TIG сварка — что это такое, преимущества и недостатки ручной дуговой сварки
Вернуться назад
TIG сварка — популярный вид ручной дуговой сварки. Его сущность раскрывается в расшифровке аббревиатуры: TIG — Tungsten Inert Gas. Перевод названия говорит о том, что в технологии применяются вольфрамовый электрод и инертный газ. Сварное соединение происходит за счет расплавления металлических заготовок под воздействием электрической дуги.
Содержание
-
Газ для TIG сварки
-
Электрод для TIG сварки
-
TIG сварка с присадочным материалом и без
-
Горелка для TIG сварки
-
Обзор популярных моделей аппаратов для TIG сварки
-
Способы поджига дуги
-
Аргонодуговая сварка TIG: ее плюсы и минусы
Газ для TIG сварки
Вы можете встретить, что технологию называют «аргонодуговая» или «аргоновая сварка TIG». И это неслучайно. Название метода связано с большой популярностью аргона для сварки — именно его чаще всего используют в работе. Причин несколько:
И это неслучайно. Название метода связано с большой популярностью аргона для сварки — именно его чаще всего используют в работе. Причин несколько:
-
Аргон дешевле;
-
Экономичнее расходуется;
-
С ним легче управлять рабочим процессом;
-
Именно аргонодуговая сварка TIG лучше справляется с соединением тонких заготовок.
Однако не стоит забывать, что применяется и другой инертный газ — гелий, а также смеси аргона и гелия. Они химически неактивные, а значит, не вступают в реакцию с металлом и никак не влияют на химический состав сварного соединения. Газовая среда выполняет защитную функцию, оберегая сварочную ванну от контакта с окружающей средой: кислородом, азотом и влагой, содержащейся в воздухе. Такая изоляция нужна, чтобы получить качественный шов без дефектов.
Электрод для TIG сварки
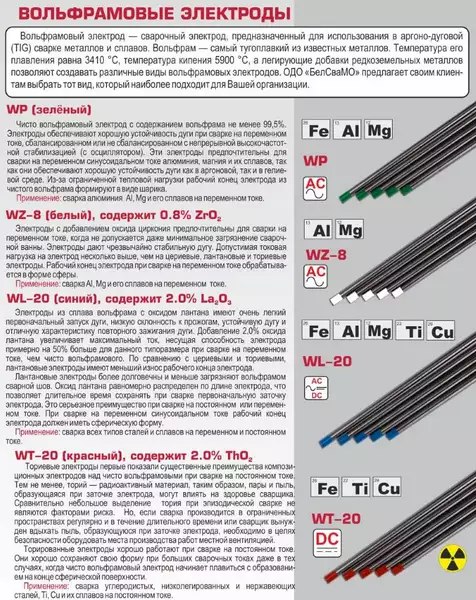
TIG сварка предполагает применение вольфрамового электрода, который изготовлен из самого тугоплавкого металла.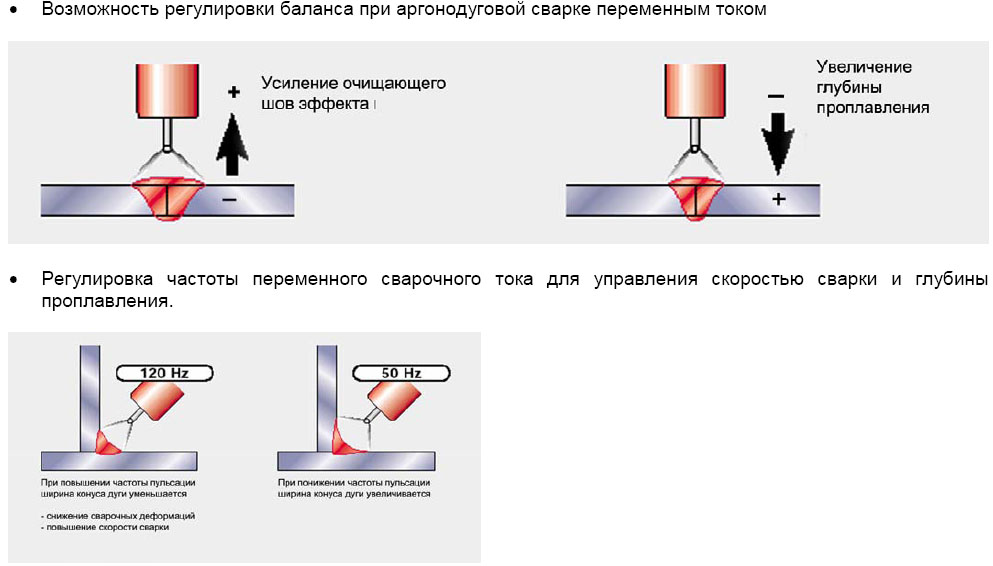 Чтобы его расплавить, потребуется температура выше 3410 °C. Насколько бы не были прочными вольфрамовые электроды, они все же могут начать деформироваться, если в процессе сварки накалятся до температуры, превышающей допустимую. Именно по этой причине аргоновая сварка TIG на постоянном токе осуществляется только на прямой полярности: когда на электрод подается «минус». В этом случае большее тепловложение направлено на заготовки, а электрод нагревается меньше. Альтернативный вариант — это TIG сварка на переменном токе, при которой полярность постоянно меняется, и соответственно электрод не успевает перегреться. Такой вариант применяется для сварки алюминия.
Чтобы его расплавить, потребуется температура выше 3410 °C. Насколько бы не были прочными вольфрамовые электроды, они все же могут начать деформироваться, если в процессе сварки накалятся до температуры, превышающей допустимую. Именно по этой причине аргоновая сварка TIG на постоянном токе осуществляется только на прямой полярности: когда на электрод подается «минус». В этом случае большее тепловложение направлено на заготовки, а электрод нагревается меньше. Альтернативный вариант — это TIG сварка на переменном токе, при которой полярность постоянно меняется, и соответственно электрод не успевает перегреться. Такой вариант применяется для сварки алюминия.
Электроды подразделяются на разные виды, в зависимости от редкоземельных элементов, включенных в состав. Различают их по цветовому и буквенному обозначению:
-
Зеленый (WP) — чистый вольфрам
-
Темно-синий (WY-20) — с иттрием
-
Красный (WT-20) — с торием
-
Серый (WC-20) — с церием
-
Белый (WZ-8) — с цирконием
-
Синий/голубой (WL-20) — с лантаном
-
Золотой (WL-15) — с лантаном
-
Фиолетовый/лиловый (WG-La-15) — с лантаном, цирконием, иттрием
Полезный лайфхак: существуют универсальные электроды, которые подходят для любого металла и любого тока. Вот эти помощники-универсалы:
Вот эти помощники-универсалы:
-
WL-15
-
WL-20
-
WG-La-15
Кроме того, что электрод выступает проводником электрического тока и инструментом возбуждения дуги, он также выполняет ответственную функцию удержания дуги, пока длится TIG сварка. Чтобы дуга была стабильной, а шов получался ровным, необходимо уделить внимание заточке электрода. Наконечник может быть в виде конуса, сферическим, а также в виде конуса с закругленным кончиком (что-то среднее между первым и вторым вариантом).
