
что это такое, как правильно варить аргоном
Аргоновая сварка позволяет аккуратно сваривать разные металлы, создавая одновременно прочные и красивые швы. Это прогрессивный тип сварки, применяемый в химической и пищевой промышленности, машиностроении. Не помешает такая сварка и в гараже, частной мастерской. Рассмотрим, что необходимо для аргоновой сварки, как она проводится, какие металлы на каких режимах свариваются.
В этой статье:
- Что такое аргоновая сварка
- Классификация аргоновой сварки по видам
- Что нужно для сварки аргоном
- Оборудование для работы с аргоном
- Как правильно варить аргоном
- Какие металлы варят аргоном
- Преимущества и недостатки аргоновой сварки
Что такое аргоновая сварка
Аргоновая сварка — это разновидность электродуговой сварки, только с неплавящимся электродом и другим принципом защиты сварочной ванны.
Для заплавления зазоров или наплавления высокого валика шва задействуется присадочная проволока. Ее выбирают с таким же составом, что и свариваемый металл. Проволоку сварщик подает свободной рукой.
Через сопло горелки в зону сварки подается защитный газ аргон. Он выдувает атмосферу вокруг электрода, изолируя расплавленный металл от внешней среды. Без аргона сильно выделяется углерод, сварочная ванна бурлит, швы получаются пористыми.
В качестве источника тока выступает сварочный инвертор. Он обозначается TIG и этим отличается от оборудования для MMA. У него есть особые разъемы под горелку, дополнительный канал подачи газа, иная форма управления.
Классификация аргоновой сварки по видам
На производстве встречается три вида аргоновой сварки, которые классифицируются по следующим категориям:

Кроме этого аргоновая сварка разделяется по способу выполнения с присадочной проволокой или без нее. Без присадки можно обойтись в случае сварки тонких сталей сечением до 2 мм. У сторон не должно быть щелей — важен плотный прижим. Тогда вольфрамовый электрод плавит кромки, и этого металла достаточно для соединения сторон. Швы получаются тонкими, гладкими (практически без чешуи, как зеркало), герметичными. Но при изломе их легко повредить.
С присадкой варить дольше, швы чешуйчатые (количество слоев чешуи зависит от частоты подавания присадочной проволоки в сварочную ванну), зато можно заплавлять зазоры шириной 3-5 мм, создавать бугорки под проточку. Метод с присадкой применяют для сварки толстых металлов сечением от 3 мм
Прямая сварка
Угловая сварка
Т-образная сварка
Что нужно для сварки аргоном
Чтобы варить аргонодуговой сваркой, необходимо собрать комплект оборудования и аксессуаров, а также расходных материалов и СИЗ.
Правильная горелка.
Для работы потребуется аргоновая горелка. Горелка отличается разъемом для подключения, содержащим канала для подачи газа, силовой кабель, фишку для питания кнопок управления.
При выборе горелки обращайте внимание на место расположения кнопки. Оно может быть как снизу, так и сверху. Влияет на удобство управления. Длина шлейфа определяет зону маневренности сварщика. Для настольной работы достаточно 3 м. Для сварки крупных емкостей выбирайте шланг-пакет 5-8 м. Если планируете варить на токах 250-400 А регулярно, ищите модель с водяным охлаждением.
В горелку вставляется неплавящийся вольфрамовый электрод. Расходники отличаются по цвету наконечника для разных типов металлов. Если вы новичок, купите электрод с синим кончиком. Он более универсальный и подойдет для любых задач.
Вторым кабелем, необходимым для замыкания электрической цепи, выступает масса. Она фиксируется к изделию при помощи «крокодила». Чем лучше контакт, тем стабильнее дуга.
Чем лучше контакт, тем стабильнее дуга.
Подключаем защитный газ
Чтобы подавать аргон в зону сварки, понадобится баллон для аргона серого цвета. Емкость бывает от 10 до 80 л. Для выездной работы практично иметь небольшой баллон. Резервуар подключается через редуктор. К аппарату газ подают посредством специального шланга для сварки. Он должен быть черного цвета. Если выбрать длину 10 м, получится перемещаться с аппаратом по цеху, не перетаскивая за собой баллон.
Средства индивидуальной защиты сварщика
Аргоновая сварка не менее опасна, чем РДС, поэтому необходимы средства индивидуальной защиты. Чтобы не обжечься о горячие предметы, используйте краги и защитный фартук. Контроль сварочного процесса осуществляется через маску. Удобнее всего работать в маске-хамелеон, чем в щитке с постоянным затемнением. Можно всегда выбрать комфортную сварочную маску по приемлемой цене.
Оборудование для работы с аргоном
Одним из важнейших для аргоновой сварки является инверторный аппарат TIG. От его характеристик и функционала зависят возможности провара и соединения различных металлов. Выбрать подходящий аппарат для аргонодуговой сварки — залог успеха.
От его характеристик и функционала зависят возможности провара и соединения различных металлов. Выбрать подходящий аппарат для аргонодуговой сварки — залог успеха.
На производстве встречается три вида аргоновой сварки, которые классифицируются по следующим категориям:
 Если купить аппарат 380 В, а в гараже нет такого напряжения, то варить не получится.
Если купить аппарат 380 В, а в гараже нет такого напряжения, то варить не получится.
Как правильно варить аргоном
Сперва настройте аппарат. На самых простых моделях установите силу тока и расход газа. Режимы зависят от толщины металла.
| Толщина металла, мм | Сила тока, А | Расход газа, л/мин |
|---|---|---|
| 1 | 30-40 | 6 |
| 1.5-2 | 45-70 | 7 |
| 3 | 75-90 | 8 |
В более продвинутых версиях задайте такие настройки (для примера подберем параметры для сварки стали толщиной 1.5 мм):

Зажигать дугу можно двумя способами, что зависит от возможностей аппарата. Контактный метод требует касания кончиком электрода по изделию. Иногда вольфрамовая игла прилипает, из-за чего быстрее тупится, приходится тратить время на повторную заточку. Бесконтактный поджиг работает при высокочастотном импульсе (встроенный осциллятор), возбуждая электрическую дугу без касания. Это удобнее, игла тупится реже.
