
Сварка кузова автомобиля: чем и как лучше проводить сварочные работы
Содержание
Сварка кузова автомобиля: чем и как лучше проводить сварочные работы
Сварочные работы над кузовом автомобиля могут потребоваться в двух случаях – сильный износ в результате коррозии и повреждения после дорожно-транспортных происшествий (ДТП).
Воздействие высоких температур уничтожает заводскую защиту, ухудшает свойства металлов и вызывает ускорение коррозии в зоне сварки. Но умелое пользование современными технологиями максимально снижает тяжесть последствий.
Особенности сварки кузова автомобиля
Главная специфика сварки кузовного железа заключается в его малой толщине. Кузов автомобиля разрабатывается и изготавливается из соображений минимальной массы, поэтому используется тонкий катаный лист, а прочность обеспечивается трёхмерностью конструкции и усилением в нужных местах.
Существуют и массивные детали, но их немного, да и проблем при сварке они не создают. Поэтому главное при такого рода ремонте – ориентировать оборудование, технологию и опыт исполнителя на работу с малой толщиной стального листа, меньше миллиметра.
Поэтому главное при такого рода ремонте – ориентировать оборудование, технологию и опыт исполнителя на работу с малой толщиной стального листа, меньше миллиметра.
В заводских условиях используется точечная сварка. Кузовные детали сжимаются тисками кондукторов, после чего сварочный робот своими клещами устанавливает точки, в которых два и более листа металла оказываются проплавлены и прочно скреплены.
Реализовать такой способ при ремонте затруднительно, да и необходимости в этом нет. Точечная сварка является типично конвейерной технологией.
Вторая особенность – отсутствие сплошных швов. При таком воздействии металл будет сильно поведён и изменит свои геометрические размеры.
Если по незнанию и из соображений повышенной прочности таким способом проварить одну из сторон кузова, то она может оказаться на несколько сантиметров короче противоположной, и кузов будет непоправимо испорчен. Поэтому варят, имитируя точечную сварку, короткими стежками, соблюдая симметрию прогрева металлических деталей.
Какой сваркой варить кузов
Выбор сварочного аппарата в конечном счёте определит качество и скорость выполнения работы. Опытный специалист справится с любой технологией, но необоснованно потеряет время, а скорее всего просто не станет заниматься устаревшими способами сварки.
Например, давно уже никто не использует кислородно-ацетиленовую горелку, хотя именно с её помощью ремонтировали кузова до появления современных полуавтоматов.
Полуавтомат
Основной вид сварочного аппарата в кузовном ремонте – это полуавтомат, работающий в среде инертного газа. Способ сварки настолько прост, что доступен любому начинающему ремонтнику.
До массового распространения данной технологии искусству сварки в применении к кузовному железу приходилось много учиться. Сейчас это доступно для самостоятельного исполнения автовладельцу, если у него возникнет желание лично отремонтировать кузов.
Суть такой сварки заключается в подаче тонкой стальной омеднённой проволоки в зону сварочного шва из катушки электромотором с редуктором. Один выход напряжения питания электрической дуги соединяется с направляющими роликами и соплом, через которое проходит проволока, второй – со свариваемыми деталями.
Один выход напряжения питания электрической дуги соединяется с направляющими роликами и соплом, через которое проходит проволока, второй – со свариваемыми деталями.
Через то же сопло в область дуги подаётся газ, обычно это углекислота из баллона с редуктором, которая не допускает кислород, мешающий чистому сплавлению деталей. Иногда к углекислому газу подмешивают немного аргона для получения более качественных швов.
При нажатии на кнопку, расположенную на горелке сварочного аппарата, одновременно подаётся напряжение к проволоке, включается подача и открывается клапан углекислоты.
Режим выбирается ручным или автоматическим регулированием основных параметров сварки:
- тока дуги, от него зависит надёжное проплавление шва, так называемый провар;
- скорости подачи проволоки, чем больше ток, тем значительней должна быть масса присадочного металла;
- потока поступающего газа, регулируется редуктором на баллоне.
Обычно ток устанавливается чуть больше требуемого, а время касания регулируется сварщиком длительностью нажатия кнопки. Образуется хорошо проваренный короткий стежок без прожигания тонкого металла.
Образуется хорошо проваренный короткий стежок без прожигания тонкого металла.
Инвертор
Инвертором называется силовой электронный преобразователь высокого переменного напряжения сети в низкое постоянное, которое можно использовать для питания сварочной дуги.
Иногда ещё встречается заблуждение, что инвертор – это сварочный аппарат для работы с электродами, но компактней и легче устаревшего сварочного трансформатора. То есть полуавтомат по мнению авторов утверждения – это не инвертор.
На самом деле данный термин относиться лишь к способу преобразования, а в настоящее время уже вообще все сварочные аппараты, включая полуавтоматы и всё прочее, используют этот инверторный принцип.
Суть инвертора состоит в увеличенной частоте преобразования. Физика такова, что трансформатор, а он должен присутствовать обязательно хотя бы для гальванической развязки сети и электродов, тем меньше по массе и габаритам, чем выше частота, на которой он работает.
Сетевая частота составляет 50 Гц, такие трансформаторы для приемлемой мощности сварки весят около 20 кг. Инвертор же обычно работает на частоте 50-100 кГц, то есть в тысячу раз выше, соответственно его трансформатор практически незаметен среди прочей комплектующей электроники, а весь аппарат может весить 2-3 кг.
Инвертор же обычно работает на частоте 50-100 кГц, то есть в тысячу раз выше, соответственно его трансформатор практически незаметен среди прочей комплектующей электроники, а весь аппарат может весить 2-3 кг.
Ручная дуговая сварка
Если говорить об устаревших технологиях, но ещё до конца не изжитых, то это ручная сварка плавящимся электродом с обмазкой флюсом. Способ неплохо работает при сварке массивных деталей опытным специалистом, но совершенно непригоден для кузовных работ.
Конечно, существуют специалисты с огромным опытом, которые легко смогут заварить электродом консервную банку, но на практике все используют полуавтомат.
В крайнем случае без громоздкого баллона, применяя флюсованную проволоку. Но это имеет свои недостатки, расходники дорогие, а качество работы низкое.
Подготовительные работы
Перед сваркой детали должны быть полностью очищены от загрязнений и окислов. Это основа как качественного шва, так и дальнейшей сохранности кузова в этом месте.
Выбирается способ соединения деталей. Благодаря полуавтомату это не критично, можно легко сварить детали встык или с нахлёстом в любом пространственном положении. Подготавливается аппарат. Очищается или заменяется сопло, проверяются запасы проволоки и углекислого газа.
На пробных кусках похожего металла выставляются режимы, ток, подача и давление (расход) газа. Проверяется прочность тестового соединения.
Как варить кузов машины полуавтоматом
Сварка ведётся короткими стежками или точками (сварочными заклёпками). Во втором случае сверлится отверстие (обычно на месте заводской точки), после чего оно заваривается с проплавлением обеих деталей и заливанием просвета металлом.
Если металл очень тонкий, то сильно уменьшать сварочный ток смысла нет. Надо короткими касаниями, быстро нажимая на кнопку горелки, набросать металл проволоки на листы, не давая им прогореть. После чего уже более уверенно расплавить образующийся утолщенный шов, придав ему товарный вид и прочность.
Нельзя варить в очках, тем более вообще без защиты, закрывая глаза в момент нажатия кнопки. Надо использовать маску типа «хамелеон», автоматически затеняющуюся при зажигании дуги и возвращающую прозрачность сразу же после отпускания кнопки. Все процессы будут отлично просматриваться, качество гарантировано.
Какое оборудование лучше всего подходит для сварочных кузовных работ?
Повреждение кузова может быть вызвано обширным распространением коррозии либо может являться следствием сильного ДТП. В таком случае существует два способа ремонта автомобиля: замена кузова и переварка его поврежденных элементов. Второй вариант требует применения специального оборудования. В приведенной статье рассмотрены инструменты, которыми можно варить кузов автомобиля, и технологии осуществления данных работ.
Выбор оборудования
Профессионалы считают, что для сварки кузова автомобиля лучше всего подходит углекислотный полуавтомат, осуществляющий сварку проволокой. Также для рассматриваемых работ можно применять инвертор.
Не рекомендуется использовать сварочный аппарат на электроде. Это объяснимо:
- данный инструмент не способен создать качественный шов при работе с автомобильным металлом;
- из-за больших размеров оборудования к некоторым труднодоступным местам будет сложно проникнуть в процессе работы;
- высока вероятность прожигания металла кузова насквозь при использовании сварочного аппарата переменного тока.
Поэтому сварочные инструменты на электроде не подходят для кузовного ремонта. Можно использовать их лишь для простейших работ, например, возможно заварить таким инструментом лопнувшую раму.
Что касается инвертора и углекислотного полуавтомата, то каждый из данных вариантов характеризуется специфическими особенностями при использовании для сварки кузова автомобиля. Однако в любом случае, чтобы правильно варить кузов, необходимо иметь соответствующие навыки и соблюдать технику безопасности. К тому же важно правильно организовать рабочее место, заранее приобретя и расположив все необходимое для работ оборудование и организовав достаточное освещение. Нужно учитывать, что варить кузов автомобиля в одиночку затруднительно, поэтому лучше найти помощника.
Нужно учитывать, что варить кузов автомобиля в одиночку затруднительно, поэтому лучше найти помощника.
Углекислотный полуавтомат
Его считают наиболее доступным и универсальным сварочным инструментом. Таким оборудованием можно варить металл толщиной от 0,8 до 6 мм. Углекислотный полуавтомат подходит для выполнения таких работ:
- переварка порогов и лонжеронов;
- заплатка дыр;
- выправление вмятин.
Данный инструмент чаще всего используют, чтобы варить кузова автомобилей с низкой долговечностью, например, модели ВАЗ.
Принцип функционирования углекислотного полуавтомата состоит в подаче под давлением в зону сварки двуокиси углерода. При этом происходит вытеснение воздушной смеси, поэтому процесс сварки осуществляется в углекислотной среде, что обеспечивает защиту металла от окисления. В процессе сварки металл плавится, прочно скрепляя детали.
Одно из достоинств углекислотного полуавтомата состоит в том, что данным инструментом можно варить все виды металлов, в частности цветные, такие как нержавеющая сталь и алюминий, только для этого потребуется заменить двуокись углерода на аргон.