Форма наконечника подбирается в соответствии с тем, какой вид электрода мы применяем и какие металлы нам предстоит сваривать. Электроды с маркировкой WP и WL затачиваются до сферической формы; модели WT — до закругленного конуса; все остальные — до конуса. Чрезвычайно важно придать кончику электрода необходимую форму, так как от этого зависит «поведение» сварочной дуги.
TIG сварка с присадочным материалом и без
В технологическом процессе могут участвовать присадочные прутки. Они нужны, когда требуется усилить шов или произвести тавровое соединение с заданным катетом. Благодаря присадочной проволоке можно добавить в сварное соединение необходимые элементы, которые улучшат механические свойства шва, сделают его более прочным и долговечным. Шов будет иметь характерный рельефный (чешуйчатый) валик.
Как выглядит процесс: в одной руке у сварщика — горелка, которую он держит под определенным углом и перемещает вдоль линии соединения заготовок, в другой руке — пруток, который он направляет в зону сварки. Движения должны быть точными и плавными — от этого зависит «рисунок» чешуи шва.
Бюджетные варианты присадочных прутков для бытового применения представлены в линейке Golden Bridge и SELLER. Крупные производственные предприятия чаще выбирают материалы из более дорогих сегментов, например, продукцию брендов ESAB и Alfa Global.
При соединении тонколистовых деталей аргоновая сварка TIG может прекрасно обходиться и без использования присадочной проволоки, когда не требуется дополнительное усиление шва.
Горелка для TIG сварки
Горелку подбирают в зависимости от величины тока, на котором будут варить. Еще один критерий выбора — вес. Все-таки сварщикам приходится держать инструмент в руках в течение длительного времени, и будет плюсом, если горелка удобная и легкая, как, например, модель TIG TP 17 SNAKE.
Бюджетный вариант вентильной горелки — модель TECH TS 17 V от бренда Сварог. Она имеет воздушное охлаждение и подходит для работы с током до 140 ампер. Для более сложных задач можно рассмотреть кнопочную горелку с водяным (более мощным) охлаждением — КЕДР TIG-500 EXPERT. Это устройство предназначено для сварки на токе до 550 А. В средней ценовой категории можно обратить внимание на модель TECH TS 18 с кнопкой. Горелка работает на токе до 320 А.
Не стоит забывать про регулярную замену расходных частей горелки, таких как сопло, цанга, держатель цанги, газовая линза.
Обзор популярных моделей аппаратов для TIG сварки
Оборудование — важная составляющая успешной работы. В случае с методом TIG для работы подойдут не только специализированные сварочные аппараты, но и устройства для сварки MMA — в этом случае возбуждение дуги будет осуществляться касанием электрода поверхности изделия.
Популярным вариантом для небольших ремонтных и производственных мастерских является инверторный аппарат КЕДР UltraTIG-200, работающий на постоянном токе. Он компактный и удобный в эксплуатации, выдает сварочный ток до 200 ампер. Схожими возможностями обладает аппарат СВАРОГ REAL TIG 200
Для более сложных промышленных задач подойдет модель КЕДР UltraTIG-200P AC/DC. Она обеспечивает сварку как на переменном, так и на постоянном токе. Еще один востребованный профессиональный аппарат — Cebora WIN TIG DC 180M. В нем собраны все необходимые функции для качественной работы.
Способы поджига дуги
-
Возбуждение дуги касанием. Кратковременного касания заготовки электродом достаточно, чтобы возникла сварочная дуга. Для этого способа может применяться аппарат как для MMA, так и для TIG сварки.
-
Высокочастотный поджиг. В отличие от первого варианта, высокочастотный поджиг (HF) происходит бесконтактно: электрод близко подносится к заготовке, но не касается ее. Для поджига нужно всего лишь навести горелку на заготовку и нажать кнопку на ней. Это более совершенный вариант возбуждения дуги.
Аргонодуговая сварка TIG: ее плюсы и минусы
Плюсы
-
Качество и эстетика шва;
-
Возможность соединения тонких заготовок;
-
Работа со всеми видами металлов;
-
Отсутствие брызг и шлака;
-
Доступность работы во всех пространственных положениях.

Минусы
-
Сниженная производительность;
-
Риск получения нестабильной дуги из-за ветра и осадков;
-
Высокие требования к квалификации сварщика.
TIG сварка справляется с большим спектром задач, ее главное преимущество заключается в том, что при умелом обращении с оборудованием вы получите красивый и качественный шов. Однако сам рабочий процесс не самый простой и требует больше времени, чем, например, полуавтоматическая сварка.
Узнавайте о новых статьях первыми! Подпишитесь на рассылку!
Галерея
Товары из нашего каталога
Горелка TIG TP 17 SNAKE (ОКС 35-50, б/р, 2PIN) 4м SNK1701-04
В наличии
Аргонодуговой аппарат Cebora WIN TIG DC 180M
Под заказ
Установка аргонодуговой сварки КЕДР ULTRATIG-200P AC/DC(220В,10-200А)(с возможностью подключ педали)
В наличии
Горелка аргоновая КЕДР TIG-500 EXPERT, MultiTIG, 1 кн. , 3,6 м
, 3,6 м
Под заказ
Вольфрамовый электрод WG-La 15 d.1.6x175mm (фиолетовый)
В наличии
Вольфрамовый электрод WL-15 d.1.6x175mm (золотой)
В наличии
Вольфрамовый электрод WL-20 d.1,6x175mm (синий)
В наличии
Установка аргонодуговой сварки КЕДР MultiTIG-2000P DC (220В, с горелкой)
В наличии
Установка аргонодуговой сварки КЕДР UltraTIG-200 (220В, 10-200А)
В наличии
Горелка TECH TS 17 V (M12×1), 4 м, ION9906
Под заказ
Горелка TECH TS 18 (ОКС+б/р, 2 пин), 8 м, IOB6367
В наличии
Аппарат для аргонодуговой сварки СВАРОГ REAL TIG 200 (W223)
Под заказ
Вам может быть интересно
Основные методы сварки: ММА, MIG/MAG, TIG
Содержание
- Технологии сварки: обозначения и главные принципы
- Виды сварочного оборудования
- Какой аппарат выбрать для сварки
Наиболее распространенные методы сварки, использующиеся в бытовых и профессиональных целях — ММА, MIG/MAG и TIG. Они актуальны практически во всех отраслях промышленности от небольших мастерских до крупных предприятий, но отличаются:
Они актуальны практически во всех отраслях промышленности от небольших мастерских до крупных предприятий, но отличаются:
- областями применения;
- техникой выполнения;
- производительностью;
- эксплуатационными затратами;
- требованиями к сварочным устройствам.
