Армированные тормозные шланги HEL Performance
Всегда в наличии более 100 000 усиленных тормозных шлангов.
На любой автомобиль и мотоцикл.
- Популярные
- Новинки
Kia Rio 4 2017-н.в. задние барабанные
KIA-4-0037/1
Армированные тормозные шланги Замена штатных, аналог оригинальных шлангов 58731H8000,58732H8000,58737H8000,58738H8000
В наличии
3060 ₽
*стоимость указана за один шланг, чтобы узнать количество шлангов в комплекте, передите в карточку товара
Land Rover Discovery 3, 4 All Models (2004-)
LAND-6-089
Армированные тормозные шланги Замена штатных, аналог оригинальных шлангов SHB500013 SGB001813 SHB500039 SGB501450 SGB501440
В наличии
1
3848 ₽
*стоимость указана за один шланг, чтобы узнать количество шлангов в комплекте, передите в карточку товара
Toyota Land Cruiser 200 Series (2012-. ..)
..)
TOY-6-137
Армированные тормозные шланги Замена штатных, аналог оригинальных шлангов 9094702G83 9094702G84 9094702G66 9094702G66 9094702G81 9094702G82
В наличии
3060 ₽
*стоимость указана за один шланг, чтобы узнать количество шлангов в комплекте, передите в карточку товара
Nissan Patrol Y61 (1997 — 2011)
NIS-7-001
Армированные тормозные шланги Замена штатных, аналог оригинальных шлангов 4620108T00, 46201C8000, 46203C7000, 46210C8000, 46210VB007, 46210VB00A, 46210VB017, 46211VB00A, 46211VB017
В наличии
2829 ₽
*стоимость указана за один шланг, чтобы узнать количество шлангов в комплекте, передите в карточку товара
Ducati Monster GT1000 2007
HBC12180
Армированные шланги сцепления Гибкий шланг замена
В наличии
5100 ₽
*стоимость указана за один шланг, чтобы узнать количество шлангов в комплекте, передите в карточку товара
Новинка
Тормозной диск DSK-F021P (передний) Platinum
DSK-F021P
Комплект передних тормозных дисков (2 шт) для :
Toyota — Highlander — XU40_с 2007 по 2013_2. 7i_Бензин_Авт._A/C «+/-«Toyota — High..
7i_Бензин_Авт._A/C «+/-«Toyota — High..
В наличии
9200 ₽
*стоимость указана за один шланг, чтобы узнать количество шлангов в комплекте, передите в карточку товара
Новинка
Тормозной диск DSK-F153P (передний) Platinum
DSK-F153P
Комплект передних тормозных дисков (2 шт) для : Toyota — Camry — XV70_с 2015 по Н.В_2.5i_Бензин_Авт._A/C «+» Toyota — Camry — XV..
В наличии
8400 ₽
*стоимость указана за один шланг, чтобы узнать количество шлангов в комплекте, передите в карточку товара
Новинка
Тормозные колодки BP-R042C (задние) Platinum
BP-R042C
Комплект задних тормозных колодок(4 шт) для :Toyota — Sienna — II пок._с 2003 по 2010_3.5i V6_Бензин_Авт._A/C «+/-«Toyota — Sequoi..
В наличии
2900 ₽
*стоимость указана за один шланг, чтобы узнать количество шлангов в комплекте, передите в карточку товара
Новинка
Тормозные колодки BP-R020N (задние) Normal
BP-R020N
Комплект задних тормозных колодок(4 шт) для :Toyota — RAV 4 — CA30W_с 2005 по 2012_2. 4i_Бензин_Авт.+Мех._A/C «+/-«Toyota — RAV 4 -..
4i_Бензин_Авт.+Мех._A/C «+/-«Toyota — RAV 4 -..
В наличии
1500 ₽
*стоимость указана за один шланг, чтобы узнать количество шлангов в комплекте, передите в карточку товара
Наши новости
Статьи HEL 11.11.2022 103
Дефицит запчастей в России и решение от HEL Russia.
2022 год принес массу проблем российским автовладельцам, дилерам и сервисам. Многие автомобильные бренды покинули рынок, не задумываясь (..
Новые представители на карте HEL RUSSIA
29. 09.2022
241
09.2022
241
Самое время открыть свое дело!
Если да, мы приглашаем вас стать дилером и вступить в дружную команду HEL Russia!Тормозные шланги HEL Performance всемирно известны и про..
Статьи HEL 29.09.2022 193
Армированные тормозные шланги могут служить вечно?
Армированные тормозные шланги — это уникальный продукт, который поможет сделать торможение вашего автомобиля или мотоцикла более эффектив..
Статьи HEL 29.09.2022 158
Сложно ли найти тормозные шланги для Hummer h3?
Hummer h3 (или “Хомяк”, как его ласково называют владельцы) — поистине уникальный и интересный автомобиль. Несмотря на то, что выпускать ..
Отзывы о нас
Установите наше приложение Ура! Теперь у нас есть собственное приложение. Нажмите «поделиться» и затем «добавить на домашний экран» Установить не сейчас
Армированные тормозные шланги для мотоциклов
-
286 ₽
Шланг низкого давления для тормозной жидкости Ariete DOT3-DOT4 FLUID 6×10 mm теперь в вашей корзине покупок -
9 000 ₽ 320 ₽
Venhill Кронштейн для тройника, цвет Хром теперь в вашей корзине покупок -
600 ₽
Venhill Болт для фитинга одинарный диам.10 мм шаг резьбы 1,25 мм, цвет Хром теперь в вашей корзине покупок -
600 ₽
Venhill Болт для фитинга двойной диам. 10 мм шаг резьбы 1,25 мм, цвет Хром теперь в вашей корзине покупок
10 мм шаг резьбы 1,25 мм, цвет Хром теперь в вашей корзине покупок
-
610 ₽
Venhill Болт для фитинга двойной диам.10 мм шаг резьбы 1 мм, цвет Хром теперь в вашей корзине покупок -
660 ₽
Venhill Фитинг тормозного шланга прямой, цвет Хром теперь в вашей корзине покупок -
660 ₽
Venhill Фитинг тормозного шланга изгиб 75 градусов, цвет Хром теперь в вашей корзине покупок -
660 ₽
Venhill Фитинг тормозного шланга изгиб 20 градусов, повернут на 20 градусов, Левый, цвет Хром теперь в вашей корзине покупок -
710 ₽
Venhill Фитинг тормозного шланга изгиб 90 градусов, цвет Хром теперь в вашей корзине покупок -
720 ₽
Venhill Фитинг тормозного шланга изгиб 20 градусов, цвет Хром теперь в вашей корзине покупок -
950 ₽
Venhill Адаптер 1/8 BSP x 1/8 BSP для соединения двух тормозных шлангов, цвет Сталь теперь в вашей корзине покупок -
990 ₽
Venhill Фитинг тормозного шланга повернут на 90 градусов, цвет Хром теперь в вашей корзине покупок -
990 ₽
Venhill Фитинг тормозного шланга удлиненный, изгиб 75 градусов, повернут на 45 градусов, цвет Хром теперь в вашей корзине покупок -
9 000 ₽ 1 120 ₽
Venhill Адаптер 10 x 1. 00 мм мама/папа, цвет Хром теперь в вашей корзине покупок
-
1 150 ₽
Venhill Фитинг тормозного шланга повернут на 20 градусов, цвет Хром теперь в вашей корзине покупок -
1 150 ₽
Venhill Фитинг тормозного шланга изгиб 20 градусов, повернут на 20 градусов, Правый, цвет Хром теперь в вашей корзине покупок -
1 310 ₽
Venhill Болт для фитинга одинарный с прокачным штуцером диам.10 мм шаг резьбы 1,25 мм, цвет Хром теперь в вашей корзине покупок -
1 340 ₽
Армированный тормозной шланг LBA 600мм теперь в вашей корзине покупок -
1 380 ₽
Venhill Болт для фитинга двойной с прокачным штуцером диам.10 мм шаг резьбы 1 мм, цвет Хром теперь в вашей корзине покупок -
2 130 ₽
Venhill Фитинг тормозного шланга прямой, диаметр 7/16«, для мотоциклов HARLEY-DAVIDSON, цвет Сталь теперь в вашей корзине покупок -
2 640 ₽
Venhill Шайба уплотнительная внутренний диаметр 10 мм теперь в вашей корзине покупок -
2 680 ₽
Venhill Тормозной шланг армированный 700 мм, цвет Сталь теперь в вашей корзине покупок -
2 680 ₽
Venhill Тормозной шланг армированный 650 мм, цвет Сталь теперь в вашей корзине покупок -
2 680 ₽
Venhill Тормозной шланг армированный 625 мм, цвет Сталь теперь в вашей корзине покупок -
2 680 ₽
Venhill Тормозной шланг армированный 525 мм, цвет Сталь теперь в вашей корзине покупок -
2 680 ₽
Venhill Тормозной шланг армированный 500 мм, цвет Сталь теперь в вашей корзине покупок -
2 680 ₽
Venhill Тормозной шланг армированный 400 мм, цвет Сталь теперь в вашей корзине покупок -
2 680 ₽
Venhill Тормозной шланг армированный 375 мм, цвет Сталь теперь в вашей корзине покупок -
2 680 ₽
Venhill Тормозной шланг армированный 150 мм, цвет Сталь теперь в вашей корзине покупок -
2 680 ₽
Venhill Тормозной шланг армированный 150 мм, цвет Черный теперь в вашей корзине покупок -
2 680 ₽
Venhill Тормозной шланг армированный 375 мм, цвет Черный теперь в вашей корзине покупок -
2 680 ₽
Venhill Тормозной шланг армированный 400 мм, цвет Черный теперь в вашей корзине покупок -
2 680 ₽
Venhill Тормозной шланг армированный 475 мм, цвет Черный теперь в вашей корзине покупок -
2 680 ₽
Venhill Тормозной шланг армированный 500 мм, цвет Черный теперь в вашей корзине покупок
 org/Product»>
org/Product»>
210 ₽
Venhill Кронштейн для крепления тормозного шланга, цвет Хром теперь в вашей корзине покупок org/Product»>
org/Product»>
600 ₽