Для обеспечения прочности швов кузова нужно варить правильно, нанося стежки длиной 2 см с интервалом в 5 см. Недостатком рассматриваемого инструмента считают стационарность, обусловленную большой его массой и размерами, однако это не столь важно при кузовном ремонте, который обычно производят в автосервисе или гараже.
Инвертор
Его применяют обычно с целью ускорения выполнения сварочных работ, данный прибор использует в работе токи высокой частоты (до 2000 Гц). К его достоинствам относят компактные размеры, высокую скорость выполнения сварки, возможность работы при пониженном напряжении тока в сети и простоту использования, позволяющую варить кузов автомобиля даже начинающим сварщикам.
В качестве недостатков инвертора отмечают высокую стоимость, чувствительность к пыли, невозможность варить металл толщиной более 3 мм.
Сварка своими руками
Варить кузов самостоятельно возможно при наличии начальных навыков, особенно с использованием инвертора, что позволит сократить затраты на оплату квалифицированного труда. Однако придется добыть где-то соответствующее оборудование.
Однако придется добыть где-то соответствующее оборудование.
Наилучший вариант ремонта при повреждении кузова состоит в его замене. Но это дорого стоит, поэтому сварку применяют для восстановления недорогих автомобилей, отличающихся невысокой устойчивостью к коррозии, следовательно, распространенность рассматриваемого способа ремонта велика. Далее рассмотрена сварка углекислотным полуавтоматом.
Предварительные действия
Перед началом работ необходимо подготовить подлежащие сварке участки кузова автомобиля. Подготовка состоит в полной очистке металла от краски, ржавчины и загрязнений.
Затем переходят к подготовке сварочного оборудования к работе.
- Прежде всего, проверяют сеть на нагрузочную способность.
- Далее сварочный аппарат заряжают проволокой. Для этого нужно снять газовое сопло сварочной горелки, отвинтить ключом ее медный наконечник, отвести прижимной ролик с проволокой и установить полярность. Данный параметр определяется типом применяемой проволоки. В случае использования флюсовой проволоки на зажиме устанавливают плюс, на горелке — минус, а для обычной проволоки — наоборот.
- После этого конец проволоки заводят на 10 — 20 см в подающий канал и подводят прижимной ролик, удерживающий ее от осыпания. При этом проволока должна попасть в ложбинку ведущего ролика.
 В случае использования флюсовой проволоки на зажиме устанавливают плюс, на горелке — минус, а для обычной проволоки — наоборот.
В случае использования флюсовой проволоки на зажиме устанавливают плюс, на горелке — минус, а для обычной проволоки — наоборот.По завершении описанных операций устройство подключают к сети и нажимают клавишу на его ручке, после чего происходит подача газа, затем сварочной проволоки и тока. При этом нужно надеть на проволоку и закрутить требуемый медный наконечник и установить газовое сопло.
Рекомендации по сварке
При кузовных работах обычно варят все части, кроме передней, так как в процессе эксплуатации на нее приходятся минимальные нагрузки. У автомобилей, не соответствующих данному правилу, требуется переварка, прежде всего, мест крепления передних «лап» к поперечной балке. В любом случае необходимо заварить швы поддона, стойки и заднюю часть кузова автомобиля. Крылья и капот обычно не обрабатывают. Нужно отметить, что кузов имеет некоторые слабые места, особо подверженные разрушению коррозией, поэтому чаще всего заваривают эти участки.
Нужно отметить, что кузов имеет некоторые слабые места, особо подверженные разрушению коррозией, поэтому чаще всего заваривают эти участки.
Днище можно проварить с двух сторон, однако при работах необходимо соблюдать температурный режим. Это позволит сохранить структуру швов и нейтрализует вредное воздействие сварочного аппарата на материал.
В качестве заплат для днища обычно используют листы металла толщиной 1,5-2 мм. Более тонкий металл ненадежен, а более толстый сложен в обработке.
Резать материал необходимо с соблюдением оптимальных режимов во избежание ухудшения его свойств. Днище лучше варить не одному, так как лист металла нужно расположить равномерно, что сложно осуществить в одиночку. По завершении работ края вваренного листа металла обтачивают и обрабатывают грунтом или эпоксидной смолой с целью обеспечения герметичности. После того, как переварка завершена, необходимо обработать швы грунтовкой. При этом особое внимание уделяют швам стоек, поддона и задней части кузова.
Углекислотным полуавтоматом можно заварить не только кузов, а также двигатель и глушитель автомобиля. При работе с двигателем необходимо использовать аргон. Это позволяет варить такие металлы, как чугун, нержавеющая и обыкновенна сталь, алюминий, из которых состоит большинство деталей двигателя. Переварка глушителя осуществляется подобно сварке днища, то есть путем накладывания металлической заплатки.
Чем лучше варить кузов автомобиля
Кузов автомобиля постоянно подвергается разрушающему действию влаги, грязи, химикатов, которыми зимой посыпают дороги. Проблема усугубляется вибрационными нагрузками. Поэтому даже при тщательном уходе неизбежно появление трещин и дыр, проеденных коррозией. Выход один — сварка автомобиля. Однако это не означает что нужно обращаться в автомастерскую. Небольшие повреждения можно устранить сваркой кузова автомобиля своими руками.
Особенности сварки кузова автомобиля
Для кузовного ремонта машины потребуется качественное сварочное оборудование. Работа производится в помещении, где есть возможность подключения к электросети энергоемкого оборудования. Необходима высокая квалификация исполнителя, так как потребуется сварка тонкого металла. Универсального способа ремонта кузова автомобиля пока не придумано, поэтому в зависимости от места и характера повреждений применяются разные технологии. Соединения выполняются газовой, ручной, полуавтоматической сваркой.
Работа производится в помещении, где есть возможность подключения к электросети энергоемкого оборудования. Необходима высокая квалификация исполнителя, так как потребуется сварка тонкого металла. Универсального способа ремонта кузова автомобиля пока не придумано, поэтому в зависимости от места и характера повреждений применяются разные технологии. Соединения выполняются газовой, ручной, полуавтоматической сваркой.
Крылья, пороги чаще всего ремонтируются точечной сваркой. Соединение внахлест используется для восстановления целостности силовых элементов. Сварка встык применяется при замене поврежденных элементов.
Какой сваркой лучше варить кузов автомобиля
Если есть простой сварочный аппарат, ремонт выполняется вручную обычными электродами. Однако наложенные швы получаются грубыми и высока вероятность прожога тонкого металла. Поэтому этим способом рекомендуется производить ремонт мест не видимых снаружи. Например, под крыльями, в багажнике, днища.
Качественная сварка кузова автомобиля производится полуавтоматом. С его помощью даже новичок соединит металл толщиной 0,8 мм без риска прожигания. Если углекислый газ заменить аргоном будет доступна сварка нержавеющей стали и алюминия. Поэтому думая, какой выбрать аппарат, предпочтение следует отдать полуавтомату.
С его помощью даже новичок соединит металл толщиной 0,8 мм без риска прожигания. Если углекислый газ заменить аргоном будет доступна сварка нержавеющей стали и алюминия. Поэтому думая, какой выбрать аппарат, предпочтение следует отдать полуавтомату.
Подготовительные работы
Перед проведением сварочных работ с поверхности удаляется грязь и пыль, очищается от коррозии. Для очистки труднодоступных мест можно использовать газовую горелку. Надежно сварить ржавый металл не получится.
При подготовке полуавтомата необходимо убедиться в соответствии направляющего канала диаметру выбранной проволоки. В зависимости от его величины устанавливается нужный сварочный наконечник. В сопле аппарата не должно быть брызг металла. При их обнаружении производится очистка наждачной бумагой.
Перед ремонтом с помощью сварочного инвертора необходимо проверить:
- надежно ли закреплен электрод;
- нет ли поврежденной изоляции на кабеле и держателе;
- прочность закрепления кабеля;
- исправность заземления аппарата.