Мы рассмотрим классификацию и особенности основных видов сварки, виды сварочных аппаратов и ключевые правила их выбора.
Технологии сварки: обозначения и главные принципы
Единой системы обозначения методов сварки плавлением нет. Можно использовать полные названия, английские или русские аббревиатуры.
Сварка ММА
Ручная электродуговая сварка плавящимися или покрытыми электродами ММА — самый распространенный метод дуговой сварки с относительно невысокой производительностью. Электрическая дуга горит между сварочной ванной и электродом. Защитный газ для внешней защиты не используют. От воздуха сварочную ванну и капли расплавленного металла защищает газ и шлак от обмазки электрода.
Сварку ММА в основном применяют для сталей:
- нелегированных и низколегированных;
- жаростойких и высокопрочных высоколегированных;
- нержавеющих никелевых и хромоникелевых сплавов.
Минимальная толщина листа — 1,5-2 мм. Существует множество типов электродов, различающихся химическим составом и толщиной обмазки. Покрытие определяет сварочные характеристики — стабильность дуги, переход металла, а также прочность и вязкость сварочного шва.
Сварка MIG/MAG
Сварка проволокой в среде инертного или активного газа MIG/MAG — технология, пользующаяся популярностью в промышленности. Дуга горит между проволокой и свариваемыми деталями. Сварочная ванна защищена аргоном, гелием, азотом, углекислотой или газовой смесью.
Производительную сварку MIG/MAG используют для:
- углеродистых и низколегированных сталей;
- высоколегированных и никелевых сплавов;
- сплавов на основе алюминия и меди.
Широкий ассортимент проволоки позволяет подобрать её с учетом состава основного металла.
Сварка TIG
Аргонодуговая сварка неплавящимся электродом TIG — один из видов ручной дуговой сварки. Дуга горит между вольфрамовым электродом и свариваемой заготовкой. Металл и электрод защищены от воздействия атмосферы инертным газом, как правило аргоном, но может применяться и гелий.
Сварка TIG универсальна. Её используют для любых металлов, но чаще всего для сваривания:
- корневых швов и труб малых диаметров из нелегированных и низколегированных сталей;
- высоколегированных аустенитных хромоникелевых сталей;
- алюминия и алюминиевых сплавов.
Минимальная толщина стали — 0,3 мм, алюминия — 0,5 мм. Помимо электродов из чистого вольфрама, существуют и такие, к которым добавлено 0,5-4% оксида тория, циркония, лантана или церия.
Виды сварочного оборудования
Для ММА, MIG/MAG и TIG используют разные типы сварочных аппаратов от простейших трансформаторов и выпрямителей до инверторов. Они позволяют сваривать только одним методом или на разных режимах, отличаются принципом работы, техническими характеристиками и функционалом.
Инверторы для ММА
Ручную сварку ММА выполняют с помощью инверторных сварочных аппаратов, имеющих высокую мощность при небольшом весе. Они отлично подходят для бытовых задач, сварки вне помещений и в труднодоступных местах. Процесс не требует защитного газа, а значит и баллонов.
Современные инверторные аппараты для ММА выдают постоянный и переменный ток с синусообразными и прямоугольными импульсами, и предлагают облегчающие сварку функции. Они позволяют регулировать форсаж (жесткость) дуги, упростить её зажигание и предотвратить прилипание электрода.
Полуавтоматы для MIG/MAG
Аппараты для MIG/MAG состоят из инверторного источника питания (реже выпрямителя), устройств управления и подачи проволоки с пакетом шлангов и горелкой. Существуют компактные мобильные полуавтоматы в моноблочном исполнении для легких и средних режимов работы и модели с выносным механизмом подачи проволоки для производств.
В качестве расходных материалов используют сплошную и порошковую газозащитную и самозащитную проволоку (условное обозначение полуавтоматической сварки порошковой проволокой — FCAW).
В отличие от ручной сварки, где на инверторе регулируется только сила тока, а напряжение дуги определяет ее длина, поддерживаемая сварщиком, на полуавтоматах для MIG/MAG напряжение выбирают путем настройки. Современные модели поддерживают упрощенное синергетическое управление, когда параметры выбираются одной кнопкой или сохраняются в памяти аппарата.
Аппараты для TIG
Сварочные аппараты для TIG включают в себя инверторный источник питания с устройством управления для регулировки рабочего тока и пакетом шлангов для горелки. Для облегчения сварки используют дополнительные функции: настройки времени спада и нарастания тока, 2T/4T, контактное зажигание LiftArc.
Современные инверторы позволяют настраивать импульсную частоту в широком диапазоне и сваривать на микроимпульсном режиме для контроля тепловложения, что важно для тонколистовой стали.
