
Что такое лужение: технология процесса, инструменты, пасты
Чтобы защитить металлические изделия от разрушающего воздействия коррозии, а также подготовить поверхности заготовок к пайке мягкими припоями, задействуется технология лужения. Данный метод распространен в сфере производства разных изделий из металла, применяющиеся в авиации, электротехнике, радиотехнике. Лужение применяется по отношению к заготовкам из металла, из которых производятся различные кастрюли, тазы, консервные банки, ведра, емкости для хранения или приготовления пищи.
Технология лужения – это один из способов создания противокоррозионной защиты металлов от неблагоприятного воздействия окружающей среды. При этом защитным барьером в данном случае выступает тонкий слой олова, либо сплава на его основе.
В отдельных ситуациях, метод применяется до пайки, в рамках подготовительных работ. Данная технология применяется давно, поэтому все процессы отработаны досконально. Работа отличается простотой, для ее выполняется не нужно использовать сложное оборудование, приспособления, а также специальные инструменты.
- Олово и оловянные сплавы. Если в сплаве содержится в большом количестве медь, это способствует повышению твердости, но при этом снижается пластичность. Если в сплаве содержится много сурьмы или мышьяка, то это сказывается на хрупкости элемента. Существуют самые разные сплавы, применяющиеся при технологии лужения, при этом каждый из них имеет отличия по сфере применения. Для продукции из сферы пищевой промышленности используются сплавы с оловом, железом, никелем. Сплавы на основе олова, свинца и цинка применяются для лужения стальных заготовок.
- Хлористый цинк.
 Применяется в качестве флюса при пайке и лужении.
Применяется в качестве флюса при пайке и лужении. - Двухлористое олово. Данный компонент является базовым при лужении с помощью электрохимического способа.
Горячие технологии
Технология, при которой используется способ погружения или метод растирания. В первом случае металлическая заготовка погружается в ванну наполненную расплавленным оловом. При втором способе нанесение сплава осуществляется на плоскость заготовки, далее осуществляется дальнейшее растирание при помощи пакли.
Гальваническая технология
При этой технологии облуживание осуществляется в кислых и щелочных электролитах. Для работ применяется электрический ток, что сказывается на затратности процесса. Однако, при таком способе наносимый сплав прочно сцепляется с поверхностью металла. Слой олова получается равномерным и ровным, возможно создание покрытий с необходимой толщиной, обеспечение низкой пористости слоя.
В процессе наплавки возможно применение наплавок для металла различного типа. Технология используется для нанесения на детали слоя металла с повышенной твердостью, прочностью, стойкостью к износу, коррозии. Из-за этого увеличивается срок эксплуатации деталей, сокращается расход дефицитных материалов для их производства.
Технология используется для нанесения на детали слоя металла с повышенной твердостью, прочностью, стойкостью к износу, коррозии. Из-за этого увеличивается срок эксплуатации деталей, сокращается расход дефицитных материалов для их производства.
Заказать оловянирование в Харькове по доступной цене
- Электрохимическое оловянирование
В связи с резким удорожанием цен на энергоносители ожидаем с 01 января 2022г. повышение цены на продукцию (в среднем на 14-16%)
Процесс гальванического покрытия металлических поверхностей оловом называется оловянированием, или лужением, основной функцией которого является защита металла от коррозии. Различают блестящие и матовые покрытия, которые могут наноситься на поверхности стали, никеля, меди и ее сплавов, либо алюминия, после предварительной подготовки.
Оловянирование может производиться в кислых или щелочных электролитах. Наиболее распространены сульфатные электролиты с добавками поверхностно-активных веществ (ПАВ), при использовании которых получают блестящие оловянные покрытия с мелкокристаллической структурой.
Область применения лужения
Блестящее оловянирование используют для обеспечения паяемости, в качестве металлорезиста для печатных плат, или как защитное антикоррозийное и декоративное покрытие металлических изделий. Чаще всего, оловом покрывают электротехнические детали (контакты, токоведущие шины, шины заземления, разъемы), изделия радиотехнической и электронной промышленности. Особым спросом у производителей радиотехнической продукции пользуются покрытия, которые состоят из двух и более металлов.
Также оловянирование применяется для защиты от коррозии металла, находящегося под воздействием органических кислот, содержащихся в продуктах питания (консервная жесть).
Нанесение чистого олова имеет несколько проблемных моментов:
- малый срок пригодности к использованию под пайку, так как со временем (в течение нескольких дней) понижается свойство паяемости;
- после хранения в течение определенного срока, на поверхности образуются нитевидные кристаллы, вызывающие во время работы аппаратуры короткие замыкания. Такие осложнения возникают чаще при нанесении олова на медные, цинковые, латунные изделия. Никелевый подслой несколько замедляет процесс роста нитей;
- для снижения вероятности образования нитей оловянное покрытие следует оплавлять, что ведет к дополнительным энергетические затратам;
- при низких температурах белое олово переходит в аморфное состояние — серое олово, с повышением удельного объема и деформацией поверхности (так называемая «оловянная чума»).
Все эти проблемы легко устраняются добавлением небольшого количества висмута (до 5%). Кроме этого, покрытие олово-висмут является более стойким к коррозии, чем чистое олово.
Для контакта с пищевыми продуктами висмут не используется, ввиду его токсичности!
Преимущества блестящего оловянирования:
- качественное покрытие (не содержащее повреждений и пор) хорошо предохраняет сталь от коррозии в атмосферных условиях;
- во многих органических средах оловянирование является также электрохимической защитой от коррозии;
- блестящее олово более длительно сохраняет свойства паяемости (больше года), чем матовое покрытие;
- хорошо переносит контакт с пластмассами и резиной;
- высокая сцепляемость с металлом-основой и достаточно высокая стойкость к механическим воздействиям (изгиб, вытяжение, развальцовка, свинчивание, штамповка).
