
Основные причины разбрызгивания металла от полуавтоматической сварки
Технология
Каждый сварщик, который когда-либо варил полуавтоматом, знает, что сварка MIG отличается большим разбрызгиванием металла. В сварочном полуавтомате, в качестве сварочного материала выступает проволока. Именно избыток расплавленной проволоки приводит к разбрызгиванию металла при сварке.
Большое разбрызгивание металла приводит не только к загрязнению поверхности изделия, но и к перерасходу сварочной проволоки. Именно после MIG сварки всегда приходится очищать заготовку от прилипших капель металла.
Поэтому, при работе полуавтоматом, нет возможности полностью избавиться от брызг. Но есть возможность уменьшить разбрызгивание металла. Чтобы это сделать, необходимо понять «природу их происхождения».
1. Неверные режимы сварки. Перед работой нужно убедиться, правильно ли выставлены режимы сварки для вашей проволоки.
Перед работой нужно убедиться, правильно ли выставлены режимы сварки для вашей проволоки.
От силы тока напрямую зависит разбрызгивание металла при сварке. При слишком высоких значениях сварочного тока, разбрызгивание металла будет увеличиваться. Причём низкое напряжение тоже приводит к этому результату.
Для устранения разбрызгивания необходимо: уменьшить скорость сварки и уменьшить силу тока. Поэтому следует выставить правильные режимы сварки MIG MAG для заданого диаметра проволоки.
Полярность выбирается в зависимости от выбранной сварочной проволоки. При сварке углеродистых и низколегированных сталей выставляется обратная полярность («+» горелка и «-» изделие).
Также следует контролировать вылет сварочной проволоки. Сильный вылет проволоки из канала горелки, всегда приводит к разбрызгиванию металла. При малом вылете — дуга горит нестабильно. Поэтому нужно выбрать оптимальную длину вылета проволоки.
2. Неверный угол наклона. Угол наклона горелки также влияет на разбрызгивание металла. Поэтому, сварочную горелку нужно держать под правильным углом. Лучше всего если этот угол составляет 15° от вертикальной линии. При сильном отклонении горелки, зона покрытия расплавлено ванны защитным газом уменьшается. Это приводит к негативным последствиям, а так же к разбрызгиванию.
Угол наклона горелки также влияет на разбрызгивание металла. Поэтому, сварочную горелку нужно держать под правильным углом. Лучше всего если этот угол составляет 15° от вертикальной линии. При сильном отклонении горелки, зона покрытия расплавлено ванны защитным газом уменьшается. Это приводит к негативным последствиям, а так же к разбрызгиванию.
3. Загрязнённое покрытие изделия. Загрязнённая поверхность изделия, может привести к разбрызгиванию металла при сварке. Поэтому перед сваркой необходимо подготовить металл к сварке. Лучше всего это выполнять задолго до начала сварочных работ.
4. Некачественные сварочные материалы. Низкое качество сварочных материалов, приведёт не только к разбрызгиванию, но и к плохому качеству сварного шва.
Выбирая проволоку для сварки, первым делом обратите внимание на её диаметр. Провидите по её поверхности двумя пальцами. Если ощущаете перепады диаметров или какие-нибудь ещё дефекты покрытия, такую проволоку следует отложить в сторону.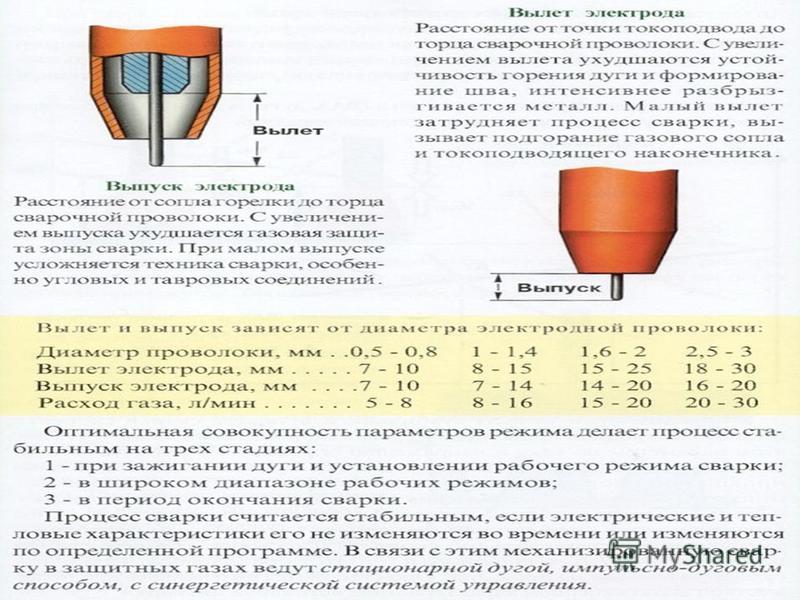 Также не допускаются пятна ржавчины или масла на поверхности проволоки.
