
TIG | Сварка и сварщик
При сварке плавлением в защитных газах в качестве источника нагрева используется мощная электрическая дуга. В дуге электрическая энергия преобразуется в тепловую, плотность которой достаточна для локального плавления основного металла. В условиях атмосферы (21%О2+78%N2) зона сварки должна надежно защищаться от насыщения металла шва кислородом и азотом воздуха, которые ухудшают его свойства. Защитные газы, подаваемые через сопло, вытесняют воздух и таким образом защищают сварочную ванну и электрод.
Сущность процесса сварки ТИГ
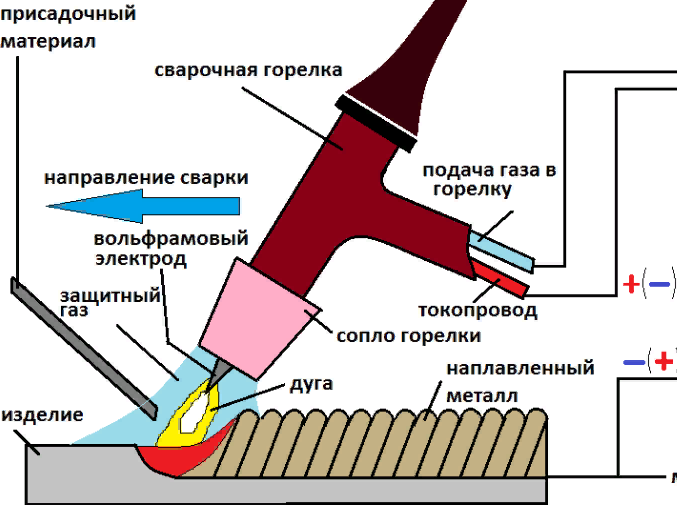
Полное наименование этого процесса сварки таково: Ручная дуговая сварка в инертном газе вольфрамовым электродом (ДСТУ 3761.3-98 «Сварка и родственные процессы. Часть 3 Сварка металлов: соединения и швы, технология, материалы и оборудование. Термины и определения»). Схема и сущность процесса сварки ТИГ показана на рисунке ниже.
Сварка аргоном осуществляется неплавящимся электродом в среде инертного газа – аргона (TIG, GTAW), от чего и происходит её название. Но для этого можно использовать также и плавящийся металл, т.е. полуавтоматическая сварка (MIG, GMAW). В качестве неплавящегося электрода обычно используют вольфрам.
Но для этого можно использовать также и плавящийся металл, т.е. полуавтоматическая сварка (MIG, GMAW). В качестве неплавящегося электрода обычно используют вольфрам.
Другие названия аргонной сварки – «сварка аргоном», «аргоновая сварка», «аргонодуговая сварка».
Приведенные ниже советы для сварки неплавящимся электродом или как ее еще называют — сварка аргоном, помогут вам сберечь время, нервы и деньги на исправление дефектов и обеспечить высокое качество сварки. Соблюдение последовательности действий помогут выполнить работу в срок и избежать лишних проблем в процессе и после сварки.
Впервые возможность сварки в среде инертных газов исследовал американец Чарльз Л. Коффин (Charles L. Coffin) в конце 19 века. Однако, даже в начале 20 века сварка таких материалов, как алюминий и магний была затруднена из-за их высокой активности в кислороде воздуха.
В начале 1930-х годов в США для сварки начали применять инертные газы, наполняемые в сосуды. Немного позднее в авиастроении был внедрен процесс сварки магния на постоянном токе. Этот процесс усовершенствовал и доработал Рассел Мередит (Russel Meredith) из Нортроп Эйркрафт (Northrop Aircraft).
Немного позднее в авиастроении был внедрен процесс сварки магния на постоянном токе. Этот процесс усовершенствовал и доработал Рассел Мередит (Russel Meredith) из Нортроп Эйркрафт (Northrop Aircraft).
Рассел Мередит разработал конструкцию горелки и запатентовал процесс Heli-Arc welding под номеро 2274631 для сварки магния и его сплавов. Таким образом, 1941 год является годом рождения TIG сварки. Позднее Рассел Мередит продал все права на использования патента и торговой марки HELIARC компании Линде Дивижн (Linde Division).
В статье Сварка в инертных газах вольфрамовым электродом (TIG) мы уже давали описание аргонодуговой (TIG) сварки, но как говорится «вместо тысячи слов» рекомендуем посмотреть данное видео.
