
Сварка кузова автомобиля своими руками, чем лучше варить машину
Корпус транспортного средства состоит из отдельных компонентов, соединенных между собой. При эксплуатации на швы, соединяющие конструкцию, оказывается нагрузка. По этой причине они постепенно утрачивают прочность. Целостность авто может быть нарушена также в результате аварии. Для восстановления работоспособности применяется сварка автомобиля.
Виды сварочных аппаратов
Чаще всего подлежат ремонту кузовные детали. Прежде чем выяснить, какой сваркой варить кузов, необходимо определить, из чего он состоит. В основе корпуса машины лежат низколегированные стали, предусматривающие составе титан, или углеродные стали. Толщина материала обычно составляет от 0,6 до 0,8 миллиметров. В связи с этим для сварки авто допускаются приборы трех типов:
- ручного дугового — основным элементом является сварочный выпрямитель, обеспечивающий нижний шов;
- газового — сварочные работы выполняются при помощи горелки;
- полуавтоматического — соединение обеспечивается благодаря баллону с углекислым газом и проволоке.


Выбор сварочного аппарата зависит от целого ряда факторов. Самостоятельно производить сварочные работы можно при наличии специального опыта или образования.
Сварка полуавтоматом
Сварка полуавтоматом признана наилучшим универсальным методом соединения компонентов транспортного средства. Этот метод эффективен при восстановлении ржавого покрытия. Полуавтомат позволяет создать и приварить заплатку. Для сварки используется специальная проволока. С ее помощью можно соединить металлические листы толщиной до шести миллиметров.
Полуавтоматический сварочный аппарат обеспечивает комплекс преимуществ:
- высокая прочность соединений;
- возможность монтажа заплатки на металл, пораженный коррозией;
- выпрямление вмятин.
Варить автоматом просто, поэтому оборудование допускается к самостоятельному использованию. Полуавтоматический сварочный прибор при работе устраняет кислород, в результате чего металл плавится, но не сгорает. При необходимости углекислотный автомат можно использовать для соединения алюминиевых или нержавеющих деталей.
При необходимости углекислотный автомат можно использовать для соединения алюминиевых или нержавеющих деталей.
Как варят инвертором
В основе инверторного сварочного аппарата лежит высокочастотный электрический ток. В домашних условиях и сервисных центрах аппарат применяется со времен СССР. Этот способ используется, если сваривается:
- бампер;
- дополнительные рамы;
- задние и передние лебедки;
- бычьи планки;
- противотуманные фары (при перемещении их на крышу транспортного средства).
Инвертор обеспечивает высокую скорость выполнения задачи, прочность и надежность швов. Использование этого прибора с электродом допускается, если толщина свариваемого листового металла составляет от 3 миллиметров.
Сварочные работы инвертором должны осуществляться в очищенном помещении. Если в процессе сварки на шов попадет влага или пыль, показать его прочности уменьшится.
Выбор оборудования
Профессионалы считают, что для сварки кузова автомобиля лучше всего подходит углекислотный полуавтомат, осуществляющий сварку проволокой. Также для рассматриваемых работ можно применять инвертор.
Также для рассматриваемых работ можно применять инвертор.
Не рекомендуется использовать сварочный аппарат на электроде. Это объяснимо:
- данный инструмент не способен создать качественный шов при работе с автомобильным металлом;
- из-за больших размеров оборудования к некоторым труднодоступным местам будет сложно проникнуть в процессе работы;
- высока вероятность прожигания металла кузова насквозь при использовании сварочного аппарата переменного тока.
Поэтому сварочные инструменты на электроде не подходят для кузовного ремонта. Можно использовать их лишь для простейших работ, например, возможно заварить таким инструментом лопнувшую раму.
Что касается инвертора и углекислотного полуавтомата, то каждый из данных вариантов характеризуется специфическими особенностями при использовании для сварки кузова автомобиля. Однако в любом случае, чтобы правильно варить кузов, необходимо иметь соответствующие навыки и соблюдать технику безопасности. К тому же важно правильно организовать рабочее место, заранее приобретя и расположив все необходимое для работ оборудование и организовав достаточное освещение. Нужно учитывать, что варить кузов автомобиля в одиночку затруднительно, поэтому лучше найти помощника.
Нужно учитывать, что варить кузов автомобиля в одиночку затруднительно, поэтому лучше найти помощника.
Подготовка полуавтомата к работе
Прежде чем использовать полуавтоматический сварочный аппарат, выполняются подготовительные работы и настройка. Сварочные работы своими руками требуют тщательного подхода, поскольку можно нанести вред оборудованию.
Сварка кузова проводится в несколько этапов. На первом этапе осуществляется подготовка необходимых инструментов. Список состоит из:
- полуавтоматического сварного аппарата;
- специальной сварочной проволоки;
- наждачной бумаги крупного типа;
- редуктора, регулирующего давление;
- баллона с углекислым газом.
Подготовительные работы
Перед проведением сварочных работ с поверхности удаляется грязь и пыль, очищается от коррозии. Для очистки труднодоступных мест можно использовать газовую горелку. Надежно сварить ржавый металл не получится.
При подготовке полуавтомата необходимо убедиться в соответствии направляющего канала диаметру выбранной проволоки. В зависимости от его величины устанавливается нужный сварочный наконечник. В сопле аппарата не должно быть брызг металла. При их обнаружении производится очистка наждачной бумагой.
