полуавтоматом, ручной дуговой, формула расчета сварочного тока
Содержание:
- Как осуществляется расчет скорости сварки
- Влияние величины скорости на конфигурацию шва
- Ручная сварка
- Сварка полуавтоматом
- Преимущества правильного выбора
- Интересное видео
На качество получаемого при сварке шва оказывают влияние многие факторы. Одним из них является скорость сварки. Эта характеристика представляет собой скорость, с которой электрод перемещается вдоль свариваемого шва. Ее влияние сказывается в тех режимах, при которых применяются электроды, то есть при ручной сварке и полуавтоматической.
При выборе слишком большой скорости металл не успеет нагреться до нужной температуры и появится непровар. Это чревато хрупкостью шва и его недолговечностью. При слишком маленькой скорости сильное плавление металла приведет к образованию наплывов.
Как осуществляется расчет скорости сварки
Скорость сварки находится в прямой зависимости от размера тока, поэтому вначале следует разобраться с ним. Расчет сварочного тока производится с помощью формул.
Существуют формулы, по которым скорость сварки рассчитывается в зависимости от значения силы тока. Она в свою очередь может быть рассчитана по формуле сварочного тока. Грамотно применив формулу расчета сварочного тока, можно найти его значение и выбрать оптимальную величину скорости сварки, которая зависит от различных характеристик.
Так, например, зная параметры наплавляемого металла и значение тока, можно применить такую формулу:
αн — это коэффициент наплавки;
γ — плотность металла электрода в г/см3;
Fн — площадь металла в см2.
Коэффициент наплавки αн зависит от характеристик электрода. Под площадью металла понимается площадь поперечного сечения свариваемого шва при условии однопроходного варианта или одного слоя, если осуществляется многослойное покрытие.
Для расчета этой характеристики необязательно применять формулу скорости сварки. Помочь могут нормативные документы, в которых содержатся рекомендации по выбору для каждого типа металла. При задаче как рассчитать скорость сварки можно ориентироваться не только на формулы, но и на указанные в них значения.
Влияние величины скорости на конфигурацию шва
С увеличением величины скорости сварки происходит уменьшение ширины шва. Глубина провара сначала имеет тенденцию увеличиваться, а потом начинается ее снижение.
Компенсация осуществляется увеличением значения силы тока. При высоком значении скорости сварки возможно образование подрезов свариваемого шва, причем с обеих сторон. Это объясняется прогревом, недостаточным для получения качественного шва.
При большой толщине металла имеет смысл сваривать его неширокими швами, обеспечив при этом высокую скорость. Медленная сварка может способствовать появлению в металле дефектов в виде пор.
Ручная сварка
Скорость ручной дуговой сварки выбирает сам сварщик, поэтому многое зависит от его квалификации. На его выбор влияют:
На его выбор влияют:
- свойства основного металла;
- характеристики используемого электрода;
- положение шва в пространстве.
Требование, которое предъявляется к результату выбора, — он должен гарантировать небольшое возвышение расплавленного металла, находящегося в сварочной ванне, над кромками основного. Также должен быть обеспечен плавный переход жидкого металла к основному без возникновения дефектов в виде наплывов и подрезов. Когда происходит сваривание высоколегированных сталей, то с целью недопущения перегрева сварку осуществляют с большой скоростью.
Этот параметр находится в зависимости от покрытия применяемых электродов. При использовании электродов, имеющих рутиловое покрытие, выбирается скорость сварки, находящаяся в диапазоне 6-12 м/ч, при электродах с целлюлозным покрытием — 14-22 м/ч.
Из таблицы скорости сварки при ручной дуговой сварке можно найти величину этого параметра в зависимости от толщины металлического материала.
Сварка полуавтоматом
Аппарат для сварки полуавтоматическим методом представляет собой устройство, в котором роль электрода выполняет проволока, подающаяся на место сварки автоматическим способом. При сварке полуавтоматом необходимо выставлять две скорости. Обе устанавливает сварщик. Первая из них — это скорость, с которой подается проволока. Правильный выбор обеспечит стабильное горение сварочной дуги.
При сварке полуавтоматом необходимо выставлять две скорости. Обе устанавливает сварщик. Первая из них — это скорость, с которой подается проволока. Правильный выбор обеспечит стабильное горение сварочной дуги.
Вторая — скорость сварки зависит от скорости, с которой перемещается горелка. Толстостенные соединения сваривают на высокой скорости с формированием узких швов. При высокой скорости необходимо следить, чтобы при выходе из зоны защиты газом не происходило окисления конца проволоки и поверхности металла. Так же, как и при ручной дуговой сварке, силу тока и скорость подачи электрода, в данном случае проволоки, сварщик должен выставить сам, руководствуясь своим опытом и квалификацией. Отталкиваться приходится в частности от типа сплавляемых металлов.
С помощью сварочного полуавтомата можно соединить две металлические детали быстро и качественно. Таким аппаратом имеется возможность сваривать металлы различной ширины. По сравнению с ручной сваркой полуавтомат имеет значительные преимущества.