Venhill Болт для фитинга одинарный диам.10 мм шаг резьбы 1 мм, цвет Хром теперь в вашей корзине покупок 10 мм шаг резьбы 1,25 мм, цвет Хром теперь в вашей корзине покупок
10 мм шаг резьбы 1,25 мм, цвет Хром теперь в вашей корзине покупок
 org/Product»>
org/Product»>
660 ₽
Venhill Фитинг тормозного шланга изгиб 45 градусов, цвет Хром теперь в вашей корзине покупок org/Product»>
org/Product»>
670 ₽
Venhill Адаптер 10 x 1.25 мм папа/папа, цвет Хром теперь в вашей корзине покупок org/Product»>
org/Product»>
850 ₽
Venhill Фитинг тормозного шланга удлиненный, изгиб 90 градусов, повернут на 20 градусов, цвет Хром теперь в вашей корзине покупок org/Product»>
org/Product»>
990 ₽
Venhill Фитинг тормозного шланга изгиб 45 градусов, повернут на 20 градусов, цвет Хром теперь в вашей корзине покупок 00 мм мама/папа, цвет Хром теперь в вашей корзине покупок
00 мм мама/папа, цвет Хром теперь в вашей корзине покупок
 org/Product»>
org/Product»>
1 310 ₽
Venhill Болт для фитинга одинарный с прокачным штуцером диам.10 мм шаг резьбы 1 мм, цвет Хром теперь в вашей корзине покупок org/Product»>
org/Product»>
1 380 ₽
Venhill Болт для фитинга двойной с прокачным штуцером диам.10 мм шаг резьбы 1,25 мм, цвет Хром теперь в вашей корзине покупок org/Product»>
org/Product»>
9 000 ₽ 2 440 ₽
Venhill Тройник, цвет Хром теперь в вашей корзине покупок org/Product»>
org/Product»>
2 680 ₽
Venhill Тормозной шланг армированный 675 мм, цвет Сталь теперь в вашей корзине покупок org/Product»>
org/Product»>
2 680 ₽
Venhill Тормозной шланг армированный 600 мм, цвет Сталь теперь в вашей корзине покупок org/Product»>
org/Product»>
2 680 ₽
Venhill Тормозной шланг армированный 475 мм, цвет Сталь теперь в вашей корзине покупок org/Product»>
org/Product»>
2 680 ₽
Venhill Тормозной шланг армированный 350 мм, цвет Сталь теперь в вашей корзине покупок org/Product»>
org/Product»>
2 680 ₽
Venhill Тормозной шланг армированный 350 мм, цвет Черный теперь в вашей корзине покупок org/Product»>
org/Product»>
2 680 ₽
Venhill Тормозной шланг армированный 450 мм, цвет Черный теперь в вашей корзине покупок org/Product»>
org/Product»>
2 680 ₽
Venhill Тормозной шланг армированный 525 мм, цвет Черный теперь в вашей корзине покупокАнглийская компания Venhill
предлагает совершенно новую конструкцию армированных тормозных шлангов,
гораздо более надёжную и простую в сборке систему опресованных шлангов,
готовых к установке. Опресованные на заводе и проверенные под давлением в
100 бар, армированные шланги фирмы Venhill- это самый качественный
продукт на нашем рынке. Шланги Venhill практически нельзя собрать не
правильно, даже новичку. Для своих шлангов Venhill делает самый
качественный фиттинг из хромированной и нержавеющей стали! Шланги
подходят к любой марке и модели мотоцикла.
Армированные шланги состоят из специальной пластиковой трубки
покрытой стальной оплёткой, которая не даёт ей раздуваться в момент
нажатия на рычаг тормоза. Благодаря такой жёсткой конструкции, усилие
на рычаге передаётся в точности и без задержки, торможение становиться
более чётким и предсказуемым. Внутри разъём выполнен в форме конуса, а снаружи имеет гайку для фиксации шланга с фиттингом или адаптером,
диаметр резьбы 10мм и шаг резьбы 1мм. Болты, как и фитинг, делаются из
разных сталей, используются для крепления фиттинга. Могут быть
одинарными или двойными (под два фиттинга) и иметь разный шаг резьбы 1мм
или 1.25мм, такое разнообразие помогает решить любую поставленную
задачу. Адаптеры и тройник помогают в решении не стандартных задач, при
использовании разветвлённой системы тормозных шлангов.
Пуленепробиваемые тормозные магистрали из нержавеющей стали с армированной кевларовой оплеткой Superlift
4. 0 из 5 звезд
9 отзывов клиентов
0 из 5 звезд
9 отзывов клиентов
Superlift Bulletproof Тормозные магистрали из нержавеющей стали, армированные кевларом®, состоят из внутренней камеры из ПТФЭ, окруженной усиливающей оплеткой из кевлара®. Они покрыты резиновой оболочкой, оплеткой из нержавеющей стали и внешней пластиковой оболочкой для непревзойденной прочности и защиты от посторонних предметов. Они также имеют стальной поводок на конце, чтобы убедиться, что стропы проложены вдали от любых движущихся компонентов подвески.
Результаты 1–16 из 16
128,69 долларов США
142,99 $
(Скидка 14,30 $)
Ориентировочная дата отгрузки в США: 20 декабря 2022 г. Расчетная дата международной отправки: 21 декабря 2022 г.
Расчетная дата международной отправки: 21 декабря 2022 г.
49,49 долларов США
54,99 $
(Скидка 5,50 $)
Ориентировочная дата отгрузки в США: Понедельник 12.12.2022 Расчетная дата международной отправки: Воскресенье 11.12.2022
128,69 долларов США
142,99 $
(Скидка 14,30 $)
Ориентировочная дата отгрузки в США: 20 декабря 2022 г. Расчетная дата международной отправки: 21 декабря 2022 г.
Расчетная дата международной отправки: 21 декабря 2022 г.
49,49 долларов США
54,99 $
(Скидка 5,50 $)
Ориентировочная дата отгрузки в США: 20 декабря 2022 г. Расчетная дата международной отправки: Воскресенье 11.12.2022
128,69 долларов США
142,99 $
(Скидка 14,30 $)
Ориентировочная дата отгрузки в США: 20 декабря 2022 г. Расчетная дата международной отправки: 20 декабря 2022 г. если заказать сегодня
Расчетная дата международной отправки: 20 декабря 2022 г. если заказать сегодня
128,69 долларов США
142,99 $
(Скидка 14,30 $)
Ориентировочная дата отгрузки в США: 20 декабря 2022 г. Расчетная дата международной отправки: 20 декабря 2022 г. если заказать сегодня
 49″>
49,49 долларов США
49″>
49,49 долларов США54,99 $
(Скидка 5,50 $)
Ориентировочная дата отгрузки в США: 20 декабря 2022 г. Расчетная дата международной отправки: 20 декабря 2022 г. если заказать сегодня
$69,29
76,99 $
(Скидка 7,70 $)
Ориентировочная дата отгрузки в США: 20 декабря 2022 г. Расчетная дата международной отправки: 20 декабря 2022 г. если заказать сегодня
если заказать сегодня
$69,29
76,99 $
(Скидка 7,70 $)
Ориентировочная дата отгрузки в США: 20 декабря 2022 г. Расчетная дата международной отправки: 20 декабря 2022 г. если заказать сегодня
128,69 долларов США
142,99 $
(Скидка 14,30 $)
Ориентировочная дата отгрузки в США: 20 декабря 2022 г. Расчетная дата международной отправки: 20 декабря 2022 г. если заказать сегодня
Расчетная дата международной отправки: 20 декабря 2022 г. если заказать сегодня
49,49 долларов США
54,99 $
(Скидка 5,50 $)
Ориентировочная дата отгрузки в США: 20 декабря 2022 г. Расчетная дата международной отправки: 20 декабря 2022 г. если заказать сегодня
 49″>
49,49 долларов США
49″>
49,49 долларов США54,99 $
(Скидка 5,50 $)
Ориентировочная дата отгрузки в США: 20 декабря 2022 г. Расчетная дата международной отправки: 20 декабря 2022 г. если заказать сегодня
49,49 долларов США
54,99 $
(Скидка 5,50 $)
Ориентировочная дата отгрузки в США: 20 декабря 2022 г. Расчетная дата международной отправки: 20 декабря 2022 г. если заказать сегодня
Расчетная дата международной отправки: 20 декабря 2022 г. если заказать сегодня
159,29 долларов США
176,99 $
(Скидка 17,70 $)
Ориентировочная дата отгрузки в США: 20 декабря 2022 г. Расчетная дата международной отправки: 20 декабря 2022 г. если заказать сегодня
 29″>
$69,29
29″>
$69,2976,99 $
(Скидка 7,70 $)
Ориентировочная дата отгрузки в США: 20 декабря 2022 г. Расчетная дата международной отправки: 20 декабря 2022 г. если заказать сегодня
49,49 долларов США
$54,99
(Скидка $5,50)
Ориентировочная дата отгрузки в США: 20 декабря 2022 г. Расчетная дата международной отправки: 20 декабря 2022 г. если заказать сегодня
если заказать сегодня
Запчасти | Rusco Hydraulics
Шланги
Гидравлические, тормозные, пневматические, кондиционеры, шланги омывателя высокого давления
Являясь экспертом во всех гидравлических вопросах, RUSCO Hydraulics является идеальным выбором для сертифицированных нестандартных тормозных шлангов и узлов. Изготовленные из автомобильных труб высочайшего качества, все наши гидравлические, воздушные и дисковые шланги устойчивы к коррозии, испытаны давлением более 3000 фунтов на квадратный дюйм и соответствуют стандарту Министерства транспорта (DOT) FMVSS106 и международным стандартам безопасности.