Какой аппарат выбрать для сварки
Для бытовых задач дома, на даче, в личном гараже подходят инверторы для ММА.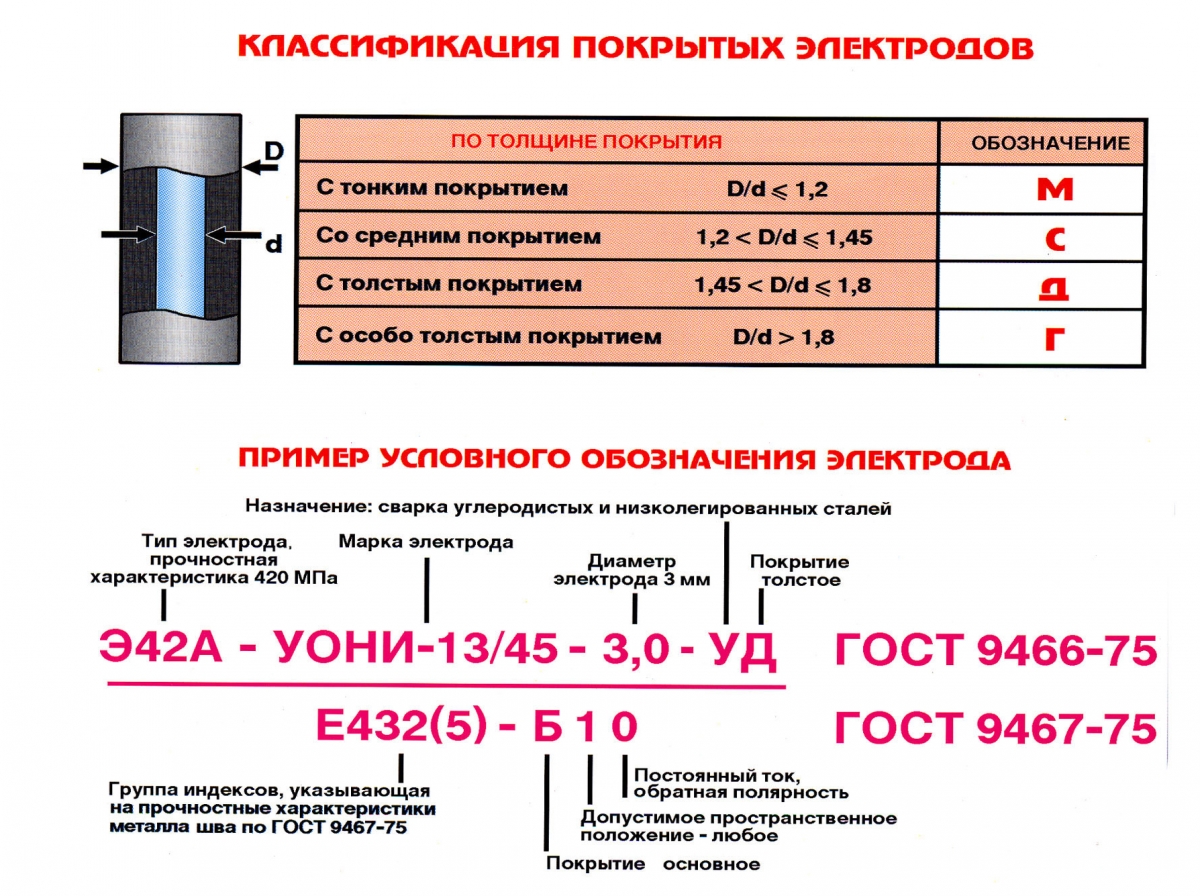 Для коммерческого использования и профессиональных целей — полуавтоматы. Когда требуются чистые швы и высокое качество сварки без брызг и деформаций тонких листов, отдают предпочтение аппаратам для TIG.
Для коммерческого использования и профессиональных целей — полуавтоматы. Когда требуются чистые швы и высокое качество сварки без брызг и деформаций тонких листов, отдают предпочтение аппаратам для TIG.
При выборе сварочного инвертора нужно обращать внимание на характеристики, габариты и функционал, который станет хорошей помощью. Основные критерии:
- Размеры и вес. Для работы вне помещений — для подработки с выездом, на строительных площадках, выбирайте компактные модели, которые можно без особых усилий переносить на место сварки.
- Условия подключения. Аппараты, подключающиеся к однофазной сети менее мощные, но более универсальные — в отличие от трехфазной сети, однофазная есть практически везде.
- Максимальный сварочный ток. Для бытовых задач достаточно инвертора, работающего на токах до 200 А, для профессиональных подбирайте модели со сварочным током не менее 250 А.
- ПВ. Чем выше продолжительность включения, тем дольше вы сможете работать без перерыва — для бытовых и полупрофессиональных задач подойдут модели с ПВ 30-60%, профессионального ремонта, изготовления металлоконструкций — с ПВ от 60%.

Многофункциональные аппараты, поддерживающие несколько методов сварки, хороши для профессионального применения. Режим TIG, часто реализуемый в бытовых инверторах, обрезан.
Сварка MIG и TIG (в чем разница между ними?)
Сварка МИГ и ВИГ являются распространенными видами сварки, имеющими ряд общих черт, поскольку в обоих случаях используется электрическая дуга и защитный газ. Однако между этими двумя процессами есть ряд различий, в том числе в отношении сварочных электродов, используемых для создания дуги. MIG использует сплошную проволоку, которая подается в зону сварки с помощью машины, в то время как TIG использует неплавящийся электрод и ручной присадочный стержень для формирования сварного шва.
Эти различия означают, что процессы сварки MIG и TIG имеют свои преимущества и недостатки и предпочтительные области применения. Чтобы лучше понять это, мы сначала исследуем два процесса…
Содержание
Щелкните ссылки ниже, чтобы перейти к разделу руководства:
- Процесс MIG
- TIG-процесс
- Преимущества и недостатки Сравнение
- MIG и TIG
- приложений
- Ключевые отличия
- Часто задаваемые вопросы
- Заключение
Сварка металлов в среде инертного газа (MIG) также известна как дуговая сварка металлическим газом (GMAW). Он использует полуавтоматическую или полностью автоматическую дугу для создания сварного шва с расходуемым проволочным электродом в качестве присадочного материала и защитным газом для защиты сварного шва, улучшения провара и уменьшения пористости сварного шва.
Он использует полуавтоматическую или полностью автоматическую дугу для создания сварного шва с расходуемым проволочным электродом в качестве присадочного материала и защитным газом для защиты сварного шва, улучшения провара и уменьшения пористости сварного шва.
Электрод и защитный газ подаются через сварочный пистолет (или горелку). Защитный газ обычно представляет собой смесь 75 % аргона и 25 % CO 9 .0035 2 , хотя другие смеси также используются в зависимости от свариваемых материалов и других переменных.
Также используется непрерывный расходуемый проволочный электрод и защитный газ, которые подаются через провод к сварочному пистолету (иногда называемому горелкой). Состав и диаметр проволочного электрода также различаются в зависимости от типа соединяемого металла, толщины детали и конфигурации соединения. Скорость, с которой электрод подается в сварной шов, определяется настройками скорости подачи проволоки (WFS), которая должна обеспечить достаточное количество металла шва для соединения.
Сварка вольфрамовым электродом в среде инертного газа (TIG) также известна как дуговая сварка вольфрамовым электродом (GTAW). Как и в случае MIG, в этом процессе сварки также используется дуга, но, в отличие от MIG, электрод представляет собой неплавящийся вольфрамовый электрод, который используется вместе с отдельным расходуемым присадочным материалом. Этот присадочный материал обычно представляет собой стержень, который вручную подается в сварочную ванну, а это означает, что при сварке TIG используются обе руки — одна для вольфрамового электрода, а другая для присадочного стержня.
Состав и размер присадочного стержня варьируется в зависимости от выполняемого сварного шва. При сварке TIG также используется защитный газ, хотя обычно это 100% аргон в виде CO 9 .0035 2 при использовании с MIG способствует образованию оксида вольфрама, который может привести к преждевременному износу электрода и загрязнению сварного шва.