Аргоновая сварка проводится в такой последовательности:
- Включите инверторный аппарат TIG.
- Присоедините массу к изделию.
- Вставьте в горелку заточенный вольфрамовый электрод.
- Откройте баллон с газом.
- Поднесите горелку к изделию на расстоянии 3-5 мм от поверхности до кончика иглы.
- Наденьте маску, нажмите кнопку подачи тока. Удобнее всего варить с режимом 4Т. Тогда не требуется постоянно держать кнопку подачи тока зажатой.
- Когда загорится электрическая дуга, подержите ее на стыке, чтобы образовалась лужица металла.
 Круговыми движениями электрода добейтесь сплавления сторон. Держать горелку нужно под углом 45 градусов относительно поверхности.
Круговыми движениями электрода добейтесь сплавления сторон. Держать горелку нужно под углом 45 градусов относительно поверхности. - Медленно ведите иглу справа налево, аккуратно подавая второй рукой присадочную проволоку. Присадку подают перед электродом.
- При окончании шва нажмите на кнопку, но не отпускайте ее. Сварочный ток снизится, чтобы закрыть кратер, избежав образования свища в конце.
Какие металлы варят аргоном
При помощи аргонодуговой сварки соединяют:
Источник видео: Aurora Online Channel
Преимущества и недостатки аргоновой сварки
При помощи аргоновой сварки можно соединить алюминий, медь, титан — металлы, которые трудно поддаются свариванию другими способами. Еще одно достоинство — аккуратные швы, повышенной герметичности. На нержавейке они почти зеркальные и не требуют механической обработки. Удобство сварки заключается в отсутствии шлака, поскольку за защиту сварочной ванны отвечает инертный газ.
Еще одно достоинство — аккуратные швы, повышенной герметичности. На нержавейке они почти зеркальные и не требуют механической обработки. Удобство сварки заключается в отсутствии шлака, поскольку за защиту сварочной ванны отвечает инертный газ.
Основным недостатком аргоновой сварки выступает низкая скорость процесса при ручном исполнении. Расходники для сварки (вольфрамовые электроды, заправка баллонов аргоном) не дешевые. Метод сварки TIG подойдет для изготовления конструкций из нержавейки, заварки трещин блока цилиндров, ремонта легкосплавных дисков.
Ответы на вопросы: что такое аргонодуговая сварка и как правильно варить аргоном?
Как аргоном варить вертикальные швы?
СкрытьПодробнее
Сварка ведется по тем же принципам, что и в нижнем положении. Главное вести шов сверху вниз. Уменьшите силу тока на 10-20%, по сравнению с аналогичным стыком в нижнем положении, чтобы металл не стекал вниз.
Как правильно заточить вольфрамовый электрод?
СкрытьПодробнее
Затачивайте стержень на вращающемся алмазном круге. Его хватит на дольше, чем обычного шлифовального. Положите электрод острием от себя на торец вращающегося круга. Добейтесь угла заточки 20-30 градусов. Для сварки на токах 200-300 А нужна заточка 60 градусов. Тонкий металл 1—1.5 мм удобнее варить кончиком, как у иглы — угол заточки примерно 10 градусов.
Что делать, если сварочная ванна сильно пузырится?
СкрытьПодробнее
Отрегулируйте подачу аргона на редукторе. Газа или слишком мало (вырывается углерод наружу из металла) или слишком много.
Как варить аргоновой сваркой на улице в ветреную погоду?
СкрытьПодробнее
Варить как в цеху не получится — ветер сдувает защитный газ и оставляет сварочную ванну открытой для внешнего воздействия. Оградите место сварки листом железа. Если ничего подходящего нет под рукой, закройте ветер собой, став с той стороны, откуда дует.
Оградите место сварки листом железа. Если ничего подходящего нет под рукой, закройте ветер собой, став с той стороны, откуда дует.
Как заварить аргоном дырку диаметром 10 мм на тонком металле сечением 1.5 мм?
СкрытьПодробнее
Убавьте силу тока до 20 А. Приставьте присадочную проволоку к краю отверстия. Дугу зажигайте на проволоке. Добейтесь ее расплавления и переноса на основной металл. Тут же погасите дугу, чтобы не прожечь дырку еще больше. Постепенно усильте края со всех сторон, нарастив на них металл. Сужайте диаметр отверстия. Когда оно полностью перекроется, добавьте силу тока до 45 А и выровняйте поверхность.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Оборудование необходимое для аргонно дуговой сварки
- Виды оборудования, применяемого для сварочных работ
- Инверторные сварочные аппараты
- Горелка с неплавящимся электродом
- Горелка с плавящимся электродом
- Сваривание в среде аргона своими силами
Аргонно-дуговая сварка — это процесс образования неразъемного соединения методом дуговой сварки в среде аргона, представляющего собой инертный газ. По сути, это сочетание электрической и газовой сварки своими руками. Процесс может осуществляться с применением либо плавящегося, либо неплавящегося электрода.
По сути, это сочетание электрической и газовой сварки своими руками. Процесс может осуществляться с применением либо плавящегося, либо неплавящегося электрода.
Виды оборудования, применяемого для аргонодуговой сварки
В зависимости от уровня механизации аргоно дуговая сварка разделяется на несколько видов:
- Ручная. Перемещение горелки и подача сварочной проволоки осуществляются самим сварщиком в ручном режиме. Сварные работы могут осуществляться с применением неплавящегося — вольфрамового электрода.
- Механизированная. Горелка находится в руках сварщика, а проволока подается механизированным способом.