Как варить кузов автомобиля полуавтоматом
Для сварки кузова полуавтоматом нужно приготовить проволоку диаметром 1 мм, покрытой медью, наждачную крупнозернистую бумагу, понижающий давление редуктор, баллон с углекислым газом на 20литров. Работа выполняется в следующей последовательности:
- Зачищенные наждачной бумагой ремонтируемые участки плотно прижимаются друг к другу. Возможно применение струбцин, болтовых соединений, саморезов.
- На передней панели аппарата переключателями выставляется величина сварочного тока, скорость подачи проволоки.
- На газовый баллон устанавливается редуктор и соединяется шлангом с горелкой.
- Сопло пассатижами свинчивается с горелки, снимается наконечник.
- Бобина с проволокой вставляется в аппарат. Ее конец на 15 — 20 см вводится в подающий канал.
- На проволоку надевается наконечник, устанавливается сопло.
- Переключателями устанавливается полярность тока так, чтобы держатель был подключен к плюсу, а горелка к минусу. Для проволоки без покрытия полярность меняется на противоположную.
- После подключения аппарата к электросети, держатель с горелкой подносится к ремонтируемому месту. При нажатии кнопки на держателе включается подача проволоки и углекислого газа.
- Чтобы заварить длинный шов и не перегреть место соединения детали сначала прихватываются в 3 — 4 местах. Затем с промежутком 7 — 10 см накладываются стежки длиной 2 — 4 см.
- После пятиминутного перерыва, когда швы остынут, провариваются промежутки между ними.
 Для проволоки без покрытия полярность меняется на противоположную.
Для проволоки без покрытия полярность меняется на противоположную.Сварка кузова автомобиля электродом
Сварка кузовных элементов (кузовщина) электродами выбирается, когда нет высоких требований к эстетике швов. Для создания прочного соединения необходимо правильно подбирать тип электродов в соответствии с маркой стали. Для сварки лучше использовать инвертор, так как у него нет проблем с зажиганием и поддержанием дуги. Поэтому качество швов мало зависит от уровня мастерства.
Чтобы не было температурных деформаций варить кузов автомобиля нужно поэтапно:
- сначала прихватка;
- затем накладка стежков длиной по 2 см с интервалом 6 см;
- заключительная проварка периметра.
Между этапами делаются перерывы, дожидаясь полного остывания. При сварке толстого металла может потребоваться несколько часов. Принудительное охлаждение недопустимо, так как вызывает деформацию металла.
Чем обработать кузов после сварки
После окончания ремонта нужно обязательно очистить сварочные швы от шлака, так как под ним металл быстро окисляется. На скрытых от взгляда участках достаточно щетки по металлу. В открытых местах обработку кузова после сварки производят болгаркой со шлифовальным кругом или лепестковой насадкой. Для зачистки труднодоступных швов применяется шлифовальная машинка с борфрезой.
Зачищенные поверхности обезжириваются ацетоном или бензином, затем обрабатываются антикоррозийным составом либо кислотным грунтом. Для защиты против коррозии используется эпоксидная шпатлевка. Благодаря плотной структуре она надежно защищает поверхность металла от контакта с влагой и воздухом и используется в качестве выравнивающего слоя.
Для защиты против коррозии используется эпоксидная шпатлевка. Благодаря плотной структуре она надежно защищает поверхность металла от контакта с влагой и воздухом и используется в качестве выравнивающего слоя.
После нанесения тонкого первого слоя его оставляют на день для просушки. Нельзя для ускорения применять фен, поскольку после высыхания верхнего слоя шпатлевка внутри останется сырой, так как влаге некуда испаряться. Затем для придания поверхности шероховатости с помощью 120-й наждачной бумаги наносятся риски. После наложения 2 — 3 слоев производится подготовка к окрашиванию.
Для защиты невидимых снаружи швов на легкодоступных участках используется автомобильный шовный герметик. Его при необходимости разглаживают шпателем и красят. В труднодоступные места герметик подается с помощью пневматического распылителя через пластиковую трубку.
Полезные советы при сварке кузова авто своими руками
В зависимости от обширности и характера повреждений ремонт кузова бывает локальным и капитальным. В первом случае достаточно установки заплаток. При капитальном ремонте придется менять участок кузова. Для его проведения в домашних условиях необходим высокий уровень мастерства по проведению сварочных работ и качественное оборудование. Поэтому новичкам рекомендуется поначалу ограничиться установкой заплаток на дыры, проеденные коррозией.
В первом случае достаточно установки заплаток. При капитальном ремонте придется менять участок кузова. Для его проведения в домашних условиях необходим высокий уровень мастерства по проведению сварочных работ и качественное оборудование. Поэтому новичкам рекомендуется поначалу ограничиться установкой заплаток на дыры, проеденные коррозией.
Для заплат, устанавливаемых в незаметных местах, можно выбирать любое железо, лишь бы оно совпадало по толщине и обладало достаточной прочностью. На видные участки рекомендуется подбирать материал той же толщины и марки. Идеальным вариантом будет заплата, вырезанная из кузова старого автомобиля такой же модели.
Закончив сварку авто и обработав швы с наружной стороны большинство автолюбителей забывают об их обратной стороне. Поэтому неудивительно, что уже через год сквозь краску проступает коррозия и приходится начинать все сначала. При свободном доступе к обеим сторонам проблем с обработкой нет. В случае, когда обратная сторона шва расположена в закрытой полости, рекомендуется просверлить в ней отверстие. Через него производится обработка антикоррозийным составом и шовным герметиком с помощью распылителя.
Через него производится обработка антикоррозийным составом и шовным герметиком с помощью распылителя.
Несмотря на кажущуюся сложность, кузовной ремонт автомобиля электросваркой доступен даже новичкам. При недостатке опыта его можно наработать, тренируясь на ненужных обрезках металла. На первых порах в качестве третьей руки желательно привлечь помощника. Во избежание ожогов работа должна выполняться в одежде, не имеющей карманов и складок, в которых могут застревать брызги расплавленного металла. На месте проведения ремонта должен быть огнетушитель.
Источник https://avtotachki.com/svarka-kuzova-avtomobilya-chem-i-kak-luchshe-provodit-svarochnye-raboty/
Источник https://autokuz.ru/kuzovnoy-remont/chem-varit-kuzov-avtomobilya.html
Источник https://svarkaprosto.ru/tehnologii/chem-varit-kuzov-avtomobilya
Сварка кузова авто без правильной обработки. Деньги на ветер
Но все эти расценки для столицы и усредненные цены для работ хорошего качества. Можно найти и недорогого мастера, но работа и материалы будут соответствующего качества. В провинции ценовая категория будет дешевле в среднем на треть. Хоть времена и меняются, но стоимость покраски и ремонта дорожает не на много.
Можно найти и недорогого мастера, но работа и материалы будут соответствующего качества. В провинции ценовая категория будет дешевле в среднем на треть. Хоть времена и меняются, но стоимость покраски и ремонта дорожает не на много.
При выборе кузовных деталей, владельцу автомобиля предстоит сделать выбор между подержанным оригиналом с авто разбора или новым «тайванем». И стоимость в последние годы не меняется. Мастера говорят, что тайваньский капот брать не желательно. Остальные запчасти можно устанавливать при условии очистки их от транспортировочного грунта. Стоимость б/у деталей зависит от модели и от того, на сколько автомобиль подвержен ржавению.
Если автомобиль сильно гниет, то все элементы на него будут дороже. Даже крыло с разбора будет стоить сто долларов-дороже в два раза нового. Мастера отмечают, что если какая-то деталь подвержена сильной коррозии, то менять его на б/у не целесообразно – оно снова быстро загнеет. Не стоит вкладывать деньги на частую переварку и перекраску.
Также с учетом разбора и подготовки старая деталь обходится дороже, чем «тайвань». Новая, при правильной подготовке и установке, будет служить дольше.
Работа в старом авто не заканчивается только покраской и заменой устаревшего элемента. Часто мастера сталкиваются со сквозной коррозией металла. Причем, это касается не только добитых машин, но и относительно «молодых»- при условии, что владельцы просто не обрабатывали кузов от коррозии и упустили время. Небольшая латка обойдется в 20 долларов, порог заменят в среднем за 60, за ремонт задней арки возьмут чуть меньше. У каждого мастера свои расценки.
Специалисты говорят, что накладки можно найти и не дорогие, но качество будет сомнительным. При этом, после снятия накладки, можно обнаружить сгнивший под ним усилитель. Но заменителей на них нет и мастерам приходится самим выкручиваться из положения.
Если даже найдутся «бэушные», то их состояние будет плохим, учитывая, что они снимаются с автомобиля проездившего более десятка лет.
При замене лонжерона, либо порога, вся картина состояния автомобиля видна только после его вскрытия. Если после вскрытия обнаруживается труха, то смысла варки нет. Мастера убеждения, что если машина старая и недорогая и сильно гниет, то восстанавливать его не стоит.
Сэкономить в этом случае не получится, а качественный ремонт обойдется в половину стоимости автомобиля. Проблема дешевых авто в возрасте от 10 лет – это гнилые арки и пороги. На хороший ремонт понадобится много денег, в чем нет смысла. Также как делать бюджетно и на всем экономить. Но все зависит от ситуации: может быть так, что внешние элементы на старом авто загнили, а внутри все в порядке. В таком случае ремонт обойдется не дорого, учитывая возраст машины. Но если же загнили силовые элементы и пол, то на таком авто лучше не ездить. В такой машине уже нет прочности металла, заложенная при производстве. При аварии автомобиль сильно пострадает, поэтому нужно прежде всего думать о безопасности. Но у большинства водителей нет возможности сдав старое авто на металлолом, купить новое.
Поэтому большинство владельцев старых машин делают косметический ремонт, решая кузовные проблемы. При необходимости долгой эксплуатации, необходимо в первую очередь заняться несущими элементами кузова. Также мастера отмечают, что запущенную коррозию устранять сложно и дорого. Здесь стоит решить – варить все элементы, либо найти более «живой» кузов такой же модели и перекинуть на нее свой мотор и коробку. Специалисты говорят, что восстанавливать машину чужими руками обходится дорого. Если уж ремонтировать загнивший автомобиль, то самому.
Сварка алюминиевого листа кузова
из Automotive Body Repair News, декабрь 1995 г.
См. TM Technologies Система газовой сварки алюминия
Примечание редактора: это последняя часть серии, которая началась в январе и продолжилась в мае.
КЛЮЧЕВЫЕ СЛОВА:
Пропускные сварные швы MIG-GMAW
Прихваточные швы TIG-GTAW
OFW (Факел) Трещины в кратере
Сплавы/наполнители
Зажимной стоп-сверление
Очистка
В этой статье будут рассмотрены:
Три наиболее подходящих метода сварки:
- г МАВ (Дуговая сварка металлическим газом, MIG или «подача проволоки»)
- GTAW (Газовая вольфрамовая дуговая сварка, TIG или «Heliarc»)
- OFW (кислородная сварка или «газовая сварка») Процедура сварки
- Крэк-контроль
- Покрытия
- (Как заставить материал прилипать к алюминию)
Сварка MIG (GMAW)
Самым популярным сварочным аппаратом в ремонтной мастерской на сегодняшний день является сварочный аппарат MIG. Высокая скорость сварки и
низкие свойства деформации стального листа обеспечили его использование в этих магазинах при правильном использовании.
Высокая скорость сварки и
низкие свойства деформации стального листа обеспечили его использование в этих магазинах при правильном использовании.
Однако алюминиевый лист толщиной менее 1/8 дюйма может создавать многочисленные проблемы, такие как прокол и жесткость. начинается. Со сварными швами, которые могут иметь толщину 1/8 дюйма или более, эти проблемы в основном исчезают.
Для углов, канав, каналов и других ловушек GTAW имеет преимущество перед GMAW.
Сварка TIG (GTAW)
ТИГ- Сварка GTAW обеспечивает гораздо больший контроль над процессом сварки, чем MIG-GMAW, что приводит к большим точность.GTAW предпочтительнее для тонкого листа. Процесс GTAW медленнее, но имеет лучший внешний вид и точность. Это также лучше для сварки вне положения.
GTAW аналогичен сварке кислородно-топливной горелкой в том смысле, что электрическая горелка удерживается в одной руке, а наполнитель
провод подается с другой. Ток регулируется по требованию с помощью переключателя на корпусе горелки.
или с ножным управлением. Инертный газ, либо аргон, либо смесь гелия и аргона, вытекает из горелки вокруг
вольфрамовым электродом и над расплавленной сварочной ванной.
Ток регулируется по требованию с помощью переключателя на корпусе горелки.
или с ножным управлением. Инертный газ, либо аргон, либо смесь гелия и аргона, вытекает из горелки вокруг
вольфрамовым электродом и над расплавленной сварочной ванной.
Охлаждение осуществляется потоком воздуха в горелках на 200 ампер или водой в горелках с большей силой тока. Подача воды может осуществляться рециркуляционная установка системы с постоянными потерями. Непрерывная высокая частота обеспечивает прерывистый старт. Этот позволяет легко избежать перетаскивания вольфрама для зажигания дуги, тем самым предотвращая трещины напряжения на термообработанный алюминий, который может быть вызван этим методом.
Цирконированный вольфрам на голову выше как торированного, так и чистого вольфрама, поскольку он имеет как стабильную дугу, обеспечивается чистым, но подает на сварной шов больший ток, чем торированный.
Горелка (OFW) Сварка
Виды спереди на пять сварных швов, выполненных на кузовном листе . |
 050 3003 h24:
050 3003 h24: Сварка газокислородной горелкой нетехнологична, недорога и очень надежна в подходящей ситуации.
Кузова гоночных автомобилей, капоты самолетов, кузова спортивных автомобилей, кузова уличных удилищ и топливные баки мотоциклов на данный момент строится, ремонтируется и перестраивается с использованием старого доброго факела.
Конечно, флюс необходимо тщательно очистить, а область вокруг сварного шва, известную как
Зона поражения (HAZ) будет больше, но скорость и точность могут стоить затраченных усилий. Для тех
мало областей, из которых было бы невозможно достаточно очистить флюс, это простое дело
ТИГ-ГТАВ им.
Для тех
мало областей, из которых было бы невозможно достаточно очистить флюс, это простое дело
ТИГ-ГТАВ им.
Деформация и мягкость исправляются с помощью молотка, шлепка и тележки. С горелкой проплавление сварного шва безупречный, а поверхность сварного шва требует минимальной зачистки, что делает его отличным выбором для многих Приложения. (См. фотографии, сварной шов № 4.) Примечание: «Lumi-weld», 3-в-1 или барахолка, быстросъемный цинковый несущий стержень для дешевого литья алюминия и экструзиям не место в профессиональном кузовном ремонте.
Вид сзади на те же сварные швы в том же порядке. |
Профессиональная кислородно-топливная сварка использует либо ацетилен, либо водород, хороший флюс на водной основе и специальные
очки для удаления бликов натриевого оранжевого цвета, вызванных флюсом. Можно использовать практически любую горелку, хотя
Использование водорода ограничивает установку горелки, шланга и регулятора только алюминием.
Можно использовать практически любую горелку, хотя
Использование водорода ограничивает установку горелки, шланга и регулятора только алюминием.
Переключение горелки с ацетилена на водород чревато взрывом, так как остатки ацетилена могут взрываются при контакте с водородом. Поэтому либо посвятите новый чистый набор водороду, либо просто используйте ацетилен — может только профи обнаружить небольшую разницу между двумя сварными швами. Особое значение, опять же, имеет то, что все потоки должны быть очистить, чтобы избежать коррозии и обеспечить адгезию краски (флюс вызывает коррозию).
Горячая вода и надежная зубная щетка из нержавеющей стали являются стандартом для этого. чистоту с хорошей, яркой лампой.Пайка и сварка пайкой
В промежуточных охладителях, радиаторах и других теплообменниках из алюминиевых сплавов используются такие методы соединения, как пайка. пайка или сварка пайкой.
Наука проектирования соединений имеет решающее значение при пайке, трении и сварке. Хороший сустав абсолютно
необходимо, чтобы компенсировать недостаточную прочность на сдвиг, присущую этим методам. Пайка, пайка и
однако сварка пайкой не рекомендуется для кузовных работ.
Хороший сустав абсолютно
необходимо, чтобы компенсировать недостаточную прочность на сдвиг, присущую этим методам. Пайка, пайка и
однако сварка пайкой не рекомендуется для кузовных работ.
К сожалению, флюс для пайки и прутки для пайки часто ошибочно выдают за сварочные материалы. Многие своп-встречи продавцы стилей ошибочно заявляют, что их продукт для «пайки» является пригодным сварочным электродом для кузовных работ.
(См. флюсы и стержни для пайки и сварки, доступные в TM Technologies)
Необходимо понимать, что сварка по определению предполагает плавление основного металла.
Алюминиевые сплавы плавятся в широком диапазоне температур, примерно от 1075 до 1450 градусов по Фаренгейту, поэтому некоторые наполнители материалы будут паять один сплав при сварке другого.
Если выбранный присадочный металл плавится, например, при температуре 1250 градусов по Фаренгейту, он будет паять сплавы, плавящиеся при более высокой температуре. чем примерно 1325 градусов по Фаренгейту, и сваривать те сплавы, которые плавятся при температуре примерно менее 1275 градусов по Фаренгейту.
чем примерно 1325 градусов по Фаренгейту, и сваривать те сплавы, которые плавятся при температуре примерно менее 1275 градусов по Фаренгейту.
Продолжать
Как бесшовно приварить новую четвертьпанель
Muscle Car Restorations демонстрирует, как приварить сменную четвертьпанель, не оставляющую следов ремонта.
Связанное видео
Как лучше всего сварить вместе две панели кузова из листового металла? Это одна из тех тем, по которым у многих людей есть твердое мнение. Можно возразить, что точная техника не имеет большого значения, если конечный результат соответствует потребности, поэтому давайте начнем с определения того, как должен выглядеть конечный результат.
Во-первых, общий уровень реставрационных работ, проводимых сегодня, намного превышает тот, что был сделан, когда большинство этих автомобилей «восстанавливались» впервые. Muscle Car Restorations в Чиппева-Фолс, штат Висконсин, вероятно, повидала все, что касается методов реставрации. Все, от заклепок до проволочной сетки, появилось в автомобилях после того, как их сняли. Даже ранее одобренный метод сварки панелей внахлест сегодня стал неприемлемым. Общим знаменателем всех этих ремонтов было обильное использование шпаклевки кузова, толщина которой иногда приближалась к дюйму.
Все, от заклепок до проволочной сетки, появилось в автомобилях после того, как их сняли. Даже ранее одобренный метод сварки панелей внахлест сегодня стал неприемлемым. Общим знаменателем всех этих ремонтов было обильное использование шпаклевки кузова, толщина которой иногда приближалась к дюйму.
Итак, давайте согласимся, что любое использование наполнителя для чего-либо, кроме шубки, неприемлемо. Ни при каких обстоятельствах нельзя использовать наполнитель для кузова для изменения формы панелей, заполнения отверстий или вмятин, а также для заполнения зазоров. Иными словами, шпаклевка кузова не предназначена для ремонта плохих металлоконструкций, за исключением или для покрытия заводских освинцованных швов. Идеальный ремонт должен вернуть панели аналог заводского оригинала.
Идеальный ремонт должен вернуть панели аналог заводского оригинала.
Мы собираемся показать вам, как это выглядит, когда MCR устанавливает четверть панели. Мы выбрали четверть, потому что очень легко увидеть работу, но другие области автомобиля будут работать точно так же.
Это может показаться немного упрощенным, но наличие линии, которой следует следовать, чтобы сделать достаточно прямой разрез, облегчит получение бесшовного сварного шва. должно быть. Допускаются штифты Cleco, винты для листового металла 1/8 дюйма и зажимы. Просто убедитесь, что панель не может двигаться после начала процесса. MCR любит размещать сварные швы примерно в полудюйме от любых углов или разрывов принимающей панели. Эти области обладают большей внутренней прочностью, чем более плоские части панелей, и намного лучше сопротивляются деформации под воздействием тепла. С помощью острого шила или палочки проведите линию по краю новой панели. Это позволит получить гораздо более тонкую линию, чем любой маркер. Теперь новую панель можно открепить, а крайнюю часть исходной панели можно удалить по намеченной линии с помощью отрезного круга 3M Cubitron 0,040 дюйма. При резке, чтобы просто удалить линию и не более того, должен быть создан почти идеальный зазор, когда новая панель снова прикрепляется к корпусу. Обратите внимание, что MCR оставляет большое количество материала при удалении старой панели, поэтому его всегда более чем достаточно для работы. Для очистки острых краев и сглаживания любых неровностей от отрезного круга можно использовать простой шлифовальный диск. панель закреплена на место, ½-дюймовые неодимовые редкоземельные магниты размещаются вдоль шва через каждые пару дюймов или около того. Эти магниты довольно сильные, и их цель состоит в том, чтобы удерживать поверхности двух панелей идеально ровными друг с другом.
Эти области обладают большей внутренней прочностью, чем более плоские части панелей, и намного лучше сопротивляются деформации под воздействием тепла. С помощью острого шила или палочки проведите линию по краю новой панели. Это позволит получить гораздо более тонкую линию, чем любой маркер. Теперь новую панель можно открепить, а крайнюю часть исходной панели можно удалить по намеченной линии с помощью отрезного круга 3M Cubitron 0,040 дюйма. При резке, чтобы просто удалить линию и не более того, должен быть создан почти идеальный зазор, когда новая панель снова прикрепляется к корпусу. Обратите внимание, что MCR оставляет большое количество материала при удалении старой панели, поэтому его всегда более чем достаточно для работы. Для очистки острых краев и сглаживания любых неровностей от отрезного круга можно использовать простой шлифовальный диск. панель закреплена на место, ½-дюймовые неодимовые редкоземельные магниты размещаются вдоль шва через каждые пару дюймов или около того. Эти магниты довольно сильные, и их цель состоит в том, чтобы удерживать поверхности двух панелей идеально ровными друг с другом. Когда две части удерживаются на одном уровне, между магнитами можно разместить одиночные сварные швы. Будьте осторожны, чтобы не опираться на новую панель при выполнении этой части. Если есть место, где зазор недостаточно широк, можно использовать 0,040-дюймовый отрезной круг, чтобы открыть зазор. После первого круга Прихватки завершены, магниты больше не нужны, и вторая серия одиночных прихваток помещается между первыми. Конечным результатом должны быть прихваточные швы на расстоянии одного дюйма друг от друга вдоль всего шва. Эта следующая часть требует некоторой дисциплины, чтобы преодолеть желание выполнять непрерывный валик между каждым из прихваточных швов. Вместо этого выполните серию очень коротких прихваточных швов, один перекрывает другой, делая короткую паузу, чтобы дать предыдущему прихваточному шву остыть. Продолжайте этот процесс, укладывая прихваточные швы друг на друга до тех пор, пока не заполните пространство между каждым из начальных одиночных прихваточных швов. Немедленно охлаждайте воздухом после каждой серии прихваточных швов, чтобы исключить любую возможность теплового коробления.
Когда две части удерживаются на одном уровне, между магнитами можно разместить одиночные сварные швы. Будьте осторожны, чтобы не опираться на новую панель при выполнении этой части. Если есть место, где зазор недостаточно широк, можно использовать 0,040-дюймовый отрезной круг, чтобы открыть зазор. После первого круга Прихватки завершены, магниты больше не нужны, и вторая серия одиночных прихваток помещается между первыми. Конечным результатом должны быть прихваточные швы на расстоянии одного дюйма друг от друга вдоль всего шва. Эта следующая часть требует некоторой дисциплины, чтобы преодолеть желание выполнять непрерывный валик между каждым из прихваточных швов. Вместо этого выполните серию очень коротких прихваточных швов, один перекрывает другой, делая короткую паузу, чтобы дать предыдущему прихваточному шву остыть. Продолжайте этот процесс, укладывая прихваточные швы друг на друга до тех пор, пока не заполните пространство между каждым из начальных одиночных прихваточных швов. Немедленно охлаждайте воздухом после каждой серии прихваточных швов, чтобы исключить любую возможность теплового коробления. Избегайте прихватки более чем на 1 дюйм сварного шва перед закалкой на воздухе. Не заполняйте зазоры один за другим, а двигайтесь вокруг шва, чтобы каждый набор прихваток мог полностью остыть. Повторите процесс заполнения зазоров с помощью прихватки до тех пор, пока шов не будет полностью сварен. Хотя важность умения работать с подачей проволоки невозможно переоценить, возможно, еще лучше уметь обращаться со шлифовальным диском. Крайне важно, чтобы только сварной шов был отшлифован, а диск не касался панели выше или ниже сварных швов. Тем не менее, случайный контакт с листовым металлом будет неизбежен. Просто будьте осторожны, чтобы не удалить какой-либо материал снаружи сварных швов. Начните с дисков с зернистостью 60. Как только будет достигнут значительный прогресс и вы приблизитесь к основному листовому металлу, переключитесь на диск с зернистостью 80. Когда вы почти закончите, снова переключитесь на грубый коричневый диск для подготовки поверхности ScotchBrite. Несколько проколов, конечно, не проблема, но если вы уложили сварные швы правильно, с хорошим проплавлением, и у вас есть навыки работы со шлифовальными дисками, шов должен буквально исчезнуть.
Избегайте прихватки более чем на 1 дюйм сварного шва перед закалкой на воздухе. Не заполняйте зазоры один за другим, а двигайтесь вокруг шва, чтобы каждый набор прихваток мог полностью остыть. Повторите процесс заполнения зазоров с помощью прихватки до тех пор, пока шов не будет полностью сварен. Хотя важность умения работать с подачей проволоки невозможно переоценить, возможно, еще лучше уметь обращаться со шлифовальным диском. Крайне важно, чтобы только сварной шов был отшлифован, а диск не касался панели выше или ниже сварных швов. Тем не менее, случайный контакт с листовым металлом будет неизбежен. Просто будьте осторожны, чтобы не удалить какой-либо материал снаружи сварных швов. Начните с дисков с зернистостью 60. Как только будет достигнут значительный прогресс и вы приблизитесь к основному листовому металлу, переключитесь на диск с зернистостью 80. Когда вы почти закончите, снова переключитесь на грубый коричневый диск для подготовки поверхности ScotchBrite. Несколько проколов, конечно, не проблема, но если вы уложили сварные швы правильно, с хорошим проплавлением, и у вас есть навыки работы со шлифовальными дисками, шов должен буквально исчезнуть. Пары слоев хорошего шлифовального герметика должно быть все, что нужно, чтобы закончить его. Источник
Пары слоев хорошего шлифовального герметика должно быть все, что нужно, чтобы закончить его. Источник - Восстановление Muscle Car: 715.834.2223; Musclecarrestorations.com
Смотрите! General Mayhem от Roadkill обновляется
Является ли Dodge Charger 68-го года «лучшим автомобилем», как говорит Дэвид Фрейбургер? Может быть, но General Mayhem определенно является одним из самых знаковых автомобилей Roadkill . Смотрите, как хозяева « Roadkill Garage » Фрайбургер и Стив Дульчич модернизируют кузов и экономят двигатель, прежде чем отправиться в путь для надлежащей процедуры обкатки — иначе говоря, прогара! Подпишитесь на пробную версию дерева в MotorTrend+ и начните смотреть каждую серию из Roadkill Garage сегодня! Видео создано Little Dot Studios.
Trending Pages
Тайник с редкими родстерами Tesla гниет в Мэриленде
M-P-Боже, почти каждая новая Toyota Tacoma получает этот Chintastic Spoiler
Преодоление гидрофобии: как действует краска на водной основе
Возрождение традиционного хот-рода на Autorama в Сакраменто
Гибридный двигатель Toyota Tacoma 2024 года: все, что нужно знать о i-Force MAX
Рекомендованные истории MotorTrend
Изготовление каркаса безопасности на базе автомобиля Троя Лэдда без излишеств 1931 года Ford Model A Coupe
Тони Такер | 