Услуги оловянирования в Харькове от компании «Укрпласт»
Наша компания выполняет следующие виды гальванических покрытий с применением олова:
- оловянирование стали
- лужение стали с подслоем никеля
- оловянирование нержавейки
- гальваническое оловянирование меди
- лужение медных сплавов с подслоем меди
- оловянирование алюминия с подслоем меди
- лужение алюминия с подслоем никеля и меди
Заказать услуги гальванического оловянирования (лужения) в Харькове в компании «Укрпласт» можно, связавшись с менеджерами любым из способов — по телефонам в шапке сайта, либо по e-mail: sales@ukr-plast. com.ua
com.ua
Лужение – это процесс изготовления белой жести, состоящей из листов железа или стали, тонко покрытых оловом путем погружения в ванну с расплавленным металлом. Следовательно, процесс более точно описывается как горячее лужение погружением . Это делается для того, чтобы железо не ржавело. Еще один метод – гальваника. Дополнительные рекомендуемые знания
Введение Терне-плита — аналогичное изделие, но ванна не из олова, а из смеси олова и свинца, причем последний металл составляет от 7,59% всего; у него нет яркого блеска белой жести, откуда и происходит его название, от terne, тусклый, потускневший. Листы, используемые в производстве, известны как черные плиты и теперь изготавливаются из стали, либо из бессемеровской, либо из мартеновской. История Производство белой жести долгое время было монополией Богемии, но около 1620 г. эта отрасль распространилась на Саксонию. В 1665 году Эндрю Яррантону (1616–1684), английскому инженеру и агроному, было поручено отправиться в Саксонию и, если возможно, изучить применяемые методы.  В том году ее общий объем производства составил 180 000 ящиков по 108 фунтов (около 50 кг, в Америке ящик 100 фунтов), в 1848 г. — 420 000 ящиков, в 1860 г. — 1 700 000 ящиков. Но впоследствии прогресс был быстрым, и добыча, составлявшая в 189 г. около 2 236 000 фунтов1, к 1900 году увеличился до более чем 849 000 000 фунтов, из которых более 141 000 000 фунтов приходилось на терновые пластины. Общий объем импорта в том году составил всего 135 264 881 фунт. В последующие годы снова произошел спад производства в Америке, и в 1907 г. работало только 20% американских заводов по производству белой жести, в то время как британское производство достигло 14 миллионов коробок. В том году ее общий объем производства составил 180 000 ящиков по 108 фунтов (около 50 кг, в Америке ящик 100 фунтов), в 1848 г. — 420 000 ящиков, в 1860 г. — 1 700 000 ящиков. Но впоследствии прогресс был быстрым, и добыча, составлявшая в 189 г. около 2 236 000 фунтов1, к 1900 году увеличился до более чем 849 000 000 фунтов, из которых более 141 000 000 фунтов приходилось на терновые пластины. Общий объем импорта в том году составил всего 135 264 881 фунт. В последующие годы снова произошел спад производства в Америке, и в 1907 г. работало только 20% американских заводов по производству белой жести, в то время как британское производство достигло 14 миллионов коробок.ПроцессыСуществует два процесса лужения черных пластин: горячее погружение и гальваническое покрытие. Гальваника При гальваническом покрытии изделие помещают в контейнер, содержащий раствор одной или нескольких солей олова. Изделие подключается к электрической цепи, образуя катод (отрицательный) цепи, в то время как электрод, как правило, из того же металла, на который наносится покрытие, образует анод (положительный). Горячее погружение В процессе горячего погружения, который является более старым, пластины после надлежащего отжига очищаются песком и водой и попеременно травятся в разбавленной серной кислоте до тех пор, пока они не станут идеально чистыми и блестящими. Затем их промывают в воде и после кипячения в пальмовом масле для удаления всех следов кислоты и воды погружают в ванну с расплавленным оловом, покрытым маслом для предотвращения окисления. Затем их переносят во вторую ванну, содержащую более чистое олово, чем в первой. После этого их протирают пеньковой резиной и погружают в третью ванну, содержащую чистейшее олово из всех; затем их пропускают через валки для отделки поверхности и регулирования толщины покрытия. По мере того как олово в третьей ванне сплавляется с железом после операции, его удаляют во вторую, заменяя чистым свежим оловом; и точно так же металл второго, по мере того как в нем увеличивается количество железа, переходит в первый. Эта статья включает текст из Encyclopædia Britannica Одиннадцатое издание , публикации, которая теперь находится в общественном достоянии. | |
| Эта статья находится под лицензией GNU Free Documentation License. Он использует материал из статьи Википедии «Лудирование». Список авторов есть в Википедии. |


 Когда электрический ток проходит через цепь, ионы металлов в растворе притягиваются к предмету.
Когда электрический ток проходит через цепь, ионы металлов в растворе притягиваются к предмету. В кислотном процессе требуется только одна ванна с оловом. Расплавленный металл покрывают слоем солянокислого цинка, который действует как флюс, и с помощью валков листы пропускают через него вниз в жесть, чтобы вывести в другой точке ванны, где есть слой масла на поверхности.
В кислотном процессе требуется только одна ванна с оловом. Расплавленный металл покрывают слоем солянокислого цинка, который действует как флюс, и с помощью валков листы пропускают через него вниз в жесть, чтобы вывести в другой точке ванны, где есть слой масла на поверхности.Белая жесть и процесс лужения – IspatGuru
Белая жесть и процесс лужения
- satyendra
- 22 июня 2019 г.
- 0 комментариев
Белая жесть и процесс лужения
Лужение или лужение — это процесс тонкого покрытия листа или полосы стали оловом (Sn) с получением продукт известен как белая жесть. Белая жесть представляет собой тонкий лист или полосу из низкоуглеродистой стали холодного обжатия, покрытую с обеих сторон технически чистым оловом. Он сочетает в себе прочность и формуемость стали с коррозионной стойкостью, паяемостью и хорошим внешним видом олова. В рамках этого широкого описания сегодня существует чрезвычайно широкий ассортимент продукции из белой жести, специально изготовленной для удовлетворения конкретных требований конечного использования.
Белая жесть представляет собой тонкий лист или полосу из низкоуглеродистой стали холодного обжатия, покрытую с обеих сторон технически чистым оловом. Он сочетает в себе прочность и формуемость стали с коррозионной стойкостью, паяемостью и хорошим внешним видом олова. В рамках этого широкого описания сегодня существует чрезвычайно широкий ассортимент продукции из белой жести, специально изготовленной для удовлетворения конкретных требований конечного использования.