- Автоматизированная. При таком способе перемещение горелки и подача проволоки полностью механизированы, а процессом управляет оператор.
- Роботизированное оборудование не нуждается в непосредственном управлении оператором.

Сварочное оборудование подразделяется на универсальное, специальное и специализированное. Универсальный сварочный аппарат аргонно дуговой сварки выпускается серийно и является наиболее широко востребованным. Аргонная сварка в большинстве случаев выполняется в производственных условиях на специально оснащенном рабочем месте, которое именуется «сварочный пост». Установка аргонно дуговой сварки с использованием неплавящегося вольфрамового электрода в среде аргона оборудована следующими элементами:
- источником сварочного тока — постоянного и/или переменного;
- горелкой или их комплектом, предназначенным для работы на разных токах;
- устройством, обеспечивающим первоначальное возбуждение дуги или стабилизирующим дугу переменного тока;
- аппаратурой, которая управляет сварочным циклом и его защитой;
- устройством для компенсации или регулирования постоянной составляющей тока.
Для расширения диапазона толщины свариваемых материалов, повышения производительности при получении неразъемных соединений работая вольфрамовым электродом, и улучшения провара в последнее время были разработаны новые методы аргонной сварки:
- Работы пульсирующим током.
 Во время импульса тока металл расплавляется, кристаллизуясь во время паузы. Дуга перемещается с постоянной скоростью или шагами, которые синхронизированы с импульсами сварочного тока. При этом обеспечивается эффективное проплавление во всех пространственных положениях, нечувствительность к мелким недочетам, допущенным при сборке. Периодическое снижение поступления тока не допускает перегрев металла, и следовательно, снижает деформации.
Во время импульса тока металл расплавляется, кристаллизуясь во время паузы. Дуга перемещается с постоянной скоростью или шагами, которые синхронизированы с импульсами сварочного тока. При этом обеспечивается эффективное проплавление во всех пространственных положениях, нечувствительность к мелким недочетам, допущенным при сборке. Периодическое снижение поступления тока не допускает перегрев металла, и следовательно, снижает деформации.
- Используя подогрев присадочной проволоки. Этот метод существенно увеличивает производительность.
- Использование нескольких вольфрамовых электродов — эффективный способ получить швы без подреза на высоких скоростях сваривания металла.
Для осуществления этих разновидностей процесса может использоваться стандартное оборудование для аргонно дуговой сварки в сочетании с дополнительными блоками.
Инверторные сварочные аппараты
Наиболее популярным сварочным устройством для аргонной сварки, которое с успехом может применяться не только на производстве, но и в быту, является инверторный аппарат. Для тех, кто хочет узнать, как научиться варить аргоном, использование сварочного инвертора является оптимальным вариантом, поскольку разобраться с принципом его работы может даже начинающий сварщик, не обладающий богатыми профессиональными навыками, с помощью изучения «Аргонно дуговая сварка, инструкция».
Для тех, кто хочет узнать, как научиться варить аргоном, использование сварочного инвертора является оптимальным вариантом, поскольку разобраться с принципом его работы может даже начинающий сварщик, не обладающий богатыми профессиональными навыками, с помощью изучения «Аргонно дуговая сварка, инструкция».
Инверторный аппарат аргонно дуговой сварки обладает рядом существенных преимуществ:
- Высокие качественные характеристики сварного шва, что позволяет использовать это оборудование для ремонта автомобилей: сварки узлов и деталей кузова, коробки передач, двигателя.
- Малые габариты и небольшой вес по сравнению с трансформаторными аппаратами.
- Простая эксплуатация. Для начала работы необходимо уложить присадочную проволоку и включить аппарат. Подача проволоки и инертного газа включаются автоматически.
Как правило, такие современные аппараты оснащены целым рядом дополнительных опций и защитных устройств, это — ускоренный поджиг, стабилизация дуги, модуляция сварочного тока.
Горелка для аргонно дуговой сварки с неплавящимся электродом
Метод аргонной сварки с использованием неплавящегося электрода, как правило, вольфрамового, используется для соединения изделий и конструкций, в изготовлении которых используются химически активные металлы и сплавы из них: алюминий, титан, магний, нержавеющая сталь. Этим материалам характерно сильное окисление при нагреве на воздухе. В данном случае могут применяться как постоянный, так и переменный ток. Процесс может быть ручным и автоматическим. При малых толщинах работа может осуществляться без использования присадки.
В большинстве случаев в аргонной сварке используют источники постоянного тока.
Постоянный ток и прямая полярность способствуют эффективному распределению тепла дуги, что обеспечивает длительный срок службы вольфрамового электрода и высокое качество шва. Такой режим применяют для большинства нержавеющих сталей. При сварке конструкций из алюминия и его сплавов используют источники переменного тока. В процессе сварки в период прямой полярности происходит расплавление основного металла, а в моменты обратной — катодное распыление поверхностной тугоплавкой оксидной пленки, которая препятствует сварочному процессу. Если нержавеющая сталь содержит примеси алюминия, то для ее сваривания также применяют переменный ток.
В процессе сварки в период прямой полярности происходит расплавление основного металла, а в моменты обратной — катодное распыление поверхностной тугоплавкой оксидной пленки, которая препятствует сварочному процессу. Если нержавеющая сталь содержит примеси алюминия, то для ее сваривания также применяют переменный ток.
Работа с неплавящимся катодом требует наличия источников тока, удовлетворяющих повышенным требованиям по стабильности сварочного тока при внешних воздействиях. Также источники тока должны иметь широкий диапазон регулирования. Это связано с тем, что в конце работы ток должен быть снижен в несколько раз по сравнению с рабочим режимом для избежания образования кратера.
Способ сварочных работ неплавящимся электродом обеспечивает формирование качественных сварных швов, поддерживает точную глубину проплава материала. Этот фактор очень важен при сварке тонких металлов с возможностью одностороннего доступа к поверхности конструкции. Данный метод широко применяется для создания неповоротных стыков труб. Такой метод называется орбитальным.
