
Как настроить сварочный полуавтомат, отрегулировать величину тока, напряжения и скорость подачи проволоки
Таблица сварочных токов и других важных параметров для полуавтомата с подходящими режимами сварочного процесса с использование углекислого газа методом «точка». Ее рекомендуется использовать при работе с углеродистыми сталями.
Какой газ использовать?
Тип защитного газа влияет на характеристики сварки: на глубину проникновения, электрическую дугу и механические свойства шва.
p, blockquote 8,0,0,0,0 —>
- 100%-ая углекислота (чаще всего используется для сварки сталей) обеспечивает более глубокое проникновение при сварке, но увеличивается количество брызг и шов более грубый, чем при смеси аргона с углекислотой.
- Смесь 75%-ного аргона и 25% углекислоты (называется 75/25 или С25) можно считать лучшей смесью для углеродистой стали. При сварке с таким газом образуется мало брызг, получается красивый шов и при сварке тонкий металл не прожигается насквозь, так как нет сильного проникновения.

- Для сварки нержавейки используется смесь 98% аргона и 2% углекислоты. Для алюминия – 100% аргон.

Частые ошибки и способы их решения
- Громкий «треск» при работе. Отчетливые щелчки указывают на малую скорость подачи припоя. Увеличивайте данный параметр пока звук работы не станет нормальным.
- Сильное разбрызгивание. Зачастую разбрызгивание появляется при недостатке изолирующего газа. Проверьте редуктор, при необходимости – увеличьте подачу газа.
- Непровары и прожиги устраняются настройкой Вольтажа, а также регулировкой индуктивности (если есть).
- Острые вершины или неравномерная ширина валика. Обе проблемы связанны с положением и скоростью движения горелки. Помимо настроек сварки обращайте внимание и на собственную технику работ.
Внешнее влияние на настройки
Изменение пространственного положения шва, усиление катета, толщины, конфигурации стыков одного металла потребуют разных настроек. Основные настройки полуавтомата (ПА):
- Напряжение дуги; регулировка отражается на изменении величины тока.

- Ток – подача проволоки; увеличение скорости подачи проволоки отзывается пропорциональным ростом величины тока и наоборот.
- Расход газа задаётся с опорой на основные параметры, регулируется оценкой качества шва при исключении порообразования.
Далее по результатам тестового прохода режимы электродуговой сварки в среде защитных газов подвергаются корректировке.
Для опытного практика даже звучание зажжённой дуги информативно. Придётся с приобретением полуавтомата привыкать к его особенностям, необходимости подстраивать под изменения:
- Комплектация и сборка ПА с равноценными характеристиками отличаются начинкой, различие в настройке встречаются у одного производителя.
- Перепады напряжения сбивают настройки; трансформаторный ПА отключится, а инвертор может сгореть.
- Изменение состава защитного газа.
- Смена марки и диаметра проволоки.
- Повлияет даже незначительный ремонт или замена комплектующих.
Газозащита
Газопоток также относится к расчётным табличным величинам. Напрямую на настройку сварочного полуавтомата не влияет. Контроль упрощается, если редуктор оснащён 2 шкалами. Регистрация величины редуцированного потока воспринимается объективнее с установкой ротаметра.
Напрямую на настройку сварочного полуавтомата не влияет. Контроль упрощается, если редуктор оснащён 2 шкалами. Регистрация величины редуцированного потока воспринимается объективнее с установкой ротаметра.
Расходомер ротаметрический показывает подачу углекислоты (аргона) рабочего давления в постоянных величинах. Показание статического давление снизится, когда сработает курок горелки, создастся защитное облако. Начальный диапазон для ротаметра 6–10 л/мин, для редуктора с манометрами – 1–2 атм.
Экономный расход подбирается по пористости шва: газопоток увеличивается, пока не исчезнут поры. В помещении с принудительной вытяжкой и на ветру в целях экономии предпочтительно воспользоваться порошковой самозащитной проволокой.
