Как правильно выбрать ролики для MIG аппарата?
Сегодня в этой статье мы рассмотрим виды подающих роликов для сварочных полуавтоматов, их отличительные особенности, и для работы с какой проволокой они предназначены. Еще обратим внимание на ошибки, которые начинающие сварщики допускают при заправке проволоки.
Что такое подающий ролик?Ролик подающего механизма — это сменный элемент подающего механизма сварочного полуавтомата MIG/MAG, который подбирается в соответствии с видом сварочной проволоки, её диаметром, габаритными размерами роликов и самим аппаратом.
Подающие ролики изготавливаются из легированной стали. Наиболее часто применяются цельные (1) ролики с накаткой и коническими гладкими канавками. Второй вид по форме — составные (2), которые состоят из двух подающих роликов с фасками и накаткой по фаске.
Какие ролики бывают?Различают 3 вида подающих роликов для сварочных полуавтоматов и это различие заключается в проволоке, которая используется в работе.
Ролики для стальной проволоки имеют буквенное обозначение «V», что характеризует форму канавки. Подающие ролики для стальной проволоки имеют две направляющие канавки V-образной формы.
Ролики для алюминиевой проволоки имеют буквенное обозначение «U», что характеризует форму направляющих канавок. Канавки ролика обеспечивают плотный контакт с проволокой, в результате чего она не проскальзывает и не заламывается.
Ролики для порошковой проволоки имеют буквенное обозначение «K».
Порошковая проволока — это трубчатая проволока, заполненная флюсом и металлическим порошком, которая защищает расплавленный металл от воздействия воздуха при сварке.
Как правильно подобрать ролик?
При выборе ролика необходимо учесть следующие моменты:
- Тип проволокопадающего механизма, который установлен в сварочном аппарате. Различают 2-х роликовый и 4-х роликовый механизм подачи проволоки.

- Габаритные размеры ролика. Чтобы правильно подобрать ролик по габаритам есть 2 способа:
1 способ самый простой — просто знать, какой размер ролика в вашем сварочном аппарате.
2 способ — произвести самостоятельный замер ролика. Необходимо замерить общую ширину ролика (это будет первое число в габаритах), потом нужно замерить посадочную резьбу/отверстие (это будет второе число в габаритах), и, далее, произведите замер ширины торцевой части ролика (это третье число в габаритах). Полученные цифры, например, 30х10х12 — это и есть габаритные размеры ролика.
Вид и диаметр сварочной проволоки
Диаметр канавки ролика выбирается в зависимости от диаметра и вида проволоки для сварки. Диаметр и вид проволоки прописывается на самом товаре – это буквенно-цифровая гравировка. При изменении сечения проволоки вы просто переворачиваете ролик нужной стороной и продолжаете использовать его далее. Обратите внимание, что маркировка диаметра сварочной проволоки указывает на ту канавку, которая находится ближе к маркировке.
На сайте ПТК в разделе про подающие ролики, в настроенных фильтрах вы с легкостью сможете подобрать нужный ролик по габаритам, по типу и диаметру сварочной проволоки.
Как правильно заправить проволоку в ролик?Правильно заправленная сварочная проволока в подающий ролик — это гарантия успеха при проведении сварочных работ, также это повышает производительность сварочных полуавтоматов и срок их эксплуатации.
Схематично на рисунке мы отобразили корректную заправку проволоки и возможные ошибки, с которыми вы можете столкнуться.
- Нормальное усилие зажатия.
- Чрезмерное усилие зажатия.
- Слишком большой диаметр проволоки.
- Слишком маленький диаметр проволоки.
При заправке роликов проволокой учитывайте рекомендации по выбору усилия зажатия, которое настраивается при помощи регулирующего винта на подающем механизме сварочного аппарата.
Вид сварочной проволоки | Усилие зажатия | |
| Стальная | 2,5–3,5 | |
| Алюминиевая | 1–2,5 | |
| Порошковая | 2–2,5 |
В ассортименте фирменной продукции ПТК представлен широкий выбор подающих роликов и сопутствующих товаров, подробнее ознакомиться с техническими характеристиками, описанием и фотографиями вы можете в карточках товара. Вся продукция доступна к заказу у менеджеров отдела продаж и у официальных дилеров.
Вся продукция доступна к заказу у менеджеров отдела продаж и у официальных дилеров.
Ролик подающий 30х22х10 V 0,6–0,8
Ролик подающий для стальной проволоки диаметром 0,6–0,8 мм. V-образная форма канавки. Габариты ролика 30х22х10. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 200, MIG 250, MIG 300, MIG 350-1, MIG 350, MIG 500 с завода HISTER и ПТК RILON MIG 250 GS, MIG 250 GDM, MIG 300 Y, MIG 200 GW, MIG 300 GW, MIG 300 GDL.Цена: 498 р
Артикул: 005.040.127Ролик подающий 40х32х10 V 1,0–1,2
Ролик подающий для стальной проволоки диаметром 1,0–1,2 мм. V-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.
Цена: 601 р
Артикул: 005.040.109Ролик подающий 40х32х10 V 1,2–1,6
Ролик подающий для стальной проволоки диаметром 1,2–1,6 мм. V-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.Цена: 601 р
Артикул: 005.040.108Ролик подающий 40х32х10 V 0,8-1,0
Ролик подающий для стальной проволоки диаметром 0,8–1,0 мм. V-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.Цена: 601 р
Артикул: 005.040.107Ролик подающий 30х22х10 V 1,2–1,6
Ролик подающий для стальной проволоки диаметром 1,2–1,6 мм. V-образная форма канавки. Габариты ролика 30х22х10. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 350-1, MIG 350, MIG 500 с завода HISTER .
V-образная форма канавки. Габариты ролика 30х22х10. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 350-1, MIG 350, MIG 500 с завода HISTER .Цена: 498 р
Артикул: 005.040.105Ролик подающий 30х22х10 V 1,0–1,2
Ролик подающий для стальной проволоки диаметром 1,0–1,2 мм. V-образная форма канавки. Габариты ролика 30х22х10. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 200, MIG 250, MIG 300, MIG 350-1, MIG 350, MIG 500 с завода HISTER и ПТК RILON MIG 250 GDM, MIG 300 Y, MIG 250 GW, MIG 300 GW, MIG 300 GDL.Цена: 498 р
Артикул: 005.040.106Ролик подающий 30х22х10 V 0,8–1,0
Ролик подающий для стальной проволоки диаметром 0,8–1,0 мм. V-образная форма канавки. Габариты ролика 30х22х10. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 200, MIG 250, MIG 300, MIG 350-1, MIG 350, MIG 500 с завода HISTER и ПТК RILON MIG 250 GS, MIG 250 GDM, MIG 300 Y, MIG 200 GW, MIG 250 GW, MIG 300 GW, MIG 300 GDL.
Цена: 498 р
Артикул: 005.040.101Ролик подающий 30х10х12 V 0,8–1,0
Ролик подающий для стальной проволоки диаметром 0,8–1,0 мм. V-образная форма канавки. Габариты ролика 30х10х12. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 350, MIG 500 и ПТК RILON MIG 250 P GDM, MIG 300 P GDL, MIG 300 GN, MIG 300 GD.Цена: 468 р
Артикул: 005.040.102Ролик подающий 30х10х12 V 1,0–1,2
Ролик подающий для стальной проволоки диаметром 1,0–1,2 мм. V-образная форма канавки. Габариты ролика 30х10х12. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 350, MIG 500 и ПТК RILON MIG 250 P GDM, MIG 300 P GDL, MIG 300 GN, MIG 300 GD.Цена: 468 р
Артикул: 005. 040.103
040.103Ролик подающий 30х10х12 V 1,2–1,6
Ролик подающий для стальной проволоки диаметром 1,2–1,6 мм. V-образная форма канавки. Габариты ролика 30х10х12. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 350, MIG 500.Цена: 468 р
Артикул: 005.040.113Ролик подающий 35х25х8 V 1,0–1,2
Ролик подающий для стальной проволоки диаметром 1,0–1,2 мм. V-образная форма канавки. Габариты ролика 35х25х8. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 200, MIG 250.Цена: 547 р
Артикул: 005.040.112Ролик подающий 35х25х8 V 0,8–1,0
Ролик подающий для стальной проволоки диаметром 0,8–1,0 мм. V-образная форма канавки. Габариты ролика 35х25х8. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 200, MIG 250.
Цена: 547 р
Артикул: 005.020.102Ролик подающий 30х10х10 V 0,6–0,8
Ролик подающий для стальной проволоки диаметром 0,6–0,8 мм. V-образная форма канавки. Габариты ролика 30х10х10. Подходит для аппаратов полуавтоматической сварки серий ПТК МАСТЕР MIG S, МАСТЕР MIG F, МАСТЕР MIG SYNERGY D и ПТК RILON MIG GDM.Цена: 498 р
Артикул: 005.020.103Ролик подающий 30х10х10 V 0,8–1,0
Ролик подающий для стальной проволоки диаметром 0,8–1,0 мм. V-образная форма канавки. Габариты ролика 30х10х10. Подходит для аппаратов полуавтоматической сварки серий ПТК МАСТЕР MIG S, МАСТЕР MIG F, МАСТЕР MIG SYNERGY D и ПТК RILON MIG GDM.Цена: 498 р
Подающие ролики для алюминиевой проволоки Артикул: 005. 040.116
040.116Ролик подающий 30х10х12 U 1,0–1,2
Ролик подающий для алюминиевой проволоки диаметром 1,0–1,2 мм. U-образная форма канавки. Габариты ролика 30х10х12. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 250 P GDM, MIG 300 P GDL.Цена: 468 р
Артикул: 005.040.111Ролик подающий 40х32х10 U 1,0–1,2
Ролик подающий для алюминиевой проволоки диаметром 1,0–1,2 мм. U-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.Цена: 601 р
Артикул: 005.040.130Ролик подающий 40х32х10 U 1,2–1,6
Ролик подающий для алюминиевой проволоки диаметром 1,2–1,6 мм. U-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.
U-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.Цена: 601 р
Артикул: 005.040.123Ролик подающий 30х22х10 U 1,0–1,2
Ролик подающий для алюминиевой проволоки диаметром 1,0–1,2 мм. U-образная форма канавки. Габариты ролика 30х22х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 250 GDM, MIG 300 GDL.Цена: 498 р
Подающие ролики для порошковой проволоки Артикул: 005.020.107Ролик подающий 30х10х10 K 1,0–1,2
Ролик подающий для порошковой проволоки диаметром 1,0–1,2 мм. K-образная форма канавки. Габариты ролика 30х10х10. Подходит для аппаратов полуавтоматической сварки серий ПТК МАСТЕР MIG S, МАСТЕР MIG F, МАСТЕР MIG SYNERGY D и ПТК RILON MIG GDM.
Цена: 533 р
Артикул: 005.040.124Ролик подающий 30х22х10 K 0,8–0,9
Ролик подающий для порошковой проволоки диаметром 0,8–0,9 мм. K-образная форма канавки. Габариты ролика 30х22х10. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 300, MIG 350-1, MIG 350, MIG 500 с завода HISTER и ПТК RILON MIG 250 GS, MIG 250 GDM, MIG 300 GDL, MIG 200 GW.Цена: 498 р
Артикул: 005.040.131Ролик подающий 40х32х10 K 0,8–0,9
Ролик подающий для порошковой проволоки диаметром 0,8–0,9 мм. K-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.Цена: 664 р
Артикул: 005. 040.118
040.118Ролик подающий 30х10х12 K 0,8–0,9
Ролик подающий для порошковой проволоки диаметром 0,8–0,9 мм. K-образная форма канавки. Габариты ролика 30х10х12. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 350, MIG 500 и ПТК RILON MIG 250 P GDM, MIG 300 P GDL, MIG 300 GN, MIG 300 GD.Цена: 468 р
Артикул: 005.020.105Ролик подающий 30х10х10 K 0,8–0,9
Ролик подающий для порошковой проволоки диаметром 0,8–0,9 мм. K-образная форма канавки. Габариты ролика 30х10х10. Подходит для аппаратов полуавтоматической сварки серий ПТК МАСТЕР MIG S, МАСТЕР MIG F, МАСТЕР MIG SYNERGY D и ПТК RILON MIG GDM.Цена: 498 р
Механизмы подачи проволокиСварочные аппараты MIG/MAGКак правильно настроить сварочный полуавтомат для работы?
Полуавтоматическая сварка, на данный момент, считается самой производительной на различных производствах. Ею оснащаются большинство компаний, занимающихся производством металлоконструкций. Каждый сварщик, работающий в таких компаниях знает как варить полуавтоматом. Но полуавтомат так же, становится очень популярен и в домашних мастерских. Что объясняет такой интерес не только профессионалов, но и сварщиков-любителей к вопросу «как правильно варить полуавтоматом«. В нашей, сегодняшней статье мы поговорим именно об этом.
Ею оснащаются большинство компаний, занимающихся производством металлоконструкций. Каждый сварщик, работающий в таких компаниях знает как варить полуавтоматом. Но полуавтомат так же, становится очень популярен и в домашних мастерских. Что объясняет такой интерес не только профессионалов, но и сварщиков-любителей к вопросу «как правильно варить полуавтоматом«. В нашей, сегодняшней статье мы поговорим именно об этом.
Отличия полуавтоматической сварки от электрода
Самой востребованной и незаменимой сваркой всегда считалась сварка электродом. То есть, ручная дуговая сварка покрытым электродом(РДС). Но время не стоит на месте, в большинстве случаев предъявляются совершенно другие требования к качеству шва и производительности сварочных работ. Тут то и появилась полуавтоматическая сварка в среде защитных газов.
Такая сварка является самой производительной и аккуратной, что дает ей несравнимое преимущество перед РДС. Единственное, в чем проигрывает полуавтомат(ПА) перед РДС, так это мобильность. Ручной дуговой сваркой можно выполнять работы и перемещаться практически в любых условиях. Да, полуавтомат более стационарен, за счет своего веса и необходимости использования баллона с газом.
Ручной дуговой сваркой можно выполнять работы и перемещаться практически в любых условиях. Да, полуавтомат более стационарен, за счет своего веса и необходимости использования баллона с газом.
Обратите внимание на полезную статью — дефекты сварных швов.
Список основных отличий
- Непрерывность шва на всем протяжении сварочного соединения
- Отсутствие необходимости счищать шлак после сварки
- Качество шва на физическом и химическом уровнях выше
Преимущества и недостатки сварки без подогрева
Сварка без подогрева, как и любая другая технология, обладает определенными достоинствами и недостатками.
Ряд преимуществ выгодно отличает ее от прочих типов обработки металлов.
Основная отличительная черта сварки без подогрева заключается в отсутствии нагрева соединяемых заготовок, благодаря чему можно:
- соединять термически непрочные металлы, не опасаясь за снижение качества материала вокруг сварного шва;
- работать с электрическими проводами с изоляционными покрытиями, при этом алюминиевая изоляция не удаляется с поверхности провода, другие виды изоляции удаляются на небольшом участке;
- выполнять сварку в огне- и взрывоопасной среде;
- сваривать заготовки, которые запрещено нагревать (корпуса приборов, банки, контейнеры, ампулы и др.
 ).
).
Сварка без подогрева также характеризуется:
- низкой энергоемкостью;
- гигиеничностью;
- высокой производительностью;
- простотой процесса и используемого оборудования;
- возможностью механизации и автоматизации обработки деталей.
В отличие от других видов сварки (дуговой, контактной, электронно-лучевой, плазменной, лазерной и др.), в процессе холодной обработки используется более простое оборудование.
Для работы с аппаратурой от оператора-сварщика не требуется высокой квалификации.
Сварка без подогрева более экономична в сравнении с прочими технологиями. Процесс не сопровождается брызгами расплавленного металла, световыми и шумовыми эффектами, выделением газов. На качество сварного шва не влияет скорость выполнения обработки, поэтому соединять детали можно достаточно быстро. Благодаря этому можно создавать и использовать высокопроизводительное оборудование.
Устройство сварочного полуавтомата
Сварочные полуавтоматы бывают от разных производителей, типов конструкций и моделей. Но все они имеют единый тип устройства.
Но все они имеют единый тип устройства.
Основные составляющие полуавтомата
- Источник питания, в который встроены различные дисплеи с возможностью ручной настройки.
- Система подачи проволоки
- Кабель-шланг, с помощью которого в зону сварки подается газ, проволока и электричество
- Кабель массы
- Сварочная горелка(кому привычно — держак)
- Баллон с негорючим газом
- Редуктор(для настройки подачи газа)
- Шланг(для подачи газа к клапану в полуавтомате)
Все эти составляющие обязательны для работы с полуавтоматической сваркой. Исключением является наличие баллона, так как варить полуавтоматом возможно порошковой проволокой. Где роль газа выполняет порошок, находящийся в проволоке.
Полуавтомат из инвертора
Существует несколько способов, как можно из инвертора сделать рабочий полуавтомат. Мы перечислим самые интересные, на наш взгляд. Вы сможете воплотить их в домашних условиях, обладая базовыми знаниями в области электротехники.
Способ №1
Чтобы сделать инверторный сварочный полуавтомат своими руками, вам понадобится «донор». Без него сделать полуавтомат просто не получится. В качестве «донора» возьмите не самый слабый инвертор для ММА сварки. Он обязательно должен быть рабочим, и без проблем выполнять обычные сварочные операции.
Вам необходимо изменить вольт-амперные характеристики выбранного вами инвертора, чтобы он мог работать в режиме полуавтоматической сварки. Для этого можно использовать ШИМ-контроллер. Однако, этот вариант очень трудоемкий и не подойдет для тех, кто не силен в электротехнике.
Поэтому, чтобы собрать сварочный полуавтомат из инвертора своими руками, мы рекомендуем сделать дроссель. Для этого подойдет дроссель от лампы дневного света. И после дросселя нужно взять напряжение на обратную связь. Посмотрите ролик ниже, где подробно рассказывается суть этого способа. Там же в ролике есть понятная схема.
Способ №2
Второй способ крайне прост и подойдет для тех, кто обладает определенной инверторнойсваркой. Дело в том, что в продаже существуют инверторы, способные переключаться в режим с жестким изменением вольт-амперной характеристики.Если вы обладатель именно такого инвертора, то можете только порадоваться за себя.Чтобы превратить такой аппарат в полуавтомат, вам достаточно докупить внешний подающий механизм.
Дело в том, что в продаже существуют инверторы, способные переключаться в режим с жестким изменением вольт-амперной характеристики.Если вы обладатель именно такого инвертора, то можете только порадоваться за себя.Чтобы превратить такой аппарат в полуавтомат, вам достаточно докупить внешний подающий механизм.
В комплекте с механизмом должны быть все необходимые кабели и разъемы. Вам достаточно без проблем подключить подающий механизм подачи сварочной проволоки к сварочному инвертору и можно варить. Можно считать, что в данном случае подающий механизм работает как приставка к инвертору для полуавтоматической сварки. Посмотрите видео ниже, где автор рассказывает про свой инвертор, к которому он подключил подающий механизм.
Способ №3
Последний способ превращения из сварочного инвертора в полуавтомат своими руками потребует некоторых знаний и навыков. В этом случае вам так же понадобится инвертор-донор. Учтите, что подойдет не любой аппарат. Вам нужен инвертор с компоновкой ZX-7.![]() На выходе у него должен быть шунт, а на «первичке» должен быть трансформатор тока. Еще лучше, если у аппарата не будет никаких дополнительных функций вроде горячего старта или форсажа дуги.
На выходе у него должен быть шунт, а на «первичке» должен быть трансформатор тока. Еще лучше, если у аппарата не будет никаких дополнительных функций вроде горячего старта или форсажа дуги.
Вам так же необходимо изменить вольт-амперные характеристики, а еще установить настройку нарастания тока. Дальнейшие действия напрямую зависят от схемы вашего инвертора. Так что не ленитесь найти темы на различных форумах, посвященных переделке инвертора в полуавтомат. Посмотрите видео ниже с тестом такого самодельного аппарата.
Как работает сварочный полуавтомат
Ответ на этот вопрос скорее для новичков. Принцип работы полуавтомата заключается в следующем: Сварщик, нажимая на кнопку расположенную на горелке запускает ряд процессов. Газовый клапан, который пускает газ в зону сварки, электрический ток, который подается на медный наконечник расположенный на конце горелки, внутри сопла. И запускает механизм подачи проволоки.
Сварочная проволока проходит через узкий наконечник, на который подается электрический ток, касается замкнутого с помощью массы металла и возбуждается дуга. В зоне возбуждения дуги уже присутствует защитный газ, который вытесняет кислород и другие продукты внешний среды.
В зоне возбуждения дуги уже присутствует защитный газ, который вытесняет кислород и другие продукты внешний среды.
Здесь ведь все знают — что такое сварка? Надеюсь, да. Тогда погнали дальше!
Начальные настройки
Сначала устанавливается сила тока, которая зависит от толщины и вида материала. Следующий этап — регулировка скорости движения проволоки. Это делается плавно или ступенчато. Первый способ намного удобнее. Далее выбирается нужное напряжение.
Если настройки выполнены с ошибками, полуавтомат будет издавать треск. Щелчки громкие: скорость движения припоя малая. Ее увеличивают до наступления относительной тишины. Расплавленный металл сильно разбрызгивается: в месте сварки мало защитного газа. Его подачу увеличивают, регулируя редуктор.
Режими полуавтоматической сварки
Сварка полуавтоматом насчитывает 4 режима:
- Обратная полярность(где плюс на сварочной проволоке, а минус на массе)
- Прямая полярность(применимо только при сварке порошковой проволокой).
 Минус на проволоке, плюс на массе
Минус на проволоке, плюс на массе - Импульсная сварка
- Обратная связь — когда аппарат самостоятельно регулирует скорость подачи проволоки в зависимости от силы тока
Это интересно: Какие электроды выбрать для сварки инвертором новичку?
Powered by Inline
Как варить полуавтоматом.
На самом деле, варить полуавтоматом не так уж и сложно. Возможно новички со мной не согласятся, но это на самом деле так. От сюда и название, полуавтомат. Половину работы за вас выполнит сварочный аппарат. Но до начала самого процесса сварки, необходимо провести ряд, подготовительных работ. Кстати, перейдя по следующей ссылке вы можете узнать, как варить потолочный шов полуавтоматом.
Как настроить сварочный полуавтомат видео
Видео
Link
Настраиваем сварочный полуавтомат самостоятельно
Как правильно настроить сварочный полуавтомат
Первым делом, нам необходимо правильно настроить сварочный полуавтомат. А это значит:
Читайте также: § 109. Осцилляторы, импульсные возбудители дуги, балластные реостаты. Технические характеристики сварочных осцилляторов М-3, ОС-1, ОСЦН, ТУ-2, ТУ-7, ТУ-177, ОСПЗ-2М.