Белая жесть широко используется для изготовления различных типов банок методом пайки или сварки. Они характеризуются привлекательным металлическим блеском. Белые жести с различной шероховатостью поверхности изготавливаются путем выбора обработки поверхности стального листа подложки. Они обладают отличной окрашиваемостью и пригодностью для печати. Печать красиво закончена с использованием различных лаков и красок. Соответствующая формуемость достигается для различных применений, а также необходимая прочность после формования за счет выбора надлежащего класса отпуска.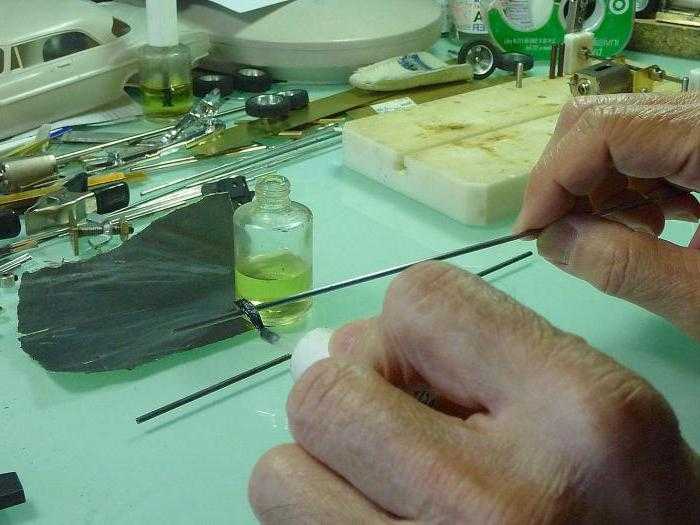 Кроме того, соответствующая коррозионная стойкость достигается по отношению к содержимому контейнера за счет выбора надлежащей массы покрытия.
Кроме того, соответствующая коррозионная стойкость достигается по отношению к содержимому контейнера за счет выбора надлежащей массы покрытия.
Белая жесть используется для изготовления всех типов контейнеров, таких как банки для пищевых продуктов, банок для напитков и художественных банок. Его применение не ограничивается контейнерами. Белая жесть также использовалась для изготовления деталей электрических машин и многих других продуктов.
Изготовление стальной основы и ее последующее покрытие оловом не зависят друг от друга, так что любой набор свойств стали теоретически может сочетаться с любым оловянным покрытием. Состав стали, используемой для белой жести, тщательно контролируется, и в зависимости от выбранной марки и способа ее обработки могут быть изготовлены различные типы стали с различной формуемостью (также известные как отпуска). Белая жесть продается из стали различной толщины, обычно от 0,15 мм до 0,6 мм.
Стальные листы могут быть покрыты оловом различной толщины. Также может быть произведена даже разная толщина на двух сторонах (дифференциальные покрытия) для удовлетворения различных условий на внутренней и внешней поверхностях контейнера. Также производится несколько вариантов отделки поверхности для различных применений. Белая жесть имеет специальную пассивирующую обработку для стабилизации поверхности и улучшения адгезии лаков. Он также содержит очень тонкую масляную пленку, улучшающую его эксплуатационные и технологические свойства. Это масло, конечно же, совместимо с пищевыми продуктами. В результате широкое разнообразие материалов дает пользователю большую гибкость в выборе и возможность выбрать именно тот материал, который подходит для данного конечного использования.
Также может быть произведена даже разная толщина на двух сторонах (дифференциальные покрытия) для удовлетворения различных условий на внутренней и внешней поверхностях контейнера. Также производится несколько вариантов отделки поверхности для различных применений. Белая жесть имеет специальную пассивирующую обработку для стабилизации поверхности и улучшения адгезии лаков. Он также содержит очень тонкую масляную пленку, улучшающую его эксплуатационные и технологические свойства. Это масло, конечно же, совместимо с пищевыми продуктами. В результате широкое разнообразие материалов дает пользователю большую гибкость в выборе и возможность выбрать именно тот материал, который подходит для данного конечного использования.
Белая жесть и упаковка пищевых продуктов
Олово присутствует в пище только в небольших количествах комплексно связанных ионов Sn(+2). Встречается в большинстве пищевых материалов. Уровни олова должны быть как можно более низкими из-за возможности раздражения желудка. Уровни обычно составляют менее 1 мг/кг (миллиграммов на килограмм) в необработанных пищевых материалах. Более высокие концентрации обнаружены в консервированных пищевых материалах из-за растворения белой жести с образованием неорганических соединений или комплексов олова. Как правило, устанавливается максимальный предел 250 мг/кг для олова в твердых пищевых продуктах в банках и максимальный уровень 200 мг/кг для жидких пищевых продуктов в банках. Хлорное олово разрешено в качестве пищевой добавки к консервам до 25 мг/кг (в пересчете на олово).
Уровни обычно составляют менее 1 мг/кг (миллиграммов на килограмм) в необработанных пищевых материалах. Более высокие концентрации обнаружены в консервированных пищевых материалах из-за растворения белой жести с образованием неорганических соединений или комплексов олова. Как правило, устанавливается максимальный предел 250 мг/кг для олова в твердых пищевых продуктах в банках и максимальный уровень 200 мг/кг для жидких пищевых продуктов в банках. Хлорное олово разрешено в качестве пищевой добавки к консервам до 25 мг/кг (в пересчете на олово).
В настоящее время основным источником олова в рационе питания являются материалы, контактирующие с пищевыми продуктами, особенно попадание из консервных банок в кислые пищевые материалы. Жестяные банки на самом деле представляют собой стальные банки с тонким покрытием из металлического олова (белой жести). На белой жести часто имеется внутреннее покрытие на основе смолы. Белая жесть в основном используется в банках, крышках банок и крышках в основном для стеклянных бутылок и банок. Однако использование жестяных банок сокращается. Олово также используется для покрытия кухонной утвари.
