислородом, азотом и влагой, содержащейся в воздухе. Такая изоляция нужна, чтобы получить качественный шов без дефектов.
Электрод для TIG сварки
TIG сварка предполагает применение вольфрамового электрода, который изготовлен из самого тугоплавкого металла. Чтобы его расплавить, потребуется температура выше 3410 °C. Насколько бы не были прочными вольфрамовые электроды, они все же могут начать деформироваться, если в процессе сварки накалятся до температуры, превышающей допустимую. Именно по этой причине аргоновая сварка TIG на постоянном токе осуществляется только на прямой полярности: когда на электрод подается «минус». В этом случае большее тепловложение направлено на заготовки, а электрод нагревается меньше. Альтернативный вариант — это TIG сварка на переменном токе, при которой полярность постоянно меняется, и соответственно электрод не успевает перегреться. Такой вариант применяется для сварки алюминия.
Электроды подразделяются на разные виды, в зависимости от редкоземельных элементов, включенных в состав. Различают их по цветовому и буквенному обозначению:
Зеленый (WP) — чистый вольфрам
Темно-синий (WY-20) — с иттрием
Красный (WT-20) — с торием
Серый (WC-20) — с церием
Белый (WZ-8) — с цирконием
Синий/голубой (WL-20) — с лантаном
Золотой (WL-15) — с лантаном
Фиолетовый/лиловый (WG-La-15) — с лантаном, цирконием, иттрием
Полезный лайфхак: существуют универсальные электроды, которые подходят для любого металла и любого тока. Вот эти помощники-универсалы:
WL-15
WL-20
WG-La-15
Кроме того, что электрод выступает проводником электрического тока и инструментом возбуждения дуги, он также выполняет ответственную функцию удержания дуги, пока длится TIG сварка. Чтобы дуга была стабильной, а шов получался ровным, необходимо уделить внимание заточке электрода. Наконечник может быть в виде конуса, сферическим, а также в виде конуса с закругленным кончиком (что-то среднее между первым и вторым вариантом).
Форма наконечника подбирается в соответствии с тем, какой вид электрода мы применяем и какие металлы нам предстоит сваривать. Электроды с маркировкой WP и WL затачиваются до сферической формы; модели WT — до закругленного конуса; все остальные — до конуса. Чрезвычайно важно придать кончику электрода необходимую форму, так как от этого зависит «поведение» сварочной дуги. Если для вас аргонодуговая сварка TIG — главный способ соединения металлов, который вы чаще всего используете, то есть смысл купить собственное точильное оборудование для вольфрамовых электродов. С ним вы будете уверены в качестве подготовки электрода.
TIG сварка с присадочным материалом и без
В технологическом процессе могут участвовать присадочные прутки. Они нужны, когда требуется усилить шов или произвести тавровое соединение с заданным катетом. Благодаря присадочной проволоке можно добавить в сварное соединение необходимые элементы, которые улучшат механические свойства шва, сделают его более прочным и долговечным. Шов будет иметь характерный рельефный (чешуйчатый) валик.
Как выглядит процесс: в одной руке у сварщика — горелка, которую он держит под определенным углом и перемещает вдоль линии соединения заготовок, в другой руке — пруток, который он направляет в зону сварки. Движения должны быть точными и плавными — от этого зависит «рисунок» чешуи шва.
Бюджетные варианты присадочных прутков для бытового применения представлены в линейке Golden Bridge и SELLER. Крупные производственные предприятия чаще выбирают материалы из более дорогих сегментов, например, продукцию брендов ESAB и Alfa Global.
При соединении тонколистовых деталей аргоновая сварка TIG может прекрасно обходиться и без использования присадочной проволоки, когда не требуется дополнительное усиление шва.
Горелка для TIG сварки
Горелка TIG одновременно фиксирует электрод, а также обеспечивает подачу тока и газа. На вентильных горелках газ подается открытием вентиля, а на горелках с кнопкой — простым нажатием.
Горелку подбирают в зависимости от величины тока, на котором будут варить. Еще один критерий выбора — вес. Все-таки сварщикам приходится держать инструмент в руках в течение длительного времени, и будет плюсом, если горелка удобная и легкая, как, например, модель TIG TP 17 SNAKE.
Бюджетный вариант вентильной горелки — модель TECH TS 17 V от бренда Сварог. Она имеет воздушное охлаждение и подходит для работы с током до 140 ампер. Для более сложных задач можно рассмотреть кнопочную горелку с водяным (более мощным) охлаждением — КЕДР TIG-500 EXPERT. Это устройство предназначено для сварки на токе до 550 А. В средней ценовой категории можно обратить внимание на модель TECH TS 18 с кнопкой. Горелка работает на токе до 320 А.
Не стоит забывать про регулярную замену расходных частей горелки, таких как сопло, цанга, держатель цанги, газовая линза.
Обзор популярных моделей аппаратов для TIG сварки
Оборудование — важная составляющая успешной работы. В случае с методом TIG для работы подойдут не только специализированные сварочные аппараты, но и устройства для сварки MMA — в этом случае возбуждение дуги будет осуществляться касанием электрода поверхности изделия.
Популярным вариантом для небольших ремонтных и производственных мастерских является инверторный аппарат КЕДР UltraTIG-200, работающий на постоянном токе. Он компактный и удобный в эксплуатации, выдает сварочный ток до 200 ампер. Схожими возможностями обладает аппарат СВАРОГ REAL TIG 200. Оба устройства подходят как для MMA, так и для TIG сварки. Из более дорогой ценовой категории можно выбрать КЕДР MultiTIG-2000P DC. Он отличается широким функционалом, наличием импульсного режима и позволяет детально настроить сварочные параметры, в том числе динамические характеристики дуги. Аппарат имеет удобную панель с параметрической кривой.
Для более сложных промышленных задач подойдет модель КЕДР UltraTIG-200P AC/DC. Она обеспечивает сварку как на переменном, так и на постоянном токе. Еще один востребованный профессиональный аппарат — Cebora WIN TIG DC 180M. В нем собраны все необходимые функции для качественной работы.
Способы поджига дуги
Возбуждение дуги касанием. Кратковременного касания заготовки электродом достаточно, чтобы возникла сварочная дуга. Для этого способа может применяться аппарат как для MMA, так и для TIG сварки.
Высокочастотный поджиг. В отличие от первого варианта, высокочастотный поджиг (HF) происходит бесконтактно: электрод близко подносится к заготовке, но не касается ее. Для поджига нужно всего лишь навести горелку на заготовку и нажать кнопку на ней. Это более совершенный вариант возбуждения дуги.
Аргонодуговая сварка TIG: ее плюсы и минусы
Плюсы
Качество и эстетика шва;
Возможность соединения тонких заготовок;
Работа со всеми видами металлов;
Отсутствие брызг и шлака;
Доступность работы во всех пространственных положениях.
Минусы
Сниженная производительность;
Риск получения нестабильной дуги из-за ветра и осадков;
Высокие требования к квалификации сварщика.
TIG сварка справляется с большим спектром задач, ее главное преимущество заключается в том, что при умелом обращении с оборудованием вы получите красивый и качественный шов. Однако сам рабочий процесс не самый простой и требует больше времени, чем, например, полуавтоматическая сварка.
Узнавайте о новых статьях первыми! Подпишитесь на рассылку!
Установка аргонодуговой сварки КЕДР MultiTIG-2000P DC (220В, с горелкой)
В наличии
Установка аргонодуговой сварки КЕДР UltraTIG-200 (220В, 10-200А)
В наличии
Горелка TECH TS 17 V (M12×1), 4 м, ION9906
Под заказ
Горелка TECH TS 18 (ОКС+б/р, 2 пин), 8 м, IOB6367
В наличии
Аппарат для аргонодуговой сварки СВАРОГ REAL TIG 200 (W223)
Под заказ
Вам может быть интересно
Основные методы сварки: ММА, MIG/MAG, TIG
Содержание
Технологии сварки: обозначения и главные принципы
Виды сварочного оборудования
Какой аппарат выбрать для сварки
Наиболее распространенные методы сварки, использующиеся в бытовых и профессиональных целях — ММА, MIG/MAG и TIG. Они актуальны практически во всех отраслях промышленности от небольших мастерских до крупных предприятий, но отличаются:
областями применения;
техникой выполнения;
производительностью;
эксплуатационными затратами;
требованиями к сварочным устройствам.
Мы рассмотрим классификацию и особенности основных видов сварки, виды сварочных аппаратов и ключевые правила их выбора.
Технологии сварки: обозначения и главные принципы
Единой системы обозначения методов сварки плавлением нет. Можно использовать полные названия, английские или русские аббревиатуры.
Сварка ММА
Ручная электродуговая сварка плавящимися или покрытыми электродами ММА — самый распространенный метод дуговой сварки с относительно невысокой производительностью. Электрическая дуга горит между сварочной ванной и электродом. Защитный газ для внешней защиты не используют. От воздуха сварочную ванну и капли расплавленного металла защищает газ и шлак от обмазки электрода.
Сварку ММА в основном применяют для сталей:
нелегированных и низколегированных;
жаростойких и высокопрочных высоколегированных;
нержавеющих никелевых и хромоникелевых сплавов.
Минимальная толщина листа — 1,5-2 мм. Существует множество типов электродов, различающихся химическим составом и толщиной обмазки. Покрытие определяет сварочные характеристики — стабильность дуги, переход металла, а также прочность и вязкость сварочного шва.
Сварка MIG/MAG
Сварка проволокой в среде инертного или активного газа MIG/MAG — технология, пользующаяся популярностью в промышленности. Дуга горит между проволокой и свариваемыми деталями. Сварочная ванна защищена аргоном, гелием, азотом, углекислотой или газовой смесью.
Производительную сварку MIG/MAG используют для:
углеродистых и низколегированных сталей;
высоколегированных и никелевых сплавов;
сплавов на основе алюминия и меди.
Широкий ассортимент проволоки позволяет подобрать её с учетом состава основного металла.
Сварка TIG
Аргонодуговая сварка неплавящимся электродом TIG — один из видов ручной дуговой сварки. Дуга горит между вольфрамовым электродом и свариваемой заготовкой. Металл и электрод защищены от воздействия атмосферы инертным газом, как правило аргоном, но может применяться и гелий.
Сварка TIG универсальна. Её используют для любых металлов, но чаще всего для сваривания:
корневых швов и труб малых диаметров из нелегированных и низколегированных сталей;
Минимальная толщина стали — 0,3 мм, алюминия — 0,5 мм. Помимо электродов из чистого вольфрама, существуют и такие, к которым добавлено 0,5-4% оксида тория, циркония, лантана или церия.
Виды сварочного оборудования
Для ММА, MIG/MAG и TIG используют разные типы сварочных аппаратов от простейших трансформаторов и выпрямителей до инверторов. Они позволяют сваривать только одним методом или на разных режимах, отличаются принципом работы, техническими характеристиками и функционалом.
Инверторы для ММА
Ручную сварку ММА выполняют с помощью инверторных сварочных аппаратов, имеющих высокую мощность при небольшом весе. Они отлично подходят для бытовых задач, сварки вне помещений и в труднодоступных местах. Процесс не требует защитного газа, а значит и баллонов.
Современные инверторные аппараты для ММА выдают постоянный и переменный ток с синусообразными и прямоугольными импульсами, и предлагают облегчающие сварку функции. Они позволяют регулировать форсаж (жесткость) дуги, упростить её зажигание и предотвратить прилипание электрода.
Полуавтоматы для MIG/MAG
Аппараты для MIG/MAG состоят из инверторного источника питания (реже выпрямителя), устройств управления и подачи проволоки с пакетом шлангов и горелкой. Существуют компактные мобильные полуавтоматы в моноблочном исполнении для легких и средних режимов работы и модели с выносным механизмом подачи проволоки для производств.
В качестве расходных материалов используют сплошную и порошковую газозащитную и самозащитную проволоку (условное обозначение полуавтоматической сварки порошковой проволокой — FCAW).
В отличие от ручной сварки, где на инверторе регулируется только сила тока, а напряжение дуги определяет ее длина, поддерживаемая сварщиком, на полуавтоматах для MIG/MAG напряжение выбирают путем настройки. Современные модели поддерживают упрощенное синергетическое управление, когда параметры выбираются одной кнопкой или сохраняются в памяти аппарата.
Аппараты для TIG
Сварочные аппараты для TIG включают в себя инверторный источник питания с устройством управления для регулировки рабочего тока и пакетом шлангов для горелки. Для облегчения сварки используют дополнительные функции: настройки времени спада и нарастания тока, 2T/4T, контактное зажигание LiftArc.
Современные инверторы позволяют настраивать импульсную частоту в широком диапазоне и сваривать на микроимпульсном режиме для контроля тепловложения, что важно для тонколистовой стали.
Какой аппарат выбрать для сварки
Для бытовых задач дома, на даче, в личном гараже подходят инверторы для ММА. Для коммерческого использования и профессиональных целей — полуавтоматы. Когда требуются чистые швы и высокое качество сварки без брызг и деформаций тонких листов, отдают предпочтение аппаратам для TIG.
При выборе сварочного инвертора нужно обращать внимание на характеристики, габариты и функционал, который станет хорошей помощью. Основные критерии:
Размеры и вес. Для работы вне помещений — для подработки с выездом, на строительных площадках, выбирайте компактные модели, которые можно без особых усилий переносить на место сварки.
Условия подключения. Аппараты, подключающиеся к однофазной сети менее мощные, но более универсальные — в отличие от трехфазной сети, однофазная есть практически везде.
Максимальный сварочный ток. Для бытовых задач достаточно инвертора, работающего на токах до 200 А, для профессиональных подбирайте модели со сварочным током не менее 250 А.
ПВ. Чем выше продолжительность включения, тем дольше вы сможете работать без перерыва — для бытовых и полупрофессиональных задач подойдут модели с ПВ 30-60%, профессионального ремонта, изготовления металлоконструкций — с ПВ от 60%.
Многофункциональные аппараты, поддерживающие несколько методов сварки, хороши для профессионального применения. Режим TIG, часто реализуемый в бытовых инверторах, обрезан.
Сварка MIG и TIG (в чем разница между ними?)
Сварка МИГ и ВИГ являются распространенными видами сварки, имеющими ряд общих черт, поскольку в обоих случаях используется электрическая дуга и защитный газ. Однако между этими двумя процессами есть ряд различий, в том числе в отношении сварочных электродов, используемых для создания дуги. MIG использует сплошную проволоку, которая подается в зону сварки с помощью машины, в то время как TIG использует неплавящийся электрод и ручной присадочный стержень для формирования сварного шва.
Эти различия означают, что процессы сварки MIG и TIG имеют свои преимущества и недостатки и предпочтительные области применения. Чтобы лучше понять это, мы сначала исследуем два процесса…
Содержание
Щелкните ссылки ниже, чтобы перейти к разделу руководства:
Процесс MIG
TIG-процесс
Преимущества и недостатки
Сравнение
MIG и TIG
приложений
Ключевые отличия
Часто задаваемые вопросы
Заключение
Сварка металлов в среде инертного газа (MIG) также известна как дуговая сварка металлическим газом (GMAW). Он использует полуавтоматическую или полностью автоматическую дугу для создания сварного шва с расходуемым проволочным электродом в качестве присадочного материала и защитным газом для защиты сварного шва, улучшения провара и уменьшения пористости сварного шва.
Электрод и защитный газ подаются через сварочный пистолет (или горелку). Защитный газ обычно представляет собой смесь 75 % аргона и 25 % CO 9 .0035 2 , хотя другие смеси также используются в зависимости от свариваемых материалов и других переменных.
Также используется непрерывный расходуемый проволочный электрод и защитный газ, которые подаются через провод к сварочному пистолету (иногда называемому горелкой). Состав и диаметр проволочного электрода также различаются в зависимости от типа соединяемого металла, толщины детали и конфигурации соединения. Скорость, с которой электрод подается в сварной шов, определяется настройками скорости подачи проволоки (WFS), которая должна обеспечить достаточное количество металла шва для соединения.
Сварка вольфрамовым электродом в среде инертного газа (TIG) также известна как дуговая сварка вольфрамовым электродом (GTAW). Как и в случае MIG, в этом процессе сварки также используется дуга, но, в отличие от MIG, электрод представляет собой неплавящийся вольфрамовый электрод, который используется вместе с отдельным расходуемым присадочным материалом. Этот присадочный материал обычно представляет собой стержень, который вручную подается в сварочную ванну, а это означает, что при сварке TIG используются обе руки — одна для вольфрамового электрода, а другая для присадочного стержня.
Состав и размер присадочного стержня варьируется в зависимости от выполняемого сварного шва. При сварке TIG также используется защитный газ, хотя обычно это 100% аргон в виде CO 9 .0035 2 при использовании с MIG способствует образованию оксида вольфрама, который может привести к преждевременному износу электрода и загрязнению сварного шва.
При сварке TIG также используется ножная педаль, позволяющая сварщику контролировать силу тока, регулировать температуру во время сварки и точно контролировать количество тепла, подводимого к металлу.
MIG Преимущества и недостатки
MIG или сварка в среде инертного газа, как правило, используется для соединения больших и толстых материалов с использованием расходуемой проволоки, которая одновременно является электродом и присадочным материалом.
Сварка MIG выполняется быстрее, чем сварка TIG, что сокращает время производства сварных швов и, следовательно, снижает затраты. Сварке MIG также легче научиться, что упрощает выполнение сварных швов, которые практически не требуют очистки и отделки.
Однако сварные швы MIG не такие точные, прочные или эстетически привлекательные, как сварщики, сваренные методом TIG.
TIG Преимущества и недостатки
TIG, или сварка вольфрамовым электродом в среде инертного газа, представляет собой универсальный метод, позволяющий соединять широкий спектр небольших и тонких материалов с использованием нерасходуемого вольфрамового электрода вместе с опциональным отдельным присадочным стержнем.
Сварка ВИГ медленнее, чем сварка МИГ, что увеличивает время производства и, следовательно, приводит к увеличению затрат. Сварке TIG также сложнее научиться, и для обеспечения правильной точности сварки требуются опытные специалисты.
Однако, поскольку сварка TIG обеспечивает больший контроль над процессом сварки, сварка TIG получается прочнее, точнее и эстетичнее, чем сварка MIG.
Пособие
МИГ
ТИГ
Скорость сварки
√
х
Затраты на сварку
√
х
Простота сварки
√
х
Прочность сварных швов
х
√
Точность сварки
х
√
Эстетика сварных швов
х
√
Толстые материалы
√
х
Тонкие материалы
х
√
Применение MIG
Поскольку сварка MIG проста в освоении, относительно проста в выполнении и позволяет соединять такие материалы, как алюминий, низкоуглеродистая сталь и нержавеющая сталь, она подходит для целого ряда применений.
MIG особенно эффективен для более толстых металлов и обычно используется там, где эстетика сварного шва не является приоритетом.
Применение TIG
Сварке TIG сложнее научиться, но она дает более точные результаты, чем сварка MIG. TIG также лучше подходит для соединения более тонких материалов и может использоваться для сварки алюминия, меди, стали, титана и других материалов.
Таким образом, сварка TIG широко используется в тех случаях, когда требуется точность, например, в аэрокосмической отрасли, автоспорте, промышленных конструкциях, производстве производственных линий и т. д.
Мы уже упоминали некоторые различия между процессами сварки MIG и TIG.
МИГ обычно считается более простым в освоении и использовании, а также более быстрым и лучшим для сварки толстых материалов. Тем не менее, сварка TIG обеспечивает больший контроль и точность, лучше подходит для более тонких материалов и обеспечивает более аккуратные сварные швы с минимальной требуемой отделкой.
Помимо этих общих различий, существует ряд ключевых отличий, которые можно разделить на категории в соответствии с различными свойствами, стоимостью, простотой обучения и т. д.:
1. Прочность сварного шва
Сварные соединения методом ВИГ обычно прочнее сварных сваркой МИГ. Это связано с тем, что узкая сфокусированная дуга, создаваемая сварщиками TIG, обеспечивает лучшее проникновение в металл. Кроме того, сварные валики TIG при правильном нанесении содержат мало отверстий и других дефектов, которые могут ослабить сварной шов. Несмотря на это обобщение, сварка MIG по-прежнему позволяет получать прочные сварные швы с хорошим проплавлением за счет шлифовки или вырезания V-образной канавки в соединении перед началом сварки для увеличения провара. Хорошая скорость перемещения и правильное расположение горелки также улучшают прочность сварных швов MIG.
2. Скорость сварки
Сварочные аппараты MIG обычно обеспечивают более высокую скорость сварки в производственных условиях. Это связано с тем, что сварочные аппараты MIG с воздушным охлаждением автоматически подают присадочный материал в сварочную ванну и имеют более круглую и широкую дугу, которая лучше рассеивает тепло. Это позволяет сварщикам перемещать сварочную ванну быстрее и выполнять более длительные проходы без перегрева. Сварщики TIG, напротив, не могут перемещать сварочную ванну так же быстро или подавать достаточное количество присадочной проволоки, чтобы конкурировать со скоростью сварки MIG. Кроме того, горелки с воздушным охлаждением, используемые при сварке TIG, сильно нагреваются при длительных сварочных работах, что означает необходимость их охлаждения или замены на более дорогие горелки с водяным охлаждением.
3. Защитный газ
При сварке MIG и TIG используется защитный газ, обеспечивающий качество сварных швов. Защитный газ защищает сварочную ванну от реактивных газов, содержащихся в воздухе, которые могут привести к загрязнению сварного шва. При сварке TIG обычно используется чистый аргон для защиты сварного шва, поскольку вольфрамовый электрод более чувствителен к химически активным газам, таким как кислород или CO 2 . Сварка MIG обычно выполняется с использованием смеси аргона и CO 2 (обычно 75/25%), так как небольшая добавка двуокиси углерода стабилизирует дугу и способствует проплавлению. Существуют исключения из этих общих правил использования защитного газа в зависимости от области применения. При сварке TIG иногда может использоваться смесь аргона с гелием, водородом или азотом, в то время как сварка MIG выполняется со 100% чистым аргоном при сварке алюминия и может выполняться с чистым CO 2 для экономии затрат и увеличения проплавления сварного шва. Эти два метода также используют разные скорости потока защитного газа: при MIG обычно используется от 35 до 50 кубических футов в час, а при сварке TIG используется поток защитного газа от 15 до 25 кубических футов в час.
4. Эстетика сварных швов
Сварные швы TIG, как правило, демонстрируют лучшие эстетические качества, чем сварные швы MIG. С очень небольшим количеством брызг или без них сварные швы TIG обычно требуют лишь легкой полировки для окончательной отделки и удаления любого обесцвечивания. Сварные стопки «монет», сваренные методом TIG, часто считаются наиболее эстетичными сварными швами и могут служить для того, чтобы неокрашенные сварные швы (например, в стали или алюминии) выглядели наилучшим образом. Сварные швы MIG, напротив, имеют менее желательный внешний вид, даже несмотря на то, что опытный сварщик все же может создать красивые сварные швы MIG. Несмотря на эстетические различия, сварные швы MIG часто подходят для тех случаев, когда внешний вид менее важен или где сварные швы должны быть покрыты покрытием, закрывающим внешний вид соединения.
5. Сложность процесса
Сварку МИГ намного легче освоить, чем сварку ТИГ. Сварка TIG требует использования двух рук: одной для перемещения сварочной горелки, а другой для подачи присадочного стержня в сварочную ванну. Плюс часто есть ножная педаль, с помощью которой можно регулировать силу тока. Хотя эти различные движения обеспечивают больший контроль, ими может быть трудно овладеть. Соединяемые металлы также должны быть очищены и хорошо подготовлены для сварки TIG, а сварщики склонны рассматривать TIG как более продвинутый процесс. Сварке МИГ, напротив, научиться гораздо легче. Нет необходимости в ручной педали, а присадочный материал автоматически подается через сварочный пистолет, а это означает, что вам нужно использовать только одну руку для завершения сварки.
6. Стоимость
Сварка ВИГ стоит больше в расчете на фут валика, чем сварка МИГ. Это связано с более низкой скоростью наплавки, связанной с TIG, а также с необходимостью в более опытных и, следовательно, более дорогих сварщиках. Кроме того, сварка TIG требует дополнительных подготовительных работ, что также увеличивает стоимость. Наконец, расходные материалы и оборудование для сварки MIG, как правило, дешевле, чем сварка TIG. Сочетание всех этих факторов делает сварку TIG более дорогой, чем сварку MIG.
ВИГ лучше, чем МИГ?
Трудно определить, лучше ли TIG, чем MIG, так как это зависит от ряда факторов. TIG обеспечивает большую прочность сварного шва и лучший внешний вид, если он выполнен должным образом квалифицированным сварщиком, но, если сварщик менее квалифицирован, сварка MIG может быть лучшим вариантом для качественного сварного шва. Сварка MIG также является более быстрым процессом, чем сварка TIG, что позволяет выполнять более длинные циклы за меньшее время. Таким образом, в конечном счете, TIG лучше в некоторых случаях, а MIG лучше в других.
Сварка TIG сложнее, чем сварка MIG?
Сварку ВИГ обычно считают более сложной в освоении, чем сварку МИГ, поскольку это менее автоматизированный процесс, требующий большей точности.
Должен ли я изучать сварку MIG или TIG?
В то время как сварка электродами часто считается лучшим процессом для начинающих, сварка МИГ лучше подходит для изучения основ, чем сварка ТИГ. Вы должны быть в состоянии производить приемлемые сварные швы намного проще с MIG, чем с TIG.
Как правильно выбрать процесс для вашего приложения?
Различия между двумя методами сварки означают, что может быть трудно решить, когда использовать сварку MIG, а когда использовать сварку TIG. У каждого метода есть свои преимущества, которые могут служить руководством для выбора метода…
1.
Когда использовать MIG:
Более толстые материалы – MIG лучше подходит для сварки более толстых материалов
Длинные прогоны – Непрерывная подача проволоки при сварке MIG означает, что она лучше подходит для более длинных прогонов, реже требует остановок и пусков для замены присадочного материала, чем при сварке TIG, что означает меньшую вероятность дефектов сварки
Сложные положения – MIG проще использовать в сложных положениях, так как для этого требуется использование только одной руки
Высокая производительность – сварка МИГ лучше подходит для высокой производительности, чем сварка ВИГ, которая является более медленным процессом
Менее опытные сварщики – MIG легче освоить, чем TIG, поэтому он лучше подходит для менее опытных сварщиков
2. Когда использовать TIG:
Более тонкие материалы – точность сварки TIG означает, что она идеально подходит для соединения тонких материалов, которые могут быть подвержены прожогу или деформации
Мелкие партии – сварка ВИГ лучше всего подходит для малых партий
Работа в цеху или в цеху – TIG – это непростая процедура в нерабочем положении, поэтому наилучшие результаты достигаются при работе в цеху или в цеху
Тонкая или тонкая работа – Сварка ВИГ предпочтительна, когда важен внешний вид окончательного сварного шва. Видимые детали, такие как автомобильная реставрация или произведения искусства, будут лучше выглядеть при сварке TIG, а процесс также позволяет лучше контролировать, чтобы предотвратить деформацию или возгорание
Цветные металлы – опытные сварщики склонны использовать сварку TIG для алюминия, меди, нержавеющей стали и других экзотических металлов
Опытные сварщики – Все преимущества сварки ВИГ зависят от наличия опытного сварщика, без которого лучше выбрать более простой метод, такой как сварка МИГ
При сварке MIG используется электродная проволока с непрерывной подачей защитного газа через ручную горелку. В сварке TIG используется расходуемый вольфрамовый электрод с защитным газом, подаваемым по линии подачи, и отдельный ручной присадочный стержень, который вручную подается в сварочную ванну. При сварке TIG также используется установленный на горелке элемент управления или ножная педаль для изменения силы тока. Оба типа сварки также обычно используют разные защитные газы.
Ни MIG, ни TIG нельзя считать «лучшими», поскольку они оба имеют свои преимущества и недостатки в зависимости от ситуации.
Сварка МИГ предлагает недорогие, быстрые сварные швы и легка в освоении, а это означает, что менее опытные сварщики могут выполнять сварные швы хорошего качества. Сварку TIG гораздо сложнее освоить, она дороже и медленнее. Тем не менее, сварка TIG может обеспечить уровень точности и эстетического качества, который не может сравниться со сваркой MIG. Там, где сварка MIG лучше подходит для более толстых материалов, сварка TIG предпочтительнее для более тонких материалов или более деликатных работ.
Соответствующие часто задаваемые вопросы (FAQ)
3 распространенных типа сварки: TIG, MIG и сварка электродом
MIG, TIG и сварка электродом широко используются в современном производстве. Однако сварка — это процесс, требующий высокой квалификации, история которого восходит к бронзовому веку . Операция включает в себя сплавление кусков металла вместе с помощью тепла и, часто, силы. Любой, чьи знания не выходят за пределы кузнечного дела, владеющего молотом, может не знать, что существует несколько различных способов работы с металлом. Некоторые из этих методов более эффективны, чем другие, но используемый метод полностью зависит от желаемого результата и конкретного проекта.
Квалифицированные сварщики должны знать все компоненты металлообработки, чтобы правильно практиковать свое искусство. Способность различать различные методы и инструменты — вот что отличает настоящего профессионала от менее опытного работника. Знатоки должны уметь выбирать методы и инструменты, дающие возможность для достижения наилучших возможных результатов.
Независимо от того, являетесь ли вы любителем, ищущим дополнительную информацию, или опытным профессионалом, желающим освежить свои знания, ваш успех — наша цель. Мы предоставляем сварочные материалы премиум-класса, которые помогут вам в достижении идеального сварного шва. Однако то, что мы можем предложить, — это только часть уравнения: вы — талант, благодаря которому наши инструменты работают с максимальным потенциалом. По этой причине мы составили краткий обзор различных сварочных процессов для сварщиков любого уровня квалификации: MIG, TIG и дуговая сварка.
Сварка электродом
Старейшая форма сварки, этот экономичный метод настолько же портативный, насколько и доступный. Как следует из названия, дуговая сварка включает в себя нанесение присадочного металла на соответствующие соединения с использованием металлического стержня и электричества. Сварку электродом можно выполнять практически в любом месте, и это отличный вариант для сварщиков в мастерских. Его также можно использовать для большинства металлов.
Несмотря на удобство и портативность, техника все же имеет свои недостатки. Он не всегда дает точные результаты, которые можно ожидать от других методов. Поскольку это одна из самых архаичных форм сварки, она не усовершенствовалась так, как другие. Конечный продукт может быть не таким прочным, как мог бы быть, хотя опытный сварщик все же может обеспечить прекрасные результаты.
Необходимое оборудование:
Сварочный аппарат
Зажим заземления
Держатель электрода
Электроды/стержни
Блок питания
Обычно используется для:
Стальные конструкции
Горнодобывающая промышленность
Строительство
Сварка конструкций
Ремонт в полевых условиях
Сварка МИГ
Сварка МИГ (металл в среде инертного газа), также известная как GMAW (дуговая сварка металлическим газом), является наиболее экономичным методом сварки. Также говорят, что его легче всего выучить. В этом методе сварщик подает металлическую проволоку через сварочный пистолет, работающий от инертного газа. Это расплавит проволоку и создаст бусину. Как только сварщик помещает валик, он либо перетаскивает, либо проталкивает его по металлу, чтобы сплавить его.
Сварка MIG требует меньшей точности, чем другие методы. Однако с более высоким качеством связаны более высокие цены, а материалы, используемые для этого метода, недешевы. Проект также должен выполняться в помещении, так как инструменты подвержены повреждению от внешних элементов.
Необходимое оборудование:
Проволока MIG
Механизмы подачи проволоки
Пистолет МИГ
Пистолет для катушки
Гель для насадки
Шланги и зажим заземления
Газовый регулятор
Обычно используется для:
Морское оборудование
Сельское хозяйство
Строительство
Робототехника
Скульптуры
Автосервис
Сварка ВИГ
Сварка ВИГ (вольфрамовым электродом в среде инертного газа) или GTAW (дуговая сварка вольфрамовым электродом в среде защитного газа) относится к числу наиболее трудных для освоения навыков и обычно не рекомендуется новичкам. Тем не менее, кривая обучения в конечном итоге предоставляет пользователям достаточную универсальность. Этот метод требует использования обеих рук: одна держит горелку, а другая держит присадочный стержень. В процессе сварки тепло проходит через электрод и создает дугу. Горелка парит прямо над металлом, и сварщик должен быть уверен, что два элемента не соприкоснутся. Используя обе руки и ножную педаль, сварщик может создать чистую деталь — некоторые даже сказали бы, самую чистую из возможных.
Двуручный метод дает сварщикам значительную точность, позволяя им полностью контролировать свои проекты. Сварку TIG следует использовать только на чистом металле, так как другие варианты приведут к снижению качества. Это также более длительный процесс, требующий дополнительного времени и подготовки, которые могут не требоваться другими методами. Хотя это утомительно, обычно это дает оптимальные результаты.
Необходимое оборудование:
Горелки
Вольфрамовый электрод
Защитный газ
Шлифовальный круг
Газоснабжение
Присадочный металлический стержень
Источники питания
Обычно используется для:
Атомная промышленность
Пищевая промышленность
Электростанции
Самолеты
Велосипеды
Газонокосилки
Как выбираются стержни
Ранее мы упоминали о правильном выборе стержней для сварки MIG, TIG или дуговой сварки для вашего проекта. Опытные сварщики знают, что это играет важную роль в конечном результате проекта. Ваше положение при сварке, а также основной металл должны учитываться при принятии этого решения. Вы также захотите подобрать удилище к своей базе. Еще одна важная вещь, которую следует учитывать, — это прочность стержня на растяжение. Это определяет, сколько дополнительной прочности можно добавить к основному металлу. На вашей удочке будет четыре цифры; первые три представляют его прочность на растяжение — чем выше число, тем прочнее стержень. Четвертая цифра обозначает тип покрытия.
Универсальная штанга позволит вам работать с материалом независимо от того, сидите вы или стоите. Это идеальный вариант для новичков, которым еще предстоит закрепиться на одной позиции.
Безопасность
Одна из самых важных вещей, которую следует учитывать при сварке, — это ваша безопасность. Что-то такое простое, как рубашка с открытым воротом, может привести к уродливым ожогам, поэтому ношение подходящей одежды должно быть вашим приоритетом.
При текущем или капитальном ремонте двигателя такая характеристика как степень сжатия имеет важное значение.
Степень сжатия (CR — compression ratio) представляет собой отношение объема пространства цилиндра над поршнем, когда поршень находится в нижней мертвой точке, к объему пространства цилиндра над поршнем, когда последний находится в верхней мертвой точке.
Рис. Размеры, по которым определяется степень сжатия
При понижении степени сжатия:
Снижается мощность двигателя
Возрастает расход топлива
Облегчается проворачивание двигателя
Возрастает допустимый угол опережения зажигания без риска возникновения детонации
При повышении степени сжатия:
Как правило, возрастает мощность
Снижается расход топлива
Затрудняется проворачивание двигателя, особенно при высокой температуре
Возрастают требования к точности установки угла опережения зажигания для предотвращения детонации
CR = объем пространства цилиндра над поршнем, находящимся в НМТ / объем пространства цилиндра над поршнем, находящимся в ВМТ
Пример: какова степень сжатия, если цилиндр двигателя имеет объем 50,3 куб. дюймов, а объем камеры сгорания составляет 6,7 куб. дюймов?
CR = (50,3 + 6,7) куб. дюймов / 6,7 куб. дюймов = 57,0 / 6,7 = = 8,5:1 (читается как «восемь с половиной к одному»)
Мощность, развиваемая двигателем, измеряется в лошадиных силах (л.с.).
Одна лошадиная сила — это мощность, необходимая для перемещения груза весом 550 фунтов на один фут за одну секунду или груза весом 33 000 фунтов на один фут за одну минуту (550 фунтов х 60 с = 33 000 фунтов в минуту). Она составляет 550 футо фунтов в секунду или 33 000 футо фунтов в минуту.
Фактическая мощность, развиваемая двигателем, измеряется на динамометрическом испытательном стенде. На динамометрическом стенде измеряется крутящий момент на коленчатом валу двигателя, работающего под нагрузкой. Нагрузка, приложенная к двигателю, затормаживает его, а система управления поддерживает скорость вращения коленчатого вала постоянной. Динамометрические стенды часто называются тормозными стендами. Мощность двигателя, полученная по результатам измерения динамометрическим методом, называется эффективной (тормозной) мощностью. Фактически динамометрическим методом измеряется крутящий момент на валу двигателя.
Крутящий момент — это момент силы, который может вызывать, а может и не вызывать, перемещение. Мощность двигателя рассчитывается поданным измерений, полученным при различных скоростях вращения (измеряемых количеством оборотов в минуту).
Рис. Типичные кривые крутящего момента и мощности. Обратите внимание — значения обеих характеристик совпадают при скорости вращения в 5252 оборотов в минуту (кривые пересекаются точно в этой точке)
Мощность двигателя равняется произведению крутящего момента на скорость вращения, деленному на 5252.
Мощность — крутящий момент * число оборотов в минуту / 5252
ПРИМЕЧАНИЕ
Как видно из формулы мощности, при одинаковом крутящем моменте, чем выше угловая скорость вращения двигателя, тем выше его мощность. Многие двигатели являются высокооборотными. Чтобы предотвратить возможное разрушение двигателя из-за чрезмерно высокой скорости вращения, большинство производителей ограничивает максимальное число оборотов двигателя, предусматривая автоматическое перекрывание топливных форсунок при превышении установленного предела скорости вращения двигателя. В некоторых случаях, например, если трансмиссия стоит на «нейтрали» или включен стояночный тормоз, этот предел может быть весьма низким, порядка 3000 оборотов в минуту.
Если на высокой скорости двигатель работает с перебоями или глохнет, то это может быть нормальным явлением, если происходит на скорости вращения, близкой к порогу срабатывания ограничителя скорости.
Крутящий момент — это именно то, что «чувствует» водитель при разгоне автомобиля. Маленький двигатель, работающий на высоких оборотах, может иметь такую же мощность, как и большой двигатель, работающий на низких оборотах.
Еще одним показателем, рассчитываемым по результатам испытаний на динамометрическом (тормозном стенде), является удельный расход топлива, (BSFC — brake-specific fuel consumption).
ПРИМЕЧАНИЕ
У большинства двигателей расход топлива в пересчете на одну лошадиную силу мощности составляет примерно 0,5 фунта в час.
Удельный расход топлива = Часовой расход топлива (в фунтах) / тормозная мощность = фунты / л.с. -час
Удельный расход топлива является мерой количества топлива, уходящего на выработку каждой лошадиной силы мощности двигателя. Чем ниже показатель BSFC, тем экономичней двигатель.
Nissan разработала ДВС с изменяемой степенью сжатия / Хабр
Степень сжатия газообразной горючей смеси в цилиндре изменяется от 8:1 до 14:1
Двигатель VC-T. Изображение: Nissan
Японский автопроизводитель Nissan Motor представил новый тип бензинового двигателя внутреннего сгорания, который по некоторым параметрам превосходит продвинутые современные дизельные двигатели.
Новый двигатель Variable Compression-Turbo (VC-T) способен при необходимости изменять степень сжатия газообразной горючей смеси, то есть изменять шаг хода поршней в цилиндрах ДВС. Этот параметр обычно является фиксированным. Судя по всему, VC-T станет первым в мире ДВС с изменяемой степенью сжатия смеси.
Степень сжатия — отношение объёма надпоршневого пространства цилиндра двигателя внутреннего сгорания при положении поршня в нижней мёртвой точке (полный объём цилиндра) к объёму надпоршневого пространства цилиндра при положении поршня в верхней мёртвой точке, то есть к объёму камеры сгорания.
Повышение степени сжатия в общем случае повышает его мощность и увеличивает КПД двигателя, то есть способствует снижению расхода топлива.
В обычных бензиновых двигателях степень сжатия обычно составляет от 8:1 до 10:1, а в спортивных машинах и гоночных болидах может достигать 12:1 или больше. При повышении степени сжатия двигатель нуждается в топливе с бóльшим октановым числом.
Двигатель VC-T. Изображение: Nissan
На иллюстрации показана разница в шаге поршней на разной степени сжатия: 14:1 (слева) и 8:1 (справа). В частности, демонстрируется механизм изменения степени сжатия от 14:1 к 8:1. Он происходит таким образом.
В случае необходимости изменить степень сжатия активируется модуль Harmonic Drive и сдвигает рычаг актуатора.
Рычаг актуатора поворачивает приводной вал (Control Shaft на схеме).
Когда приводной вал поворачивается, он изменяет угол наклона многорычажной подвески (Multi-link на схеме)
Многорычажная подвеска определяет высоту, на которую каждый поршень способен подняться в своём цилиндре. Таким образом, изменяется степень сжатия. Нижняя мёртвая точка поршня, судя по всему, остаётся прежней.
Конструкция запатентована Nissan (патент США № 6,505,582 от 14 июня 2003 года).
Изменение степени сжатия в ДВС можно в каком-то смысле сравнить с изменением угла атаки в винтах регулируемого шага — концепции, которая много десятилетий применяется в воздушных и гребных винтах. Изменяемый шаг винта позволяет поддерживать эффективность движителя близкой к оптимальной вне зависимости от скорости движения носителя в потоке.
Технология изменения степени сжатия ДВС даёт возможность сохранить мощность двигателя при соблюдении строгих нормативов к экономичности двигателя. Вероятно, это вообще самый реальный способ соблюсти эти нормативы. «Все сейчас работают над изменяемой степень сжатия и другими технологиями, чтобы значительно улучшить экономичность бензиновых двигателей, — говорит Джеймс Чао (James Chao), управляющий директор по Азиатско-Тихоокеанскому региону и консультант IHS, — По крайней мере последние двадцать лет или около того». Стоит упомянуть, что в 2000 году компания Saab показывала прототип такого двигателя Saab Variable Compression (SVC) для Saab 9-5, за который удостоилась ряда наград на технических выставках. Затем шведскую фирму купил концерн General Motors и прекратил работу над прототипом.
Двигатель Saab Variable Compression (SVC). Фото: Reedhawk
Двигатель VC-T обещают вывести на рынок в 2017 году с автомобилями марки Infiniti QX50. Официальная презентация назначена на 29 сентября на Парижском автосалоне. Этот двухлитровый четырёхцилиндровый двигатель будет обладать примерно такой же мощностью и крутящим моментом, что и 3,5-литровый двигатель V6, место которого займёт, но обеспечит экономию топлива 27%, по сравнению с ним.
Инженеры Nissan говорят также, что VC-T будет дешевле, чем современные продвинутые дизельные двигатели с турбонаддувом, и будет полностью соответствовать современным нормам на выбросы оксида азота и других выхлопных газов — такие правила действуют в Евросоюзе и некоторых других странах.
После Infiniti новыми двигателями планируется оснащать другие автомобили Nissan и, возможно, партнёрской компании Renault.
Двигатель VC-T. Изображение: Nissan
Можно предположить, что усложнённая конструкция ДВС в первое время вряд ли будет отличаться надёжностью. Есть смысл выждать несколько лет, прежде чем покупать автомобиль с двигателем VC-T, если только вы не хотите участвовать в тестировании экспериментальной технологии.
Технология производительности | Степень сжатия 101 Часть:1
O Оптимизация степени сжатия двигателя для типа топлива и уровней наддува (принудительная индукция), которые будут использоваться, может привести к дополнительной мощности, увеличению крутящего момента и улучшению топливной экономичности. Как вы, возможно, уже знаете, некоторые двигатели оптимизированы на заводе для работы на бензине с более высоким октановым числом (ТОЛЬКО ПРЕМИУМ). Эти двигатели, как правило, имеют более высокую степень сжатия, чем аналогичные двигатели, предназначенные для работы на обычном бензине. Если вы собираетесь перейти на «встроенный» двигатель в будущем, у вас будет возможность изменить степень сжатия. Чтобы помочь вам принять взвешенное решение, DSPORT проведет серию из трех частей о степени сжатия 101. В первой части мы определим степень сжатия и все математические расчеты, необходимые для расчета фактической степени сжатия двигателя (часто отличающейся от спецификацию производителя). В первой части также будет рассказано обо всех доступных методах изменения степени сжатия. Во второй части мы рассмотрим, как октановое число топлива, процентное содержание этанола, уровни наддува и типы вождения влияют на выбор идеальной степени сжатия для конкретного применения. Наконец, в третьей части мы рассмотрим способы достижения идеальной степени сжатия, обеспечивающей максимальную эффективность сгорания. Итак, давайте начнем с того, как именно рассчитываются коэффициенты сжатия.
Майкл Феррара
DSPORT Issue #210
Статическая степень сжатия двигателя, обычно называемая просто степенью сжатия, является функцией «охватываемого» и «неохватываемого» объемов цилиндров двигателя. Рабочий объем представляет собой динамический объем цилиндра, основанный на положении поршней в его самом низком (нижняя мертвая точка или НМТ) и самом высоком (верхняя мертвая точка или ВМТ) положениях. Рабочий объем цилиндра равен смещению отдельного цилиндра.
Прокладки головки блока цилиндров обычно на 0,5–1,0 мм больше по диаметру, чем цилиндр, который они герметизируют. Если производитель не указывает размер отверстия под прокладку, для прямого измерения можно использовать штангенциркуль.
Неохваченный объем цилиндра — это объем цилиндра, который не изменяется. Этот объем складывается из объема камеры сгорания в головке блока цилиндров, объема, создаваемого прокладкой головки блока цилиндров, объема, добавляемого или вычитаемого за счет днища поршня (купола, тарелки, предохранительные клапаны, противопожарные щели) и добавляемого или отнимаемого объема. от положения поршня к платформе с поршнем в ВМТ.
Расчет рабочего объема (см3) двигателя довольно прост, поскольку он равен рабочему объему одного цилиндра:
Если общий рабочий объем двигателя неизвестен, но известны диаметр цилиндра и ход поршня, вместо этого можно использовать следующее уравнение:
Как упоминалось ранее, нерабочий объем цилиндра состоит из объема камеры сгорания в головке цилиндра, объема, создаваемого прокладкой головки цилиндра, объема, добавляемого или вычитаемого из днище поршня (купола, тарелки, предохранительные клапаны, противопожарные щели) и объем, добавляемый или удаляемый в зависимости от положения поршня на палубе, когда поршень находится в ВМТ. В отличие от расчета рабочего объема, который можно выполнить, просто зная диаметр цилиндра и ход двигателя, для расчета нерабочего объема требуется значительно больше информации. Часть этой информации может быть получена только прямым измерением.
Использование приспособления для настила с двойными циферблатными индикаторами — единственный способ получить точные измерения. Двойные индикаторы показывают, качается ли поршень в одну сторону, а не в нейтральное положение.
Объем камеры сгорания может быть измерен непосредственно путем измерения камер сгорания. Это можно сделать с помощью экономичных комплектов, которые начинаются примерно с 20 долларов, или более точных комплектов, которые стоят около отметки в 120 долларов. Знание или измерение размера отверстия прокладки головки блока цилиндров (обычно, но не всегда, на 0,5-1 мм больше, чем размер отверстия цилиндра, для которого она предназначена) и ее сжатой толщины позволит объему, создаваемому прокладкой головки блока цилиндров, быть рассчитаны. Во многих случаях эти цифры предоставляются производителем прокладок. Всегда проверяйте, соответствует ли указанный размер отверстия с прокладкой диаметру отверстия под прокладку или предполагаемому размеру отверстия цилиндра. Что касается объема, создаваемого или отнимаемого формой днища поршня, это спецификация, предоставляемая производителем поршня. Наконец, измерение поршня и деки выполняется с использованием моста деки и установки с двумя циферблатными индикаторами. Как только это расстояние измерено, добавленный объем (если поршень находится ниже поверхности деки) или вычитаемый (поршень над поверхностью деки) из неубранного объема можно рассчитать, используя то же основное уравнение, которое используется для расчета прокладки головки блока цилиндров. Единственная разница заключается в том, что это может привести к отрицательному результату, если поршень находится над поверхностью деки.
