
Хонингование цилиндров: что это, как выполняется
Что это? Во время работы двигателя на стенках цилиндров неизбежно образуются царапины и шероховатости. Для устранения дефектов слесарь растачивает блок до следующего ремонтного размера, и поверхность становится зеркальной. Но она не смазывается маслом, и кольца двигаются «на сухую». Хонингование цилиндра – это нанесение с помощью хона на стенки специальных насечек, в которых будет задерживаться масло.
Как выполняют? На хоне закрепляют абразивные бруски, вначале с крупным зерном, потом с мелким. Используют алмазные и керамические материалы, также возможно применение лазерной финишной обработки. По окончании хонингования цилиндров блок промывают.
В этой статье:
- Технология хонингования цилиндров
- Влияние параметров хонингования на работу двигателя
- Оборудование для хонингования цилиндров
- Плосковершинное хонингование цилиндров
Технология хонингования цилиндров
 Эта процедура представляет собой обработку внутренней поверхности стенок цилиндров. При помощи хонинговальных головок, хонов, двигающихся возвратно-поступательно и одновременно вращающихся внутри полости цилиндра, выполняется шлифовка стенок с применением смазочно-охлаждающей жидкости.
Эта процедура представляет собой обработку внутренней поверхности стенок цилиндров. При помощи хонинговальных головок, хонов, двигающихся возвратно-поступательно и одновременно вращающихся внутри полости цилиндра, выполняется шлифовка стенок с применением смазочно-охлаждающей жидкости.
При обслуживании деталей двигателя данной процедуре подвергаются втулки верхней и нижней головки шатуна, втулки коромысел привода клапанного механизма, постели коленчатого вала, цилиндры двигателя.
Вполне уместна здесь следующая аналогия. Говорят, что мотор – это сердце автомобиля. Если так, то хонингование можно расценивать не иначе, как кардиологию, которая обеспечивает безотказную работу всего двигателя и продление срока его службы.
Чтобы поршневые кольца работали так, как задумано производителем, стенки цилиндра должны иметь совокупность пересекающихся рисок, образующих собственный микропрофиль внутренних стенок цилиндра.
От размера и направления таких рисок зависит целый ряд важнейших параметров работы двигателя: сила сжатия, мощность, потребление смазочных жидкостей, расход горючего, износ цилиндро-поршневых узлов, срок работы двигателя до очередного обслуживания. Выточка таких рисок выполняется именно в ходе хонингования.
Выточка таких рисок выполняется именно в ходе хонингования.
Вращение хона при одновременном возвратно-поступательном перемещении определяет угол хонингования цилиндров двигателя, то есть угол пересечения рисок между собой на стенках. Материал абразива, применяемого в хоне, размер зерна, смазка обусловливают шероховатость поверхности, размер и глубину рисок. Для черновой и чистовой обработки используются разные головки.
Влияние параметров хонингования на работу двигателя
Полученная в ходе хонингования шероховатость поверхности позволяет маслу удерживаться на стенках. Если поверхность будет идеально гладкой, то смазочная жидкость станет стекать с нее слишком быстро. В результате излишки масла сгорят, а новая его порция, необходимая для нормального хода поршня, не успеет поступить в цилиндр. Возникает сухое трение, которое значительно повышает износ двигателя и сокращает его эксплуатационный ресурс.
В данном случае работают простейшие физические законы. Если поверхность имеет высокую шероховатость, то на ней дольше задерживается масло, и цилиндр способен работать в режиме повышенной механической нагрузки на детали. Низкая шероховатость хуже удерживает смазку, что ограничивает предельно допустимое трение.
Если поверхность имеет высокую шероховатость, то на ней дольше задерживается масло, и цилиндр способен работать в режиме повышенной механической нагрузки на детали. Низкая шероховатость хуже удерживает смазку, что ограничивает предельно допустимое трение.
Если риски расположены под большим углом друг к другу, то повышается расход смазки (угар), но снижается волнистость цилиндра. В то же время малый угол между рисками позволяет экономить масло. Выбранный способ хонингования определяется задачами, которые выполняет тот или иной узел, материалами, использованными в его конструкции.