Однако использование жестяных банок сокращается. Олово также используется для покрытия кухонной утвари.
Олово амфотерно, реагирует как с сильными кислотами, так и с основаниями, но относительно не реагирует с почти нейтральными растворами. Присутствие кислорода значительно ускоряет реакцию в растворе. Жесть, используемая в пищевых контейнерах, окисляется очень медленно. Содержание олова в пищевых материалах зависит от (i) того, покрыты ли жестяные банки лаком, (ii) наличия каких-либо окислителей или ускорителей коррозии, (iii) кислотности пищевого продукта в жестяной банке, (iv) как долго , и при какой температуре консервные банки хранятся до открытия, и (v) продолжительность времени, в течение которого продукт хранится в жестяной банке после того, как она была открыта.
Окисление белой жести с последующей неизбежной миграцией ионов олова, образованных в пищевой материал, представляет собой физико-химический механизм, известный как расходуемый анодный эффект, который защищает нижележащую сталь от коррозии пищевым материалом. Растворение банки защищает банку от возможного перфорирования и защищает содержимое от деградации (изменения цвета и вкуса) во время тепловой стерилизации и хранения, срок годности которых обычно составляет 2 года.
Растворение банки защищает банку от возможного перфорирования и защищает содержимое от деградации (изменения цвета и вкуса) во время тепловой стерилизации и хранения, срок годности которых обычно составляет 2 года.
Концентрация олова в пищевых продуктах в нелакированных банках может превышать 100 мг/кг, в то время как в пищевых материалах, хранящихся в лакированных банках, содержание олова обычно ниже 25 мг/кг. Однако хранение пищевых продуктов в открытых нелакированных банках приводит к существенному увеличению концентрации олова в пищевых материалах. Консервированные овощи и фрукты в нелакированных банках составляют лишь небольшой весовой процент от общего потребления пищи, в то время как они могут составлять 85 % от общего потребления жести. Толщина лакового покрытия сильно влияет на характеристики лакированной пищевой банки.
Белая жесть – ее коррозия и применение
При горячем олове и гальванопокрытии на воздухе на воздухе образуется оксидная пленка. Пленка достаточно стабильна и обеспечивает барьер для дальнейшего окисления. При значениях рН от 3 до 10 и в отсутствие комплексообразователей оксидный барьер защищает металл от попадания пищи. Однако за пределами этого диапазона рН происходит коррозия олова.
Пленка достаточно стабильна и обеспечивает барьер для дальнейшего окисления. При значениях рН от 3 до 10 и в отсутствие комплексообразователей оксидный барьер защищает металл от попадания пищи. Однако за пределами этого диапазона рН происходит коррозия олова.
Некоторую коррозию можно ожидать от олова или оловянных покрытий, находящихся на открытом воздухе. При обычном воздействии в помещении олово защищает железо, сталь и их сплавы. Коррозию можно ожидать в местах разрывов покрытия (таких как поры) из-за гальванических пар, образующихся между оловом и нижележащей сталью через разрывы, особенно во влажной атмосфере.
Лужение является чрезвычайно рентабельным процессом, поскольку олово легкодоступно и намного дешевле. Он также предлагает отличную паяемость, а также превосходную защиту от коррозии.
Лужение может дать беловато-серый цвет, который предпочтителен, когда желателен тусклый или матовый внешний вид. Он также может придать блестящий металлический вид, когда предпочтительнее немного больше блеска. Олово обладает приличным уровнем проводимости, что делает лужение полезным при производстве различных электронных компонентов. Олово также используется для упаковки пищевых продуктов. Из-за нескольких преимуществ олово является предпочтительным металлом для гальванических покрытий в широком спектре отраслей, таких как (i) аэрокосмическая промышленность, (ii) упаковка пищевых продуктов, (iii) электроника, (iv) телекоммуникации и (v) производство ювелирных изделий.
Олово обладает приличным уровнем проводимости, что делает лужение полезным при производстве различных электронных компонентов. Олово также используется для упаковки пищевых продуктов. Из-за нескольких преимуществ олово является предпочтительным металлом для гальванических покрытий в широком спектре отраслей, таких как (i) аэрокосмическая промышленность, (ii) упаковка пищевых продуктов, (iii) электроника, (iv) телекоммуникации и (v) производство ювелирных изделий.
В процессе лужения могут образовываться оловянные усы, которые могут негативно сказаться на конечном результате. Олово имеет сильную склонность к образованию усов. Оловянные усы представляют собой небольшие острые выступы, которые могут образовываться на поверхности чистых луженых листов спустя долгое время после завершения процесса покрытия. Усы имеют диаметр от 1 мм до 2 мм и могут достигать длины около 3 мм. Усы могут нанести значительный ущерб готовой белой жести. Поскольку усы электропроводны, они могут вызвать короткое замыкание в электронных компонентах. Хотя точный механизм роста усов еще не изучен в деталях, оловянные усы могут возникать только в гальванических покрытиях из чистого олова. В профилактических целях в олово требуется добавлять свинец не менее 2 %, либо нагреть чистое оловянное покрытие выше температуры плавления олова.
Хотя точный механизм роста усов еще не изучен в деталях, оловянные усы могут возникать только в гальванических покрытиях из чистого олова. В профилактических целях в олово требуется добавлять свинец не менее 2 %, либо нагреть чистое оловянное покрытие выше температуры плавления олова.
Процесс лужения
Белая жесть в основном представляет собой стальной продукт, поскольку представляет собой полосу тонкой стали, покрытую оловом с обеих сторон. Таким образом, производство белой жести удобно разделить на две основные стадии, а именно (i) производство тонкой полосы или листа из низкоуглеродистой стали, имеющих требуемые размеры и механические свойства, и (ii) процесс покрытия оловом. Здесь описан только процесс покрытия оловом. Тонкая полоса или лист из низкоуглеродистой стали, на который нанесено оловянное покрытие, называется «черной пластиной».
