
полуавтоматом, ручной дуговой, формула расчета сварочного тока
Содержание:
- Как осуществляется расчет скорости сварки
- Влияние величины скорости на конфигурацию шва
- Ручная сварка
- Сварка полуавтоматом
- Преимущества правильного выбора
- Интересное видео
На качество получаемого при сварке шва оказывают влияние многие факторы. Одним из них является скорость сварки. Эта характеристика представляет собой скорость, с которой электрод перемещается вдоль свариваемого шва. Ее влияние сказывается в тех режимах, при которых применяются электроды, то есть при ручной сварке и полуавтоматической.
При выборе слишком большой скорости металл не успеет нагреться до нужной температуры и появится непровар. Это чревато хрупкостью шва и его недолговечностью. При слишком маленькой скорости сильное плавление металла приведет к образованию наплывов. Поэтому важно выбирать оптимальное значение.
Поэтому важно выбирать оптимальное значение.
Как осуществляется расчет скорости сварки
Скорость сварки находится в прямой зависимости от размера тока, поэтому вначале следует разобраться с ним. Расчет сварочного тока производится с помощью формул.
Существуют формулы, по которым скорость сварки рассчитывается в зависимости от значения силы тока. Она в свою очередь может быть рассчитана по формуле сварочного тока. Грамотно применив формулу расчета сварочного тока, можно найти его значение и выбрать оптимальную величину скорости сварки, которая зависит от различных характеристик.
Так, например, зная параметры наплавляемого металла и значение тока, можно применить такую формулу:
αн — это коэффициент наплавки;
γ — плотность металла электрода в г/см3;
Fн — площадь металла в см2.
Коэффициент наплавки αн зависит от характеристик электрода. Под площадью металла понимается площадь поперечного сечения свариваемого шва при условии однопроходного варианта или одного слоя, если осуществляется многослойное покрытие.
Для расчета этой характеристики необязательно применять формулу скорости сварки. Помочь могут нормативные документы, в которых содержатся рекомендации по выбору для каждого типа металла. При задаче как рассчитать скорость сварки можно ориентироваться не только на формулы, но и на указанные в них значения.
Влияние величины скорости на конфигурацию шва
С увеличением величины скорости сварки происходит уменьшение ширины шва. Глубина провара сначала имеет тенденцию увеличиваться, а потом начинается ее снижение.
Компенсация осуществляется увеличением значения силы тока. При высоком значении скорости сварки возможно образование подрезов свариваемого шва, причем с обеих сторон. Это объясняется прогревом, недостаточным для получения качественного шва.
При большой толщине металла имеет смысл сваривать его неширокими швами, обеспечив при этом высокую скорость. Медленная сварка может способствовать появлению в металле дефектов в виде пор.
Ручная сварка
Скорость ручной дуговой сварки выбирает сам сварщик, поэтому многое зависит от его квалификации. На его выбор влияют:
На его выбор влияют:
- свойства основного металла;
- характеристики используемого электрода;
- положение шва в пространстве.
Требование, которое предъявляется к результату выбора, — он должен гарантировать небольшое возвышение расплавленного металла, находящегося в сварочной ванне, над кромками основного. Также должен быть обеспечен плавный переход жидкого металла к основному без возникновения дефектов в виде наплывов и подрезов. Когда происходит сваривание высоколегированных сталей, то с целью недопущения перегрева сварку осуществляют с большой скоростью.
Этот параметр находится в зависимости от покрытия применяемых электродов. При использовании электродов, имеющих рутиловое покрытие, выбирается скорость сварки, находящаяся в диапазоне 6-12 м/ч, при электродах с целлюлозным покрытием — 14-22 м/ч.
Из таблицы скорости сварки при ручной дуговой сварке можно найти величину этого параметра в зависимости от толщины металлического материала.
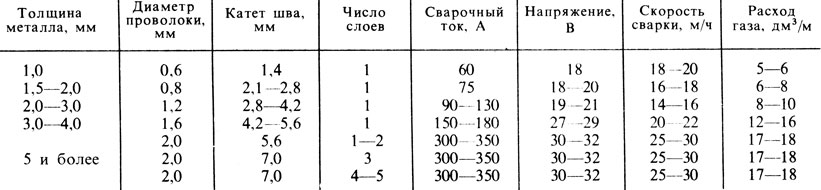
Сварка полуавтоматом
Аппарат для сварки полуавтоматическим методом представляет собой устройство, в котором роль электрода выполняет проволока, подающаяся на место сварки автоматическим способом. При сварке полуавтоматом необходимо выставлять две скорости. Обе устанавливает сварщик. Первая из них — это скорость, с которой подается проволока. Правильный выбор обеспечит стабильное горение сварочной дуги.
При сварке полуавтоматом необходимо выставлять две скорости. Обе устанавливает сварщик. Первая из них — это скорость, с которой подается проволока. Правильный выбор обеспечит стабильное горение сварочной дуги.
Вторая — скорость сварки зависит от скорости, с которой перемещается горелка. Толстостенные соединения сваривают на высокой скорости с формированием узких швов. При высокой скорости необходимо следить, чтобы при выходе из зоны защиты газом не происходило окисления конца проволоки и поверхности металла. Так же, как и при ручной дуговой сварке, силу тока и скорость подачи электрода, в данном случае проволоки, сварщик должен выставить сам, руководствуясь своим опытом и квалификацией. Отталкиваться приходится в частности от типа сплавляемых металлов.
С помощью сварочного полуавтомата можно соединить две металлические детали быстро и качественно. Таким аппаратом имеется возможность сваривать металлы различной ширины. По сравнению с ручной сваркой полуавтомат имеет значительные преимущества.
Перед началом процесса необходимо рассчитать основные характеристики — ток, напряжение дуги и скорость сварки. Последний параметр можно рассчитать, зная выбранные силу тока и напряжение, поскольку скорость сварки полуавтоматом находится в зависимости от них.
Ток и напряжение, в свою очередь, выбирают в соответствии с толщиной металла. Получается, что скорость сварки полуавтоматом находится в зависимости от толщины металла.
Сначала по формуле рассчитывается сила тока. Ее вычисляют в зависимости от диаметра электрода и плотности тока. Зная вычисленную силу тока и диаметр электрода по формуле можно определить значение напряжения сварочной дуги. После этого можно выбрать оптимальную скорость сварки.
Преимущества правильного выбора
Правильно выбранные параметры обеспечат получение качественного соединения металлов, которое может прослужить долгие годы. Применение готовых формул облегчает выбор параметров. Но это не освобождает от изучения ГОСТов и других нормативных материалов.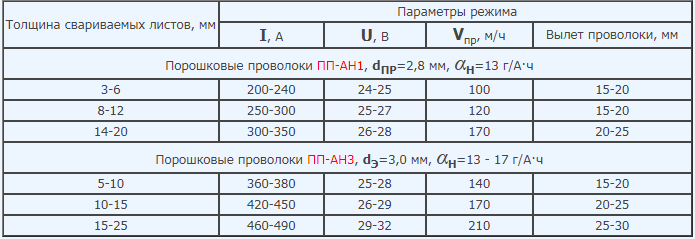
Опытный сварщик должен справиться при наличии нестандартной ситуации и внести свои коррективы. Правильный выбор характеристик при сварке, в частности, ее скорость, с которой ее будут осуществлять, позволит получить качественные и долговечные швы.
Интересное видео
Выбор режима ручной дуговой сварки
0
На сумму: 0 р.
Дуговую сварку контролируют ряд параметров, а именно:
- сварочный ток
- напряжение дуги
- скорость сварки
- род и полярность тока
- положение шва в пространстве
- тип электрода и его диаметр
Поэтому перед началом работы следует подобрать значения этих параметров так, чтобы сварочный шов получился требуемого размера и хорошего качества.
1.1 Сварочный ток (выбор сварочного тока посредством подбора диаметра электрода)
Важнейшим параметром при работе ручной дуговой сварки является сила сварочного тока. Именно сварочный ток будет определять качество сварочного шва и производительность сварки в целом.
Обычно рекомендации по выбору силы сварочного тока приведены в инструкции пользователя, которая поставляется в комплекте со сварочным аппаратом. Если таковой инструкции нет, то силу сварочного тока можно выбрать в зависимости от диаметра электрода. Большинство производителей электродов размещают информацию о величинах сварочного тока прямо на упаковках своей продукции.
Диаметр электрода подбирают в зависимости от толщины свариваемого изделия. Однако помните, что увеличение диаметра электрода уменьшает плотность сварочного тока, что приводит к блужданию сварочной дуги, её колебаниям и изменениям длины. От этого растет ширина сварочного шва и уменьшается глубина провара – то есть качество сварки ухудшается. Кроме того, уровень сварочного тока зависит от расположения сварочного шва в пространстве. При сварке швов в потолочном или вертикальном положении рекомендуется диаметр электродов не меньше 4 мм и понижение силы сварочного тока на 10-20 %, относительно стандартных показателей тока при работе в горизонтальном положении.
Кроме того, уровень сварочного тока зависит от расположения сварочного шва в пространстве. При сварке швов в потолочном или вертикальном положении рекомендуется диаметр электродов не меньше 4 мм и понижение силы сварочного тока на 10-20 %, относительно стандартных показателей тока при работе в горизонтальном положении.
Таблица 1.1
| Примерное соотношение толщины металла, диаметра электрода и сварочного тока | ||||||||
| Толщина металла, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
|---|---|---|---|---|---|---|---|---|
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сварочный ток, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 200-250 | 200-350 |
1.
 2 Напряжение дуги (длина сварочной дуги)
2 Напряжение дуги (длина сварочной дуги)После того, как сила сварочного тока определена, следует рассчитать длину сварочной дуги. Расстояние между концом электрода и поверхностью свариваемого изделия и определяет длину сварочной дуги. Стабильное поддержание длины сварочной дуги очень важно при сварке, это сильно влияет на качество свариваемого шва. Лучше всего использовать короткую дугу, т.е. длина которой не превышает диаметр электрода, но это достаточно тяжело осуществить даже при наличии солидного опыта. Поэтому оптимальной длиной дуги принято считать размер, который находится между минимальным значением короткой дуги и максимальным значением (превышает диаметр электрода на 1-2 мм)
Таблица 1.2
| Примерное соотношение диаметра электрода и длины дуги | ||||||||
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
|---|---|---|---|---|---|---|---|---|
| Длина дуги, мм | 0,6 | 2,5 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6,5 |
1.
 3 Скорость сварки
3 Скорость сваркиВыбор скорости сварки зависит от толщины свариваемого изделия и от толщины сварочного шва. Подбирать скорость сварки следует так, что бы сварочная ванна заполнялась жидким металлом от электрода и возвышалась над поверхностью кромок с плавным переходом к основному металлу изделия без наплывов и подрезов. Желательно поддерживать скорость продвижения так, что бы ширина сварочного шва превосходила в 1,5-2 раза диаметр электрода.
Если слишком медленно перемещать электрод, то вдоль стыка образуется достаточно большое количество жидкого металла, который растекается перед сварочной дугой и препятствует её воздействию на свариваемые кромки – то есть результатом будет непровар и некачественно сформированный шов.
Неоправданно быстрое перемещение электрода тоже может вызывать непровар из-за недостаточного количества тепла в рабочей зоне. А это чревато деформацией швов после охлаждения, вплоть до трещин.
Наиболее простой способ подбора скорости сварки ориентирован на приблизительно среднее значение размеров сварочной ванны. В большинстве случаев сварочная ванна имеет размеры: ширина 8–15 мм, глубина до 6 мм, длина 10–30 мм. Важно следить, что бы сварочная ванна равномерно заполнялась плавленным металлом, т.к. глубина проплавления почти не изменяется.
В большинстве случаев сварочная ванна имеет размеры: ширина 8–15 мм, глубина до 6 мм, длина 10–30 мм. Важно следить, что бы сварочная ванна равномерно заполнялась плавленным металлом, т.к. глубина проплавления почти не изменяется.
На рисунке видно, что при увеличении скорости заметно уменшается ширина шва, при этом глубина проплавления остается почти неизменной. Очевидно, что наиболее качественные швы (в этом примере) – при скоростях 30 и 40 м/ч.
1.4 Род и полярность тока
У большинства моделей бытовых аппаратов для ручной дуговой сварки на выходе путем выпрямления переменного тока образуется постоянный сварочный ток. При использовании постоянного тока возможны два варианта подключения электрода и детали:
- При прямой полярности деталь подсоединяется к зажиму «+», а электрод к зажиму «-»
- При обратной полярности деталь подключается к «-», а электрод – к «+»
На положительном полюсе выделяется больше тепла, чем на отрицательном. Поэтому обратную полярность при работе с электродами применяют во время работ по сварке тонколистового металла, чтобы его не прожечь. Можно использовать обратную полярность при сварке высоколегированных сталей во избежание их перегрева, а на прямой полярности лучше варить массивные детали
Поэтому обратную полярность при работе с электродами применяют во время работ по сварке тонколистового металла, чтобы его не прожечь. Можно использовать обратную полярность при сварке высоколегированных сталей во избежание их перегрева, а на прямой полярности лучше варить массивные детали
| Постоянный ток | |
| Прямая полярность | Обратная полярность |
|
|
|---|---|
Низколегированные стали — это конструкционные стали, в которых содержится не больше 2,5% легирующих элементов (углерода, хрома, марганца, никеля и т. д., причем углерода не должно быть более 0,2 %), широко применяются в строительстве, судостроении, трубопрокатном производстве. Сварку низколегированных сталей можно производить как ручным способом, так и автоматически, вне зависимости от полярности тока.
д., причем углерода не должно быть более 0,2 %), широко применяются в строительстве, судостроении, трубопрокатном производстве. Сварку низколегированных сталей можно производить как ручным способом, так и автоматически, вне зависимости от полярности тока.
1.5 Зажигание (возбуждение) сварочной дуги
Зажигание (возбуждение) сварочной дуги можно производить 2-мя способами.
| Первый способ: Чиркаем концом электрода о поверхность металла (напоминает движение зажигаемой спички). Данный способ чаще всего применяют на новом электроде. Этот метод прост и особых профессиональных навыков не требует. | Второй способ можно назвать «касанием», т.к. электрод подводят вертикально (перпендикулярно) к месту начала сварки и после легкого прикосновения к поверхности изделия отводят верх на расстояние примерно в 3-5 мм. Чаще всего этот способ применяют в труднодоступных, узких и прочих неудобных местах. |
|---|
Спасибо за подписку!
Таблица скоростей и напряжений сварочной проволокиMig
Сварка MIG, безусловно, является одним из самых популярных процессов соединения металлов в отрасли в настоящее время и широко используется для широкого спектра применений.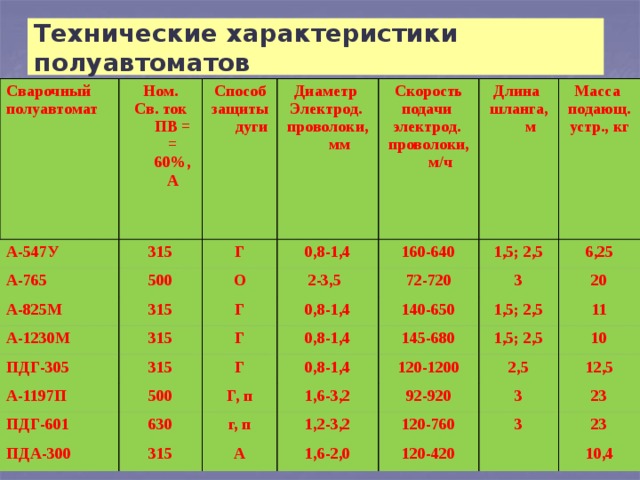 Сварка MIG в настоящее время популярна как для профессионального, так и для личного применения. Многие энтузиасты-сделай сам также предпочитают использовать сварку MIG для своих проектов, поскольку этот метод сварки обеспечивает прочные и надежные соединения.
Сварка MIG в настоящее время популярна как для профессионального, так и для личного применения. Многие энтузиасты-сделай сам также предпочитают использовать сварку MIG для своих проектов, поскольку этот метод сварки обеспечивает прочные и надежные соединения.
Однако вы не получите удовлетворительных результатов, если не все параметры настроены правильно. Хотя процесс сварки MIG определенно проще по сравнению с другими методами сварки, вам потребуется базовое понимание процесса, а также важность некоторых важных факторов для получения желаемых результатов. У многих сварщиков MIG возникают проблемы с регулированием скорости подачи проволоки и напряжения аппарата, которые могут сильно повлиять на конечный результат.
Итак, в сегодняшнем руководстве мы подробно обсудим важность регулирования скорости подачи сварочной проволоки и напряжения. Здесь вы также найдете справочную таблицу, которая поможет вам определить идеальные значения как скорости подачи, так и уровней напряжения для вашего проекта. Поэтому обязательно ознакомьтесь с нашей таблицей скоростей и напряжений сварочной проволоки MIG, представленной здесь. Мы также обсудим некоторые более важные факторы, касающиеся того же самого в этом руководстве, поэтому убедитесь, что вы не пропустите это.
Поэтому обязательно ознакомьтесь с нашей таблицей скоростей и напряжений сварочной проволоки MIG, представленной здесь. Мы также обсудим некоторые более важные факторы, касающиеся того же самого в этом руководстве, поэтому убедитесь, что вы не пропустите это.
