
Как правильно выбрать ролики для MIG аппарата?
Сегодня в этой статье мы рассмотрим виды подающих роликов для сварочных полуавтоматов, их отличительные особенности, и для работы с какой проволокой они предназначены. Еще обратим внимание на ошибки, которые начинающие сварщики допускают при заправке проволоки.
Что такое подающий ролик?Ролик подающего механизма — это сменный элемент подающего механизма сварочного полуавтомата MIG/MAG, который подбирается в соответствии с видом сварочной проволоки, её диаметром, габаритными размерами роликов и самим аппаратом.
Подающие ролики изготавливаются из легированной стали. Наиболее часто применяются цельные (1) ролики с накаткой и коническими гладкими канавками. Второй вид по форме — составные (2), которые состоят из двух подающих роликов с фасками и накаткой по фаске.
Какие ролики бывают?Различают 3 вида подающих роликов для сварочных полуавтоматов и это различие заключается в проволоке, которая используется в работе.
Ролики для стальной проволоки имеют буквенное обозначение «V», что характеризует форму канавки. Подающие ролики для стальной проволоки имеют две направляющие канавки V-образной формы.
Ролики для алюминиевой проволоки имеют буквенное обозначение «U», что характеризует форму направляющих канавок. Канавки ролика обеспечивают плотный контакт с проволокой, в результате чего она не проскальзывает и не заламывается.
Ролики для порошковой проволоки имеют буквенное обозначение «K».
Порошковая проволока — это трубчатая проволока, заполненная флюсом и металлическим порошком, которая защищает расплавленный металл от воздействия воздуха при сварке.
Как правильно подобрать ролик?
При выборе ролика необходимо учесть следующие моменты:
- Тип проволокопадающего механизма, который установлен в сварочном аппарате. Различают 2-х роликовый и 4-х роликовый механизм подачи проволоки.

- Габаритные размеры ролика. Чтобы правильно подобрать ролик по габаритам есть 2 способа:
1 способ самый простой — просто знать, какой размер ролика в вашем сварочном аппарате.
2 способ — произвести самостоятельный замер ролика. Необходимо замерить общую ширину ролика (это будет первое число в габаритах), потом нужно замерить посадочную резьбу/отверстие (это будет второе число в габаритах), и, далее, произведите замер ширины торцевой части ролика (это третье число в габаритах). Полученные цифры, например, 30х10х12 — это и есть габаритные размеры ролика.
Вид и диаметр сварочной проволоки
Диаметр канавки ролика выбирается в зависимости от диаметра и вида проволоки для сварки. Диаметр и вид проволоки прописывается на самом товаре – это буквенно-цифровая гравировка. При изменении сечения проволоки вы просто переворачиваете ролик нужной стороной и продолжаете использовать его далее. Обратите внимание, что маркировка диаметра сварочной проволоки указывает на ту канавку, которая находится ближе к маркировке.
На сайте ПТК в разделе про подающие ролики, в настроенных фильтрах вы с легкостью сможете подобрать нужный ролик по габаритам, по типу и диаметру сварочной проволоки.
Как правильно заправить проволоку в ролик?Правильно заправленная сварочная проволока в подающий ролик — это гарантия успеха при проведении сварочных работ, также это повышает производительность сварочных полуавтоматов и срок их эксплуатации.
Схематично на рисунке мы отобразили корректную заправку проволоки и возможные ошибки, с которыми вы можете столкнуться.
- Нормальное усилие зажатия.
- Чрезмерное усилие зажатия.
- Слишком большой диаметр проволоки.
- Слишком маленький диаметр проволоки.
При заправке роликов проволокой учитывайте рекомендации по выбору усилия зажатия, которое настраивается при помощи регулирующего винта на подающем механизме сварочного аппарата.
Вид сварочной проволоки | Усилие зажатия | |
| Стальная | 2,5–3,5 | |
| Алюминиевая | 1–2,5 | |
| Порошковая | 2–2,5 |
В ассортименте фирменной продукции ПТК представлен широкий выбор подающих роликов и сопутствующих товаров, подробнее ознакомиться с техническими характеристиками, описанием и фотографиями вы можете в карточках товара. Вся продукция доступна к заказу у менеджеров отдела продаж и у официальных дилеров.
Вся продукция доступна к заказу у менеджеров отдела продаж и у официальных дилеров.
Ролик подающий 30х22х10 V 0,6–0,8
Ролик подающий для стальной проволоки диаметром 0,6–0,8 мм. V-образная форма канавки. Габариты ролика 30х22х10. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 200, MIG 250, MIG 300, MIG 350-1, MIG 350, MIG 500 с завода HISTER и ПТК RILON MIG 250 GS, MIG 250 GDM, MIG 300 Y, MIG 200 GW, MIG 300 GW, MIG 300 GDL.Цена: 498 р
Артикул: 005.040.127Ролик подающий 40х32х10 V 1,0–1,2
Ролик подающий для стальной проволоки диаметром 1,0–1,2 мм. V-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.