Все нестандартные тормозные шланги RUSCO Hydraulics изготавливаются из медно-никелевых трубок 90-10, материала, который во многих отношениях превосходит стандартные тормозные трубки из нержавеющей стали. Наши тормозные шланги подходят для любого типа, стиля, марки или модели автомобиля и в большинстве случаев продаются всего за 44,95 доллара США. Мы также предлагаем скидку 20% при размещении заказа на два или более одинаковых шланга.
Мы также предлагаем скидку 20% при размещении заказа на два или более одинаковых шланга.
Будьте осторожны и замените старые тормозные шланги
- Средний срок службы тормозного шланга составляет шесть лет.
- Тормозные шланги изнашиваются как внутри, так и снаружи.
- Влага попадает в системы тормозной жидкости через тормозные шланги.
- Загрязнения в тормозной жидкости абразивно воздействуют на внутреннюю стенку тормозных шлангов.
- Армирующая ткань тормозного шланга изнашивается из-за расширения и влаги.
- Высокие рабочие температуры в тормозных системах способствуют износу шлангов.
- Тормозные шланги со временем разбухают и ограничивают поток.
Клапаны и цилиндры
Являясь экспертом в области гидравлики, компания RUSCO Hydraulics является идеальным выбором для сертифицированных нестандартных тормозных шлангов и узлов. Изготовленные из автомобильных труб высочайшего качества, все наши гидравлические, воздушные и дисковые шланги устойчивы к коррозии, испытаны давлением более 3000 фунтов на квадратный дюйм и соответствуют стандарту Министерства транспорта (DOT) FMVSS106 и международным стандартам безопасности.
Все нестандартные тормозные шланги RUSCO Hydraulics изготовлены из медно-никелевого сплава 9Трубка 0-10, материал, который во многих отношениях превосходит стандартную тормозную трубку из нержавеющей стали. Наши тормозные шланги подходят для любого типа, стиля, марки или модели автомобиля и в большинстве случаев продаются всего за 44,95 доллара США. Мы также предлагаем скидку 20% при размещении заказа на два или более одинаковых шланга.
Будьте осторожны и замените старые тормозные шланги
- Средний срок службы тормозного шланга составляет шесть лет.
- Тормозные шланги изнашиваются как внутри, так и снаружи.
- Влага попадает в системы тормозной жидкости через тормозные шланги.
- Загрязнения в тормозной жидкости абразивно воздействуют на внутреннюю стенку тормозных шлангов.
- Армирующая ткань тормозного шланга изнашивается из-за расширения и влаги.
- Высокие рабочие температуры в тормозных системах способствуют износу шлангов.
- Тормозные шланги со временем разбухают и ограничивают поток.

Блоки питания
Переносные гидравлические силовые установки и системы питания — проектирование, изготовление, установка и техническое обслуживание
Компания RUSCO Hydraulics, оснащенная новейшим программным обеспечением для студии автоматизации, может спроектировать и установить индивидуальные портативные силовые агрегаты, чтобы превратить вашу гидравлическую систему из концепции в реальность. Основываясь на простом чертеже, эскизе или даже описании вашей идеи, наш сервисный отдел может спроектировать и изготовить гидравлическую систему «под ключ», точно отвечающую вашим потребностям, а наш выездной сервисный отдел выполнит установку и запуск.
Используя лучшие доступные компоненты и самые высокие стандарты контроля качества, наши специально разработанные гидравлические силовые агрегаты способны обеспечивать рабочее давление до 5000 фунтов на квадратный дюйм и скорость потока до 90 гал/мин.
 Под действием теплоты электрической дуги (до 7000°С) кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. В сварочной ванне металл электрода смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.[2]
Под действием теплоты электрической дуги (до 7000°С) кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. В сварочной ванне металл электрода смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.[2]

 Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки. Аргонодуговая сварка это сварка не плавящимся электродом. В качестве электрода применяют вольфрамовые стержни. Они имеют различный диаметр.
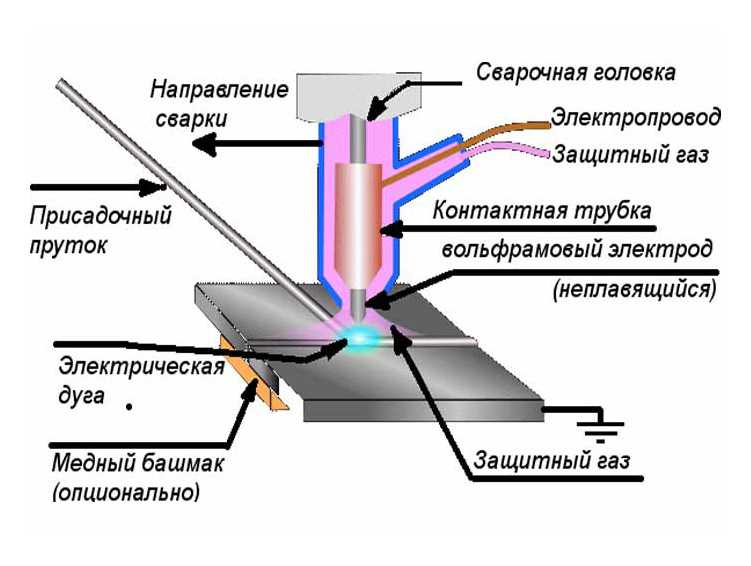
Аргонодуговая сварка это сварка не плавящимся электродом. В качестве электрода применяют вольфрамовые стержни. Они имеют различный диаметр. Основным элементом ее является источник питания (сварочный аппарат). На нем выставляют силу и напряжение сварочного тока. Основным рабочим органом аргонодуговой сварки есть газоэлектрическая сварочная горелка. В нее, вставляют вольфрамовый электрод и подают аргон из баллона. Аргон подается по резиновым шлангам. Электрод из вольфрама, закрепляют механическим способом. Так же, в сварочную горелку кабелями подают ток. Рабочий процесс аргонодуговой сварки состоит в том, что сварщик нагревает электрической дугой кромки свариваемых деталей. Затем, подносит сварочную проволоку и расплавляет ее и кромки до получения сварного шва. Сварочную проволоку, для аргонодуговой сварки, подбирают по составу свариваемой марки и вида стали. Ее поставляют на производство в мотках. Сварщик нарезает ее, для удобства, по размерам сварочного шва. На производстве сварочную проволоку называют присадкой. Она должна быть без ржавчины и обезжирена. Используют аргонодуговую сварку не только для цветных металлов, но для нержавеющих и углеродистых сталей.
Основным элементом ее является источник питания (сварочный аппарат). На нем выставляют силу и напряжение сварочного тока. Основным рабочим органом аргонодуговой сварки есть газоэлектрическая сварочная горелка. В нее, вставляют вольфрамовый электрод и подают аргон из баллона. Аргон подается по резиновым шлангам. Электрод из вольфрама, закрепляют механическим способом. Так же, в сварочную горелку кабелями подают ток. Рабочий процесс аргонодуговой сварки состоит в том, что сварщик нагревает электрической дугой кромки свариваемых деталей. Затем, подносит сварочную проволоку и расплавляет ее и кромки до получения сварного шва. Сварочную проволоку, для аргонодуговой сварки, подбирают по составу свариваемой марки и вида стали. Ее поставляют на производство в мотках. Сварщик нарезает ее, для удобства, по размерам сварочного шва. На производстве сварочную проволоку называют присадкой. Она должна быть без ржавчины и обезжирена. Используют аргонодуговую сварку не только для цветных металлов, но для нержавеющих и углеродистых сталей. Аргонодуговую сварку применяют в промышленных цехах и на стройплощадке. На стройплощадках, в избегание попадания ветра в зону сварки, устанавливают сварочную палатку. Выполняют аргоновую сварку в специальных кожаных перчатках. В процессе аргонодуговой сварки, сварщик использует две руки. Это требует высокой квалификации сварщика. На производстве, сварщики аргонодуговой сварки имеют 5-6 разряды. Преимуществом аргонодуговой сварки считают геометрически однородный качественный шов. Шов получают без дефектов. Так же исключены шлаковые образования . Шов выдерживает большие нагрузки на изгиб, сжатие и растяжение. Аргонодуговая сварка выделяет меньше вредных газов в работе для сварщика. Сведен риск получения ожогов, работников при сварке. Аргонодуговая сварка это один из эффективных и высококачественных видов сварки на производстве!