Большое количество относительно прочной белой жести в настоящее время производится методом двойного обжатия. Более тонкая, но прочная белая жесть может быть изготовлена методом двойного обжатия, что позволяет более эффективно использовать материал при изготовлении банок. После первоначальной холодной прокатки и отжига вместо дрессировки сталь подвергается второму холодному обжатию со смазкой примерно от 10 % до 50 %. Эффект деформационного упрочнения придает стали дополнительную прочность, в то время как полоса сохраняет достаточную пластичность, чтобы из нее можно было формовать крышки и корпуса банок. Окончательная толщина может составлять всего 0,12 мм, типичный диапазон составляет от 0,14 мм до 0,24 мм. Для двойного обжатия можно использовать двухклетевой или трехклетевой прокатный стан. На некоторых заводах используется мельница двойного назначения, которая может производить материал двойного обжатия и работать как обычная дрессировочная мельница. Сталь, подвергнутая двойному обжатию, демонстрирует очень заметные направленные свойства, и направление волокон всегда должно указываться и учитываться во время операций формовки с окончательной белой жестью.
Более тонкая, но прочная белая жесть может быть изготовлена методом двойного обжатия, что позволяет более эффективно использовать материал при изготовлении банок. После первоначальной холодной прокатки и отжига вместо дрессировки сталь подвергается второму холодному обжатию со смазкой примерно от 10 % до 50 %. Эффект деформационного упрочнения придает стали дополнительную прочность, в то время как полоса сохраняет достаточную пластичность, чтобы из нее можно было формовать крышки и корпуса банок. Окончательная толщина может составлять всего 0,12 мм, типичный диапазон составляет от 0,14 мм до 0,24 мм. Для двойного обжатия можно использовать двухклетевой или трехклетевой прокатный стан. На некоторых заводах используется мельница двойного назначения, которая может производить материал двойного обжатия и работать как обычная дрессировочная мельница. Сталь, подвергнутая двойному обжатию, демонстрирует очень заметные направленные свойства, и направление волокон всегда должно указываться и учитываться во время операций формовки с окончательной белой жестью.
Перед подачей на линию лужения полоса обычно обрезается по краям и проверяется на линии подготовки рулона. Также можно установить толщиномер полосы, чтобы можно было вырезать нестандартную или нестандартную черную пластину. Рулоны оптимального веса производятся путем сварки отрезков ленты.
Существует два процесса лужения черных пластин, а именно (i) процесс горячего лужения погружением и (ii) процесс гальванического покрытия.
Процесс горячего лужения
Процесс горячего лужения погружением представляет собой процесс погружения черной стальной пластины в ванну с чистым расплавленным оловом при температуре выше 232°C. Полученное покрытие состоит из очень тонкого интерметаллического слоя, который сначала формируется на границе раздела основного материала. и олово (например, при погружении черной пластины образуется сплав железа и олова), за которым следует слой чистого олова.
Стальная полоса, подлежащая лужению, сначала разматывается, а затем подвергается тщательной очистке и, при необходимости, циклу травления. После этого вся его поверхность смачивается подходящим для применения флюсом, обычно это стандартный коммерческий продукт. Этот флюс или «жидкость для пайки» активирует поверхность полосы при подготовке к процессу лужения. За так называемой флюсовой ванной следует ванна с нагретым оловом. Обычно это кастрюля с резистивным нагревом, но для высокой производительности можно также рассмотреть возможность использования кастрюли с индукционным нагревом. Здесь расплавленное олово выдерживается при заданной температуре, и количество энергии, отводимое полосой с покрытием, заменяется. Также можно использовать систему газового отопления, но она имеет недостатки из-за сложности монтажа.
После этого вся его поверхность смачивается подходящим для применения флюсом, обычно это стандартный коммерческий продукт. Этот флюс или «жидкость для пайки» активирует поверхность полосы при подготовке к процессу лужения. За так называемой флюсовой ванной следует ванна с нагретым оловом. Обычно это кастрюля с резистивным нагревом, но для высокой производительности можно также рассмотреть возможность использования кастрюли с индукционным нагревом. Здесь расплавленное олово выдерживается при заданной температуре, и количество энергии, отводимое полосой с покрытием, заменяется. Также можно использовать систему газового отопления, но она имеет недостатки из-за сложности монтажа.
Скорость полосы достигает 200 метров в минуту (м/мин). Оловянная ванна имеет температуру примерно от 250°С до 290°С (температура плавления олова составляет около 230°С). Учитывая относительно низкую теплопроводность олова, необходимо тщательно регулировать температуру ванны. После ванны с оловом, размер которой должен быть адекватным, ядром системы является конструкция и технологическая интеграция устройства очистки и продувки, поскольку оно имеет решающее значение для толщины и однородности покрытия по ширине и длине полосы. . Опционально воздухоочиститель может быть соединен с неразрушающим встроенным датчиком покрытия. Это образует замкнутый контур управления, обеспечивающий стабильное качество продукции. Из воздухоочистителя полоса с новым покрытием поступает в бесконтактную зону охлаждения с высокой конвекцией, а затем проходит через датчик покрытия, прежде чем снова наматывается на моталку. Специальный режим работы линии лужения в остановочном режиме обеспечивает резкое снижение брака луженого материала.
. Опционально воздухоочиститель может быть соединен с неразрушающим встроенным датчиком покрытия. Это образует замкнутый контур управления, обеспечивающий стабильное качество продукции. Из воздухоочистителя полоса с новым покрытием поступает в бесконтактную зону охлаждения с высокой конвекцией, а затем проходит через датчик покрытия, прежде чем снова наматывается на моталку. Специальный режим работы линии лужения в остановочном режиме обеспечивает резкое снижение брака луженого материала.