Осцилляторы, импульсные возбудители дуги, балластные реостаты. Технические характеристики сварочных осцилляторов М-3, ОС-1, ОСЦН, ТУ-2, ТУ-7, ТУ-177, ОСПЗ-2М.
- Выставить силу сварочного тока. Вообще, практически все параметры настраиваемые на полуавтомате, указанны в инструкции по его использованию. Так как каждый полуавтомат имеет свои нюансы при настройке и все они разные.
- Настраиваем скорость подачи проволоки. Опять же, все это связанно с толщиной металла, силой сварочного тока. И указанно в инструкции по использовании.
- Рабочее давление газа.
Приблизительная таблица соответствия толщины металла/силы тока/скорости подачи проволоки и прочее.
| Толщина металла в миллиметрах | Диаметр проволоки | Сила тока в Амперах | Скорость подачи проволоки метров/час | Расход газа литров в минуту | Напряжение сварочной дуги | Вылет сварочной проволоки |
| 1.5 | 0.8-1 | 95-125 | 150-220 | 6-7 | 19-20 | 10-13 |
1.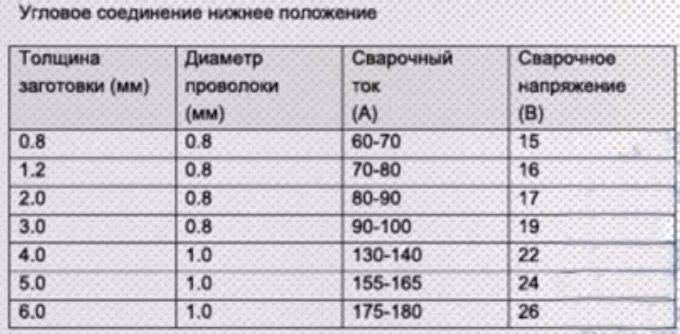 5 5 | 1.2 | 130-150 | 150-200 | 6-7 | 20-21 | 10-13 |
| 2 | 1.2 | 130-170 | 150-250 | 6-7 | 21-21.5 | 10-13 |
| 3 | 1.2-1.4 | 200-300 | 380-490 | 8-11 | 22-25 | 10-13 |
| 4-5 | 1.2-1.6 | 200-300 | 490-680 | 11-16 | 25-30 | 10-20 |
| 6-8 и тд | 1.2-1.6 | 200-300 | 500+ | 11-16 | 25-30 | 10-20 |
Да, значений здесь действительно не мало. Но если немного разобраться, оказывается все совсем просто. Более того, что бы варить полуавтоматом, изучать эти условные значения не нужно. Как правило, все настройки производятся на глаз, ощупь и тд. Вы это поймете, когда попробуете!
Подготовить свариваемый металл
Тут все просто, многим эти действия знакомы еще со сварки электродом. Но если читает реально новичок вообще в сварке, то опишем процесс подготовки металла немного подробнее.
Основа в подготовке металла для сварки
Подготовить металл под сварку не всегда самое просто занятие, как может показаться. Какие действия подразумеваются под подготовкой металла под сварку:
- Правка металла от вмятин, изгибов и прочего
- Разметка металла для резки заготовок
- Зачистка металла от масляных пятин, ржавчины, окалины и прочего
- Подготовка кромок свариваемых деталей(разделка, зачистка, выставление зазора).
Все эти действия относятся к подготовке металла под сварку. Я думаю все понятно из пунктов ниже, что нужно делать согласно каждого пункта.
Процесс сварки
Подведите горелку к месту сварки в плотную. Возможно даже касание сопла свариваемого металла. Нажимаем кнопку на держаке. В этот момент начинается процесс сварки. Проволока начинает подаваться, газ аналогично. Как только проволока касается металла( вы это не просмотрите), загорится сварочная дуга. Тут плавными движениями установите вылет проволоки примерно равный одному миллиметру. И продолжайте варить. Пробуйте, пробуйте и пробуйте. Здесь у каждого свои ощущения. Каждый расскажет по своему.
И продолжайте варить. Пробуйте, пробуйте и пробуйте. Здесь у каждого свои ощущения. Каждый расскажет по своему.
Не забывайте делиться ссылкой на статью со своими друзьями и коллегами в социальных сетях. Для этого у нас есть специальные кнопки! Спасибо!
064
Вырази свои эмоции!
Сварочные аппараты Miller | ТИГ-машина | МИГ машина | Палка с водяным охлаждением | Сварочный аппарат с приводом от двигателя | Комплект подрядчика сварщика
Все категории/ ПОИСК ПО БРЕНДУ/ Миллер Сварка/ Миллер Сварщики
Миллер Миг Сварщики Сварочные аппараты Miller Stick Сварочные аппараты Miller с приводом от двигателя Миллер Тиг Сварщики Многопроцессорные сварочные аппараты Miller402 объекта найдено
Millermatic 211 Auto-Set Mig Welder
Добавить к сравнениюMillermatic 211 Auto-Set/Small Cart 110/220 Volt Mig Welder
Добавить к сравнениюMiller Multimatic 220 AC/DC
Добавить к сравнениюMiller Multimatic 215 MIG/Stick/TIG Welder
Добавить к сравнениюКомбинированный фонарь Miller Heavy Duty с ацетиленовыми наконечниками
Добавить к сравнениюMiller Fusion 185 Сварочный аппарат/генератор с электростартером 120/240 В
Добавить к сравнениюMiller Multimatic® 255 Multiprocess Welder w/ EZ-Latch™ Dual Cyl…
Добавить к сравнениюMillermatic® 255 MIG/импульсная сварка MIG
Добавить к сравнениюСварочный аппарат Millermatic® 255 MIG/Pulsed MIG с ходовой частью EZ-Latch™
Добавить к сравнениюMultimatic 215 с комплектом TIG Kit
Добавить к сравнениюMultimatic 235 с тележкой EZ Latch Cart и комплектом TIG
Добавить к сравнениюКомплект для сварки TIG Miller Diversion 180AC/DC
Добавить к сравнениюМногопроцессорный сварочный аппарат Miller Multimatic 255 с ходовой частью с EZ-защелкой
Добавить к сравнениюMiller Syncrowave 210 TIG/MIG Package
Добавить к сравнениюMiller Trailblazer® 325 Diesel, GFCI
Добавить к сравнениюМногопроцессорный сварочный аппарат Multimatic® 235 с ходовой частью EZ-Latch™
Добавить к сравнениюМногопроцессорный сварочный аппарат Multimatic® 235 — 240 В
Добавить к сравнениюMillermatic® 355 W/EZ-Latch Ходовая часть
Добавить к сравнениюMiller Bobcat 225 с GFCI
Добавить к сравнениюMiller Thunderbolt 210
Добавить к сравнениюMiller Trailblazer 302 Сварочный аппарат с пневмоприводом
Добавить к сравнениюMiller Multimatic 255 Multiprocess Welder
Добавить к сравнениюPKG,DELTAWELD 500 MIGRUNNER W/D
Добавить к сравнениюКомплект беспроводной педали Miller Dynasty 400
Добавить к сравнениюКомплект сварочных аппаратов Miller
В дополнение к бесплатной доставке каждый из сварочных аппаратов, указанных ниже, поставляется с ШЕСТЬ БЕСПЛАТНЫХ УСЛУГ без дополнительной оплаты. Продемонстрируйте свою страсть к сварке с бесплатной футболкой Welders Supply, наклейкой и магнитным подстаканником, защитите себя с помощью бесплатной пары сварочных перчаток от Revco и продлите срок службы расходных материалов с помощью нашего сварочного спрея для защиты от брызг.
Продемонстрируйте свою страсть к сварке с бесплатной футболкой Welders Supply, наклейкой и магнитным подстаканником, защитите себя с помощью бесплатной пары сварочных перчаток от Revco и продлите срок службы расходных материалов с помощью нашего сварочного спрея для защиты от брызг.
- Сварочный аппарат Millermatic 211 Autoset Mig #907614
- Millermatic 211 Autoset + тележка #951603
- Miller Multimatic 220 Multiprocess #907757
Посмотреть все
Наши наиболее популярные сварочные аппараты Miller включают:
Miller Multimatic 220 #907757
Узнать больше
Millermatic 211 Autoset #907614
Узнать больше
Millermatic 252 #907321
Узнать больше
Miller разрабатывает и производит превосходное оборудование для дуговой сварки и резки
Miller предлагает системы MIG, системы TIG и аппараты для сварки электродом
Компания Miller Electric Manufacturing Company производит передовые системы MIG для полуавтоматической сварки MIG, а также оборудование для роботизированной автоматизации. Сварочные аппараты Miller MIG высоко ценятся, особенно новые модели, такие как Millermatic 350P Pulsed MIG Welder и Millermatic 211 Auto-Set.
Сварочные аппараты Miller MIG высоко ценятся, особенно новые модели, такие как Millermatic 350P Pulsed MIG Welder и Millermatic 211 Auto-Set.
Сварочные аппараты Miller TIG чрезвычайно доступны по цене, просты в настройке, просты в эксплуатации и обеспечивают отличный контроль дуги и сварочной ванны. Продукция Miller всегда является лидером продаж в Welders Supply, особенно комплект для сварки TIG Miller Diversion 180 AC/DC.
Однофазные сварочные аппараты Miller включают Thunderbolt® XL 225/150 AC/DC. Однофазные и трехфазные модели Maxstar® 200 STR, CST&trae; 280 и серии XMT®. Трехфазные агрегаты Miller — это Gold Star® 652, серия Dimension™ и PipePro™ 450 RFC.
Плазменные резаки и сварочные аппараты/генераторы Miller надежны и точны
Плазменные резаки Miller надежны, долговечны и точны. Однофазные плазменные резаки Miller включают Spectrum® 125C и Spectrum® 375. Miller является мировым производителем аппаратов для точечной сварки, включая MSW-4, MSW-41T и LMSW-52.
Компания Miller производит более двадцати различных сварочных аппаратов/генераторов, в том числе сварочный аппарат с двигателем переменного/постоянного тока Miller Bobcat 250 и Miller Trailblazer 275. Пистолеты и горелки компании хорошо спроектированы и великолепно изготовлены. Его защитные каски, защитные очки и защитная одежда для сварщиков обеспечивают защиту в течение всего дня и комфорт в течение всего дня.
Рабочие столы серии ArcStation от Miller — это первые рабочие станции, специально изготовленные для удовлетворения потребностей профессиональных сварщиков и рабочих по металлу. Великолепные функции, такие как X-образная столешница (модели SX), обеспечивают беспроблемный зажим, а регулируемые регулировочные ножки позволяют легко выровнять стол для создания устойчивой к скалам сварочной платформы.
НОВЫЕ сварочные аппараты Bobcat!
Miller недавно выпустила свои новые Bobcats. Ознакомьтесь с последними и лучшими здесь:
- Миллер Бобкэт 260
- Миллер Бобкэт 225
Мощные сварочные аппараты Bobcat, такие как Miller Bobcat 260 EFI с дистанционным запуском/остановкой 907793 , популярны среди нашего сварочного сообщества.
Самые низкие цены в Интернете и бесплатная доставка при заказе на сумму более 300 долларов США
Welders Supply предлагает лучшие цены на сварочные системы Miller, и мы предлагаем бесплатную доставку в любую точку континентальной части США при заказе на сумму более 300 долларов США. Покупайте все, что хотите, но никто не сравнится с Welders Supply.
Welders Supply предлагает полный ассортимент сварочного оборудования и расходных материалов Miller для удовлетворения потребностей всех профессиональных сварщиков.
Избранное
Устойчивая к порезам перчатка Tillman для механиков
Просмотр продуктаЗащитные очки Gateway StarLite — голубые зеркальные линзы
Просмотр продуктаНаушники Jackson Safety, VIBE
Просмотр продуктаСварочная маска Miller Digital Elite AutoDarkening «Черная»
Посмотреть продуктЗеленые рукава Tillman
Просмотр продуктаКлассическая ткань Miller
Посмотреть продукт Сопло Hypertherm Powermax 45 (упаковка из 5 шт. )
)
Подушечка для левой руки Tillman
Просмотр продуктаНаконечники Miller Fastip Contact 2061(86,87,88,89,90)
Просмотр товараMillermatic 211 Auto-Set Mig Welder
Посмотреть продуктLow Spatter Control — Panasonic Connect
Защита от разбрызгивания
Запатентованная Panasonic система защиты от разбрызгивания, разрабатываемая в течение многих лет, сокращает процессы после сварки
На этой странице представлена информация о защите от разбрызгивания на сварочных аппаратах и роботах Panasonic.
Гибридный электронный реактор
Это наш собственный электронный реактор, созданный во время разработки наших полностью цифровых сварочных аппаратов серии V. Они обеспечивают высокоскоростное управление формами сварочного тока. Полный программный контроль делает сварку приятной во всем диапазоне токов, от слабого до сильного, и значительно снижает количество брызг.
Управление обратной связью энкодера
Двигатель энкодера, установленный на механизме подачи проволоки, и специальный ЦП управления подачей, встроенный в источник сварочного тока, взаимодействуют друг с другом для обеспечения постоянной подачи проволоки. По сравнению с аналоговыми источниками питания на скорость подачи не влияют колебания входного напряжения и колебания нагрузки при подаче проволоки.
Контроль CO
2 сваркаКонтроль MTS (MTS-CO
2 )Контроль MTS — это сокращение от Metal Transfer Stabilization Control. Он размыкает короткое замыкание и снижает вибрацию расплавленной ванны при повторном зажигании дуги. Он также подавляет микрокороткие замыкания во время дугового периода.
Первое различие между обычным методом CO 2 и переносом капель MTS-CO 2 заключается в начальном коротком замыкании. Короткие замыкания обнаруживаются с высокой точностью, а вторичное переключение *1 резко снижает ток для предотвращения микрокороткого замыкания (образования брызг), а затем переходит в надежное короткое замыкание. (Контроль начального короткого замыкания)
(Контроль начального короткого замыкания)
Также обнаруживаются надрезы на наконечнике провода, и ток быстро снижается за счет вторичного переключения, чтобы предотвратить эффект плавкого предохранителя (образование брызг) на наконечнике провода. (управление шеей)
*1: Вторичное переключение — это метод управления для уменьшения разбрызгивания путем резкого снижения сварочного тока непосредственно перед и после короткого замыкания для плавного перехода к короткому замыканию или возникновению дуги.
Сварочный ток: 200 А, Напряжение: 22,0 В, Скорость сварки: 40 см/мин
Новое управление MTS
короткие замыкания, возникающие в течение периода дуги, и достижение еще меньшего разбрызгивания.
Сварочный ток: 200 А, Напряжение: 22,0 В, Скорость сварки: 40 см/мин.
Контроль сварки MAG/MIG
Контроль SP (SP-MAG) Управление MTS, но ток накладывается сразу после размыкания короткого замыкания, чтобы увеличить скорость плавления наконечника проволоки, чтобы сделать следующее короткое замыкание более плавным, а цикл короткого замыкания контролируется, чтобы быть короче (T0 → T1).
Новое управление SP
Новая система управления SP представляет собой дополнение к системе управления SP гибридным электронным реактором. Это оптимизирует форму волны тока и обеспечивает следующие преимущества:
- Оптимизированная форма волны сварки значительно снижает разбрызгивание
- Высокая устойчивость к изменениям положения при сварке и низкое влияние угла наклона горелки
- Короткий цикл короткого замыкания, идеально подходит для высокоскоростной сварки
Основной металл: низкоуглеродистая сталь (толщина: 2,3 мм) Соединения: угловой шов Сварочный ток: 130 А, 16,8 В Скорость сварки: 30 см/мин Проволока: YM-50MT (1,2 мм) Газ: МАГ (Ar 80% + СО 2 )
Основной металл: Мягкая сталь (толщина: 3,2 мм) Соединения: Угловой шов Сварочный ток: 190 А, 18,4 В Скорость сварки: 30 см/мин Проволока: YM-50MT (1,2 мм) Газ: МАГ (Ar 80% + CO 2 )
Основной металл: SUS304 (толщина: 1,5 мм) Соединения: Угловой шов Сварочный ток: 110 A 14,4 В Скорость сварки: 30 см/мин Проволока: Y308LSi (1,2 мм) Газ: MIG ( Ar 98% + O 2 )
Основной металл: SUS304 (толщина: 3,0 мм) Соединения: Угловой шов Сварочный ток: 160 A 16,2 В Скорость сварки: 30 см/мин Проволока: Y308LSi (1,2 мм) Газ: MIG (Ар 98% + O 2 )
Особенности других аппаратов для сварки и резки
Метод управления источником питания для аппаратов для дуговой сварки
На этой странице в дополнение к его эволюционные изменения.
 Данный документ оформляется с учетом требований нормативных документов в рамках действующих технических регламентов Таможенного союза, и свидетельствует о том, что указанная в нём продукция не подлежит обязательному подтверждению соответствия.
Данный документ оформляется с учетом требований нормативных документов в рамках действующих технических регламентов Таможенного союза, и свидетельствует о том, что указанная в нём продукция не подлежит обязательному подтверждению соответствия.
 Картинках и возить его с собой 😉
Картинках и возить его с собой 😉
 PNTArmada HobbyArmaHobbyARMOR35ArmoryArmour CollectionARS ModelArt ModelART-modelAscensioASK ModelsASQAT CollectionsATCAtlanticAtlasAudi MuseumAuhagenAurora HobbyAuthentic DecalsAuto PilenAuto WorldAutoArtAutobahn / BauerautocultAutomodelle AMWAutomodelloAutotime / AutograndAvanstyle (Frontiart)Avart ArhiveAVD ModelsAVD дополненияAVD покрышкиAvisAWMAZModelAzurBachmannBalaton ModellBangBare-Metal Foil Co.BauerBaumiBBRBburagoBegemotBest ModelBest of ShowBetexaBianteBingBisonDecalsBizarreBlu TackBM CreationsBM-ToysBobcat dealerBorder ModelBravo-6BrekinaBrengunBroncoBrooklin ModelsBrummBS DesignBuschby AKBy VolkCaesar miniaturesCALCapitanCar BadgeCararama / HongwellCarlineCarNelCartrixCBModelsCeleroCentauriaCenturyCentury DragonCentury WingsCHIEFF ModelsChina ModelsClassic 43Classic CarlectablesClassicbusClassy HobbyCLC ModelsClearPropCM ModelCMCCMFCMKCMRColibri DecalsCollector’s ClassicsCON-CORCondorConradCopper State ModelsCorgiCrazy Classic TeamCrazyHandsCrown PremiumsCult Scale ModelsCursorCYBER HOBBYD.
PNTArmada HobbyArmaHobbyARMOR35ArmoryArmour CollectionARS ModelArt ModelART-modelAscensioASK ModelsASQAT CollectionsATCAtlanticAtlasAudi MuseumAuhagenAurora HobbyAuthentic DecalsAuto PilenAuto WorldAutoArtAutobahn / BauerautocultAutomodelle AMWAutomodelloAutotime / AutograndAvanstyle (Frontiart)Avart ArhiveAVD ModelsAVD дополненияAVD покрышкиAvisAWMAZModelAzurBachmannBalaton ModellBangBare-Metal Foil Co.BauerBaumiBBRBburagoBegemotBest ModelBest of ShowBetexaBianteBingBisonDecalsBizarreBlu TackBM CreationsBM-ToysBobcat dealerBorder ModelBravo-6BrekinaBrengunBroncoBrooklin ModelsBrummBS DesignBuschby AKBy VolkCaesar miniaturesCALCapitanCar BadgeCararama / HongwellCarlineCarNelCartrixCBModelsCeleroCentauriaCenturyCentury DragonCentury WingsCHIEFF ModelsChina ModelsClassic 43Classic CarlectablesClassicbusClassy HobbyCLC ModelsClearPropCM ModelCMCCMFCMKCMRColibri DecalsCollector’s ClassicsCON-CORCondorConradCopper State ModelsCorgiCrazy Classic TeamCrazyHandsCrown PremiumsCult Scale ModelsCursorCYBER HOBBYD. N.K.DaffiDANmodelsDark Dream StudioDarksideDas WerkDasModelDAYdiecastETCHDeAgostiniDecal ShopDel PradoDenisssModelsDetailCarsDiamondLabelDiapetDickie SpielzeugDie-cast at homeDie-Cast superDifferent ScalesDinky ToysDiOlex ProductionDioparkDioramaTechDiP ModelsDirekt CollectionsDistlerDMA Hue StudioDNADoctor DecalDong GuanDora WingsDorlopDragonDSPIAEDukaseDUPLI COLORDVCEaglemossEasy ModelEbbroEco-Wood-ArtEdison GiocattoliEdmon StudioEduardEidolon Make-UpELFEligorEmanEMC ModelsEmekERAERTLESCIEsval ModelsEUREKA XXLEvergreen (USA)EVR-miniEWAExcelExotoEXPRESSO WINGSEXTRA MODELExtratechFalcon ModelsFallerFantasy WarriorFeelin_3dFengdaFigutecFine MoldsFinMilModelsFirst 43 ModelsFirst ResponseFirst to FightFLAGMANFlyFly Car ModelFlyHawk ModelForces of ValorFore HobbyFormat72Forward-68FoxtoysFranklin MintFranzisFreedom ModelsFriulmodelFrom JapanFrontiartFUGU_GARAGEFujimi MokeiFury ModelsGAMAGarageGarbuz modelsGartexGE ModelsGearboxGecko-ModelsGeminiJetsGems & CobwebsGENUINE FORD PARTSGIMGinafGK Racer SeriesGlencoe modelsGLMGMP / ACMEGMU ModelGold Medal ModelsGoldvargGorky ModelsGP ReplicasGPMGreat Wall HobbyGreen Stuff WorldGreenlightGroup MastersGT AutosGT SpiritGTI CollectionGuiloyGuisvalGunTower ModelsHachetteHADmodelsHalinskiHarder_SteenbeckHartoy Inc.
