
Электрическая дуговая сварка | это… Что такое Электрическая дуговая сварка?
Электродуговая ручная сварка покрытым электродом
Электросварка — один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу.
Температура электрической дуги (до 5000°С) превосходит температуры плавления всех существующих металлов.
Содержание
|
История электросварки
(См. Электротехника)
1802 год — В. В. Петров открыл явление вольтовой электрической дуги и указал, что появляющийся «белого цвета свет или пламя, от которого оные угли скорее или медлительнее загораются, и от которого тёмный покой довольно ясно освещён быть может».
1803 год — В. В. Петров опубликовал книгу «Известия о гальвани-вольтовых опытах…», где описал способы изготовления вольтова столба, явление электрической дуги и возможность её применения для электроосвещения, электросварки и электропайки металлов.
1882 год — Н. Н. Бенардос изобрёл электрическую сварку с применением угольных электродов.
1888 год — Н. Г. Славянов впервые в мире применил на практике дуговую сварку металлическим (плавящимся) электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины.
1893 год — На Всемирной выставке в Чикаго Н. Г. Славянов получил золотую медаль за способ электросварки под слоем толчёного стекла.
1905 год — В. Ф. Миткевич впервые в мире предложил применять трёхфазную дугу для сварки металлов.
1932 год — К. К. Хреновым впервые в мире в Советском Союзе осуществлена дуговая сварка под водой.[1]
1939 год — Е. О. Патоном разработаны технология автоматической сварки под флюсом, сварочные флюсы и головки для автоматической сварки, электросварные башни танков, электросварной мост.
Описание процесса
К электроду и свариваемому изделию для образования и поддержания электрической дуги от сварочного трансформатора подводится электроэнергия. Под действием теплоты электрической дуги (до 7000°С) кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. В сварочной ванне металл электрода смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.[2]
Под действием теплоты электрической дуги (до 7000°С) кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. В сварочной ванне металл электрода смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.[2]
В процессе электросварки могут быть использованы плавящиеся и неплавящиеся электроды. В первом случае формирование сварного шва происходит при расплавлении самого электрода, во втором случае — при расплавлении присадочной проволоки (прутков и т. п.), которую вводят непосредственно в сварочную ванну.
Для защиты от окисления металла сварного шва применяются защитные газы (аргон, гелий, углекислый газ и их смеси), подающиеся из сварочной головки в процессе электросварки.
Различают электросварку переменным током и электросварку постоянным током. При сварке постоянным током шов получается с меньшим количеством брызг металла, поскольку нет перехода через нуль и смены полярности тока.
В аппаратах для электросварки постоянным током применяются выпрямители.
Классификация
Классификация дуговой сварки производится в зависимости от степени механизации процесса, рода тока и полярности, типа сварочной дуги, свойств сварочного электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают:
- ручную дуговую сварку
- полуавтоматическую дуговую сварку
- автоматическую дуговую сварку
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определённой длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке (ММА -Manual Metal Arc) указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.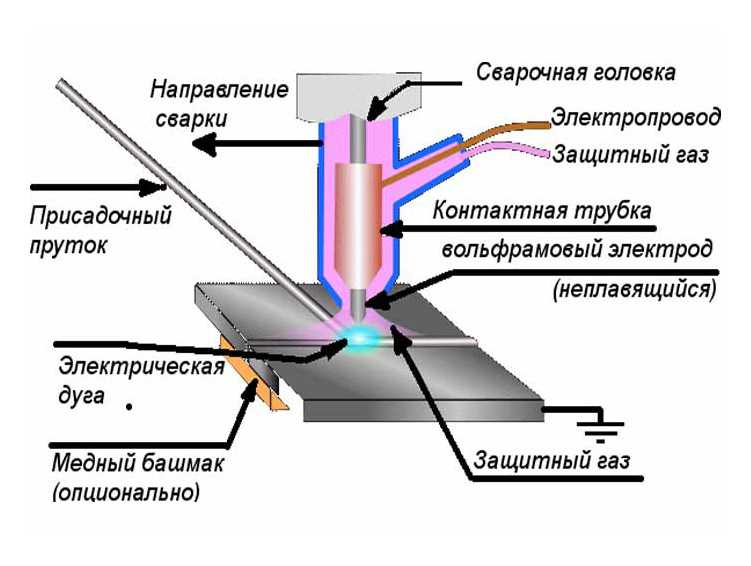
При полуавтоматической дуговой сварке (MIG/MAG -Metal Inert/Active Gas) плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
- электрическая дуга, питаемая постоянным током прямой полярности (минус на электроде)
- электрическая дуга, питаемая постоянным током обратной (плюс на электроде) полярности
- электрическая дуга, питаемая переменным током
По типу дуги различают
- дугу прямого действия (зависимую дугу)
- дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами.