Цена: 601 р
Артикул: 005.040.109Ролик подающий 40х32х10 V 1,2–1,6
Ролик подающий для стальной проволоки диаметром 1,2–1,6 мм. V-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.Цена: 601 р
Артикул: 005.040.108Ролик подающий 40х32х10 V 0,8-1,0
Ролик подающий для стальной проволоки диаметром 0,8–1,0 мм. V-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.Цена: 601 р
Артикул: 005.040.107Ролик подающий 30х22х10 V 1,2–1,6
Ролик подающий для стальной проволоки диаметром 1,2–1,6 мм. V-образная форма канавки. Габариты ролика 30х22х10. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 350-1, MIG 350, MIG 500 с завода HISTER .
V-образная форма канавки. Габариты ролика 30х22х10. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 350-1, MIG 350, MIG 500 с завода HISTER .Цена: 498 р
Артикул: 005.040.105Ролик подающий 30х22х10 V 1,0–1,2
Ролик подающий для стальной проволоки диаметром 1,0–1,2 мм. V-образная форма канавки. Габариты ролика 30х22х10. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 200, MIG 250, MIG 300, MIG 350-1, MIG 350, MIG 500 с завода HISTER и ПТК RILON MIG 250 GDM, MIG 300 Y, MIG 250 GW, MIG 300 GW, MIG 300 GDL.Цена: 498 р
Артикул: 005.040.106Ролик подающий 30х22х10 V 0,8–1,0
Ролик подающий для стальной проволоки диаметром 0,8–1,0 мм. V-образная форма канавки. Габариты ролика 30х22х10. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 200, MIG 250, MIG 300, MIG 350-1, MIG 350, MIG 500 с завода HISTER и ПТК RILON MIG 250 GS, MIG 250 GDM, MIG 300 Y, MIG 200 GW, MIG 250 GW, MIG 300 GW, MIG 300 GDL.
Цена: 498 р
Артикул: 005.040.101Ролик подающий 30х10х12 V 0,8–1,0
Ролик подающий для стальной проволоки диаметром 0,8–1,0 мм. V-образная форма канавки. Габариты ролика 30х10х12. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 350, MIG 500 и ПТК RILON MIG 250 P GDM, MIG 300 P GDL, MIG 300 GN, MIG 300 GD.Цена: 468 р
Артикул: 005.040.102Ролик подающий 30х10х12 V 1,0–1,2
Ролик подающий для стальной проволоки диаметром 1,0–1,2 мм. V-образная форма канавки. Габариты ролика 30х10х12. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 350, MIG 500 и ПТК RILON MIG 250 P GDM, MIG 300 P GDL, MIG 300 GN, MIG 300 GD.Цена: 468 р
Артикул: 005. 040.103
040.103Ролик подающий 30х10х12 V 1,2–1,6
Ролик подающий для стальной проволоки диаметром 1,2–1,6 мм. V-образная форма канавки. Габариты ролика 30х10х12. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 350, MIG 500.Цена: 468 р
Артикул: 005.040.113Ролик подающий 35х25х8 V 1,0–1,2
Ролик подающий для стальной проволоки диаметром 1,0–1,2 мм. V-образная форма канавки. Габариты ролика 35х25х8. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 200, MIG 250.Цена: 547 р
Артикул: 005.040.112Ролик подающий 35х25х8 V 0,8–1,0
Ролик подающий для стальной проволоки диаметром 0,8–1,0 мм. V-образная форма канавки. Габариты ролика 35х25х8. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 200, MIG 250.
Цена: 547 р
Артикул: 005.020.102Ролик подающий 30х10х10 V 0,6–0,8
Ролик подающий для стальной проволоки диаметром 0,6–0,8 мм. V-образная форма канавки. Габариты ролика 30х10х10. Подходит для аппаратов полуавтоматической сварки серий ПТК МАСТЕР MIG S, МАСТЕР MIG F, МАСТЕР MIG SYNERGY D и ПТК RILON MIG GDM.Цена: 498 р
Артикул: 005.020.103Ролик подающий 30х10х10 V 0,8–1,0
Ролик подающий для стальной проволоки диаметром 0,8–1,0 мм. V-образная форма канавки. Габариты ролика 30х10х10. Подходит для аппаратов полуавтоматической сварки серий ПТК МАСТЕР MIG S, МАСТЕР MIG F, МАСТЕР MIG SYNERGY D и ПТК RILON MIG GDM.Цена: 498 р
Подающие ролики для алюминиевой проволоки Артикул: 005.