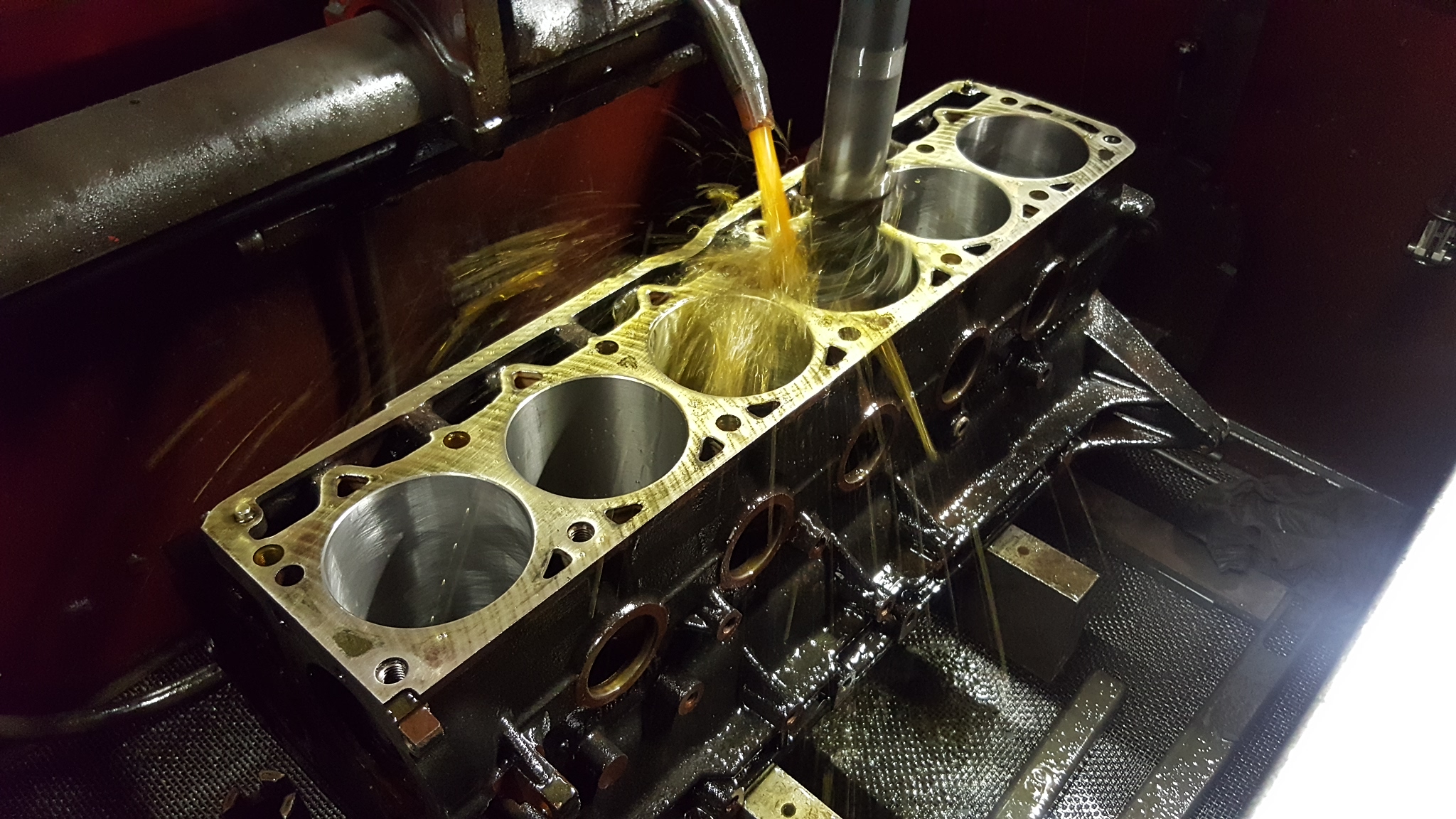
При черновом хонинговании применяется абразив с крупным алмазным зерном на медной основе. Используется большое количество смазочно-охлаждающей жидкости, которая позволяет эффективно удалять из рабочей зоны частицы материала бруска и самих стенок. В результате такой обработки формируется поверхность с высокой шероховатостью.
В этом виде цилиндр не может быть отправлен сразу в двигатель, он не обеспечит нормальную работу поршня или иных узлов. Нередко подобный способ хонингования заменяет традиционную расточку цилиндра, поскольку он позволяет выполнить данную операцию быстрее и может быть автоматизирован.
Нередко подобный способ хонингования заменяет традиционную расточку цилиндра, поскольку он позволяет выполнить данную операцию быстрее и может быть автоматизирован.
Чистовая шлифовка осуществляется абразивом, имеющим зернистость от 1/300 до 1/500 мм. В итоге формируется окончательный профиль поверхности, позволяющий эксплуатировать деталь в оптимальном режиме.
После чистовой шлифовки выполняете финишное крацевание. В ходе этой процедуры не изменяется микропрофиль, здесь происходит только очистка рисок от остатков материала хона и стенок, обнажаются графитовые зерна (если цилиндр изготовлен из чугуна). Это дает возможность снизить трение о поверхность сопряженных с цилиндром деталей и повысить их ресурс. На данном этапе работ применяется специальная щетка из нейлона с добавлением кремния.
При помощи устройств для хонингования блока цилиндров также производят нанесение анифрикционных покрытий на внутреннюю поверхность стенок, шлифовку цилиндров алюминиевых блоков (доступно не для всех моделей), плосковершинное хонингование.
По существу, в ходе данных процедур выполняется такая же обработка хонами, но при этом используются специфические материалы и бруски.
Оборудование для хонингования цилиндров
При ремонте блока цилиндров используются современные автоматические устройства с электронно-программным управлением. Наиболее совершенные модели позволяют отцентрировать хон по тем частям цилиндра, которые наименее изношены – в нижней и верхней трети. В результате новые риски формируются с тем же углом и направлением, что и заводской микропрофиль. Шлифовальные бруски в ходе обработки разжимаются, что позволяет пренебречь возможными огрехами формы отработанной части цилиндра. Новый профиль приобретает точную конусность и овальность, обеспечивая достаточную смазку и корректный ход поршня.
Удобство автоматической обработки в том, что в этом случае не нужно проводить классическую расточку. Расширение диаметра цилиндра, например, на 0,4 мм выполняется разными хонами в несколько этапов. Сначала используется крупноабразивная головка с диаметром зерна 0,3 мм. Далее она заменяется на брусок с зерном 0,1 мм. Окончательная обработка выполняется мелкозернистыми головками или щетками с алмазным напылением, образующими плоские вершины.
На финишном этапе расширение цилиндра составляет не более 1 микрона и не отражается на эксплуатационных свойствах детали. Происходит очистка от остатков материала стенок и головки, обнажаются зерна графита, который входит в состав чугуна. В результате удается минимизировать трение колец.
Немаловажный момент – экономия времени. Процесс хонингования четырехцилиндрового блока на подобном станке занимает не больше получаса.
Силовые элементы двигателя со сменными гильзами непросто отшлифовать при помощи хона, поскольку их сложно установить на станине строго вертикально.
Продавцы новых гильз нередко заявляют, что изделие уже прошло всю необходимую обработку и ему не нужно никаких дополнительных шлифовок. Согласившись с поставщиком, покупатель действует на свой страх и риск, поскольку без микропрофиля на стенках двигатель очень быстро износится и выйдет из строя. По этой причине настоятельно советуем выполнять хонингование даже новых гильз цилиндров.