Объем камеры сгорания (куб.см): Хотя вы можете найти в Интернете спецификацию камеры сгорания для конкретного двигателя, есть вероятность, что она будет отличаться от фактического объема головки блока цилиндров. (s) используется на вашем двигателе.
Объем днища поршня (см3): Если днище поршня плоское без клапанов, это значение будет равно нулю. Теперь здесь все становится немного сложнее. Для целей уравнения мы пытаемся определить, как днище поршня влияет на неуправляемый объем. Если головка поршня имеет рельеф клапана, тарельчатую или инверторную геометрию купола, это значение следует считать положительным (хотя производитель поршня может записать его как отрицательное). Таким образом, это добавит к значению неразвернутого объема. Если на поршне есть купол, это значение будет отрицательным (хотя производитель поршня может записать это как положительное). Таким образом, он уменьшит общий неразвернутый объем.
Хотя разница в 2,4 куб.см может показаться незначительной, ее достаточно, чтобы снизить степень сжатия на RB26DETT с 8,7:1 (прокладка 1,1 мм) до 8,4:1 (прокладка 1,5 мм).
Объем зазора между поршнем и декой (см3): Уравнение, используемое для расчета этого объема, почти идентично тому, которое используется для расчета объема прокладки головки блока цилиндров. Для этого уравнения нас интересует глубина отверстия, в котором находится поршень. Если днище поршня находится на одном уровне с декой, это число будет равно нулю. Если поршень опущен в отверстие, это число будет положительным. Если поршень находится над декой, это число будет отрицательным.
Объем зазора между поршнем и декой (см3):
Пример для диаметра цилиндра 86 мм с поршнем на 0,010 дюйма ниже деки:
86 x 86 x 0,010 x 0,01995 = 1,48 см3 900 04
(Л) А Качественный комплект для измерения объема камер сгорания будет включать бюретку. В более дешевых комплектах будет использоваться градуированный шприц. Оба комплекта будут включать в себя плексиглас. (R) Если производитель не указывает толщину прокладки головки блока цилиндров в сжатом состоянии, можно использовать микрометр. Обязательно измерьте область со всеми слоями, но избегайте измерения пробки/сложенного слоя.
Когда поршень находится в нижней мертвой точке (НМТ), общий объем цилиндра равен рабочему объему, вкладу поршня в объем, объему прокладки головки блока цилиндров, объему головки цилиндра и зазору деки объем. Это рабочий объем плюс несканированный объем.
Итак, вы приобрели комплект поршней 9,5:1 для своего двигателя. Это означает, что степень сжатия двигателя будет 9,5 к 1, верно? Может быть, но, вероятно, нет. Вероятно, это будет где-то между 90,0 к 1 и 10,0 к 1. Причина в том, что рекламируемая степень сжатия предполагает, что камера сгорания имеет определенный объем, что используется определенная прокладка головки блока цилиндров и что высота поршня до деки является определенным числом. Реальность такова, что камеры сгорания отлиты и могут быть на 3 см больше или меньше, чем предполагалось. Платформа головки блока цилиндров обычно разрезается при механической обработке двигателя, и когда используются клапаны вторичного рынка, объем может быть добавлен или вычтен по сравнению с клапанами OEM. Если вы хотите узнать фактическую степень сжатия для вашего двигателя, вам нужно потратить время на ее измерение. Это может добавить дополнительные 200-300 долларов на сборку вашего двигателя или больше, поскольку правильный путь требует некоторой макетной сборки. Однако знание реальных цифр необходимо при разработке программы двигателя для достижения максимальной производительности. Во второй части мы покажем вам, как выбрать лучшую степень сжатия для максимальной производительности. Следите за обновлениями.
Как измерить нескорректированную степень сжатия…
Существуют два основных метода определения степени сжатия данного двигателя:
«Некорректированный метод» (иногда называемый геометрическим или европейским методом), который сравнивает объем над поршнем в нижней мертвой точке (НМТ) с объемом над поршнем в точной верхней мертвой точке (ВМТ). Этот метод часто подвергается критике, потому что он не отражает динамику, происходящую во время реальных условий работы двигателя, но, как и в случае с методами стационарного потока, используемыми на стенде потока (которые также не дублируют фактические условия работы), он имеет очень полезное значение. при планировании настройки и применения двигателя.
«Скорректированный метод» (иногда называемый ловушечным или японским методом), который сравнивает объем над поршнем в точке хода поршня вверх, когда крыша выпускного отверстия полностью закрыта (на двухтактном двигателе выпускной клапан закрыт на четырехтактном) к объему над поршнем в точной верхней мертвой точке (ВМТ). Поначалу это кажется наиболее разумным взглядом на ситуацию, поскольку как мы можем действительно начать сжимать топливно-воздушную смесь до того, как все «утечки» будут перекрыты, верно? Ну не совсем…
При повышенных оборотах двигателя (об/мин) поршень движется так быстро, что фактически «обгоняет» топливно-воздушную смесь до места «протечки» и «задерживает» гораздо больший объем топлива/воздуха в верхнем цилиндре, чем просто статический объем над выпускным отверстием. Эта «эффективность захвата» улучшается с увеличением числа оборотов в минуту. Наш двигатель неуклонно улучшается в отношении того, сколько топливно-воздушной смеси, которая попала в двигатель, фактически остается в верхней части цилиндра после закрытия выпускного отверстия и не теряется из выпускного отверстия заранее. Таким образом, по мере увеличения частоты вращения двигателя эффективность динамического захвата улучшается. Таким образом, в реальных условиях эксплуатации наша истинная степень сжатия динамически увеличивается с увеличением оборотов! Редко удается приблизиться к 100% эффективности на любых оборотах в «стандартном» двигателе, но с изменениями портов и хорошо спроектированной выхлопной системой, которая создает импульс «всасывания» (или продувки), чтобы помочь в тщательной эвакуации выхлопных газов И отрицательное давление для прокачки дополнительной топливно-воздушной смеси вверх через передаточные отверстия . ……. затем возвращает «начинку» (или положительный) импульс непосредственно перед закрытием выпускного отверстия для уменьшения потерь топлива / воздуха в узком диапазоне оборотов. мы действительно можем ПРЕВЫШАТЬ 100% эффективность захвата! Это означает, что ваш 125-кубовый двигатель с узко определенным «диапазоном мощности» может улавливать более 125 куб. см топлива/воздуха в верхнем цилиндре, а затем «выжимать» его в гораздо меньший объем над поршнем непосредственно перед зажиганием. Проблема здесь в том, что для этого требуется синхронизация импульсов впускной и выпускной систем, которая работает только в узком диапазоне оборотов двигателя. При других оборотах двигателя за пределами «диапазона мощности» импульсы в системах впуска и выпуска не совпадают по фазе и фактически будут способствовать снижению эффективности улавливания. В стандартных двигателях импульсы впускной и выпускной системы шире и, следовательно, эффективны в более широком диапазоне скоростей двигателя, что делает двигатель более гибким и удобным для пользователя. …. стоимость меньше общей эффективности улавливания и меньше пиковой выходной мощности.
Теперь, зная, что на самом деле происходит, когда двигатель работает в своем «диапазоне мощности», возможно, вы начнете понимать, что ДЕЙСТВИТЕЛЬНО важно при рассмотрении степени сжатия:
Насколько велик двигатель (рабочий объем поршня в цилиндре от НМТ до ВМТ)?
Каков остаточный объем в ВМТ над поршнем, в который (независимо от «захваченного» процента) будет вдавлен объем цилиндра?
Какая эффективность динамического захвата ожидается, учитывая состояние двигателя? (Диапазон здесь может варьироваться от 75% или около того до 110% или немного выше в точно настроенной установке.)
Какого размера отверстие? Отверстия большего размера, как правило, менее эффективны с точки зрения заполнения/улавливания свежей топливно-воздушной смеси и удаления остаточных выхлопных газов от последнего события сгорания. Из-за этих фактов им также гораздо труднее контролировать процесс сгорания без детонации и/или проблем с преждевременным зажиганием. В основном по этим причинам степень сжатия обычно не может быть увеличена до таких высоких значений в двигателях с большим диаметром цилиндра без риска возникновения проблем или необходимости принятия дополнительных мер для обеспечения приемлемой надежности. (Вы заметили, что гоночные двигатели с действительно высокими оборотами имеют тенденцию распределять общий рабочий объем двигателя между несколькими меньшими цилиндрами с коротким ходом коленчатого вала? высокие обороты двигателя с меньшими скоростями поршня, чем у двигателя с более длинным ходом поршня сопоставимого размера, работающего на тех же оборотах.)
Какое октановое число топлива, которым будет питаться двигатель? Топливо с более высоким октановым числом и экзотические виды топлива, такие как метанол, обладают гораздо более высокой устойчивостью к «самовозгоранию, вызванному давлением» (детонации), что означает, что они могут выдерживать более высокие степени сжатия и все еще ждать искры от свечи зажигания, чтобы воспламенить их топливно-воздушную смесь, а не «детонируют» сами по себе. Если вы собираетесь использовать строгую диету из высокооктанового топлива, вы можете запланировать более высокую степень сжатия.
Обратите внимание, что в двухтактном двигателе выбор степени сжатия будет иметь большое влияние на генерируемую скорость сжатия и также должен быть соответствующим образом спланирован.
Таким образом, принимая во внимание каждый из этих пунктов, ограничения должны стать очевидными при использовании «исправленного» метода расчета степени сжатия…….
Например, вы можете поднять крышу выпускного окна в двухтактном цилиндре и обнаружить, что, не касаясь ничего другого, если вы используете скорректированный метод расчета степени сжатия, ваша степень упадет (из-за меньшего объема цилиндра над теперь более высоким выпускным клапаном). крыша порта). Но действительно ли ваш двигатель стал меньше? Конечно, нет! А при некоторых оборотах двигателя эффективность улавливания снова повысится. И если поднятие выхлопного отверстия было хорошей идеей и доказало свою эффективность, при более высоких оборотах двигателя, чем раньше, ваша эффективность улавливания может быть даже выше, так как динамически ваш двигатель улавливает БОЛЬШЕ топливно-воздушной смеси! Другими словами, ваше изменение порта «состояние настройки» ПОВЫШИЛо вашу динамическую степень сжатия на некоторых теперь «более высоких, чем раньше» оборотах двигателя.
Настройщики, повышающие «скорректированную» степень сжатия каждый раз, когда они поднимают выхлопное отверстие, в какой-то момент могут столкнуться с неконтролируемой детонацией! «Скорректированная» степень сжатия 9,5: 1 может прекрасно работать для двигателя с выпускным отверстием, закрывающимся под углом 90 градусов до ВМТ и работающим, скажем, с эффективностью улавливания 85% при 9000 об / мин, но может вызвать большие проблемы, если он дублируется с выпускным отверстием. закрытие всего лишь при 75 градусах до ВМТ и эффективность улавливания 115% при 11 500 об/мин. Когда двигатель входит в свой «диапазон мощности» и начинает эффективно улавливать топливо/воздух, 9Соотношение 0,5:1 может быть слишком высоким из-за БОЛЕЕ 100% треппинга.
Вы еще здесь? Хорошо, так что, черт возьми, мы делаем? Смотрим на полный рабочий объем цилиндра (объем над поршнем в НМТ) и сравниваем его с объемом над поршнем в ВМТ. Затем у нас есть довольно последовательная «базовая линия» для сравнения двигателей аналогичного размера и состояния настройки… яблоки к яблокам. Мы по-прежнему должны учитывать эффективность улавливания/продувки, размер отверстия, число оборотов в минуту и октановое число топлива, которые будут использоваться, но это дает нам гораздо более последовательное эталонное значение, которое оказывается более полезным для реального мира. В качестве сноски, «скорректированный» расчет коэффициента сжатия также имеет свою полезность… например, при планировании скорости сжатия.
Мягкие (штатные) моторы, как правило, вполне удовлетворительно работают на умеренных оборотах на откачиваемом газе с «нескорректированной» степенью сжатия, как правило, в диапазоне от 10:1 до 11,5:1 или даже немного выше в некоторых случаях. Средние хот-роды с октановым числом 100 или около того и диаметром цилиндра менее 70 мм часто могут выдерживать «неисправленное» значение до 13,5: 1. Драгстеры, используемые для коротких выстрелов с октановым числом 110 или лучше, с хорошо спроектированными камерами сгорания, препятствующими детонации, могут выдерживать 15,5 или 16: 1, а иногда и выше. Двигатели, работающие на метаноле, и двигатели, использующие смесь метанола и нитрометана, могут выдерживать 16:1 и выше (особенно при меньших размерах отверстия)…….
Как рассчитать? Проще говоря, это (объем цилиндра в НМТ + объем камеры сгорания в ВМТ) разделить на (объем камеры сгорания в ВМТ).
Объем цилиндра легко……. (радиус отверстия в миллиметрах) X (радиус отверстия в миллиметрах) X (3.14159) X (ход в миллиметрах). Затем разделите ответ на 1000, чтобы получить объем цилиндра в кубических сантиметрах.
Объем камеры сгорания в ВМТ не имеет простой цилиндрической формы, поэтому его расчет не столь прямолинеен. Один из способов — снять головку и нанести на верхнюю часть цилиндра тонкий слой высококачественной (ЧИСТОЙ) смазки. Затем проверните двигатель вручную до ТОЧНОЙ верхней мертвой точки (используйте твердо установленный циферблатный индикатор) и сотрите ВЕСЬ избыток смазки. Это оставит тонкое покрытие между стенкой цилиндра и самым верхним кольцом, создав герметичное уплотнение. Переустановите головку и выровняйте двигатель, ориентируясь на поверхность прокладки свечи зажигания…… НЕ вращайте двигатель от точной ВМТ!! Заполните камеру сгорания маслом Marvel Mystery (ЧИСТЫМ!) из градуированной бюретки (доступной в магазинах медицинских товаров или, в частности, в таких организациях, как Powerhouse Performance Products в Мемфисе) до самого низа резьбы отверстия свечи зажигания. Обратите внимание, сколько жидкости было слито из бюретки из ее первоначального объема «до заполнения камеры сгорания». Теперь используйте этот объем в формуле, описанной выше. Престо!
Вы говорите, что ваш двигатель разобран, и вы не хотите его полностью собирать? Или, может быть, выравнивание двигателя, ориентируясь на наклонную поверхность прокладки свечи зажигания, является большой проблемой, когда двигатель все еще находится в раме? Оценить составляющие объема камеры в ВМТ можно и по отдельности, но это требует немного больше работы…
Чтобы вычислить «захваченный объем» в ВМТ с демонтированными компонентами, вам необходимо определить каждое из следующего:
1) «Плоский объем» камеры сгорания.
2) «Объем прокладки головки блока цилиндров».
3) «Объем высоты палубы».
4) «Объем смещения днища поршня».
Для проверки «плоского объема» (FPV) камеры сгорания начните с очистки поверхности прокладки головки блока цилиндров от материала прокладки, очистки камеры сгорания от избыточного нагара и т.п. (аккуратно с помощью проволочной щетки) и установка обычно используемой свечи зажигания. Поместите несколько деревянных или аналогичных опор под головку так, чтобы камера сгорания находилась вверху на столе с небольшим наклоном в одном направлении относительно поверхности прокладки (не ровной). Нанесите узкую полоску смазки на расстоянии около 3 мм от края камеры сгорания, полностью окружая ее на поверхности прокладки. Используя кусок плексигласа (должен быть круглым и достаточно большим, чтобы полностью закрыть камеру сгорания, толщиной не менее 1/4 дюйма) с отверстием для заполнения 3/8 дюйма на одном краю, расположите отверстие в «высокую» сторону наклоненной камеры сгорания и плотно прижмите ее к поверхности прокладки, разбивая смазку и создавая уплотнение. Обязательно нажимайте на нее плотно, чтобы смазка не стала прокладкой. Теперь осторожно заполните камеру маслом Marvel Mystery из бюретки, снова отмечая начальное значение, чтобы вы знали, сколько масла было использовано для заполнения камеры после того, как вы закончите. Запишите свое чтение. Это FPV вашей камеры.
Чтобы рассчитать «объем прокладки головки блока цилиндров» (HGV), просто используйте ту же формулу, что и выше, для расчета объема цилиндра, просто подставьте радиус внутреннего диаметра прокладки головки блока цилиндров (обычно БОЛЬШЕ, чем отверстие, поэтому измерьте его !) и используйте толщину прокладки (предпочтительно сжатую толщину от использованной прокладки головки блока цилиндров) в качестве замены в приведенном выше уравнении для «хода». Разделите свой ответ, как и раньше, на 1000, и вы получите HGV. Запишите и это.
«Объем высоты палубы» (DHV) снова рассчитывается по той же базовой формуле. Но вы должны либо отметить высоту деки во время разборки, либо временно поставить поршень обратно на шток, сдвинуть цилиндр вниз по поршню (на новую базовую прокладку, но вам не нужны кольца) и использовать пару головок или базовых гаек. чтобы плотно прижать его к корпусам. Подведите поршень к ВМТ и с помощью щупа для измерения глубины от нониуса или штангенциркуля с часовым механизмом определите, насколько ниже или выше верхней части цилиндра находится кромка днища поршня. ОЧЕНЬ ВАЖНО! Убедитесь, что он находится на одной линии с поршневым пальцем, чтобы поршень не наклонялся вокруг оси поршневого пальца во время измерения. В формуле снова используйте размер отверстия и замените высоту деки ходом. Если высота деки была НАД цилиндром в ВМТ, поставьте знак минус (-) перед расчетным ответом. Если высота деки была НИЖЕ верха цилиндра в ВМТ, оставьте рассчитанный ответ как есть (положительный). Запишите этот номер как DHV.
Для определения «объема смещения днища поршня» сначала наденьте верхнее кольцо только обратно на поршень. Убедитесь, что вы удалили все лишние отложения с днища поршня, чтобы получить точное измерение объема. Затем покройте последний дюйм внутренней поверхности цилиндра слоем смазки толщиной около 1/16 дюйма по всей окружности. Осторожно сожмите кольцо и установите поршень снизу цилиндра. Протолкните поршень вверх по цилиндру, чтобы в пределах примерно 1/2 дюйма от верхней части канала ствола. Убедитесь, что вы не толкаете его так далеко, что верхняя часть заводной головки выступает над верхней частью канала ствола. Осторожно удерживайте поршень на месте и вытрите всю оставшуюся смазку с верхней части днища поршня чистой тряпкой. Натяжение кольца и смазка обычно поддерживают положение поршня в отверстии после того, как вы очистили головку. Теперь используйте глубиномер на штангенциркуле циферблатного типа, чтобы измерить расстояние от верхней части отверстия до края днища поршня. Сделайте это в трех или четырех местах вокруг отверстия и «подровняйте» поршень в отверстии так, чтобы расстояние по отверстию было одинаковым по всей длине цилиндра. Запишите это расстояние вниз по отверстию до кромки днища поршня. Теперь нанесите немного смазки на всю верхнюю часть цилиндра и снова немного наклоните поверхность прокладки головки (как вы делали раньше, когда регулировали головку) на верстаке, используя деревянные блоки (или что-то еще), чтобы поддержать ее. . Плотно вдавите пластину из плексигласа в смазку, чтобы создать хорошее уплотнение, и снова расположите «заливное отверстие» на высокой стороне вашего наклона. Полностью заполните верхнюю часть цилиндра до заливного отверстия жидкостью из градуированной бюретки, еще раз отметив показание «до заполнения». Определите, сколько жидкости вы залили в цилиндр, когда закончите, и запишите это. СЕЙЧАС снова выполните расчет, используя нашу формулу выше. В формуле используйте размер отверстия цилиндра и подставьте расстояние вниз по цилиндру, на котором находился ваш поршень, для измерения хода. Ответ — объем в верхнем цилиндре над вашим поршнем, если у поршня была ПЛОСКАЯ ВЕРХНЯЯ ЧАСТЬ. Конечно, нет, поэтому мы просто скопировали это! Вычтите из этого расчета FLAT TOP фактическое измерение куб. см, которое вы только что сделали на своем поршне. Разница заключается в вашем фактическом рабочем объеме поршня (PCDV) для вашего поршня. Если это положительное число, ваш поршень «выступает» вверх, в то время как ваш поршень «утоплен» в местах в головке, если полученное число отрицательное. Запишите эту цифру.
Хорошо, теперь вы готовы вычислить фактический «запертый объем» вашей камеры сгорания в точной верхней мертвой точке. Рассчитайте следующим образом:
Я надеюсь, что это поможет тем, кто найдет время, чтобы прочитать его и внимательно следовать ему. Это в основном написано для двухтактного двигателя, но читатель должен быть в состоянии применить все это и к четырехтактному двигателю (даже синхронизацию портов можно сравнить с фазами газораспределения в четырехтактном с точки зрения эффективности и улучшенного расхода топлива). /воздушная смесь «запирается» на более высоких оборотах). Это очень стандартная процедура, выполняемая каждым профессиональным планом модификации двигателя.
Задний бампер на ВАЗ (Lada) 2192 (калина 2) «Реванш» — Бампера LADA Kalina — Каталог — ТЮНИНГ- ПРОЕКТ (TUNING-PROJEKT)
Задний бампер на ВАЗ 2192 (Калина 2) Реванш – агрессивный задний бампер, который обладает массивным диффузором, что предохраняет бампер от мелких повреждений и придаёт ему более внушительный вид.
Задний бампер Реванш на Лада Калина 2 — это агрессивный обвес, который отлично вписывается в дизайн кузова автомобиля. Это дополнение, делающее заднюю часть машины стильной — он удачно заменяет стандартный бампер, занижая клиренс, что придаёт машине более объёмные и спортивные черты. Обвес обладает массивным диффузором с четырьмя элеронами в виде зубьев, которые не только добавляют агрессии машине, но и защищают бампер от мелких повреждений. В правой части обвеса расположен вырез под вывод выхлопной трубы.
Установка этого обвеса позволяет изменить внешний облик тыльной части автомобиля, дополнив дизайн мускулистым спортивным обрамлением, делая машину ещё более притягательной и впечатляющей.
Доставка
Режим работы
Прием заказов на сайте круглосуточно без выходных.
Стоимость товара
После оформления заказа с Вами свяжется наш менеджер для уточнения сроков и стоимости доставки.
P.S.Обращаем Ваше внимание на то, что в связи с возможным изменением цен у наших поставщиков, цены указанные на сайте не всегда являются актуальными. Просим уточнять цены у наших менеджеров!
Оплата
Доступные способы оплаты:
По квитанции через Банк;
Наличными
Перевод на карту
Картой MasterCard или Visa
Доставка и самовывоз:
Самовывоз
Заказ забрать можно самостоятельно
Адрес магазина: г. Екатеринбург, ул. Донбасская 1, второй этаж, D9 ТЮНИНГ ПРОЕКТ.
Часы работы: 09:00 — 21:00, без выходных
Доставка по России
Доставка транспортной компанией или Почтой России.
В статье рассмотрим важность и целесообразность использования подогрева автомобильного зеркала, а также конструктивные разновидности автомобильных зеркал с подогревом. Расскажем, на что обратить внимание при покупке.
Поскольку зеркала заднего вида являются компонентами транспортного средства, нормальное функционирование которых оказывает влияние на безопасность дорожного движения, их основные параметры регламентируются соответствующими государственными стандартами. И хотя подогрев зеркал не является обязательным требованием, в большинстве современных автомобилей наличие их электроподогрева является обычным даже в базовой комплектации. Рассмотрим конструктивные разновидности наружных зеркал заднего вида с подогревом и особенности, позволившие им завоевать популярность у автомобилистов.
Разновидности зеркал с подогревом: на что обратить внимание
Конструктивные особенности корпусов
Корпуса отличаются присоединительными и габаритными размерами, а также формой и площадью отражающей поверхности. Их можно классифицировать следующим образом:
штатные — заводская комплектация;
модельные, предназначенные для установки на определенные модели;
универсальные.
Последние в свою очередь отличаются в зависимости от предназначения автотранспорта, на который они устанавливаются:
легковой;
грузовой;
спецтехника.
Нагревательные элементы
В бюджетных вариантах используются нагреватели простой конструкции. На гибкое диэлектрическое основание, обычно это термостойкая пленка, обратная сторона которой покрыта самоклеящимся составом, наносятся токопроводящие дорожки небольшой ширины. Они расположены таким образом, что образуют своеобразный геометрический рисунок, напоминающий классический лабиринт. Используют также змейку из нихромовой проволоки, размещаемую между склеенными слоями изолирующего материала или залитую силиконом. Липкой стороной устройство наклеивается на непрозрачную сторону зеркального элемента. При подаче напряжения, ток проходит по дорожкам, постепенно нагревая их.
Достоинством таких нагревателей является их низкая стоимость, как следствие простоты изготовления.
К недостаткам следует отнести большее время разогрева до рабочей температуры и меньшую надежность по сравнению с более “продвинутыми” моделями.
Наиболее частая поломка — разрыв дорожки вследствие коррозии от влаги, проникшей через трещины или отслоения защитной пленки.
В моделях премиум класса используют моноблочные зеркальные элементы с подогревом. На стеклянную основу последовательно наносят слои:
отражающий;
изолирующий;
токопроводящий;
теплоизолирующий;
влагонепроницаемый.
Материал токопроводящего слоя имеет свойство изменять свое электрическое сопротивление в зависимости от температуры. Чем холоднее, тем меньше его сопротивление и больше выделяемая мощность, идущая на разогрев. Стекло интенсивно нагревается, при этом от растрескивания в результате температурного расширения его спасает то, что одновременно разогревается вся площадь, равномерно покрытая токопроводящим слоем.
Далее происходит процесс саморегуляции. С повышением температуры сопротивление увеличивается, отдаваемая мощность уменьшается. В результате наступает баланс между потребляемой и рассеиваемой мощностью, перегрев не грозит расплавлением пластмассовым частям изделия и потребляемая из бортовой сети энергия на поддержание стекла в разогретом состоянии незначительна.
Преимущества и особенности эксплуатации
Основные достоинства зеркал заднего вида с электроподогревом проявляются в сложных метеоусловиях. При включении они быстро восстанавливают отражательную способность, испаряя осевшие на поверхности во время стоянки капли дождя, осевшего тумана или изморозь. Дополнительно протирать оттаявшие поверхности не требуется — капли быстро стекут или испарятся и обогрев можно будет выключить. Во время движения подогрев препятствует налипанию снега на зеркало и делает невозможным его обледенение.
Благодаря тому, что нагрев исключает запотевание в любых погодных условиях, такие устройства используют не только в районах с суровыми климатическими условиями, но и в местах с умеренным климатом.
Как оборудовать транспортное средство подогревом зеркал
Существует несколько вариантов:
комплект зеркал, выпускаемых специально для конкретной модели;
зеркальные стекла с подогревом, монтируемые вместо штатных;
отдельные нагревательные элементы, монтируемые в штатные устройства;
комплект универсальных зеркал.
Первые три варианта сохраняют дизайн автомобиля и отличаются друг от друга стоимостью комплектующих и сложностью монтажных работ. Универсальные обычно дешевле, но не всегда подходят по дизайну.
Монтажные работы требуют определенной квалификации, поскольку неправильное подключение может привести к некорректной работе устройства, поэтому рекомендуем обратиться к специалистам автосервиса.
Установив зеркала заднего вида с подогревом, Вы сможете ощутить плюсы комфортного обзора в любых погодных условиях.
Нагревательный элемент 12В — чиним обогрев зеркала в автомобиле
Всем привет.
Сегодняшний обзор будет посвящен нагревательным элементам, приобретенным мною на просторах eBay.
Причиной совершения данной покупки стало то, что в одном из зеркал заднего вида моего автомобиля перестал работать обогрев. Конечно, пока на улице тепло, то пользы от этой функции мало, но когда стукнут первые морозы — обогрев зеркала не будет лишним. Сперва я просто хотел поменять стекляшку, установив вместо неисправной рабочую, но после того, как я обзвонил разборки и узнал сколько народ требует за небольшой кусочек стекла я отказался от данной мысли. На разборках за стекляшку просили в среднем 50$. Почему так много? — можете спросит вы. Отвечу — в моем автомобиле все зеркала с фотохромом, то есть автоматически затемняются/светлеют в зависимости от дорожной и погодной обстановки. Я считаю и эту особенность очень полезной, поскольку благодаря ей, водители, едущие сзади, меня не слепят какой бы свет у них не горел.
После осознания того, что 50$ мне заплатить не позволит жаба, я начал искать другие варианты ремонта. Одним из них (как мне показалось на тот момент самым простым) стала замена нагревательного элемента. Как оказалось, найти такой товар не составляет особого труда. Что на eBay, что на Aliexpress, их полно. Я же местом покупки выбрал eBay, поскольку нашел там лот с минимальной ценой. К сожалению, сегодня этого лота уже нет в продаже, но вы без труда сможете найти аналогичный товар у других продавцов. После оплаты, продавец достаточно оперативно выслал мне посылку, движение которой по маршруту Китай-Беларусь вы можете посмотреть здесь.
Пришел заказ в обычном бумажном пакетике. Внутри него оказался еще один плотно запечатанный со всех сторон пакет. Именно в нем и находилось то, что мне было нужно.
Итак, в комплекте поставки мы имеем 2 нагревательных элемента соединенных между собой (на проводе даже кнопка имеется), 2 накладки и небольшой моток изоленты.
Комплектация эта объясняется очень просто — это набор для монтажа обогрева на руль мотоцикла 🙂 Но и для меня он сгодился неплохо.
Нагревательные элементы имеют размеры 10х9 сантиметров, так что они подойдут практически для любых зеркал 🙂 На лицевой стороне видны дорожки, оборотная сторона — черная подложка. Больше ничего интересного во внешнем виде нет, а значит можно перейти к процессу его установки.
Для начала снимаем стекляшку зеркала. Не знаю как в других автомобилях, но в моем сделать это очень просто — достаточно отщелкнуть ножки скобы-фиксатора. Добраться до них можно повернув стекло зеркала максимально вверх. Для того, чтобы разомкнуть фиксатор понадобится простая плоская отвертка.
Посте того, как стекло оказалось у меня в руках, отсоединяю все провода (на фото ниже как раз хорошо виден фиксатор и те самые ножки, только я уже вернул их в исходное состояние).
После того, как стекло оказалось полностью освобожденным, вооружившись феном прогреваем всю его заднюю поверхность. Конечно, можно обойтись и без этого, но так будет гораздо проще оторвать пластиковую накладку.
Накладку оторвали.
Примеряем один из нагревательных элементов.
Все подходит достаточно неплохо. Нагревательный элемент закрывает весь центр зеркала, свободными остаются только края, но, как мне кажется, тепло дойдет и до них.
Теперь от стекла зеркала нас отделяет только лишь старый нагревательный элемент от которого так же необходимо избавиться. Делать это проще всего с использованием все того же фена.
Оторвали и его 🙂
И вот тут мне стало интересно, а как сильно нагревается этот самый элемент? Ведь об этом параметре у продавца нет ни слова. Но это можно легко проверить подключив его к сети. Результат проверки — пиковая температура 76 градусов (ушло около 5 минут чтобы ее добиться, но тут надо учесть, что рассеивания тепла не происходит. В реальных условиях, т.е. когда элемент будет приклеен к зеркалу — процесс нагрева займет больше времени).
Много, очень много. Но у нас в комплекте есть термостойкие накладки, которые можно (и я бы даже сказал нужно) использовать. Разрезав одну из них пополам, одну часть я поместил между нагревательным элементом и стеклом зеркала, а вторую над нагревательным элементом.
Аккуратно заклеиваем все это двухсторонним скотчем в сочетании с вкраплениями суперклея.
После чего устанавливаем обратно пластиковую пластину, при помощи которой стекло фиксируется в корпусе зеркала. После этого соединяем все провода, можно возвращать стекло на место.
Проверим работу обогрева. Сравним зеркало с оригинальным нагревательным элементом и только что отремонтированное. Изначальная температура обоих зеркал около 23 градусов.
Спустя примерно 4 минуты работы, зеркало со стороны водителя (нагревательный элемент родной) прогрелось почти до 33 градусов.
Через тот же промежуток времени температура зеркала со стороны пассажира была примерно на том же уровне, но оно продолжало нагреваться. Спустя еще минуты 4-5 его температура достигла 50 градусов. На этом рост температуры прекратился.
Получилось вернуть полную работоспособность зеркалу сохранив при этом все его полезные функции. Причем с минимальными затратами (почти в 20 раз дешевле, чем покупать стекляшку на разборке). Остался вопрос лишь в том, как стекло будет вести себя зимой, ведь даже с учетом подложки, температура его нагрева выше заводской. Однако скорость нагрева у обоих зеркал примерно одинаковая, так что верю в то, что все будет работать как надо даже зимой 🙂 Но даже если с ним что-то случится (треснет в мороз), купить новое стекло за те же баснословные 50$ я успею всегда.
Подводя итог всему, что тут написано. Данный товар оказался работоспособным и многофункциональным. Мне он сгодился для ремонта зеркала, а кто-то может его использовать по прямому назначению — для обогрева руля мотоцикла/мопеда/велосипеда (если есть откуда 12В взять). Так что если вам надо нечто похожее — можете брать смело, товар работает на 100%.
Для тех, кто скажет, что подобное продается в соседнем авто магазине за 150р — я сам из Беларуси, тут такого нет 🙂 Обошел ближайшие 3 магазина авто запчастей — когда спрашивал про нагревательный элемент для зеркала, все делали большие глаза и говорили, что такого нет и никогда не было. Возможно, они где-то и у нас продаются, но чем искать по всему городу, мне проще заказать и немного подождать 🙂
На этом, пожалуй, все. Спасибо за внимание и потраченное время.
Обогрев зеркал — Redwell
Настройки конфиденциальности
Здесь вы найдете обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или отобразить дополнительную информацию и выбрать определенные файлы cookie.
Принять все
Сохранить настройки
Основные (2)
Основные файлы cookie обеспечивают выполнение основных функций и необходимы для правильной работы веб-сайта.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
Имя
Печенье Борлабс
Анбитер
Владелец этого сайта
Цвек
Сохраняет настройки посетителей, выбранные в окне файлов cookie Borlabs Cookie.
Имя файла cookie
borlabs-cookie
Печенье Лауфцайт
1 год
Имя
Язык веб-сайта
Анбитер
Владелец этого сайта
Цвек
Cookie, в котором хранится язык посетителя.
Имя файла cookie
pll_language, _icl_current_language
Печенье Laufzeit
6 месяцев
Статистика (1)
Статистические файлы cookie собирают информацию анонимно. Эта информация помогает нам понять, как наши посетители используют наш веб-сайт.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
Акцептьерен
Имя
Статистика и анализ (Google Analytics и Диспетчер тегов Google)
Анбитер
ООО «Гугл»
Цвек
Файл cookie Google, используемый для управления расширенными сценариями и обработкой событий. Файл cookie от Google, используемый для аналитики веб-сайта и рекламы. Генерирует статистические данные о том, как посетитель использует веб-сайт и сколько конверсий достигается на веб-сайте.
Датеншуцерклерунг
https://policies.google.com/privacy?hl=de
Имя файла cookie
_ga,_gat,_gid
Печенье Laufzeit
2 года
Маркетинг (1)
Маркетинговые файлы cookie используются сторонними рекламодателями или издателями для отображения персонализированной рекламы. Они делают это, отслеживая посетителей на веб-сайтах.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
Акцептьерен
Имя
Хотяр
Анбитер
Хотьяр ООО
Цвек
Cookie от Hotjar, который используется для анализа трафика и обратной связи с посетителями.
Датеншуцерклерунг
https://www.hotjar.com/legal/policies/privacy
Имя файла cookie
_hj*.*
Печенье Laufzeit
1 год
Политика конфиденциальности
Выходные данные
Получите антизапотеватель для зеркала в ванной от WarmlyYours СЕГОДНЯ
Можно ли подключить его к цепи освещения?
Да. На самом деле, это самый распространенный способ работы с обогревом зеркал.
6 человек считают это полезным.
Вам это помогло? Да Нет
Могу ли я использовать несколько обогревателей на одном зеркале?
Да, но убедитесь, что несколько нагревательных элементов не перекрывают друг друга.
6 человек считают это полезным.
Вам это помогло? Да Нет
Как работает обогрев зеркал?
К задней части зеркала прикреплен ультратонкий электрический нагревательный коврик, который мягко передает тепло по поверхности зеркала, предотвращая конденсацию влаги на поверхности зеркала во время принятия душа или ванны.
5 человек считают это полезным.
Вам это помогло? Да Нет
Имеют ли продукты лучистого отопления полярность?
Нагревательные кабели и системы электрического сопротивления не имеют полярности. Сюда входят все современные нагревательные элементы WarmlyYours.
5 человек считают это полезным.
Вам это помогло? Да Нет
Какова длина холодного провода обогревателя зеркал?
Холодный провод обогревателя зеркал имеет длину 36 дюймов.
4 человека нашли это полезным.
Вам это помогло? Да Нет
Можно ли прикрепить его к задней части дверцы аптечки?
Нет. Обогреватели зеркал предназначены для установки и подключения к стационарному настенному зеркалу.
4 человека нашли это полезным.
Вам это помогло? Да Нет
Если средство защиты от запотевания меньше зеркала, насколько далеко за пределы зеркала будет распространяться это средство защиты от запотевания?
Запотевание сосредоточено в области нагревательного элемента, но может распространяться по мере нагревания зеркала с течением времени. Существует слишком много переменных атмосферных условий, которые не позволяют указать фиксированное расстояние распространения тепла от элемента. Вот почему антизапотеватель необходимо размещать в той части зеркала, которую необходимо удалить.
3 человека нашли это полезным.
Вам это помогло? Да Нет
Что делать, чтобы зеркала в ванной не запотевали?
Установка системы обогрева за зеркалом — самый надежный способ избежать запотевания зеркала. Как правило, зеркала запотевают, потому что они намного холоднее, чем пар в ванной после душа или ванны. Прохладная поверхность зеркала приводит к тому, что влага пара конденсируется в виде тумана. Зеркало с подогревом предотвратит эту конденсацию, будучи таким же теплым или теплее, чем пар.
3 человека нашли это полезным.
Вам это помогло? Да Нет
Как быстро средство для защиты от запотевания зеркал может предотвратить запотевание зеркала?
Обогреватель зеркал начнет устранять запотевание зеркала в течение 5 минут после начала работы.
3 человека нашли это полезным.
Вам это помогло? Да Нет
Можно ли обрезать обогрев зеркал?
Нет. Обогреватели зеркал нельзя обрезать, и необходимо выбрать правильный размер, чтобы они поместились на открытой, свободной области на задней стороне зеркала.
2 человека нашли это полезным.
Вам это помогло? Да Нет
Как приклеить зеркало к стене и при этом иметь на нем антизапотеватель?
Если вы приклеиваете зеркало к стене, просто нанесите клей на подложку зеркала, не покрытую антизапотевателем.
2 человека нашли это полезным.
Вам это помогло? Да Нет
Какой толщины коробка на задней стороне нагревательного мата? Не мешает ли зеркало лежать ровно или вровень со стеной?
Электрическая распределительная коробка должна быть установлена на одной линии с подводящими проводами и коробкой обогревателя зеркал.
Подиумы для динамиков своими руками – Поделки для авто
Всем времени суток доброго! Решил немного рассказать о том, как я сделал (почти, осталось только оклеить кожей) подиумы под мидбасы. Делать записи о каждом этапе уж очень нудно, да и кому это надо, все хотят результат. Итак скоро будет и результат — поехали!
Напилил кольца из искуственного камня расфрезеровав под угол 60* внутренние стенки.
Одно — поменьше к динамику, второе к двери Выставил при помощи китайских палочек и термоклея направление
Самое оно Второе основание абсолютно зеркальное
Братья блин Внутреннюю часть залепил в два слоя малярным скотчем
ждут продолжения Пространство между кольцами с наружной стороны залил полиэфиркой со стекловолокном, подождал высыхония обрезал лишнее
Красота Оставшееся пространство заполнил шпатлевкой со стекловолокном, отшлифовал. Затем устранил мелкие изъяны финишной шпатлевкой
Предварительный результат Внутреннюю стенку так же покрыл финишной шпатлевкой, хотя после отделения скотча она и так почти ровная была, но все же, и так же все вышкурил. После всех “Шкурных” процедур покрыл основы подиумов тремя слоями грунта по пластику и двумя черной эмали.
Красота Следующий этап изготовление наружной части подиума
При помощи предварительно изготовленного металлического кольца и срезания стандартных гаек креплений динамиков, разметки и высверливания отверстий под крепежные болты
Примерка по посадочным отверстиям и нарезку резьбы под них в основаниях подиумов закрепляем их, предварительно оклеив малярным скотчем к двери.
На месте Т.к. я решил делать накладки на внешнюю часть двери, то дверную карту тоже необходимо подготовить, предварительно оклеив тем же скотчем Ставим на место.
С кольцом- основанием декоративной части выпиленной при помощи ручного фрезера и преклеенного на термоклей Наносим стекловолокно с полиэфиркой предварительно вымачивая волокно на стекле до момента, пока оно станет пластичным и податливым секунд 30-40 не больше, а то оно начинает потом на слои распадаться, и часть волокна остается на стекле. Накидал я где- то слоев 5 и оставил все это дело сушиться на сутки.
Ждем 24 часа На следующий день все это дело отделяем аккуратненько и придаем дремелем предварительную форму.
Как то так Примерив на двери, порадовавшись результату, обтягиваем заготовку лайкрой и пропитываем полиэфирной смолой
Ждем сутки После высыхания накладываем 3 слоя стекловолокна, ждем час — полтора
В процессе После затвердения обрезаем все тем же дремелем все лишнее, наносим толстый слой скекловолоконной шпатлевки, ждем высыхания минут 20 и потом долго и упорно все это дело выводим до необходимой нам формы
Почти готово Ну а потом все, как всегда, 3 слоя грунта, 2 слоя краски и вуаля!
Сохнем После высыхания естественно надо посмотреть, что же там вышло, и как это смотрится в сборе. Приклеил на двухсторонний скотч, дабы полюбоваться предварительным результатом)
Нравится))) Пока только покрашены, еще жду ткань для обтяжки, которая один в один повторяет текстуру дверной карты, там может еще немного что то поднивелирую, ну а пока…
Как то так, следующий этап — Подготовка дверей. Тоже интересное и трудоемкое мероприятие, но одно могу сказать точно: Каждая вложенная в проект частичка души, сил, и времени, непременно ведет к результату, который с каждым шагом все больше и больше нравится!
Всем спасибо! До новых Встреч!
Автор: Александр Марчуков
Изготовление подиумов под динамики в машине – задачи, виды и специфика
Мир автозвука многогранен и интересен. Но требует не только правильной установки автозвука, но во многом и творческого подхода к оформлению салона. На общее качество звучания непосредственно влияет специфика расположения динамиков. Одним из важнейших элементов всего проекта становится изготовление подиумов под динамики. Крайне полезные элементы, иногда становятся вовсе необходимым элементом.
Зачем нужно изготовление подиумов под акустику
Первая и ключевая задача изготовления акустических подиумов – возможность выдвинуть головку динамика из штатного места, если не соответствует по глубине. Но на этом возможные причины не ограничиваются. Для раскрытия работы любого динамика, позволяя ему зазвучать, важное значение отводится точному определению акустического оформления, с жестким основанием для гашения столь нежелательных вибраций.
Автомобильная акустика сталкивается с существенными вибрациями в поездке. Если их полноценно не гасить, будут передаваться на панели обшивки и прочие конструктивные элементы, которые обычно выполнены из достаточно тонких материалов. Подобные колебания искажают общее качество звучания. Подиумы призваны принять на себя и погасить подобные вибрации.
Что нужно учесть
Подиум для мидбаса либо среднечастотника – не просто определенный элемент декора, а просто необходимый компонент всей системы акустики, непосредственно определяя качество звучания. Для успешного решения задачи гашения вибраций подиум должен иметь достаточно тяжелый вес.
При выборе размеров следует руководствоваться не только качеством звучания, но также и особенностями дополнительного элемента – не мешая, к примеру, срабатыванию ручек.
Следует отказаться от идеи с креплением подиума к обшивке. Для крепления могут выбираться лишь металлические элементы. Слабое основание не позволит эффективно гасить вибрации. Да и тяжелый вес подиума непосредственно с акустикой для него может оказаться слишком значительным.
Специфика внутреннего подиума для двери автомобиля
Цель использования внутренних подиумов – сохранность вида без дизайнерских изменений. Сам подиум остается полностью скрытым.
Преимущества внутренних подиумов:
Незначительно сказывается на общем виде салона;
Простота и удобство изготовления;
Защита динамика от сторонних повреждений;
Потенциальные недостатки внутреннего подиума:
Легкий вес конструкции, может негативно сказаться на раскрытии низких частот;
Динамик с жестким положением, которое будет невозможно изменить – со сложностями подходящей ориентации источника звучания.
Установка внешнего подиума в двери
Благодаря внешнему (наружному) подиуму возможна установка любого динамика, который отличается в сравнении со штатным – в большую или меньшую сторону. Головка может быть размещена под наклоном либо параллельно плоскости двери. Дополнительным преимуществом становится снижение общей вибрации за счет достаточно плотного прижимания обшивки.
Преимущества внешнего подиума:
Авторский, эксклюзивный внешний вид;
Регулируемые размеры подиума;
Из потенциальных недостатков:
Конструктивная сложность изготовления;
Сказывается на общем виде салона.
Выполняется в формате единой конструкции, не ограничиваясь форматом подставки. Обязательно следует позаботиться о достаточно плотном креплении корпуса, с тщательной подгонкой, исключая возможные щели и зазоры. Благодаря этому конструкция становится максимально жесткой, чтобы звук не оказывался под обшивкой.
AAC-Kharkov предлагает не просто установку автомагнитолы, вибро- и шумоизоляцию поверхностей, но и дополнительные решения для построения сбалансированного проекта автозвука. Внимательное отношение к материалам и персональным задачам для раскрытия всей многогранности и потенциала любимых композиций.
Мультимедийные подиумы для инструкторов и их презентаций
Начните с внешнего вида вашего конференц-зала, классной комнаты или аудитории. . . добавить возможность звука. . . и, наконец, системы управления, которые позволяют управлять звуком, визуальными средствами и освещением. Интегрируйте опции и аксессуары, расширяющие ваши возможности. . . направляющие стойки, вырезы для компонентов, окна монитора видового экрана и многое другое.
Мебель для мультимедийных презентаций
Наш опыт в производстве сотен различных кафедр дает вам мультимедийную мебель для любого стиля презентации:
Современный или традиционный
Различные варианты отделки и цвета
Профили от компактных, легких и мобильных с блокируемыми роликами до просторных и прочных
Возможность встроенного усилителя мощности
Некоторые модели наших мультимедийных кафедр доступны со встроенными системами громкой связи с усилителями мощностью 150 Вт и двумя или четырьмя динамиками, что позволяет охватить до 3000 человек в залах площадью до 26 000 квадратных футов.
Интегрируйте ваши опции, аксессуары и системы управления
Настройте свою мультимедийную кафедру с помощью опций и аксессуаров
Выдвижной Полки
Встраиваемый Мониторы
Окно просмотра Монитор
Часы Таймеры
Данные Порты
Стойка Рельсы
Спецификация продукта
Мультимедийные кафедры AmpliVox
Мультимедийные кафедры: опции и аксессуары
3230 Мультимедийная компьютерная кафедра серии
3250 Мультимедийная кафедра Pinnacle серии
SN3900 Кафедра ADA с Power Lift
CT4880 Рабочая станция для совместной работы Envision
Индивидуальные логотипы для кафедр
Мультимедийные кафедры позволяют объединить все ваши аудиовизуальные средства, сохраняя при этом безопасность оборудования.
Выбор кафедры — встаньте и будьте услышаны
Мультимедийная презентационная мебель объединяет технологии в стиле
Трибуны и звуковые системы для медицинских учреждений
Стойки и подиумы хостесс для ресторанов и гостиничного бизнеса
Донесение сообщения: новые возможности для кафедр и звуковых продуктов для вашего святилища
Исполнительный подиум для проведения богатой мультимедийной презентации
AmpliVox предлагает индивидуальные логотипы для кафедр и подиумов
Лучшие школьные кафедры и подиумы: прочные, портативные, звуковые системы опционально
Мультимедийная кафедра со встроенным ЖК-монитором и стереодинамиками
Carnegie Multimedia Mate — серия 3460