Ролик подающий 30х10х12 U 1,0–1,2
Ролик подающий для алюминиевой проволоки диаметром 1,0–1,2 мм. U-образная форма канавки. Габариты ролика 30х10х12. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 250 P GDM, MIG 300 P GDL.Цена: 468 р
Артикул: 005.040.111Ролик подающий 40х32х10 U 1,0–1,2
Ролик подающий для алюминиевой проволоки диаметром 1,0–1,2 мм. U-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.Цена: 601 р
Артикул: 005.040.130Ролик подающий 40х32х10 U 1,2–1,6
Ролик подающий для алюминиевой проволоки диаметром 1,2–1,6 мм.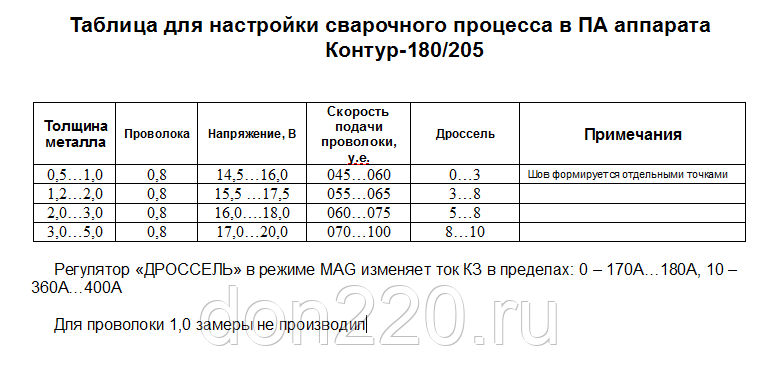 U-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.
U-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.Цена: 601 р
Артикул: 005.040.123Ролик подающий 30х22х10 U 1,0–1,2
Ролик подающий для алюминиевой проволоки диаметром 1,0–1,2 мм. U-образная форма канавки. Габариты ролика 30х22х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 250 GDM, MIG 300 GDL.Цена: 498 р
Подающие ролики для порошковой проволоки Артикул: 005.020.107Ролик подающий 30х10х10 K 1,0–1,2
Ролик подающий для порошковой проволоки диаметром 1,0–1,2 мм. K-образная форма канавки. Габариты ролика 30х10х10. Подходит для аппаратов полуавтоматической сварки серий ПТК МАСТЕР MIG S, МАСТЕР MIG F, МАСТЕР MIG SYNERGY D и ПТК RILON MIG GDM.
Цена: 533 р
Артикул: 005.040.124Ролик подающий 30х22х10 K 0,8–0,9
Ролик подающий для порошковой проволоки диаметром 0,8–0,9 мм. K-образная форма канавки. Габариты ролика 30х22х10. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 300, MIG 350-1, MIG 350, MIG 500 с завода HISTER и ПТК RILON MIG 250 GS, MIG 250 GDM, MIG 300 GDL, MIG 200 GW.Цена: 498 р
Артикул: 005.040.131Ролик подающий 40х32х10 K 0,8–0,9
Ролик подающий для порошковой проволоки диаметром 0,8–0,9 мм. K-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.Цена: 664 р
Артикул: 005. 040.118
040.118Ролик подающий 30х10х12 K 0,8–0,9
Ролик подающий для порошковой проволоки диаметром 0,8–0,9 мм. K-образная форма канавки. Габариты ролика 30х10х12. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 350, MIG 500 и ПТК RILON MIG 250 P GDM, MIG 300 P GDL, MIG 300 GN, MIG 300 GD.Цена: 468 р
Артикул: 005.020.105Ролик подающий 30х10х10 K 0,8–0,9
Ролик подающий для порошковой проволоки диаметром 0,8–0,9 мм. K-образная форма канавки. Габариты ролика 30х10х10. Подходит для аппаратов полуавтоматической сварки серий ПТК МАСТЕР MIG S, МАСТЕР MIG F, МАСТЕР MIG SYNERGY D и ПТК RILON MIG GDM.Цена: 498 р
Механизмы подачи проволокиСварочные аппараты MIG/MAGКак правильно настроить сварочный полуавтомат для работы?
Полуавтоматическая сварка, на данный момент, считается самой производительной на различных производствах. Ею оснащаются большинство компаний, занимающихся производством металлоконструкций. Каждый сварщик, работающий в таких компаниях знает как варить полуавтоматом. Но полуавтомат так же, становится очень популярен и в домашних мастерских. Что объясняет такой интерес не только профессионалов, но и сварщиков-любителей к вопросу «как правильно варить полуавтоматом«. В нашей, сегодняшней статье мы поговорим именно об этом.
Ею оснащаются большинство компаний, занимающихся производством металлоконструкций. Каждый сварщик, работающий в таких компаниях знает как варить полуавтоматом. Но полуавтомат так же, становится очень популярен и в домашних мастерских. Что объясняет такой интерес не только профессионалов, но и сварщиков-любителей к вопросу «как правильно варить полуавтоматом«. В нашей, сегодняшней статье мы поговорим именно об этом.
Отличия полуавтоматической сварки от электрода
Самой востребованной и незаменимой сваркой всегда считалась сварка электродом. То есть, ручная дуговая сварка покрытым электродом(РДС). Но время не стоит на месте, в большинстве случаев предъявляются совершенно другие требования к качеству шва и производительности сварочных работ. Тут то и появилась полуавтоматическая сварка в среде защитных газов.
Такая сварка является самой производительной и аккуратной, что дает ей несравнимое преимущество перед РДС. Единственное, в чем проигрывает полуавтомат(ПА) перед РДС, так это мобильность. Ручной дуговой сваркой можно выполнять работы и перемещаться практически в любых условиях. Да, полуавтомат более стационарен, за счет своего веса и необходимости использования баллона с газом.