Для того чтобы обеспечить равномерное прижатие гильзы по вертикали, используют толстую прокладку, которая по форме похожа на сам хон. В ней имеются необходимые технологические отверстия, поэтому присутствие такой прокладки никак не препятствует формированию микропрофиля.
Пластина устанавливается после монтажа гильзы и фиксируется аналогично головке блока цилиндров, в точной последовательности и при соблюдении моментов затяжки. Далее выполняется шлифовка хоном точно так же, как это делается при обработке безгильзового цилиндрового блока.
Использование пластины-прокладки помогает свести к минимуму разность размеров. Процедура включает в себя несколько этапов.
Процедура включает в себя несколько этапов.
- Черновая обработка. Здесь выполнятся удаление толстого слоя металла, поэтому аналогичным способом может проводиться и традиционная расточка. Используется большое количество смазывающе-охлаждающей жидкости и хоны с алмазным зерном.
- Шлифовка бруском с зерном 150.
- Проход головкой с зернистостью 300-500.
- Крацевание. Удаление металла со стенок не производится, выполняется лишь очистка стенок от частиц материала бруска и цилиндра. На данном этапе используются специальные нейлоновые щетки с кремниевыми кристаллами.
Товары из категории
Перейти в каталогПлосковершинное хонингование цилиндров
Плосковершинное хонингование применялось еще при обработке цилиндров поршневых авиационных моторов и получило свое развитие в автомобилестроении. Суть в следующем. При сборке двигателя цилиндр, сошедший с конвейера, имеет микропрофиль внутренних стенок в виде горной цепи с острыми вершинами. На первых порах работы мотора острые выступы сглаживаются при трении поршня о цилиндр, формируются крупные опорные плоскости, после чего износ деталей снижается. Однако можно сформировать требуемый профиль не в ходе обкатки, а сразу на станке, нарезав плоские вершины с учетом монтажных отступов, необходимых для точной сборки.
При сборке двигателя цилиндр, сошедший с конвейера, имеет микропрофиль внутренних стенок в виде горной цепи с острыми вершинами. На первых порах работы мотора острые выступы сглаживаются при трении поршня о цилиндр, формируются крупные опорные плоскости, после чего износ деталей снижается. Однако можно сформировать требуемый профиль не в ходе обкатки, а сразу на станке, нарезав плоские вершины с учетом монтажных отступов, необходимых для точной сборки.
Плосковершинное хонингование позволяет сократить время, необходимое для обкатки, и повысить срок эксплуатации цилиндров. В немалой степени именно наличием такой обработки определяется более высокий ресурс двигателей иностранного производства, моторов, устанавливаемых на моделях ВАЗ с восьмой серии по десятую.
В практике ремонта цилиндров существует понятие «ремонтный размер». Оно неактуально для самых современных моторов, для которых необходима установка только запчастей заводского диаметра при разнице размеров не более 0,01 мм. Для цилиндров двигателей отечественного производства существует целая классификации допустимых ремонтных размеров: A, B, C, D, E. Каждая буква означает изменение диаметра на 0,01 мм по сравнению с предыдущим.
Для цилиндров двигателей отечественного производства существует целая классификации допустимых ремонтных размеров: A, B, C, D, E. Каждая буква означает изменение диаметра на 0,01 мм по сравнению с предыдущим.
По достижении максимального диаметра хонингования цилиндров должен быть уставлен соответствующий поршень, который обеспечит необходимые тепловые зазоры. Так, для модели ВАЗ с передним приводом различие диаметров поршня и цилиндра (монтажный зазор) составляет от 0,025 до 0,045 мм.
Ресурс двигателя зависит от целого ряда факторов, одним из них является распределение рисок по поверхности стенок, их глубина, ширина. Этими параметрами определяется качество смазки рабочих поверхности деталей. Если риски слишком широки, то при поверхностном натяжении масла частицы смазки практически не попадают на кольца и поршень, вызывая почти сухое трение. Если же ширина профиля слишком мала, то смазка стекает по стенкам, вызывая перерасход масла и угар.
Не менее важна глубина профиля (чаще всего она не превышает 5 мкм), угол их пересечения между собой. Если угол рисок относительно продольной плоскости цилиндра острый, то на пересечении между ними возникают большие углубления, вызывая низкое качество смазывания. Оптимальное значение – 30-35 градусов. При слишком большом угле, наоборот, растет расход масла и происходит угар.
Если угол рисок относительно продольной плоскости цилиндра острый, то на пересечении между ними возникают большие углубления, вызывая низкое качество смазывания. Оптимальное значение – 30-35 градусов. При слишком большом угле, наоборот, растет расход масла и происходит угар.
В российском автопроме плосковершинное хонингование впервые использовано на моделях ВАЗ 2108 и ВАЗ 2109. Соответствующие технические требования были разработаны при участии немецкого автоконцерна Porsche, сотрудники которого и настояли на применении данной технологии.
Несмотря на высочайшую точность, необходимую при качественном хонинговании, можно найти немало автолюбителей, которые пытаются выполнить эту процедуру прямо в гараже при помощи дрели или перфоратора. Необходимо учитывать, что погрешность в несколько сотых долей миллиметра может значительно повлиять на качество смазывания деталей двигателя и расход масла. Настоятельно рекомендуется обращаться для проведения подобных работ сразу в автосервис.
Если бы хонингование цилиндров можно было сделать в домашних условиях, то не возникало бы необходимости в разработке высокоточного и дорогостоящего оборудования и его использовании всеми производителями автомобилей. Не стоит рисковать, иначе испорченный микропрофиль может привести к покупке нового блока цилиндра и огромным расходам для автовладельца.