 Суть его в том, что при освещении, скажем, танцующих в затемненном помещении периодическими яркими вспышками, движения наблюдаются не непрерывными, а как бы состоящими из отдельных, следующих один за другими, «застывших» положений.
Суть его в том, что при освещении, скажем, танцующих в затемненном помещении периодическими яркими вспышками, движения наблюдаются не непрерывными, а как бы состоящими из отдельных, следующих один за другими, «застывших» положений.  Трансформатор повышающий, с большим коэффициентом трансформации (т.е. с большим соотношением витков вторичной и первичной обмоток), поэтому на обмотке II, а значит, и на поджигающем электроде лампы появляется импульс высокого напряжения. Лампа вспыхивает, и конденсатор С1 разряжается через нее. Затем процесс повторяется.
Трансформатор повышающий, с большим коэффициентом трансформации (т.е. с большим соотношением витков вторичной и первичной обмоток), поэтому на обмотке II, а значит, и на поджигающем электроде лампы появляется импульс высокого напряжения. Лампа вспыхивает, и конденсатор С1 разряжается через нее. Затем процесс повторяется. Конденсатор С1 — типа КЭ или другой оксидный, с номинальным напряжением не ниже 200 В, С2 — бумажный, например МБМ. Трансформатор может быть готовый от промышленной фотовспышки, но его можно изготовить самим на кольцевом сердечнике типоразмера К10х6х3 из феррита М2000НМ. Обмотка I должна содержать 4 витка провода ПЭЛШО 0,31, охватывающих возможно большую поверхность кольца, обмотка II — 60 витков ПЭЛШО 0,1.
Конденсатор С1 — типа КЭ или другой оксидный, с номинальным напряжением не ниже 200 В, С2 — бумажный, например МБМ. Трансформатор может быть готовый от промышленной фотовспышки, но его можно изготовить самим на кольцевом сердечнике типоразмера К10х6х3 из феррита М2000НМ. Обмотка I должна содержать 4 витка провода ПЭЛШО 0,31, охватывающих возможно большую поверхность кольца, обмотка II — 60 витков ПЭЛШО 0,1.  Настройки камеры. Использование: забавная часть.
Настройки камеры. Использование: забавная часть.
 Также попробуйте посмотреть на вибрирующую гитарную струну или на струю воды.
Также попробуйте посмотреть на вибрирующую гитарную струну или на струю воды. чтобы закрепить его на фанере.
чтобы закрепить его на фанере. Отложите камеру в сторону.
Отложите камеру в сторону.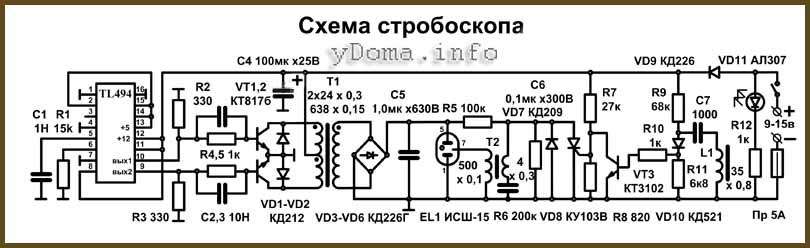
 Зажимные огни работают хорошо и легко регулируются. Направив камеру прямо на фон, а ваш объект — между ними, поместите 2 зажимных источника света, направленных слева и справа соответственно, освещая объект, а не фон.
Зажимные огни работают хорошо и легко регулируются. Направив камеру прямо на фон, а ваш объект — между ними, поместите 2 зажимных источника света, направленных слева и справа соответственно, освещая объект, а не фон.
 Это мгновенно улучшит ваши изображения.
Это мгновенно улучшит ваши изображения. Кроме того, мы используем сторонние файлы cookie, которые помогают нам анализировать и понимать использование. Они будут храниться в вашем браузере только с вашего согласия, и у вас есть возможность отказаться. Ваш выбор здесь будет записан для всех веб-сайтов Make.co.
Кроме того, мы используем сторонние файлы cookie, которые помогают нам анализировать и понимать использование. Они будут храниться в вашем браузере только с вашего согласия, и у вас есть возможность отказаться. Ваш выбор здесь будет записан для всех веб-сайтов Make.co. edu.
edu. ) Существенные новшества в УФ
стробоскопы добавлены 15.12.2018, немного обновлены 19.12.2021.
) Существенные новшества в УФ
стробоскопы добавлены 15.12.2018, немного обновлены 19.12.2021. с некоторыми уточнениями в середине марта 1998 г.)
с некоторыми уточнениями в середине марта 1998 г.) гаснет после мигания. Эти трюки обычно приводят к хранению
напряжение конденсатора около 450 вольт, но пользы от этого предостаточно.
Во-первых, вы повышаете эффективность при более низких уровнях энергии вспышки, если
напряжение выше, чем обычно потребляет импульсная лампа при использовании фотовспышки.
гаснет после мигания. Эти трюки обычно приводят к хранению
напряжение конденсатора около 450 вольт, но пользы от этого предостаточно.
Во-первых, вы повышаете эффективность при более низких уровнях энергии вспышки, если
напряжение выше, чем обычно потребляет импульсная лампа при использовании фотовспышки.  07.2018)
07.2018)