В зависимости от его величины устанавливается нужный сварочный наконечник. В сопле аппарата не должно быть брызг металла. При их обнаружении производится очистка наждачной бумагой.
Перед ремонтом с помощью сварочного инвертора необходимо проверить:
- надежно ли закреплен электрод;
- нет ли поврежденной изоляции на кабеле и держателе;
- прочность закрепления кабеля;
- исправность заземления аппарата.
Сварочная проволока
Чтобы варить полуавтоматом, нужно выбрать проволоку, которая будет иметь аналогичный диаметр. Сварка полуавтоматом осуществляется вместе с медной проволокой. Для работы применяется специальная проволока, продающийся в магазинах автозапчастей, а не стандартный аналог.
Если используемая проволока не изготовлена из меди, она должна иметь медное покрытие. Этот элемент обеспечивает:
- бесперебойный электрический контакт;
- заменяет сварочный флюс.
Необходим материал с толщиной от 0,3 до 3 миллиметров. Если прибор применяется без углекислого газа, готовим проволоку, в состав которой входит флюс. Этот элемент обеспечивает защиту и повышает качество сварки. Но такой материал стоит дороже, чем обычная проволока. При использовании стандартной проволоки, потребуется настраивать полярность.
Если прибор применяется без углекислого газа, готовим проволоку, в состав которой входит флюс. Этот элемент обеспечивает защиту и повышает качество сварки. Но такой материал стоит дороже, чем обычная проволока. При использовании стандартной проволоки, потребуется настраивать полярность.
Выбирая проволоку, нужно убедиться, что ее диаметр подходит сварочному наконечнику.
Сварка углекислотным полуавтоматом
Углекислотный полуавтомат считается одним из наиболее доступных и универсальных сварных инструментов для работы с металлом, толщиной 0,8-6 мм.
Он позволяет создавать термоустойчивые соединения наилучшего качества и применяется с целью выполнения таких работ:
- переварка порогов, лонжеронов;
- заплатка дыр;
- устранение вмятин.
На заметку! Углекислотный полуавтомат или сварка инвертором отлично подойдут для ремонтных работ с недорогими авто или машинами низкой долговечности.
Такая сварка работает по следующему принципу: двуокись углерода подается под давлением в зону выполнения сварных операций, что приводит к вытеснению воздушной смеси и обеспечивают металлу защиту от окисления. Кромки из металла плавятся, поэтому детали прочно скрепляются в единое целое.
Кромки из металла плавятся, поэтому детали прочно скрепляются в единое целое.
Огромное преимущество углекислотного автомата заключается в том, что им можно варить абсолютно любой метал, но для этого в отдельных случаях может потребоваться замена двуокиси углерода на аргон. Поэтому агрегат подходит не только для ремонта рамы кузова, но и иных деталей грузовых и легковых авто.
Схема точечной сварки элементов кузова авто.
К примеру, применяется полуавтоматическая сварка для глушителя из тонкого металла. Чтобы обеспечить шву прочность важно наносить стежки длиной 2 см с шагом в 5 см. Такой сварочный аппарат выбирают для ремонта двигателя, но в сочетании с аргоном.
Для начала готовят подлежащие сварке участки авто: их полностью очищают от краски, ржавчины, загрязнения и пыли. После этого готовят само сварочное оборудование, проверяя нагрузочную способность сети.
Агрегат заряжают проволокой, сняв газовое сопло сварочной горелки, отвинтив ключом ее наконечник из меди, отведя прижимной ролик с проволокой и выставив актуальную полярность.
При наличии флюсовой проволоки на зажим нужно установить плюс, а на горелке ‒ минус. Если же применяется обычная проволока, то ‒ наоборот.
Далее конец электрода следует завести на 10-20 см в подающий канал и подвести прижимной ролик для предотвращения его осыпания, чтобы он попал в ложбинку ведущего ролика.
Оборудование включают в сеть и нажимают клавишу для подачи газа, сварной проволоки, тока. На самой проволоке важно одеть, а после закрутить наконечник из меди и установить газовое сопло.
Виды соединений сварных элементов
Прежде чем определиться, как правильно варить, следует узнать, какие швы существуют. Свариваемые соединения, благодаря которым обеспечивается сварка кузова авто, делятся на два вида: стыковые и угловые. Соединения встык однотипные. Обычно эти соединения используются, если ремонт кузова выполняется из неровных деталей. В связи с этим сварной шов может иметь непрерывную или прерывистую траекторию. Для приваривания деталей встык через прокладку используются сварные электрозаклепки. Они бывают:
Они бывают:
- выпуклыми;
- нормальными;
- вогнутыми.
Это метод точечной сварки, предполагающий проделывание в детали небольших отверстий на расстоянии 0,5-2 см друг от друга. Через них обеспечивается соединение элементов. Иногда метод может использоваться для соединения внахлест.
Угловые соединения в автомашине подразделяются на три подвида:
- внахлест – свариваемые детали расположены параллельно, и частично перекрывают друг друга;
- угловые – свариваемые детали размещены под углом по отношению друг к другу, и соединены в местах соприкосновения краев;
- тавровые – одна из деталей торцевой частью примыкает к боковой поверхности другой детали.
При наличии серьезных повреждений сварочные кузовные работы осуществляются с использованием различных способов соединения деталей.