Схема
Таблица скорости и напряжения сварочной проволоки MIG
В этих таблицах мы будем сравнивать соответствующие напряжение и скорость проволоки, необходимые для работы. Таким образом, вы можете получить довольно много информации о настройке, необходимой для вашего проекта, и ожидать хороших результатов, используя эти настройки скорости и напряжения.
Но перед этим следует убедиться, что у вас есть подходящая сварочная проволока в соответствии с силой тока аппарата. В противном случае изменение напряжения или скорости подачи не дало бы большой разницы. Вот основная таблица для справки в соответствии с обычной толщиной проволоки.
| Диапазон силы тока | Подходящий размер провода |
| от 30 до 130 А | 0,023 дюйма |
| от 40 до 145 А | 0,030 дюйма |
| от 50 до 180 А | 0,035 дюйма |
| от 75 до 250 А | 0,045 дюйма |
Теперь, когда у вас есть общее представление о подходящем для работы размере провода, ознакомьтесь с этой таблицей, чтобы получить представление о правильном уровне напряжения в зависимости от толщины.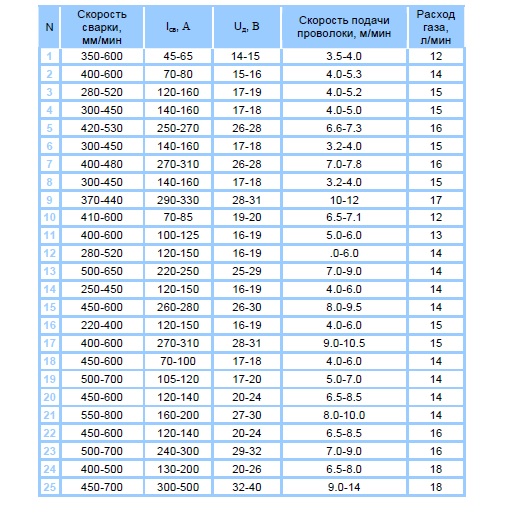
| Толщина | Подходящее напряжение провода для 0,045 В | Подходящее напряжение провода для 0,035 В | Подходящее напряжение провода для 0,030 В | Подходящее напряжение провода для 0,024 В |
| 0,030 | 20 | 32 | 40 | 70 |
| 0,060 | 60 | 96 | 120 | 210 |
| 0,110 | 110 | 17 | 220 | 385 |
| 0,170 | 170 | 272 | 340 | 595 |
| 0,200 | 200 | 320 | 400 | 700 |
| 0,250 | 250 | 400 | 500 | 875 |
Вы также можете получить представление о подходящей скорости подачи проволоки на основе сравнения, представленного в следующей таблице. Для этого вам также необходимо учитывать напряжение и силу тока установки, а также толщину.
Для этого вам также необходимо учитывать напряжение и силу тока установки, а также толщину.
| Приблизительная толщина | АРВ (В) | Сила тока | Подходящая скорость подачи проволоки |
| 1 | от 16 до 17 В | от 65 до 80 А | 2,8–3,8 м/мин |
| 1,2 | от 18 до 19 вольт | от 70 до 85 А | от 3,2 до 4 м/мин |
| 1,6 | от 19 до 20 вольт | 85–95 А | от 4 до 4,8 м/мин |
| 2 | от 19 до 20 вольт | от 110 до 125 А | от 5,8 до 7 м/мин |
| 2,5 | от 20 до 21 В | от 125 до 140 А | от 7 до 8,4 м/мин |
| 3 | от 20 до 21 В | от 125 до 140 А | от 7 до 8,4 м/мин |
Как определить скорость подачи сварочной проволоки MIG?
Несмотря на то, что вы можете получить приблизительное представление о подходящей скорости подачи проволоки для вашей работы из приведенной выше справочной таблицы, вы можете легко рассчитать точную скорость подачи проволоки, которая будет идеальной для вашей работы. Применяя простую формулу и базовое умножение, вы можете узнать правильную скорость подачи проволоки, чтобы получить безупречные сварные швы на вашей работе.
Применяя простую формулу и базовое умножение, вы можете узнать правильную скорость подачи проволоки, чтобы получить безупречные сварные швы на вашей работе.
Для этого просто умножьте требуемый ток сварочного аппарата на скорость пламени, с которой проволока подается на работу. Это даст вам прямое значение соответствующей скорости подачи в дюймах в минуту или метрах в минуту в зависимости от вашей системы единиц измерения.
Пример. Учтите, что вы работаете со сварочной установкой на 100 ампер, и она обеспечивает скорость пламени 3 дюйма. Таким образом, чтобы определить скорость сварки, просто умножьте 2 единицы, что даст вам 300 дюймов в минуту, идеальную скорость подачи проволоки для работы.
Формула эффективности сварки MIG
Если вам интересно, сколько времени вам потребуется, чтобы закончить определенную работу в зависимости от скорости подачи проволоки, вы можете сделать это, применив другую простую формулу. Эта формула в основном расскажет вам об эффективности вашего процесса на основе длины сварки и возможной длины, свариваемой в минуту.
Это довольно простой расчет, так как вам нужно только подсчитать приблизительное время, необходимое для завершения сварки в дюйм, и разделить его на общую длину сварки. Таким образом, если скорость сварки составляет около 4 дюймов в минуту, и вы готовы покрыть около 40 дюймов сварного шва, вам потребуется около 10 минут, чтобы закончить работу.
Однако имейте в виду, что это приблизительный расчет, и фактическое время, необходимое для работы, может варьироваться в зависимости от множества различных факторов. Время, необходимое для покрытия одного дюйма сварного шва, не будет постоянным по всей длине. Кроме того, вам необходимо учитывать рабочий цикл сварочного аппарата MIG для более крупных работ, чтобы лучше понять общее время, необходимое для завершения работы.
Как настроить скорость подачи проволоки и сварочное напряжение?
Установить скорость подачи проволоки и уровень напряжения аппарата очень просто. Почти все современные аппараты для сварки MIG оснащены цифровым индикатором, позволяющим точно настроить как уровень напряжения, так и скорость подачи проволоки. Но что касается того, как выбрать правильные значения, вам потребуется немного опыта и понимания машины. Вы можете следовать некоторым полезным советам, которые, несомненно, помогут вам на этом пути.
Но что касается того, как выбрать правильные значения, вам потребуется немного опыта и понимания машины. Вы можете следовать некоторым полезным советам, которые, несомненно, помогут вам на этом пути.
- Выберите общую силу тока для всех сварочных проводов.
- Убедитесь, что толщина заготовки меньше 8 дюймов.
- Что касается времени сварки, рассмотрите возможность изменения всех настроек, чтобы получить скорость подачи 250 дюймов в минуту.
- После начала процесса сварки установите уровень напряжения в соответствии с требованиями.
- Перед началом процесса следите за натяжными гайками.
- Снова запустите сварку с правильными параметрами.
- Теперь вы можете легко настроить скорость подачи проволоки и напряжение на основе результатов.
Требования к напряжению для сварки MIG
По этому конкретному вопросу существует много разных точек зрения. В то время как многие пользователи предполагают, что для сварки MIG требуется 220 или 230 Вольт, некоторые считают, что 240 Вольт является правильным уровнем напряжения для этой работы. Чтобы быть в безопасности, мы также рекомендуем вам использовать 240 вольт для сварки MIG с однофазным подключением.
Чтобы быть в безопасности, мы также рекомендуем вам использовать 240 вольт для сварки MIG с однофазным подключением.
С учетом сказанного вам не нужно активно искать сварочный аппарат MIG, на котором конкретно написано 240 Вольт. Технически 220, 230 и 240 вольт — это почти одно и то же. Таким образом, вы можете без каких-либо проблем купить сварочный аппарат MIG на 220 или 2230 В, а затем переоборудовать его на 240 В, чтобы получить лучшие результаты сварки.
Поддерживаемая толщина для сварочного аппарата MIG на 180 А
В настоящее время самыми популярными сварочными аппаратами MIG на рынке являются сварочные аппараты MIG на 180 А. Если вы также недавно приобрели сварочный аппарат MIG на 180 ампер, вам должно быть интересно узнать о возможностях этого аппарата и о том, подходит ли он для вашей задачи или нет. В большинстве случаев проблема совместимости связана с толщиной поддерживаемой заготовки.
Если у вас есть сварочный аппарат MIG на 180 А, вы должны знать, что эти аппараты способны сваривать детали толщиной до 3/16 дюйма или 4,7 мм. Толщина сварного шва, с другой стороны, будет около 0,035 дюйма.
Толщина сварного шва, с другой стороны, будет около 0,035 дюйма.
Влияние напряжения на сварку MIG
Напряжение является одним из наиболее важных факторов сварки MIG и оказывает решающее влияние на конечные результаты, будь то надежность сварного шва или совместимость с данной работой. Уровень напряжения процесса сварки изменит длину дуги. Дуга в основном представляет собой зазор между присадочной проволокой и поверхностью сварки. По мере увеличения уровня напряжения шарик сварки MIG также будет увеличиваться и оказывать все большее влияние на отношение ширины к глубине сварного шва.
Заключение
Мы надеемся, что вы нашли в этом руководстве всю необходимую информацию об уровне напряжения сварки MIG и скорости подачи проволоки. Здесь мы обсудили важность обоих этих факторов, а также несколько полезных советов, которые наверняка пригодятся новичку. Вы также можете обратиться к нашим таблицам скорости и напряжения проволоки для сварки MIG и получить представление о подходящих параметрах для вашей работы. Но вы должны знать, что лучший способ освоить процесс — это поэкспериментировать с различными настройками вокруг приблизительных значений, чтобы найти идеальные варианты в соответствии с материалом вашей заготовки, толщиной и длиной сварки.
Но вы должны знать, что лучший способ освоить процесс — это поэкспериментировать с различными настройками вокруг приблизительных значений, чтобы найти идеальные варианты в соответствии с материалом вашей заготовки, толщиной и длиной сварки.
Предварительный расчет скорости подачи проволоки, скорости перемещения и напряжения
Перейти к содержимому
Цех хотел бы сократить время разработки новых сварных швов MIG. Есть ли способ предварительно рассчитать скорость подачи проволоки, скорость перемещения и напряжение, чтобы приблизить их до того, как они коснутся первого сварного шва?
Да, можно рассчитать начальную скорость подачи проволоки и скорость перемещения. Это очень частый вопрос от производителей сварки сплошной проволокой или порошковой проволокой. Большинство профессионалов в области сварки знают скорость подачи проволоки (WFS), когда процесс идет хорошо, основываясь на их опыте, или могут быстро получить WFS с помощью процедур, рекомендованных производителем.
Однако определение скорости перемещения валика сварного шва определенного размера становится итеративным и трудоемким процессом. Понимая несколько концепций и выполняя некоторые математические вычисления с помощью нескольких простых формул, мы можем определить, по крайней мере, хорошую отправную точку для процедуры сварки, которая обеспечивает желаемый сварной шов.
СКОРОСТЬ НАПЛАВКИ
Важно помнить, что скорость наплавки прямо пропорциональна скорости, с которой проволока определенного диаметра выходит из сварочной горелки во время сварки. Скорость напыления не имеет ничего общего ни с тем, как быстро движется пистолет, ни с настройкой напряжения на машине. Скорость наплавки — это просто мера того, сколько фунтов проволоки выходит из сварочной горелки за определенный промежуток времени, обычно измеряется в фунтах в час.
Если скорость подачи проволоки увеличивается, скорость наплавки увеличивается. Мы также понимаем, что если мы сохраним скорость подачи проволоки и перейдем на проволоку большего диаметра, скорость наплавки также увеличится. Вооружившись этим пониманием, расчет скорости наплавки становится очень мощным упражнением, которое дает вам число, которое можно использовать для расчета ключевых параметров сварки. Рассмотрим формулу и пример:
Вооружившись этим пониманием, расчет скорости наплавки становится очень мощным упражнением, которое дает вам число, которое можно использовать для расчета ключевых параметров сварки. Рассмотрим формулу и пример:
Расчет скорости наплавки
Скорость наплавки (фунт/час) = 13,1 × (диаметр проволоки) 2 × (Скорость подачи проволоки) × (Эффективность)
— Диаметр проволоки в дюймах (дюйм)
— Скорость подачи проволоки в дюймах в минуту (дюйм/мин)
— Эффективность (1,0 для сплошной проволоки , 0,85 для порошковой проволоки)
— Этот расчет только для стали
— : Диаметр проволоки = 0,045 дюйма (1,2 мм), сплошная проволока, WFS = 300 дюймов в минуту0329 Расчет скорости перемещения с учетом скорости наплавки
Зная скорость наплавки, мы можем рассчитать скорость перемещения в дюймах в минуту (дюйм/мин) для конкретного сварного шва. Допустим, мы хотим сделать стальной угловой шов 3/8 дюйма (предположим, что армирование 10 процентов или 0,4125 дюйма), используя сплошную проволоку 0,045 дюйма при 300 дюймов в минуту, вес металла шва на фут можно рассчитать, умножив плотность стали ( 0,283 фунта/дюйм 3 ) по объему наплавленного металла на фут следующим образом:
Расчет веса сварного шва на фут
Объем металла сварного шва/фут = 1/2 × ширина × высота × 12 дюймов = 1/2 × 0,4125 дюйма × 0,4125 дюйма × 12 дюймов = 1,02 дюйма 3
Вес металла сварного шва/ футы углового сварного шва 3/8 дюйма = (0,283 фунта/дюйм 3 ) × (1,02 дюйма 3 ) = 0,2887 фунта/фут
Угловой шов 3/8 дюйма будет 5,52 дюйма в минуту, 11,03 дюйма в минуту для двухпроходного углового шва или 16,55 дюйма в минуту для трехпроходного сварного шва.
Расчет скорости перемещения
Скорость перемещения = (коэффициент наплавки) × (количество проходов)/5 × (вес металла сварного шва на фут {фунт/фут}) =
Скорость перемещения = {7,96 x 1} / {5 x 0,2887 } = 5,52 дюймов в минуту
РАСЧЕТ СКОРОСТИ ПОДАЧИ ПРОВОЛОКИ С КОЭФФИЦИЕНТОМ НАПЛАВКИ
Предположим, что необходимо выполнить угловые сварные швы со скоростью 12 фунтов/ч, используя сварочную проволоку 0,045 дюйма. Мы можем рассчитать WFS, используя приведенные ниже формулы и Вес сварочной проволоки на фут в Таблице 1 .
Расчет скорости подачи проволоки
Скорость подачи проволоки = (скорость наплавки)/5 × (вес проволоки на фут {фунт/фут}) = (12)/5 × (0,0054) = 444,4 дюйма в минуту
Конечно, скорость перемещения для однопроходного углового сварного шва 3/8 дюйма при скорости наплавки 12 фунтов/час будет составлять 8,31 дюйма в минуту, как рассчитано ниже:
Скорость перемещения = (скорость наплавки) × (число проходов)/5 × (вес металла сварного шва {фунт/фут}) = (12) × (1)/5 × (0,2887) = 8,31 дюйма в минуту0329 Таблица 2 ) немного упрощает работу с угловыми швами. В приведенном ниже примере используется коэффициент преобразования для расчета скорости перемещения при 5,57 дюйма в минуту для того же углового шва 3/8 дюйма с использованием сплошной проволоки 0,045 дюйма.
В приведенном ниже примере используется коэффициент преобразования для расчета скорости перемещения при 5,57 дюйма в минуту для того же углового шва 3/8 дюйма с использованием сплошной проволоки 0,045 дюйма.
Скорость перемещения = 7,96 × 0,7 = 5,57 дюйма в минуту (0,2887)
Вес металла сварного шва на фут можно рассчитать для любого типа соединения путем вычисления объема и умножения на плотность металла сварного шва (например, 0,283 фунта/дюйм 3 для стали). Однако значения, показанные в Таблицы с 3 по 6 избавляют от необходимости выполнять вычисления. Эти значения взяты из Таблицы 12-1 в Справочнике по процедурам дуговой сварки от Lincoln Electric Co. и показывают вес металла сварного шва на фут для нескольких распространенных типов соединений, сваренных со сталью. В следующих примерах расчетов используются Таблицы с 3 по 6 .
ОБРАЗЕЦ РАСЧЕТА № 1
1/2 дюйма пластины Сварной шов с V-образным пазом с включенным углом 90 градусов и усилением 1/8 дюйма с использованием сплошной проволоки 0,052 дюйма, 90%Ar/10%CO 2 защитный газ. Производитель рекомендует WFS при 325 дюймов в минуту и 30 вольт.
Производитель рекомендует WFS при 325 дюймов в минуту и 30 вольт.
Скорость наплавки (фунт/ч) = 13,1 × (0,052) 2 × (325) × (1,0) = 11,51 фунт/ч × (0,849 + 0,199) = 13,18 дюйм/мин
ОБРАЗЕЦ РАСЧЕТА № 2
3/8 дюйма, квадратный стыковой сварной шов с подкладкой, с зазором 3/16 дюйма и усилением 1/8 дюйма с использованием 1/16 дюйма проволока, 75%Ar/25%CO 2 защитный газ. Наш процесс отлично работает с WFS при 285 дюймов в минуту и 26 вольт.
Скорость наплавки (фунт/час) = 13,1 × (1/16 дюйма) 2 × (285) × (0,85) = 12,39 фунта/час (1)/5 × (0,239 + 0,053) = 8,49 дюймов в минуту
ПРИМЕР РАСЧЕТА № 3
Какой должна быть скорость подачи проволоки, если я хочу сделать толстый угловой шов 1/4 дюйма при перемещении 20 дюймов в минуту? скорость при использовании сплошной проволоки 0,045 дюйма и защитного газа 90%Ar/10%CO 2 ?
Изменив приведенный выше расчет скорости перемещения, чтобы найти скорость осаждения, мы получаем:
Скорость наплавки = 5 × Скорость перемещения × (Вес металла сварного шва {фунт/фут})/(Количество проходов) = 5 × 20 дюймов в минуту × (0,165)/1 = 16,5 фунтов/ч
Изменение скорости наплавки приведенный выше расчет для решения скорости подачи проволоки, мы получаем:
скорость подачи проволоки = скорость наплавки/13,1 × (диаметр проволоки) 2 × (эффективность) = 16,5/13,1 × (0,045 дюйма) 2 × ( 1) = 622 дюймов в минуту
РЕЗЮМЕ
Использование математики и этих простых формул может сократить время разработки сварки и улучшить документацию перед WPS.
.jpg)