 Верхнюю часть можно вырезать только после того, как пленка будет опущена вниз на 5–7 см.
Верхнюю часть можно вырезать только после того, как пленка будет опущена вниз на 5–7 см. Затем пленка клеится, а далее опять отделяется ее треть. Процессу разглаживания уделите особое внимание, его нужно выполнять с особой тщательностью. В среднем для высыхания стекол потребуется около 3 дней. В это время ни в коем случае нельзя касаться их руками. Тонировка лобового стекла выполняется так же. Сложности могут возникнуть, если на нем будут иметься трещины. Тогда сначала нужно будет сделать ремонт, а уже потом — тонировку.
Затем пленка клеится, а далее опять отделяется ее треть. Процессу разглаживания уделите особое внимание, его нужно выполнять с особой тщательностью. В среднем для высыхания стекол потребуется около 3 дней. В это время ни в коем случае нельзя касаться их руками. Тонировка лобового стекла выполняется так же. Сложности могут возникнуть, если на нем будут иметься трещины. Тогда сначала нужно будет сделать ремонт, а уже потом — тонировку. youtube.com/embed/3Vllc4Y2t9Q?feature=oembed» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/3Vllc4Y2t9Q?feature=oembed» frameborder=»0″ allowfullscreen=»»>  Но следует знать, что ни один мастер не сможет поделиться всеми секретами и тонкостями – лишь общими знаниями. Существует несколько основных шагов.
Но следует знать, что ни один мастер не сможет поделиться всеми секретами и тонкостями – лишь общими знаниями. Существует несколько основных шагов. При этом учитывается геометрия стекол, возможные припуски и показатели растяжения пленки. На поверхность окна наносят мыльный раствор. Во избежание появления задиров при эксплуатации необходимо выполнять точную подгонку и достигать хорошего прилегания пленки к стеклу. Монтаж проводится по направлению сверху вниз. С целью разглаживания рекомендуется использовать фен и шпатель.
При этом учитывается геометрия стекол, возможные припуски и показатели растяжения пленки. На поверхность окна наносят мыльный раствор. Во избежание появления задиров при эксплуатации необходимо выполнять точную подгонку и достигать хорошего прилегания пленки к стеклу. Монтаж проводится по направлению сверху вниз. С целью разглаживания рекомендуется использовать фен и шпатель. Наши мастера применяют современные технологии установки и используют в работе исключительно сертифицированные материалы. Качество работы подтверждают многочисленные отзывы от наших довольных клиентов!
Наши мастера применяют современные технологии установки и используют в работе исключительно сертифицированные материалы. Качество работы подтверждают многочисленные отзывы от наших довольных клиентов! Существует множество видов тонировки окон, и с различными типами материалов стоимость может сильно различаться.
Существует множество видов тонировки окон, и с различными типами материалов стоимость может сильно различаться.

 Хотя это предпочтительный метод, он не обеспечивает максимальный уровень УФ-защиты по сравнению с другими типами.
Хотя это предпочтительный метод, он не обеспечивает максимальный уровень УФ-защиты по сравнению с другими типами. Он также изолирует автомобиль и снижает температуру примерно на 40 процентов. Карбоновая тонировка стоит дорого, и вы заплатите больше за ее долговечность и тот факт, что она не потускнеет со временем.
Он также изолирует автомобиль и снижает температуру примерно на 40 процентов. Карбоновая тонировка стоит дорого, и вы заплатите больше за ее долговечность и тот факт, что она не потускнеет со временем. Для высокопроизводительной керамической или металлической пленки это может стоить более 800 долларов. Тип транспортного средства также играет роль. В грузовиках меньше окон, поэтому они немного дешевле — в среднем 350 долларов. Внедорожники и минивэны являются самыми дорогими из-за количества окон и высоты окон. Диапазон для этих транспортных средств составляет 250-750 долларов. У купе большие наклонные задние окна, что делает их дороже седанов и обычно стоит 200-600 долларов. Помните, найдите авторитетную тонировочную мастерскую, которая предлагает достойную гарантию на свои услуги по тонировке окон. На некоторые тонировочные пленки дается пожизненная гарантия, на другие — более короткий срок гарантии. Это не одна из тех статей расходов, к которым хочется возвращаться каждый год.
Для высокопроизводительной керамической или металлической пленки это может стоить более 800 долларов. Тип транспортного средства также играет роль. В грузовиках меньше окон, поэтому они немного дешевле — в среднем 350 долларов. Внедорожники и минивэны являются самыми дорогими из-за количества окон и высоты окон. Диапазон для этих транспортных средств составляет 250-750 долларов. У купе большие наклонные задние окна, что делает их дороже седанов и обычно стоит 200-600 долларов. Помните, найдите авторитетную тонировочную мастерскую, которая предлагает достойную гарантию на свои услуги по тонировке окон. На некоторые тонировочные пленки дается пожизненная гарантия, на другие — более короткий срок гарантии. Это не одна из тех статей расходов, к которым хочется возвращаться каждый год. Если вы перепродаете свой автомобиль после тонировки стекол, имейте в виду, что это может повлиять на стоимость при перепродаже. Покупатели купе могут оценить тонированные стекла, а водители седанов или внедорожников — нет. Таким образом, вы не можете возместить то, что вы заплатили за услугу, когда придет время продавать.
Если вы перепродаете свой автомобиль после тонировки стекол, имейте в виду, что это может повлиять на стоимость при перепродаже. Покупатели купе могут оценить тонированные стекла, а водители седанов или внедорожников — нет. Таким образом, вы не можете возместить то, что вы заплатили за услугу, когда придет время продавать. ..
.. 
 Вот что ожидать:
Вот что ожидать: Обычно это небольшие пузырьки, вызванные герметиком. С ними можно справиться, сжав и расправив их после того, как оттенок высохнет, или обратив внимание специалистов по тонировке окон на проблему пузырьков.
Обычно это небольшие пузырьки, вызванные герметиком. С ними можно справиться, сжав и расправив их после того, как оттенок высохнет, или обратив внимание специалистов по тонировке окон на проблему пузырьков.

 Следите также за плотностью электролита.
Следите также за плотностью электролита.
 Это может быть связано с несколькими причинами. Но, основной является – низкий уровень масла. Хотя, неисправность может быть скрыта и в другом месте. Рассмотрим, причины загорания лампочки уровня масла, а также методы решения неисправности.
Это может быть связано с несколькими причинами. Но, основной является – низкий уровень масла. Хотя, неисправность может быть скрыта и в другом месте. Рассмотрим, причины загорания лампочки уровня масла, а также методы решения неисправности. Перед тем, как определиться с неисправностью, необходимо разобраться с местоположением датчика под капотом.
Перед тем, как определиться с неисправностью, необходимо разобраться с местоположением датчика под капотом.


 Такую же процедуру проводим с остальными проводами.
Такую же процедуру проводим с остальными проводами.
 Тахометр требовал, чтобы водители не превышали максимальные обороты двигателя на каждой передаче. Но знаете ли вы, что не все тахометры одинаковы? Нет, мы не там, где начинается красная зона оборотов двигателя. На некоторых машинах можно увидеть разную маркировку оборотов двигателя. Например, во многих старых машинах на тахометре можно увидеть шкалу значений оборотов двигателя 10, 20, 30, 40 и т. д. В более современных автомобилях обороты двигателя обозначаются числовыми значениями 1, 2, 3, 4. и т.д. Но почему существуют два разных типа приборов для измерения оборотов двигателя?
Тахометр требовал, чтобы водители не превышали максимальные обороты двигателя на каждой передаче. Но знаете ли вы, что не все тахометры одинаковы? Нет, мы не там, где начинается красная зона оборотов двигателя. На некоторых машинах можно увидеть разную маркировку оборотов двигателя. Например, во многих старых машинах на тахометре можно увидеть шкалу значений оборотов двигателя 10, 20, 30, 40 и т. д. В более современных автомобилях обороты двигателя обозначаются числовыми значениями 1, 2, 3, 4. и т.д. Но почему существуют два разных типа приборов для измерения оборотов двигателя? Обратите внимание на фото выше. Тахометр с цифрами 1, 2, 3, 4 и т. д. обозначается Х1000, а это значит, что указанное значение необходимо умножить на 1000. Так вы получите фактическое количество оборотов двигателя в минуту. При указании числа оборотов двигателя 10, 20, 30, 40 и т. д. нужно умножать на 100 (так как на этикетке тахометра написано Х100).
Обратите внимание на фото выше. Тахометр с цифрами 1, 2, 3, 4 и т. д. обозначается Х1000, а это значит, что указанное значение необходимо умножить на 1000. Так вы получите фактическое количество оборотов двигателя в минуту. При указании числа оборотов двигателя 10, 20, 30, 40 и т. д. нужно умножать на 100 (так как на этикетке тахометра написано Х100). Но почему производители автомобилей используют тахометры с разной шкалой оборотов двигателя?
Но почему производители автомобилей используют тахометры с разной шкалой оборотов двигателя? S CM моды 38
S CM моды 38 


 Рано или поздно Вы будете вынуждены обратиться к услугам автокомплекса «Гараж» или другого моечного комплекса с высоким качеством обслуживания и хорошей репутацией, чтобы устранить следы непрофессионализма и привести автомобиль в надлежащий вид.
Рано или поздно Вы будете вынуждены обратиться к услугам автокомплекса «Гараж» или другого моечного комплекса с высоким качеством обслуживания и хорошей репутацией, чтобы устранить следы непрофессионализма и привести автомобиль в надлежащий вид.