Подбор газовой смеси
Выбор смеси определяют требования качества исполнения и свойства материала:
- СО2 – идеальное предохранение сварочной ванны конструкционных сталей, глубокий проплав, но разбрызгивание и грубоватость шва для тонких работ не подходят.

- Смесь аргона и углекислого газа С25 (75% Ar; 25% CO2) – сочетание подходит для сварки тонколистовых конструкций, создаётся равномерный шов с минимумом брызг.
- Композиция из 98% Ar; 2% CO2 – для нержавеющих сталей.
- Для алюминия – аргон в чистом виде.
Настройка напряжения
Затраты мощности на горение дуги и плавление металла определяет настройка вольтажа. Энергозатраты возрастают с увеличением глубины провара (толщины материала) и диаметра проволоки.
Настройки бытовых ПА ступенчатые. Огрубление режимами min/max или многорежимные, с мягкой подстройкой как расширенный диапазон регулировки сварочного напряжения полуавтомата Wester MIG-110i на 10 установок.
На внутренней стороне крышки кожуха находится таблица регламента установочных величин напряжения. Это главная подсказка производителя, печатается на модели, разнящиеся по мощности и техоснащению.
Итоговое решение, как настроить полуавтомат сварочный за оператором.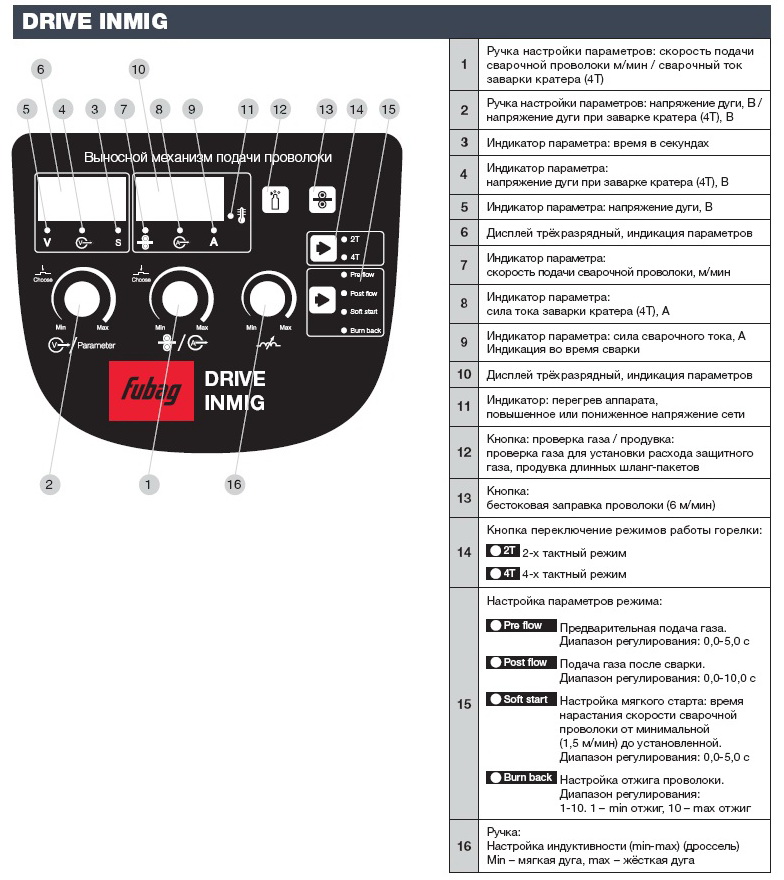 Расплывчатые рекомендации не догма, основной критерий – глубина провара и прочность соединения.
Расплывчатые рекомендации не догма, основной критерий – глубина провара и прочность соединения.
Скорость подачи проволоки
Регулятор скорости подачи проволоки управляет силой тока. Величина подачи – одна из основных изменяемых характеристик. Устанавливается после выбора напряжения: скорость плавления определяет движение электрода в горелке.