 Также Duster получил новые теплые опции, которые согреют в холод и сделают поездку комфортной с самого начала!
Также Duster получил новые теплые опции, которые согреют в холод и сделают поездку комфортной с самого начала! Renault Duster может похвастаться как новыми опциями пассивной безопасности, так и серьезной подготовкой в части активной безопасности.
Renault Duster может похвастаться как новыми опциями пассивной безопасности, так и серьезной подготовкой в части активной безопасности.

 Для большего комфорта зеркала могут оснащаться электрообогревом, а повторители указателей поворота придают дизайну еще большую современность.
Для большего комфорта зеркала могут оснащаться электрообогревом, а повторители указателей поворота придают дизайну еще большую современность.







 На задних дверях также есть места для хранения вещей.
На задних дверях также есть места для хранения вещей. контроль. Что может быть практичнее элегантного седана, способного адаптироваться к вашим повседневным потребностям!
контроль. Что может быть практичнее элегантного седана, способного адаптироваться к вашим повседневным потребностям!
 Он работает с функцией ABS, чтобы предотвратить блокировку колес.
Он работает с функцией ABS, чтобы предотвратить блокировку колес.
.jpg) Снаряженная масса четырехдверки варьируется от 1 106 до 1 156 кг (в зависимости от выбранного двигателя/комплектации).
Снаряженная масса четырехдверки варьируется от 1 106 до 1 156 кг (в зависимости от выбранного двигателя/комплектации).


