Что можно сделать со ржавчиной на кузове автомобиля
Свежий номер
РГ-Неделя
Родина
Тематические приложения
Союз
Свежий номер
Рубрика:
Легковые авто
11.02.2022 11:06
Майя Бирюкова
С мелкими очагами ржавчины на кузове борются далеко не все автомобилисты. Некоторые ждут, пока повреждения металла станут довольно большими, чтобы отремонтировать деталь целиком.
Istock
Существует три разновидности коррозии, пишет aif.ru: очаговая, точечная и структурная. Очаговая ржавчина начинается с точечной: пятна постепенно растут вширь. Даже через несколько месяцев после появления их можно устранить, поскольку внутрь металла они не успевают проникнуть.
Но если проморгать момент, то небольшие пятна превратятся в межкристаллитную коррозию. Она нарушит связи между зернами металла, что ухудшит его механические свойства. Структурную коррозию усугубляют ежедневные динамические нагрузки, которые претерпевает кузов. Со временем в деталях возникают сквозные отверстия, шансы на ремонт которых ничтожно малы. Поэтому есть смысл обезопасить кузов, когда точки ржавчины только начинают появляться.
Можно попробовать заняться ремонтом самостоятельно. Главное условие — наличие теплого и сухого гаража, где нанесенная краска сможет нормально просохнуть.
Первым делом нужно зачистить очаг поражения, затем загрунтовать его, зашпаклевать, а потом покрасить. Пригодится наждачная бумага различной зернистости, шуруповерт или шлифмашинка с круговой насадкой. Нужно подготовить также преобразователь ржавчины, обезжиривающий растворитель, грунтовку, шпаклевку с отвердителем, краску под цвет кузова и прозрачный лак. И запастись временем: ремонт может затянуться на несколько дней.
Первым делом нужно зачистить краску вокруг поврежденного участка вместе с коррозией до чистого металла. После этого пятно нужно обезжирить и обработать кислотным грунтом, который повышает антикоррозийную стойкость.
Когда грунтовка высохнет, ее нужно покрыть слоем обычного акрилового грунта. Для выравнивания поверхности следует использовать шпаклевку. наносится она тонкими слоями по несколько раз, чтобы не появилось трещин.
После высыхания шпаклевки участок нужно еще раз отшлифовать. Первый раз бумагой с зернистостью 240, потом — 320. Затем с три слоя нанести краску.
Краска подбирается под цвет кузова. Сотрудники в магазинах автохимии могут помочь с колеровкой, смешав нужный цвет под каталог производителя.
Перед нанесением краски нужно защитить соседние участки малярным скотчем и защитной пленкой. Баллончик следует держать перпендикулярно поверхности окрашиваемого участка на расстоянии около 30 см. Перед нанесением лучше протестировать мощность струи на другой поверхности.
После каждого слоя краски нужно дать ему высохнуть как следует, иначе покрытие вздуется. С окончанием ремонта восстановленный участок нужно вымыть и высушить.
13:01Авто
Самую большую Mazda CX-90 рассекретили накануне премьеры
12:02Авто
Evolute пообещал новые кроссоверы и рестайлинг седана i-Pro
11:01Авто
Возобновлено производство Lada Niva Bronto
10:00Авто
«Автотор» выпустит еще три новинки под брендом Kaiyi. Это кроссоверы
09:00Авто
Audi выпустит электрического «убийцу» Land Rover Defender и Mercedes G-Class
08:02Авто
Седан Nissan Altima появился в России
05:00Авто
Названы самые популярные цвета у российских автомобилистов
30.01.2023Авто
В Калининграде начали выпускать автомобили Kaiyi
30.01.2023Авто
Кроссовер Voyah Free получил версию с увеличенным запасом хода
30.01.2023Авто
«Автотор» удивил ценой на новый седан E5
30.01.2023Авто
Автозавод во Владивостоке перезапустят в августе
30.01.2023Авто
Renault и Nissan договорились о переделе бизнеса в рамках Альянса
30.01.2023Авто
Новый AtlantiX не стал самой дорогой моделью Exeed
30. 01.2023Авто
Chery начнет продажи седана Omoda S5 в России. Известны характеристики
30.01.2023Авто
«Автотор» приступил к производству автомобилей марки Kaiyi
30.01.2023Авто
Назван автомобиль, который будет самым популярным в 2023 году
Главное сегодня
Как убрать рыжики с кузова?
Кузовной ремонт / Статьи / Как убрать рыжики с кузова?
Причины возникновения рыжиков
Окисление, происходящее в результате воздействия на металл воды, кислорода и статического электричества, является причиной появления рыжиков. Кузов каждого автомобиля производится на заводе с антикоррозийной защитой в виде оцинковки, но у разных марок и моделей она отличается.
Цинкование кузова на заводе
Источник фото: a.d-cd.net
Последствия процесса коррозии
Истчник фото: i. ytimg.com
При повреждении лакокрасочного покрытия кузова поверхность металла получает доступ влаги и воздуха. Скорость разрушения будет зависеть от того, насколько хороша его защита. Наиболее показательным в этом отношении является зимний период, поскольку в это время на дороги попадает больше количество химических реактивов.
В ряде случаев требуется серьезный кузовной ремонт, поэтому лучше всего обратиться к специалистам сервисного центра, что позволит убрать рыжики с кузова наиболее эффективно.
Какие авто ржавеют быстрее?
Определяющую роль в повреждении поверхности металла играют особенности эксплуатации авто и отношение к нему владельца, а также качество обслуживания, однако некоторые модели, как показывает практика, оказались малопригодны для езды в российских условиях и ржавеют быстрее других.
Реагенты на дороге
Источник фото: 4.bp.blogspot.com
Мнения мастеров разных станций СТО о наиболее подверженных коррозии расходятся, но 10 моделей называют все. К ним относятся: Nissan Teana J32 (2008–2013), Nissan Pathfinder (2005–2012), Мазда 3 BK (2003–2009), Mazda 6 GG (2002–2008), Daewoo Nexia (1996–2016), KIA Sorento (2002–2009), Mercedes-Benz С-класса W203 (2000–2005), Mitsubishi Outlander CW (2006–2013), Hyundai Sonata EF (2004–2012), Skoda Yeti (2009–2017).
Убрать рыжики в кузовном центре
Сервисный центр компании «Мотор-мастер» осуществляет качественное удаление ржавчины с кузова автомобиля. Мы выполняем весь спектр услуг по кузовному ремонту в Кирове, профессионально решая сложные задачи полного восстановления кузова. Благодаря большому опыту мастеров и использованию современного высокотехнологичного оборудования обеспечиваем качественный результат в короткие сроки. Чтобы получить консультацию и узнать, как убрать рыжики с кузова в нашем автосервисе, обращайтесь по номеру (8332) 523-000, либо заполните электронную заявку ниже.
Наш кузовной автосервис в Кирове проводит работы по удалению ржавчины, а также антикоррозийной обработке автомобилей разных марок, моделей и годов выпуска. Если Вы не нашли интересующий Вас вид работ, обратитесь за консультацией специалиста по телефону: (8332) 251-363, или непосредственно в наш кузовной центр, находящийся по адресу: г. Киров, ул. Московская, 166 (в здании ДЦ KIA «Автомотор»).
Устранение коррозии кузова
В большинстве случаев, коррозийным процессам подвергаются днище авто, пороги и другие элементы, находящиеся в нижней части четырехколесного друга. Именно на них следует обращать особо пристальное внимание.
Ремонт порогов
Не следует затягивать с устранением данной неприятности — деталь подвергшаяся коррозии, в скором времени выйдет из строя. По этой причине, при обнаружении на кузове ТС даже незначительных участков со следами ржавчины, необходимо срочно принимать действенные меры.
Ремонт дверей
Сотрудники нашего автоцентра для удаления ржавчины используют современные механические и химические средства, позволяющие качественно устранить очаг разрушения и значительно продлить жизнь авто.
Антикоррозийная обработка
Если вовремя наносить антикоррозийное покрытие, то срок службы автомобиля можно существенно продлить. Полную обработку кузова можно провести только в специальном центре, где соблюдаются все необходимые условия.
За бесплатной консультацией специалиста сервисного центра обращайтесь к нам по номеру (8332) 251-363, или оставьте заявку на осмотр Вашего автомобиля.
« Назад
Как удалить ржавчину и средства для защиты от ржавчины.
Ржавчина
Основы
Сначала немного предыстории… Ржавчина является результатом электрохимической реакции между железом и кислородом, конечным результатом которой является оксид железа. Как и во многих химических реакциях, нам нужен третий элемент, в данном случае вода или h3O. Нам нужно вернуться к школьному уроку химии? Не совсем, просто знайте, что чем больше вокруг воды, тем быстрее образуется ржавчина. Вода может быть в виде дождя или просто относительной влажности, поэтому чем суше климат, в котором вы живете, тем меньше ржавчины. Вот почему лучшие старые автомобили прибывают из Аризоны и других западных штатов с сухим климатом.
Удаление или обработка ржавчины?
У вас есть несколько способов справиться со ржавчиной…
Удалить ее физически.
Химически удалить.
Инкапсулируйте или запечатайте его.
Преобразовать.
Физическое удаление ржавчины:
Достаньте наждачную бумагу, шлифовальные машины и проволочные щетки! Физическое удаление ржавчины включает в себя использование чего-то более твердого, чем ржавчина, которую вы хотите удалить, и использование этого средства для удаления оксида железа. Проволочная щетка займет больше всего времени, наждачная бумага лучше, а если вы используете электроинструмент или пневматический инструмент, это будет еще быстрее. Шлифовальные станки хороши, если у вас много ржавчины на тяжелом металле, где нет опасности испортить стальную основу. Абразивоструйная очистка (также известная как пескоструйная очистка, но никогда не используйте песок из-за силикоза) также является вариантом, и, несмотря на то, что она грязная и иногда дорогая, она отлично справляется со всеми укромными уголками и щелями.
Все физические средства удаления ржавчины производят тепло как побочный продукт. В зависимости от того, насколько тонкий металл находится под ржавчиной, это может привести к деформации панели, с которой вы работаете. Следует соблюдать осторожность, чтобы свести к минимуму накопление тепла.
Химическое удаление ржавчины:
Не хотите добавлять пластичную смазку, необходимую при ручной шлифовке или чистке ржавчины проволочной щеткой? Вы можете использовать химические вещества, чтобы удалить его, в виде кислоты. На рынке есть несколько продуктов, которые содержат ту или иную форму кислоты (обычно фосфорная кислота), и их можно применять для удаления ржавчины. Следует соблюдать осторожность при использовании этих химических средств для удаления ржавчины, поскольку они представляют собой слабые кислоты и могут повредить ткани человека. Преимущество использования химикатов заключается в том, что требуется гораздо меньше ручного труда, а жидкость может проникнуть в трещины и щели, чего не могут проволочная щетка или наждачная бумага.
Инкапсулировать или запечатать ржавчину:
Убрать один элемент электрохимической реакции и ржавчина не может образоваться. Если вы можете предотвратить попадание кислорода на основной металл, вы можете остановить процесс ржавчины. Если ржавчина, которую вы обрабатываете, не влияет на структурную целостность детали, и вам все равно, как будет выглядеть окончательная отделка, вы можете просто загерметизировать ржавчину и идти дальше. Некоторые герметики для защиты от ржавчины могут быть покрыты сверху и даже заполнены наполнителем для кузова и отшлифованы для получения гладкой поверхности, но если вы собираетесь дойти до такой степени, вам следует подумать об удалении ржавчины.
Преобразователь ржавчины:
Подобно герметизации, преобразователи ржавчины изолируют основной металл от кислорода, используя покрытие самой ржавчины. Ржавчина химически превращается в прочный прочный слой, который не позволяет кислороду в атмосфере вступать в дальнейшую реакцию с металлом под ним. Преимущество использования этого метода заключается в том, что преобразователь ржавчины обычно водорастворим и безопаснее, чем использование кислот.
Какой процесс лучше всего подходит для какого приложения?
Говоря об автомобилях, ржавчина может появиться во многих местах.
Панели кузова: я рекомендую физически удалить как можно больше ржавчины, а затем использовать химический продукт для удаления, если ржавчина осталась в ямках или щелях. Немедленно нанесите эпоксидную грунтовку и покрасьте панель выбранной краской.
Компоненты рамы: если у вас есть легкая ржавчина, и герметизирующая краска является самым быстрым способом остановить ржавчину и обеспечить презентабельный вид. Если вы восстанавливаете автомобиль и хотите получить наилучшую отделку, физическое удаление с последующим химическим удалением и верхнее покрытие инкапсулятором обеспечит вам наилучшую отделку и защиту.
Колеса: Если у вас стальные колеса, у вас также может быть ржавчина. Я бы рекомендовал пескоструйную очистку как самый простой способ удалить ржавчину и подготовить основной металл к окраске. Если вы собираетесь использовать колпак поверх стального колеса и не заботитесь о внешнем виде, то инкапсулятор вполне подойдет.
Выхлоп: Существуют высокотемпературные краски, которые препятствуют образованию ржавчины. Вы можете физически удалить ржавчину с компонентов выхлопной системы и покрыть их краской. Это продлит срок службы вашего выхлопа, но, учитывая окружающую среду, в которой находится ваша выхлопная система (высокая температура и влажность), это проигрышная битва. В некоторых современных автомобилях используется нержавеющая сталь из-за ее коррозионной стойкости, что является наиболее дорогостоящим, но обычно сохраняется в течение всего срока службы автомобиля.
Предотвращение ржавчины или защита от ржавчины включает удаление одного или нескольких элементов из электрохимической реакции до образования ржавчины. У нас есть несколько вариантов…
Создание барьера для предотвращения реакции влаги и кислорода с основным металлом
Краска: Большинство современных красок обеспечивают отличный барьер для предотвращения ржавчины. Сохранение слоя воска на вашем автомобиле также поможет предотвратить ржавчину, а также улучшит внешний вид вашего автомобиля!
Грунтовка: иногда наносится на заводе, иногда продается в качестве дополнения у продавца подержанных автомобилей. Грунтовка представляет собой толстое покрытие, которое защищает днище вашего автомобиля от камнепадов и других повреждений. Обычно изготавливается из асфальтового покрытия, его напыляют на нижнюю сторону половиц, раму и иногда даже внутрь рамы. Если наносить на заводе, когда новый, это хороший продукт, но после того, как машина проехала несколько миль, я не рекомендую наносить его. Он может задерживать влагу и не остановит уже начавшуюся ржавчину.
Ингибитор ржавчины: Нефтехимическое вещество, распыляемое на днище автомобиля и создающее барьер, предотвращающий реакцию влаги и кислорода со сталью под днищем. Обычно приходится наносить повторно на регулярной основе, но это более доступно, чем грунтовка.
Снять электрохимию с электрохимии!
Реакция, в результате которой образуется ржавчина, включает обмен электронами со стали на кислород. На рынке есть несколько электронных вариантов защиты вашего автомобиля от коррозии, гарантируя, что когда эти электроны обмениваются, они немедленно заменяются, поэтому ржавчина не возникает. Для этого требуется источник питания, который является аккумулятором вашего автомобиля и создаст минимальный разряд аккумулятора.
Соль вредна не только для артериального давления!
Соль ускоряет процесс ржавчины, поэтому в штатах, где выпадает много снега и дорожные бригады используют соль, обязательно промывайте днище автомобиля несколько раз за сезон.
Куда дальше?
Как удалить ржавчину с автомобиля?| #1 Служба редактирования изображения автомобиля
5 (100%) 1 голос
Несмотря на то, что все автомобили производятся с краской и грунтовкой, предотвращающей ржавчину автомобиля, длительное использование автомобиля в сочетании с различными повреждениями, такими как царапины и вмятины, может привести к автомобиль для развития ржавчины.
Это связано с тем, что поцарапанные участки подвергаются воздействию влаги, и когда «голый» металл соприкасается с влагой, происходит процесс окисления, вызывающий ржавчину этой части.
Как удалить ржавчину с автомобиля? Некоторые негативные последствия ржавчины на автомобиле включают:
Как только ржавчина начинает образовываться в автомобиле, она имеет тенденцию распространяться в течение определенного периода времени, поскольку автомобиль все еще подвергается воздействию воды при чистке или оставлении на открытом воздухе. Следовательно, это приводит к тому, что металл автомобиля ослабевает и покрывается ржавчиной, что приводит к его повреждению. Обратите внимание, что это происходит, когда участки ржавчины не обрабатываются в нужное время.
Повреждение двигателя.
Двигатель является силовой частью автомобиля, поэтому, если двигатель автомобиля повреждается ржавчиной, он, в свою очередь, разрушает автомобиль. Большинство частей двигателя автомобиля оснащены водосточными трубами, которые предотвращают попадание воды в области двигателя. Таким образом, если воздуховоды забиты или не сливаются должным образом, вода попадает в двигатель, вызывая его ржавчину.
Как удалить ржавчину с автомобиля?
Уксус рекомендуется для удаления ржавчины с металлических деталей, так как его химическая сила удаляет молекулы, которые прикрепляют ржавчину к металлической поверхности. Итак, сначала очистите наждачной бумагой ржавчину на пораженном участке. Затем окуните чистую ткань в уксус и прижмите ее к ржавой поверхности на несколько минут.
Как избавиться от личинок в ковре автомобиля
Использование пищевой соды.
Что делает пищевую соду предпочтительной для удаления ржавчины с автомобиля, так это химические реакции, происходящие при погружении этого продукта в воду. Шипение и образование пузырьков при погружении пищевой соды в воду взаимодействуют с молекулами, удерживающими ржавчину на автомобиле, тем самым ослабляя их. Поэтому смешайте пищевую соду с небольшим количеством воды до образования пасты. Затем нанесите его на ржавую поверхность и подождите несколько минут, прежде чем вытереть. Обратите внимание, что вам может потребоваться повторить это действие более одного раза, чтобы оно было активным и чтобы убедиться, что вся ржавчина удалена с металла автомобиля.
Использование соды.
Сода содержит лимонную кислоту, а, как мы все знаем, лимонную кислоту обычно рекомендуют для устранения ржавчины на различных поверхностях.
09.12.2020. Hi! Listen and download my new album: Plastic3 — «Love Stories»!
LISTEN and DOWNLOAD
09.12.2020. Hi! Listen and download my new album: Plastic3 — «Your Voice»!
LISTEN and DOWNLOAD
09.12.2020. Hi! Listen and download my new album: Plastic3 — «Happy People»!
LISTEN and DOWNLOAD
09.12.2020. Hi! Listen and download my new album: Plastic3 — «Romantic Weekend»!
LISTEN and DOWNLOAD
09.12.2020. Hi! Listen and download my new single: Plastic3 — «Love And Hate»!
LISTEN and DOWNLOAD
Всем привет! Слушайте мой новый сингл «Love And Hate»!:)
01.09.2020. Hi! Listen and download my new single: Plastic3 & Dejan S — «Call Me In The Dark»!
LISTEN and DOWNLOAD
Всем привет! Слушайте мой новый сингл «Call Me In The Dark»!:)
28.
03.2020. Hi! Listen and download my new album: Plastic3 — «В невесомости»! LISTEN and DOWNLOAD
Всем привет! Слушайте мой альбом «В невесомости»!:) 10 песен + 3 микса..
29.01.2017. Hi! New album on iTunes: Plastic3 — «Valentine’s Love Songs»!
DOWNLOAD
Всем привет! Новый романтический альбом уже доступен в iTunes, Spotify, Amazon, Google Play — скачивайте и слушайте с удовольствием!:)
21.09.2016. New album on iTunes: Plastic3 — «Dramatic Epic Music»!
DOWNLOAD
20.09.2016. Новое видео и новая песня на сайте. Приятного прослушивания! Plastic3 — Be Yourself!
СМОТРЕТЬ
27.04.2016. New album on iTunes: Plastic3 — «Life Is Beautiful»!
DOWNLOAD
Новый альбом в iTunes! Plastic3 — «Навигатор. Дети Солнца» (1998)!
DOWNLOAD
02.07.2015. Новое видео и новая песня на сайте.
Приятного прослушивания! Plastic3 — Speed Of Life! СМОТРЕТЬ
30.03.2015. Немного с опозданием 🙂 спешу сообщить, что на сайте появились 2 новые инструментальные композиции и одна песня. Приятного прослушивания! Plastic3 — Welcome Summer!
СМОТРЕТЬ
01.10.2014. Plastic3 — Another Side Of Heaven. Презентация нового трека
СМОТРЕТЬ
31.03.2014. Трек Plastic3 — Change Your Life (Driving Rock) в видеообзоре Gronkh новой игры Infamous 3 Second Son
СМОТРЕТЬ
И слушаем саму песню здесь Plastic3 — Change Your Life (Driving Rock)
31.03.2014. Видео на англоязычную версию песни Листья на ветру
Plastic3 — Candles In The Wind
Сразу 2 новости сегодня..Итак, первая..Смотрим видео на англоязычную версию песни Листья на ветру Plastic3 — Candles In The Wind
14.09.2013. Новое видео
Plastic3 — Листья на ветру (Chillout Mix) на канале Ello в Youtube
Всем привет! Смотрите и слушайте новую версию песни и видео Plastic3 — Листья на ветру (Chillout Mix) на канале Ello в Youtube. . ELLO
А также на официальном канале Plastic3 в Youtube Plastic3 — Листья на ветру (Chillout Mix)
11.06.2013. Видео
Plastic3 — «Листья на ветру» на канале Ello в Youtube
Всем привет! Смотрите видео Plastic3 — «Листья на ветру» на канале Ello в Youtube..Не стесняйтесь оставлять свои комментарии! ELLO
03.06.2013. Новое видео на сайте:
Plastic3 — Листья на ветру
Всем привет! Смотрите новое видео на песню «Листья на ветру». Обсуждение на форуме!
03.06.2013. Открытие официального сайта Plastic3
Всем привет! Сегодня в сети появился сайт музыкального проекта Plastic3. Поздравляю вас и себя с этим
долгожданным событием! Здесь я (меня зовут Александр Полищук, если кто не знает:) буду делиться последней информацией, касающейся
проекта Plastic3. Новости, концерты, новые песни и видеоклипы — все это вы увидите и услышите здесь первыми!
Концерты
Концерты
Здесь будет инфо о будущих концертах!
Читать больше
PLASTIC3, 2013 (C)
Твиты пользователя @Plastic3music
Альбом Happy New Year — Plastic3
Альбом Happy New Year — Plastic3 — слушать все треки онлайнYour device does not support JavaScript!
СветлаяТёмная
Слушатели
На основе совпадения вкусов
Ого! Похоже, вы единственный, кто слушает этот трек
Альбом
Plastic3
Plastic3 • Разная • 2015
Треки альбома Happy New Year
1
Children’s Holiday
Plastic3
Happy New Year
2
Happy New Year
Plastic3
Happy New Year
3
Christmas For Children
Plastic3
Happy New Year
4
Magic Moments
Plastic3
Happy New Year
5
Santa Claus Is Coming To Town
Plastic3
Happy New Year
6
Last Christmas
Plastic3
Happy New Year
7
Let It Snow
Plastic3
Happy New Year
8
Christmas Music
Plastic3
Happy New Year
9
Christmas Bells
Plastic3
Happy New Year
10
Santa Also Loves Hip-Hop
Plastic3
Happy New Year
Другие альбомы исполнителя
Romantic Weekend
Plastic3
2020
Nature
Plastic3
2020
Funk
Plastic3
2020
New Year Music
Plastic3
2019
The Best Christmas Music
Plastic3
2019
Do It Well
Plastic3
2019
Plastic3 — Вики-документация по продуктам 360Works
Из Wiki-документации по продуктам 360Works
Перейти к: навигация,
поиск
Содержание
1 Пластик 3 Обзор
2 Новый в пластике 3
3 Установка
4 У вас нет торгового счета?
5 Пластик 3 Основы авторизации
6 Обработка ошибок
7 Документация
8 Свяжитесь с нами
Пластик 3 Обзор
Добро пожаловать в Пластик 3! Plastic 3 является платным обновлением Plastic 2 и включает в себя множество новых функций для полной гибкости в отношении того, как и когда взимаются платежи в FileMaker.
Plastic позволяет FileMaker Pro выступать в качестве платежного портала, который отправляет и получает зашифрованную с помощью SSL информацию о транзакциях по кредитным картам в платежный шлюз и обратно. Платежный шлюз обеспечивает безопасную передачу информации о транзакции от клиента к шлюзу, от шлюза к конечному платежному процессору и наоборот.
Plastic может выполнять платежи, авторизацию, захват, аннулирование или возврат транзакций для ряда шлюзов. В зависимости от выбранного шлюза функции могут требовать другие параметры или вообще не принимать определенные параметры . Обратите внимание, что в этой документации подробно описано, как использовать функции в зависимости от выбранного шлюза, поэтому очень важно выбрать правильный шлюз или провайдера.
New in Plastic 3
Больше не требуется установка Java пользователем.
Можно использовать функции подключаемых модулей в качестве шагов сценария с удобным графическим интерфейсом для указания параметров
Улучшенные отчеты об ошибках в скриптах
Совместимость с FileMaker Cloud
Улучшенная совместимость с FileMaker Server для выполнения сценариев на сервере и запланированных сценариев
Каждый плагин запускается в отдельном процессе, что повышает надежность и стабильность
Плагины могут быть надежно выгружены, что делает возможным автоматическое обновление без перезапуска FileMaker
При необходимости параметры подключаемого модуля можно выбрать из раскрывающихся списков и флажков.
Поддержка потоковой передачи данных больших контейнеров, позволяющая передавать неограниченное количество данных между FileMaker и подключаемым модулем без нехватки памяти.
Совместим со старым API плагинов, поэтому вы можете продолжать использовать существующие скрипты и вычисления с новыми плагинами.
Установка
Руководство по установке Plastic см. на странице установки нашего плагина.
У вас нет торгового счета?
Если у вас еще нет шлюза или учетной записи продавца, вы можете зарегистрировать учетную запись Authorize.Net по следующему адресу:
Plastic 3 Основы авторизации
Прежде чем начать использовать Plastic, вам необходимо знать учетные данные для входа в шлюз. В шаблоне подписи функции мы ссылаемся на них как на имена торговых счетов и ключи транзакций. На приведенной ниже диаграмме показано, какие учетные данные следует использовать вместо MerchantAccountName и txKey. Обратите внимание, что для каждого шлюза могут быть дополнительные функции безопасности. Например, для VirtualMerchant также требуется пользователь, для Merchant Warrior требуется кодовая фраза API, а для RealEx требуется общий секрет.
Шлюз
торговецAccountName
ключ передачи
Шлюз
торговецAccountName
ключ передачи
Authorize.Net
Идентификатор входа в API продавца
Торговый ключ транзакции
Первые данные
Идентификатор пользователя
Пароль
InternetSecure
Торговый счет
Торговые электронные решения
Идентификатор профиля
Ключ профиля
Торговец Воин
UUID продавца
Ключ API
Монерис
Идентификатор магазина
Токен API
PayTrace
Имя пользователя
Пароль
ПейПал ПейФлоу Про
Вход для продавца
Пароль
РеалЭкс
Идентификатор продавца
Имя учетной записи
ТрансФирст
Идентификатор продавца
Размещенный ключ
США ePAY
Исходный ключ
PIN-код
Виртуальный продавец
Идентификатор продавца
PIN-код
Обработка ошибок
Чтобы скрыть диалоговые окна ошибок Plastic 3, используйте кнопку CCSetErrorCapture ( True ) код в сценарии запуска вашего решения.
Инструкции по расширенной обработке ошибок и настраиваемым диалоговым окнам ошибок см. здесь.
Документация
Щелкните одну из ссылок ниже, чтобы просмотреть документацию по платежному шлюзу:
Authorize.Net
Первые данные
Интернет-безопасность
Торговые электронные решения
Воин-торговец
Монерис
PayTrace
Paypal Payflow Pro
РеалЭкс
ТрансФерст
США ePAY
Виртуальный Торговец
Свяжитесь с нами
Если вам все еще нужна помощь, есть несколько доступных ресурсов! На FMForums есть форум поддержки продуктов 360Works. Прежде чем создавать новую тему, просмотрите сообщения и проверьте, не публиковался ли ваш вопрос.
Поддержка также доступна по электронной почте [email protected]. Вы также можете позвонить нам по телефону 770-234-9293. Мы предлагаем множество услуг в дополнение к нашим подключаемым модулям, поэтому дайте нам знать, если вам нужна небольшая помощь в интеграции подключаемого модуля в ваше решение. Или, если вы заинтересованы в индивидуальном плагине или разработке, сообщите нам об этом!
Moneris — Документация по продукту 360Works Wiki
Содержание
1 Работа с плагинами
1.1 Требования
1.2 Установка
1.3 Удаление плагина
1.4 Демонстрационный режим и регистрация плагина
1.5 Обработка ошибок/отчетность
1.5.1 Проверка успешности транзакции
2 Монерис
2.1 Получение учетной записи
2.2 Настройка шлюза
2.3 Тестовый режим
3 эмулятора и альтернативные URL-адреса
4 Обработка платежей
4.1 Базовый платеж по кредитной карте
4.2 Авторизация и получение платежей
4. 3 Частичные транзакции
4.3.1 Использование «isPartialAuthorization=true» и splitTenderId
4.3.2 Списание непогашенного остатка
4.4 Аннулирование транзакций
4.5 Зачисление или возврат средств
5 Услуги подписки
6 Получение информации
7 Получение помощи
Работа с подключаемыми модулями
Plastic 2 — это подключаемый модуль для FileMaker Pro и FileMaker Server, который обрабатывает безопасные платежи в FileMaker.
Требования
FileMaker 7 или выше, виртуальная машина Java (JVM) 6 или выше, Windows или Mac OS X 10.6. Rosetta на компьютерах Intel Mac не поддерживается.
Установка
Если вы разархивируете zip-архив, содержащий файлы подключаемых модулей, и откроете каталог верхнего уровня, вы найдете два подкаталога с метками WIN (для Windows) и MAC (для Macintosh). Каталог WIN содержит два файла подключаемых модулей, один с расширением . fmx, а другой с расширением .fmx64. Файл с расширением .fmx64 используется только для установок FileMaker Server, которые описаны ниже. Каталог MAC содержит файл подключаемого модуля с расширением .fmplugin.
Чтобы установить подключаемый модуль, скопируйте его из папки WIN или MAC в один из каталогов, перечисленных ниже. Пути к каталогам указаны относительно родительского каталога домашнего каталога установки приложения FileMaker.
FileMaker Pro
FileMaker Pro XX /Расширения
FileMaker Pro XX Дополнительно/Расширения
Модуль веб-публикации FileMaker Server (применяется ко всему механизму веб-публикации до FileMaker Server 12.0.2 и к мгновенной веб-публикации только для FileMaker Server 12.0.2 и более поздних версий)
FileMaker Server/Web Publishing/publishing-engine/wpc/Plugins (создайте папку Plugins , если она не существует)
FileMaker Server Custom Web Publishing (применимо только к FileMaker Server 12. 0.2 и более поздним версиям)
FileMaker Server/Web Publishing/publishing-engine/cwpc/Plugins (создайте папку Plugins , если она не существует)
Примечание. Для 64-разрядных версий Windows обязательно используйте подключаемый модуль 360Works с расширением .fmx64
Механизм сценариев FileMaker Server (применяется к запланированным сценариям FileMaker Server)
Сервер FileMaker/сервер базы данных/расширения
Примечание. Для использования подключаемого модуля с механизмом веб-публикаций FileMaker Server или механизмом сценариев FileMaker Server требуется лицензия на подключаемый модуль Enterprise.
Удаление подключаемого модуля
Удалите подключаемый модуль, выйдя из FileMaker Pro или остановив FileMaker Server и удалив файл подключаемого модуля из соответствующего каталога Extensions или Plugins.
Демонстрационный режим и регистрация плагина
Плагины будут работать в полнофункциональном демонстрационном режиме, пока они не будут зарегистрированы. При работе в демо-режиме плагин будет работать 2 часа за раз. Чтобы получить еще два часа демонстрационного времени, необходимо перезапустить FileMaker Pro, серверный модуль базы данных FileMaker Server или модуль Web Publishing Engine FileMaker Server, в зависимости от того, где установлен подключаемый модуль.
Чтобы зарегистрировать подключаемый модуль в FileMaker Pro, вы можете либо ввести информацию о лицензии в настройках подключаемого модуля FileMaker, либо позвонив по номеру 9.0209 CCRegister внутри скрипта. Вы должны вызвать CCRegister внутри сценария, чтобы зарегистрировать подключаемый модуль для использования с FileMaker Server.
Установить переменную [ $register; Значение: CCRegister ($licenseKey, $registeredToName)]
Возвращает : 1 в случае успеха или 0 в случае неудачи.
Обработка ошибок/отчетность
Когда происходит что-то неожиданное, подключаемый модуль открывает диалоговое окно, показывающее сообщение об ошибке. Это позволяет легко увидеть, что пошло не так. Однако в некоторых случаях вы (разработчик) можете предпочесть показать пользователю собственное сообщение или вообще не показывать сообщение. В этом случае вы можете позвонить по номеру 9.0209 CCSetErrorCapture (правда) . Это подавит отображение диалоговых окон ошибок.
Независимо от того, подавляете ли вы диалоги ошибок или нет, функция плагина вернет слово «ОШИБКА», если что-то пойдет не так. Рекомендуется проверять результат каждого вызова функции плагина, чтобы определить, произошла ли ошибка. При возникновении ошибки используйте функцию CCLastError, чтобы получить подробное сообщение с описанием ошибки. Например:
Установить переменную [$result = MyPluginFunction("x" ; "y" ; "z")]
Если [$результат = "ОШИБКА"]
Показать пользовательский диалог [ "Произошла ошибка: " & CCLastError ]
Конец, если
Если подключаемый модуль установлен неправильно, все вызовы функций подключаемого модуля будут возвращать «?»
Проверка успешности транзакции
Самый простой способ проверить, перешли ли деньги из рук в руки при вызове функции обработки платежей, — это проверить результат самой функции. Это чрезвычайно полезно при вызове таких функций, как CCProcessPayment и CCProfileProcessPayment . Результат транзакции даст идентификатор транзакции или слово ERROR. Использование CCLastError , как и в приведенном выше примере, предоставит дополнительную информацию об ошибке, например, если нет сетевого подключения или карта была отклонена.
Установить переменную[$result ; CCProcessPayment(...)]
Если[$результат = "ОШИБКА"]
#Транзакция не удалась. Ниже приведен пример того, как вы можете обработать ошибку.
Установить поле[Транзакция::Сообщение об ошибке ; CCLastError]
Еще
#Транзакция прошла успешно.
Установить Поле[Транзакция::Идентификатор транзакции ; $результат]
Конец, если
Дополнительная информация
Для получения дополнительной информации о том, как правильно устанавливать плагины и работать с ними, ознакомьтесь с документацией по плагинам 101.
Moneris
Шлюз Moneris поддерживает выполнение транзакций по кредитным картам, авторизацию только транзакций и оплату подписки. Подробные примеры каждой из этих транзакций см. в демонстрационном файле, который можно загрузить вместе с Plastic 2. Эти сценарии готовы для вставки в ваше собственное решение!
Получение счета
Вам понадобится учетная запись, использующая шлюз Moneris, и используйте идентификатор магазина и apiToken в качестве первых двух параметров для каждого вызова функции подключаемого модуля, выполняющего транзакцию. В шаблоне подписи функции вы можете увидеть условия имя учетной записи продавца и ключ транзакции вместо идентификатора магазина и APIToken. Это связано с тем, что Plastic 2 поддерживает множество шлюзов, которые используют разные определения учетных данных для входа.
Перед обработкой любых платежей вам необходимо сообщить Plastic, какой шлюз вы используете. Это делается путем вызова CCSetGateway.
Установить переменную [$gateway; Значение: CCSetGateway("Moneris") ]
Возвращает : 1, если указан действительный шлюз, «ОШИБКА» в случае неудачи.
Тестовый режим
Для запуска тестовых транзакций вызовите CCSetTestMode — Если установлено значение 1, сообщает Plastic выполнять все последующие транзакции как тестовые транзакции. Если установлено значение 0, сообщает Plastic выполнять все последующие транзакции как живые транзакции. Если эта функция никогда не вызывается, поведение Plastic по умолчанию заключается в том, чтобы рассматривать все транзакции как живые транзакции.
Эмуляторы и альтернативные URL-адреса
Если вы хотите использовать Plastic для выполнения транзакций по альтернативному URL-адресу, вызовите функцию CCSetGateway с дополнительным параметром url , значение которого будет соответствовать альтернативному URL-адресу. Эмулятор шлюза — это распространенный вариант использования альтернативного URL-адреса. Эмуляторы шлюза создают интерфейс прикладного программирования, напоминающий интерфейс конкурирующего шлюза, чтобы упростить процесс интеграции для продавцов, которые переключаются на их шлюз.
Пример связи со шлюзом, предоставляющим эмулятор Authorize.Net по адресу http://AlternateURLGoesHere.com
Установить переменную [$result; Значение: CCSetGateway ("Authorize.Net"; "url=http://AlternateURLGoesHere.com/")]
Вызов CCSetGateway действует как флаг, поэтому все последующие транзакции будут указывать на альтернативный URL-адрес, пока не будет указано иное или FileMaker перезапускается.
Обработка платежей
Базовая оплата кредитной картой
После того, как вы правильно настроите свою учетную запись продавца, вы сможете быстро и легко обрабатывать платежные операции.
Вы должны предоставить следующую информацию для платежной операции кредитной картой:
идентификатор магазина
APIТокен
сумма в долларах
номер кредитной карты
дата истечения срока действия кредитной карты (дата истечения срока действия должна быть в формате ММГГ или ММ/ГГ или ММ/ДД/ГГ)
идентификатор заказа
Moneris также требует ID заказа в сочетании со стандартными требованиями для функции. Вы можете передать эту дополнительную обязательную переменную, добавив «orderId=12432342» в конец инструкции.
Функция CCProcessPayment обработает транзакцию и вернет идентификатор транзакции. Эта функция возвращает идентификатор транзакции, если транзакция прошла успешно, или слово ERROR, если транзакция не удалась. Для получения подробной информации о самом последнем сбое транзакции вызовите функцию CCLastError перед вызовом любой другой функции обработки транзакций. В вашем сценарии у вас будет вторая строка после настройки шлюза.
Установка переменной $result Значение:
CCProcessPayment(
идентификатор магазина,
апиТокен;
Сумма заряда;
номер карты;
Годен;
"Идентификатор заказа = 213214321")
Возвращает : проверочный код от службы платежного шлюза, если заказ прошел успешно, или «ОШИБКА», если возникла проблема
Примечание : важно сохранить полученный идентификатор транзакции, поскольку он может понадобиться вам позже, чтобы аннулировать транзакцию, выдать возмещение или зафиксировать ранее авторизованную транзакцию.
Вы можете указать необязательные параметры для большинства функций обработки платежных транзакций Plastic. Эти параметры будут переданы платежному шлюзу вместе с основной информацией о транзакции. Хотя они обычно не требуются для обработки заказа, эти параметры могут быть полезны для таких задач, как проверка адреса или привязка транзакции к идентификатору клиента или номеру счета. Чтобы указать дополнительные параметры для вызова функции, добавьте их в конец списка параметров после последнего требуемого параметра, используя синтаксис «ключ=значение».
Установить значение переменной $result:
CCProcessPayment(
идентификатор магазина,
апиТокен;
Сумма заряда;
номер карты;
Годен;
"Идентификатор заказа=32432432";
"chargeDescription=" & Transaction::Description;
"verificationCode=" и $securityCode)
Щелкните Развернуть, чтобы увидеть список дополнительных параметров:
Параметр
Описание
проверочный код
числовой код подтверждения на кредитной карте. Это также известно как код безопасности карты (CSC), значение подтверждения карты (CVV), код значения подтверждения карты (CVVC), код подтверждения карты (CVC) или код подтверждения (V-Code/V Code).
идентификатор клиента
произвольный идентификатор клиента для ваших записей
имя
Имя владельца кредитной карты
фамилия
Фамилия (фамилия) держателя кредитной карты
электронная почта
адрес электронной почты держателя карты
факс
номер факса держателя карты
название компании
телефон
номер телефона держателя карты
адрес
платежный адрес
город
город платежного адреса
гос.
состояние платежного адреса
молния
почтовый адрес для выставления счетов
страна
страна платежного адреса
адрес корабля
почтовый адрес
корабльГород
адрес доставки город
shipCompanyName
название компании получателя доставки
корабльСтрана
страна адреса доставки
имя корабля
имя получателя доставки
фамилия корабля
фамилия получателя груза
государство корабля
состояние адреса доставки
корабльZip
почтовый адрес доставки
Авторизация и захват платежей
Транзакция продажи по кредитной карте состоит из двух частей: авторизация , которая проверяет и удерживает сумму, и захват , который фактически переводит средства.
Для запуска авторизации необходимо передать дополнительный параметр authMode=AUTH_ONLY .
Установка переменной $result Значение:
CCProcessPayment(
идентификатор магазина,
апиТокен;
Сумма заряда;
номер карты;
Годен;
"Идентификатор заказа=32432432";
authMode=AUTH_ONLY)
После запуска авторизации запустите соответствующий CCProcessAuthorizedPayment . Передайте previousTransactionId из идентификатора транзакции, полученного от процесса с authMode.
Возвращает : проверочный код от службы платежного шлюза, если заказ прошел успешно, или «ОШИБКА», если возникла проблема
Частичные транзакции
Использование «isPartialAuthorization=true» и splitTenderId
При использовании CCProcessPayment указание дополнительного параметра «authMode=AUTH_ONLY» будет выполнять авторизацию, а не транзакцию продажи. Параметр isPartialAuthorization=true указывает шлюзу разрешить частичную авторизацию предоплаченных кредитных карт, подарочных карт и дебетовых карт. Указание параметра splitTenderId сообщает шлюзу, что сумма, разрешенная для текущей транзакции, будет применена к оставшемуся балансу предыдущей транзакции, идентифицированной разделенным идентификатором тендера.
При использовании CCProcessAuthorizedPayment пользователи также могут передавать splitTenderId вместо идентификатора предыдущей транзакции. Это зафиксирует авторизованную сумму из предыдущей транзакции.
Снятие непогашенного остатка
После указания частичной авторизации вы можете запросить остаток остатка и запрошенную сумму с помощью CCPartialGetRemainingBalance и CCPartialGetRequestedAmount. Оба возвращают суммы в долларах и не требуют дополнительных параметров. Вы также можете получить splitTenderId с помощью CCLastSplitTenderId.
Аннулирует ранее обработанный платеж. Параметры аналогичны функции CCProcessPayment, за исключением того, что DollarAmount заменяется добавлением параметра previousTransactionID. ПредыдущийTransactionID должен быть идентификатором транзакции, которую вы хотите аннулировать. Это значение возвращается функцией CCProcessPayment. В качестве альтернативы вы можете использовать функцию CCLastPaymentTransactionID, чтобы получить идентификатор транзакции последнего обработанного платежа.
Параметры:
storeId — имя вашей учетной записи продавца платежного шлюза
apiToken — apiToken вашего торгового счета ИЛИ ключ транзакции.
previousTransactionID — transactionId ранее обработанной транзакции.
Обратите внимание, что CCVoidPayment будет работать только с заказами, которые еще не были рассчитаны, а это означает, что обычно он работает только с платежами, сделанными в тот же день. Чтобы аннулировать выполненные заказы, используйте вместо этого CCRefund.
Возвращает : 1 в случае успеха, «ОШИБКА» в случае неудачи.
См. также: CCLastPaymentTransactionIDReturns: идентификатор транзакции из службы платежного шлюза, если заказ выполнен успешно, или «ОШИБКА», если возникла проблема (используйте CCLastError для получения более подробной информации о характере ошибки)
Зачисление или возмещение транзакций
Чтобы зачислить транзакцию, необходим идентификатор транзакции, возвращенный CCProcessPayment. Передайте это (вместе с другой платежной информацией) Функция CCRefund . Это похоже на недействительный процесс, за исключением того, что он принимает сумму в долларах и номер кредитной карты (или последние четыре цифры номера кредитной карты), используемые для обработки исходной транзакции.
Установить переменную [$result; Ценить:
CCВозврат(
идентификатор магазина;
апиТокен;
ID транзакции;
номер карты;
сумма в долларах;
"Идентификатор заказа=32432432")]
Вы также можете использовать CCRefund для несвязанного кредита, который будет выполнять возврат суммы без запроса идентификатора транзакции. Передать пустые значения «»; для предыдущего идентификатора транзакции для выполнения этого типа транзакции.
Чтобы сделать несвязанный кредит с Moneris, введите пустой идентификатор транзакции. и используйте CCRefund с датой истечения срока действия.
Установить переменную [$result Value:CCRefund(
идентификатор магазина,
апиТокен;
"";
номер карты;
сумма в кредит;
"expirationDate=12/13";
"orderId=32432432")]
Возвращает : 1 в случае успеха, «ERROR» в случае неудачи.
Услуги по подписке
В случае подписки платежи могут автоматически списываться с кредитной карты или банковского счета в указанный вами период времени. Подписки создаются с помощью CCCreateSubscription и изменено с помощью CCModifySubscription . При успешном создании подписки будет возвращен идентификатор подписки, который затем можно использовать для изменения или удаления.
Допустимые периоды оплаты могут включать месяц, год и т.п. Частота показывает, как часто в этот период. Например, двухнедельная подписка будет иметь период оплаты еженедельно и периодичность 2. Количество платежей указывает, сколько всего транзакций нужно выполнить.
CCCreateSubscription
CCModifySubscription
идентификатор хранилища
идентификатор хранилища
APIТокен
APIТокен
долларСумма
предыдущий идентификатор подписки
номер карты
долларСумма //Необязательно, проход «»; если не нужен
Дата истечения
номер карты //дополнительно
«»
expireDate //Необязательно
количество платежей
«»
Дата начала
количество взносов //Необязательно
период оплаты
«»;
частота
«»;
«orderId=1232313»
«»;
пробная сумма*
идентификатор заказа
проверочный код
идентификатор клиента
идентификатор клиента
имя
фамилия
электронная почта
факс
название компании
телефон
адрес
город
гос.
молния
страна
адрес корабля
корабльСити
shipCompanyName
корабльСтрана
имя корабля
фамилия корабля
государство корабля
корабльZip
Возвращает : CCCreateSubscription вернет идентификатор подписки в случае успеха, «ОШИБКА» в случае неудачи. CCModifySubscription вернет 1 в случае успеха, «ERROR» в случае неудачи.
Если вы укажете значение TrialAmount, до начала подписки будет произведена оплата за TrialAmount.
Чтобы отменить подписку, используйте CCDeleteSubscription :
CCDeleteSubscription
идентификатор хранилища
APIToken
предыдущий идентификатор подписки
Возвращает : 1 в случае успеха, «ОШИБКА» в случае неудачи.
Получение информации
Plastic включает ряд вспомогательных функций, позволяющих пользователям извлекать данные из шлюза или Plastic.
Чтобы выполнить любую из этих функций внутри скрипта, используйте шаг скрипта «Установить поле» или «Установить переменную».
CCGetCardIssuer ( cardNumber ) — возвращает эмитента карты для данного номера карты: VISA, MASTERCARD, AMEX, DINERS, DISCOVER, JCB. Возвращает ошибку, если номер карты другого эмитента.
CCGetLast ( имя ) — возвращает значение из самого последнего ответа транзакции, которое соответствует параметру имени.
CCLastAVS — возвращает ответ системы проверки адреса шлюза для последнего платежа, который был обработан. Этот ответ обычно представляет собой однобуквенный индикатор, означающий следующее:
Код
Описание
Сеть
А
Адрес совпадает, но 5-значный и 9-значный почтовый индекс не совпадают.
Стандартный внутренний
Б
Адрес совпадает, но почтовый индекс не проверен.
Стандарт международный
С
Адрес и почтовый индекс не совпадают.
Стандарт международный
Д
Адрес и почтовый индекс совпадают. Код «М» эквивалентен.
Стандарт международный
Э
Данные AVS недействительны или AVS не разрешен для этого типа карты.
Стандартный внутренний
Г
Не США банк-эмитент не поддерживает AVS.
Стандарт международный
Я
Адрес не проверен.
Стандарт международный
М
Адрес и почтовый индекс совпадают. Код «D» эквивалентен.
Стандарт международный
Н
Адрес и почтовый индекс не совпадают.
Стандартный внутренний
П
Почтовый индекс совпадает, но почтовый адрес не подтвержден.
Стандарт международный
Р
Система недоступна.
Стандартный внутренний
С
Банк не поддерживает AVS.
Стандартный внутренний
У
Адресная информация недоступна. Возвращается, если банк США не поддерживает AVS за пределами США или если AVS в банке США не работает должным образом.
Стандартный внутренний
Вт
Адрес не совпадает, но совпадает 9-значный почтовый индекс.
Стандартный внутренний
Х
Почтовый адрес и 9-значный почтовый индекс совпадают.
Стандартный внутренний
Д
Адрес улицы и 5-значный почтовый индекс совпадают.
Стандартный внутренний
З
Адрес не совпадает, но 5-значный почтовый индекс совпадает.
Стандартный внутренний
CCLastCCV — возвращает ответ проверки кода карты шлюза для последнего платежа, который был обработан. Этот ответ обычно представляет собой однобуквенный индикатор, означающий следующее:
M- CVV2/CVC2 Match — Указывает, что карта является подлинной. Завершите транзакцию, если запрос на авторизацию был одобрен.
N- CVV2 / CVC2 Нет совпадений — может указывать на проблему с картой. Свяжитесь с держателем карты, чтобы подтвердить код CVV2 перед завершением транзакции, даже если запрос на авторизацию был одобрен.
P- Не обработано — указывает, что в запросе не указан срок действия или что карта не имеет действительного кода CVV2. Если дата истечения срока действия не была включена в запрос, повторно отправьте запрос с датой истечения срока действия.
S — Продавец указал, что код CVV2/CVC2 отсутствует на карте — может указывать на проблему с картой. Свяжитесь с держателем карты, чтобы подтвердить код CVV2 перед завершением транзакции.
U- Эмитент не сертифицирован и/или не предоставил ключи шифрования Visa
CCLastChargeResult — возвращает код результата последней операции шлюза.
CCLastPaymentAuthCode — возвращает код подтверждения шлюза для последнего платежа, который был обработан с помощью CCProcessPayment.
CCLastPaymentTransactionID — возвращает идентификатор транзакции шлюза для последнего платежа, который был обработан с помощью CCProcessPayment.
CCLastRawResponse — возвращает необработанный текстовый ответ шлюза для самой последней транзакции.
CCValidateCardNumber ( cardNumber ) определяет, действителен ли номер карты. Не указывает действительность самой карты, только ее номер. Возвращает либо 1 для действительной карты, либо 0 для недействительной карты.
CCLastError — возвращает текст последней ошибки, вызванной функцией плагина.
CCLicenseInfo — возвращает информацию об используемой лицензии.
CCVersion — возвращает версию установленного плагина кредитной карты.
Получение помощи
Если вам все еще нужна помощь, есть несколько доступных ресурсов! На FMForums есть форум поддержки продуктов 360Works.
Как варить полуавтоматом толстый металл: расход газа и толщина проволоки
С самого появления сварочных полуавтоматов так повелось, что ими варят тонкий кузовной металл, там, где справиться обычным электродом не под силу. И правда, полуавтоматическая сварка, отлично справляется с заготовками небольшой толщины, оставляя очень красивое соединение.
Но что делать, если нужно варить полуавтоматом толстый металл? Неужели полуавтомат и проволока не способны заварить металл толщиной 5 и более миллиметров. Как осуществляется сварка полуавтоматом толстого металла, читайте в этой статье migmagsvarka.ru.
Как варить полуавтоматом толстый металл
Сварка полуавтоматом массивных изделий осуществляется в соответствии с ГОСТ 14771-76. Чтобы получить хороший провар металла и обеспечить тем самым наилучшую прочность сварных соединений, очень важно правильно подготовить кромки металла, а также подобрать нужную величину сварочного тока.
Не менее важно выбрать и проволоку подходящего диаметра, которой можно было бы варить толстый металл. Также нужно отнестись с особым вниманием к количеству подаваемого углекислого газа в зону сварки. Его должно быть достаточно для проведения сварочных работ.
Для сварки толстых металлов потребуется достаточно мощный полуавтомат, который смог бы выдать полноценные 250 Ампер сварочного тока. Также потребуется углекислый газ и проволока. Для сварки толстого металла полуавтоматом предпочтительно использовать сварочную проволоку типа Св-08Г2с или другую, которая была бы предназначена для сварки углеродистых сталей.
Диаметр проволоки, также нужно выбирать как можно больше. Но однозначно то, что для сварки толстого металла нужна будет сварочная проволока диаметром более 1 мм. Лучше отдать предпочтение сварочной проволоке 1,6 мм, которая поставляется в катушках весом до 18 кг.
Какой расход газа должен быть при сварке полуавтоматом
После того как величина сварочного тока подобрана нужно будет выставить давление углекислого газа на выходе из редуктора. Для сварки толстого металла вполне достаточно будет порядка 10-12 литров углекислоты в 1 минуту.
Как было сказано выше, чтобы получить прочное и надежное сварное соединение очень важно правильно подготовиться перед сваркой толстого металла. Для этого металл очищается от ржавчины и грязи, а также, пятен масла на поверхности.
На следующем этапе необходимо будет снять фаски со свариваемого металла. Фаски снимаются в соответствии с ГОСТ 14771-76. Правильное снятие фасок гарантирует хорошее проплавление толстого металла при сварке и гарантированно обеспечивает надёжность соединению.
При сварке толстого металла полуавтоматом очень важно знать, что не допускается выполнять всего один проход. Как минимум нужно три прохода с созданием облицовочного шва.
Процесс сваривания массивных заготовок полуавтоматом выглядит следующим образом:
Сначала металл подготавливается;
С металла снимаются фаски;
Заготовки фиксируются и соединяются прихватками;
Далее следует проваривание корневого шва;
Затем канавки между кромками заполняются металлом;
Выполняется облицовочный шов;
Полученное сварное соединение обрабатывается болгаркой с зачистным кругом.
Как видно, сварка толстого металла полуавтоматом достаточно сложный и трудозатратный процесс. Возможно, именно по этой причине полуавтоматическая сварка в основном и используется для того, чтобы варить кузовной металл и заготовки небольшой толщины. Однако варить толстый металл полуавтоматом можно, главное знать, как правильно это делается.
Сварка тонкого металла. Особенности и практические рекомендации
Автор: Михаил Щербаков. Рубрика: сварка тонкого металла,сварочный ток
Сварка тонкого металла вызывает большие трудности у начинающих сварщиков и мастеров-любителей. Но чесно говоря, я долго сомневался, нужно ли писать статью на эту тему. Дело в том, что, чтобы осветить тему сварки тонкого металла, потребуется создание целого видеокурса или даже нескольких. Я не знаю, как эту тему можно раскрыть в статье. Тем более, что читать на эту тему не так эффективно, как смотреть видео и повторять увиденное.
Тем не менее, я понимаю, что начался строительный сезон, и многим нужно варить сейчас, а не ждать моих уроков. Поэтому, я всё же что-то попытаюсь прояснить на эту тему.
Итак, основная проблема при сварке тонкого металла — это очень тонкая грань между прожогом металла и прилипанием электрода. Иногда вместо прилипания электрода случается другая проблема — такой дефект, как непровар. Если сварочный ток чуть выше и/или сварщик задерживает электрод в одной точке, то наступает прожог металла насквозь, т.е., дырка. Если же сварочный ток чуть ниже, то получается или непровар и детали попросту отваливаются, или же электрод прилипает к свариваемым деталям. Кроме того, на малых токах даже при незначительном увеличении зазора между электродом и тонким металлом детали, дуга сразу же обрывается. Что делать?
Сварка тонкого металла требует тщательного подбора параметров сварки
Собственно, ответ кроется в названной проблеме — более тщательно сварке тонкого металла скорость движения электрода и длину дуги. Как говорится, «ловкость рук и никакого мошеннства».
Но в этом и заключаются сложности для начинающих сварщиков, т. к. на начальном этапе сварки трудно понять, какой сварочный ток наиболее оптимален, чтобы не наделать дырок, но при этом достаточно проварить тонкий металл для надёжного соединения. И без долгой практики в сварке трудно определить и поддерживать правильную скорость движения электрода и правильную длину дуги.
Но если бы дело было только в этом, то это было бы слишком просто!
Дело в том, что сварка тонкого металла требует подготовки кромок к сварке, а также есть наиболее предпочтительные виды сварных соединений и нежелательные, которые можно использовать лишь в случае крайней необходимости. Также это всё зависит от конкретной толщины металла — ведь понятие «тонкий» очень относительное. И, конечно, влияет пространственное положения шва и особенности конкретного сварного соединения. Основы сварки я рассказал, а остальное уже дело частного случая — нужно разбирать различные конкретные ситуации.
Я и дальше постараюсь раскрыть эту тему, но пока у вас есть, что делать — займитесь более точным сварке тонкого металла и уделите масимальное внимание скорости движения электрода и длине дуги. И особенно равномерности движения электрода и постоянству дугового зазора!
В комментариях напишите, что у вас получилось.
Понравилась статья? Тогда обязательно нажмите социальные кнопки
Ещё по теме:
Ошибки при выполнении сварочных швов
Тонкий металл, вертикальный шов
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
Частичная автоматизированная многопроходная сварка соединений из толстого листового металла
Abstract
Производство трубчато-узловых соединений, необходимых для строительства морских ветряных электростанций или преобразовательных платформ, регулируется высокими производственными стандартами. Процесс сварки в настоящее время осуществляется вручную и требует от сварщика большого опыта. В этом процессе к основной трубе привариваются одна или несколько ответвляющихся труб, которые различаются по диаметру и выравниванию относительно друг друга. Это приводит к небольшому размеру партии, для которого не может быть рассмотрено стандартное решение по автоматизации. Подход с предопределенным автономным планированием траектории нецелесообразен, поскольку металл сварного шва формируется по-разному с множественными криволинейными геометриями, и желаемый целевой результат не может быть достигнут с интегрированной компенсацией. Подход к автоматизации сочетает в себе опыт квалифицированного сварщика с точностью промышленного робота. Для реализации роботизированный комплекс перемещается по контуру сварки с датчиком 2D-профиля. Профиль соединения записывается в определенных точках измерения. Параллельно сечению шва сохраняется текущий уклон геометрии по отношению к горизонтальной плоскости. После того, как вся информация сгенерирована, она визуализируется для оператора в графическом пользовательском интерфейсе. Оператор может использовать свой опыт в области технологии сварки и выполнять позиционирование сварного шва при каждом генерируемом сканировании. Решения по позиционированию сохраняются в системе и служат базой для будущей реализации автоматической системы позиционирования наплавленных валиков на многокриволинейных контурах.
Ключевые слова
Многопроходная сварка
Сенсорное программирование
Легкие роботы
Роботизированная дуговая сварка
Скачать документ конференции в формате PDF
1 Введение
В целях сокращения ручного труда разработанные технологические этапы полуавтоматической сварки трубчато-узловых соединений уже начинаются с учета производства труб с допусками. При этом возможны производственные отклонения в диаметре трубы на 1%. Разница в толщине стенки может составлять около 17,5 % [1]. Чтобы учесть эти неточности и добиться оптимального результата сварки, обе трубы измеряются для процесса резки. Труба патрубка вырезается роботом на основе реальной геометрии [2, 3].
Для процесса сварки в первую очередь предполагается, что по всему трехмерному контуру сварки используется постоянный набор параметров сварки. Это уже установлено опытными испытаниями. Так как таким образом в любое время создается одинаковый объем сварного шва, разрез и подготовка шва проектируются с учетом этого граничного условия. Основная геометрия основана на AWS D1.1 [4].
Если труба ответвления отрезана, она помещается на место для сварки. Корневой слой сваривается вручную, а затем заземляется. Эта подготовка служит основой для полуавтоматической сварки, которую будет выполнять система орбитальной сварки (рис. 1).
Рис. 1
Система орбитальной сварки для частичной автоматической сварки [5]
Увеличенное изображение
Рис. 2
Тестовая установка для процесса измерения
Изображение полного размера труба с зажимным механизмом. За счет дополнительного линейного узла и бесконечной оси вращения рабочая зона робота расширяется, так что трубчатое узловое соединение может обрабатываться непрерывно [5].
2 Описание разработанного процесса
Разработанный процесс служит основой для автоматической сварки узловых соединений труб. Здесь датчик 2D-профиля используется для записи геометрических данных сварных швов, которые вручную оцениваются опытным сварщиком и служат для планирования пути сварочного процесса. Для оценки геометрических данных было разработано программное обеспечение, которое служит сварщику для визуализации. На основании этого оцененные данные связываются с необработанными данными. Эти ссылки должны использоваться для обучения нейронной сети.
2.1 Подход к решению
Для реализации подхода к решению необходимо собрать как можно больше данных. Сначала определяются точки измерения на контуре пересечения двух свариваемых труб. На основе этих точек создается программа измерения робота, которая запускается на орбитальной сварочной машине. По мере увеличения количества точек измерения генерация данных, а также точность генерирования траектории сварки и геометрии увеличиваются.
В каждой из этих точек создается развертка геометрии шва во время измерительного прохода. На следующем этапе процесса они преобразуются в программное обеспечение собственной разработки в сочетании с программой измерения робота относительно горизонтальной плоскости. Это необходимо для учета влияния силы тяжести земли на формирование валика сварного шва.
На основе преобразованных данных сканирования опытный сварщик определяет положение свариваемого валика. В зависимости от уклона и угла раскрытия шва сварщик также регулирует ориентацию горелки.
В зависимости от выбранных позиций и ориентаций создается программа роботизированной сварки. Параллельно с этим эти данные сохраняются в преобразованных данных сканирования и сохраняются. Эти данные служат базой для обучения нейронной сети. После процесса сварки процесс измерения повторяется. Теперь можно выполнить сравнение между сварной и несварной геометрией и оценить выбор положения и ориентации сварки.
2.2 Тестовая установка
Легкий робот с грузоподъемностью 10 кг используется для выполнения генерирования данных измерений и сварки. Он имеет датчик 2D-профиля и сварочную горелку, прикрепленную к оси руки. Доступ к контроллеру робота и датчику профиля осуществляется, а связь координируется через систему управления более высокого уровня с программным обеспечением собственной разработки. Программы для программы измерения и сварки генерируются в системе управления и передаются в систему управления роботом. Робот останавливается в определенных точках измерения и запускает датчик для начала сканирования. Эти данные сканирования затем передаются в систему управления более высокого уровня, где они преобразуются и визуализируются в программном обеспечении для оператора (рис. 2).
2.3 Программное обеспечение/GUI
Разработанное программное обеспечение с пользовательским интерфейсом служит оператору для визуализации отсканированных профилей сварных швов и пространственной ориентации. Здесь ему предоставляется множество вариантов настройки, на которые он также может влиять во время ручной сварки. В зависимости от положения сварки можно отрегулировать ориентацию горелки или изменить соответствующий тип движения. При настройке этих параметров ориентация резака изменяется относительно данных сканирования. Таким образом, визуализация данных сканирования в сочетании с геометрией сварочной горелки полезна в качестве предварительного этапа контроля столкновений.
Ниже описаны области, показанные на рис. 3, и показано, какие изменения можно внести вручную:
Рис. 3
Графический пользовательский интерфейс для позиционирования сварного шва
Полноразмерное изображение
1.
Загрузить профили или новые данные
2.
Слайдер для сканов
3.
Определение геометрии сварочной горелки
4.
Определение ориентации горелки
5.
Позиционирующий сварной шов
6.
Координаты для робота-программы
7.
Сварочная горелка визуализации и сканер.
3 Реализация
Для реализации решения первым шагом является создание градиентной диаграммы контура пересечения. Эта диаграмма используется для определения точек интерполяции, в которых генерируются данные сканирования геометрии шва в последующем процессе. Используя эти данные сканирования, опытный сварщик определяет, в каком положении и с какой ориентацией должен быть приварен следующий сварной шов. При этом система запоминает решения сварщика и сохраняет их вместе с сгенерированными данными сканирования.
3.1 Планирование траектории сварки
В зависимости от геометрии трубчатого соединения и полученного контура пересечения необходимо определить точки измерения для создания траектории измерения (рис. 4). На основе трубчатого узлового соединения 90° контур пересечения показан на рис. 5. На основе градиента выбираются характерные точки, такие как изменение градиента, минимумы или максимумы, которые максимально точно представляют контур с помощью сплайновой интерполяции. В определенных точках (красные кресты на рис. 4) выполняются измерения процесса сварки, в которых положения сварки и выравнивания определяются с помощью графического пользовательского интерфейса.
Рис. 4
Наклон уклона для траектории сварки при 90° трубном соединении с точками измерения
Изображение в натуральную величину
Рис. 5
Измерительный цикл, включая векторы точек измерения, повышается как точность траектории, так и объем данных, необходимых для обучения.
3.2 Сканирование траектории сварки
Программа измерения создается на основе сгенерированных точек интерполяции. Сварной шов сканируется в точках измерения с заданным безопасным расстоянием. Для последующего преобразования в систему координат сварочной горелки данные сканирования формируются в системе координат RobRoot, которая находится в центре системы орбитальной сварки. После завершения измерения данные сканирования передаются в программное обеспечение.
3.3 Взаимодействие человека и машины
Для визуализации данные сканирования сначала преобразуются в соответствии с их реальной ориентацией в силу земного притяжения, чтобы учитывать влияние этой силы при расположении следующего сварного шва. На рис. 6 показано преобразованное сканирование с помощью сварочной горелки. Красный контур соответствует записанным данным сканирования, где уже сварены 2 сварных шва. Для позиционирования третьего сварочного валика положение сварки выбирается на первом этапе. С геометрией резака, сохраненной в программном обеспечении, ориентация резака определяется на втором этапе. Здесь доступность уже проверена. Изменяя длину провода, можно также внести незначительные коррективы.
Рис. 6
Измеренный профиль сканера для позиционирования следующего шва контур сварки должен быть скорректирован на третьем этапе, как показано на рис. 7. Сварка выполняется в падающем положении, тогда как сварка должна выполняться в тянущем положении и в восходящем положении в протыкающем положении.
Рис. 7
Ориентация горелки в зависимости от наклона градиента
Изображение с полным размером
После подтверждения позиции сварки с ориентацией в каждом скане постпроцессор генерирует программу сварки робота, которая передается в контроллер робота. В постпроцессоре добавляются дополнительные команды сварки, входы и выходы и профили движения.
После выполненной сварки снова запускается программа измерения и процесс повторяется с выбором позиций сварки.
4 Генерация данных
Для контроля и прослеживаемости отдельные сканы, точки измерительного цикла и выбранные точки сварки, а также их ориентация на последнем этапе преобразуются в систему координат RobRoot и представляются пользователю в трех измерениях в виде 8.
Рис. 8
Трехмерное представление выбранных наборов данных сварки
Полноразмерное изображение
Таким образом, при каждом созданном сварном шве генерируются новые данные, которые можно использовать для искусственного интеллекта. В зависимости от геометрии соединения трубчатого узла, толщины материала или позиционируемого наплавленного валика снова и снова возникают новые граничные условия, которые опытный сварщик охватывает на первых этапах. Чтобы иметь возможность доступа к данным на последующих этапах, они систематически хранятся, как показано на рис. 9..
Рис. 9
Сохраняемые данные и их иерархия
Полноразмерное изображение
5 Использование ИИ
Текущие исследования сосредоточены на разработке методов автоматического определения оптимальных положений сварных швов.
Из-за постоянно меняющихся геометрий соединений и граничных условий исключительно аналитический подход, скорее всего, неэффективен. Причина этого в том, что, как правило, для установления математических соотношений приходится делать допущения, а способность к обобщению недостаточна.
Для решения этой задачи используется модель серого ящика [8, 9]. С одной стороны, он содержит аналитическую подмодель, основанную на априорных знаниях (подход белого ящика). Это используется, чтобы сначала предложить оптимальное положение. С другой стороны, существует подмодель на основе данных из области машинного обучения (подход черного ящика), которая служит для компенсации возможных ошибок в аналитической части (см. рис. 10).
Рис. 10
Рабочий процесс для обучения и использования модели серого ящика
Изображение в натуральную величину
В аналитической части модели предполагается упрощенная геометрия шва, пропорции или площадь которого зависят от выбранных параметров сварки (подача проволоки, скорость сварки, напряжение, ток и т.д.). Алгоритм впоследствии вписывает геометрию в облако точек сканирования сустава. Здесь также учитывается поддерживающее действие флангов. После определения начального положения для n-го шва следующие положения ограничиваются определенной областью вокруг этой точки.
На частично автоматизированном этапе положения швов для каждого скана сначала предлагаются частью аналитической модели и при необходимости корректируются пользователем вручную. Данные коррекции собираются для обучения части модели машинного обучения. Для обучения необходимы пары входных и выходных данных. Входными данными являются развертка стыка, вектор силы тяжести, расчетная площадь поперечного сечения шва и результат аналитического определения положения шва. Однако положение шва, скорректированное пользователем, представляет собой выходные данные. В качестве модели используется искусственная нейронная сеть.
Продолжительность частично автоматизированной фазы зависит от объема собранных данных. Используя новое трубчатое узловое соединение с определенной геометрией трубы, создается как можно больше новых данных сканирования и позиционирования. Например, если труба ответвления разделена на шаги по 1° и требуется около 25 одиночных сварных швов, создается 9000 наборов данных. Модель машинного обучения обучается через регулярные промежутки времени, и производительность всей модели серого ящика записывается как часть оценочных сварных швов. Среднее абсолютное отклонение между заданными положениями шва модели и выбранными положениями опытного сварщика может служить метрикой для оценки работы модели. Если отклонение находится в диапазоне 1–2 мм, вероятно, можно перейти от частично автоматизированной фазы к испытательной фазе для полностью автоматизированной работы.
6 Заключение и перспективы
Первая веха в автоматизации производства трубных узловых соединений была заложена с разработкой программного обеспечения с пользовательским интерфейсом. Это включает в себя определение определенных точек измерения на свариваемом стыке, в которых генерируются сканы. На основе этих сканов опытный сварщик составляет программу роботизированной сварки. Таким образом, сварщик не участвует в непосредственном процессе сварки, но может внести свой вклад в этот процесс. По сравнению с ручным обучением такому сварному соединению время программирования сокращается примерно с 30 минут до всего 5 минут. Для полной автоматизации решения сварщика сохраняются в базе данных, чтобы создать общепригодную нейронную сеть для самых разных геометрий соединения узлов труб.
Список литературы
Deutsches Instintut für Normung: Din En 10216–1: 2014–03 Nahtlose Stahlrohre für Druck-Beanspruchungengen-ruclegerene veregerene veregerene veregerene veregerene veregerene veregerene veregregengengenningungungungengengren-verencer.
Google Scholar
Амбросат, Т., Лауэр, С., Гайст, М., Флюгге, В.: Лучший иммунный комплекс Schneidkonturen als Vorbereitung zum Verschweißen von 3D Rohrstößen, в GFAI, Берлин (2018)
Google Scholar
«>
Лауэр, С., Амбросат, Т., Ваннер, М.К., Флюгге, В.: Роботизированная резка на основе измерений как подготовка к сварке трубных соединений, в MHI-Fachkolloquium, Байройт (2020)
Google Scholar
Society, AW: AWS D1.1: Structural Welding Code-Steel, Майами: Американское общество сварщиков, Домашняя страница LNCS (2000). https://www.springer.com/lncs. По состоянию на 21 ноября 2016 г.
Wanner, M.C., Dryba, S., Weidemann, B., Harmel, A.: Schweißanordnung zum dauerhaften Fügen eines ersten rohrförmigen Bauteils mit einem zweiten Bauteil. Патент Германии DE 10 2015 206 044 A1 (2016)
Zhang, Y., Lv, X., Xu, L., Jing, H., Han, Y.: Метод планирования сегментации, основанный на скорости изменения площади поперечного сечения одной V-образной канавки для -проходная сварка в месте пересечения стыка труба-труба. Международный журнал передовых производственных технологий: Springer Verlag (2018)
Google Scholar
Дидона Д., Романо П.: Гибридные модели машинного обучения/аналитические модели для прогнозирования производительности: учебное пособие. В: ICPE 2015 — Труды 6-й Международной конференции ACM / SPEC по инженерным характеристикам (2015 г.). https://doi.org/10.1145/2668930.2688823
Солберг, Б., Якобсен, Э.: Моделирование серого ящика — ответвления и опыт. IFAC Proceedings Volumes (IFAC-Papers Online). 17 (2008). https://doi.org/10.3182/20080706-5-KR-1001.01934
Ссылки на скачивание
Информация об авторе
Авторы и аффилированные лица
Институт инженерных исследований IGP компании Fraunhofers
-Straße 30, 18059, Росток, Германия
Sascha Lauer, Sebastian Rieck, Martin-Cristoph Wanner & Wilko Flügge
Председатель по производству, Университет Росток, Альберт-Эйнштейн-Страсли 2, 18059, Росток, Германия
Вы также можете искать этого автора в
PubMed Google Scholar
Sebastian Rieck
Посмотреть публикации автора
Вы также можете искать этого автора в
PubMed Google Scholar
Martin-Christoph Wanner
Посмотреть публикации автора
Вы также можете искать этого автора в
PubMed Google Scholar
Wilko Flügge
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar
Автор, ответственный за корреспонденцию
Саша Лауэр.
Информация для редактора
Редакторы и сотрудники
Технология производства самолетов (IFPT), Гамбургский технологический университет, Гамбург, Германия Бремен, Бремен, Германия
Проф. д-р Кирстен Трахт
Институт технологии сборки Ганноверского университета, Гарбсен, Германия
Проф. Анника Раатц
Права и разрешения
Открытый доступ Эта глава распространяется под лицензией Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), которая разрешает использование, обмен , адаптацию, распространение и воспроизведение на любом носителе или в любом формате, при условии, что вы укажете автора(ов) оригинала и источник, предоставите ссылку на лицензию Creative Commons и укажите, были ли внесены изменения.
Изображения или другие сторонние материалы в этой главе включены в лицензию Creative Commons главы, если иное не указано в кредитной линии к материалу. Если материал не включен в лицензию Creative Commons главы, а предполагаемое использование вами не разрешено законом или выходит за рамки разрешенного использования, вам необходимо получить разрешение непосредственно от владельца авторских прав.
Советы по сварке – 3 лучших процесса сварки нержавеющей стали…
Из-за толщины и отделки материала, а также использования готового продукта процесс сварки может различаться. Хотя существует множество методов сварки нержавеющей стали, есть три, которые чаще всего используются сварщиками в Соединенных Штатах. Нержавеющая сталь известна своей прочностью и коррозионной стойкостью. Это металлический сплав железа, углерода и минимум 10,5% хрома. Нержавеющую сталь можно найти во многих повседневных предметах. Он также играет заметную роль в ряде отраслей, включая энергетику, транспорт, строительство, исследования, медицину, продукты питания и логистику. Именно добавление хрома придает стали уникальные коррозионно-стойкие свойства. Содержание хрома в стали позволяет образовывать прочную, липкую, невидимую, коррозионно-стойкую пленку оксида хрома на поверхности стали. это то, что делает нержавеющую сталь блестящей. Существует более 60 марок нержавеющей стали. Нержавеющая сталь является популярным металлом для многих видов сварки промышленного оборудования. При сварке необходимо контролировать нагрев и охлаждение металла. Нержавеющая сталь сохраняет тепло, что может привести к таким проблемам, как деформация, ржавчина и охрупчивание. Слишком много тепла означает разницу между обожженным швом и совершенством. Ниже приведены три наиболее распространенных метода сварки нержавеющей стали. Каждый процесс имеет свои преимущества и уникальные характеристики.
Сварка МИГ или сварка стекла и металла переменным током
Сварка МИГ представляет собой полуавтоматический процесс, который при правильном выполнении обеспечивает прочное соединение двух кусков нержавеющей стали. В этом процессе используется защитный газ, богатый аргоном, и сплошной проволочный электрод. Сварка MIG популярна, потому что она позволяет сварщику использовать импульсную подачу тока, что может облегчить сварку труднодоступных мест в сложных проектах из нержавеющей стали. Смеси других газов, в том числе с гелием, кислородом и углекислым газом, часто используются для стабилизации дуги и улучшения качества сварного шва. Основным преимуществом сварки MIG является то, что она позволяет сваривать металл намного быстрее, чем традиционные методы «сварки электродом». Сварку MIG можно использовать для более толстой нержавеющей стали и там, где необходимы длинные линии сварки. Поскольку защитный газ защищает сварочную дугу, этот тип сварки обеспечивает чистый шов с очень небольшим разбрызгиванием
Сварка ВИГ или дуговая сварка вольфрамовым электродом
Предлагая высокое качество, универсальность и долговечность, ВИГ является наиболее часто используемым процессом сварки нержавеющей стали. Этот процесс сварки создает низкое тепловложение, что делает его идеальным для тонкого материала. Газообразный аргон часто смешивают с другими газами, в зависимости от потребностей конкретного проекта, включая гелий, водород и азот. Газ аргон используется потому, что он защищает и охлаждает вольфрам, создает гораздо меньше дыма, чем другие газы, и предотвращает окисление. Чтобы предотвратить окисление и повысить устойчивость к коррозии, можно использовать односторонний процесс сварки, создавая защиту инертным защитным газом между внутренними и внешними сварными швами. Сварка TIG идеально подходит для ответственных соединений и широко используется в промышленности для получения тонких и точных сварных швов, а также является наиболее распространенным методом сварки тонких профилей из нержавеющей стали или более тонких металлов.
Сварка сопротивлением или точечная сварка
Сварка сопротивлением или точечная сварка, как ее часто называют, является одним из самых экономичных видов сварки. Оборудование для контактной сварки (RW) невероятно универсально, что означает, что его можно использовать как в небольших, так и в крупных проектах. RW использует электрический ток для нагрева потертых металлических краев и герметизации их вместе. Этот тип сварки исключительно эффективен для металла с низкой температурой плавления, поскольку его можно настроить таким образом, чтобы предотвратить деформацию металла. По сравнению с другими методами сварка сопротивлением может быть более эффективной, поскольку для выполнения процесса требуется всего лишь нажать кнопку. Сварка сопротивлением может быть механизирована и автоматизирована. Процесс имеет высокую производительность и низкую стоимость, создает меньше дыма и более здоровую рабочую среду.
Профессионалы могут оценить материалы, возможности и стиль отделки, которые вы хотите использовать для каждого проекта, чтобы определить, какой метод сварки будет наиболее эффективным для вашей конкретной задачи.
Палмер имеет обширный опыт в области силовых трубопроводов, систем напорных трубопроводов, проектирования и изготовления сосудов под давлением, а также установки сосудов. В Palmer Tool вы встретите опытных производителей для всех ваших потребностей в сварке. > Узнать больше
Свяжитесь с нами (731-584-4681), чтобы начать обсуждение вашего проекта без каких-либо обязательств.
—
О компании Palmer Tool
Компания Palmer Tool выполняет важные работы вовремя и в рамках бюджета.
Чистка и замена форсунок ВАЗ 2109 (инжектор). Как почистить форсунки на ВАЗ 2109 (инжектор). Способы чистки форсунок ВАЗ 2109 (инжектор). Замена форсунок своими руками.
На инжекторе ВАЗ 2109 не редко приходится выполнять снятие форсунок. Безусловно, вы можете прибегнуть к помощи специалистов автосервиса, где мастера за определенную сумму все сделают за вас, а можете получить бесценный опыт и сэкономить значительную часть вашего бюджета, выполнив работу своими руками. Решение за вами.
Содержание
Форсунки ВАЗ 2109 (инжектор), устройство, принцип действия, месторасположение
Советы профи: как выбрать новые форсунки хорошего качества
Форсунки ВАЗ 2109 (инжектор), устройство, принцип действия, месторасположение
Топливная рампа
Автомобильные форсунки на ВАЗ 2109 находятся на топливной рампе. Их здесь четыре штуки, это обусловлено тем, что отдельная форсунка распыляет горючее на отдельный цилиндр. А так как девятка имеет четыре цилиндра, можно сделать вывод о логичности числа форсунок.
Существует ряд признаков, указывающих на потребность по меньшей мере демонтировать и проверить распылители топлива. После этого принимается решение о замене или чистке компонентов. Обратите внимание на то, как ведет себя транспортное средство и конкретно силовой агрегат. Они укажут вам на проблемы с форсунками. Это может проявляться таким образом:
Мотор выдает меньшую мощность, прежняя эффективность разгона не ощущается.
При плохой работе мотора и недостатке мощности расход топлива все ровно увеличивается.
Плохой запуск — не редкий симптом выхода форсунок из строя.
Если силовой агрегат плохо держит холостые обороты, это тоже может указывать на проблемы с форсунками.
Увеличение количества токсичных элементов в выхлопных газах.
Повышение оборотов на холостом ходу.
Устройство топливной рампы ВАЗ 2109
Топливная рампа — планка, где установлены форсунки. Фиксируется она на впускной трубе при помощи болтов. Слева от нее расположен штуцер контроля давления горючего. Стоит отметить, что снятие топливной рампы является самым проблематичным этапом чистки либо замены форсунок.
Как снять форсунки ВАЗ 2109 (инжектор) пошагово
Снятие топливной рампы
В первую очередь необходимо снять топливную рампу.
Затем уложите ее на ровную поверхность, после чего отключите колодку проводов от поврежденной форсунки. Для ее демонтажа сожмите пружинную крепежную скобу и отсоедините колодку.
При помощи отвертки сдвиньте металлический фиксатор к топливной рампе. Он предназначен для фиксации распылителя топлива. Многие автолюбители зачем-то полностью снимают фиксатор. Однако в этом нет никакой потребности. Просто сдвиньте его немного в сторону.
Берем форсунку в руку и покачиваем ее в стороны. Таким образом она без лишних проблем выйдет из топливной рампы.
Отсоединяем колодку проводов
Демонтаж топливной рампы (пошагово)
Для снятия топливной рампы нужно:
Отсоединяем от аккумуляторной батареи минусовую клемму.
В топливной магистрали сбрасываем давление.
Снимаем воздушный фильтр и отсоединяем шланг впускной трубы. Затем демонтируем вакуумный шланг регулятора давления.
Отсоединяем от датчика ХХ питающую колодку проводов. Для этого просто отожмите пластиковый фиксатор колодки.
Отсоединяем колодку с проводами, которые идут от форсунок.
Отсоединяем от топливных патрубков шланги подачи и слива.
Откручиваем крепежные болты, которые крепят топливную рампу к впускной трубе.
Снимаем держатель, удерживающий топливные трубки. Для этого открутите один крепежный винт.
Снимаем топливную рампу, сдвинув ее вдоль оси топливных распылителей.
Сборку выполняем в обратном порядке.
Стоит отметить, что под крепежными болтами топливной рампы находятся шайбы, которые необходимо в обязательном порядке вернуть на место в ходе обратной сборки либо заменить на новые.
Способы очистки форсунок ВАЗ 2109 (пошагово)
Существует два метода очистки топливных распылителей, у каждого из которых есть свои нюансы.
Первый способ. Вам потребуется: запасное уплотнительное кольцо, очиститель для карбюратора (спрей), очиститель для инжектора.
Особенности проведения:
Извлекаем каждую форсунку.
Факелы форсунок
Берем любую емкость и выливаем туда очиститель для инжектора.
Помещаем распылитель в емкость и даем им прокиснуть некоторое время.
Параллельно зачистите регулятор холостого хода с помощью карбюраторного очистителя.
Вокруг сопла форсунок есть нагар — кокс. Его консистенция похожа на смолу. Придется поковырять его и немного повозиться с загрязнениями. Так выполняется наружная очистка.
Что касается внутренней чистки, то вам понадобится насос с манометром (ножной) и источник напряжения 3-12 Вольт.
В насосе снимаем конец шланга и заливаем внутрь инжекторный очиститель, затем одеваем шланг на форсунку.
Накачиваем ее до шести атмосфер и подаем напряжение в три Вольта. Добавьте мощности, если форсунка не щелкает.
Подавать электричество необходимо периодами, на небольшое время, при этом подкачивая насосом. Таким же образом прокачиваем все распылители топлива.
Второй способ. Вам понадобится: уплотнительное кольцо, манометр, насос, очиститель для карбюратора (спрей).
Особенности проведения:
Очиститель для инжектора меняем на спрей.
Повторяем вышеописанные мероприятия, только с карбюраторным очистителем.
Затем обязательно проводим наружную зачистку устройств для удаления нагара.
Для этого нанесите на чистую ткань спрей и обработайте ею топливные агрегаты.
Благодаря средству кокс размякнет и без проблем счистится. Вы можете помочь себе зубочистками или отверткой.
Перед монтажом распылителя на место в обязательном порядке смажьте уплотнительные кольца раствором воды и мыла.
Как заменить старые форсунки на новые (подробно)
Все четыре форсунки идентично демонтируются и устанавливаются, поэтому мы будем рассматривать замену только одной форсунки. Демонтаж форсунок был подробно описан выше, поэтому переходим к следующему этапу — замене.
В первую очередь проверяем состояние уплотнительных колец корпуса распылителя топлива.
Аналогично проверьте уплотнительное кольцо распылительного компонента форсунки. Для этого подденьте отверткой оба кольца и осмотрите их на предмет износа.
Если говорить о топливных форсунках, то не нужно менять уплотнительные кольца во время замены распылителей, если они в хорошем состоянии. Но если вы собираетесь использовать их повторно, перед монтажом смажьте их моторным маслом.
Когда форсунка демонтирована и кольца заменены (либо оставлены старые), можно приступать к установке новых устройств. Процедура выполняется в обратной последовательности.
Затем вставляем распылитель в отверстие, находящееся на топливной рампе, и фиксируем фиксатором.
Колодку с проводами возвращаем на место, после чего устанавливаем на место топливную рампу.
Советы профи: как выбрать новые форсунки хорошего качества
Чтобы выбрать высококачественные форсунки, отдавайте предпочтение оригинальным деталям. Выбирать форсунки для ВАЗ 2109 необходимо по каталожному номеру, поскольку они бывают разные по размеру и производительности.
ПОХОЖИЕ МАТЕРИАЛЫ
Печка 2110, плохо греет печка 2110, система отопления ваз 2110, ремонт системы отопления ВАЗ 2110 своими руками
ВАЗ 2114 печка дует холодным воздухом, печка 2114, плохо греет печка ваз 2114, устройство и ремонт отопления ВАЗ 2114 своими руками, снятие печки ваз 2114
Как поддомкратить машину. Как правильно ставить домкрат. Виды домкратов для автомобилей.
Блок предохранителей ВАЗ 2109, блок предохранителей ваз 2109 карбюратор, блок предохранителей ваз 2109 инжектор, старый блок предохранителей ваз 2109, схема блока предохранителей ВАЗ 2109, замена блока предохранителей ВАЗ 2109
Катализатора выхлопных газов автомобиля, неисправный катализатор, плюсы и минусы катализатора, как поменять катализатор на пламегаситель
Печка дует холодным воздухом ВАЗ 2114, плохо дует печка ваз 2114, почему плохо дует печка ваз 2114
Как узнать владельца авто по номеру его машины, проверить авто по номеру машины ГИБДД, проверка авто по гос номеру машины бесплатно
Как выбрать подержанные шины, полезные советы
Зима автомобиль дорога, давление в шинах легкового автомобиля зимой, хороший аккумулятор для автомобиля зимой, прогревать ли автомобиль зимой
Зимой плохо заводится машина. Как правильно заводить машину зимой, нужно ли прогревать машину зимой, полезные советы
Экономичные машины по расходу топлива, самая экономичная машина по расходу топлива
Марки шин для легковых автомобилей, расшифровка маркировки шин автомобилей, остаточный протектор шин легкового автомобиля, как подобрать шины по марке автомобиля, рисунок протектора шины автомобиля
Работа механической коробки передач, работа сцепления механической коробки передач, вождение с механической коробкой передач, полезные советы
Задняя балка пежо 206 седан, устройство задней балки пежо 206. Задняя балка Пежо 206 неисправность, ремонт задней балки пежо 206
Дизельное топливо зимой, присадка для дизельного топлива зимой, как выбрать лучшее дизельное топливо
Дизель зимой не заводится. Как завести дизель зимой, прогрев дизеля зимой.
Японские шины Бриджстоун, зимние шипованные шины бриджстоун, шины Бриджстоун марки