По свойствам сварочного электрода различают
- способы сварки плавящимся электродом
- способы сварки неплавящимся электродом (угольным, графитовым и вольфрамовым)
Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают:
- открытую
- закрытую
- полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры.
По роду защиты зоны сварки от окружающего воздуха различают:
- дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием)
- дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом)
- дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами)
- дуговая сварка с газовой защитой (в среде защитных газов) (MIG-MAG)
- дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)
Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне — и толстопокрытые сварочные электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
В последнее время получает распространение плазменная сварка, где дуга между инертными неплавящимися электродами используется для высокотемпературного нагрева промежуточного носителя, например — водяного пара. Известна также сварка атомарным водородом, получаемым в дуге между вольфрамовыми электродами, и выделяющем тепло при рекомбинации в молекулы на свариваемых деталях.
Аргонодуговая сварка относится к виду сварки плавлением. Сварка плавлением разделяют на сварку плавящимся и не плавящимся электродом. Аргонодуговая сварка это сварка не плавящимся электродом. В качестве электрода применяют вольфрамовые стержни. Они имеют различный диаметр.
Аргонодуговая сварка это сварка не плавящимся электродом. В качестве электрода применяют вольфрамовые стержни. Они имеют различный диаметр.
При аргонодуговой сварке вольфрамовые электроды выбирают от толщины металла. Вольфрам относят к тугоплавким металлам. Поэтому, назначение вольфрамовых электродов в зажигании и поддержании сварочной дуги.
Аргонодуговую сварку относят к видам газоэлектрической сварки. Газы защищают сварочную зону от воздействий ветра, осадков и других погодных явлений. Так же алюминий, титан, никель подвержены окислению. Применение газов защищает их от окислительных процессов. В аргонодуговой сварке применяют инертные газы: аргон, гелий и их смеси. Основным газом считают аргон. Поэтому, сварка получила название аргонодуговая сварка. Аргон производят трех сортов. Сорт аргона, для аргонодуговой сварки, зависит от содержания в нем чистого аргона. Для разного вида стали, применяют различный сорт аргона. Аргон поставляют в баллонах. Электрическая часть аргонодуговой сварки, предназначена для образования сварочной дуги и ее параметров.
 Аргонодуговую сварку применяют в промышленных цехах и на стройплощадке. На стройплощадках, в избегание попадания ветра в зону сварки, устанавливают сварочную палатку. Выполняют аргоновую сварку в специальных кожаных перчатках. В процессе аргонодуговой сварки, сварщик использует две руки. Это требует высокой квалификации сварщика. На производстве, сварщики аргонодуговой сварки имеют 5-6 разряды. Преимуществом аргонодуговой сварки считают геометрически однородный качественный шов. Шов получают без дефектов. Так же исключены шлаковые образования . Шов выдерживает большие нагрузки на изгиб, сжатие и растяжение. Аргонодуговая сварка выделяет меньше вредных газов в работе для сварщика. Сведен риск получения ожогов, работников при сварке. Аргонодуговая сварка это один из эффективных и высококачественных видов сварки на производстве!
Аргонодуговую сварку применяют в промышленных цехах и на стройплощадке. На стройплощадках, в избегание попадания ветра в зону сварки, устанавливают сварочную палатку. Выполняют аргоновую сварку в специальных кожаных перчатках. В процессе аргонодуговой сварки, сварщик использует две руки. Это требует высокой квалификации сварщика. На производстве, сварщики аргонодуговой сварки имеют 5-6 разряды. Преимуществом аргонодуговой сварки считают геометрически однородный качественный шов. Шов получают без дефектов. Так же исключены шлаковые образования . Шов выдерживает большие нагрузки на изгиб, сжатие и растяжение. Аргонодуговая сварка выделяет меньше вредных газов в работе для сварщика. Сведен риск получения ожогов, работников при сварке. Аргонодуговая сварка это один из эффективных и высококачественных видов сварки на производстве!Примечания
- ↑ «Справочник молодого электросварщика по ручной сварке», Г. Г. Чернышов, В. Б. Мордынский, Москва, «Машиностроение», 1987; стр.