Расточка и хонинговка цилиндра Менять или ремонтировать цилиндр ? — СПРАВОЧНИК
Впрочем, иногда до замеров дело и не доходит. Достаточно осмотреть зеркало цилиндра. Если на нем имеются глубокие задиры, вертикальные царапины, а такое наблюдается при поломке поршневых или стопорных колец, выпадении стопорных штифтов,— цилиндр нужно либо заменить новым, либо расточить под ремонтный размер поршня. При этом глубина расточки будет зависеть от глубины царапин или имеющегося в наличии поршня.
Расточка — операция, проводимая на токарном станке. Она не очень сложна и не требует сверхвысокой квалификации. Главное в ней — сохранить перпендикулярность оси цилиндра и его основания. А для этого нужно прежде заготовить планшайбу, сделав в ней отверстия под шпильки или болты крепления цилиндра, выверить по плоскости резцом и расточить до размера горловины цилиндра. Не меняя положения планшайбы в патроне, на ней следует закрепить цилиндр, так, как он крепится на картере, и только после этого растачивать.
Главное в ней — сохранить перпендикулярность оси цилиндра и его основания. А для этого нужно прежде заготовить планшайбу, сделав в ней отверстия под шпильки или болты крепления цилиндра, выверить по плоскости резцом и расточить до размера горловины цилиндра. Не меняя положения планшайбы в патроне, на ней следует закрепить цилиндр, так, как он крепится на картере, и только после этого растачивать.
Попытки упростить операцию, провести расточку в трех- или четырехкулачковых патронах без планшайбы, как правило, обречены на провал: после расточки зеркало в тех местах, где его сжимали кулачки, «уходит» от нужной геометрической формы, становится овальным.
Рис. 1. Самодельный хон для цилиндра класса 125 см3: 1 — болванка; 2 — пружина; 3 — абразивный брусок.
После расточки, чтобы довести поверхность цилиндра до зеркального состояния, нужна еще одна операция —хонингование. На рис. 1 показан самодельный хон для цилиндров минских мотоциклов. Это деревянная болванка диаметром 51 мм и высотой 140 мм, имеющая одно центральное отверстие и четыре вертикальных паза. В пазы вставляют прямоугольные подпружиненные абразивные бруски; сквозь отверстие пропускается длинный болт, посредством которого хон закрепляется в патроне сверлильного станка, Аналогично может быть изготовлен хон и для любого другого цилиндра. Если цилиндр закрепить жестко, то любое биение шпинделя приведет к нарушению геометрической формы зеркала. Чтобы этого не произошло, цилиндр нужно только придерживать руками.
Это деревянная болванка диаметром 51 мм и высотой 140 мм, имеющая одно центральное отверстие и четыре вертикальных паза. В пазы вставляют прямоугольные подпружиненные абразивные бруски; сквозь отверстие пропускается длинный болт, посредством которого хон закрепляется в патроне сверлильного станка, Аналогично может быть изготовлен хон и для любого другого цилиндра. Если цилиндр закрепить жестко, то любое биение шпинделя приведет к нарушению геометрической формы зеркала. Чтобы этого не произошло, цилиндр нужно только придерживать руками.
Задав хону частоту вращения 200—220 оборотов в минуту и обеспечивая 30—60 возвратно-поступательных ходов за то же время, постепенно снимают оставленный после расточки незначительный припуск и улучшают поверхность. Для ускорения работы можно в начале ее использовать бруски с зернистостью 150—170, а в конце — 250-400. Во время работы необходимо обильно и непрерывно смачивать бруски и зеркало керосином и периодически контролировать размер.
Вернемся, однако, к началу статьи. Представим, что наш цилиндр не имеет дефектов, видимых невооруженным глазом.
Представим, что наш цилиндр не имеет дефектов, видимых невооруженным глазом.
Диаметр цилиндра удобнее всего измерять индикаторным нутромером. Измерения производят обязательно в двух крайних поясах, за 10—15 мм от верхнего и нижнего торцов цилиндре, а также в середине хода поршневых колец. В каждом поясе делают два замера: в плоскости качания шатуна и перпендикулярно к ней.
Проведя все замеры и записав их в табличку, вы увидите, что во всех поясах и во всех плоскостях цифры различны. Цилиндр стал овальным, бочкообразным и конусным. И вот почему. Нагрузки на его стенки со стороны поршня больше в плоскости качания шатуна, перпендикулярной поршневому пальцу. Стало быть, и износ цилиндра в этой плоскости будет больше, чем в перпендикулярной. Отсюда и эллипсность: диаметр в плоскости пальце у изрядно поработавшего цилиндра заметно меньше, чем в перпендикулярной.
Нагрузки не стенки цилиндра и в самой плоскости качания шатуна не бывают равномерными. Наибольшие цилиндр воспринимает примерно в средней своей части. Если же учесть, что цилиндр двухтактного двигателя в этой зоне весь «продырявлен» впускными, выпускными и продувочными окнами и на оставшейся площади удельное давление значительно выше, чем было бы оно на полной, станет ясно, что именно в этой зоне происходит самое значительное истирание металла: появляется бочкообразность,
Если же учесть, что цилиндр двухтактного двигателя в этой зоне весь «продырявлен» впускными, выпускными и продувочными окнами и на оставшейся площади удельное давление значительно выше, чем было бы оно на полной, станет ясно, что именно в этой зоне происходит самое значительное истирание металла: появляется бочкообразность,
Основные причины конусности — воздействие поршневых колец и так называемая газовая коррозия. Смысл этих явлений в том, что во время рабочего хода газы, образовавшиеся при сгорании топлива, проникают в поршневые канавки и увеличивают давление колец. По мере движения поршня вниз давление газов падает и эта «добавка» к обычной упругости кольца снижается, давление колец на стенки ослабевает, В связи с этим цилиндр в верхней части изнашивается больше, чем в нижней.
Ну а что же наши измерения?