Маркировка шин расшифровка для легковых автомобилей, маркировка колесных дисков, как правильно подобрать шины по дискам
Дизельный двигатель зимой, запуск дизельного двигателя зимой, какое масло заливать в дизельный двигатель зимой, полезные советы
Светодиодная подсветка автомобиля, подсветка днища автомобиля, подсветка ног в автомобиле, подсветка в двери автомобиля, подсветка автомобиля штраф
Восстановленные шины, шина наварка, восстановленный протектор шин, можно ли их использовать
Выбираем зимние шины, что представляет из себя зимняя резина, какое давление в зимних шинах должно быть, маркировка зимних шин, как правильно выбрать зимние шины, лучшие зимние шины 2019
Рулевая рейка автомобиля, стук рулевой рейки, причины стука и ремонт рулевой рейки своими руками
Бескамерные шины автомобиля, набор для ремонта бескамерных шин, ремонт бескамерной шины своими руками
Шины российского производства, российские шины зимние, российские всесезонные шины, воронежские шины Amtel, шины “Матадор Омск шина”, Кама-шины-это шины мирового уровня
Как открыть автомобиль без ключа. Потерял ключ от автомобиля что делать, ключ от автомобиля внутри машины
Шины и безопасность, безопасность движения шины, почему необходимо постоянно следить за автомобильными шинами
Правила безопасного вождения автомобиля в дождь и слякоть, безопасное вождение автомобиля для начинающих
Преобразователь ржавчины какой лучше для авто, преобразователи ржавчины выбрать, как пользоваться преобразователем ржавчины, советы профессионалов
Полировка кузова автомобиля своими руками, как выбрать полировальную пасту, полезные советы
Долговечность двигателя, срок службы двигателя, как продлить срок службы двигателя
Стук в автомобиле. Стук при движении автомобиля. Что может стучать в автомобиле. Как определить причину стука.
ABS автомобиля, что такое abs автомобиля, неисправности системы ABS, диагностика ABS
Обгон автомобиля, когда можно начинать обгон автомобиля, правила обгона ПДД
Не работает бензонасос ваз 2110, схема бензонасоса ваз 2110, устройство бензонасоса ваза 2110, ремонт бензонасоса ваз 2110,
Автомобильные антенны для радио, устройство автомобильной антенны, автомобильная антенна своими руками
Передняя подвеска Калина, устройство передней подвески калина, стук в передней подвеске калина, ремонт передней подвески Калина
Амортизатор масляный, лучшие масляные амортизаторы, прокачка масляных амортизаторов, как правильно прокачать масляный амортизатор
Неисправности сцепления, буксует сцепление, причины неисправности сцепления, как устранить
В данной статье поговорим, как произвести очистку и промывку форсунок инжектора и какие методы существуют.
«
Когда машина теряет динамику, появляются ‘провалы’ в работе двигателя, а лампа Check Engine не загорается, то причина — засорение форсунок. Форсунки приходится чистить, особенно если пробег автомобиля превышает 100 тыс. км.
В данной статье поговорим, как произвести очистку и промывку форсунок инжектора и какие методы существуют.
Причины засорения форсунок
Форсунки активизируются электрическим током. Такие форсунки применяются в двигателях с распределенным впрыском бензина и могут быть с нижним, боковым или верхним подводом топлива. При нижнем подводе осуществляется постоянный проток бензина через форсунку, что обеспечивает ее охлаждение и предотвращает образование пузырьков пара. При повышенном давлении впрыскивания эта проблема решается и без протока топлива через форсунку.
Электромагнитные форсунки изготавливаются с допуском в 1 мкм и способны отработать до миллиарда циклов.Основной причиной нарушения их работы является загрязнение в процессе эксплуатации, хотя на пути механических частиц стоят топливные фильтры, отсеивающие частицы крупнее 10—20 мкм. Они устанавливаются в топливной магистрали и в самой форсунке.
Последние имеют относительно небольшие размеры и призваны гарантировать чистоту топлива, поступающего в форсунки, отсекая особо мелкие включения, проникшие через фильтр тонкой очистки топлива. Поглощающая способность невелика, а засорившись, они оставляют форсунки на голодном пайке. Чтобы этого не допустить, нужно следить за состоянием фильтра тонкой очистки топлива и не заливать в бак сомнительный бензин.
Главная причина загрязнения форсунок инжектора — некачественное топливо и присутствие в его составе тяжелых фракций.
Как происходит чистка форсунок?
Для этого применяют специальные очищающие добавки к топливу. Присадка при регулярном применении поддерживает форсунки в хорошем состоянии дольше обычного. Она, конечно, растворяет отложения, и все же такая обработка скорее профилактическая. Толстые наросты, почти закрывающие проходное сечение распылителя, таким средствам не по силам.
Есть у добавок другая особенность. Присадка, словно ершик, эффективно очищает бак и подающий топливопровод (до и после фильтра), после чего хлопья загрязнений могут попасть к форсункам, намертво закупорив их входные фильтры.
Чтобы нейтрализовать этот эффект, применяют специальные устройства для очистки форсунок. Наиболее распространен метод очистки на работающем двигателе, как самый простой и достаточно эффективный. Специальная установка подает топливо на вход топливной рампы или к форсунке центрального впрыска. Штатную систему топливоподачи — бак, электробензонасос, фильтр тонкой очистки и трубопроводы — при этом отключают. Двигатель работает на специальном сольвенте, который служит одновременно и топливом и очистителем.
Так как автомобиль при этом неподвижен и двигатель не нагружен, от чистящего сольвента не требуется обеспечивать заданные мощностные характеристики, детонационную стойкость. Поэтому стремятся усилить именно моющие свойства сольвента, чтобы резко повысить эффективность очистки по сравнению с добавками в топливо.
Самих же очистительных агрегатов, как и химических составов для очистки — множество. Как показывает опыт, для этих целей вполне пригодна смесь обычного сольвента с ацетоном — они продаются в магазинах бытовой химии. Да и установку для промывки вполне можно собрать самому, применив погружной насос и компрессор с давлением до 4 атм.
С помощью подобной установки можно производить очистку снятых с двигателя форсунок (для электромагнитных потребуется подача напряжения 12 В). Даже промывка обычным шприцем химическим ‘коктейлем’ приносит положительные результаты. Это оправданно лишь в отсутствие средств на нормальную чистку.
Очистка форсунок ультразвуком
Не всегда применение химического метода чистки форсунок приносит результат. Тогда применяют более радикальный способ. Это очистка форсунок ультразвуком.
Форсунки предварительно демонтируют и помещают в специальную ванну. Под воздействием ультразвуковых колебаний частички жидкости каждую секунду совершают возвратно-поступательное движение с частотой генератора. Из-за инерционности происходит не только перемещение микрообъемов жидкости с резкими изменениями ускорения, но и скачкообразное изменение давления в них. Рабочая жидкость как бы бомбардирует поверхность очищаемого изделия и срывает с нее частички грязи. Такое интенсивное движение раствора усиливает размельчение частичек грязи в рабочей жидкости.
Наиболее примечательно, что полная очистка от загрязнений при помощи ультразвука достигается даже в самых узких углублениях и отверстиях очищаемого изделия. Форсунки погружают дозирующей частью в ванну, устанавливая в специальный держатель. Важно, чтобы они находились в подвешенном состоянии, постоянно омываясь очищающей жидкостью при воздействии ультразвуковых колебаний. Если форсунки будут касаться дна ванны, то это может привести к преждевременному выходу из строя ультразвукового генератора.
После очистки в ультразвуковой ванне производят так называемую ‘обратную промывку’. Для этого извлекают входные фильтры и при помощи специальных адаптеров помещают в установку. Остатки загрязнения вымываются тестовой жидкостью в обратном направлении.
Любой из приведенных способов очистки должен заканчиваться контролем качества. Иногда для достижения приемлемого качества процесс очистки приходится повторять несколько раз. Если хотите самостоятельно прочистить форсунки, то поможет статья: как промыть форсунки своими руками.
Улучшенные форсунки для топливных форсунок | Лайкоминг
База знаний
Отчеты операторов двигателей с впрыском топлива и представителей сервисной службы Lycoming дают некоторое представление о забитых форсунках топливных форсунок. Предоставление нашим читателям информации из этих источников может помочь некоторым из них распознать и решить подобную проблему на своем самолете.
В письме владельца двухмоторного самолета с двигателями Lycoming IO-540 указано, что через 900 часов работы двигатели работали безупречно, за исключением незначительных проблем, связанных с системой впрыска топлива. Этот конкретный самолет был оснащен датчиком температуры выхлопных газов (EGT) в каждом цилиндре, поэтому цилиндр, вызывающий проблему, можно было точно определить с помощью анализатора EGT. Вот описание того, как эта проблема наблюдалась у этого владельца.
Время от времени происходило неравномерное сгорание в одном цилиндре, что приводило либо к повышению температуры выхлопных газов, как показывает анализатор (указание на бедную смесь в этом цилиндре), либо, в некоторых редких случаях, к отдельному цилиндру. стал бы недействующим. Тщательная очистка форсунки и трубопровода не дала большого эффекта, но простая замена форсунки и трубопровода привела к нормальной работе цилиндра и вернула температуру выхлопных газов в норму; EGT снова реагировала на контроль смеси.
Основная проблема сводится к почти микроскопическим кусочкам латуни, резины или другой грязи, которые попадают в топливную форсунку. Эти кусочки чрезвычайно трудно удалить, и они могут серьезно ограничить подачу топлива в отдельный цилиндр. Очистка линии и форсунки не всегда удаляет грязь и устраняет проблему, хотя на первый взгляд может показаться, что так и должно быть.
Когда подача топлива только частично блокируется грязью в форсунке, температура выхлопных газов будет повышаться и не будет реагировать на регулирование состава смеси до тех пор, пока не будет достигнута отсечка холостого хода. Причина этого в том, что засорение теперь становится основным ограничением и не зависит от положения регулятора смеси.
На тех самолетах, у которых нет датчика EGT на каждом цилиндре, неравномерное сгорание или помпаж двигателя, которые могут указывать на засорение или загрязнение форсунок топливных форсунок или грязное топливо, можно проверить, отметив датчик расхода топлива. . Те датчики расхода топлива, которые фактически измеряют давление, будут иметь индикатор, откалиброванный для отображения расхода в галлонах или фунтах в час. При использовании этого типа прибора засорение форсунки вызывает повышение давления и, следовательно, необычно высокий расход топлива. Прямые расходомеры не реагируют таким образом.
Для точного определения засорившейся форсунки или форсунок механик должен провести проверку всех линий в контейнерах одинакового размера. Поток из каждого сопла должен быть ровным и устойчивым, без колебаний. Количество топлива из каждой форсунки должно быть одинаковым при осмотре емкостей после завершения проверки расхода. Забитую форсунку или форсунки можно определить по меньшему количеству топлива в контейнере после периода проверки расхода.
Как указывалось ранее, форсунки топливных форсунок традиционно трудно чистить. Ни в коем случае нельзя касаться форсунки острым предметом. Надлежащий метод очистки, описанный в Инструкции по обслуживанию Lycoming № 1275C, включает тщательную промывку сопла ацетоном и продувание его сжатым воздухом. Также, как указывалось ранее, бывали случаи, когда очистка не приводила к нормальному расходу топлива, и единственным выходом была замена форсунки и магистрали для достижения удовлетворительной работы двигателя.
Трудная работа по очистке форсунок топливных форсунок стала проще благодаря появлению «двухкомпонентной форсунки с отводом воздуха». Эти форсунки устанавливаются на серийные двигатели и доступны в качестве замены форсункам, использовавшимся ранее. Они физически и функционально взаимозаменяемы с соответствующей насадкой старого образца.
Небольшие проблемы с подачей топлива, упомянутые владельцем самолета в первых нескольких абзацах этой статьи, были связаны с форсунками форсунок старого образца. Новые двухкомпонентные форсунки, введенные Инструкцией по обслуживанию № 1414B компании Lycoming, имеют преимущество; их можно разобрать для облегчения очистки. Эта функция должна значительно упростить устранение неполадок и ремонт ограничений расхода топлива, связанных с загрязнением. Подчеркнем, что Чрезвычайно важна чистота при установке, очистке или работе с форсунками топливных форсунок, поскольку они очень легко могут быть загрязнены небольшим количеством грязи. См. Инструкцию по обслуживанию Lycoming № 1414B для получения инструкций по установке двухкомпонентного сопла и Инструкцию по обслуживанию Lycoming № 1275C для информации по очистке и тестированию.
Меньше обращений в сервис, больше полетов
Дополнительную информацию о форсунках топливных форсунок см. в соответствующих публикациях по обслуживанию по этому вопросу.
Найти сервисный центр
Каждый сервисный центр Lycoming предлагает исключительное обслуживание клиентов и непревзойденный опыт.
Home — Kelly Aero
СЕЙЧАС ПРИНИМАЮ ЗАКАЗЫ
Просмотр PMA/FAA Magnetos
Большой запас деталей, точные производственные допуски, отличные сроки поставки, строгий контроль качества, строгий контроль качества -the-Art Testing
Посмотреть Самолет Magnetos
Kelly Aero — ваш источник зажигания для авиации общего назначения, обеспечивающий новый уровень совершенства. Новые жгуты зажигания для самолетов доступны практически для всех двигателей Franklin, Lycoming и Continental Motors.
Посмотреть Жгуты зажигания
Запчасти для авиационных двигателей, ремонтные комплекты, элитный ремонт и проверки. Kelly Aero — ваш надежный источник высококачественных компонентов зажигания для авиации общего назначения!
Посмотреть детали для капитального ремонта и замены
Мы создаем, проектируем и конструируем не только детали авиационных двигателей собственными силами, но также инструменты и производственные процессы. Каждый отремонтированный Bendix, магнето Slick, новые жгуты зажигания или запасные части, одобренные FAA/PMA, поставляются в соответствии с требованиями вашего самолета.
ПРОДУКЦИЯ
Время решает все. Сведите к минимуму время простоя с помощью запасных частей, одобренных Kelly Aero FAA/PMA, при ремонте системы зажигания авиационного двигателя. Мы предлагаем компоненты зажигания самолета, детали магнето и ремонтные комплекты для Slick, Bendix и Continental Motors.
Подробный контрольный список из 35 пунктов для обеспечения полной проверки вашего CMI/Bendix Magnetos.
Превосходя ваши самые смелые ожидания в отношении капитального ремонта самолетов.
Зарегистрируйте свою деталь сегодня, чтобы воспользоваться нашей политикой ограниченной гарантии. Просмотрите нашу регистрацию запчастей для самолетов.
СИСТЕМА КАЧЕСТВА, УТВЕРЖДЕННАЯ FAA БЫСТРЫЙ ОБОРОТ И ЗАМЕНА 100% ПРОИЗВОДСТВО ИСПЫТАННОЕ В СООТВЕТСТВИИ С ВЫСОКИМ СТАНДАРТОМ ПРИЕМКИ THANARD СОБСТВЕННОЕ ПРОИЗВОДСТВО И КОНТРОЛЬ ЗАПАСНЫХ ЧАСТЕЙ, СООТВЕТСТВУЮЩИХ FAA/PMA
Kelly Aero производит авиационные магнето, кабели зажигания, жгуты и запасные части, одобренные FAA/PMA, для авиации общего назначения и военных заказчиков.
Наша служба поддержки клиентов и отдел продаж будут рады помочь вам с любыми вопросами.
334-286-8551
Новый уровень совершенства.
Kelly Aero является партнером и членом сообщества авиации общего назначения уже более 35 лет, поддерживая хорошие отношения со всеми основными OEM-производителями, дистрибьюторами, организациями по техническому обслуживанию и, что наиболее важно, с пилотами. Как опытные пилоты и владельцы самолетов, семья Келли осознает необходимость качества всех деталей, которые они поставляют на рынок; поскольку это не просто способ ведения бизнеса, но и ответственность.
Наша сила в понимании каждого самолета и требований к системам, которые мы поддерживаем. Мы используем наш многолетний опыт работы в авиации общего назначения и прочные отраслевые партнерские отношения, чтобы гарантировать, что вся продукция Kelly Aero спроектирована, изготовлена, испытана и распространена в соответствии с самыми высокими стандартами клиентов. Двигаясь вперед, мы стремимся представить больше передовых продуктов по оптимальной цене для вас, владельца самолета.
27 мая 2022 г. | Magnetos, Новости и события, Капитальный ремонт
Купить самолет не так просто, как набить шины и совершить пробный полет.
Лучшее соотношение цены и качества; Самый долгий срок службы; Лучшая яркость
2 Koito h5 Premium 4000K
Самый долгий срок службы
3 Osram h5 Bilux 64193
Лучшее соотношение цены и качества
Лучшие газонаполненные лампы Н4
1 Dled Рассвет Н4
Лучшее соотношение цены и качества; Лучшая надежность; Лучшая долговечность
2 Clearlight h5 4300K
Лучшая надежность
Лучшие светодиодные лампы Н4
1 h5 H/L Dled Sparkle 2
Лучшая удобная сборка; Лучшее соотношение цены и качества; Самый долгий срок службы
2 Philips Н4
Лучшая яркость
Лучшие ксеноновые лампы Н4
1 Dled 12V Н4 6000K
Лучшая надежность; Лучший срок службы; Лучшее освещение
2 Clearlight h5 6000K
Лучшая видимость
Рейтинг лучших ламп с цоколем h5
Сейчас всё больше и больше людей делают выбор в пользу современных и экономичных светодиодных ламп. Светодиодные лампы h5 имеют очень низкое энергопотребление, большой срок службы, могут иметь как холодный свет 6000K, так и тёплый 4000K. Данные лампы потребляют в 7 раз меньше энергии и имеют чистый белый цвет.
Поскольку работа световых приборов напрямую влияет на безопасность движения, производители обязаны обеспечивать качественные и надежные лампы.Что бы разобраться, автолампы какой фирмы стоит приобретать, давайте проведем сравнение ламп с цоколем Н4.
Лучшие стандартные галогеновые лампы h5
Галогеновые автомобильные лампы с цоколем h5 выпускаются для автомобилей с напряжением 24 и 12 вольта и оборудованы цоколем P43t-38 мирового стандарта. Такие лампы применяются в фарах, имеющих особую конструкцию оптики — а имеенорассчитаных на использование в ближнем и дальнем свете одной лампы. Это реализуется с помощью двух нитей накаливания, расположенных на разном расстоянии. В режиме ближнего работает одна, а в режиме дальнего — другая.
Галогенные лампы имеют множество плюсов, в их числе распространенность (можно найти в любом магазине автозапчастей), доступность (технология изготовления давно придумана и обкатана) и надежность ( при правильной установке лампа прослужит достаточно долго). Сравним лучшие из них.
3 Osram h5
При весьма положительной характеристике, модель попадает на третье место.Её цену пользователи посчитали слишком высокой. Плюсом данной модели является хорошая яркость при плохих погодных условиях и в темное время суток. Пользователи отметили, что приобретают ее так же из-за лимонного оттенка света.
2 Philips X-TremeVision h5
Второе место Philips h5 3200K Vision +30%, преимущество этих ламп в их надежности. Цена Многие водители и производители задумываются над увеличением яркости автомобильных ламп PHILIPS.
1 DLed h5
Победитель лампы от компании Dled, которые как всегда радуют пользователей высоким нагревом и большой яркостью. Лампы в любое время суток и при любых погодных условиях способны освещать дорогу на высшем уровне. Отмечается их надежность и устойчивость к встряскам, и конечно, приемлемая цена, благодаря которой эти автолампы становятся доступны любому автолюбителю.
Лучшие галогеновые лампы h5 с эффектом ксенона
Без ламп с ксеноновым эффектом сейчас не обходится ни один современный автовладелец. Освещение с ксеноновым эффектом делае вождение лучше и безопаснее в несколько раз. Мы решили выяснить, модель какого производителя займет почетное первое место в этой категории.
3 Osram h5 Bilux 64193
Третье место занял производитель Osram. При неплохих свойствах данная лампа имеет такую же адекватную цену. Покупатели не отметили особых характеристик, но и плохих отзывов не оказалось.
2 Koito h5 Whitebeam Premium 4500K
Второе место у Koito Н4 Whitebeam Premium 4500K. У этой лампы появилась окрашенная колба и яркая спираль, которые дают бело-голубой оттенок света, но яркость, по отзывам пользователей, оставляет желать лучшего. Зато срок службы оказался достаточно длительным.
1 Dled 24V 75/70W
В который раз победителем становитсяпроизводитель Dled. Данная модель лампы бесспорный лидер в этой категории. При всех высоких характеристиках, которыми обладает данная лампа, она имеет значительно не высокую цену. Ее яркость и мощность света делает вождение во время плохих погодных условий и в темное время суток идеальным и легким. Свет у данной автолампы белее, чем у конкурентов, да и срок годности не разочаровал.
Лучшие газонаполненные лампы h5
Газонаполненные лампы отличаются составом газа от обычных галогеновых ламп, сам газ закачен в колбу под более высоким давлением. Как правило, используется более толстая нить накаливания, которая обеспечивает яркое свечение и более устойчива к механическим воздействиям. Сравним лучшие газонаполненные лампы Н4.
2 Clearlight h5 4300K Standart
Clearlight h5 4300K Standart попадает на второе место. Данная лампа обладает теплым белым светом, температурой 4300К при мощности в 35Вт. Помимо этого пользователи отмечают быстрый розжиг на сильном морозе и ровный мягкий свет, с которым видимость дороги значительно повышается. Но есть у данной модели и слабые стороны. Во-первых, цена. Она приблизительно на треть выше, чем у лидера рейтинга. Во-вторых, не самое стабильное качество. Да, судя по отзывам, лампа живет не один год, но случаются ситуации, когда лампы из одной упаковки слегка отличаются по цветовой температуре. Вроде мелочь, а неприятно.
1 Dled Рассвет Н4
Лучшими лампами признаны Рассвет Н4 от компании Dled. Разработчики для этой модели используют специальную смесь герметичного ксенона, аргона, галогена. В совокупности это дает яркий световой поток, превышающий яркость обычных ламп. Ко всему прочему автолампыдолговечны и надежны.
Лучшие светодиодные лампы Н4
Множество потребителей обращаются с просьбой подобрать светодиодныеавтолампы h5 головного света. В интернете нет объективной информации от специалистов, нет обзоров и тестов по ГОСТу. Оборудование длятестирование стоит дорого, поэтому никто не измеряет световой поток, ослепление, освещенность по ГОСТ. Благодаря китайским производителям, сейчас продаётся огромное количество светодиодных ламп h5 ближнего дальнего света, из которых 95% не подходят для эксплуатации в автомобиле. Но мы попробуем решить эту проблему и сравним лучшие светодиодные лампы с цоколем Н4.
2 Philips Н4
Philips получает второе место. Производители лампы сделали ее конструкцию с вентилятором, что подразумевало легкую эксплуатацию, однако покупатели пожаловались на проблемы в установке. Так же потребителей смутила высокая цена. Зато яркость высокая и данные светильники способны хорошо освещать дорогу в темное время суток и при плохой погоде.
1 h5 H/L Dled Sparkle 2
Первое место h5 H/L Dled Sparkle 2. Производители Dled на славу постарались и сделали данную модель практически идеальной. Она получила огромный спрос, как только была презентуема на рынке автосвета. Здесь присутствует и удобная улучшенная сборка, которая делает простой в эксплуатации. И, конечно, яркий ровный свет. Цена у этой лампы так же была отмечена покупателями, как приемлемая.
Лучшие ксеноновые лампы Н4
Каждый современный водитель знает, что такое ксенон и что от него напрямую зависит качество вождения в позднее время суток и при плохой погоде. На рынке появилось множество ксеноновых ламп, но зачастую пользователи не получают желаемого качества. Мы решили выяснить, какие лампы, все таки стоит покупать.
2 Clearlight h5 6000K Standart
Лампы Clearlight заняли второе место, они, как и победитель обладают световой температурой 6000К. Так же покупатели отметили быстрый розжиг даже на сильных холодах и ровный мягкий свет, с которым видимость дороги значительно повышается. Но есть у данной модели и слабые стороны. Судя по отзывам, у данной лампы короткий срок службы, да и цена показалась пользователям завышенной.
1 Dled 12V Н4 6000K
Лидером становится модель от Dled, что неудивительно, учитывая целый список положительных характеристик. Судя по отзывам, потребители очень довольны данной продукцией. Эта модель обладает температурой в 6000К, которая излучает белоснежный свет. В темное время суток и при плохих погодных условиях эта лампа качественно освещает дорожную полосу. По отзывам покупателей, они остались довольны сроком службы и надежностью лампы.
Лучшие лампы h5, топ-10 рейтинг хороших ламп h5 для фар
Подписаться на наше сообщество VK!
Автомобильные лампы, оборудованные цоколем h5 применяются в системах головного освещения у транспортных средств различных типов. Их конструкция характеризуется наличием двухкомпонентной спирали, благодаря чему устройство способно сочетать в себе как ближний, так и дальний свет фар. Именно от их яркости напрямую зависит безопасность езды по дорогам в темное время суток.
Как утверждают многие автолюбители, устройства с подобным цоколем являются устаревшими, так как все чаще производители машин отказываются от установки данных изделий, разводя ближний и дальний свет фар по разным оптическим сегментам машины. Тем не менее, многие водители продолжают пользоваться данными осветительными приборами, считая их достаточно удобными. По этой причине на рынке до сих пор представлен весьма широкий ассортимент подобных ламп, которые могут сильно отличаться друг от друга по своим габаритным размерам, стоимости, по типу освещения и так далее. Мы постарались помочь вам и составили рейтинг лучших ламп h5 в 2022 году. В него вошли только наиболее популярные у автомобилистов модели.
Краткое содержание рейтинга: (скрыть/показать)
Как правильно подбирать лампы h5?
Вполне естественно, что одним из ключевых параметров, на которые следует обращать внимание при покупке, является мощность осветительного прибора. Галогенные и ксеноновые изделия станут расходовать гораздо больше бортового электричества, поэтому опытные автомобилисты отдают предпочтение светодиодной продукции.
Ни для кого не секрет, что во время работы даже светодиодные лампы будут сильно нагреваться, желательно изначально знать параметры нагрева, чтобы не навредить оптической системе фары. Не исключено, что придется ездить в дождь, грязь или снег. Учитывая, что лампочка сильно нагревается, даже мельчайшая капля воды при попадании на нее приведет к ее порче. Желательно, чтобы продукция была надежно защищена от проникновения под корпус пыли и влаги.
Немаловажным параметром является цветовая температура. Автомобилисты предпочитают покупать лампы с теплым желтоватым светом. У него гораздо больше длина волны, поэтому даже во время сильных осадков или же в полной темноте обзор получится значительно шире. Обязательно учитывают и срок службы. Например, галогеновые лампы способны проработать около 500 часов, ксеноновые – до 3 тысяч, светодиодные в состоянии прожить до 30 тысяч.
Когда мы выбирали лампочки для включения в этот обзор, то, в первую очередь, обращали внимание на все проанализированные выше факторы. Однако не только они оказали непосредственное влияние на наши предпочтения. Мы еще учитывали соотношение цены и качества продукции, а также отзывы пользователей. В рейтинг вошли не слишком дорогостоящие варианты, чтобы все наши читатели смогли подобрать для своей машины наиболее подходящие осветительные приборы.
Стандартные модели
3. Philips Crystal Vision h5
Несмотря на то, что эта продукция достаточно дорого стоит, она все равно пользуется популярностью у многих автолюбителей. Прежде всего, в комплекте поставляются две лампы в фары ближнего и дальнего света, однако еще есть и лампочки габаритов. Все это упаковано в весьма презентабельный пластиковый блистер, который без ножниц открыть не получится – это значит, что пользователь получает действительно оригинальную продукцию. Кроме того, эти лампочки хороши еще и тем, что у них грамотно подобрана цветовая температура. Светят они несколько хуже по сравнению с продукцией премиального класса, однако все-таки вполне себе достойно.
При использовании ближнего света фары будут четко прорисовывать объекты, находящиеся не только на дорожном покрытии, например, ямы или ухабы, но и предметы, расположенные на обочине. По надежности в значительной степени превосходят дорогостоящие аналоги. Показатель освещенности дальнего света составляет свыше ста люкс – это один из лучших показателей во всем рейтинге.
Преимущества:
Продолжительный ресурс эксплуатации;
Достаточно хорошо работает не только ближний, но и дальний свет;
Оптимально подобрана цветовая температура;
Не слишком сильно нагреваются во время работы;
Имеют степень защиты от проникновения влаги и пыли IP
Недостатки:
Довольно дорого стоит.
Лампа Philips Crystal Vision h5
2. NARVA h5 STANDARD 48881
Спешим представить самый дешевый вариант лампы с цоколем h5 во всем нашем рейтинге. Несмотря на то, что продукция у разработчика вышла действительно наиболее бюджетной, по качеству ближнего освещения она в полной степени сравнялась с моделями, принадлежащими к премиальному классу. Сама лампа способна продемонстрировать прекрасную освещенность и грамотное распределение светового потока. Такие лампочки прекрасно подойдут для использования в рамках городских условия. Продукция отличается довольно длительным сроком службы.
При использовании дальнего света лучше всего удается увидеть зону правой обочины. Вообще, как утверждают пользователи, к этой лампе приличное количество нареканий именно по отношению к дальнему свету. На трассе он слабоват, причем даже на тщательно отрегулированных фарах.
Преимущества:
Характеристики продукции весьма стабильные;
Достойное качество по очень низкой цене;
Ближний свет работает действительно превосходно.
Недостатки:
Дальнее освещение работает слабовато, поэтому на трассах такие лампочки вряд ли очень помогут.
Лампа NARVA h5 STANDARD 48881
1. Osram Original h5
В этой продукции все получилось максимально сбалансированно. Прежде всего, лампочка не будет слишком уж сильно нагреваться, ее корпус производится из оригинального стекла повышенной прочности, оснащен надежной защитой от попадания пыли и влаги. Лампа прекрасно себя показывает при работе как с ближним, так и с дальним светом. О последнем хотелось бы сказать отдельно: прежде всего, эта лампа обладает чрезвычайно мягким желтоватым светом. По этой причине она не будет бить в глаза встречным водителям. Однако стоит отметить, что дальность освещения у этой модели не такая значительная, как хотелось бы, поэтому в ночные часы быстрее 100 км/ч навряд ли удастся разогнаться.
Лампа характеризуется продолжительным сроком службы, отличается очень стабильным качеством изготовления. Как отмечают пользователи, устройство лучше всего показывает свои положительные свойства при установке в высоко расположенные над землей фары.
Преимущества:
Тщательно продуманная система светораспределения при использовании ближнего света;
Вероятность ослепить встречного водителя дальним светом практически равна нулю;
Продолжительный ресурс работы.
Недостатки:
Дальность дальнего света оставляет желать лучшего.
Лампа Osram Original h5
Лампы с повышенной светоотдачей
4. Bosch Xenon Silver h5
Еще одна продукция, которую характеризует грамотный подбор цветовой температуры. Подобное решение не раздражает глаза, что особенно важно в условиях плохой видимости и в темноте. Светят такие лампы настоящим холодным белым светом, который не будет бить в глаза водителям проезжающих навстречу машин. Лампы отличаются правильным распределением света, никаких проблем с недосветом отдельных участков дорожного покрытия обнаружено не было.
Это довольно надежная продукция, которой хватит на достаточно длительное время – заявленный производителем рабочий ресурс составляет 3000 часов или 125 суток работы без перерыва, однако на деле лампы способны проработать значительно дольше. При работе с дальним светом они способны осветить порядка 85-90 метров покрытия.
Преимущества:
Достаточно яркий белый свет холодного спектра, который позволяет своевременно заметить препятствие или дефект дороги и отреагировать на него;
Качественное распределение света;
Весьма продолжительный ресурс работы.
Недостатки:
Нередко выходят из строя вследствие чрезмерной вибрации.
Лампа Bosch Xenon Silver h5
3. Koito WhiteBeam III h5
Характеризуется довольно яркой спиралью, благодаря которой на выходе получается не чисто белый свет, а бело-голубой оттенок с высокой яркостью. Он отличается значительной мощностью, поэтому при свете таких фар можно ехать ночью на довольно высокой скорости. Ближний свет более теплый, поэтому видимость во время осадков будет значительно лучше. Лампы в полной мере соответствуют требованиям отечественных и международных стандартов. По мощности светового пучка лампы соответствуют галогенной продукции порядка 135 Вт.
Светораспределение устроено таким образом, что и в ближней, и в дальней зоне обочина будет освещаться максимально хорошо. Лампы производятся таким образом, что не будут бить в глаза встречным шоферам, даже невзирая на свою дальнобойность.
Преимущества:
Хорошо продуманное светораспределение;
Очень яркий свет;
Создается мощный световой пучок, обеспечивающий безопасное движение в темноте на высокой скорости;
Продолжительный ресурс.
Недостатки:
Продукция довольно-таки дорого стоит;
На упаковке практически невозможно найти понятной информации – практически все на японском.
Лампа Koito WhiteBeam III h5
2. Philips Vision Plus h5
Как утверждают пользователи, данные фары представляют собой идеальную продукцию в плане соотношения цены и качества. Если сравнивать этот комплект с изделиями других производителей, то эквивалентные по своим характеристикам модели обойдутся примерно в 2-3 раза дороже. Выпускающая лампы компания держит высокое качество марки – они светят действительно очень хорошо.
Разработчики не стали особо упирать на высокие цифры цветовой температуры, постаравшись сделать лампы максимально комфортными для человеческого зрения. При этом срок службы остался примерно таким же, как и у большинства других ламп, где температура нити накаливания несколько ниже. Для города этот вариант является более чем подходящим. Качество света высокое и на ближнем, и на дальнем режиме работы, кроме того, эти лампы приходится менять не слишком часто.
Преимущества:
Довольно низкая стоимость продукции;
Световая температура подобрана максимально комфортной для зрения – глаза не устают на протяжении многих часов;
Светят на значительное расстояние.
Недостатки:
Далеко не самый мощный световой поток по сравнению с аналогичными устройствами от конкурентов.
Лампа Philips Vision Plus h5
1. Osram Night Breaker Laser h5
Продукция известной немецкой компании, которая уже много лет занимается изготовлением различных деталей для автомобилей, в том числе и приборов освещения. Хотя данная модель впервые появилась на прилавках российских автомобильных магазинов уже более 3 лет назад, она вплоть до сегодняшнего дня является очень популярной у отечественных водителей.
Продукция характеризуется высокой яркостью – по этому показателю лампы превосходят практически всех существующих конкурентов. Многие пользователи еще отмечают и высокую цветовую температуру – 3800 К, что очень комфортно для глаз, а также продолжительный ресурс работы. Продукция полностью соответствует требованиям, которые предъявляются в стандартах. Световой поток очень мощный, перекосов освещенности нет. Лампы хорошо показывают свои возможности не только в городских условиях, но и на трассе.
Преимущества:
Прекрасное качество света и в ближнем, и в дальнем режимах;
Продолжительный срок службы;
Высокая цветовая температура делает эти лампы очень комфортными для глаз;
Не слишком сильно нагреваются во время работы.
Недостатки:
Стоят все же очень дорого по сравнению с другими моделями.
Лампа Osram Night Breaker Laser h5
Лампы с увеличенным рабочим ресурсом
3. Osram Ultra Life h5
Производится эта продукция исключительно на базе материалов самого высокого качества, именно по этой причине разработчик сумел добиться максимально продолжительного срока службы своей лампы. Она представляет собой источник головного света галогенового типа. Период эксплуатации в несколько раз дольше по сравнению с другими аналогичными изделиями. Производитель утверждает, что лампочка способна просветить порядка 4-5 лет в зависимости от интенсивности эксплуатации. Подобные сведения были получены вследствие проведения самых разных тестов, в том числе и эксплуатации в агрессивных условиях. Эти лампы надежно защищены от попадания влаги и пыли.
Лампа выдает желтоватый ближний свет, что очень помогает во время интенсивных осадков. Дальний свет хорошо освещает дорожное покрытие, пробивает темноту примерно на 120 метров, не ослепляет встречных водителей.
Преимущества:
Превосходная защита от пыли и влаги;
Очень мягкий свет;
Не слепит встречные машины;
Действительно долгий срок службы.
Недостатки:
Некоторым водителям кажется, что свет от этих ламп все же несколько слабоват.
Лампа Osram Ultra Life h5
2. Philips LongLife EcoVision h5
При работе с ближним светом желтизна просматривается уж слишком явно и навязчиво, однако данная продукция превосходно себя показывает при переключении на дальний свет. Несмотря на то, что эти лампы характеризуются продолжительным сроком службы, они отличаются вполне приемлемой стоимостью, поэтому владельцы автомобилей нередко отдают предпочтение именно этой продукции. Нельзя сказать, что яркость слишком сильная, однако для поездок в городских условиях или же в непогоду ее будет более чем достаточно.
Светораспределение у этих ламп оптимальное – хорошо распространяется не только на свою полосу, но и на соседнюю, а также захватывает часть обочины, поэтому никаких нареканий, как правило, оно не вызывает.
Преимущества:
Реальный ресурс работы значительно больше, чем утверждает производитель;
Хорошо продуманное светораспределение ламп;
Превосходное качество дальнего света;
Приемлемая цена.
Недостатки:
Ближний свет немного тусклый и уж чрезмерно желтоватый, однако для городских условий его вполне хватит.
Лампа Philips LongLife EcoVision h5
1. Bosch Longlife Daytime h5
Вряд ли кто удивился, увидев в этой части рейтинга на первом месте лампочки от этого производителя, так как вся его продукция отличается высоким качеством и надежностью. Это галогеновая лампа, чьего ресурса хватит на очень долгое время. По результатам тестов смогли определить, что в среднем запаса прочности этой лампы хватит на 3000 часов работы без перерыва, однако нередки случаи, когда прибор будет работать значительно дольше.
Корпус устройства надежно защищен от воздействия влаги и пыли, однако яркость не слишком сильная. Силы излучения хватит для того, чтобы качественно осветить дорогу примерно на 86 м перед автомобилем, поэтому слишком быстро ехать на машине с этими фарами не удастся. К сожалению, их в обыкновенных магазинах приходится поискать или же заказывать через интернет.
Преимущества:
По-настоящему значительный ресурс работы;
Отличное качество светораспределения;
С такими лампочками удобно ездить при любых погодных условиях;
Вполне адекватная стоимость;
Степень освещенности достойная.
Недостатки:
В автомобильных магазинах встречаются не слишком часто.
Лампа Bosch Longlife Daytime h5
В заключении полезное видео
Ну что ж – вот и закончился наш обзор лучших автомобильных ламп с цоколем h5 в 2022 году. Как вы могли заметить, ассортимент продукции действительно очень широк, и выбрать есть из чего. Мы постарались максимально подробно и доходчиво рассказать о наиболее популярных у пользователей устройствах. Если же у вас есть собственный опыт выбора таких осветительных приборов, поделитесь им, пожалуйста, с другими читателями в комментариях к этой статье.
Путеводитель и обзоры: Лучшие галогенные лампы для фар для вашего автомобиля (2022)
Когда вы покупаете по ссылкам на нашем сайте, мы можем получать комиссию. Узнайте больше здесь.
Если вы водите свой автомобиль, то точно знаете, насколько важны качественные фары для ночного вождения. Фары являются неотъемлемым и ключевым компонентом вашего автомобиля.
Без фар вы застряли бы дома ночью или когда погода становится туманной, идет дождь или снег. Фары позволяют видеть и управлять автомобилем в темное время суток.
Автомобильные фары освещают дорогу перед автомобилем. Однако в фарах используются разные типы ламп, которые различаются по свету, который они излучают.
В фарах автомобилей используются 3 основных типа ламп: галогенные, светодиодные и ксеноновые.
Купить на Amazon. в автомобильных фарах в течение очень долгого времени.
Галогенная лампа содержит нить накала из вольфрама, заключенную в капсулу из стеклянной нити, заполненную газообразным галогеном.
Газообразный галоген проходит через вольфрам к нити накала, и каждый раз, когда фара используется, нить накаливания регенерируется. Галоген излучает белый свет, довольно яркий и ослепляющий.
При покупке галогенных ламп для автомобильных фар необходимо учитывать несколько факторов.
Хотя на такие обычные вещи, как лампы для фар, вы не обращаете особого внимания, они чрезвычайно важны и играют очень важную роль в вашей безопасности, а также в опыте вождения.
Вот несколько вещей, которые следует учитывать, чтобы получить максимальную отдачу от ваших галогенных ламп.
Преимущества галогенных ламп накаливания
Использование галогенных ламп в головных фарах дает много преимуществ, и самым важным плюсом является улучшенная видимость галогенных ламп.
Ярко-белый свет галогенных ламп обеспечивает ясность и видимость, как солнечный свет.
Галогенные лампы могут светить примерно на 80 футов дальше, чем обычные лампы, что значительно повышает вашу безопасность во время вождения.
На что обратить внимание при покупке галогенных ламп для автомобильных фар
При покупке галогенных ламп для фар вашего автомобиля убедитесь, что они дают яркий белый свет 4000k. Некоторые галогенные лампы дают синий или желтый оттенок света, который не дает хорошей видимости или правильного обзора дороги, как белый свет.
Покупайте лампочки известного бренда, так как дешевые лампы могут оказаться недолговечными, и вы можете в конечном итоге потратить больше денег на замену лампочек.
Галогенные лампы должны быть надежными и безопасными и не должны выключаться при перегреве или коротком замыкании.
Убедитесь, что вы покупаете лампы нужного размера, которые подходят к фарам вашего автомобиля.
В этом обзоре галогенных ламп для фар мы обсудили некоторые из лучших галогенных ламп, доступных на рынке, а также их плюсы и минусы, которые помогут вам выбрать лучшие лампы для фар для вашего автомобиля.
Обзоры лучших галогенных ламп для фар
Галогенная лампа GE Lighting Nighthawk Platinum
Галогенная лампа Nighthawk от GE является одной из лучших галогенных ламп для автомобильных фар для ночного вождения. Лампа имеет узкую голубую полосу на конце колбы вдали от нити накаливания.
Это обеспечивает более четкую и дальнюю видимость при использовании фар как в режиме дальнего, так и ближнего света, поскольку синий свет широко рассеивается в плохую погоду или во время движения в сильный дождь по сравнению с другими лампами с синим светом. оттенок.
Синий оттенок также снижает отвлечение внимания во время вождения.
Установка галогенных ламп Nighthawk очень проста. Все, что вам нужно сделать, это просто выкрутить лампу в сборе, освободить застежку, установить галогенную лампу, заменить лампу в сборе и зафиксировать ее на месте.
Pros
Создает интенсивный луч.
Успокаивающий свет, излучаемый лампочками, помогает лучше управлять автомобилем в ночное время.
Простота установки.
Минусы
Довольно дорого.
Срок службы меньше, чем у OEM-производителей.
Где купить
На Amazon
Вердикт
Лампы GE Nighthawk чрезвычайно просты в установке и обеспечивают белый свет очень хорошего качества.
Итак, если вы ищете пару галогенных ламп для фар вашего автомобиля, которые обеспечивают отличные характеристики и облегчают вождение в ночное время, то лампы Nighthawk Platinum — отличная покупка.
Philips X-treme Power Bulb
X-treme Power Bulb производится компанией Philips, которая является одним из ведущих производителей галогенных ламп для автомобильных фар. Лампа Philips X-treme Power Bulb отличается долгим сроком службы и обеспечивает превосходное качество света, на 80 % больше, чем у других галогенных ламп для фар, представленных на рынке.
Более широкая диаграмма направленности луча галогенных ламп и более центрированный белый свет, который является чрезвычайно ярким, помогают вам очень четко видеть ночью.
Сфокусированный световой пучок с равномерным распределением света облегчает передвижение по неосвещенным дорогам, делая вождение в ночное время комфортным и очень безопасным.
Pros
Дает на 80 % больше света по сравнению с другими стандартными лампами.
Обеспечивает превосходную видимость в ночное время.
Более длительный срок службы по сравнению с другими галогенными лампами на рынке.
Минусы
Довольно дорого.
Очень быстро нагревается и не очень энергоэффективен.
Где купить
На Amazon
Вердикт
В целом, Philips X-treme Power Bulb предлагает превосходное качество, хорошую производительность и более длительный срок службы по сравнению с другими лампами на рынке.
Лампы делают вождение в ночное время очень безопасным, а по очень доступной цене Philips X-treme — это превосходная галогенная лампа для вашего автомобиля.
Галогенная лампа накаливания Sylvania XtraVision
Галогенная лампа Sylvania — это высококачественная лампа от Sylvania. Галогенные лампы фар излучают яркий свет, обеспечивающий отличную видимость на дороге.
Лампы мощностью 55 Вт и напряжением 12 В идеально подходят для использования в автомобильных фарах.
Нить накаливания галогенной лампы отличается превосходной термостойкостью, что помогает увеличить срок службы ламп, а также их рабочие характеристики.
Галогенные лампы обеспечивают хорошую яркость с очень меньшим количеством желтых оттенков и довольно большой радиус действия, что увеличивает поле зрения.
Цена на лампы Sylvania XtraVision довольно низкая, учитывая их качество и срок службы.
Pros
Простая установка.
Не очень дорого.
Доступны для различных размеров цоколей ламп фар.
Обеспечивает хорошую видимость на дороге.
Запатентованная конструкция нити обеспечивает улучшенные характеристики и срок службы.
Минусы
Не очень яркий.
Где купить?
Галогенные лампы h2 Osram Night Breaker
Галогенные лампы h2 Osram Night Breaker дают больше света по сравнению с другими галогенными лампами той же категории. Фактически, он предлагает 35-метровый луч длиннее и до 100% больше света по сравнению со стандартными лампами накаливания.
Повышает видимость и позволяет лучше видеть ночью. Это также помогает снизить нагрузку на глаза во время вождения и снижает утомляемость.
Галогенная лампа h2 Osram Night Breaker имеет привлекательный дизайн с серебряным колпаком, а стеклянный корпус галогенной лампы Osram частично покрыт кобальтом, что позволяет лампам излучать на 20 % более белый свет.
Голубое кольцевое покрытие на лампах помогает уменьшить блики сзади и придает вашим фарам и вашему автомобилю очень гладкий вид в темноте.
Плюсы
Довольно долговечны.
Излучает холодный желтовато-белый свет.
Двойная нить.
Универсальный.
Минусы
Создает легкий блик.
Где купить? Обратите внимание на галогенные лампы H2 Osram Night Breaker.
Philips X-treme Vision Лампы для фар
Выпущенные Philips лампы для фар Philips X-treme Vision отлично подходят для автомобилей.
Лампы обеспечивают свет непревзойденной интенсивности и дают примерно на 130 % больше света и на 20 % более белый свет по сравнению с обычными лампочками, и все это без каких-либо компромиссов в отношении срока службы.
Вы можете получить яркий яркий свет на расстоянии до 147 футов или 45 метров, который позволяет очень четко видеть дорогу впереди. Лампы имеют цветовую температуру 3700К для улучшения фокусировки и комфорта при вождении.
Philips X-treme Vision обеспечивает около 450 часов использования. Лампы изготовлены из высококачественного кварцевого стекла с УФ-излучением и имеют современное высокоточное покрытие, которое повышает долговечность и общий срок службы галогенных фар вашего автомобиля.
В результате вы получаете более высокую ценность при снижении затрат на техническое обслуживание. Галогенные лампы имеют сертификат ISO, что гарантирует их качество и долговечность.
Pros
Обеспечивает отличный обзор для водителей.
Эффективное распределение света, делающее вождение в ночное время легким и комфортным.
Очень прост в установке.
Успокаивающая и удобная цветовая температура, которая позволяет вам сосредоточиться на дороге и сосредоточиться на вождении.
Обеспечивает безопасное вождение в ночное время.
Высококачественные лампы с отличными характеристиками.
Минусы
Поскольку лампы являются высокопроизводительными, срок службы намного ниже, чем у стандартных низкоэффективных ламп.
Довольно хрупкие, при установке необходимо обращаться с лампами осторожно.
Рекомендации по покупке
На Amazon
Вердикт
Итак, если вы любите дальние поездки, особенно ночью, то лампы Philips X-treme Vision — это идеальные высокоэффективные лампы для вашего автомобиля, обеспечивающие более безопасное и более комфортное вождение.
Заключительные мысли
Покупка лучших галогенных ламп для фар вашего автомобиля очень важна, и вы должны убедиться, что они дают идеально яркий белый свет, иначе вы не сможете хорошо видеть ночью.
Купите пару, которая лучше всего соответствует вашим требованиям к вождению, и всегда полезно держать комплект под рукой дома, чтобы не бегать, если одна из лампочек перегорит.
Также галогенные лампы со временем тускнеют, поэтому рекомендуется заменять галогенные лампы автомобильных фар не реже одного раза в 2 года независимо от их состояния.
И, самое главное, никогда не смешивайте разные виды лампочек и всегда покупайте их парами. Высококачественные галогенные лампы обеспечат вам комфорт и безопасность, когда вы отправляетесь в ночную поездку.
Вывод «D» генератора через панель предохранителей — коричнево-белый
12
Выключатель аварийной сигнализации
13
Датчик давления масла — сине-голубой
13
К клемме «50» выключателя зажигания — пурпурный
Распиновка панели (щитка) ВАЗ 2114
Панель приборов Ваз 2114 – обозначения и неисправности
Поломка приборки — штука не из приятных. Такая неисправность может повлечь за собой множество последствий. Начиная с того, что Вы вовремя не увидите уровень топлива и заглохните где-нибудь на трассе, и заканчивая тем, что Вас оштрафуют за превышение скорости, о котором Вы не знали. Также Вы можете не увидеть показатели, которые предупреждают о возможной поломке. Это может стать причиной аварийной ситуации. Сегодня мы разберемся, какие могут быть причины и типы неисправности такой панели, и как самостоятельно их устранить.
Содержание
Панель приборов Ваз 2114: обозначения
Ваз 2114 – почему не работает приборная панель?
Приборная панель Ваз 2114 вышла из строя что делать?
Приборная панель Ваз 2114 – автотест
Как разобрать приборную панель Ваз 2114
Не работает приборная панель ваз 2114
Зависания стрелки, её дрожание и изменения нулевого значения
Почему не горит панель приборов ВАЗ-2114 и что делать
Почему может не гореть подсветка приборной панели
Как исправить неполадки
Как провести замену подсветки
Не горит подсветка панели приборов ВАЗ 2114 — как найти причину
Панель приборов Ваз 2114: обозначения
Приборка на данной модели автомобиля довольно не замудренная, поэтому разобраться в ней не составит труда.
Стрелочка слева указывает на температуру двигателя, а стрелочка справа сообщает о количестве топлива в бензобаке.
Есть также два центральных циферблата. Левый из которых является тахометром, а правый — спидометром. Под первым находится экранчик, который служит часами, а экран под вторым исполняет роль борт. компьютера, и при наличии проблемы, отображает ее код.
Две зеленые стрелочки сверху, между главными циферблатами, указывают о включенных поворотниках. Все остальные знаки панели приборов ваз 2114, подсвечиваемые диодами, сообщают нам об уровне масла, состоянии двигателя, аккумулятора, тормозных колодок и других критически важных деталях.
Интересно! Блок предохранителей на ВАЗ 2114
Ваз 2114 – почему не работает приборная панель?
Есть четыре основных причины поломки приборной панели:
Поврежденная проводка;
Перегоревший предохранитель;
Поврежденная плата;
Поломка монтажного блока.
Как правило, в таких случаях появляется восклицательный знак на панели приборов ваз 2114.
К каждой из этих проблем нужен определенный подход, но чтобы выявить, что является истинной причиной поломки, первым делом приборку нужно демонтировать.
Приборная панель Ваз 2114 вышла из строя что делать?
Если не горит ни одна лампочка на панели приборов ваз 2114, а сама панель никоим образом не реагирует на любые взаимодействия с ней, то первым делом необходимо проверить монтажный блок. Возможно, в результате короткого замыкания сгорел предохранитель (FЗ).
Очень важно установить причину выхода из строя данного предохранителя, так как просто установив новый — он сгорит вслед за предыдущим.
Если проблема с предохранителем не выявилась, то все равно отсоедините его и проведите диагностику контактов. Очистите их.
Далее необходимо проверить реле. Замкните силовые провода, и если последует реакция от приборной панели, то это будет свидетельствовать о том, что провода в реле неисправны и нужно заменить его целиком.
В случае, если проблем с вышеперечисленными компонентами не выявилось, то проверьте монтажный блок (предварительно демонтировав его), массовый провод и замок зажигания.
Приборная панель Ваз 2114 – автотест
Функцией автоматического тестирования обладает не каждая модель такого автомобиля. При наличии встроенного автотеста, система самостоятельно проводит диагностику приборной панели при каждом повороте ключа зажигания.
Если данная функция у панели отсутствует, то ее можно интегрировать самостоятельно.
Как разобрать приборную панель Ваз 2114
Первым делом, изучите инструкцию к Вашей панели. Конструкция может немного отличаться в зависимости от модели. Далее мы прописали пошаговый алгоритм, который поможет Вам выполнить процедуру правильно.
Вооружившись крестовой отверткой, выкрутите все саморезы, которые крепят левый экран к панели.
Аккуратно вытащите низ накладки из кронштейна при отсоединении экрана.
Правый экран удерживает большее количество саморезов. Подстрахуйте накладку рукой и открутите их все.
Вытащите экран. Работайте медленно и предельно аккуратно, так как за правым экраном скрывается развязка проводов.
Отсоедините все кабеля от аккумулятора, затем вытащите все компоненты, которые питаются от проводов, будь то прикуриватель, магнитола и прочие. Расформируйте все колодки.
С помощью плоской отвертки демонтируйте ручки, которые расположены на рычагах, управляющих затворками отопительной системы.
Снимите рукоять с электровентилятора.
Открутите оставшиеся саморезы на панели приборов.
Отсоедините все оставшиеся провода.
Саморезы и болты из кронштейна также выкрутите. Для некоторых из них Вам может понадобится ключ на восемь.
Демонтируйте световод.
Отсоедините патроны от управляющего отоплением блока.
Уберите все детали извне и отсоедините декоративную деталь.
Снимите гайки с помощью ключа на двадцать один и удалите гидрокорректорную систему подсветки.
Снимите оставшиеся крепления, и, добравшись до торпеды, демонтируйте ее.
Чтобы собрать все обратно, проделайте те же действия в обратном порядке. Если вы недостаточно опытны в данном вопросе — посмотрите подробную видеоинструкцию.
Не работает приборная панель ваз 2114
Одной из ошибок на панели приборов ваз 2114 может быть неправильная работа стрелочек на циферблатах. Почему же так происходит?
Зависания стрелки, её дрожание и изменения нулевого значения
В большинстве случаев, стрелочки либо зависают, либо начинают подрагивать.
Это не говорит нам о неисправной приборной панели, это лишь показывает на маленький дефект, при устранении которого, все будет работать как прежде.
Скорее всего, сама стрела либо шкала циферблата просто отклеились и немного изменили свое положение на панели. В этом случае просто снимите экран и устраните неполадку. Иногда это может оказаться поломка моторедуктора, тогда почините либо замените его.
Почему не горит панель приборов ВАЗ-2114 и что делать
Бывает такое, что лампочки, встроенные в панель приборов ваз 2114, просто отказываются включаться. Давайте разберемся, в чем может быть причина, так как в ночное время их бесперебойная работа особенно важна!
Почему может не гореть подсветка приборной панели
Итак, подсветка панели приборов на ваз 2114 может не работать по ряду следующих причин:
Поломка габаритов
Окисление разъемов
Перегорание лампы
Замыкание проводки или ее деформация
Проблемы в диодной развязке
Выход из строя предохранителя или основной платы
Проверьте все провода, разъемы и электронику с помощью тестера и выявите проблему.
Когда проблемный компонент обнаружен — есть три варианта устранения неполадки. В случае, если проблемная деталь окислена или испачкана — очистите ее, ведь такой налет мешает электричеству проходить дальше по цепи. Если деталь перегорела или износилась — замените ее на новую. И последний вариант — если деталь вышла из строя, но подлежит починке, первым делом устраните причину поломки, а затем принимайтесь за ее отлаживание.
Как провести замену подсветки
Работоспособность ламп очень важна, так как некоторые из них отвечают за подсвечивание инжектора на панели приборов ваз 2114.
Замена происходит следующим образом: Разберите приборку и определите, какие именно элементы не работают. Выпаяйте их. Купите новые лампы и правильно припаяйте их к плате. Будьте внимательны, не перепутайте плюс и минус. В этом вам поможет вольтметр или тестер. Соберите панель в начальный вид. Готово!
Не горит подсветка панели приборов ВАЗ 2114 — как найти причину
Пользуясь всеми вышеперечисленными советами, тщательно проверьте каждый компонент, который имеет прямое или косвенное отношение к подсветке. Возможно, потребуется разобрать панель, чтобы найти поломку.
В любом случае не отчаивайтесь! Набор инструментов для такой процедуры предельно прост, и есть у каждого владельца автомобиля!
Теперь Вы можете самостоятельно выявлять любые проблемы и самостоятельно их устранять! Желаем Вам, чтобы Ваш автомобиль никогда не выходил из строя и служил вам верой и правдой долгие годы.
Автор: avtor
Распечатать
Оцените статью:
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
Почему некоторые тахометры показывают обороты двигателя в формате Х100, Х1000 а некоторые в ? Фото и отзыв!
Большинство автомобилей уже много лет оснащены тахометрами, которые показывают количество оборотов двигателя в минуту. Тахометр требовал, чтобы водители не превышали максимальные обороты двигателя на каждой передаче. Но знаете ли вы, что не все тахометры одинаковы? Нет, мы не там, где начинается красная зона оборотов двигателя. На некоторых машинах можно увидеть разную маркировку оборотов двигателя. Например, во многих старых машинах на тахометре можно увидеть шкалу значений оборотов двигателя 10, 20, 30, 40 и т. д. В более современных автомобилях обороты двигателя обозначаются числовыми значениями 1, 2, 3, 4. и т.д. Но почему существуют два разных типа приборов для измерения оборотов двигателя?
Во-первых, давайте внимательно посмотрим на два оборота, с разными обозначениями: один из них число оборотов двигателя обозначается цифрами 1, 2, 3, 4 и т. д., а другой имеет значения 10, 20, 30 , 40, пр.
Во-первых, эти значения не говорят о точном числе оборотов двигателя. В зависимости от вида применяемой шкалы значений число оборотов, указанное стрелкой тахометра, должно быть умножено на число, которое обычно также указывается на тахометре. Обратите внимание на фото выше. Тахометр с цифрами 1, 2, 3, 4 и т. д. обозначается Х1000, а это значит, что указанное значение необходимо умножить на 1000. Так вы получите фактическое количество оборотов двигателя в минуту. При указании числа оборотов двигателя 10, 20, 30, 40 и т. д. нужно умножать на 100 (так как на этикетке тахометра написано Х100).
Например, вот тахометр для авиадвигателя:
Этот авиационный тахометр охватывает диапазон работы двигателя от 0 до 3500 об/мин. Шкала прибора обозначена цифрами 0, 5, 10, 15, 20, 25, 30, 35. Также обратите внимание на надпись Х100, которая говорит о том, что число оборотов двигателя на тахометре нужно умножить на 100.
А вот тахометр для автомобиля… здесь мы видим, что значение на тахометре надо умножить на 1000. Разметка шкалы на тахометре в формате 0, 1, 2, 3, 4, 5, 6, 7, 8 , 9, 10 (другими словами, каждое число равно 1000 оборотов двигателя в минуту).
Разберись. Но почему производители автомобилей используют тахометры с разной шкалой оборотов двигателя?
Тут вопрос сложнее. В большинстве случаев сегодня автомобильные тахометры имеют одинаковое обозначение (Х1000). И лишь иногда некоторые производители устанавливают на свои автомобили тахометры с другим обозначением (Х100). Чаще всего таким образом автомобильная компания хочет выделить свой автомобиль среди других.
Признаки смещения фаз газораспределения двигателя автомобиля
При снятии и установке ремня привода ГРМ двигателя автомобиля есть вероятность сместить положение коленчатого и распределительного валов относительно друг друга (сбить фазы газораспределения).
В редких случаях такое так же возможно если слабо натянутый ремень самостоятельно перескакивает на пару-тройку зубцов.
Разберемся, что изменится в работе двигателя в результате появления такой неисправности и по каким признакам можно понять, что фазы газораспределения сместились от нормы (сбились).
На примере двигателя 21083 (1,5 л) автомобилей ВАЗ 21083, 21093, 21099.
Признаки смещения фаз газораспределения двигателя автомобиля
1. Двигатель стал плохо запускаться.
При смещении фаз газораспределения поджиг топливной смеси происходит либо слишком рано, либо слишком поздно (в зависимости от того в какую сторону произошло смещение фаз). В любом случае пуска двигателя с первой попытки не получится так как будет нарушено нормальное горение смеси и соответственно получение достаточного количества энергии для запуска. При сильном смещении установочных меток валов относительно друг друга двигатель не удастся запустить вовсе.
Нижние установочные метки привода газораспределительного механизма двигателя 21083 — на шкиву коленчатого вала и на корпусе масляного насоса
2. Двигатель троит на холостых.
Если двигатель автомобиля удастся запустить, на холостом ходу он будет троить. Все из-за нарушения условий сгорания топливной смеси при смещении фаз — момента зажигания, своевременной вентиляции камер сгорания, их наполнения смесью и пр.
Метка на маховике и треугольный вырез в шкале градусов 21083 необходимо выставить друг напротив друга для обеспечения правильного расположения коленчатого вала
3. При нажатии на педаль газа появился провал.
При нажатии на педаль газа в цилиндры двигателя устремится большой поток воздуха и бензина, что еще больше усугубит непростую ситуацию с составом и со сгоранием топливной смеси. В замен ожидаемого увеличения оборотов коленчатого вала случится перебой в работе двигателя — провал или даже несколько провалов сразу.
4. Снизилась мощность и приемистость двигателя.
Так как при смещении фаз газораспределения поджиг топливной смеси происходит раньше или позже нужного момента, двигатель не сможет развить нужной мощности и приемистости. Все из-за того, что в первом случае поршню придется тратить силы на сжатие слишком рано загоревшейся и расширяющейся топливной смеси, а во втором, топливная смесь будет гореть вслед за уходящем поршнем, в расширяющемся пространстве и ей не хватит энергии придать ему нужное ускорение.
5. Появились хлопки и выстрелы в глушитель и карбюратор.
Если сбиты фазы газораспределения, впускные и выпускные клапана открываются не своевременно, поэтому в одном случае часть горящей смеси выбрасывается в глушитель, где она догорает хлопками. Или же, наоборот несвоевременное открытие впускных клапанов приводит к выбросу смеси в впускной коллектор, хлопкам и выстрелам в карбюратор.
Следует сказать, что перечисленные признаки могут свидетельствовать о наличии неисправности в других системах механизмах двигателя. Это следует учитывать при самостоятельной диагностике.
Что делать если обнаружены признаки смещения фаз газораспределения двигателя автомобиля?
Необходимо провести переустановку ремня привода ГРМ двигателя с тщательным выставлением установочных меток. См. «Замена ремня привода ГРМ на двигателях автомобилей ВАЗ 2108, 2109, 21099».
Примечания и дополнения
— В ряде случаев, когда фазы газораспределения сбиты незначительно, водитель может вообще не ощутить внезапных изменений в работе двигателя. Но со временем негативные последствия такой неисправности могут проявить себя, например, появлением нагара на свечах зажигания и в камерах сгорания, прогоранием клапанов и пр.
Еще статьи по неисправностям двигателей автомобилей ВАЗ
— Три признака неисправности клапанов двигателя автомобиля
— Проверка ремня привода ГРМ на двигателях автомобилей ВАЗ 2108, 2109, 21099
— Неисправности газораспределительного механизма (ГРМ) двигателя автомобиля
— Что стучит в двигателе автомобиля?
Подписывайтесь на нас!
Система изменения фаз газораспределения на дизелях
04. 12.2021
267
Самое время поговорить про систему, найти которую можно даже на самом дешевом силовом агрегате. Как вы уже могли догадаться, речь пойдет про систему смены фаз газораспределения.
Что это такое? По какому принципу работает? Из чего состоит? Да и для чего используется? Постараемся максимально подробно ответить на все эти вопросы. Ну что, поехали!
Впервые система смены фаз газораспределения начали использовать на бензомоторах в 90-х годах прошлого века. Благодаря ее использованию удалось не только увеличить мощность, но также сделать двигатель более экономичным и экологичным. Да, система изменения фаз реально улучшает параметры ДВС и позволяет ему легко адаптироваться к нагрузкам и условиям работы.
По непонятной нам причине, в русском используется очень сложное обозначение этого механизма: «изменение фаз газораспределения». Человек далекий от темы очевидно ничего не поймет. В оригинале это понятие называется «valve timing», что дословно можно перевести как время открытия клапанов. Звучит в разы проще и понятней, не правда ли?
В реальности же, эта система отвечает за регулировку исключительно моментов открытия/закрытия впускных и выпускных клапанов. Она не может поменять высоту подъема клапанов и также не управляет временем их открытия. И да, время между их открытием и закрытием – остается неизменным.
Принимая во внимание все выше сказанное, что дает сдвигание момента подъема клапанов? Давайте остановимся на этом моменте более подробно.
Кстати, у нас в YouTube есть специальный ролик, в котором мы детально разобрали работу системы изменения фаз газораспределения.
Чтобы было максимально понятно, давайте использовать схемы работы системы смены фаз газораспределения. Дадим краткие пояснения.
Первым, что нужно понять, так это то, что благодаря рассматриваемой сегодня системе, удается сдвинуть момент открытия/закрытия клапанов относительно поршня. Представьте, что в зависимости от нагрузки выпускной клапан вполне реально открыть намного раньше момента, когда он достигнет мертвой точки, как и закрыть до того, как он достигнет мертвой точки, но уже верхней. Но можно сделать совсем иначе и сдвинуть данные моменты ближе к точке крайнего положения поршня. Похожая ситуация и с впускными клапанами: они открываются до, либо после достижения мертвой точки. Моменты открытия/закрытия бесступенчато регулируются. В противном случае поршни и клапана могут удариться друг о друга.
Кроме этого не стоит забывать, что 4 такта – это два оборота коленчатого вала, т.е. 720 градусов вращения. Распределительные валы медленнее в два раза, поэтому за 4 такта они провернутся только на 360 градусов. Про фазу впуска, такт сжатия, рабочий ход, такт выпуска.
Длительность фаз остается неизменной – они задаются профилем кулачков распределительных валов. Вот только поменяв момент начала открытия/закрытия клапанов, удается перенастроить двигатель под определенные условия работы.
Приобрести нужные запчасти на ваш автомобиль вы можете в нашем каталоге.
Детально разбирать принцип работы системы смены фаз мы будем на примере мотора, у которого есть фазокрутилки на обоих распределительных валах. А описывая функционал системы, давайте договоримся представлять силовой агрегат, у которого всего один цилиндр и по одному впускному и выпускному клапану. Так будет максимально наглядно и понятно. Но все описанное одинаково подходит для всех современных бензиновых моторов.
Как работает эта система на холостых?
На холостом ходу клапана перекрывает минимально, а цилиндр заполнен свежим воздухом, что позволяет очистить его от отработавших газов. Чтобы добиться максимальной экономии, рассматриваемая сегодня система, может задать максимально позднее открытие и закрытие впускного клапана. Благодаря этому такт сжатия становится минимальным, а рабочая смесь подается во впускной коллектор. По сути, это уменьшает такт сжатия, да и реальная степень сжатия снижается относительно геометрической. Звучит сложно? Говоря простым языком – эти манипуляции снижают рабочий объем цилиндра. А вот выпускной клапан, наоборот, открывается раньше обычного, до того, как поршень дойдет до НМТ на рабочем такте. Благодаря этому у отработавших газов будет больше времени выйти из цилиндра.
Еще стоит знать, что, изменяя момент открытия/закрытия, система смены фаз позволяет задать куда более короткий такт сжатия, попутно удлинив рабочий ход. Это все сказывается в положительную сторону на КПД двигателя и экономии.
Как работает эта система при средней нагрузке?
При движении с постоянной скоростью мотору требуется набрать достаточно мощности, только так можно добиться экономии бензина. Но еще стоит помнить про экологичность. Совместить эти два фактора кажется нереальным? А вот и нет, это вполне реально.
Решение очень элегантное: потребуется создать условия, где в цилиндры будет идти меньше воздуха и бензина. Также нужно максимально снизить внутренние потери при рабочих процессах.
Добиться этого удалось путем введения внутренней рециркуляции. Фазокрутилки устанавливают впускной клапан на самое раннее открытие, а вот выпускное – на максимально позднее. Благодаря чему, на такте выпуска перед ВМТ впускной клапан – открывается, одновременно с ним еще не успевает закрыться выпускной. Таким образом можно добиться максимального перекрытия клапанов и отработавшие газы могут быстро перейти во впуск.
А вот во время всасывания в цилиндр входит как свежая топливовоздушная смесь, так и отработавшие газы, кроме этого может засосать и не прогоревшее до конца топливо. И что самое главное, мотор отлично функционирует на получившейся смеси! У такого решения есть несколько положительных факторов: уменьшаются насосные потери, поскольку разрешение во впуске на порядок меньше, так что газы лучше идут через впускной клапан. Кроме этого в цилиндре скапливается не так много кислорода, так что и топлива в него подается меньше. Конечно, во время рециркуляции рабочий объем также снижается, но не благодаря геометрии камеры сгорания, а благодаря снижению количества топлива и воздуха, из которых и формируется искомая топливовоздушная смесь. И да, если в цилиндр входит меньше воздуха, то и температура сгорания снижается, а значит – ниже образование оксидов азота, что и делает мотор более экологичным.
А при максимальном перекрытии клапанов, длительность такта сжатия и рабочего хода – возрастают. Это и помогает улучшить эффективность силового агрегата.
Как работает эта система при полностью открытой заслонке?
Условно, работу мотора можно разделить на два этапа. На первом – когда педаль газа утоплена в пол, а мотор начинает разгоняться до максимальных оборотов. Данный режим даже имеет специальное название: «режим максимального крутящего момента». В нем, чтобы увеличить прирост крутящего момента, впускной клапан открывается раньше, так что и закрытие также идет раньше. Благодаря этому цилиндр очень быстро заполняет воздух, клапана почти не перекрыты, а такт сжатия длится максимально долго.
При возрастании скорости работы мотора, момент открытия становится более поздним. Опять же, перекрытие все еще минимальное, такт сжатия также уменьшается. А на позднем закрытии клапана на большой скорости работы мотора, цилиндр быстрее наполняется свежим зарядом. Проще говоря, забирает больший объем воздуха, который участвует в создании топливовоздушной смеси. Конечно, такт сжатия стал меньше, крутящий момент также понизился, вот только мотор все еще увеличивает скорость работы, а от этого увеличивается его КПД.
Система изменения фаз газораспределения на дизельных моторах
Дизелям вряд ли нужна система, отвечающая за смену момента открытия клапанов. В первую очередь, ДВС с воспламенением от сжатия не требуют поддержания стехиометрического состава топливовоздушной смеси. Вся фишка в том, что они хорошо функционируют на максимально обедненном составе, где превалирует содержания воздуха, так что им не требуются дополнительные меры, которые позволят увеличить количество подаваемого в цилиндры воздуха.
Кроме этого у дизелей нет нужды в дросселировании, так что разряжение во впускном коллекторе снижено до минимума и нет проблем с отложенным впуском.
Старые атмосферники были не очень быстрыми, отсюда и росли ноги проблем с заполнением цилиндров новым воздухом.
У современного поколения двигателей с воспламенением от сжатия есть турбонаддувы, а значит больше не нужны дополнительные манипуляции для улучшения работы клапанного механизма.
И да, благодаря высочайшей степени сжатия в дизелях возможно добиться открытия впускного клапана и позднего закрытия выпускного. А вот о перекрытии речи и быть не может.
Но стоит признать, что все же существуют турбодизельные моторы у которых есть возможность смены фаз. Например, компания Мицубиши выпускает такие моторы уже более 10 лет. Например, это ДВС 4N1, которые ставят на кроссоверы компании, идущие на рынки Центральной Европы. Да, у нас подобные моторы – редкость, но узнать подобный турбодизель легко по специальной маркировке DiD MIVEC.
Существуют фазорегуляторы и на двигателях VAG 1.6 TDI и 2.0 TDI, правда они идут под Евро-6. Отличительная черта данных моторов в поперечном расположении клапанов, благодаря чему всего один фазовращатель на распределительном валу отвечает за открытие одного впускного и выпускного клапана во всех цилиндрах.
Вот только смена фаз на этих моторах была введена, по большей части, для того, чтобы следовать строгим экологическим нормам.
Как функционируют муфты данной системы?
Теперь давайте поговорим непосредственно про смену момента открытия клапанов. Для функционирования всей системы нужно обеспечить свободу распределительных валов относительно вращения и, следовательно, относительно положения коленчатого вала и поршней.
И это стало возможно благодаря гидравлическим муфтам, которые управляются золотниковыми клапанами. Сейчас все производители задействуют муфты с лопастным ротором. Внешняя часть – статор, фиксируется с ремнем ГРМ или цепью. А во внутренней части расположен ротор, который стыкуется с распределительным валом. Лопасти ротора разделяют внутреннее пространство на 3-5 полостей, наполняемых маслом, которое подается не только перед лопастями, но и позади. Благодаря чему ротор может провернуться. Получается, что распределительный вал проворачивается относительно коленчатого, опаздывая, либо опережая коленвал.
За процесс подачи моторного масла отвечает еще один золотник, приводимый соленоидом. В корпус этого клапана также подается масло, попадающее чего центральный канал. И вполне логично, что каналы подачи масла есть до и после лопастей. Во время перемещения, золотник направляет масло в канал «ранних», либо «поздних» фаз. Соленоид – это катушка индуктивности, которая отвечает за перемещение золотника по сигналу от «мозгов» (ЭБУ).
Муфта впускного распределительного вала задает более широкий поворот относительно коленчатого вала: порядка 25-30 градусов опережения/опаздывания, а вообще система может устанавливать положение распредвала в пределах данного диапазона.
Стандартно, либо при неисправности работы данного системы, муфта фиксируется в режиме холостого хода, в таком случае впускные клапаны будут открываться намного позже BMT.
Муфта же выпускного распределительного вала может задавать опережение на 20 градусов, а система не позволяет выбирать промежуточные положения. В момент старта мотора, муфта обеспечивает нормальное положение, в котором выпускной клапан закроется чуть раньше BMT. Этот режим работает всегда, кроме холостого хода.
Во время перехода на холостые, муфта выпускного распределительного вала переходит на второе положение – когда впускной клапан откроется чуть раньше, чем HMT, а закроется намного раньше, нежели BMT.
С какими проблемами можно столкнуться в работе муфт изменения фаз газораспределения?
В принципе, неисправностей не так много. В муфтах имеется буквально несколько пар трения между статором и ротором. Старое и грязное масло провоцирует износ этих пар, из-за чего и появляется утечка масла. И да, не стоит забывать, что масло в камеры муфт подается не непрерывно: золотник открывается до достижения желаемого угла распределительного вала и закрывается. Так что если закачанное в камеры масло – вытекло, то угол установки распределительного вала становится более поздним. ЭБУ начинает повторно подавать команду на достижение раннего угла. Все это приводит к тому, что вырастает число срабатываний, а значит, внутрь зайдет еще больше загрязненного масла, что приведет к ускоренному износу муфты.
У первых версий моторов, лопасти роторов были его неотъемлемой частью. Затем были введены конструкции, где лопасти были сделаны в виде лопатки-шиберы, по аналогии с насосом ГУР, и вставлялись в пазы ротора. Получалась не самая надежная конструкция: шиберы быстро наклонялись в посадочных пазах, а это приводило к утечкам масла.
В лопастных муфтах есть стопор – миниатюрный штифт, фиксирующий ротор и статор, когда давление масла падает до нуля. Порой стопор просто изнашивается, так что во время запуска – сильно гремит, но противный звук пропадает после того, как он наполнится маслом.
Можно столкнутся с выходом из строя определенных частей системы, к примеру, нередко отказывает датчик положения распределительного вала, либо управляющего клапана, из-за чего система переходит в режим позднего открытия. Это приводит к понижению мощности мотора.
Винтовые муфты старого образца
У первых вариаций моторов можно увидеть винтовые муфты. Ротор скользит относительно статора в продольном направлении на шлицах, словно гайка по резьбе винта. Благодаря этому и происходит поворот распределительного вала относительно коленчатого. Подобная конструкция используется на двигателях компаний: БМВ, Вольво, Мерседес, Лексус.
У муфты компании Вольво нередки проблемы с герметичностью, что приводит к утечкам масла. А от выработки можно появится люфт между статором и ротором, что также приведет к утечкам.
А вот муфты Мерседес можно только похвалить, правда, ее придется менять в случае, когда изношенная цепь ГРМ обточила ее зубья.
Система смены фаз на двигателях Фольксваген
В конце 90-х и начале 2000-х, на моторах концерна VAG с 5-ю клапанами на цилиндр механизм смены фаз газораспределения представлял собой гидронатяжитель межраспредвальной цепи. Данный натяжитель сменял длину верхней, либо нижней ветви цепи, благодаря чему менялся поворот впускного распределительного вала относительно коленчатого.
Перейдя по ссылке можно проверить наличие на авторазборке конкретных автомобилей, с них также можно приобрести нужные запчасти.
Вернуться к списку новостей
04.12.2021267
что такое система изменения фаз газораспределения?
ИЗМЕНЕНИЕ ФАЗ РАСПРЕДЕЛЕНИЯ КЛАПАНОВ — для краткости VVT — имеет долгую и несколько ухабистую историю, когда дело доходит до велосипедов. Самые ранние итерации этой идеи восходят к 1980-м годам, но в 2019 году мы наблюдаем наиболее значительное внедрение этой идеи, когда BMW представила свою настройку ShiftCam на моделях R1200 GS, RT, RS и R. а также совершенно новый супербайк S1000RR.
Почему мы в восторге от системы BMW? В конце концов, GTR1400 от Kawasaki, который уже ушел, имел VVT еще в 2006 году, несколько Ducati имеют аналогичную схему, а Suzuki GSX-R1000 также имеет VVT. Более того, у Honda был свой взгляд на работу с регулируемым клапаном, впервые появившийся как 1983 Система «REV» CBR400, позже преобразованная в «Hyper VTEC».
Причина в том, что система BMW ShiftCam представляет собой нечто большее, чем просто изменение фаз газораспределения. На самом деле это система переключения кулачков, которая изменяет не только открытие и закрытие клапанов, но и весь профиль кулачка. Это означает, что подъем клапана, продолжительность и перекрытие изменяются.
Давайте сначала разберемся с терминологией. Работа клапанов определяется формой кулачков, которые заставляют клапаны открываться при вращении распределительного вала. Здесь необходимо учитывать четыре ключевых элемента: время, продолжительность, перекрытие и подъем.
Синхронизация — это именно то, на что это похоже, определяющая, когда клапан открыт. Продолжительность — это время, в течение которого клапан остается открытым. Перекрытие описывает период, когда выпускной и впускной клапаны открыты одновременно. Наконец, подъем описывает, насколько далеко открывается клапан; большая подъемная сила означает больший поток воздуха.
Статьи по теме
Ранние дни
До сих пор в мотоциклах использовались три различных типа регулируемых клапанов. Первой была установка Honda REV (вверху) еще в 19 году.83. В отличие от настоящей системы изменения фаз газораспределения, REV предполагала преобразование двигателя с четырьмя клапанами на цилиндр в двигатель с двумя клапанами на цилиндр на низких оборотах. В системе REV каждый клапан приводился в действие с помощью толкателя, который находился сверху штока клапана и ниже распределительного вала, но кулачки кулачка воздействовали непосредственно только на половину из них — один выпускной и один впускной для каждого цилиндра. На высоких оборотах давление масла заставляло металлический штифт соединять активный толкатель с его неактивным соседом, приводя в действие все клапаны.
Позже система Hyper VTEC от Honda, которая использовалась в VFR800, исключила из конструкции толкатели пальцев, ковш и систему прокладок, чтобы кулачки кулачков воздействовали непосредственно на клапаны. Тем не менее, он по-прежнему использовал давление масла, чтобы вставить металлические штифты на место на высоких оборотах, чтобы открыть половину клапанов в двигателе.
Системы Honda принципиально не похожи ни на какие другие системы с регулируемыми клапанами. Они не изменяют подъемную силу, продолжительность, перекрытие или синхронизацию, а просто вдвое уменьшают площадь клапана двигателя на низких оборотах. Это изменяет поведение двигателя, повышая крутящий момент на низких оборотах, но не обладает таким же изяществом, как технология действительно регулируемого клапана.
Системы фаз газораспределения
Самый распространенный тип изменения фаз газораспределения в автомобилях, где эта технология существует уже несколько десятилетий, также используется Ducati и Kawasaki GTR1400. Это также тип, который используется — несколько по-другому — в последней модели Suzuki GSX-R1000.
Эти настройки, называемые «фазировкой кулачков», добавляют дополнительный компонент между распределительным валом и его звездочкой. Этот компонент, фазовращатель кулачка, может изменить положение вращения распределительного вала относительно этой звездочки, возможно, на целых 30 °. Эти фазовращатели обычно работают за счет давления масла, а электронное управление отводит масло в камеры внутри них, чтобы вращать распределительный вал относительно звездочки.
Эти фазовращатели помогают, потому что невозможно добиться идеальной синхронизации фаз газораспределения во всем диапазоне оборотов двигателя.
На высоких оборотах требуется большое перекрытие клапанов. Впускные клапаны должны открываться рано, пока двигатель еще находится в такте выпуска, чтобы дать достаточно времени для эффективного заполнения цилиндров. А выпускные клапаны должны оставаться открытыми поздно, после начала такта впуска, чтобы дать отработавшим газам достаточно времени для выхода из цилиндра.
Но на низких оборотах — когда все клапаны остаются открытыми дольше просто потому, что двигатель работает медленнее — такое большое перекрытие дает несгоревшей топливно-воздушной смеси время выйти через все еще открытые выпускные клапаны, что ужасно сказывается на экономичности. и выбросы.
Фазировка кулачка означает, что вы можете изменить перекрытие в зависимости от оборотов. В самых простых системах только впускной кулачок имеет фазер, и он просто переключается между двумя вариантами синхронизации в фиксированной точке диапазона оборотов. Более сложные версии могут синхронизировать как впускной, так и выпускной распределительные валы и работать постепенно в диапазоне оборотов, чтобы медленно увеличивать перекрытие по мере увеличения оборотов.
В настоящее время мотоциклы, как правило, используют простые системы.
Настройка Suzuki немного отличается. Хотя у GSX-R есть кулачковый фазовращатель, он не управляется давлением масла или электронным управлением. Вместо этого он использует центробежную силу для механического смещения распределительного вала относительно звездочки — система, разработанная фирмой для MotoGP, чтобы обойти правила, запрещающие электронные или масляные системы изменения фаз газораспределения.
Почему ShiftCam лучше?
Хотя фазировка кулачков помогает, она только изменяет фазы газораспределения и перекрытие. Два других ключевых компонента — длительность клапана и подъем — остаются неизменными во всем диапазоне оборотов.
Новая система ShiftCam от BMW изменяет их оба, а также синхронизацию кулачка, что дает огромное преимущество по сравнению с более простыми настройками.
Это умная система и удивительно простая концепция. Устанавливается только на впускной распредвал (по крайней мере, на данный момент — нетрудно было бы использовать его и на выпуске, хотя преимущества были бы не столь значительны), это по сути два распредвала в одном.
Для каждого впускного клапана имеется два набора кулачков. Один набор является «мягким» — с низким подъемом, короткой продолжительностью и небольшим перекрытием, рассчитанным на относительно позднее открытие, обеспечивающим большой крутящий момент на низких оборотах, хорошую экономичность и выбросы. Другой набор лепестков является «диким» — высокая подъемная сила, большая продолжительность и много перекрытий, с опережающим синхронизацией, чтобы хорошо работать на высоких оборотах.
Лепестки расположены рядом друг с другом, поэтому, сдвигая весь распределительный вал на несколько миллиметров — во время двух тактов двигателя, когда клапаны закрыты, а лепестки не задействованы — вы можете переключаться с одного набора на другой. .
На рядной четверке S1000RR система немного сложнее. Поскольку по крайней мере один набор впускных клапанов всегда открывается или закрывается, BMW разделила впускной распределительный вал на две половины, каждая из которых имеет дело с двумя цилиндрами, которые могут перемещаться независимо друг от друга на долю секунды, когда наступает момент, когда они не заняты открытием набора клапанов.
Хотя в некоторых системах VVT с фазировкой фаз газораспределения отсутствует элемент с плавной регулировкой, преимущество возможности изменения подъема клапана и продолжительности перевешивает это. Теоретически к ShiftCam всегда можно добавить фазер кулачка, что дает дополнительные возможности регулировки для будущих двигателей. Некоторые автомобильные двигатели, такие как Toyota VTL-i и Porsche Variocam Plus, уже сочетают в себе фазировку кулачка с переменной подъемной силой и продолжительностью, хотя и с совершенно другими системами, чем ShiftCam от BMW.
Будущее – бескулачковые двигатели
В течение многих лет – даже десятилетий – инженеры боролись за совершенный четырехтактный двигатель, в котором полностью отсутствовали бы распределительные валы и полагались бы на пневматические, гидравлические или электрические клапаны, которые можно было бы открывать и закрывается по команде компьютера, а не кулачка механического кулачка.
Хотя такие системы теоретически идеальны, до сих пор, как правило, не удавалось выйти далеко за пределы стадии прототипа.
На данный момент, пожалуй, наиболее многообещающим является проект Freevalve, дочерней компании суперкаровой компании Koenigsegg, которая разработала несколько бескулачковых двигателей, в том числе один, предназначенный для массового производства китайской автомобильной фирмой Qoros. Другие, в том числе Lotus, создали работающие прототипы, демонстрирующие эту идею, но заставить системы работать на высоких оборотах, характерных для велосипедных двигателей, будет непростой задачей.
Несмотря на то, что технология все еще имеет потенциал, это гонка со временем, чтобы увидеть, можно ли усовершенствовать бескулачковые двигатели до того, как электромобили (и мотоциклы) начнут обгонять своих конкурентов с двигателями внутреннего сгорания по производительности и популярности.
События фаз газораспределения и порядок их важности
Роликовые подъемники могут работать с более крутыми уклонами кулачков, чем кулачки с плоскими толкателями. Более высокая скорость открытия и закрытия увеличивает воздушный поток и мощность.
Если вы помните, в январском номере мы подробно рассмотрели, что делает распределительный вал «правильным» распределительным валом. В этом выпуске мы продолжим обучение. Кэм-класс снова в работе!