Также не допускаются пятна ржавчины или масла на поверхности проволоки.
При использовании различных газов нужно быть уверенным в том, что в них содержится влага в допустимых пределах. Поэтому заправляйте баллоны только в проверенных местах.
5. Неправильно подобранные сварочные материалы. При сварке разнородными материалами (заготовка и проволока), также может происходить разбрызгивание. Поэтому чтобы такого не происходило, сварочную проволоку следует подбирать по химическому составу такую, как и сам металл.
Меткиразбрызгивание металла
Как уменьшить разбрызгивание металла при сварке
Содержание статьи:
Как уменьшить разбрызгивание металла при сваркеРазбрызгивание металла при сварке характеризуется появлением мелких шариков на поверхности, а это существенно портит внешний вид свариваемого изделия. Вследствие этого перед многими новичками сварщиками остро стоит вопрос, как снизить разбрызгивание металла при сварке электродом или полуавтоматом.
Сильное разбрызгивание металла во время сварки может говорить, как о проблемах в работе сварочного аппарата, так и о некачественных расходных материалах. Очень часто причины возникают и по вине самого сварщика, как правило, из-за неправильно выставленных регулировок инвертора.
Как избежать разбрызгивание металла при сварке? Что нужно знать, и на что, в первую очередь, обратить собственное внимание? Читайте об этом ниже, на сайте mmasvarka.ru.
Из-за чего происходит сильное разбрызгивание металла при сварке
Рассмотрим основные причины, из-за которых может происходить сильное разбрызгивание расплавленного металла. В первую очередь следует обратить внимание на сварочный ток.
В том случае, когда брызги металла при сварке появляются всё чаще и чаще, стоит обязательно проверить сварочный аппарат. Возможно, оборудование для сварки выдаёт ток низкого качества. Часто такое происходит из-за скачков напряжения в электросети.
Если речь идёт о сварочном полуавтомате, то, скорее всего виной износившийся токовый наконечник или сопло. Стоит заметить, что брызг при сварке металла электродом намного меньше, если использовать инвертор постоянного тока. Практически не избежать разбрызгивания металла на старых, однофазных сварочных аппаратах переменного тока.
Стоит заметить, что брызг при сварке металла электродом намного меньше, если использовать инвертор постоянного тока. Практически не избежать разбрызгивания металла на старых, однофазных сварочных аппаратах переменного тока.
Что же касается полуавтоматов, то здесь разбрызгивание металла происходит по причине износившегося сопла или токового наконечника. В таком случае очень трудно добиться стабильной дуги, а качество сварочного шва снижается в разы.
Плохие расходные материалы для сварки
Расходными материалами принято называть: электроды, флюс, газ и т. д. Если их качество будет низким, то также пострадает и качество сварки. Вследствие этого мы может наблюдать не только разбрызгивание металла, но и его непровар, грязный и неаккуратный сварочный шов с большим количеством шлака.
Уменьшить разбрызгивание металла при полуавтоматической сварке можно, если использовать:
- Качественные порошкообразные флюсы;
- В качестве защитной среды применять только аргоновые смеси и смеси на основе углекислого газа.