Данный метод широко применяется для создания неповоротных стыков труб. Такой метод называется орбитальным.
Горелка для аргоно дуговой сварки с плавящимся электродом
В случае комплектации горелки плавящимся электродом дуга подается между концом сварочной проволоки и самим изделием.
Достоинства данного вида:
- узкая зона термического воздействия;
- возможность влияния на качественные характеристики шва при помощи регулирования состава газа и проволоки;
- широкие возможности автоматизации процесса, что существенно повышает производительность сварочных работ.
Применяется при сваривании нержавеющих сталей и алюминия.
Аргонная сварка своими силами
Если вы приобрели сварочный инверторный или трансформаторный аппарат для аргонной сварки, то вам для полного комплекта необходимо также иметь: горелку, баллон с аргоном, редуктор и клапан газа, сварочную маску.
Основные правила, которые нужно соблюдать в процессе работы используя инертный газ — аргон.
- Если вы применяете неплавящийся электрод, то его необходимо держать как можно ближе к поверхности свариваемой конструкции, что позволяет создать минимальную дугу. Увеличение дуги приводит к уменьшению глубины проплава и повышению ширины шва, что значительно снижает качество сварных соединений.
- При аргонной сварке необходимо совершать единственное движение вдоль оси шва, не делая перпендикулярных шву перемещений. Это создает эстетичное прочное соединение, что качественно отличает эту технологию от сварки покрытыми электродами.
- Необходимо постоянно следить, чтобы электрод и присадочная проволока не выходили из защитной газовой зоны.
- Проволоку нужно подавать плавно для избежания разбрызгивания металла.
- При применении вольфрамового электрода проволоку необходимо подавать впереди горелки без поперечных колебаний. Таким образом можно обеспечить образование узкого эстетичного шва.

- Заварка кратера по окончании работ производится с понижением силы тока реостатом. Не допускается прекращать сварочный процесс обрывом дуги при отведении горелки. Это резко снижает защиту шва. Подачу газа прекращают только через 10 секунд после окончания сварочных работ. Начинают подавать газ перед сваркой за 20 секунд до начала работ.
- Перед началом работы, поверхности свариваемых элементов необходимо очистить от жира и грязи механическими и химическими методами, провести обезжиривание.
Сварка конструкций в защитной среде аргона — процесс кропотливый, не терпящий суеты и халатного отношения. Цены на работы сварщиков — аргонщиков, которые являются профессионалами в своем деле, довольно высокие. Поэтому при наличии специального оборудования и необходимости частого проведения сварочных работ вполне возможно освоить все тонкости этого процесса самостоятельно.
Аргонно-дуговая сварка (со схемой)
Статьей поделились:
РЕКЛАМА:
В любой отрасли современного стального века обязательно наличие сварочной техники. А MMAW (ручная дуговая сварка металлическим электродом), SM AW (дуговая сварка металлическим электродом) и GTAW (дуговая сварка вольфрамовым электродом) прочно зарекомендовали себя. Это связано с их гибкостью, полезностью во всех положениях и положениях и легкой доступностью расходных материалов, необходимых для различных типов сварки.
В большинстве наших отраслей сварка выполняется с использованием различных типов стержневых или покрытых электродов.
Но современные промышленники повышают свою производительность с целью борьбы с конкуренцией — как на внутреннем, так и на международном рынке — особенно когда отрасль во всем мире становится все более и более конкурентоспособной, а промышленное руководство постоянно ищет новые пути и средства для снижения затрат. и улучшить контроль качества.
и улучшить контроль качества.
ОБЪЯВЛЕНИЙ:
В сложившейся ситуации пользователи хотят модернизировать свои машины, чтобы они работали быстрее, дольше и эффективнее. И они ищут различные преимущества автоматических и полуавтоматических сварочных процессов — MIG/MAG, TIG, GTAW или дуговой сварки в среде защитного газа — которые являются наиболее модернизированными станками технологии сварки. Среди них наибольшей популярностью пользуется аргонодуговая или дуговая сварка в среде защитных газов.
Теперь рассмотрим инертные газы и их применение в сварочной технике. Инертный газ, как следует из его названия, является неактивным газом. Он используется для защиты расплавленной ванны от атмосферного воздуха во время сварки. Важными инертными газами являются гелий и аргон. Они используются с другими защитными газами.
Защитные газы можно разделить на две группы:
(1) Газы, растворимые в металлах или реагирующие с ними. Это водород, углекислый газ, азот и т. д.
д.
ОБЪЯВЛЕНИЯ:
(2) Инертный газ, такой как гелий и аргон.
Наиболее широко используются аргони углекислый газ. Аргон получают как побочный продукт при разделении воздуха для получения кислорода. Аргон поставляется в стальных баллонах под давлением 150 атмосфер. Очищенный аргон содержит 97-98% аргона, а технический аргон содержит 13-14% азота.
Удобно учитывать, что применение газов, предполагающих защиту дуги аргоном, гелием и двуокисью углерода (СО 2 ) и смесями аргона с кислородом и СО 2 , гелием, необходимо.
Аргон используется в качестве защитного газа, поскольку он химически инертен и не образует соединений. Аргон товарный чистотой около 99,996% и получен фракционной перегонкой жидкого воздуха из атмосферы. Он дешевле и поэтому используется в коммерческих целях.
ОБЪЯВЛЕНИЯ:
Аргон технической чистоты применяется для сварки металлов. Аргон с 5% водорода дает повышенную скорость сварки и проплавление при сварке нержавеющих сталей и никелевых сплавов.
Гелий можно использовать для алюминия и его сплавов и меди. Но гелий дороже аргона и из-за его меньшей плотности для обеспечения экранирования требуется больший объем, чем у аргона. Небольшое изменение длины дуги приводит к большим изменениям условий сварки.