Помните, что распределительный вал совершает один полный оборот (360°), а коленчатый вал совершает два оборота (720°) за полный цикл двигателя. Время распредвала обычно выражается в градусах коленчатого вала относительно положения поршня в цилиндре, что соответствует ВМТ и НМТ. Это означает, что четыре хода поршня, которые происходят при повороте коленчатого вала на 720°, приводят поршень в положение дважды как в ВМТ, так и в НМТ.
Прежде чем мы решим изменить точку открытия или закрытия лепестка либо путем добавления длительности, либо путем продвижения лепестка, поймите, что эффект также пропорционально проявляется на другой стороне лепестка. Как и в большинстве решений по сборке двигателя, должна существовать гармония между всеми параметрами. Если мы изменим одно событие фазы газораспределения, существует вероятность того, что последовательность последствий может заметно повлиять на работу двигателя положительно или отрицательно.
События фаз газораспределения можно настроить несколькими способами. Первый вариант — продолжительность можно добавить или вычесть. Если к лепестку добавляется продолжительность, клапан открывается и закрывается позже. И наоборот, удаление продолжительности приводит к обратным результатам.
Другим методом является опережение или замедление распределительного вала. Выдвижение кулачка вперед открывает и закрывает клапан раньше, в то время как замедление кулачка приводит к противоположному результату. Добавление длительности и перемещение лепестка в одном или другом направлении сохраняет исходное открытие или закрытие, в то же время применяя добавленную длительность к противоположному наклону лепестка. Выполнение любой из перечисленных возможностей влечет за собой разветвления, которые могут быть полезными или противоречивыми.
Взаимосвязь фаз газораспределения
• Если распределительный вал запаздывает — Лучшее дыхание на высоких оборотах, но нестабильный холостой ход и снижение мощности при низких оборотах
• Если распределительный вал опережает — Более стабильный холостой ход и хорошая мощность на низких оборотах, но плохое дыхание и низкая мощность при высоких оборотах
События синхронизации
События синхронизации клапана происходят в этом порядке важности (ну, это спорно, несколько).
1. Закрытие впускного клапана (ВК)
2. Открытие впускного клапана (IVO)
3. Закрытие выпускного клапана (EVC)
4. Открытие выпускного клапана (EVO) Всегда обращайтесь к процедуре синхронизации OEM, чтобы знать, как должны быть совмещены метки синхронизации. На некоторых двигателях вам нужно посчитать звенья цепи между звездочками, чтобы получить правильное выравнивание.
Впускной клапан
Вы заметите, что события впускного клапана расположены на первых двух позициях по важности. События впуска, как правило, менее терпимы к изменениям, чем события выхлопа. Даже небольшие изменения в конструкции двигателя могут иметь серьезные последствия. Существуют серьезные споры о том, какое событие (IVO или IVC) является фундаментальным аспектом производства электроэнергии. Для целей этой статьи мы будем использовать IVC как наиболее важный.
Продолжительность конструкции впускного патрубка имеет решающее значение для увеличения мощности. Увеличенная продолжительность позволяет большему количеству воздуха заполнить цилиндр, что крайне важно при высоких оборотах. Чтобы использовать дополнительную продолжительность, также необходимо увеличить число оборотов в минуту. Цилиндры содержат одинаковый объем воздуха независимо от оборотов.
Пример: двигатель мощностью 650 лошадиных сил потребляет примерно такое же количество воздуха, как и на холостом ходу. При увеличении оборотов происходит соответствующее уменьшение времени открытия клапана. Клапан открыт на то же количество градусов, но время открытия уменьшается по мере увеличения оборотов. Все двигатели в конечном итоге «выходят из строя», поскольку механическое движение становится слишком быстрым, чтобы поток воздуха мог заполнить цилиндр. Просто увеличивая продолжительность (миллисекунды), добавляется время, помогающее эффективно заполнить цилиндр.
При добавлении длительности точка открытия и закрытия клапана увеличивается. Это улучшает дыхание, поскольку в начале такта всасывания клапан находится на более высоком, более полезном подъеме. Увеличение продолжительности также увеличивает чувствительность воздушно-топливной смеси к положению поршня. При высоких оборотах инерция воздушного заряда продолжает заполнять цилиндр ABDC по мере того, как поршень начинает подниматься в канале ствола.
Старые распредвалы часто изнашиваются распредвалы. Если лепестки не совпадают, не используйте кулачок повторно. Также никогда не используйте новые подъемники с изношенным кулачком или наоборот. Новые детали плохо сочетаются с изношенными поверхностями.
Воздушный поток впускного клапана
Этот показатель основан на времени в миллисекундах и имеет решающее значение для производства энергии. Давайте посмотрим, как воздух на самом деле проходит через безнаддувный двигатель и почему правильный распределительный вал может помочь в заполнении цилиндров для выбранного диапазона оборотов. Угол шатунной шейки имеет решающее значение, поскольку воздух, поступающий в цилиндр, не достигает максимальной скорости до тех пор, пока шатунная шейка не приблизится к 45° после верхней мертвой точки (ВМТ). Таким образом, большая часть потока воздуха в цилиндр должна происходить где-то между 45° и 135° ATDC.
Чтобы рассчитать продолжительность любого события синхронизации впускного клапана, добавьте 180° ко времени открытия и закрытия впускного клапана. Например, если впускной клапан открывается за 12° до верхней мертвой точки (ВМТ) и закрывается за 40° после нижней мертвой точки (ABDC), продолжительность события синхронизации клапана составляет 232°. Время выхлопа следует аналогичному расчету.
Столб воздуха, содержащийся во впускном отверстии и направляющей коллектора, обладает инерцией, что означает, что он имеет тенденцию оставаться в покое или оставаться в движении. Столб воздуха, содержащийся во впускном отверстии, также должен постоянно ускоряться и замедляться по отношению к открытию и закрытию впускного клапана.
По мере увеличения скорости поршня у цилиндра остается меньше времени для полного заполнения до того, как поршень достигнет НМТ, что ограничивает число оборотов и надлежащее дыхание двигателя. Небольшое открытие впускного клапана до того, как поршень достигнет ВМТ, может повысить объемный КПД на высоких скоростях. Быстрое движение поршня создает как более быстрое перемещение воздушного заряда, так и перепад давления в цилиндре. Тем не менее быстрое движение поршня превосходит скорость воздушного заряда. При более высоких оборотах первоначальный впускной заряд отстает до набора скорости после открытия клапана. После перемещения заряд набирает скорость и продолжает быстро двигаться. Удерживая клапан открытым дольше, ABDC использует инерцию быстро движущегося заряда, чтобы компенсировать медленное начальное заполнение. Помните, что если движение воздушного потока достаточно быстрое, мы можем наполнить цилиндр большим количеством воздуха по инерции, чем поршень мог бы «втянуть» сам по себе.
Инерционный наддув
Наддув используется для облегчения наполнения цилиндров при более высоких оборотах. Закрытие клапана позже, намного позже нижней мертвой точки (ABDC), позволяет использовать преимущества воздушного потока с высокой скоростью, обеспечивая последний глоток воздуха, когда он проходит мимо закрывающегося впускного клапана. Чем выше число оборотов в минуту, тем позже должно произойти закрытие впускного клапана, чтобы обеспечить надлежащий заряд цилиндра в такте сжатия. Гоночные двигатели с высокими оборотами очень выигрывают от продолжения потока воздуха (инерционная зарядка) в цилиндр, когда впускной клапан закрывается, а поршень начинает двигаться вверх на такте сжатия. Это происходит из-за того, что скорость поршня увеличивает скорость воздушного потока (волны давления), которому нелегко воспрепятствовать во время движения
За счет максимизации кинетической энергии потока воздуха в цилиндры с эффектом инерционного наддува объемный КПД улучшается вместе с мощностью двигателя. Подобно принудительной индукции, инерционная зарядка на сбалансированном двигателе может увеличить VE более чем на 100%. В то время как использование высоких оборотов выигрывает от инерционной наддувки, работа в диапазоне низких и средних оборотов может снижаться, поскольку давление в цилиндре возвращается во впускной коллектор.
Динамическое сжатие (DCR)
Динамическое сжатие представляет собой математическое уравнение, полученное из измеренных или рассчитанных значений, которые представляют собой фактические размеры двигателя, включая ход поршня, длину шатуна и закрытие впускного клапана. Динамическая степень сжатия рассчитывается путем сравнения положения поршня в канале с закрытием впускного клапана. Это отличается от статической степени сжатия (SCR), которая показана с поршнем в НМТ.
Динамическое сжатие всегда ниже статического сжатия. Фактическое динамическое сжатие никогда не меняется, несмотря на влияние числа оборотов на давление в цилиндре. Динамическую степень сжатия не следует путать с давлением в цилиндре. Давление в цилиндрах изменяется почти непрерывно из-за многих факторов, включая число оборотов в минуту, конструкцию впускного коллектора, объем и эффективность отверстия головки, перекрытие, конструкцию выхлопа, фазы газораспределения, положение дроссельной заслонки и ряд других факторов. Следовательно, если не используется переменная синхронизация фаз газораспределения, как и статическая степень сжатия, DCR фиксируется при сборке двигателя и никогда не изменяется во время работы двигателя.
Закрытие впускного клапана (IVC)
Многие считают, что IVC является наиболее важным событием синхронизации, влияющим как на производительность (максимальный крутящий момент), так и на экономичность. IVC является основным компонентом объемной эффективности. Количество заряда воздуха/топлива в основном контролируется IVC. Закрытие впускного клапана регулирует как эффективную степень сжатия, так и диапазон оборотов, ограничивая воздушно-топливную смесь, поступающую в цилиндр.
Максимальный крутящий момент создается, когда цилиндр имеет наибольшую массу свежего воздуха/топлива, которая может быть захвачена. Использование волн давления, возникающих во впускной системе, обычно способствует наполнению цилиндров даже после достижения НМТ. Оптимальное время IVC зависит от оборотов двигателя. По мере увеличения числа оборотов в минуту синхронизация IVC еще больше отклоняется от НМТ, чтобы получить наилучший результат от волн давления.
Обычно IVC находится в диапазоне 50° – 60° ABDC, что является уступкой между высокими и низкими требованиями к скорости вращения. Раннее или позднее закрытие впускного клапана в течение заданного идеального периода времени приведет к соответствующему падению заряда воздуха, оставшегося в цилиндре. Раннее закрытие впускного клапана снижает количество воздуха, поступающего в цилиндр. Если клапан закрывается с опозданием, заряд воздуха будет поступать обратно во впускной коллектор. Любое из этих событий, не соответствующее идеальному периоду времени, приведет к соответствующему попаданию топливовоздушной смеси в цилиндр.
Настройка IVC для двигателя, предназначенного для работы в диапазоне средних и низких оборотов, полезно раннее закрытие впускного клапана. Раннее закрытие захватывает и сжимает как можно больше воздуха, увеличивая давление в цилиндре. Кроме того, низкие обороты снижают преимущество инерции, поскольку воздушный поток соответствует более медленной скорости поршня, что позволяет циклу индукции использовать раннее закрытие клапана.
Однако заполнение баллона более чем на 100 % маловероятно из-за медленно движущегося воздуха. Ранний IVC продвигает следующее; низкий крутящий момент, отзывчивость дроссельной заслонки, снижение выбросов, повышенная экономия топлива и расширение кривой мощности.
Предупреждение: раннее закрытие НПВ в сочетании с высокой компрессией (10,0:1 и выше) увеличивает насосные потери и может привести к возможному выходу из строя прокладки головки или поршня. При более высоких оборотах раннее закрытие (около 50° ABDC) уменьшает заряд цилиндра, тем самым снижая мощность.
Для настройки более высоких оборотов выберите позднее закрытие впускного клапана с помощью инерционного наддува. Закрытие клапана позже дает преимущества при потоке воздуха на высоких оборотах, позволяя сделать последний глоток воздуха; но ограничивает мощность на низких оборотах, поскольку давление в цилиндре возвращается во впускной коллектор, а динамическое давление в цилиндре ниже. Чем выше число оборотов, тем позже должно произойти закрытие впускного клапана, чтобы обеспечить надлежащий заряд цилиндра. Однако, если слишком поздно, это может привести к реверсии. Это разбавляет заряд выхлопными газами. Закрытие клапана после приблизительно 75° НМТ может уменьшить большую часть крутящего момента двигателя на низких оборотах. На двигателях с низкой степенью сжатия (ниже 8,5:1) позднее закрытие может помешать вашему двигателю достичь максимальной мощности, так что имейте в виду.
Открытие впускного клапана (IVO)
IVO имеет решающее значение для полного цикла впуска и является вторым по важности событием по времени. IVO имеет решающее значение для установления перекрытия клапанов (второй параметр) и обычно является основным фактором для определения сроков сборки двигателя.
Высокопроизводительные двигатели выигрывают от смещения как центральной линии впускных лепестков, так и открытия клапана. Эта комбинация приводит к тому, что клапан поднимается дальше от седла в более выгодное положение по отношению к положению поршня. Более раннее открытие IVO также увеличивает перекрытие клапана. Сочетание этих двух событий увеличивает поток воздуха на ранних стадиях индукционного цикла. Как и во всех решениях, связанных с распределительным валом, преимущества раннего IVO могут создавать проблемы во всем диапазоне оборотов. Помните, что больше — не всегда лучше.
IVO необходим для отклика дроссельной заслонки на низких оборотах, качества холостого хода (вакуума), выбросов и экономии топлива. IVO достигает этого, устанавливая перекрытие клапанов и выполняя две важные задачи.
Подъем клапана и продолжительность зависят не только от размера и формы кулачков, но также от коэффициента подъема коромысла, зазора клапана и гибкости толкателя. Продолжительность можно добавить или вычесть. Если к лепестку добавляется продолжительность, клапан открывается и закрывается позже. И наоборот, удаление продолжительности приводит к обратным результатам.
Событие 1: Впускной клапан начинает подниматься со своего седла, что запускает Событие 2 , Цикл очистки. Открытие впускного клапана в идеале должно соответствовать скорости поршня. Реальность доказывает, что максимальная скорость поршня достигается до того, как полностью откроется клапан, ограничивающий максимальное всасывание воздуха/топлива в цилиндр. Типичный IVO составляет около 0-10 ° до ВМТ, сохраняя перекрытие клапанов достаточно сбалансированным вокруг ВМТ.
Впускной клапан не достигает максимального открытия примерно до 105°–115° ВМТ (осевая линия), тогда как максимальное заполнение воздухом/топливом происходит между 70°–80° ВМТ. Как добиться идеального заполнения в такой ситуации?
Можно использовать два метода. Во-первых, больший подъем клапана может привести к нежелательным последствиям. Для распределительных валов с большим подъемом требуются жесткие пружины в сочетании с острым выступом кулачка, что может значительно сократить срок службы (распредвал без роликов).
Другой вариант — увеличенная скорость подъема. Высокая скорость подъема выводит клапан из положения, препятствующего потоку, что соответствует высокоскоростному движению заряда.
Высокие обороты требуют дополнительной заправки воздухом. Это требует, чтобы IVO был раньше, что дает больше времени для заполнения цилиндра. Более раннее открытие, как обсуждалось ранее, позволяет очистить цилиндр, чтобы помочь заполнить цилиндр и вытолкнуть оставшиеся выхлопные газы. Расход топлива может увеличиться, так как часть заряда может пройти через цилиндр и выйти прямо через открытый выпускной клапан.
Ранний IVO увеличивает перекрытие клапана и позволяет клапану открываться дальше, когда поршень достигает максимальной скорости, увеличивая VE. Применение, зависящее от раннего открытия, также может привести к вялости двигателя, поскольку выхлопные газы разбавляют всасываемый заряд (EGR). Это снижает максимальную мощность, поскольку выхлопные газы занимают пространство цилиндра, что уменьшает количество свежего воздуха для сгорания.
Если IVO выходит позже, перекрытие уменьшается, улучшая качество холостого хода и крутящий момент на низких оборотах, а также достаточный вакуум в двигателе. Более позднее открытие впускного клапана уменьшает количество всасываемого заряда, вызывая падение давления в цилиндре по мере того, как поршень опускается из ВМТ.
Настройка IVO
Для выполнения этой функции можно использовать два метода. Добавление длительности или продвижение кулачка. Добавление продолжительности расширяет диапазон оборотов и открывает клапан раньше. Диапазон оборотов изменяется по мере того, как клапан дольше удерживается открытым и закрывается позже ABDC. Регулировка синхронизации кулачка создает изменения как на стороне открытия, так и на стороне закрытия. Поэтому, если клапан открыть раньше, он и закроется раньше, немного снизив обороты.
Продвижение лепестка можно использовать, когда ограничение числа оборотов сборки не позволяет добавлять любое дальнейшее увеличение продолжительности. Когда кулачок выдвигается вперед, клапан не только поднимается дальше от своего седла в начале цикла впуска, но также помогает приблизить центр лепестка, чтобы соответствовать максимальному натяжению поршня.
Двигатель / A120. Вал коленчатый и маховик — Автозапчасти ВАЗ
Сначала дешевыеСначала дорогиеПо популярностиПо названию
Все магазиныул. Кирова, 68
Только в наличии
Сортировать по:
ЦенеПопулярностиНазванию
Всего найдено: 28 шт., выводить по:
20
60
100
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
В корзинеВ корзину
Под заказ до 10 дней
Кол-во
Телефон
Перезвоним в течении дня в рабочее время
Передавая информацию сайту вы принимаете условия политики защиты персональных данных
Коленчатый вал и маховик | Как это работает
Коленчатый вал и маховик
Когда поршневой двигатель используется для приведения в движение транспортного средства, одна из первых возникающих инженерных проблем заключается в том, как получить вращательную мощность, необходимую для привода колес, от двигателя, который производит линейную мощность по мере подъема поршней. и упасть. Проблема решается с помощью коленчатого вала. Этот вал, соединенный как с поршневыми узлами, так и с трансмиссией, преобразует вертикальное движение поршней во вращательное движение, чтобы оно могло передаваться на опорные катки. Помимо передачи привода, коленчатый вал также выполняет ряд других функций. К ним относятся привод распределительного вала, шкив ремня вентилятора и шестерня, зацепляемая стартером.
Работа узла коленчатого вала и поршня. Когда поршень движется вниз, шатун толкает смещенную шатунную шейку вниз и в одну сторону. При восходящем ходе шатун проталкивается шатунной шейкой по кругу и вверх. Таким образом, движение поршня вверх-вниз преобразуется во вращательное движение. Коленчатый вал на рядном двигателе, расположенный под поршневыми узлами в нижней части блока цилиндров.
Горизонтально оппозитные двигатели имеют один коленчатый вал, расположенный по центру в основании двух блоков цилиндров.
Коленчатый вал с четырьмя витками коленчатого вала и пятью коренными подшипниками, установленный на четырехцилиндровом двигателе Fiat 128.
Коленчатый вал с четырьмя витками коленчатого вала и тремя коренными подшипниками, установленный на четырехцилиндровом двигателе Volkswagen Beetle.
Коленчатый вал с четырьмя витками коленчатого вала и тремя коренными подшипниками, установленный на двигателе Ford Capri 2000 V4.
Коленчатый вал с шестью витками коленчатого вала и семью коренными подшипниками, установленный на шестицилиндровом двигателе Jaguar E-Type.
Коленчатый вал с шестью витками и четырьмя коренными подшипниками, установленный на двигателе Ford Capri 3000 V6.
Форма и функции коленчатого вала
Форма коленчатого вала зависит от типа двигателя, на который он устанавливается. Однако все конструкции в основном одинаковы, поскольку функция, которую они должны выполнять, всегда одна и та же. Коленчатый вал несет узел поршня или узлы в многоцилиндровых двигателях и установлен у основания блока (рис. 4) во всех двигателях, кроме горизонтально-оппозитных, где он находится в центре. В одноцилиндровых двигателях коленчатый вал имеет только один подшипник поршневого узла и, следовательно, имеет только одну шатунную шейку. Шатунная шейка смещена от оси вала (рис. 6), чтобы пространство для шатуна перемещалось вверх и вниз одновременно с его вращением. Смещенная шатунная шейка называется «броском».
По обе стороны от шатунной шейки находятся коренные подшипники, которые фиксируют вал в блоке цилиндров, а также обеспечивают его вращение. Таким образом, вал имеет характерную U-образную форму. Эта U-образная конструкция позволяет коленчатому валу преобразовывать по существу прямолинейное движение узла поршня во вращательное движение. Поскольку поршень движется вниз по цилиндру, большая головка шатуна толкает шатунную шейку, к которой она прикреплена, вниз и в сторону (рис. 3), одновременно вращаясь вокруг нее. Когда поршень начинает свое движение вверх, шатун толкается вокруг и вверх шатунной шейкой, одновременно снова вращаясь вокруг нее. Результатом этого является вращение коленчатого вала в его коренных подшипниках и передача круговой передачи на колеса автомобиля.
Подшипниково-бросательное устройство
Коленчатый вал одноцилиндрового двигателя имеет самую простую форму. Однако большинство автомобилей имеют четыре цилиндра или более, и, следовательно, коленчатые валы в этих двигателях намного сложнее. Двумя основными переменными в форме многоходовых коленчатых валов являются расположение и количество коренных подшипников, а также ориентация ходов. Определенное количество коренных подшипников необходимо для надежной установки многоходового коленчатого вала, чтобы предотвратить его биение или деформацию под нагрузкой, воздействующей на него поршневыми узлами. Традиционно это обычно означало размещение подшипников с обеих сторон каждой шатунной шейки, что давало пять коренных подшипников на валу четырехцилиндрового двигателя.
Однако при использовании валов из более прочной легированной стали и более легких поршней иногда два шатуна опираются на две соседние шатунные шейки, между которыми нет подшипника. Более короткие валы, возможные в плоских и V-образных двигателях, также позволяют отказаться от подшипников без потери необходимой жесткости. То, как расположены броски, является важной частью балансировки двигателя. Это связано с тем, что для сглаживания неравномерности четырехтактного цикла узлы поршня поднимаются и опускаются не вместе, а в шахматном порядке. Это приводит к уравновешиванию веса одного узла поршня по отношению к весу другого. Следовательно, ходы кривошипа должны быть расположены по схеме, соответствующей порядку запуска двигателя.
В четырехцилиндровом рядном двигателе ходы кривошипа расположены от центра на два оборота под углом 180 градусов до конца на два оборота. Эта конструкция обычно имеет пять основных подшипников, что дает очень жесткий вал, хотя встречаются и трехопорные конструкции, особенно на транспортных средствах с меньшим двигателем. Горизонтально-оппозитная четырехцилиндровая компоновка имеет конструкцию коленчатого вала, аналогичную конструкции рядного двигателя, но поскольку пары поршней обращены друг к другу, вал короче и жестче и часто имеет только три подшипника. Коленчатый вал V-образного четырехцилиндрового двигателя снова короче, чем у рядного аналога. Броски, как правило, под углом около 90 друг к другу, как и два блока цилиндров. Шестицилиндровые двигатели построены по тому же принципу, что и четырехцилиндровые двигатели, поэтому коленчатые валы аналогичны, только длиннее.
В рядном шестицилиндровом двигателе ходы коленчатого вала расположены так, что два концевых поршня поднимаются и опускаются вместе, как и второй и пятый поршни, третий и четвертый поршни. Это приводит к тому, что броски располагаются вокруг вала под углом 120° друг к другу. Поскольку эти валы длинные, они обычно имеют целых семь подшипников, чтобы обеспечить максимальную поддержку. Поскольку в автомобиле сложно разместить плоский шестицилиндровый двигатель по ширине, они почти не используются. Вместо этого альтернативой рядному шестицилиндровому двигателю является компоновка V-six. V-образная шестерка имеет то преимущество перед рядной компоновкой, что она намного короче. Иногда он поддерживается четырьмя подшипниками, но чаще встречается семь, поскольку такое расположение обеспечивает гораздо большую степень жесткости и меньшую вибрацию. Расположение броска составляет 60, что является обычным углом, под которым блоки цилиндров выровнены.
V-образная восьмерка имеет те же преимущества, что и V-шестерка, в том смысле, что для большого двигателя можно использовать относительно короткий и жесткий коленчатый вал. Используются два ряда цилиндров под углом 90°, поэтому валы располагаются вокруг вала с интервалами 90° или 180°. Этот эффект фактически удваивается, потому что на каждой шатунной шейке есть два поршня, каждый поршень на одной шатунной шейке входит в цилиндр на противоположных сторонах блока. В результате коленчатый вал V-образной восьмерки имеет только пять коренных подшипников.
Балансировка и демпфирование коленчатого вала
Хотя порядок зажигания помогает сгладить вибрацию, присущую четырехтактному циклу, он не выполняет всю работу. Некоторая комковатость устраняется наличием маховика на заднем конце вала. Это просто сильно утяжеленный диск, который, когда двигатель начал вращаться, имеет тенденцию продолжать вращаться и, таким образом, выравнивает подачу мощности. Помимо балансировки двигателя, балансировке подлежит и сам коленчатый вал. Это связано с тем, что валы на коленчатом валу смещены относительно оси вала, и их движение создает эффект дисбаланса. Дополнительная вибрация вызывается вращением больших головок шатуна вокруг шатунных шеек.
Эта вибрация контролируется литьем перемычек напротив ходов кривошипа. Перемычки имеют вес, который соответствует давлению на шатунную шейку, когда узел поршня приводит ее в движение. Таким образом, их размер и вес варьируются в зависимости от размера и типа двигателя. Например, перемычки на валу плоского двигателя обычно довольно малы, поскольку эти двигатели настолько хорошо сбалансированы, что не сильно вибрируют. Помимо эффекта дисбаланса, коленчатый вал также страдает от крутильных или крутильных колебаний. Это происходит из-за силы узла поршня, заставляющего вращаться кривошип, и склонности вала снова закручиваться назад, когда давление заканчивается в конце рабочего хода.
Чтобы эти вибрации не стали слишком сильными, на конце вала установлен гаситель вибрации. Типичный демпфер состоит из небольшого маховика, прикрепленного к шкиву, по которому проходит ремень вентилятора с помощью резиновой вставки толщиной около 6 мм. Резина изгибается при вращении вала, эффективно гася любую вибрацию. В то время как большинство коленчатых валов имеют как ребра, так и виброгасители для борьбы с вибрацией, другой метод балансировки используется только на определенных двигателях. В этом методе используется утяжеленный уравновешивающий вал, который прикреплен к коленчатому валу через шестерни. Он является стандартным для двигателей V-four, но также используется в некоторых двухцилиндровых двигателях, например, в мотоциклах.
Подшипники коленчатого вала
В то время как сами коленчатые валы изготавливаются из прочных легированных сталей, обычно хромоникелевой стали, а шейки специально закалены, подшипники изготовлены из более мягкого металла. Это означает, что более дешевая и легко заменяемая деталь изнашивается первой. Подшипники имеют форму вкладышей внутри шатунов и коренных подшипников. Все они в основном похожи, за исключением одного из основных подшипников, который называется упорным подшипником. В то время как другие коренные подшипники предотвращают движение вала вверх или вниз, упорный подшипник останавливает движение вала вперед или назад. Для этого он имеет U-образную форму, а остальные плоские. Он опирается не только на шейку вала, но и на фланцы кривошипа. Положение этого подшипника может быть разным, но на больших V-образных двигателях он, как правило, находится в центре, а на рядных двигателях — на заднем конце. Там, где упорного подшипника как такового нет, упорные шайбы устанавливаются рядом с коренным подшипником. Они выполняют идентичную функцию.
Смазка подшипников
Во избежание чрезмерного износа шейки и подшипников они должны постоянно «плавать» в тонкой пленке масла. Таким образом, в валу просверлен тщательно спроектированный масляный канал, а подшипники иногда имеют канавки. Путь масла через вал должен иметь специальную форму, чтобы избежать образования масляного шлама и закупоривания каналов под действием центробежной силы. Подшипники имеют канавки, чтобы масло могло проходить по всему периметру и течь независимо от положения вращения вала. У масла также есть две другие функции: охлаждать подшипники при прохождении через них и смывать любые отложения или стружку, которые могут присутствовать.
Дополнительные функции коленчатого вала
Будучи первой частью приводного вала, коленчатый вал выполняет другие функции, помимо передачи привода. Передний конец коленчатого вала выступает через коренной подшипник и сальник и несет звездочку, которая приводит в движение распределительный вал, который, в свою очередь, приводит в действие шестерню клапана. Также на этом конце находится шкив, на котором проходит ремень вентилятора, приводящий в движение генератор, вентилятор и водяной насос. На заднем конце вала находится еще один коренной подшипник и сальник, а вал снова выступает до конца фланцем, к которому прикручен маховик. Хотя благодаря лучшей балансировке двигателя размер маховика в современных двигателях был уменьшен, у него есть и другие применения. Он составляет неотъемлемую часть механизма сцепления, лицевая сторона которого обращена от двигателя, приводит в движение ведущий диск сцепления. Эта пластина, по сути, фрикционный диск, позволяет постепенно передавать мощность двигателя в систему трансмиссии, чтобы автомобиль мог трогаться с места.
Не менее важной функцией маховика является его участие в запуске двигателя. По его периметру зубчатая кромка. Это литое зубчатое кольцо входит в зацепление с шестерней стартера, чтобы провернуть коленчатый вал и запустить двигатель. Отношение зубьев на маховике к зубьям на шестерне стартера достаточно велико, чтобы стартер мог провернуть двигатель достаточно быстро, чтобы запустить его.
Переход на полноразмерную версию
Прокладка маховика толщиной 0,34 мм / 0,013 дюйма для регулировки осевого люфта коленчатого вала на двигателе Beetle
Искать:
Закрыть
Количество в корзине: Нет Номер детали: 105287113a
Цена:
2,99 доллара США
Продается как:
1 прокладка
Идет за маховиком, чтобы установить осевой люфт коленчатого вала. Осевой люфт должен составлять от 0,004 до 0,007 дюйма. Вы можете использовать только 3 прокладки для достижения этой суммы. Не используйте более 3 прокладок.
Сопутствующие детали
Номер детали
Имя
Изображение
Цена
ac000125
Инструмент для измерения осевого люфта коленчатого вала для использования с щупами
15,00 $
105245113фс
Немецкий силиконовый задний главный сальник маховика
9,00 $
105295311а
Уплотнительное кольцо маховика для двигателей Beetle объемом 1500 куб. см и больше
4,00 $
105281113а
0,24 мм / 0,009Дюймовая толстая прокладка маховика для регулировки осевого люфта коленчатого вала на двигателе Beetle
2,99 $
105283113а
0,30 мм / 0,011 дюйма толстой прокладки маховика для регулировки торцевого зазора коленчатого вала на двигателе
жука
2,99 $
105285113а
0,32 мм / 0,012 дюйма толстой прокладки маховика для регулировки торцевого зазора коленчатого вала на двигателе 9 жука0010
2,99 $
105289113а
0,36 мм / 0,014 дюйма толстой прокладки маховика для регулировки торцевого зазора коленчатого вала на двигателе
жука
2,99 $
Клиенты, которые приобрели этот товар, также приобрели:
Номер детали
Имя
Изображение
Цена
105285113а
0,32 мм/0,012 дюйма толстой прокладки маховика для регулировки люфта конца коленчатого вала на двигателе жука
$2,99
105283113а
0,30 мм / 0,011 дюйма толстой прокладки маховика для регулировки люфта конца коленчатого вала на двигателе жука
$2,99
105289113а
0,36 Мм/0,014 дюйма толстой прокладки маховика для регулировки торцевого зазора коленчатого вала на двигателе жука
$2,99
ac000125
Инструмент для измерения осевого люфта коленчатого вала для использования с щупами
$15. 00
105281113а
0,24 мм / 0,009 дюйма толстой прокладки маховика для регулировки торцевого зазора коленчатого вала на двигателе жука
$2,99
598051111а
Комплект уплотнений трансмиссионного моста заднего поворотного моста включает уплотнение, прокладки, уплотнительные кольца и шплинт для 1 стороны
$14,95
ac000111
Инструмент блокировки маховика работает как с 6-вольтовыми, так и с 12-вольтовыми маховиками
15,15 $
ac000513
Набивка впускного коллектора порта толстой бумаги двойная с дополнительным материалом для порта спички
Как только старые лампочки в фарах автомобиля перегорают, встает вопрос их замены. Специалисты рекомендуют отказаться от дешевых стандартных вариантов, так как они недолговечны. Наиболее правильное решение – галогеновые лампы с цоколем h5 для головного освещения. Они отличаются повышенной яркостью, высокой цветовой температурой, большим ресурсом, увеличенным сроком службы. Внутри предусмотрено сразу 2 нити накаливания, подающие ближний/дальний свет. На основе этих критериев были собраны в единый обзор лучшие галогеновые лампы h5.
Содержание
Галогеновую лампу h5 какой фирмы лучше выбрать
Рынок автотоваров сегодня полон ассортиментом, среди них можно найти лучшие галогеновые лампы h5, собранные экспертами в ТОП список. Но для начала стоит определить критерии, по которым они выгодно отличаются от других предложений. Первый, самый важный показатель – репутация, надежность производителя. Он поможет заочно составить мнение о продукции, объяснит уровень цен. В ходе сравнения, а также, по мнению пользователей, лидерами стали следующие компании:
Osram – эта фирма впервые начала свою деятельность в Германии в 1919 году. Деятельность направлена на создание высокотехнологических приборов освещения. До 2013 года являлась дочерним предприятием известного бренда Siemens.
Narva – немецкая компания с 65-летним опытом создания приборов для освещения авто. Основа концепции – надежность, высокое качество. Продукция поставляется более чем в 70 стран мира.
Philips – компания из Голландии, основанная еще в 1891 году. Деятельность направлена на здравоохранение, потребительские товары, разные приборы освещения. Цель – улучшение качества жизни человечества путем внедрения важных инноваций.
GeneralElectric – многоотраслевая компания из Америки, основанная в 1892 году. Пятая часть продукции заказывается военным федеральных властей штатов. Является одним из крупнейших поставщиков приборов для освещения по всему миру. Все они создаются только на базе самых современных технологий.
Koito – японская компания, прославившаяся высококачественными автозапчастями. Сегодня в большинство стран мира поставляются лампы, автомобильная оптика с таким именем. Компания входит в состав концерна Toyota Group. Последние модели автоламп можно видеть в спорткарах международных гонок «Париж-Дакар», «Ле Манн».
GoodyearTireandRubberCompany – американская компания, основанная в 1989 году. Является крупным производителем шин для автомобилей, других резинотехнических изделий, полимеров. Поглощая многих крупных производителей, Goodyear теперь имеет представительства во многих странах.
Bosch – немецкая группа компаний, ведущая деятельность с 1886 года. Неоднократно попала в списки лучших производителей промышленных, автомобильных, строительных технологий. Также специализируются на разных потребительских товарах. Секрет успеха – клиентоориентированность.
Optima – российский дистрибьютор технологического, энергетического оборудования, запчастей. Занимается поставками автомобильной техники, спецтранспорта, электростанций. В область производства постоянно внедряются новые решений, инновации.
Mtf Light – товарный знак, зарегистрированный в России. Основное направление – это создание осветительного оборудования для автомобилей. Перед выпуском в продажу, оно проходит многоуровневые стадии контроля качества согласно европейским, мировым стандартам.
Рейтинг галогеновых ламп h5
Попасть в экспертный топ обзор не так просто, так как все товары из рассматриваемой категории изучались на технические характеристики, соответствие цены и качества, отзывы специалистов и пользователей. В итоге определить, какие галогеновые лампы h5 лучше для авто, помогли следующие параметры:
Тип – галогенные, ксеноновые, светодиодные модели;
Оптимальная температура света – оттенок света;
Мощность – до 60/55w;
Срок службы;
Усиление светового эффекта – яркость на 30-50% выше нормы;
Визуальный комфорт.
В рейтинг автомобильных ламп вошли модели, что в колбе с нитью содержат буферный газ, благодаря которому растет накаливание. Это не только гарантирует подачу яркого света, но и длительный срок службы. Какие лампочки h5 лучше светят, соответствуют заявленным характеристикам, помогли определить также отзывы опытных покупателей.
Лучшие классические галогеновые лампы h5
Наиболее востребованная категория таких товаров – это стандартные автомобильные лампы простой сборки. Здесь нет повышенной яркости, разных оттенков и температур, а ресурс минимально допустимый. Оправдывает все это низкий ценник и большой спрос. Стандартные параметры мощности, долгосрочности делают осветительные приборы универсальными. Отзывы пользователей, а также мнения экспертов позволили выделить несколько номинантов в этой категории.
Osram Original Line h5
Известный немецкий производитель предлагает стандартную модель с классическими возможностями для любых автомобилей. Многих возмутила бы цена, что несколько выше от подобных же ламп, но от других производителей. Несмотря на схожие характеристики, Osram Original Line h5 все же отличилась увеличенным показателем освещения дороги. Плюсом можно считать приятный взору лимонный оттенок, который с легкостью пробивается через дождь, густой туман. Максимальная мощность при ближнем свете 65w, при дальнем 76w, заявленная температура 3200 К. Срок службы в среднем составляет 500-900 ч.
Достоинства
Долгий срок службы;
Качественная сборка;
Возможна замена одной лампы вместо пары;
Отсутствие нагрузки на бортовую сеть авто;
Хорошая яркость даже в туман.
Недостатки
Цена выше, чем у аналогичных товаров конкурентов.
Существенных недостатков в ходе эксплуатации автовладельцами выявлено не было. Кого-то смущает разве что цена, которая несколько выше, чем у других классических моделей. Но она полностью оправдана многолетним опытом производителя, долгим сроком службы, качественной сборкой. К тому же любое предложение от Osram не боится осадков, непогоды.
Narva h5 Standard
Еще один немецкий производитель с хорошей репутацией представил недорогую, но достойную лампу для автомобилей. Ее сильные стороны – это правильное светораспределение, отличная освещенность. Температура 3200 К, оттенок несколько белесый. По показателям ближнего света Narva h5 Standard может сравниться с брендовыми аналогами. Потребляемая мощность здесь стандартная — 60 Вт/55W.
Достоинства
Очень низкая цена;
Хорошая освещенность рабочей зоны;
Долгий срок эксплуатации;
Хороший ближний свет;
Стабильность характеристик.
Недостатки
Слабые показатели дальнего освещения;
Скромный баланс температур.
Narva h5 Standard хороша для ближнего света и езды по городским улицам. Если же говорить про поездки за городом с дальним освещением, свет будет удовлетворительным, но не идеальным. Именно по этой причине многие продавцы в описании указывают «только для города».
Лучшие галогеновые лампы h5 с увеличенным сроком службы
Для потенциальных покупателей лучшие галогеновые лампы h5 те, что будут стабильно служить как можно дольше по времени. Учитывая такие потребности, производители совершенствуют сборку, характеристики, предлагая новые модели с увеличенным сроком эксплуатации. Они отличаются внушительным запасом прочности, в рейтинг попали проверенные опытом, тестами модели.
Philips h5 LongLife EcoVision
Любые товары с именем Philips являются показателем высокого качества, соответствия требованиям ЕСЕ. Благодаря этому продукция хорошо зарекомендовала себя на европейском рынке. Популярной является модель LongLife EcoVision с увеличенным сроком службы до 3000 часов. Это возможно благодаря прочному кварцевому стеклу корпуса, устойчивости нитей накаливания к вибрациям, перепадам температур (до +800 °С). Основные характеристики – температура 3100 К, мощность 60/50 Вт, пробег до 100 тыс. км., напряжение 12 В.
Достоинства
Исключение ослепления встречных машин;
Редкая необходимость замены;
Прочный устойчивый корпус;
Большой ресурс;
Противостояние резким температурным скачкам.
Недостатки
Некоторые экземпляры могут выходить из строя раньше срока;
Желтый оттенок ближнего освещения.
Эксперты смело рекомендуют приборы Филипс для дневных ходовых огней. Они прослужат гораздо дольше стандартных аналогов, чем полностью оправдают цену. Спорным фактом является понижение температуры до желтоватого свечения, это может приводить к утомлению при сумерках.
General Electric Extra Life
Еще одна долговечная модель, которая может похвастаться также улучшенными характеристиками подачи света, а также устойчивостью к разным экстремальным условиям работы. Производитель указывает срок службы – 4 года, этому способствует усиленное крепление, вольфрамовая прочная спираль, кварцевое стекло. Последний показатель также гарантирует минимизацию рисков обесцвечивания лампы. Температура 3200 К, в комплекте прилагается пара Extra Life.
Достоинства
Высокое качество материалов;
Белый оттенок освещения не утомляет глаза;
Подходит для любого времени суток;
Отличная видимость при плохой погоде;
Хорошее рассеивание, освещение обочин.
Недостатки
Цена выше, чем у многих аналогичных приборов.
Товары под этим именем недостаточно широко представлены на российском рынке, но отзывов от автовладельцев предостаточно.
Специалисты называют лампы «всепогодными», а конкретно рассматриваемый вариант полностью оправдывает свою цену ресурсом около 1000 часов.
Лучшие галогеновые лампы h5 с улучшенным визуальным эффектом
Для улучшения визуального комфорта производители предлагают лампы с эффектом ксенона. Благодаря этому подаваемое освещение максимально приближено к дневному, что актуально в сумерках и ночное время суток. Если одни модели демонстрируют желтый оттенок, а другие галогеновые лампы – белый свет, представленная категория является чем-то средним. Отбирались номинанты на основе отзывов, популярности, спроса, а также качественным характеристикам.
Koito h5 White Beam III
Это однонитевые лампы японского производства, которые вписались в требования ГОСТ, после чего их предложение на российском рынке стремительно возросло. Энергопотребление ничем не отличается от стандартных параметров, поэтому можно не волноваться за проводку. Используя в деле, Koito h5 White Beam III демонстрирует хорошую видимость ближней, дальней зоны. При этом они не будут слепить глаза встречному водителю при своей хорошей «дальнобойности». В отличие от «усиленных» ламп, эта демонстрирует достаточно долгий срок службы.
Достоинства
Отличное качество светораспределения;
Хороший ресурс;
Большой показатель температуры;
Комфортное освещение для водителя, встречных машин;
Долгий срок службы.
Недостатки
Цена выше конкурентов;
Инструкция на иностранном языке.
Многих пользователей удивляет цена, которая выше многих аналогичных товаров. Производитель оправдывает это низкими рисками перегорания, а также хорошим эксплуатационным сроком. Отрицательные отзывы касаются малоинформативной инструкции, в которой нет русского языка.
Goodyear Н4 12V 60/55W
Прибор отличается высоким качеством материалов сборки, надежностью, прочностью. Уместен как для головной оптики авто, так и для ближнего/дальнего освещения дороги. Конструкция демонстрирует хорошую устойчивость к вибрациям, перепадам температуры, размер соответствует стандартам посадочных мест фар. Точная установка нитей накаливания обуславливает равномерное рассеивание света с температурой 3200 К. Оттенок желтый, комфортный для глаз в любое время суток. Колба изготовлена из немецкого кварцевого стекла, обладающего UV фильтром.
Достоинства
Яркий свет;
Низкая цена;
Надежность производителя;
Комфортный оттенок;
Хорошая упаковка;
Простота установки.
Недостатки
Только одна лампа в комплекте.
Этот производитель любим многими автовладельцами, отсюда большой спрос на «галогенки». Некоторые пишут, что яркость настолько хорошая, что встречные водители принимают ближний свет за дальний. При этом он не слепит, приятный визуально. Специалисты рекомендуют Goodyear Н4 исключительно для легковых машин.
Лучшие галогеновые лампы h5 с эффектом ксенона
Еще одна комфортная для глаз водителей категория – лампочки h5 под ксенон, их светоподача максимально приближена к естественному свету. Температура в таких приборах составляет 4000-4500 К, такой свет хорошо отражается от знаков на дороге, это помогает водителю быстрее их видеть. Исключением станет непогода с осадками, сопровождаемая эффектом световой завесы. Эксперты отобрали лучшие товары, по мнению водителей, специалистов с учетом характеристик, цен.
h5-2 (h5SL) (6000K) ксенон\галоген
Отличной альтернативой классическим «галогенкам» станет Биксенон h5-2 (h5SL) (6000K) с повышенным сроком службы. Заявленные производителем особенности – увеличенная яркость наряду с уменьшенным энергопотреблением, устойчивость к вибрациям. Блоки розжига максимально защищены от воздействия температуры, влаги. Мощность – 35 Вт, а цветовая температура 6000 К. Такой высокий показатель гарантирует визуальный комфорт, хороший обзор дороги. Гарантия службы от производителя – до 2000 часов.
Достоинства
Повышенный ресурс работы;
Устойчивость к вибрациям;
Низкое энергопотребление;
Широкое освещение дороги;
Минимальный нагрев фар.
Недостатки
Дальний свет не настолько яркий, как ближний.
Специалисты оценивают такие приборы за счет отсутствия нитей накаливания, что продлевает срок службы в силу большей устойчивости. Освещение улицы ночью хорошее, хорошо просматривается не только трасса, но и обочины. Но яркость дальнего света существенно ниже, чем ближнего.
Bosch h5 Gigalight Plus 120
Существует 2 веские причины, почему Bosch со своим предложением попал в этот рейтинг. Во-первых, производитель гарантирует отличные характеристики Gigalight Plus 120. Во-вторых, заявленные параметры отлично подходят для зимней снежной погоды. В своем ценовом сегменте лампочка демонстрирует лучшую фокусировку на ближнем, дальнем режиме. На заснеженном фоне, казалось бы, холодный свет ксенона хорошо выделяется. Рассматривая самые яркие галогеновые лампы h5, этот прибор выбивается в лидеры.
Достоинства
Яркость выше стандартов;
Простота установки;
Долговечность;
Надежность производителя;
Уместность в снежную погоду;
«Дальнобойность».
Недостатки
Низкий поток рассеивания;
Ослепление встречных машин.
Несмотря на огромный спрос, доверие бренду, многие пользователи в отзывах отмечают отсутствие рассеивания света на обочины. А встречным водителям яркость ближнего режима напоминает дальний, что сопровождается яркими некомфортными бликами. Поэтому куда уместнее Gigalight Plus 120 будет на бездорожье, чем в городской среде.
Optima LED i-ZOOM h5 5100K
Яркой новинкой последних нескольких лет считается светодиодная модель Optima LED i-ZOOM h5 5100K с компактным радиатором. Это существенно упрощает процесс установки в фары без резки задней крышки. Вместо нитей накаливания работают светодиодные чипы, добиваясь оптимальной светотеневой границы. Подходят для установки в машины легковые и грузовые, мотоциклы, ATV, спецтехнику с сетью 12/24 В. Для ближнего, дальнего режима установлено по 6 светодиодов.
Достоинства
Универсальность;
Высокие показатели светотеневой границы;
Яркий комфортный свет;
Долговечность службы;
Экономичность.
Недостатки
Китайская сборка.
При скромном ценнике такая LED-лампа демонстрирует хорошие потребительские характеристики. Одобрительные отзывы касаются правильно границы светотени, хорошей фокусировке, нормальной степени ослепления.
Больше всего порадовала покупателей простота установки. Единственное, что смущает некоторых, так это китайское производство.
Лучшая галогеновая лампа h5 с повышенной яркостью
Для местностей с неосвещенными дорогами специально разрабатываются приборы с повышенной яркостью. Их задача заключается в обеспечении удлиненного, расширенного светового пучка. Сначала в продаже появились модели с яркостью +50%, но сегодня можно видеть и более высокие показатели. При этом энергозатраты остались прежними. С учетом отзывов, соотношения цены и качества, долговечности были определены лучшие претенденты в рейтинг.
Mtf-Light Argentum+80% h5
Последними в рейтинге будут представлены галогеновые лампы h5 с белым светом от российской компании Mtf-Light. Модель Argentum+80% h5 представляет корпус с инновационным покрытием, нити накаливая с повышенной эффективностью. Теперь яркость усилена на 80%, а длина луча на 15 м. Галогеновые лампы такого формата позволяют лучше распознавать дорожные знаки, препятствия, повышая степень безопасности водителя.
Достоинства
Ярче на 80%;
Большая зона охвата;
Хорошая степень обнаружения в ночное время;
Специальное стекло, поглощающее УФ-лучи;
Безопасность для пластмассовых запчастей фар.
Недостатки
Белизна дальнего света в плохую погоду;
Цена.
При интенсивном использовании днем, ночью в отзывах указывается достаточно долгий срок службы. Особых похвал заслуживает ближний режим. А вот на дальнем, при осадках, белизна света может быть не совсем комфортной для зрения. В такой ситуации с поставленными задачами легко справится ближний свет.
Какую галогеновую лампу h5 лучше купить
Среди названных номинантов, каждая описанная лампочка h5 имеет свои особенности, сильные и слабые стороны. Это может затруднять выбор для покупателя в поиске верного решения. Опираться стоит на индивидуальные потребности, бюджет, условия собственного комфорта на дороге. На основе рейтинга можно сделать несколько выводов:
Самый яркий белый свет — Mtf-Light Argentum+80% h5;
Самый долгий срок службы — Philips h5 LongLife EcoVision;
Лучшее соотношение качества и цены — Osram Original Line h5;
Лучшее предложение для непогоды — General Electric Extra Life;
Самая низкая цена — Narva h5 Standard.
Для постоянной езды в черте города отлично подойдут приборы из категории с увеличенным сроком службы. Для трассы особенно важно найти ту «галогенку», что демонстрирует хороший ближний, дальний режим. Если у водителя проблемы со зрением, обратить внимание стоит на категорию с улучшенным визуальным комфортом или повышенной яркостью. Светодиодные приборы являются несомненными лидерами, но далеко не каждый может позволить себе такие растраты.
14 лучших ламп Н4 — Рейтинг 2022 года (топ с учетом мнения экспертов и отзывов)
Подборка лучших ламп h5 для установки в фары автомобиля — оптимальные по соотношению цены и качества варианты для организации ближнего или дальнего света.
Не забудьте подписаться на наш канал в Telegram.
Какую лампу h5 лучше купить
Главным параметром работы любого осветительного элемента является его мощность. В зависимости от характера применения лампы этот показатель может варьироваться в пределах до 60 Вт. Такого значения достаточно для излучения света на расстояние более 100 метров без риска ослепить водителей встречных автомобилей.
Важным критерием выбора лампы является и цветовая температура:
Желтый свет характерен для всепогодных ламп. Он эффективно рассеивает туман и не оказывает негативного влияния на водителей проезжающих автомобилей.
Для продолжительной езды в темное время суток лучше использовать более холодное свечение, гарантирующее комфортное восприятие дороги на протяжении длительного времени.
Обращайте внимание и на заявленный срок службы лампы. При редких ночных выездах не стоит переплачивать за продолжительный рабочий ресурс, так как для длительного использования будет достаточно 3-5 тысяч часов эксплуатации. Обеспечение дополнительного освещения в дневное время суток, как и регулярная работа фар в стандартном режиме всю ночь потребует большего срока эксплуатации — от 10000 ч.
Рекомендации:
10 лучших умных лампочек
14 лучших ламп Н11
15 лучших автомобильных ламп в цоколе H7
В основе конструкции подобных моделей – наполненная газом с элементами галогена стеклянная сфера с проволокой. Такие лампы не подвержены затемнению благодаря постоянному самоочищению. Это обеспечивает высокий уровень пропускной способности и стабильное поддержание цветовой температуры около 2700-3000 К.
Bosch Gigalight Plus 120
5
★★★★★
оценка редакции
100%
покупателей рекомендуют этот товар
Чистое белое свечение модели обеспечивается благодаря специальному синему напылению колбы. На 120% более высокий уровень яркости по сравнению со стандартными галогенными лампами гарантируют усовершенствованная конструкция спирали и мощность до 60 Вт.
Цветовая температура составляет 2700 K, напряжение — 12 вольт. Модель стабильно работает при частом включении и выключении на протяжении длительного времени. Насыщенный свет практически не рассеивается, что способствует комфортному вождению в плохих климатических условиях.
Достоинства:
яркое излучение;
прочная колба;
долговечность;
большая дальность луча;
прекрасная видимость дороги.
Недостатки:
высокая цена.
Bosch Gigalight Plus 120 стоит приобрести водителям, эксплуатирующим автомобиль в регионах с холодным климатом. Надежное и эффективное решение для безопасной ночной езды.
Osram Night Breaker Unlimited 64193NBU h5
4.9
★★★★★
оценка редакции
90%
покупателей рекомендуют этот товар
Главными особенностями модели являются повышенный показатель яркости и работа на большом расстоянии. Благодаря особому покрытию колбы и кольца снижается вероятность ослепления водителей, движущихся по встречной полосе, что повышает уровень безопасности на дороге.
Мощность излучателя — 60 Вт, диаметр лампы 13 мм. Холодный синий цвет свечения гарантирует комфортную езду без усталости глаз на протяжении длительного времени. Максимальное отклонение светового потока не превышает 15%. Это обеспечивает его концентрацию перед автомобилем и отличную видимость дорожного полотна.
Достоинства:
большая мощность;
низкое потребление энергии;
быстрая установка;
яркое свечение;
долгий срок службы.
Недостатки:
нагревание колбы.
Osram Night Breaker h5 стоит приобрести для организации как дальнего, так и ближнего освещения. Отличный выбор для ночной езды.
Philips Racing Vision +150% h5
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Белый цвет свечения лампы обеспечивает комфортную езду в темное время суток без усталости глаз и отличную видимость трассы. Мощность 55 Вт гарантирует распространение света на расстояние более 100 метров, что помогает своевременную реакцию на препятствия и резкие повороты.
Интенсивность свечения составляет 1650 люменов, температура — 3500 К. Плотная герметичная колба надежно защищает основные рабочие элементы от воздействия влаги, что обусловливает стабильное функционирование лампы на протяжении более 2000 часов.
Достоинства:
мощный излучатель;
высокий уровень яркости;
белый цвет свечения;
универсальность;
длительная работа.
Недостатки:
высокое потребление энергии.
Philips Racing Vision предназначены для установки в легковых автомобилях. Лампы могут использоваться как для ближнего, так и для дальнего освещения.
ClearLight Night Laser Vision+200%
4.7
★★★★★
оценка редакции
85%
покупателей рекомендуют этот товар
Максимальная мощность модели составляет 60 Вт. Этого достаточно, чтобы осветить участок дороги длиной около 120 метров. Поддержание цветовой температуры 4500 К обеспечивает излучение яркого белого света на всем протяжении срока эксплуатации лампы.
Рабочее напряжение 12 В, повышение яркости — до 200%. Благодаря малым габаритам и универсальному креплению элемент может быть установлен в фары ближнего или дальнего света, а также в противотуманную систему.
Достоинства:
стабильная работа;
большая мощность;
долговечность;
яркий свет;
простая установка.
Недостатки:
неустойчивость к экстремальной температуре.
ClearLight Night Laser является универсальным решением для различных систем светотехники автомобиля. Верный выбор для обеспечения безопасности движения в ночное время суток.
Xenite Super White +30%
4.7
★★★★★
оценка редакции
85%
покупателей рекомендуют этот товар
Специальное синее покрытие и удлиненная форма колбы способствуют концентрации света в единый пучок и низкому уровню рассеивания. Это гарантирует наиболее эффективное освещение дальних участков дороги без риска ослепления проезжающих по встречной полосе автомобилей.
Максимальная мощность составляет 60 Вт, цветовая температура — 4000 К. Кварцевое стекло колбы нечувствительно к перепадам температуры, устойчиво к воздействию дорожных химикатов и полностью газонепроницаемо.
Достоинства:
большая яркость;
хорошая концентрация света;
работа на дальнем расстоянии;
надежность;
низкая цена.
Недостатки:
непродолжительный срок эксплуатации.
Xenite Super White стоит приобрести для обеспечения дальнего освещения. Доступный и долговечный выбор для работы в любых климатических условиях.
ЧИТАТЬ ТАКЖЕ
12 лучших противотуманных фар
Лучшие светодиодные лампы Н4
Подобные модели отличаются устойчивостью к механическим повреждениям и высоким значением цветовой температуры. Это обеспечивает эффективную эксплуатацию в сложных условиях, при езде по неровной поверхности или резких ударах, а также снижает риск утомляемости во время длительного передвижения.
Optima Turbine GT h5 5100K
5
★★★★★
оценка редакции
100%
покупателей рекомендуют этот товар
Модель обладает тонким радиатором, выполненным из анодированного алюминия. Это дает возможность разместить светодиодные чипы на минимальном расстоянии друг от друга для повышения яркости и производительности лампы. Специальная турбина охлаждения препятствует перегреванию при длительной работе.
Мощность лампы составляет 40 Вт, яркость — 4800 люменов. Она совместима как с рефлекторной, так и с линованной оптикой, может работать от сети напряжением 9-32 вольт. Благодаря этому установку можно произвести не только в фары легкового, но и грузового автомобиля либо спецтехники.
Достоинства:
принудительное охлаждение;
высокий класс защиты;
большая яркость;
долговечность;
универсальность.
Недостатки:
высокая цена.
Optima Turbine GT подойдет для использования при температуре от -40 до +85 °C. Ее можно применять в наиболее сложных климатических условиях для обеспечения безопасности движения на дороге.
Epistar h5 C8 5000K
5
★★★★★
оценка редакции
100%
покупателей рекомендуют этот товар
Эффективность отведения тепла и стабильная работа этой лампы при любой нагрузке обеспечиваются четырьмя медными радиаторами, печатной платой, а также тонким алюминиевым корпусом. Компактность модели способствует простой установке в малогабаритные фары и другие элементы светотехники.
Устойчивость к температуре от -45 до +55 °С и полностью водонепроницаемая конструкция гарантируют стабильную работу лампы на протяжении более 10 000 часов. Расположение светодиодов повторяет строение нити накаливания, что улучшает фокусировку и снижает риск ослепления водителей, движущихся по встречной полосе.
Достоинства:
плавное включение;
простой монтаж;
долгий срок службы;
стабилизация тока;
низкое потребление энергии.
Недостатки:
высокая стоимость.
Epistar h5 C8 5000K рекомендована к установке в фары головного освещения. Прекрасный выбор для уверенной езды в незнакомой местности.
Carprofi CP-X5 h5 Hi/Low CSP
4.8
★★★★★
оценка редакции
89%
покупателей рекомендуют этот товар
Главной особенностью модели является повышенный уровень яркости — 6000 люменов. Он обеспечивается использованием инновационной технологии строения светодиодных чипов CSP, позволяющей разместить на плате на 20% больше полупроводников для более эффективной работы.
Мощность лампы 30 Вт, температура свечения — 5500 К. Благодаря съемному цоколю обеспечивается удобство установки осветительного элемента своими силами. Срок его службы составляет более 30 000 часов, что гарантирует стабильную работу на протяжении нескольких лет.
Достоинства:
простой монтаж;
долговечность;
экономия энергии;
отсутствие помех;
термоустойчивость.
Недостатки:
небольшая дальность излучения.
Carprofi CP-X5 стоит приобрести водителям, вынужденным регулярно пользоваться дальним и ближним светом в течение длительного времени. Отличный выбор для ночной езды при любой температуре на улице.
MTF Light Night Assistant 4500K
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Во время работы модель не слепит водителей на встречной полосе, не испускает инфракрасные и ультрафиолетовые лучи. Безопасность на дороге гарантируют правильное распределение светового пучка перед автомобилем.
Температура света составляет 4500 К, срок службы лампы — 50 000 часов. Это позволяет использовать один комплект без необходимости замены на протяжении нескольких лет. Пользователю доступен выбор характера свечения — теплый или холодный белый цвет.
Достоинства:
низкий уровень рассеивания;
большая мощность;
экономичный расход энергии;
долговечность;
компактные размеры.
Недостатки:
нагрев при работе.
MTF Light Night Assistant 4500K является безопасным и надежным решением для использования в наиболее сложных условиях. Такие лампы можно посоветовать владельцам как легковых, так и грузовых автомобилей.
ЧИТАТЬ ТАКЖЕ
7 лучших фар для автомобилей
Лучшие ксеноновые лампы Н4
Стеклянные колбы таких моделей заполняются ксеноном, а вместо спирали в них используется пара электродов. Это гарантирует устойчивость к тряске и резким толчкам. К особенностям подобных ламп следует отнести большую мощность и яркость свечения, а также высокий показатель цветовой температуры, что позволяет эффективно использовать их для работы на различной дистанции.
Carcam 35W DC HID Xenon Kit h5 H/L
5
★★★★★
оценка редакции
100%
покупателей рекомендуют этот товар
Главной особенностью модели является показатель цветовой температуры 7000 К. Благодаря мощности 70 Вт это гарантирует качественное освещение дорожного покрытия в любых климатических условиях. Лампа практически не нагревается при длительной работе и стабильно функционирует.
Световой поток — 3500 люменов, допустимая температура окружающего воздуха от -40 до +105 °С. Класс защиты IP67 говорит о практически полном предохранении основных рабочих элементов от воздействия влаги или загрязнения. Подвижная конструкция колбы делает возможным использование одного комплекта как для дальнего, так и для ближнего освещения.
Достоинства:
термоустойчивость;
герметичность;
универсальность;
большая мощность.
Недостатки:
высокая стоимость.
Carcam Xenon Kit рекомендована для установки в фары легковых автомобилей. Отличный выбор водителей, проживающих в регионах с холодным климатом.
Nord YADA h5 6000K
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Модель излучает яркий белый свет, соответствующий температурному режиму 6000 К. Это обеспечивает прекрасную видимость и безопасность во время движения как в ночной период, так и во время тумана. Лампа не боится тряски, поэтому стабильно функционирует при езде по неровной поверхности.
Поддерживаемый диапазон рабочего напряжения 9-16 В, размеры — 40х40х80 мм. Благодаря малым габаритам лампа может быть установлена в фары различного типа, что делает модель универсальной.
Достоинства:
большая яркость;
низкий уровень рассеивания;
простой монтаж;
низкая цена;
долгий срок службы.
Недостатки:
высокое потребление энергии.
Nord YADA станет отличным решением для установки в фары внедорожников или иных автомобилей, вынужденных передвигаться по неасфальтированным дорогам. Доступный и производительный выбор для длительного использования.
Vizant h5 4300К IL Trade
4.7
★★★★★
оценка редакции
87%
покупателей рекомендуют этот товар
В комплект Vizant вместе с двумя лампами входят блоки розжига и необходимые соединители для быстрой установки своими силами в случае выхода из строя штатных элементов освещения. Изготовленная из кварца колба отличается повышенной термостойкостью и пропускной способностью для эффективного освещения дорожного полотна.
Световой поток — 3000 люменов, срок эксплуатации составляет около 3000 часов. Температура цвета 4300 K обеспечивает излучение яркого бело-желтого света. Он удобен для восприятия, не рассеивается и гарантирует отличную видимость на дороге как в хорошую погоду, так и во время тумана.
Достоинства:
расширенная комплектация;
устойчивость к перегреву;
доступная цена;
низкое потребление энергии;
быстрый монтаж.
Недостатки:
небольшая мощность.
Vizant IL Trade подойдет для длительного использования в любом климате. Универсальный выбор не только для легковых, но и для грузовых автомобилей.
Narva D2S Original 4100K
4.7
★★★★★
оценка редакции
86%
покупателей рекомендуют этот товар
Особая геометрия конструкции колбы образует четкую светотеневую границу, препятствующую ослеплению водителей, едущих по противоположной полосе. Она же обеспечивает отличную видимость на большом расстоянии. В комплект входят все необходимые крепления для самостоятельной установки.
Цветовая температура лампы 4100 К, мощность — 16 Вт. Защита от проникновения влаги и устойчивость к неблагоприятной температуре гарантируют длительный срок эксплуатации лампы, а низкое потребление энергии обусловливает экономичность использования.
Достоинства:
удобство установки;
герметичность;
яркий свет;
долгий срок службы;
экономия энергии.
Недостатки:
невысокая мощность.
Narva D2S Original предназначена для установки в фары ближнего света. Идеальный вариант для продолжительного использования в городских условиях.
Sho-Me h5 5000K
4.6
★★★★★
оценка редакции
84%
покупателей рекомендуют этот товар
К основным особенностям модели следует отнести влагозащищенность коннекторов и цоколя, а также несколько режимов работы. Лампа не требует дополнительной изоляции и замены штатной проводки при монтаже. Это позволяет самостоятельно ввести ее в эксплуатацию в кратчайшие сроки.
Максимальная рабочая мощность составляет 35 Вт, цветовая температура — 5000 К. Чистый белый световой пучок не вызывает усталости глаз при длительной езде и гарантирует наилучшую видимость дорожного полотна.
Достоинства:
герметичность;
поддержка режима ожидания;
яркий свет;
простой монтаж;
доступная цена.
Недостатки:
плохая видимость во время осадков.
Sho-Me h5 5000K стоит приобрести для освещения дороги на большом расстоянии. Идеальный выбор при езде в незнакомой местности или во время ночного передвижения по скоростной трассе.
Желтые светодиодные лампы лучше подходят для плохой погоды?
С наступлением весны идут проливные дожди. Для тех из вас, кто живет в северной части Соединенных Штатов, условия снежной бури еще не закончились. Остается вопрос, желтые фары лучше для видимости в плохих погодных условиях или лучше белые?
В прошлом мы обсуждали технические аспекты цветовой температуры освещения вашего автомобиля в нашем блоге, вы можете прочитать об этом здесь. Мы подробно расскажем об этом посте, но на этот раз мы будем краткими и сразу выясним, какой цвет противотуманных фар лучше всего.
ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ. В Соединенных Штатах лампы, отражающие устройства и связанное с ними оборудование регулируются Министерством транспорта США (DOT). Несмотря на то, что эти типы светодиодных фонарей можно использовать вместо оригинальной галогенной лампочки, их использование на транспортных средствах, зарегистрированных для использования на улице, является незаконным. Этот тип модификации может быть выполнен только при использовании в противотуманных фарах, специальном внедорожном приложении или в юрисдикции за пределами США, где это разрешено. Для получения дополнительной информации о том, как определить, является ли этот тип продукта безопасным и законным для использования на дорогах общего пользования в США, Щелкните здесь для получения более подробной информации о соответствии .
ВВЕДЕНИЕ
При выборе лампы для противотуманных фар необходимо учитывать три основных момента: яркость, цветовую температуру и тип лампы (например, галогенная или светодиодная). Если вы уже знаете, что ищете, мы собрали список одних из лучших противотуманных фар на рынке, о которых вы можете прочитать здесь.
Яркость и цветовая температура
Если вас в первую очередь волнует яркость, мы рекомендуем использовать противотуманные фары белого или холодного белого цвета (цветовая температура около 5000K). В этом случае желтые противотуманные фары больше говорят о личных предпочтениях и стиле, чем о производительности.
По сравнению со старыми галогенными фарами, светодиодные лампы не прорезают туман и подобные условия, а также старые фары. Это связано с типом длины волны, на которой они работают. Короче говоря, старые галогенные фары или светящиеся оранжевым светом тоннели, которые вы видите на шоссе, считаются лампами с одной длиной волны или с узким спектром. Они излучают один определенный спектр длины волны. Думайте об этом как об оранжевом свете, излучающем волны только оранжевого цвета.
Светодиодные лампы излучают несколько разных цветов в спектре, что делает светодиодные лампы мультиспектральными. В его проекции присутствует смесь красного, зеленого и синего цветов. В результате свет преломляется частицами в воздухе, освещая все, что вы видите, и ограничивая ваше зрение.
Подводя итог, можно сказать, что галогенные фары старой школы будут лучше справляться с туманом и другими ситуациями, когда атмосфера туманна из-за типа света, излучаемого галогенной лампой. Одним из лучших брендов для этого применения будет OSRAM и их галогенная серия Cool Blue Boost.
Если вы действительно хотите перейти на светодиодные лампы, продолжайте читать, чтобы проверить, как работает цветовая разница между белым и желтым светом.
GTR Lighting Ultra 2 Белый против желтого
В качестве эталона мы измеряем люкс вашей традиционной галогенной противотуманной фары с помощью люксметра. Это вошло в скромные 110 макс. Люкс. Вам не нужно беспокоиться о количестве люксов, так как вы должны обращать внимание на процентное увеличение между огнями.
Первый протестированный нами вариант вторичного рынка — GTR Lighting Ultra 2 (желтый). Этот пришел на 240 макс. Lux, на 118% больше, чем у штатной лампы. Вы также можете увидеть более широкую и более яркую диаграмму направленности.
Далее у нас тот же GTR Lighting Ultra 2, но на этот раз в белом цвете. Мы измерили это в 320 макс. Lux, на 190 процентов больше, чем у штатной лампы. Сразу видно, что он явно ярче своего желтого аналога.
Глядя на галогенную и светодиодную лампы, вы можете сказать, что форма луча меняется между ними. Если вы ищете более высокую диаграмму направленности и не будете сталкиваться с плохими погодными условиями, вам подойдет светодиодная лампа. Оттуда вам просто нужно решить, нравится ли вам внешний вид желтых огней или вы хотите получить максимально яркий результат.
Если вам нужно что-то более близкое к стандартному с точки зрения диаграммы направленности, мы рекомендуем S-V.4. лампы или знаменитый Morimoto 2Stroke 3.0. Оба ярче, чем стандартные, и дадут вам схожую диаграмму направленности. Хотя и более стойкий, чем галогенные лампы.
S-V.4 Желтый
Моримото 2-тактный 3.0
Независимо от того, что вы выберете, выбрав любую качественную светодиодную лампу, вы получите надежную производительность, когда дело доходит до светоотдачи. Так что многое зависит от ваших личных предпочтений. Если вы ищете дополнительные варианты, посмотрите наше видео здесь, где мы обсуждаем несколько различных светодиодных противотуманных фар.
Если ни одна из этих превосходных светодиодных ламп не удовлетворила ваш зуд, обязательно ознакомьтесь с широким ассортиментом светодиодных ламп, которые мы продаем на нашем веб-сайте HeadlightRevolution. com.
Посмотрите наше видео ниже, в котором показаны все лампы, которые мы обсуждали, и их сравнение друг с другом. Пока вы там, не забудьте поставить лайк и подписаться на наш канал, чтобы быть в курсе последних обновлений освещения для вашего автомобиля.
Есть вопросы по упомянутым продуктам? Свяжитесь с нами сегодня, и наша служба поддержки клиентов будет рада помочь.
Лучше ли в плохую погоду светодиодные фары, чем галогенные?
С развитием технологии фар с годами сравнение галогенных фар и светодиодных фар кажется архаичным. Но поскольку большинство «обычных» автомобилей по-прежнему предлагаются с галогенными фарами, выбор между галогенными и светодиодными фарами по-прежнему актуален для большинства из нас.
Мы говорили об этом раньше и пришли к выводу, что если вы планируете заменить существующие галогенные лампы на светодиодные лампы вторичного рынка, то светодиодная лампа должна максимально точно имитировать штатную галогенную лампу.
Однако некоторые говорят, что галогенные лампы превосходят светодиоды в менее чем идеальных погодных условиях (дождь/туман).
Сколько правды в этом утверждении? Давайте узнаем через серию вопросов
В: Светодиоды ярче галогенов, верно?
А: Да. Мы не сомневаемся в этом. Светодиоды потребляют меньше энергии, чтобы излучать более яркий свет.
В: Свет светодиода распространяется дальше, чем свет галогена?
A: Это вопрос проникновения света. Будь то галоген или светодиод, свет будет распространяться на бесконечное расстояние, если его ничто не блокирует (вакуумное состояние). Поскольку мы не живем в вакууме, интенсивность света уменьшается с расстоянием из-за частиц в воздухе.
Капли воды также могут преломлять свет , что снижает их эффективность.
Для лучшей видимости вам понадобится хороший проникающий свет .
В: Итак, что же дает хороший проникающий свет?
Как оказалось, на проникновение света влияет длина волны. Свет с большей длиной волны преломляется не так сильно, как свет с меньшей длиной волны.
Теплый свет (желтый) имеет большую длину волны, чем холодный свет (синий).
Проще говоря, более теплый свет (желтый) проникает лучше, чем холодный свет (синий). Красный свет имеет самую длинную длину волны, поэтому его выбирают для задних фонарей и стоп-сигналов.
В этом видео на Youtube вы можете увидеть, как разноцветные огни проникают сквозь туман.
Если вы посмотрите на «Diff. в столбце «%» вы увидите, что желтый/теплый свет имеет лучшее проникновение. Падение показаний в люксах ниже.
Даже желтый свет светодиодов проникает лучше, чем белый свет светодиодов.
Поскольку галогенные лампы обычно имеют теплый/желтый цвет, мы считаем, что они лучше работают в плохих погодных условиях.
Другим фактором, который следует учитывать, является рисунок источника света.
В: Как рисунок источника света влияет на проникновение?
A: Под схемой источника света мы подразумеваем фары рефлекторного или прожекторного типа. И светодиодные, и галогенные фары могут существовать в форме проектора или отражателя.
Прожекторные фары имеют более сфокусированный луч, что улучшает видимость.
В: Значит, это вообще не имеет ничего общего с «галогенами или светодиодами»?
А: Да. Речь идет о цвете света и схеме источника света. Как обсуждалось в нашей предыдущей статье, замена штатной галогенной лампы на НЕПРАВИЛЬНУЮ светодиодную лампу вторичного рынка может даже ухудшить вашу видимость или ослепить других участников дорожного движения
Когда правильный корпус светильника сочетается с правильным источником света, они будут работать хорошо.
10 вещей, которые сможет сделать мошенник, завладевший данными вашего паспорта
Нейросеть рисует аниме: как обработать фото с помощью Different Dimension Me
Всем интересно
См. все
Дневники трат
Инвестиции для начинающих
Финансовая подушка
Льготы от государства
Как снять квартиру
Как погасить кредит
Дневники трат
Инвестиции для начинающих
Финансовая подушка
Льготы от государства
Как снять квартиру
Как погасить кредит
См. все
Новое единое пособие на детей до 17 лет с 2023 года: основные условия
Как стать почетным донором крови
Как обменять права
Как получить грин-карту США
Как зарегистрировать автомобиль в ГИБДД
Как пользоваться нейросетью для генерации рисунков Midjourney: правильно составляем запрос
603113+00:00″ itemprop=»datePublished»>14.11.22
Как меня обманули на 15 000 ₽ с «Авито-доставкой»
Как я заказал машину из Японии
Подозрительно: массовые смс с кодами активации от разных сервисов
Как рассчитать декретные выплаты
Как правильно подобрать презерватив: подробная инструкция
Что такое кредитная история
524569+00:00″ itemprop=»datePublished»>16.11.22
Лучшее за полгода
См. все
Как меня обманули на 15 000 ₽ с «Авито-доставкой»
Как обменять права
Разбился градусник, что делать?
Можно ли уехать из России после объявления о частичной мобилизации
Как зарегистрировать автомобиль в ГИБДД
Подозрительно: массовые смс с кодами активации от разных сервисов
Нейросеть рисует аниме: как обработать фото с помощью Different Dimension Me
Как я заказал машину из Японии
Как стать почетным донором крови
Что такое кредитная история
Новое единое пособие на детей до 17 лет с 2023 года: основные условия
667367+00:00″ itemprop=»datePublished»>05.12.22
Как правильно подобрать презерватив: подробная инструкция
Как пользоваться нейросетью для генерации рисунков Midjourney: правильно составляем запрос
Как рассчитать декретные выплаты
Как получить грин-карту США
Правила въезда в Турцию для россиян в 2023 году
В «Телеграме» распространяют «списки частичной мобилизации»: почему не стоит им верить
603669+00:00″ itemprop=»datePublished»>22.09.22
Частичная мобилизация в России: как будет проходить, кто подпадает, кого не призовут
Курсы помогут
См. все
Озеленить дом
Победить выгорание
Выбрать квартиру
Улучшить жизнь с помощью «Экселя»
Заработать на акциях
965903+00:00″ itemprop=»datePublished»>02.12.20
Начать инвестировать
Разобраться в благотворительности
Путешествовать безопасно
Зарабатывать на кредитке
Не прогадать с ипотекой
Защититься от мошенников
Не разориться на здоровье
Сортировать мусор
Рулить тачкой
Завести собаку
Быть самозанятым
Жить в России
Страница не найдена
Разбился градусник, что делать?
485469+00:00″ itemprop=»datePublished»>14.11.22
Правила въезда в Турцию для россиян в 2023 году
10 вещей, которые сможет сделать мошенник, завладевший данными вашего паспорта
Нейросеть рисует аниме: как обработать фото с помощью Different Dimension Me
Всем интересно
См. все
Дневники трат
Инвестиции для начинающих
Финансовая подушка
Льготы от государства
Как снять квартиру
Как погасить кредит
Дневники трат
Инвестиции для начинающих
Финансовая подушка
Льготы от государства
Как снять квартиру
Как погасить кредит
См. все
Новое единое пособие на детей до 17 лет с 2023 года: основные условия
Как стать почетным донором крови
Как обменять права
Как получить грин-карту США
Как зарегистрировать автомобиль в ГИБДД
Как пользоваться нейросетью для генерации рисунков Midjourney: правильно составляем запрос
603113+00:00″ itemprop=»datePublished»>14.11.22
Как меня обманули на 15 000 ₽ с «Авито-доставкой»
Как я заказал машину из Японии
Подозрительно: массовые смс с кодами активации от разных сервисов
Как рассчитать декретные выплаты
Как правильно подобрать презерватив: подробная инструкция
Что такое кредитная история
524569+00:00″ itemprop=»datePublished»>16.11.22
Лучшее за полгода
См. все
Как меня обманули на 15 000 ₽ с «Авито-доставкой»
Как обменять права
Разбился градусник, что делать?
Можно ли уехать из России после объявления о частичной мобилизации
Как зарегистрировать автомобиль в ГИБДД
Подозрительно: массовые смс с кодами активации от разных сервисов
Нейросеть рисует аниме: как обработать фото с помощью Different Dimension Me
Как я заказал машину из Японии
Как стать почетным донором крови
Что такое кредитная история
Новое единое пособие на детей до 17 лет с 2023 года: основные условия
667367+00:00″ itemprop=»datePublished»>05.12.22
Как правильно подобрать презерватив: подробная инструкция
Как пользоваться нейросетью для генерации рисунков Midjourney: правильно составляем запрос
Как рассчитать декретные выплаты
Как получить грин-карту США
Правила въезда в Турцию для россиян в 2023 году
В «Телеграме» распространяют «списки частичной мобилизации»: почему не стоит им верить
603669+00:00″ itemprop=»datePublished»>22.09.22
Частичная мобилизация в России: как будет проходить, кто подпадает, кого не призовут
Курсы помогут
См. все
Озеленить дом
Победить выгорание
Выбрать квартиру
Улучшить жизнь с помощью «Экселя»
Заработать на акциях
965903+00:00″ itemprop=»datePublished»>02.12.20
Начать инвестировать
Разобраться в благотворительности
Путешествовать безопасно
Зарабатывать на кредитке
Не прогадать с ипотекой
Защититься от мошенников
Не разориться на здоровье
Сортировать мусор
Рулить тачкой
Завести собаку
Быть самозанятым
Жить в России
Моторное масло 5W 40 | Castrol UK & IE
Информация о посещаемости сайта и файлы cookie
Мы используем файлы cookie для сбора и анализа информации о работе нашего сайта и обеспечения его функционирования. Файлы cookie также позволяют нам и нашим партнерам показывать вам релевантную рекламу, когда вы посещаете наш сайт и другие сторонние веб-сайты, включая социальные сети. Вы можете разрешить все файлы cookie, нажав «Разрешить все», или управлять ими по отдельности, нажав «Управление настройками файлов cookie», где вы также найдете дополнительную информацию.
Управление настройками файлов cookie
Что такое масло 5W 40? Узнайте о классах вязкости с помощью руководства Castrol, в котором подробно описаны различия между полностью и полусинтетическими маслами.
МОТОРНОЕ МАСЛО 5W-40
Моторное масло 5W-40 чрезвычайно адаптируется, работает в широком диапазоне температур и сохраняет свою эффективность как при низких зимних температурах, так и при работе в более жарких условиях.
ЧТО ЗНАЧИТ 5W-40?
«W» означает «зима». Число перед «W» означает вязкость масла при низких температурах, а число после «W» указывает на его вязкость при нормальных рабочих температурах при работающем двигателе. Цифра 5 указывает на то, что масло жидкое при низких температурах и лучше работает при холодном пуске и в условиях обледенения.
ЛИНЕЙКА ПРОДУКЦИИ CASTROL 5W-40
Если вашему двигателю требуется лучшее синтетическое масло 5W-40, Castrol предлагает полный спектр вариантов для всех трех наших брендов — EDGE, Magnatec и GTX — для удовлетворения потребностей каждого водитель и производитель транспортных средств.
Ассортимент Castrol 5W-40
Кастрол ЭДЖ 5W-40
АСЕА С3
Серийный номер API/CF
ГМ dexos2™*
Соответствует FIAT 9.55535-S2
Соответствует Ford WSS-M2C917-A
MB-утверждение 229,31/ 229,51/ 226,5
Рено РН 0700 / РН 0710
Фольксваген 505 00/ 505 01
* GM dexos2™ заменяет GM-LL-A-025/GM-LL-B-025: GB2D0114082
Castrol Magnatec 5W-40 C3
АСЕА С3
Серийный номер API
Встречается — Fiat 9. 55535-S2
БМВ Лонглайф-04
MB-утверждение 229.31
Рено РН 0700 / РН 0710
Castrol Magnatec Diesel 5W-40 DPF
АСЕА С3
Серийный номер API/CF
Встречается — Fiat 9.55535-S2
Встречается — Ford WSS-M2C917-A
GMdexos2™*
MB-утверждение 229.31
Фольксваген 505 00 / 505 01
Castrol GTX 5W-40 МВ
АСЕА С3
Серийный номер API/CF
Соответствует Fiat 9.55535-S2
GMdexos2™*
MB-утверждение 226,5/ 229,31/ 229,51
Рено РН0700 / РН0710
ПОЛНОСТЬЮ СИНТЕТИЧЕСКОЕ МАСЛО 5W-40
Синтетические масла 5W-40 используют высококачественное минеральное базовое масло, но содержат полезные присадки. Эти присадки делают масло более химически стабильным, менее склонным к окислению или окислению и способным лучше сохранять свои свойства в течение более длительного периода времени.
Синтетические масла 5W–40 дороже минеральных масел, поскольку содержат больше присадок. Эти присадки не только обеспечивают превосходные характеристики и защиту двигателя, но и продлевают срок службы масла, а это означает, что масло нужно менять реже.
Сравнение 5W-40 и 5W-30
Показатели или числа вязкости относятся к расходу смазочного материала при низких и высоких температурах. Полностью синтетические моторные масла 5W-40 обеспечивают выдающиеся характеристики и защиту в широком диапазоне температур. Если вы работаете с очень мощным двигателем или работаете при более высоких температурах с более высокими нагрузками, 5W-40 лучше подойдет для ваших нужд, чем моторное масло 5W-30.
МОТОРНОЕ МАСЛО И ВИДЫ МОТОРНОГО МАСЛА
Моторное или моторное масло предназначено для смазывания внутренних компонентов двигателей внутреннего сгорания, а также для их защиты от коррозии и охлаждения во время эксплуатации.
Состоит из двух основных элементов: базового масла и добавок. Базовый компонент обычно составляет 95 процентов раствора и изготавливается из нефти, синтетических химикатов или их смеси. Базовый компонент отвечает за смазку движущихся частей двигателя и отвод избыточного тепла. Между тем, присадки составляют примерно пять процентов масла, и именно эти химические вещества отвечают за точный контроль вязкости и смазывающей способности масла, а также за защиту деталей двигателя от износа.
Моторные масла имеют различные сорта, которые различаются на основе их вязкости. Вязкость – это величина, выражающая внутреннее трение жидкости. Различные моторные масла имеют разную вязкость при комнатной температуре, а также по-разному реагируют на изменения температуры.
Марка моторного масла состоит из 4 символов.
· За первым числом следует буква «W». Здесь W означает Зима и показывает, как масло будет реагировать на холодный пуск.
· Проще говоря, число с буквой W представляет собой параметр того, как масло будет течь в холодных условиях.
· Чем меньше число, тем лучше поток. Например, масло 5W-30 будет иметь лучшую текучесть на холоде, чем моторное масло 10W-30.
· Число в следующей части указывает, насколько тонко масло будет течь при нормальной рабочей температуре после ее достижения.
Вот некоторые марки моторного масла, доступные по всему миру:
0W-30 : Масло 0W-30 спроектировано так, чтобы вести себя как масло с рейтингом веса/вязкости 0 при начальной температуре и с рейтингом веса/вязкости 30, когда двигатель достигает своей нормальной рабочей температуры.
0W-40 : Масло 0W-40 спроектировано так, чтобы вести себя как масло с рейтингом веса/вязкости 0 при начальной температуре и как масло с рейтингом веса/вязкости 20, когда двигатель достигает своей нормальной рабочей температуры.
5W-30 : 5W-30 является наиболее доступным и широко используемым моторным маслом на индийском рынке. Большинство индийских производителей автомобилей рекомендуют это.
5W-40 : 5W-40 — это полностью синтетическое моторное масло, которое работает как моторное масло с рейтингом веса/вязкости 5 при холодном пуске и с рейтингом веса/вязкости 40, когда двигатель выходит на нормальную работу. температура.
Существует три типа моторных масел, которые используются для смазки. Их:
1. МИНЕРАЛЬНОЕ МАСЛО : Самая неочищенная форма моторного масла. Минеральное моторное масло считается источником, проложившим дорогу современным моторным маслам. Минеральные масла — это рафинированные нефтяные масла, которые проходят обработку для работы в широком диапазоне температур и продаются значительно дешевле по сравнению с двумя другими разновидностями масел.
В настоящее время минеральные масла находят применение в старых автомобилях и мотоциклах.
Самым большим недостатком минерального масла является то, что оно практически не обеспечивает смазки и защиты от тепла, вызванного трением. Кроме того, они очень неэффективно работают при более низких температурах и более подвержены поломке при использовании при высоких температурах.
Минеральные масла также требуют более частой замены, так как служат не более 5000 км.
2. ПОЛУСИНТЕТИЧЕСКОЕ МАСЛО : Это одно из дипломатических моторных масел. Оно позиционирует себя прямо между территорией минерального и полностью синтетического масла. Легко сказать, что полусинтетическое масло представляет собой сочетание доступности минерального и производительности синтетического.
Полусинтетические масла обеспечивают в три раза более надежную защиту по сравнению с минеральными маслами.
Полусинтетическое масло, также известное как смешанное синтетическое масло, содержит небольшое количество синтетического моторного масла, смешанного с минеральным маслом для улучшения его свойств без значительного увеличения стоимости. Добавление синтетического масла повышает его вязкость и износостойкость при более высоких температурах и нагрузках. Синтетические моторные масла также могут обеспечивать лучшую производительность при более низких температурах по сравнению с минеральными маслами.
Недостатком полусинтетических материалов является то, что они не обеспечивают более высокий уровень защиты, чем полностью синтетические
3. ПОЛНОСТЬЮ СИНТЕТИЧЕСКОЕ МАСЛО : Новаторство в технологии моторных масел. Полностью синтетическое моторное масло обеспечивает превосходную защиту и способствует повышению эффективности использования топлива.
Синтетические масла проходят обширную обработку в лаборатории, чтобы сделать их значительно лучше своих аналогов. Процесс включает в себя расщепление минерального масла на самые основные молекулы, что помогает удалить любые нежелательные вещества и примеси в очень высокой степени. Молекулы синтетического масла также очень постоянны по размеру и форме, обеспечивая превосходную смазку. Полнофункциональное синтетическое масло с оптимальной функциональностью как при низких, так и при высоких температурах или при чрезвычайных нагрузках.