 В условиях теплого климата, эффект процедуры может сохраняться в течение 3-х лет.
В условиях теплого климата, эффект процедуры может сохраняться в течение 3-х лет. По завершению процедуры, сотрудники нашего центра дадут водителям все рекомендации относительно дальнейшего использования авто.
По завершению процедуры, сотрудники нашего центра дадут водителям все рекомендации относительно дальнейшего использования авто.
 Лучший автомобильный воск — это не дополнительная забота о вашем автомобиле, а жизненно важная часть поддержания его ценности на протяжении многих лет.
Лучший автомобильный воск — это не дополнительная забота о вашем автомобиле, а жизненно важная часть поддержания его ценности на протяжении многих лет. Прозрачный слой автомобильного воска поглощает любые загрязнения с дорог вокруг Калвер-Сити и за его пределами. Затем эти загрязнения просто смываются перед следующим регулярным вощением автомобиля, защищая вашу краску от царапин и сколов.
Прозрачный слой автомобильного воска поглощает любые загрязнения с дорог вокруг Калвер-Сити и за его пределами. Затем эти загрязнения просто смываются перед следующим регулярным вощением автомобиля, защищая вашу краску от царапин и сколов.
 С одной стороны, вощение вашего автомобиля может помочь защитить его от непогоды и сохранить его блестящий и новый вид. С другой стороны, это может занять много времени и денег. Вот взгляд на плюсы и минусы восковой эпиляции автомобиля рядом со мной, а также несколько советов о том, как получить максимальную отдачу от процесса.
С одной стороны, вощение вашего автомобиля может помочь защитить его от непогоды и сохранить его блестящий и новый вид. С другой стороны, это может занять много времени и денег. Вот взгляд на плюсы и минусы восковой эпиляции автомобиля рядом со мной, а также несколько советов о том, как получить максимальную отдачу от процесса. Обычно требуется не менее двух часов, чтобы правильно нанести воск и добиться наилучшего вида.
Обычно требуется не менее двух часов, чтобы правильно нанести воск и добиться наилучшего вида.
 Вощение вашего автомобиля защищает его от непогоды и помогает ему выглядеть блестящим и новым. Это может занять много времени, но в конечном итоге оно того стоит.
Вощение вашего автомобиля защищает его от непогоды и помогает ему выглядеть блестящим и новым. Это может занять много времени, но в конечном итоге оно того стоит. С небольшим уходом ваш автомобиль долгие годы будет выглядеть как новый.
С небольшим уходом ваш автомобиль долгие годы будет выглядеть как новый.
 Подобные модели используются для передачи сигналов водителям и освещения трассы. По техническим характеристикам светодиоды отличаются повышенной яркостью по сравнению с другими лампами, увеличением КПД на 300%. Кроме того, увеличивается плотность светового излучения на дороге. На фаре Нива-2121 светодиодный тюнинг можно делать только для автомобилей с размером прорези 7 дюймов.
Подобные модели используются для передачи сигналов водителям и освещения трассы. По техническим характеристикам светодиоды отличаются повышенной яркостью по сравнению с другими лампами, увеличением КПД на 300%. Кроме того, увеличивается плотность светового излучения на дороге. На фаре Нива-2121 светодиодный тюнинг можно делать только для автомобилей с размером прорези 7 дюймов. Такая оптика легко устанавливается в пазы вместо цоколя лампы. Он идеально подходит для отечественных автомобилей 10×12, так как процесс установки занимает всего 24 минуты, а освещение значительно улучшено. В зависимости от моделей автомобилей «Нива» тюнинг необходимо проводить с использованием лампочек V или XNUMX V.
Такая оптика легко устанавливается в пазы вместо цоколя лампы. Он идеально подходит для отечественных автомобилей 10×12, так как процесс установки занимает всего 24 минуты, а освещение значительно улучшено. В зависимости от моделей автомобилей «Нива» тюнинг необходимо проводить с использованием лампочек V или XNUMX V. В остальных случаях требуется не столько регулировка, сколько ремонт: подпайка подгоревших контактов, замена замутившейся оптики, удаление разрушенного рефлектора или блока. Большую часть работ по освещению можно выполнить самостоятельно, чем и пользуются автолюбители.
В остальных случаях требуется не столько регулировка, сколько ремонт: подпайка подгоревших контактов, замена замутившейся оптики, удаление разрушенного рефлектора или блока. Большую часть работ по освещению можно выполнить самостоятельно, чем и пользуются автолюбители. При отсутствии опыта тюнинга лучше довериться специалисту.
При отсутствии опыта тюнинга лучше довериться специалисту. Главное, установка должна быть правильной, чтобы не слепить встречные машины на дороге.
Главное, установка должна быть правильной, чтобы не слепить встречные машины на дороге. Отличается равномерным распределением уровня освещенности благодаря наличию колпака для отражения. Обладает достаточной водостойкостью и не подвержен запотеванию. Код покупки 100-1124N-LD;
Отличается равномерным распределением уровня освещенности благодаря наличию колпака для отражения. Обладает достаточной водостойкостью и не подвержен запотеванию. Код покупки 100-1124N-LD;


 При аккуратном и спокойном монтаже и демонтаже проблем возникнуть не должно, все можно сделать самостоятельно.
При аккуратном и спокойном монтаже и демонтаже проблем возникнуть не должно, все можно сделать самостоятельно.
 Если это просто более современный вид, старый задний фонарь часто можно заменить на более новый, например, после фейслифтинга с использованием plug & play. Гораздо дешевле настроить световое покрытие с помощью простого прозрачного стеклянного покрытия, светодиодных ламп или тонированного покрытия. При замене третьего стоп-сигнала можно использовать уже упомянутые прозрачные стеклянные колпаки или черные стеклянные колпаки в дополнение к новой форме или длине. Нет предела воображению с точки зрения оптики. Также можно использовать более яркие светодиодные лампы. При тюнинге стоп-сигналов есть несколько возможностей закрепить заднюю часть в общей концепции объекта тюнинга. Однако это были почти все предложения , а не , соответствующие СтВЗО.
Если это просто более современный вид, старый задний фонарь часто можно заменить на более новый, например, после фейслифтинга с использованием plug & play. Гораздо дешевле настроить световое покрытие с помощью простого прозрачного стеклянного покрытия, светодиодных ламп или тонированного покрытия. При замене третьего стоп-сигнала можно использовать уже упомянутые прозрачные стеклянные колпаки или черные стеклянные колпаки в дополнение к новой форме или длине. Нет предела воображению с точки зрения оптики. Также можно использовать более яркие светодиодные лампы. При тюнинге стоп-сигналов есть несколько возможностей закрепить заднюю часть в общей концепции объекта тюнинга. Однако это были почти все предложения , а не , соответствующие СтВЗО.  Еще одним преимуществом является то, что вы можете усилить предупреждающий эффект стоп-сигнала, используя более яркие светодиоды.
Еще одним преимуществом является то, что вы можете усилить предупреждающий эффект стоп-сигнала, используя более яркие светодиоды. Кроме того, не должно происходить короткого замыкания, чтобы другие электрические компоненты не пострадали. Используемые стоп-сигналы должны быть одобрены для автомобиля, если он все еще используется на дороге. Поэтому важно убедиться, что светильники имеют соответствующее общее разрешение на эксплуатацию или имеют электронную маркировку.
Кроме того, не должно происходить короткого замыкания, чтобы другие электрические компоненты не пострадали. Используемые стоп-сигналы должны быть одобрены для автомобиля, если он все еще используется на дороге. Поэтому важно убедиться, что светильники имеют соответствующее общее разрешение на эксплуатацию или имеют электронную маркировку. Наша цель состоит в том, чтобы иметь самый большой немецкоязычный лексикон по настройке ( Тюнинг Википедия ) и объяснять термины настройки от А до Я легко и понятно. Почти каждый день мы расширяем этот лексикон и насколько мы далеко, вы можете ЗДЕСЬ см. Вскоре следующим будет Концепция тюнинга сцены , которая будет освещена нами. Кстати, вы будете проинформированы о новых темах, если у вас есть подписка на нашу ленту новостей.
Наша цель состоит в том, чтобы иметь самый большой немецкоязычный лексикон по настройке ( Тюнинг Википедия ) и объяснять термины настройки от А до Я легко и понятно. Почти каждый день мы расширяем этот лексикон и насколько мы далеко, вы можете ЗДЕСЬ см. Вскоре следующим будет Концепция тюнинга сцены , которая будет освещена нами. Кстати, вы будете проинформированы о новых темах, если у вас есть подписка на нашу ленту новостей.
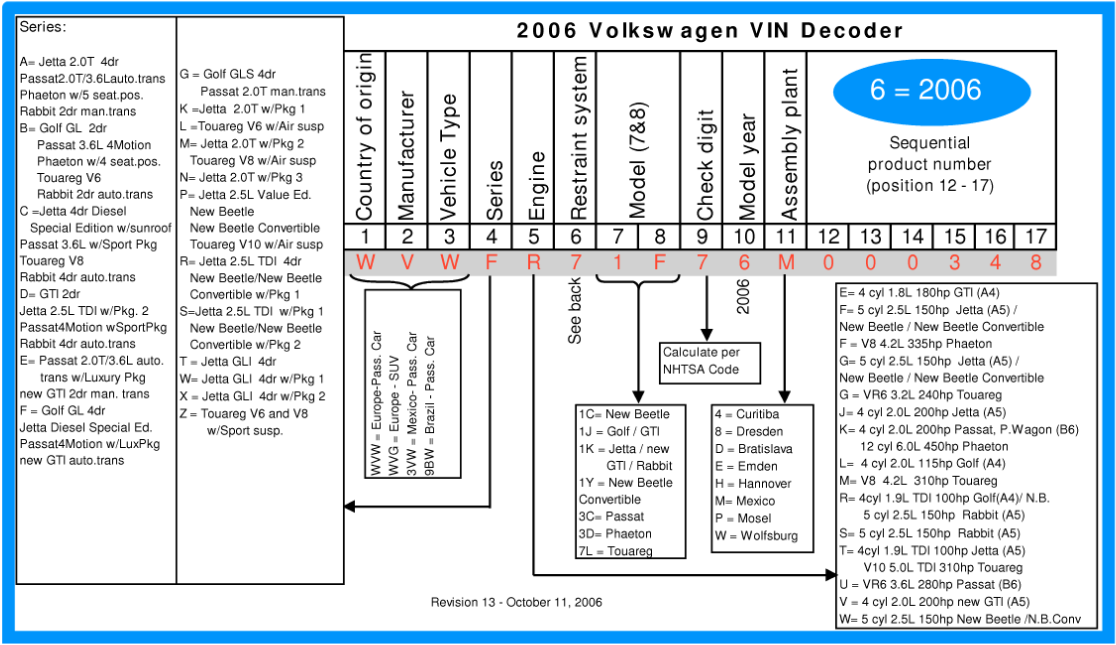
 Северная Америка, поскольку там зародилось VIN-кодирование, получила номера, начинающиеся с 1, 2, 3, 4, 5. Европа обозначается буквами от S до Z.
Северная Америка, поскольку там зародилось VIN-кодирование, получила номера, начинающиеся с 1, 2, 3, 4, 5. Европа обозначается буквами от S до Z.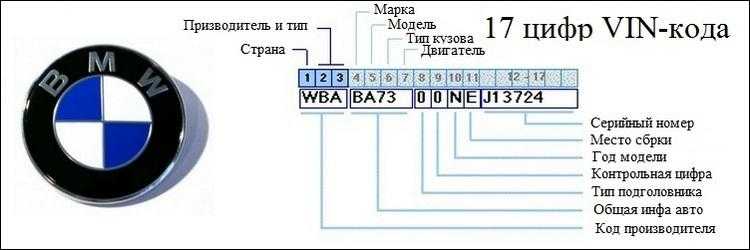 Если производитель изготовляет меньше чем 500 ДТС за год, то третий символ кода — цифра 9.
Если производитель изготовляет меньше чем 500 ДТС за год, то третий символ кода — цифра 9.
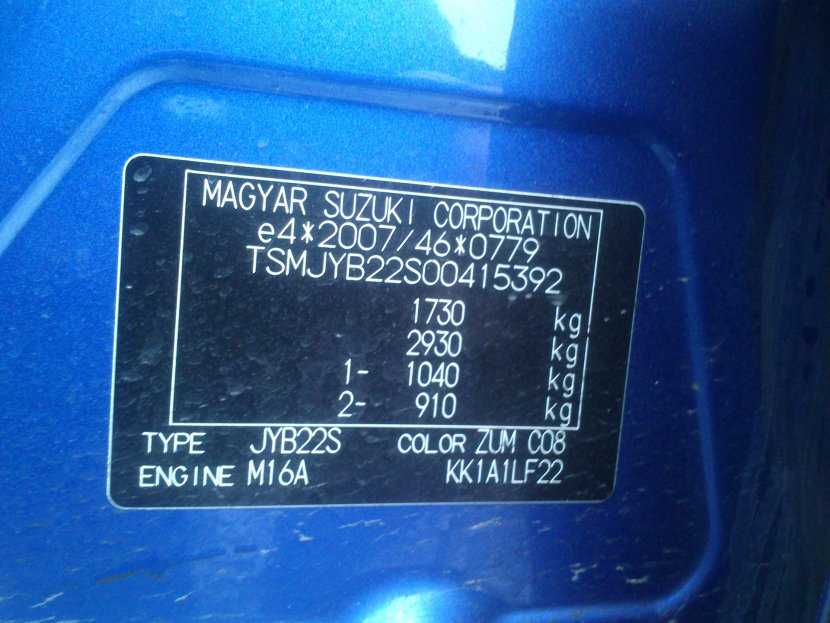
 VIN наносится на машины отечественных и зарубежных марок. Чаще всего коды располагаются на кузовных стойках (слева), под креслом переднего пассажира (на полу), в подкапотном пространстве с пассажирской стороны. Стоит учитывать, что месторасположение номеров выбирается самостоятельно каждым производителем и меняется в зависимости от бренда, марки и модификации ТС. По VIN-коду при необходимости определяется тип силового агрегата, трансмиссии, кузова. Код размещается в один/два ряда. Между символами соблюдается одинаковый интервал. При двухрядном расположении допускается разделение частей по группам. Иногда в ВИНе используются символы-разделители (фирменная символика завода-изготовителя, черта, звездочка).
VIN наносится на машины отечественных и зарубежных марок. Чаще всего коды располагаются на кузовных стойках (слева), под креслом переднего пассажира (на полу), в подкапотном пространстве с пассажирской стороны. Стоит учитывать, что месторасположение номеров выбирается самостоятельно каждым производителем и меняется в зависимости от бренда, марки и модификации ТС. По VIN-коду при необходимости определяется тип силового агрегата, трансмиссии, кузова. Код размещается в один/два ряда. Между символами соблюдается одинаковый интервал. При двухрядном расположении допускается разделение частей по группам. Иногда в ВИНе используются символы-разделители (фирменная символика завода-изготовителя, черта, звездочка).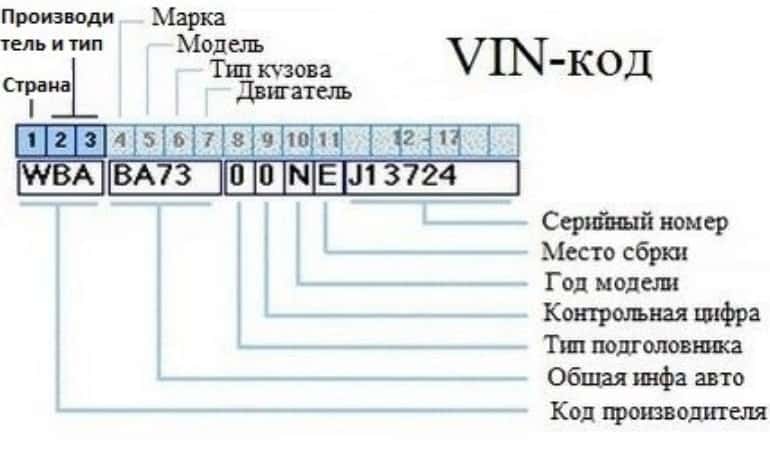 Дает представление о стране-производителе, названии компании. По коду можно легко идентифицировать страну (список есть в свободном доступе в сети). Некоторые автоконцерны зашифровывают данные в формате цифр, букв;
Дает представление о стране-производителе, названии компании. По коду можно легко идентифицировать страну (список есть в свободном доступе в сети). Некоторые автоконцерны зашифровывают данные в формате цифр, букв; Обозначение года выпуска периодически повторяется (раз в 30 лет). К примеру, на автомобилях, сошедших с конвейера в 1981 и 2011 году, десятая позиция будет обозначаться одинаково – буквой А, у машин, собранных в 1998 г., – J, в 1992 – N.
Обозначение года выпуска периодически повторяется (раз в 30 лет). К примеру, на автомобилях, сошедших с конвейера в 1981 и 2011 году, десятая позиция будет обозначаться одинаково – буквой А, у машин, собранных в 1998 г., – J, в 1992 – N. По номеру можно определять возраст ТС с точностью до полугодия.
По номеру можно определять возраст ТС с точностью до полугодия. Проверяется корректность ВИН-номера, выясняется количество предыдущих сделок купли-продажи, факты участия в ДТП, сведения о проводимом ремонте, техническом обслуживании автотранспорта, точном количестве владельцев по ПТС. Копии отчетов предоставляются в электронном виде на почту.
Проверяется корректность ВИН-номера, выясняется количество предыдущих сделок купли-продажи, факты участия в ДТП, сведения о проводимом ремонте, техническом обслуживании автотранспорта, точном количестве владельцев по ПТС. Копии отчетов предоставляются в электронном виде на почту. Пример: JT3AC12R2M1004794
Пример: JT3AC12R2M1004794 Например, в 1980 году Ford и AMC придерживались статус-кво, используя ноль для обозначения года. General Motors и Chrysler приняли новый стандарт с буквой «A» вместо традиционного нуля для своих VIN.
Например, в 1980 году Ford и AMC придерживались статус-кво, используя ноль для обозначения года. General Motors и Chrysler приняли новый стандарт с буквой «A» вместо традиционного нуля для своих VIN.
 Тем не менее, количество символов и цифр варьируется от одного автопроизводителя к другому, но по существу есть 2 символа, которые необходимы, чтобы узнать дату производства любого автомобиля. В случае автомобилей Toyota их номер VIN обычно состоит из 22 символов.
Тем не менее, количество символов и цифр варьируется от одного автопроизводителя к другому, но по существу есть 2 символа, которые необходимы, чтобы узнать дату производства любого автомобиля. В случае автомобилей Toyota их номер VIN обычно состоит из 22 символов. Проверьте стоимость топлива для вашего автомобиля с помощью Калькулятора стоимости топлива. которые в данном случае равны 1 и 0, представляет месяц изготовления. 21-й и 22-й знаки, в данном случае 2 и 1, обозначают год изготовления. Следовательно, автомобиль с VIN-номером MBJBA3FS25683700211021 изготовлен в октябре 2021 года.
Проверьте стоимость топлива для вашего автомобиля с помощью Калькулятора стоимости топлива. которые в данном случае равны 1 и 0, представляет месяц изготовления. 21-й и 22-й знаки, в данном случае 2 и 1, обозначают год изготовления. Следовательно, автомобиль с VIN-номером MBJBA3FS25683700211021 изготовлен в октябре 2021 года.