Что же касается ручной дуговой сварки, то здесь снизить разбрызгивание металла помогают рутиловые электроды. Однако это не правило, а скорее личный опыт и предпочтение каждого. Также сырые электроды приводят к тому, что металл ложится плохо, и все время разбрызгивается. Обязательно нужно прокалить отсыревшие электроды перед применением.
Кроме того, уменьшить количество брызг можно, следующим образом:
- Качественной подготовкой свариваемых поверхностей;
- Использованием специальных средств обработки металла;
- Специальной техникой сварки.
Если металл сильно разбрызгивается во время сварки электродами, то обязательно попробуйте уменьшить сварочную дугу. Ну а избежать загрязнения деталей сваркой можно, если защитить их поверхность от раскалённого металла.
Поделиться в соцсетях
7 Причины появления брызг и способы их устранения
Сварка MIG характеризуется искрами и брызгами, разлетающимися повсюду. В фильмах это выглядит великолепно, но когда мы занимаемся сваркой, мы понимаем, что брызги — это плохо. Это создает больше работы за счет увеличения времени уборки, приводит к трате материалов и может обжечь вас, если вы не носите подходящие СИЗ. Почти невозможно устранить брызги при сварке MIG, но мы, безусловно, можем уменьшить их, если поймем, что в первую очередь их вызывает.
В фильмах это выглядит великолепно, но когда мы занимаемся сваркой, мы понимаем, что брызги — это плохо. Это создает больше работы за счет увеличения времени уборки, приводит к трате материалов и может обжечь вас, если вы не носите подходящие СИЗ. Почти невозможно устранить брызги при сварке MIG, но мы, безусловно, можем уменьшить их, если поймем, что в первую очередь их вызывает.
У большинства из нас нет возможности покупать новейшее сварочное оборудование для устранения брызг. Приходится сваривать то, что есть. Поэтому мы не будем говорить о том, как оборудование может помочь устранить брызги. В этом списке представлены элементы, которые вы можете изменить прямо сейчас и бесплатно.
7 Причины разбрызгивания:
1. Неправильные настройки – неправильные процедуры вызывают разбрызгивание. Сила тока, напряжение и электрические параметры имеют решающее значение.
- Сила тока:
Сила тока в GMAW определяется скоростью подачи проволоки. Слишком высокая рабочая сила тока приведет к разбрызгиванию. Для исправления либо уменьшите силу тока, уменьшив скорость подачи проволоки, либо увеличьте напряжение.
Слишком высокая рабочая сила тока приведет к разбрызгиванию. Для исправления либо уменьшите силу тока, уменьшив скорость подачи проволоки, либо увеличьте напряжение.
- Напряжение:
В соответствии с вышеизложенным, если ваше напряжение слишком низкое, уровень разбрызгивания увеличится. Увеличивайте напряжение, пока не уменьшится разбрызгивание.
- Электрический стержень (ESO):
Электрический выступ — это расстояние от контактного наконечника до обрабатываемой детали. При сварке mig вы хотите получить диаметр около 3/4″. Немного больше для большой силы тока. Чрезмерный выступ несколько увеличит разбрызгивание, но создаст более серьезные проблемы (пористость из-за отсутствия защитного газа и недостаточное проникновение).
2. Слишком крутой рабочий угол – ведутся споры о том, следует ли толкать или тянуть во время сварки MIG. Независимо от того, что вы предпочитаете, убедитесь, что рабочий угол перетаскивания (тяги) или толкания не превышает 15 градусов.
3. Загрязнения поверхности – ржавчина, масло, краска и другие загрязнители поверхности создают брызги. Как можно лучше очистить поверхности перед сваркой.
4. Режим переноса металла – Короткодуговой и шаровидный переносы – это способы переноса металла, при которых образуется много брызг. Чтобы резко уменьшить разбрызгивание, необходимо добиться переноса распыления. Для этого вам нужно минимум 83% аргона в вашей защитной смеси (типичная смесь будет 90/10). Тем не менее, вы также должны быть выше переходных токов для диаметра провода, который вы используете. Меньшие машины не будут способны на это.