 Со временем в деталях возникают сквозные отверстия, шансы на ремонт которых ничтожно малы. Поэтому есть смысл обезопасить кузов, когда точки ржавчины только начинают появляться.
Со временем в деталях возникают сквозные отверстия, шансы на ремонт которых ничтожно малы. Поэтому есть смысл обезопасить кузов, когда точки ржавчины только начинают появляться. Для выравнивания поверхности следует использовать шпаклевку. наносится она тонкими слоями по несколько раз, чтобы не появилось трещин.
Для выравнивания поверхности следует использовать шпаклевку. наносится она тонкими слоями по несколько раз, чтобы не появилось трещин. Это кроссоверы
Это кроссоверы 01.2023Авто
01.2023Авто ytimg.com
ytimg.com К ним относятся: Nissan Teana J32 (2008–2013), Nissan Pathfinder (2005–2012), Мазда 3 BK (2003–2009), Mazda 6 GG (2002–2008), Daewoo Nexia (1996–2016), KIA Sorento (2002–2009), Mercedes-Benz С-класса W203 (2000–2005), Mitsubishi Outlander CW (2006–2013), Hyundai Sonata EF (2004–2012), Skoda Yeti (2009–2017).
К ним относятся: Nissan Teana J32 (2008–2013), Nissan Pathfinder (2005–2012), Мазда 3 BK (2003–2009), Mazda 6 GG (2002–2008), Daewoo Nexia (1996–2016), KIA Sorento (2002–2009), Mercedes-Benz С-класса W203 (2000–2005), Mitsubishi Outlander CW (2006–2013), Hyundai Sonata EF (2004–2012), Skoda Yeti (2009–2017). Если Вы не нашли интересующий Вас вид работ, обратитесь за консультацией специалиста по телефону: (8332) 251-363, или непосредственно в наш кузовной центр, находящийся по адресу: г. Киров, ул. Московская, 166 (в здании ДЦ KIA «Автомотор»).
Если Вы не нашли интересующий Вас вид работ, обратитесь за консультацией специалиста по телефону: (8332) 251-363, или непосредственно в наш кузовной центр, находящийся по адресу: г. Киров, ул. Московская, 166 (в здании ДЦ KIA «Автомотор»).
 Как и во многих химических реакциях, нам нужен третий элемент, в данном случае вода или h3O. Нам нужно вернуться к школьному уроку химии? Не совсем, просто знайте, что чем больше вокруг воды, тем быстрее образуется ржавчина. Вода может быть в виде дождя или просто относительной влажности, поэтому чем суше климат, в котором вы живете, тем меньше ржавчины. Вот почему лучшие старые автомобили прибывают из Аризоны и других западных штатов с сухим климатом.
Как и во многих химических реакциях, нам нужен третий элемент, в данном случае вода или h3O. Нам нужно вернуться к школьному уроку химии? Не совсем, просто знайте, что чем больше вокруг воды, тем быстрее образуется ржавчина. Вода может быть в виде дождя или просто относительной влажности, поэтому чем суше климат, в котором вы живете, тем меньше ржавчины. Вот почему лучшие старые автомобили прибывают из Аризоны и других западных штатов с сухим климатом. Проволочная щетка займет больше всего времени, наждачная бумага лучше, а если вы используете электроинструмент или пневматический инструмент, это будет еще быстрее. Шлифовальные станки хороши, если у вас много ржавчины на тяжелом металле, где нет опасности испортить стальную основу. Абразивоструйная очистка (также известная как пескоструйная очистка, но никогда не используйте песок из-за силикоза) также является вариантом, и, несмотря на то, что она грязная и иногда дорогая, она отлично справляется со всеми укромными уголками и щелями.
Проволочная щетка займет больше всего времени, наждачная бумага лучше, а если вы используете электроинструмент или пневматический инструмент, это будет еще быстрее. Шлифовальные станки хороши, если у вас много ржавчины на тяжелом металле, где нет опасности испортить стальную основу. Абразивоструйная очистка (также известная как пескоструйная очистка, но никогда не используйте песок из-за силикоза) также является вариантом, и, несмотря на то, что она грязная и иногда дорогая, она отлично справляется со всеми укромными уголками и щелями. На рынке есть несколько продуктов, которые содержат ту или иную форму кислоты (обычно фосфорная кислота), и их можно применять для удаления ржавчины. Следует соблюдать осторожность при использовании этих химических средств для удаления ржавчины, поскольку они представляют собой слабые кислоты и могут повредить ткани человека. Преимущество использования химикатов заключается в том, что требуется гораздо меньше ручного труда, а жидкость может проникнуть в трещины и щели, чего не могут проволочная щетка или наждачная бумага.
На рынке есть несколько продуктов, которые содержат ту или иную форму кислоты (обычно фосфорная кислота), и их можно применять для удаления ржавчины. Следует соблюдать осторожность при использовании этих химических средств для удаления ржавчины, поскольку они представляют собой слабые кислоты и могут повредить ткани человека. Преимущество использования химикатов заключается в том, что требуется гораздо меньше ручного труда, а жидкость может проникнуть в трещины и щели, чего не могут проволочная щетка или наждачная бумага.
 Если вы восстанавливаете автомобиль и хотите получить наилучшую отделку, физическое удаление с последующим химическим удалением и верхнее покрытие инкапсулятором обеспечит вам наилучшую отделку и защиту.
Если вы восстанавливаете автомобиль и хотите получить наилучшую отделку, физическое удаление с последующим химическим удалением и верхнее покрытие инкапсулятором обеспечит вам наилучшую отделку и защиту.
 Он может задерживать влагу и не остановит уже начавшуюся ржавчину.
Он может задерживать влагу и не остановит уже начавшуюся ржавчину. Он может задерживать влагу и не остановит уже начавшуюся ржавчину.
Он может задерживать влагу и не остановит уже начавшуюся ржавчину.
 Следовательно, это приводит к тому, что металл автомобиля ослабевает и покрывается ржавчиной, что приводит к его повреждению. Обратите внимание, что это происходит, когда участки ржавчины не обрабатываются в нужное время.
Следовательно, это приводит к тому, что металл автомобиля ослабевает и покрывается ржавчиной, что приводит к его повреждению. Обратите внимание, что это происходит, когда участки ржавчины не обрабатываются в нужное время. Затем окуните чистую ткань в уксус и прижмите ее к ржавой поверхности на несколько минут.
Затем окуните чистую ткань в уксус и прижмите ее к ржавой поверхности на несколько минут.
 Приятного прослушивания! Plastic3 — Speed Of Life! СМОТРЕТЬ
Приятного прослушивания! Plastic3 — Speed Of Life! СМОТРЕТЬ . ELLO
. ELLO
 Например, для VirtualMerchant также требуется пользователь, для Merchant Warrior требуется кодовая фраза API, а для RealEx требуется общий секрет.
Например, для VirtualMerchant также требуется пользователь, для Merchant Warrior требуется кодовая фраза API, а для RealEx требуется общий секрет.
 Мы предлагаем множество услуг в дополнение к нашим подключаемым модулям, поэтому дайте нам знать, если вам нужна небольшая помощь в интеграции подключаемого модуля в ваше решение. Или, если вы заинтересованы в индивидуальном плагине или разработке, сообщите нам об этом!
Мы предлагаем множество услуг в дополнение к нашим подключаемым модулям, поэтому дайте нам знать, если вам нужна небольшая помощь в интеграции подключаемого модуля в ваше решение. Или, если вы заинтересованы в индивидуальном плагине или разработке, сообщите нам об этом! 3 Частичные транзакции
3 Частичные транзакции fmx, а другой с расширением .fmx64. Файл с расширением .fmx64 используется только для установок FileMaker Server, которые описаны ниже. Каталог MAC содержит файл подключаемого модуля с расширением .fmplugin.
fmx, а другой с расширением .fmx64. Файл с расширением .fmx64 используется только для установок FileMaker Server, которые описаны ниже. Каталог MAC содержит файл подключаемого модуля с расширением .fmplugin. 0.2 и более поздним версиям)
0.2 и более поздним версиям) При работе в демо-режиме плагин будет работать 2 часа за раз. Чтобы получить еще два часа демонстрационного времени, необходимо перезапустить FileMaker Pro, серверный модуль базы данных FileMaker Server или модуль Web Publishing Engine FileMaker Server, в зависимости от того, где установлен подключаемый модуль.
При работе в демо-режиме плагин будет работать 2 часа за раз. Чтобы получить еще два часа демонстрационного времени, необходимо перезапустить FileMaker Pro, серверный модуль базы данных FileMaker Server или модуль Web Publishing Engine FileMaker Server, в зависимости от того, где установлен подключаемый модуль. Это позволяет легко увидеть, что пошло не так. Однако в некоторых случаях вы (разработчик) можете предпочесть показать пользователю собственное сообщение или вообще не показывать сообщение. В этом случае вы можете позвонить по номеру 9.0209 CCSetErrorCapture (правда) . Это подавит отображение диалоговых окон ошибок.
Это позволяет легко увидеть, что пошло не так. Однако в некоторых случаях вы (разработчик) можете предпочесть показать пользователю собственное сообщение или вообще не показывать сообщение. В этом случае вы можете позвонить по номеру 9.0209 CCSetErrorCapture (правда) . Это подавит отображение диалоговых окон ошибок. Это чрезвычайно полезно при вызове таких функций, как
Это чрезвычайно полезно при вызове таких функций, как  Подробные примеры каждой из этих транзакций см. в демонстрационном файле, который можно загрузить вместе с Plastic 2. Эти сценарии готовы для вставки в ваше собственное решение!
Подробные примеры каждой из этих транзакций см. в демонстрационном файле, который можно загрузить вместе с Plastic 2. Эти сценарии готовы для вставки в ваше собственное решение!
 Эмуляторы шлюза создают интерфейс прикладного программирования, напоминающий интерфейс конкурирующего шлюза, чтобы упростить процесс интеграции для продавцов, которые переключаются на их шлюз.
Эмуляторы шлюза создают интерфейс прикладного программирования, напоминающий интерфейс конкурирующего шлюза, чтобы упростить процесс интеграции для продавцов, которые переключаются на их шлюз. Вы можете передать эту дополнительную обязательную переменную, добавив «orderId=12432342» в конец инструкции.
Вы можете передать эту дополнительную обязательную переменную, добавив «orderId=12432342» в конец инструкции.
 Это также известно как код безопасности карты (CSC), значение подтверждения карты (CVV), код значения подтверждения карты (CVVC), код подтверждения карты (CVC) или код подтверждения (V-Code/V Code).
Это также известно как код безопасности карты (CSC), значение подтверждения карты (CVV), код значения подтверждения карты (CVVC), код подтверждения карты (CVC) или код подтверждения (V-Code/V Code).
 Параметр isPartialAuthorization=true указывает шлюзу разрешить частичную авторизацию предоплаченных кредитных карт, подарочных карт и дебетовых карт. Указание параметра splitTenderId сообщает шлюзу, что сумма, разрешенная для текущей транзакции, будет применена к оставшемуся балансу предыдущей транзакции, идентифицированной разделенным идентификатором тендера.
Параметр isPartialAuthorization=true указывает шлюзу разрешить частичную авторизацию предоплаченных кредитных карт, подарочных карт и дебетовых карт. Указание параметра splitTenderId сообщает шлюзу, что сумма, разрешенная для текущей транзакции, будет применена к оставшемуся балансу предыдущей транзакции, идентифицированной разделенным идентификатором тендера. Параметры аналогичны функции CCProcessPayment, за исключением того, что DollarAmount заменяется добавлением параметра previousTransactionID. ПредыдущийTransactionID должен быть идентификатором транзакции, которую вы хотите аннулировать. Это значение возвращается функцией CCProcessPayment. В качестве альтернативы вы можете использовать функцию CCLastPaymentTransactionID, чтобы получить идентификатор транзакции последнего обработанного платежа.
Параметры аналогичны функции CCProcessPayment, за исключением того, что DollarAmount заменяется добавлением параметра previousTransactionID. ПредыдущийTransactionID должен быть идентификатором транзакции, которую вы хотите аннулировать. Это значение возвращается функцией CCProcessPayment. В качестве альтернативы вы можете использовать функцию CCLastPaymentTransactionID, чтобы получить идентификатор транзакции последнего обработанного платежа.
 Передать пустые значения «»; для предыдущего идентификатора транзакции для выполнения этого типа транзакции.
Передать пустые значения «»; для предыдущего идентификатора транзакции для выполнения этого типа транзакции. Например, двухнедельная подписка будет иметь период оплаты еженедельно и периодичность 2. Количество платежей указывает, сколько всего транзакций нужно выполнить.
Например, двухнедельная подписка будет иметь период оплаты еженедельно и периодичность 2. Количество платежей указывает, сколько всего транзакций нужно выполнить.