 Возможно, нынешний владелец скрывает залоговый статус машины, отказываясь предоставить договор купли-продажи под различными благовидными предлогами.
Возможно, нынешний владелец скрывает залоговый статус машины, отказываясь предоставить договор купли-продажи под различными благовидными предлогами. Для этого понадобится записать VIN-код транспортного средства и паспортные данные его собственника.
Для этого понадобится записать VIN-код транспортного средства и паспортные данные его собственника.

 ..
.. Є власник транспортного засобу(знаходиться територіально в іншому місці), який прагне продати авто, але не має змоги перебувати під час процесу перереєстрації в сервісном центрі МВ…
Є власник транспортного засобу(знаходиться територіально в іншому місці), який прагне продати авто, але не має змоги перебувати під час процесу перереєстрації в сервісном центрі МВ… Вольнянск
Вольнянск
 Вы можете получить ордер, потому что вы сделали такую простую вещь, как забыли оплатить парковочный талон. Или вы подозреваетесь в преступлении — даже если это недоразумение и вы не были причастны.
Вы можете получить ордер, потому что вы сделали такую простую вещь, как забыли оплатить парковочный талон. Или вы подозреваетесь в преступлении — даже если это недоразумение и вы не были причастны.
 Или что они нарушают один из пунктов ордера. Как будто вас арестовывают в 18:30, что не соответствует часам, указанным в ордере.
Или что они нарушают один из пунктов ордера. Как будто вас арестовывают в 18:30, что не соответствует часам, указанным в ордере. Серьезно беспокоиться об этом следует только в том случае, если вы замешаны в серьезном преступлении. Но определенно что-то, что следует учитывать, если вас также ложно обвиняют.
Серьезно беспокоиться об этом следует только в том случае, если вы замешаны в серьезном преступлении. Но определенно что-то, что следует учитывать, если вас также ложно обвиняют.


 Кроме того, это лучший вариант, если вы хотите найти ордер на арест кого-то еще.
Кроме того, это лучший вариант, если вы хотите найти ордер на арест кого-то еще. Я не обязательно советую идти в отделение милиции, чтобы узнать, особенно если вы думаете, что вас арестуют на месте *.
Я не обязательно советую идти в отделение милиции, чтобы узнать, особенно если вы думаете, что вас арестуют на месте *.
 И я могу сказать вам, что те, кому вы платите и оставляете на гонораре абсолютно , работают больше всего.
И я могу сказать вам, что те, кому вы платите и оставляете на гонораре абсолютно , работают больше всего.


 Ордер на арест, с другой стороны, постановление суда о задержании стороны при наличии вероятной причины (иначе говоря, они совершили преступление.
Ордер на арест, с другой стороны, постановление суда о задержании стороны при наличии вероятной причины (иначе говоря, они совершили преступление.  Гражданские ордера не выдаются по уголовным делам. Существуют три типа гражданских ордеров, в том числе ордер на капиас, ордер на лишение права владения и варрант в долг.
Гражданские ордера не выдаются по уголовным делам. Существуют три типа гражданских ордеров, в том числе ордер на капиас, ордер на лишение права владения и варрант в долг.
 В Калифорнии этот судебный приказ обычно выдается компетентным органом (судьей или магистратом) для исполнения закона или отправления правосудия.
В Калифорнии этот судебный приказ обычно выдается компетентным органом (судьей или магистратом) для исполнения закона или отправления правосудия. Например, незаконный обыск и изъятие имущества человека, что является нарушением Четвертой поправки.
Например, незаконный обыск и изъятие имущества человека, что является нарушением Четвертой поправки. Заявители могут найти инструкции на веб-сайте Генеральной прокуратуры.
Заявители могут найти инструкции на веб-сайте Генеральной прокуратуры. Кроме того, они могут обратиться за помощью к адвокату по уголовным делам в своем районе.
Кроме того, они могут обратиться за помощью к адвокату по уголовным делам в своем районе. Фактически судебный ордер, выданный калифорнийским судом, остается прикрепленным к лицу до его вынесения, независимо от того, меняет ли лицо место жительства или переезжает в другую страну.
Фактически судебный ордер, выданный калифорнийским судом, остается прикрепленным к лицу до его вынесения, независимо от того, меняет ли лицо место жительства или переезжает в другую страну. Если ордер обнаружен, квалифицированный адвокат по уголовным делам может помочь с этим вопросом. В некоторых случаях адвокат может отклонить ордер, если было нарушено право указанного лица на безотлагательное судебное разбирательство. (Это в основном применяется, когда ордер не был выдан за убийство, сексуальное преступление или другое насильственное преступление).
Если ордер обнаружен, квалифицированный адвокат по уголовным делам может помочь с этим вопросом. В некоторых случаях адвокат может отклонить ордер, если было нарушено право указанного лица на безотлагательное судебное разбирательство. (Это в основном применяется, когда ордер не был выдан за убийство, сексуальное преступление или другое насильственное преступление). org.
org.
 Если ордер на обыск не оформлен и не возвращен в течение этого времени, он становится недействительным (истекает). Однако, как упоминалось ранее, эти ордера могут быть выданы повторно, если судья или магистрат считает, что вероятная причина все еще существует. (Здесь вероятная причина означает, что сотрудник правоохранительных органов считает, что обыск и выемка являются разумными при данных обстоятельствах, будь то в связи с совершением или уже совершенным преступлением.)
Если ордер на обыск не оформлен и не возвращен в течение этого времени, он становится недействительным (истекает). Однако, как упоминалось ранее, эти ордера могут быть выданы повторно, если судья или магистрат считает, что вероятная причина все еще существует. (Здесь вероятная причина означает, что сотрудник правоохранительных органов считает, что обыск и выемка являются разумными при данных обстоятельствах, будь то в связи с совершением или уже совершенным преступлением.) Таким образом, любое несоблюдение процедур, необходимых для получения ордера на обыск, делает его недействительным.
Таким образом, любое несоблюдение процедур, необходимых для получения ордера на обыск, делает его недействительным.
 Однако конкретные законы регулируют, когда может быть приведен в исполнение ордер на арест, и все это зависит от того, был ли ордер выдан за уголовное преступление или проступок. В то время как ордера на арест за тяжкое преступление могут быть исполнены в любое время, ордера на арест за проступок обычно подлежат исполнению с 6:00 до 10:00, если только это не указано в §840 Уголовного кодекса Калифорнии. То есть:
Однако конкретные законы регулируют, когда может быть приведен в исполнение ордер на арест, и все это зависит от того, был ли ордер выдан за уголовное преступление или проступок. В то время как ордера на арест за тяжкое преступление могут быть исполнены в любое время, ордера на арест за проступок обычно подлежат исполнению с 6:00 до 10:00, если только это не указано в §840 Уголовного кодекса Калифорнии. То есть:
 Родителю-плательщику может грозить тюремное заключение (не более года), штраф или и то, и другое.
Родителю-плательщику может грозить тюремное заключение (не более года), штраф или и то, и другое. д.
д. (См. разделы 853.7, 1320 и 1320.5 Уголовного кодекса Калифорнии). Закон Калифорнии определяет «умышленную неявку» как неявку в суд в течение 14 дней до назначенной даты суда.
(См. разделы 853.7, 1320 и 1320.5 Уголовного кодекса Калифорнии). Закон Калифорнии определяет «умышленную неявку» как неявку в суд в течение 14 дней до назначенной даты суда. Этот максимальный приговор также применяется, если у лица было незавершенное дело о правонарушении, оно было освобождено без залога и не явилось в суд (Уголовный кодекс Калифорнии, §1320).
Этот максимальный приговор также применяется, если у лица было незавершенное дело о правонарушении, оно было освобождено без залога и не явилось в суд (Уголовный кодекс Калифорнии, §1320).


 Удачи!
Удачи! СПАСИБО, ЧТО СМОТРИТЕ!!! НЕ ЗАБЫВАЕМ ПОДПИСАТЬСЯ НА КАНАЛ cCEHixFKg
СПАСИБО, ЧТО СМОТРИТЕ!!! НЕ ЗАБЫВАЕМ ПОДПИСАТЬСЯ НА КАНАЛ cCEHixFKg р. сам владею таким только 2.7 да пусть расход немного великоват но зато всем другим он полностью это компенсирует и за ТАКИЕ деньги подобный авто наверно не найти.
р. сам владею таким только 2.7 да пусть расход немного великоват но зато всем другим он полностью это компенсирует и за ТАКИЕ деньги подобный авто наверно не найти. Но из Этого Видео Я Понял что Мне Сделали только Виброизоляцию. Этого Достаточно для Машины и Комфорта?
Но из Этого Видео Я Понял что Мне Сделали только Виброизоляцию. Этого Достаточно для Машины и Комфорта? Поэтому важно заранее разработать стратегию и разработать ответы на все потенциальные слабые места в вашем заявлении, чтобы сразу же отреагировать на ваш лучший аргумент.
Поэтому важно заранее разработать стратегию и разработать ответы на все потенциальные слабые места в вашем заявлении, чтобы сразу же отреагировать на ваш лучший аргумент. Если эта стратегия применяется против вас аджастером, вы должны знать, как реагировать.
Если эта стратегия применяется против вас аджастером, вы должны знать, как реагировать. Сразу же после происшествия попытайтесь выяснить, сможете ли вы найти свидетелей с места происшествия, которые видели, что произошло, и могут дать показания от вашего имени. Например, может быть, кто-то видел, как другая машина выехала со своего парковочного места. Вы можете найти свидетелей, работающих в ближайшем магазине или обслуживающих возле витрины ресторана. Свидетель также может быть указан в отчете полиции или отчете сотрудника службы безопасности о происшествии. Не думайте, что свидетелей нет.
Сразу же после происшествия попытайтесь выяснить, сможете ли вы найти свидетелей с места происшествия, которые видели, что произошло, и могут дать показания от вашего имени. Например, может быть, кто-то видел, как другая машина выехала со своего парковочного места. Вы можете найти свидетелей, работающих в ближайшем магазине или обслуживающих возле витрины ресторана. Свидетель также может быть указан в отчете полиции или отчете сотрудника службы безопасности о происшествии. Не думайте, что свидетелей нет. Две машины, медленно идущие задним ходом, обычно не наносят такого большого ущерба. Серьезные повреждения — это сигнал о том, что кто-то, возможно, выезжал со своего парковочного места быстрее, чем обычно. Кроме того, угол удара и следы сопротивления на любом транспортном средстве могут указывать на то, что произошло. Если повреждение имеет удлиненную форму и тянется по задней части одного из поврежденных автомобилей, это может свидетельствовать о том, что один автомобиль контролировал полосу движения после выезда с парковочного места задним ходом. В этом случае вы указали бы на зону удара своей машины и заявили бы, что вы контролируете полосу движения, прежде чем они врезались в вас задним ходом. Вещественные доказательства могут служить объективной отправной точкой для проверки вашей версии событий. Наконец, в тех случаях, когда 2 машины стоят бампер к бамперу, обязательно сделайте фото после аварии, где машины находились в точке столкновения. Например, если на фотографиях видно, что ваша машина почти полностью выехала из парковочного места, когда другая машина въехала в вас задним ходом, это должно быть явным доказательством для регулировщика того, что ваша машина контролировала полосу движения.
Две машины, медленно идущие задним ходом, обычно не наносят такого большого ущерба. Серьезные повреждения — это сигнал о том, что кто-то, возможно, выезжал со своего парковочного места быстрее, чем обычно. Кроме того, угол удара и следы сопротивления на любом транспортном средстве могут указывать на то, что произошло. Если повреждение имеет удлиненную форму и тянется по задней части одного из поврежденных автомобилей, это может свидетельствовать о том, что один автомобиль контролировал полосу движения после выезда с парковочного места задним ходом. В этом случае вы указали бы на зону удара своей машины и заявили бы, что вы контролируете полосу движения, прежде чем они врезались в вас задним ходом. Вещественные доказательства могут служить объективной отправной точкой для проверки вашей версии событий. Наконец, в тех случаях, когда 2 машины стоят бампер к бамперу, обязательно сделайте фото после аварии, где машины находились в точке столкновения. Например, если на фотографиях видно, что ваша машина почти полностью выехала из парковочного места, когда другая машина въехала в вас задним ходом, это должно быть явным доказательством для регулировщика того, что ваша машина контролировала полосу движения. Вторая машина должна была вас увидеть и вообще не сдавать назад, пока путь не освободится.
Вторая машина должна была вас увидеть и вообще не сдавать назад, пока путь не освободится. Обычно пикап на 100% несет ответственность за аварию, потому что он не уступил дорогу встречному движению. Однако, если вы ударите грузовик в заднюю часть кузова, возможно, регулировщик пикапа попытается использовать последний явный аргумент против вас.
Обычно пикап на 100% несет ответственность за аварию, потому что он не уступил дорогу встречному движению. Однако, если вы ударите грузовик в заднюю часть кузова, возможно, регулировщик пикапа попытается использовать последний явный аргумент против вас. Но когда этот аргумент выдвигается против жертвы как слабость ее претензии, вы должны быть готовы к ответу.
Но когда этот аргумент выдвигается против жертвы как слабость ее претензии, вы должны быть готовы к ответу.
 В таких случаях ответственность обычно берет на себя страховая компания виновного водителя без особых разногласий.
В таких случаях ответственность обычно берет на себя страховая компания виновного водителя без особых разногласий. В случае значительного удара именно стальная арматура поглотит большую часть удара и уменьшит дальнейшее повреждение задней части автомобиля (и его пассажиров).
В случае значительного удара именно стальная арматура поглотит большую часть удара и уменьшит дальнейшее повреждение задней части автомобиля (и его пассажиров).
 Если у вас не было покрытия столкновений, возможно, автомобиль виновного водителя не был осмотрен. Кроме того, всегда возможно, что аджастер просто плохо справился со своим расследованием и не смог получить фотографии автомобиля своего застрахованного лица.
Если у вас не было покрытия столкновений, возможно, автомобиль виновного водителя не был осмотрен. Кроме того, всегда возможно, что аджастер просто плохо справился со своим расследованием и не смог получить фотографии автомобиля своего застрахованного лица.