N.K.DaffiDANmodelsDark Dream StudioDarksideDas WerkDasModelDAYdiecastETCHDeAgostiniDecal ShopDel PradoDenisssModelsDetailCarsDiamondLabelDiapetDickie SpielzeugDie-cast at homeDie-Cast superDifferent ScalesDinky ToysDiOlex ProductionDioparkDioramaTechDiP ModelsDirekt CollectionsDistlerDMA Hue StudioDNADoctor DecalDong GuanDora WingsDorlopDragonDSPIAEDukaseDUPLI COLORDVCEaglemossEasy ModelEbbroEco-Wood-ArtEdison GiocattoliEdmon StudioEduardEidolon Make-UpELFEligorEmanEMC ModelsEmekERAERTLESCIEsval ModelsEUREKA XXLEvergreen (USA)EVR-miniEWAExcelExotoEXPRESSO WINGSEXTRA MODELExtratechFalcon ModelsFallerFantasy WarriorFeelin_3dFengdaFigutecFine MoldsFinMilModelsFirst 43 ModelsFirst ResponseFirst to FightFLAGMANFlyFly Car ModelFlyHawk ModelForces of ValorFore HobbyFormat72Forward-68FoxtoysFranklin MintFranzisFreedom ModelsFriulmodelFrom JapanFrontiartFUGU_GARAGEFujimi MokeiFury ModelsGAMAGarageGarbuz modelsGartexGE ModelsGearboxGecko-ModelsGeminiJetsGems & CobwebsGENUINE FORD PARTSGIMGinafGK Racer SeriesGlencoe modelsGLMGMP / ACMEGMU ModelGold Medal ModelsGoldvargGorky ModelsGP ReplicasGPMGreat Wall HobbyGreen Stuff WorldGreenlightGroup MastersGT AutosGT SpiritGTI CollectionGuiloyGuisvalGunTower ModelsHachetteHADmodelsHalinskiHarder_SteenbeckHartoy Inc. HasbroHasegawaHat Plastic ModelsHaulerHedgeModelsHekiHellerHerpaHi-StoryHigh SpeedHighway 61HistoricHK ModelsHobby 2000Hobby BossHobby DesignHobby FanHobby MasterHobby ModelHobby PlanetHobbyCraftHomerHot WheelsHot Wheels EliteHPIHRN-ModelsHumbrolI Love Kiti-ScaleIBG ModelsICMICV (СПб)IGRAIlarioInno ModelsInterusIOM-KITISTISTPlusItaleriIVYIXOJ-CollectionJACOJada ToysJadiJASJB ModellautosJewel CasesJF CreationsJim ScaleJoalJohn Day ModelsJohnny LightningJolly ModelJouef EvolutionJoy CityJTKK-ModelKadenKajikaKangnamKartonowa KolekcjaKatoKaupang MiniaturesKAV modelsKDWKengFaiKEPmodelsKESS ModelKineticKing starKinsmartKitechKitty HawkKK ScaleKondorKorean modelsKOVAPKovozavody ProstejovKP ModelsKraft LabKremlin Vehicle parkKuivalainenKV DecolKV ModelsKyoshoK_S Precision MetalsL-ModelLa Mini MinieraLada ImageLaser HobbyLastochkaLaudoracing-ModelsLCD MODELSLe Mans MiniaturesLeadwarriorLenmodeLLeo ModelsLev ResinLeX modelsLIFE in SCALELife MiniaturesLifeColorLion-ToysLionRoarLittle dumpLiveResinLledoLooksmartLouis SurberLP ModelsLS CollectiblesLSModelLucky DiecastLucky ModelsLucky PlanLUSO-toysLuxcarLuxury CollectiblesLuxury die-castM-SmartM2 MachinesM4 MAC DistributionMacadamMACHETEMagic ModelsMaistoMajoretteMake UpMAKSIPROFManWahMaquetteMarklinMARSMars ModelsMarsh ModelsMARTINMaserati ModelsMASTERMaster BoxMaster ModelMaster ToolsMasterClubMasterCraftMatchboxMatrixMax-ModelsMaxi CarMAXI COLORMaxichampsMaxima ScaleMaxModelsMBH ModelsMCWMD-modelsMengMercuryMeritMetroMicro Scale DesignMIG productionsMIL CustomsMilestone MiniaturesMilitaryWheelsMini GTMINI MANMinialuxeMiniarmMiniArtMiniaturmodelleMinibaseMinichampsMiniClassicMinicraftMiniCraft Scale ModelsMiniHobbyModelsMiniTankMiniWarPaintMIRAMirage HobbyMirror-modelsMISTERCRAFTMiticaMK ModelleMMPModel BoxModel DepoModel PointModel-IconsModelCarGroupModelcollectModelerModelGunmodelkModellingMasterModelLuxModelProModelSvitModimioMODUS 90MolotowMondo MotorsMondseeMonogramMONTI SYSTEMMoonMoremMorrisonMosKitMotipMotor MaxMotoramaMotorartMotorheadMotoScaleModelsMPCMPMMR CollectionMr.
HasbroHasegawaHat Plastic ModelsHaulerHedgeModelsHekiHellerHerpaHi-StoryHigh SpeedHighway 61HistoricHK ModelsHobby 2000Hobby BossHobby DesignHobby FanHobby MasterHobby ModelHobby PlanetHobbyCraftHomerHot WheelsHot Wheels EliteHPIHRN-ModelsHumbrolI Love Kiti-ScaleIBG ModelsICMICV (СПб)IGRAIlarioInno ModelsInterusIOM-KITISTISTPlusItaleriIVYIXOJ-CollectionJACOJada ToysJadiJASJB ModellautosJewel CasesJF CreationsJim ScaleJoalJohn Day ModelsJohnny LightningJolly ModelJouef EvolutionJoy CityJTKK-ModelKadenKajikaKangnamKartonowa KolekcjaKatoKaupang MiniaturesKAV modelsKDWKengFaiKEPmodelsKESS ModelKineticKing starKinsmartKitechKitty HawkKK ScaleKondorKorean modelsKOVAPKovozavody ProstejovKP ModelsKraft LabKremlin Vehicle parkKuivalainenKV DecolKV ModelsKyoshoK_S Precision MetalsL-ModelLa Mini MinieraLada ImageLaser HobbyLastochkaLaudoracing-ModelsLCD MODELSLe Mans MiniaturesLeadwarriorLenmodeLLeo ModelsLev ResinLeX modelsLIFE in SCALELife MiniaturesLifeColorLion-ToysLionRoarLittle dumpLiveResinLledoLooksmartLouis SurberLP ModelsLS CollectiblesLSModelLucky DiecastLucky ModelsLucky PlanLUSO-toysLuxcarLuxury CollectiblesLuxury die-castM-SmartM2 MachinesM4 MAC DistributionMacadamMACHETEMagic ModelsMaistoMajoretteMake UpMAKSIPROFManWahMaquetteMarklinMARSMars ModelsMarsh ModelsMARTINMaserati ModelsMASTERMaster BoxMaster ModelMaster ToolsMasterClubMasterCraftMatchboxMatrixMax-ModelsMaxi CarMAXI COLORMaxichampsMaxima ScaleMaxModelsMBH ModelsMCWMD-modelsMengMercuryMeritMetroMicro Scale DesignMIG productionsMIL CustomsMilestone MiniaturesMilitaryWheelsMini GTMINI MANMinialuxeMiniarmMiniArtMiniaturmodelleMinibaseMinichampsMiniClassicMinicraftMiniCraft Scale ModelsMiniHobbyModelsMiniTankMiniWarPaintMIRAMirage HobbyMirror-modelsMISTERCRAFTMiticaMK ModelleMMPModel BoxModel DepoModel PointModel-IconsModelCarGroupModelcollectModelerModelGunmodelkModellingMasterModelLuxModelProModelSvitModimioMODUS 90MolotowMondo MotorsMondseeMonogramMONTI SYSTEMMoonMoremMorrisonMosKitMotipMotor MaxMotoramaMotorartMotorheadMotoScaleModelsMPCMPMMR CollectionMr. R.L. ModelTakomTameo KITsTamiya (J)TANMODELTarmacTech4TechartTecnomodelTeknoTemp modelsTeslaTestorsThunder ModelTic TocTiger ModelTin WizardTins’ ToysTiny ToysTippcoTMTmodelsTOGATomicaTop MarquesTop ModelTop Model CollectionTopSpeedToxso ModelTraxTriple 9TristarTrofeuTrumpeterTruxTSM ModelUCC CoffeeUltimate DiecastULTRA modelsUM Military TechnicsUM43UMIUnimaxUniversal HobbiesunoMAGUpRiseUT ModelsV.V.M / V.M.M.V43Vallejovanamingo-nnVanboVanguardsVAPSVectorVector-ModelsVeeHobbyVeremVery FireVespid ModelsVictoriaVintage Motor BrandsVIPcarVitesseVixenVM modelsVMmodelsVmodelsVOIIOVoyagerModelVrudikW-modelW.M.C. ModelsWar MasterWasanWaterlooWeiseWellyWEMWEMI ModelsWerk83White BoxWhite RoseWikingWilderWingsyWinModelsWIX CollectiblesWM KITWood HunterWSIXQ Xuntong ModelYat MingYVS-ModelsZ-ModelsZack AtakZebranoZedvalZip-maketZISSZZ ModellаRтБаZаАБ-МоделсАвто-бюроАвтоистория (АИСТ)Автомодель 43АвтопанорамаАвтопаркАГАТАиФАканАМформаАнтонюкартель УниверсалъАтелье Etch modelsАтомБурБеркутБригадирВитязьВМТДВойны и битвыВолжский инструментВосточный экспрессВЭС (Воронеж)Гараж на столеГРАНЬГрузы в кузовДекали BossДекали ModelLuxДекали SF-AutoДилерские модели БЕЛАЗДругойЕКБ-modelsЗвездаИмпериалъКазанская лабораторияКар СлайдКиммерияКОБРАКолхоZZ DivisionКомбригКомпаньонЛатунный мастерЛитература (книги)ЛОМО-АВММажор Моделсмастер Dimscaleмастер ВойтовичМастер ДровишкинМастер Захаровмастер Колёсовмастер ЛепендинМастер РогановМастер СкаляровМастерПигментМастерская Decordмастерская JRМастерская SECМастерская АВТОДОРМастерская ГоСТМастерская ЗнакМастерская КИТМастерская МЕЛМастерская РИГАМаэстро-моделсМелкосерийка 43МикродизайнМикроМирМиниградМинимирМир МоделейМодел.
R.L. ModelTakomTameo KITsTamiya (J)TANMODELTarmacTech4TechartTecnomodelTeknoTemp modelsTeslaTestorsThunder ModelTic TocTiger ModelTin WizardTins’ ToysTiny ToysTippcoTMTmodelsTOGATomicaTop MarquesTop ModelTop Model CollectionTopSpeedToxso ModelTraxTriple 9TristarTrofeuTrumpeterTruxTSM ModelUCC CoffeeUltimate DiecastULTRA modelsUM Military TechnicsUM43UMIUnimaxUniversal HobbiesunoMAGUpRiseUT ModelsV.V.M / V.M.M.V43Vallejovanamingo-nnVanboVanguardsVAPSVectorVector-ModelsVeeHobbyVeremVery FireVespid ModelsVictoriaVintage Motor BrandsVIPcarVitesseVixenVM modelsVMmodelsVmodelsVOIIOVoyagerModelVrudikW-modelW.M.C. ModelsWar MasterWasanWaterlooWeiseWellyWEMWEMI ModelsWerk83White BoxWhite RoseWikingWilderWingsyWinModelsWIX CollectiblesWM KITWood HunterWSIXQ Xuntong ModelYat MingYVS-ModelsZ-ModelsZack AtakZebranoZedvalZip-maketZISSZZ ModellаRтБаZаАБ-МоделсАвто-бюроАвтоистория (АИСТ)Автомодель 43АвтопанорамаАвтопаркАГАТАиФАканАМформаАнтонюкартель УниверсалъАтелье Etch modelsАтомБурБеркутБригадирВитязьВМТДВойны и битвыВолжский инструментВосточный экспрессВЭС (Воронеж)Гараж на столеГРАНЬГрузы в кузовДекали BossДекали ModelLuxДекали SF-AutoДилерские модели БЕЛАЗДругойЕКБ-modelsЗвездаИмпериалъКазанская лабораторияКар СлайдКиммерияКОБРАКолхоZZ DivisionКомбригКомпаньонЛатунный мастерЛитература (книги)ЛОМО-АВММажор Моделсмастер Dimscaleмастер ВойтовичМастер ДровишкинМастер Захаровмастер Колёсовмастер ЛепендинМастер РогановМастер СкаляровМастерПигментМастерская Decordмастерская JRМастерская SECМастерская АВТОДОРМастерская ГоСТМастерская ЗнакМастерская КИТМастерская МЕЛМастерская РИГАМаэстро-моделсМелкосерийка 43МикродизайнМикроМирМиниградМинимирМир МоделейМодел. лабМОДЕЛИСТМоделстройМодель-СервисМодельхимпродуктМоя модельМР СТУДИЯНаш АвтопромНаши ГрузовикиНаши ТанкиОгонекОтВинтаПАО КАМАЗПетроградъПетроградъ и S_BПламенный моторПланета ПатворковПобедаПрапорПрестиж КоллекцияПромтракторПТВ СибирьПУЗЫРЁВЪРетроЛабРусская миниатюраРучная работаСарлабСВ-МодельСделано в СССРСергеевСибртехСМУ-23.SСоветский Автобус (СОВА)СолдатикиСоюзМакетСПБМСТАРТ 43Студия КАНСтудия КолесоСтудия МАЛСтудия ОфицерТанкоградТАРАНТемэксТехнологТехноПаркТри А СтудиоТри БогатыряТРЭКСУральский СоколФарфоровая МануфактураФинокоХерсон-МоделсЦейхгаузЧЕТРАЭ.В.М.ЭкипажЭлеконЭскадраЮный коллекционер
лабМОДЕЛИСТМоделстройМодель-СервисМодельхимпродуктМоя модельМР СТУДИЯНаш АвтопромНаши ГрузовикиНаши ТанкиОгонекОтВинтаПАО КАМАЗПетроградъПетроградъ и S_BПламенный моторПланета ПатворковПобедаПрапорПрестиж КоллекцияПромтракторПТВ СибирьПУЗЫРЁВЪРетроЛабРусская миниатюраРучная работаСарлабСВ-МодельСделано в СССРСергеевСибртехСМУ-23.SСоветский Автобус (СОВА)СолдатикиСоюзМакетСПБМСТАРТ 43Студия КАНСтудия КолесоСтудия МАЛСтудия ОфицерТанкоградТАРАНТемэксТехнологТехноПаркТри А СтудиоТри БогатыряТРЭКСУральский СоколФарфоровая МануфактураФинокоХерсон-МоделсЦейхгаузЧЕТРАЭ.В.М.ЭкипажЭлеконЭскадраЮный коллекционер ..ДекалиЗапчасти, аксессуарыЭлементы диорамАвиацияВоенная техникаВодный транспортЖ/Д транспортАвтобусВнедорожник / КроссоверГрузовикКемперГужевая повозкаЛегковой автомобильМикроавтобус / ФургонМотоциклПикапПрицепыТракторы, комбайныТроллейбусФигурки
..ДекалиЗапчасти, аксессуарыЭлементы диорамАвиацияВоенная техникаВодный транспортЖ/Д транспортАвтобусВнедорожник / КроссоверГрузовикКемперГужевая повозкаЛегковой автомобильМикроавтобус / ФургонМотоциклПикапПрицепыТракторы, комбайныТроллейбусФигурки Фото Sergi Reboredo / Alamy Stock Photo
Фото Sergi Reboredo / Alamy Stock Photo Однако, согласно новому исследованию, проведенному на Островах Кука, такая тактика на самом деле меняет поведение рыбы.
Однако, согласно новому исследованию, проведенному на Островах Кука, такая тактика на самом деле меняет поведение рыбы. Ландшафт страха, вызванный хлебом, также нарушил естественную добычу пищи специализированными кормушками, такими как осетровые, виды, имеющие ключевое значение для поддержания здоровья рифов, которые сдерживаются в многолюдных средах.
Ландшафт страха, вызванный хлебом, также нарушил естественную добычу пищи специализированными кормушками, такими как осетровые, виды, имеющие ключевое значение для поддержания здоровья рифов, которые сдерживаются в многолюдных средах.
 «Я думаю, что глобальный туризм может медленно, но верно стать намного более устойчивым».
«Я думаю, что глобальный туризм может медленно, но верно стать намного более устойчивым».
 Chen, Sen Wu, Zhenzhen Weng, Alexander Ratner, Christopher Ré
Chen, Sen Wu, Zhenzhen Weng, Alexander Ratner, Christopher Ré 
 (b) Стандартная модель не может правильно смоделировать нарушенную границу для срезов (в противном случае граница решения является линейной) (c) Эвристически ориентируясь на эти подмножества с помощью функций срезов, (d) пользователь может улучшить производительность модели на этих срезах.
(b) Стандартная модель не может правильно смоделировать нарушенную границу для срезов (в противном случае граница решения является линейной) (c) Эвристически ориентируясь на эти подмножества с помощью функций срезов, (d) пользователь может улучшить производительность модели на этих срезах. Кроме того, срезы являются динамическими, поскольку смещение распределения данных или целей приложения вызовет различные потребности в мониторинге. В результате эффективный конвейер машинного обучения должен поддерживать итеративную спецификацию и оценку таких динамических срезов.
Кроме того, срезы являются динамическими, поскольку смещение распределения данных или целей приложения вызовет различные потребности в мониторинге. В результате эффективный конвейер машинного обучения должен поддерживать итеративную спецификацию и оценку таких динамических срезов. в виде эвристических шаблонов или с помощью готовых инструментов.
в виде эвристических шаблонов или с помощью готовых инструментов. Мы называем эти ресурсы необслуживаемыми 3 — они доступны во время автономного обучения, но недоступны при развертывании модели. В результате ключевое допущение нашего подхода состоит в том, что выхода SF недоступны во время логического вывода 9.0065 — для представления этих выходных данных наш подход должен будет изучить веса, которые можно передать в обслуживаемую модель .
Мы называем эти ресурсы необслуживаемыми 3 — они доступны во время автономного обучения, но недоступны при развертывании модели. В результате ключевое допущение нашего подхода состоит в том, что выхода SF недоступны во время логического вывода 9.0065 — для представления этих выходных данных наш подход должен будет изучить веса, которые можно передать в обслуживаемую модель . Мы описываем базовые подходы к моделированию и их ограничения, прежде чем описывать наш подход, основанный на внимании.
Мы описываем базовые подходы к моделированию и их ограничения, прежде чем описывать наш подход, основанный на внимании.
 По мере увеличения количества слайсов мы можем в конечном итоге ухудшить производительность на существующих слайсах или в целом. Следовательно, практикам приходится вручную настраивать веса для каждой задачи (например, с помощью множителей потерь) — этот процесс становится неэффективным в масштабе!
По мере увеличения количества слайсов мы можем в конечном итоге ухудшить производительность на существующих слайсах или в целом. Следовательно, практикам приходится вручную настраивать веса для каждой задачи (например, с помощью множителей потерь) — этот процесс становится неэффективным в масштабе!





 filterData.Volumes[0].value ]]
filterData.Volumes[0].value ]] Title]]
Title]] Options track by id» ng-if=»Option.HasDiff || !showDifference»>
Options track by id» ng-if=»Option.HasDiff || !showDifference»> getCount() ]]
авто
getCount() ]]
авто
 Тойота Центр Кунцево осуществляет работу в Системе Электронных Паспортов. В ЭПТС будет указана информация о Дилере как собственнике автомобиля. При продаже автомобиля Покупателю, Дилер может внести в ЭПТС дополнительную информацию о новом собственнике — Покупателе автомобиля. Внесение дополнительной информации осуществляется на добровольной основе с учетом положений Федерального закона «О персональных данных». Дилер может предоставить Покупателю выписку ЭПТС. Обращаем Ваше внимание, что постановка транспортных средств на регистрационный учет осуществляется в соответствии с положениями действующих нормативно-правовых актов Российской Федерации, Дилер не несёт ответственности за действия органов ГИБДД, совершаемые при государственной регистрации транспортных средств. Проверить статус ЭПТС для вашего автомобиля Toyota вы можете здесь.
Тойота Центр Кунцево осуществляет работу в Системе Электронных Паспортов. В ЭПТС будет указана информация о Дилере как собственнике автомобиля. При продаже автомобиля Покупателю, Дилер может внести в ЭПТС дополнительную информацию о новом собственнике — Покупателе автомобиля. Внесение дополнительной информации осуществляется на добровольной основе с учетом положений Федерального закона «О персональных данных». Дилер может предоставить Покупателю выписку ЭПТС. Обращаем Ваше внимание, что постановка транспортных средств на регистрационный учет осуществляется в соответствии с положениями действующих нормативно-правовых актов Российской Федерации, Дилер не несёт ответственности за действия органов ГИБДД, совершаемые при государственной регистрации транспортных средств. Проверить статус ЭПТС для вашего автомобиля Toyota вы можете здесь. Информация о ценах на продукцию, модельном ряде и комплектациях носит исключительно информационный характер. Указанные цены, могут отличаться от действительных цен Уполномоченных Дилеров и/или Уполномоченных Партнеров. Приобретение любой продукции осуществляется в соответствии с условиями индивидуального договора купли-продажи. Представленная информация о продукции также не означает, что данная продукция имеется в наличии у Уполномоченных Дилеров и/или Уполномоченных Партнеров для продажи. Информацию о наличии автомобилей, а также подробные сведения об автомобилях вы можете уточнить в отделе продаж.
Информация о ценах на продукцию, модельном ряде и комплектациях носит исключительно информационный характер. Указанные цены, могут отличаться от действительных цен Уполномоченных Дилеров и/или Уполномоченных Партнеров. Приобретение любой продукции осуществляется в соответствии с условиями индивидуального договора купли-продажи. Представленная информация о продукции также не означает, что данная продукция имеется в наличии у Уполномоченных Дилеров и/или Уполномоченных Партнеров для продажи. Информацию о наличии автомобилей, а также подробные сведения об автомобилях вы можете уточнить в отделе продаж. Шины R17, легкосплавные диски, три режима движения, электроусилитель руля, электропривод зеркал с автоматическим складыванием.
Шины R17, легкосплавные диски, три режима движения, электроусилитель руля, электропривод зеркал с автоматическим складыванием.  Полный привод, дисплей 7” для водителя, бесконтактное открытие багажника при помощи сенсора. Экран 8” для пассажиров, USB-разъем, Bluetooth.
Полный привод, дисплей 7” для водителя, бесконтактное открытие багажника при помощи сенсора. Экран 8” для пассажиров, USB-разъем, Bluetooth. .jpg) Поскольку из-за внешних факторов существует ограничение на точность распознавания и эффективность управления, обеспечиваемые данной системой, не следует слишком полагаться на систему. Водителю всегда необходимо обращать пристальное внимание на окружающую автомобиль обстановку и соблюдать все меры предосторожности при вождении. Эксплуатация Toyota Safety Sense может быть затронута или затруднена из-за внешних факторов, и Toyota не несет ответственности за какие-либо последствия, связанные с использованием системы.