Эта величина подлежит регулировке после смены марки и диаметра проволоки, изменения напряжения. Существуют ПА с автоматической подстройкой режима, но они в сегменте дорогостоящей аппаратуры.
Желательна тонкая настройка движения расходного материала для оптимизации корректировок. Излишнее ускорение приведёт к наплывам, замедление – к просадке, волнистости, разрывам шва. Баланс тока и напряжения, управляемого скоростью подачи, в сумме дают оптимальный валик.
Первый показатель несоответствия режима выявляется в действии – скорость подачи с зажжённой дугой снижается, но проволока не успевает плавиться, сгибается, липнет к заготовке, идёт активное разбрызгивание.
Недостаточность подачи – электрод инвертора сгорает до касания, забивается наконечник. Подбор режима скорость/ток под выставленное напряжение – первый шаг к профессионализму.
Скорости подачи проволоки в полуавтомате, таблица прямой зависимости влияния изменения настроек на конечный результат:
Полярность
Процедура изменения полярности проста. Под крышкой табличка с указанием, какой металл вид и проволоки требуют прямой или обратной полярности. Прямая – горелка подключается к клемме минус. При прямой полярности плавление проволоки ускоряется на 50%, но стабильность дуги падает.
Сварка порошковой самозащитной проволокой ведётся при прямой полярности. Максимум энергии тепловыделения расходуется на защиту шва. Флюс прореагирует без остатка. Склонность к разбрызгиванию компенсируется безразличием к недоочистке рабочих зон, и порывам ветра. Издержки в виде брызг и корки шлака – неизбежное зло.
Цельная омеднённая в газовом облаке подсоединяется к положительной клемме. Подготовка материала к сварке связана с зачисткой проявлений коррозии, загрязнений стыков, разделки. Токопроводность возрастает с увеличением диаметра. Для заготовок большого сечения есть резон увеличить сечение проволоки.
Подготовка материала к сварке связана с зачисткой проявлений коррозии, загрязнений стыков, разделки. Токопроводность возрастает с увеличением диаметра. Для заготовок большого сечения есть резон увеличить сечение проволоки.
Вылет и выпуск проволоки
Длина вылета расходного электрода из контактной трубки (наконечника), величина рабочего зазора горелки влияют на качество неразъёмного соединения.
Взаиморасположение наконечника горелки относительно сопла в отдельных конструкциях меняется. Они располагаются на одном уровне, контактная трубка утапливается или выдвигается относительно сопла до 3,2 мм.
На коротком вылете ведётся швообразование конструкционных низколегированных сталей – увеличение расстояния разрежает прикрытие защитным газом. Флюсовую проволоку искусственно удлиняют для увеличения температуры плавления.
Настройка дуги
Уже простые модели ПА имеют верньер управления величинами индуктивности. Настройка жёсткости меняет температуру дуги, глубину проплавления при заметной выпуклости шва.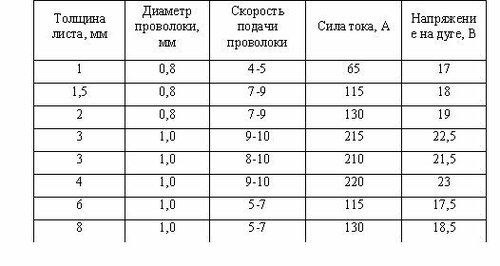 Чувствительность деталей к перегреву, тонкие стенки теперь не препятствуют сварке.
Чувствительность деталей к перегреву, тонкие стенки теперь не препятствуют сварке.
Снижение сжатия токового канала (рост индуктивности) поднимает температуру плавления, проплав глубокий, сварочная ванна разжижается. Валик шва уплощается. Управление глубиной провара, температурой дуги и ванны – качественно новый уровень настройки сварочного полуавтомата.