5. Неустойчивая подача – когда механизм подачи проволоки не может подавать проволоку с постоянной скоростью, возможны колебания силы тока, которые сильно влияют на дугу, вызывая большое количество брызг.
6. Качество расходных материалов — некоторые приложения могут работать с большим количеством брызг, другие — нет. В роботизированных приложениях и других ситуациях, когда однородность проводов имеет решающее значение, избегайте дешевых проводов низкого качества. Одна катушка или барабан могут быть одинаковыми, но на нескольких катушках или барабанах могут быть различия в диаметре проволоки, медном покрытии и химическом составе. К сожалению, AWS допускает такой широкий спектр химии, что даже вешалку для одежды можно превратить в провод MIG. Лучшие производители сохраняют свои собственные диапазоны и допуски и, таким образом, производят более качественную продукцию.
7. Плохой защитный газ . Это очень редкое явление, но защитный газ низкого качества может повлиять на уровень разбрызгивания. Что более распространено, так это неправильная маркировка (например, получение 75/25 на цилиндре с этикеткой 90/10), но даже это бывает редко. Чем выше содержание аргона, тем плавнее дуга. 100% углекислый газ дешев и обеспечивает хороший профиль проникновения, но создает много брызг.
Что более распространено, так это неправильная маркировка (например, получение 75/25 на цилиндре с этикеткой 90/10), но даже это бывает редко. Чем выше содержание аргона, тем плавнее дуга. 100% углекислый газ дешев и обеспечивает хороший профиль проникновения, но создает много брызг.
Если вам кажется, что избавиться от брызг слишком сложно, взгляните, во что это может вам обойтись: реальная стоимость сварочных брызг
Наконец, несколько слов о защите от брызг. Защита от брызг не устраняет и не предотвращает появление брызг. Это просто позволяет брызгам соскальзывать с материала и не прилипать к нему. Используя чрезмерное количество, вы можете создать другие проблемы, такие как пористость. Использовать его неплохо, но в первую очередь выясните, что вызывает разбрызгивание, и позаботьтесь об этом.
Источники: AWS D1.1/D1.1M:2015 Нормы и правила сварки конструкций (сталь)
Руководство по дуговой сварке, 14-е издание
Опубликовано
Категории: Процесс GMAW, Процессы, Устранение неполадок
Раскрытие информации о связи: Некоторые ссылки в посте выше являются «партнерскими ссылками». Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
Причины появления брызг при сварке и способы их уменьшения
Для серьезных сварщиков, таких как те из вас, кто читает эту статью, слово «брызги» может состоять из четырех букв. В этом нет ничего хорошего. Таким образом, справедливо задаться вопросом:
Что такое сварочные брызги, чем они вызваны и как их можно предотвратить?
Что такое брызги?
Для тех, кто может не знать, сварочные брызги состоят из шариков расплавленного металла, которые вылетают из сварочной ванны и прилипают ко всему поблизости. Обычно это вы, металл, который вы свариваете, или ваши сварочные инструменты.
Обычно это вы, металл, который вы свариваете, или ваши сварочные инструменты.
Поскольку эти шарики расплавлены и очень горячие, они прочно прилипают ко всему, с чем соприкасаются. Если это ваша заготовка, она создает беспорядок, который вам нужно убрать. Короче говоря, брызги делают ваши сварные швы неаккуратными.
Но если он приземлится на вас, значит, ваша плоть вот-вот даст вам понять, насколько горячи эти надоедливые сферы. Они могут прожечь одежду и обжечь кожу. Ой!
Кроме того, небольшие кусочки металла, прилипшие к вашим инструментам, могут засорить газовые порты или создать различные проблемы с вашим снаряжением.
Поскольку вы выбросили некоторое количество металла из сварного шва в виде брызг, в тяжелых случаях целостность сварного шва может быть нарушена, что приведет к дефекту сварки. Как видите, брызги — это реальная проблема по многим причинам.
Итак, слово «брызги» не может состоять из четырех букв, но оно способно вызвать постоянный поток брызг из сварочного аппарата.