 Это особенно верно, если предыдущее состояние хорошо задокументировано до даты аварии, а механизм травм надежен. Секретная тактика страхового агента вряд ли сработает, если ваша травма была хорошо задокументирована.
Это особенно верно, если предыдущее состояние хорошо задокументировано до даты аварии, а механизм травм надежен. Секретная тактика страхового агента вряд ли сработает, если ваша травма была хорошо задокументирована. Если изменение незначительное, значение области обострения может рассматриваться специалистом по регулированию как имеющее небольшое значение. Однако, если изменение является значительным, ценность вашего требования будет намного выше.
Если изменение незначительное, значение области обострения может рассматриваться специалистом по регулированию как имеющее небольшое значение. Однако, если изменение является значительным, ценность вашего требования будет намного выше.
 Эти ограничения не распространяются на автомобили CAV, которые соответствуют установленным требованиям минимальной вместимости для полос движения автомобилей.
Эти ограничения не распространяются на автомобили CAV, которые соответствуют установленным требованиям минимальной вместимости для полос движения автомобилей.
 )
) 
 При необходимости обновите свой адрес онлайн и запросите замену регистрационной карты, если это необходимо.
При необходимости обновите свой адрес онлайн и запросите замену регистрационной карты, если это необходимо. указал вверх.
указал вверх.
 Транспортные средства, работающие на сжатом природном газе (CNG) и сжиженном нефтяном газе (LPG), также могут претендовать на участие в программе наклеек CAV.
Транспортные средства, работающие на сжатом природном газе (CNG) и сжиженном нефтяном газе (LPG), также могут претендовать на участие в программе наклеек CAV. arb.ca.gov (Carpool Stickers) для получения дополнительной информации о соответствии транспортных средств требованиям.
arb.ca.gov (Carpool Stickers) для получения дополнительной информации о соответствии транспортных средств требованиям. 01.2022
01.2022 ) больше не имеют права на участие в этой программе после 1 января 2019 г. Просмотрите наклейку CAV, выпущенную до 1 января 2017 г., по списку VIN и выполните поиск по VIN
) больше не имеют права на участие в этой программе после 1 января 2019 г. Просмотрите наклейку CAV, выпущенную до 1 января 2017 г., по списку VIN и выполните поиск по VIN  (TZEV) стандарт выбросов паров топлива для выбросов выхлопных газов. Транспортные средства, работающие на сжатом природном газе (CNG) и сжиженном нефтяном газе (LPG), также могут претендовать на участие в программе наклеек CAV.
(TZEV) стандарт выбросов паров топлива для выбросов выхлопных газов. Транспортные средства, работающие на сжатом природном газе (CNG) и сжиженном нефтяном газе (LPG), также могут претендовать на участие в программе наклеек CAV. arb.ca.gov.
arb.ca.gov.







 5%.
5%. Основными игроками на этом рынке являются BP PLC (Castrol), ExxonMobil Corporation, Phillips 66 Lubricants, Royal Dutch Shell Plc и Valvoline Inc. (в алфавитном порядке).
Основными игроками на этом рынке являются BP PLC (Castrol), ExxonMobil Corporation, Phillips 66 Lubricants, Royal Dutch Shell Plc и Valvoline Inc. (в алфавитном порядке). Сегментация рынка
Сегментация рынка 0065
0065
 15:
15: 


 Это также позволяет новым участникам присоединиться к их бизнесу. Например, Marathon Petroleum Corporation и Andeavor Logistics подписали окончательное соглашение о слиянии, согласно которому первая приобретет вторую за 23 миллиарда долларов. Ожидается, что сделка создаст диверсифицированную компанию по переработке нефти и газа, а также расширит позиции Marathon Petroleum в сланцевом и пермском бассейне Марцеллус. Это также позволит компании направить средства в быстрорастущие проекты.
Это также позволяет новым участникам присоединиться к их бизнесу. Например, Marathon Petroleum Corporation и Andeavor Logistics подписали окончательное соглашение о слиянии, согласно которому первая приобретет вторую за 23 миллиарда долларов. Ожидается, что сделка создаст диверсифицированную компанию по переработке нефти и газа, а также расширит позиции Marathon Petroleum в сланцевом и пермском бассейне Марцеллус. Это также позволит компании направить средства в быстрорастущие проекты. Кроме того, технологии двигателей и навесного оборудования, такие как бензин и турбокомпрессоры, развиваются для снижения выбросов и повышения топливной экономичности. Это также играет очень важную роль в увеличении спроса на моторное масло.
Кроме того, технологии двигателей и навесного оборудования, такие как бензин и турбокомпрессоры, развиваются для снижения выбросов и повышения топливной экономичности. Это также играет очень важную роль в увеличении спроса на моторное масло. Кроме того, синтетические моторные масла более устойчивы к изменению температуры, менее летучи, чем минеральное моторное масло, и менее склонны к окислению. Таким образом, в прогнозном периоде ожидается рост спроса на синтетические моторные масла.
Кроме того, синтетические моторные масла более устойчивы к изменению температуры, менее летучи, чем минеральное моторное масло, и менее склонны к окислению. Таким образом, в прогнозном периоде ожидается рост спроса на синтетические моторные масла. Сегмент минеральных моторных масел занимает наибольшую долю на мировом рынке моторных масел по сравнению с сегментами синтетических и полусинтетических масел. Минеральное масло получают непосредственно из очищенной сырой нефтяной нефти и создают как часть процесса нефтепереработки. Минеральные масла в основном используются в автомобилях, поскольку они дешевле и легко доступны. Кроме того, автомобильные моторные масла на минеральной основе являются основным типом масла и чаще всего используются для большинства автомобилей повседневного использования. Они больше подходят для двухколесных транспортных средств, где не очень жарко или холодно.
Сегмент минеральных моторных масел занимает наибольшую долю на мировом рынке моторных масел по сравнению с сегментами синтетических и полусинтетических масел. Минеральное масло получают непосредственно из очищенной сырой нефтяной нефти и создают как часть процесса нефтепереработки. Минеральные масла в основном используются в автомобилях, поскольку они дешевле и легко доступны. Кроме того, автомобильные моторные масла на минеральной основе являются основным типом масла и чаще всего используются для большинства автомобилей повседневного использования. Они больше подходят для двухколесных транспортных средств, где не очень жарко или холодно. Спрос на дизельный двигатель немного выше, чем на сегмент бензиновых двигателей. Автомобили, работающие на дизельном топливе, дороже, чем автомобили, работающие на бензине, и основная причина этого заключается в том, что цена, связанная с дизельным топливом, ниже. Дизельные двигатели на 40% эффективнее бензиновых, поскольку дизель содержит больше энергии, чем бензин. Процесс сгорания более эффективен, а также снижает выбросы CO2. Поскольку нефтеперерабатывающие заводы превращают дизельное топливо в бензин, дизельное топливо дешевле бензина, поскольку затраты на переработку снижаются. Кроме того, масла для дизельных двигателей обладают большей устойчивостью к износу, а каталитический нейтрализатор в дизеле предназначен для решения проблем, связанных с коррозией, а в бензиновом двигателе — нет.
Спрос на дизельный двигатель немного выше, чем на сегмент бензиновых двигателей. Автомобили, работающие на дизельном топливе, дороже, чем автомобили, работающие на бензине, и основная причина этого заключается в том, что цена, связанная с дизельным топливом, ниже. Дизельные двигатели на 40% эффективнее бензиновых, поскольку дизель содержит больше энергии, чем бензин. Процесс сгорания более эффективен, а также снижает выбросы CO2. Поскольку нефтеперерабатывающие заводы превращают дизельное топливо в бензин, дизельное топливо дешевле бензина, поскольку затраты на переработку снижаются. Кроме того, масла для дизельных двигателей обладают большей устойчивостью к износу, а каталитический нейтрализатор в дизеле предназначен для решения проблем, связанных с коррозией, а в бензиновом двигателе — нет. Сегмент легковых автомобилей занимает наибольшую долю рынка автомобильных моторных масел. Ожидается, что стремительная урбанизация и рост доходов людей, особенно из потребительского класса, будут стимулировать рынок легковых автомобилей. Более того, в последнее время спрос на внедорожники резко вырос из-за увеличения количества досуговых и туристических мероприятий во всем мире. Владение автомобилями и пассажирскими транспортными средствами считается признаком социального статуса в большинстве развивающихся стран, таких как Индия, Бразилия, Таиланд и многих других. Таким образом, спрос на моторное масло в этих странах высок.
Сегмент легковых автомобилей занимает наибольшую долю рынка автомобильных моторных масел. Ожидается, что стремительная урбанизация и рост доходов людей, особенно из потребительского класса, будут стимулировать рынок легковых автомобилей. Более того, в последнее время спрос на внедорожники резко вырос из-за увеличения количества досуговых и туристических мероприятий во всем мире. Владение автомобилями и пассажирскими транспортными средствами считается признаком социального статуса в большинстве развивающихся стран, таких как Индия, Бразилия, Таиланд и многих других. Таким образом, спрос на моторное масло в этих странах высок. (млн долларов США)
(млн долларов США) Таким образом, рынок автомобильных моторных масел в этих регионах будет демонстрировать более привлекательный рост в течение прогнозируемого периода.
Таким образом, рынок автомобильных моторных масел в этих регионах будет демонстрировать более привлекательный рост в течение прогнозируемого периода. Ожидается, что эта тенденция окажет положительное влияние на мировой рынок в течение прогнозируемого периода, поскольку небольшие компании могут многое извлечь из опыта лидеров рынка.
Ожидается, что эта тенденция окажет положительное влияние на мировой рынок в течение прогнозируемого периода, поскольку небольшие компании могут многое извлечь из опыта лидеров рынка. Это приобретение было сделано для повышения сложности и мощности нефтеперерабатывающих заводов в рамках долгосрочной стратегии роста в сфере переработки и сбыта.
Это приобретение было сделано для повышения сложности и мощности нефтеперерабатывающих заводов в рамках долгосрочной стратегии роста в сфере переработки и сбыта.
 47410
47410 33705 h4 HM4.33715 h4 CDC1.47210 0660.43200 0662.43300 HP5.22386 HP5.22486 HP5.40786 HP5.26786/C HP5.26586/C HP5.40486/C HP1.04016 HP1.04116 HP1.04316 HP4.18479/С HP4.18279/С HP4.18269 HP4.18469 HP4.18489 HP2.10847 HP2.11047 HP2.10947 HP2.11147 HP1A.46910 HP1А.46950 HP3.15863 HP3.16063 HM1.08031 HM1.08131 HM1.08231 HM1.08331 HM2.19873 HM2.20073 HM2.19973 HM2.20173 0630.45600 0632.45700 HM3.26401 HM3.38700 A 25380 A 25476 A 25581 A 37900 A 37600 A 37700 A 37800 ZETOR PES1.41800 h5 PES1.41810 h5 RE.25677 h5 RE.25777 h5 RE.21479 h5 RE.21178 h5 REPR1.24208 h5/L REPR1.24209 h5/P REPR1.24234 h5/L REPR1.24235 h5/P LPR8.25877 h4 LOR1.23023 LOr2.09338 h4 LOr3.23292 h4 LOr3.23295 h4 LOr3.23393 h4 LOr3.29393 h4 LOr4.39000 h4 LOr4.39010 h4 LOR6.41501 h4 LOR6.41551 h4 FF LPr1.31723 LPr3.29582 LPr3.15762 LPr4.25975 LPr4.26075 LPr6.27381 LPr7.33900 LPr7.33910 LPr9.46000 0521.45210 LKr5.26365 5lkr 263.65 LKr5.26366 LKr5.46500 FF LED1.
33705 h4 HM4.33715 h4 CDC1.47210 0660.43200 0662.43300 HP5.22386 HP5.22486 HP5.40786 HP5.26786/C HP5.26586/C HP5.40486/C HP1.04016 HP1.04116 HP1.04316 HP4.18479/С HP4.18279/С HP4.18269 HP4.18469 HP4.18489 HP2.10847 HP2.11047 HP2.10947 HP2.11147 HP1A.46910 HP1А.46950 HP3.15863 HP3.16063 HM1.08031 HM1.08131 HM1.08231 HM1.08331 HM2.19873 HM2.20073 HM2.19973 HM2.20173 0630.45600 0632.45700 HM3.26401 HM3.38700 A 25380 A 25476 A 25581 A 37900 A 37600 A 37700 A 37800 ZETOR PES1.41800 h5 PES1.41810 h5 RE.25677 h5 RE.25777 h5 RE.21479 h5 RE.21178 h5 REPR1.24208 h5/L REPR1.24209 h5/P REPR1.24234 h5/L REPR1.24235 h5/P LPR8.25877 h4 LOR1.23023 LOr2.09338 h4 LOr3.23292 h4 LOr3.23295 h4 LOr3.23393 h4 LOr3.29393 h4 LOr4.39000 h4 LOr4.39010 h4 LOR6.41501 h4 LOR6.41551 h4 FF LPr1.31723 LPr3.29582 LPr3.15762 LPr4.25975 LPr4.26075 LPr6.27381 LPr7.33900 LPr7.33910 LPr9.46000 0521.45210 LKr5.26365 5lkr 263.65 LKr5.26366 LKr5.46500 FF LED1. 46800 LED1F.47400 LED1F.47410 LED2F.47600 LED6F.49900 LED8F.51000 LKR6.22990.h4
46800 LED1F.47400 LED1F.47410 LED2F.47600 LED6F.49900 LED8F.51000 LKR6.22990.h4 
 Таким образом, тепло может эффективно рассеиваться, снижая опасность перегрева и обеспечивая оптимальную яркость в любое время работы.
Таким образом, тепло может эффективно рассеиваться, снижая опасность перегрева и обеспечивая оптимальную яркость в любое время работы. Во избежание повреждений установка должна производиться в профессиональной мастерской
Во избежание повреждений установка должна производиться в профессиональной мастерской COM
COM Der technische Kundensupport bearbeitet stets zügig Ihre Anfragen. In vielen Tarifen steht Ihnen zudem eine Support-Hotline rund um die Uhr zur Verfügung.
Der technische Kundensupport bearbeitet stets zügig Ihre Anfragen. In vielen Tarifen steht Ihnen zudem eine Support-Hotline rund um die Uhr zur Verfügung.