Это видео полностью посвящено аргонодуговой сварке (TIG, GTAW) нержавеющих сталей:
У многих начинающих сварщиков возникают трудности при сборке обечайки с днищем или диском. Немаловажную роль в этом играет последовательность сборки и прихватки . Посмотрев данное видео вопрос о последовательности сборки диска или днища с обечайкой исчезнет навсегда.
Немаловажную роль в этом играет последовательность сборки и прихватки . Посмотрев данное видео вопрос о последовательности сборки диска или днища с обечайкой исчезнет навсегда.
Ранее мы публиковали видео с канала «Сварка аргон» о технике сварки углового соединения трубы с пластиной ручной аргонодуговой сваркой неплавящимся электродом (TIG,
Страницы
- 1
- 2
- следующая ›
- последняя »
Аргонная сварка нержавеющей стали (нержавейки) методом TIG
0На сумму: 0 р.
Желаете освоить технологию сварки нержавейки аргоном? Каким образом это сделать, и на что именно обратить внимание в процессе TIG сварки? Какое оборудование понадобится? В чем нюансы работы с нержавейкой? Рекомендуем прочитать нашу статью и узнать ответы на эти и другие вопросы по теме.
Содержание
- Что представляет собой метод сварки нержавейки аргоном (TIG)
- Где чаще всего применяется аргонная сварка нержавейки
- Какие плюсы и минусы есть у данного метода в отличие от MMA и MIG/MAG
- Какие типы металлов (стали) можно сваривать вместе с нержавейкой инвертором TIG
- Какое оборудование и материалы нужны для того, чтобы сваривать нержавейку аргонодуговым способом
- Какие модели инверторов TIG лучше всего подойдут для сварки нержавейки
- Особенности процесса сварки
- Обработка нержавейки после сварки аргонодуговым способом
Что представляет собой аргоновая сварка нержавейки (TIG)
TIG – это способ сварки неплавящимися вольфрамовыми электродами в среде защитного газа — аргона. Сварку ведут переменным или постоянным током прямой полярности. В качестве присадочного материала используется проволока, желательно имеющая более высокую степень легирования, чем основной металл.
Где чаще всего применяется аргонная сварка нержавейки
Этот способ нашел частое применение на профессиональном производстве:
- пищевой;
- авиационно-космической;
- теплоэнергетической;
- в химической;
- нефтеперерабатывающей;
- автомобилестроительной и других отраслях промышленности.
Так, например, для сварки нержавеющих труб, применяемых с целью перевозки газообразных веществ или жидкостей под давлением, подходит именно аргонодуговая сварка нержавейки TIG.
Вывод: Большая популярность метода на крупных производствах обусловлена высоким качеством сварного соединения.
Какие плюсы и минусы есть у данного метода в отличие от MMA и MIG/MAG
Если сравнивать с другими способами сварки (МИГ/МАГ, ММА, сварка под флюсом) аргонодуговая сварка нержавеющей стали (ТИГ) отличается следующими преимущественными характеристиками:
- получаются сварные швы высокого качества;
- возможен отличный визуальный контроль сварочной ванны и дуги;
- за счет отсутствия переноса металла через дугу не происходит разбрызгивания металла;
- ТИГ сварку можно выполнять во всех пространственных положениях;
- в процессе сварки не образуется шлака, а значит, не бывает шлаковых включений в металл шва.
К недочетам этого метода относят то, что TIG сварка нержавейки, как правило, медленнее, чем другие процессы дуговой сварки (MMA или MIG), и используется там, где качество является приоритетным над временем, затраченным на сварочный процесс. Кроме того, ТИГ сварка отличается сложностью, требующей практических навыков исполнителя.
Вывод: Подготовленный опытный исполнитель в большинстве случаев отдает предпочтение этому методу сварки из-за высокого качества сварочного шва.
Какие типы металлов (стали) можно сваривать вместе с нержавейкой инвертором TIG
Сварку нержавеющей стали аргоном осуществляют тогда, когда необходимо сварить тонкий стальной лист либо к сварочному шву предъявляются особые требования по качеству.
ТИГ сваркой нержавейку можно соединять практически со всеми металлами и сплавами: углеродистыми, конструкционными и нержавеющими сталями, алюминием, титаном, никелем, медью, латунью, бронзой, а также выполнять наплавку одних металлов на другие.
Какое оборудование и материалы подойдут для сварки
- Инвертор TIG.
- Газовый баллон. Наиболее часто для аргонодуговой TIG сварки нержавейки в качестве защитного газа используется чистый аргон.