 номеру
номеру
 Чтобы найти эту информацию, все, что вам нужно сделать, это найти идентификационный номер автомобиля или VIN. Даже если вы не работаете с дилерским центром, предлагающим бесплатный доступ к платным сайтам проверки VIN, вы все равно можете бесплатно получить доступ к этой важной информации.
Чтобы найти эту информацию, все, что вам нужно сделать, это найти идентификационный номер автомобиля или VIN. Даже если вы не работаете с дилерским центром, предлагающим бесплатный доступ к платным сайтам проверки VIN, вы все равно можете бесплатно получить доступ к этой важной информации. Продолжайте читать, чтобы узнать больше о каждом из них.
Продолжайте читать, чтобы узнать больше о каждом из них.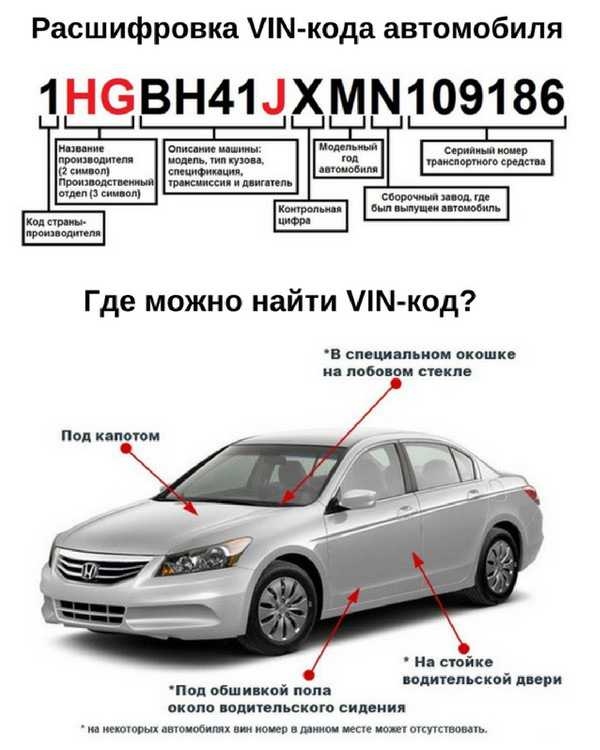 Часто это фотографии того, как автомобиль выглядел во время последней продажи.
Часто это фотографии того, как автомобиль выглядел во время последней продажи. Это включает в себя, сколько раз владельцы продавали автомобиль, был ли он в каких-либо авариях и вмешивался ли кто-то в одометр. Цена тоже справедливая. Дилеры могут получать неограниченные отчеты об истории транспортных средств всего за 39,99 долларов США.
Это включает в себя, сколько раз владельцы продавали автомобиль, был ли он в каких-либо авариях и вмешивался ли кто-то в одометр. Цена тоже справедливая. Дилеры могут получать неограниченные отчеты об истории транспортных средств всего за 39,99 долларов США. Любая более подробная информация обычно не нужна и может в конечном итоге просто запутать процесс. Проверка VIN на VinPit дает вам именно ту информацию, которая вам нужна: простое представление о факторах, которые, вероятно, наиболее важны для вас при покупке подержанного автомобиля.
Любая более подробная информация обычно не нужна и может в конечном итоге просто запутать процесс. Проверка VIN на VinPit дает вам именно ту информацию, которая вам нужна: простое представление о факторах, которые, вероятно, наиболее важны для вас при покупке подержанного автомобиля.
 Если вы ищете исторические данные о преступлениях, связанных с транспортным средством, вам подойдет Национальное бюро по борьбе с преступностью. С другой стороны, iSeeCars — лучший вариант, если вам нужна исчерпывающая информация о транспортном средстве.
Если вы ищете исторические данные о преступлениях, связанных с транспортным средством, вам подойдет Национальное бюро по борьбе с преступностью. С другой стороны, iSeeCars — лучший вариант, если вам нужна исчерпывающая информация о транспортном средстве. Вы можете найти код краски внутри вашего GMC или используя VIN вашего GMC.
Вы можете найти код краски внутри вашего GMC или используя VIN вашего GMC. 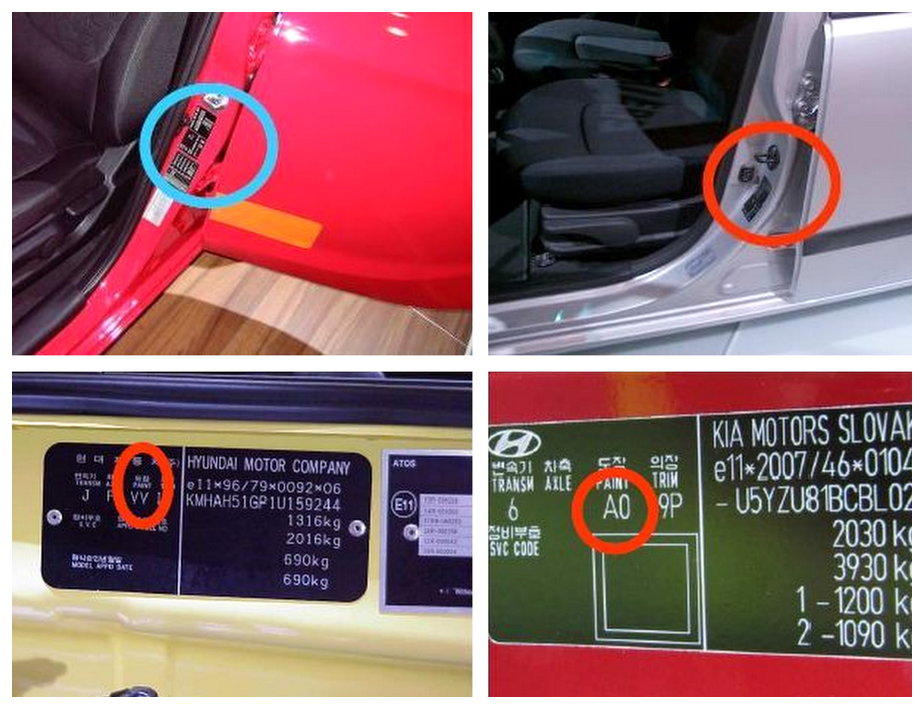 Этот код указан на индикаторной наклейке запасных частей GMC . Однако расположение этой наклейки может меняться в зависимости от модели автомобиля.
Этот код указан на индикаторной наклейке запасных частей GMC . Однако расположение этой наклейки может меняться в зависимости от модели автомобиля. Нанесите несколько слоев , подождите двадцать минут между слоями .
Нанесите несколько слоев , подождите двадцать минут между слоями .
 Это устройство должно быть отрегулировано так, чтобы скорость не могла превысить 90 км/ч, с учетом технического допуска устройства.
Это устройство должно быть отрегулировано так, чтобы скорость не могла превысить 90 км/ч, с учетом технического допуска устройства. 2.1 «Соблюдение требований настоящей главы», сообщаем следующее:
2.1 «Соблюдение требований настоящей главы», сообщаем следующее: «
« 9.2.5 ДОПОГ и соответствие тормозной системы правилам ЕЭК ООН №13 в соответствии с п.9.2.3.1.1 ДОПОГ на транспортных средствах EX/II, EX/III, FL, OX, АТ должны быть всегда, ВНЕ зависимости от года выпуска и максимальной массы транспортного средства.
9.2.5 ДОПОГ и соответствие тормозной системы правилам ЕЭК ООН №13 в соответствии с п.9.2.3.1.1 ДОПОГ на транспортных средствах EX/II, EX/III, FL, OX, АТ должны быть всегда, ВНЕ зависимости от года выпуска и максимальной массы транспортного средства. (Поправка серии 09).
(Поправка серии 09). 6 В соответствии с частью III настоящих Правил:
6 В соответствии с частью III настоящих Правил: Если бы были законодатели допускали достаточным требованием функцию ограничения скорости, предусмотренную заводом-изготовителем, требования звучали бы «… должны соответствовать требованиям правил ЕЭК ООН №89», и пункт 9.2.5 ДОПОГ звучал БЫ «Устройство ограничения скорости либо (и) Функция ограничения скорости». Но в документах прописано уточнение о требовании наличия отельного УСТРОЙСТВА ограничения скорости.
Если бы были законодатели допускали достаточным требованием функцию ограничения скорости, предусмотренную заводом-изготовителем, требования звучали бы «… должны соответствовать требованиям правил ЕЭК ООН №89», и пункт 9.2.5 ДОПОГ звучал БЫ «Устройство ограничения скорости либо (и) Функция ограничения скорости». Но в документах прописано уточнение о требовании наличия отельного УСТРОЙСТВА ограничения скорости. Если ABS не установлен на заводе вам необходимо обратиться в сертифицированные организации для установки оборудования. Установка ABS является изменением конструкции автомобиля и требует регистрации в ГИБДД.
Если ABS не установлен на заводе вам необходимо обратиться в сертифицированные организации для установки оборудования. Установка ABS является изменением конструкции автомобиля и требует регистрации в ГИБДД.
 Блоки системы ABS внедряют не только в полуприцепы, но и так же на тягачи, Камазы, Мазы, к ним крепятся и сцепляются прицепы и полуприцепы. Движение по дорогам оборудованной техники становится намного безопаснее и лучше, а водитель чувствует себя увереннее в опасных моментах.
Блоки системы ABS внедряют не только в полуприцепы, но и так же на тягачи, Камазы, Мазы, к ним крепятся и сцепляются прицепы и полуприцепы. Движение по дорогам оборудованной техники становится намного безопаснее и лучше, а водитель чувствует себя увереннее в опасных моментах. Монтируя ступицы обратно на машину, вам надо поменять шпильки ступицы.
На автотранспорт происходит монтаж энерго-аккумулятора. Затем необходимо проверить степень протяжки шпилек на ступицах и обязательно целостность всех контуров.
Монтируя ступицы обратно на машину, вам надо поменять шпильки ступицы.
На автотранспорт происходит монтаж энерго-аккумулятора. Затем необходимо проверить степень протяжки шпилек на ступицах и обязательно целостность всех контуров.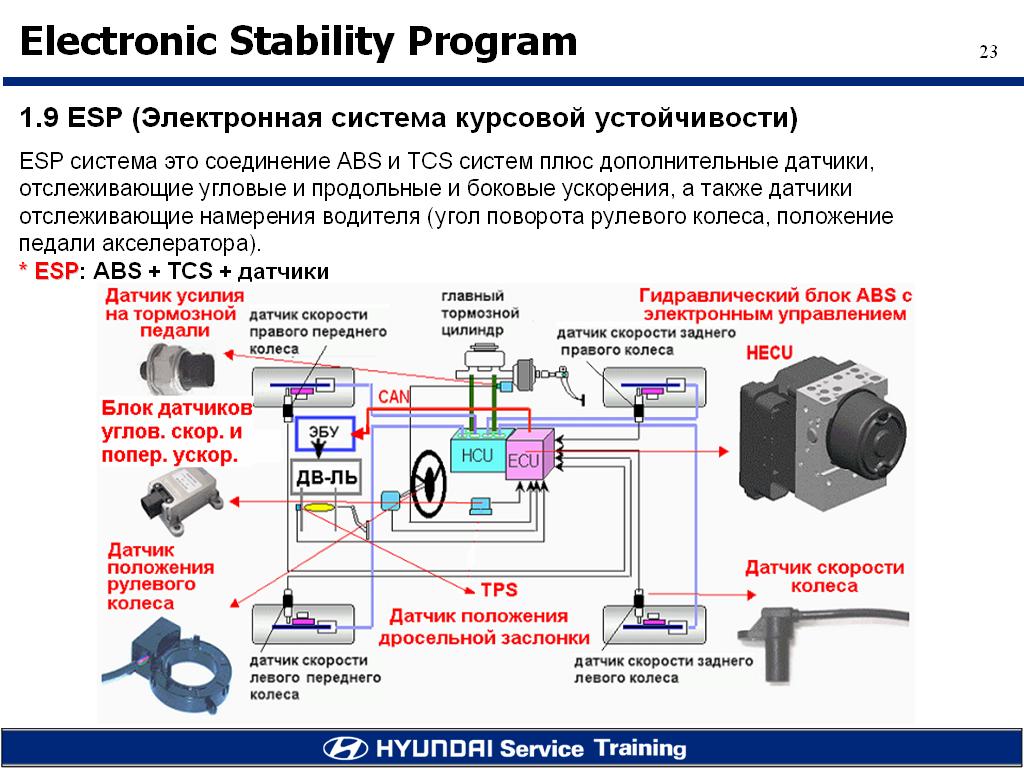
 Тахограф
Тахограф