Преимущества процесса горячего лужения: (i) отсутствие отходов производственного процесса, (ii) в производственном процессе вообще не используются опасные вещества (такие как циан, свинец и т. д.), (iii) скорость покрытия очень высока. высокая (в несколько раз выше, чем при гальванопокрытии, (iv) как толстое, так и тонкое покрытие может быть получено примерно с одинаковой скоростью, (v) толщина слоя олова устанавливается системой воздушных ножей с компьютерным управлением, бесконтактный процесс, который обеспечивает особенно высокое качество поверхности, (vi) оловянное покрытие и основной металл прочно связаны, так как интерметаллический слой образуется во время процесса горячего погружения, (vii) риск роста нитевидных кристаллов очень мал, поскольку процесс горячего погружения делает кристаллическую структуру олова однородной и сводит к минимуму его внутреннее напряжение, которое сводит к минимуму риск роста усов. Преимущества горячего лужения по сравнению с гальваническим оловянным покрытием включают (i) меньшую пористость, чем гальваническое покрытие, (ii) большую пластичность, чем гальваническое покрытие, (iii) практически отсутствие напряжений, (iv) больше экономии кал, чем гальваническое покрытие, и (v) лучшая коррозионная стойкость, чем гальваническое покрытие. Недостатком горячего лужения является то, что толщина покрытия, получаемого при горячем лужении, не так хорошо контролируется по сравнению с толщиной покрытия, обеспечиваемого методами гальванического покрытия. Горячее лужение не следует использовать, когда требуются жесткие допуски.
Преимущества горячего лужения по сравнению с гальваническим оловянным покрытием включают (i) меньшую пористость, чем гальваническое покрытие, (ii) большую пластичность, чем гальваническое покрытие, (iii) практически отсутствие напряжений, (iv) больше экономии кал, чем гальваническое покрытие, и (v) лучшая коррозионная стойкость, чем гальваническое покрытие. Недостатком горячего лужения является то, что толщина покрытия, получаемого при горячем лужении, не так хорошо контролируется по сравнению с толщиной покрытия, обеспечиваемого методами гальванического покрытия. Горячее лужение не следует использовать, когда требуются жесткие допуски.
Лужение гальванопокрытием
При гальванике покрываемый предмет помещают в сосуд, содержащий раствор одной или нескольких солей олова. Элемент подключается к электрической цепи, образуя катод (отрицательный) цепи, в то время как электрод, как правило, из того же металла, на который наносится покрытие, образует анод (положительный). Когда через цепь проходит электрический ток, ионы металлов в растворе притягиваются к предмету. Для получения гладкой блестящей поверхности лист с гальваническим покрытием затем кратковременно нагревают выше точки плавления олова.
Когда через цепь проходит электрический ток, ионы металлов в растворе притягиваются к предмету. Для получения гладкой блестящей поверхности лист с гальваническим покрытием затем кратковременно нагревают выше точки плавления олова.
В настоящее время белая жесть практически производится только гальванопокрытием олова на стальной основе в непрерывном процессе (рис. 1). Основная причина, по которой электролужение стальной полосы заменяет процесс горячего лужения погружением, заключается в том, что оно обеспечивает очень высокую степень контроля толщины, включая разную толщину покрытия на двух сторонах стального листа. Процесс электролужения также обеспечивает более высокий выход белой жести с превосходным качеством и меньшими производственными затратами. Кроме того, с улучшением технологии нанесения покрытия и химического состава стальной основы толщина стальной основы и оловянного покрытия постепенно значительно уменьшается. В настоящее время типичная толщина покрытия находится в диапазоне от 0,1 до 1,5 мкм в зависимости от конечного использования.
Рис. 1 Схематическая технологическая схема непрерывной линии электролужения
Существует четыре основных варианта электролитического покрытия, которые можно использовать для осаждения олова. Это (i) щелочной станнат, (ii) кислый сульфат, (iii) кислый фторборат и (iv) кислый сульфонат. Станнатный процесс основан на станнате натрия или калия. Для высокоскоростных покрытий используется станнат калия, так как он имеет очень высокую растворимость по сравнению с солью натрия. Для достижения плотности тока до 1600 ампер на квадратный метр (А/кв.м) используется состав, содержащий 210 граммов на литр (г/л) станната калия и 22 г/л гидроксида калия. Концентрация станната калия может быть удвоена для достижения плотности тока 4000 А/кв.м. Анодный КПД в диапазоне от 75 % до 9Для щелочного процесса характерны КПД 5 % и КПД катода в диапазоне от 80 % до 90 %.
Из всех процессов лужения щелочной процесс имеет лучшую метательную способность. Процесс не требует использования органических добавок, но должен работать при повышенных температурах (от 70°С до 90°С). Наиболее важным аспектом щелочного лужения является критическая необходимость надлежащего контроля анода. Если оловянные аноды не контролируются должным образом во время процесса покрытия, образуются грубые пористые отложения. Во время процесса покрытия на аноде должна присутствовать желто-зеленая пленка, чтобы обеспечить отличное покрытие.
Наиболее важным аспектом щелочного лужения является критическая необходимость надлежащего контроля анода. Если оловянные аноды не контролируются должным образом во время процесса покрытия, образуются грубые пористые отложения. Во время процесса покрытия на аноде должна присутствовать желто-зеленая пленка, чтобы обеспечить отличное покрытие.
Гальванические растворы на основе сульфата двухвалентного олова (от 7 г/л до 50 г/л) и серной кислоты (от 50 г/л до 150 г/л) могут образовывать либо яркий декоративный налет, либо матовую поверхность в зависимости от типа зерна используется система очистки/осветления. Полуяркое матовое оловянное покрытие можно получить, используя желатин и органическое соединение бета-нафтол. В продаже имеется большое разнообразие органических отбеливателей для получения ярких декоративных прилипающих отложений из электролита на основе сульфата двухвалентного олова. Эти добавки обычно основаны на алифатических альдегидах и ароматическом амине. Усовершенствованные версии вышеуказанного состоят из смачивающих агентов, таких как водорастворимый полиэтиленгликоль и водорастворимое производное этилена в качестве основного отбеливающего агента. Блестящая ванна имеет несколько преимуществ по сравнению с матовым процессом, включая улучшенную коррозионную стойкость, уменьшенную пористость, устойчивость к отпечаткам пальцев, улучшенную паяемость, а также косметический вид.
Блестящая ванна имеет несколько преимуществ по сравнению с матовым процессом, включая улучшенную коррозионную стойкость, уменьшенную пористость, устойчивость к отпечаткам пальцев, улучшенную паяемость, а также косметический вид.