Малые диаметры присадки делают дугу устойчивее, коэффициент наплавки растёт, глубина проплавления оптимизируется, разбрызгивание снижается. По выпуклости шва и величине разбрызгивания уточняется длина дуги: короткая даёт объёмный шов, длинная мешает концентрации расплава.
Основные правила при выборе режима
Нельзя сказать, что существует какой-то определенный оптимальный режим сварки для всех соединений. В каждом отдельном случае необходимо исходить из свойств материала, особенностей заготовки, поворотных углов, толщины металла и прочее. Идеальный и прочный стык получается только тогда, когда все нюансы учтены. А чтобы это понять, попробуйте сварить две детали с разными настройками. Так будет нагляднее для вас, что получится в итоге. Но, а для тех, кто не готов самостоятельно экспериментировать, предлагаем воспользоваться нашими советами.
А чтобы это понять, попробуйте сварить две детали с разными настройками. Так будет нагляднее для вас, что получится в итоге. Но, а для тех, кто не готов самостоятельно экспериментировать, предлагаем воспользоваться нашими советами.
Беря в руки заготовку и сварочный аппарат, вам нужно вообразить, сколько тепла потребуется, чтобы расплавить этот металл. Другими словами, как быстро должен расплавляться присадочный пруток, чтобы расплавить металлическую поверхность и вступить с ней в диффузию. Для тонких материалов количество тепла будет меньше, чтобы не прожечь насквозь, а для толстых – требуется больший нагрев, чтобы равномерно и глубоко проникло тепло, не оставив не задействованных участков. Отталкиваясь от этого нехитрого умозаключения, вы сможете выставить настройки аппарата наиболее приближенные к оптимальным параметрам.
Теперь перейдем от слов к делу. Сила тока и напряжение дуги являются главными показателями в настройках полуавтомата. Скорость подачи присадки зависит от силы тока, чем ток выше, тем быстрее движется проволока. Сила тока напрямую зависит от стабильного горения дуги и наоборот. Только в случае правильного режимного настроя и уверенных движений мастера, стык получится правильным и прочным.
Сила тока напрямую зависит от стабильного горения дуги и наоборот. Только в случае правильного режимного настроя и уверенных движений мастера, стык получится правильным и прочным.
Как настроить полуавтоматическое сварочное оборудование
Если вы подошли к этому этапу, вы наверняка уже умеете пользоваться настройками подачи газа и правильно устанавливать электрод. Мы поговорим о выборе силы сварочного тока и о напряжении, так как эти два момента наиболее важны при сварочных работах. Вы должны научиться выбирать наиболее благоприятный режим зоны сварки.
Для начала найдите ненужный кусок металла, на котором вы сможете тренироваться. Подготовьте его к работе. Очистите от грязи, ржавчины или краски. Пройдитесь шлифовальной машинкой или воспользуйтесь наждачной бумагой. Натрите до блеска. Вот именно на этом материале и пройдет практическое обучение. Не беритесь сразу за чистовик, выполните домашнюю работу на черновике, а после многочисленных попыток вы уже не сможете испортить нужные детали. Хотя бывает всякое.
Хотя бывает всякое.
Первый шаг поиска настроек
Первым делом настройте напряжение сварочной дуги. Рекомендуемый диапазон от 15 до 20 V. Следующим параметром будет выставление силы тока на 100А. В одной руке вы держите горелку, а второй рукой вы регулируете настройки. Таким образом, результат от настроек вы видите моментально. Обратите внимание на стабильность дуги и на звук, который она издает. Приятный треск не должен резонировать. Расплавленный металл сейчас не имеет значения, вы должны определить параметры тока и дуги, при которых работа протекает на высшем уровне. Крутите ручку настроек плавными движениями по чуть-чуть, буквально на одно-два деления. Когда вы найдете оптимальный вариант, эти значения нужно зафиксировать. Не полагайтесь на память, запишите либо сфотографируйте.
Что такое индуктивность в сварочном полуавтомате?