Что вызывает разбрызгивание при сварке и как его предотвратить?
Обычно разбрызгивание происходит, когда сварочная ванна разрушается таким образом, что расплавленный металл выплескивается из сварного шва.
Это означает, что несколько факторов могут вызвать разбрызгивание при сварке. Наиболее распространенными являются:
- Состав материала
- Загрязненные/грязные материалы
- Техника сварки
- Настройки сварщика
- Проблемы с оборудованием
Состав металла и наполнителя
Некоторые металлы лучше других. Более дешевый металл часто содержит много «наполнителя», чтобы снизить стоимость. Но материалы, используемые в качестве наполнителей в более дешевых сплавах, часто делают металл непригодным для сварки. Если постараться, брызги будут неизбежны.
То же самое относится и к вашим наполнителям. Более дешевые стержни и сварочная проволока также могут включать материалы, которые делают присадочный материал склонным к разбрызгиванию.
Как предотвратить разбрызгивание, связанное с составом материала
Итак, если низкокачественный металл и наполнитель могут создавать разбрызгивание при сварке, то уменьшают ли разбрызгивание качественные материалы? Как оказалось, да.
Само собой разумеется, вам необходимо знать и понимать металл, который вы свариваете. Если это качественный материал, пригодный для сварки, брызг будет меньше.
Это относится и к вашему наполнителю. Проведите исследование и поймите, что вы покупаете. Вы должны получить лучшую присадочную проволоку и стержни, которые вы можете найти. От этого зависит качество вашего сварного шва, и это также поможет уменьшить разбрызгивание.
Грязь и загрязнения
Вы когда-нибудь видели, что происходит, если добавить воду в горячее масло? Это заставляет масло плеваться и разбрызгиваться повсюду.
Думайте о грязи и загрязнениях так же, как о попадании воды в горячее масло. Это приведет к тому, что расплавленный металл будет плеваться и разбрызгиваться, вызывая брызги, которые вам придется очищать.
Также к загрязнениям нужно отнести масло и другие защитные покрытия или материалы, нанесенные на металл производителем. Конечно, вы можете сваривать большинство этих способов обработки поверхности, но при этом вы будете убирать больше брызг.
Чистота необходима и при работе с наполнителем. Легко не обращать внимания на грязь и масло, которые могут попасть на сварочную проволоку или прутки, хранящиеся в магазине. Кроме того, они могут ржаветь со временем. Но грязь, ржавчина или загрязненные наполнители также могут вызывать разбрызгивание.
Как предотвратить загрязнение Проблемы, связанные с загрязнением
Если грязь и загрязнение вызывают брызги, устраните их, как Терминатор, ищущий Сару Коннер. Только не надо предварительно выдирать страницы из телефонной книги.
Шутки в сторону, грязь и загрязнение — враги, и вам необходимо тщательно очистить их в ходе подготовки к сварке.