При сварке TIG также используется ножная педаль, позволяющая сварщику контролировать силу тока, регулировать температуру во время сварки и точно контролировать количество тепла, подводимого к металлу.
MIG Преимущества и недостатки
MIG или сварка в среде инертного газа, как правило, используется для соединения больших и толстых материалов с использованием расходуемой проволоки, которая одновременно является электродом и присадочным материалом.
Сварка MIG выполняется быстрее, чем сварка TIG, что сокращает время производства сварных швов и, следовательно, снижает затраты. Сварке MIG также легче научиться, что упрощает выполнение сварных швов, которые практически не требуют очистки и отделки.
Однако сварные швы MIG не такие точные, прочные или эстетически привлекательные, как сварщики, сваренные методом TIG.
TIG Преимущества и недостатки
TIG, или сварка вольфрамовым электродом в среде инертного газа, представляет собой универсальный метод, позволяющий соединять широкий спектр небольших и тонких материалов с использованием нерасходуемого вольфрамового электрода вместе с опциональным отдельным присадочным стержнем.
Сварка ВИГ медленнее, чем сварка МИГ, что увеличивает время производства и, следовательно, приводит к увеличению затрат. Сварке TIG также сложнее научиться, и для обеспечения правильной точности сварки требуются опытные специалисты.
Сварке TIG также сложнее научиться, и для обеспечения правильной точности сварки требуются опытные специалисты.
Однако, поскольку сварка TIG обеспечивает больший контроль над процессом сварки, сварка TIG получается прочнее, точнее и эстетичнее, чем сварка MIG.
Пособие | МИГ | ТИГ |
Скорость сварки | √ | х |
Затраты на сварку | √ | х |
Простота сварки | √ | х |
Прочность сварных швов | х | √ |
Точность сварки | х | √ |
Эстетика сварных швов | х | √ |
Толстые материалы | √ | х |
Тонкие материалы | х | √ |
Применение MIG
Поскольку сварка MIG проста в освоении, относительно проста в выполнении и позволяет соединять такие материалы, как алюминий, низкоуглеродистая сталь и нержавеющая сталь, она подходит для целого ряда применений.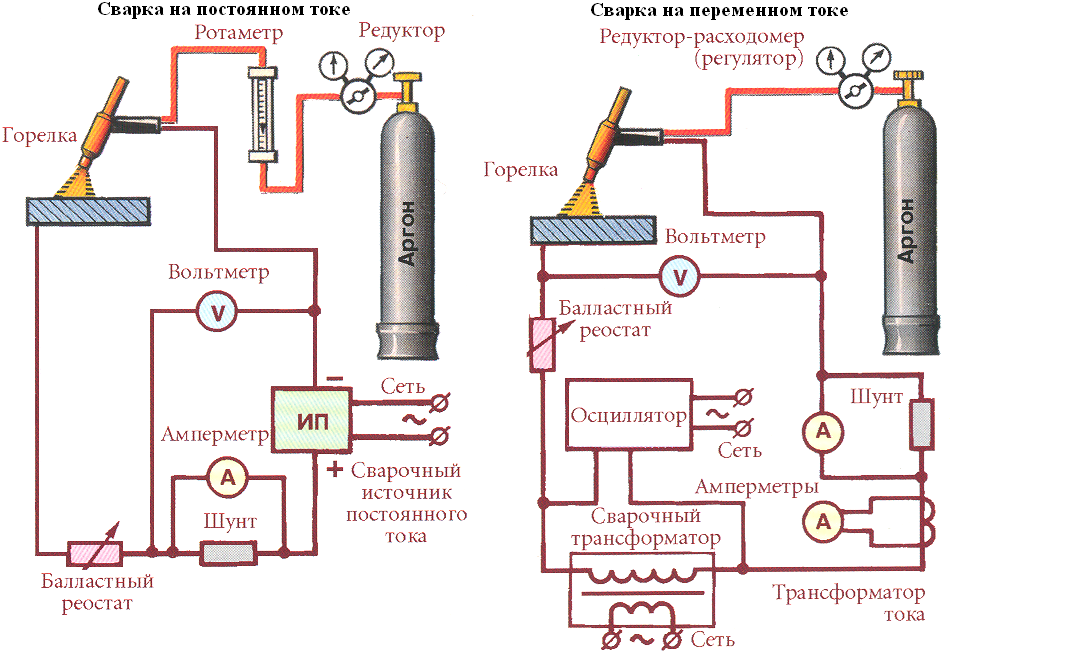
MIG особенно эффективен для более толстых металлов и обычно используется там, где эстетика сварного шва не является приоритетом.
Применение TIG
Сварке TIG сложнее научиться, но она дает более точные результаты, чем сварка MIG. TIG также лучше подходит для соединения более тонких материалов и может использоваться для сварки алюминия, меди, стали, титана и других материалов.
Таким образом, сварка TIG широко используется в тех случаях, когда требуется точность, например, в аэрокосмической отрасли, автоспорте, промышленных конструкциях, производстве производственных линий и т. д.
Мы уже упоминали некоторые различия между процессами сварки MIG и TIG.
МИГ обычно считается более простым в освоении и использовании, а также более быстрым и лучшим для сварки толстых материалов. Тем не менее, сварка TIG обеспечивает больший контроль и точность, лучше подходит для более тонких материалов и обеспечивает более аккуратные сварные швы с минимальной требуемой отделкой.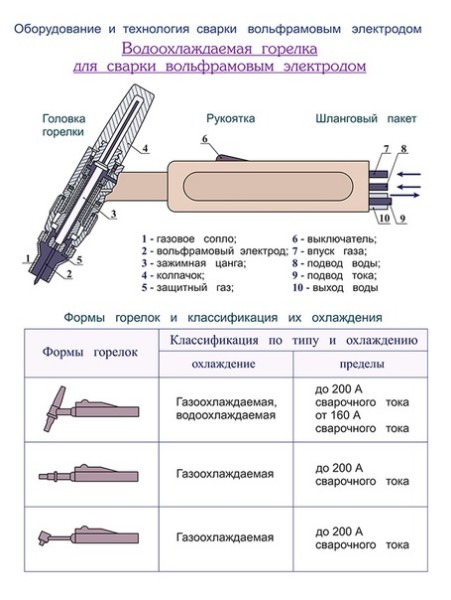
Помимо этих общих различий, существует ряд ключевых отличий, которые можно разделить на категории в соответствии с различными свойствами, стоимостью, простотой обучения и т. д.:
1. Прочность сварного шва
Сварные соединения методом ВИГ обычно прочнее сварных сваркой МИГ. Это связано с тем, что узкая сфокусированная дуга, создаваемая сварщиками TIG, обеспечивает лучшее проникновение в металл. Кроме того, сварные валики TIG при правильном нанесении содержат мало отверстий и других дефектов, которые могут ослабить сварной шов. Несмотря на это обобщение, сварка MIG по-прежнему позволяет получать прочные сварные швы с хорошим проплавлением за счет шлифовки или вырезания V-образной канавки в соединении перед началом сварки для увеличения провара. Хорошая скорость перемещения и правильное расположение горелки также улучшают прочность сварных швов MIG.