Это компактное устройство, разработанное для современной напряженной гибкой среды, удовлетворяет ряд потребностей в аудио/видео в небольшом мобильном корпусе.
Lexington Трибуны
Чистый прямолинейный дизайн, подчеркивающий присутствие выступающего. Лампа для чтения и светодиодные цифровые часы/таймер с обратным отсчетом.
Concord Кафедра
Изящная и элегантная кафедра с большой поверхностью для чтения, которая впишется в любой современный конференц-зал.
Digital Signage Contemporary Lectern SV3097
Элегантный дизайн с 43-дюймовым HD-дисплеем для четкого и яркого изображения. меламиновая поверхность и закругленные кромки
Мультимедийная кафедра Серия 3230
Доступен в нестандартных цветах и с декоративной окантовкой. Подберите цвет стола, стула или школы. Большое рабочее пространство и множество мест для хранения.0003
Мультимедийная презентация Подиум — серия 3235
Будьте готовы к презентации, какое бы оборудование вы ни использовали. У вас достаточно места для ЖК-экрана и ноутбука.
Multimedia Smart Подиум — серия 3430
Рабочий стол обеспечивает просторное рабочее пространство. Большое разделенное внутреннее пространство имеет 10 направляющих для монтажа в стойку и место для ПК / хранения.
Массивная древесина Coventry Кафедра — серия 3030
Эта красивая кафедра из массива дерева представляет собой полностью настраиваемую подиум для мультимедийных презентаций, который вы можете построить в соответствии с вашими потребностями.
Кафедра Intellect SN3625 / SN3630
Презентационная кафедра спроектирована вокруг ящика для документ-камеры с местом для встроенной электроники и памяти процессора.
Oracle Podium SN3610 / SN3615 / SN3620
Oracle Podium имеет профессиональный внешний вид и обладает современными мультимедийными функциями.
Mobile-Lite Lectern SN3635 / SN3640 / SN3645
Открытая передняя часть шкафа с регулируемой полкой, проходными люверсами и защитными планками для хранения вещей.
Pinnacle Multimedia Кафедра — серия 3250
Прочный жесткий пластиковый корпус, выдерживающий жесткие нагрузки как в помещении, так и на улице. Элегантные скульптурные углы и завихрения профиля.
ADA Sit To Stand Кафедра — SN3900
Мебель ADA с доступом для инвалидных колясок подходит как для людей с ограниченными физическими возможностями, так и для выступающих в положении стоя.
Рабочая станция Envision Collaboration — CT4880
Рабочая станция размером 80 x 40 дюймов вмещает до шести человек, имеет зазор для коленей для удобного доступа в инвалидном кресле.
Мультимедийная кафедра Аксессуары
Дополнительные аксессуары для персонализированной кафедры, включая: типы рабочих поверхностей, крепления для мониторов, часы и лампы и т. д.
Подиум и кафедра: что в названии?
Образование и обучение | Техническое производство
Говард Гивнер
Если бы я попросил 1000 специалистов по организации мероприятий назвать мне вертикальный предмет мебели с наклонным верхом, за которым стоит оратор, произнося свою речь, подавляющее большинство из вас ответило бы «Подиум». И ты ошибаешься. Но на самом деле, кого это волнует?
То, что я только что описал, на самом деле называется кафедрой. Однако, если вы хотите арендовать его, большинство компаний по аренде аудио / видео или вечеринок перечисляют их как подиумы. На самом деле, я просмотрел сайты 10 компаний по аренде по всей стране, и 9 из них указали этот пункт как подиум. Почему? Потому что так их называет большинство из нас.
Тогда что такое подиум, спросите вы? Подиум определяется как приподнятая платформа, на которой стоит выступающий во время презентации (или то, что большинство из нас назвало бы сценой).
А вот и загадка. Когда словари и глоссарии говорят нам, что предмет — это одно, а в просторечии он называется чем-то другим, что нам делать?
Лично я считаю, что всегда полезно знать правильное определение чего-либо, но лучше использовать слова, которыми его называет подавляющее большинство людей. В противном случае вам придется говорить что-то вроде: «Пожалуйста, закажите мне кафедру на это мероприятие, но при заказе в прокатной компании попросите подиум». Немного громоздко, тебе не кажется?
Шампанское против Игристого вина
Другой пример — шампанское, хотя это немного более болезненно. Когда заведение предлагает бросить тост с шампанским, вы и они думаете об игристом вине, хотя по закону вы можете называть его шампанским только в том случае, если оно сделано из винограда, выращенного в регионе Шампань во Франции. Однако игристое вино звучит не так хорошо.
Когда официанты начинают передавать (я хотел сказать «прислуга», но Word говорит мне, что это не настоящее слово) подносы с игристым вином вашим гостям, большинство из них сказали бы вам, что они пьют шампанское, даже не подозревая об этом. откуда это.
«Влиятельный» — это слово?
Когда я руководил своей компанией по организации мероприятий, моим любимым словом в предложениях было слово «эффектный», когда мы описывали мероприятия, которые мы собирались организовать для наших клиентов. Тем не менее, эффектный не считается словом во многих словарях. Я все равно использовал его, потому что знал, что люди, читающие его, поймут, что это означает то, что я думал.
И это, в конечном счете, цель. Мы с вами можем использовать выдуманное слово, но если мы оба придадим ему одно и то же значение, у нас все будет хорошо. Однако если клиент (начальник, призёр, спикер и т. д.) ожидает одного, а вы сделали совершенно другое, то возможность спрятаться за определением Merriam-Webster не спасёт вас от криков.
Premium и бар Top Shelf Bar
Типичным примером является открытый бар. В разных заведениях пакеты баров называются по-разному, например Premium Bar, Top Shelf Bar и т. д. Эти названия не имеют смысла. Важны типы и марки спиртных напитков, которые заведение включает в эти пакеты, и приемлемо ли это для вас. Если вы не требуете конкретного списка, то вы напрашиваетесь на неприятности, потому что генеральному директору все равно, что вы устроили бар на верхней полке, если он не может достать водку Belvedere или текилу Patron Silver, которые ему нравится. Мы часто используем это в наших курсах как пример того, как легко предотвратимые недоразумения могут перерасти в большие проблемы.
Другим примером являются продукты с торговыми марками, которые стали общепринятыми определениями категории. Если вы попросите у кого-нибудь ватную палочку, бумажную салфетку или пластырь, на самом деле вы просите ватные тампоны, салфетки или бинты, но все поймут, что вы имеете в виду.
Как пробить машину по ВИН коду (поиск авто по VIN коду)?
Пробить машину по ВИН-коду — обычная процедура для покупателя, желающего удостовериться, не приобрел ли он автомобиль с криминальным или «проблемным» прошлым. Процедура эта достаточно проста. Разберемся, как конкретно это делается.
ВИН (VIN) — уникальная комбинация символов, которая присуща только одному автомобилю. Поэтому, если вы знаете этот код, найти информацию о машине достаточно легко.
При этом только по коду вы можете узнать:
страну производства;
фирму-изготовителя;
год выпуска;
основные технические данные и особенности комплектации машины.
Если провести поиск по VIN-коду, то можно также узнать, не находится ли машина в угоне, нет ли на ней ограничений по регистрации (арест, решение таможни и т. д.), не в залоге ли она.
Так как код уникален, поиск однозначно укажет на машину, к которой относится конкретный ВИН. Конечно, по коду нельзя определить, где физически находится автомобиль, однако узнать, что эта машина из себя представляет, вполне возможно.
Запрос по VIN-коду в ГИБДД
Проще всего получить критически важную информацию (об угоне, перебитых номерах и т. п.) через ГИБДД. Для этого достаточно взять технический паспорт и обратиться с запросом в ближайшее отделение ГИБДД. Простой ответ (типа «Все нормально» или «Извините, но этот автомобиль числится украденным») дадут сразу же, официальную справку-ответ — в срок не позднее 10 дней с момента обращения.
Если нет времени на личное обращение, можно попробовать пробить авто по ВИН-коду через официальный сайт ГИБДД. Там имеется специальная страница, где можно ввести ВИН автомобиля и сразу же получить данные, имеющиеся по нему в инспекции.
Как найти по ВИН-коду сведения о машине через интернет
Помимо официального сайта ГИБДД информацию можно найти на коммерческих сайтах. Некоторые сведения (в частности, существует ли вообще такой ВИН) можно там получить бесплатно, более подробную информацию — за не слишком большую плату.
Поиск по ВИН-коду может осуществляться двумя способами:
Через специализированный сайт. Для этого нужно туда зайти, при необходимости — зарегистрироваться, после чего в специальную форму ввести ВИН-код. Подробности того, как предоставляется информация, необходимо узнавать на каждом сайте отдельно.
Просто вбить ВИН-код в строку поисковика. В большинстве случаев такой шаг будет бессмысленной тратой времени, однако если автомобиль относится к редкой серии ограниченного выпуска, поиск авто по ВИН-коду может дать довольно интересные для владельца результаты.
ВИН-код и дополнительная информация
Объем сведений, которые может дать поиск, зависит от того, по какой машине он осуществляется.
Самая полная информация предоставляется по автомобилям производства США. Американские базы данных (доступные уже и на русском языке) достаточно обширны и включают в себя среди прочего сведения об авариях, в которых побывал автомобиль. Например, фиксируется информация о том, сколько раз срабатывали подушки безопасности — а они конструктивно устроены так, что «выстреливают» только в случае сильного удара, который не может не повредить как минимум кузов автомобиля. Кроме того, есть возможность получить сведения о некоторых бывших владельцах автомобиля.
Для всех импортных машин доступными являются сведения о дате ввоза в Россию и регистрации на таможне и в ГИБДД. Без такой регистрации любая сделка не может быть проведена.
Наконец, для абсолютно всех машин проверка покажет, не был ли искажен ВИН-код, и не был ли автомобиль угнан.
AUTO.RIA – Проверка авто по VIN-коду: CARFAX, AutoCheck, VIN+
Продавайте быстро, аргументируя цену. Купите уверенно, зная историю авто
Быстрая проверка авто по VIN-коду или государственному номеру
Только проверенные источники данных и неограниченное время доступа к вашим отчетам
Что входит в проверки
VIN+ и VIN MAX?
История пробега и проверка
на скручивание
ДТП и страховые случаи
Розыск, аресты и другие обременения
История регистраций и количества владельцев
Основные характеристики, данные комплектации и ремонты
Пример отчета VIN+
Пример отчета VIN MAX
Что входит в проверки авто из США и Канады по отчетам CARFAX/AutoCheck?
Зафиксированные пробеги
на скручивание
Все пробеги, которые были зафиксированы за период эксплуатации авто
Все регистрации и количество владельцев
История владельцев, места регистраций и даты покупки авто
ДТП и страховые случаи
Все случаи, официально зафиксированные в базах данных
Ремонты у официального дилера
История ремонтов на дилерских СТО
Розыск, аресты и другие обременения
Все возможные обременения, наложенные на автомобиль
Использование в такси
Данные об использовании авто в службе такси
Пример отчета CARFAX
Пример отчета AutoCheck
Выберите авто для проверки
по VIN-коду
Сейчас проверяют
WAUENAF4хHNхххх53
09:26
Audi A4 2017
ZACCJABBхHPхххх90
09:07
Jeep Renegade 2017
YARVFAHKхGZхххх01
08:12
Toyota Proace 2017
1FADP3J2хFLхххх04
08:10
Ford Focus 2015
WMWXS5C5хFTхххх35
07:41
MINI Cooper S 1. 5Turbo 2015
Часто задаваемые вопросы
Що таке VIN-код і де його взяти?
Це унікальний серійний номер, що застосовується в автомобільній промисловості для індивідуального розпізнавання механічного транспортного засобу. Він наноситься на авто у місцях, передбачених міжнародними стандартами (як правило, на дверній арці, на підлозі, під капотом та під лобовим склом), а також заноситься у тех. паспорт.
А якщо продавець каже, що це небезпечно, й відмовляється?
АUTO.RIA дає можливість продавцю приховати 5 із 17 символів коду. А дані перевірки не передає нікому, крім того, хто замовив її та оплатив. Якщо ж продавець відмовляється від перевірки — це вже привід задуматись, чи не приховує він важливої інформації про авто.
Чи можна перевірити автомобіль, який знято з обліку?
Звісно, якщо дані про автомобіль були зафіксовані в базах даних — інформація про це підтягнеться незалежно від того, перебуває авто зараз на обліку в Україні, чи ні.
А якщо автомобіль не в Україні?
Авто, які не в Україні, теж можна перевірити за VIN-кодом. Тоді у звіті будуть всі доступні дані з країн, в яких було зареєстровано авто. Звісно, за винятком України.
Як саме відбувається перевірка?
Одразу після вибору інформації, яку ви хочете перевірити, та оплати послуги АUTO.RIA перевіряє VIN-код автомобіля за різноманітними базами даних. Результат перевірки ви отримаєте на пошту. При цьому, продавець може навіть не знати, що його авто перевіряли.
Як скоро буде звіт і де його отримати?
Зазвичай збір інформації та формування звіту триває 4 години, після чого ми одразу надсилаємо результати перевірки на електронну пошту. Крім e-mail, ви будете проінформовані про готовність звіту також у вайбері, через смс, push-сповіщення та повідомленням у особисті повідомлення вашого профілю на AUTO. RIA.
Чи можна за VIN-кодом перевірити авто на наявність штрафів?
Перевірка на штрафи наразі неможлива, оскільки правоохоронні органи далеко не завжди готові ділитись цією інформацією. До того ж, штрафи прив’язані до особи водія, а його ПІБ це вже конфіденційна інформація.
А авто з Південної Кореї можна перевірити?
Так, такі автомобілі ми за замовчанням перевіряємо за державним реєстром Південної Кореї, а також за дилерськими базами. Вся інформація, доступна з цих джерел, публікується на сторінці авто безкоштовно.
Лучшие бесплатные сайты для проверки VIN для получения отчета об истории автомобиля
Знаете ли вы, что идентификационный номер автомобиля (VIN) нельзя изменить? У каждого автомобиля есть регистрационные номера и множество других кодов, но, в отличие от VIN-номера, их можно изменить. Думайте о номере VIN так же, как об отпечатке пальца. VIN-номер вашего автомобиля уникален только для вашего автомобиля, поскольку он был присвоен новому автомобилю во время производства.
Номер VIN используется инженерами для идентификации автомобиля и его частей для облегчения ремонта. Правоохранительные органы используют номер VIN для идентификации автомобилей или автомобильных запчастей, которые были украдены. Если вы планируете приобрести подержанный автомобиль или новый автомобиль, вы должны проверить номер VIN перед завершением транзакции.
Проверка VIN позволяет просмотреть историю автомобиля, просто введя VIN-номер в строку поиска. Это позволяет узнать, является ли подержанный автомобиль угнанным или участвовал ли он в дорожно-транспортном происшествии в прошлом. Проверка VIN также предоставит вам подробную информацию о ремонте, который автомобиль претерпел, и отзывах. Самый простой способ проверить VIN автомобиля — использовать сайты проверки VIN, которые предлагают функции декодирования VIN. Некоторые из лучших сайтов для поиска VIN включают:
Бампер (лучше всего подходит для продавцов поврежденных автомобилей)
ClearVIN (лучший вариант для частных лиц и автодилеров)
Carvertical (лучший вариант по доступной цене)
EpicVIN (лучший вариант для автодилеров)
Autodna (лучший вариант для пользователей из США и Европы)
CARFAX (лучший вариант для пользователей мобильных телефонов)
VINpit (лучший для универсальности)
Autocheck (лучший для сравнения частных автомобилей)
VINfreecheck (лучший бесплатный инструмент для проверки VIN)
Cebia (лучший локальный декодер)
сводки новостей знать.
10 лучших бесплатных сайтов для декодирования VIN
1. Bumper
Bumper — это в первую очередь веб-инструмент, который позволяет вам проверять характеристики автомобиля по его номеру VIN. Сайт собирает точную информацию об истории повреждений автомобиля от 22 ведомств государственного уровня. Он также собирает данные о транспортных средствах со складов металлолома, страховых компаний, аукционов по утилизации и буксирных агентств.
Бампер предоставляет вам такую информацию, как записи об утилизированных автомобилях, кражах и авариях. Он также сообщает вам о продаже и регистрации автомобиля. Он также предоставляет вам быструю оценку обновленной рыночной стоимости автомобиля, а также ориентировочную стоимость ремонта, который может потребоваться автомобилю.
Pros
● Позволяет вам выбрать конкретную историю
● Законные источники
● Семидневное испытание
● Предоставляет соответствующую информацию
Cons
● Ограниченные 50 поисков на месяц
9002 ●
●. Bumper — это сайт по продаже автомобилей, а не сайт проверки VIN.
Основные характеристики
● Покупка и продажа подержанных автомобилей
● Проверка номерного знака
● Проверка VIN
● Оценка рыночной стоимости
Цена: Bumper предлагает пробную версию на четный день за 1 доллар США и ежемесячную плату в размере 19,99 долларов США.
2. ClearVIN
ClearVIN — это служба проверки VIN, которая предоставляет быстрые и точные отчеты об истории автомобиля. ClearVin сотрудничает с Национальной информационной системой регистрации транспортных средств (NMVITS), программой Министерства юстиции США, чтобы предоставлять общественности достоверную информацию в каждом отчете.
Отчет ClearVIN содержит информацию о регистрации транспортного средства, прошлых правах удержания и истории краж. Он также предоставляет вам историю владения автомобилем, историю продаж автомобилей, подробную информацию о страховых потерях, рыночную стоимость, отзыв безопасности и любые изменения названия.
Помимо партнерства с NMVTIS, ClearVIN также получает информацию из нескольких источников, таких как свалки, буксировочные агентства, финансовые учреждения, федеральные агентства и местные департаменты. Это позволяет им предоставлять своим клиентам достоверную и четкую информацию.
Pros
Бесплатный вариант предварительного просмотра отчета
100% гарантия с возвратом денег
Сайт с мультилангом и понятный отчет
предлагает систему поиска отзыва бесплатно
Бесплатный инструмент Vin Decoder
Оригинальные стеклей Поиск номерного знака
Массовый доступ к проверке VIN для бизнеса
Минусы
Количество фотографий автомобиля ограничено 10 на одну запись
Нет рыночных значений для конкретного оборудования
Ключевые функции
История владения автомобилями
Украденные резюме автомобиля
Подробные данные оценки и конечная сумма ставки
Эксклюзивный рейтинг транспортных средств на основе истории ВИН
Прим. индивидуальный пакет, ClearVIN предлагает один отчет VIN за 14,99 долларов США или 3 проверки VIN за 21,98 долларов США (7,30 долларов США за отчет) и 5 проверок VIN за 28,99 долларов США (5,80 долларов США за отчет). Единовременная плата и отсутствие ограничений по времени использования предоплаченных отчетов по VIN.
У них также есть значительные скидки для бизнеса — всего 2,50 доллара за отчет для продавцов подержанных автомобилей и тех, кому нужны данные NMVTIS и записи о продажах на аукционах оптом. Нет дилерской лицензии или требований к минимальному ежемесячному объему для регистрации в дилерской программе.
3. CarVertical
Основной целью CarVertical является защита покупателей автомобилей от мошенников, предоставляющая своим пользователям основную информацию об автомобилях. Этот сайт предоставляет вам подробную информацию об истории обслуживания автомобиля, истории повреждений, пробеге и текущих неисправностях. Это также позволяет вам бесплатно просмотреть автомобиль и купить отчет о транспортном средстве.
Имея рейтинг 4,2 на Trustpilot и 5,0 на Google Play, Carvertical поддерживает хорошие отзывы, что является результатом первоклассного обслуживания своих пользователей.
Carvertical также использует систему оценки, которая оценивает транспортное средство от 1 до 10. Эта оценка основана на трех основных характеристиках автомобиля, данных о повреждениях, записях о пробеге и неисправностях модели. Эта система подсчета очков может быть очень полезна для людей, у которых есть несколько транспортных средств на выбор. Вы можете просто сравнить оценки автомобилей, чтобы сделать объективный выбор.
Профессионалы
● Точные результаты
● Постоянно обновляемые данные
● Разумные расходы
● Отчет защищен от повреждений и основан на блокчейне.
Минусы
● Дорогостоящий отдельный отчет
● Периодическое упущение результатов повреждений.
Основные характеристики
● Полная база данных
● Система оценки
● Источники качественных данных
Цена : 18,56 долл. США за один отчет, 22,9 долл. США2 за два отчета и $29,46 за три отчета
4. EpicVIN :
Компания EpicVIN считается очень надежной компанией для проверки номера VIN автомобиля. Как и любая другая программа проверки VIN, она предоставляет вам историю автомобиля и другие связанные отчеты. Это также хороший способ подтвердить подлинность VIN автомобиля перед его покупкой. С помощью EpicVIN вы также можете проверить историю автомобиля, используя только номерной знак и состояние, в котором номерной знак был присвоен автомобилю.
Помимо проверки информации об автомобиле, EpicVIN также предлагает несколько бесплатных инструментов VIN. К ним относятся:
● Декодеры VIN на основе моделей автомобилей
● Проверка VIN по штатам
● Проверка флуда
● Проверка одометра
EpicVIN имеет простой интерфейс, который поможет вам в процессе ввода номера VIN для выберите предпочитаемый пакет. Он предоставляет отчет сразу после оплаты и позволяет вам получать доступ к отчету каждый раз, когда вы входите на сайт.
Pros
● Процесс легкого оплаты
● Довольно доступные цены
● Предоставляет соответствующую информацию
● Предлагает бесплатные услуги VIN
CONS
● УДАЛЕНИЯ. Характеристики
● Декодер VIN конкретной модели автомобиля
● Проверка VIN по штату
● Проверка на наводнения
● Проверка одометра
Цена: EpicVIN предлагает три пакета: один отчет за 14,99 долларов США, четыре отчета за 28,17 долларов США и 16 отчетов за 86,34 долларов США.
5. AutoDNA
AutoDNA является одним из крупнейших сайтов, которые предоставляют историю автомобилей и любую другую необходимую информацию с помощью номера VIN. Этот сайт считается одним из самых надежных сайтов проверки VIN, потому что он выполняет поиск в миллионах баз данных, чтобы предоставить своим пользователям необходимую информацию. Этот огромный охват базы данных позволяет AutoDNA обслуживать клиентов не только в США, но и в Европе. AutoDNA также сотрудничает с Autocheck, которая полностью интегрирована в их сайт.
Pros
● Доступные цены
● Простой пользовательский интерфейс
● Доверенные источники информации
Минусы
● Оплачиваемые страновые отчеты о аутентичных данных. из
Основные характеристики
● История автомобиля
● Отзыв производителя
● Украденные документы
● Оснащение автомобиля
● Последние запросы
● Архивные фотографии
Цены: AutoDNA предлагает разные цены для разных мест;
● Базовый отчет: 5,40 евро
● Отчет о транспортных средствах США: 9,90 евро
● Отчет о транспортных средствах в Эстонии: 9,90 евро
● Отчет о транспортных средствах в Нидерландах: 4,90 евро
● Отчет о транспортных средствах в Бельгии: € 9
● Отчет о транспортном средстве во Франции: 9
● Отчет о транспортном средстве в США и Канаде (AutoCheck): 12,90 евро
6. CARFAX
CARFAX — это сайт проверки VIN, который позволяет вам проверить историю автомобиля, используя его номер VIN. Проверкой VIN могут пользоваться как частные продавцы, так и покупатели подержанных автомобилей. Покупатели могут использовать отчет с этого сайта, чтобы избежать мошенников, а продавцы могут использовать отчет, чтобы получить лучшее предложение для своего автомобиля.
Заявив, что у него есть доступ к 100 000 источников и несколько лет предоставления услуг по проверке VIN, CARFAX является одним из немногих авторитетных сайтов по проверке VIN. Помимо других источников, CARFAX получает данные от DMV, страховых компаний, полицейских управлений и аукционных домов.
Некоторые детали, которые CARFAX предоставляет вам, включают данные об авариях, историю аренды, историю обслуживания, тип использования, историю владения и так далее.
Pros
● Более 100 000 источников данных
● Надежность благодаря долгому опыту работы в автомобильной промышленности
● Предоставляет полезные данные для улучшения отрасли продаж подержанных автомобилей
5
● Доступ через мобильное приложение
Минусы
● Один отчет стоит слишком дорого
● Поддержка телефонных звонков без телефонных звонков
Ключевые функции
● Car Care
● Мобильные уведомления
● Список подержанных автомобилей
● На основе исторической стоимости
. Цена: Один отчет 39,99, три сообщения. 59,99 долларов США, а шесть отчетов стоят 99,99 долларов США.
7. VINpit
VINpit — это сайт проверки VIN, который предлагает множество функций, таких как проверка VIN, декодер VIN, бесплатные отчеты и поиск номерных знаков.
VINpit предлагает бесплатный отчет об истории автомобиля и дает вам доступ к такой информации, как состояние, в котором автомобиль был куплен, год, история аренды, сведения о модели и характеристики автомобиля. Это также позволяет вам купить подробный отчет о показаниях одометра, пройденном расстоянии и обновленной рыночной стоимости подержанного автомобиля. С помощью VINpit вы можете получить подробную информацию об отзыве автомобиля производителем, оборудовании автомобиля и предыдущих продажах.
Плюсы
● Подлинные показания одометра
● Архив фотографий автомобилей в разных местах
● Полный отчет о транспортном средстве
● Хорошее соотношение цены и качества
Минусы
● Разделение данных на различные платные отчеты на основе источника страны
● Относительно отрасли
Основные характеристики
● База данных угнанных автомобилей
● Декодер VIN
● Поиск номерных знаков.
Цена: 14,99 долл. США за один отчет, 28,16 долл. США за четыре отчета и 86,34 долл. США за 16 отчетов.
8. Autocheck
Autocheck — это авторитетный сайт для проверки VIN-кода, который имеет один из лучших декодеров VIN-кода, который на протяжении многих лет зарекомендовал себя как высококачественный сервис для своих пользователей. На его сайте есть уникальная функция, которая позволяет быстро оценить состояние автомобиля, прежде чем вы получите детали отчета. Он использует рейтинговую систему от 1 до 100 и сообщает вам о состоянии ключа на основе рейтинга, который он дает ему по этой шкале.
Чтобы получить подробный отчет об Autocheck, вам необходимо выполнить ряд простых действий, включающих предоставление VIN-номера, выбор плана подписки и оплату. Вы также можете решить платить за один отчет, а не за план подписки. Единый отчет лучше всего подходит для людей, которые не планируют регулярно пользоваться сайтом.
В отчете Autocheck вы должны получить информацию о пробеге автомобиля, истории владельцев, марке, тестах на выбросы, истории аварий, истории угонов, аренде и так далее.
Pros
● Многочисленные и надежные источники данных
● Удобный веб-сайт
● Доступная цена за несколько отчетов
● Лучшая система сравнения автомобилей
5
2 ●
● Лучше всего для частных продавцов и покупателей
● Нет сведений о прошлом обслуживании
● Дорогостоящий отдельный отчет
Основные характеристики:
● Условный рейтинг
● Отчет о транспортном средстве
● Поиск номерных знаков
Цены : 24,99 долл. США за один отчет и 49,99 долл. США за пять отчетов Как следует из названия, большинство его функций бесплатны, включая бесплатный отчет VIN. VINfreecheck имеет декодер VIN, который помогает расшифровать ваш номер VIN и дает вам точные характеристики автомобиля, такие как спецификация двигателя, тип рулевого управления, отделка салона, трансмиссия и размер бака. Он также предоставляет вам бесплатную проверку на наводнение, историю утилизации и оценку рыночной стоимости в своем бесплатном отчете по VIN 9. 0003
Помимо бесплатной проверки VIN, он также предлагает премиум-сервис, который предоставляет вам гораздо больше информации. Премиум-сервис предоставляет вам такую информацию, как записи одометра, история автомобиля и история аварий, которых нет в бесплатном отчете по VIN.
Плюсы
● Базовая история бесплатно
● Доступные премиальные цены
● Простой пользовательский интерфейс
● Подробный сайт
Минусы
● Большая часть подробной информации содержится в пакете «Премиум»
● Недостаточно тарифных планов
Основные характеристики
● Бесплатный отчет об истории автомобиля
● Рыночная оценка автомобиля
3 ● Одометр 3 ● Проверка
Ценообразование : Этот сайт в основном предлагает бесплатные функции VIN, но также предлагает платный премиальный отчет за 8,99 долларов США.
10. Cebia
Cebi, также известный как Zkontrolujsiauto. cz, является сайтом, который предоставляет своим пользователям услуги проверки VIN. Основной целью этого чешского сайта является обеспечение безопасных транзакций при продаже автомобилей. Он также предлагает автомобильным дилерам уникальную возможность купить сертификат отчета, чтобы убедить потенциальных клиентов в их подлинности.
Cebia использует систему, которая позволяет ей предоставлять основные данные проверки VIN транспортных средств, включая мошеннические записи. Он также имеет базу данных, содержащую более 1 миллиарда записей отчетов об истории транспортных средств. Это связано с тем, что он получает данные о транспортных средствах от известных производителей автомобилей, дилеров, ремонтных служб, лизинговых и страховых компаний. Единственным существенным недостатком Cebia является то, что он в основном предназначен для обслуживания автомобилей в Чешской Республике и Словакии. Это связано с тем, что большинство их источников являются местными поставщиками.
Плюсы
● Адаптируемые ценовые пакеты
● Подходит как для покупателей подержанных автомобилей, так и для дилеров подержанных автомобилей
Минусы
● Только для автомобилей в Чехии и Словакии.
● Отчет об истории автомобиля не на английском языке
● Дороже, чем у конкурентов.
Что такое VIN?
17-значное «имя», которое производитель автомобилей дает каждому уникальному автомобилю, называется идентификационным номером автомобиля (VIN). Он состоит из цифр и символов. Вы можете узнать множество подробностей об автомобилях, таких как тип подушки безопасности, страна-производитель, объем двигателя и год выпуска. Вы также можете узнать о типе автомобиля, уровне отделки и названии объекта по идентификационным номерам автомобиля.
Почему я должен проверять номер VIN при покупке автомобиля?
Чтобы выяснить, является ли автомобиль отзывным
Если производитель или орган управления безопасностью дорожного движения обнаружит, что автомобиль или его комплект шин представляют чрезмерную опасность для безопасности или не соответствуют требуемым минимальным критериям, они отзывают. VIN-код позволит вам определить связанный с отзывом автомобиль.
Чтобы установить, был ли автомобиль в аварии
VIN дает вам информацию о мелких и крупных авариях, о которых вы уже знаете, и другую информацию. VIN предоставит вам информацию о серьезных авариях автомобиля и о том, был ли он отремонтирован.
Для определения фактического пробега автомобиля
Некоторые мошеннические и эксплуататорские продавцы автомобилей обычно пытаются обмануть клиентов, пересчитывая пробег автомобиля, то есть мили, которые автомобиль проехал или проехал. Дилер или автопродавец занижает пробег автомобиля, создавая впечатление, что он меньше, чем есть на самом деле. Вы можете избежать этой проблемы с проверкой VIN, поскольку она показывает точный пробег автомобиля.
Чтобы определить, затоплена ли машина
Затопление может привести к серьезным повреждениям автомобиля, что дает мошенникам шанс обмануть неосторожных покупателей автомобилей. Затопленный автомобиль — это автомобиль с поврежденным кузовом, двигателем, коробкой передач или другими механическими частями из-за частичного или частичного погружения в воду. Такие автомобили все еще используются, и проверка VIN-кода автомобиля, который вы собираетесь приобрести, является одним из самых безопасных способов определить, не было ли в нем затопления.
Где можно найти VIN автомобиля?
В большинстве автомобилей номер VIN часто можно увидеть на передней панели приборной панели со стороны водителя. Смотреть через лобовое стекло, стоя снаружи автомобиля, — лучший способ увидеть его. Стойка двери со стороны водителя — еще одно возможное место для VIN-номера. Осмотрите, где дверь в машину запирается после ее открытия.
VIN мотоцикла часто находится на рулевой колонке под рулем; однако часто вы можете найти его также на двигателе или раме рядом с двигателем. VIN находится на левой стороне передней части полуприцепа.
Если вы не можете найти свой VIN-номер, он должен быть указан в свидетельстве о праве собственности на ваше транспортное средство или в документации по страхованию ответственности.
Откуда декодер VIN получает информацию?
Национальная администрация безопасности дорожного движения (NHTSA), которая получает данные от производителей, которые представляют их в NHTSA, является местом, где декодер VIN получает свою информацию. Автомобили, построенные после 1981 года, используются с поиском декодера VIN. VIN вашего автомобиля, скорее всего, будет состоять из 11 символов, если он существовал до 1981.
17-значный VIN-код вашего автомобиля можно быстро проверить на любом утвержденном веб-сайте для проверки VIN-кода. Вы можете использовать это для поиска информации о его производителе, марке, марке, модели, типе кузова, объеме двигателя, сборочном предприятии и году выпуска. Все, что вам нужно сделать, это зайти на веб-сайт, ввести свой VIN в соответствующее поле и нажать на поиск VIN.
Что может сказать вам проверка VIN?
VIN — это больше, чем набор не связанных друг с другом букв и цифр. Скорее, он состоит из тщательно подобранной комбинации символов, разделенных на шесть разделов: Мировой индекс производителей, данные спецификации производителя, контрольная цифра, год выпуска модели, местонахождение завода и уникальный номер автомобиля.
Цифры 1-3: Всемирный идентификатор производителя
Вы можете узнать страну производства по номеру или букве в первой цифре. Например, автомобили, произведенные в Соединенных Штатах, начинаются с одного, четырех или пяти, тогда как автомобили, произведенные в Канаде и Мексике, начинаются с двух и трех соответственно.
Второе письмо раскрывает компанию и создателя. В некоторых случаях буква будет соответствовать названию производителя; например, «А» означает «Ауди», «В» — «БМВ» и так далее. Это связано с тем, что несколько производителей автомобилей используют одну и ту же начальную букву. Это хорошее решение не всегда полагаться на это руководство, если вы не уверены, что оно применимо к вашей модели, потому что это не всегда так.
Третья буква указывает на классификацию автомобиля или его производственного подразделения. Идентификатор мирового производителя, или код WMI, происходит от этой начальной группы из трех букв и цифр.
Цифры 4–8: Данные спецификации производителя
Этот раздел находится в данных спецификации производителя, в которых может содержаться информация о модели вашего автомобиля, типе кузова, системе безопасности, типе коробки передач и коде двигателя. Этот раздел кода позволяет онлайн-страховой компании мгновенно отображать вашу точную модель.
Цифры 9–11: контрольная цифра, год выпуска модели и местонахождение завода
Девятая цифра, известная как «контрольная цифра», может подтвердить, является ли номер VIN законным. Десятая цифра указывает на модельный год вашего автомобиля. Министерство транспорта США разработало сложный математический метод для расчета этой цифры.
Код завода отображается как одиннадцатая цифра. Это предоставляет информацию о сборочном предприятии автомобиля, где отслеживаются проблемы безопасности и отзывы.
12–17: Идентификационный номер автомобиля
Этот раздел VIN-номера упорядочен по дате изготовления. Эти номера отпечатываются на автомобиле по мере его движения по конвейеру. В результате VIN-код первого автомобиля может заканчиваться на 000001.
Как узнать свой идентификационный номер автомобиля?
Посмотрите на приборную панель. В нижнем левом углу приборной панели вы часто найдете таблички с номером VIN. Просканируйте приборную панель от места водителя до правого колеса. Другой вариант — выйти из машины и заглянуть в стекло, чтобы более четко увидеть VIN.
Проверить переднюю раму автомобиля . Иногда VIN виден на раме автомобиля, рядом с бачком омывателя ветрового стекла. Увидеть это можно, пригнувшись перед машиной со стороны водителя.
Также можно проверить запаску , часто в багажнике. Иногда под ним указан VIN, поэтому снимите шину и осмотрите ее.
Какую информацию дает бесплатный отчет по VIN?
Бесплатная проверка VIN поможет вам узнать об отзывах, рейтингах безопасности, оригинальных спецификациях и гарантиях. Бесплатный отчет также включает информацию о функциях безопасности автомобиля, эффективности использования топлива и отзывы клиентов. Вы можете получить бесплатную проверку VIN в Национальном бюро страховых преступлений.
Bottom Line
В этой статье мы предоставили вам список лучших сайтов для поиска VIN, а также подробную информацию о том, для чего лучше всего подходит каждое средство проверки VIN. Чтобы провести тщательный обзор этих сайтов, мы рассмотрели такие функции, как репутация декодера, удобство для пользователя, дополнительные функции, надежность и многое другое. При выборе предпочитаемого средства проверки VIN обязательно учитывайте советы, приведенные в этой статье.
Калифорнийский поиск VIN | StateRecords.org
Поиск VIN в Калифорнии — это процесс, при котором проверяется идентификационный номер автомобиля (VIN) для получения информации об истории автомобиля и зарегистрированном владельце. Положение об использовании VIN в Калифорнии указано в §671 Кодекса транспортных средств Калифорнии, который требует присвоения VIN транспортных средств в штате и определяет штрафы за сокрытие или подделку VIN. Обычно VIN присваивается производителем автомобиля.
Поиск по номеру
VIN можно выполнить через Департамент транспортных средств штата Калифорния или с помощью надежных сторонних онлайн-альтернатив.
В отличие от поиска номерного знака в Калифорнии, который возвращает информацию о зарегистрированном владельце транспортного средства, а также о любых других водителях, которые были связаны с транспортным средством в прошлом, поиск VIN возвращает информацию о самом транспортном средстве, включая дату его производства. , марка и модель, объем двигателя и другие технические данные.
Поиск VIN особенно необходим по следующим причинам:
Проверить, не украли ли транспортное средство.
Для получения информации о зарегистрированном владельце транспортного средства (например, его имя и адрес)
Для получения информации об истории автомобиля (например, о его предыдущих владельцах, а также о любых авариях или ремонтах, которые проводились на нем)
Для подтверждения личности продавца при покупке подержанного автомобиля
Поиск по VIN обычно предоставляет подробную информацию о марке, модели и годе выпуска автомобиля, а также историю аварий или ремонтов автомобиля. Кроме того, поиск VIN в Калифорнии может предоставить информацию об отзывах автомобилей, гарантийных требованиях, страховом покрытии и возможной краже.
Что такое идентификационный номер автомобиля в Калифорнии?
VIN автомобиля — это уникальный идентификатор, присваиваемый производителем каждому автомобилю в Калифорнии. Этот номер используется государством для отслеживания информации о владельце и регистрации, а также помогает правоохранительным органам штата выявлять украденные автомобили.
Номера VIN
упоминаются в нескольких законах Калифорнии, в том числе в Транспортном кодексе Калифорнии и Уголовном кодексе Калифорнии. Эти законы регулируют использование номеров VIN в пределах штата и ожидания владельцев транспортных средств в этом отношении.
В соответствии с Кодексом транспортных средств Калифорнии номера VIN должны отображаться в свидетельстве о регистрации транспортного средства и на заметных местах на транспортном средстве. В Уголовном кодексе Калифорнии указаны наказания за изменение, порчу или уничтожение VIN.
Как используется номер VIN?
В Калифорнии VIN автомобиля выполняет следующие функции:
Для отслеживания важной информации об истории транспортного средства, включая предыдущих владельцев, сервисные книжки и аварии.
Для первой регистрации транспортных средств или продления регистрации транспортного средства.
Для получения страховки автомобиля.
VIN может использоваться правоохранительными органами для идентификации угнанных автомобилей.
Заказать отчет об истории автомобиля.
Кто выдает VIN-номер автомобиля в Калифорнии?
Номер VIN обычно присваивается производителем автомобиля. Однако Департамент транспортных средств Калифорнии будет присваивать и прикреплять номерные знаки VIN для следующих категорий транспортных средств:
Специальное мобильное оборудование
Орудия, обычно используемые в животноводстве
Прицепы с собственной массой менее 6000 фунтов
Снегоходы (за исключением случаев, когда VIN-код удален или стерт)
Новые мотоциклы (за некоторыми исключениями)
Сколько цифр в VIN?
VIN состоит из 17 символов (цифр и заглавных букв), которые обеспечивают уникальную идентификацию автомобиля. Каждый раздел VIN содержит конкретную информацию об автомобиле. 1А9PC9105KW0000000 — пример 17-значного VIN. Первый символ определяет страну, в которой был произведен автомобиль. Второй символ определяет производителя. Остальные символы предоставляют информацию об автомобиле, такую как модель, тип кузова и тип двигателя.
Как найти номер VIN вашего автомобиля
Большинство автопроизводителей кодируют VIN-номер автомобиля по-разному. Владельцы автомобилей могут найти VIN-номер своего автомобиля на приборной панели, на стойке двери со стороны водителя или в регистрационных документах автомобиля.
Как выполнить поиск VIN в Калифорнии
У лиц, заинтересованных в проверке VIN-кода в Калифорнии, есть несколько вариантов. Они могут использовать сайты онлайн-проверки VIN, управляемые сторонними сводными сайтами, или они могут использовать одну из нескольких государственных альтернатив:
.
Отчет об истории автомобиля можно получить на веб-сайте Национальной информационной системы о названиях транспортных средств
.
Национальное бюро по борьбе с преступностью в сфере страхования ведет базу данных с информацией об общем количестве транспортных средств, например, пострадавших от ураганов
Веб-сайт Национальной администрации безопасности дорожного движения предоставляет подробную информацию о безопасности дорожного движения и безопасности дорожного движения с помощью поиска VIN
Несколько онлайн-декодеров VIN также предлагают бесплатный поиск VIN для заинтересованных владельцев транспортных средств
Как бесплатно найти VIN-номер в Калифорнии?
Заинтересованные представители общественности могут бесплатно найти номер VIN с помощью инструмента VINCheck Национального бюро по борьбе с преступностью (NICB). Этот инструмент доступен бесплатно на веб-сайте NICB и позволит запрашивающим лицам ввести VIN-номер и получить информацию о транспортном средстве, например, о его марке, модели, году выпуска и даже о том, было ли оно угнано. Владельцы автомобилей также могут посетить DMV штата и запросить информацию о номере VIN.
Альтернативным способом получения информации, связанной с VIN, является дорожная полиция Калифорнии. Однако запрашивающие лица могут не иметь возможности видеть CHP, если они не направлены DMV.
Как использовать декодер VIN для проверки номера VIN
Декодер VIN — это инструмент, который можно использовать для интерпретации уникального кода, присвоенного каждому автомобилю. Этот код, который обычно состоит из 17 символов, может предоставить информацию о производителе, модели, году и стране происхождения автомобиля. Кроме того, VIN можно использовать для проверки уведомлений об отзыве и другой важной информации.
Чтобы использовать декодер VIN, просто введите строку символов в соответствующее поле на веб-сайте или в приложении. После ввода декодер создаст отчет, включающий всю доступную информацию о рассматриваемом транспортном средстве. Этот отчет можно распечатать или сохранить для дальнейшего использования.
Декодеры
VIN можно найти в Интернете и обычно предлагают сторонние компании. Однако некоторые автопроизводители также предлагают бесплатный декодер vin на своем сайте.
При использовании декодера VIN важно помнить, что точность предоставляемой информации зависит от базы данных, из которой она получена. Поэтому, если есть какие-либо сомнения в точности информации, всегда лучше проконсультироваться с производителем или экспертом, прежде чем принимать какие-либо решения на основе декодированных данных.
Как выполнить поиск VIN по номерному знаку в Калифорнии.
Заинтересованные представители общественности могут получить информацию VIN, запросив отчет об автомобиле в DMV штата Калифорния. Для этого заявитель должен будет подать запрос на запись транспортного средства на веб-сайте DMV штата и предоставить информацию для облегчения запроса, включая номерной знак транспортного средства, а также марку и модель транспортного средства.
Что такое проверка VIN в Калифорнии?
В Калифорнии под проверкой VIN понимается процесс аутентификации, который проводится для обеспечения того, чтобы VIN автомобиля соответствовал VIN, указанному в регистрационных документах.
Проверка VIN должна проводиться сотрудником правоохранительных органов, следователем DMV или уполномоченным агентом DMV. Владелец транспортного средства обычно должен предоставить подтверждение страховки и заявление о фактах из формы REG 262 при проверке VIN. Процедура проверки VIN в Калифорнии выглядит следующим образом:
Офицер осмотрит автомобиль, чтобы убедиться, что VIN на автомобиле совпадает с VIN в регистрационных документах.
Если он не совпадает, владельцу автомобиля будет выдано «Уведомление о несоответствии», и он должен будет исправить VIN.
Если все подтвердится, офицер подпишет и поставит дату в изложении фактов и вернет его им.
Владельцы автомобилей должны будут всегда иметь эту форму в своих автомобилях.
Сколько стоит техосмотр в Калифорнии?
Стоимость техосмотра может варьироваться в зависимости от места и конкретного проверяемого автомобиля. Большинство станций проверки смога берут за проверку от 150 до 350 долларов.
Подержанному автомобилю могут потребоваться дополнительные испытания или ремонт, чтобы пройти техосмотр. Обычно эти расходы ложатся на владельца.
Наконец, автомобили, не прошедшие проверку, должны быть отремонтированы и повторно проверены в течение определенного периода времени. Невыполнение этого требования может привести к штрафам или другим санкциям.
Что такое отчет об истории автомобиля в Калифорнии
Калифорнийский отчет об осмотре транспортного средства (VIR) или отчет об истории транспортного средства — это документ, который содержит информацию об истории транспортного средства или состоянии транспортного средства на момент его осмотра. Отчет включает осмотр кузова и салона автомобиля, а также тест-драйв. VIR требуется по закону для всех автомобилей, зарегистрированных в Калифорнии. Отчет должен быть заполнен лицензированной станцией проверки смога или ремонтной мастерской. После завершения проверки VIR необходимо отправить в DMV штата Калифорния.
Как провести проверку VIN в Калифорнии
В Калифорнии требуется проверка идентификационного номера транспортного средства (VIN) для всех транспортных средств за пределами штата, прежде чем они могут быть зарегистрированы. Проверка VIN должна выполняться сотрудником Калифорнийского дорожного патруля (CHP) или лицензированным верификатором, уполномоченным CHP.
Целью проверки VIN является обеспечение того, чтобы идентификационный номер транспортного средства на транспортном средстве соответствовал номеру в регистрационных документах. Это помогает предотвратить кражу автомобиля и мошенничество.
Чтобы получить подтверждение VIN, вам нужно будет принести свое транспортное средство и регистрационные документы в офис CHP или лицензированному верификатору. Сотрудник CHP или лицензированный верификатор проверит автомобиль и его VIN, а затем заполнит и подпишет форму проверки. После того, как форма будет заполнена, вы отнесете ее в офис DMV для регистрации вашего автомобиля.
Могу ли я найти характеристики своего автомобиля по номеру VIN?
Да, можно посмотреть характеристики автомобиля по номеру VIN. Это может быть полезно по разным причинам, например, для проверки истории подержанного автомобиля перед его покупкой или определения отзыва автомобиля. Кроме того, некоторые страховые компании используют номера VIN для расчета страховых взносов. Для поиска характеристик автомобиля по номеру VIN можно использовать несколько различных ресурсов, включая онлайн-базы данных и прямую связь с производителем.
Могу ли я проверить свой VIN-номер онлайн в Калифорнии?
Да, человек может проверить свой VIN-номер онлайн в Калифорнии. Владельцам транспортных средств доступны следующие опции:
DMV штата Калифорния предлагает услугу онлайн-проверки VIN, которая позволяет владельцам подтверждать регистрационный статус своих автомобилей. Чтобы провести проверку VIN с помощью этой услуги, владельцы должны ввести номерной знак своего автомобиля и последние четыре цифры VIN.
Закон штата Калифорния
требует, чтобы все автосалоны предоставляли потенциальным клиентам бесплатный отчет об истории транспортных средств (VHR) по запросу. Этот отчет включает информацию о названии транспортного средства, показаниях одометра, авариях и другие важные данные.
Несколько частных компаний предлагают платные услуги онлайн-проверки VIN. Эти компании обычно имеют доступ к более подробным записям, чем DMV или дилерские центры, что делает их хорошим вариантом для тех, кто хочет получить подробную историю своего автомобиля.
Можно ли отследить автомобиль по номеру VIN в Калифорнии?
Да. В какой-то степени владельцы автомобилей могут отслеживать историю своего автомобиля, используя свой VIN-номер.