 66
66 - ↑ «Сварочное дело: Сварка и резка металлов: учебник для нач. проф. образования/Г. Г. Чернышов.- М.: Издательский центр «Академия», 2008г.- стр. 496
Источники
- http://www.elektrosvarka.ru/article2.htm
- Общие сведения о дуговой сварке
Ссылки
- Как правильно подключить сварочный трансформатор
- Сайт, посвященный 150-летию Николая Гавриловича Славянова
- История развития сварки
- Учебный фильм «Дуговая сварка»
Аргонодуговая сварка. Сварка
Аргонодуговая сварка
Во время аргонодуговой сварки постоянным током неплавящимся электродом используют прямую полярность. Дуга горит устойчиво, обеспечивая хорошее формирование шва. При обратной полярности устойчивость процесса снижается, вольфрамовый электрод перегревается, что приводит к необходимости значительно уменьшить сварочный ток. Вследствие этого производительность процесса снижается.
 Кроме того, при сварке алюминия, магния и их сплавов происходит мощная бомбардировка поверхности сварочной ванны положительными ионами, что наряду с процессом катодного распыления приводит к разрушению пленки оксидов алюминия и магния, облегчая процесс качественной сварки без применения флюсов.
Кроме того, при сварке алюминия, магния и их сплавов происходит мощная бомбардировка поверхности сварочной ванны положительными ионами, что наряду с процессом катодного распыления приводит к разрушению пленки оксидов алюминия и магния, облегчая процесс качественной сварки без применения флюсов.При сварке переменным током неплавящимся электродом необходимо, чтобы источник тока имел более высокое напряжение холостого хода, что обеспечивает устойчивое горение дуги и стабилизирует процесс сварки. Однако в связи с ограничением напряжения по условиям безопасности применяют ток допускаемого напряжения, на который накладывается ток высокой частоты, включая в сварочную цепь осциллятор.
При сварке переменным током происходит частичное выпрямление тока вследствие различной электронной эмиссии вольфрамового электрода и свариваемого изделия.
В периоды, когда вольфрамовый электрод является катодом, электронная эмиссия имеет большую интенсивность, проводимость дугового промежутка повышается, а напряжение на дуге понижается. Вследствие этого сварочный ток увеличивается.
Вследствие этого сварочный ток увеличивается.
В периоды, когда катодом является изделие, электронная эмиссия менее интенсивна, в результате чего сварочный ток уменьшается. Ввиду этого появляется некоторая составляющая постоянного тока, что приводит к уменьшению тепловой мощности дуги и значительно затрудняет разрушение оксидной пленки при сварке алюминиевых и магниевых сплавов и тем самым способствует образованию поверхностных и внутренних дефектов. Поэтому при сварке переменным током принимают меры по устранению или снижению составляющей постоянного тока.
Для этой цели в сварочную цепь включают последовательно конденсаторную батарею 100 мкФ на 1 А сварочного тока или аккумуляторную батарею (положительный полюс батареи присоединяют к электроду). Применяется также последовательное включение в сварочную цепь активного сопротивления, но эта мера снижает устойчивость горения дуги, и поэтому при такой схеме сварочной цепи приходится использовать источники питания дуги с повышенным напряжением холостого хода до 120 В.
При ручной сварке неплавящимся электродом возбуждение дуги производят на угольной или графитовой пластинке и некоторое время разогревают электрод, а затем быстро переносят дугу в начало разделки кромок. При сварке переменным током возбуждение дуги осуществляют с помощью осциллятора без короткого замыкания электрода на изделие. При полуавтоматической и автоматической сварке возбуждение дуги производят путем касания электродной проволокой вводной планки, которую устанавливают для предупреждения дефекта в начале свариваемого шва.
Аргонодуговой сваркой можно выполнять швы стыковых, тавровых и угловых соединений.
При толщине листов до 2,5 мм сварку рекомендуется производить с отбортовкой кромок.
При малом зазоре порядка 0,1–0,5 мм можно сваривать тонколистовой материал толщиной 0,4–4 мм без отбортовки и разделки кромок. Чем меньше толщина свариваемых встык листов, тем меньше допустимый зазор. Листы толщиной 4–12 мм сваривают с V-образной разделкой кромок при угле разделки 50–70°. Допустимый зазор в стыке составляет не более 1,0 мм. Расход аргона должен обеспечить надежную защиту электрода и металла сварочной ванны от воздействия воздуха. Следует учитывать конфигурацию свариваемого изделия, чтобы при экономном расходовании газа создать хорошую защиту шва.