Ручной дуговой сваркой можно выполнять работы и перемещаться практически в любых условиях. Да, полуавтомат более стационарен, за счет своего веса и необходимости использования баллона с газом.
Обратите внимание на полезную статью — дефекты сварных швов.
Список основных отличий
- Непрерывность шва на всем протяжении сварочного соединения
- Отсутствие необходимости счищать шлак после сварки
- Качество шва на физическом и химическом уровнях выше
Преимущества и недостатки сварки без подогрева
Сварка без подогрева, как и любая другая технология, обладает определенными достоинствами и недостатками.
Ряд преимуществ выгодно отличает ее от прочих типов обработки металлов.
Основная отличительная черта сварки без подогрева заключается в отсутствии нагрева соединяемых заготовок, благодаря чему можно:
- соединять термически непрочные металлы, не опасаясь за снижение качества материала вокруг сварного шва;
- работать с электрическими проводами с изоляционными покрытиями, при этом алюминиевая изоляция не удаляется с поверхности провода, другие виды изоляции удаляются на небольшом участке;
- выполнять сварку в огне- и взрывоопасной среде;
- сваривать заготовки, которые запрещено нагревать (корпуса приборов, банки, контейнеры, ампулы и др.
 ).
).
Сварка без подогрева также характеризуется:
- низкой энергоемкостью;
- гигиеничностью;
- высокой производительностью;
- простотой процесса и используемого оборудования;
- возможностью механизации и автоматизации обработки деталей.
В отличие от других видов сварки (дуговой, контактной, электронно-лучевой, плазменной, лазерной и др.), в процессе холодной обработки используется более простое оборудование.
Для работы с аппаратурой от оператора-сварщика не требуется высокой квалификации.
Сварка без подогрева более экономична в сравнении с прочими технологиями. Процесс не сопровождается брызгами расплавленного металла, световыми и шумовыми эффектами, выделением газов. На качество сварного шва не влияет скорость выполнения обработки, поэтому соединять детали можно достаточно быстро. Благодаря этому можно создавать и использовать высокопроизводительное оборудование.
Устройство сварочного полуавтомата
Сварочные полуавтоматы бывают от разных производителей, типов конструкций и моделей. Но все они имеют единый тип устройства.
Но все они имеют единый тип устройства.
Основные составляющие полуавтомата
- Источник питания, в который встроены различные дисплеи с возможностью ручной настройки.
- Система подачи проволоки
- Кабель-шланг, с помощью которого в зону сварки подается газ, проволока и электричество
- Кабель массы
- Сварочная горелка(кому привычно — держак)
- Баллон с негорючим газом
- Редуктор(для настройки подачи газа)
- Шланг(для подачи газа к клапану в полуавтомате)
Все эти составляющие обязательны для работы с полуавтоматической сваркой. Исключением является наличие баллона, так как варить полуавтоматом возможно порошковой проволокой. Где роль газа выполняет порошок, находящийся в проволоке.
Полуавтомат из инвертора
Существует несколько способов, как можно из инвертора сделать рабочий полуавтомат. Мы перечислим самые интересные, на наш взгляд. Вы сможете воплотить их в домашних условиях, обладая базовыми знаниями в области электротехники.
Способ №1
Чтобы сделать инверторный сварочный полуавтомат своими руками, вам понадобится «донор». Без него сделать полуавтомат просто не получится. В качестве «донора» возьмите не самый слабый инвертор для ММА сварки. Он обязательно должен быть рабочим, и без проблем выполнять обычные сварочные операции.
Вам необходимо изменить вольт-амперные характеристики выбранного вами инвертора, чтобы он мог работать в режиме полуавтоматической сварки. Для этого можно использовать ШИМ-контроллер. Однако, этот вариант очень трудоемкий и не подойдет для тех, кто не силен в электротехнике.
Поэтому, чтобы собрать сварочный полуавтомат из инвертора своими руками, мы рекомендуем сделать дроссель. Для этого подойдет дроссель от лампы дневного света. И после дросселя нужно взять напряжение на обратную связь. Посмотрите ролик ниже, где подробно рассказывается суть этого способа. Там же в ролике есть понятная схема.
Способ №2
Второй способ крайне прост и подойдет для тех, кто обладает определенной инверторнойсваркой. Дело в том, что в продаже существуют инверторы, способные переключаться в режим с жестким изменением вольт-амперной характеристики.Если вы обладатель именно такого инвертора, то можете только порадоваться за себя.Чтобы превратить такой аппарат в полуавтомат, вам достаточно докупить внешний подающий механизм.
Дело в том, что в продаже существуют инверторы, способные переключаться в режим с жестким изменением вольт-амперной характеристики.Если вы обладатель именно такого инвертора, то можете только порадоваться за себя.Чтобы превратить такой аппарат в полуавтомат, вам достаточно докупить внешний подающий механизм.
В комплекте с механизмом должны быть все необходимые кабели и разъемы. Вам достаточно без проблем подключить подающий механизм подачи сварочной проволоки к сварочному инвертору и можно варить. Можно считать, что в данном случае подающий механизм работает как приставка к инвертору для полуавтоматической сварки. Посмотрите видео ниже, где автор рассказывает про свой инвертор, к которому он подключил подающий механизм.