 Окончательные Облигации Класса C должны иметь такие вставки и удаления, которые необходимы для реализации положений Раздела 2.18 Базового соглашения.
Окончательные Облигации Класса C должны иметь такие вставки и удаления, которые необходимы для реализации положений Раздела 2.18 Базового соглашения. Окончательные Облигации Класса C должны иметь такие вставки и удаления, которые необходимы для реализации положений Раздела 2.18 Базового соглашения.
Окончательные Облигации Класса C должны иметь такие вставки и удаления, которые необходимы для реализации положений Раздела 2.18 Базового соглашения.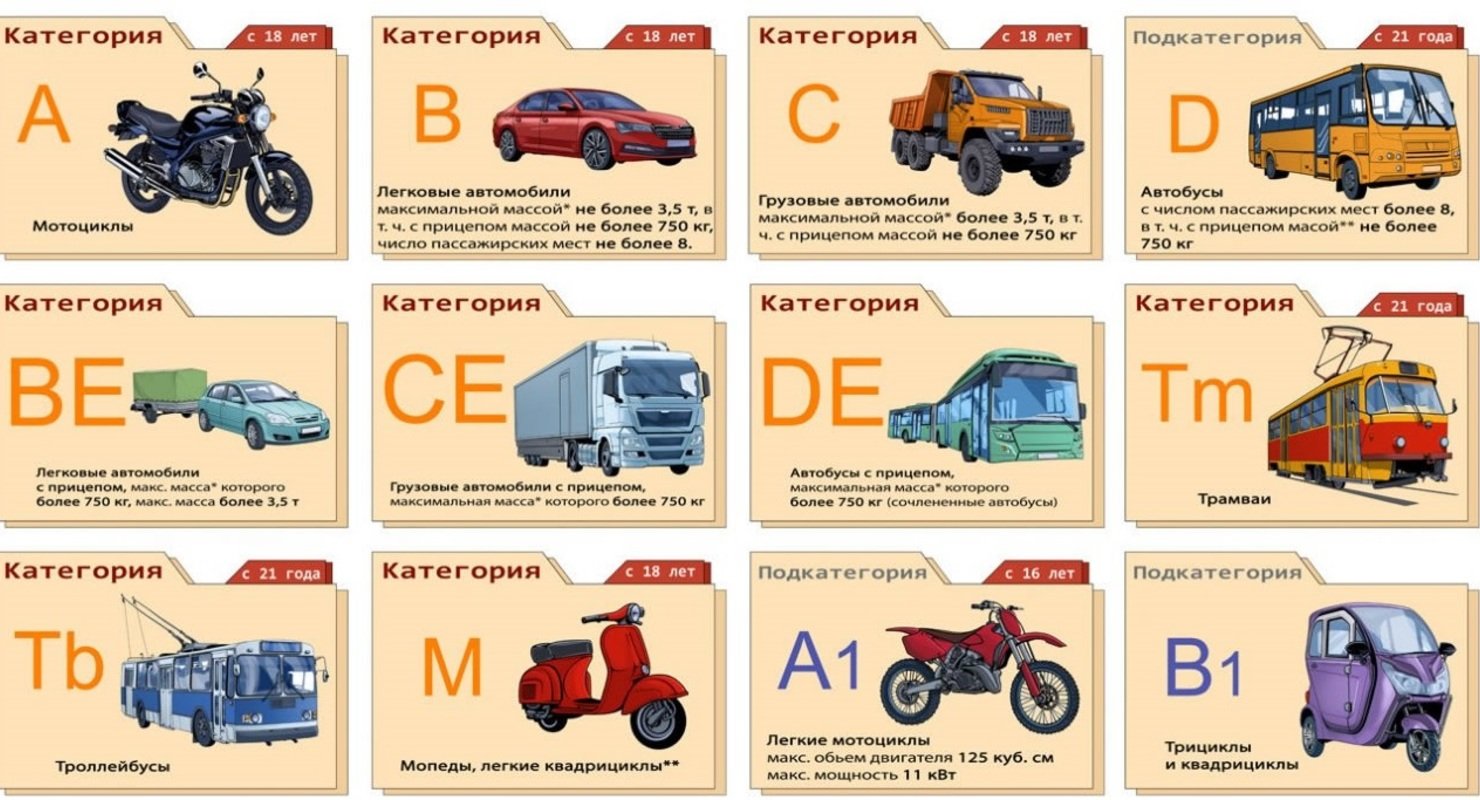