Аргонодуговую сварку применяют в промышленных цехах и на стройплощадке. На стройплощадках, в избегание попадания ветра в зону сварки, устанавливают сварочную палатку. Выполняют аргоновую сварку в специальных кожаных перчатках. В процессе аргонодуговой сварки, сварщик использует две руки. Это требует высокой квалификации сварщика. На производстве, сварщики аргонодуговой сварки имеют 5-6 разряды. Преимуществом аргонодуговой сварки считают геометрически однородный качественный шов. Шов получают без дефектов. Так же исключены шлаковые образования . Шов выдерживает большие нагрузки на изгиб, сжатие и растяжение. Аргонодуговая сварка выделяет меньше вредных газов в работе для сварщика. Сведен риск получения ожогов, работников при сварке. Аргонодуговая сварка это один из эффективных и высококачественных видов сварки на производстве! 66
66 Кроме того, при сварке алюминия, магния и их сплавов происходит мощная бомбардировка поверхности сварочной ванны положительными ионами, что наряду с процессом катодного распыления приводит к разрушению пленки оксидов алюминия и магния, облегчая процесс качественной сварки без применения флюсов.
Кроме того, при сварке алюминия, магния и их сплавов происходит мощная бомбардировка поверхности сварочной ванны положительными ионами, что наряду с процессом катодного распыления приводит к разрушению пленки оксидов алюминия и магния, облегчая процесс качественной сварки без применения флюсов. Вследствие этого сварочный ток увеличивается.
Вследствие этого сварочный ток увеличивается.
 Допустимый зазор в стыке составляет не более 1,0 мм. Расход аргона должен обеспечить надежную защиту электрода и металла сварочной ванны от воздействия воздуха. Следует учитывать конфигурацию свариваемого изделия, чтобы при экономном расходовании газа создать хорошую защиту шва.
Допустимый зазор в стыке составляет не более 1,0 мм. Расход аргона должен обеспечить надежную защиту электрода и металла сварочной ванны от воздействия воздуха. Следует учитывать конфигурацию свариваемого изделия, чтобы при экономном расходовании газа создать хорошую защиту шва. Присадочный пруток вводится в зону дуги под углом 10–15° к поверхности свариваемых листов, т. е. почти перпендикулярно оси мундштука горелки. При сварке листов большей толщины ось мундштука горелки располагают почти перпендикулярно к поверхности свариваемых листов.
Присадочный пруток вводится в зону дуги под углом 10–15° к поверхности свариваемых листов, т. е. почти перпендикулярно оси мундштука горелки. При сварке листов большей толщины ось мундштука горелки располагают почти перпендикулярно к поверхности свариваемых листов.

 Поскольку электрод расходуется в процессе сварки, его необходимо постоянно подавать в сварной шов. В процессе сварки SMAW используется «стержневой» электрод, пропитанный активатором сварки, известным как флюс, закрепленный на конце.
Поскольку электрод расходуется в процессе сварки, его необходимо постоянно подавать в сварной шов. В процессе сварки SMAW используется «стержневой» электрод, пропитанный активатором сварки, известным как флюс, закрепленный на конце. Дополнительный металл помогает сделать сварной шов прочным. Иногда сварные швы необходимо выполнять без присадочного металла. Сварка без присадочного металла называется автогенной сваркой.
Дополнительный металл помогает сделать сварной шов прочным. Иногда сварные швы необходимо выполнять без присадочного металла. Сварка без присадочного металла называется автогенной сваркой. В процессе сварки SMAW чаще всего используется флюс и чаще всего используется для стали.
В процессе сварки SMAW чаще всего используется флюс и чаще всего используется для стали. Кроме того, флюс всегда создает газовый карман, который не дает погаснуть электрической дуге. Сварку, в которой используется защитный газ, обычно нельзя проводить на открытом воздухе, потому что при ветре газ будет сдуваться.
Кроме того, флюс всегда создает газовый карман, который не дает погаснуть электрической дуге. Сварку, в которой используется защитный газ, обычно нельзя проводить на открытом воздухе, потому что при ветре газ будет сдуваться. Это называется контактной сваркой. В этом случае два куска тонкого металла соединяются вместе, а затем через них проходит электричество. Это заставляет металл сильно нагреваться и плавиться там, где он сжат вместе. Две части сливаются вместе в этом месте. Иногда это называется точечной сваркой, потому что сварка может происходить только в одном небольшом месте (или точке) за раз.
Это называется контактной сваркой. В этом случае два куска тонкого металла соединяются вместе, а затем через них проходит электричество. Это заставляет металл сильно нагреваться и плавиться там, где он сжат вместе. Две части сливаются вместе в этом месте. Иногда это называется точечной сваркой, потому что сварка может происходить только в одном небольшом месте (или точке) за раз. Когда используется тепло, оно может быть от электричества или от огня.
Когда используется тепло, оно может быть от электричества или от огня. У таких источников питания есть двигатель, который вращает головку генератора для выработки электричества. Двигатель может работать на бензине, дизельном топливе или пропане.
У таких источников питания есть двигатель, который вращает головку генератора для выработки электричества. Двигатель может работать на бензине, дизельном топливе или пропане. Вот почему это требует много сил и очень тяжело. Энергия для этого вида сварки представляет собой механическую энергию вращающегося наконечника.
Вот почему это требует много сил и очень тяжело. Энергия для этого вида сварки представляет собой механическую энергию вращающегося наконечника. Электрическая дуга от источника питания переменного или постоянного тока создает сильное тепло около 6500 ° F , которое расплавляет металл в месте соединения двух заготовок.
Электрическая дуга от источника питания переменного или постоянного тока создает сильное тепло около 6500 ° F , которое расплавляет металл в месте соединения двух заготовок.
 В этом процессе используется либо защитный газ, либо только газ, создаваемый флюсом, для обеспечения защиты от загрязнения.
В этом процессе используется либо защитный газ, либо только газ, создаваемый флюсом, для обеспечения защиты от загрязнения.
 org/Product»>
org/Product»> org/Product»>
org/Product»>
 Посредством системы зеркал картинка проецируется на специальную пленку, приклеиваемую на лобовое стекло.
Посредством системы зеркал картинка проецируется на специальную пленку, приклеиваемую на лобовое стекло. Это здорово облегчило задачу водителям: не нужно переводить взгляд, отвлекаться, искать глазами, например, куда указывает стрелка спидометра. Удобная опция теперь предлагается в дорогих комплектациях новых автомобилей. А для старых и бюджетных машин придумали специальные проекторы. Зачем вообще нужен такой девайс? И что он может? А расход показывает? Необходимо специальное подключение? Вопросов было много. Попробуем ответить на них в нашем обзоре.
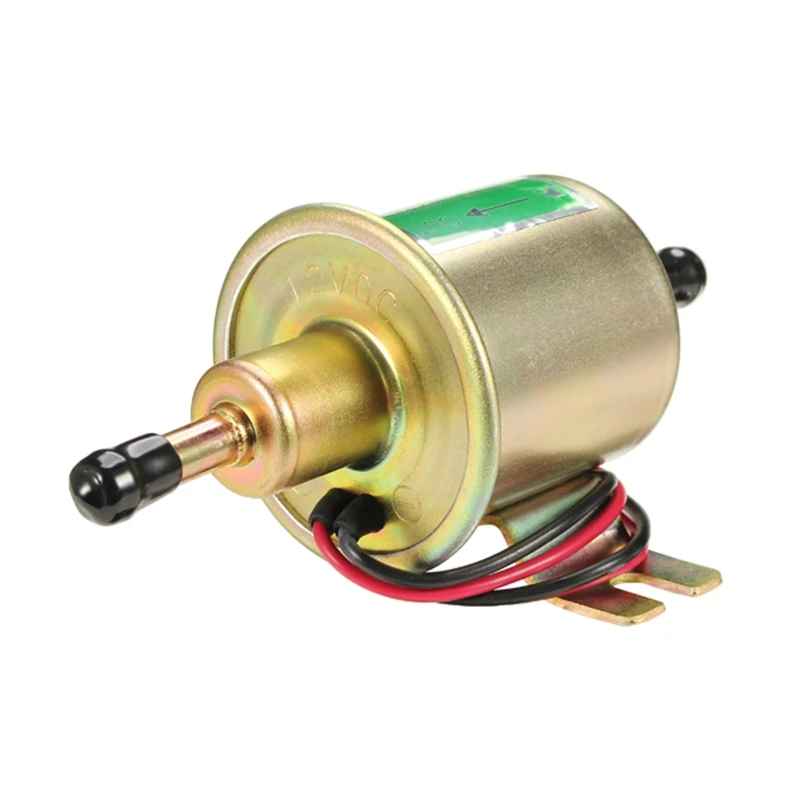
Это здорово облегчило задачу водителям: не нужно переводить взгляд, отвлекаться, искать глазами, например, куда указывает стрелка спидометра. Удобная опция теперь предлагается в дорогих комплектациях новых автомобилей. А для старых и бюджетных машин придумали специальные проекторы. Зачем вообще нужен такой девайс? И что он может? А расход показывает? Необходимо специальное подключение? Вопросов было много. Попробуем ответить на них в нашем обзоре. Предполагалось, что красный провод мы подключим к источнику постоянного тока (12 В), черный — к «массе», белый — к источнику сигнала скорости. Нужно было возиться с коннекторами, что-то решать со слишком короткими проводами. В общем, головная боль, а ради чего? Если кто-то решится покупать проектор, то в первую очередь рекомендуем обратить внимание на способ подключения.