 Этот ответ обычно представляет собой однобуквенный индикатор, означающий следующее:
Этот ответ обычно представляет собой однобуквенный индикатор, означающий следующее:

 Для сварки толстого металла вполне достаточно будет порядка 10-12 литров углекислоты в 1 минуту.
Для сварки толстого металла вполне достаточно будет порядка 10-12 литров углекислоты в 1 минуту.
 Поэтому, я всё же что-то попытаюсь прояснить на эту тему.
Поэтому, я всё же что-то попытаюсь прояснить на эту тему. к. на начальном этапе сварки трудно понять, какой сварочный ток наиболее оптимален, чтобы не наделать дырок, но при этом достаточно проварить тонкий металл для надёжного соединения. И без долгой практики в сварке трудно определить и поддерживать правильную скорость движения электрода и правильную длину дуги.
к. на начальном этапе сварки трудно понять, какой сварочный ток наиболее оптимален, чтобы не наделать дырок, но при этом достаточно проварить тонкий металл для надёжного соединения. И без долгой практики в сварке трудно определить и поддерживать правильную скорость движения электрода и правильную длину дуги. И особенно равномерности движения электрода и постоянству дугового зазора!
И особенно равномерности движения электрода и постоянству дугового зазора! Это приводит к небольшому размеру партии, для которого не может быть рассмотрено стандартное решение по автоматизации. Подход с предопределенным автономным планированием траектории нецелесообразен, поскольку металл сварного шва формируется по-разному с множественными криволинейными геометриями, и желаемый целевой результат не может быть достигнут с интегрированной компенсацией. Подход к автоматизации сочетает в себе опыт квалифицированного сварщика с точностью промышленного робота. Для реализации роботизированный комплекс перемещается по контуру сварки с датчиком 2D-профиля. Профиль соединения записывается в определенных точках измерения. Параллельно сечению шва сохраняется текущий уклон геометрии по отношению к горизонтальной плоскости. После того, как вся информация сгенерирована, она визуализируется для оператора в графическом пользовательском интерфейсе. Оператор может использовать свой опыт в области технологии сварки и выполнять позиционирование сварного шва при каждом генерируемом сканировании.
Это приводит к небольшому размеру партии, для которого не может быть рассмотрено стандартное решение по автоматизации. Подход с предопределенным автономным планированием траектории нецелесообразен, поскольку металл сварного шва формируется по-разному с множественными криволинейными геометриями, и желаемый целевой результат не может быть достигнут с интегрированной компенсацией. Подход к автоматизации сочетает в себе опыт квалифицированного сварщика с точностью промышленного робота. Для реализации роботизированный комплекс перемещается по контуру сварки с датчиком 2D-профиля. Профиль соединения записывается в определенных точках измерения. Параллельно сечению шва сохраняется текущий уклон геометрии по отношению к горизонтальной плоскости. После того, как вся информация сгенерирована, она визуализируется для оператора в графическом пользовательском интерфейсе. Оператор может использовать свой опыт в области технологии сварки и выполнять позиционирование сварного шва при каждом генерируемом сканировании. Решения по позиционированию сохраняются в системе и служат базой для будущей реализации автоматической системы позиционирования наплавленных валиков на многокриволинейных контурах.
Решения по позиционированию сохраняются в системе и служат базой для будущей реализации автоматической системы позиционирования наплавленных валиков на многокриволинейных контурах. Это уже установлено опытными испытаниями. Так как таким образом в любое время создается одинаковый объем сварного шва, разрез и подготовка шва проектируются с учетом этого граничного условия. Основная геометрия основана на AWS D1.1 [4].
Это уже установлено опытными испытаниями. Так как таким образом в любое время создается одинаковый объем сварного шва, разрез и подготовка шва проектируются с учетом этого граничного условия. Основная геометрия основана на AWS D1.1 [4].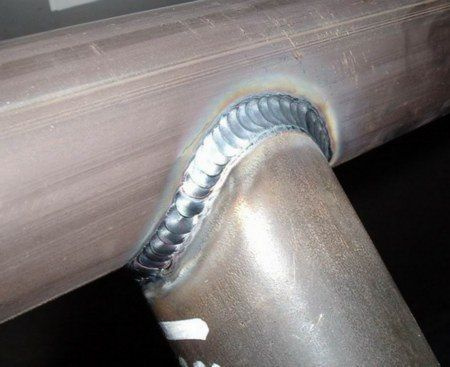 Здесь датчик 2D-профиля используется для записи геометрических данных сварных швов, которые вручную оцениваются опытным сварщиком и служат для планирования пути сварочного процесса. Для оценки геометрических данных было разработано программное обеспечение, которое служит сварщику для визуализации. На основании этого оцененные данные связываются с необработанными данными. Эти ссылки должны использоваться для обучения нейронной сети.
Здесь датчик 2D-профиля используется для записи геометрических данных сварных швов, которые вручную оцениваются опытным сварщиком и служат для планирования пути сварочного процесса. Для оценки геометрических данных было разработано программное обеспечение, которое служит сварщику для визуализации. На основании этого оцененные данные связываются с необработанными данными. Эти ссылки должны использоваться для обучения нейронной сети. Это необходимо для учета влияния силы тяжести земли на формирование валика сварного шва.
Это необходимо для учета влияния силы тяжести земли на формирование валика сварного шва.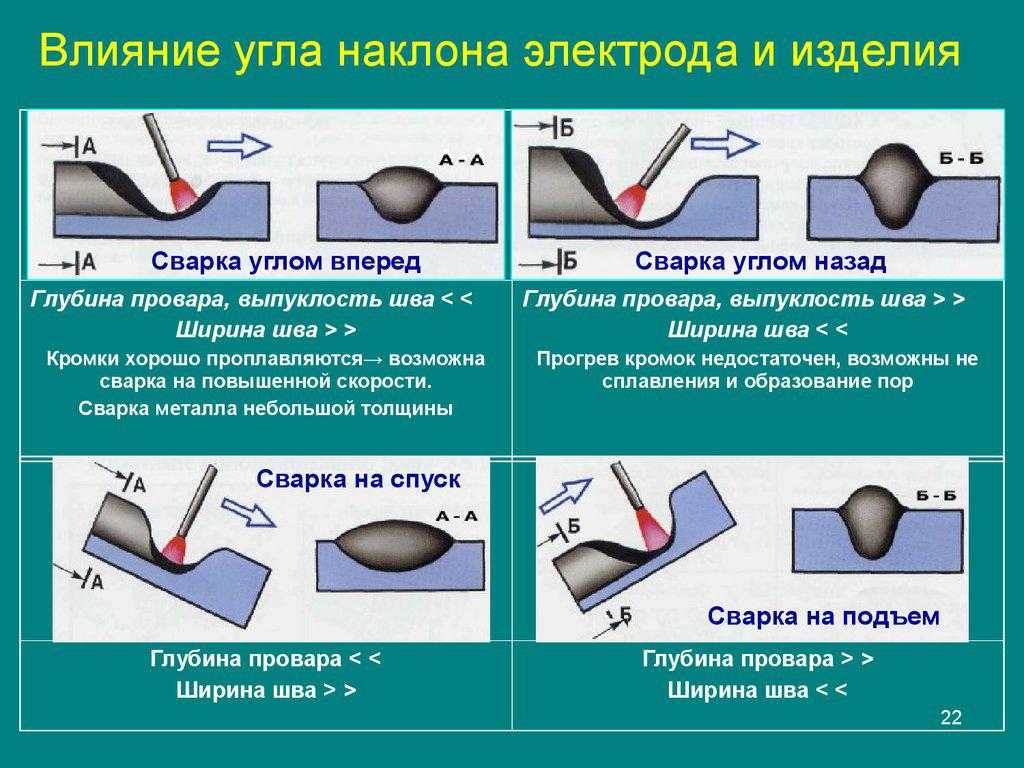 Программы для программы измерения и сварки генерируются в системе управления и передаются в систему управления роботом. Робот останавливается в определенных точках измерения и запускает датчик для начала сканирования. Эти данные сканирования затем передаются в систему управления более высокого уровня, где они преобразуются и визуализируются в программном обеспечении для оператора (рис. 2).
Программы для программы измерения и сварки генерируются в системе управления и передаются в систему управления роботом. Робот останавливается в определенных точках измерения и запускает датчик для начала сканирования. Эти данные сканирования затем передаются в систему управления более высокого уровня, где они преобразуются и визуализируются в программном обеспечении для оператора (рис. 2).