Способ №3
Последний способ превращения из сварочного инвертора в полуавтомат своими руками потребует некоторых знаний и навыков. В этом случае вам так же понадобится инвертор-донор. Учтите, что подойдет не любой аппарат. Вам нужен инвертор с компоновкой ZX-7.![]() На выходе у него должен быть шунт, а на «первичке» должен быть трансформатор тока. Еще лучше, если у аппарата не будет никаких дополнительных функций вроде горячего старта или форсажа дуги.
На выходе у него должен быть шунт, а на «первичке» должен быть трансформатор тока. Еще лучше, если у аппарата не будет никаких дополнительных функций вроде горячего старта или форсажа дуги.
Вам так же необходимо изменить вольт-амперные характеристики, а еще установить настройку нарастания тока. Дальнейшие действия напрямую зависят от схемы вашего инвертора. Так что не ленитесь найти темы на различных форумах, посвященных переделке инвертора в полуавтомат. Посмотрите видео ниже с тестом такого самодельного аппарата.
Как работает сварочный полуавтомат
Ответ на этот вопрос скорее для новичков. Принцип работы полуавтомата заключается в следующем: Сварщик, нажимая на кнопку расположенную на горелке запускает ряд процессов. Газовый клапан, который пускает газ в зону сварки, электрический ток, который подается на медный наконечник расположенный на конце горелки, внутри сопла. И запускает механизм подачи проволоки.
Сварочная проволока проходит через узкий наконечник, на который подается электрический ток, касается замкнутого с помощью массы металла и возбуждается дуга. В зоне возбуждения дуги уже присутствует защитный газ, который вытесняет кислород и другие продукты внешний среды.
В зоне возбуждения дуги уже присутствует защитный газ, который вытесняет кислород и другие продукты внешний среды.
Здесь ведь все знают — что такое сварка? Надеюсь, да. Тогда погнали дальше!
Начальные настройки
Сначала устанавливается сила тока, которая зависит от толщины и вида материала. Следующий этап — регулировка скорости движения проволоки. Это делается плавно или ступенчато. Первый способ намного удобнее. Далее выбирается нужное напряжение.
Если настройки выполнены с ошибками, полуавтомат будет издавать треск. Щелчки громкие: скорость движения припоя малая. Ее увеличивают до наступления относительной тишины. Расплавленный металл сильно разбрызгивается: в месте сварки мало защитного газа. Его подачу увеличивают, регулируя редуктор.
Режими полуавтоматической сварки
Сварка полуавтоматом насчитывает 4 режима:
- Обратная полярность(где плюс на сварочной проволоке, а минус на массе)
- Прямая полярность(применимо только при сварке порошковой проволокой).
 Минус на проволоке, плюс на массе
Минус на проволоке, плюс на массе - Импульсная сварка
- Обратная связь — когда аппарат самостоятельно регулирует скорость подачи проволоки в зависимости от силы тока
Это интересно: Какие электроды выбрать для сварки инвертором новичку?
Powered by Inline
Как варить полуавтоматом.
На самом деле, варить полуавтоматом не так уж и сложно. Возможно новички со мной не согласятся, но это на самом деле так. От сюда и название, полуавтомат. Половину работы за вас выполнит сварочный аппарат. Но до начала самого процесса сварки, необходимо провести ряд, подготовительных работ. Кстати, перейдя по следующей ссылке вы можете узнать, как варить потолочный шов полуавтоматом.
Как настроить сварочный полуавтомат видео
Видео
Link
Настраиваем сварочный полуавтомат самостоятельно
Как правильно настроить сварочный полуавтомат
Первым делом, нам необходимо правильно настроить сварочный полуавтомат. А это значит:
Читайте также: § 109. Осцилляторы, импульсные возбудители дуги, балластные реостаты. Технические характеристики сварочных осцилляторов М-3, ОС-1, ОСЦН, ТУ-2, ТУ-7, ТУ-177, ОСПЗ-2М.
Осцилляторы, импульсные возбудители дуги, балластные реостаты. Технические характеристики сварочных осцилляторов М-3, ОС-1, ОСЦН, ТУ-2, ТУ-7, ТУ-177, ОСПЗ-2М.
- Выставить силу сварочного тока. Вообще, практически все параметры настраиваемые на полуавтомате, указанны в инструкции по его использованию. Так как каждый полуавтомат имеет свои нюансы при настройке и все они разные.
- Настраиваем скорость подачи проволоки. Опять же, все это связанно с толщиной металла, силой сварочного тока. И указанно в инструкции по использовании.
- Рабочее давление газа.