 Эти полировальные инструменты прикрепляются к соответствующему прямому или угловому наконечнику. В зависимости от материала изготовления, полировочные диски в стоматологии, как и другие роторные полиры, могут быть как одноразовыми – так и многоразовыми (после соответствующей стерилизации).
Эти полировальные инструменты прикрепляются к соответствующему прямому или угловому наконечнику. В зависимости от материала изготовления, полировочные диски в стоматологии, как и другие роторные полиры, могут быть как одноразовыми – так и многоразовыми (после соответствующей стерилизации). Таким образом, при вполне возможно тратить 10 минут на обработку всей полости рта. Постояная сила руки не должна при этом превышать 15-20 Ньютон. Если резиновая чашечка не способна должным образом удалить внешние пигментации, можно использовать абразивную щеточку, при этом контролируя интактность пришеечных мягких тканей.
Таким образом, при вполне возможно тратить 10 минут на обработку всей полости рта. Постояная сила руки не должна при этом превышать 15-20 Ньютон. Если резиновая чашечка не способна должным образом удалить внешние пигментации, можно использовать абразивную щеточку, при этом контролируя интактность пришеечных мягких тканей.

 Они доступны с различными размерами абразивных частиц, от крупных, средних до мелких. Более твердые, шероховатые, крупноразмерные компаунды обладают более сильным абразивным действием, чем мягкие, гладкие и мелкие частицы.
Они доступны с различными размерами абразивных частиц, от крупных, средних до мелких. Более твердые, шероховатые, крупноразмерные компаунды обладают более сильным абразивным действием, чем мягкие, гладкие и мелкие частицы. Эти царапины кажутся гладкими и блестящими, поскольку они меньше длины волны видимого света. Даже в этом случае степень абразивности зависит от техники врача и целостности поверхности зубов.
Эти царапины кажутся гладкими и блестящими, поскольку они меньше длины волны видимого света. Даже в этом случае степень абразивности зависит от техники врача и целостности поверхности зубов. Кроме того, полировка удаляет внешний слой зубной эмали, и гиперминерализированный слой восстанавливается только через 3 месяца.
Кроме того, полировка удаляет внешний слой зубной эмали, и гиперминерализированный слой восстанавливается только через 3 месяца. х1,2мл) PF UL4751,
х1,2мл) PF UL4751, констр-ии
констр-ии com
com


 Copyright © 2013, Philip Lief Group.
Copyright © 2013, Philip Lief Group. Просто будьте готовы приложить немного усилий, и продукты будут работать именно так, как они описаны.
Просто будьте готовы приложить немного усилий, и продукты будут работать именно так, как они описаны.



 Как выбрать надежные покрышки? Символ со снежинкой на M+S, согласно контрольным проверкам зимних шин, проведенным ADAC и автомобильными журналами, дает наибольшие гарантии безопасности. Оптимальных шин на все случаи жизни не существует, как пока не существует шин с охраняемым символом «M+S». Каждый производитель шин сегодня может поставить символ «M+S» на каждой шине. Не существует и теста для проверки качества шин «M+S».
Как выбрать надежные покрышки? Символ со снежинкой на M+S, согласно контрольным проверкам зимних шин, проведенным ADAC и автомобильными журналами, дает наибольшие гарантии безопасности. Оптимальных шин на все случаи жизни не существует, как пока не существует шин с охраняемым символом «M+S». Каждый производитель шин сегодня может поставить символ «M+S» на каждой шине. Не существует и теста для проверки качества шин «M+S».


 Они обеспечивают больший контроль и лучшую тягу.
Они обеспечивают больший контроль и лучшую тягу. Это увеличит тягу и обезопасит вас и ваших пассажиров.
Это увеличит тягу и обезопасит вас и ваших пассажиров.
 Кроме того, если вы часто посещаете высокогорные районы, такие как гора Худ или гора Бакалавр, зимние шины значительно улучшат ваши впечатления от вождения. Если у вас есть какие-либо вопросы или вы хотите найти зимние шины для своего автомобиля, обратитесь к специалистам по автозапчастям в компании Roberson Motors в Салеме, штат Орегон.
Кроме того, если вы часто посещаете высокогорные районы, такие как гора Худ или гора Бакалавр, зимние шины значительно улучшат ваши впечатления от вождения. Если у вас есть какие-либо вопросы или вы хотите найти зимние шины для своего автомобиля, обратитесь к специалистам по автозапчастям в компании Roberson Motors в Салеме, штат Орегон. скользкие дороги. Другой метод, обычно используемый на зимних шинах, — это более глубокий протектор. Этот более глубокий протектор в сочетании с резиной, которая остается более мягкой в холодную погоду, дает вашим шинам наилучшие шансы на сцепление с дорогой и безопасность ваших пассажиров в зимних условиях вождения. Чтобы узнать больше о зимних или зимних шинах, зайдите в центр автозапчастей Roberson Motors в Салеме, штат Орегон.
скользкие дороги. Другой метод, обычно используемый на зимних шинах, — это более глубокий протектор. Этот более глубокий протектор в сочетании с резиной, которая остается более мягкой в холодную погоду, дает вашим шинам наилучшие шансы на сцепление с дорогой и безопасность ваших пассажиров в зимних условиях вождения. Чтобы узнать больше о зимних или зимних шинах, зайдите в центр автозапчастей Roberson Motors в Салеме, штат Орегон.
 01.2021 года
01.2021 года Грузоперевозки данного типа регламентируются нормативными актами и технической документацией, в которых содержаться требования к автомобилям, «таре», а также, лицам осуществляющим доставку груза. Ниже описаны правила перевозки грузов автомобильным транспортом, актуальные на сегодняшний день.
Грузоперевозки данного типа регламентируются нормативными актами и технической документацией, в которых содержаться требования к автомобилям, «таре», а также, лицам осуществляющим доставку груза. Ниже описаны правила перевозки грузов автомобильным транспортом, актуальные на сегодняшний день. Текст по ссылке.
Текст по ссылке.