Особенности сварки кузова автомобиля
Для кузовного ремонта машины потребуется качественное сварочное оборудование. Работа производится в помещении, где есть возможность подключения к электросети энергоемкого оборудования. Необходима высокая квалификация исполнителя, так как потребуется сварка тонкого металла. Универсального способа ремонта кузова автомобиля пока не придумано, поэтому в зависимости от места и характера повреждений применяются разные технологии. Соединения выполняются газовой, ручной, полуавтоматической сваркой.
Работа производится в помещении, где есть возможность подключения к электросети энергоемкого оборудования. Необходима высокая квалификация исполнителя, так как потребуется сварка тонкого металла. Универсального способа ремонта кузова автомобиля пока не придумано, поэтому в зависимости от места и характера повреждений применяются разные технологии. Соединения выполняются газовой, ручной, полуавтоматической сваркой.
Крылья, пороги чаще всего ремонтируются точечной сваркой. Соединение внахлест используется для восстановления целостности силовых элементов. Сварка встык применяется при замене поврежденных элементов.
Сварной шов
При наличии большого количества повреждений сварка кузова обычно выполняется четырьмя способами:
- односторонним – применяется, когда деталь необходимо проплавить по всей длине;
- двухсторонним – продолжение предыдущего действия, предполагающее устранение корня шва, и сваривание с другой стороны;
- однослойным – применяется для соединения однопроходным способом небольших элементов;
- многослойным – используется, если соединяются детали, имеющие большую толщину.
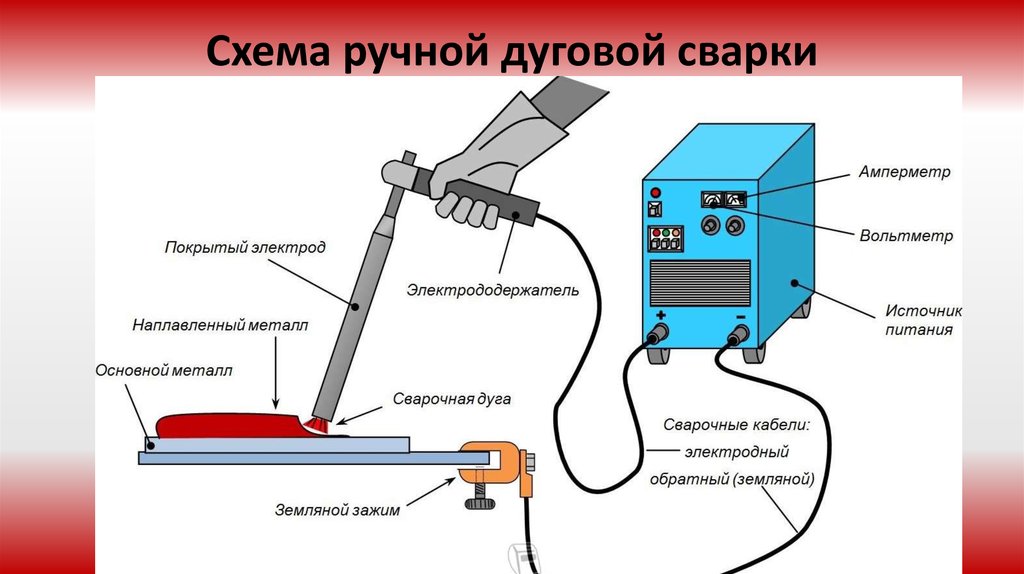
Ручная дуговая сварка порогов
Самым крайним методом ремонта является сварка порогов инвертором РДС. Это менее привлекательно, чем другие методы, поскольку трудно настроить силу тока так, чтобы получался качественный провар, но не возникало прожогов. Скорость работы очень медленная. Последующие бугры на шве требуют длительной механической обработки. Теоретически таким способом можно выполнить как локальный ремонт порогов автомобиля сваркой, так и полную замену, но на практике это займет много времени. Поскольку небольшие полуавтоматы стоят не сильно дороже инверторов, не стоит экономить, портя свои нервы.
Сварку порогов дуговой сваркой ведите короткой дугой в вертикальном положении детали. Прокладывайте горизонтальный шов, держа электрод под углом 45 градусов по отношению к поверхности кузова. Ток выставьте минимальный 20-30 А. Уменьшить прожоги и количество наплавленного металла поможет прерывистая дуга.
Сергей Шевцов
Сварщик и специалист демо-зала
ТОП-3 инверторов для сварки порогов авто
Если сварка порогов — это не основной вид работы, а разовый, и затем инвертор будет использоваться для других задач, купите одну из следующих моделей:
- ПТК Мастер ARC 180 D18 — отечественный бюджетный инвертор с силой тока 180 А, дисплеем, защитными накладками на корпусе.
 Безопасен ввиду наличия функции VRD, снижающей холостой ход. Станет отличным помощников в гараже.
Безопасен ввиду наличия функции VRD, снижающей холостой ход. Станет отличным помощников в гараже. - Сварог PRO ARC 180 (Z208S) — улучшенный инвертор, работающий при пониженном напряжении 180 В. Весит всего 4.7 кг, поэтому с ним легко бегать вокруг машины. «Антиприлипание» не позволит задерживаться электроду при сварке порогов на малом токе. Гарантия на модель 5 лет.
- KEMPPI Minarc 150 — функциональный малыш, выпускаемый в Европе. Имеет ударопрочный корпус, варит при уличной температуре -20…+40 градусов, регуляторы оснащены защитными колпачками. С ним ремонт порогов возможен даже в полевых условиях от генератора 5 кВт.