Приблизительная таблица соответствия толщины металла/силы тока/скорости подачи проволоки и прочее.
| Толщина металла в миллиметрах | Диаметр проволоки | Сила тока в Амперах | Скорость подачи проволоки метров/час | Расход газа литров в минуту | Напряжение сварочной дуги | Вылет сварочной проволоки |
| 1.5 | 0.8-1 | 95-125 | 150-220 | 6-7 | 19-20 | 10-13 |
1. 5 5 | 1.2 | 130-150 | 150-200 | 6-7 | 20-21 | 10-13 |
| 2 | 1.2 | 130-170 | 150-250 | 6-7 | 21-21.5 | 10-13 |
| 3 | 1.2-1.4 | 200-300 | 380-490 | 8-11 | 22-25 | 10-13 |
| 4-5 | 1.2-1.6 | 200-300 | 490-680 | 11-16 | 25-30 | 10-20 |
| 6-8 и тд | 1.2-1.6 | 200-300 | 500+ | 11-16 | 25-30 | 10-20 |
Да, значений здесь действительно не мало. Но если немного разобраться, оказывается все совсем просто. Более того, что бы варить полуавтоматом, изучать эти условные значения не нужно. Как правило, все настройки производятся на глаз, ощупь и тд. Вы это поймете, когда попробуете!
Подготовить свариваемый металл
Тут все просто, многим эти действия знакомы еще со сварки электродом. Но если читает реально новичок вообще в сварке, то опишем процесс подготовки металла немного подробнее.
Основа в подготовке металла для сварки
Подготовить металл под сварку не всегда самое просто занятие, как может показаться. Какие действия подразумеваются под подготовкой металла под сварку:
- Правка металла от вмятин, изгибов и прочего
- Разметка металла для резки заготовок
- Зачистка металла от масляных пятин, ржавчины, окалины и прочего
- Подготовка кромок свариваемых деталей(разделка, зачистка, выставление зазора).
Все эти действия относятся к подготовке металла под сварку. Я думаю все понятно из пунктов ниже, что нужно делать согласно каждого пункта.
Процесс сварки
Подведите горелку к месту сварки в плотную. Возможно даже касание сопла свариваемого металла. Нажимаем кнопку на держаке. В этот момент начинается процесс сварки. Проволока начинает подаваться, газ аналогично. Как только проволока касается металла( вы это не просмотрите), загорится сварочная дуга. Тут плавными движениями установите вылет проволоки примерно равный одному миллиметру. И продолжайте варить. Пробуйте, пробуйте и пробуйте. Здесь у каждого свои ощущения. Каждый расскажет по своему.
И продолжайте варить. Пробуйте, пробуйте и пробуйте. Здесь у каждого свои ощущения. Каждый расскажет по своему.
Не забывайте делиться ссылкой на статью со своими друзьями и коллегами в социальных сетях. Для этого у нас есть специальные кнопки! Спасибо!
064
Вырази свои эмоции!
Сварочные аппараты Miller | ТИГ-машина | МИГ машина | Палка с водяным охлаждением | Сварочный аппарат с приводом от двигателя | Комплект подрядчика сварщика
Все категории/ ПОИСК ПО БРЕНДУ/ Миллер Сварка/ Миллер Сварщики
Миллер Миг Сварщики Сварочные аппараты Miller Stick Сварочные аппараты Miller с приводом от двигателя Миллер Тиг Сварщики Многопроцессорные сварочные аппараты Miller402 объекта найдено
Millermatic 211 Auto-Set Mig Welder
Добавить к сравнениюMillermatic 211 Auto-Set/Small Cart 110/220 Volt Mig Welder
Добавить к сравнениюMiller Multimatic 220 AC/DC
Добавить к сравнениюMiller Multimatic 215 MIG/Stick/TIG Welder
Добавить к сравнениюКомбинированный фонарь Miller Heavy Duty с ацетиленовыми наконечниками
Добавить к сравнениюMiller Fusion 185 Сварочный аппарат/генератор с электростартером 120/240 В
Добавить к сравнениюMiller Multimatic® 255 Multiprocess Welder w/ EZ-Latch™ Dual Cyl…
Добавить к сравнениюMillermatic® 255 MIG/импульсная сварка MIG
Добавить к сравнениюСварочный аппарат Millermatic® 255 MIG/Pulsed MIG с ходовой частью EZ-Latch™
Добавить к сравнениюMultimatic 215 с комплектом TIG Kit
Добавить к сравнениюMultimatic 235 с тележкой EZ Latch Cart и комплектом TIG
Добавить к сравнениюКомплект для сварки TIG Miller Diversion 180AC/DC
Добавить к сравнениюМногопроцессорный сварочный аппарат Miller Multimatic 255 с ходовой частью с EZ-защелкой
Добавить к сравнениюMiller Syncrowave 210 TIG/MIG Package
Добавить к сравнениюMiller Trailblazer® 325 Diesel, GFCI
Добавить к сравнениюМногопроцессорный сварочный аппарат Multimatic® 235 с ходовой частью EZ-Latch™
Добавить к сравнениюМногопроцессорный сварочный аппарат Multimatic® 235 — 240 В
Добавить к сравнениюMillermatic® 355 W/EZ-Latch Ходовая часть
Добавить к сравнениюMiller Bobcat 225 с GFCI
Добавить к сравнениюMiller Thunderbolt 210
Добавить к сравнениюMiller Trailblazer 302 Сварочный аппарат с пневмоприводом
Добавить к сравнениюMiller Multimatic 255 Multiprocess Welder
Добавить к сравнениюPKG,DELTAWELD 500 MIGRUNNER W/D
Добавить к сравнениюКомплект беспроводной педали Miller Dynasty 400
Добавить к сравнениюКомплект сварочных аппаратов Miller
В дополнение к бесплатной доставке каждый из сварочных аппаратов, указанных ниже, поставляется с ШЕСТЬ БЕСПЛАТНЫХ УСЛУГ без дополнительной оплаты. Продемонстрируйте свою страсть к сварке с бесплатной футболкой Welders Supply, наклейкой и магнитным подстаканником, защитите себя с помощью бесплатной пары сварочных перчаток от Revco и продлите срок службы расходных материалов с помощью нашего сварочного спрея для защиты от брызг.