- Горелка, представляющая собой устройство пистолетной формы, которое фиксируется к газовому шлангу. В держатель горелки вставляется электрод, конец которого на 3-4 мм выступает за пределы корпуса горелки. Посредством шланга газ поступает в сопло на конце инструмента. На рукоятке имеются кнопки для подачи газа и тока. Горелки обычно соответствуют конкретным аппаратам TIG, но в продаже есть и универсальные китайские горелки, подходящие к агрегатам китайского производства.
- Вольфрамовый электрод (WL-15, WL-20 и другие). Они различаются по размеру и составу. Выбор диаметра электрода обусловлен толщиной свариваемого металла (табл. 1). Международные марки электродов и рекомендации по их выбору можно найти на нашем сайте по ссылке.
- Присадочный пруток (BRIMA ER-308L, БАРС ER-308LSi, Lincoln Electric T 308LSi, ESAB OK Tigrod 385 d2,0 и другие) Представляет собой пруток из металла идентичного свариваемому.
 Толщина прутка должна соответствовать толщине заготовки.
Толщина прутка должна соответствовать толщине заготовки.
|
Толщина металла, мм |
Диаметр электрода, мм |
|
0,5 |
1 |
| 1 | 1,6 |
| 2 | 2 |
| 3 | 3 |
| 4 | 4 |
| 5 и более | 6 |
Какие модели инверторов TIG лучше всего подойдут для сварки нержавейки
В Тиберис представлен расширенный ассортимент сварочников для сварки нержавейки аргоновым способом TIG. Модели сварочников различаются по типу используемого напряжения.
- Если вам нужен аргоно-дуговой инвертор под напряжение сети в 220В, то из недорогих моделей бюджетной ценовой категории рекомендуем остановиться на таких агрегатах как MARS TIG 160 SH, Сварог PRO TIG 200 P DSP, ESAB Buddy Tig 160, обеспечивающих эффективную сварку при компактных размерах и небольшом весе.

- Если вы ищите аппарат, функционирующий при напряжении 380В, обратите внимание на бюджетные модели Сварог TIG 250 (R22), FOXWELD FoxTIG 3000DC Pulse, и на установки, которые могут использоваться в профессиональной сварке: EWM Tetrix 270, а также KEMPPI MinarcTig 250MLP, аппарат, совместимый со всеми дополнительными пультами дистанционного управления данного производителя: ножным R11F, ручным R10, или дистанционными пультами управления горелками RTC20 и RTC10.
Особенности процесса сварки
Задаваясь вопросом, как варить нержавейку аргоном, первым делом стоит обратить внимание на расположение горелки. Ее необходимо располагать таким образом, чтобы угол между осью мундштука и плоскостью свариваемой детали равнялся примерно 75-80°, а горелка находилась под наклоном в сторону, которая является противоположной направлению сварки.
Процесс сварки важно производить без колебательных движений электродом, иначе защита зоны сварки может быть нарушена, что приведет к окислению металла шва.
Присадочный пруток должен располагаться под углом 90° к оси мундштука горелки, при этом угол между ним и поверхностью свариваемого изделия составляет 15-20°. При этом наибольшая эффективность достигается тогда, когда пруток укладывается на поверхность свариваемого металла. При этом минимизируется капельный перенос присадочного металла в сварочную ванну.
Присадочный металл нужно вводить в ванну равномерно, двигая пруток впереди дуги. Поперечные перемещения присадки при методе ТИГ недопустимы, поскольку нарушают спокойная подача струи защитного газа из сопла горелки, способствуя, таким образом, попаданию воздуха в зону сваривания.
Чтобы уменьшить расход вольфрамового электрода, по завершении процесса сварки защитный газ желательно не выключать сразу, а сделать это через 10-15 сек. Это исключит интенсивное окисление нагретого электрода и продлит срок его работы.
Вывод: соблюдение подобных нюансов в ходе сварочного процесса напрямую влияет на прочность и качество сварочного шва.
Обработка нержавейки после сварки аргонодуговым способом
Для обеспечения изделию законченного вида проводятся дополнительные работы. Поверхность сварного шва при работе покрывается оксидной пленкой. Это негативно воздействует на прочностные характеристики металла к коррозии. Чтобы подобного избежать, проводится обработка готовой детали.