Приобретение сварочного аппарата (инвертора) – это всегда сопряжено с дилеммой: качество или цена. И, как часто это бывает, побеждает цена. Приобретая недорогой сварочный инвертор, его хозяин получает некоторое снижение качества работы с агрегатом.
Приобретая недорогой сварочный инвертор, его хозяин получает некоторое снижение качества работы с агрегатом.
А точнее: сложность с розжигом электрода и жесткостью сварочного процесса. Но небольшая доработка (и недорогая) дает возможность изменить характеристики аппарата. Самый простой вариант – это установить дроссель. Что это такое, и для чего нужен дроссель.
Основное его назначение – стабилизация тока. Все дело в том, что в аппарате переменного тока поджиг расходника должен производиться при определенном напряжении, которое должно соответствовать синусоиде электрического тока.
Сварочный дроссель, включенный в схему инвертора, позволяет сместить фазы между напряжением и электрическим током. А это в свою очередь влияет на легкость розжига электрода, плюс более ровному горению электрической дуги.
В купе в конечном результате получается ровный и качественный сварной шов. Что и требуется для подтверждения качества конечного результата.
Дроссели можно устанавливать и в сварочных трансформаторах, и в инверторах, и в полуавтоматах. При использовании устройства в полуавтоматах для сварки можно констатировать уменьшение разбрызгивания металла, шов проваривается глубже, сварочный процесс проходит мягче.
При использовании устройства в полуавтоматах для сварки можно констатировать уменьшение разбрызгивания металла, шов проваривается глубже, сварочный процесс проходит мягче.
Способы регулировки тока с помощью дросселя
Достоинства устройства несомненны. Практика это подтверждает полностью. Но есть три режима трансформатора, в которых он может находиться. При этом с помощью дросселя в некоторых из них можно регулировать силу сварочного тока. Кстати, дроссель подключается к вторичной обмотке трансформатора, при этом регулируется воздушный зазор в сердечнике.
- Холостой ход. Это режим, когда аппарат включен, а работа на нем не производится. Напряжение на трансформатор подано, электродвижущая сила во вторичной обмотке присутствует, а на выходе сварочного тока нет.
- Нагрузка. Зажигается дуга, которая замыкает электрическую входную цепочку. В нее входят обмотка дросселя и вторичная обмотка трансформатора. По цепи движется ток, значение которого определяется сопротивлениями двух обмоток.
 Если в цепь не установить дроссель, то на выходе получился бы ток максимального значения. А это большая вероятность получить прожог свариваемых металлов, залипание электрода. Степень настройки тока будет зависеть от воздушного зазора в стержне, на который наматывается обмотка дросселя.
Если в цепь не установить дроссель, то на выходе получился бы ток максимального значения. А это большая вероятность получить прожог свариваемых металлов, залипание электрода. Степень настройки тока будет зависеть от воздушного зазора в стержне, на который наматывается обмотка дросселя. - Короткое замыкание. КЗ образуется в тот момент, когда кончик электрода касается свариваемых металлических заготовок. При этом на сердечнике трансформатора образуется магнитный поток переменного типа, а на вторичной обмотке индуктируется электродвижущая сила. При этом сила тока будет зависеть от общего сопротивления обмотки дросселя и вторичной обмотки трансформатора.
Что касается воздушного зазора, то его увеличение приводит к тому, что сопротивление цепочки увеличивается.
А это в свою очередь приводит к уменьшению магнитного потока, соответственно уменьшается индуктивное сопротивление обмоток трансформатора и дросселя. Уменьшилось сопротивление, увеличился ток на выходе. Все по закону Ома.
Поэтому ток дуги увеличивается. Именно таким образом с помощью дросселя можно регулировать ток сварочной дуги.
В этой системе с дросселем есть один недостаток. Любой аппарат для сварки в процессе работы вибрирует. Это негативно сказывается на прохождении тока по катушке дросселя. Поэтому можно отказаться от плавной настройки и регулирования тока, а перейти на ступенчатую настройку.