Если по их результатам видно, что увеличение диаметра в самом худшем случае для цилиндра класса 125—200 см3 составляет 0,15—0,20 мм, а класса 350 см3 — 0,2—0,25 мм, можно уверенно говорить, что цилиндр нуждается в ремонте.
Что касается конусности, то ее можно определить более простым способом: при помощи любого поршневого кольца. Нужно вставить его в цилиндр и замерить зазор в замке в уже известных вам верхнем и нижнем поясах. Разницу между этими величинами разделите на 3,14 — и вы получите общепринятое выражение конусности. Если полуденная вами величина превышает 0,06—0,08 мм (меньшая величина — для меньших кубатур) — цилиндр эксплуатировать больше нельзя. Кстати, таким же способом в край-ном случае можно проводить и все другие измерения цилиндра.
Хонингование не годится для ремонта конусных, овальных или бочкообразных цилиндров, поскольку абразивы в хоне сидят подвижно и копируют стенки цилиндра. Для устранения этих видов износа существует иной способ ремонта. Он называется притирание.
Часто притирание применяют вместо хонингованчя как окончательную операцию после расточки,, Но можно вообще заменить расточку притиркой. Правда, это растягивает процесс, но дает хорошие результаты.
Рис. 2. Разжимной притир для цилиндра 125 см3 : 1 — корпус; 2 — разрезная втулка; 3 — шайба; 4 — болт; 5 — разрез во втулке.
Рабочий инструмент — разжимной притир (рис. 2). Его корпус 1 обычно делают из стали, втулку 2 — из мелкозернистого чугуна с твердостью НВ 140.
Сначала вытачивают заготовку втулки (ее длина от 100 до 150 мм, в зависимости от объема цилиндре), оставляя припуск по наружному диаметру и окончательно обрабатывая внутреннее конусное отверстие. После этого заготовку либо разрезают вдоль оси одним сквозным проходом ножовки (фрезы, см. рис. 2), либо делают четыре несквозных разреза: два с одной и два с другой стороны, не доводя их примерно на 20 мм до конца (рис. 3). После этого изготовляют корпус, на наружном торце которого сверлят отверстие и нарезают резьбу под болт М12— М14, как показано на рис. 2, или оставляют хвостовик и на нем нарезают резьбу, как это показано на рис. 3. Втулку надевают на корпус, закрепляют болтом и окончательно протачивают под размер цилиндра минус 0,1 мм. Притирку можно вести в сверлильном станке.
Притирку можно вести в сверлильном станке.
Рис. 3. Пример притира с четырьмя разрезами.
На наружную поверхность втулки наносят притирочную пасту — абразивный порошок в смеси с маслом и надевают цилиндр. Как и в случае с хонингованием, цилиндр нельзя закреплять — нужно только придерживать руками. Обороты шпинделя, как правило, составляют 50—80 в минуту, вертикальные перемещения — 30—60 в минуту. Время от времени полезно цилиндр переворачивать — это обеспечивает более равномерную обработку. Притирочную пасту часто приходится готовить самому — истирая один о другой два одинаковых абразивных бруска. О зернистости мы уже говорили выше. Заканчивают обработку полировочными пастами и пустой ГОИ.
Когда в процессе работы притир начнет свободно вращаться в цилиндре, болт или гайку следует подтянуть настолько, чтобы это вращение стало тугим. Периодически нужно останавливать станок и промывать цилиндр и притир, удаляя накопившуюся грязь и продукты обработки По окончании работы цилиндр тщательно промывают керосином и теплой водой с мылом. Контроль ведется непосредственно по поршню, под который притирается цилиндр.
Контроль ведется непосредственно по поршню, под который притирается цилиндр.
В. ХАЛЬНОВ, инженер
Хонингование цилиндра: подробное руководство
Хонингование цилиндра — это важный процесс, который может помочь повысить производительность и надежность вашего двигателя. Он включает удаление небольшого количества материала с внутренней поверхности цилиндра для создания однородной поверхности. В этой статье мы обсудим цель хонингования цилиндра, когда точить цилиндр и различия между хонингованием и заточкой. Мы также ответим на некоторые распространенные вопросы о цилиндрическом хонинговании, чтобы помочь вам лучше понять процесс.