Поскольку из-за внешних факторов существует ограничение на точность распознавания и эффективность управления, обеспечиваемые данной системой, не следует слишком полагаться на систему. Водителю всегда необходимо обращать пристальное внимание на окружающую автомобиль обстановку и соблюдать все меры предосторожности при вождении. Эксплуатация Toyota Safety Sense может быть затронута или затруднена из-за внешних факторов, и Toyota не несет ответственности за какие-либо последствия, связанные с использованием системы.
 Проверить статус ЭПТС для вашего автомобиля Toyota вы можете здесь.
Проверить статус ЭПТС для вашего автомобиля Toyota вы можете здесь.
 com | Конфиденциальность
com | Конфиденциальность

 Спортивный режим дает вам ускорение, а режим Trail помогает управлять сцеплением с проторенной дорогой. Обычный режим использует лучшее из обоих миров, чтобы вы продолжали.
Спортивный режим дает вам ускорение, а режим Trail помогает управлять сцеплением с проторенной дорогой. Обычный режим использует лучшее из обоих миров, чтобы вы продолжали. Доступная задняя дверь багажного отделения RAV4 дает вам доступ к 37,6 кубическим футам полезного грузового пространства для всех ваших вещей. Сложите задние сиденья, которые складываются в пропорции 60/40, чтобы получить еще больше места, и наслаждайтесь каждым приключением.
Доступная задняя дверь багажного отделения RAV4 дает вам доступ к 37,6 кубическим футам полезного грузового пространства для всех ваших вещей. Сложите задние сиденья, которые складываются в пропорции 60/40, чтобы получить еще больше места, и наслаждайтесь каждым приключением.
 Мультимедийный дисплей
Мультимедийный дисплей
 Вы также можете поместить свое устройство на Qi-совместимую подставку для беспроводной зарядки смартфона , которая удобно расположена в лотке под блоком климат-контроля.
Вы также можете поместить свое устройство на Qi-совместимую подставку для беспроводной зарядки смартфона , которая удобно расположена в лотке под блоком климат-контроля.
 путем сопряжения совместимого устройства Android™ 9.0425 с Bluetooth ® к мультимедийной аудиосистеме, беспроводная совместимость с Android Auto™ позволяет получать оповещения о пробках в режиме реального времени, совершать и принимать телефонные звонки, слушать любимую звуковую дорожку и многое другое.
путем сопряжения совместимого устройства Android™ 9.0425 с Bluetooth ® к мультимедийной аудиосистеме, беспроводная совместимость с Android Auto™ позволяет получать оповещения о пробках в режиме реального времени, совершать и принимать телефонные звонки, слушать любимую звуковую дорожку и многое другое.  Система следующего поколения потребляет 800 Вт общей мощности для управления 11 динамиками в девяти местах, включая передние рупорные твитеры и сабвуфер.
Система следующего поколения потребляет 800 Вт общей мощности для управления 11 динамиками в девяти местах, включая передние рупорные твитеры и сабвуфер. 0463, чтобы дать вам заряд, необходимый для продолжения.
0463, чтобы дать вам заряд, необходимый для продолжения.

 С активной пробной версией или подпиской Wi-Fi Connect вы можете легко подключить до пяти устройств. Wi-Fi Connect позволяет пяти устройствам оставаться на связи с любимыми приложениями для работы или игр, экономя при этом заряд аккумулятора и данные для каждого устройства. Wi-Fi Подключение до 3 ГБ в течение одного месяца пробной версии.
С активной пробной версией или подпиской Wi-Fi Connect вы можете легко подключить до пяти устройств. Wi-Fi Connect позволяет пяти устройствам оставаться на связи с любимыми приложениями для работы или игр, экономя при этом заряд аккумулятора и данные для каждого устройства. Wi-Fi Подключение до 3 ГБ в течение одного месяца пробной версии.  Включите оповещения о техническом обслуживании и получайте напоминания о техническом обслуживании, которые также могут быть отправлены выбранному вами дилеру для дополнительного удобства. Включена пробная версия до 10 лет.
Включите оповещения о техническом обслуживании и получайте напоминания о техническом обслуживании, которые также могут быть отправлены выбранному вами дилеру для дополнительного удобства. Включена пробная версия до 10 лет. 
 Система AHB предназначена для обнаружения фар встречных транспортных средств и задних фонарей движущихся впереди транспортных средств, а затем автоматически переключается между дальним и ближним светом соответственно.
Система AHB предназначена для обнаружения фар встречных транспортных средств и задних фонарей движущихся впереди транспортных средств, а затем автоматически переключается между дальним и ближним светом соответственно.
 При движении задним ходом доступно предупреждение о перекрестном движении сзади (RCTA) помогает обнаруживать транспортные средства, приближающиеся с любой стороны, визуально с помощью индикаторов боковых зеркал и звуковым сигналом с предупреждающим сигналом.
При движении задним ходом доступно предупреждение о перекрестном движении сзади (RCTA) помогает обнаруживать транспортные средства, приближающиеся с любой стороны, визуально с помощью индикаторов боковых зеркал и звуковым сигналом с предупреждающим сигналом. Этот стандартный комплексный набор из шести расширенных функций безопасности предназначен для того, чтобы уберечь вас от опасности. Система включает в себя улучшенную систему контроля устойчивости автомобиля (VSC), систему контроля тяги (TRAC), антиблокировочную тормозную систему (ABS), электронную систему распределения тормозных усилий (EBD), систему помощи при торможении (BA) и технологию Smart Stop Technology® (SST). .
Этот стандартный комплексный набор из шести расширенных функций безопасности предназначен для того, чтобы уберечь вас от опасности. Система включает в себя улучшенную систему контроля устойчивости автомобиля (VSC), систему контроля тяги (TRAC), антиблокировочную тормозную систему (ABS), электронную систему распределения тормозных усилий (EBD), систему помощи при торможении (BA) и технологию Smart Stop Technology® (SST). . 
 При этом необходимо учесть какие могут быть последствия при регистрации автомобиля с ограничениями.
При этом необходимо учесть какие могут быть последствия при регистрации автомобиля с ограничениями.
 Кроме того, вы не сможете зарегистрировать авто на свое имя и эксплуатировать его легально.
Кроме того, вы не сможете зарегистрировать авто на свое имя и эксплуатировать его легально. Без ключа вы не сможете узнать подробную информацию о состоянии авто.
Без ключа вы не сможете узнать подробную информацию о состоянии авто.
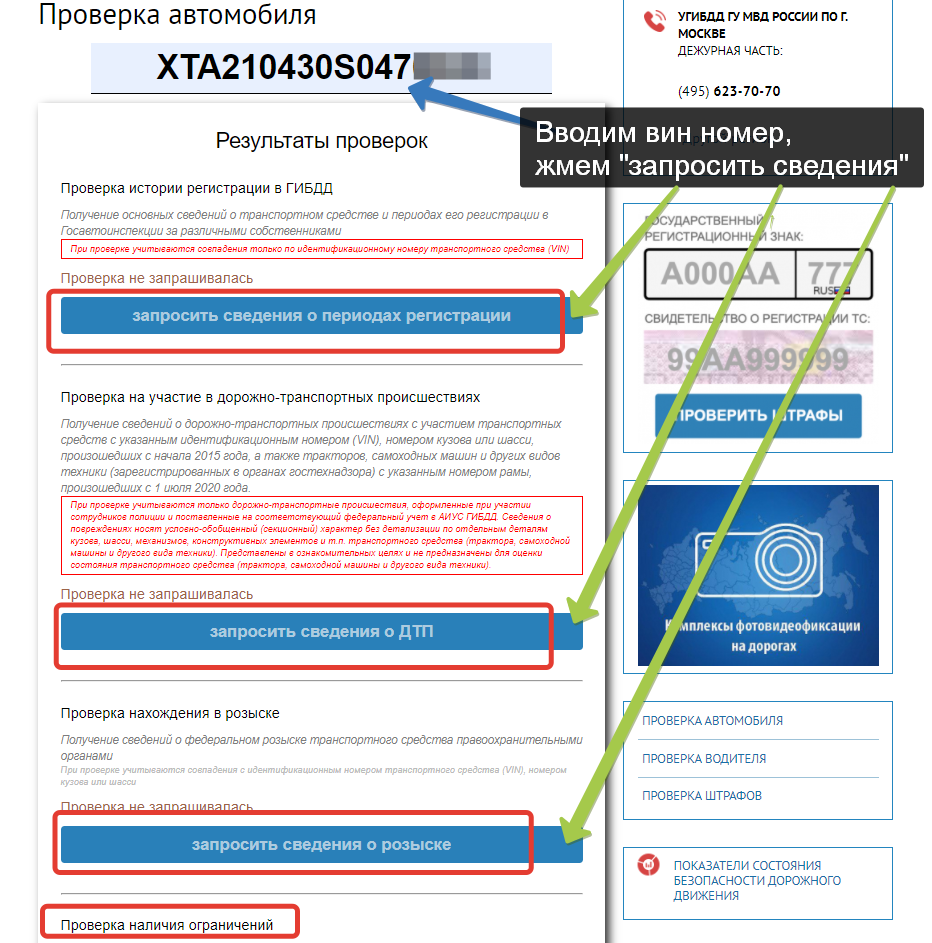
 ГИБДД при регистрации не обязана изучать кредитную историю и прочую информацию, а обязанность проверки товара возложена Гражданским кодексом именно на покупателя, который теперь должен самостоятельно убедиться в юридической чистоте машины, а также в отсутствии залогов, арестов со стороны судебных приставов. Обязан он убедиться также и в отсутствии технических проблем. Как же правильно проверять машину?
ГИБДД при регистрации не обязана изучать кредитную историю и прочую информацию, а обязанность проверки товара возложена Гражданским кодексом именно на покупателя, который теперь должен самостоятельно убедиться в юридической чистоте машины, а также в отсутствии залогов, арестов со стороны судебных приставов. Обязан он убедиться также и в отсутствии технических проблем. Как же правильно проверять машину? Если продавец отказывается показать VIN-номер и огласить имя, то это повод насторожиться.
Если продавец отказывается показать VIN-номер и огласить имя, то это повод насторожиться. Там же есть информация о том, кто и когда регистрировал автомобиль в ГИБДД. В полиции выяснится также, находится ли машина в федеральном розыске и участвовало ли транспортное средство в ДТП и каких (причем в базе данных содержится информация о ДТП, оформленных сотрудниками ГИБДД с начала 2015 года).
Там же есть информация о том, кто и когда регистрировал автомобиль в ГИБДД. В полиции выяснится также, находится ли машина в федеральном розыске и участвовало ли транспортное средство в ДТП и каких (причем в базе данных содержится информация о ДТП, оформленных сотрудниками ГИБДД с начала 2015 года). Таким приемом часто пользуются мошенники.
Таким приемом часто пользуются мошенники. На сайте Росстандарта можно также проверить информацию о прохождении водителем отзывных кампаний, если такие проводились.
На сайте Росстандарта можно также проверить информацию о прохождении водителем отзывных кампаний, если такие проводились.
 Это указывает на то, что, когда происходят эти паузы в движении, значительное количество водителей не знает, что происходит. К сожалению, это приводит к опасным последствиям как для автомобилистов, так и для сотрудников, патрулирующих дороги. Давайте на минутку обсудим, что такое пробка, почему она возникает, как ее проводят и какие шаги следует предпринять, если вы окажетесь в ее середине.
Это указывает на то, что, когда происходят эти паузы в движении, значительное количество водителей не знает, что происходит. К сожалению, это приводит к опасным последствиям как для автомобилистов, так и для сотрудников, патрулирующих дороги. Давайте на минутку обсудим, что такое пробка, почему она возникает, как ее проводят и какие шаги следует предпринять, если вы окажетесь в ее середине.
 Остановка движения была сделана для облегчения аварийной посадки самолета на шоссе.
Остановка движения была сделана для облегчения аварийной посадки самолета на шоссе.
 Иногда такой коробке добавляют подрулевые лепестки переключения передач. С их помощью водитель может принудительно менять передачу, в каком-то смысле имитируя механическую коробку.
Иногда такой коробке добавляют подрулевые лепестки переключения передач. С их помощью водитель может принудительно менять передачу, в каком-то смысле имитируя механическую коробку. Другой плюс, вытекающий из простой конструкции, – низкая цена. Автомобили, оснащённые МКПП, стоят примерно на 10% меньше аналога с автоматом. При этом такой автомобиль дешевле обслуживать.
Другой плюс, вытекающий из простой конструкции, – низкая цена. Автомобили, оснащённые МКПП, стоят примерно на 10% меньше аналога с автоматом. При этом такой автомобиль дешевле обслуживать. А функции, которые можно установить на такие автомобили, часто ограничены. Так, при активации автоматической парковки, водитель всё равно самостоятельно выжимает сцепление, переключает скорости и осуществляет рулевое управление автомобилем. Также при управлении механикой сильнее устают ноги, особенно при езде в пробках. Дело в том, что педаль придётся часто нажимать, отчего к концу поездки ноги могут наливаться свинцом.
А функции, которые можно установить на такие автомобили, часто ограничены. Так, при активации автоматической парковки, водитель всё равно самостоятельно выжимает сцепление, переключает скорости и осуществляет рулевое управление автомобилем. Также при управлении механикой сильнее устают ноги, особенно при езде в пробках. Дело в том, что педаль придётся часто нажимать, отчего к концу поездки ноги могут наливаться свинцом. Если вы начинающий водитель, то лучше остановиться на автоматической коробке передач. В этом случае поездки будут проходить более комфортно, а вы сможете не отвлекаться на переключение передач, уделяя больше внимания ситуации на дороге. К тому же, отдельные модели АКПП по надёжности могут сравниться с механикой.
Если вы начинающий водитель, то лучше остановиться на автоматической коробке передач. В этом случае поездки будут проходить более комфортно, а вы сможете не отвлекаться на переключение передач, уделяя больше внимания ситуации на дороге. К тому же, отдельные модели АКПП по надёжности могут сравниться с механикой. Так как в Поднебесной автомобили, в основном, предназначены для движения в мегаполисах, механика там считается крайне дискомфортной. Поэтому большая часть китайских автомобилей, за исключением доступного сегмента, комплектуется автоматами. Чаще всего это вариаторы и роботы. Таким образом, механика постепенно уходит из мирового автопрома. Но в России данный тип коробки широко распространён и пользуется популярностью.
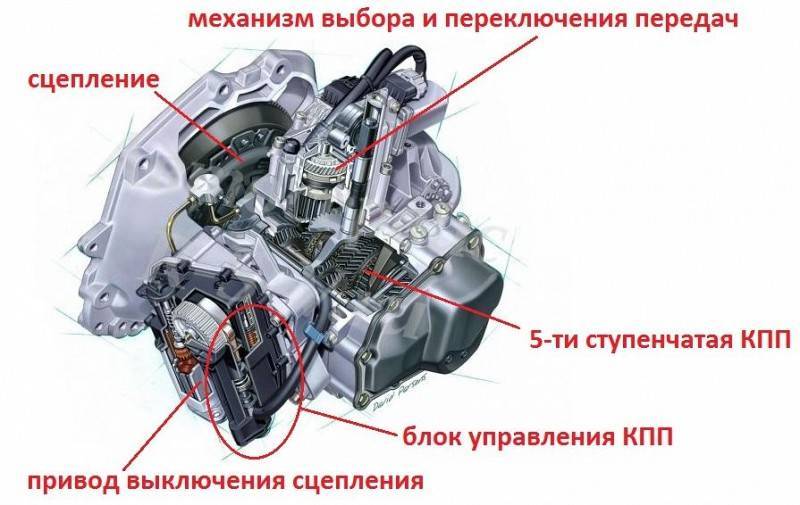
Так как в Поднебесной автомобили, в основном, предназначены для движения в мегаполисах, механика там считается крайне дискомфортной. Поэтому большая часть китайских автомобилей, за исключением доступного сегмента, комплектуется автоматами. Чаще всего это вариаторы и роботы. Таким образом, механика постепенно уходит из мирового автопрома. Но в России данный тип коробки широко распространён и пользуется популярностью. Автомобиль оборудован роботизированной коробкой передач, которая является усовершенствованной разновидностью МКПП – с электронным управлением сцеплением и переключением скоростей. Такие агрегаты совместили в себе надежность механической трансмиссии и удобство в использовании АКПП. Именно этими качествами обладает «робот», который японский автоконцерн назвал «MMT». С середины 2000-х годов предприятие устанавливает на Тойота Аурис роботизированные трансмиссии моделей C50A и C53A. Обе модификации трансмиссии не застрахованы от поломок, для их устранения потребуется ремонт коробки робот Тойота Аурис, в Москве такую услугу предоставляет сервисный центр ATG.
Автомобиль оборудован роботизированной коробкой передач, которая является усовершенствованной разновидностью МКПП – с электронным управлением сцеплением и переключением скоростей. Такие агрегаты совместили в себе надежность механической трансмиссии и удобство в использовании АКПП. Именно этими качествами обладает «робот», который японский автоконцерн назвал «MMT». С середины 2000-х годов предприятие устанавливает на Тойота Аурис роботизированные трансмиссии моделей C50A и C53A. Обе модификации трансмиссии не застрахованы от поломок, для их устранения потребуется ремонт коробки робот Тойота Аурис, в Москве такую услугу предоставляет сервисный центр ATG.
 Актуатор первого типа обеспечивает повышение и понижение передачи по команде ЭБУ трансмиссии, устройство второго типа обеспечивает выжим сцепления. Для выполнения этих функций устройства имеют электромеханическую структуру, то есть оснащены двигателем, шестеренчатой передачей и электронными датчиками скорости оборотов трансмиссии и положения педали тормоза.
Актуатор первого типа обеспечивает повышение и понижение передачи по команде ЭБУ трансмиссии, устройство второго типа обеспечивает выжим сцепления. Для выполнения этих функций устройства имеют электромеханическую структуру, то есть оснащены двигателем, шестеренчатой передачей и электронными датчиками скорости оборотов трансмиссии и положения педали тормоза.
 Такой подход используют специалисты сервисного центра ATG: мы имеем запас сертифицированных запчастей и расходников, что гарантирует высокую скорость и качество ремонта.
Такой подход используют специалисты сервисного центра ATG: мы имеем запас сертифицированных запчастей и расходников, что гарантирует высокую скорость и качество ремонта.
 Такой подход позволяет гарантировать высокое качество услуги, а также возможность устранения наиболее сложных поломок. Во время работ используются только оригинальные запчасти и расходные материалы (клиентам предоставляются сертификаты соответствия и паспорта качества), что также позволяет гарантировать высокое качество выполненных работ и долговечность трансмиссии после ремонта. Использование оригинальных запчастей не привело к удорожанию услуги, так как мы закупаем запчасти либо напрямую у производителей, либо у официальных дистрибьюторов. За счет персональных скидок и акций клиенты могут сократить стоимость услуги еще больше. Помимо оптимального соотношения цены и качества, готовы гарантировать и другие преимущества:
Такой подход позволяет гарантировать высокое качество услуги, а также возможность устранения наиболее сложных поломок. Во время работ используются только оригинальные запчасти и расходные материалы (клиентам предоставляются сертификаты соответствия и паспорта качества), что также позволяет гарантировать высокое качество выполненных работ и долговечность трансмиссии после ремонта. Использование оригинальных запчастей не привело к удорожанию услуги, так как мы закупаем запчасти либо напрямую у производителей, либо у официальных дистрибьюторов. За счет персональных скидок и акций клиенты могут сократить стоимость услуги еще больше. Помимо оптимального соотношения цены и качества, готовы гарантировать и другие преимущества:
/2013_Honda_VFR1200_DCT_r6-597be0e85f9b58928bda8713.jpg)

 Система также обеспечивает предсказуемое техническое обслуживание. Это увеличивает время безотказной работы и снижает затраты компании. Кроме того, максимальная мощность может быть ограничена программным обеспечением и может быть разблокирована по мере необходимости, что позволяет повысить мощность без замены коробки передач». Благодаря этой бизнес-модели Smart Gear выиграла двенадцатый выпуск Start-Up Garage в 2019 году.– проект сотрудничества между Техническим университетом Граца и Университетом Граца, который готовит студентов, чтобы стать основателями завтрашнего дня – и, таким образом, привлек инвестиции.
Система также обеспечивает предсказуемое техническое обслуживание. Это увеличивает время безотказной работы и снижает затраты компании. Кроме того, максимальная мощность может быть ограничена программным обеспечением и может быть разблокирована по мере необходимости, что позволяет повысить мощность без замены коробки передач». Благодаря этой бизнес-модели Smart Gear выиграла двенадцатый выпуск Start-Up Garage в 2019 году.– проект сотрудничества между Техническим университетом Граца и Университетом Граца, который готовит студентов, чтобы стать основателями завтрашнего дня – и, таким образом, привлек инвестиции.
 Таким образом, эта система зубчатых передач используется во многих приложениях, включая робототехнику, аэрокосмическую промышленность, медицинские машины, фрезерные станки, производственное оборудование и так далее.
Таким образом, эта система зубчатых передач используется во многих приложениях, включая робототехнику, аэрокосмическую промышленность, медицинские машины, фрезерные станки, производственное оборудование и так далее. Бока чашки очень тонкие, но дно толстое и жесткое.
Бока чашки очень тонкие, но дно толстое и жесткое.

 Все эти детали можно распечатать на 3D-принтере, поэтому нам нужны только болты, гайки и подшипники, чтобы завершить сборку. Что касается ввода, я решил использовать шаговый двигатель NEMA 17.
Все эти детали можно распечатать на 3D-принтере, поэтому нам нужны только болты, гайки и подшипники, чтобы завершить сборку. Что касается ввода, я решил использовать шаговый двигатель NEMA 17.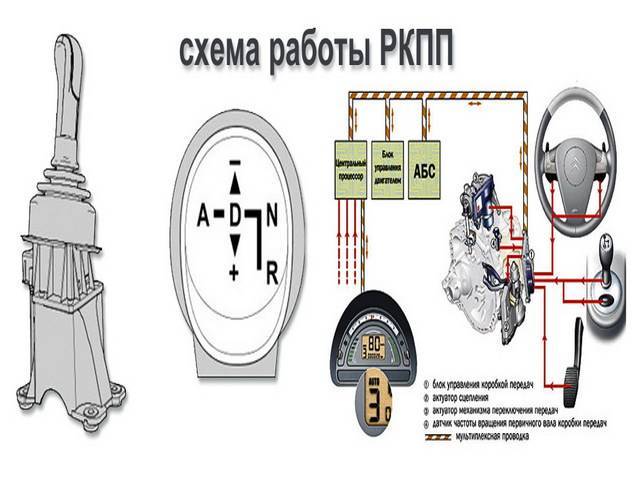 Размеры эллипса должны быть выполнены по размерам внутренней стенки гибкого шлица.