Продемонстрируйте свою страсть к сварке с бесплатной футболкой Welders Supply, наклейкой и магнитным подстаканником, защитите себя с помощью бесплатной пары сварочных перчаток от Revco и продлите срок службы расходных материалов с помощью нашего сварочного спрея для защиты от брызг.
- Сварочный аппарат Millermatic 211 Autoset Mig #907614
- Millermatic 211 Autoset + тележка #951603
- Miller Multimatic 220 Multiprocess #907757
Посмотреть все
Наши наиболее популярные сварочные аппараты Miller включают:
Miller Multimatic 220 #907757
Узнать больше
Millermatic 211 Autoset #907614
Узнать больше
Millermatic 252 #907321
Узнать больше
Miller разрабатывает и производит превосходное оборудование для дуговой сварки и резки
Miller предлагает системы MIG, системы TIG и аппараты для сварки электродом
Компания Miller Electric Manufacturing Company производит передовые системы MIG для полуавтоматической сварки MIG, а также оборудование для роботизированной автоматизации. Сварочные аппараты Miller MIG высоко ценятся, особенно новые модели, такие как Millermatic 350P Pulsed MIG Welder и Millermatic 211 Auto-Set.
Сварочные аппараты Miller MIG высоко ценятся, особенно новые модели, такие как Millermatic 350P Pulsed MIG Welder и Millermatic 211 Auto-Set.
Сварочные аппараты Miller TIG чрезвычайно доступны по цене, просты в настройке, просты в эксплуатации и обеспечивают отличный контроль дуги и сварочной ванны. Продукция Miller всегда является лидером продаж в Welders Supply, особенно комплект для сварки TIG Miller Diversion 180 AC/DC.
Однофазные сварочные аппараты Miller включают Thunderbolt® XL 225/150 AC/DC. Однофазные и трехфазные модели Maxstar® 200 STR, CST&trae; 280 и серии XMT®. Трехфазные агрегаты Miller — это Gold Star® 652, серия Dimension™ и PipePro™ 450 RFC.
Плазменные резаки и сварочные аппараты/генераторы Miller надежны и точны
Плазменные резаки Miller надежны, долговечны и точны. Однофазные плазменные резаки Miller включают Spectrum® 125C и Spectrum® 375. Miller является мировым производителем аппаратов для точечной сварки, включая MSW-4, MSW-41T и LMSW-52.
Компания Miller производит более двадцати различных сварочных аппаратов/генераторов, в том числе сварочный аппарат с двигателем переменного/постоянного тока Miller Bobcat 250 и Miller Trailblazer 275. Пистолеты и горелки компании хорошо спроектированы и великолепно изготовлены. Его защитные каски, защитные очки и защитная одежда для сварщиков обеспечивают защиту в течение всего дня и комфорт в течение всего дня.
Рабочие столы серии ArcStation от Miller — это первые рабочие станции, специально изготовленные для удовлетворения потребностей профессиональных сварщиков и рабочих по металлу. Великолепные функции, такие как X-образная столешница (модели SX), обеспечивают беспроблемный зажим, а регулируемые регулировочные ножки позволяют легко выровнять стол для создания устойчивой к скалам сварочной платформы.
НОВЫЕ сварочные аппараты Bobcat!
Miller недавно выпустила свои новые Bobcats. Ознакомьтесь с последними и лучшими здесь:
- Миллер Бобкэт 260
- Миллер Бобкэт 225
Мощные сварочные аппараты Bobcat, такие как Miller Bobcat 260 EFI с дистанционным запуском/остановкой 907793 , популярны среди нашего сварочного сообщества.
Самые низкие цены в Интернете и бесплатная доставка при заказе на сумму более 300 долларов США
Welders Supply предлагает лучшие цены на сварочные системы Miller, и мы предлагаем бесплатную доставку в любую точку континентальной части США при заказе на сумму более 300 долларов США. Покупайте все, что хотите, но никто не сравнится с Welders Supply.
Welders Supply предлагает полный ассортимент сварочного оборудования и расходных материалов Miller для удовлетворения потребностей всех профессиональных сварщиков.