Выполнение
После настройки сварочный аппарат подключается к сети, и подносится к зоне соединения деталей. Следует учесть расположение шва. Если шов имеет большую длину, необходимо первоначально закрепить его точечной сваркой в разных местах. Затем для соединения используется сплошной прирывистый метод сварки. Точечный — закрепляет основу, сплошной — обеспечивает полноценное соединение.
Следует проверить, возникают ли на сопле металлический брызги при сварке машины. В случае обнаружения, для устранения рекомендуется использовать наждачную бумагу. Если этого не сделать, возникает вероятность поломки сопла.
Прежде, чем соединять компоненты сплошной сваркой, нужно убедиться, что они ровно сидят. После завершения сварочных работ, шов нужно зачистить и обработать средствами против коррозии. В противном случае его эксплуатационный период уменьшится. Для выполнения этой задачи используется автомобильный шовный герметик. После нанесения требуется разравнивание и покраска. Внутренняя сторона шва обрабатывается пневматическим распылителем консервантов.
Как подготовить автомобиль к восстановлению
Перед кузовным ремонтом выполняют следующие действия:
- Зачистку металла. Варить можно только детали, с которых полностью удалены следы лакокрасочного покрытия, ржавчины. Также требуется демонтаж элементов, усложняющих ремонтные работы.

- Обработку пораженных участков автомобильной грунтовкой. Особое внимание уделяют краям дефекта. Этот способ подготовки металла применяют с осторожностью. Излишки состава на поверхности приводят к быстрому расплавлению или возгоранию материала.
- Удаление влаги с поверхностей. Наличие капель воды негативно сказывается на качестве шва, способствуя образованию пустот.
Рекомендуем к прочтению Зачем нужен журнал сварочных работ
Возможные проблемы
Кузовные сварочные работы не всегда осуществляются без сопутствующих проблем. Трудности могут возникать даже у опытных сервисных работников. В список самых распространенных проблем входят:
- Неправильный выбор величины тока. Возникает, если показатель подачи тока превышает норму. По этой причине появляются ожоги, восстановить которые может только переварка.
- Проблемы с подающим механизмом. Возникают, если проволока была зафиксирована неправильно. Сварка полуавтоматом в нормальном состоянии осуществляется с проскальзывающей проволокой.
 Если она ломается, была допущена ошибка.
Если она ломается, была допущена ошибка. - Недостаточный расход газа. Возникает, если подача газа была настроена с ошибкой. Проблема устраняется в редукторе автомобилей.
Чтобы минимизировать риск возникновения проблем, перед сваркой проверяется работоспособность оборудования.
Как варить кузов машины полуавтоматом
Сварка ведётся короткими стежками или точками (сварочными заклёпками). Во втором случае сверлится отверстие (обычно на месте заводской точки), после чего оно заваривается с проплавлением обеих деталей и заливанием просвета металлом.
Если металл очень тонкий, то сильно уменьшать сварочный ток смысла нет. Надо короткими касаниями, быстро нажимая на кнопку горелки, набросать металл проволоки на листы, не давая им прогореть. После чего уже более уверенно расплавить образующийся утолщенный шов, придав ему товарный вид и прочность.
Нельзя варить в очках, тем более вообще без защиты, закрывая глаза в момент нажатия кнопки. Надо использовать маску типа «хамелеон», автоматически затеняющуюся при зажигании дуги и возвращающую прозрачность сразу же после отпускания кнопки. Все процессы будут отлично просматриваться, качество гарантировано.
Все процессы будут отлично просматриваться, качество гарантировано.
Средства безопасности
Сварка кузова осуществляется в специальной негорючей одежде. Дополнительными средствами защиты снижают риск нанесения вреда рукам и лицу. Это выполняется при помощи рукавиц и защитной маски. Желательно, чтобы одежда покрывала все тело. Необходимо свести к минимуму количество впадин, кармашков, складок, и других зон, куда может попасть капля сварки.
Если процедура выполняется на металлическом полу, для повышения безопасности при работе рекомендуется подложить резиновый коврик или одеть галоши.
Прибор для сварки заземляется в обязательном порядке. Возможность работы допускается только с аппаратами с режимом автоматического выключения в случае непредвиденной ситуации.
В помещении должна работать качественная вентиляция. При выполнении сварочных работ выделяются газы, способные нанести вред здоровью человека. Можно воспользоваться помощью специальной вытяжной системы. Это условие позволит свести риск отравления к минимуму.
Финишная обработка кузова
После завершения электросварки выполняют следующие действия:
- Очищают сварные соединения от шлака. Это снижает вероятность окисления металлических элементов. Для обработки скрытых мест используют железную щетку. Открытые участки шлифуют болгаркой со специальным кругом. Для очищения труднодоступных областей подойдет шлифовальная машина с борфрезой.
- Обезжиривают обработанные поверхности, протирая их растворителем. После этого детали покрывают антикоррозионным средством или кислотной грунтовкой. Лучший вариант – эпоксидная шпатлевка, защищающая поверхности от воздействия влаги и воздуха. Она выравнивает сварное соединение. Состав наносят тонким слоем, оставляют на сутки. Сушить шпатлевку феном нельзя.
- Повторно обрабатывают поверхности наждачной бумагой. Наносят второй и третий слои шпатлевки. Подготавливают кузов к покраске.
Рекомендуем к прочтению Что такое сварные конструкции
Для защиты соединений в скрытых местах применяют шовный герметик для автомобилей. Его разравнивают и окрашивают. Герметик подают пневматическим распылителем с пластиковой насадкой.