Предполагалось, что красный провод мы подключим к источнику постоянного тока (12 В), черный — к «массе», белый — к источнику сигнала скорости. Нужно было возиться с коннекторами, что-то решать со слишком короткими проводами. В общем, головная боль, а ради чего? Если кто-то решится покупать проектор, то в первую очередь рекомендуем обратить внимание на способ подключения.
 Действительно, для дорожных условий это немало. Предполагается, что благодаря устройству цифры будут «висеть» прямо перед глазами.
Действительно, для дорожных условий это немало. Предполагается, что благодаря устройству цифры будут «висеть» прямо перед глазами. Это актуально в свете разгоревшейся дискуссии о необходимости прогревать двигатель.
Это актуально в свете разгоревшейся дискуссии о необходимости прогревать двигатель. Если оснастить ее дополнительными модулями, то заработает и парктроник, и контроль давления в шинах. Кроме того, водитель узнает и о непристегнутом ремне безопасности.
Если оснастить ее дополнительными модулями, то заработает и парктроник, и контроль давления в шинах. Кроме того, водитель узнает и о непристегнутом ремне безопасности.

 Мы будем продолжать расти, чтобы удовлетворить потребности всех наших клиентов, предоставляя услуги, превосходящие все ожидания, в любой точке мира.
Мы будем продолжать расти, чтобы удовлетворить потребности всех наших клиентов, предоставляя услуги, превосходящие все ожидания, в любой точке мира. Вот наши оценки:
Вот наши оценки:
 Таким образом, вы можете запросить возврат или повторную отправку заказанных товаров, если:
Таким образом, вы можете запросить возврат или повторную отправку заказанных товаров, если: Вы можете сделать это, отправив сообщение на Свяжитесь с нами страница
Вы можете сделать это, отправив сообщение на Свяжитесь с нами страница 
 Конечно, машина едет сама, но моя невротическая, помешанная на контроле натура мешает этому быть чем-то близким к расслабляющему опыту.
Конечно, машина едет сама, но моя невротическая, помешанная на контроле натура мешает этому быть чем-то близким к расслабляющему опыту.



 В таком случае толщинометры незаменимы.
В таком случае толщинометры незаменимы.

 Они обеспечат прекрасную антикоррозийную защиту. Обработанный в солях фосфора автомобиль практически не ржавеет. Коррозийные процессы длятся гораздо медленнее. Пройдет много времени, прежде чем транспортное средство начнет основательно ржаветь.
Они обеспечат прекрасную антикоррозийную защиту. Обработанный в солях фосфора автомобиль практически не ржавеет. Коррозийные процессы длятся гораздо медленнее. Пройдет много времени, прежде чем транспортное средство начнет основательно ржаветь. Снова сушка – и можно идти дальше. Также на данном этапе возможно нанесение мастики на днище.
Снова сушка – и можно идти дальше. Также на данном этапе возможно нанесение мастики на днище. Так же данная информация полезна при выполнении ремонтных работ, зная тип краски нанесенной на авто заводом можно повысить качество ремонтных работ, применить такие же материалы или близкие по свойствам, более подходящие. Воспроизвести заводской метод окраски не в заводских условиях невозможно и пусть не говорят работники автосервисов о хваленом суперсовременном оборудовании, очень высокой квалификации рабочих. При наличии современного оборудования, квалифицированного персонала, соблюдении технологии, использовании заводских материалов можно только приблизится к заводскому качеству, но не повторить. На сегодняшний день автопроизводители применяют одну технологию окраски, немного измененную под себя в ту или другую сторону. Весь процесс окраски кузова автомобиля в заводских условиях разбит на этапы. Вся подготовка к покраске и покраска кузова происходит на конвейере без участия человека, роль оператора (человека) — контроль. А теперь подробнее.
Так же данная информация полезна при выполнении ремонтных работ, зная тип краски нанесенной на авто заводом можно повысить качество ремонтных работ, применить такие же материалы или близкие по свойствам, более подходящие. Воспроизвести заводской метод окраски не в заводских условиях невозможно и пусть не говорят работники автосервисов о хваленом суперсовременном оборудовании, очень высокой квалификации рабочих. При наличии современного оборудования, квалифицированного персонала, соблюдении технологии, использовании заводских материалов можно только приблизится к заводскому качеству, но не повторить. На сегодняшний день автопроизводители применяют одну технологию окраски, немного измененную под себя в ту или другую сторону. Весь процесс окраски кузова автомобиля в заводских условиях разбит на этапы. Вся подготовка к покраске и покраска кузова происходит на конвейере без участия человека, роль оператора (человека) — контроль. А теперь подробнее. Для обезжиривания применяют специальные моющие растворы. Далее кузов промывают водою, высушивают и опускают (окунают) в ванну, где кузов полностью покрывается тончайшим слоем солей металлов – происходит фосфатирование кузова. Далее кузов опять промывают и высушивают, после чего грунтуют. Для грунтовки применяют грунты, на водной основе наносимые с использованием анодного или катодного электроосаждения, что позволяет обеспечить полное покрытие сварочных швов, скрытых полостей в кузове. После высыхания грунта кузов шлифуют всухую, далее опять грунтуют — наносят промежуточный грунт и далее производят покрытие лакокрасочным материалом. Большинство зарубежных производителей для покраски применяют эмали на акриловой или полиуретановой основе. Вышеуказанные эмали на синтетической полиуретановой и акрилуретановой основе. Акриловая эмаль — двухкомпонентная, высыхает за счет полимеризации смолы в результате химической реакции с отвердителем. Отвердитель добавляется непосредственно перед покраской.
Для обезжиривания применяют специальные моющие растворы. Далее кузов промывают водою, высушивают и опускают (окунают) в ванну, где кузов полностью покрывается тончайшим слоем солей металлов – происходит фосфатирование кузова. Далее кузов опять промывают и высушивают, после чего грунтуют. Для грунтовки применяют грунты, на водной основе наносимые с использованием анодного или катодного электроосаждения, что позволяет обеспечить полное покрытие сварочных швов, скрытых полостей в кузове. После высыхания грунта кузов шлифуют всухую, далее опять грунтуют — наносят промежуточный грунт и далее производят покрытие лакокрасочным материалом. Большинство зарубежных производителей для покраски применяют эмали на акриловой или полиуретановой основе. Вышеуказанные эмали на синтетической полиуретановой и акрилуретановой основе. Акриловая эмаль — двухкомпонентная, высыхает за счет полимеризации смолы в результате химической реакции с отвердителем. Отвердитель добавляется непосредственно перед покраской. Полученное покрытие обладает высокой прочностью, твердостью, эластичностью и химической стойкостью.
Полученное покрытие обладает высокой прочностью, твердостью, эластичностью и химической стойкостью. При наличии современного оборудования, квалифицированного персонала, соблюдении технологии, использовании заводских материалов можно только приблизится к заводскому качеству, но не повторить. На сегодняшний день автопроизводители применяют одну технологию окраски, немного измененную под себя в ту или другую сторону. Весь процесс окраски кузова автомобиля в заводских условиях разбит на этапы. Вся подготовка к покраске и покраска кузова происходит на конвейере без участия человека, роль оператора (человека) — контроль. А теперь подробнее.
При наличии современного оборудования, квалифицированного персонала, соблюдении технологии, использовании заводских материалов можно только приблизится к заводскому качеству, но не повторить. На сегодняшний день автопроизводители применяют одну технологию окраски, немного измененную под себя в ту или другую сторону. Весь процесс окраски кузова автомобиля в заводских условиях разбит на этапы. Вся подготовка к покраске и покраска кузова происходит на конвейере без участия человека, роль оператора (человека) — контроль. А теперь подробнее. После высыхания грунта кузов шлифуют всухую, далее опять грунтуют — наносят промежуточный грунт и далее производят покрытие лакокрасочным материалом. Большинство зарубежных производителей для покраски применяют эмали на акриловой или полиуретановой основе. Вышеуказанные эмали на синтетической полиуретановой и акрилуретановой основе. Акриловая эмаль — двухкомпонентная, высыхает за счет полимеризации смолы в результате химической реакции с отвердителем. Отвердитель добавляется непосредственно перед покраской. Полученное покрытие обладает высокой прочностью, твердостью, эластичностью и химической стойкостью.
После высыхания грунта кузов шлифуют всухую, далее опять грунтуют — наносят промежуточный грунт и далее производят покрытие лакокрасочным материалом. Большинство зарубежных производителей для покраски применяют эмали на акриловой или полиуретановой основе. Вышеуказанные эмали на синтетической полиуретановой и акрилуретановой основе. Акриловая эмаль — двухкомпонентная, высыхает за счет полимеризации смолы в результате химической реакции с отвердителем. Отвердитель добавляется непосредственно перед покраской. Полученное покрытие обладает высокой прочностью, твердостью, эластичностью и химической стойкостью.