2. Скорость сварки
Сварочные аппараты MIG обычно обеспечивают более высокую скорость сварки в производственных условиях. Это связано с тем, что сварочные аппараты MIG с воздушным охлаждением автоматически подают присадочный материал в сварочную ванну и имеют более круглую и широкую дугу, которая лучше рассеивает тепло. Это позволяет сварщикам перемещать сварочную ванну быстрее и выполнять более длительные проходы без перегрева. Сварщики TIG, напротив, не могут перемещать сварочную ванну так же быстро или подавать достаточное количество присадочной проволоки, чтобы конкурировать со скоростью сварки MIG. Кроме того, горелки с воздушным охлаждением, используемые при сварке TIG, сильно нагреваются при длительных сварочных работах, что означает необходимость их охлаждения или замены на более дорогие горелки с водяным охлаждением.
Это связано с тем, что сварочные аппараты MIG с воздушным охлаждением автоматически подают присадочный материал в сварочную ванну и имеют более круглую и широкую дугу, которая лучше рассеивает тепло. Это позволяет сварщикам перемещать сварочную ванну быстрее и выполнять более длительные проходы без перегрева. Сварщики TIG, напротив, не могут перемещать сварочную ванну так же быстро или подавать достаточное количество присадочной проволоки, чтобы конкурировать со скоростью сварки MIG. Кроме того, горелки с воздушным охлаждением, используемые при сварке TIG, сильно нагреваются при длительных сварочных работах, что означает необходимость их охлаждения или замены на более дорогие горелки с водяным охлаждением.
3. Защитный газ
При сварке MIG и TIG используется защитный газ, обеспечивающий качество сварных швов. Защитный газ защищает сварочную ванну от реактивных газов, содержащихся в воздухе, которые могут привести к загрязнению сварного шва. При сварке TIG обычно используется чистый аргон для защиты сварного шва, поскольку вольфрамовый электрод более чувствителен к химически активным газам, таким как кислород или CO 2 .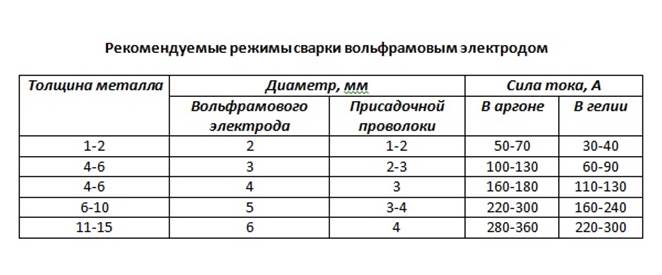 Сварка MIG обычно выполняется с использованием смеси аргона и CO 2 (обычно 75/25%), так как небольшая добавка двуокиси углерода стабилизирует дугу и способствует проплавлению. Существуют исключения из этих общих правил использования защитного газа в зависимости от области применения. При сварке TIG иногда может использоваться смесь аргона с гелием, водородом или азотом, в то время как сварка MIG выполняется со 100% чистым аргоном при сварке алюминия и может выполняться с чистым CO 2 для экономии затрат и увеличения проплавления сварного шва. Эти два метода также используют разные скорости потока защитного газа: при MIG обычно используется от 35 до 50 кубических футов в час, а при сварке TIG используется поток защитного газа от 15 до 25 кубических футов в час.
Сварка MIG обычно выполняется с использованием смеси аргона и CO 2 (обычно 75/25%), так как небольшая добавка двуокиси углерода стабилизирует дугу и способствует проплавлению. Существуют исключения из этих общих правил использования защитного газа в зависимости от области применения. При сварке TIG иногда может использоваться смесь аргона с гелием, водородом или азотом, в то время как сварка MIG выполняется со 100% чистым аргоном при сварке алюминия и может выполняться с чистым CO 2 для экономии затрат и увеличения проплавления сварного шва. Эти два метода также используют разные скорости потока защитного газа: при MIG обычно используется от 35 до 50 кубических футов в час, а при сварке TIG используется поток защитного газа от 15 до 25 кубических футов в час.
4. Эстетика сварных швов
Сварные швы TIG, как правило, демонстрируют лучшие эстетические качества, чем сварные швы MIG. С очень небольшим количеством брызг или без них сварные швы TIG обычно требуют лишь легкой полировки для окончательной отделки и удаления любого обесцвечивания. Сварные стопки «монет», сваренные методом TIG, часто считаются наиболее эстетичными сварными швами и могут служить для того, чтобы неокрашенные сварные швы (например, в стали или алюминии) выглядели наилучшим образом. Сварные швы MIG, напротив, имеют менее желательный внешний вид, даже несмотря на то, что опытный сварщик все же может создать красивые сварные швы MIG. Несмотря на эстетические различия, сварные швы MIG часто подходят для тех случаев, когда внешний вид менее важен или где сварные швы должны быть покрыты покрытием, закрывающим внешний вид соединения.
Сварные стопки «монет», сваренные методом TIG, часто считаются наиболее эстетичными сварными швами и могут служить для того, чтобы неокрашенные сварные швы (например, в стали или алюминии) выглядели наилучшим образом. Сварные швы MIG, напротив, имеют менее желательный внешний вид, даже несмотря на то, что опытный сварщик все же может создать красивые сварные швы MIG. Несмотря на эстетические различия, сварные швы MIG часто подходят для тех случаев, когда внешний вид менее важен или где сварные швы должны быть покрыты покрытием, закрывающим внешний вид соединения.
5. Сложность процесса
Сварку МИГ намного легче освоить, чем сварку ТИГ. Сварка TIG требует использования двух рук: одной для перемещения сварочной горелки, а другой для подачи присадочного стержня в сварочную ванну. Плюс часто есть ножная педаль, с помощью которой можно регулировать силу тока. Хотя эти различные движения обеспечивают больший контроль, ими может быть трудно овладеть. Соединяемые металлы также должны быть очищены и хорошо подготовлены для сварки TIG, а сварщики склонны рассматривать TIG как более продвинутый процесс. Сварке МИГ, напротив, научиться гораздо легче. Нет необходимости в ручной педали, а присадочный материал автоматически подается через сварочный пистолет, а это означает, что вам нужно использовать только одну руку для завершения сварки.