Его разравнивают и окрашивают. Герметик подают пневматическим распылителем с пластиковой насадкой.
Какой сварочный полуавтомат выбрать для ремонта автомобиля
Для проведения успешного ремонта автомобильного кузова, нужно правильно выбрать сварочное оборудование. При приобретении полуавтомата обращают внимание на ряд параметров, таких как источник питания, мощность устройства, регулировка скорости подачи проволоки, объем баллонов для технических газов.
Источники питания
При выборе оборудования первым делом необходимо обратить внимание на источник питания устройства. По принципу подключения выделяют инверторные и трансформаторные полуавтоматы. Инверторы – легкое, компактное и удобное в эксплуатации оборудование. Оно оснащается рядом дополнительных функций, существенно облегчающих процесс сварки: легкий розжиг, антиприлипание, плавное регулирование силы тока.
Инверторный полуавтомат оснащен устройством, использующимся для преобразования переменного тока в постоянный. Трансформаторы – необходимы в том случае, если нет нужды регулярно переносить оборудование с места на место. Для питания такого оборудования используют источник постоянного тока.
Трансформаторы – необходимы в том случае, если нет нужды регулярно переносить оборудование с места на место. Для питания такого оборудования используют источник постоянного тока.
Проволока и ее влияние на результат сварки
В сварочных полуавтоматических аппаратах используется проволока. Она выступает в роли электрода, и предназначена для соединения свариваемых элементов. Проволоку для сварки делят на следующие виды:
- Со сплошным сечением.
- Порошковая.
- Активированная.
Преимущество первого вида заключается в том, что он предназначен для сваривания металлов, и имеет в своем составе разные сплавы. Порошковая проволока полая внутри, она наполнена специальным веществом. При ее применении образуется облако защитных газов. Что касается активированного электрода, то он имеет в своем составе лишь 7% порошкового вещества, что позволяет его запрессовать в проволоку сплошного сечения.
Также при выборе проволоки, следует обратить внимание на ее маркировку. Электроды с пометкой СВ, применяются для сварки деталей, а маркировка НП гласит о том, что расходный материал используют для наплавки. Помимо этого, внимание уделяют и диаметру проволоки, и элементам, входящим в ее состав.
Электроды с пометкой СВ, применяются для сварки деталей, а маркировка НП гласит о том, что расходный материал используют для наплавки. Помимо этого, внимание уделяют и диаметру проволоки, и элементам, входящим в ее состав.
Про баллоны
Для предотвращения взаимодействия расплавленного металла и окружающей среды, используют баллоны с защитными газами: аргон, гелий, углекислота и их смеси. Проволока под напряжением пропускается через газовое сопло. Чтобы подавать газ к рабочей области, используют шланг.
Работа с защитными газами требует наличия редуктора. Устройство позволяет регулировать расход газа. Для удобства использования, прибор оснащен манометром. При выполнении сварочных работ, нужно учитывать, что чрезмерно малое количество защитных газов отразится на качестве шва, а слишком большое – также повлияет на плотность сварного соединения, кроме того, газ довольно быстро закончится.
При выборе баллона стоит обратить внимание на 10 литровые экземпляры: при правильной настройке расхода газа, этого объема хватит для продолжительных работ. Габариты же емкости дают возможность перевозить ее в багажнике автомобиля.
Габариты же емкости дают возможность перевозить ее в багажнике автомобиля.
При покупке стоит учитывать, что баллон должен быть аттестован. Около вентиля будет располагаться соответствующая отметка. Необходимо проверить дату аттестации во избежание приобретения «просрочки».
Что еще учесть в выборе
При выборе аппарата для сварки кузова автомобиля, учитывают следующие факторы:
- Нагрузочную способность электрической сети. При наличии однофазной сети рекомендуется выбирать прибор, работающий от напряжения 220В. Это могут быть как любительские, так и профессиональные, работающие как от трехфазной, так и однофазной сети сварочные полуавтоматы. При использовании последних, на сеть обеспечивается равномерная нагрузка. Тем самым предотвращается риск появления коротких замыканий и отключения пробок.
- Тип и толщину свариваемых материалов. Прибор выбирают в зависимости от того, с какими металлами предстоит работать (низкоуглеродистая или нержавеющая сталь, цветные металлы, алюминий и т.
 д.). Также уделяют внимание толщине металла – чем она больше, тем мощнее требуется аппарат.
д.). Также уделяют внимание толщине металла – чем она больше, тем мощнее требуется аппарат. - Требования к качеству сварки и тип сварных соединений. Ключевую роль в выборе сварочного полуавтомата играет степень ответственности свариваемой конструкции. Кроме того, в некоторых случаях возникают ситуации, когда необходимо использование горелки длиннее стандартных размеров. Как правило, они возникают при сваривании длинных конструкций. Горелки имеют длину 3, 4 и 5 метров, для быстрого и качественного соединения металла, используют горелки с максимальной длиной.
- Интенсивность использования устройства. В зависимости от частоты использования устройства, приобретают любительские или профессиональные сварочные полуавтоматы.
- Техническая сложность аппарата. Чем сложнее устройство, тем труднее его самостоятельно отремонтировать. Однако технически более сложные аппараты удобны в использовании и обеспечивают высокое качество сварного шва.
Сварочный полуавтомат – инструмент для проведения кузовного ремонта. Выбор делают в зависимости от сложности и интенсивности проведения работ, типа электросети, от которой будет питаться аппарат а также технической сложности устройства.