Кислотный сульфатный процесс работает при температуре от 20°C до 30°C практически со 100% эффективностью анода и катода. Кислотная ванна не требует тщательного контроля анода, как в щелочной ванне станната, но требует добавления органических добавок. Однако рассеивающая способность кислотной ванны обычно меньше по сравнению со щелочным станнатным процессом.
Другой процесс кислотного покрытия на основе фторбората олова (от 75 г/л до 115 г/л) и плавиковой кислоты (от 50 г/л до 150 г/л) предназначен для покрытия чистого матового олова. Основное преимущество этого процесса по сравнению с сульфатом олова заключается в том, что он может работать при гораздо более высоких плотностях катодного тока, до 10 000 А/м2 (в перемешиваемых растворах для покрытия). Желатин и бета-нафтол обычно используются в качестве измельчителей зерна в этом процессе, который работает в диапазоне температур от 20°C до 30°C. Эффективность анода и катода составляет около 100 %.
Желатин и бета-нафтол обычно используются в качестве измельчителей зерна в этом процессе, который работает в диапазоне температур от 20°C до 30°C. Эффективность анода и катода составляет около 100 %.
В последнее время все большее распространение получают составы для лужения на основе метансульфокислоты (от 15 % до 25 % по объему), поскольку растворы требуют простой обработки отходов, не содержат фторидов или бора и менее коррозионно-активны, чем электролиты на основе борфтористоводородной кислоты. Метансульфоновые электролиты, как и фтороборатные ванны, могут удерживать высокие концентрации металла в растворе (до 100 г/л олова), что позволяет производить покрытие на высоких скоростях. Основным недостатком метан-сульфокислотного процесса является его высокая стоимость химической подготовки.
Все кислые электролиты для лужения, упомянутые выше, осаждают олово из двухвалентного состояния (+2) по сравнению с состоянием +4 для щелочных растворов станната. Таким образом, кислотные процессы осаждают олово в два раза быстрее, чем станнатный процесс, и работают практически со 100% эффективностью катода. Процессы с кислотным оловом легче контролировать и поддерживать, чем с раствором станната. Они имеют дополнительное преимущество работы при температуре окружающей среды.
Процессы с кислотным оловом легче контролировать и поддерживать, чем с раствором станната. Они имеют дополнительное преимущество работы при температуре окружающей среды.
При рассмотрении технологического процесса в непрерывной линии электролужения (рис. 1) рулоны черного листа подаются на линию лужения, загружаясь на разматыватель. Для непрерывной работы необходимы два разматывателя. Задний конец обрабатываемого рулона приваривается к головному концу следующего обрабатываемого рулона, что требует неподвижности двух рулонов во время сварки. Чтобы избежать остановки во время сварки, линии оснащены петлевыми башнями или аккумуляторами, которые могут вмещать различное количество размотанного черного листа (часто до 600 метров). Современные линии электролужения включают в себя боковые триммеры после накопителя, чтобы обрезать полосу до нужной ширины. Кроме того, многие линии теперь включают в себя выравниватели натяжения или растяжения, которые применяют контролируемое натяжение поперек полосы для устранения искажений.
В непрерывных линиях электролужения время очистки очень короткое (около 1-2 секунд). Следовательно, существует потребность в эффективной очистке полосы черной пластины. Эта потребность удовлетворяется за счет использования электролиза для химического растворения остатков прокатного масла и других органических загрязнителей. Сильный ток, пропускаемый во время электролиза, приводит к образованию газов на поверхности полосы. Это приводит к подъему грязи и остатков с полосы. Чистящее средство обычно представляет собой 1-5-процентный раствор в воде смеси фосфатов, смачивающих агентов и эмульгаторов на основе гидроксида/карбоната натрия. Температура обычно находится в диапазоне от 80°С до 9°С.0 градусов Цельсия с плотностью тока 1000 А/кв.м обычно достаточно. №
После очистки полоску тщательно промывают, лучше всего в горячей воде (70°C) с помощью струй высокого давления. Травление удаляет слои оксида и ржавчины и оставляет поверхность протравленной для лучшего осаждения олова. Во время процесса полоса обычно делается анодной, а затем катодной с плотностью тока в диапазоне от 500 А/кв.м до 3000 А/кв.м.
Во время процесса полоса обычно делается анодной, а затем катодной с плотностью тока в диапазоне от 500 А/кв.м до 3000 А/кв.м.
На участке лужения могут использоваться различные типы электролитов. Гальванические ячейки состоят из ряда вертикальных резервуаров, через которые полоса проходит змеевидным образом. Количество используемых проходов гальванического покрытия, длина анода и ширина полосы определяют эффективную площадь гальванического покрытия. Это, вместе с доступным током покрытия, определяет максимальную скорость линии для конкретного веса покрытия. Современные линии лужения достигают скорости 600 м/мин и более при стандартной ширине полосы от 1000 мм до 1250 мм. Стальная полоса проходит через резервуары с помощью направляющих роликов, расположенных на дне резервуаров, и направляющих роликов с обрезиненными прижимными роликами вверху. Они собирают электролит с полосы и возвращают его в гальваническую ячейку. Проводящие валки должны иметь хорошую электропроводность и низкое контактное сопротивление между валком и мокрой полосой. Эти валки обычно изготавливаются из стали, покрытой медью, а затем хромом.
Эти валки обычно изготавливаются из стали, покрытой медью, а затем хромом.
Каждый резервуар для покрытия имеет четыре шины анода и четыре группы анодов, по одному на каждую сторону нижнего и верхнего проходов полосы. Традиционно аноды изготавливаются из олова чистотой 99,9 % и имеют ширину 76 мм, толщину 50 мм и длину около 1,8 м. Анод изнашивается в процессе и заменяется, когда его толщина уменьшается примерно на 70 %. Изношенный анод удаляется с одного конца батареи, а новый вставляется с другого, а остальные перемещаются, чтобы освободить место. В последние годы все большую популярность приобретают инертные аноды из титана, покрытого оксидом платины или иридия. Компания Nippon Steel первой применила инертные аноды в линии электролужения. В этом случае ионы двухвалентного олова производятся в автономном режиме на генерирующей установке, в которой кислород под высоким давлением барботируется через раствор электролита, содержащий шарики чистого олова, растворяя олово и получая свежий электролит.