 о налогообложении транспортных средств, который был принят парламентом в ходе консультаций в июле 2018 года и ожидает окончательного решения.
о налогообложении транспортных средств, который был принят парламентом в ходе консультаций в июле 2018 года и ожидает окончательного решения. , вносящим поправки в Регламент (ЕС) № 443/2009.определить условия достижения цели 2020 года по сокращению выбросов CO 2 от новых легковых автомобилей и Регламентом (ЕС) № 253/2014 от 26 февраля 2014 года, вносящим поправки в Регламент (ЕС) № 510/2011, чтобы определить условия достижения Цель к 2020 году по сокращению выбросов CO 2 от новых легких коммерческих автомобилей.
, вносящим поправки в Регламент (ЕС) № 443/2009.определить условия достижения цели 2020 года по сокращению выбросов CO 2 от новых легковых автомобилей и Регламентом (ЕС) № 253/2014 от 26 февраля 2014 года, вносящим поправки в Регламент (ЕС) № 510/2011, чтобы определить условия достижения Цель к 2020 году по сокращению выбросов CO 2 от новых легких коммерческих автомобилей. Однако статья 4 директивы предоставляет некоторые национальные отступления: государства-члены могут разрешать транспортным средствам, превышающим пределы, указанные в приложении к директиве (18,75 м и 40 т), выполнять транспортные операции, которые, как считается, не оказывают существенного влияния на международную конкуренцию. в транспортном секторе (например, операции, связанные с лесозаготовками и лесной промышленностью). Государства-члены должны информировать Комиссию о принятых мерах, которая затем принимает отступления.
Однако статья 4 директивы предоставляет некоторые национальные отступления: государства-члены могут разрешать транспортным средствам, превышающим пределы, указанные в приложении к директиве (18,75 м и 40 т), выполнять транспортные операции, которые, как считается, не оказывают существенного влияния на международную конкуренцию. в транспортном секторе (например, операции, связанные с лесозаготовками и лесной промышленностью). Государства-члены должны информировать Комиссию о принятых мерах, которая затем принимает отступления.
 , отменяющая Директиву 91/439/EEC) делает этот формат кредитной карты обязательным для всех лицензий, выданных в ЕС с 19 января 2013 года. не позднее 2033 года. Все новые лицензии будут действовать в течение фиксированного периода (от 10 до 15 лет для мотоциклов и автомобилей в зависимости от страны и в течение 5 лет для грузовиков и автобусов) и будут действовать на всей территории ЕС. Гармонизация предназначена для достижения следующих целей: борьба с мошенничеством, сокращение туризма с получением водительских удостоверений, обеспечение свободного обращения и повышение безопасности дорожного движения.
, отменяющая Директиву 91/439/EEC) делает этот формат кредитной карты обязательным для всех лицензий, выданных в ЕС с 19 января 2013 года. не позднее 2033 года. Все новые лицензии будут действовать в течение фиксированного периода (от 10 до 15 лет для мотоциклов и автомобилей в зависимости от страны и в течение 5 лет для грузовиков и автобусов) и будут действовать на всей территории ЕС. Гармонизация предназначена для достижения следующих целей: борьба с мошенничеством, сокращение туризма с получением водительских удостоверений, обеспечение свободного обращения и повышение безопасности дорожного движения.
 Регламент (ЕС) № 2411/98 от 3 ноября 1998 года (о признании в движении внутри Сообщества отличительного знака государства-члена, в котором зарегистрированы автомобили и их прицепы) обязывает номерные знаки отображать ретро- с изображением европейского флага и для отличительного знака государства-члена, который должен быть прикреплен в крайнем левом углу регистрационного знака.
Регламент (ЕС) № 2411/98 от 3 ноября 1998 года (о признании в движении внутри Сообщества отличительного знака государства-члена, в котором зарегистрированы автомобили и их прицепы) обязывает номерные знаки отображать ретро- с изображением европейского флага и для отличительного знака государства-члена, который должен быть прикреплен в крайнем левом углу регистрационного знака. Правила максимального времени вождения в день и в неделю, перерывов и минимальных ежедневных периодов отдыха изложены в Регламенте (ЕС) 561/2006 от 15 марта 2006 г., отменяющем Регламент (ЕЕС) 3820/85 от 20 декабря 19 года.85. Регламент применяется к водителям, перевозящим грузы (транспортные средства, превышающие 3,5 тонны) или пассажиров (транспортные средства, перевозящие более девяти человек). Он также ввел более частые перерывы и улучшил и упростил проверки и меры наказания. Регламент (ЕС) 561/2006 также внес поправки в Регламент (ЕЕС) 3821/85 от 20 декабря 1985 г. и сделал цифровой тахограф обязательным. Учитывая, что его нельзя подделать, тахограф облегчает обнаружение нарушений социального законодательства ЕС. Директива 2006/22/ЕС от 15 марта 2006 г. устанавливает минимальные требования для выполнения вышеупомянутых правил и устанавливает минимальное количество проверок (не менее 3 % дней, отработанных водителями в 2010 г.), которые должны проводиться государствами-членами в в целях контроля за соблюдением правил времени вождения, перерывов и периодов отдыха.
Правила максимального времени вождения в день и в неделю, перерывов и минимальных ежедневных периодов отдыха изложены в Регламенте (ЕС) 561/2006 от 15 марта 2006 г., отменяющем Регламент (ЕЕС) 3820/85 от 20 декабря 19 года.85. Регламент применяется к водителям, перевозящим грузы (транспортные средства, превышающие 3,5 тонны) или пассажиров (транспортные средства, перевозящие более девяти человек). Он также ввел более частые перерывы и улучшил и упростил проверки и меры наказания. Регламент (ЕС) 561/2006 также внес поправки в Регламент (ЕЕС) 3821/85 от 20 декабря 1985 г. и сделал цифровой тахограф обязательным. Учитывая, что его нельзя подделать, тахограф облегчает обнаружение нарушений социального законодательства ЕС. Директива 2006/22/ЕС от 15 марта 2006 г. устанавливает минимальные требования для выполнения вышеупомянутых правил и устанавливает минимальное количество проверок (не менее 3 % дней, отработанных водителями в 2010 г.), которые должны проводиться государствами-членами в в целях контроля за соблюдением правил времени вождения, перерывов и периодов отдыха. Регламент (ЕС) 561/2006 также связан с Регламентом (ЕС) 165/2014 , , регламентирующие требования к тахографам. Ожидается, что замена аналоговых тахографов цифровыми тахографами постепенно расчистит путь для более быстрой и точной проверки большего объема данных, что позволит государствам-членам проводить больше проверок. В рамках пакета автомобильных перевозок 2009 г. Регламент (ЕС) 1073/2009 от 21 октября 2009 г. внес поправки в Регламент (ЕС) 561/2006, повторно введя «правило 12 дней», в соответствии с которым водители автобусов, занятые предоставлением разовых пассажирских перевозок, могут работать на срок до 12 дней подряд (вместо максимум шести) при условии, что это международная транспортная разовая услуга, включающая как минимум один 24-часовой перерыв. Отступление допускается только на основании строгих условий, обеспечивающих безопасность дорожного движения и требующих от водителей еженедельных периодов отдыха непосредственно до и после службы. С 1 января 2014 года добавятся другие условия: транспортное средство должно быть оборудовано цифровым тахографом, а в случаях, когда водитель работает с 22.
Регламент (ЕС) 561/2006 также связан с Регламентом (ЕС) 165/2014 , , регламентирующие требования к тахографам. Ожидается, что замена аналоговых тахографов цифровыми тахографами постепенно расчистит путь для более быстрой и точной проверки большего объема данных, что позволит государствам-членам проводить больше проверок. В рамках пакета автомобильных перевозок 2009 г. Регламент (ЕС) 1073/2009 от 21 октября 2009 г. внес поправки в Регламент (ЕС) 561/2006, повторно введя «правило 12 дней», в соответствии с которым водители автобусов, занятые предоставлением разовых пассажирских перевозок, могут работать на срок до 12 дней подряд (вместо максимум шести) при условии, что это международная транспортная разовая услуга, включающая как минимум один 24-часовой перерыв. Отступление допускается только на основании строгих условий, обеспечивающих безопасность дорожного движения и требующих от водителей еженедельных периодов отдыха непосредственно до и после службы. С 1 января 2014 года добавятся другие условия: транспортное средство должно быть оборудовано цифровым тахографом, а в случаях, когда водитель работает с 22. 00 до 6.00, либо рабочая смена водителя будет сокращена на три часа, либо на борту будут другие водители, чтобы перенимать. Законодательство об автомобильном транспорте, такое как Директива 2002/15/ЕС и Директива 2006/22/ЕС, дополняет Регламент (ЕС) 561/2006, особенно в отношении рабочего времени и правоприменения.
00 до 6.00, либо рабочая смена водителя будет сокращена на три часа, либо на борту будут другие водители, чтобы перенимать. Законодательство об автомобильном транспорте, такое как Директива 2002/15/ЕС и Директива 2006/22/ЕС, дополняет Регламент (ЕС) 561/2006, особенно в отношении рабочего времени и правоприменения. В апреле 2019 года парламент принял решение в первом чтении по обоим предложениям. В сентябре 2019 года парламентский комитет по транспорту и туризму (TRAN) решил начать межведомственные переговоры. В июле 2020 года парламент завершил второе чтение, в результате которого закон был принят и опубликован в Официальном журнале (Директива (ЕС) 2020/1057). Эти пересмотренные правила размещения водителей, времени вождения и периодов отдыха, а также более строгое соблюдение правил каботажа (т. е. перевозки грузов, осуществляемой перевозчиками-нерезидентами на временной основе в принимающем государстве-члене) призваны положить конец искажению конкуренции в сфере автомобильного транспорта и обеспечить лучшие условия отдыха для водителей. Они также обеспечивают правовую основу для предотвращения различных национальных подходов и обеспечения справедливого вознаграждения водителей.
В апреле 2019 года парламент принял решение в первом чтении по обоим предложениям. В сентябре 2019 года парламентский комитет по транспорту и туризму (TRAN) решил начать межведомственные переговоры. В июле 2020 года парламент завершил второе чтение, в результате которого закон был принят и опубликован в Официальном журнале (Директива (ЕС) 2020/1057). Эти пересмотренные правила размещения водителей, времени вождения и периодов отдыха, а также более строгое соблюдение правил каботажа (т. е. перевозки грузов, осуществляемой перевозчиками-нерезидентами на временной основе в принимающем государстве-члене) призваны положить конец искажению конкуренции в сфере автомобильного транспорта и обеспечить лучшие условия отдыха для водителей. Они также обеспечивают правовую основу для предотвращения различных национальных подходов и обеспечения справедливого вознаграждения водителей. Когда проводилась последняя редакция «Директивы о евровинетке», парламент подчеркнул важность экологических аспектов, в результате чего со второй половины 2013 года в стоимость дорожных сборов могут быть включены затраты на шум и загрязнение воздуха. Этот результат, который парламент счел абсолютным минимумом, необходимым для обеспечения применения принципа «загрязнитель платит», был достигнут благодаря непоколебимой решимости Комитета TRAN. В своей резолюции от 15 марта 2017 года об утверждении Комиссией пересмотренного плана Германии по введению дорожных сборов парламент указал, что в отношении Германии продолжается процедура нарушения, направленная на устранение косвенной дискриминации по признаку гражданства, что является нарушением законодательства ЕС и нарушает основные принципы договоров.
Когда проводилась последняя редакция «Директивы о евровинетке», парламент подчеркнул важность экологических аспектов, в результате чего со второй половины 2013 года в стоимость дорожных сборов могут быть включены затраты на шум и загрязнение воздуха. Этот результат, который парламент счел абсолютным минимумом, необходимым для обеспечения применения принципа «загрязнитель платит», был достигнут благодаря непоколебимой решимости Комитета TRAN. В своей резолюции от 15 марта 2017 года об утверждении Комиссией пересмотренного плана Германии по введению дорожных сборов парламент указал, что в отношении Германии продолжается процедура нарушения, направленная на устранение косвенной дискриминации по признаку гражданства, что является нарушением законодательства ЕС и нарушает основные принципы договоров. В частности, он призвал к пересмотру третьей Директивы о водительских правах (Директива 2006/126/ЕС) с целью ужесточения требований к выдаче водительских удостоверений и обучению водителей, а также к пересмотру Директивы (ЕС) 2015/719.от 29 апреля 2015 года, вносящий поправки в Директиву 96/53/ЕС о максимально разрешенных габаритах и весе в национальных и/или международных перевозках.
В частности, он призвал к пересмотру третьей Директивы о водительских правах (Директива 2006/126/ЕС) с целью ужесточения требований к выдаче водительских удостоверений и обучению водителей, а также к пересмотру Директивы (ЕС) 2015/719.от 29 апреля 2015 года, вносящий поправки в Директиву 96/53/ЕС о максимально разрешенных габаритах и весе в национальных и/или международных перевозках. состоялись совместные общественные слушания комитетов ТРАН и EMPL в парламенте по условиям труда мобильных работников на транспорте. Кроме того, Департамент парламентской политики по структурной политике и политике сплочения опубликовал исследование под названием «Исследование Комитета TRAN – автомобильные перевозчики в ЕС: социальные условия и условия труда», в котором обновлено исследование, проведенное в 2013 году. В нем анализируется социальное законодательство, применимое к условия труда профессиональных водителей, работающих в сфере грузовых автомобильных перевозок. Основное внимание в нем уделяется фундаментальным социальным проблемам, возникающим в этом транспортном сегменте, включая время вождения, периоды отдыха и практические аспекты, оказывающие непосредственное влияние на качество жизни водителей, такие как схемы занятости и уровень доходов.
состоялись совместные общественные слушания комитетов ТРАН и EMPL в парламенте по условиям труда мобильных работников на транспорте. Кроме того, Департамент парламентской политики по структурной политике и политике сплочения опубликовал исследование под названием «Исследование Комитета TRAN – автомобильные перевозчики в ЕС: социальные условия и условия труда», в котором обновлено исследование, проведенное в 2013 году. В нем анализируется социальное законодательство, применимое к условия труда профессиональных водителей, работающих в сфере грузовых автомобильных перевозок. Основное внимание в нем уделяется фундаментальным социальным проблемам, возникающим в этом транспортном сегменте, включая время вождения, периоды отдыха и практические аспекты, оказывающие непосредственное влияние на качество жизни водителей, такие как схемы занятости и уровень доходов. NHTSA устанавливает стандарты CAFE для легковых автомобилей и легких грузовиков (вместе — малотоннажные автомобили), а также отдельно устанавливает стандарты расхода топлива для средних и тяжелых грузовиков и двигателей. NHTSA также регулирует наклейки на окна с экономией топлива на новых автомобилях. Этот сайт содержит информацию о многих аспектах этих программ, и мы рекомендуем вам проверять наличие новой информации.
NHTSA устанавливает стандарты CAFE для легковых автомобилей и легких грузовиков (вместе — малотоннажные автомобили), а также отдельно устанавливает стандарты расхода топлива для средних и тяжелых грузовиков и двигателей. NHTSA также регулирует наклейки на окна с экономией топлива на новых автомобилях. Этот сайт содержит информацию о многих аспектах этих программ, и мы рекомендуем вам проверять наличие новой информации. Закон о независимости и безопасности от 2007 года. Это уведомление инициирует процесс определения объема соображений, которые необходимо рассмотреть в EIS, и выявления любых значительных экологических проблем, связанных с предлагаемыми действиями. НАБДД приглашает к комментариям федеральных, государственных и местных агентств, индейских племен, заинтересованных сторон и общественности в этом процессе определения масштабов, чтобы помочь определить и сфокусировать любые вопросы, имеющие экологическое значение, и разумные альтернативы для изучения в EIS.
Закон о независимости и безопасности от 2007 года. Это уведомление инициирует процесс определения объема соображений, которые необходимо рассмотреть в EIS, и выявления любых значительных экологических проблем, связанных с предлагаемыми действиями. НАБДД приглашает к комментариям федеральных, государственных и местных агентств, индейских племен, заинтересованных сторон и общественности в этом процессе определения масштабов, чтобы помочь определить и сфокусировать любые вопросы, имеющие экологическое значение, и разумные альтернативы для изучения в EIS. для моделей 2029 годаи не только большегрузные пикапы и фургоны. НАБДД ищет комментарии относительно объема соображений, которые должны быть рассмотрены в EIS, а также для выявления значительных экологических последствий, связанных с предлагаемыми действиями. НАБДД приглашает к комментариям федеральных, государственных и местных агентств, индейских племен, заинтересованных сторон и общественности в этом процессе определения масштабов, чтобы помочь определить и сфокусировать любые вопросы, имеющие экологическое значение, и разумные альтернативы для изучения в EIS.
для моделей 2029 годаи не только большегрузные пикапы и фургоны. НАБДД ищет комментарии относительно объема соображений, которые должны быть рассмотрены в EIS, а также для выявления значительных экологических последствий, связанных с предлагаемыми действиями. НАБДД приглашает к комментариям федеральных, государственных и местных агентств, индейских племен, заинтересованных сторон и общественности в этом процессе определения масштабов, чтобы помочь определить и сфокусировать любые вопросы, имеющие экологическое значение, и разумные альтернативы для изучения в EIS.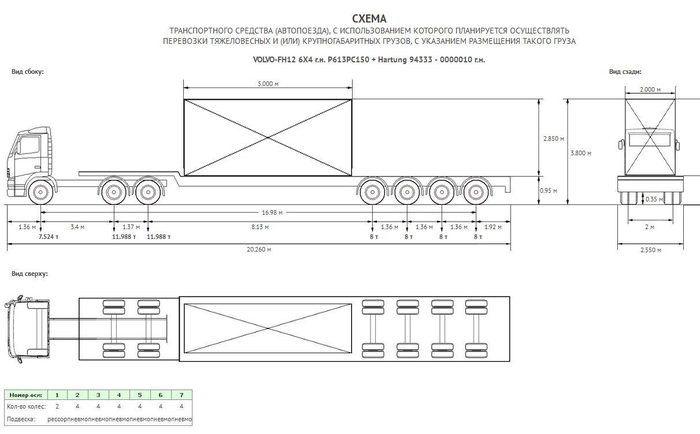 2026 год. Агентство прогнозирует, что окончательные стандарты сэкономят потребителям почти 1400 долларов США на общих расходах на топливо за весь срок службы автомобилей, произведенных в эти модельные годы, и предотвратят потребление около 234 миллиардов галлонов газа в период с 2030 по 2050 модельные годы. Агентство также прогнозирует стандарты уменьшат выбросы парниковых газов в атмосферу, снизят загрязнение воздуха и снизят зависимость страны от нефти.
2026 год. Агентство прогнозирует, что окончательные стандарты сэкономят потребителям почти 1400 долларов США на общих расходах на топливо за весь срок службы автомобилей, произведенных в эти модельные годы, и предотвратят потребление около 234 миллиардов галлонов газа в период с 2030 по 2050 модельные годы. Агентство также прогнозирует стандарты уменьшат выбросы парниковых газов в атмосферу, снизят загрязнение воздуха и снизят зависимость страны от нефти. Окончательное правило гарантирует, что Правило SAFE I больше не будет создавать ненадлежащий барьер для государств, изучающих творческие решения для решения проблем окружающей среды и общественного здравоохранения в их местных сообществах.
Окончательное правило гарантирует, что Правило SAFE I больше не будет создавать ненадлежащий барьер для государств, изучающих творческие решения для решения проблем окружающей среды и общественного здравоохранения в их местных сообществах. ). Примечание. Этот инструмент визуализации данных представляет существующую информацию в выходных файлах модели FRIA и CAFE на простой в использовании приборной панели и не создает и не предоставляет никаких новых данных, помимо тех, которые уже включены в окончательное правило.
). Примечание. Этот инструмент визуализации данных представляет существующую информацию в выходных файлах модели FRIA и CAFE на простой в использовании приборной панели и не создает и не предоставляет никаких новых данных, помимо тех, которые уже включены в окончательное правило.  Это предложение также является ответом на указание президента Байдена в Исполнительном указе № 13990 о пересмотре стандартов CAFE, доработанных в 2020 году9.0003
Это предложение также является ответом на указание президента Байдена в Исполнительном указе № 13990 о пересмотре стандартов CAFE, доработанных в 2020 году9.0003
 Для производителей PIC предоставляет самые современные ресурсы для обеспечения соответствия требованиям. Общедоступная информация регулярно обновляется в PIC, чтобы предоставлять своевременные и надежные данные о соответствии, которые можно просматривать в отчетах, а также в интерактивных форматах таблиц и графиков. Интерактивные данные можно легко сортировать и фильтровать на основе конкретных областей интереса для создания настраиваемых отчетов, которые также можно загружать в виде файлов Excel или PDF. НАБДД будет добавлять отчеты и дополнительные ресурсы для производителей на сайты PIC по мере возникновения требований и требований.
Для производителей PIC предоставляет самые современные ресурсы для обеспечения соответствия требованиям. Общедоступная информация регулярно обновляется в PIC, чтобы предоставлять своевременные и надежные данные о соответствии, которые можно просматривать в отчетах, а также в интерактивных форматах таблиц и графиков. Интерактивные данные можно легко сортировать и фильтровать на основе конкретных областей интереса для создания настраиваемых отчетов, которые также можно загружать в виде файлов Excel или PDF. НАБДД будет добавлять отчеты и дополнительные ресурсы для производителей на сайты PIC по мере возникновения требований и требований.