Перед началом процесса необходимо рассчитать основные характеристики — ток, напряжение дуги и скорость сварки. Последний параметр можно рассчитать, зная выбранные силу тока и напряжение, поскольку скорость сварки полуавтоматом находится в зависимости от них.
Ток и напряжение, в свою очередь, выбирают в соответствии с толщиной металла. Получается, что скорость сварки полуавтоматом находится в зависимости от толщины металла.
Сначала по формуле рассчитывается сила тока. Ее вычисляют в зависимости от диаметра электрода и плотности тока. Зная вычисленную силу тока и диаметр электрода по формуле можно определить значение напряжения сварочной дуги. После этого можно выбрать оптимальную скорость сварки.
Преимущества правильного выбора
Правильно выбранные параметры обеспечат получение качественного соединения металлов, которое может прослужить долгие годы. Применение готовых формул облегчает выбор параметров. Но это не освобождает от изучения ГОСТов и других нормативных материалов.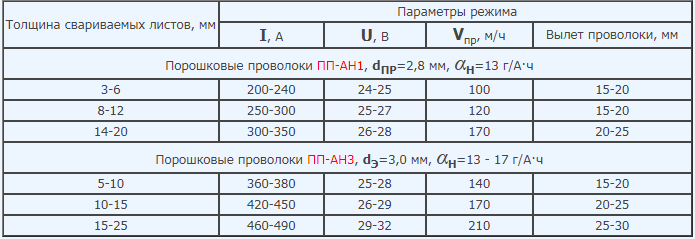
Опытный сварщик должен справиться при наличии нестандартной ситуации и внести свои коррективы. Правильный выбор характеристик при сварке, в частности, ее скорость, с которой ее будут осуществлять, позволит получить качественные и долговечные швы.
Интересное видео
Выбор режима ручной дуговой сварки
0
На сумму: 0 р.
Дуговую сварку контролируют ряд параметров, а именно:
- сварочный ток
- напряжение дуги
- скорость сварки
- род и полярность тока
- положение шва в пространстве
- тип электрода и его диаметр
Поэтому перед началом работы следует подобрать значения этих параметров так, чтобы сварочный шов получился требуемого размера и хорошего качества.
1.1 Сварочный ток (выбор сварочного тока посредством подбора диаметра электрода)
Важнейшим параметром при работе ручной дуговой сварки является сила сварочного тока. Именно сварочный ток будет определять качество сварочного шва и производительность сварки в целом.
Обычно рекомендации по выбору силы сварочного тока приведены в инструкции пользователя, которая поставляется в комплекте со сварочным аппаратом. Если таковой инструкции нет, то силу сварочного тока можно выбрать в зависимости от диаметра электрода. Большинство производителей электродов размещают информацию о величинах сварочного тока прямо на упаковках своей продукции.
Диаметр электрода подбирают в зависимости от толщины свариваемого изделия. Однако помните, что увеличение диаметра электрода уменьшает плотность сварочного тока, что приводит к блужданию сварочной дуги, её колебаниям и изменениям длины. От этого растет ширина сварочного шва и уменьшается глубина провара – то есть качество сварки ухудшается. Кроме того, уровень сварочного тока зависит от расположения сварочного шва в пространстве. При сварке швов в потолочном или вертикальном положении рекомендуется диаметр электродов не меньше 4 мм и понижение силы сварочного тока на 10-20 %, относительно стандартных показателей тока при работе в горизонтальном положении.
Кроме того, уровень сварочного тока зависит от расположения сварочного шва в пространстве. При сварке швов в потолочном или вертикальном положении рекомендуется диаметр электродов не меньше 4 мм и понижение силы сварочного тока на 10-20 %, относительно стандартных показателей тока при работе в горизонтальном положении.
Таблица 1.1
| Примерное соотношение толщины металла, диаметра электрода и сварочного тока | ||||||||
| Толщина металла, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
|---|---|---|---|---|---|---|---|---|
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сварочный ток, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 200-250 | 200-350 |
1.
 2 Напряжение дуги (длина сварочной дуги)
2 Напряжение дуги (длина сварочной дуги)После того, как сила сварочного тока определена, следует рассчитать длину сварочной дуги. Расстояние между концом электрода и поверхностью свариваемого изделия и определяет длину сварочной дуги. Стабильное поддержание длины сварочной дуги очень важно при сварке, это сильно влияет на качество свариваемого шва. Лучше всего использовать короткую дугу, т.е. длина которой не превышает диаметр электрода, но это достаточно тяжело осуществить даже при наличии солидного опыта. Поэтому оптимальной длиной дуги принято считать размер, который находится между минимальным значением короткой дуги и максимальным значением (превышает диаметр электрода на 1-2 мм)
Таблица 1.2
| Примерное соотношение диаметра электрода и длины дуги | ||||||||
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
|---|---|---|---|---|---|---|---|---|
| Длина дуги, мм | 0,6 | 2,5 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6,5 |
1.