Допустимый зазор в стыке составляет не более 1,0 мм. Расход аргона должен обеспечить надежную защиту электрода и металла сварочной ванны от воздействия воздуха. Следует учитывать конфигурацию свариваемого изделия, чтобы при экономном расходовании газа создать хорошую защиту шва.
Рекомендуются следующие соотношения:
Перед началом сварки следует продуть шланг и горелку небольшой порцией аргона. Возбуждение дуги следует производить спустя 3–4 с после подачи аргона в горелку. Струя аргона должна защищать не только сварочную ванну, но и обратную сторону шва. Если доступ к обратной стороне шва затруднен, то применяют подкладки или флюсовую подушку.
Ручную сварку листов малой толщины производят левым способом, при котором горелка перемещается по шву справа налево. Листы большой толщины (более 12 мм) сваривают правым способом, т. е. горелку ведут слева направо. Ось мундштука горелки при сварке тонких листов (толщиной до 4 мм) должна составлять с поверхностью свариваемых листов 75–80°. Присадочный пруток вводится в зону дуги под углом 10–15° к поверхности свариваемых листов, т. е. почти перпендикулярно оси мундштука горелки. При сварке листов большей толщины ось мундштука горелки располагают почти перпендикулярно к поверхности свариваемых листов.
Присадочный пруток вводится в зону дуги под углом 10–15° к поверхности свариваемых листов, т. е. почти перпендикулярно оси мундштука горелки. При сварке листов большей толщины ось мундштука горелки располагают почти перпендикулярно к поверхности свариваемых листов.
Длина дуги при аргонодуговой сварке небольшая и составляет 1,5–2,5 мм при длине выступающего вольфрамового электрода в пределах 6–12 мм. Дугу следует гасить постепенно, увеличивая дуговой промежуток. Подачу аргона в зону дуги следует прекратить лишь спустя 10–15 с после гашения дуги, чтобы защитить металл шва от воздействия воздуха до его затвердевания.
Автоматическая и полуавтоматическая сварка плавящимся электродом производится при постоянной скорости подачи электродной проволоки независимо от напряжения дуги. Постоянство длины дуги поддерживается автоматическим саморегулированием. Применяется электродная проволока диаметром 0,5–2,0 мм. Листы толщиной до 5 мм соединяют стыковой сваркой без разделки кромок, а при толщине листов более 5 мм производят V-образную разделку шва с углом разделки 30–50°.
Сварочный ток влияет на характер переноса металла в шов. С увеличением тока капельный перенос металла электрода сменяется струйным и глубина проплавления увеличивается. Критическим называют значение тока, при котором металл электрода начинает стекать в сварочную ванну в виде тонкой струи. Практика показала, что при сварке алюминиевых сплавов критический ток составляет 70 А на 1 мм2 сечения электродной проволоки, при сварке сталей – 60–120 А на 1 мм2 сечения проволоки.
Подготовка поверхностей под сварку включает обезжиривание растворителями, бензином авиационным или ацетоном техническим, а затем удаление оксидной пленки механической зачисткой или химическим способом. Обработку рекомендуется выполнять не более чем за 2–4 ч до сварки. Механическую зачистку производят металлическими щетками из проволок диаметром до 5 мм.
Химический способ включает травление в течение 0,5–1,0 мин раствором, состоящим из 45–55 г едкого натра технического и 40–50 г фтористого натрия технического на 1 л воды, промывку проточной водой, нейтрализацию в 25–30 %-м водном растворе азотной кислоты в течение 1–2 мин, промывку в проточной воде, затем в горячей воде, сушку до полного испарения влаги.
Данный текст является ознакомительным фрагментом.
Простая английская Википедия, бесплатная энциклопедия
Дуговая сварка металлическим газом
Сварка — это способ нагрева кусков металла с помощью электричества или пламени, чтобы они расплавились и склеились. Существует много видов сварки, в том числе дуговая сварка, контактная сварка и газовая сварка. Самый распространенный вид – дуговая сварка. Любой, кто находится рядом с дуговой сваркой, должен носить специальный шлем или защитные очки, потому что дуга очень яркая. Взгляд на дугу без средств защиты зрения может привести к необратимому повреждению глаз. Также важно покрыть всю кожу, потому что это может дать вам что-то вроде солнечного ожога. Горячие искры от сварки могут обжечь кожу. Одним из видов сварки, в которой не используется дуга, является кислородно-топливная сварка (OFW), которую иногда называют газовой сваркой. OFW использует пламя для нагрева металла. Существуют и другие виды сварки, в которых не используется дуга.