Надеемся, что наша статья поспособствует успешному освоению аргонодуговой сварки. Регулярные практические занятия и терпение уже в скором времени принесут свои результаты. Современный аппарат для TIG-сварки от зарекомендовавшего себя производителя вы можете купить в нашем интернет-магазине Тиберис, а все оставшиеся вопросы задать нашим специалистам, позвонив по представленным на сайте телефонам.
Спасибо за подписку!
Что такое сварка TIG: преимущества и недостатки
28 декабря 2022 г.
Что такое сварка вольфрамовым электродом в среде инертного газа (GTAW или TIG)?
Сварка ВИГ в первую очередь связана с соединением нескольких металлических частей машин. Этим методом можно сваривать никель, титан, алюминий, медь и их сплавы. Сварка ВИГ предлагает множество преимуществ и недостатков для получения высококачественных сварных швов.
Перед тем, как купить лучший на рынке аппарат для сварки TIG, вам следует ознакомиться со следующими моментами, которые мы рассмотрим в этой статье:
Для сварки TIG требуется высококачественное оборудование, как и для сварки MIG. Точный результат получается, когда инструменты и компоненты, которые вы предлагаете, предлагают множество преимуществ.
Преимущества сварки TIG 1. Высокая точность Этот эстетически привлекательный инструмент обеспечивает высокую точность, контроль температуры и меньшее разбрызгивание. Благодаря экранирующему эффекту инертного газа дуга прозрачна, что позволяет сварщику видеть работу и электрод в сварочной ванне.
Благодаря экранирующему эффекту инертного газа дуга прозрачна, что позволяет сварщику видеть работу и электрод в сварочной ванне.
Сварка ВИГ использует различные материалы для различных целей, включая строительные материалы, мебель, автомобили и т. д. горизонтальный. Кроме того, вы можете использовать его в широких, тесных и узких местах из-за разнообразия размеров и форм.
3. Сварка металлов высокой сложностиТантал, например, должен иметь высокую температуру плавления, чтобы быть тугоплавким. При сварке TIG используются две камеры, одна из которых предназначена для сварки тугоплавких металлов, в том числе титана, вольфрама, молибдена и ниобия.
4. Неплавящиеся электроды Сварка ВИГ позволяет всегда получать безупречные сварные швы. Вы можете легко заменить инструмент на сварочные электроды , не останавливая его. Некоторые расходные сварочные инструменты требуют, чтобы вы сначала остановили машину. Но на данный момент сварочный аппарат TIG не имеет себе равных.
Но на данный момент сварочный аппарат TIG не имеет себе равных.
Этот аппарат имеет несколько недостатков или опасностей, таких как излучение и сварочный дым. С другой стороны, сварка требует много времени, требует сложного оборудования и дорог в эксплуатации.
1. Процесс истощенияКак было сказано ранее, этот процесс занимает много времени. Сварочное оборудование TIG медленнее любого другого сварочного аппарата, с которым вы можете столкнуться, в отношении времени и скорости. Кроме того, депозитная ставка этой машины значительно ниже. Знайте , как получить идеальный сварной шов с помощью вашего аппарата для дуговой сварки .
2. Сложные устройстваСложные устройства этой машины всегда лучше оставить в руках эксперта. На этом оборудовании должны работать специально обученные сварщики, потому что оно лучше всего подходит для тонких материалов.
3. Цена на инертный газ По сравнению с любым флюсом, используемым в других типах сварки , инертный газ, используемый в этом процессе, очень дорог. Кроме того, поскольку инертный газ не выполняет никаких очищающих функций, его необходимо тщательно очистить перед использованием.
Кроме того, поскольку инертный газ не выполняет никаких очищающих функций, его необходимо тщательно очистить перед использованием.
ЗАКЛЮЧЕНИЕ
Наконец, сварочный аппарат TIG подойдет, если вы ожидаете точной и сложной работы. Кроме того, для работы с этой машиной необходимы высококвалифицированные специалисты. В результате, изначально помня о различных преимуществах и недостатках сварки TIG, вы должны иметь опытное руководство. 9
3 Преимущества сварки ВИГ в производстве — расходуемый вольфрамовый электрод, используемый в процессе. В некоторых отраслях сварка TIG не лучший вариант, но для нас, как для производителей катушек, она имеет смысл.
Мы используем его почти исключительно из-за того уровня качества, который он нам дает – сварные швы TIG очень прочные и выглядят великолепно при правильном выполнении. В этой части мы сосредоточимся на том, почему мы считаем, что сварка TIG является лучшим методом для того, что мы делаем, а также на некоторых компромиссах, которые мы оценили, прежде чем принять это решение.