 3 Скорость сварки
3 Скорость сваркиВыбор скорости сварки зависит от толщины свариваемого изделия и от толщины сварочного шва. Подбирать скорость сварки следует так, что бы сварочная ванна заполнялась жидким металлом от электрода и возвышалась над поверхностью кромок с плавным переходом к основному металлу изделия без наплывов и подрезов. Желательно поддерживать скорость продвижения так, что бы ширина сварочного шва превосходила в 1,5-2 раза диаметр электрода.
Если слишком медленно перемещать электрод, то вдоль стыка образуется достаточно большое количество жидкого металла, который растекается перед сварочной дугой и препятствует её воздействию на свариваемые кромки – то есть результатом будет непровар и некачественно сформированный шов.
Неоправданно быстрое перемещение электрода тоже может вызывать непровар из-за недостаточного количества тепла в рабочей зоне. А это чревато деформацией швов после охлаждения, вплоть до трещин.
Наиболее простой способ подбора скорости сварки ориентирован на приблизительно среднее значение размеров сварочной ванны. В большинстве случаев сварочная ванна имеет размеры: ширина 8–15 мм, глубина до 6 мм, длина 10–30 мм. Важно следить, что бы сварочная ванна равномерно заполнялась плавленным металлом, т.к. глубина проплавления почти не изменяется.
В большинстве случаев сварочная ванна имеет размеры: ширина 8–15 мм, глубина до 6 мм, длина 10–30 мм. Важно следить, что бы сварочная ванна равномерно заполнялась плавленным металлом, т.к. глубина проплавления почти не изменяется.
На рисунке видно, что при увеличении скорости заметно уменшается ширина шва, при этом глубина проплавления остается почти неизменной. Очевидно, что наиболее качественные швы (в этом примере) – при скоростях 30 и 40 м/ч.
1.4 Род и полярность тока
У большинства моделей бытовых аппаратов для ручной дуговой сварки на выходе путем выпрямления переменного тока образуется постоянный сварочный ток. При использовании постоянного тока возможны два варианта подключения электрода и детали:
- При прямой полярности деталь подсоединяется к зажиму «+», а электрод к зажиму «-»
- При обратной полярности деталь подключается к «-», а электрод – к «+»
На положительном полюсе выделяется больше тепла, чем на отрицательном.
| Постоянный ток | |
| Прямая полярность | Обратная полярность |
|
|
|---|---|
Низколегированные стали — это конструкционные стали, в которых содержится не больше 2,5% легирующих элементов (углерода, хрома, марганца, никеля и т. д., причем углерода не должно быть более 0,2 %), широко применяются в строительстве, судостроении, трубопрокатном производстве. Сварку низколегированных сталей можно производить как ручным способом, так и автоматически, вне зависимости от полярности тока.
д., причем углерода не должно быть более 0,2 %), широко применяются в строительстве, судостроении, трубопрокатном производстве. Сварку низколегированных сталей можно производить как ручным способом, так и автоматически, вне зависимости от полярности тока.
1.5 Зажигание (возбуждение) сварочной дуги
Зажигание (возбуждение) сварочной дуги можно производить 2-мя способами.
| Первый способ: Чиркаем концом электрода о поверхность металла (напоминает движение зажигаемой спички). Данный способ чаще всего применяют на новом электроде. Этот метод прост и особых профессиональных навыков не требует. | Второй способ можно назвать «касанием», т.к. электрод подводят вертикально (перпендикулярно) к месту начала сварки и после легкого прикосновения к поверхности изделия отводят верх на расстояние примерно в 3-5 мм. Чаще всего этот способ применяют в труднодоступных, узких и прочих неудобных местах. |
|---|
Спасибо за подписку!
Таблица скоростей и напряжений сварочной проволокиMig
Сварка MIG, безусловно, является одним из самых популярных процессов соединения металлов в отрасли в настоящее время и широко используется для широкого спектра применений. Сварка MIG в настоящее время популярна как для профессионального, так и для личного применения. Многие энтузиасты-сделай сам также предпочитают использовать сварку MIG для своих проектов, поскольку этот метод сварки обеспечивает прочные и надежные соединения.
Сварка MIG в настоящее время популярна как для профессионального, так и для личного применения. Многие энтузиасты-сделай сам также предпочитают использовать сварку MIG для своих проектов, поскольку этот метод сварки обеспечивает прочные и надежные соединения.
Однако вы не получите удовлетворительных результатов, если не все параметры настроены правильно. Хотя процесс сварки MIG определенно проще по сравнению с другими методами сварки, вам потребуется базовое понимание процесса, а также важность некоторых важных факторов для получения желаемых результатов. У многих сварщиков MIG возникают проблемы с регулированием скорости подачи проволоки и напряжения аппарата, которые могут сильно повлиять на конечный результат.