Размеры эллипса должны быть выполнены по размерам внутренней стенки гибкого шлица. также: Лучшие 3D-принтеры для начинающих и производителей [обновление 2021 г.]
также: Лучшие 3D-принтеры для начинающих и производителей [обновление 2021 г.]
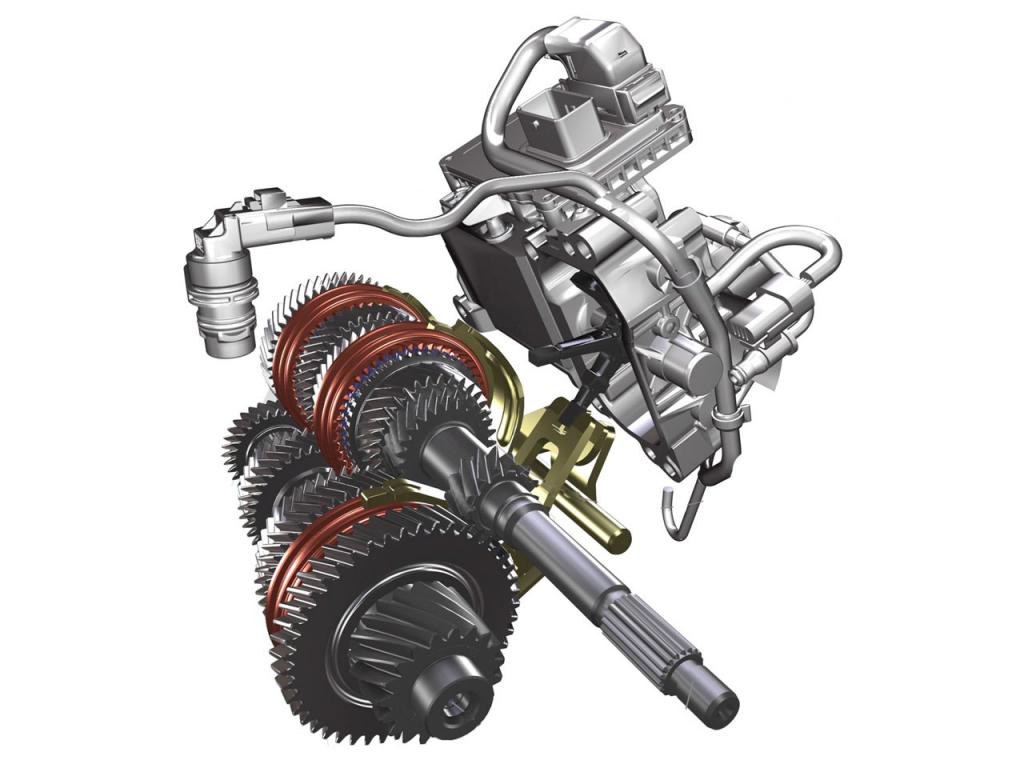
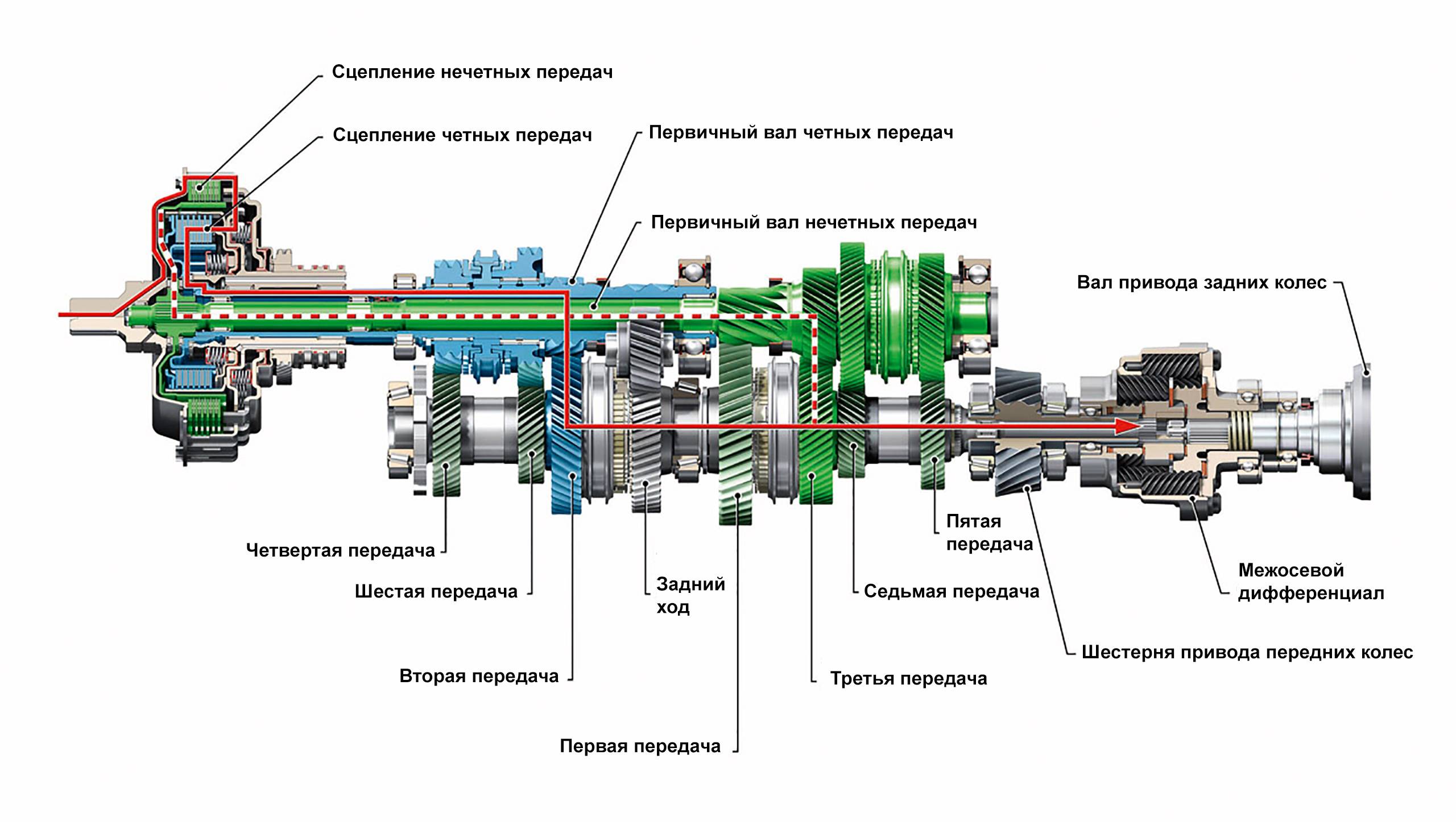


 В итоге форма получилась вполне приличная.
В итоге форма получилась вполне приличная. При использовании оригинальной опоры двигателя, напечатанной на 3D-принтере, движение становится более плавным.
При использовании оригинальной опоры двигателя, напечатанной на 3D-принтере, движение становится более плавным.
 В комплекте можно найти всё необходимое для установки ксенона в фары машины — стандартные блоки розжига и монтажные элементы.
В комплекте можно найти всё необходимое для установки ксенона в фары машины — стандартные блоки розжига и монтажные элементы. Цвет ксенона — насыщенный жёлтый. Лампы превосходно справляются с освещением дороги во время дождя или снегопада.
Цвет ксенона — насыщенный жёлтый. Лампы превосходно справляются с освещением дороги во время дождя или снегопада. В комплекте можно найти всё необходимое для установки на авто, в том числе блоки розжига стандартной толщины. Лампы освещают путь ярким жёлтым светом, хорошо просвечивающим сквозь дождь, снег или туман.
В комплекте можно найти всё необходимое для установки на авто, в том числе блоки розжига стандартной толщины. Лампы освещают путь ярким жёлтым светом, хорошо просвечивающим сквозь дождь, снег или туман.
 В комплекте есть два блока розжига стандартной толщины, две лампы, провода и необходимые монтажные элементы.
В комплекте есть два блока розжига стандартной толщины, две лампы, провода и необходимые монтажные элементы. Форм-фактор блоков розжига — стандартный.
Форм-фактор блоков розжига — стандартный. В комплекте есть всё необходимое для установки на авто, в том числе блоки розжига стандартной толщины. Цвет свечения ламп — насыщенный жёлтый, идеальный для непогоды.
В комплекте есть всё необходимое для установки на авто, в том числе блоки розжига стандартной толщины. Цвет свечения ламп — насыщенный жёлтый, идеальный для непогоды.
 Лампы обладают стандартным тёплым белым свечением. В комплекте есть всё необходимое для установки ксенона на авто.
Лампы обладают стандартным тёплым белым свечением. В комплекте есть всё необходимое для установки ксенона на авто. Такое освещение привычно для человеческого глаза. Комплект был произведён в Китае.
Такое освещение привычно для человеческого глаза. Комплект был произведён в Китае. В комплекте есть всё необходимое для установки на авто, в том числе блоки розжига стандартной толщины.
В комплекте есть всё необходимое для установки на авто, в том числе блоки розжига стандартной толщины.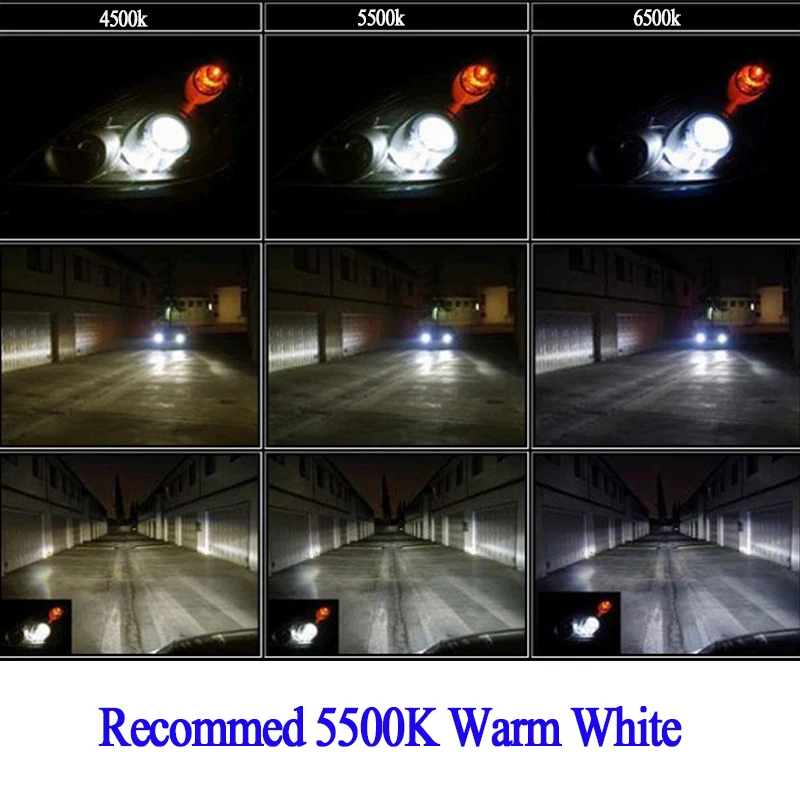 Новое освещение выделит вашу машину из общего дорожного потока. Яркость ламп составляет 2800 лм.
Новое освещение выделит вашу машину из общего дорожного потока. Яркость ламп составляет 2800 лм. В комплекте есть все, необходимые для установки на авто, детали, в том числе стандартные блоки розжига. Яркость ламп составляет 2800лм.
В комплекте есть все, необходимые для установки на авто, детали, в том числе стандартные блоки розжига. Яркость ламп составляет 2800лм. Яркость ламп составляет 2800 лм. Новое освещение привлечёт к вашему авто множество восхищённых взглядов.
Яркость ламп составляет 2800 лм. Новое освещение привлечёт к вашему авто множество восхищённых взглядов. Яркость ламп составляет 2800 лм. В комплекте есть всё необходимое для монтажа на авто.
Яркость ламп составляет 2800 лм. В комплекте есть всё необходимое для монтажа на авто.





 Лампа дает яркий белый свет, близкий по спектру к дневному. Лампа состоит из обычного или кварцевого стекла с вольфрамовыми электродами с каждого конца. Лампа вакуумируется и затем заполняется ксеноном. Ксеноновые лампы — вспышки имеют третий поджигающий электрод, опоясывающий колбу. Во всех современных ксеноновых лампах используется колба из кварцевого стекла с электродами из вольфрама, легированного торием.
Лампа дает яркий белый свет, близкий по спектру к дневному. Лампа состоит из обычного или кварцевого стекла с вольфрамовыми электродами с каждого конца. Лампа вакуумируется и затем заполняется ксеноном. Ксеноновые лампы — вспышки имеют третий поджигающий электрод, опоясывающий колбу. Во всех современных ксеноновых лампах используется колба из кварцевого стекла с электродами из вольфрама, легированного торием.
 STORE продаёт только оригинальный ксенон! В магазине нет подделок, все лампы имеют сертификаты и берутся у официальных представителей изготовителей ламп! Если вам дороги оригинальные лампы, фирменные лампы проще купить в лицензированном магазине, они прослужат вам дольше чем китайская подделка под бренд, и освещение у подделок под бренд гораздо ниже, даже чем у менее известного бренда!
STORE продаёт только оригинальный ксенон! В магазине нет подделок, все лампы имеют сертификаты и берутся у официальных представителей изготовителей ламп! Если вам дороги оригинальные лампы, фирменные лампы проще купить в лицензированном магазине, они прослужат вам дольше чем китайская подделка под бренд, и освещение у подделок под бренд гораздо ниже, даже чем у менее известного бренда!
 270770 РРЦ: 80,30 € (без налога)
270770 РРЦ: 80,30 € (без налога) Более новые и современные модели автомобилей, как правило, имеют более отчетливую яркость и бело-голубое свечение — такие фары называются ксеноновыми. Эти новые фонари, как правило, намного ярче, чем старые модели, в которых используются галогенные лампы или светодиоды, и их легче превратить в стильные формы и линии. Эта новая форма автомобильного освещения называется ксеноновыми фарами или HID, и в этом блоге мы собираемся углубиться в то, что такое ксеноновые фары, какие преимущества они имеют по сравнению со старыми галогенными лампами и светодиодами, а также любую другую информацию, связанную с этими фарами.
Более новые и современные модели автомобилей, как правило, имеют более отчетливую яркость и бело-голубое свечение — такие фары называются ксеноновыми. Эти новые фонари, как правило, намного ярче, чем старые модели, в которых используются галогенные лампы или светодиоды, и их легче превратить в стильные формы и линии. Эта новая форма автомобильного освещения называется ксеноновыми фарами или HID, и в этом блоге мы собираемся углубиться в то, что такое ксеноновые фары, какие преимущества они имеют по сравнению со старыми галогенными лампами и светодиодами, а также любую другую информацию, связанную с этими фарами. Сам по себе ксенон не имеет запаха, цвета, вкуса и нереактивен, поэтому вы не можете увидеть ксенон, что может сбить с толку, учитывая его основное использование.
Сам по себе ксенон не имеет запаха, цвета, вкуса и нереактивен, поэтому вы не можете увидеть ксенон, что может сбить с толку, учитывая его основное использование.
 Тем не менее, самым большим преимуществом ксеноновых фар, по нашему мнению, является расстояние и ширина дополнительного света, излучаемого ксеноновыми лампами. Ксеноновые фары могут быть в два-три раза ярче, чем другие альтернативы, что дает водителям, которым посчастливилось иметь их, гораздо лучший обзор дороги, особенно на более высоких скоростях. Благодаря более широкому распространению света они еще лучше замечают опасности на обочине дороги и в некоторой степени на поворотах.
Тем не менее, самым большим преимуществом ксеноновых фар, по нашему мнению, является расстояние и ширина дополнительного света, излучаемого ксеноновыми лампами. Ксеноновые фары могут быть в два-три раза ярче, чем другие альтернативы, что дает водителям, которым посчастливилось иметь их, гораздо лучший обзор дороги, особенно на более высоких скоростях. Благодаря более широкому распространению света они еще лучше замечают опасности на обочине дороги и в некоторой степени на поворотах. Во-первых, элемент ксенон не в изобилии, и его нелегко приобрести, что делает его довольно дорогостоящим для такой «тривиальной» цели, как автомобильные фары. Добавление их к личной аренде или коммерческой аренде увеличит стоимость. Мало того, ксеноновые фары, отчасти благодаря самому элементу, представляют собой сложную часть оборудования для сборки, что еще больше увеличивает стоимость.
Во-первых, элемент ксенон не в изобилии, и его нелегко приобрести, что делает его довольно дорогостоящим для такой «тривиальной» цели, как автомобильные фары. Добавление их к личной аренде или коммерческой аренде увеличит стоимость. Мало того, ксеноновые фары, отчасти благодаря самому элементу, представляют собой сложную часть оборудования для сборки, что еще больше увеличивает стоимость.
 Как только она удлинилась до предела необходимо зафиксировать ее торцевые окончания, после чего постараться растянуть ее еще немного. Запомните: на описываемую процедуру вам должно потребоваться не менее минуты. После проведенной операции пружину следует закалить, поместив ее в ванну с маслом, для этой цели рекомендуем применять масло из серии АС-8.
Как только она удлинилась до предела необходимо зафиксировать ее торцевые окончания, после чего постараться растянуть ее еще немного. Запомните: на описываемую процедуру вам должно потребоваться не менее минуты. После проведенной операции пружину следует закалить, поместив ее в ванну с маслом, для этой цели рекомендуем применять масло из серии АС-8. Таким образом, приняв решение изменить клиренс, поменять пружины или сделать что-нибудь другое в этом ключе, знайте: после подобных процедур во избежание возникновения неприятностей во время поездок вам придется чаще заезжать на СТО для диагностики подвески, хотя, вы можете осуществить ее своими силами. В любом случае, прежде чем, принимать такие ответственные решения несколько раз подумайте, стоит ли игра свеч!
Таким образом, приняв решение изменить клиренс, поменять пружины или сделать что-нибудь другое в этом ключе, знайте: после подобных процедур во избежание возникновения неприятностей во время поездок вам придется чаще заезжать на СТО для диагностики подвески, хотя, вы можете осуществить ее своими силами. В любом случае, прежде чем, принимать такие ответственные решения несколько раз подумайте, стоит ли игра свеч!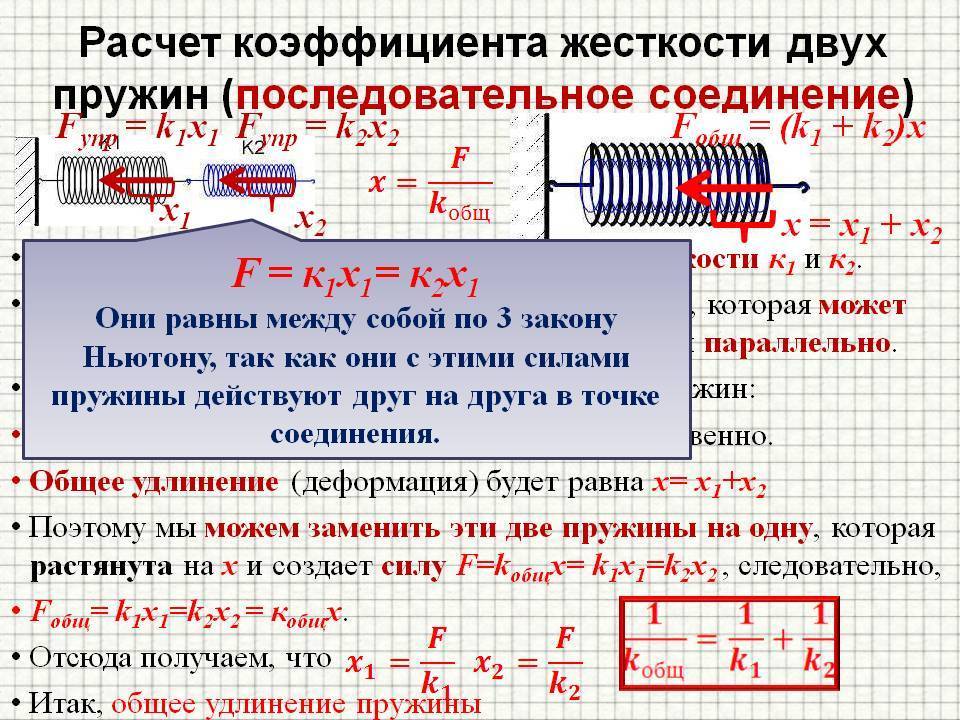 Данный способ восстановления обеспечивает нелинейное повышение упругих свойств пружины при ее сжатии, а также способствует повышению качества восстановления за счет исключения искривлений и перекосов витков, предотвращения соприкосновения витков пружины и внутренней поверхности корпусной детали, сползания эластичных элементов вниз по проволоке. 4 ил.