Инертные аноды располагаются параллельно стальной полосе в фиксированном положении. Нет необходимости в частой замене этих анодов. Это приводит к минимальным изменениям толщины оловянного покрытия по ширине полосы. Регулируемые краевые маски обеспечивают правильную ширину анода, чтобы избежать накопления олова на краях полосы. Поскольку нет необходимости отливать и заменять оловянные аноды, использование инертных анодов также снижает потребность в рабочей силе.
Также использовалась альтернативная система параллельных оловянных анодов. В этой системе анодные перемычки располагаются параллельно полосе и нагружаются обычными оловянными анодами. Блок анодов расположен близко к полосе, что снижает требуемое начальное напряжение. По мере того как аноды медленно растворяются, напряжение увеличивается для поддержания заданного тока. Когда аноды уменьшены до заданной толщины, заменяется весь блок. Утверждается, что эта система обеспечивает такой же контроль толщины олова, как и с инертными анодами.
В конце секции покрытия находится секция контроля вытягивания, которая по существу удаляет остатки электролита с полосы для последующего восстановления. Олово осаждается в виде беловатого налета со слабым металлическим блеском. Там, где это необходимо, плавление осуществляется индукционным или резистивным нагревом (или их комбинацией) для получения яркого зеркального покрытия. При резистивном нагреве сильный переменный ток пропускается через полосу через направляющие ролики. При индукционном нагреве полоса проходит через ряд медных катушек с внутренним охлаждением, через которые проходит ток высокой частоты. Наведенный вихревой ток и гистерезисные потери нагревают полосу и расплавляют оловянное покрытие. Этот процесс плавления в потоке повышает коррозионную стойкость продукта за счет образования инертного слоя сплава олова и железа.
Перед плавлением в потоке пластину флюсуют путем обработки разбавленным электролитом или запатентованными химическими веществами, чтобы предотвратить появление поверхностных дефектов на пластине. Оловянная пластина, расплавленная потоком, имеет на поверхности тонкую пленку оксида олова, которая, если ее не обработать, может расти во время хранения. Для улучшения стойкости к потускнению и способности к лакированию на полосу наносится химическая или электрохимическая пассивация. Наиболее распространенная форма пассивации включает катодную обработку при температуре от 50°С до 85°С в растворе дихромата или хромовой кислоты, содержащем 20 г/л дихромата (другие виды обработки, которые в настоящее время редко используются, включают использование фосфатов или карбонатов). Эта обработка создает сложный слой хрома и его гидратированных оксидов, который препятствует росту оксидов олова, предотвращает пожелтение, улучшает адгезию краски и сводит к минимуму окрашивание соединениями серы. Перед нанесением масла жесть должна быть тщательно высушена. Промасливание диоктилсебацинатом или ацетилтрибутилцитратом осуществляется в процессе электростатического распыления.
Оловянная пластина, расплавленная потоком, имеет на поверхности тонкую пленку оксида олова, которая, если ее не обработать, может расти во время хранения. Для улучшения стойкости к потускнению и способности к лакированию на полосу наносится химическая или электрохимическая пассивация. Наиболее распространенная форма пассивации включает катодную обработку при температуре от 50°С до 85°С в растворе дихромата или хромовой кислоты, содержащем 20 г/л дихромата (другие виды обработки, которые в настоящее время редко используются, включают использование фосфатов или карбонатов). Эта обработка создает сложный слой хрома и его гидратированных оксидов, который препятствует росту оксидов олова, предотвращает пожелтение, улучшает адгезию краски и сводит к минимуму окрашивание соединениями серы. Перед нанесением масла жесть должна быть тщательно высушена. Промасливание диоктилсебацинатом или ацетилтрибутилцитратом осуществляется в процессе электростатического распыления.
Контроль качества осуществляется путем контроля в процессе производства перед размоткой и включает в себя проверку толщины полосы, обнаружение проколов и толщины жести.
Существует еще один процесс электролужения, в котором используются горизонтальные, а не вертикальные емкости для покрытия. Эта конфигурация вместе с используемой высокой плотностью тока (6500 А/кв. м) позволяет использовать линии с высокой скоростью, обычно превышающей 600 м/мин. Гальванические ванны расположены на двух ярусах, на каждом уровне которых находится до 18 гальванических ванн (длиной 1,8 м и глубиной 300 мм) с блоками небольших анодов, поддерживаемых проводящими угольными опорами, над которыми проходит полоса. Аноды выступают за край полосы примерно на 130 мм, а опоры наклонены под углом по ширине резервуара, что обеспечивает постоянное расстояние между поверхностями полосы и анода для анодов постепенно уменьшающейся толщины. На входе и выходе каждого уровня покрытия и между соседними отдельными ячейками покрытия полоса проходит между парой валков, причем верхний проводящий вал называется катодным валком. Олово покрыто на нижней стороне первой колоды. Затем сталь поворачивается на 180 градусов и поступает на вторую площадку, где другая сторона покрыта металлом.
pH этой системы (около 3) является высоким для кислотной системы, но в ванну не добавляется свободная кислота. Ванна содержит хлорид олова (около 35 г/л в виде Sn 2+), фториды натрия и калия, хлорид натрия и гидрофторид калия вместе с органическими добавками, такими как полиалкиленоксиды или нафталинсульфокислота. Электролит постоянно циркулирует в системе, переливается через торцы баков и рециркулирует. В нижней деке электролит распыляется на верхнюю часть полосы, чтобы смочить ее. После нанесения покрытия полоса проходит через промывочные баки, отжимные валки и сушилку горячим воздухом, расположенные на верхней третьей деке. В этом процессе проточное плавление обычно осуществляется индукционным нагревом. Электролит содержит фторборат олова (30 г/л в виде Sn 2+), фторборную кислоту и борную кислоту для предотвращения гидролиза фторборат-ионов. Также используются фирменные присадки. Утверждается, что эти линии могут работать в более широком диапазоне плотности тока, что обеспечивает большую гибкость линии.