Выбор делают в зависимости от сложности и интенсивности проведения работ, типа электросети, от которой будет питаться аппарат а также технической сложности устройства.
Сварка автомобиля инвертором — сварка рамы автомобиля
В основном сварка автомобиля своими руками осуществляется при помощи электродов. Это простой и доступный способ. Однако он не является самым качественным. Если нужно сварить какие-либо видимые части автомобиля, то лучше подойдет другой способ, например, сварка автомобиля инвертором.
Также в труднодоступных областях, например под крыльями, легко можно справиться инвертором. Осуществляя сварку инвертором, необходимо соблюдать правила безопасности. Часто инвертором пользуются для больших деталей. Например, сварка рамы автомобиля выполняется именно этим способом. Хотя он имеет небольшие размеры, швы от сварки получаются высококачественные. Кроме инверторов, в кузовных работах используют и полуавтоматы для сварки.
Любой способ имеет и преимущества и недостатки при использовании. При работе со сварочным оборудованием, необходимо найти опытного сварщика, который поможет выполнить работу или подскажет некоторые тонкости. Также нужно обеспечить себе достаточное пространство для работы и оснастить место нужными материалами. Место, где осуществляется сварка, должно быть светлым.
При работе со сварочным оборудованием, необходимо найти опытного сварщика, который поможет выполнить работу или подскажет некоторые тонкости. Также нужно обеспечить себе достаточное пространство для работы и оснастить место нужными материалами. Место, где осуществляется сварка, должно быть светлым.
Сварка автомобиля инвертором
Метод применения инвертора является скоростным, и поэтому работа выполняется в самые короткие сроки. Сварные швы при помощи инвертора на автомобиле применялись еще во времена Советского Союза. Так, в отечественном внедорожнике УАЗ 469 использовался инверторный метод сварки.
Автовладельцы и этого внедорожника, в основном обращаются сейчас в сервисы для выполнения сварочного ремонта автомобиля и закрепления каких-то дополнительных деталей, например, рам, задних лебедок или передних, противотуманных фар на крыше автомобиля и прочего.
Достоинства и недостатки
Сваркой инвертором создается электроток высокой частоты. В основном, такое оборудование отличается немалыми размерами, но при приобретении более дорогой модели, можно порадоваться компактностью агрегата.
Надо понимать, что качество швов от человека фактически не зависит. Для изучения работы инвертора, нужно несколько часов. Но есть некоторые недостатки, присущие данному методу. Это цена, которая является немалой, возможность сделать швы сварки на металле толще трех миллиметров фактически нулевая, и неизбежность возникновения неисправностей вследствие попадания влаги и пыли.
Рекомендуется покупать сварочный аппарат не ниже средней стоимости, дешевые аппараты не будут служить долго. Среди достоинств аппарата, следует подчеркнуть возможность работы при достаточно невысоком напряжении.
Сварка автомобиля своими руками
Сразу нужно отметить, что своими руками выполнять сварку достаточно сложно. Необходим опыт работы с оборудованием, а также умение четко распознавать места, где нужно выполнить сварку. Для этого кузов осматривается внимательнейшим образом и анализируется железо, которое подвергнуто коррозии. Бывает полный ремонт и локальный.
При полном основная часть кузова заменяется, а при локальном — лишь устраняются ржавчины в отдельных местах.
Если автовладелец, в целом, знает, как выполнять сварку, то он может взяться за полный ремонт. Но лучше начать лишь с устранения небольших неисправностей.
Локальный характер носит, к примеру, ремонт глушителя. Сварка глушителя своими руками проводится после вырезки нужного участка глушителя для понимания состояния деталей, находящихся внутри. Иногда отрезки трубы и перегородки также бывают разрушены. Тогда нужно будет вырезать еще один участок на «бочке», чтобы восстановить части внутри.
Что касается внешней детали, например, сварка рамы автомобиля, то она выполняется следующим образом. Принимаются меры безопасности для себя, потом для защиты в автомобиле электроники. Далее происходит удаление краски с необходимой зоны, после чего приступают к сварке.
Если в невидимом для окружающих месте наблюдается гниение кузова, то заплатку здесь можно сделать из любого материала. Условием будет лишь соответствие толщине и качеству. Но в случае коррозии на внешней стороне, подойдет то железо, из которого состоит данная деталь. Шов должен быть совершенно не заметным.
Шов должен быть совершенно не заметным.
Если коррозия имеется на маленьком участке, то можно избежать сварки. Стоит лишь обработать участок особыми смесями. Такой ремонт будет ничуть не хуже сварного, а выглядеть заплатка будет гораздо лучше. Для повышения прочности изнутри трещины необходимо наклеить сварочные стыки.
Для защиты кузова необходимо ухаживать за ним. После каждого мытья нужно досуха протирать труднодоступные места, а после езды по лужам или снегу, грязь, которая прилипла, нужно удалять. При регулярном мытье и соответствующем уходе, автомобильный кузов будет радовать отличным состоянием.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Инверторные сварочные аппараты MIG: переверни свой мир с ног на голову
Мой хороший друг МИГман и я говорили о сварке алюминия в условиях кузовного цеха, и он упомянул своего друга по имени AlumiMIGman. Кажется, легкий друг MIGman не только устойчив к коррозии, но также очень жесткий и прочный в пересчете на фунт на фунт. Неудивительно, что все автопроизводители, кажется, возвращаются к различным сплавам, чтобы заменить сталь во многих областях применения.