 Законы об охране окружающей среды запрещают это, что привело к переходу на краски на водной основе. До 85% лаковой краски может испаряться в воздух, загрязняя атмосферу. Эмалевая краска лучше для окружающей среды и заменила лаковую краску в конце 20 века. Акриловые полиуретановые эмали на водной основе в настоящее время почти повсеместно используются в качестве базового слоя с прозрачным лаком.
Законы об охране окружающей среды запрещают это, что привело к переходу на краски на водной основе. До 85% лаковой краски может испаряться в воздух, загрязняя атмосферу. Эмалевая краска лучше для окружающей среды и заменила лаковую краску в конце 20 века. Акриловые полиуретановые эмали на водной основе в настоящее время почти повсеместно используются в качестве базового слоя с прозрачным лаком. В E-Coat, также называемом краской CED, использование составляет примерно 99,9% и имеет большой срок службы в солевом тумане по сравнению с другими процессами окраски.
В E-Coat, также называемом краской CED, использование составляет примерно 99,9% и имеет большой срок службы в солевом тумане по сравнению с другими процессами окраски. Наносится после грунтовки. Этот слой содержит визуальные свойства цвета и эффектов и обычно называется краской. На протяжении многих лет Dodge предлагал захватывающие ударопрочные цвета краски, такие как Hemi-Orange, Yellow Jacket, Plum Crazy и т. д. (дополнительную информацию см. в статье Challengerforum «High Impact Paint», опубликованной 18 января 2019 г.). Базовое покрытие, используемое в автомобильной промышленности, обычно делится на три категории: твердые, металлические и перламутровые пигменты.
Наносится после грунтовки. Этот слой содержит визуальные свойства цвета и эффектов и обычно называется краской. На протяжении многих лет Dodge предлагал захватывающие ударопрочные цвета краски, такие как Hemi-Orange, Yellow Jacket, Plum Crazy и т. д. (дополнительную информацию см. в статье Challengerforum «High Impact Paint», опубликованной 18 января 2019 г.). Базовое покрытие, используемое в автомобильной промышленности, обычно делится на три категории: твердые, металлические и перламутровые пигменты. С этой краской сложнее обращаться, чем с твердыми красками, из-за дополнительных размеров, которые необходимо учитывать. Его необходимо наносить равномерно, чтобы обеспечить равномерный внешний вид без светлых и темных пятен, которые часто называют «крапинками».
С этой краской сложнее обращаться, чем с твердыми красками, из-за дополнительных размеров, которые необходимо учитывать. Его необходимо наносить равномерно, чтобы обеспечить равномерный внешний вид без светлых и темных пятен, которые часто называют «крапинками». Он формирует окончательный интерфейс с окружающей средой. По этой причине прозрачное покрытие должно быть достаточно прочным, чтобы противостоять истиранию, и достаточно химически стабильным, чтобы противостоять ультрафиолетовому излучению. Лак может быть как на растворителе, так и на водной основе.
Он формирует окончательный интерфейс с окружающей средой. По этой причине прозрачное покрытие должно быть достаточно прочным, чтобы противостоять истиранию, и достаточно химически стабильным, чтобы противостоять ультрафиолетовому излучению. Лак может быть как на растворителе, так и на водной основе. См. ссылку ниже:
См. ссылку ниже: Острые рабочие сборочного конвейера Ford и других производителей автомобилей осознали эстетическую ценность этих комков краски и начали собирать, резать и полировать их для изготовления украшений. Высушенные камни для краски стали известны как фордит, и их можно было найти на фабричных салазках до 19 века.90-е. Однако эти методы покраски автомобилей больше не практикуются, что делает подлинный «природный» фордит редкостью. Их история делает их почти такими же ценными, как настоящие драгоценные камни, и со временем эта ценность может только возрастать. Коллекционеры, у нас есть ваше внимание?
Острые рабочие сборочного конвейера Ford и других производителей автомобилей осознали эстетическую ценность этих комков краски и начали собирать, резать и полировать их для изготовления украшений. Высушенные камни для краски стали известны как фордит, и их можно было найти на фабричных салазках до 19 века.90-е. Однако эти методы покраски автомобилей больше не практикуются, что делает подлинный «природный» фордит редкостью. Их история делает их почти такими же ценными, как настоящие драгоценные камни, и со временем эта ценность может только возрастать. Коллекционеры, у нас есть ваше внимание? Темные цвета просто держались дольше и не так долго сохли. Использование битумной эмали было более эффективным, но у него, безусловно, были свои недостатки, в том числе необходимость в огромном пространстве и «ни единого кусочка ворсинок или волос, которые могли бы испортить в остальном идеальную окраску». Художники даже рисовали обнаженными, чтобы не повредить отделку. Но по мере роста спроса и развития технологий менялись цвета и модели автомобилей. Цвета стали больше и ярче в мирное время после Великой войны. Классические Ford 20-го века цвета Polynesian Green, Clover Green Pearl, Deep Maroon 347 — все они были окрашены в эти цвета с помощью утомительной, сложной и дорогостоящей процедуры, выполняемой вручную.
Темные цвета просто держались дольше и не так долго сохли. Использование битумной эмали было более эффективным, но у него, безусловно, были свои недостатки, в том числе необходимость в огромном пространстве и «ни единого кусочка ворсинок или волос, которые могли бы испортить в остальном идеальную окраску». Художники даже рисовали обнаженными, чтобы не повредить отделку. Но по мере роста спроса и развития технологий менялись цвета и модели автомобилей. Цвета стали больше и ярче в мирное время после Великой войны. Классические Ford 20-го века цвета Polynesian Green, Clover Green Pearl, Deep Maroon 347 — все они были окрашены в эти цвета с помощью утомительной, сложной и дорогостоящей процедуры, выполняемой вручную. Это было очень дорого, поэтому американские лакокрасочные компании использовали алюминиевые чешуйки в своих металликах, чтобы сэкономить на затратах… но они отдали дань уважения своим предшественникам такими цветами, как «Fish Silver Blue».
Это было очень дорого, поэтому американские лакокрасочные компании использовали алюминиевые чешуйки в своих металликах, чтобы сэкономить на затратах… но они отдали дань уважения своим предшественникам такими цветами, как «Fish Silver Blue».


 Теперь производители используют «электростатический процесс, который намагничивает эмали на кузовах автомобилей», что устраняет избыточное распыление или, по крайней мере, значительно его сужает. Аутентичный Fordite теперь достиг статуса почти коллекционного уровня, особенно с учетом того, что предложение ограничено тем, что уже доступно на рынке.
Теперь производители используют «электростатический процесс, который намагничивает эмали на кузовах автомобилей», что устраняет избыточное распыление или, по крайней мере, значительно его сужает. Аутентичный Fordite теперь достиг статуса почти коллекционного уровня, особенно с учетом того, что предложение ограничено тем, что уже доступно на рынке.
 Ее создал австриец Зигфрид Маркус, которого идея об использовании в качестве топлива бензина осенила однажды, когда он нечаянно поджог воздушные массы с большим содержанием бензопаров. Использовав мощность силы взрыва и создав первый в мире двигатель, работающий на бензине, Зигфрид установил его на банальную повозку, а спустя десять лет он сконструировал уже более совершенную модификацию автомобиля.
Ее создал австриец Зигфрид Маркус, которого идея об использовании в качестве топлива бензина осенила однажды, когда он нечаянно поджог воздушные массы с большим содержанием бензопаров. Использовав мощность силы взрыва и создав первый в мире двигатель, работающий на бензине, Зигфрид установил его на банальную повозку, а спустя десять лет он сконструировал уже более совершенную модификацию автомобиля. Сейчас практически каждый может позволить себе иметь авто. Сколько лет понадобилось машине, чтобы пройти путь от роскоши до предмета первой необходимости?
Сейчас практически каждый может позволить себе иметь авто. Сколько лет понадобилось машине, чтобы пройти путь от роскоши до предмета первой необходимости? С чем это связано? Все дело в том, что в конструкции машины не было предусмотрено тормозной системы.
С чем это связано? Все дело в том, что в конструкции машины не было предусмотрено тормозной системы.

 Форду пришлось разработать собственную систему зажигания. Он продал свой квадрицикл за 200 долларов, а на эти деньги построил вторую машину.
Форду пришлось разработать собственную систему зажигания. Он продал свой квадрицикл за 200 долларов, а на эти деньги построил вторую машину. Двигатель: Kane-Pennington-Ford, рядный 2-цилиндровый, атмосферные впускные клапаны, верхние выпускные клапаны, 59куб. дюймов, 4 л.с. (приблизительно)
Двигатель: Kane-Pennington-Ford, рядный 2-цилиндровый, атмосферные впускные клапаны, верхние выпускные клапаны, 59куб. дюймов, 4 л.с. (приблизительно)
 01.2017
01.2017  , 4:00
—
, 4:00
— Родившийся во Фландрии в 1623 году, Вербист был опытным астрономом, который уехал из Европы в Китай в 1658 году. Он помог модернизировать уже устаревшую китайскую астрономию, используя последние европейские инновации, и император попросил его стать директором недавно отремонтированного Пекинского древнего музея. Обсерватория. Более того, он свободно говорил как минимум на пяти языках, написал тридцать книг, был искусным дипломатом и картографом и обучал долгоживущего императора Канси всему, от математики до поэзии. Даже по меркам того времени он был до смешного совершенен.