Грязь, масло и ржавчина должны быть удалены на ¾ дюйма с каждой стороны сварного шва.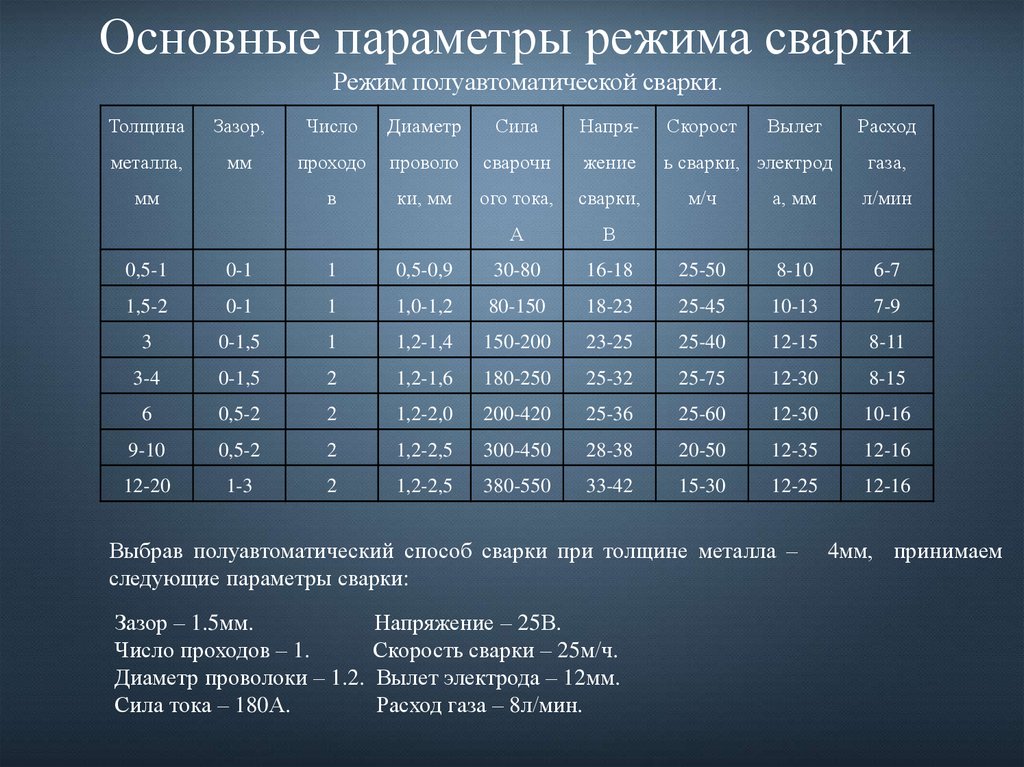 Отшлифуйте, проволочной щеткой или при необходимости используйте лепестковый круг. Блестящий металл обычно лучше всего.
Отшлифуйте, проволочной щеткой или при необходимости используйте лепестковый круг. Блестящий металл обычно лучше всего.
Кроме того, помните, что наполнитель тоже должен быть чистым. Обязательно храните его в своем магазине под навесом и в прохладном, сухом месте. Вы же не хотите, чтобы на нем скапливалась грязь, пыль, масло и т. д., и вы не хотите, чтобы он ржавел.
Настройки сварочного аппарата
Эмпирические правила для настройки сварочного аппарата просты в использовании, но они могут стать костылем. Каждый сварной шов имеет оптимальные настройки, и ваше оборудование должно быть настроено для конкретного сварного шва, который вы выполняете.
Если «нагрев» и проплавление неправильные, вы рискуете разрушить сварочную ванну и увеличить разбрызгивание.
При использовании сварочного аппарата MIG необходимо также правильно настроить подачу проволоки. Слишком быстро, и вы отправите сплошную металлическую проволоку в бассейн, что вызовет возмущение, более чем достаточное для создания брызг. Слишком медленно, и вы испарите проволоку до того, как она попадет в сварной шов. Опять больше брызг.
Слишком медленно, и вы испарите проволоку до того, как она попадет в сварной шов. Опять больше брызг.
Кроме того, использование неправильной полярности может привести к чрезмерному разбрызгиванию. Забыть перевернуть его обратно на сплошную проволоку после использования порошковой проволоки время от времени случается со всеми.
Еще одна «настройка», связанная с уменьшением разбрызгивания сварочным аппаратом MIG, — это газ.
Если скорость потока, газовая подушка или тип газа неверны, это может повлиять на количество брызг.
Как предотвратить проблемы, связанные с настройкой
Чтобы решить, как уменьшить разбрызгивание при сварке MIG или при использовании электрода, полезно отдельно обсудить аппараты MIG и аппараты для сварки электродом.
Настройки сварочного аппарата MIG
Время от времени вы начинаете наносить валик и видите, что столько же металла отлетает, сколько ложится на сварной шов. Проверьте свою полярность. Вы, наверное, забыли перейти с порошковой проволоки на сплошную.
Кроме того, ток и/или напряжение должны быть правильными для достижения хорошего проникновения и надлежащего нагрева. Эти настройки работают рука об руку с правильной скоростью подачи проволоки.