Избранное
Устойчивая к порезам перчатка Tillman для механиков
Просмотр продуктаЗащитные очки Gateway StarLite — голубые зеркальные линзы
Просмотр продуктаНаушники Jackson Safety, VIBE
Просмотр продуктаСварочная маска Miller Digital Elite AutoDarkening «Черная»
Посмотреть продуктЗеленые рукава Tillman
Просмотр продуктаКлассическая ткань Miller
Посмотреть продукт Сопло Hypertherm Powermax 45 (упаковка из 5 шт. )
)
Подушечка для левой руки Tillman
Просмотр продуктаНаконечники Miller Fastip Contact 2061(86,87,88,89,90)
Просмотр товараMillermatic 211 Auto-Set Mig Welder
Посмотреть продуктLow Spatter Control — Panasonic Connect
Защита от разбрызгивания
Запатентованная Panasonic система защиты от разбрызгивания, разрабатываемая в течение многих лет, сокращает процессы после сварки
На этой странице представлена информация о защите от разбрызгивания на сварочных аппаратах и роботах Panasonic.
Гибридный электронный реактор
Это наш собственный электронный реактор, созданный во время разработки наших полностью цифровых сварочных аппаратов серии V. Они обеспечивают высокоскоростное управление формами сварочного тока. Полный программный контроль делает сварку приятной во всем диапазоне токов, от слабого до сильного, и значительно снижает количество брызг.
Управление обратной связью энкодера
Двигатель энкодера, установленный на механизме подачи проволоки, и специальный ЦП управления подачей, встроенный в источник сварочного тока, взаимодействуют друг с другом для обеспечения постоянной подачи проволоки. По сравнению с аналоговыми источниками питания на скорость подачи не влияют колебания входного напряжения и колебания нагрузки при подаче проволоки.
Контроль CO
2 сваркаКонтроль MTS (MTS-CO
2 )Контроль MTS — это сокращение от Metal Transfer Stabilization Control. Он размыкает короткое замыкание и снижает вибрацию расплавленной ванны при повторном зажигании дуги. Он также подавляет микрокороткие замыкания во время дугового периода.
Первое различие между обычным методом CO 2 и переносом капель MTS-CO 2 заключается в начальном коротком замыкании. Короткие замыкания обнаруживаются с высокой точностью, а вторичное переключение *1 резко снижает ток для предотвращения микрокороткого замыкания (образования брызг), а затем переходит в надежное короткое замыкание. (Контроль начального короткого замыкания)
(Контроль начального короткого замыкания)
Также обнаруживаются надрезы на наконечнике провода, и ток быстро снижается за счет вторичного переключения, чтобы предотвратить эффект плавкого предохранителя (образование брызг) на наконечнике провода. (управление шеей)
*1: Вторичное переключение — это метод управления для уменьшения разбрызгивания путем резкого снижения сварочного тока непосредственно перед и после короткого замыкания для плавного перехода к короткому замыканию или возникновению дуги.
Сварочный ток: 200 А, Напряжение: 22,0 В, Скорость сварки: 40 см/мин
Новое управление MTS
короткие замыкания, возникающие в течение периода дуги, и достижение еще меньшего разбрызгивания.
Сварочный ток: 200 А, Напряжение: 22,0 В, Скорость сварки: 40 см/мин.
Контроль сварки MAG/MIG
Контроль SP (SP-MAG) Управление MTS, но ток накладывается сразу после размыкания короткого замыкания, чтобы увеличить скорость плавления наконечника проволоки, чтобы сделать следующее короткое замыкание более плавным, а цикл короткого замыкания контролируется, чтобы быть короче (T0 → T1).
Новое управление SP
Новая система управления SP представляет собой дополнение к системе управления SP гибридным электронным реактором. Это оптимизирует форму волны тока и обеспечивает следующие преимущества:
- Оптимизированная форма волны сварки значительно снижает разбрызгивание
- Высокая устойчивость к изменениям положения при сварке и низкое влияние угла наклона горелки
- Короткий цикл короткого замыкания, идеально подходит для высокоскоростной сварки
Основной металл: низкоуглеродистая сталь (толщина: 2,3 мм) Соединения: угловой шов Сварочный ток: 130 А, 16,8 В Скорость сварки: 30 см/мин Проволока: YM-50MT (1,2 мм) Газ: МАГ (Ar 80% + СО 2 )
Основной металл: Мягкая сталь (толщина: 3,2 мм) Соединения: Угловой шов Сварочный ток: 190 А, 18,4 В Скорость сварки: 30 см/мин Проволока: YM-50MT (1,2 мм) Газ: МАГ (Ar 80% + CO 2 )
Основной металл: SUS304 (толщина: 1,5 мм) Соединения: Угловой шов Сварочный ток: 110 A 14,4 В Скорость сварки: 30 см/мин Проволока: Y308LSi (1,2 мм) Газ: MIG ( Ar 98% + O 2 )
Основной металл: SUS304 (толщина: 3,0 мм) Соединения: Угловой шов Сварочный ток: 160 A 16,2 В Скорость сварки: 30 см/мин Проволока: Y308LSi (1,2 мм) Газ: MIG (Ар 98% + O 2 )
Особенности других аппаратов для сварки и резки
Метод управления источником питания для аппаратов для дуговой сварки
На этой странице в дополнение к его эволюционные изменения.