 4). На основе трубчатого узлового соединения 90° контур пересечения показан на рис. 5. На основе градиента выбираются характерные точки, такие как изменение градиента, минимумы или максимумы, которые максимально точно представляют контур с помощью сплайновой интерполяции. В определенных точках (красные кресты на рис. 4) выполняются измерения процесса сварки, в которых положения сварки и выравнивания определяются с помощью графического пользовательского интерфейса.
4). На основе трубчатого узлового соединения 90° контур пересечения показан на рис. 5. На основе градиента выбираются характерные точки, такие как изменение градиента, минимумы или максимумы, которые максимально точно представляют контур с помощью сплайновой интерполяции. В определенных точках (красные кресты на рис. 4) выполняются измерения процесса сварки, в которых положения сварки и выравнивания определяются с помощью графического пользовательского интерфейса. Для последующего преобразования в систему координат сварочной горелки данные сканирования формируются в системе координат RobRoot, которая находится в центре системы орбитальной сварки. После завершения измерения данные сканирования передаются в программное обеспечение.
Для последующего преобразования в систему координат сварочной горелки данные сканирования формируются в системе координат RobRoot, которая находится в центре системы орбитальной сварки. После завершения измерения данные сканирования передаются в программное обеспечение.

 Причина этого в том, что, как правило, для установления математических соотношений приходится делать допущения, а способность к обобщению недостаточна.
Причина этого в том, что, как правило, для установления математических соотношений приходится делать допущения, а способность к обобщению недостаточна. Здесь также учитывается поддерживающее действие флангов. После определения начального положения для n-го шва следующие положения ограничиваются определенной областью вокруг этой точки.
Здесь также учитывается поддерживающее действие флангов. После определения начального положения для n-го шва следующие положения ограничиваются определенной областью вокруг этой точки. Например, если труба ответвления разделена на шаги по 1° и требуется около 25 одиночных сварных швов, создается 9000 наборов данных. Модель машинного обучения обучается через регулярные промежутки времени, и производительность всей модели серого ящика записывается как часть оценочных сварных швов. Среднее абсолютное отклонение между заданными положениями шва модели и выбранными положениями опытного сварщика может служить метрикой для оценки работы модели. Если отклонение находится в диапазоне 1–2 мм, вероятно, можно перейти от частично автоматизированной фазы к испытательной фазе для полностью автоматизированной работы.
Например, если труба ответвления разделена на шаги по 1° и требуется около 25 одиночных сварных швов, создается 9000 наборов данных. Модель машинного обучения обучается через регулярные промежутки времени, и производительность всей модели серого ящика записывается как часть оценочных сварных швов. Среднее абсолютное отклонение между заданными положениями шва модели и выбранными положениями опытного сварщика может служить метрикой для оценки работы модели. Если отклонение находится в диапазоне 1–2 мм, вероятно, можно перейти от частично автоматизированной фазы к испытательной фазе для полностью автоматизированной работы. Таким образом, сварщик не участвует в непосредственном процессе сварки, но может внести свой вклад в этот процесс. По сравнению с ручным обучением такому сварному соединению время программирования сокращается примерно с 30 минут до всего 5 минут. Для полной автоматизации решения сварщика сохраняются в базе данных, чтобы создать общепригодную нейронную сеть для самых разных геометрий соединения узлов труб.
Таким образом, сварщик не участвует в непосредственном процессе сварки, но может внести свой вклад в этот процесс. По сравнению с ручным обучением такому сварному соединению время программирования сокращается примерно с 30 минут до всего 5 минут. Для полной автоматизации решения сварщика сохраняются в базе данных, чтобы создать общепригодную нейронную сеть для самых разных геометрий соединения узлов труб. «>
«> «>
«>
 Анника Раатц
Анника Раатц Хотя существует множество методов сварки нержавеющей стали, есть три, которые чаще всего используются сварщиками в Соединенных Штатах. Нержавеющая сталь известна своей прочностью и коррозионной стойкостью. Это металлический сплав железа, углерода и минимум 10,5% хрома. Нержавеющую сталь можно найти во многих повседневных предметах. Он также играет заметную роль в ряде отраслей, включая энергетику, транспорт, строительство, исследования, медицину, продукты питания и логистику. Именно добавление хрома придает стали уникальные коррозионно-стойкие свойства. Содержание хрома в стали позволяет образовывать прочную, липкую, невидимую, коррозионно-стойкую пленку оксида хрома на поверхности стали. это то, что делает нержавеющую сталь блестящей. Существует более 60 марок нержавеющей стали. Нержавеющая сталь является популярным металлом для многих видов сварки промышленного оборудования. При сварке необходимо контролировать нагрев и охлаждение металла. Нержавеющая сталь сохраняет тепло, что может привести к таким проблемам, как деформация, ржавчина и охрупчивание.
Хотя существует множество методов сварки нержавеющей стали, есть три, которые чаще всего используются сварщиками в Соединенных Штатах. Нержавеющая сталь известна своей прочностью и коррозионной стойкостью. Это металлический сплав железа, углерода и минимум 10,5% хрома. Нержавеющую сталь можно найти во многих повседневных предметах. Он также играет заметную роль в ряде отраслей, включая энергетику, транспорт, строительство, исследования, медицину, продукты питания и логистику. Именно добавление хрома придает стали уникальные коррозионно-стойкие свойства. Содержание хрома в стали позволяет образовывать прочную, липкую, невидимую, коррозионно-стойкую пленку оксида хрома на поверхности стали. это то, что делает нержавеющую сталь блестящей. Существует более 60 марок нержавеющей стали. Нержавеющая сталь является популярным металлом для многих видов сварки промышленного оборудования. При сварке необходимо контролировать нагрев и охлаждение металла. Нержавеющая сталь сохраняет тепло, что может привести к таким проблемам, как деформация, ржавчина и охрупчивание. Слишком много тепла означает разницу между обожженным швом и совершенством. Ниже приведены три наиболее распространенных метода сварки нержавеющей стали. Каждый процесс имеет свои преимущества и уникальные характеристики.
Слишком много тепла означает разницу между обожженным швом и совершенством. Ниже приведены три наиболее распространенных метода сварки нержавеющей стали. Каждый процесс имеет свои преимущества и уникальные характеристики. Сварку MIG можно использовать для более толстой нержавеющей стали и там, где необходимы длинные линии сварки. Поскольку защитный газ защищает сварочную дугу, этот тип сварки обеспечивает чистый шов с очень небольшим разбрызгиванием
Сварку MIG можно использовать для более толстой нержавеющей стали и там, где необходимы длинные линии сварки. Поскольку защитный газ защищает сварочную дугу, этот тип сварки обеспечивает чистый шов с очень небольшим разбрызгиванием Сварка TIG идеально подходит для ответственных соединений и широко используется в промышленности для получения тонких и точных сварных швов, а также является наиболее распространенным методом сварки тонких профилей из нержавеющей стали или более тонких металлов.
Сварка TIG идеально подходит для ответственных соединений и широко используется в промышленности для получения тонких и точных сварных швов, а также является наиболее распространенным методом сварки тонких профилей из нержавеющей стали или более тонких металлов. Сварка сопротивлением может быть механизирована и автоматизирована. Процесс имеет высокую производительность и низкую стоимость, создает меньше дыма и более здоровую рабочую среду.
Сварка сопротивлением может быть механизирована и автоматизирована. Процесс имеет высокую производительность и низкую стоимость, создает меньше дыма и более здоровую рабочую среду.