Данный способ восстановления обеспечивает нелинейное повышение упругих свойств пружины при ее сжатии, а также способствует повышению качества восстановления за счет исключения искривлений и перекосов витков, предотвращения соприкосновения витков пружины и внутренней поверхности корпусной детали, сползания эластичных элементов вниз по проволоке. 4 ил.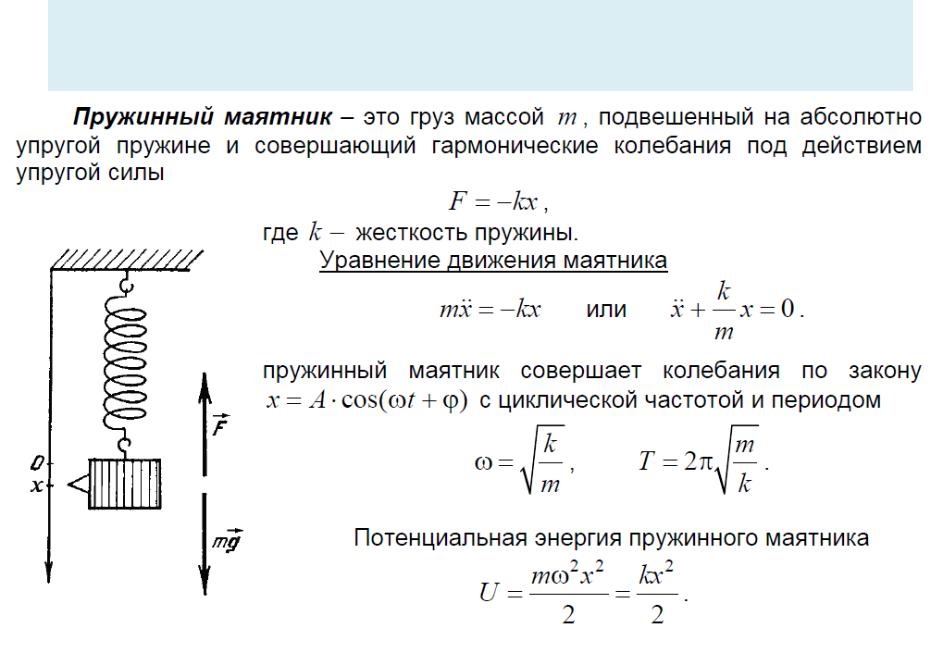 с. 1392273, МКИ F 16 F 3/00, опубл. 30.04.88, бюлл. N 16). Однако из-за отсутствия фиксации упругих элементов на витках пружины возможно их соскальзывание по виткам при воздействии на пружину переменных нагрузок. Установка вместо потерявших упругость пружин жестких распорных втулок, например, при ремонте гидростатической трансмиссии комбайна резко уменьшает ресурс гидронасоса и гидромотора. Наиболее близким к предлагаемому способу является способ восстановления упругости пружины, включающий растяжение пружины последовательно по виткам, нагрев и обжатие роликами (А.с. 1055574, В 21 F 35/00, C 21 D 9/02, опубл. 23.11.83, бюлл. N 43 — прототип). Известный способ энергоемок и не обеспечивает стабильного повышения упругих свойств пружины, что отрицательно сказывается на рабочих свойствах узлов, имеющих повышенные требования к диапазону изменения жесткости. Технической задачей изобретения является повышение качества восстановления пружин за счет увеличения упругости. Поставленная задача достигается тем, что в способе восстановления упругости пружины после растяжения равномерно по длине пружины в шахматном порядке располагают с натягом по диаметру проволоки эластичные элементы, соприкасающиеся с соседними витками пружины и выполненные в виде куба со сквозным отверстием, с величиной грани, равной шагу витка, при этом эластичные элементы устанавливают с зазором в направляющие пазы дополнительной корончатой тонкостенной втулки, охватывающей пружину по наружному диаметру, с толщиной стенки S, удовлетворяющей неравенству: где t — шаг витка пружины, мм; d — диаметр проволоки, мм; i — радиальный зазор между пружиной и внутренней поверхностью посадочного отверстия корпусной детали, мм, причем количество направляющих пазов n определяют из выражения: где D — средний диаметр пружины, мм.
с. 1392273, МКИ F 16 F 3/00, опубл. 30.04.88, бюлл. N 16). Однако из-за отсутствия фиксации упругих элементов на витках пружины возможно их соскальзывание по виткам при воздействии на пружину переменных нагрузок. Установка вместо потерявших упругость пружин жестких распорных втулок, например, при ремонте гидростатической трансмиссии комбайна резко уменьшает ресурс гидронасоса и гидромотора. Наиболее близким к предлагаемому способу является способ восстановления упругости пружины, включающий растяжение пружины последовательно по виткам, нагрев и обжатие роликами (А.с. 1055574, В 21 F 35/00, C 21 D 9/02, опубл. 23.11.83, бюлл. N 43 — прототип). Известный способ энергоемок и не обеспечивает стабильного повышения упругих свойств пружины, что отрицательно сказывается на рабочих свойствах узлов, имеющих повышенные требования к диапазону изменения жесткости. Технической задачей изобретения является повышение качества восстановления пружин за счет увеличения упругости. Поставленная задача достигается тем, что в способе восстановления упругости пружины после растяжения равномерно по длине пружины в шахматном порядке располагают с натягом по диаметру проволоки эластичные элементы, соприкасающиеся с соседними витками пружины и выполненные в виде куба со сквозным отверстием, с величиной грани, равной шагу витка, при этом эластичные элементы устанавливают с зазором в направляющие пазы дополнительной корончатой тонкостенной втулки, охватывающей пружину по наружному диаметру, с толщиной стенки S, удовлетворяющей неравенству: где t — шаг витка пружины, мм; d — диаметр проволоки, мм; i — радиальный зазор между пружиной и внутренней поверхностью посадочного отверстия корпусной детали, мм, причем количество направляющих пазов n определяют из выражения: где D — средний диаметр пружины, мм. Наличие в предлагаемом способе изобретения доказывается тем, что после растяжения пружины для восстановления упругих свойств на ее витках устанавливают эластичные кубические элементы, входящие своими гранями в направляющие пазы дополнительной корончатой втулки. Предлагаемый способ восстановления обеспечивает нелинейное повышение упругих свойств пружины при ее сжатии, а также способствует повышению качества восстановления за счет исключения искривлений и перекосов витков, предотвращения соприкосновения витков пружины и внутренней поверхности корпусной детали, сползания эластичных элементов вниз по проволоке. Оригинальность предлагаемого способа заключается в том, что после растяжения пружины на витках устанавливают эластичные элементы в шахматном порядке во взаимодействии с соседними витками, а количество направляющих пазов и толщину стенок корончатой ремонтной втулки назначают в зависимости от геометрических параметров пружины. Изобретение поясняется чертежами, где на фиг.
Наличие в предлагаемом способе изобретения доказывается тем, что после растяжения пружины для восстановления упругих свойств на ее витках устанавливают эластичные кубические элементы, входящие своими гранями в направляющие пазы дополнительной корончатой втулки. Предлагаемый способ восстановления обеспечивает нелинейное повышение упругих свойств пружины при ее сжатии, а также способствует повышению качества восстановления за счет исключения искривлений и перекосов витков, предотвращения соприкосновения витков пружины и внутренней поверхности корпусной детали, сползания эластичных элементов вниз по проволоке. Оригинальность предлагаемого способа заключается в том, что после растяжения пружины на витках устанавливают эластичные элементы в шахматном порядке во взаимодействии с соседними витками, а количество направляющих пазов и толщину стенок корончатой ремонтной втулки назначают в зависимости от геометрических параметров пружины. Изобретение поясняется чертежами, где на фиг.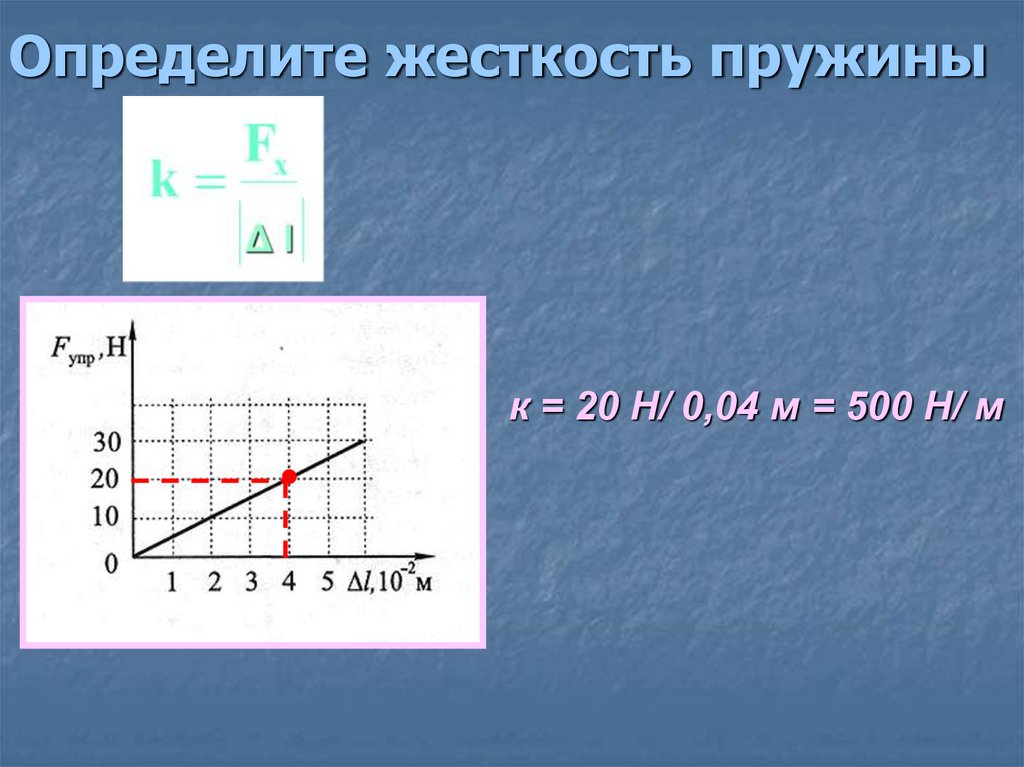 1 показана схема заневоливания восстановленной предлагаемым способом пружины, на фиг. 2 — разрез А-А фиг. 1; на фиг. 3 — зависимость усилия от величины сжатия пружины, на фиг. 4 — аксонометрия ремонтной корончатой втулки. Способ осуществляется следующим образом. После растяжения потерявшей свои упругие свойства пружины 1 (фиг. 1) на ее витках располагают эластичные элементы 2, выполненные в виде куба из резиносмеси ИРП. При установке пружины 1 в отверстие корпусной детали 3 на нее одевают корончатую втулку 4 таким образом, чтобы эластичные элементы своими гранями 5 попали в соответствующие направляющие пазы 6 (фиг. 2). После заневоливания пружины 1 разжимным кольцом 7 (фиг. 1) обеспечивается соприкосновение эластичных элементов 2 с соседними витками пружины 1. Стрелкой показано направление воздействия нагрузки. Пример конкретного применения способа приведен для восстановления упругих свойств пружины качающего узла гидростатической трансмиссии ГСТ-90 комбайнов Дон-1200, Дон-1500, КСК-100, изготовленной из стали 65Г, с диаметром проволоки 6 мм, шагом витка — 16 мм и наружным диаметром 63 мм.
1 показана схема заневоливания восстановленной предлагаемым способом пружины, на фиг. 2 — разрез А-А фиг. 1; на фиг. 3 — зависимость усилия от величины сжатия пружины, на фиг. 4 — аксонометрия ремонтной корончатой втулки. Способ осуществляется следующим образом. После растяжения потерявшей свои упругие свойства пружины 1 (фиг. 1) на ее витках располагают эластичные элементы 2, выполненные в виде куба из резиносмеси ИРП. При установке пружины 1 в отверстие корпусной детали 3 на нее одевают корончатую втулку 4 таким образом, чтобы эластичные элементы своими гранями 5 попали в соответствующие направляющие пазы 6 (фиг. 2). После заневоливания пружины 1 разжимным кольцом 7 (фиг. 1) обеспечивается соприкосновение эластичных элементов 2 с соседними витками пружины 1. Стрелкой показано направление воздействия нагрузки. Пример конкретного применения способа приведен для восстановления упругих свойств пружины качающего узла гидростатической трансмиссии ГСТ-90 комбайнов Дон-1200, Дон-1500, КСК-100, изготовленной из стали 65Г, с диаметром проволоки 6 мм, шагом витка — 16 мм и наружным диаметром 63 мм. Изменения упругих свойств изношенных и восстановленных предлагаемым способом пружин, полученные экспериментальным путем, показаны на фиг. 3. Пунктиром показано изменение усилия при сжатии изношенной пружины, сплошная линия свидетельствует об увеличении почти в 2 раза усилия сжатия при испытании восстановленной пружины. Нелинейный характер изменения усилия сжатия указывает на способность восстановленной пружины к изменению динамических нагрузок. Технологический процесс восстановления пружины предлагаемым способом включает в себя дефектацию, растяжение по длине, прессование из резины и установку на витке упругих элементов, изготовление корончатой втулки, сборку и испытание. Корончатую втулку (фиг. 4) изготавливают из стальной трубы или круглого проката. Толщина стенки втулки должна удовлетворять неравенству: где t — шаг витка пружины, равный длине грани кубического упругого элемента, мм;
Изменения упругих свойств изношенных и восстановленных предлагаемым способом пружин, полученные экспериментальным путем, показаны на фиг. 3. Пунктиром показано изменение усилия при сжатии изношенной пружины, сплошная линия свидетельствует об увеличении почти в 2 раза усилия сжатия при испытании восстановленной пружины. Нелинейный характер изменения усилия сжатия указывает на способность восстановленной пружины к изменению динамических нагрузок. Технологический процесс восстановления пружины предлагаемым способом включает в себя дефектацию, растяжение по длине, прессование из резины и установку на витке упругих элементов, изготовление корончатой втулки, сборку и испытание. Корончатую втулку (фиг. 4) изготавливают из стальной трубы или круглого проката. Толщина стенки втулки должна удовлетворять неравенству: где t — шаг витка пружины, равный длине грани кубического упругого элемента, мм; Если не будет выполняться левая часть неравенства, то возможно затирание упругих элементов о стенки посадочного отверстия. При превышении толщины стенки радиального зазора произойдет заклинивание пружины в отверстии при сжатии. Количество направляющих пазов во втулке определяют по формуле:
Если не будет выполняться левая часть неравенства, то возможно затирание упругих элементов о стенки посадочного отверстия. При превышении толщины стенки радиального зазора произойдет заклинивание пружины в отверстии при сжатии. Количество направляющих пазов во втулке определяют по формуле: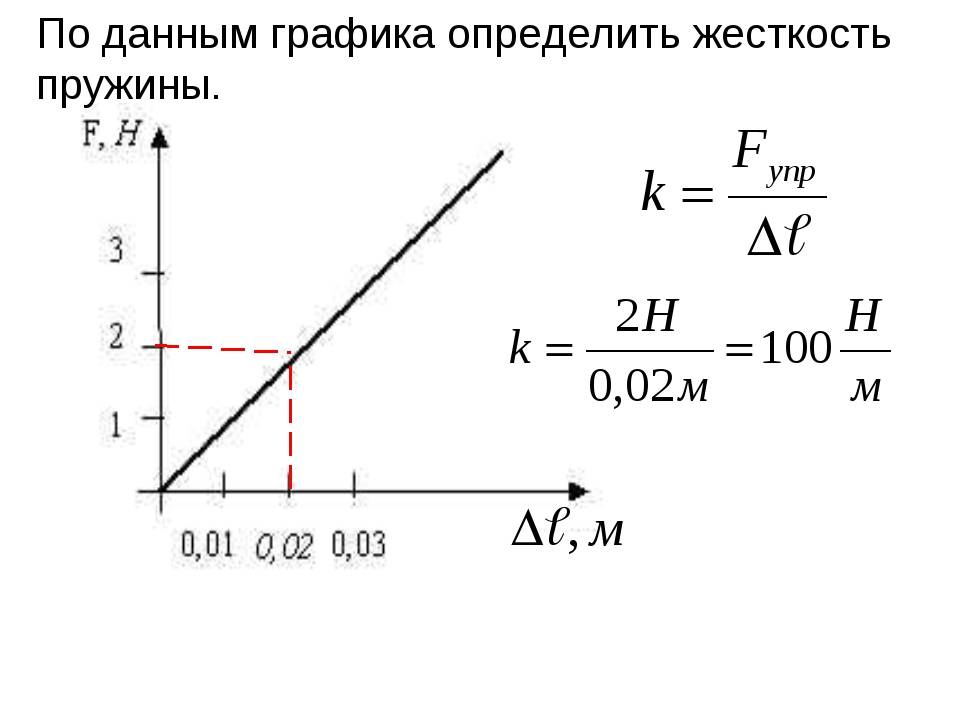 3. Благодаря применению упругих элементов кубической формы достигается 2-х кратное увеличение упругости пружины. 4. Предлагаемый способ легко осуществляется в условиях большинства ремонтных предприятий. Реализация потенций предлагаемого изобретения позволяет упростить процесс восстановления упругих свойств пружин при ремонте качающего узла гидронасоса ГСТ за счет исключения трудоемких операций, расширить диапазон типоразмеров восстанавливаемых пружин и облегчить процесс внедрения на ремонтных предприятиях отрасли.
3. Благодаря применению упругих элементов кубической формы достигается 2-х кратное увеличение упругости пружины. 4. Предлагаемый способ легко осуществляется в условиях большинства ремонтных предприятий. Реализация потенций предлагаемого изобретения позволяет упростить процесс восстановления упругих свойств пружин при ремонте качающего узла гидронасоса ГСТ за счет исключения трудоемких операций, расширить диапазон типоразмеров восстанавливаемых пружин и облегчить процесс внедрения на ремонтных предприятиях отрасли.
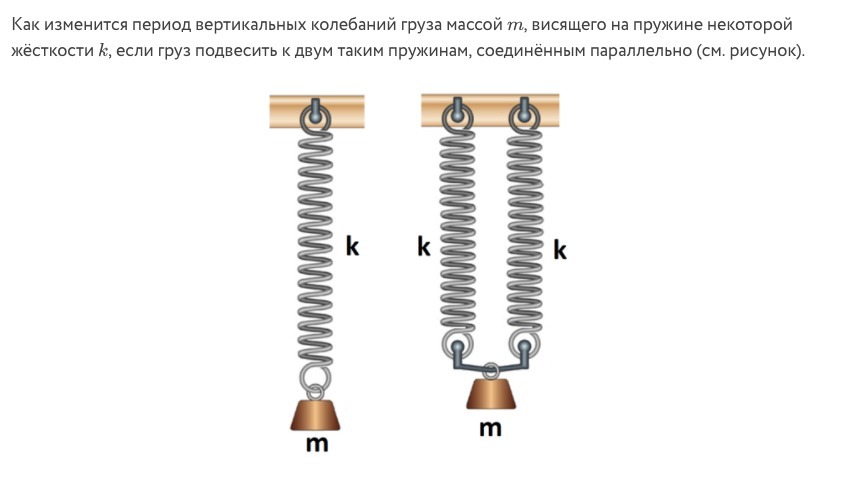
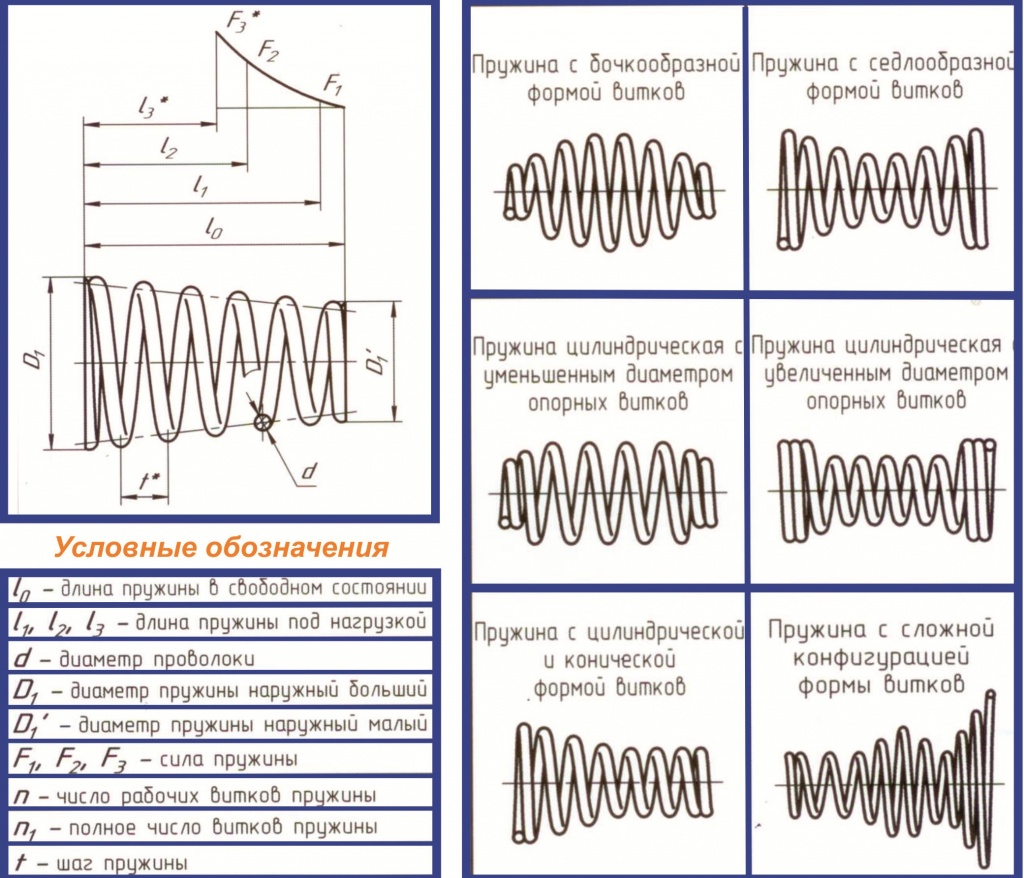 «Конечно, — говорите вы. Вам сообщают, что машина будет иметь массу 1000 кг, и вам предстоит работать с четырьмя амортизаторами длиной по 0,5 метра каждый. Насколько сильными должны быть пружины? Если предположить, что в этих амортизаторах используются пружины, каждый из них должен выдерживать массу не менее 250 кг, что соответствует следующему весу:
«Конечно, — говорите вы. Вам сообщают, что машина будет иметь массу 1000 кг, и вам предстоит работать с четырьмя амортизаторами длиной по 0,5 метра каждый. Насколько сильными должны быть пружины? Если предположить, что в этих амортизаторах используются пружины, каждый из них должен выдерживать массу не менее 250 кг, что соответствует следующему весу: 00 ньютонов на метр. Автомобильные дизайнеры выбегают в восторге, но вы кричите им вдогонку: «Не забывайте, вам нужно как минимум удвоить это, если вы действительно хотите, чтобы ваша машина могла преодолевать выбоины».
00 ньютонов на метр. Автомобильные дизайнеры выбегают в восторге, но вы кричите им вдогонку: «Не забывайте, вам нужно как минимум удвоить это, если вы действительно хотите, чтобы ваша машина могла преодолевать выбоины». Масса при пружинном движении обсуждалась более подробно, поскольку мы стремились понять математические свойства объектов, находящихся в периодическом движении. Теперь мы исследуем движение массы на пружине еще более подробно, сосредоточившись на том, как различные величины изменяются с течением времени. Такие величины будут включать в себя силы, положение, скорость и энергию — как кинетическую, так и потенциальную энергию.
Масса при пружинном движении обсуждалась более подробно, поскольку мы стремились понять математические свойства объектов, находящихся в периодическом движении. Теперь мы исследуем движение массы на пружине еще более подробно, сосредоточившись на том, как различные величины изменяются с течением времени. Такие величины будут включать в себя силы, положение, скорость и энергию — как кинетическую, так и потенциальную энергию. Для каждого добавленного объекта можно измерить величину растяжения. Сила, приложенная в каждом случае, будет весом объекта. Можно провести регрессионный анализ данных силы-растяжения, чтобы определить количественную взаимосвязь между силой и степенью растяжения. В приведенной ниже таблице данных показаны некоторые репрезентативные данные для такого эксперимента.