Если подавать проволоку слишком медленно, проволока плавится слишком далеко от металла и сжижается на воздухе, а не ложится в бусину. В результате расплавленный присадочный материал распыляется за пределами сварного шва, создавая сварочные брызги. Если это произойдет слишком близко к наконечнику пистолета, вы даже можете его забить.
Если подавать проволоку слишком быстро, сплошная проволока «вонзится» в расплавленную ванну. Это разрушает расплавленный металл, и одним из результатов являются сварочные брызги.
Также необходимо правильно настроить вылет из сопла. Часто указывается эмпирическое правило: ⅜ дюйма. Но он может варьироваться в зависимости от геометрии сварного шва. Но слишком большой выступ приведет к большему разбрызгиванию, а также к ряду других проблем со сварным швом.
Еще нужно проверить бензин. Во-первых, вам нужен правильный газ для сварки. Используйте неправильный газ, и вы получите плохие результаты сварки с большим количеством брызг.
Затем вы также должны убедиться, что у вас есть хорошая газовая подушка, равномерно распределенная во время сварки. Неправильно установите скорость потока газа для сварки MIG или создайте турбулентную газовую подушку, и воздух загрязнит сварной шов и повлияет на него. Одним из результатов является большее количество брызг.
Настройки Stick Welder
Ваша скорость связана с настройками тока и/или напряжения. Слишком жарко, и вы должны двигаться быстро. Если вы помните, одна из причин разбрызгивания шва палкой — слишком быстрое движение.
С другой стороны, слишком холодно, и ваша сварка грубая. Он колеблется между сваркой и прилипанием, что вызывает разбрызгивание и неприглядный сварной шов.
Особое примечание по настройкам сварочного аппарата
Для ввода настроек может потребоваться некоторое экспериментирование. Потренируйтесь на металлоломе и потихоньку набирайте настройки. Если вы вносите большие изменения, вы рискуете перепрыгнуть через золотую середину.
Потренируйтесь на металлоломе и потихоньку набирайте настройки. Если вы вносите большие изменения, вы рискуете перепрыгнуть через золотую середину.
Да, это занимает некоторое время, но также улучшает сварные швы и уменьшает количество брызг.
Техника сварки
Итак, вы провели тщательную подготовку, металл блестит до блеска, и вы использовали лучший чистый присадочный материал, какой только можно найти. Кроме того, у вас есть настройки оборудования, идеально подходящие для сварки, которую вы собираетесь выполнить.
Но этого недостаточно. Ваш метод также может привести к чрезмерному разбрызгиванию. Например, угол горелки MIG может создавать брызги. При смещении на угол 15° количество брызг начинает увеличиваться.
То же самое верно, если вы свариваете электродом; твоя техника имеет значение. Например, если длина дуги станет слишком большой, увеличится количество брызг.
Кроме того, скорость, с которой вы перемещаетесь с обоими типами сварочных аппаратов, может увеличить количество брызг. Если вы двигаетесь слишком быстро или медленно, это создает больше брызг.
«Правильная» техника стала правильным путем не просто так. Благодаря многолетнему опыту он производит самые прочные и чистые на вид сварные швы.
Как предотвратить проблемы, связанные с техникой
Сварка — это искусство, поскольку она зависит от техники пользователя для получения красивого и качественного сварного шва. Хорошая техника также является ключом к тому, чтобы свести к минимуму разбрызгивание сварки.
Mig Welder
Во время сварки вам необходимо определить правильное направление движения. Если вам нужен сильный, постоянный нагрев, лучше потянуть сварной шов. Когда вам нужно распределение тепла, толкание является более подходящим. Это зависит от свариваемого материала, но если ошибетесь, то получите больше брызг.
Читать дальше : Что лучше толкать или тянуть при сварке MIG?
Угол пистолета должен составлять от 15° до 20°. Становится круче, как вы уже догадались, больше брызг при сварке MIG.
Также двигайтесь с правильной скоростью. Слишком быстрое или слишком медленное движение влияет на качество бусинки. Но во многих случаях это также приведет к большему разбрызгиванию.