Итак, в сегодняшнем руководстве мы подробно обсудим важность регулирования скорости подачи сварочной проволоки и напряжения. Здесь вы также найдете справочную таблицу, которая поможет вам определить идеальные значения как скорости подачи, так и уровней напряжения для вашего проекта.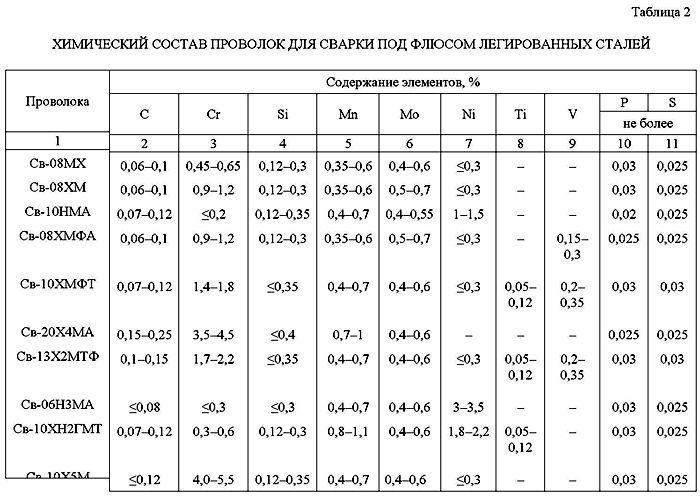 Поэтому обязательно ознакомьтесь с нашей таблицей скоростей и напряжений сварочной проволоки MIG, представленной здесь. Мы также обсудим некоторые более важные факторы, касающиеся того же самого в этом руководстве, поэтому убедитесь, что вы не пропустите это.
Поэтому обязательно ознакомьтесь с нашей таблицей скоростей и напряжений сварочной проволоки MIG, представленной здесь. Мы также обсудим некоторые более важные факторы, касающиеся того же самого в этом руководстве, поэтому убедитесь, что вы не пропустите это.
Схема
Таблица скорости и напряжения сварочной проволоки MIG
В этих таблицах мы будем сравнивать соответствующие напряжение и скорость проволоки, необходимые для работы. Таким образом, вы можете получить довольно много информации о настройке, необходимой для вашего проекта, и ожидать хороших результатов, используя эти настройки скорости и напряжения.
Но перед этим следует убедиться, что у вас есть подходящая сварочная проволока в соответствии с силой тока аппарата. В противном случае изменение напряжения или скорости подачи не дало бы большой разницы. Вот основная таблица для справки в соответствии с обычной толщиной проволоки.
| Диапазон силы тока | Подходящий размер провода |
| от 30 до 130 А | 0,023 дюйма |
| от 40 до 145 А | 0,030 дюйма |
| от 50 до 180 А | 0,035 дюйма |
| от 75 до 250 А | 0,045 дюйма |