 01(a).
01(a).


 Ваш родитель или опекун должен заверить журнал.
Ваш родитель или опекун должен заверить журнал. На этой странице приведен список принимаемых документов.
На этой странице приведен список принимаемых документов.


 ..
.. 00 до 19.00
00 до 19.00 «Лужа»
«Лужа»
 Запишитесь на пробное занятие по вождению, чтоб правильно выбрать программу обучения.
Запишитесь на пробное занятие по вождению, чтоб правильно выбрать программу обучения. Минимальная продолжительность одного практического урока 120 минут. Мы рекомендуем проводить занятие 180 минут, что приравнивается 3 часам езды.
Минимальная продолжительность одного практического урока 120 минут. Мы рекомендуем проводить занятие 180 минут, что приравнивается 3 часам езды. По данным Национального совета безопасности, ежегодно на парковках и в гаражах происходит более 50 000 аварий. Очень важно помочь вашему новому водителю-подростку научиться безопасно въезжать и выезжать с парковки.
По данным Национального совета безопасности, ежегодно на парковках и в гаражах происходит более 50 000 аварий. Очень важно помочь вашему новому водителю-подростку научиться безопасно въезжать и выезжать с парковки.
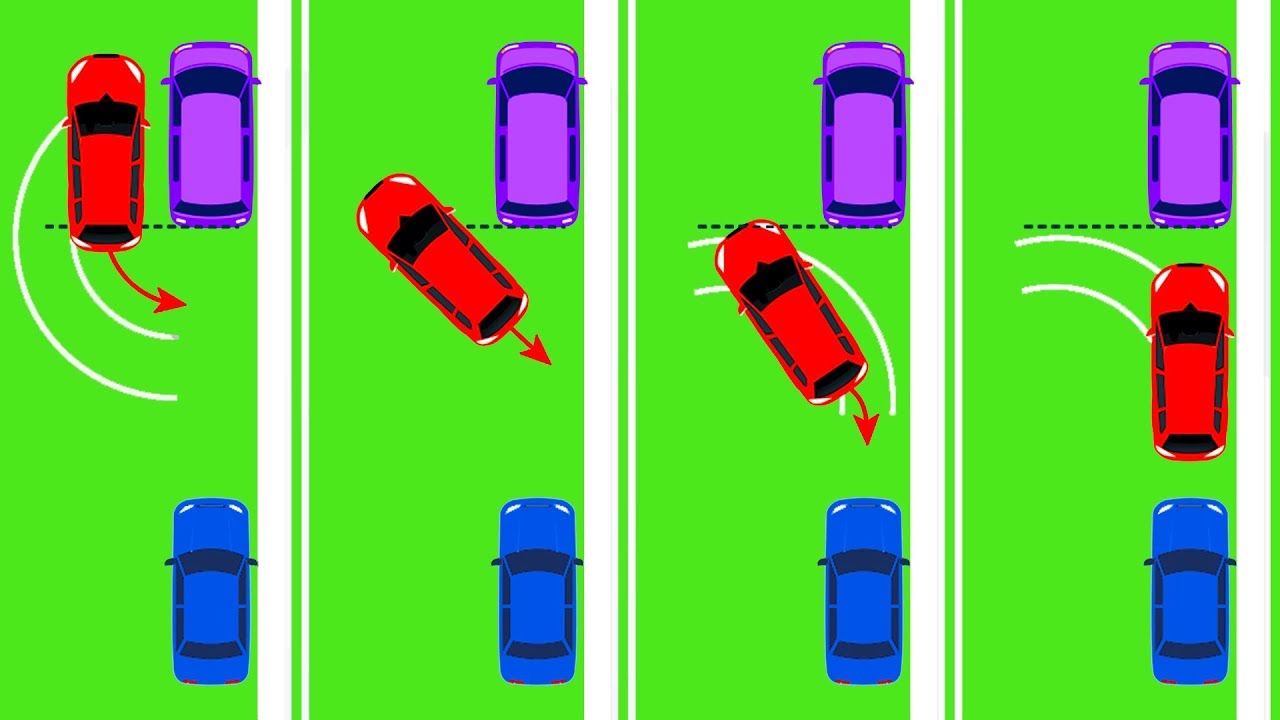




 04.2023
04.2023 урок выучен
урок выучен 03.2023
03.2023
 Иглы, чтобы сказать, что я никогда не предложил бы никому покупать эти дорожные опасности. Я не могу понять, почему это не более известно. удачи, если вы это сделаете, но если у вас есть семья или любимый человек, то заплатите еще пару долларов и получите безымянный, все лучше.
Иглы, чтобы сказать, что я никогда не предложил бы никому покупать эти дорожные опасности. Я не могу понять, почему это не более известно. удачи, если вы это сделаете, но если у вас есть семья или любимый человек, то заплатите еще пару долларов и получите безымянный, все лучше. 08.2022
08.2022 00 из 5 звезд обзор
00 из 5 звезд обзор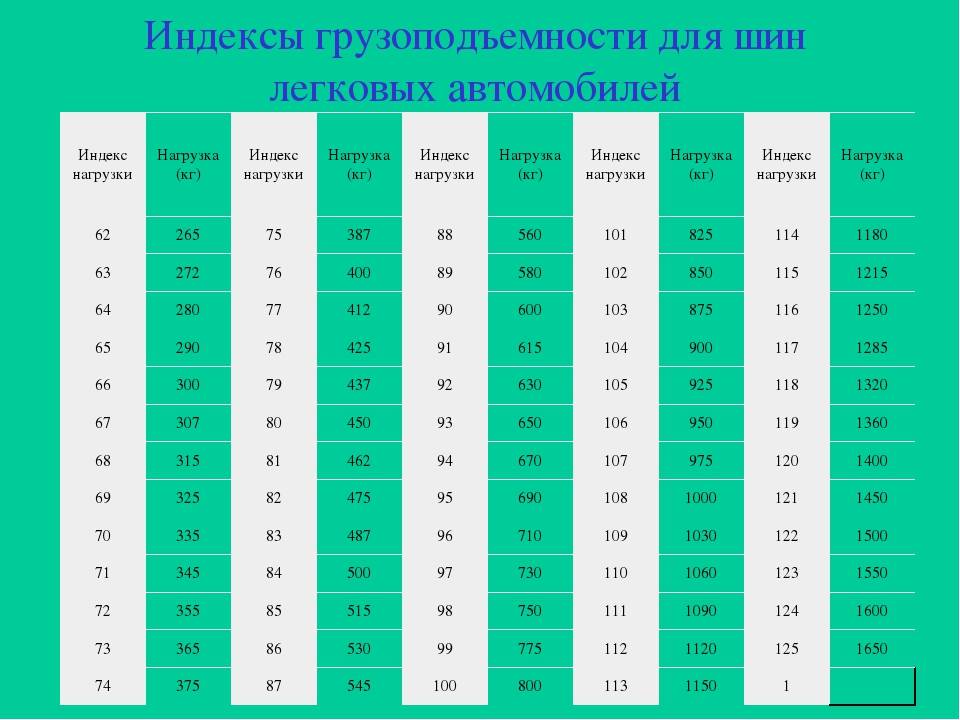



 Чем лучше контакт, тем стабильнее дуга.
Чем лучше контакт, тем стабильнее дуга.
 От его характеристик и функционала зависят возможности провара и соединения различных металлов. Выбрать подходящий аппарат для аргонодуговой сварки — залог успеха.
От его характеристик и функционала зависят возможности провара и соединения различных металлов. Выбрать подходящий аппарат для аргонодуговой сварки — залог успеха.
 Если купить аппарат 380 В, а в гараже нет такого напряжения, то варить не получится.
Если купить аппарат 380 В, а в гараже нет такого напряжения, то варить не получится. Для профессиональной деятельности выбирают ПВ 100%.
Для профессиональной деятельности выбирают ПВ 100%.
 Круговыми движениями электрода добейтесь сплавления сторон. Держать горелку нужно под углом 45 градусов относительно поверхности.
Круговыми движениями электрода добейтесь сплавления сторон. Держать горелку нужно под углом 45 градусов относительно поверхности. Еще одно достоинство — аккуратные швы, повышенной герметичности. На нержавейке они почти зеркальные и не требуют механической обработки. Удобство сварки заключается в отсутствии шлака, поскольку за защиту сварочной ванны отвечает инертный газ.
Еще одно достоинство — аккуратные швы, повышенной герметичности. На нержавейке они почти зеркальные и не требуют механической обработки. Удобство сварки заключается в отсутствии шлака, поскольку за защиту сварочной ванны отвечает инертный газ.