Для каждого добавленного объекта можно измерить величину растяжения. Сила, приложенная в каждом случае, будет весом объекта. Можно провести регрессионный анализ данных силы-растяжения, чтобы определить количественную взаимосвязь между силой и степенью растяжения. В приведенной ниже таблице данных показаны некоторые репрезентативные данные для такого эксперимента. 450
450 Это сильное соответствие придает достоверность результатам эксперимента.
Это сильное соответствие придает достоверность результатам эксперимента. Жесткая пружина будет иметь высокую жесткость пружины. Это означает, что потребуется относительно большое количество силы, чтобы вызвать небольшое смещение. Единицами жесткости пружины являются ньютон/метр (Н/м). Знак минус в приведенном выше уравнении указывает на то, что направление растяжения пружины противоположно направлению силы, действующей на пружину. Например, когда пружина была растянута ниже своего расслабленного положения, x равно 9.0009 вниз . Пружина реагирует на это растяжение приложением силы вверх . X и F находятся в противоположных направлениях. Последнее замечание относительно этого уравнения заключается в том, что оно работает для пружины, растянутой по вертикали, и для пружины, растянутой по горизонтали (такой, которая будет обсуждаться ниже).
Жесткая пружина будет иметь высокую жесткость пружины. Это означает, что потребуется относительно большое количество силы, чтобы вызвать небольшое смещение. Единицами жесткости пружины являются ньютон/метр (Н/м). Знак минус в приведенном выше уравнении указывает на то, что направление растяжения пружины противоположно направлению силы, действующей на пружину. Например, когда пружина была растянута ниже своего расслабленного положения, x равно 9.0009 вниз . Пружина реагирует на это растяжение приложением силы вверх . X и F находятся в противоположных направлениях. Последнее замечание относительно этого уравнения заключается в том, что оно работает для пружины, растянутой по вертикали, и для пружины, растянутой по горизонтали (такой, которая будет обсуждаться ниже). Именно эта возвращающая сила отвечает за вибрацию. Так какова возвращающая сила массы на пружине?
Именно эта возвращающая сила отвечает за вибрацию. Так какова возвращающая сила массы на пружине?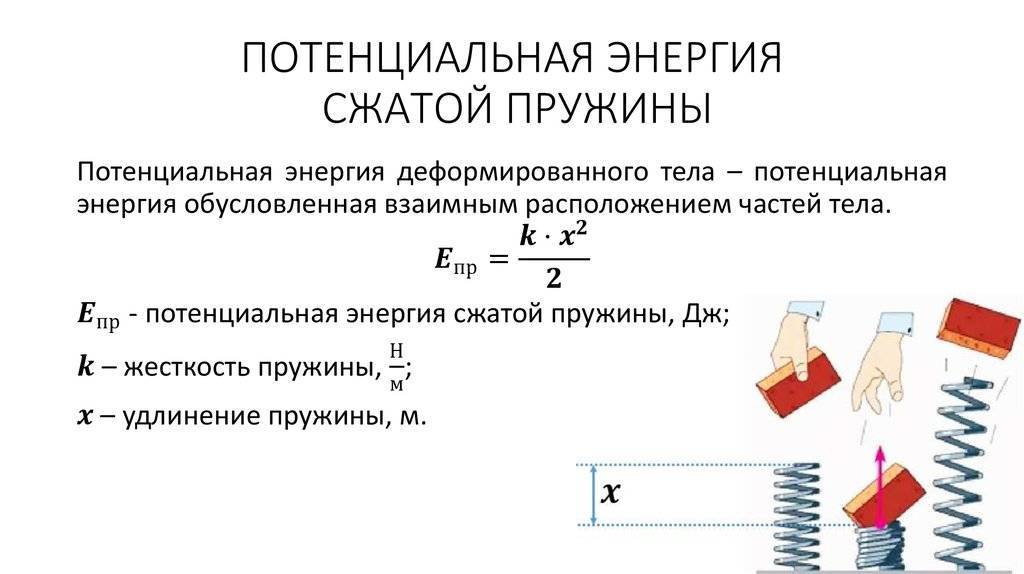 Его направление всегда противоположно направлению растяжения и к положению равновесия. Как планер на воздушной гусенице делает туда и обратно сила пружины (Fspring) действует как восстанавливающая сила. Он действует на планер влево, когда он расположен справа от положения равновесия; и он действует на планер вправо, когда он расположен слева от положения равновесия.
Его направление всегда противоположно направлению растяжения и к положению равновесия. Как планер на воздушной гусенице делает туда и обратно сила пружины (Fspring) действует как восстанавливающая сила. Он действует на планер влево, когда он расположен справа от положения равновесия; и он действует на планер вправо, когда он расположен слева от положения равновесия. В положении С планер достиг максимальной скорости. Как только планер проходит влево от положения C, сила пружины действует вправо. Во время этой фазы цикла планера пружина сжимается. Чем дальше от положения С перемещается планер, тем больше степень сжатия и больше сила пружины. Эта сила пружины действует как восстанавливающая сила, замедляя планер при его перемещении из положения C в положение D и в положение E. К тому времени, когда планер достигает положения E, он замедляется до положения мгновенного покоя, прежде чем изменить свое направление и возвращаясь к положению равновесия. Во время движения планера из положения E в положение C степень сжатия пружины уменьшается, и сила пружины уменьшается. На протяжении всего расстояния от положения Е до положения С сохраняется ускорение. В положении С планер достиг максимальной скорости. Теперь планер начинает двигаться вправо от точки С. При этом сила пружины действует влево на планер, движущийся вправо. Эта восстанавливающая сила заставляет планер замедляться на всем пути от положения C до положения D и положения E.
В положении С планер достиг максимальной скорости. Как только планер проходит влево от положения C, сила пружины действует вправо. Во время этой фазы цикла планера пружина сжимается. Чем дальше от положения С перемещается планер, тем больше степень сжатия и больше сила пружины. Эта сила пружины действует как восстанавливающая сила, замедляя планер при его перемещении из положения C в положение D и в положение E. К тому времени, когда планер достигает положения E, он замедляется до положения мгновенного покоя, прежде чем изменить свое направление и возвращаясь к положению равновесия. Во время движения планера из положения E в положение C степень сжатия пружины уменьшается, и сила пружины уменьшается. На протяжении всего расстояния от положения Е до положения С сохраняется ускорение. В положении С планер достиг максимальной скорости. Теперь планер начинает двигаться вправо от точки С. При этом сила пружины действует влево на планер, движущийся вправо. Эта восстанавливающая сила заставляет планер замедляться на всем пути от положения C до положения D и положения E.
 Положение С было положением равновесия и было положением максимальной скорости. Если бы тот же детектор движения, который собирал данные о положении и времени, использовался для сбора данных о скорости и времени, то данные на графике выглядели бы так, как показано на графике ниже.
Положение С было положением равновесия и было положением максимальной скорости. Если бы тот же детектор движения, который собирал данные о положении и времени, использовался для сбора данных о скорости и времени, то данные на графике выглядели бы так, как показано на графике ниже. В остальных случаях скорость имеет положительное направление (планер движется вправо) и ее скорость отложена над осью времени. Вы также заметите, что скорость равна нулю всякий раз, когда положение находится в экстремальном положении. Это происходит в положениях А и Е, когда планер начинает менять направление. Так же, как и в случае маятникового движения, скорость наибольшая, когда смещение массы относительно ее положения равновесия наименьшее. И скорость наименьшая, когда смещение массы относительно ее положения равновесия наибольшее.
В остальных случаях скорость имеет положительное направление (планер движется вправо) и ее скорость отложена над осью времени. Вы также заметите, что скорость равна нулю всякий раз, когда положение находится в экстремальном положении. Это происходит в положениях А и Е, когда планер начинает менять направление. Так же, как и в случае маятникового движения, скорость наибольшая, когда смещение массы относительно ее положения равновесия наименьшее. И скорость наименьшая, когда смещение массы относительно ее положения равновесия наибольшее. Как только планер проходит положение равновесия, он начинает замедляться, поскольку сила пружины тянет его назад против движения. К тому времени, когда он достигает положения E, планер замедляется до мгновенной паузы, прежде чем изменить направление и снова разогнаться до положения C. Еще раз, после того, как планер пройдет точку C, он начинает замедляться по мере приближения к позиции A. в положении А цикл начинается сначала… и снова… и снова.
Как только планер проходит положение равновесия, он начинает замедляться, поскольку сила пружины тянет его назад против движения. К тому времени, когда он достигает положения E, планер замедляется до мгновенной паузы, прежде чем изменить направление и снова разогнаться до положения C. Еще раз, после того, как планер пройдет точку C, он начинает замедляться по мере приближения к позиции A. в положении А цикл начинается сначала… и снова… и снова.
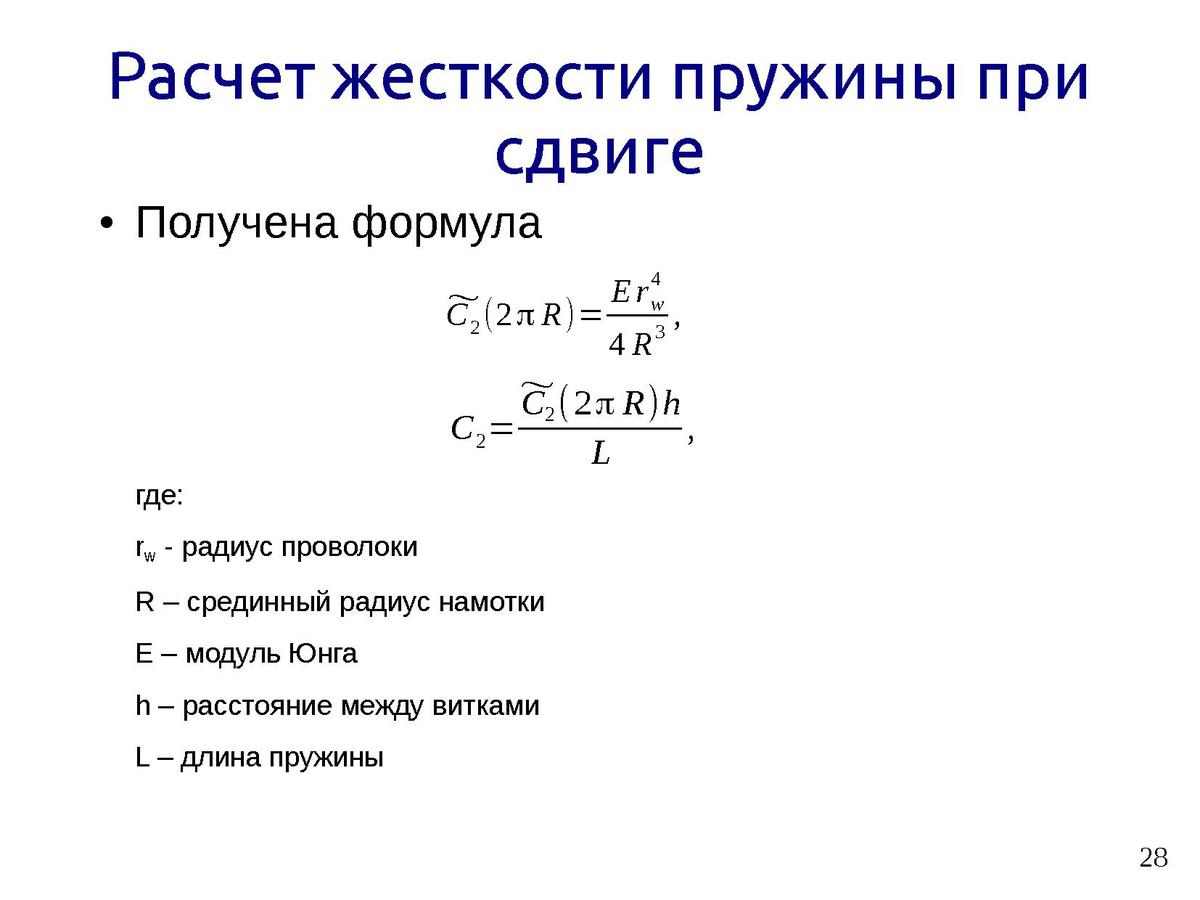 Другая форма – потенциальная энергия. Потенциальная энергия — это накопленная энергия положения, которым обладает объект. Потенциальная энергия может быть гравитационной потенциальной энергией, и в этом случае положение относится к высоте над землей. Или потенциальная энергия может быть упругой потенциальной энергией, и в этом случае положение относится к положению массы на пружине относительно положения равновесия. Для нашего планера с вибрирующей воздушной гусеницей нет изменения высоты. Поэтому гравитационная потенциальная энергия не меняется. Эта форма потенциальной энергии не представляет большого интереса для нашего анализа изменений энергии. Однако происходит изменение положения массы относительно ее положения равновесия. Каждый раз, когда пружина сжимается или растягивается относительно ее расслабленного положения, происходит увеличение упругой потенциальной энергии. Количество упругой потенциальной энергии зависит от степени растяжения или сжатия пружины. Уравнение, связывающее величину потенциальной энергии упругости (PEspring) с величиной сжатия или растяжения (x), имеет вид 9.
Другая форма – потенциальная энергия. Потенциальная энергия — это накопленная энергия положения, которым обладает объект. Потенциальная энергия может быть гравитационной потенциальной энергией, и в этом случае положение относится к высоте над землей. Или потенциальная энергия может быть упругой потенциальной энергией, и в этом случае положение относится к положению массы на пружине относительно положения равновесия. Для нашего планера с вибрирующей воздушной гусеницей нет изменения высоты. Поэтому гравитационная потенциальная энергия не меняется. Эта форма потенциальной энергии не представляет большого интереса для нашего анализа изменений энергии. Однако происходит изменение положения массы относительно ее положения равновесия. Каждый раз, когда пружина сжимается или растягивается относительно ее расслабленного положения, происходит увеличение упругой потенциальной энергии. Количество упругой потенциальной энергии зависит от степени растяжения или сжатия пружины. Уравнение, связывающее величину потенциальной энергии упругости (PEspring) с величиной сжатия или растяжения (x), имеет вид 9.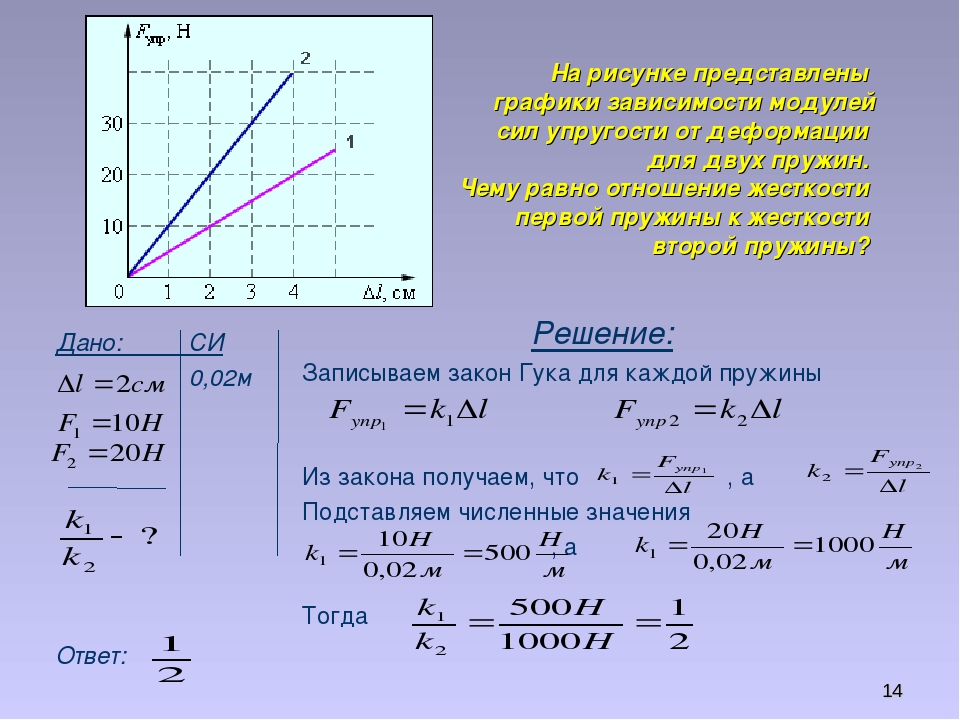 0007
0007 В этих двух положениях — А и Е — скорость равна 0 м/с, а кинетическая энергия равна 0 Дж. Таким образом, как и в случае вибрирующего маятника, колеблющаяся масса на пружине имеет наибольшую потенциальную энергию, когда она имеет наименьшую кинетическая энергия. И он также имеет наименьшую потенциальную энергию (положение C), когда он имеет наибольшую кинетическую энергию. Эти принципы показаны на анимации ниже.
В этих двух положениях — А и Е — скорость равна 0 м/с, а кинетическая энергия равна 0 Дж. Таким образом, как и в случае вибрирующего маятника, колеблющаяся масса на пружине имеет наибольшую потенциальную энергию, когда она имеет наименьшую кинетическая энергия. И он также имеет наименьшую потенциальную энергию (положение C), когда он имеет наибольшую кинетическую энергию. Эти принципы показаны на анимации ниже.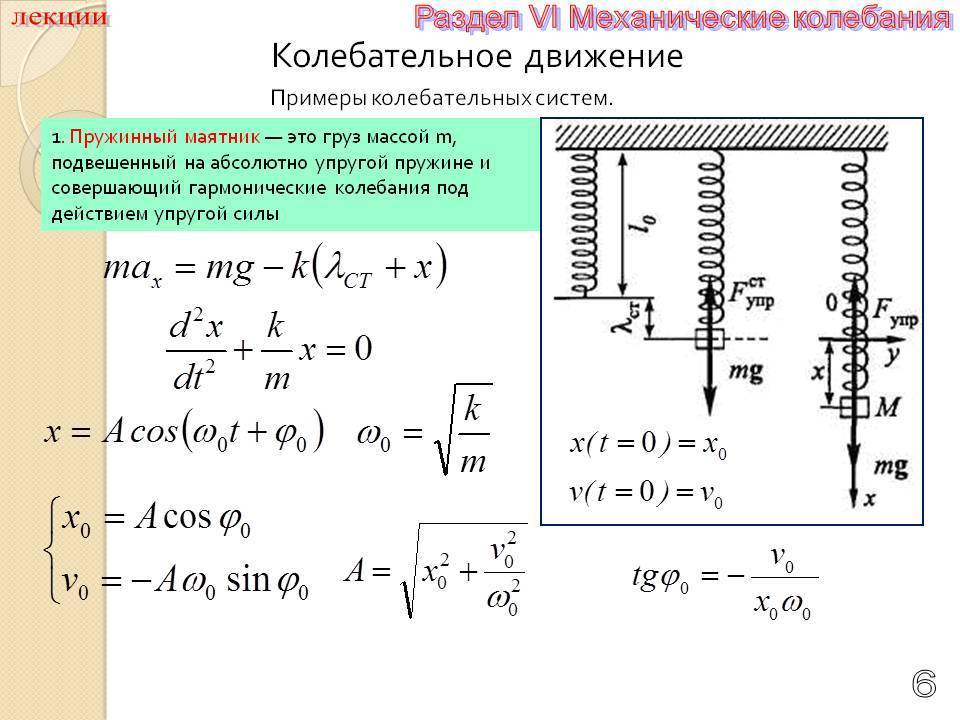 Однако общее количество этих двух форм механической энергии остается постоянным. Механическая энергия переходит из потенциальной формы в кинетическую; а общая сумма сохранено . Аналогичное явление сохранения энергии происходит, когда масса перемещается от C к D и E. Когда пружина сжимается, а масса замедляется, ее кинетическая энергия преобразуется в упругую потенциальную энергию. При этом преобразовании общее количество механической энергии сохраняется. Этот самый принцип сохранения энергии был объяснен в предыдущей главе — главе «Энергия» — учебника по физике.
Однако общее количество этих двух форм механической энергии остается постоянным. Механическая энергия переходит из потенциальной формы в кинетическую; а общая сумма сохранено . Аналогичное явление сохранения энергии происходит, когда масса перемещается от C к D и E. Когда пружина сжимается, а масса замедляется, ее кинетическая энергия преобразуется в упругую потенциальную энергию. При этом преобразовании общее количество механической энергии сохраняется. Этот самый принцип сохранения энергии был объяснен в предыдущей главе — главе «Энергия» — учебника по физике.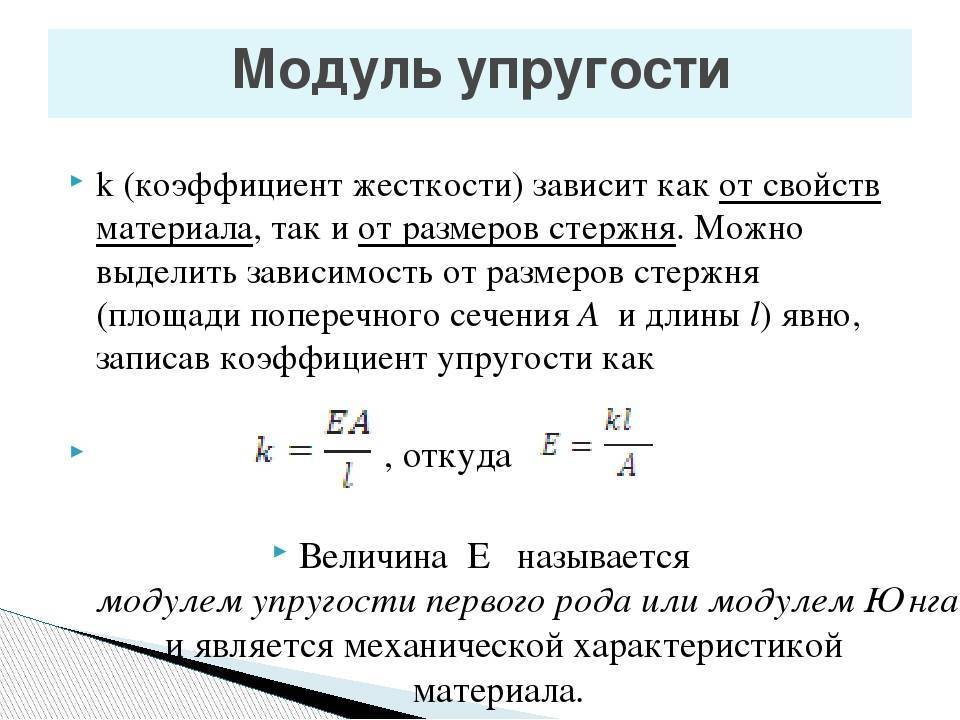 Уравнение, связывающее эти переменные, напоминает уравнение для периода маятника. Уравнение
Уравнение, связывающее эти переменные, напоминает уравнение для периода маятника. Уравнение Простой маятник и груз на пружине — классические примеры такого колебательного движения. Хотя это и не очевидно при простом наблюдении, использование детекторов движения показывает, что колебания этих объектов имеют синусоидальный характер. Существует тонкое волнообразное поведение, связанное с тем, как положение и скорость изменяются во времени. На следующем уроке мы будем исследовать волны. Как мы скоро узнаем, если масса пружины равна покачивания во времени , тогда волна представляет собой совокупность шевелений, разбросанных по пространству . Когда мы начнем изучение волн в Уроке 2, понятия частоты, длины волны и амплитуды останутся важными.