Какова цель хонингования цилиндра? Основной целью хонингования цилиндра является улучшение чистоты поверхности стенки цилиндра. Гладкая поверхность важна, потому что она помогает поршневым кольцам правильно садиться и образовывать герметичное уплотнение. Это уплотнение необходимо для оптимального сжатия и отдачи мощности, а также для предотвращения попадания масла в камеру сгорания.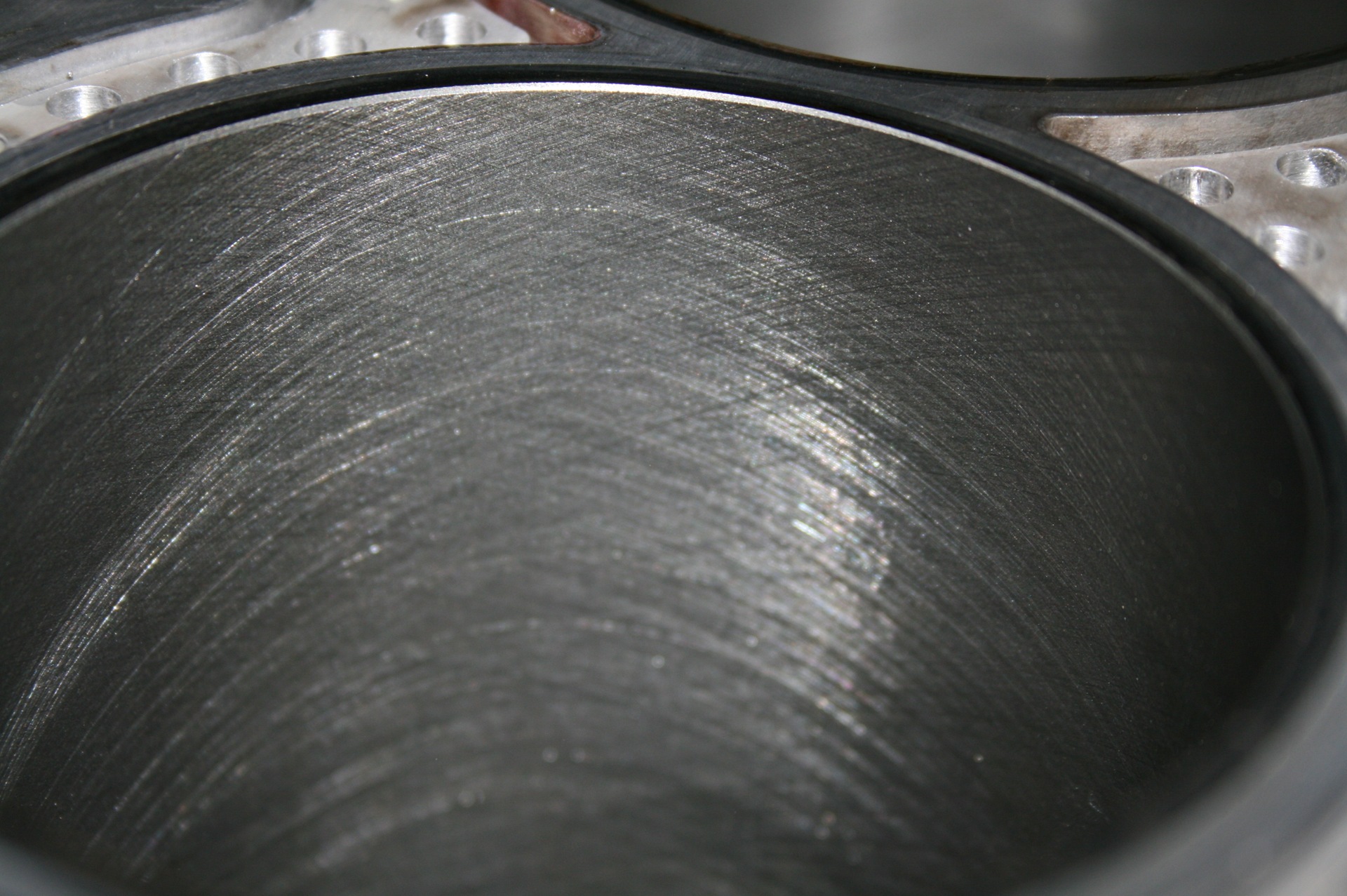 Хонингование также может помочь устранить любые незначительные повреждения или износ стенки цилиндра. Он используется для восстановления правильной формы и размера цилиндра.
Хонингование также может помочь устранить любые незначительные повреждения или износ стенки цилиндра. Он используется для восстановления правильной формы и размера цилиндра.
Хонингование цилиндров обычно выполняется при восстановлении или ремонте двигателя. Это также рекомендуется, если вы заметили какие-либо признаки износа или повреждения цилиндра, такие как низкая компрессия или чрезмерный расход масла. Хонингование может помочь восстановить надлежащую чистоту поверхности и форму цилиндра, что может улучшить характеристики двигателя и продлить срок его службы.
Заточка цилиндра лучше заточки? Хонингование и заточка — это два разных процесса, которые служат разным целям. Хонингование включает удаление небольшого количества материала со стенки цилиндра для создания гладкой поверхности. Заточка, с другой стороны, включает заточку краев стенок цилиндра для создания острой режущей кромки. Хонингование, как правило, является лучшим вариантом для повышения производительности и надежности двигателя, поскольку оно помогает создать лучшее уплотнение между поршневыми кольцами и стенкой цилиндра.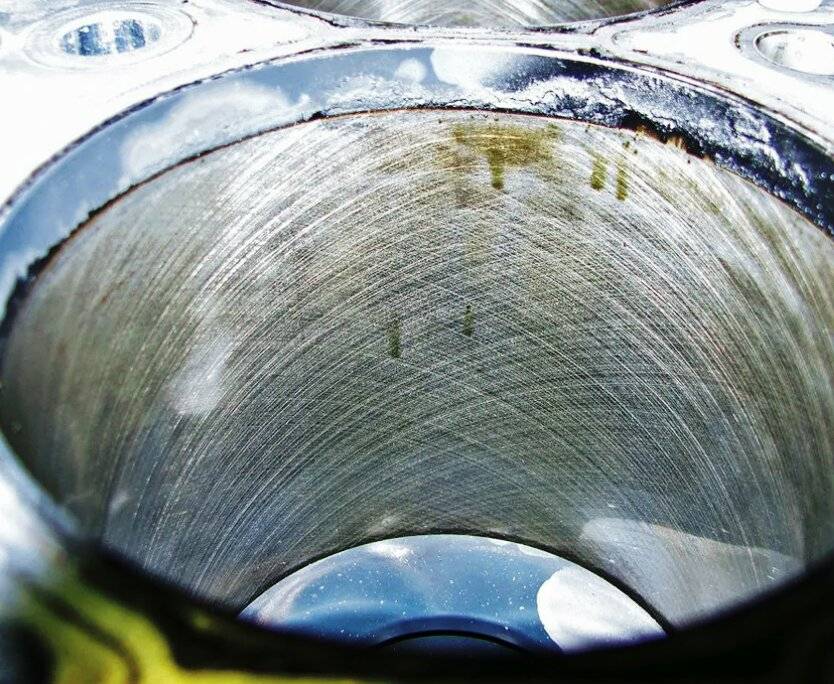
Цилиндрическое хонингование может выполняться сухим или мокрым способом. Это зависит от используемого хонинговального оборудования и предпочтений оператора. Влажное хонингование предполагает использование хонинговального масла или охлаждающей жидкости для охлаждения цилиндра и смазывания хонинговальных брусков, что помогает предотвратить перегрев и уменьшает трение. С другой стороны, при сухом хонинговании не используются жидкие охлаждающие жидкости или смазки. Обычно это быстрее, чем мокрое хонингование. Однако сухое хонингование может привести к большему нагреву и трению, что может привести к деформации или даже растрескиванию цилиндра.