 Оградите место сварки листом железа. Если ничего подходящего нет под рукой, закройте ветер собой, став с той стороны, откуда дует.
Оградите место сварки листом железа. Если ничего подходящего нет под рукой, закройте ветер собой, став с той стороны, откуда дует.
 По сути, это сочетание электрической и газовой сварки своими руками. Процесс может осуществляться с применением либо плавящегося, либо неплавящегося электрода.
По сути, это сочетание электрической и газовой сварки своими руками. Процесс может осуществляться с применением либо плавящегося, либо неплавящегося электрода.
 Во время импульса тока металл расплавляется, кристаллизуясь во время паузы. Дуга перемещается с постоянной скоростью или шагами, которые синхронизированы с импульсами сварочного тока. При этом обеспечивается эффективное проплавление во всех пространственных положениях, нечувствительность к мелким недочетам, допущенным при сборке. Периодическое снижение поступления тока не допускает перегрев металла, и следовательно, снижает деформации.
Во время импульса тока металл расплавляется, кристаллизуясь во время паузы. Дуга перемещается с постоянной скоростью или шагами, которые синхронизированы с импульсами сварочного тока. При этом обеспечивается эффективное проплавление во всех пространственных положениях, нечувствительность к мелким недочетам, допущенным при сборке. Периодическое снижение поступления тока не допускает перегрев металла, и следовательно, снижает деформации. Для тех, кто хочет узнать, как научиться варить аргоном, использование сварочного инвертора является оптимальным вариантом, поскольку разобраться с принципом его работы может даже начинающий сварщик, не обладающий богатыми профессиональными навыками, с помощью изучения «Аргонно дуговая сварка, инструкция».
Для тех, кто хочет узнать, как научиться варить аргоном, использование сварочного инвертора является оптимальным вариантом, поскольку разобраться с принципом его работы может даже начинающий сварщик, не обладающий богатыми профессиональными навыками, с помощью изучения «Аргонно дуговая сварка, инструкция».
 В процессе сварки в период прямой полярности происходит расплавление основного металла, а в моменты обратной — катодное распыление поверхностной тугоплавкой оксидной пленки, которая препятствует сварочному процессу. Если нержавеющая сталь содержит примеси алюминия, то для ее сваривания также применяют переменный ток.
В процессе сварки в период прямой полярности происходит расплавление основного металла, а в моменты обратной — катодное распыление поверхностной тугоплавкой оксидной пленки, которая препятствует сварочному процессу. Если нержавеющая сталь содержит примеси алюминия, то для ее сваривания также применяют переменный ток. Данный метод широко применяется для создания неповоротных стыков труб. Такой метод называется орбитальным.
Данный метод широко применяется для создания неповоротных стыков труб. Такой метод называется орбитальным.


 и улучшить контроль качества.
и улучшить контроль качества. д.
д.
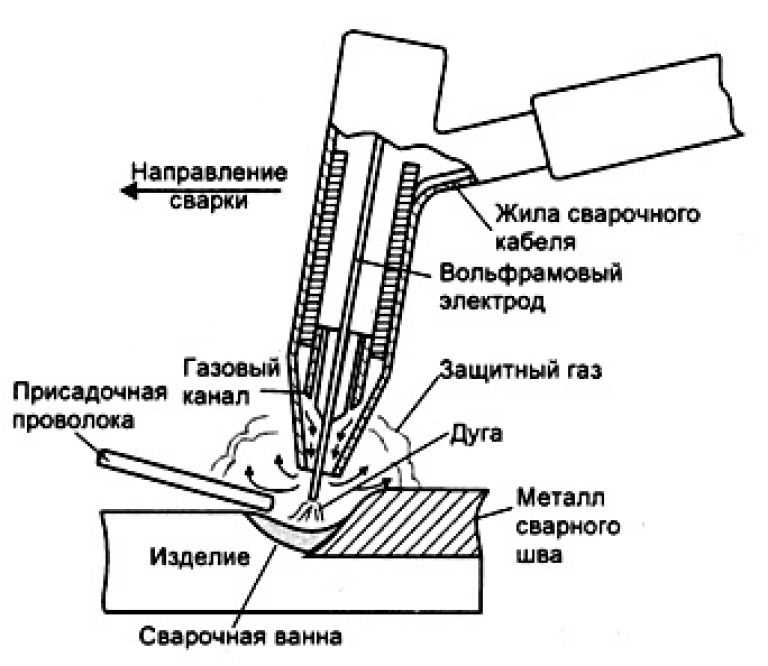 Горячая вольфрамовая дуга ионизирует атомы аргона внутри экрана, образуя газовую плазму, состоящую из почти одинакового количества свободных электронов.
Горячая вольфрамовая дуга ионизирует атомы аргона внутри экрана, образуя газовую плазму, состоящую из почти одинакового количества свободных электронов.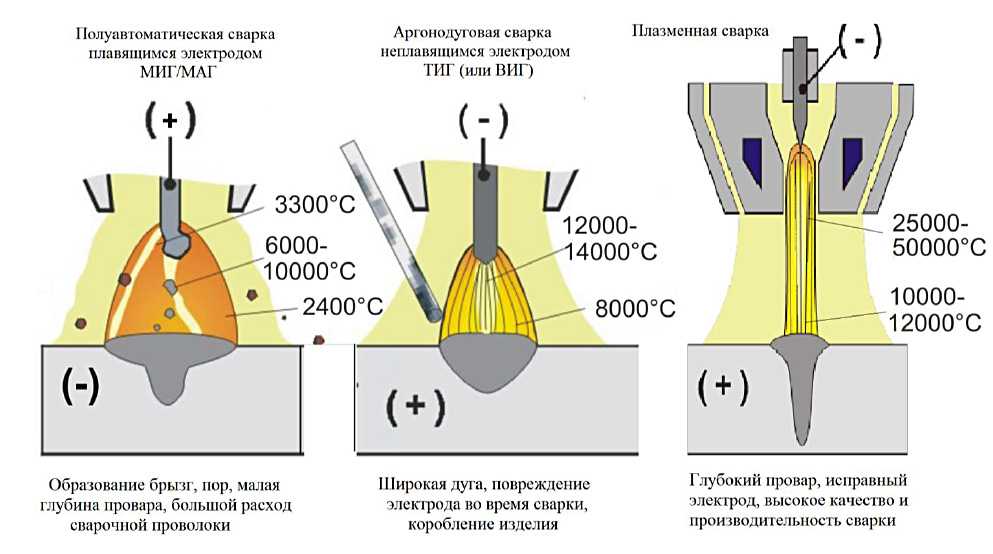 В авиастроении аргонодуговая сварка используется в больших масштабах, несмотря на то, что это дорогостоящая сварка. Перед использованием аргон необходимо высушить, пропуская через едкий натр или силикагель.
В авиастроении аргонодуговая сварка используется в больших масштабах, несмотря на то, что это дорогостоящая сварка. Перед использованием аргон необходимо высушить, пропуская через едкий натр или силикагель.
 Во время зажигания дуги интенсивность создаваемого высокочастотного электромагнитного поля составляет от 60 до 110 В/м, что в несколько раз превышает гигиенический стандарт 20 В/м.
Во время зажигания дуги интенсивность создаваемого высокочастотного электромагнитного поля составляет от 60 до 110 В/м, что в несколько раз превышает гигиенический стандарт 20 В/м.

 Они представляют основную угрозу для облучения организма человека.
Они представляют основную угрозу для облучения организма человека.


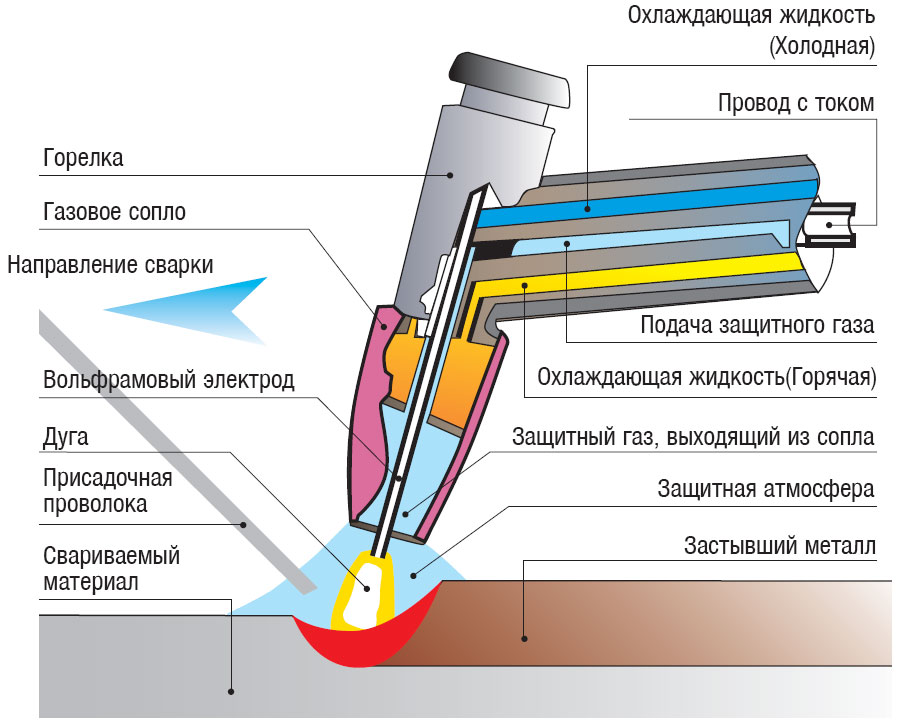
 Это сильное раздражение и коррозия легочной ткани может привести к отравлению.
Это сильное раздражение и коррозия легочной ткани может привести к отравлению.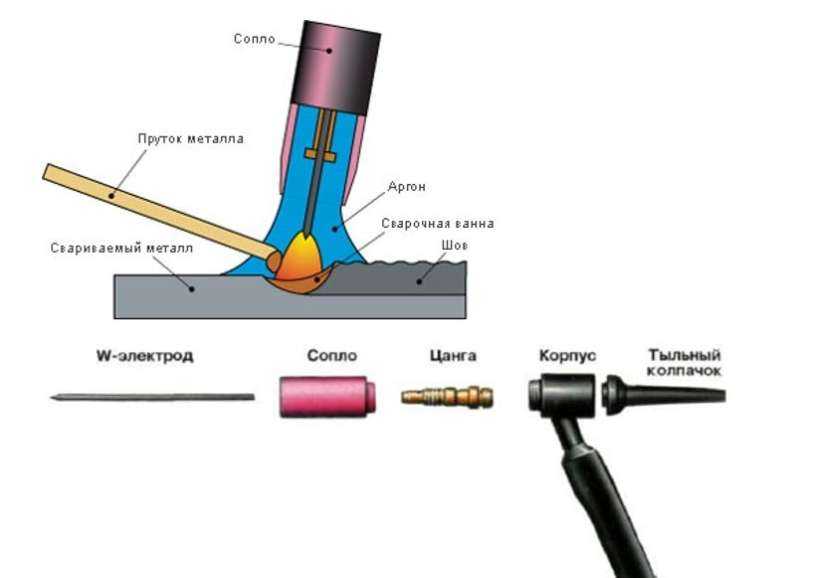


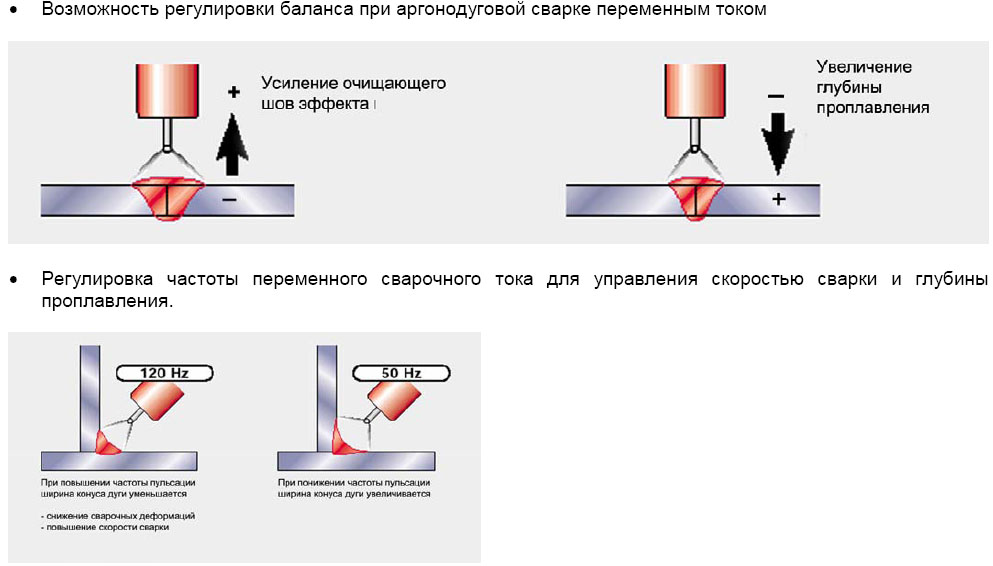 Чтобы его расплавить, потребуется температура выше 3410 °C. Насколько бы не были прочными вольфрамовые электроды, они все же могут начать деформироваться, если в процессе сварки накалятся до температуры, превышающей допустимую. Именно по этой причине аргоновая сварка TIG на постоянном токе осуществляется только на прямой полярности: когда на электрод подается «минус». В этом случае большее тепловложение направлено на заготовки, а электрод нагревается меньше. Альтернативный вариант — это TIG сварка на переменном токе, при которой полярность постоянно меняется, и соответственно электрод не успевает перегреться. Такой вариант применяется для сварки алюминия.
Чтобы его расплавить, потребуется температура выше 3410 °C. Насколько бы не были прочными вольфрамовые электроды, они все же могут начать деформироваться, если в процессе сварки накалятся до температуры, превышающей допустимую. Именно по этой причине аргоновая сварка TIG на постоянном токе осуществляется только на прямой полярности: когда на электрод подается «минус». В этом случае большее тепловложение направлено на заготовки, а электрод нагревается меньше. Альтернативный вариант — это TIG сварка на переменном токе, при которой полярность постоянно меняется, и соответственно электрод не успевает перегреться. Такой вариант применяется для сварки алюминия.
 Вот эти помощники-универсалы:
Вот эти помощники-универсалы:
 Если для вас аргонодуговая сварка TIG — главный способ соединения металлов, который вы чаще всего используете, то есть смысл купить собственное точильное оборудование для вольфрамовых электродов. С ним вы будете уверены в качестве подготовки электрода.
Если для вас аргонодуговая сварка TIG — главный способ соединения металлов, который вы чаще всего используете, то есть смысл купить собственное точильное оборудование для вольфрамовых электродов. С ним вы будете уверены в качестве подготовки электрода.





 , 3,6 м
, 3,6 м Они актуальны практически во всех отраслях промышленности от небольших мастерских до крупных предприятий, но отличаются:
Они актуальны практически во всех отраслях промышленности от небольших мастерских до крупных предприятий, но отличаются:



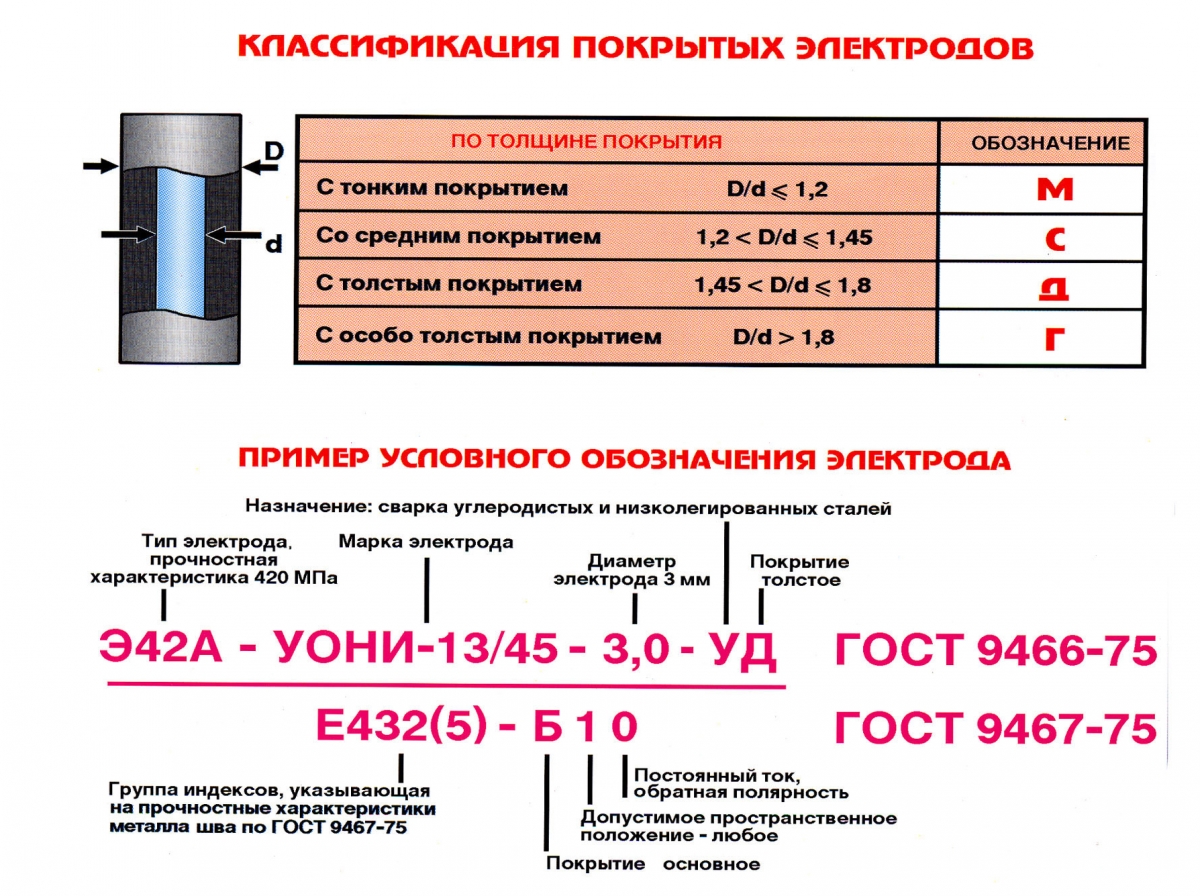 Для коммерческого использования и профессиональных целей — полуавтоматы. Когда требуются чистые швы и высокое качество сварки без брызг и деформаций тонких листов, отдают предпочтение аппаратам для TIG.
Для коммерческого использования и профессиональных целей — полуавтоматы. Когда требуются чистые швы и высокое качество сварки без брызг и деформаций тонких листов, отдают предпочтение аппаратам для TIG.
 Он использует полуавтоматическую или полностью автоматическую дугу для создания сварного шва с расходуемым проволочным электродом в качестве присадочного материала и защитным газом для защиты сварного шва, улучшения провара и уменьшения пористости сварного шва.
Он использует полуавтоматическую или полностью автоматическую дугу для создания сварного шва с расходуемым проволочным электродом в качестве присадочного материала и защитным газом для защиты сварного шва, улучшения провара и уменьшения пористости сварного шва.