Смесь 30 % гелия и 70 % аргона обеспечивает высокую скорость сварки. Механизированная сварка алюминия постоянным током с гелием дает глубокий провар и высокие скорости.
Автоматическая аргонно-дуговая сварка успешно применяется для сварки тонкостенных нержавеющих сталей, алюминия и его сплавов. В аргонодуговом процессе могут использоваться как нерасходуемые, так и расходуемые электроды. При использовании неплавящегося электрода дуга поддерживается между вольфрамовым электродом и «Рабочим». Вокруг электрода проецируется экран из аргона.
ОБЪЯВЛЕНИЯ:
Дуга горит между вольфрамовым электродом и заготовкой в среде инертного газа аргона, что исключает попадание атмосферы и предотвращает загрязнение электрода и расплавленного металла.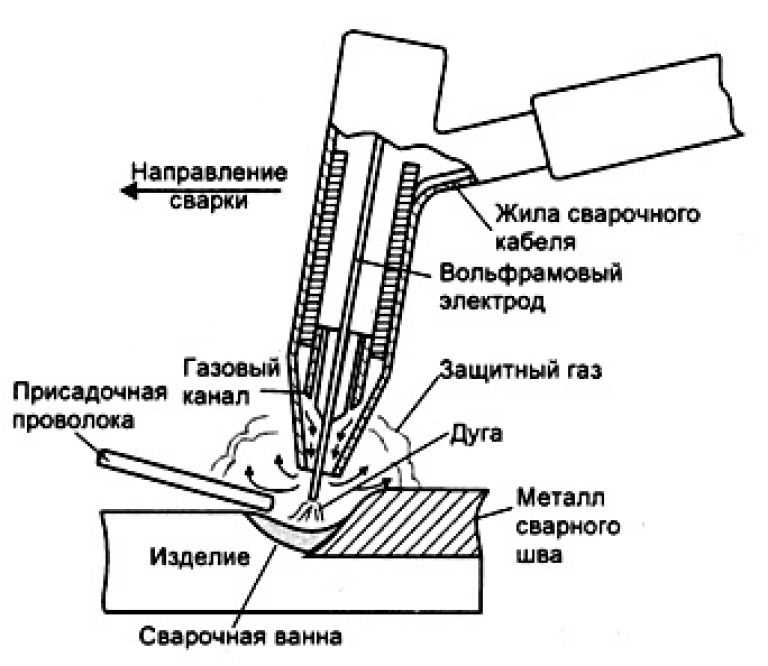 Горячая вольфрамовая дуга ионизирует атомы аргона внутри экрана, образуя газовую плазму, состоящую из почти одинакового количества свободных электронов.
Горячая вольфрамовая дуга ионизирует атомы аргона внутри экрана, образуя газовую плазму, состоящую из почти одинакового количества свободных электронов.
В отличие от электрода в ручном дуговом процессе, вольфрам не переносится на «Работу».
На рис. 14.1 показано, что источником тепла в процессе дуговой сварки в среде инертного газа является электрическая дуга между вольфрамовым электродом и основным металлом. Электрод экранируется потоком инертного газа — аргона или гелия, что устраняет необходимость добавления флюса.
Переменный ток обычно используется с вольфрамовыми электродами, а постоянный ток — с расходуемым металлическим дуговым электродом. Этот процесс применяют для сварки легких сплавов, некоторых цветных металлов, особенно алюминия, меди и их сплавов, а также нержавеющей стали.
С плавящимся электродом дуга поддерживается между металлическим электродом и «Рабочим». Сталь широко сваривается полуавтоматическим процессом с экранированной дугой C0 2 . В авиастроении аргонодуговая сварка используется в больших масштабах, несмотря на то, что это дорогостоящая сварка. Перед использованием аргон необходимо высушить, пропуская через едкий натр или силикагель.
В авиастроении аргонодуговая сварка используется в больших масштабах, несмотря на то, что это дорогостоящая сварка. Перед использованием аргон необходимо высушить, пропуская через едкий натр или силикагель.
Он успешно используется для сварки тонкой нержавеющей стали, алюминия и его сплавов, меди и его сплавов, никеля и его сплавов, титана, циркония, серебра и т. д. Дуговой процесс вольфрамовой дуги в среде защитного газа позволяет сваривать эти металлы и широкий спектр ферросплавы сваривать без использования флюса. Это большое преимущество во всех подобных сварках.
ТОП-10 цеховых заданий по дуговой сварке (со схемой)
ТОП-10 цеховых заданий по сварке трубопроводов дугой
Аргонно-дуговая сварка: вредно ли это для здоровья?
Аргонно-дуговая сварка имеет более высокую степень вредности по сравнению с электродуговой сваркой, но не является поводом для беспокойства. Уровень инфракрасного излучения, создаваемого при аргонодуговой сварке, примерно в 1-1,5 раза выше, чем при обычной дуговой сварке электродом, а генерируемое ультрафиолетовое излучение примерно в 5-20 раз больше.
Принцип работы гибки ш…
Пожалуйста, включите JavaScript
Принцип работы гибки листового металла
В замкнутом пространстве концентрация озона может достигать опасного уровня во время процесса сварки. Кроме того, образуются вредные газы, такие как двуокись углерода, окись углерода и металлическая пыль, которые могут нанести вред сварщику.
Поэтому важно соблюдать необходимые меры предосторожности во время процесса сварки, такие как использование защитного оборудования и выбор электродных материалов с низкой радиоактивностью, таких как церий-вольфрам. Кроме того, ношение масок и перчаток при заточке электродов и мытье рук после работы может помочь свести к минимуму опасность.