Простой маятник и груз на пружине — классические примеры такого колебательного движения. Хотя это и не очевидно при простом наблюдении, использование детекторов движения показывает, что колебания этих объектов имеют синусоидальный характер. Существует тонкое волнообразное поведение, связанное с тем, как положение и скорость изменяются во времени. На следующем уроке мы будем исследовать волны. Как мы скоро узнаем, если масса пружины равна покачивания во времени , тогда волна представляет собой совокупность шевелений, разбросанных по пространству . Когда мы начнем изучение волн в Уроке 2, понятия частоты, длины волны и амплитуды останутся важными. Вы можете найти его в разделе Physics Interactives на нашем сайте. Интерактивная масса на пружине предоставляет учащимся простую среду для изучения влияния массы, жесткости пружины и продолжительности движения на период и амплитуду вертикально вибрирующей массы.
Вы можете найти его в разделе Physics Interactives на нашем сайте. Интерактивная масса на пружине предоставляет учащимся простую среду для изучения влияния массы, жесткости пружины и продолжительности движения на период и амплитуду вертикально вибрирующей массы.

 При этом новый чехол для руля можно сшить самостоятельно «с нуля», а можно украсить уже готовый чехол на свой вкус. Особенной популярностью среди владелиц авто пользуется оплётка на руль со стразами. И хотя она не несет никакой функции, кроме декоративной, такой дизайн добавляет салону презентабельности, и машинка выглядит более респектабельной. Многие девушки используют отделку стразами как способ выделиться и обратить на себя внимание.
При этом новый чехол для руля можно сшить самостоятельно «с нуля», а можно украсить уже готовый чехол на свой вкус. Особенной популярностью среди владелиц авто пользуется оплётка на руль со стразами. И хотя она не несет никакой функции, кроме декоративной, такой дизайн добавляет салону презентабельности, и машинка выглядит более респектабельной. Многие девушки используют отделку стразами как способ выделиться и обратить на себя внимание.


 com предлагает индивидуальные чехлы на руль с более чем 800 узорами и рисунками. Наши чехлы изготовлены из материалов высочайшего качества и имеют гарантию 24 месяца. Наши чехлы подходят ко всем рулевым колесам стандартного размера и просты в установке. Мы предлагаем широкий выбор цветов и дизайнов, чтобы вы могли найти идеальное сочетание для интерьера вашего автомобиля. С помощью нашей индивидуальной строчки вы можете придать чехлу на руль любой стиль, какой пожелаете.
com предлагает индивидуальные чехлы на руль с более чем 800 узорами и рисунками. Наши чехлы изготовлены из материалов высочайшего качества и имеют гарантию 24 месяца. Наши чехлы подходят ко всем рулевым колесам стандартного размера и просты в установке. Мы предлагаем широкий выбор цветов и дизайнов, чтобы вы могли найти идеальное сочетание для интерьера вашего автомобиля. С помощью нашей индивидуальной строчки вы можете придать чехлу на руль любой стиль, какой пожелаете. И мне нравится, как они отображаются в этом магазине, я просто делаю несколько кликов, чтобы это было сделано в ближайшее время, это помогает мне понять настройку, и это всесторонняя настройка, просто надеюсь, что они могут сделать больше цветов, возможно, в будущем. Во всяком случае очень счастлив и очень хороший опыт для моего первого заказа.
И мне нравится, как они отображаются в этом магазине, я просто делаю несколько кликов, чтобы это было сделано в ближайшее время, это помогает мне понять настройку, и это всесторонняя настройка, просто надеюсь, что они могут сделать больше цветов, возможно, в будущем. Во всяком случае очень счастлив и очень хороший опыт для моего первого заказа.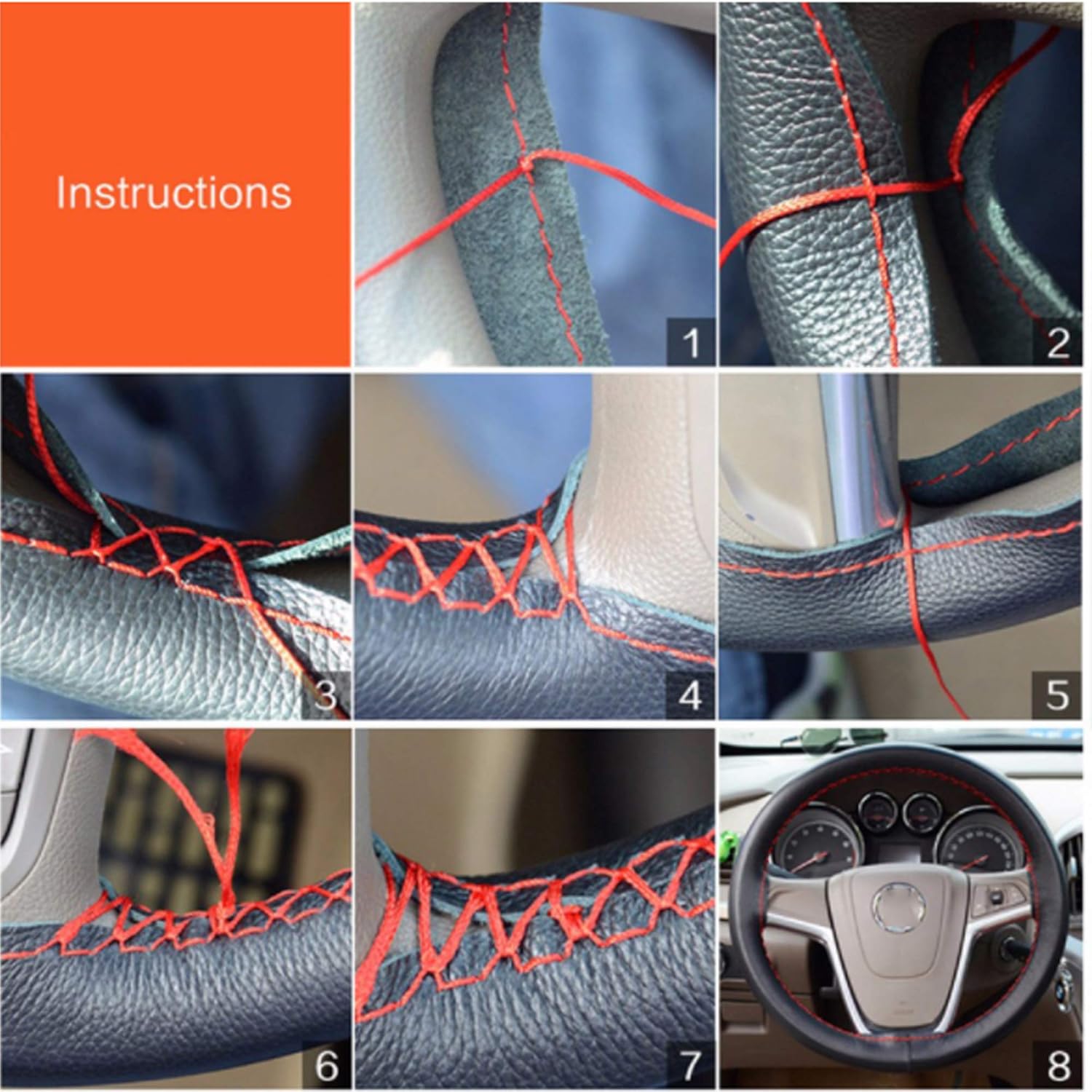 Wenn man es sauber und richtig verarbeiten möchte brauch es sehr viel Zeit und Gedult aber alles bestens 😊👍
Wenn man es sauber und richtig verarbeiten möchte brauch es sehr viel Zeit und Gedult aber alles bestens 😊👍

 Это нельзя не подчеркнуть.
Это нельзя не подчеркнуть. НЕ толкайте, не тяните и не бейте колесо, чтобы снять его.
НЕ толкайте, не тяните и не бейте колесо, чтобы снять его.

 Ставьте его на кожух руля, а не на само колесо! Когда вы позже будете привязывать колесо, предполагается, что большая часть работы будет выполняться с помощью клея или ленты. Шнуровка лишь завершает его и не дает ему расклеиться. При склеивании убедитесь, что края обложки плотно прижаты друг к другу, т.е. до того, как клей затвердеет или до того, как лента приклеится к реальному колесу.
Ставьте его на кожух руля, а не на само колесо! Когда вы позже будете привязывать колесо, предполагается, что большая часть работы будет выполняться с помощью клея или ленты. Шнуровка лишь завершает его и не дает ему расклеиться. При склеивании убедитесь, что края обложки плотно прижаты друг к другу, т.е. до того, как клей затвердеет или до того, как лента приклеится к реальному колесу.  Завяжите узел на другом конце и переходите к следующему участку.
Завяжите узел на другом конце и переходите к следующему участку.
 Ru — Запчасти для Лада Largus
Ru — Запчасти для Лада Largus До этого стояли металлические, на них за 60000 км появилась выработка.
До этого стояли металлические, на них за 60000 км появилась выработка. ..
.. Вообще один в один. А это 2017 год выпуска и тогда Ларгусы шли полностью …
Вообще один в один. А это 2017 год выпуска и тогда Ларгусы шли полностью … 6) (1шт.) TRW
6) (1шт.) TRW Установился легко, внешних повреждений нет. Шаровая и сайлентблоки в отличном состоянии! Преимущества: Хороший вариант цена-качество …
Установился легко, внешних повреждений нет. Шаровая и сайлентблоки в отличном состоянии! Преимущества: Хороший вариант цена-качество … 4/1.6L) (09) Kangoo,Symbol,Megane OE
4/1.6L) (09) Kangoo,Symbol,Megane OE Сайлентблоки и шаровая на месте, вызывают доверие)) Установился легко.
Вот предыдущий отзыв человек пишет …
Сайлентблоки и шаровая на месте, вызывают доверие)) Установился легко.
Вот предыдущий отзыв человек пишет … ..
.. 4/1.6) (16кл.) ERA
4/1.6) (16кл.) ERA 6) (8V) RENAULT Logan,Sandero (10-) (1.4/1.6) (8V) GATES
6) (8V) RENAULT Logan,Sandero (10-) (1.4/1.6) (8V) GATES ) RENAULT Logan,Sandero VALEO PHC
) RENAULT Logan,Sandero VALEO PHC ) BOSCH
) BOSCH 6, подошли отлично, пока не скрипят, но и пробега мало, всего 5000 после замены
6, подошли отлично, пока не скрипят, но и пробега мало, всего 5000 после замены 05.2023 23:30.
05.2023 23:30.
 org/BreadcrumbList»>
org/BreadcrumbList»> org/ListItem»> Вставка багажника универсальная
org/ListItem»> Вставка багажника универсальная
 дорожный просвет, мм
дорожный просвет, мм с./кВт/об/мин
с./кВт/об/мин gif» rowspan=»2″>
gif» rowspan=»2″> 06.2023, 19:10
06.2023, 19:10 Снаряженная масса седана – 1115 кг.
Снаряженная масса седана – 1115 кг. е. со значительным снижением количества используемых деталей. К примеру, обивка двери на «Калине» состоит из девяти деталей, а на «Гранте» разработчики ограничились всего тремя.
е. со значительным снижением количества используемых деталей. К примеру, обивка двери на «Калине» состоит из девяти деталей, а на «Гранте» разработчики ограничились всего тремя.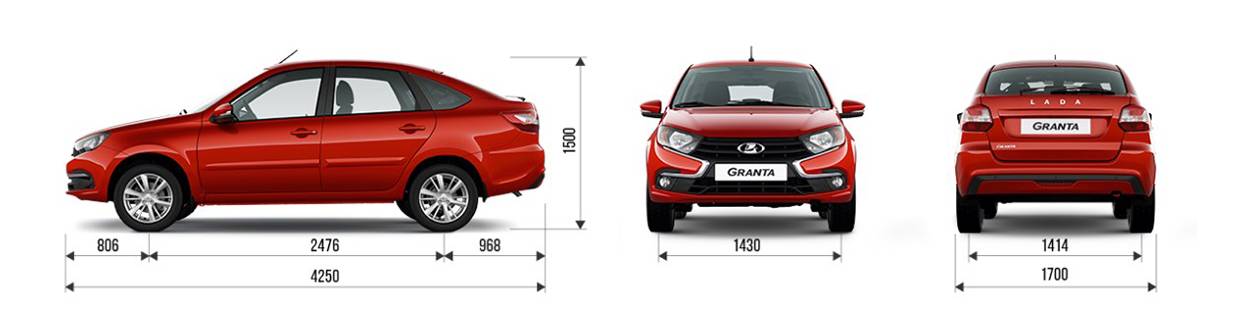 Крутящий момент двигателей соответственно равен 140 и 148 Нм. Отметим, что, по отзывам владельцев, оба мотора весьма уверенно ведут себя в условиях русской зимы, заводясь чуть ли не с пол оборота (правда бывают и исключения, когда двигатели барахлят даже в летнее время). Комплектуются оба силовых агрегата 5-ступенчатой «механикой», но для топового движка предусмотрен и японский 4-ступенчатый «автомат» Jatco. Кстати, Лада Гранта стала первым ВАЗовским автомобилем, на который «коробку-автомат» устанавливают серийно.
Крутящий момент двигателей соответственно равен 140 и 148 Нм. Отметим, что, по отзывам владельцев, оба мотора весьма уверенно ведут себя в условиях русской зимы, заводясь чуть ли не с пол оборота (правда бывают и исключения, когда двигатели барахлят даже в летнее время). Комплектуются оба силовых агрегата 5-ступенчатой «механикой», но для топового движка предусмотрен и японский 4-ступенчатый «автомат» Jatco. Кстати, Лада Гранта стала первым ВАЗовским автомобилем, на который «коробку-автомат» устанавливают серийно. Что касается компоновки подвески, то она ничем не удивляет: независимая McPherson спереди и полузависимая конструкция сзади.
Что касается компоновки подвески, то она ничем не удивляет: независимая McPherson спереди и полузависимая конструкция сзади. Ее отец был из Шотландии, профессор геологии, а мать была из Америки, и она была профессором политологии. Ее родители провели свою жизнь в Африке, и они разошлись, когда она была очень маленькой, и она прожила свою жизнь со своей матерью в Мехико. Она пошла в Британскую школу в Мехико и стала многонациональной ученицей. Затем, когда ей исполнилось 11 лет, ее отправили в школу-интернат Thomas Jefferson School.
Ее отец был из Шотландии, профессор геологии, а мать была из Америки, и она была профессором политологии. Ее родители провели свою жизнь в Африке, и они разошлись, когда она была очень маленькой, и она прожила свою жизнь со своей матерью в Мехико. Она пошла в Британскую школу в Мехико и стала многонациональной ученицей. Затем, когда ей исполнилось 11 лет, ее отправили в школу-интернат Thomas Jefferson School. Она также показала кошачий журнал, в котором было много ее крупномасштабных работ. Она описала свою работу как радикальное сотрудничество, сделанное с помощью текста, а работа различных других писателей и художников часто рассматривается как совместная и непрерывная. Она организовала множество выставок, чтобы продемонстрировать свои картины. Также она работала в сериале «Век в клетке».
Она также показала кошачий журнал, в котором было много ее крупномасштабных работ. Она описала свою работу как радикальное сотрудничество, сделанное с помощью текста, а работа различных других писателей и художников часто рассматривается как совместная и непрерывная. Она организовала множество выставок, чтобы продемонстрировать свои картины. Также она работала в сериале «Век в клетке». Даже критики оценили ее актерское мастерство, потому что она идеально изображает персонажа, чтобы он мог общаться с аудиторией. В 2015 году она стала частью центра современного искусства Bemis в Омахе. Кроме того, она сняла вирусный документальный фильм, известный как «Возвращение Лены домой». Это был фильм, в котором рассказывалось о возвращении украденного Надгробия.
Даже критики оценили ее актерское мастерство, потому что она идеально изображает персонажа, чтобы он мог общаться с аудиторией. В 2015 году она стала частью центра современного искусства Bemis в Омахе. Кроме того, она сняла вирусный документальный фильм, известный как «Возвращение Лены домой». Это был фильм, в котором рассказывалось о возвращении украденного Надгробия.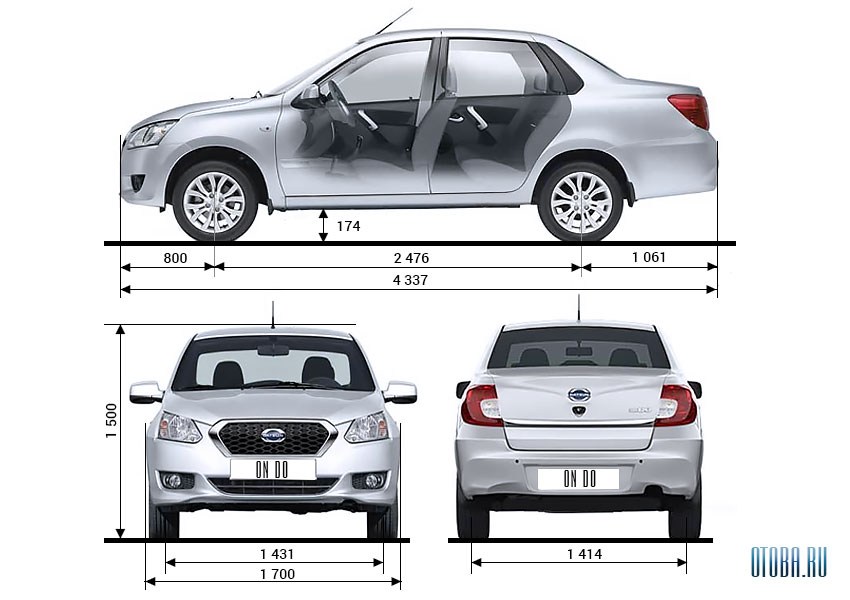 Во многих предложениях взаимодействия со СМИ она сказала, что эти награды и награды помогают артистам добиваться большего успеха в будущем, поскольку они повышают их уверенность и энергию. В 2011 году она получила стипендию Калифорнийского общественного фонда для художников. в 2013 году она получила награду Центра искусств на 18-й улице. В 2015 году она также была награждена Центром искусств Бемис.0007
Во многих предложениях взаимодействия со СМИ она сказала, что эти награды и награды помогают артистам добиваться большего успеха в будущем, поскольку они повышают их уверенность и энергию. В 2011 году она получила стипендию Калифорнийского общественного фонда для художников. в 2013 году она получила награду Центра искусств на 18-й улице. В 2015 году она также была награждена Центром искусств Бемис.0007 Она неординарная личность, проделавшая работу в самых разных областях и принесшая ей известность. По ее словам, каждый должен делать что-то в своей жизни с полной страстью и честностью.
Она неординарная личность, проделавшая работу в самых разных областях и принесшая ей известность. По ее словам, каждый должен делать что-то в своей жизни с полной страстью и честностью.
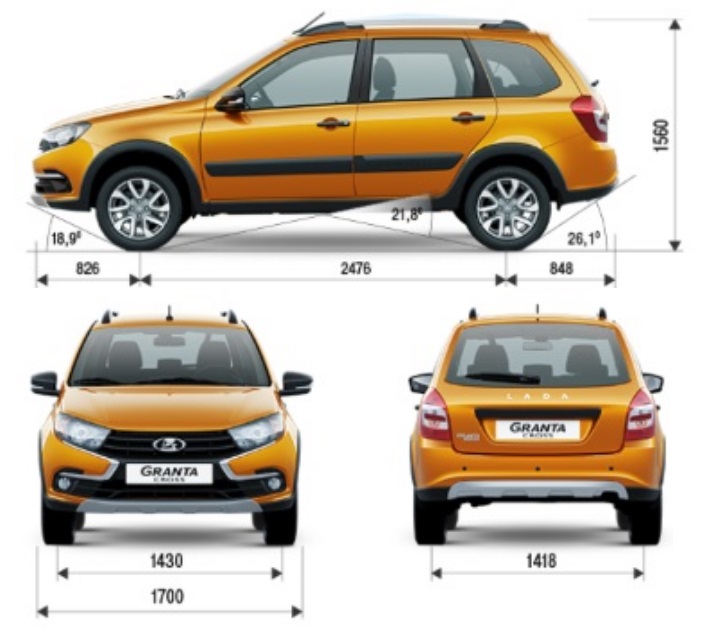
 В итоге в 19В 87 лет Хью получил свою первую главную роль в фильме «Морис». После исполнения небольших сбалансированных ролей на телевидении и в кино Грант получил массовый успех и признание критиков благодаря фильму 1994 года «Четыре свадьбы и одни похороны». Фильм стал хитом-блокбастером и принес ему первую премию «Золотой глобус». Позже Хью Грант снялся в нескольких успешных фильмах с разнообразными ролями, включая «Микки Голубые глаза», «Дневник Бриджит Джонс», «Американские мечты» и «Облачный атлас». Помимо индустрии развлечений, он участвовал в нескольких благотворительных организациях, а также покровительствовал Fynvola Foundation и DIPEx Charity. Что касается его личной жизни, Хью Грант был в отношениях с актрисой Элизабет Херли, но после 13 лет совместной жизни они прекратили свои отношения в 2000 году. После этого он встречался с Джемаймой Хан, Тингланом Хонг и Анной Элизабет Эберштейн.
В итоге в 19В 87 лет Хью получил свою первую главную роль в фильме «Морис». После исполнения небольших сбалансированных ролей на телевидении и в кино Грант получил массовый успех и признание критиков благодаря фильму 1994 года «Четыре свадьбы и одни похороны». Фильм стал хитом-блокбастером и принес ему первую премию «Золотой глобус». Позже Хью Грант снялся в нескольких успешных фильмах с разнообразными ролями, включая «Микки Голубые глаза», «Дневник Бриджит Джонс», «Американские мечты» и «Облачный атлас». Помимо индустрии развлечений, он участвовал в нескольких благотворительных организациях, а также покровительствовал Fynvola Foundation и DIPEx Charity. Что касается его личной жизни, Хью Грант был в отношениях с актрисой Элизабет Херли, но после 13 лет совместной жизни они прекратили свои отношения в 2000 году. После этого он встречался с Джемаймой Хан, Тингланом Хонг и Анной Элизабет Эберштейн.