 Сварке TIG также сложнее научиться, и для обеспечения правильной точности сварки требуются опытные специалисты.
Сварке TIG также сложнее научиться, и для обеспечения правильной точности сварки требуются опытные специалисты.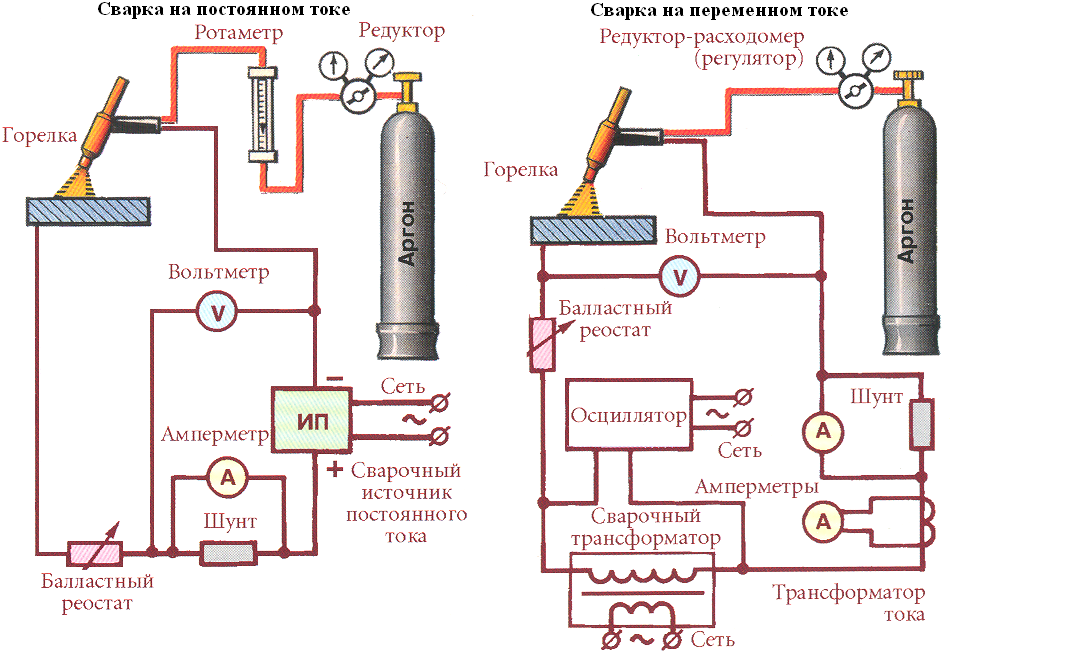
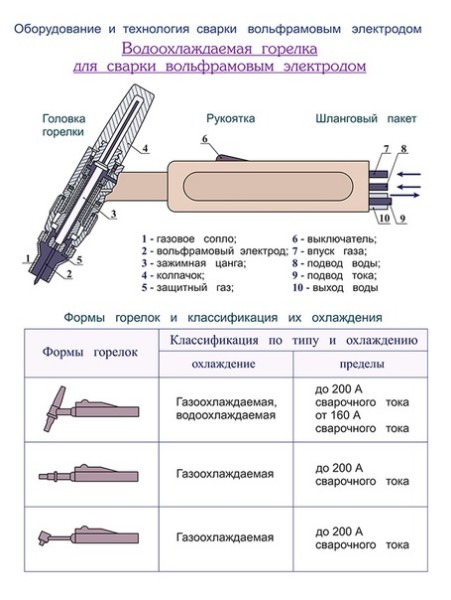
 Это связано с тем, что сварочные аппараты MIG с воздушным охлаждением автоматически подают присадочный материал в сварочную ванну и имеют более круглую и широкую дугу, которая лучше рассеивает тепло. Это позволяет сварщикам перемещать сварочную ванну быстрее и выполнять более длительные проходы без перегрева. Сварщики TIG, напротив, не могут перемещать сварочную ванну так же быстро или подавать достаточное количество присадочной проволоки, чтобы конкурировать со скоростью сварки MIG. Кроме того, горелки с воздушным охлаждением, используемые при сварке TIG, сильно нагреваются при длительных сварочных работах, что означает необходимость их охлаждения или замены на более дорогие горелки с водяным охлаждением.
Это связано с тем, что сварочные аппараты MIG с воздушным охлаждением автоматически подают присадочный материал в сварочную ванну и имеют более круглую и широкую дугу, которая лучше рассеивает тепло. Это позволяет сварщикам перемещать сварочную ванну быстрее и выполнять более длительные проходы без перегрева. Сварщики TIG, напротив, не могут перемещать сварочную ванну так же быстро или подавать достаточное количество присадочной проволоки, чтобы конкурировать со скоростью сварки MIG. Кроме того, горелки с воздушным охлаждением, используемые при сварке TIG, сильно нагреваются при длительных сварочных работах, что означает необходимость их охлаждения или замены на более дорогие горелки с водяным охлаждением.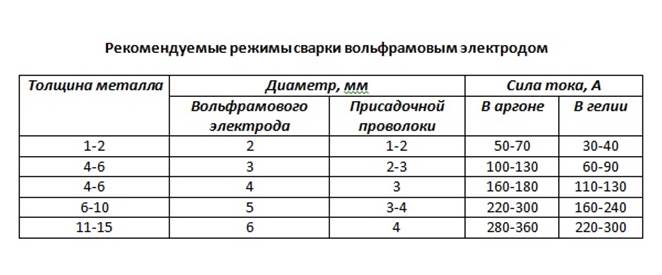 Сварка MIG обычно выполняется с использованием смеси аргона и CO 2 (обычно 75/25%), так как небольшая добавка двуокиси углерода стабилизирует дугу и способствует проплавлению. Существуют исключения из этих общих правил использования защитного газа в зависимости от области применения. При сварке TIG иногда может использоваться смесь аргона с гелием, водородом или азотом, в то время как сварка MIG выполняется со 100% чистым аргоном при сварке алюминия и может выполняться с чистым CO 2 для экономии затрат и увеличения проплавления сварного шва. Эти два метода также используют разные скорости потока защитного газа: при MIG обычно используется от 35 до 50 кубических футов в час, а при сварке TIG используется поток защитного газа от 15 до 25 кубических футов в час.
Сварка MIG обычно выполняется с использованием смеси аргона и CO 2 (обычно 75/25%), так как небольшая добавка двуокиси углерода стабилизирует дугу и способствует проплавлению. Существуют исключения из этих общих правил использования защитного газа в зависимости от области применения. При сварке TIG иногда может использоваться смесь аргона с гелием, водородом или азотом, в то время как сварка MIG выполняется со 100% чистым аргоном при сварке алюминия и может выполняться с чистым CO 2 для экономии затрат и увеличения проплавления сварного шва. Эти два метода также используют разные скорости потока защитного газа: при MIG обычно используется от 35 до 50 кубических футов в час, а при сварке TIG используется поток защитного газа от 15 до 25 кубических футов в час. Сварные стопки «монет», сваренные методом TIG, часто считаются наиболее эстетичными сварными швами и могут служить для того, чтобы неокрашенные сварные швы (например, в стали или алюминии) выглядели наилучшим образом. Сварные швы MIG, напротив, имеют менее желательный внешний вид, даже несмотря на то, что опытный сварщик все же может создать красивые сварные швы MIG. Несмотря на эстетические различия, сварные швы MIG часто подходят для тех случаев, когда внешний вид менее важен или где сварные швы должны быть покрыты покрытием, закрывающим внешний вид соединения.
Сварные стопки «монет», сваренные методом TIG, часто считаются наиболее эстетичными сварными швами и могут служить для того, чтобы неокрашенные сварные швы (например, в стали или алюминии) выглядели наилучшим образом. Сварные швы MIG, напротив, имеют менее желательный внешний вид, даже несмотря на то, что опытный сварщик все же может создать красивые сварные швы MIG. Несмотря на эстетические различия, сварные швы MIG часто подходят для тех случаев, когда внешний вид менее важен или где сварные швы должны быть покрыты покрытием, закрывающим внешний вид соединения. Сварке МИГ, напротив, научиться гораздо легче. Нет необходимости в ручной педали, а присадочный материал автоматически подается через сварочный пистолет, а это означает, что вам нужно использовать только одну руку для завершения сварки.
Сварке МИГ, напротив, научиться гораздо легче. Нет необходимости в ручной педали, а присадочный материал автоматически подается через сварочный пистолет, а это означает, что вам нужно использовать только одну руку для завершения сварки. Сварка MIG также является более быстрым процессом, чем сварка TIG, что позволяет выполнять более длинные циклы за меньшее время. Таким образом, в конечном счете, TIG лучше в некоторых случаях, а MIG лучше в других.
Сварка MIG также является более быстрым процессом, чем сварка TIG, что позволяет выполнять более длинные циклы за меньшее время. Таким образом, в конечном счете, TIG лучше в некоторых случаях, а MIG лучше в других. Когда использовать MIG:
Когда использовать MIG: Видимые детали, такие как автомобильная реставрация или произведения искусства, будут лучше выглядеть при сварке TIG, а процесс также позволяет лучше контролировать, чтобы предотвратить деформацию или возгорание
Видимые детали, такие как автомобильная реставрация или произведения искусства, будут лучше выглядеть при сварке TIG, а процесс также позволяет лучше контролировать, чтобы предотвратить деформацию или возгорание Оба типа сварки также обычно используют разные защитные газы.
Оба типа сварки также обычно используют разные защитные газы. Операция включает в себя сплавление кусков металла вместе с помощью тепла и, часто, силы. Любой, чьи знания не выходят за пределы кузнечного дела, владеющего молотом, может не знать, что существует несколько различных способов работы с металлом. Некоторые из этих методов более эффективны, чем другие, но используемый метод полностью зависит от желаемого результата и конкретного проекта.
Операция включает в себя сплавление кусков металла вместе с помощью тепла и, часто, силы. Любой, чьи знания не выходят за пределы кузнечного дела, владеющего молотом, может не знать, что существует несколько различных способов работы с металлом. Некоторые из этих методов более эффективны, чем другие, но используемый метод полностью зависит от желаемого результата и конкретного проекта. Однако то, что мы можем предложить, — это только часть уравнения: вы — талант, благодаря которому наши инструменты работают с максимальным потенциалом. По этой причине мы составили краткий обзор различных сварочных процессов для сварщиков любого уровня квалификации: MIG, TIG и дуговая сварка.
Однако то, что мы можем предложить, — это только часть уравнения: вы — талант, благодаря которому наши инструменты работают с максимальным потенциалом. По этой причине мы составили краткий обзор различных сварочных процессов для сварщиков любого уровня квалификации: MIG, TIG и дуговая сварка. Конечный продукт может быть не таким прочным, как мог бы быть, хотя опытный сварщик все же может обеспечить прекрасные результаты.
Конечный продукт может быть не таким прочным, как мог бы быть, хотя опытный сварщик все же может обеспечить прекрасные результаты.
 Тем не менее, кривая обучения в конечном итоге предоставляет пользователям достаточную универсальность. Этот метод требует использования обеих рук: одна держит горелку, а другая держит присадочный стержень. В процессе сварки тепло проходит через электрод и создает дугу. Горелка парит прямо над металлом, и сварщик должен быть уверен, что два элемента не соприкоснутся. Используя обе руки и ножную педаль, сварщик может создать чистую деталь — некоторые даже сказали бы, самую чистую из возможных.
Тем не менее, кривая обучения в конечном итоге предоставляет пользователям достаточную универсальность. Этот метод требует использования обеих рук: одна держит горелку, а другая держит присадочный стержень. В процессе сварки тепло проходит через электрод и создает дугу. Горелка парит прямо над металлом, и сварщик должен быть уверен, что два элемента не соприкоснутся. Используя обе руки и ножную педаль, сварщик может создать чистую деталь — некоторые даже сказали бы, самую чистую из возможных. Опытные сварщики знают, что это играет важную роль в конечном результате проекта. Ваше положение при сварке, а также основной металл должны учитываться при принятии этого решения. Вы также захотите подобрать удилище к своей базе. Еще одна важная вещь, которую следует учитывать, — это прочность стержня на растяжение. Это определяет, сколько дополнительной прочности можно добавить к основному металлу. На вашей удочке будет четыре цифры; первые три представляют его прочность на растяжение — чем выше число, тем прочнее стержень. Четвертая цифра обозначает тип покрытия.
Опытные сварщики знают, что это играет важную роль в конечном результате проекта. Ваше положение при сварке, а также основной металл должны учитываться при принятии этого решения. Вы также захотите подобрать удилище к своей базе. Еще одна важная вещь, которую следует учитывать, — это прочность стержня на растяжение. Это определяет, сколько дополнительной прочности можно добавить к основному металлу. На вашей удочке будет четыре цифры; первые три представляют его прочность на растяжение — чем выше число, тем прочнее стержень. Четвертая цифра обозначает тип покрытия.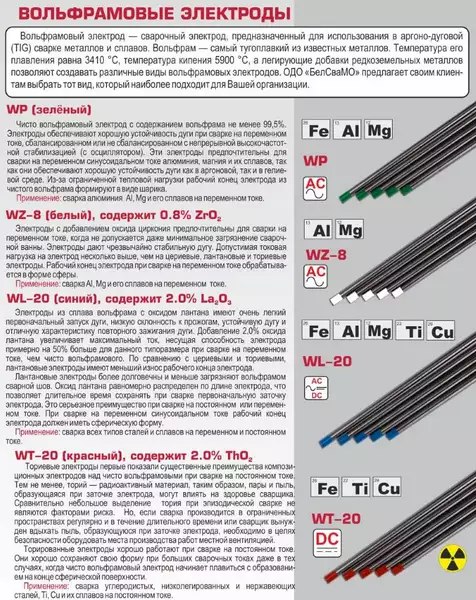
 Динамометрические стенды часто называются тормозными стендами. Мощность двигателя, полученная по результатам измерения динамометрическим методом, называется эффективной (тормозной) мощностью. Фактически динамометрическим методом измеряется крутящий момент на валу двигателя.
Динамометрические стенды часто называются тормозными стендами. Мощность двигателя, полученная по результатам измерения динамометрическим методом, называется эффективной (тормозной) мощностью. Фактически динамометрическим методом измеряется крутящий момент на валу двигателя.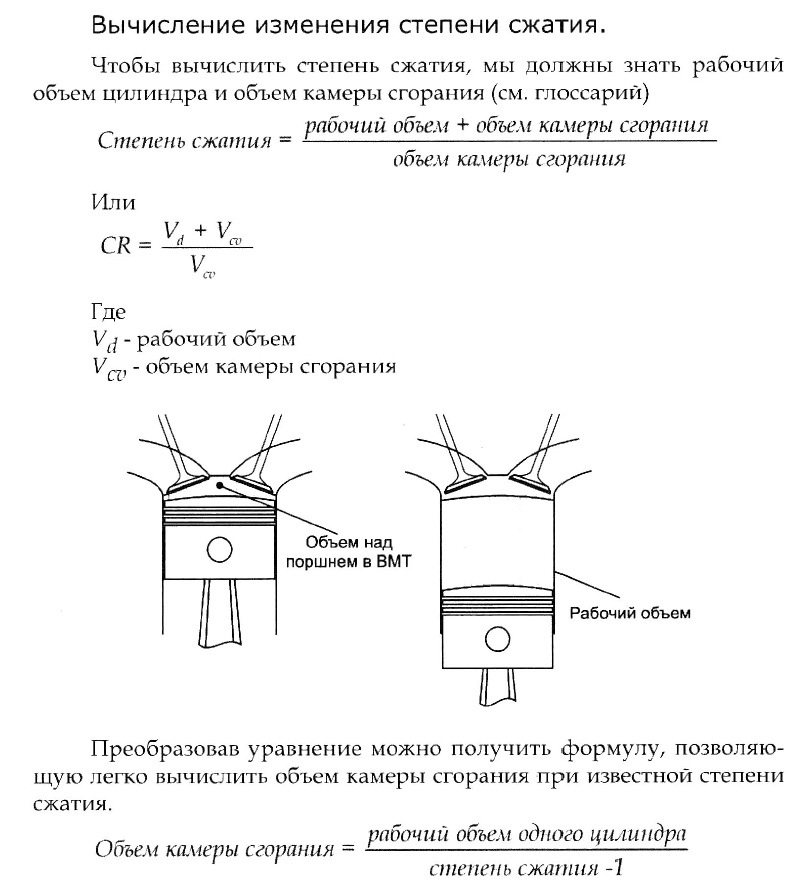 Многие двигатели являются высокооборотными. Чтобы предотвратить возможное разрушение двигателя из-за чрезмерно высокой скорости вращения, большинство производителей ограничивает максимальное число оборотов двигателя, предусматривая автоматическое перекрывание топливных форсунок при превышении установленного предела скорости вращения двигателя. В некоторых случаях, например, если трансмиссия стоит на «нейтрали» или включен стояночный тормоз, этот предел может быть весьма низким, порядка 3000 оборотов в минуту.
Многие двигатели являются высокооборотными. Чтобы предотвратить возможное разрушение двигателя из-за чрезмерно высокой скорости вращения, большинство производителей ограничивает максимальное число оборотов двигателя, предусматривая автоматическое перекрывание топливных форсунок при превышении установленного предела скорости вращения двигателя. В некоторых случаях, например, если трансмиссия стоит на «нейтрали» или включен стояночный тормоз, этот предел может быть весьма низким, порядка 3000 оборотов в минуту.
 Этот параметр обычно является фиксированным. Судя по всему, VC-T станет первым в мире ДВС с изменяемой степенью сжатия смеси.
Этот параметр обычно является фиксированным. Судя по всему, VC-T станет первым в мире ДВС с изменяемой степенью сжатия смеси. Он происходит таким образом.
Он происходит таким образом.
 Этот двухлитровый четырёхцилиндровый двигатель будет обладать примерно такой же мощностью и крутящим моментом, что и 3,5-литровый двигатель V6, место которого займёт, но обеспечит экономию топлива 27%, по сравнению с ним.
Этот двухлитровый четырёхцилиндровый двигатель будет обладать примерно такой же мощностью и крутящим моментом, что и 3,5-литровый двигатель V6, место которого займёт, но обеспечит экономию топлива 27%, по сравнению с ним. Как вы, возможно, уже знаете, некоторые двигатели оптимизированы на заводе для работы на бензине с более высоким октановым числом (ТОЛЬКО ПРЕМИУМ). Эти двигатели, как правило, имеют более высокую степень сжатия, чем аналогичные двигатели, предназначенные для работы на обычном бензине. Если вы собираетесь перейти на «встроенный» двигатель в будущем, у вас будет возможность изменить степень сжатия. Чтобы помочь вам принять взвешенное решение, DSPORT проведет серию из трех частей о степени сжатия 101. В первой части мы определим степень сжатия и все математические расчеты, необходимые для расчета фактической степени сжатия двигателя (часто отличающейся от спецификацию производителя). В первой части также будет рассказано обо всех доступных методах изменения степени сжатия. Во второй части мы рассмотрим, как октановое число топлива, процентное содержание этанола, уровни наддува и типы вождения влияют на выбор идеальной степени сжатия для конкретного применения. Наконец, в третьей части мы рассмотрим способы достижения идеальной степени сжатия, обеспечивающей максимальную эффективность сгорания.
Как вы, возможно, уже знаете, некоторые двигатели оптимизированы на заводе для работы на бензине с более высоким октановым числом (ТОЛЬКО ПРЕМИУМ). Эти двигатели, как правило, имеют более высокую степень сжатия, чем аналогичные двигатели, предназначенные для работы на обычном бензине. Если вы собираетесь перейти на «встроенный» двигатель в будущем, у вас будет возможность изменить степень сжатия. Чтобы помочь вам принять взвешенное решение, DSPORT проведет серию из трех частей о степени сжатия 101. В первой части мы определим степень сжатия и все математические расчеты, необходимые для расчета фактической степени сжатия двигателя (часто отличающейся от спецификацию производителя). В первой части также будет рассказано обо всех доступных методах изменения степени сжатия. Во второй части мы рассмотрим, как октановое число топлива, процентное содержание этанола, уровни наддува и типы вождения влияют на выбор идеальной степени сжатия для конкретного применения. Наконец, в третьей части мы рассмотрим способы достижения идеальной степени сжатия, обеспечивающей максимальную эффективность сгорания. Итак, давайте начнем с того, как именно рассчитываются коэффициенты сжатия.
Итак, давайте начнем с того, как именно рассчитываются коэффициенты сжатия. от положения поршня к платформе с поршнем в ВМТ.
от положения поршня к платформе с поршнем в ВМТ. Двойные индикаторы показывают, качается ли поршень в одну сторону, а не в нейтральное положение.
Двойные индикаторы показывают, качается ли поршень в одну сторону, а не в нейтральное положение.  Наконец, измерение поршня и деки выполняется с использованием моста деки и установки с двумя циферблатными индикаторами. Как только это расстояние измерено, добавленный объем (если поршень находится ниже поверхности деки) или вычитаемый (поршень над поверхностью деки) из неубранного объема можно рассчитать, используя то же основное уравнение, которое используется для расчета прокладки головки блока цилиндров. Единственная разница заключается в том, что это может привести к отрицательному результату, если поршень находится над поверхностью деки.
Наконец, измерение поршня и деки выполняется с использованием моста деки и установки с двумя циферблатными индикаторами. Как только это расстояние измерено, добавленный объем (если поршень находится ниже поверхности деки) или вычитаемый (поршень над поверхностью деки) из неубранного объема можно рассчитать, используя то же основное уравнение, которое используется для расчета прокладки головки блока цилиндров. Единственная разница заключается в том, что это может привести к отрицательному результату, если поршень находится над поверхностью деки. Если головка поршня имеет рельеф клапана, тарельчатую или инверторную геометрию купола, это значение следует считать положительным (хотя производитель поршня может записать его как отрицательное). Таким образом, это добавит к значению неразвернутого объема. Если на поршне есть купол, это значение будет отрицательным (хотя производитель поршня может записать это как положительное). Таким образом, он уменьшит общий неразвернутый объем.
Если головка поршня имеет рельеф клапана, тарельчатую или инверторную геометрию купола, это значение следует считать положительным (хотя производитель поршня может записать его как отрицательное). Таким образом, это добавит к значению неразвернутого объема. Если на поршне есть купол, это значение будет отрицательным (хотя производитель поршня может записать это как положительное). Таким образом, он уменьшит общий неразвернутый объем.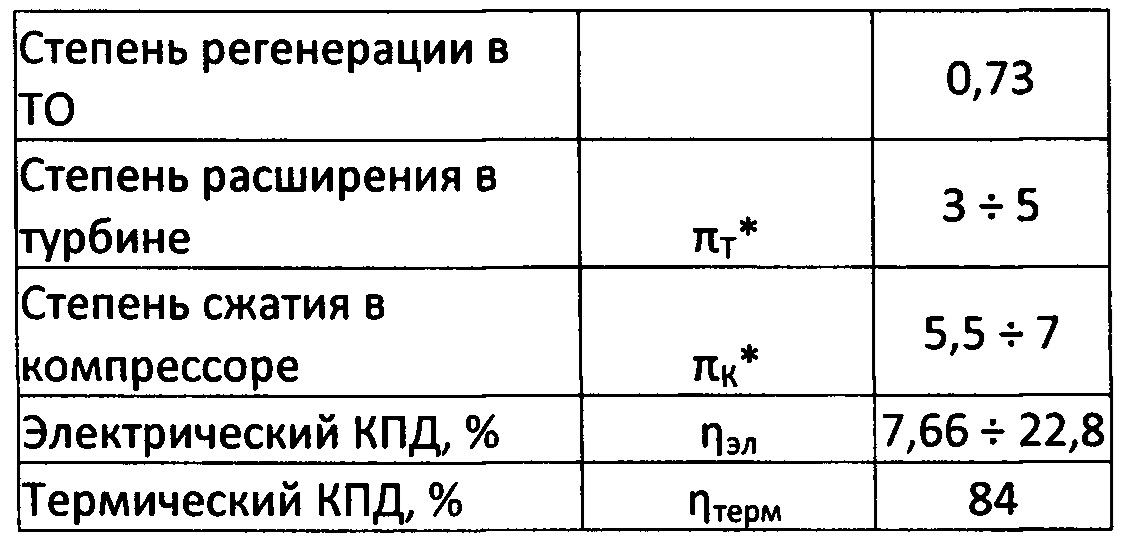 Если поршень находится над декой, это число будет отрицательным.
Если поршень находится над декой, это число будет отрицательным.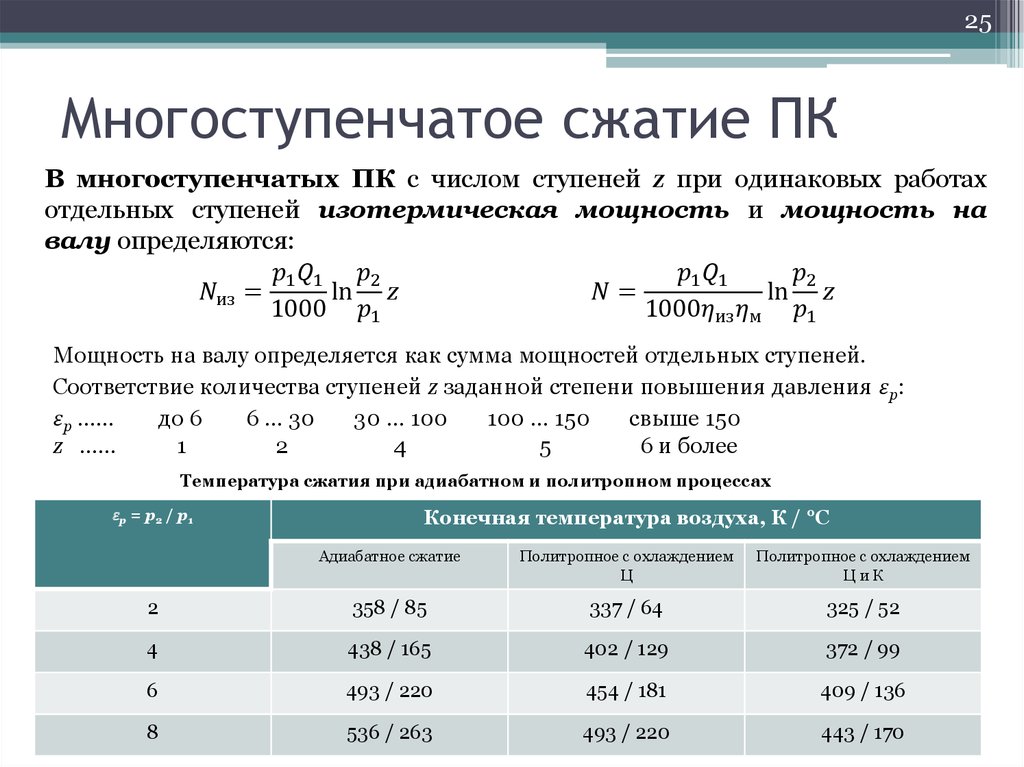 Это означает, что степень сжатия двигателя будет 9,5 к 1, верно? Может быть, но, вероятно, нет. Вероятно, это будет где-то между 90,0 к 1 и 10,0 к 1. Причина в том, что рекламируемая степень сжатия предполагает, что камера сгорания имеет определенный объем, что используется определенная прокладка головки блока цилиндров и что высота поршня до деки является определенным числом. Реальность такова, что камеры сгорания отлиты и могут быть на 3 см больше или меньше, чем предполагалось. Платформа головки блока цилиндров обычно разрезается при механической обработке двигателя, и когда используются клапаны вторичного рынка, объем может быть добавлен или вычтен по сравнению с клапанами OEM. Если вы хотите узнать фактическую степень сжатия для вашего двигателя, вам нужно потратить время на ее измерение. Это может добавить дополнительные 200-300 долларов на сборку вашего двигателя или больше, поскольку правильный путь требует некоторой макетной сборки. Однако знание реальных цифр необходимо при разработке программы двигателя для достижения максимальной производительности.
Это означает, что степень сжатия двигателя будет 9,5 к 1, верно? Может быть, но, вероятно, нет. Вероятно, это будет где-то между 90,0 к 1 и 10,0 к 1. Причина в том, что рекламируемая степень сжатия предполагает, что камера сгорания имеет определенный объем, что используется определенная прокладка головки блока цилиндров и что высота поршня до деки является определенным числом. Реальность такова, что камеры сгорания отлиты и могут быть на 3 см больше или меньше, чем предполагалось. Платформа головки блока цилиндров обычно разрезается при механической обработке двигателя, и когда используются клапаны вторичного рынка, объем может быть добавлен или вычтен по сравнению с клапанами OEM. Если вы хотите узнать фактическую степень сжатия для вашего двигателя, вам нужно потратить время на ее измерение. Это может добавить дополнительные 200-300 долларов на сборку вашего двигателя или больше, поскольку правильный путь требует некоторой макетной сборки. Однако знание реальных цифр необходимо при разработке программы двигателя для достижения максимальной производительности. Во второй части мы покажем вам, как выбрать лучшую степень сжатия для максимальной производительности. Следите за обновлениями.
Во второй части мы покажем вам, как выбрать лучшую степень сжатия для максимальной производительности. Следите за обновлениями. Поначалу это кажется наиболее разумным взглядом на ситуацию, поскольку как мы можем действительно начать сжимать топливно-воздушную смесь до того, как все «утечки» будут перекрыты, верно? Ну не совсем…
Поначалу это кажется наиболее разумным взглядом на ситуацию, поскольку как мы можем действительно начать сжимать топливно-воздушную смесь до того, как все «утечки» будут перекрыты, верно? Ну не совсем… ……. затем возвращает «начинку» (или положительный) импульс непосредственно перед закрытием выпускного отверстия для уменьшения потерь топлива / воздуха в узком диапазоне оборотов. мы действительно можем ПРЕВЫШАТЬ 100% эффективность захвата! Это означает, что ваш 125-кубовый двигатель с узко определенным «диапазоном мощности» может улавливать более 125 куб. см топлива/воздуха в верхнем цилиндре, а затем «выжимать» его в гораздо меньший объем над поршнем непосредственно перед зажиганием. Проблема здесь в том, что для этого требуется синхронизация импульсов впускной и выпускной систем, которая работает только в узком диапазоне оборотов двигателя. При других оборотах двигателя за пределами «диапазона мощности» импульсы в системах впуска и выпуска не совпадают по фазе и фактически будут способствовать снижению эффективности улавливания. В стандартных двигателях импульсы впускной и выпускной системы шире и, следовательно, эффективны в более широком диапазоне скоростей двигателя, что делает двигатель более гибким и удобным для пользователя.
……. затем возвращает «начинку» (или положительный) импульс непосредственно перед закрытием выпускного отверстия для уменьшения потерь топлива / воздуха в узком диапазоне оборотов. мы действительно можем ПРЕВЫШАТЬ 100% эффективность захвата! Это означает, что ваш 125-кубовый двигатель с узко определенным «диапазоном мощности» может улавливать более 125 куб. см топлива/воздуха в верхнем цилиндре, а затем «выжимать» его в гораздо меньший объем над поршнем непосредственно перед зажиганием. Проблема здесь в том, что для этого требуется синхронизация импульсов впускной и выпускной систем, которая работает только в узком диапазоне оборотов двигателя. При других оборотах двигателя за пределами «диапазона мощности» импульсы в системах впуска и выпуска не совпадают по фазе и фактически будут способствовать снижению эффективности улавливания. В стандартных двигателях импульсы впускной и выпускной системы шире и, следовательно, эффективны в более широком диапазоне скоростей двигателя, что делает двигатель более гибким и удобным для пользователя. …. стоимость меньше общей эффективности улавливания и меньше пиковой выходной мощности.
…. стоимость меньше общей эффективности улавливания и меньше пиковой выходной мощности. В основном по этим причинам степень сжатия обычно не может быть увеличена до таких высоких значений в двигателях с большим диаметром цилиндра без риска возникновения проблем или необходимости принятия дополнительных мер для обеспечения приемлемой надежности. (Вы заметили, что гоночные двигатели с действительно высокими оборотами имеют тенденцию распределять общий рабочий объем двигателя между несколькими меньшими цилиндрами с коротким ходом коленчатого вала? высокие обороты двигателя с меньшими скоростями поршня, чем у двигателя с более длинным ходом поршня сопоставимого размера, работающего на тех же оборотах.)
В основном по этим причинам степень сжатия обычно не может быть увеличена до таких высоких значений в двигателях с большим диаметром цилиндра без риска возникновения проблем или необходимости принятия дополнительных мер для обеспечения приемлемой надежности. (Вы заметили, что гоночные двигатели с действительно высокими оборотами имеют тенденцию распределять общий рабочий объем двигателя между несколькими меньшими цилиндрами с коротким ходом коленчатого вала? высокие обороты двигателя с меньшими скоростями поршня, чем у двигателя с более длинным ходом поршня сопоставимого размера, работающего на тех же оборотах.) 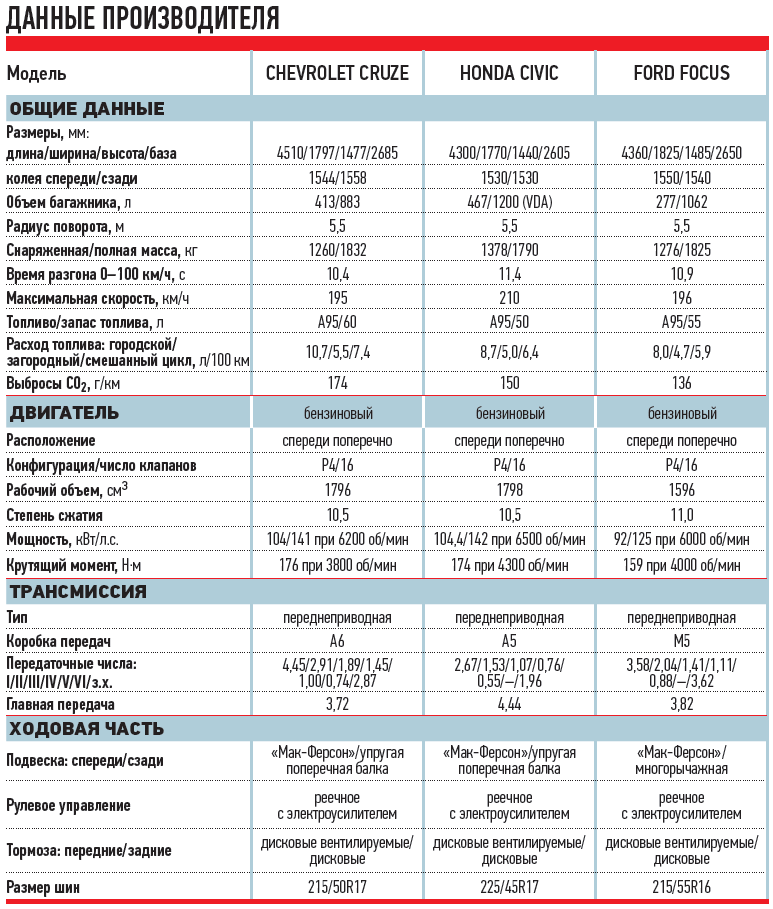 Если вы собираетесь использовать строгую диету из высокооктанового топлива, вы можете запланировать более высокую степень сжатия.
Если вы собираетесь использовать строгую диету из высокооктанового топлива, вы можете запланировать более высокую степень сжатия. 
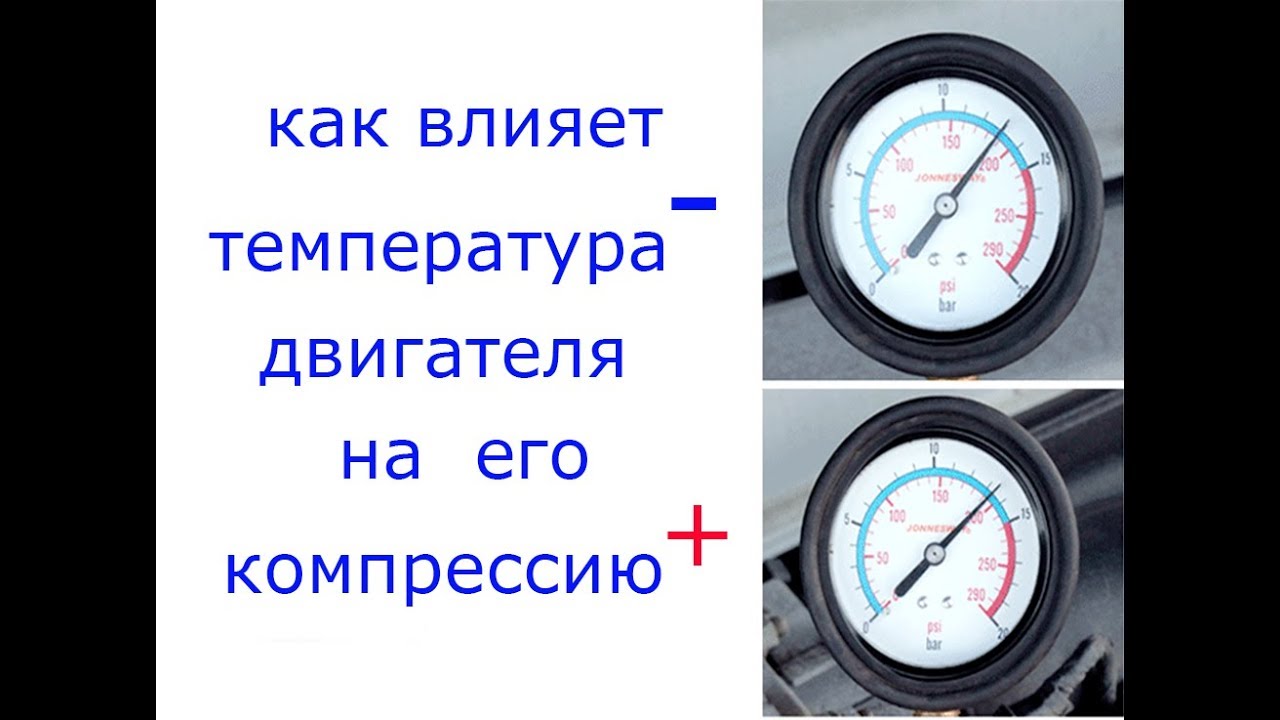 Мы по-прежнему должны учитывать эффективность улавливания/продувки, размер отверстия, число оборотов в минуту и октановое число топлива, которые будут использоваться, но это дает нам гораздо более последовательное эталонное значение, которое оказывается более полезным для реального мира. В качестве сноски, «скорректированный» расчет коэффициента сжатия также имеет свою полезность… например, при планировании скорости сжатия.
Мы по-прежнему должны учитывать эффективность улавливания/продувки, размер отверстия, число оборотов в минуту и октановое число топлива, которые будут использоваться, но это дает нам гораздо более последовательное эталонное значение, которое оказывается более полезным для реального мира. В качестве сноски, «скорректированный» расчет коэффициента сжатия также имеет свою полезность… например, при планировании скорости сжатия.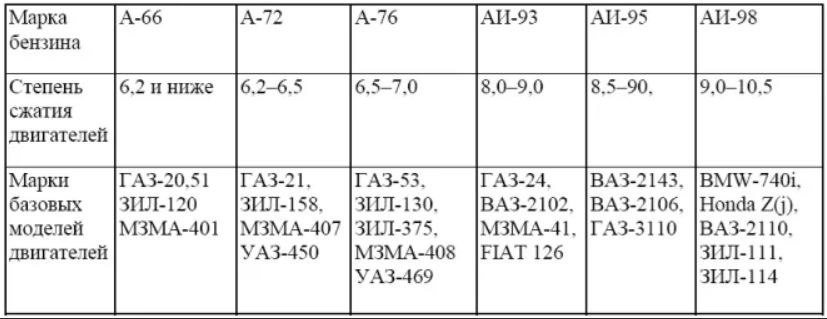 Двигатели, работающие на метаноле, и двигатели, использующие смесь метанола и нитрометана, могут выдерживать 16:1 и выше (особенно при меньших размерах отверстия)…….
Двигатели, работающие на метаноле, и двигатели, использующие смесь метанола и нитрометана, могут выдерживать 16:1 и выше (особенно при меньших размерах отверстия)……. Переустановите головку и выровняйте двигатель, ориентируясь на поверхность прокладки свечи зажигания…… НЕ вращайте двигатель от точной ВМТ!! Заполните камеру сгорания маслом Marvel Mystery (ЧИСТЫМ!) из градуированной бюретки (доступной в магазинах медицинских товаров или, в частности, в таких организациях, как Powerhouse Performance Products в Мемфисе) до самого низа резьбы отверстия свечи зажигания. Обратите внимание, сколько жидкости было слито из бюретки из ее первоначального объема «до заполнения камеры сгорания». Теперь используйте этот объем в формуле, описанной выше. Престо!
Переустановите головку и выровняйте двигатель, ориентируясь на поверхность прокладки свечи зажигания…… НЕ вращайте двигатель от точной ВМТ!! Заполните камеру сгорания маслом Marvel Mystery (ЧИСТЫМ!) из градуированной бюретки (доступной в магазинах медицинских товаров или, в частности, в таких организациях, как Powerhouse Performance Products в Мемфисе) до самого низа резьбы отверстия свечи зажигания. Обратите внимание, сколько жидкости было слито из бюретки из ее первоначального объема «до заполнения камеры сгорания». Теперь используйте этот объем в формуле, описанной выше. Престо!
 Обязательно нажимайте на нее плотно, чтобы смазка не стала прокладкой. Теперь осторожно заполните камеру маслом Marvel Mystery из бюретки, снова отмечая начальное значение, чтобы вы знали, сколько масла было использовано для заполнения камеры после того, как вы закончите. Запишите свое чтение. Это FPV вашей камеры.
Обязательно нажимайте на нее плотно, чтобы смазка не стала прокладкой. Теперь осторожно заполните камеру маслом Marvel Mystery из бюретки, снова отмечая начальное значение, чтобы вы знали, сколько масла было использовано для заполнения камеры после того, как вы закончите. Запишите свое чтение. Это FPV вашей камеры.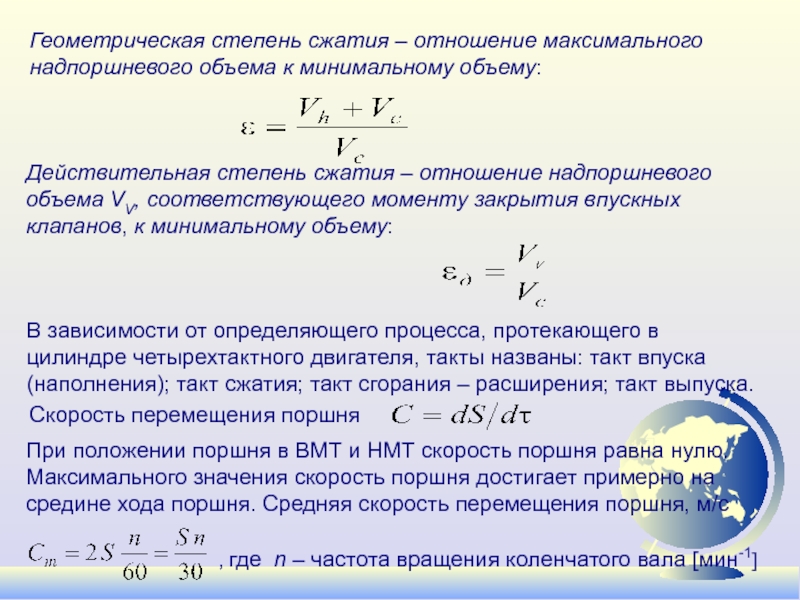 чтобы плотно прижать его к корпусам. Подведите поршень к ВМТ и с помощью щупа для измерения глубины от нониуса или штангенциркуля с часовым механизмом определите, насколько ниже или выше верхней части цилиндра находится кромка днища поршня. ОЧЕНЬ ВАЖНО! Убедитесь, что он находится на одной линии с поршневым пальцем, чтобы поршень не наклонялся вокруг оси поршневого пальца во время измерения. В формуле снова используйте размер отверстия и замените высоту деки ходом. Если высота деки была НАД цилиндром в ВМТ, поставьте знак минус (-) перед расчетным ответом. Если высота деки была НИЖЕ верха цилиндра в ВМТ, оставьте рассчитанный ответ как есть (положительный). Запишите этот номер как DHV.
чтобы плотно прижать его к корпусам. Подведите поршень к ВМТ и с помощью щупа для измерения глубины от нониуса или штангенциркуля с часовым механизмом определите, насколько ниже или выше верхней части цилиндра находится кромка днища поршня. ОЧЕНЬ ВАЖНО! Убедитесь, что он находится на одной линии с поршневым пальцем, чтобы поршень не наклонялся вокруг оси поршневого пальца во время измерения. В формуле снова используйте размер отверстия и замените высоту деки ходом. Если высота деки была НАД цилиндром в ВМТ, поставьте знак минус (-) перед расчетным ответом. Если высота деки была НИЖЕ верха цилиндра в ВМТ, оставьте рассчитанный ответ как есть (положительный). Запишите этот номер как DHV. Осторожно сожмите кольцо и установите поршень снизу цилиндра. Протолкните поршень вверх по цилиндру, чтобы в пределах примерно 1/2 дюйма от верхней части канала ствола. Убедитесь, что вы не толкаете его так далеко, что верхняя часть заводной головки выступает над верхней частью канала ствола. Осторожно удерживайте поршень на месте и вытрите всю оставшуюся смазку с верхней части днища поршня чистой тряпкой. Натяжение кольца и смазка обычно поддерживают положение поршня в отверстии после того, как вы очистили головку. Теперь используйте глубиномер на штангенциркуле циферблатного типа, чтобы измерить расстояние от верхней части отверстия до края днища поршня. Сделайте это в трех или четырех местах вокруг отверстия и «подровняйте» поршень в отверстии так, чтобы расстояние по отверстию было одинаковым по всей длине цилиндра. Запишите это расстояние вниз по отверстию до кромки днища поршня. Теперь нанесите немного смазки на всю верхнюю часть цилиндра и снова немного наклоните поверхность прокладки головки (как вы делали раньше, когда регулировали головку) на верстаке, используя деревянные блоки (или что-то еще), чтобы поддержать ее.
Осторожно сожмите кольцо и установите поршень снизу цилиндра. Протолкните поршень вверх по цилиндру, чтобы в пределах примерно 1/2 дюйма от верхней части канала ствола. Убедитесь, что вы не толкаете его так далеко, что верхняя часть заводной головки выступает над верхней частью канала ствола. Осторожно удерживайте поршень на месте и вытрите всю оставшуюся смазку с верхней части днища поршня чистой тряпкой. Натяжение кольца и смазка обычно поддерживают положение поршня в отверстии после того, как вы очистили головку. Теперь используйте глубиномер на штангенциркуле циферблатного типа, чтобы измерить расстояние от верхней части отверстия до края днища поршня. Сделайте это в трех или четырех местах вокруг отверстия и «подровняйте» поршень в отверстии так, чтобы расстояние по отверстию было одинаковым по всей длине цилиндра. Запишите это расстояние вниз по отверстию до кромки днища поршня. Теперь нанесите немного смазки на всю верхнюю часть цилиндра и снова немного наклоните поверхность прокладки головки (как вы делали раньше, когда регулировали головку) на верстаке, используя деревянные блоки (или что-то еще), чтобы поддержать ее.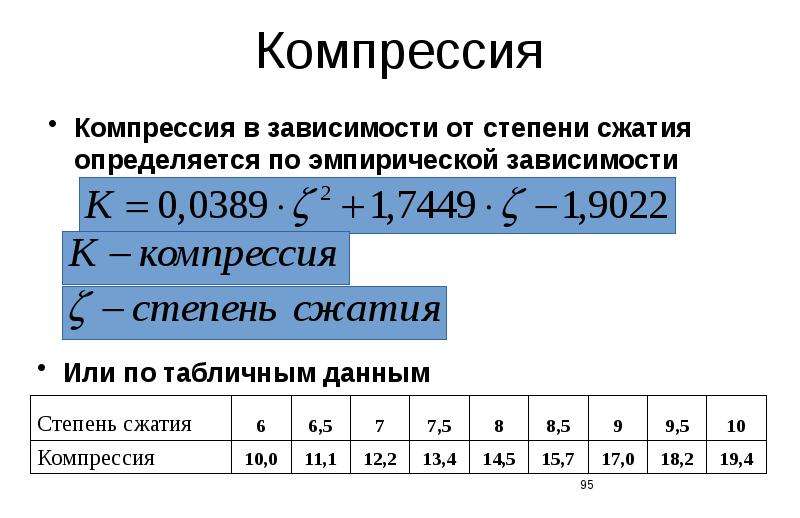 . Плотно вдавите пластину из плексигласа в смазку, чтобы создать хорошее уплотнение, и снова расположите «заливное отверстие» на высокой стороне вашего наклона. Полностью заполните верхнюю часть цилиндра до заливного отверстия жидкостью из градуированной бюретки, еще раз отметив показание «до заполнения». Определите, сколько жидкости вы залили в цилиндр, когда закончите, и запишите это. СЕЙЧАС снова выполните расчет, используя нашу формулу выше. В формуле используйте размер отверстия цилиндра и подставьте расстояние вниз по цилиндру, на котором находился ваш поршень, для измерения хода. Ответ — объем в верхнем цилиндре над вашим поршнем, если у поршня была ПЛОСКАЯ ВЕРХНЯЯ ЧАСТЬ. Конечно, нет, поэтому мы просто скопировали это! Вычтите из этого расчета FLAT TOP фактическое измерение куб. см, которое вы только что сделали на своем поршне. Разница заключается в вашем фактическом рабочем объеме поршня (PCDV) для вашего поршня. Если это положительное число, ваш поршень «выступает» вверх, в то время как ваш поршень «утоплен» в местах в головке, если полученное число отрицательное.
. Плотно вдавите пластину из плексигласа в смазку, чтобы создать хорошее уплотнение, и снова расположите «заливное отверстие» на высокой стороне вашего наклона. Полностью заполните верхнюю часть цилиндра до заливного отверстия жидкостью из градуированной бюретки, еще раз отметив показание «до заполнения». Определите, сколько жидкости вы залили в цилиндр, когда закончите, и запишите это. СЕЙЧАС снова выполните расчет, используя нашу формулу выше. В формуле используйте размер отверстия цилиндра и подставьте расстояние вниз по цилиндру, на котором находился ваш поршень, для измерения хода. Ответ — объем в верхнем цилиндре над вашим поршнем, если у поршня была ПЛОСКАЯ ВЕРХНЯЯ ЧАСТЬ. Конечно, нет, поэтому мы просто скопировали это! Вычтите из этого расчета FLAT TOP фактическое измерение куб. см, которое вы только что сделали на своем поршне. Разница заключается в вашем фактическом рабочем объеме поршня (PCDV) для вашего поршня. Если это положительное число, ваш поршень «выступает» вверх, в то время как ваш поршень «утоплен» в местах в головке, если полученное число отрицательное.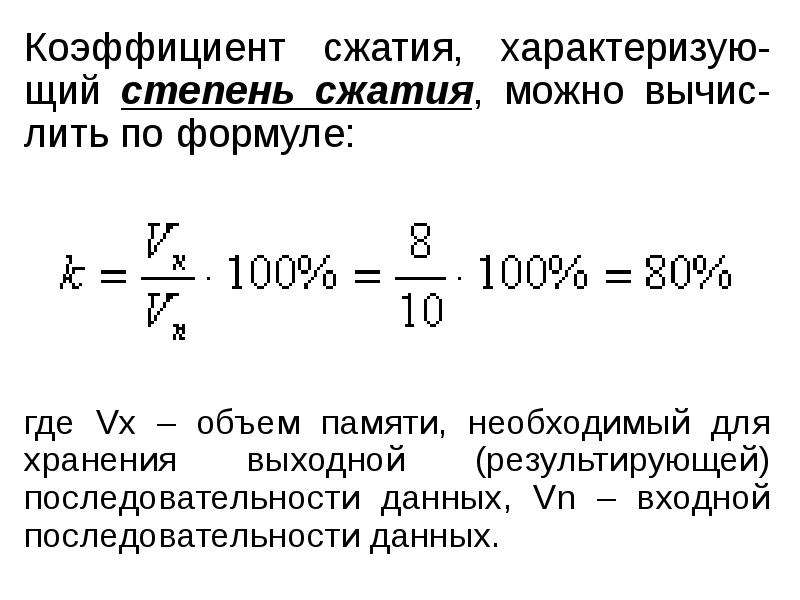 Запишите эту цифру.
Запишите эту цифру.