Теперь, когда у вас есть общее представление о подходящем для работы размере провода, ознакомьтесь с этой таблицей, чтобы получить представление о правильном уровне напряжения в зависимости от толщины.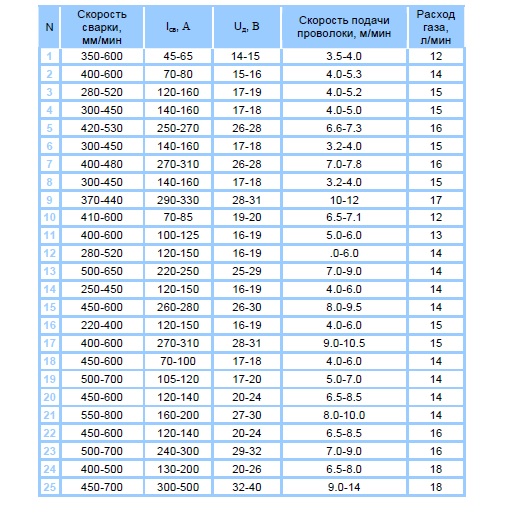
| Толщина | Подходящее напряжение провода для 0,045 В | Подходящее напряжение провода для 0,035 В | Подходящее напряжение провода для 0,024 В | |
| 0,030 | 20 | 32 | 40 | 70 |
| 0,060 | 60 | 96 | 120 | 210 |
| 0,110 | 110 | 17 | 220 | 385 |
| 0,170 | 170 | 272 | 340 | 595 |
| 0,200 | 200 | 320 | 400 | 700 |
| 0,250 | 250 | 400 | 500 | 875 |
Вы также можете получить представление о подходящей скорости подачи проволоки на основе сравнения, представленного в следующей таблице.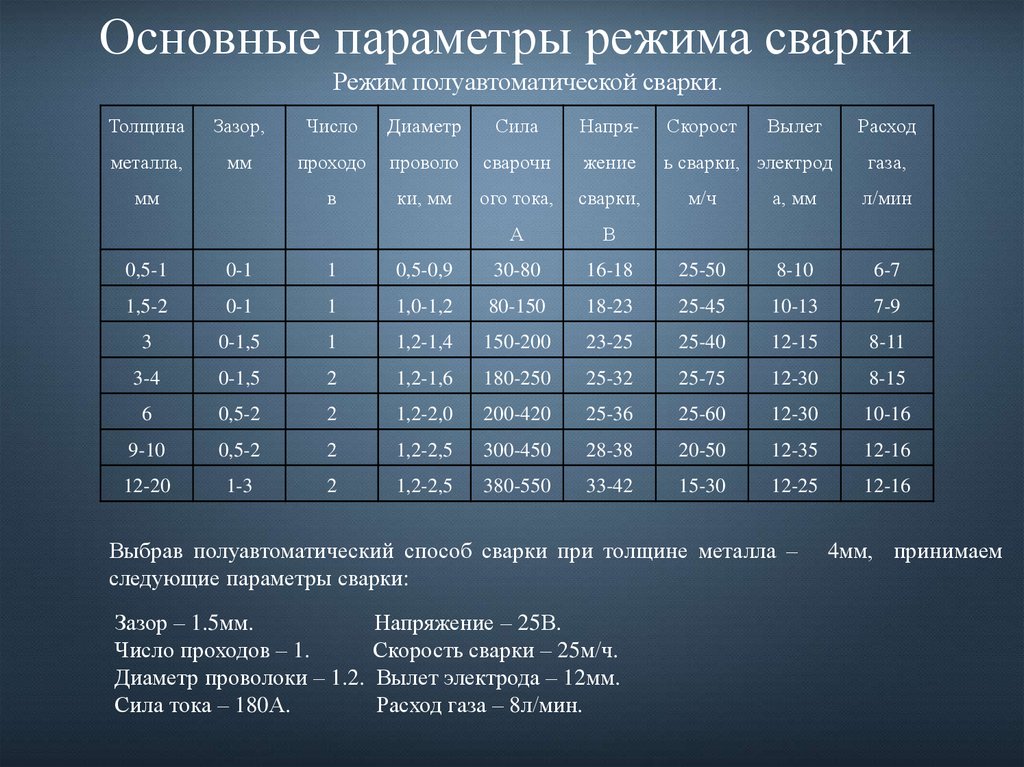
| Приблизительная толщина | АРВ (В) | Сила тока | Подходящая скорость подачи проволоки |
| 1 | от 16 до 17 В | от 65 до 80 А | 2,8–3,8 м/мин |
| 1,2 | от 18 до 19 вольт | от 70 до 85 А | от 3,2 до 4 м/мин |
| 1,6 | от 19 до 20 вольт | 85–95 А | от 4 до 4,8 м/мин |
| 2 | от 19 до 20 вольт | от 110 до 125 А | от 5,8 до 7 м/мин |
| 2,5 | от 20 до 21 В | от 7 до 8,4 м/мин | |
| 3 | от 20 до 21 В | от 125 до 140 А | от 7 до 8,4 м/мин |
Как определить скорость подачи сварочной проволоки MIG?
Несмотря на то, что вы можете получить приблизительное представление о подходящей скорости подачи проволоки для вашей работы из приведенной выше справочной таблицы, вы можете легко рассчитать точную скорость подачи проволоки, которая будет идеальной для вашей работы.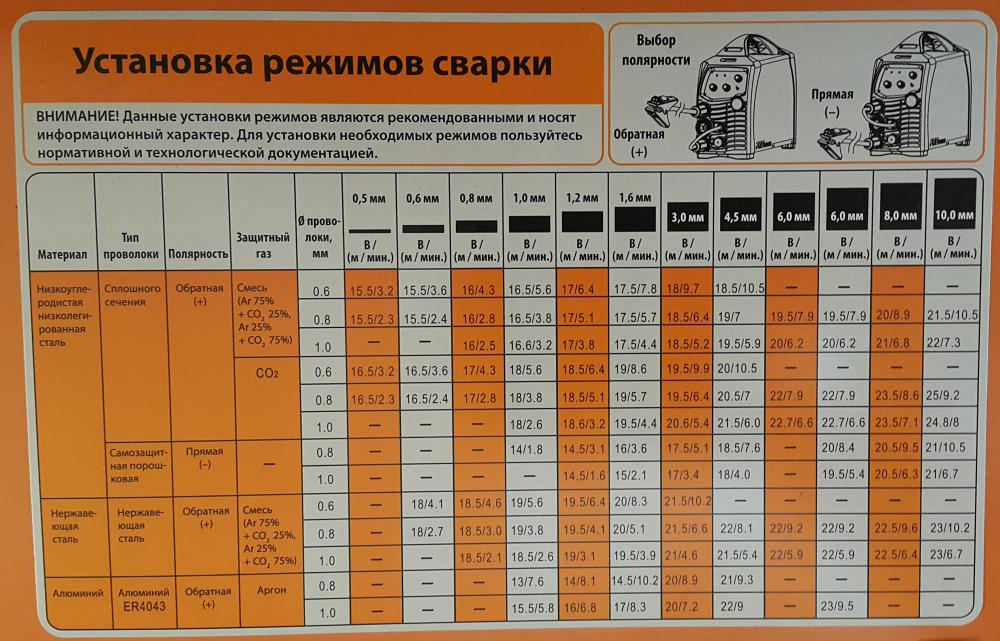 Применяя простую формулу и базовое умножение, вы можете узнать правильную скорость подачи проволоки, чтобы получить безупречные сварные швы на вашей работе.
Применяя простую формулу и базовое умножение, вы можете узнать правильную скорость подачи проволоки, чтобы получить безупречные сварные швы на вашей работе.