Можно ли просто заменить поршневые кольца без хонингования? В некоторых случаях возможна замена поршневых колец без хонингования цилиндра. Однако обычно рекомендуется хонинговать цилиндр всякий раз, когда двигатель восстанавливается или ремонтируется. Это справедливо даже при отсутствии признаков износа или повреждения цилиндра. Хонингование может помочь создать лучшее уплотнение между поршневыми кольцами и стенкой цилиндра, что может повысить производительность и надежность двигателя.
Это справедливо даже при отсутствии признаков износа или повреждения цилиндра. Хонингование может помочь создать лучшее уплотнение между поршневыми кольцами и стенкой цилиндра, что может повысить производительность и надежность двигателя.
Хонингование и растачивание — это два разных процесса, которые служат разным целям. Хонингование включает удаление небольшого количества материала со стенки цилиндра для создания гладкой поверхности, в то время как расточка включает удаление большего количества материала для увеличения диаметра цилиндра. Первое обычно делается для восстановления надлежащей чистоты поверхности цилиндра, а расточка выполняется для увеличения рабочего объема двигателя или для ремонта поврежденного или изношенного цилиндра. В некоторых случаях хонингования может быть достаточно для восстановления цилиндра до его первоначального состояния, но в других случаях расточки
Кроме того, хонингование цилиндра также может помочь в устранении поверхностных дефектов и несоответствий стенок цилиндра, делая его более гладким и однородным. Это, в свою очередь, помогает улучшить общую производительность и эффективность двигателя.
Это, в свою очередь, помогает улучшить общую производительность и эффективность двигателя.
Как упоминалось ранее, хонингование включает удаление небольшого количества металла со стенок цилиндра для улучшения качества поверхности. Хотя это может немного изменить размер цилиндра, обычно этого недостаточно, чтобы оказать существенное влияние на производительность двигателя.
На самом деле хонингование часто используется для подготовки цилиндров к новым поршневым кольцам. Это может помочь улучшить работу двигателя и снизить расход масла.
HEMS Ltd является одним из ведущих мировых производителей оборудования для ремонта гидроцилиндров. Мы предоставили оборудование для некоторых известных в отрасли компаний, таких как CAT и JCB. Помимо автоматических цифровых тестеров цилиндров, столов для обслуживания, фильтровальных установок и многого другого, HEMS также предлагает станок для хонингования цилиндров. HEM Ch24 — это современный продукт, отвечающий всем вашим потребностям в хонинговании. С автоматической подачей, самоцентрированием и целым рядом других функций это, безусловно, лучший продукт, который вы можете найти на рынке. Не бойтесь смотреть.
HEM Ch24 — это современный продукт, отвечающий всем вашим потребностям в хонинговании. С автоматической подачей, самоцентрированием и целым рядом других функций это, безусловно, лучший продукт, который вы можете найти на рынке. Не бойтесь смотреть.
В заключение отметим, что хонингование цилиндра является необходимым процессом для поддержания работоспособности двигателя и продления его срока службы. Он помогает устранить поверхностные дефекты, улучшает чистоту поверхности цилиндра и обеспечивает правильную посадку поршневых колец.
Однако важно знать, когда следует затачивать цилиндр. Вы также должны убедиться, что знаете, как использовать правильные методы и инструменты, чтобы не повредить стенки цилиндра.
Хонингование гидравлических цилиндров: все, что вам нужно знать
Если вы работаете с гидравлическими системами, вы можете быть знакомы с хонингованием гидроцилиндров, процессом сглаживания и отделки внутренней поверхности цилиндра. Хонингование является неотъемлемой частью обслуживания гидравлических систем, но у многих возникают вопросы по поводу этого процесса. В этой статье мы ответим на самые распространенные вопросы и предоставим вам советы экспертов для достижения наилучших результатов.
Хонингование является неотъемлемой частью обслуживания гидравлических систем, но у многих возникают вопросы по поводу этого процесса. В этой статье мы ответим на самые распространенные вопросы и предоставим вам советы экспертов для достижения наилучших результатов.
Хонингование гидроцилиндров — это процесс сглаживания внутренней поверхности цилиндра с помощью абразивного инструмента для устранения дефектов. Процесс включает в себя вращение абразивного хонинговального инструмента в отверстии цилиндра при перемещении его вверх и вниз. В процессе хонингования удаляются любые выступы и создается штриховка на стенках цилиндров. Это улучшает уплотнение между поршневыми кольцами и стенкой цилиндра.
Как заточить гидравлический цилиндр? Для заточки гидравлического цилиндра вам понадобится абразивный хонинговальный инструмент и специальный станок. Во-первых, вам нужно прикрепить хонинговальный инструмент к хонинговальному станку и настроить станок на соответствующую скорость. Затем вставьте хонинговальный инструмент в отверстие цилиндра и запустите станок. Перемещайте хонинговальный инструмент вверх и вниз, одновременно вращая его в отверстии цилиндра. Вы должны продолжать хонингование до тех пор, пока на стенках цилиндра не появится штриховка.
Затем вставьте хонинговальный инструмент в отверстие цилиндра и запустите станок. Перемещайте хонинговальный инструмент вверх и вниз, одновременно вращая его в отверстии цилиндра. Вы должны продолжать хонингование до тех пор, пока на стенках цилиндра не появится штриховка.