 Таким образом она без лишних проблем выйдет из топливной рампы.
Таким образом она без лишних проблем выйдет из топливной рампы.




 Как правильно заводить машину зимой, нужно ли прогревать машину зимой, полезные советы
Как правильно заводить машину зимой, нужно ли прогревать машину зимой, полезные советы Как завести дизель зимой, прогрев дизеля зимой.
Как завести дизель зимой, прогрев дизеля зимой. Потерял ключ от автомобиля что делать, ключ от автомобиля внутри машины
Потерял ключ от автомобиля что делать, ключ от автомобиля внутри машины Стук при движении автомобиля. Что может стучать в автомобиле. Как определить причину стука.
Стук при движении автомобиля. Что может стучать в автомобиле. Как определить причину стука. «
« Основной причиной нарушения их работы является загрязнение в процессе эксплуатации, хотя на пути механических частиц стоят топливные фильтры, отсеивающие частицы крупнее 10—20 мкм. Они устанавливаются в топливной магистрали и в самой форсунке.
Основной причиной нарушения их работы является загрязнение в процессе эксплуатации, хотя на пути механических частиц стоят топливные фильтры, отсеивающие частицы крупнее 10—20 мкм. Они устанавливаются в топливной магистрали и в самой форсунке. Она, конечно, растворяет отложения, и все же такая обработка скорее профилактическая. Толстые наросты, почти закрывающие проходное сечение распылителя, таким средствам не по силам.
Она, конечно, растворяет отложения, и все же такая обработка скорее профилактическая. Толстые наросты, почти закрывающие проходное сечение распылителя, таким средствам не по силам. Поэтому стремятся усилить именно моющие свойства сольвента, чтобы резко повысить эффективность очистки по сравнению с добавками в топливо.
Поэтому стремятся усилить именно моющие свойства сольвента, чтобы резко повысить эффективность очистки по сравнению с добавками в топливо.
 Если форсунки будут касаться дна ванны, то это может привести к преждевременному выходу из строя ультразвукового генератора.
Если форсунки будут касаться дна ванны, то это может привести к преждевременному выходу из строя ультразвукового генератора. Предоставление нашим читателям информации из этих источников может помочь некоторым из них распознать и решить подобную проблему на своем самолете.
Предоставление нашим читателям информации из этих источников может помочь некоторым из них распознать и решить подобную проблему на своем самолете.
 . Те датчики расхода топлива, которые фактически измеряют давление, будут иметь индикатор, откалиброванный для отображения расхода в галлонах или фунтах в час. При использовании этого типа прибора засорение форсунки вызывает повышение давления и, следовательно, необычно высокий расход топлива. Прямые расходомеры не реагируют таким образом.
. Те датчики расхода топлива, которые фактически измеряют давление, будут иметь индикатор, откалиброванный для отображения расхода в галлонах или фунтах в час. При использовании этого типа прибора засорение форсунки вызывает повышение давления и, следовательно, необычно высокий расход топлива. Прямые расходомеры не реагируют таким образом. Также, как указывалось ранее, бывали случаи, когда очистка не приводила к нормальному расходу топлива, и единственным выходом была замена форсунки и магистрали для достижения удовлетворительной работы двигателя.
Также, как указывалось ранее, бывали случаи, когда очистка не приводила к нормальному расходу топлива, и единственным выходом была замена форсунки и магистрали для достижения удовлетворительной работы двигателя. Подчеркнем, что Чрезвычайно важна чистота при установке, очистке или работе с форсунками топливных форсунок, поскольку они очень легко могут быть загрязнены небольшим количеством грязи. См. Инструкцию по обслуживанию Lycoming № 1414B для получения инструкций по установке двухкомпонентного сопла и Инструкцию по обслуживанию Lycoming № 1275C для информации по очистке и тестированию.
Подчеркнем, что Чрезвычайно важна чистота при установке, очистке или работе с форсунками топливных форсунок, поскольку они очень легко могут быть загрязнены небольшим количеством грязи. См. Инструкцию по обслуживанию Lycoming № 1414B для получения инструкций по установке двухкомпонентного сопла и Инструкцию по обслуживанию Lycoming № 1275C для информации по очистке и тестированию. Новые жгуты зажигания для самолетов доступны практически для всех двигателей Franklin, Lycoming и Continental Motors.
Новые жгуты зажигания для самолетов доступны практически для всех двигателей Franklin, Lycoming и Continental Motors.


 Сравним лучшие из них.
Сравним лучшие из них.
 Данная модель лампы бесспорный лидер в этой категории. При всех высоких характеристиках, которыми обладает данная лампа, она имеет значительно не высокую цену. Ее яркость и мощность света делает вождение во время плохих погодных условий и в темное время суток идеальным и легким. Свет у данной автолампы белее, чем у конкурентов, да и срок годности не разочаровал.
Данная модель лампы бесспорный лидер в этой категории. При всех высоких характеристиках, которыми обладает данная лампа, она имеет значительно не высокую цену. Ее яркость и мощность света делает вождение во время плохих погодных условий и в темное время суток идеальным и легким. Свет у данной автолампы белее, чем у конкурентов, да и срок годности не разочаровал. Но есть у данной модели и слабые стороны. Во-первых, цена. Она приблизительно на треть выше, чем у лидера рейтинга. Во-вторых, не самое стабильное качество. Да, судя по отзывам, лампа живет не один год, но случаются ситуации, когда лампы из одной упаковки слегка отличаются по цветовой температуре. Вроде мелочь, а неприятно.
Но есть у данной модели и слабые стороны. Во-первых, цена. Она приблизительно на треть выше, чем у лидера рейтинга. Во-вторых, не самое стабильное качество. Да, судя по отзывам, лампа живет не один год, но случаются ситуации, когда лампы из одной упаковки слегка отличаются по цветовой температуре. Вроде мелочь, а неприятно. Благодаря китайским производителям, сейчас продаётся огромное количество светодиодных ламп h5 ближнего дальнего света, из которых 95% не подходят для эксплуатации в автомобиле. Но мы попробуем решить эту проблему и сравним лучшие светодиодные лампы с цоколем Н4.
Благодаря китайским производителям, сейчас продаётся огромное количество светодиодных ламп h5 ближнего дальнего света, из которых 95% не подходят для эксплуатации в автомобиле. Но мы попробуем решить эту проблему и сравним лучшие светодиодные лампы с цоколем Н4. И, конечно, яркий ровный свет. Цена у этой лампы так же была отмечена покупателями, как приемлемая.
И, конечно, яркий ровный свет. Цена у этой лампы так же была отмечена покупателями, как приемлемая. Судя по отзывам, потребители очень довольны данной продукцией. Эта модель обладает температурой в 6000К, которая излучает белоснежный свет. В темное время суток и при плохих погодных условиях эта лампа качественно освещает дорожную полосу. По отзывам покупателей, они остались довольны сроком службы и надежностью лампы.
Судя по отзывам, потребители очень довольны данной продукцией. Эта модель обладает температурой в 6000К, которая излучает белоснежный свет. В темное время суток и при плохих погодных условиях эта лампа качественно освещает дорожную полосу. По отзывам покупателей, они остались довольны сроком службы и надежностью лампы.  Тем не менее, многие водители продолжают пользоваться данными осветительными приборами, считая их достаточно удобными. По этой причине на рынке до сих пор представлен весьма широкий ассортимент подобных ламп, которые могут сильно отличаться друг от друга по своим габаритным размерам, стоимости, по типу освещения и так далее. Мы постарались помочь вам и составили рейтинг лучших ламп h5 в 2022 году. В него вошли только наиболее популярные у автомобилистов модели.
Тем не менее, многие водители продолжают пользоваться данными осветительными приборами, считая их достаточно удобными. По этой причине на рынке до сих пор представлен весьма широкий ассортимент подобных ламп, которые могут сильно отличаться друг от друга по своим габаритным размерам, стоимости, по типу освещения и так далее. Мы постарались помочь вам и составили рейтинг лучших ламп h5 в 2022 году. В него вошли только наиболее популярные у автомобилистов модели. Не исключено, что придется ездить в дождь, грязь или снег. Учитывая, что лампочка сильно нагревается, даже мельчайшая капля воды при попадании на нее приведет к ее порче. Желательно, чтобы продукция была надежно защищена от проникновения под корпус пыли и влаги.
Не исключено, что придется ездить в дождь, грязь или снег. Учитывая, что лампочка сильно нагревается, даже мельчайшая капля воды при попадании на нее приведет к ее порче. Желательно, чтобы продукция была надежно защищена от проникновения под корпус пыли и влаги. Мы еще учитывали соотношение цены и качества продукции, а также отзывы пользователей. В рейтинг вошли не слишком дорогостоящие варианты, чтобы все наши читатели смогли подобрать для своей машины наиболее подходящие осветительные приборы.
Мы еще учитывали соотношение цены и качества продукции, а также отзывы пользователей. В рейтинг вошли не слишком дорогостоящие варианты, чтобы все наши читатели смогли подобрать для своей машины наиболее подходящие осветительные приборы. По надежности в значительной степени превосходят дорогостоящие аналоги. Показатель освещенности дальнего света составляет свыше ста люкс – это один из лучших показателей во всем рейтинге.
По надежности в значительной степени превосходят дорогостоящие аналоги. Показатель освещенности дальнего света составляет свыше ста люкс – это один из лучших показателей во всем рейтинге. Такие лампочки прекрасно подойдут для использования в рамках городских условия. Продукция отличается довольно длительным сроком службы.
Такие лампочки прекрасно подойдут для использования в рамках городских условия. Продукция отличается довольно длительным сроком службы. Лампа прекрасно себя показывает при работе как с ближним, так и с дальним светом. О последнем хотелось бы сказать отдельно: прежде всего, эта лампа обладает чрезвычайно мягким желтоватым светом. По этой причине она не будет бить в глаза встречным водителям. Однако стоит отметить, что дальность освещения у этой модели не такая значительная, как хотелось бы, поэтому в ночные часы быстрее 100 км/ч навряд ли удастся разогнаться.
Лампа прекрасно себя показывает при работе как с ближним, так и с дальним светом. О последнем хотелось бы сказать отдельно: прежде всего, эта лампа обладает чрезвычайно мягким желтоватым светом. По этой причине она не будет бить в глаза встречным водителям. Однако стоит отметить, что дальность освещения у этой модели не такая значительная, как хотелось бы, поэтому в ночные часы быстрее 100 км/ч навряд ли удастся разогнаться.


 Такая неисправность может повлечь за собой множество последствий. Начиная с того, что Вы вовремя не увидите уровень топлива и заглохните где-нибудь на трассе, и заканчивая тем, что Вас оштрафуют за превышение скорости, о котором Вы не знали. Также Вы можете не увидеть показатели, которые предупреждают о возможной поломке. Это может стать причиной аварийной ситуации. Сегодня мы разберемся, какие могут быть причины и типы неисправности такой панели, и как самостоятельно их устранить.
Такая неисправность может повлечь за собой множество последствий. Начиная с того, что Вы вовремя не увидите уровень топлива и заглохните где-нибудь на трассе, и заканчивая тем, что Вас оштрафуют за превышение скорости, о котором Вы не знали. Также Вы можете не увидеть показатели, которые предупреждают о возможной поломке. Это может стать причиной аварийной ситуации. Сегодня мы разберемся, какие могут быть причины и типы неисправности такой панели, и как самостоятельно их устранить.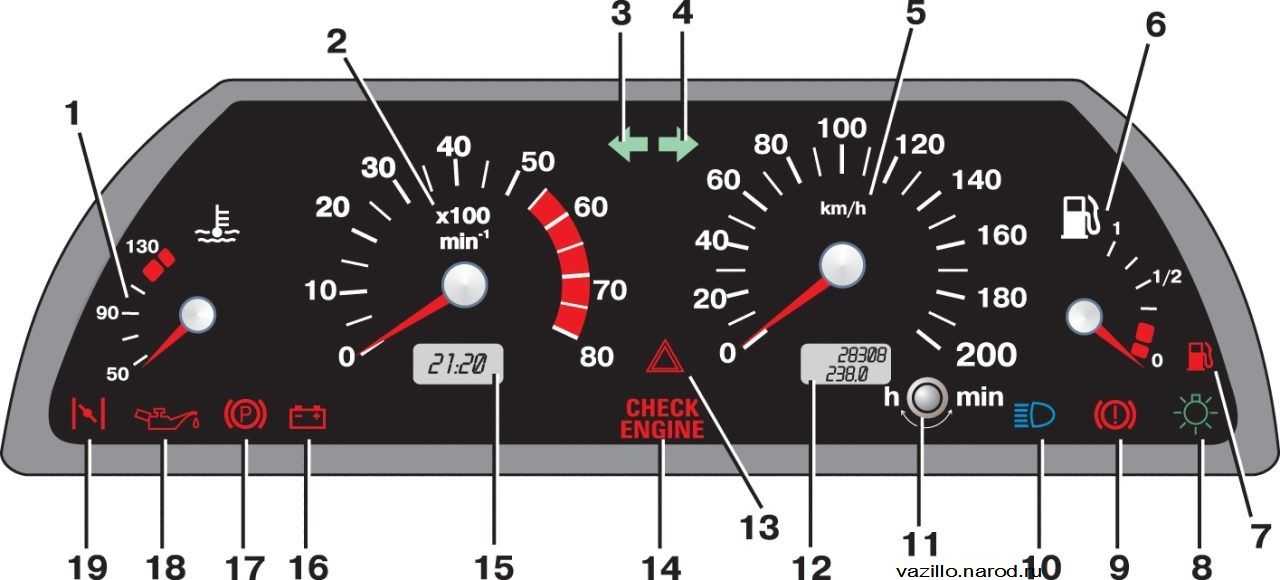

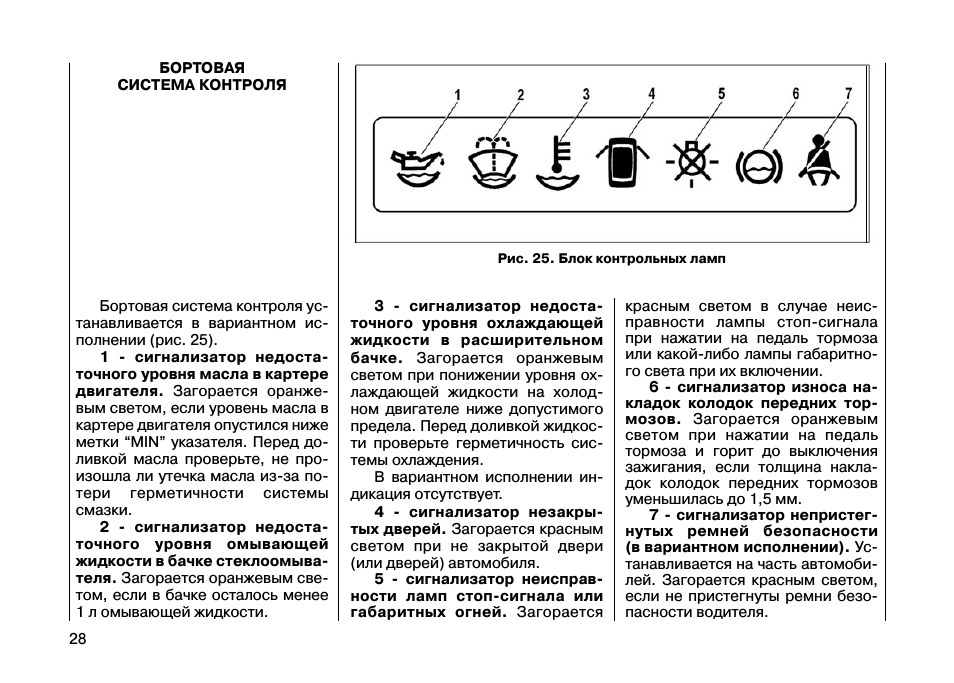




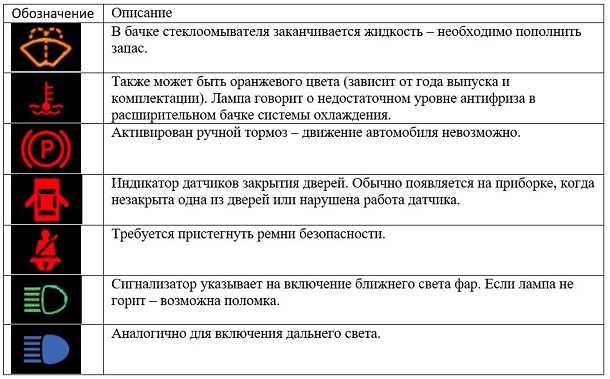 Готово!
Готово!
 д. В более современных автомобилях обороты двигателя обозначаются числовыми значениями 1, 2, 3, 4. и т.д. Но почему существуют два разных типа приборов для измерения оборотов двигателя?
д. В более современных автомобилях обороты двигателя обозначаются числовыми значениями 1, 2, 3, 4. и т.д. Но почему существуют два разных типа приборов для измерения оборотов двигателя?
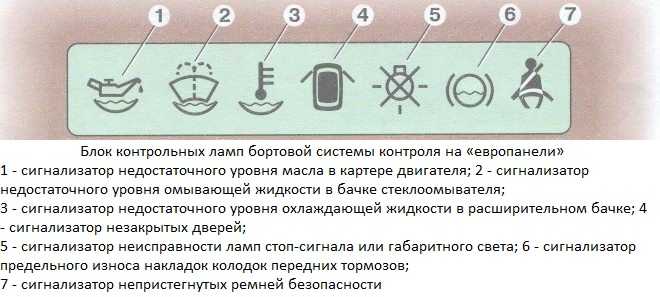