Для этого просто умножьте требуемый ток сварочного аппарата на скорость пламени, с которой проволока подается на работу. Это даст вам прямое значение соответствующей скорости подачи в дюймах в минуту или метрах в минуту в зависимости от вашей системы единиц измерения.
Пример. Учтите, что вы работаете со сварочной установкой на 100 ампер, и она обеспечивает скорость пламени 3 дюйма. Таким образом, чтобы определить скорость сварки, просто умножьте 2 единицы, что даст вам 300 дюймов в минуту, идеальную скорость подачи проволоки для работы.
Формула эффективности сварки MIG
Если вам интересно, сколько времени вам потребуется, чтобы закончить определенную работу в зависимости от скорости подачи проволоки, вы можете сделать это, применив другую простую формулу. Эта формула в основном расскажет вам об эффективности вашего процесса на основе длины сварки и возможной длины, свариваемой в минуту.
Это довольно простой расчет, так как вам нужно только подсчитать приблизительное время, необходимое для завершения сварки в дюйм, и разделить его на общую длину сварки. Таким образом, если скорость сварки составляет около 4 дюймов в минуту, и вы готовы покрыть около 40 дюймов сварного шва, вам потребуется около 10 минут, чтобы закончить работу.
Однако имейте в виду, что это приблизительный расчет, и фактическое время, необходимое для работы, может варьироваться в зависимости от множества различных факторов. Время, необходимое для покрытия одного дюйма сварного шва, не будет постоянным по всей длине. Кроме того, вам необходимо учитывать рабочий цикл сварочного аппарата MIG для более крупных работ, чтобы лучше понять общее время, необходимое для завершения работы.
Как настроить скорость подачи проволоки и сварочное напряжение?
Установить скорость подачи проволоки и уровень напряжения аппарата очень просто. Почти все современные аппараты для сварки MIG оснащены цифровым индикатором, позволяющим точно настроить как уровень напряжения, так и скорость подачи проволоки. Но что касается того, как выбрать правильные значения, вам потребуется немного опыта и понимания машины. Вы можете следовать некоторым полезным советам, которые, несомненно, помогут вам на этом пути.
Но что касается того, как выбрать правильные значения, вам потребуется немного опыта и понимания машины. Вы можете следовать некоторым полезным советам, которые, несомненно, помогут вам на этом пути.
- Выберите общую силу тока для всех сварочных проводов.
- Убедитесь, что толщина заготовки меньше 8 дюймов.
- Что касается времени сварки, рассмотрите возможность изменения всех настроек, чтобы получить скорость подачи 250 дюймов в минуту.
- После начала процесса сварки установите уровень напряжения в соответствии с требованиями.
- Перед началом процесса следите за натяжными гайками.
- Снова запустите сварку с правильными параметрами.
- Теперь вы можете легко настроить скорость подачи проволоки и напряжение на основе результатов.
Требования к напряжению для сварки MIG
По этому конкретному вопросу существует много разных точек зрения. В то время как многие пользователи предполагают, что для сварки MIG требуется 220 или 230 Вольт, некоторые считают, что 240 Вольт является правильным уровнем напряжения для этой работы. Чтобы быть в безопасности, мы также рекомендуем вам использовать 240 вольт для сварки MIG с однофазным подключением.
Чтобы быть в безопасности, мы также рекомендуем вам использовать 240 вольт для сварки MIG с однофазным подключением.
С учетом сказанного вам не нужно активно искать сварочный аппарат MIG, на котором конкретно написано 240 Вольт. Технически 220, 230 и 240 вольт — это почти одно и то же. Таким образом, вы можете без каких-либо проблем купить сварочный аппарат MIG на 220 или 2230 В, а затем переоборудовать его на 240 В, чтобы получить лучшие результаты сварки.
Поддерживаемая толщина для сварочного аппарата MIG на 180 А
В настоящее время самыми популярными сварочными аппаратами MIG на рынке являются сварочные аппараты MIG на 180 А. Если вы также недавно приобрели сварочный аппарат MIG на 180 ампер, вам должно быть интересно узнать о возможностях этого аппарата и о том, подходит ли он для вашей задачи или нет. В большинстве случаев проблема совместимости связана с толщиной поддерживаемой заготовки.
Если у вас есть сварочный аппарат MIG на 180 А, вы должны знать, что эти аппараты способны сваривать детали толщиной до 3/16 дюйма или 4,7 мм.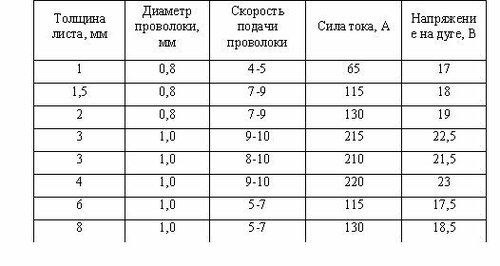 Толщина сварного шва, с другой стороны, будет около 0,035 дюйма.
Толщина сварного шва, с другой стороны, будет около 0,035 дюйма.