Для этого в сердечнике дросселя не надо устанавливать воздушный зазор. Для этого обмотка прибора делается с отводами (через определенное количество витков), к которым припаиваются контакты. Правда, необходимо учитывать тот момент, что через эти контакты будет проходить ток в несколько сот ампер.
Поэтому нужно подобрать такие, которые ток такой силы смогут выдерживать.
И еще одна причина, по которой дроссель для сварочного аппарата нужно включить, чтобы процесс сварки проходил в «мягких» условиях.
Есть такая характеристика зависимости напряжения сварочной дуги от силы тока на конце электрода, которая носит название падающая.
Это очень полезная зависимость, особенно в тех случаях, когда сложно или трудно выдержать расстояние между электродом и свариваемыми металлическими заготовками.
Обеспечить падающую характеристику одним трансформатором практически невозможно, потому что сопротивление его обмоток здесь недостаточно.
Обмотка дросселя практически в два раза увеличивает общее сопротивления электрической цепи, что позволяет обеспечить падающую зависимость напряжения от тока.
То есть, это еще один плюс в копилку дросселя. Теперь становится понятным, зачем нужен этот прибор.
Как сделать дроссель своими руками
Для катушки дросселя лучше использовать магнитопровод серии UI. Намотка провода на катушку – процесс непростой и трудоемкий, требующий терпения и аккуратности. Есть в этом деле несколько моментов, которые определяют качество конечного результата.
- Обязательно перед началом намотки производится изоляция ярма UI.
- Наматывать медный или алюминиевый провод можно только в одном направлении.

- Каждый намотанный на сердечник слой необходимо изолировать от последующего. Для чего может быть использована стеклоткань, специальная хлопчатобумажная изоляция или картон.
- Изоляционный слой необходимо обрабатывать бакелитовым лаком.
- Если устраивается ступенчатая регулировка тока, то выводы обмотки нужно обязательно маркировать. Это упростит в последующем подключение дросселя к сварочному аппарату, то есть, нужный вывод будет легко найти.
Ступенчатую регулировку тока можно организовать и при помощи нагрузочного омического сопротивления. По сути, это обычная спираль из нихромовой проволоки, которая подключается к выходу дросселя. Правда, необходимо отметить, что этот вариант не самый лучший. Нихромовая проволока сильно нагревается, иногда даже докрасна, так что это большая опасность.
В сварочных трансформаторах плавная регулировка тока обеспечивается смещением первичной обмотки относительно вторичной. Уменьшая между ними расстояние, производится уменьшение магнитного поля.
А соответственно и снижение сопротивления в цепи. Обычно трансформаторные аппараты снабжаются рукояткой, которая расположена сверху агрегата.
Вращая ручку в ту или другу сторону, уменьшается или увеличивается сила тока дуги.
Но для инверторного сварочного аппарата, который применяется в быту, лучше использовать для улучшения работы дроссель. Проще, удобнее, недорого. Тем более, сделать его своими руками – не проблема.
Поделись с друзьями
Настройка сварочного полуавтомата — режимы, регулировки, ошибки
Сварочные технологии становятся все более доступными, так каждый сейчас может приобрести простой инвертор, а более практичные покупатели выбирают сварочные полуавтоматы.
Перечислять преимущества данной технологии можно очень долго, но на практике владельцы не всегда рады своему приобретению. Связанно это с тем, что люди просто не знают, как происходит настройка сварочного полуавтомата.
Мы разобрали основные функции бюджетных устройств и приборов среднего класса, чтобы на примере их возможностей рассказать, как происходит регулировка полуавтомата.