Ручной сварочный аппарат
Как и при сварке MIG, нельзя двигаться слишком быстро. Это создаст больше брызг. Одной из причин слишком быстрого перемещения является слишком высокое значение тока и/или напряжения.
Еще одна вещь, чтобы убедиться, что вы правильно поняли, длина дуги. Как правило, длина дуги должна быть равна длине металлического сердечника электрода, который вы используете для сварки электродами.
Проблемы с оборудованием
Настройки оборудования — не единственное, о чем вам нужно беспокоиться. Вам нужно позаботиться о том, чтобы сохранить снаряжение в идеальной форме.
Вы когда-нибудь спрашивали, почему мой сварочный аппарат MIG брызгает? Часть ответа может заключаться в состоянии вашего оборудования. Если у вас есть какие-либо проблемы, препятствующие его работе, это может привести к разбрызгиванию.
Если у вас есть какие-либо проблемы, препятствующие его работе, это может привести к разбрызгиванию.
Неравномерная подача проволоки, плохое заземление зажима, недостаточный слой защитного газа, изношенный контактный наконечник или контактный наконечник неправильного размера — все это может привести к чрезмерному разбрызгиванию сварочного аппарата MIG.
Любая проблема с вашим оборудованием, которая вызывает непостоянный ток, плохую подачу наполнителя, неправильное экранирование и т. д., способствует разбрызгиванию.
Как предотвратить проблемы, связанные с оборудованием
Для получения качественных сварных швов с уменьшенным разбрызгиванием ваше оборудование должно работать в соответствии с проектом.
Одна из часто упускаемых из виду деталей – зажим заземления. Если он грязный или не имеет хорошего контакта с деталью, ток может колебаться во время сварки. Это создаст больше брызг как при сварке электродом, так и при сварке MIG.
Сварочный аппарат MIG
Чтобы уменьшить разбрызгивание при сварке MIG, проволока должна подаваться непрерывно с надлежащим натяжением, без заеданий или других ограничений. Для получения чистого сварного шва необходимо обеспечить плавную постоянную скорость подачи проволоки.
Для получения чистого сварного шва необходимо обеспечить плавную постоянную скорость подачи проволоки.
Защитный газ должен свободно течь с нужной скоростью. Убедитесь, что ваши шланги, регулятор, газовые порты и т. д. подключены и функционируют должным образом. Шланги часто отсоединяются или скручиваются, а порты могут забиваться.
Контактный наконечник также должен быть в хорошем состоянии и подходящего размера. Они могут изнашиваться, но более распространенной проблемой является использование неправильного размера. Может быть трудно прочитать маркировку, и легко установить контактный наконечник неправильного размера.
Как убрать брызги
Приняв все возможные меры предосторожности, вы все равно можете время от времени получать брызги.
Когда появляются брызги, их обычно необходимо очистить, чтобы сварной шов выглядел лучше.
Плохая новость: работа утомительна. Но хорошая новость в том, что у вас есть несколько вариантов. Например:
- Шлифовка
- Измельчение с помощью молотка для разбрызгивания и
- Использование спреев, гелей или ленты для защиты от брызг.

Шлифовка
Одним из способов очистки от брызг является отламывание проверенной угловой шлифовальной машины. Это работает, но требует времени и усилий.
Однако, если вы выполняете шлифовку в рамках финишной операции, имеет смысл одновременное попадание брызг.
Долото или молоток для разбрызгивания
В тех случаях, когда вы получаете небольшое количество брызг, хорошо подойдет отбойный молоток (подобный этому).
Эти молотки спроектированы и изготовлены таким образом, что они быстро удаляют нежелательные брызги, не повреждая основной металл, оставляя сварной шов более чистым.
Спреи, гели и ленты
Еще одна стратегия, которую вы можете использовать, не позволяйте надоедливым маленьким каплям прилипать к поверхности. Вы можете применить спрей и гель против брызг, которые предназначены для предотвращения прилипания брызг.
Некоторые сварщики считают, что клейкая лента также хорошо подходит для маскировки определенных областей.