Любой процесс сварки, в котором используется электрическая дуга, называется дуговой сваркой. Общие формы дуговой сварки включают в себя:
- Дуговая сварка металлическим электродом в среде защитного газа (SMAW): SMAW также известна как дуговая сварка.
- Дуговая сварка металлическим газом (GMAW): GMAW также известна как MIG (сварка металл/инертный газ).
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW): GTAW также известна как TIG (сварка вольфрамовым электродом в среде инертного газа).
Дуговая сварка нагревает металлы за счет создания сильноточной электрической дуги между соединяемыми металлическими частями и электродом.
Использование электрода зависит от типа сварочного процесса. В SMAW, GMAW и связанных с ними процессах сварки электрод расходуется и становится частью сварного шва. Электрод обычно изготавливается из того же металла, что и свариваемый. Поскольку электрод расходуется в процессе сварки, его необходимо постоянно подавать в сварной шов. В процессе сварки SMAW используется «стержневой» электрод, пропитанный активатором сварки, известным как флюс, закрепленный на конце.
Поскольку электрод расходуется в процессе сварки, его необходимо постоянно подавать в сварной шов. В процессе сварки SMAW используется «стержневой» электрод, пропитанный активатором сварки, известным как флюс, закрепленный на конце.
В процессе сварки GMAW в качестве сплошного электрода используется тонкая проволока на вращающейся катушке. Размер этого электрода варьируется от примерно 0,635 мм до примерно 4 мм. Сварочный аппарат имеет внутреннюю катушку с приводом от двигателя, которая подает проволочный электрод в сварной шов.
В процессе сварки TIG (GTAW) используется электрод, который не расходуется в процессе сварки, поскольку через металл, образующий сварной шов, не проходит электричество. Электрод изготовлен из вольфрама, поэтому он не плавится при погружении в электрическую дугу. Присадочный металл в виде стержня можно использовать для добавления металла в зону сварки.
Почти во всех случаях сварки используется присадочный металл для заполнения небольшого зазора между металлическими деталями. Дополнительный металл помогает сделать сварной шов прочным. Иногда сварные швы необходимо выполнять без присадочного металла. Сварка без присадочного металла называется автогенной сваркой.
Дополнительный металл помогает сделать сварной шов прочным. Иногда сварные швы необходимо выполнять без присадочного металла. Сварка без присадочного металла называется автогенной сваркой.
Защита при дуговой сварке[изменить | изменить источник]
Для всех видов сварки необходимо, чтобы горячий металл имел защиту. Грязь, ржавчина, жир и даже окисление металла в процессе сварки могут помешать правильному сварному соединению. Таким образом, во всех процессах сварки используется один из двух методов защиты: флюс и защитный газ.
Сварочный флюс может использоваться в твердом, жидком или пастообразном виде. Во время сварки флюс будет плавиться, а часть его испаряться. Это создает небольшой газовый карман вокруг сварного шва. Этот газовый карман предотвращает окисление металла под швом. Расплавленный флюс в результате коррозионной реакции очищает от загрязнений, препятствующих качественному сварному шву. После сварки флюс затвердевает. Этот слой твердого флюса называется шлаком и должен быть удален со сварного шва. В процессе сварки SMAW чаще всего используется флюс и чаще всего используется для стали.
В процессе сварки SMAW чаще всего используется флюс и чаще всего используется для стали.
Защитный газ защищает сварной шов, образуя газовый карман вокруг сварного шва. Целью этого газа является удержание нормального воздуха, особенно кислорода. Он отличается от флюса тем, что на сварном шве нет жидкости. Вокруг сварного шва есть только газ. Поскольку жидкости нет, она не очистит металл от грязи и прочего. Это означает, что металл должен быть чистым перед сваркой. Если это не так, грязь и другие вещи могут вызвать проблемы. Обычно используются такие газы, как аргон, гелий и смесь из трех частей аргона и одной части углекислого газа. Другие смеси газов могут содержать азот, водород или даже немного кислорода. Одним из видов сварки, в которой используется защитный газ, является дуговая сварка металлическим газом. Он обычно используется на фабриках для изготовления вещей.