Сварке МИГ, напротив, научиться гораздо легче. Нет необходимости в ручной педали, а присадочный материал автоматически подается через сварочный пистолет, а это означает, что вам нужно использовать только одну руку для завершения сварки.
6. Стоимость
Сварка ВИГ стоит больше в расчете на фут валика, чем сварка МИГ. Это связано с более низкой скоростью наплавки, связанной с TIG, а также с необходимостью в более опытных и, следовательно, более дорогих сварщиках. Кроме того, сварка TIG требует дополнительных подготовительных работ, что также увеличивает стоимость. Наконец, расходные материалы и оборудование для сварки MIG, как правило, дешевле, чем сварка TIG. Сочетание всех этих факторов делает сварку TIG более дорогой, чем сварку MIG.
ВИГ лучше, чем МИГ?
Трудно определить, лучше ли TIG, чем MIG, так как это зависит от ряда факторов. TIG обеспечивает большую прочность сварного шва и лучший внешний вид, если он выполнен должным образом квалифицированным сварщиком, но, если сварщик менее квалифицирован, сварка MIG может быть лучшим вариантом для качественного сварного шва. Сварка MIG также является более быстрым процессом, чем сварка TIG, что позволяет выполнять более длинные циклы за меньшее время. Таким образом, в конечном счете, TIG лучше в некоторых случаях, а MIG лучше в других.
Сварка MIG также является более быстрым процессом, чем сварка TIG, что позволяет выполнять более длинные циклы за меньшее время. Таким образом, в конечном счете, TIG лучше в некоторых случаях, а MIG лучше в других.
Сварка TIG сложнее, чем сварка MIG?
Сварку ВИГ обычно считают более сложной в освоении, чем сварку МИГ, поскольку это менее автоматизированный процесс, требующий большей точности.
Должен ли я изучать сварку MIG или TIG?
В то время как сварка электродами часто считается лучшим процессом для начинающих, сварка МИГ лучше подходит для изучения основ, чем сварка ТИГ. Вы должны быть в состоянии производить приемлемые сварные швы намного проще с MIG, чем с TIG.
Как правильно выбрать процесс для вашего приложения?
Различия между двумя методами сварки означают, что может быть трудно решить, когда использовать сварку MIG, а когда использовать сварку TIG. У каждого метода есть свои преимущества, которые могут служить руководством для выбора метода…
1.
 Когда использовать MIG:
Когда использовать MIG:- Более толстые материалы – MIG лучше подходит для сварки более толстых материалов
- Длинные прогоны – Непрерывная подача проволоки при сварке MIG означает, что она лучше подходит для более длинных прогонов, реже требует остановок и пусков для замены присадочного материала, чем при сварке TIG, что означает меньшую вероятность дефектов сварки
- Сложные положения – MIG проще использовать в сложных положениях, так как для этого требуется использование только одной руки
- Высокая производительность – сварка МИГ лучше подходит для высокой производительности, чем сварка ВИГ, которая является более медленным процессом
- Менее опытные сварщики – MIG легче освоить, чем TIG, поэтому он лучше подходит для менее опытных сварщиков
2. Когда использовать TIG:
- Более тонкие материалы – точность сварки TIG означает, что она идеально подходит для соединения тонких материалов, которые могут быть подвержены прожогу или деформации
- Мелкие партии – сварка ВИГ лучше всего подходит для малых партий
- Работа в цеху или в цеху – TIG – это непростая процедура в нерабочем положении, поэтому наилучшие результаты достигаются при работе в цеху или в цеху
- Тонкая или тонкая работа – Сварка ВИГ предпочтительна, когда важен внешний вид окончательного сварного шва.
 Видимые детали, такие как автомобильная реставрация или произведения искусства, будут лучше выглядеть при сварке TIG, а процесс также позволяет лучше контролировать, чтобы предотвратить деформацию или возгорание
Видимые детали, такие как автомобильная реставрация или произведения искусства, будут лучше выглядеть при сварке TIG, а процесс также позволяет лучше контролировать, чтобы предотвратить деформацию или возгорание - Цветные металлы – опытные сварщики склонны использовать сварку TIG для алюминия, меди, нержавеющей стали и других экзотических металлов
- Опытные сварщики – Все преимущества сварки ВИГ зависят от наличия опытного сварщика, без которого лучше выбрать более простой метод, такой как сварка МИГ
При сварке MIG используется электродная проволока с непрерывной подачей защитного газа через ручную горелку. В сварке TIG используется расходуемый вольфрамовый электрод с защитным газом, подаваемым по линии подачи, и отдельный ручной присадочный стержень, который вручную подается в сварочную ванну. При сварке TIG также используется установленный на горелке элемент управления или ножная педаль для изменения силы тока. Оба типа сварки также обычно используют разные защитные газы.
Оба типа сварки также обычно используют разные защитные газы.
Ни MIG, ни TIG нельзя считать «лучшими», поскольку они оба имеют свои преимущества и недостатки в зависимости от ситуации.
Сварка МИГ предлагает недорогие, быстрые сварные швы и легка в освоении, а это означает, что менее опытные сварщики могут выполнять сварные швы хорошего качества. Сварку TIG гораздо сложнее освоить, она дороже и медленнее. Тем не менее, сварка TIG может обеспечить уровень точности и эстетического качества, который не может сравниться со сваркой MIG. Там, где сварка MIG лучше подходит для более толстых материалов, сварка TIG предпочтительнее для более тонких материалов или более деликатных работ.
Соответствующие часто задаваемые вопросы (FAQ)
3 распространенных типа сварки: TIG, MIG и сварка электродом
MIG, TIG и сварка электродом широко используются в современном производстве. Однако сварка — это процесс, требующий высокой квалификации, история которого восходит к бронзовому веку . Операция включает в себя сплавление кусков металла вместе с помощью тепла и, часто, силы. Любой, чьи знания не выходят за пределы кузнечного дела, владеющего молотом, может не знать, что существует несколько различных способов работы с металлом. Некоторые из этих методов более эффективны, чем другие, но используемый метод полностью зависит от желаемого результата и конкретного проекта.
Операция включает в себя сплавление кусков металла вместе с помощью тепла и, часто, силы. Любой, чьи знания не выходят за пределы кузнечного дела, владеющего молотом, может не знать, что существует несколько различных способов работы с металлом. Некоторые из этих методов более эффективны, чем другие, но используемый метод полностью зависит от желаемого результата и конкретного проекта.
Квалифицированные сварщики должны знать все компоненты металлообработки, чтобы правильно практиковать свое искусство. Способность различать различные методы и инструменты — вот что отличает настоящего профессионала от менее опытного работника. Знатоки должны уметь выбирать методы и инструменты, дающие возможность для достижения наилучших возможных результатов.