 Подробнее об этом здесь.
Подробнее об этом здесь. Да и помимо нее в грунтах содержится множество других летучих веществ, а ведь им тоже нужно время на испарение. Поэтому не стоит спешить, нужно дать слою грунта хотя бы минут 15-20 на реакцию и испарение, а уже после этого наносить грунт-наполнитель.
Да и помимо нее в грунтах содержится множество других летучих веществ, а ведь им тоже нужно время на испарение. Поэтому не стоит спешить, нужно дать слою грунта хотя бы минут 15-20 на реакцию и испарение, а уже после этого наносить грунт-наполнитель.
 В этом случае последующее нанесение наполнителя не требуется. Однако следует иметь ввиду, что эпоксидные грунты обладают повышенной твердостью, поэтому обрабатываются труднее, чем обычные наполнители. Да и максимальная толщина их нанесения меньше, чем у акриловых грунтов, что требует очень высокого качества обработки поверхности. Делайте выводы.
В этом случае последующее нанесение наполнителя не требуется. Однако следует иметь ввиду, что эпоксидные грунты обладают повышенной твердостью, поэтому обрабатываются труднее, чем обычные наполнители. Да и максимальная толщина их нанесения меньше, чем у акриловых грунтов, что требует очень высокого качества обработки поверхности. Делайте выводы.

 Остатки растворителей стремятся выйти наружу, и, проходя сквозь сформировавшуюся пленку, образовывают в ней огромное количество мельчайших «проколов». Причем сразу вы их можете и не заметить — настолько они малы (помимо этого в процессе шлифования они забиваются шлифовальной пылью), но под лаком они будут очень даже заметны.
Остатки растворителей стремятся выйти наружу, и, проходя сквозь сформировавшуюся пленку, образовывают в ней огромное количество мельчайших «проколов». Причем сразу вы их можете и не заметить — настолько они малы (помимо этого в процессе шлифования они забиваются шлифовальной пылью), но под лаком они будут очень даже заметны. Выдержка перед ускоренной сушкой — не менее 10-15 минут.
Выдержка перед ускоренной сушкой — не менее 10-15 минут. Иначе при нанесении следующего слоя под ним будет заключено некоторое количество воздуха, который потом может подняться на поверхность краски в виде отдельных пузырьков.
Иначе при нанесении следующего слоя под ним будет заключено некоторое количество воздуха, который потом может подняться на поверхность краски в виде отдельных пузырьков.

 Последняя особенно рекомендуется при работе на старых покрытиях неизвестного происхождения (эпоксид отличный изолятор).
Последняя особенно рекомендуется при работе на старых покрытиях неизвестного происхождения (эпоксид отличный изолятор).

 Информируем вас о поступлении нового защитного покрытия ARMATA от производителя Solid. Приобрести данный товар вы можете в нашем магазине.
Информируем вас о поступлении нового защитного покрытия ARMATA от производителя Solid. Приобрести данный товар вы можете в нашем магазине. Спешим сообщить вам о расширении и без того не малой линейки автомобильных аккумуляторов. Теперь в нашем магазине появились АКБ таких производителей как: Bosch, Delta, Mutlu, Topla, Varta, и многие другие. Посмотреть новинки вы можете в нашем каталоге
Спешим сообщить вам о расширении и без того не малой линейки автомобильных аккумуляторов. Теперь в нашем магазине появились АКБ таких производителей как: Bosch, Delta, Mutlu, Topla, Varta, и многие другие. Посмотреть новинки вы можете в нашем каталоге Приятных покупок!
Приятных покупок!

 Песок, используемый в гравийной смеси, также может использоваться для обратной засыпки.
Песок, используемый в гравийной смеси, также может использоваться для обратной засыпки. Вы также можете использовать гравий для обратной засыпки, так как он обладает отличными дренажными свойствами.
Вы также можете использовать гравий для обратной засыпки, так как он обладает отличными дренажными свойствами. Существуют разные причины для использования грязи и верхнего слоя почвы, и очень важно, чтобы вы использовали правильный тип для своего проекта.
Существуют разные причины для использования грязи и верхнего слоя почвы, и очень важно, чтобы вы использовали правильный тип для своего проекта. Он содержит мало плодородия для роста растений или каких-либо органических веществ. Есть еще много причин, по которым вы хотели бы выбрать наполнитель для своего проекта. Верхний слой почвы содержит органическое вещество и со временем может сдвигаться или оседать. Если вы ищете наполнитель, то наполнительная грязь обеспечит более стабильный материал.
Он содержит мало плодородия для роста растений или каких-либо органических веществ. Есть еще много причин, по которым вы хотели бы выбрать наполнитель для своего проекта. Верхний слой почвы содержит органическое вещество и со временем может сдвигаться или оседать. Если вы ищете наполнитель, то наполнительная грязь обеспечит более стабильный материал. Поговорите со своим дистрибьютором о правильном верхнем слое почвы для вашего конкретного проекта. Верхний слой почвы обычно более темного цвета и содержит смесь органических веществ. Если у вас есть вопросы по содержанию грунта, уточните у поставщика перед покупкой.
Поговорите со своим дистрибьютором о правильном верхнем слое почвы для вашего конкретного проекта. Верхний слой почвы обычно более темного цвета и содержит смесь органических веществ. Если у вас есть вопросы по содержанию грунта, уточните у поставщика перед покупкой. Дороги и подъездные пути обычно строятся с использованием насыпной земли в качестве основы для долговечности.
Дороги и подъездные пути обычно строятся с использованием насыпной земли в качестве основы для долговечности.