Сварку с использованием флюса легче проводить на улице в ветреную погоду. Это связано с тем, что жидкий флюс защищает горячий металл, и его не сдует. Кроме того, флюс всегда создает газовый карман, который не дает погаснуть электрической дуге. Сварку, в которой используется защитный газ, обычно нельзя проводить на открытом воздухе, потому что при ветре газ будет сдуваться.
Кроме того, флюс всегда создает газовый карман, который не дает погаснуть электрической дуге. Сварку, в которой используется защитный газ, обычно нельзя проводить на открытом воздухе, потому что при ветре газ будет сдуваться.
В некоторых видах сварки не используется электрическая дуга. Они могут использовать пламя, электричество без дуги, энергетический луч или физическую силу. Наиболее распространенный вид сварки, в котором не используется дуга, называется газовой сваркой. При газовой сварке легковоспламеняющийся (это означает, что он будет гореть) газ и кислород объединяются и горят на конце горелки. Газовая сварка не требует специальной защиты, так как правильно отрегулированное пламя не содержит лишнего кислорода. Еще важно убедиться, что металл чистый. Пламя нагревает металл так сильно, что он плавится. Когда оба куска металла расплавляются на краю, жидкий металл становится одним куском.
Другой вид сварки, в котором не используется дуга, по-прежнему использует электричество. Это называется контактной сваркой. В этом случае два куска тонкого металла соединяются вместе, а затем через них проходит электричество. Это заставляет металл сильно нагреваться и плавиться там, где он сжат вместе. Две части сливаются вместе в этом месте. Иногда это называется точечной сваркой, потому что сварка может происходить только в одном небольшом месте (или точке) за раз.
Это называется контактной сваркой. В этом случае два куска тонкого металла соединяются вместе, а затем через них проходит электричество. Это заставляет металл сильно нагреваться и плавиться там, где он сжат вместе. Две части сливаются вместе в этом месте. Иногда это называется точечной сваркой, потому что сварка может происходить только в одном небольшом месте (или точке) за раз.
Кузнечная сварка — первый вид сварки, который когда-либо использовался. Кузнечная сварка требует, чтобы два куска металла были настолько горячими, что они почти плавились. Затем их отбивают молотками до тех пор, пока они не станут единым целым.
Другие виды сварки, не использующие дугу, трудновыполнимы и обычно новы. Они тоже дорогие. Большинство из этих видов сварки выполняются только там, где это особенно необходимо. Они могут использовать электронный луч, лазер или ультразвуковые волны.
Для любого вида сварки требуется энергия. Эта энергия обычно представляет собой тепло, но иногда для сварки используется сила. Когда используется тепло, оно может быть от электричества или от огня.
Когда используется тепло, оно может быть от электричества или от огня.
Блоки питания для дуговой сварки[изменить | изменить источник]
При дуговой сварке используется много электроэнергии. Некоторые виды сварки используют переменный ток, как электричество, которое используется в зданиях. Другие виды используют постоянный ток, например, электричество в автомобиле или большинство вещей с аккумулятором. Почти все виды сварки используют более низкое напряжение, чем электричество, которое поступает от электростанции. Дуговая сварка требует использования специального источника питания, который позволяет использовать электроэнергию электростанции для сварки. Блок питания снижает напряжение и контролирует величину тока. Блок питания обычно имеет элементы управления, которые позволяют изменять эти параметры. Для видов дуговой сварки, в которых используется переменный ток, иногда источник питания может делать особые вещи, чтобы электричество менялось по-разному. Некоторые блоки питания не подключаются к розетке, а генерируют собственное электричество. У таких источников питания есть двигатель, который вращает головку генератора для выработки электричества. Двигатель может работать на бензине, дизельном топливе или пропане.
У таких источников питания есть двигатель, который вращает головку генератора для выработки электричества. Двигатель может работать на бензине, дизельном топливе или пропане.
Энергия для других видов сварки[изменить | изменить источник]
OFW использует пламя от сжигания топливного газа и кислорода для нагрева металла. Этот топливный газ почти всегда представляет собой ацетилен. Ацетилен — легковоспламеняющийся газ, который горит очень жарко, жарче любого другого газа. Именно поэтому он используется чаще всего. Другие газы, такие как пропан, природный газ или другие промышленные газы, также могут использоваться.