 Это следует учитывать при самостоятельной диагностике.
Это следует учитывать при самостоятельной диагностике. 12.2021
12.2021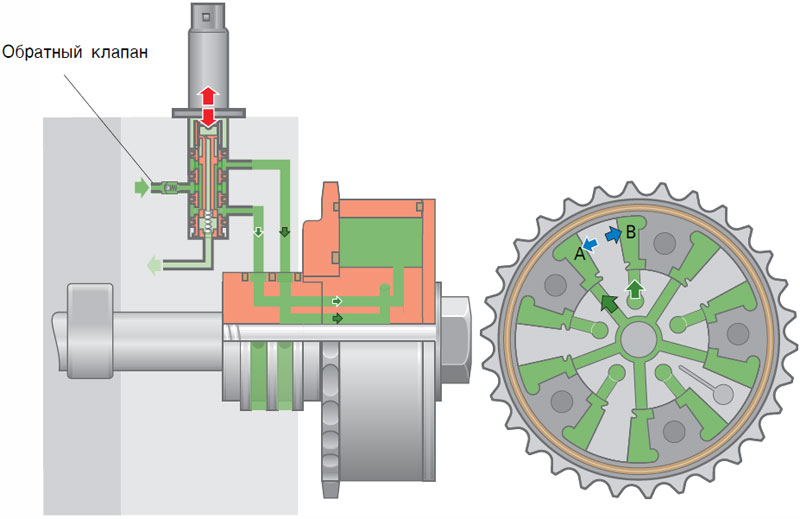 Звучит в разы проще и понятней, не правда ли?
Звучит в разы проще и понятней, не правда ли?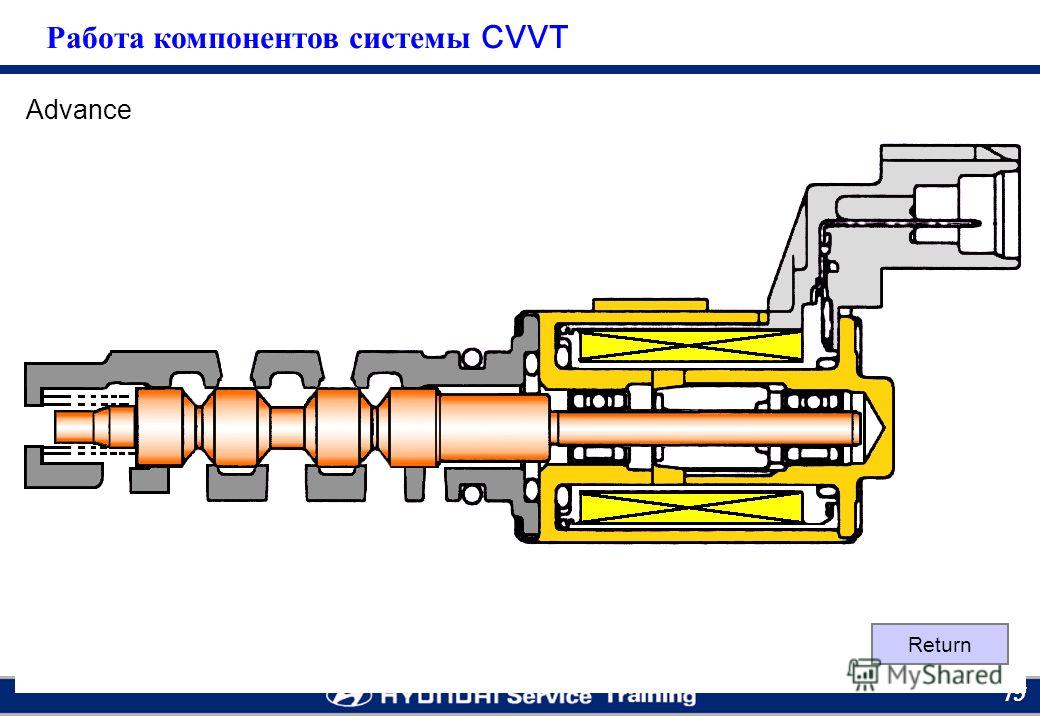 Представьте, что в зависимости от нагрузки выпускной клапан вполне реально открыть намного раньше момента, когда он достигнет мертвой точки, как и закрыть до того, как он достигнет мертвой точки, но уже верхней. Но можно сделать совсем иначе и сдвинуть данные моменты ближе к точке крайнего положения поршня. Похожая ситуация и с впускными клапанами: они открываются до, либо после достижения мертвой точки. Моменты открытия/закрытия бесступенчато регулируются. В противном случае поршни и клапана могут удариться друг о друга.
Представьте, что в зависимости от нагрузки выпускной клапан вполне реально открыть намного раньше момента, когда он достигнет мертвой точки, как и закрыть до того, как он достигнет мертвой точки, но уже верхней. Но можно сделать совсем иначе и сдвинуть данные моменты ближе к точке крайнего положения поршня. Похожая ситуация и с впускными клапанами: они открываются до, либо после достижения мертвой точки. Моменты открытия/закрытия бесступенчато регулируются. В противном случае поршни и клапана могут удариться друг о друга.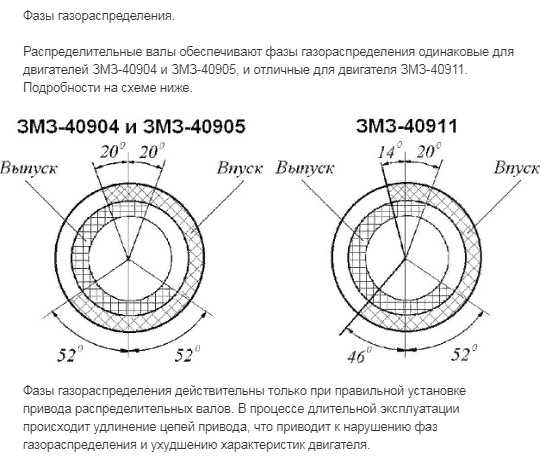
 По сути, это уменьшает такт сжатия, да и реальная степень сжатия снижается относительно геометрической. Звучит сложно? Говоря простым языком – эти манипуляции снижают рабочий объем цилиндра. А вот выпускной клапан, наоборот, открывается раньше обычного, до того, как поршень дойдет до НМТ на рабочем такте. Благодаря этому у отработавших газов будет больше времени выйти из цилиндра.
По сути, это уменьшает такт сжатия, да и реальная степень сжатия снижается относительно геометрической. Звучит сложно? Говоря простым языком – эти манипуляции снижают рабочий объем цилиндра. А вот выпускной клапан, наоборот, открывается раньше обычного, до того, как поршень дойдет до НМТ на рабочем такте. Благодаря этому у отработавших газов будет больше времени выйти из цилиндра.
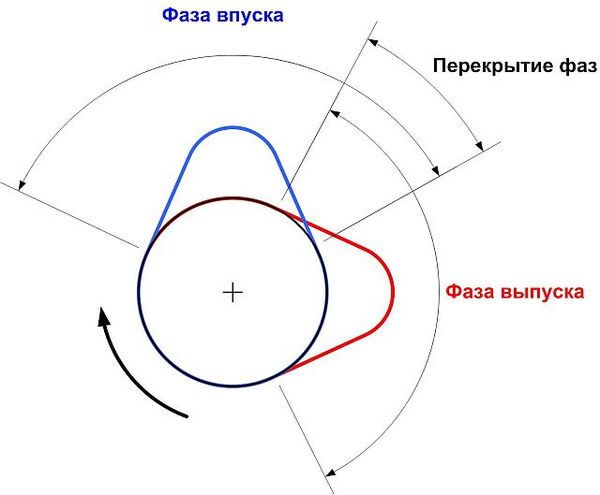 Кроме этого в цилиндре скапливается не так много кислорода, так что и топлива в него подается меньше. Конечно, во время рециркуляции рабочий объем также снижается, но не благодаря геометрии камеры сгорания, а благодаря снижению количества топлива и воздуха, из которых и формируется искомая топливовоздушная смесь. И да, если в цилиндр входит меньше воздуха, то и температура сгорания снижается, а значит – ниже образование оксидов азота, что и делает мотор более экологичным.
Кроме этого в цилиндре скапливается не так много кислорода, так что и топлива в него подается меньше. Конечно, во время рециркуляции рабочий объем также снижается, но не благодаря геометрии камеры сгорания, а благодаря снижению количества топлива и воздуха, из которых и формируется искомая топливовоздушная смесь. И да, если в цилиндр входит меньше воздуха, то и температура сгорания снижается, а значит – ниже образование оксидов азота, что и делает мотор более экологичным. В нем, чтобы увеличить прирост крутящего момента, впускной клапан открывается раньше, так что и закрытие также идет раньше. Благодаря этому цилиндр очень быстро заполняет воздух, клапана почти не перекрыты, а такт сжатия длится максимально долго.
В нем, чтобы увеличить прирост крутящего момента, впускной клапан открывается раньше, так что и закрытие также идет раньше. Благодаря этому цилиндр очень быстро заполняет воздух, клапана почти не перекрыты, а такт сжатия длится максимально долго.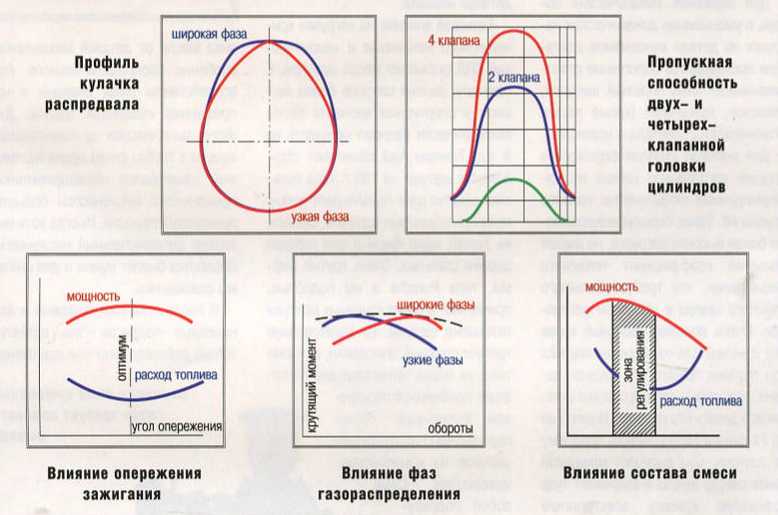 В первую очередь, ДВС с воспламенением от сжатия не требуют поддержания стехиометрического состава топливовоздушной смеси. Вся фишка в том, что они хорошо функционируют на максимально обедненном составе, где превалирует содержания воздуха, так что им не требуются дополнительные меры, которые позволят увеличить количество подаваемого в цилиндры воздуха.
В первую очередь, ДВС с воспламенением от сжатия не требуют поддержания стехиометрического состава топливовоздушной смеси. Вся фишка в том, что они хорошо функционируют на максимально обедненном составе, где превалирует содержания воздуха, так что им не требуются дополнительные меры, которые позволят увеличить количество подаваемого в цилиндры воздуха.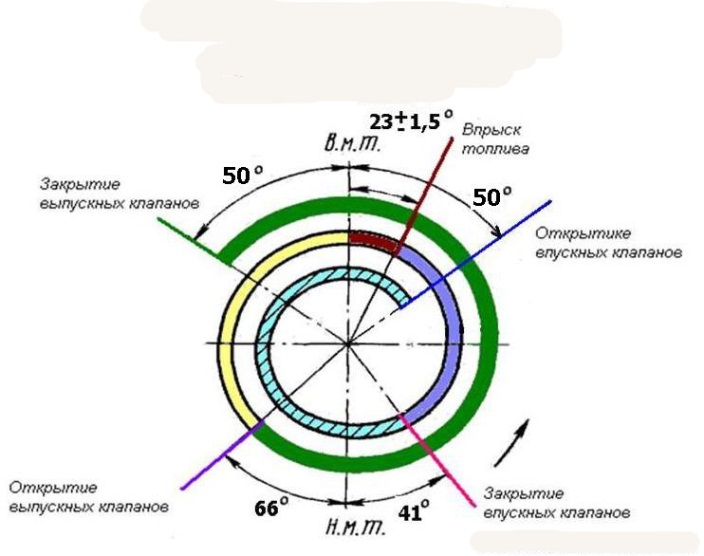
 Для функционирования всей системы нужно обеспечить свободу распределительных валов относительно вращения и, следовательно, относительно положения коленчатого вала и поршней.
Для функционирования всей системы нужно обеспечить свободу распределительных валов относительно вращения и, следовательно, относительно положения коленчатого вала и поршней. Во время перемещения, золотник направляет масло в канал «ранних», либо «поздних» фаз. Соленоид – это катушка индуктивности, которая отвечает за перемещение золотника по сигналу от «мозгов» (ЭБУ).
Во время перемещения, золотник направляет масло в канал «ранних», либо «поздних» фаз. Соленоид – это катушка индуктивности, которая отвечает за перемещение золотника по сигналу от «мозгов» (ЭБУ).
 Получалась не самая надежная конструкция: шиберы быстро наклонялись в посадочных пазах, а это приводило к утечкам масла.
Получалась не самая надежная конструкция: шиберы быстро наклонялись в посадочных пазах, а это приводило к утечкам масла. Подобная конструкция используется на двигателях компаний: БМВ, Вольво, Мерседес, Лексус.
Подобная конструкция используется на двигателях компаний: БМВ, Вольво, Мерседес, Лексус.
 На самом деле это система переключения кулачков, которая изменяет не только открытие и закрытие клапанов, но и весь профиль кулачка. Это означает, что подъем клапана, продолжительность и перекрытие изменяются.
На самом деле это система переключения кулачков, которая изменяет не только открытие и закрытие клапанов, но и весь профиль кулачка. Это означает, что подъем клапана, продолжительность и перекрытие изменяются. Первой была установка Honda REV (вверху) еще в 19 году.83. В отличие от настоящей системы изменения фаз газораспределения, REV предполагала преобразование двигателя с четырьмя клапанами на цилиндр в двигатель с двумя клапанами на цилиндр на низких оборотах. В системе REV каждый клапан приводился в действие с помощью толкателя, который находился сверху штока клапана и ниже распределительного вала, но кулачки кулачка воздействовали непосредственно только на половину из них — один выпускной и один впускной для каждого цилиндра. На высоких оборотах давление масла заставляло металлический штифт соединять активный толкатель с его неактивным соседом, приводя в действие все клапаны.
Первой была установка Honda REV (вверху) еще в 19 году.83. В отличие от настоящей системы изменения фаз газораспределения, REV предполагала преобразование двигателя с четырьмя клапанами на цилиндр в двигатель с двумя клапанами на цилиндр на низких оборотах. В системе REV каждый клапан приводился в действие с помощью толкателя, который находился сверху штока клапана и ниже распределительного вала, но кулачки кулачка воздействовали непосредственно только на половину из них — один выпускной и один впускной для каждого цилиндра. На высоких оборотах давление масла заставляло металлический штифт соединять активный толкатель с его неактивным соседом, приводя в действие все клапаны.
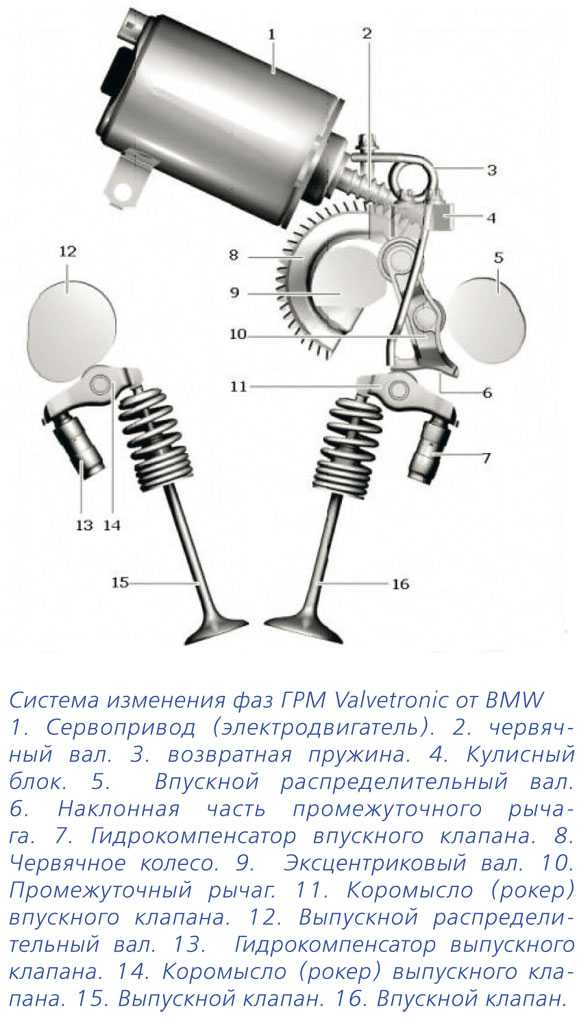 Эти фазовращатели обычно работают за счет давления масла, а электронное управление отводит масло в камеры внутри них, чтобы вращать распределительный вал относительно звездочки.
Эти фазовращатели обычно работают за счет давления масла, а электронное управление отводит масло в камеры внутри них, чтобы вращать распределительный вал относительно звездочки.
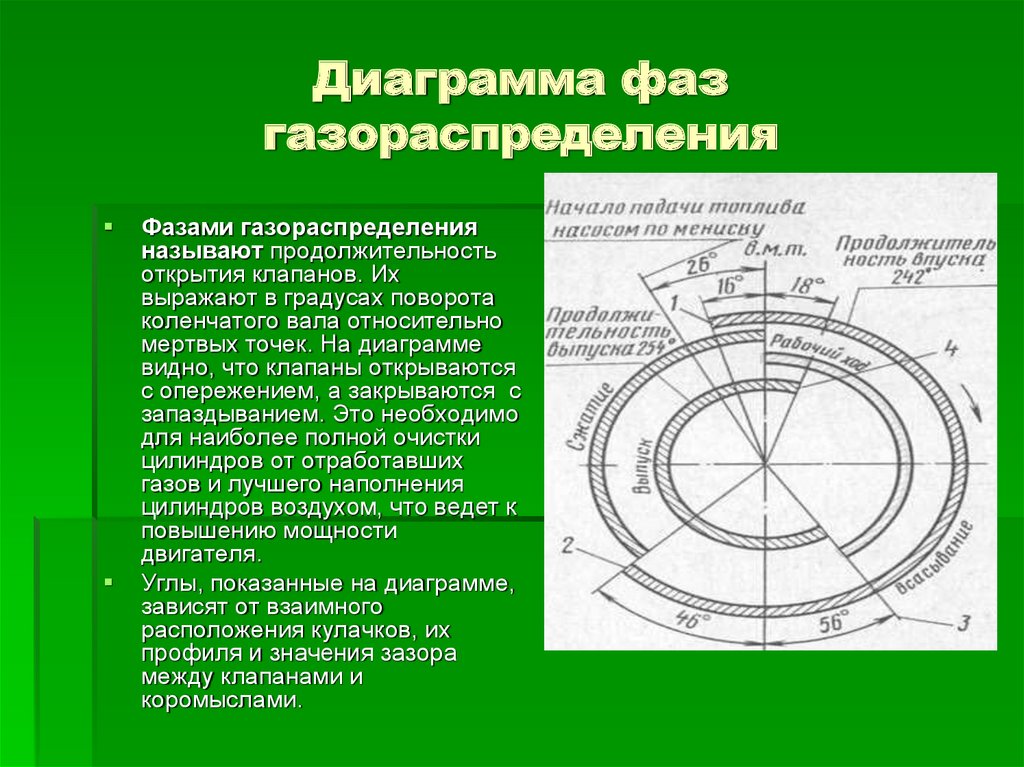 Два других ключевых компонента — длительность клапана и подъем — остаются неизменными во всем диапазоне оборотов.
Два других ключевых компонента — длительность клапана и подъем — остаются неизменными во всем диапазоне оборотов.
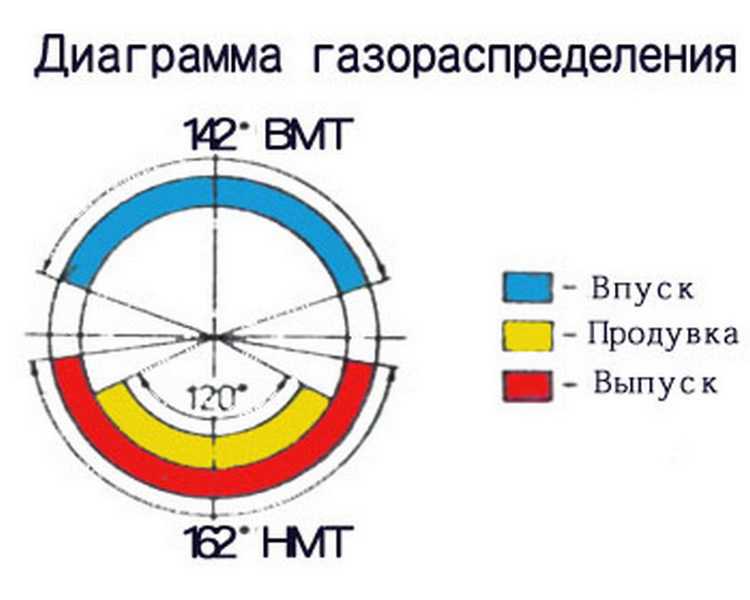 Некоторые автомобильные двигатели, такие как Toyota VTL-i и Porsche Variocam Plus, уже сочетают в себе фазировку кулачка с переменной подъемной силой и продолжительностью, хотя и с совершенно другими системами, чем ShiftCam от BMW.
Некоторые автомобильные двигатели, такие как Toyota VTL-i и Porsche Variocam Plus, уже сочетают в себе фазировку кулачка с переменной подъемной силой и продолжительностью, хотя и с совершенно другими системами, чем ShiftCam от BMW. Другие, в том числе Lotus, создали работающие прототипы, демонстрирующие эту идею, но заставить системы работать на высоких оборотах, характерных для велосипедных двигателей, будет непростой задачей.
Другие, в том числе Lotus, создали работающие прототипы, демонстрирующие эту идею, но заставить системы работать на высоких оборотах, характерных для велосипедных двигателей, будет непростой задачей. Время распредвала обычно выражается в градусах коленчатого вала относительно положения поршня в цилиндре, что соответствует ВМТ и НМТ. Это означает, что четыре хода поршня, которые происходят при повороте коленчатого вала на 720°, приводят поршень в положение дважды как в ВМТ, так и в НМТ.
Время распредвала обычно выражается в градусах коленчатого вала относительно положения поршня в цилиндре, что соответствует ВМТ и НМТ. Это означает, что четыре хода поршня, которые происходят при повороте коленчатого вала на 720°, приводят поршень в положение дважды как в ВМТ, так и в НМТ.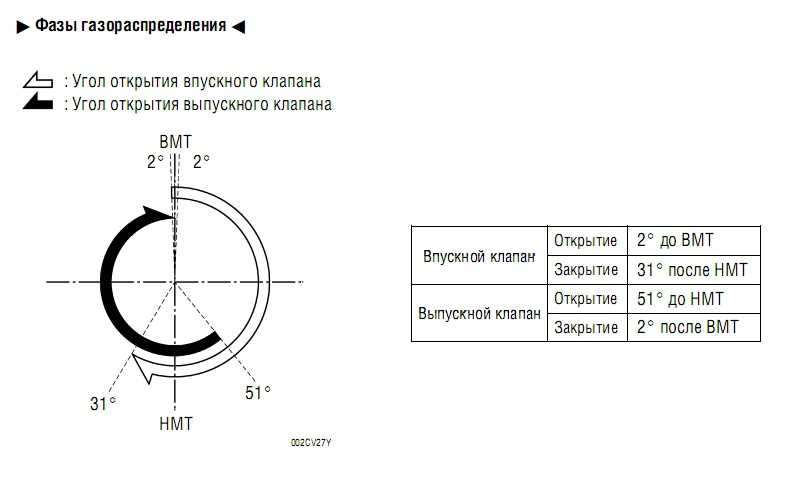 И наоборот, удаление продолжительности приводит к обратным результатам.
И наоборот, удаление продолжительности приводит к обратным результатам.
 Увеличенная продолжительность позволяет большему количеству воздуха заполнить цилиндр, что крайне важно при высоких оборотах. Чтобы использовать дополнительную продолжительность, также необходимо увеличить число оборотов в минуту. Цилиндры содержат одинаковый объем воздуха независимо от оборотов.
Увеличенная продолжительность позволяет большему количеству воздуха заполнить цилиндр, что крайне важно при высоких оборотах. Чтобы использовать дополнительную продолжительность, также необходимо увеличить число оборотов в минуту. Цилиндры содержат одинаковый объем воздуха независимо от оборотов. Увеличение продолжительности также увеличивает чувствительность воздушно-топливной смеси к положению поршня. При высоких оборотах инерция воздушного заряда продолжает заполнять цилиндр ABDC по мере того, как поршень начинает подниматься в канале ствола.
Увеличение продолжительности также увеличивает чувствительность воздушно-топливной смеси к положению поршня. При высоких оборотах инерция воздушного заряда продолжает заполнять цилиндр ABDC по мере того, как поршень начинает подниматься в канале ствола. Таким образом, большая часть потока воздуха в цилиндр должна происходить где-то между 45° и 135° ATDC.
Таким образом, большая часть потока воздуха в цилиндр должна происходить где-то между 45° и 135° ATDC. Небольшое открытие впускного клапана до того, как поршень достигнет ВМТ, может повысить объемный КПД на высоких скоростях. Быстрое движение поршня создает как более быстрое перемещение воздушного заряда, так и перепад давления в цилиндре. Тем не менее быстрое движение поршня превосходит скорость воздушного заряда. При более высоких оборотах первоначальный впускной заряд отстает до набора скорости после открытия клапана. После перемещения заряд набирает скорость и продолжает быстро двигаться. Удерживая клапан открытым дольше, ABDC использует инерцию быстро движущегося заряда, чтобы компенсировать медленное начальное заполнение. Помните, что если движение воздушного потока достаточно быстрое, мы можем наполнить цилиндр большим количеством воздуха по инерции, чем поршень мог бы «втянуть» сам по себе.
Небольшое открытие впускного клапана до того, как поршень достигнет ВМТ, может повысить объемный КПД на высоких скоростях. Быстрое движение поршня создает как более быстрое перемещение воздушного заряда, так и перепад давления в цилиндре. Тем не менее быстрое движение поршня превосходит скорость воздушного заряда. При более высоких оборотах первоначальный впускной заряд отстает до набора скорости после открытия клапана. После перемещения заряд набирает скорость и продолжает быстро двигаться. Удерживая клапан открытым дольше, ABDC использует инерцию быстро движущегося заряда, чтобы компенсировать медленное начальное заполнение. Помните, что если движение воздушного потока достаточно быстрое, мы можем наполнить цилиндр большим количеством воздуха по инерции, чем поршень мог бы «втянуть» сам по себе. Чем выше число оборотов в минуту, тем позже должно произойти закрытие впускного клапана, чтобы обеспечить надлежащий заряд цилиндра в такте сжатия. Гоночные двигатели с высокими оборотами очень выигрывают от продолжения потока воздуха (инерционная зарядка) в цилиндр, когда впускной клапан закрывается, а поршень начинает двигаться вверх на такте сжатия. Это происходит из-за того, что скорость поршня увеличивает скорость воздушного потока (волны давления), которому нелегко воспрепятствовать во время движения
Чем выше число оборотов в минуту, тем позже должно произойти закрытие впускного клапана, чтобы обеспечить надлежащий заряд цилиндра в такте сжатия. Гоночные двигатели с высокими оборотами очень выигрывают от продолжения потока воздуха (инерционная зарядка) в цилиндр, когда впускной клапан закрывается, а поршень начинает двигаться вверх на такте сжатия. Это происходит из-за того, что скорость поршня увеличивает скорость воздушного потока (волны давления), которому нелегко воспрепятствовать во время движения
 Следовательно, если не используется переменная синхронизация фаз газораспределения, как и статическая степень сжатия, DCR фиксируется при сборке двигателя и никогда не изменяется во время работы двигателя.
Следовательно, если не используется переменная синхронизация фаз газораспределения, как и статическая степень сжатия, DCR фиксируется при сборке двигателя и никогда не изменяется во время работы двигателя. По мере увеличения числа оборотов в минуту синхронизация IVC еще больше отклоняется от НМТ, чтобы получить наилучший результат от волн давления.
По мере увеличения числа оборотов в минуту синхронизация IVC еще больше отклоняется от НМТ, чтобы получить наилучший результат от волн давления. Кроме того, низкие обороты снижают преимущество инерции, поскольку воздушный поток соответствует более медленной скорости поршня, что позволяет циклу индукции использовать раннее закрытие клапана.
Кроме того, низкие обороты снижают преимущество инерции, поскольку воздушный поток соответствует более медленной скорости поршня, что позволяет циклу индукции использовать раннее закрытие клапана.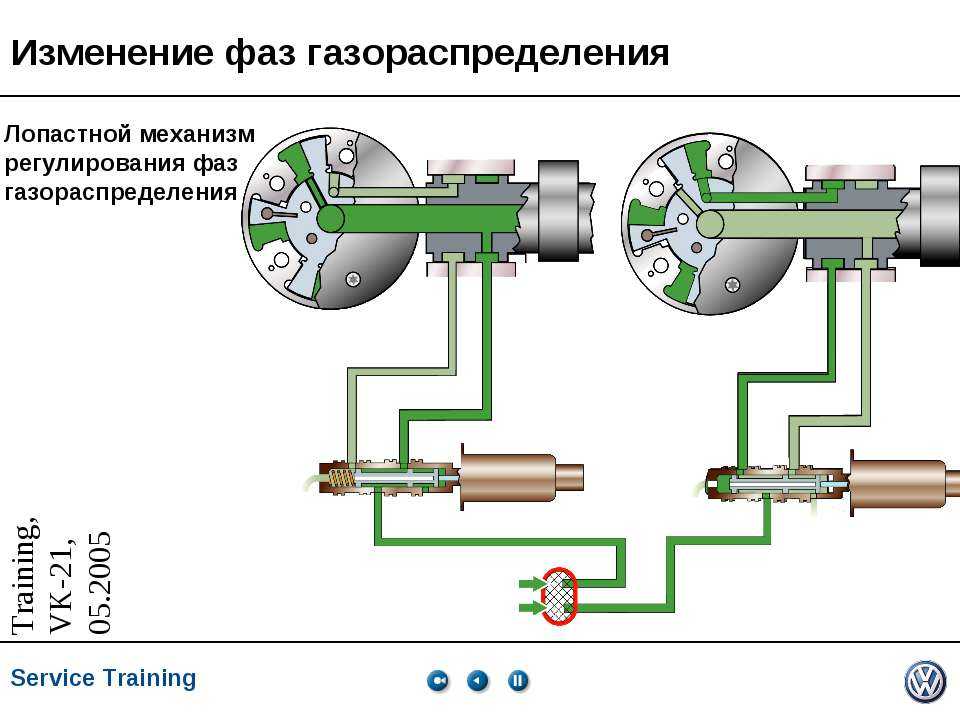 Чем выше число оборотов, тем позже должно произойти закрытие впускного клапана, чтобы обеспечить надлежащий заряд цилиндра. Однако, если слишком поздно, это может привести к реверсии. Это разбавляет заряд выхлопными газами. Закрытие клапана после приблизительно 75° НМТ может уменьшить большую часть крутящего момента двигателя на низких оборотах. На двигателях с низкой степенью сжатия (ниже 8,5:1) позднее закрытие может помешать вашему двигателю достичь максимальной мощности, так что имейте в виду.
Чем выше число оборотов, тем позже должно произойти закрытие впускного клапана, чтобы обеспечить надлежащий заряд цилиндра. Однако, если слишком поздно, это может привести к реверсии. Это разбавляет заряд выхлопными газами. Закрытие клапана после приблизительно 75° НМТ может уменьшить большую часть крутящего момента двигателя на низких оборотах. На двигателях с низкой степенью сжатия (ниже 8,5:1) позднее закрытие может помешать вашему двигателю достичь максимальной мощности, так что имейте в виду.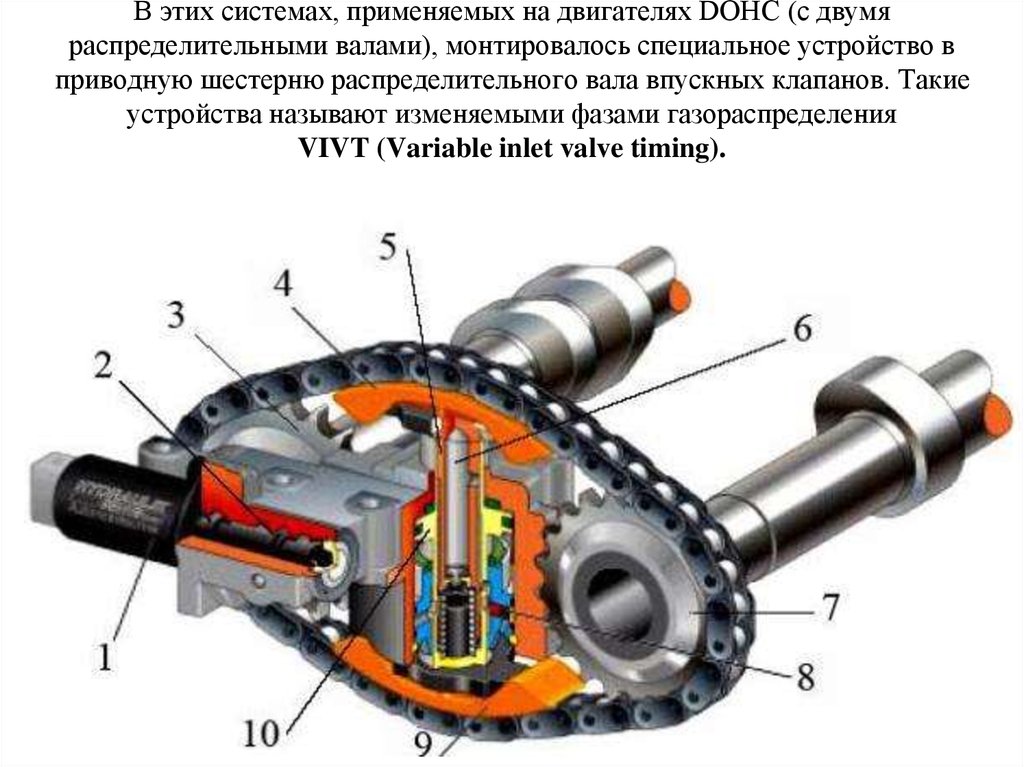 Более раннее открытие IVO также увеличивает перекрытие клапана. Сочетание этих двух событий увеличивает поток воздуха на ранних стадиях индукционного цикла. Как и во всех решениях, связанных с распределительным валом, преимущества раннего IVO могут создавать проблемы во всем диапазоне оборотов. Помните, что больше — не всегда лучше.
Более раннее открытие IVO также увеличивает перекрытие клапана. Сочетание этих двух событий увеличивает поток воздуха на ранних стадиях индукционного цикла. Как и во всех решениях, связанных с распределительным валом, преимущества раннего IVO могут создавать проблемы во всем диапазоне оборотов. Помните, что больше — не всегда лучше. Открытие впускного клапана в идеале должно соответствовать скорости поршня. Реальность доказывает, что максимальная скорость поршня достигается до того, как полностью откроется клапан, ограничивающий максимальное всасывание воздуха/топлива в цилиндр. Типичный IVO составляет около 0-10 ° до ВМТ, сохраняя перекрытие клапанов достаточно сбалансированным вокруг ВМТ.
Открытие впускного клапана в идеале должно соответствовать скорости поршня. Реальность доказывает, что максимальная скорость поршня достигается до того, как полностью откроется клапан, ограничивающий максимальное всасывание воздуха/топлива в цилиндр. Типичный IVO составляет около 0-10 ° до ВМТ, сохраняя перекрытие клапанов достаточно сбалансированным вокруг ВМТ.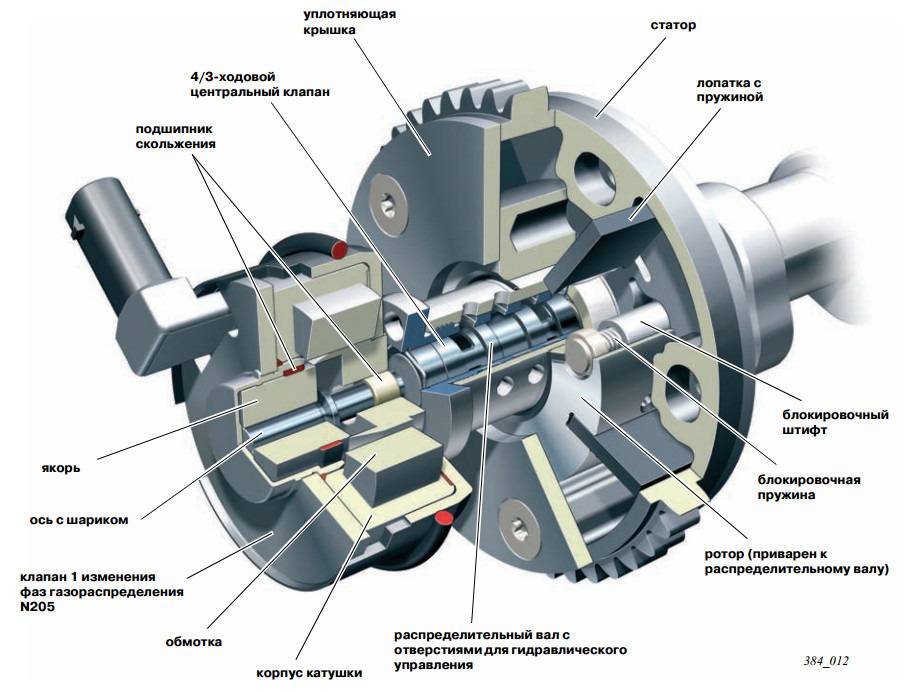
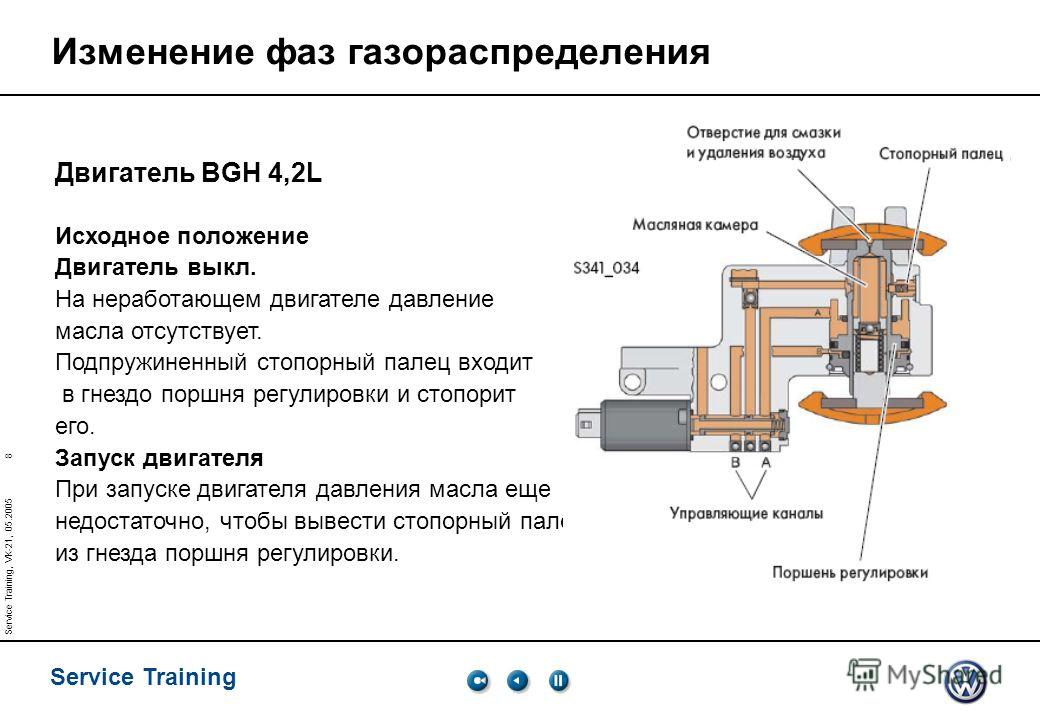 Более позднее открытие впускного клапана уменьшает количество всасываемого заряда, вызывая падение давления в цилиндре по мере того, как поршень опускается из ВМТ.
Более позднее открытие впускного клапана уменьшает количество всасываемого заряда, вызывая падение давления в цилиндре по мере того, как поршень опускается из ВМТ.
 00 RUB
00 RUB 00 RUB
00 RUB 00 RUB
00 RUB 00 RUB
00 RUB и упасть. Проблема решается с помощью коленчатого вала. Этот вал, соединенный как с поршневыми узлами, так и с трансмиссией, преобразует вертикальное движение поршней во вращательное движение, чтобы оно могло передаваться на опорные катки. Помимо передачи привода, коленчатый вал также выполняет ряд других функций. К ним относятся привод распределительного вала, шкив ремня вентилятора и шестерня, зацепляемая стартером.
и упасть. Проблема решается с помощью коленчатого вала. Этот вал, соединенный как с поршневыми узлами, так и с трансмиссией, преобразует вертикальное движение поршней во вращательное движение, чтобы оно могло передаваться на опорные катки. Помимо передачи привода, коленчатый вал также выполняет ряд других функций. К ним относятся привод распределительного вала, шкив ремня вентилятора и шестерня, зацепляемая стартером.
 Коленчатый вал несет узел поршня или узлы в многоцилиндровых двигателях и установлен у основания блока (рис. 4) во всех двигателях, кроме горизонтально-оппозитных, где он находится в центре. В одноцилиндровых двигателях коленчатый вал имеет только один подшипник поршневого узла и, следовательно, имеет только одну шатунную шейку. Шатунная шейка смещена от оси вала (рис. 6), чтобы пространство для шатуна перемещалось вверх и вниз одновременно с его вращением. Смещенная шатунная шейка называется «броском».
Коленчатый вал несет узел поршня или узлы в многоцилиндровых двигателях и установлен у основания блока (рис. 4) во всех двигателях, кроме горизонтально-оппозитных, где он находится в центре. В одноцилиндровых двигателях коленчатый вал имеет только один подшипник поршневого узла и, следовательно, имеет только одну шатунную шейку. Шатунная шейка смещена от оси вала (рис. 6), чтобы пространство для шатуна перемещалось вверх и вниз одновременно с его вращением. Смещенная шатунная шейка называется «броском». Когда поршень начинает свое движение вверх, шатун толкается вокруг и вверх шатунной шейкой, одновременно снова вращаясь вокруг нее. Результатом этого является вращение коленчатого вала в его коренных подшипниках и передача круговой передачи на колеса автомобиля.
Когда поршень начинает свое движение вверх, шатун толкается вокруг и вверх шатунной шейкой, одновременно снова вращаясь вокруг нее. Результатом этого является вращение коленчатого вала в его коренных подшипниках и передача круговой передачи на колеса автомобиля.
 Горизонтально-оппозитная четырехцилиндровая компоновка имеет конструкцию коленчатого вала, аналогичную конструкции рядного двигателя, но поскольку пары поршней обращены друг к другу, вал короче и жестче и часто имеет только три подшипника. Коленчатый вал V-образного четырехцилиндрового двигателя снова короче, чем у рядного аналога. Броски, как правило, под углом около 90 друг к другу, как и два блока цилиндров. Шестицилиндровые двигатели построены по тому же принципу, что и четырехцилиндровые двигатели, поэтому коленчатые валы аналогичны, только длиннее.
Горизонтально-оппозитная четырехцилиндровая компоновка имеет конструкцию коленчатого вала, аналогичную конструкции рядного двигателя, но поскольку пары поршней обращены друг к другу, вал короче и жестче и часто имеет только три подшипника. Коленчатый вал V-образного четырехцилиндрового двигателя снова короче, чем у рядного аналога. Броски, как правило, под углом около 90 друг к другу, как и два блока цилиндров. Шестицилиндровые двигатели построены по тому же принципу, что и четырехцилиндровые двигатели, поэтому коленчатые валы аналогичны, только длиннее. Вместо этого альтернативой рядному шестицилиндровому двигателю является компоновка V-six. V-образная шестерка имеет то преимущество перед рядной компоновкой, что она намного короче. Иногда он поддерживается четырьмя подшипниками, но чаще встречается семь, поскольку такое расположение обеспечивает гораздо большую степень жесткости и меньшую вибрацию. Расположение броска составляет 60, что является обычным углом, под которым блоки цилиндров выровнены.
Вместо этого альтернативой рядному шестицилиндровому двигателю является компоновка V-six. V-образная шестерка имеет то преимущество перед рядной компоновкой, что она намного короче. Иногда он поддерживается четырьмя подшипниками, но чаще встречается семь, поскольку такое расположение обеспечивает гораздо большую степень жесткости и меньшую вибрацию. Расположение броска составляет 60, что является обычным углом, под которым блоки цилиндров выровнены.
 Помимо эффекта дисбаланса, коленчатый вал также страдает от крутильных или крутильных колебаний. Это происходит из-за силы узла поршня, заставляющего вращаться кривошип, и склонности вала снова закручиваться назад, когда давление заканчивается в конце рабочего хода.
Помимо эффекта дисбаланса, коленчатый вал также страдает от крутильных или крутильных колебаний. Это происходит из-за силы узла поршня, заставляющего вращаться кривошип, и склонности вала снова закручиваться назад, когда давление заканчивается в конце рабочего хода.
 Они выполняют идентичную функцию.
Они выполняют идентичную функцию. Также на этом конце находится шкив, на котором проходит ремень вентилятора, приводящий в движение генератор, вентилятор и водяной насос. На заднем конце вала находится еще один коренной подшипник и сальник, а вал снова выступает до конца фланцем, к которому прикручен маховик. Хотя благодаря лучшей балансировке двигателя размер маховика в современных двигателях был уменьшен, у него есть и другие применения. Он составляет неотъемлемую часть механизма сцепления, лицевая сторона которого обращена от двигателя, приводит в движение ведущий диск сцепления. Эта пластина, по сути, фрикционный диск, позволяет постепенно передавать мощность двигателя в систему трансмиссии, чтобы автомобиль мог трогаться с места.
Также на этом конце находится шкив, на котором проходит ремень вентилятора, приводящий в движение генератор, вентилятор и водяной насос. На заднем конце вала находится еще один коренной подшипник и сальник, а вал снова выступает до конца фланцем, к которому прикручен маховик. Хотя благодаря лучшей балансировке двигателя размер маховика в современных двигателях был уменьшен, у него есть и другие применения. Он составляет неотъемлемую часть механизма сцепления, лицевая сторона которого обращена от двигателя, приводит в движение ведущий диск сцепления. Эта пластина, по сути, фрикционный диск, позволяет постепенно передавать мощность двигателя в систему трансмиссии, чтобы автомобиль мог трогаться с места.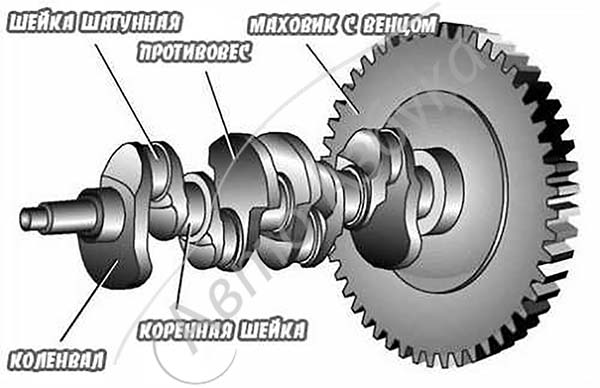
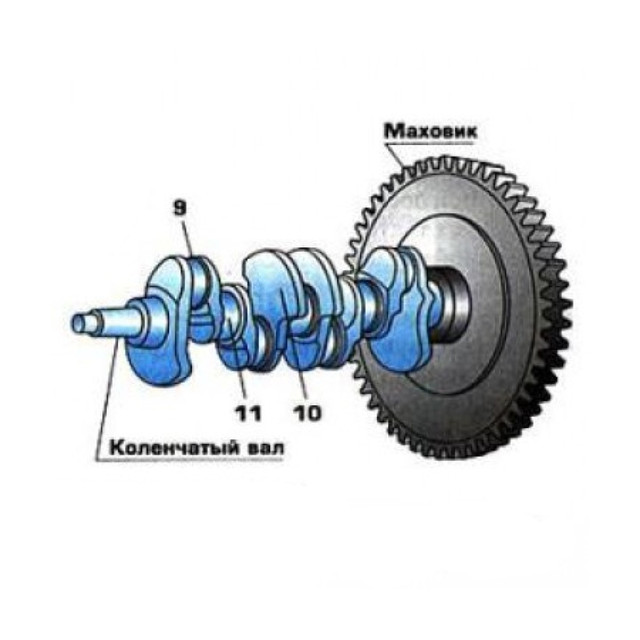 Осевой люфт должен составлять от 0,004 до 0,007 дюйма. Вы можете использовать только 3 прокладки для достижения этой суммы. Не используйте более 3 прокладок.
Осевой люфт должен составлять от 0,004 до 0,007 дюйма. Вы можете использовать только 3 прокладки для достижения этой суммы. Не используйте более 3 прокладок. см и больше
см и больше 00
00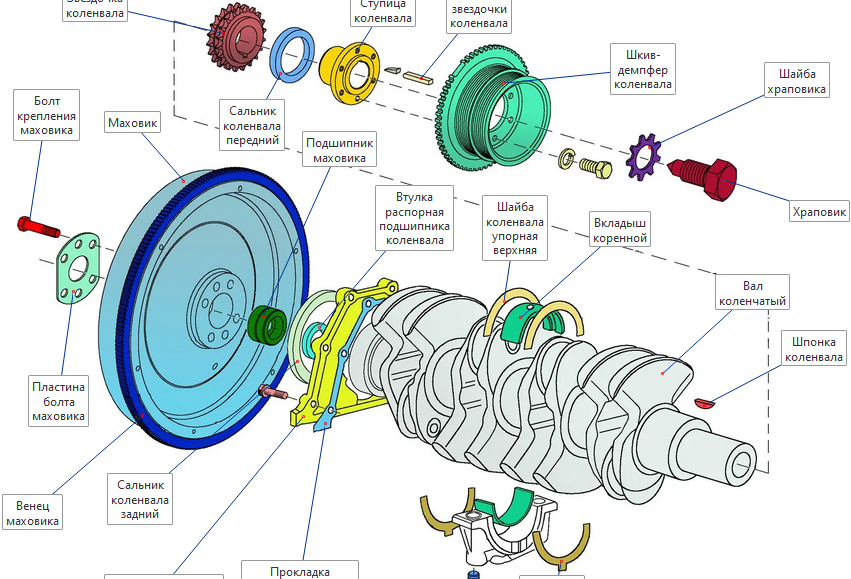
 Является одним из крупнейших поставщиков приборов для освещения по всему миру. Все они создаются только на базе самых современных технологий.
Является одним из крупнейших поставщиков приборов для освещения по всему миру. Все они создаются только на базе самых современных технологий. Также специализируются на разных потребительских товарах. Секрет успеха – клиентоориентированность.
Также специализируются на разных потребительских товарах. Секрет успеха – клиентоориентированность.
 Несмотря на схожие характеристики, Osram Original Line h5 все же отличилась увеличенным показателем освещения дороги. Плюсом можно считать приятный взору лимонный оттенок, который с легкостью пробивается через дождь, густой туман. Максимальная мощность при ближнем свете 65w, при дальнем 76w, заявленная температура 3200 К. Срок службы в среднем составляет 500-900 ч.
Несмотря на схожие характеристики, Osram Original Line h5 все же отличилась увеличенным показателем освещения дороги. Плюсом можно считать приятный взору лимонный оттенок, который с легкостью пробивается через дождь, густой туман. Максимальная мощность при ближнем свете 65w, при дальнем 76w, заявленная температура 3200 К. Срок службы в среднем составляет 500-900 ч. К тому же любое предложение от Osram не боится осадков, непогоды.
К тому же любое предложение от Osram не боится осадков, непогоды. Именно по этой причине многие продавцы в описании указывают «только для города».
Именно по этой причине многие продавцы в описании указывают «только для города». км., напряжение 12 В.
км., напряжение 12 В. Последний показатель также гарантирует минимизацию рисков обесцвечивания лампы. Температура 3200 К, в комплекте прилагается пара Extra Life.
Последний показатель также гарантирует минимизацию рисков обесцвечивания лампы. Температура 3200 К, в комплекте прилагается пара Extra Life. Если одни модели демонстрируют желтый оттенок, а другие галогеновые лампы – белый свет, представленная категория является чем-то средним. Отбирались номинанты на основе отзывов, популярности, спроса, а также качественным характеристикам.
Если одни модели демонстрируют желтый оттенок, а другие галогеновые лампы – белый свет, представленная категория является чем-то средним. Отбирались номинанты на основе отзывов, популярности, спроса, а также качественным характеристикам.

 Заявленные производителем особенности – увеличенная яркость наряду с уменьшенным энергопотреблением, устойчивость к вибрациям. Блоки розжига максимально защищены от воздействия температуры, влаги. Мощность – 35 Вт, а цветовая температура 6000 К. Такой высокий показатель гарантирует визуальный комфорт, хороший обзор дороги. Гарантия службы от производителя – до 2000 часов.
Заявленные производителем особенности – увеличенная яркость наряду с уменьшенным энергопотреблением, устойчивость к вибрациям. Блоки розжига максимально защищены от воздействия температуры, влаги. Мощность – 35 Вт, а цветовая температура 6000 К. Такой высокий показатель гарантирует визуальный комфорт, хороший обзор дороги. Гарантия службы от производителя – до 2000 часов. Во-первых, производитель гарантирует отличные характеристики Gigalight Plus 120. Во-вторых, заявленные параметры отлично подходят для зимней снежной погоды. В своем ценовом сегменте лампочка демонстрирует лучшую фокусировку на ближнем, дальнем режиме. На заснеженном фоне, казалось бы, холодный свет ксенона хорошо выделяется. Рассматривая самые яркие галогеновые лампы h5, этот прибор выбивается в лидеры.
Во-первых, производитель гарантирует отличные характеристики Gigalight Plus 120. Во-вторых, заявленные параметры отлично подходят для зимней снежной погоды. В своем ценовом сегменте лампочка демонстрирует лучшую фокусировку на ближнем, дальнем режиме. На заснеженном фоне, казалось бы, холодный свет ксенона хорошо выделяется. Рассматривая самые яркие галогеновые лампы h5, этот прибор выбивается в лидеры. Поэтому куда уместнее Gigalight Plus 120 будет на бездорожье, чем в городской среде.
Поэтому куда уместнее Gigalight Plus 120 будет на бездорожье, чем в городской среде.

 На основе рейтинга можно сделать несколько выводов:
На основе рейтинга можно сделать несколько выводов:
 Обеспечение дополнительного освещения в дневное время суток, как и регулярная работа фар в стандартном режиме всю ночь потребует большего срока эксплуатации — от 10000 ч.
Обеспечение дополнительного освещения в дневное время суток, как и регулярная работа фар в стандартном режиме всю ночь потребует большего срока эксплуатации — от 10000 ч.





 Ее можно применять в наиболее сложных климатических условиях для обеспечения безопасности движения на дороге.
Ее можно применять в наиболее сложных климатических условиях для обеспечения безопасности движения на дороге.


 Благодаря мощности 70 Вт это гарантирует качественное освещение дорожного покрытия в любых климатических условиях. Лампа практически не нагревается при длительной работе и стабильно функционирует.
Благодаря мощности 70 Вт это гарантирует качественное освещение дорожного покрытия в любых климатических условиях. Лампа практически не нагревается при длительной работе и стабильно функционирует. Это обеспечивает прекрасную видимость и безопасность во время движения как в ночной период, так и во время тумана. Лампа не боится тряски, поэтому стабильно функционирует при езде по неровной поверхности.
Это обеспечивает прекрасную видимость и безопасность во время движения как в ночной период, так и во время тумана. Лампа не боится тряски, поэтому стабильно функционирует при езде по неровной поверхности. Изготовленная из кварца колба отличается повышенной термостойкостью и пропускной способностью для эффективного освещения дорожного полотна.
Изготовленная из кварца колба отличается повышенной термостойкостью и пропускной способностью для эффективного освещения дорожного полотна. Она же обеспечивает отличную видимость на большом расстоянии. В комплект входят все необходимые крепления для самостоятельной установки.
Она же обеспечивает отличную видимость на большом расстоянии. В комплект входят все необходимые крепления для самостоятельной установки. Лампа не требует дополнительной изоляции и замены штатной проводки при монтаже. Это позволяет самостоятельно ввести ее в эксплуатацию в кратчайшие сроки.
Лампа не требует дополнительной изоляции и замены штатной проводки при монтаже. Это позволяет самостоятельно ввести ее в эксплуатацию в кратчайшие сроки. Остается вопрос, желтые фары лучше для видимости в плохих погодных условиях или лучше белые?
Остается вопрос, желтые фары лучше для видимости в плохих погодных условиях или лучше белые?
 Они излучают один определенный спектр длины волны. Думайте об этом как об оранжевом свете, излучающем волны только оранжевого цвета.
Они излучают один определенный спектр длины волны. Думайте об этом как об оранжевом свете, излучающем волны только оранжевого цвета. Это вошло в скромные 110 макс. Люкс. Вам не нужно беспокоиться о количестве люксов, так как вы должны обращать внимание на процентное увеличение между огнями.
Это вошло в скромные 110 макс. Люкс. Вам не нужно беспокоиться о количестве люксов, так как вы должны обращать внимание на процентное увеличение между огнями.
 com.
com.

 Падение показаний в люксах ниже.
Падение показаний в люксах ниже.
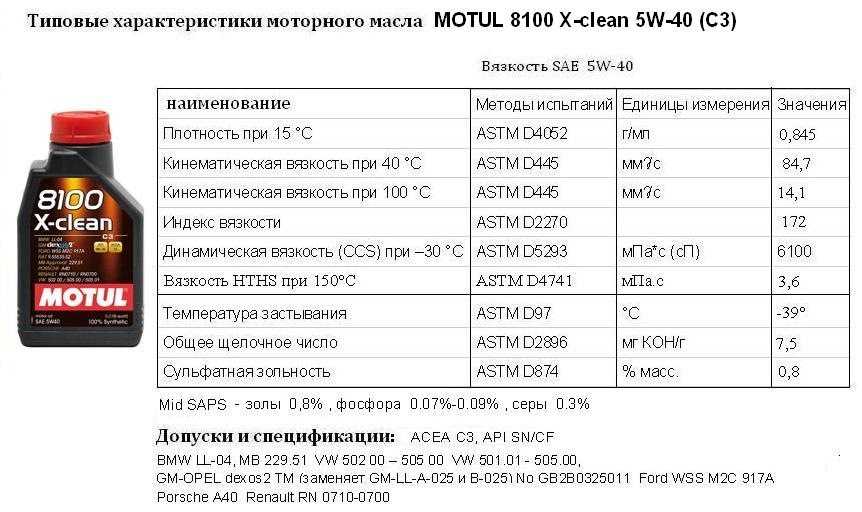 603113+00:00″ itemprop=»datePublished»>14.11.22
603113+00:00″ itemprop=»datePublished»>14.11.22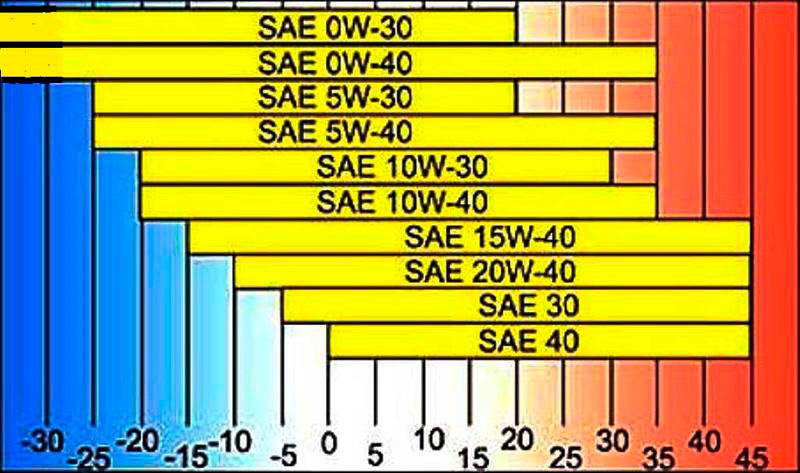 524569+00:00″ itemprop=»datePublished»>16.11.22
524569+00:00″ itemprop=»datePublished»>16.11.22 667367+00:00″ itemprop=»datePublished»>05.12.22
667367+00:00″ itemprop=»datePublished»>05.12.22 603669+00:00″ itemprop=»datePublished»>22.09.22
603669+00:00″ itemprop=»datePublished»>22.09.22 965903+00:00″ itemprop=»datePublished»>02.12.20
965903+00:00″ itemprop=»datePublished»>02.12.20 485469+00:00″ itemprop=»datePublished»>14.11.22
485469+00:00″ itemprop=»datePublished»>14.11.22 все
все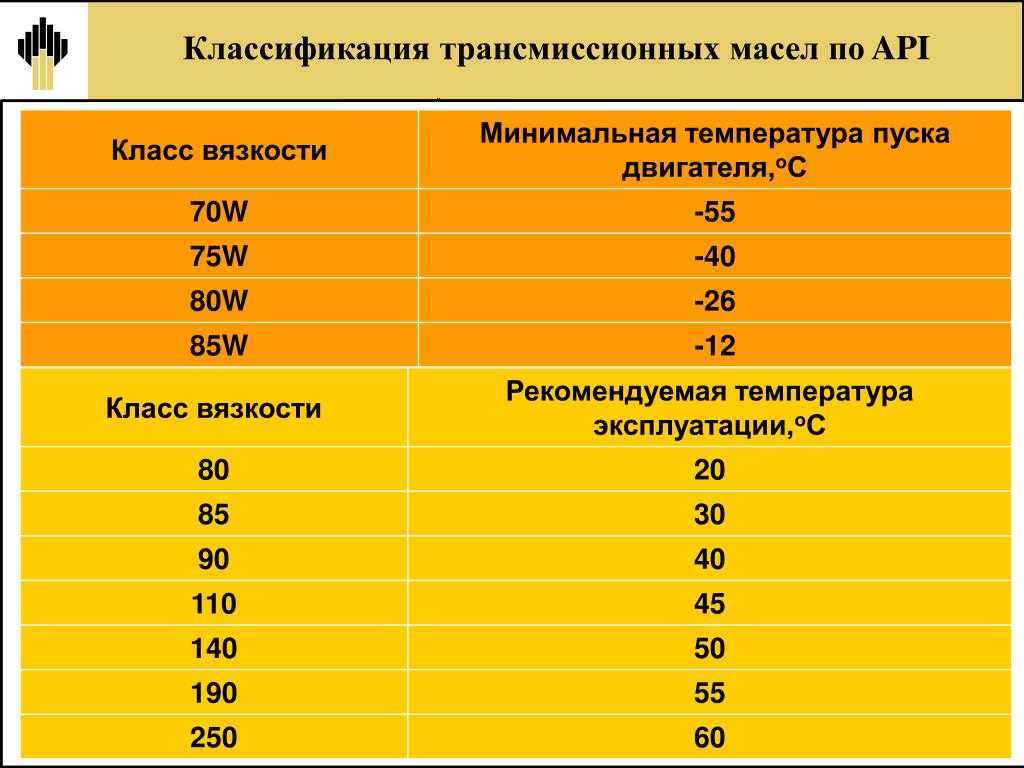 603113+00:00″ itemprop=»datePublished»>14.11.22
603113+00:00″ itemprop=»datePublished»>14.11.22 524569+00:00″ itemprop=»datePublished»>16.11.22
524569+00:00″ itemprop=»datePublished»>16.11.22 667367+00:00″ itemprop=»datePublished»>05.12.22
667367+00:00″ itemprop=»datePublished»>05.12.22 603669+00:00″ itemprop=»datePublished»>22.09.22
603669+00:00″ itemprop=»datePublished»>22.09.22 965903+00:00″ itemprop=»datePublished»>02.12.20
965903+00:00″ itemprop=»datePublished»>02.12.20 Файлы cookie также позволяют нам и нашим партнерам показывать вам релевантную рекламу, когда вы посещаете наш сайт и другие сторонние веб-сайты, включая социальные сети. Вы можете разрешить все файлы cookie, нажав «Разрешить все», или управлять ими по отдельности, нажав «Управление настройками файлов cookie», где вы также найдете дополнительную информацию.
Файлы cookie также позволяют нам и нашим партнерам показывать вам релевантную рекламу, когда вы посещаете наш сайт и другие сторонние веб-сайты, включая социальные сети. Вы можете разрешить все файлы cookie, нажав «Разрешить все», или управлять ими по отдельности, нажав «Управление настройками файлов cookie», где вы также найдете дополнительную информацию. Число перед «W» означает вязкость масла при низких температурах, а число после «W» указывает на его вязкость при нормальных рабочих температурах при работающем двигателе. Цифра 5 указывает на то, что масло жидкое при низких температурах и лучше работает при холодном пуске и в условиях обледенения.
Число перед «W» означает вязкость масла при низких температурах, а число после «W» указывает на его вязкость при нормальных рабочих температурах при работающем двигателе. Цифра 5 указывает на то, что масло жидкое при низких температурах и лучше работает при холодном пуске и в условиях обледенения. 55535-S2
БМВ Лонглайф-04
MB-утверждение 229.31
Рено РН 0700 / РН 0710
55535-S2
БМВ Лонглайф-04
MB-утверждение 229.31
Рено РН 0700 / РН 0710 Эти присадки делают масло более химически стабильным, менее склонным к окислению или окислению и способным лучше сохранять свои свойства в течение более длительного периода времени.
Эти присадки делают масло более химически стабильным, менее склонным к окислению или окислению и способным лучше сохранять свои свойства в течение более длительного периода времени.

 Кроме того, они очень неэффективно работают при более низких температурах и более подвержены поломке при использовании при высоких температурах.
Кроме того, они очень неэффективно работают при более низких температурах и более подвержены поломке при использовании при высоких температурах. Синтетические моторные масла также могут обеспечивать лучшую производительность при более низких температурах по сравнению с минеральными маслами.
Синтетические моторные масла также могут обеспечивать лучшую производительность при более низких температурах по сравнению с минеральными маслами.