Влияние напряжения на сварку MIG
Напряжение является одним из наиболее важных факторов сварки MIG и оказывает решающее влияние на конечные результаты, будь то надежность сварного шва или совместимость с данной работой. Уровень напряжения процесса сварки изменит длину дуги. Дуга в основном представляет собой зазор между присадочной проволокой и поверхностью сварки. По мере увеличения уровня напряжения шарик сварки MIG также будет увеличиваться и оказывать все большее влияние на отношение ширины к глубине сварного шва.
Заключение
Мы надеемся, что вы нашли в этом руководстве всю необходимую информацию об уровне напряжения сварки MIG и скорости подачи проволоки. Здесь мы обсудили важность обоих этих факторов, а также несколько полезных советов, которые наверняка пригодятся новичку. Вы также можете обратиться к нашим таблицам скорости и напряжения проволоки для сварки MIG и получить представление о подходящих параметрах для вашей работы. Но вы должны знать, что лучший способ освоить процесс — это поэкспериментировать с различными настройками вокруг приблизительных значений, чтобы найти идеальные варианты в соответствии с материалом вашей заготовки, толщиной и длиной сварки.
Но вы должны знать, что лучший способ освоить процесс — это поэкспериментировать с различными настройками вокруг приблизительных значений, чтобы найти идеальные варианты в соответствии с материалом вашей заготовки, толщиной и длиной сварки.
Предварительный расчет скорости подачи проволоки, скорости перемещения и напряжения
Перейти к содержимому
Цех хотел бы сократить время разработки новых сварных швов MIG. Есть ли способ предварительно рассчитать скорость подачи проволоки, скорость перемещения и напряжение, чтобы приблизить их до того, как они коснутся первого сварного шва?
Да, можно рассчитать начальную скорость подачи проволоки и скорость перемещения. Это очень частый вопрос от производителей сварки сплошной проволокой или порошковой проволокой. Большинство профессионалов в области сварки знают скорость подачи проволоки (WFS), когда процесс идет хорошо, основываясь на их опыте, или могут быстро получить WFS с помощью процедур, рекомендованных производителем.
Однако определение скорости перемещения валика сварного шва определенного размера становится итеративным и трудоемким процессом. Понимая несколько концепций и выполняя некоторые математические вычисления с помощью нескольких простых формул, мы можем определить, по крайней мере, хорошую отправную точку для процедуры сварки, которая обеспечивает желаемый сварной шов.
СКОРОСТЬ НАПЛАВКИ
Важно помнить, что скорость наплавки прямо пропорциональна скорости, с которой проволока определенного диаметра выходит из сварочной горелки во время сварки. Скорость напыления не имеет ничего общего ни с тем, как быстро движется пистолет, ни с настройкой напряжения на машине. Скорость наплавки — это просто мера того, сколько фунтов проволоки выходит из сварочной горелки за определенный промежуток времени, обычно измеряется в фунтах в час.
Если скорость подачи проволоки увеличивается, скорость наплавки увеличивается. Мы также понимаем, что если мы сохраним скорость подачи проволоки и перейдем на проволоку большего диаметра, скорость наплавки также увеличится. Вооружившись этим пониманием, расчет скорости наплавки становится очень мощным упражнением, которое дает вам число, которое можно использовать для расчета ключевых параметров сварки. Рассмотрим формулу и пример:
Вооружившись этим пониманием, расчет скорости наплавки становится очень мощным упражнением, которое дает вам число, которое можно использовать для расчета ключевых параметров сварки. Рассмотрим формулу и пример:
Расчет скорости наплавки
Скорость наплавки (фунт/час) = 13,1 × (диаметр проволоки) 2 × (Скорость подачи проволоки) × (Эффективность)
— Диаметр проволоки в дюймах (дюйм)
— Скорость подачи проволоки в дюймах в минуту (дюйм/мин)
— Эффективность (1,0 для сплошной проволоки , 0,85 для порошковой проволоки)
— Этот расчет только для стали
— : Диаметр проволоки = 0,045 дюйма (1,2 мм), сплошная проволока, WFS = 300 дюймов в минуту0329 Расчет скорости перемещения с учетом скорости наплавки
Зная скорость наплавки, мы можем рассчитать скорость перемещения в дюймах в минуту (дюйм/мин) для конкретного сварного шва. Допустим, мы хотим сделать стальной угловой шов 3/8 дюйма (предположим, что армирование 10 процентов или 0,4125 дюйма), используя сплошную проволоку 0,045 дюйма при 300 дюймов в минуту, вес металла шва на фут можно рассчитать, умножив плотность стали ( 0,283 фунта/дюйм 3 ) по объему наплавленного металла на фут следующим образом:
Расчет веса сварного шва на фут
Объем металла сварного шва/фут = 1/2 × ширина × высота × 12 дюймов = 1/2 × 0,4125 дюйма × 0,4125 дюйма × 12 дюймов = 1,02 дюйма 3
Вес металла сварного шва/ футы углового сварного шва 3/8 дюйма = (0,283 фунта/дюйм 3 ) × (1,02 дюйма 3 ) = 0,2887 фунта/фут
Угловой шов 3/8 дюйма будет 5,52 дюйма в минуту, 11,03 дюйма в минуту для двухпроходного углового шва или 16,55 дюйма в минуту для трехпроходного сварного шва.