Родившийся во Фландрии в 1623 году, Вербист был опытным астрономом, который уехал из Европы в Китай в 1658 году. Он помог модернизировать уже устаревшую китайскую астрономию, используя последние европейские инновации, и император попросил его стать директором недавно отремонтированного Пекинского древнего музея. Обсерватория. Более того, он свободно говорил как минимум на пяти языках, написал тридцать книг, был искусным дипломатом и картографом и обучал долгоживущего императора Канси всему, от математики до поэзии. Даже по меркам того времени он был до смешного совершенен. Вербист говорит, что автомобиль должен был стать игрушкой для императора.
Вербист говорит, что автомобиль должен был стать игрушкой для императора. Но Леонардо определенно не строил свой, так что у Verbiest есть это.)
Но Леонардо определенно не строил свой, так что у Verbiest есть это.) С конца семнадцатого века существующие автомобильные технологии были более чем достаточными для удовлетворения потребностей общества. В эпоху абсолютных монархов и меркантилизма важнее было решать другие инженерные задачи, которые было трудно или невозможно решить с помощью обычных источников энергии, таких как энергия мышц, ветра или воды.
С конца семнадцатого века существующие автомобильные технологии были более чем достаточными для удовлетворения потребностей общества. В эпоху абсолютных монархов и меркантилизма важнее было решать другие инженерные задачи, которые было трудно или невозможно решить с помощью обычных источников энергии, таких как энергия мышц, ветра или воды. Это создало работу, сделав его фактически самым ранним узнаваемым предшественником двигателя внутреннего сгорания. Со своей стороны, Гюйгенс сразу же осознал потенциал двигателя как источника энергии как для наземных, так и для водных транспортных средств, но его двигатель был слишком примитивным, чтобы его можно было использовать в этом направлении.
Это создало работу, сделав его фактически самым ранним узнаваемым предшественником двигателя внутреннего сгорания. Со своей стороны, Гюйгенс сразу же осознал потенциал двигателя как источника энергии как для наземных, так и для водных транспортных средств, но его двигатель был слишком примитивным, чтобы его можно было использовать в этом направлении. Котел располагался далеко впереди, что еще больше усложняло управление машиной. Хотя его максимальная скорость должна была составлять около пяти миль в час, он так и не разогнался даже до девяти.0011 закрыть до этого быстро на практике.
Котел располагался далеко впереди, что еще больше усложняло управление машиной. Хотя его максимальная скорость должна была составлять около пяти миль в час, он так и не разогнался даже до девяти.0011 закрыть до этого быстро на практике. В любом случае, вот довольно удивительная реконструкция крушения, полностью с смехотворно чрезмерными кадрами реакции.
В любом случае, вот довольно удивительная реконструкция крушения, полностью с смехотворно чрезмерными кадрами реакции.
 Это был отход от линии инноваций, которая в конечном итоге привела к созданию автомобиля, но даже они оказались слишком громкими для широкой публики. Закон о локомотивах 1865 года гласил, что ни одно наземное транспортное средство не может двигаться со скоростью более 6 км/ч, и что перед всеми такими транспортными средствами должен следовать человек, размахивающий красным флагом и трубящий в рожок. Это был не звездный час автомобильной промышленности, как вы можете себе представить.
Это был отход от линии инноваций, которая в конечном итоге привела к созданию автомобиля, но даже они оказались слишком громкими для широкой публики. Закон о локомотивах 1865 года гласил, что ни одно наземное транспортное средство не может двигаться со скоростью более 6 км/ч, и что перед всеми такими транспортными средствами должен следовать человек, размахивающий красным флагом и трубящий в рожок. Это был не звездный час автомобильной промышленности, как вы можете себе представить. На данный момент трудно с уверенностью сказать, что именно , на что на самом деле был способен Оруктор Амфиболис .
На данный момент трудно с уверенностью сказать, что именно , на что на самом деле был способен Оруктор Амфиболис .
 40 грн
40 грн Житомир
Житомир Днепр
Днепр
 Чем меньше расходует топлива дизель, тем меньше рабочий ход поршня. Поэтому в нагнетательном канале все время поддерживается постоянное давление топлива (около 0,2 МПа) независимо от частоты вращения кулачкового вала и расхода топлива дизелем.
Чем меньше расходует топлива дизель, тем меньше рабочий ход поршня. Поэтому в нагнетательном канале все время поддерживается постоянное давление топлива (около 0,2 МПа) независимо от частоты вращения кулачкового вала и расхода топлива дизелем. У вас должен быть достаточный поток для поддержки потребностей двигателя. А как насчет давления? Является ли давление просто продуктом, вызванным сопротивлением потоку? Необходимо ли давление? Падение давления при полностью открытой дроссельной заслонке означает, что у меня недостаточно потока?
У вас должен быть достаточный поток для поддержки потребностей двигателя. А как насчет давления? Является ли давление просто продуктом, вызванным сопротивлением потоку? Необходимо ли давление? Падение давления при полностью открытой дроссельной заслонке означает, что у меня недостаточно потока? У дизельного двигателя, работающего на 3000 об/мин, очень мало времени, чтобы заполнить насосный элемент до следующего цикла… буквально миллисекунды. Давление помогает заполнить насосный элемент. Если давление падает слишком сильно, насосный элемент создаст вакуум. Он будет жить с некоторым вакуумом, но слишком большой вызовет кавитацию и испарение. Это состояние может привести к большему ущербу, чем грязное топливо. Говоря простым языком, кавитация заставляет топливо испаряться. Пар заполняет полость насоса; затем насос нагнетает пар. Когда пар сжимается, он взрывает таблетку лексапро. Взрыв разрушает металл и оставляет кратеры на поверхности.
У дизельного двигателя, работающего на 3000 об/мин, очень мало времени, чтобы заполнить насосный элемент до следующего цикла… буквально миллисекунды. Давление помогает заполнить насосный элемент. Если давление падает слишком сильно, насосный элемент создаст вакуум. Он будет жить с некоторым вакуумом, но слишком большой вызовет кавитацию и испарение. Это состояние может привести к большему ущербу, чем грязное топливо. Говоря простым языком, кавитация заставляет топливо испаряться. Пар заполняет полость насоса; затем насос нагнетает пар. Когда пар сжимается, он взрывает таблетку лексапро. Взрыв разрушает металл и оставляет кратеры на поверхности.
 Обычно используется тарельчатый клапан в форме шара, однако это несовершенная конструкция, поскольку шар может вибрировать (также известное как «дребезг клапана»), что препятствует плавному потоку топлива и создает скачки давления топлива. Цилиндрическая тарелка обеспечивает превосходную конструкцию, поскольку диаметр верхней части тарелки стабилизирован в отверстии корпуса клапана. Тарелка плавно открывается и закрывается вдоль канала ствола. Это в сочетании с впускными отверстиями на стороне тарелки выравнивает поток топлива, а дребезг клапанов практически исключается. Это уменьшает скачки давления топлива и приводит к гораздо лучшей кривой расхода топлива.
Обычно используется тарельчатый клапан в форме шара, однако это несовершенная конструкция, поскольку шар может вибрировать (также известное как «дребезг клапана»), что препятствует плавному потоку топлива и создает скачки давления топлива. Цилиндрическая тарелка обеспечивает превосходную конструкцию, поскольку диаметр верхней части тарелки стабилизирован в отверстии корпуса клапана. Тарелка плавно открывается и закрывается вдоль канала ствола. Это в сочетании с впускными отверстиями на стороне тарелки выравнивает поток топлива, а дребезг клапанов практически исключается. Это уменьшает скачки давления топлива и приводит к гораздо лучшей кривой расхода топлива.
 ..
.. ..
.. ..
.. ..
.. com/wp-content/uploads/Untitled2.mp4
com/wp-content/uploads/Untitled2.mp4 Если на детали, показанной в этом списке, указано, что она предназначена для вашего автомобиля, она подойдет. Комплекты кузова KBD В полиуретановых деталях используются пресс-формы высочайшего качества и передовые технологии литья под давлением, чтобы обеспечить правильную установку на вашем автомобиле — выступы и углубления для сверления включены в каждую деталь!
Если на детали, показанной в этом списке, указано, что она предназначена для вашего автомобиля, она подойдет. Комплекты кузова KBD В полиуретановых деталях используются пресс-формы высочайшего качества и передовые технологии литья под давлением, чтобы обеспечить правильную установку на вашем автомобиле — выступы и углубления для сверления включены в каждую деталь! Наши детали можно увидеть на автомобилях профессиональных водителей по всему миру. Мы гордимся каждым стилем, который мы разрабатываем и производим!