Первый вопрос, который вы можете себе задать, это необходимость хонингования гидроцилиндра. Ответ: да, важно поддерживать производительность и долговечность гидравлических систем. При использовании цилиндра внутренняя поверхность может стать шероховатой и иметь дефекты. Это может повлиять на уплотнение между поршневыми кольцами и стенкой цилиндра. Хонингование устраняет эти дефекты, что обеспечивает надлежащее уплотнение и повышает производительность.
Сколько снимает хонингование цилиндра? Количество удаляемого материала во время хонингования зависит от состояния цилиндра и зернистости хонинговального инструмента. Как правило, хонингование удаляет лишь небольшое количество материала, обычно менее 0,002 дюйма. Однако, если цилиндр сильно поврежден или изношен, может потребоваться удаление большего количества материала для получения гладкой поверхности.
Однако, если цилиндр сильно поврежден или изношен, может потребоваться удаление большего количества материала для получения гладкой поверхности.
Правильный способ заточки цилиндра зависит от множества факторов. К ним относятся тип цилиндра, с которым вы работаете, его состояние и конкретный хонинговальный инструмент, который вы используете. В целом, однако, процесс включает в себя присоединение хонинговального инструмента к дрели или другому вращающемуся инструменту и вставку его в цилиндр. Затем инструмент перемещают вперед и назад с небольшим усилием. Это постепенно удаляет материал из внутренней части цилиндра.
Чтобы правильно заточить цилиндр, выполните следующие действия:
- Тщательно очистите цилиндр.
- Выберите правильную зернистость для хонинговального инструмента.
- Используйте подходящее масло для хонингования.
- Вставьте хонинговальный инструмент в отверстие цилиндра.
- Включите хонинговальный станок и установите соответствующую скорость.
- Перемещайте хонинговальный инструмент вверх и вниз, одновременно вращая его в отверстии цилиндра.
- Продолжайте, пока на стенках цилиндра не появится штриховка.
- Еще раз очистите цилиндр.
Это видео демонстрирует работу хонинговального станка.
На видео показан хонинговальный станок HEMS, HEM Ch24. Особенность этой скамьи, с которой вы можете столкнуться, заключается в том, что она имеет автоматизированную конструкцию. Всю машину можно контролировать с экрана, где нажатием кнопки вы можете заказать заточку вашего цилиндра. Это снижает трудозатраты и повышает безопасность труда.
Как долго нужно точить цилиндр? Время, необходимое для заточки цилиндра, зависит от состояния цилиндра и конкретного хонинговального инструмента, который вы используете. В целом, однако, это может занять от нескольких минут до нескольких часов.
Один из распространенных вопросов, который возникает у людей о хонинговании гидравлических цилиндров, заключается в том, может ли это увеличить размер отверстия. Ответ заключается в том, что это зависит от конкретного инструмента для заточки, который вы используете. Некоторые инструменты предназначены для равномерного удаления материала из внутренней части цилиндра, в то время как другие могут привести к небольшому увеличению размера отверстия.
Нужно ли использовать масло при хонинговании цилиндра?Да, обычно рекомендуется использовать масло при хонинговании гидроцилиндра. Масло помогает смазывать хонинговальный инструмент, что может сделать процесс более эффективным и действенным. Это также помогает предотвратить перегрев цилиндра, который может привести к его повреждению.
Сколько металла удалит хонингование цилиндра? Как упоминалось ранее, при хонинговании цилиндра обычно удаляется очень небольшое количество материала – обычно не более нескольких тысячных дюйма. Однако конкретное количество удаляемого материала будет зависеть от множества факторов, в том числе от состояния цилиндра и конкретного используемого хонинговального инструмента.
Однако конкретное количество удаляемого материала будет зависеть от множества факторов, в том числе от состояния цилиндра и конкретного используемого хонинговального инструмента.
При хонинговании гидравлического цилиндра обычно рекомендуется использовать высококачественное хонинговальное масло, специально предназначенное для данного процесса. Ведущими поставщиками масел для хонингования являются Goodson, Premier Lubricants и Pacehigh. Однако вы также можете найти то, что вам нужно, на eBay или Amazon. Хонинговальные станки HEMS самозаполняются маслом, что значительно упрощает их использование. Эти масла созданы для обеспечения отличной смазки и охлаждения. Это может помочь предотвратить цилиндрическое повреждение и обеспечить максимальную эффективность процесса хонингования.
Вам нужен новый поршень после хонингования? Еще один часто задаваемый вопрос: нужен ли после хонингования новый поршень? Ответ, по большей части, нет. Я уверен, что это ответ, который многие хотели услышать, так как это еще одна статья расходов, которую можно сократить, приобретя хонинговальный станок. Однако стоит отметить, что если держатели уплотнений повреждены, то в ваших же интересах заменить поршень. В противном случае это может привести к повреждению цилиндра, что приведет к утечке.
Я уверен, что это ответ, который многие хотели услышать, так как это еще одна статья расходов, которую можно сократить, приобретя хонинговальный станок. Однако стоит отметить, что если держатели уплотнений повреждены, то в ваших же интересах заменить поршень. В противном случае это может привести к повреждению цилиндра, что приведет к утечке.
Каким абразивом хонинговать гидроцилиндры?
Когда дело доходит до хонингования гидравлического цилиндра, очень важно иметь правильную зернистость. Размер зерна будет определять шероховатость или гладкость хонингованной поверхности. Если зернистость слишком крупная, она может оставить глубокие царапины на поверхности, что приведет к преждевременному износу. С другой стороны, если зернистость слишком мелкая, она может не удалить достаточно материала, что приведет к неэффективной отделке поверхности. Согласно исследованию, проведенному Американским обществом инженеров-механиков, идеальный размер зерна для хонингования гидравлического цилиндра составляет от 220 до 320.