Вредность высокочастотного электромагнитного поля При сварке часто используется высокочастотный генератор с частотой от 200 до 500 кГц, напряжением от 2500 до 3500 вольт и напряженностью электрического поля от 140 до 190В/м. Во время зажигания дуги интенсивность создаваемого высокочастотного электромагнитного поля составляет от 60 до 110 В/м, что в несколько раз превышает гигиенический стандарт 20 В/м.
Во время зажигания дуги интенсивность создаваемого высокочастотного электромагнитного поля составляет от 60 до 110 В/м, что в несколько раз превышает гигиенический стандарт 20 В/м.
При аргонодуговой сварке неплавящимся электродом, плазменной дуговой сварке и резке высокочастотный осциллятор часто используется для возбуждения дуги, а некоторые аппараты для аргонодуговой сварки переменным током также используют его для стабилизации дуги. Организм человека поглощает часть энергии излучения и испытывает биологические эффекты, в первую очередь тепловые эффекты, под действием высокочастотного электромагнитного поля.
Интенсивность высокочастотного электромагнитного поля может варьироваться в зависимости от таких факторов, как расстояние; чем ближе генератор и колебательный контур, тем выше напряженность поля. Это также зависит от экранирования высокочастотной составляющей.
Длительное воздействие высокочастотного электромагнитного поля сварщиком может привести к дисфункции вегетативной нервной системы и неврастении, вызывая такие симптомы, как общий дискомфорт, головокружение, головная боль, утомляемость, потеря аппетита, бессонница и низкое кровяное давление.
В то время как влияние использования высокочастотного осциллятора для зажигания дуги относительно невелико из-за короткого времени, частое или постоянное использование осциллятора в качестве устройства стабилизации дуги в процессе сварки может сделать высокочастотное электромагнитное поле вредным фактор.
Радиоактивная опасностьТорий-вольфрам, используемый для аргонно-дуговой сварки, содержит от 1% до 1,2% оксида тория, который является радиоактивным элементом, испускающим α-, β- и γ-лучи. При сварке и контакте с торий-вольфрамовыми стержнями можно подвергнуться радиационному облучению.
Согласно многочисленным исследованиям, ежедневное потребление ториевых вольфрамовых стержней составляет всего от 100 до 200 мг, а результирующая доза облучения невелика и мало влияет на организм человека. Однако если сварку производить в плохо вентилируемом помещении, концентрация радиоактивных частиц в дыме может превышать гигиенические нормы. Кроме того, во время измельчения ториевых вольфрамовых стержней и в местах хранения ториевых вольфрамовых стержней концентрация радиоактивных аэрозолей и пыли может достигать или превышать гигиенические нормы.
При попадании в организм радиоактивных веществ они могут привести к хроническим радиоактивным заболеваниям и внутреннему облучению, вызывая такие симптомы, как ослабленное общее функциональное состояние, явную слабость, снижение сопротивляемости инфекционным заболеваниям, похудание и другие.
Энциклопедия:
Радиоактивные аэрозоли – это твердые или жидкие частицы, содержащие радионуклиды, взвешенные в воздухе или других газах. Они создаются дисперсионной системой, в которой твердые или жидкие радиоактивные частицы взвешены в воздухе или других газах.
Определяющей характеристикой аэрозолей является их нестабильность. Частицы размером менее 0,1 мкм перемещаются в газе за счет броуновского движения и не оседают под действием силы тяжести. Частицы размером от 1 до 10 микрон медленно оседают и остаются взвешенными в воздухе в течение продолжительных периодов времени.
Радиоактивные аэрозоли сильно ионизируют, имеют низкие концентрации и легко заряжаются в результате радиоактивного распада. Они представляют основную угрозу для облучения организма человека.
Они представляют основную угрозу для облучения организма человека.
Излучение сварочной дуги в основном состоит из видимого, инфракрасного и ультрафиолетового света. Эти типы излучения могут воздействовать на организм человека, поглощаясь его тканями, что приводит к термическому, фотохимическому или ионизационному повреждению.
Яркость видимого света примерно в 10 000 раз сильнее, чем обычно воспринимается невооруженным глазом. Когда глаза подвергаются воздействию излучения видимого света, это может вызвать боль, помутнение зрения и временную потерю трудоспособности, обычно называемую «ослеплением».
Вред инфракрасного излучения для организма человека в первую очередь связан с его тепловым воздействием на ткани. В процессе сварки глаза подвергаются сильному инфракрасному излучению, которое может вызвать немедленную жгучую боль и иллюзию вспышки. Длительное воздействие может привести к инфракрасной катаракте, потере зрения и даже слепоте в тяжелых случаях.
Ультрафиолетовое излучение (УФ), также известное как ультрафиолетовый свет, относится к электромагнитным волнам с длиной волны в диапазоне 100–400 нм. В то время как умеренное количество ультрафиолетового излучения может оказывать положительное воздействие на организм человека, чрезмерное воздействие, например, при сварке, может иметь неблагоприятные последствия.
Вред ультрафиолетового излучения для организма человека в основном обусловлен его фотохимическим действием, вызывающим поражение кожи и глаз. Длительное воздействие на кожу сильного ультрафиолетового излучения может вызвать дерматит, диффузную эритему, волдыри, жжение и зуд. В тяжелых случаях он также может вызывать системные симптомы, такие как головные боли, головокружение, утомляемость, нервное возбуждение, лихорадка и бессонница.
Чрезмерное воздействие на глаза ультрафиолетового излучения может вызвать острый роговичный и конъюнктивит, также известный как электрооптическая офтальмия. Его симптомы включают светобоязнь, чрезмерное слезотечение, ощущение инородного тела, покалывание, отек век, спазм, головную боль и нечеткость зрения.
Во время сварки образуется значительное количество металлической сварочной пыли. Этот металлический порошок имеет небольшой диаметр, что позволяет легко вдыхать его в легкие. Из-за небольшого размера его трудно удалить из организма, что приводит к поражениям.