В некоторых видах сварки тепло не используется. Эти виды сварки могут нагреваться, но металл не плавится. Кузнечная сварка является примером этого. Сварка трением с перемешиванием — это особый вид сварки, в котором не используется тепло. Он использует очень мощный двигатель и специальную вращающуюся насадку для смешивания металлов на краю. Это кажется странным, потому что металлы являются твердыми телами. Вот почему это требует много сил и очень тяжело. Энергия для этого вида сварки представляет собой механическую энергию вращающегося наконечника.
Вот почему это требует много сил и очень тяжело. Энергия для этого вида сварки представляет собой механическую энергию вращающегося наконечника.
- Американское общество сварщиков
Что такое дуговая сварка? — Определение и типы процессов
Дуговая сварка представляет собой тип сварочного процесса, в котором электрическая дуга создает тепло для плавления и соединения металлов. Источник питания создает электрическую дугу между плавящимся или неплавящимся электродом и основным материалом с помощью постоянного (DC) или переменного (AC) тока.
Эта статья является одной из серии часто задаваемых вопросов TWI.
Если у вас есть какие-либо вопросы или вам нужна помощь, напишите нам, чтобы получить консультацию специалиста:
Как это работает?
Дуговая сварка — это процесс сварки плавлением, используемый для соединения металлов. Электрическая дуга от источника питания переменного или постоянного тока создает сильное тепло около 6500 ° F , которое расплавляет металл в месте соединения двух заготовок.
Электрическая дуга от источника питания переменного или постоянного тока создает сильное тепло около 6500 ° F , которое расплавляет металл в месте соединения двух заготовок.
Дуга может направляться вручную или механически вдоль линии соединения, в то время как электрод либо просто проводит ток, либо проводит ток и в то же время плавится в сварочную ванну, чтобы подавать присадочный металл к соединению.
Поскольку металлы химически реагируют с кислородом и азотом в воздухе при нагревании дугой до высоких температур, используется защитный защитный газ или шлак, чтобы свести к минимуму контакт расплавленного металла с воздухом. После охлаждения расплавленные металлы затвердевают, образуя металлическую связь.
Какие существуют типы дуговой сварки?
Этот процесс можно разделить на два разных типа; плавящимся и неплавящимся электродами.
Методы с расходуемым электродом
Сварка металлов в среде инертного газа (MIG) и сварка металлов в среде активного газа (MAG) Также известная как Дуговая сварка металлическим газом (GMAW) , при которой используется защитный газ для защиты основных металлов от загрязнения.
Также известна как ручная дуговая сварка металлическим электродом (MMA или MMAW) , дуговая сварка под флюсом или дуговая сварка представляет собой процесс, при котором дуга зажигается между металлом стержень (электрод с флюсовым покрытием) и заготовка, и стержень, и поверхность заготовки расплавляются, образуя сварочную ванну. При одновременном расплавлении флюсового покрытия на стержне образуется газ и шлак, защищающий сварочную ванну от окружающей атмосферы. Это универсальный процесс, идеально подходящий для соединения черных и цветных металлов различной толщины во всех положениях.
Дуговая сварка порошковой проволокой (FCAW)
Созданная в качестве альтернативы SMAW, сварка FCAW использует расходуемый порошковый электрод с непрерывной подачей и источник питания постоянного напряжения, что обеспечивает постоянную длину дуги. В этом процессе используется либо защитный газ, либо только газ, создаваемый флюсом, для обеспечения защиты от загрязнения.
В этом процессе используется либо защитный газ, либо только газ, создаваемый флюсом, для обеспечения защиты от загрязнения.
Часто используемый процесс с непрерывной подачей расходуемого электрода и слоем плавкого флюса, который становится проводящим при расплавлении, обеспечивая путь тока между деталью и электродом. Флюс также помогает предотвратить брызги и искры, а также подавляет дым и ультрафиолетовое излучение.
Электрошлаковая сварка (ЭШС) Вертикальный процесс, используемый для сварки толстых листов (более 25 мм) за один проход. ESW полагается на электрическую дугу, которая начинается до того, как добавление флюса погасит дугу. Флюс плавится по мере того, как расходуемая проволока подается в ванну расплава, в результате чего на поверхности ванны образуется расплавленный шлак. Тепло для расплавления кромок проволоки и пластины вырабатывается за счет сопротивления расплавленного шлака прохождению электрического тока.