Расчет скорости перемещения
Скорость перемещения = (коэффициент наплавки) × (количество проходов)/5 × (вес металла сварного шва на фут {фунт/фут}) =
Скорость перемещения = {7,96 x 1} / {5 x 0,2887 } = 5,52 дюймов в минуту
РАСЧЕТ СКОРОСТИ ПОДАЧИ ПРОВОЛОКИ С КОЭФФИЦИЕНТОМ НАПЛАВКИ
Предположим, что необходимо выполнить угловые сварные швы со скоростью 12 фунтов/ч, используя сварочную проволоку 0,045 дюйма. Мы можем рассчитать WFS, используя приведенные ниже формулы и Вес сварочной проволоки на фут в Таблице 1 .
Расчет скорости подачи проволоки
Скорость подачи проволоки = (скорость наплавки)/5 × (вес проволоки на фут {фунт/фут}) = (12)/5 × (0,0054) = 444,4 дюйма в минуту
Конечно, скорость перемещения для однопроходного углового сварного шва 3/8 дюйма при скорости наплавки 12 фунтов/час будет составлять 8,31 дюйма в минуту, как рассчитано ниже:
Скорость перемещения = (скорость наплавки) × (число проходов)/5 × (вес металла сварного шва {фунт/фут}) = (12) × (1)/5 × (0,2887) = 8,31 дюйма в минуту0329 Таблица 2 ) немного упрощает работу с угловыми швами. В приведенном ниже примере используется коэффициент преобразования для расчета скорости перемещения при 5,57 дюйма в минуту для того же углового шва 3/8 дюйма с использованием сплошной проволоки 0,045 дюйма.
В приведенном ниже примере используется коэффициент преобразования для расчета скорости перемещения при 5,57 дюйма в минуту для того же углового шва 3/8 дюйма с использованием сплошной проволоки 0,045 дюйма.
Скорость перемещения = 7,96 × 0,7 = 5,57 дюйма в минуту (0,2887)
Вес металла сварного шва на фут можно рассчитать для любого типа соединения путем вычисления объема и умножения на плотность металла сварного шва (например, 0,283 фунта/дюйм 3 для стали). Однако значения, показанные в Таблицы с 3 по 6 избавляют от необходимости выполнять вычисления. Эти значения взяты из Таблицы 12-1 в Справочнике по процедурам дуговой сварки от Lincoln Electric Co. и показывают вес металла сварного шва на фут для нескольких распространенных типов соединений, сваренных со сталью. В следующих примерах расчетов используются Таблицы с 3 по 6 .
ОБРАЗЕЦ РАСЧЕТА № 1
1/2 дюйма пластины Сварной шов с V-образным пазом с включенным углом 90 градусов и усилением 1/8 дюйма с использованием сплошной проволоки 0,052 дюйма, 90%Ar/10%CO 2 защитный газ. Производитель рекомендует WFS при 325 дюймов в минуту и 30 вольт.
Производитель рекомендует WFS при 325 дюймов в минуту и 30 вольт.
Скорость наплавки (фунт/ч) = 13,1 × (0,052) 2 × (325) × (1,0) = 11,51 фунт/ч × (0,849 + 0,199) = 13,18 дюйм/мин
ОБРАЗЕЦ РАСЧЕТА № 2
3/8 дюйма, квадратный стыковой сварной шов с подкладкой, с зазором 3/16 дюйма и усилением 1/8 дюйма с использованием 1/16 дюйма проволока, 75%Ar/25%CO 2 защитный газ. Наш процесс отлично работает с WFS при 285 дюймов в минуту и 26 вольт.
Скорость наплавки (фунт/час) = 13,1 × (1/16 дюйма) 2 × (285) × (0,85) = 12,39 фунта/час (1)/5 × (0,239 + 0,053) = 8,49 дюймов в минуту
ПРИМЕР РАСЧЕТА № 3
Какой должна быть скорость подачи проволоки, если я хочу сделать толстый угловой шов 1/4 дюйма при перемещении 20 дюймов в минуту? скорость при использовании сплошной проволоки 0,045 дюйма и защитного газа 90%Ar/10%CO 2 ?
Изменив приведенный выше расчет скорости перемещения, чтобы найти скорость осаждения, мы получаем:
Скорость наплавки = 5 × Скорость перемещения × (Вес металла сварного шва {фунт/фут})/(Количество проходов) = 5 × 20 дюймов в минуту × (0,165)/1 = 16,5 фунтов/ч
Изменение скорости наплавки приведенный выше расчет для решения скорости подачи проволоки, мы получаем:
скорость подачи проволоки = скорость наплавки/13,1 × (диаметр проволоки) 2 × (эффективность) = 16,5/13,1 × (0,045 дюйма) 2 × ( 1) = 622 дюймов в минуту
РЕЗЮМЕ
Использование математики и этих простых формул может сократить время разработки сварки и улучшить документацию перед WPS.