Интенсивность сварочного тока напрямую зависит от концентрации пыли, чем выше интенсивность, тем выше концентрация пыли.
Без надлежащих мер по обеспыливанию длительное воздействие высоких концентраций сварочной пыли может привести к профессиональным заболеваниям, таким как пневмокониоз сварщика, отравление марганцем и нагрев металла.
Репродуктивная токсичность
За последнее десятилетие как внутри страны, так и за рубежом были проведены различные исследования репродуктивной токсичности электросварки. Эти исследования в основном сосредоточены на качестве спермы работающих мужчин, репродуктивных результатах работающих женщин и основных механизмах повреждения.
Результаты показывают, что женщины-сварщики чаще сталкиваются с увеличением менструального цикла, укорочением цикла, удлинением менструального цикла, усилением лейкореи, самопроизвольным абортом, преждевременными родами и дисменореей по сравнению с контрольной группой.
У рабочих-мужчин с отравлением марганцем была обнаружена однородная серо-белая сперма с нормальным значением рН и более длительным средним временем разжижения по сравнению с контрольной группой. Также было обнаружено, что у этих рабочих был более низкий средний объем эякуляции, общее количество сперматозоидов, выживаемость сперматозоидов и скорость подвижных сперматозоидов, а также значительно более высокий уровень деформации сперматозоидов по сравнению с контрольной группой.
Считается, что марганец может негативно воздействовать на сперматогенез рабочих мужчин, оказывая прямое токсическое воздействие на развитие сперматозоидов, что приводит к изменению качества мужской спермы.
Исследования, проведенные за рубежом, также показали, что изменения секреции половых гормонов и снижение качества спермы не влияют на соотношение полов потомства.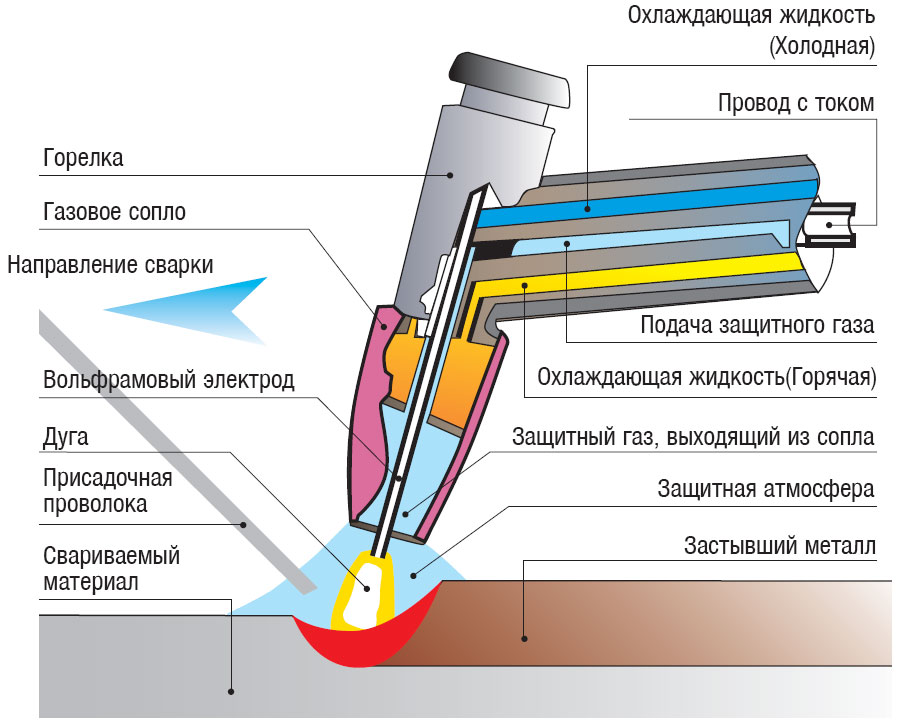
Во время сварки высокая температура и сильное ультрафиолетовое излучение сварочной дуги могут привести к образованию вредных газов вокруг дуги. Эти газы включают озон, оксиды азота, монооксид углерода и фтористый водород.
Озон — ядовитый газ светло-голубого цвета, который может вызывать раздражение. В высоких концентрациях имеет рыбный запах и слегка кисловатый вкус. Основной вред озона для организма человека заключается в его сильном раздражении дыхательной системы и легких, вызывающем такие симптомы, как кашель, стеснение в груди, потеря аппетита, утомляемость, головокружение, системные боли, а в тяжелых случаях — бронхит и отек легких.
Оксиды азота также являются раздражающими токсичными газами, при этом диоксид азота имеет красновато-коричневый цвет и отчетливый запах. Вред для организма человека исходит от его стимулирующего действия на легочную ткань, вызывающего образование азотной кислоты и нитритов после попадания в дыхательные пути.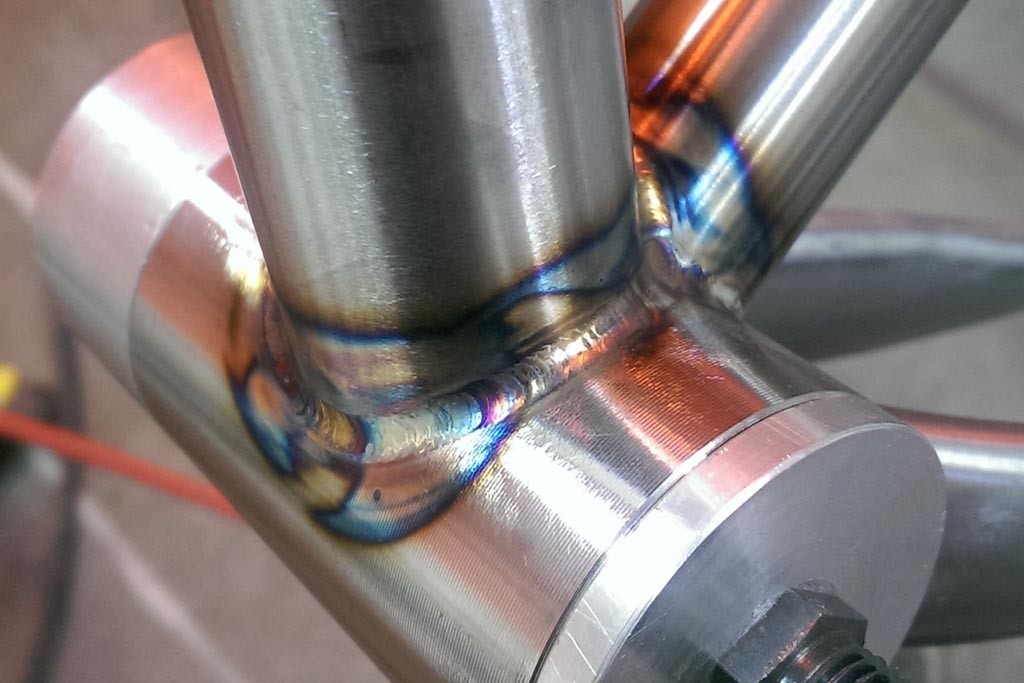 Это сильное раздражение и коррозия легочной ткани может привести к отравлению.