 Во время Roadcheck в этом году — и в любое время года — убедитесь, что вы:
Во время Roadcheck в этом году — и в любое время года — убедитесь, что вы: По крайней мере, за год более 59 000 проверок привели к увольнению 12 500 коммерческих автомобилей и 3700 водителей (OOS).
По крайней мере, за год более 59 000 проверок привели к увольнению 12 500 коммерческих автомобилей и 3700 водителей (OOS).
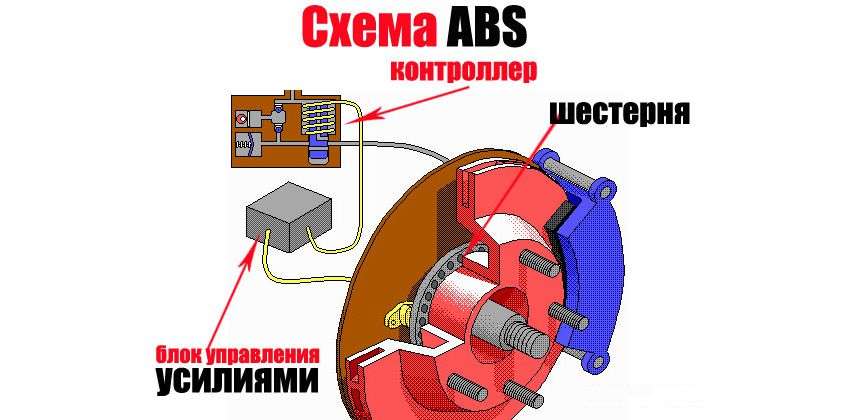
 Во время дорожной проверки в этом году — и в любое время года — убедитесь, что ваши:
Во время дорожной проверки в этом году — и в любое время года — убедитесь, что ваши: Предпосылка антиблокировочной системы тормозов, широко известная как «ABS», проста — она сводит к минимуму вероятность блокировки тормозов во время резкой остановки. На скользких дорогах и в других опасных ситуациях ABS может означать разницу между неожиданной, но безопасной экстренной остановкой и аварией с возможными серьезными травмами.
Предпосылка антиблокировочной системы тормозов, широко известная как «ABS», проста — она сводит к минимуму вероятность блокировки тормозов во время резкой остановки. На скользких дорогах и в других опасных ситуациях ABS может означать разницу между неожиданной, но безопасной экстренной остановкой и аварией с возможными серьезными травмами. Более низкие показатели аварийности также означают более низкие страховые взносы для автомобилей, оборудованных ABS. Автомобили, оснащенные ABS, также получают небольшое повышение стоимости при перепродаже, что означает больше денег, когда вы, наконец, продаете или сдаете свой автомобиль.
Более низкие показатели аварийности также означают более низкие страховые взносы для автомобилей, оборудованных ABS. Автомобили, оснащенные ABS, также получают небольшое повышение стоимости при перепродаже, что означает больше денег, когда вы, наконец, продаете или сдаете свой автомобиль.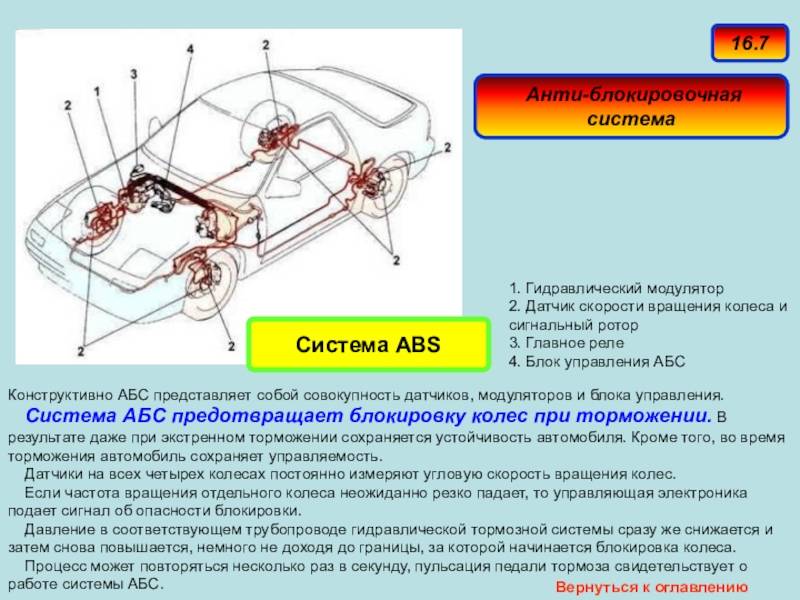
 Продукция успешно реализуется в 50 странах мира. Остекление идет на заводскую установку в Тойоты и Ауди.
Продукция успешно реализуется в 50 странах мира. Остекление идет на заводскую установку в Тойоты и Ауди.


 Узнать больше
Узнать больше

 д. Мы ищем заполнить позиции по всем направлениям.
д. Мы ищем заполнить позиции по всем направлениям.

 Фуяо считался «спасителем» Морены и ее жителей.
Фуяо считался «спасителем» Морены и ее жителей. Американские менеджеры, супервайзеры и президент компании пытались заставить председателя Цао внести изменения после того, как OSHA обнаружило, что рабочие зоны были «слишком плотными», но ничего не изменилось.
Американские менеджеры, супервайзеры и президент компании пытались заставить председателя Цао внести изменения после того, как OSHA обнаружило, что рабочие зоны были «слишком плотными», но ничего не изменилось. В прошлом я писал о том, что американские компании должны предоставлять китайским рабочим определенное количество выходных в течение недели для посещения собраний коммунистической партии.
В прошлом я писал о том, что американские компании должны предоставлять китайским рабочим определенное количество выходных в течение недели для посещения собраний коммунистической партии. Если этот раздел документального фильма не заставит вас бесконечно благодарить за то, что вы американец, работающий в американской компании, то ничего не сделает.
Если этот раздел документального фильма не заставит вас бесконечно благодарить за то, что вы американец, работающий в американской компании, то ничего не сделает. Это явно не сработало, поэтому он поблагодарил их и отпустил, чтобы они приступили к работе.
Это явно не сработало, поэтому он поблагодарил их и отпустил, чтобы они приступили к работе. Я много раз писал об этом в разные годы.
Я много раз писал об этом в разные годы. В буддизме, который, как оказалось, исповедовал Председатель Цао, есть поговорка: «Все просто хотят быть счастливыми и свободными от страданий». В этом отношении мы все едины, что внезапно понял американский менеджер, но не китаянка.
В буддизме, который, как оказалось, исповедовал Председатель Цао, есть поговорка: «Все просто хотят быть счастливыми и свободными от страданий». В этом отношении мы все едины, что внезапно понял американский менеджер, но не китаянка.