Независимо от того, являетесь ли вы любителем, ищущим дополнительную информацию, или опытным профессионалом, желающим освежить свои знания, ваш успех — наша цель. Мы предоставляем сварочные материалы премиум-класса, которые помогут вам в достижении идеального сварного шва. Однако то, что мы можем предложить, — это только часть уравнения: вы — талант, благодаря которому наши инструменты работают с максимальным потенциалом. По этой причине мы составили краткий обзор различных сварочных процессов для сварщиков любого уровня квалификации: MIG, TIG и дуговая сварка.
Однако то, что мы можем предложить, — это только часть уравнения: вы — талант, благодаря которому наши инструменты работают с максимальным потенциалом. По этой причине мы составили краткий обзор различных сварочных процессов для сварщиков любого уровня квалификации: MIG, TIG и дуговая сварка.
Сварка электродом
Старейшая форма сварки, этот экономичный метод настолько же портативный, насколько и доступный. Как следует из названия, дуговая сварка включает в себя нанесение присадочного металла на соответствующие соединения с использованием металлического стержня и электричества. Сварку электродом можно выполнять практически в любом месте, и это отличный вариант для сварщиков в мастерских. Его также можно использовать для большинства металлов.
Несмотря на удобство и портативность, техника все же имеет свои недостатки. Он не всегда дает точные результаты, которые можно ожидать от других методов. Поскольку это одна из самых архаичных форм сварки, она не усовершенствовалась так, как другие. Конечный продукт может быть не таким прочным, как мог бы быть, хотя опытный сварщик все же может обеспечить прекрасные результаты.
Конечный продукт может быть не таким прочным, как мог бы быть, хотя опытный сварщик все же может обеспечить прекрасные результаты.
Необходимое оборудование:
- Сварочный аппарат
- Зажим заземления
- Держатель электрода
- Электроды/стержни
- Блок питания
Обычно используется для:
- Стальные конструкции
- Горнодобывающая промышленность
- Строительство
- Сварка конструкций
- Ремонт в полевых условиях
Сварка МИГ
Сварка МИГ (металл в среде инертного газа), также известная как GMAW (дуговая сварка металлическим газом), является наиболее экономичным методом сварки. Также говорят, что его легче всего выучить. В этом методе сварщик подает металлическую проволоку через сварочный пистолет, работающий от инертного газа. Это расплавит проволоку и создаст бусину. Как только сварщик помещает валик, он либо перетаскивает, либо проталкивает его по металлу, чтобы сплавить его.
Сварка MIG требует меньшей точности, чем другие методы. Однако с более высоким качеством связаны более высокие цены, а материалы, используемые для этого метода, недешевы. Проект также должен выполняться в помещении, так как инструменты подвержены повреждению от внешних элементов.
Необходимое оборудование:
- Проволока MIG
- Механизмы подачи проволоки
- Пистолет МИГ
- Пистолет для катушки
- Гель для насадки
- Шланги и зажим заземления
- Газовый регулятор
Обычно используется для:
- Морское оборудование
- Сельское хозяйство
- Строительство
- Робототехника
- Скульптуры
- Автосервис
Сварка ВИГ
Сварка ВИГ (вольфрамовым электродом в среде инертного газа) или GTAW (дуговая сварка вольфрамовым электродом в среде защитного газа) относится к числу наиболее трудных для освоения навыков и обычно не рекомендуется новичкам. Тем не менее, кривая обучения в конечном итоге предоставляет пользователям достаточную универсальность. Этот метод требует использования обеих рук: одна держит горелку, а другая держит присадочный стержень. В процессе сварки тепло проходит через электрод и создает дугу. Горелка парит прямо над металлом, и сварщик должен быть уверен, что два элемента не соприкоснутся. Используя обе руки и ножную педаль, сварщик может создать чистую деталь — некоторые даже сказали бы, самую чистую из возможных.
Тем не менее, кривая обучения в конечном итоге предоставляет пользователям достаточную универсальность. Этот метод требует использования обеих рук: одна держит горелку, а другая держит присадочный стержень. В процессе сварки тепло проходит через электрод и создает дугу. Горелка парит прямо над металлом, и сварщик должен быть уверен, что два элемента не соприкоснутся. Используя обе руки и ножную педаль, сварщик может создать чистую деталь — некоторые даже сказали бы, самую чистую из возможных.
Двуручный метод дает сварщикам значительную точность, позволяя им полностью контролировать свои проекты. Сварку TIG следует использовать только на чистом металле, так как другие варианты приведут к снижению качества. Это также более длительный процесс, требующий дополнительного времени и подготовки, которые могут не требоваться другими методами. Хотя это утомительно, обычно это дает оптимальные результаты.
Необходимое оборудование:
- Горелки
- Вольфрамовый электрод
- Защитный газ
- Шлифовальный круг
- Газоснабжение
- Присадочный металлический стержень
- Источники питания
Обычно используется для:
- Атомная промышленность
- Пищевая промышленность
- Электростанции
- Самолеты
- Велосипеды
- Газонокосилки
Как выбираются стержни
Ранее мы упоминали о правильном выборе стержней для сварки MIG, TIG или дуговой сварки для вашего проекта. Опытные сварщики знают, что это играет важную роль в конечном результате проекта. Ваше положение при сварке, а также основной металл должны учитываться при принятии этого решения. Вы также захотите подобрать удилище к своей базе. Еще одна важная вещь, которую следует учитывать, — это прочность стержня на растяжение. Это определяет, сколько дополнительной прочности можно добавить к основному металлу. На вашей удочке будет четыре цифры; первые три представляют его прочность на растяжение — чем выше число, тем прочнее стержень. Четвертая цифра обозначает тип покрытия.
Опытные сварщики знают, что это играет важную роль в конечном результате проекта. Ваше положение при сварке, а также основной металл должны учитываться при принятии этого решения. Вы также захотите подобрать удилище к своей базе. Еще одна важная вещь, которую следует учитывать, — это прочность стержня на растяжение. Это определяет, сколько дополнительной прочности можно добавить к основному металлу. На вашей удочке будет четыре цифры; первые три представляют его прочность на растяжение — чем выше число, тем прочнее стержень. Четвертая цифра обозначает тип покрытия.
Универсальная штанга позволит вам работать с материалом независимо от того, сидите вы или стоите. Это идеальный вариант для новичков, которым еще предстоит закрепиться на одной позиции.
Безопасность
Одна из самых важных вещей, которую следует учитывать при сварке, — это ваша безопасность. Что-то такое простое, как рубашка с открытым воротом, может привести к уродливым ожогам, поэтому ношение подходящей одежды должно быть вашим приоритетом.