Это сильное раздражение и коррозия легочной ткани может привести к отравлению.
Симптомы хронического отравления включают неврастению, такую как бессонница, головные боли, потеря аппетита и потеря веса. Высокие концентрации оксидов азота могут вызывать острое отравление, при легкой токсичности — остром бронхите, при тяжелом отравлении — сильном кашле, одышке, коллапсе, слабости и других симптомах. Воздействие оксидов азота на организм человека обратимо и со временем уменьшается.
При сварке ВИГ, если не принять надлежащих мер вентиляции, концентрация оксидов азота может превышать гигиенические нормы более чем в десять-двадцать раз. Гигиенический норматив оксидов азота в Китае составляет 5 мг/м 3 . В процессе сварки озон и оксиды азота часто присутствуют вместе, что делает их более токсичными. Токсичность этих двух газов вместе взятых обычно в 15-20 раз выше, чем у одного газа.
Защитные меры(1) Меры по вентиляции
На участке аргонно-дуговой сварки должна быть предусмотрена надлежащая система вентиляции для удаления вредных газов и дыма.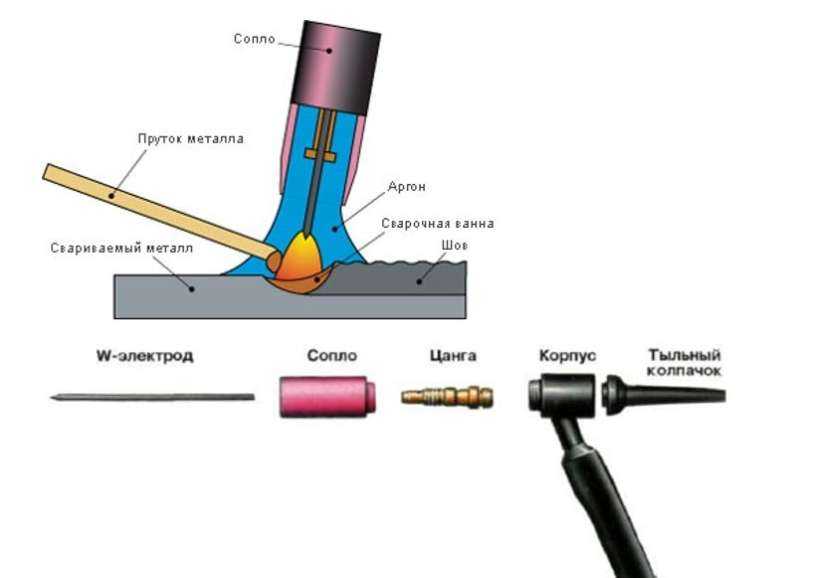
В дополнение к общей вентиляции помещения, несколько осевых вентиляторов могут быть установлены на сварочных участках с высокой рабочей нагрузкой, где сосредоточены сварочные машины для внешней вытяжки.
Для удаления вредных газов вблизи дуги также могут быть приняты меры местной вентиляции, такие как вытяжной колпак для открытой дуги, сварочный пистолет для дымоудаления, переносной небольшой вентилятор и т. д.
(2) Меры радиационной защиты
По возможности рекомендуется использовать цериево-вольфрамовые электроды с очень низкой дозой облучения.
При шлифовании ториевольфрамовых электродов и цериево-вольфрамовых электродов следует использовать герметичный или вакуумный шлифовальный круг.
Операторы должны носить средства индивидуальной защиты, такие как маски и перчатки, и мыть руки и лицо после работы с электродами.
Ториево-вольфрамовые электроды и цериево-вольфрамовые электроды следует хранить в алюминиевом контейнере.
(3) Меры по защите от высокочастотных помех
Для уменьшения и смягчения воздействия высокочастотных электромагнитных полей необходимо принять следующие меры:
- Заготовка должна быть должным образом заземлена, а кабель сварочной горелки и заземляющий провод должен быть экранирован металлической оплеткой.
- Частота должна быть отрегулирована соответствующим образом.
- Избегайте использования высокочастотных генераторов в качестве устройства стабилизации дуги, чтобы свести к минимуму время высокочастотного электрического воздействия.
(4) Прочие средства индивидуальной защиты
Во время аргонно-дуговой сварки из-за сильного воздействия озона и ультрафиолетового излучения рекомендуется носить рабочую одежду из материалов, отличных от хлопка, например из кислотостойкого твида или шелк тусса.
В ситуациях, когда сварка происходит в замкнутом пространстве и местная вентиляция не может быть использована, следует использовать средства индивидуальной защиты, такие как каска для подачи воздуха, маска для подачи воздуха или противогаз.