Наши детали можно увидеть на автомобилях профессиональных водителей по всему миру. Мы гордимся каждым стилем, который мы разрабатываем и производим! com» data-canada=»You are currently on MilwaukeeTool.ca» data-mexico=»You are currently on MilwaukeeTool.mx»/>555
com» data-canada=»You are currently on MilwaukeeTool.ca» data-mexico=»You are currently on MilwaukeeTool.mx»/>555 Осветительная головка имеет угол поворота 210°, что позволяет направлять яркий свет на любую рабочую поверхность. Широкое магнитное основание позволяет расположить поворотный прожектор на обычных рабочих поверхностях или закрепить его на металле для рабочего освещения без помощи рук. Его складная конструкция помещается в карманы, а встроенный карабин дает возможность пристегнуть его к органайзерам для инструментов или ремням для удобства транспортировки. Три различных режима вывода позволяют оптимизировать светоотдачу и время работы до 13 часов. Поворотный прожектор REDLITHIUM™ USB ROVER™ питается от аккумулятора REDLITHIUM™ USB 3.0AH, обеспечивающего работу в течение всего дня, большее количество перезарядок и в 3 раза более быстрое время зарядки. USB-аккумулятор Milwaukee REDLITHIUM™ можно заряжать в фонаре через Micro USB или заменять дополнительными USB-аккумуляторами REDLITHIUM™ практически без простоев. Поворотный прожектор MILWAUKEE® REDLITHIUM™ USB ROVER™ отлично подходит для любого специалиста в области торговли и имеет ограниченную пожизненную гарантию.
Осветительная головка имеет угол поворота 210°, что позволяет направлять яркий свет на любую рабочую поверхность. Широкое магнитное основание позволяет расположить поворотный прожектор на обычных рабочих поверхностях или закрепить его на металле для рабочего освещения без помощи рук. Его складная конструкция помещается в карманы, а встроенный карабин дает возможность пристегнуть его к органайзерам для инструментов или ремням для удобства транспортировки. Три различных режима вывода позволяют оптимизировать светоотдачу и время работы до 13 часов. Поворотный прожектор REDLITHIUM™ USB ROVER™ питается от аккумулятора REDLITHIUM™ USB 3.0AH, обеспечивающего работу в течение всего дня, большее количество перезарядок и в 3 раза более быстрое время зарядки. USB-аккумулятор Milwaukee REDLITHIUM™ можно заряжать в фонаре через Micro USB или заменять дополнительными USB-аккумуляторами REDLITHIUM™ практически без простоев. Поворотный прожектор MILWAUKEE® REDLITHIUM™ USB ROVER™ отлично подходит для любого специалиста в области торговли и имеет ограниченную пожизненную гарантию.
 После обнаружения бур снимается на земле и заменяется трубой, которая извлекает нефть.
После обнаружения бур снимается на земле и заменяется трубой, которая извлекает нефть. Используемые катализаторы включают кислоту, обработанную глину, платину и алюминий. Все они работают вместе, чтобы разрушить большие молекулы.
Используемые катализаторы включают кислоту, обработанную глину, платину и алюминий. Все они работают вместе, чтобы разрушить большие молекулы. Оно часто встречается в лодках, поездах, грузовиках, баржах, автобусах, топливных конструкциях, сельскохозяйственном оборудовании, военных транспортных средствах, некоторых автомобилях, в генераторах для производства электроэнергии, в системах отопления и многом другом. Есть даже некоторые отдаленные деревни/города, которые используют дизельное топливо для производства электроэнергии. Но если требуется создать резервное электроснабжение дачного участка, можно использовать компактный дизельный генератор.
Оно часто встречается в лодках, поездах, грузовиках, баржах, автобусах, топливных конструкциях, сельскохозяйственном оборудовании, военных транспортных средствах, некоторых автомобилях, в генераторах для производства электроэнергии, в системах отопления и многом другом. Есть даже некоторые отдаленные деревни/города, которые используют дизельное топливо для производства электроэнергии. Но если требуется создать резервное электроснабжение дачного участка, можно использовать компактный дизельный генератор. Первый процесс называется разделением. На этой стадии сырая нефть помещается в ректификационные колонны, которые имеют температуру в диапазоне от 200 до 350 °С. Это тепло заставляет сырую нефть разделяться на жидкость и газ.
Первый процесс называется разделением. На этой стадии сырая нефть помещается в ректификационные колонны, которые имеют температуру в диапазоне от 200 до 350 °С. Это тепло заставляет сырую нефть разделяться на жидкость и газ.
 Например, с помощью смесей с различными углеводородными цепями можно создавать бензины с разными октановыми числами.
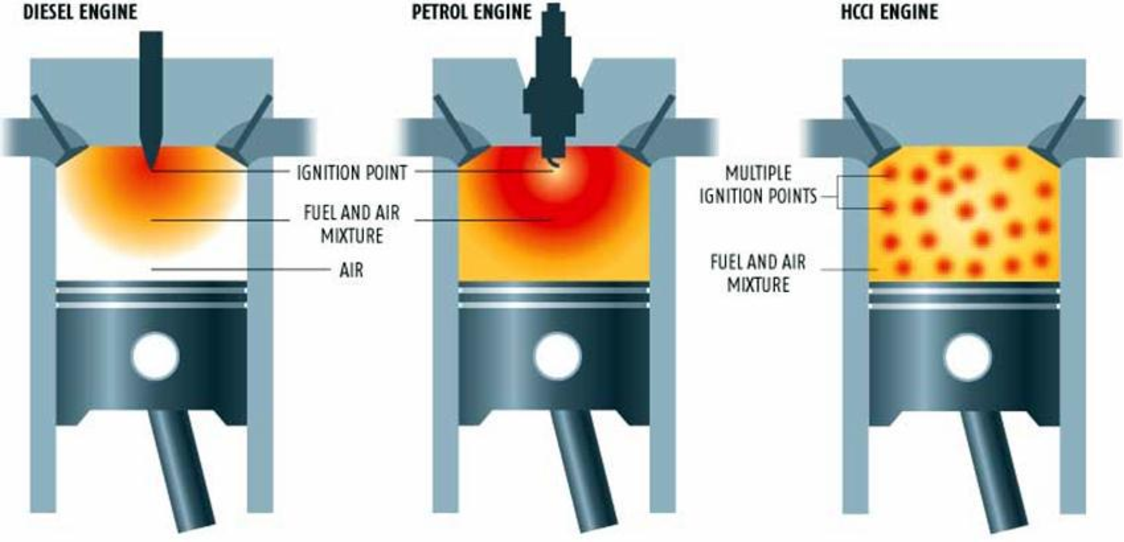
Например, с помощью смесей с различными углеводородными цепями можно создавать бензины с разными октановыми числами. И там, и там топливная смесь находится под давлением. В моторах на бензине она загорается от искры свечи зажигания, а дизель загорается от сильного и быстрого сжатия.
И там, и там топливная смесь находится под давлением. В моторах на бензине она загорается от искры свечи зажигания, а дизель загорается от сильного и быстрого сжатия. Поэтому неудивительно, что ритейлеры учитывают этот факт при установлении закупочной цены.
Поэтому неудивительно, что ритейлеры учитывают этот факт при установлении закупочной цены. Большинство из них находятся в частной собственности, и имеет смысл обратиться к массовому покупателю при продаже такого универсального товара, как автомобиль
Большинство из них находятся в частной собственности, и имеет смысл обратиться к массовому покупателю при продаже такого универсального товара, как автомобиль Дизельный двигатель имеет большую мощность, чем бензиновый, поэтому у него есть необходимая сила, чтобы обеспечить более медленный крутящий момент. Это означает, что у него более высокие буксировочные свойства и еще более впечатляющие при обгоне.
Дизельный двигатель имеет большую мощность, чем бензиновый, поэтому у него есть необходимая сила, чтобы обеспечить более медленный крутящий момент. Это означает, что у него более высокие буксировочные свойства и еще более впечатляющие при обгоне.
 ”
” Афера VW приблизила гибель дизеля как надежного, перспективного источника автомобильного топлива.
Афера VW приблизила гибель дизеля как надежного, перспективного источника автомобильного топлива.
 Это руководство даст вам краткое изложение разницы между бензином и дизельным топливом.
Это руководство даст вам краткое изложение разницы между бензином и дизельным топливом. Специальное оборудование используется для бурения земли, чтобы найти сырую нефть. После обнаружения бур извлекают из земли и заменяют трубой, которая будет его извлекать.
Специальное оборудование используется для бурения земли, чтобы найти сырую нефть. После обнаружения бур извлекают из земли и заменяют трубой, которая будет его извлекать. Используемые катализаторы включают кислоту, обработанную глину, платину и алюминий. Все они работают вместе, чтобы разрушить более крупные молекулы.
Используемые катализаторы включают кислоту, обработанную глину, платину и алюминий. Все они работают вместе, чтобы разрушить более крупные молекулы. д. Есть даже некоторые отдаленные деревни/города, которые полагаются на дизельное топливо для получения электроэнергии.
д. Есть даже некоторые отдаленные деревни/города, которые полагаются на дизельное топливо для получения электроэнергии. В верхней части башни будет газ пропан, в середине башни находится дизельное топливо, а в нижней части башни все смазочные материалы.
В верхней части башни будет газ пропан, в середине башни находится дизельное топливо, а в нижней части башни все смазочные материалы.
 Любимая машина Чарльза — 19.66 Shelby 427 Cobra и любит писать обо всем, что связано с автомобилем, включая лучшие инструменты и советы, которые помогают обычным людям в жизни принимать правильные решения во всем, что связано с автомобилем.
Любимая машина Чарльза — 19.66 Shelby 427 Cobra и любит писать обо всем, что связано с автомобилем, включая лучшие инструменты и советы, которые помогают обычным людям в жизни принимать правильные решения во всем, что связано с автомобилем.
 Однако то, как разница между ними повлияет на вас как на нового водителя, вам необходимо учитывать.
Однако то, как разница между ними повлияет на вас как на нового водителя, вам необходимо учитывать.