Неудивительно, что все автопроизводители, кажется, возвращаются к различным сплавам, чтобы заменить сталь во многих областях применения.
Сейчас я здесь не для того, чтобы спорить о достоинствах различных сплавов по сравнению со старой простой сталью, но я пришел к выводу, что мне искренне нужно научиться лучше ремонтировать легкие панели, которые становятся очень популярными. на современных автомобилях.
Одна вещь, которая, кажется, никогда не меняется в этом мире, это тот факт, что все всегда меняется. Конечно, изменения происходят с разной скоростью в разных вещах, но независимо от того, насколько медленно все меняется, вы можете поспорить, что они будут. И аппараты для сварки MIG не претерпели каких-либо серьезных изменений в течение достаточно долгого времени, пока не начал развиваться относительно новый инвертор в технологиях сварки MIG. Несмотря на то, что инверторная технология в сварочных аппаратах MIG существует не менее 20 лет, в нашей отрасли она используется нечасто… пока.
Я не хочу изображать из себя всезнающего эксперта, потому что я далек от этого. Я больше похож на многих из нас — на миссии, когда мы чувствуем необходимость либо улучшить наш процесс ремонта, либо обновить наше оборудование.
Инверторные сварочные аппараты 101
Позвольте мне немного рассказать о том, что я узнал о инверторных сварочных аппаратах. Я начал исследовать этих сварщиков, чтобы узнать, как лучше сваривать алюминиевые панели. Чтобы сделать это, мне сказали использовать переменный ток для достижения наилучших результатов.
Использование одного инвертора даст нам постоянный ток, поэтому один из методов, который используют некоторые производители сварочных аппаратов, заключается в использовании двух инверторов — одного сразу за другим — каждый из которых настроен на противоположную полярность и попеременно включает и выключает их. Это дает, так сказать, искусственный переменный ток. Есть и другие способы, но суть в том, что для сварки алюминия вам понадобится некоторая форма переменного тока, независимо от того, как сварщик его производит.
Демонстрируя здесь свое невежество, я никогда не задумывался о том, как работает сварщик, до сравнения формы электрического сигнала со сварным швом. Я не буду вдаваться в подробности, но в основном при описании они разбивают сигнал на семь областей. Начиная с передней стороны, где формируется капля расплава, и заканчивая средними областями, она в основном формируется и переносится на основной материал, заканчивая фоновым током, поддерживающим дугу.
Используя один из этих современных сварочных аппаратов с компьютерным управлением, вы можете управлять формой волны, изменяя продолжительность и полярность, чтобы можно было смещать форму волны таким образом, чтобы улучшить качество сварки.
Преимущества инверторных сварочных аппаратов
4 Великолепное качество сварных швов. На мой взгляд, основным преимуществом использования инверторной технологии является частота, создаваемая сварочным аппаратом. Обычный сварочный аппарат трансформаторного типа будет работать с частотой примерно 60 герц, равной силе тока, поступающему от линий электропередач. Напротив, отчеты показывают, что более современный инверторный сварочный аппарат может работать на высокой частоте — до 100 000 герц. Такие цифры трудно даже представить.
Напротив, отчеты показывают, что более современный инверторный сварочный аппарат может работать на высокой частоте — до 100 000 герц. Такие цифры трудно даже представить.
Более высокая частота намного эффективнее и, в свою очередь, приводит к более плавной дуге. Рассмотрим швейную машину, у которой 1666 стежков на дюйм по сравнению с 1 стежком на дюйм. Теперь только подумайте, насколько более гладким должен быть сварной шов.
Энергосбережение – Еще одним преимуществом частоты является энергосбережение. Более высокая эффективность позволяет этим машинам иметь меньше обмоток в трансформаторе, а это, в свою очередь, снижает потери тепла.
Говорят, что эффективность составляет около 87 процентов (по сравнению с 67 процентами у обычного сварочного аппарата), поэтому снижение счетов за коммунальные услуги является еще одним приятным побочным продуктом.
Повышенная мобильность – Меньший вес означает повышенную мобильность, что дает нам дополнительную свободу перемещения сварочного аппарата. Некоторые из инверторных аппаратов буквально можно держать в руке, что позволяет разместить сварочный аппарат внутри автомобиля, и ему мешает только объем баллона.
Некоторые из инверторных аппаратов буквально можно держать в руке, что позволяет разместить сварочный аппарат внутри автомобиля, и ему мешает только объем баллона.
Пробный запуск
Прочитав все, что я смог найти об инверторных сварочных аппаратах MIG, я был весьма скептичен. Может ли эта новая для кузовного цеха технология оказаться намного лучше, чем мой шпулемет на нашем старом сварочном аппарате? Поиск шел.
Теперь, где я смогу найти одну из этих новых красавиц, просто лежащих вокруг, ожидающих, когда я попробую?
Ну, так уж получилось, что я вызвался помочь судить конкурс VICA в Техническом колледже Озарк, и так уж случилось, что у них есть сварочный аппарат, оснащенный инверторным питанием и импульсным режимом.
Позвонив Дону Ривзу (инструктору по ремонту кузовов и сварке в OTC), он пригласил меня приехать пораньше, чтобы протестировать сварочный аппарат. Поэтому я договорился с одним из моих техников, Ларри Клайном, встретиться пораньше, чтобы потренировать сварщика.