Одной из областей сварки ВИГ, которая помогает улучшить контроль, является вольфрамовый электрод, используемый для создания электрической дуги. Чрезвычайная твердость вольфрама и высокая температура плавления (~3400°C) означают, что вместо использования расходуемого электрода, который вплавляется в сварной шов, как при сварке стержнем или MIG, вольфрамовый электрод нагревает и расплавляет присадочный материал, подаваемый в зону сварки. оператором.
Сила тока, подаваемая на электрод, регулируется ножной педалью, которая отсутствует в других методах сварки, таких как сварка MIG, при которой напряжению дуги присваивается заданное значение, известное как постоянное напряжение. Это одна из основных областей, в которой MIG отличается от сварки TIG, поскольку сила тока в установке для сварки TIG является переменной.
Этот метод нанесения присадочного материала является вторым элементом сварки TIG, который помогает с контролем. Как мы уже говорили, электрод, используемый при сварке TIG, является неплавящимся, что означает, что этап нанесения присадочного металла и этап нагрева разделены, что позволяет оператору лучше контролировать, сколько наносится присадочного стержня. Это отличается от сварки MIG, где пистолет служит как электродом, так и присадочным материалом.
Как мы уже говорили, электрод, используемый при сварке TIG, является неплавящимся, что означает, что этап нанесения присадочного металла и этап нагрева разделены, что позволяет оператору лучше контролировать, сколько наносится присадочного стержня. Это отличается от сварки MIG, где пистолет служит как электродом, так и присадочным материалом.
Сварка ВИГ является очень универсальным методом сварки по нескольким причинам. Во-первых, вольфрамовый электрод и защитный газ (аргон), используемые при сварке TIG, можно использовать практически для всех видов сварки, поэтому нет необходимости менять их в зависимости от выполняемой работы.
Сварка ВИГ также универсальна с точки зрения материалов и сплавов, которые она может использовать для соединения. Все, от низкоуглеродистой стали до супераустенитных нержавеющих сплавов, таких как AL-6XN®, можно сваривать с помощью сварочного аппарата TIG. Следует отметить, что стоимость присадочной проволоки будет увеличиваться по мере увеличения стоимости основного металла. Более дешевый стержень (2-3 доллара за фунт) подходит для большинства углеродистых сталей, но стержень может стоить 20 долларов за фунт или больше для наполнителя, совместимого с легированными нержавеющими сталями, такими как Hastelloy® или AL-6XN®.
Более дешевый стержень (2-3 доллара за фунт) подходит для большинства углеродистых сталей, но стержень может стоить 20 долларов за фунт или больше для наполнителя, совместимого с легированными нержавеющими сталями, такими как Hastelloy® или AL-6XN®.
Сварка ВИГ также универсальна в отношении положений, в которых ее можно сваривать. Вертикальные, потолочные, горизонтальные и плоские сварные швы выполняются с помощью процесса TIG, и мы используем все четыре метода каждый день в Super Radiator.
К универсальности сварки TIG добавляется тот факт, что присадочный материал не всегда необходим. Высокие температуры, достигаемые с помощью вольфрамового электрода, означают, что металлы можно сплавлять без добавления какого-либо материала, сохраняя при этом структурные свойства основных металлов.
3. Сварные швы не нуждаются в очистке после сварки Преимущества очистки сварки TIG по сравнению с другими методами на самом деле шесть из одного, полдюжины другого. Существует несколько методов сварки, не предусматривающих очистку, поэтому очистка представляет собой не столько преимущество, сколько область, в которой сварка TIG отличается от других методов.
Существует несколько методов сварки, не предусматривающих очистку, поэтому очистка представляет собой не столько преимущество, сколько область, в которой сварка TIG отличается от других методов.
Поскольку сварка TIG очень точна и контролируема, такие вещи, как брызги и искры, на самом деле не играют роли, а это означает, что сварка TIG более или менее готова к работе после завершения сварки. Это значительно уменьшает или полностью устраняет необходимость в этапах очистки после сварки, присутствующих в других процессах сварки, таких как сварка MIG, изображенная ниже.
Недостатки
Недостатки сварки TIG сводятся к соотношению качества и количества. Большинство недостатков, связанных с этим методом, связаны с относительной медлительностью и стоимостью.
1. Недостаток скорости Бесспорно, TIG является более медленным процессом по сравнению с другими способами сварки. Сварка TIG не является методом, который следует использовать, если ваша цель — как можно быстрее произвести продукт.