 При подаче напряжения, ток проходит по дорожкам, постепенно нагревая их.
При подаче напряжения, ток проходит по дорожкам, постепенно нагревая их.
 Стекло интенсивно нагревается, при этом от растрескивания в результате температурного расширения его спасает то, что одновременно разогревается вся площадь, равномерно покрытая токопроводящим слоем.
Стекло интенсивно нагревается, при этом от растрескивания в результате температурного расширения его спасает то, что одновременно разогревается вся площадь, равномерно покрытая токопроводящим слоем.
 Во время движения подогрев препятствует налипанию снега на зеркало и делает невозможным его обледенение.
Во время движения подогрев препятствует налипанию снега на зеркало и делает невозможным его обледенение.

 Я считаю и эту особенность очень полезной, поскольку благодаря ей, водители, едущие сзади, меня не слепят какой бы свет у них не горел.
Я считаю и эту особенность очень полезной, поскольку благодаря ей, водители, едущие сзади, меня не слепят какой бы свет у них не горел.
 Конечно, можно обойтись и без этого, но так будет гораздо проще оторвать пластиковую накладку.
Конечно, можно обойтись и без этого, но так будет гораздо проще оторвать пластиковую накладку.
 Спустя еще минуты 4-5 его температура достигла 50 градусов. На этом рост температуры прекратился.
Спустя еще минуты 4-5 его температура достигла 50 градусов. На этом рост температуры прекратился.



 Файл cookie от Google, используемый для аналитики веб-сайта и рекламы. Генерирует статистические данные о том, как посетитель использует веб-сайт и сколько конверсий достигается на веб-сайте.
Файл cookie от Google, используемый для аналитики веб-сайта и рекламы. Генерирует статистические данные о том, как посетитель использует веб-сайт и сколько конверсий достигается на веб-сайте. Они делают это, отслеживая посетителей на веб-сайтах.
Они делают это, отслеживая посетителей на веб-сайтах.
 На самом деле, это самый распространенный способ работы с обогревом зеркал.
На самом деле, это самый распространенный способ работы с обогревом зеркал. Сюда входят все современные нагревательные элементы WarmlyYours.
Сюда входят все современные нагревательные элементы WarmlyYours. Существует слишком много переменных атмосферных условий, которые не позволяют указать фиксированное расстояние распространения тепла от элемента. Вот почему антизапотеватель необходимо размещать в той части зеркала, которую необходимо удалить.
Существует слишком много переменных атмосферных условий, которые не позволяют указать фиксированное расстояние распространения тепла от элемента. Вот почему антизапотеватель необходимо размещать в той части зеркала, которую необходимо удалить.

 Накидал я где- то слоев 5 и оставил все это дело сушиться на сутки.
Накидал я где- то слоев 5 и оставил все это дело сушиться на сутки. Тоже интересное и трудоемкое мероприятие, но одно могу сказать точно: Каждая вложенная в проект частичка души, сил, и времени, непременно ведет к результату, который с каждым шагом все больше и больше нравится!
Тоже интересное и трудоемкое мероприятие, но одно могу сказать точно: Каждая вложенная в проект частичка души, сил, и времени, непременно ведет к результату, который с каждым шагом все больше и больше нравится! Для раскрытия работы любого динамика, позволяя ему зазвучать, важное значение отводится точному определению акустического оформления, с жестким основанием для гашения столь нежелательных вибраций.
Для раскрытия работы любого динамика, позволяя ему зазвучать, важное значение отводится точному определению акустического оформления, с жестким основанием для гашения столь нежелательных вибраций.
 Головка может быть размещена под наклоном либо параллельно плоскости двери. Дополнительным преимуществом становится снижение общей вибрации за счет достаточно плотного прижимания обшивки.
Головка может быть размещена под наклоном либо параллельно плоскости двери. Дополнительным преимуществом становится снижение общей вибрации за счет достаточно плотного прижимания обшивки.

 Выбор кафедры — встаньте и будьте услышаны
Мультимедийная презентационная мебель объединяет технологии в стиле
Трибуны и звуковые системы для медицинских учреждений
Стойки и подиумы хостесс для ресторанов и гостиничного бизнеса
Донесение сообщения: новые возможности для кафедр и звуковых продуктов для вашего святилища
Исполнительный подиум для проведения богатой мультимедийной презентации
AmpliVox предлагает индивидуальные логотипы для кафедр и подиумов
Лучшие школьные кафедры и подиумы: прочные, портативные, звуковые системы опционально
Мультимедийная кафедра со встроенным ЖК-монитором и стереодинамиками
Выбор кафедры — встаньте и будьте услышаны
Мультимедийная презентационная мебель объединяет технологии в стиле
Трибуны и звуковые системы для медицинских учреждений
Стойки и подиумы хостесс для ресторанов и гостиничного бизнеса
Донесение сообщения: новые возможности для кафедр и звуковых продуктов для вашего святилища
Исполнительный подиум для проведения богатой мультимедийной презентации
AmpliVox предлагает индивидуальные логотипы для кафедр и подиумов
Лучшие школьные кафедры и подиумы: прочные, портативные, звуковые системы опционально
Мультимедийная кафедра со встроенным ЖК-монитором и стереодинамиками


 Почему? Потому что так их называет большинство из нас.
Почему? Потому что так их называет большинство из нас. Однако игристое вино звучит не так хорошо.
Однако игристое вино звучит не так хорошо.

 Некоторые сведения (в частности, существует ли вообще такой ВИН) можно там получить бесплатно, более подробную информацию — за не слишком большую плату.
Некоторые сведения (в частности, существует ли вообще такой ВИН) можно там получить бесплатно, более подробную информацию — за не слишком большую плату. Американские базы данных (доступные уже и на русском языке) достаточно обширны и включают в себя среди прочего сведения об авариях, в которых побывал автомобиль. Например, фиксируется информация о том, сколько раз срабатывали подушки безопасности — а они конструктивно устроены так, что «выстреливают» только в случае сильного удара, который не может не повредить как минимум кузов автомобиля. Кроме того, есть возможность получить сведения о некоторых бывших владельцах автомобиля.
Американские базы данных (доступные уже и на русском языке) достаточно обширны и включают в себя среди прочего сведения об авариях, в которых побывал автомобиль. Например, фиксируется информация о том, сколько раз срабатывали подушки безопасности — а они конструктивно устроены так, что «выстреливают» только в случае сильного удара, который не может не повредить как минимум кузов автомобиля. Кроме того, есть возможность получить сведения о некоторых бывших владельцах автомобиля. 5Turbo 2015
5Turbo 2015
 RIA.
RIA. VIN-номер вашего автомобиля уникален только для вашего автомобиля, поскольку он был присвоен новому автомобилю во время производства.
VIN-номер вашего автомобиля уникален только для вашего автомобиля, поскольку он был присвоен новому автомобилю во время производства.
 Bumper — это сайт по продаже автомобилей, а не сайт проверки VIN.
Bumper — это сайт по продаже автомобилей, а не сайт проверки VIN.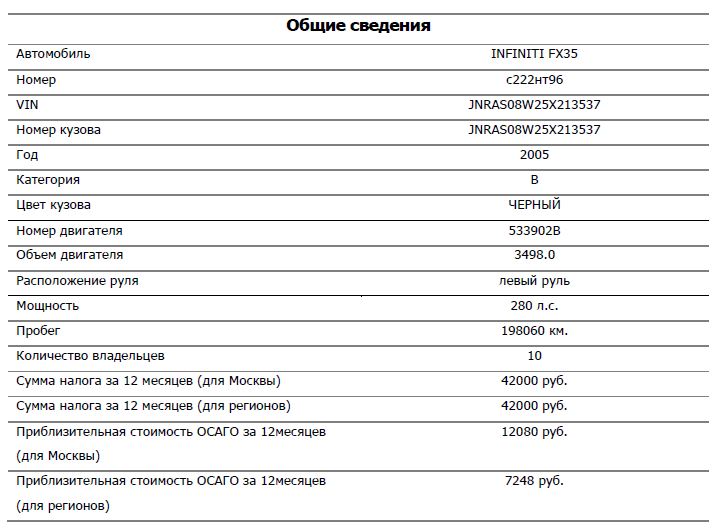
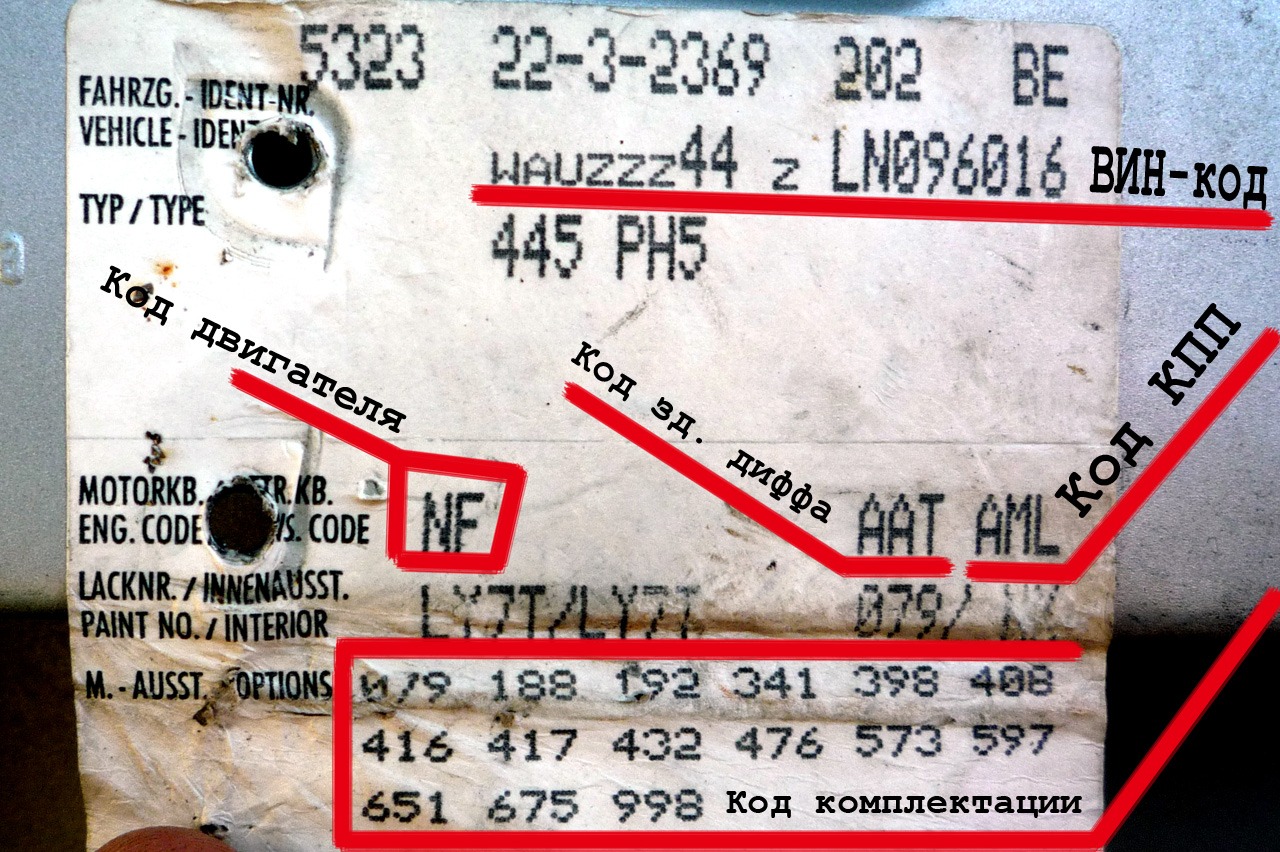 индивидуальный пакет, ClearVIN предлагает один отчет VIN за 14,99 долларов США или 3 проверки VIN за 21,98 долларов США (7,30 долларов США за отчет) и 5 проверок VIN за 28,99 долларов США (5,80 долларов США за отчет). Единовременная плата и отсутствие ограничений по времени использования предоплаченных отчетов по VIN.
индивидуальный пакет, ClearVIN предлагает один отчет VIN за 14,99 долларов США или 3 проверки VIN за 21,98 долларов США (7,30 долларов США за отчет) и 5 проверок VIN за 28,99 долларов США (5,80 долларов США за отчет). Единовременная плата и отсутствие ограничений по времени использования предоплаченных отчетов по VIN.
 США за один отчет, 22,9 долл. США2 за два отчета и $29,46 за три отчета
США за один отчет, 22,9 долл. США2 за два отчета и $29,46 за три отчета
 AutoDNA также сотрудничает с Autocheck, которая полностью интегрирована в их сайт.
AutoDNA также сотрудничает с Autocheck, которая полностью интегрирована в их сайт. CARFAX
CARFAX  Цена: Один отчет 39,99, три сообщения. 59,99 долларов США, а шесть отчетов стоят 99,99 долларов США.
Цена: Один отчет 39,99, три сообщения. 59,99 долларов США, а шесть отчетов стоят 99,99 долларов США.

 0003
0003 cz, является сайтом, который предоставляет своим пользователям услуги проверки VIN. Основной целью этого чешского сайта является обеспечение безопасных транзакций при продаже автомобилей. Он также предлагает автомобильным дилерам уникальную возможность купить сертификат отчета, чтобы убедить потенциальных клиентов в их подлинности.
cz, является сайтом, который предоставляет своим пользователям услуги проверки VIN. Основной целью этого чешского сайта является обеспечение безопасных транзакций при продаже автомобилей. Он также предлагает автомобильным дилерам уникальную возможность купить сертификат отчета, чтобы убедить потенциальных клиентов в их подлинности.

 Такие автомобили все еще используются, и проверка VIN-кода автомобиля, который вы собираетесь приобрести, является одним из самых безопасных способов определить, не было ли в нем затопления.
Такие автомобили все еще используются, и проверка VIN-кода автомобиля, который вы собираетесь приобрести, является одним из самых безопасных способов определить, не было ли в нем затопления.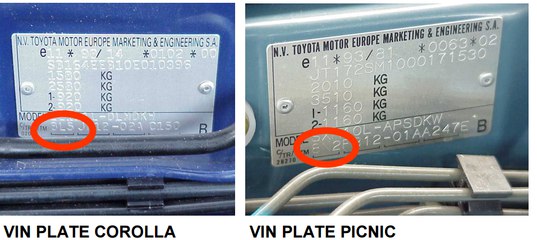 Автомобили, построенные после 1981 года, используются с поиском декодера VIN. VIN вашего автомобиля, скорее всего, будет состоять из 11 символов, если он существовал до 1981.
Автомобили, построенные после 1981 года, используются с поиском декодера VIN. VIN вашего автомобиля, скорее всего, будет состоять из 11 символов, если он существовал до 1981. Например, автомобили, произведенные в Соединенных Штатах, начинаются с одного, четырех или пяти, тогда как автомобили, произведенные в Канаде и Мексике, начинаются с двух и трех соответственно.
Например, автомобили, произведенные в Соединенных Штатах, начинаются с одного, четырех или пяти, тогда как автомобили, произведенные в Канаде и Мексике, начинаются с двух и трех соответственно. Этот раздел кода позволяет онлайн-страховой компании мгновенно отображать вашу точную модель.
Этот раздел кода позволяет онлайн-страховой компании мгновенно отображать вашу точную модель.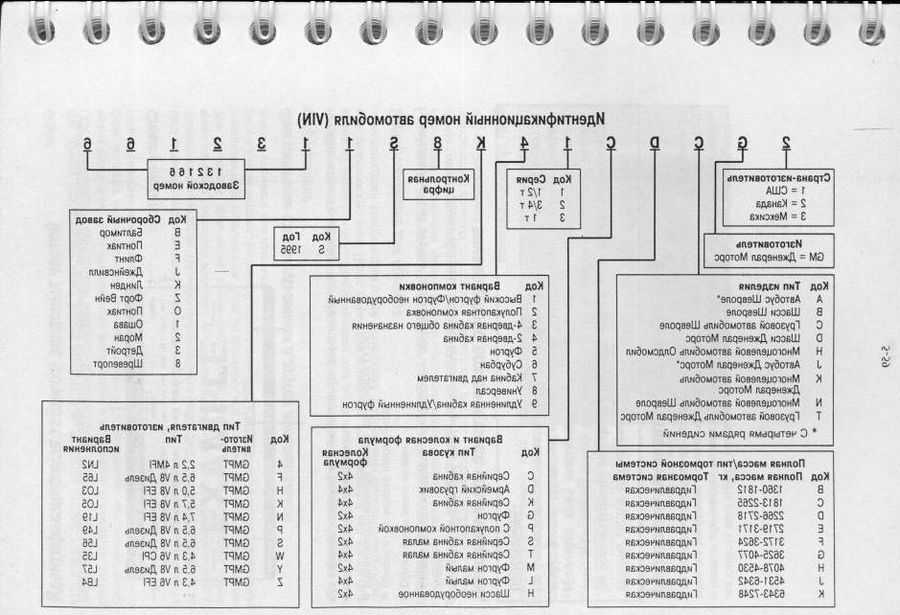 В нижнем левом углу приборной панели вы часто найдете таблички с номером VIN. Просканируйте приборную панель от места водителя до правого колеса. Другой вариант — выйти из машины и заглянуть в стекло, чтобы более четко увидеть VIN.
В нижнем левом углу приборной панели вы часто найдете таблички с номером VIN. Просканируйте приборную панель от места водителя до правого колеса. Другой вариант — выйти из машины и заглянуть в стекло, чтобы более четко увидеть VIN. Чтобы провести тщательный обзор этих сайтов, мы рассмотрели такие функции, как репутация декодера, удобство для пользователя, дополнительные функции, надежность и многое другое. При выборе предпочитаемого средства проверки VIN обязательно учитывайте советы, приведенные в этой статье.
Чтобы провести тщательный обзор этих сайтов, мы рассмотрели такие функции, как репутация декодера, удобство для пользователя, дополнительные функции, надежность и многое другое. При выборе предпочитаемого средства проверки VIN обязательно учитывайте советы, приведенные в этой статье.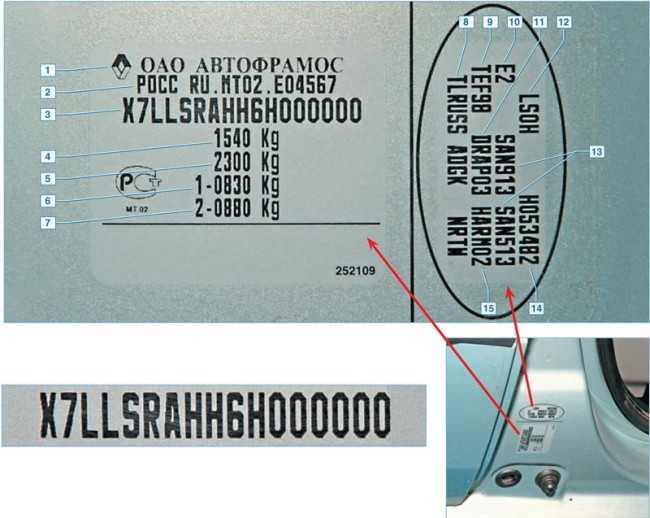 , марка и модель, объем двигателя и другие технические данные.
, марка и модель, объем двигателя и другие технические данные.

 Каждый раздел VIN содержит конкретную информацию об автомобиле. 1А9PC9105KW0000000 — пример 17-значного VIN. Первый символ определяет страну, в которой был произведен автомобиль. Второй символ определяет производителя. Остальные символы предоставляют информацию об автомобиле, такую как модель, тип кузова и тип двигателя.
Каждый раздел VIN содержит конкретную информацию об автомобиле. 1А9PC9105KW0000000 — пример 17-значного VIN. Первый символ определяет страну, в которой был произведен автомобиль. Второй символ определяет производителя. Остальные символы предоставляют информацию об автомобиле, такую как модель, тип кузова и тип двигателя.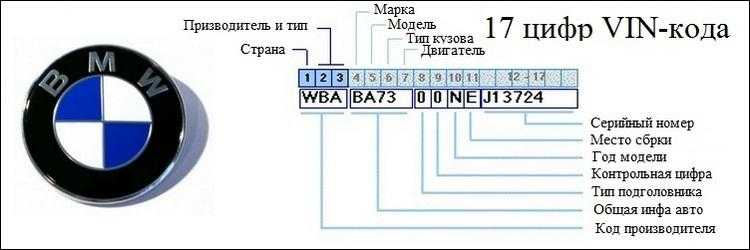
 Владельцы автомобилей также могут посетить DMV штата и запросить информацию о номере VIN.
Владельцы автомобилей также могут посетить DMV штата и запросить информацию о номере VIN. Этот отчет можно распечатать или сохранить для дальнейшего использования.
Этот отчет можно распечатать или сохранить для дальнейшего использования.

 Отчет включает осмотр кузова и салона автомобиля, а также тест-драйв. VIR требуется по закону для всех автомобилей, зарегистрированных в Калифорнии. Отчет должен быть заполнен лицензированной станцией проверки смога или ремонтной мастерской. После завершения проверки VIR необходимо отправить в DMV штата Калифорния.
Отчет включает осмотр кузова и салона автомобиля, а также тест-драйв. VIR требуется по закону для всех автомобилей, зарегистрированных в Калифорнии. Отчет должен быть заполнен лицензированной станцией проверки смога или ремонтной мастерской. После завершения проверки VIR необходимо отправить в DMV штата Калифорния. Сотрудник CHP или лицензированный верификатор проверит автомобиль и его VIN, а затем заполнит и подпишет форму проверки. После того, как форма будет заполнена, вы отнесете ее в офис DMV для регистрации вашего автомобиля.
Сотрудник CHP или лицензированный верификатор проверит автомобиль и его VIN, а затем заполнит и подпишет форму проверки. После того, как форма будет заполнена, вы отнесете ее в офис DMV для регистрации вашего автомобиля.