Дон вкратце рассказал нам о том, как работала установка аппарата, и занялся своими делами, подготавливая все для конкурса VICA, что позволило Ларри и мне хорошо поиграть со сварочным аппаратом.
Дон предоставил нам несколько алюминиевых купонов, которые он использует на уроках сварки в школе. Они состояли из кусков оставшихся панелей расширения лимузина толщиной около 0,077, а также кусков автомобильных капотов толщиной около 0,035. Конечно, нам было легче сваривать более тяжелые купоны, чем детали капота автомобиля, но даже тонкие детали автомобиля нам удалось сварить впечатляющим образом.
Простота использования этой машины была невероятной. Это было почти как сварка стали обычным сварочным аппаратом MIG. Ларри тоже был впечатлен.
Я не знаю, сколько из вас уже пробовали сварку MIG алюминиевых панелей кузова, но я уже несколько месяцев не пробовал делать это в нашем цехе. Поэтому, вернувшись в магазин, я разобрал наш шпульный пистолет и еще раз попробовал некоторые из тех же панелей.
Как бы я ни был впечатлен, когда впервые испытал инверторный сварочный аппарат в OTC, я был вдвойне впечатлен после того, как попытался воспроизвести результаты, которых мы достигли утром.
При сварке нашим (теперь казавшимся архаичным) сварочным аппаратом единственный способ, которым я могу добиться сколько-нибудь последовательных результатов, — это то, что я называю точечной сваркой внахлест. С нашим сварочным аппаратом кажется невозможным двигаться со все возрастающей скоростью, достаточной для того, чтобы не проделать дыру в легких панелях, с которыми мы сталкиваемся в условиях кузовного цеха.
Оглядываясь назад на то время, когда у нас появились шпулемет и сварочный аппарат, которые есть сейчас, я был впечатлен. Но теперь, когда мне показали кое-что получше, гениальность нашего старого сварщика значительно померкла.
Upside Down
Постоянно меняющиеся технологии, кажется, делают нас менее довольными вчерашними триумфами, не так ли? Теперь я знаю, что иногда кажется, что что-то новое впечатлит некоторых людей, но я могу заверить вас, что в прошлом у меня были менее чем захватывающие результаты от некоторых «новых и улучшенных» предметов, которые были продемонстрированы мне. .
.
Но не в этом случае.
Если вы ищете способ сварки все более распространенного алюминия, я рекомендую вам протестировать один или несколько инверторных сварочных аппаратов.
Что касается меня, то я собираюсь продолжить свои исследования инверторных сварочных аппаратов. Я могу попробовать одну из менее дорогих моделей, чтобы посмотреть, как они сравниваются. Машину, на которой мы с Ларри тестировали, я бы назвал Кадиллаком среди сварщиков. Он превзошел мои ожидания, но его цена близка к 6000 долларов.
Это может отпугнуть вас, но, с другой стороны, это может вдохновить вас начать думать о том, от чего вы можете отказаться, чтобы позволить себе такое приобретение.
Посмотрим… если я сократю свой рацион до одного бутерброда с чепухой в день и…
Ответственный редактор Кит Комбс (Keith Combs) — менеджер кузовного цеха Bill Roberts Chevrolet, где он проработал более 25 лет. В 2000 году он был назван GM/ASE мастером по ремонту/восстановлению после столкновений, а в 2002 году одним из первых получил статус техника GM мирового класса.
Комментарии? Отправьте их по факсу (330) 670-0874
или отправьте по электронной почте редактору BSB Джорджине К. Карсон по адресу [email protected]
Что такое инвертор GMA Welder?
Что такое инверторный сварочный аппарат GMA?Следите за нашими обновлениями на @Ask_ICAR.
Когда речь заходит о сварочных аппаратах GMA, термин «инвертор» часто используется для описания новых сварочных аппаратов GMA, но что это такое и почему это важно для вас? Давай выясним.
Возможно, вы уже слышали об инверторной технологии в отношении контактной точечной сварки методом продавливания (STRSW), и на самом деле эта технология применяется таким же образом в сварочных аппаратах GMA. В основном инвертор увеличивает частоту напряжения, которое поступает в сварочный аппарат. Эта более высокая частота позволяет сварщику работать с более высоким выходным током на машине меньшего размера с более плавной и эффективной работой.
Эта более высокая частота позволяет сварщику работать с более высоким выходным током на машине меньшего размера с более плавной и эффективной работой.
Сопутствующие курсы I-CAR
- Самый популярный
- Самые последние
- Архив
Десять наиболее частых вопросов по транспортным средствам
| Hyundai | Есть ли у Hyundai процедура разделения? |
| Kia | Есть ли в Kia процедура разделения на секции? |
| Chevrolet | Есть ли у Chevrolet предупреждение против разделения на секции, когда нет процедуры? |
| BMW | Может ли I-CAR выслать мне процедуры ремонта BMW? |
| Honda | Что Honda говорит о ремонте поврежденных жгутов проводов системы подушек безопасности? |
| Hyundai | Есть ли у Hyundai процедуры замены деталей? |
| Мерседес-Бенц | Может ли I-CAR выслать мне инструкции по ремонту Mercedes-Benz? |
| Honda | Что Honda говорит о выпрямлении передних нижних направляющих? |
| Subaru | Нужно ли заменять подушку безопасности переднего пассажира на Subaru, даже если подушка безопасности не сработала? Информация о ремонте, похоже, указывает на то, что так и должно быть. |