Как правильно настроить сварочный полуавтомат. Таблица настройки полуавтомата для сварки
На настройки влияют внешние параметры
Толщина заготовок, пространственное положение сварного соединения, конфигурация стыка, необходимость в усилении катета и другие показатели требуют корректировки в настройках аппарата. Основные настройки полуавтоматической сварки:
- сила тока – подача присадочной проволоки. Зависимость прямо пропорциональна: увеличение скорости подачи проволоки требует более высоких значений в настройках силы тока;
- напряжение дуги. Значения регулировки влияют на величину тока;
- расход защитного газа зависит от основных параметров сварки.
Первичные значения можно задавать по настроечной таблице. Далее выполняется тестовое сваривание определенного количества элементов. По его результатам настройки корректируются.
После приобретения полуавтомата необходимо время для того, чтобы привыкнуть к особенностям его работы. Со временем даже звучание электрической дуги станет для пользователя информативным. А пока что нужно привыкать к изменениям:
А пока что нужно привыкать к изменениям:
- комплектация полуавтоматов с идентичными эксплуатационными показателями могут сильно отличаться. Отличия в настройках – не редкость даже среди моделей одного производителя;
- из-за перепадов напряжения настройки полуавтоматической сварки сбиваются;
- изменение марки и состава проволоки;
- изменение состава газа;
- даже небольшой ремонт, а тем более замена комплектующих ведут к изменениям в работе оборудования.
Табличные значения данных для сварочных работ
Существует определённый регламент, разработанный опытным путём, и таблица сварочных токов для полуавтомата поможет вам сделать правильную регулировку и настройку оборудования. Ниже мы приведём таблицу, которая поможет вам правильно настроить агрегат, исходя из конкретных условий работы с металлическими поверхностями
| Толщина свариваемых деталей, мм | Диаметр проволоки, мм | Показатели Вольтметра, V | Показатели Амперметра, А | Скорость подачи присадки, м/ч |
| 1 -1,5 | 0,8 | 20 | 70-80 | 150 |
| 2 | 1 | 20 | 150-170 | 150 – 180 |
| 3 | 1,2 | 21 | 180-230 | 180 – 240 |
| 4 – 5 | 1,2 | 25 | 200-300 | 350 – 450 |
| 8 | 1,6 | 30 | 300 | 550 – 650 |
Этих данных вполне достаточно для вас, чтобы можно было решить вопрос, как настроить полуавтомат сварочный Ресанта для сварки. В любом случае, это рекомендуемые параметры, а более точные данные настройки вы можете отрегулировать непосредственно в рабочем процессе.
В любом случае, это рекомендуемые параметры, а более точные данные настройки вы можете отрегулировать непосредственно в рабочем процессе.
Скоростной режим подачи газа
Как работает автоматический сварочный аппарат
Автоматизация — кажется, что в наши дни она повсюду. И сварка не исключение. Почему? Потому что автоматизация позволяет повысить точность, повысить безопасность и ускорить процессы. В конечном счете, автоматизация выводит мир сварки на совершенно новый уровень.
Многие отрасли прыгают на поезд автоматизации сварки из-за преимуществ. Но что такое автоматическая сварка? Ниже мы подробно рассмотрим, как работает автоматическая сварка, чтобы ответить на любые ваши вопросы.
Что такое автоматическая сварка?
Автоматическая сварка — это термин, используемый для описания сварочной операции, которая на самом сложном уровне не требует участия оператора в процессе. Автоматические сварочные аппараты могут работать сами по себе и не требуют ручной настройки во время процесса. Фактически, если параметры установлены внутри машины, их нельзя изменить. Единственное, что должен сделать оператор, это запустить машину и следить за появлением ошибок и дефектов, если таковые имеются.
Автоматические сварочные аппараты могут работать сами по себе и не требуют ручной настройки во время процесса. Фактически, если параметры установлены внутри машины, их нельзя изменить. Единственное, что должен сделать оператор, это запустить машину и следить за появлением ошибок и дефектов, если таковые имеются.
Лучший тип сварки, который хорошо работает при автоматической сварке, — это более повторяющиеся сварные швы. Это делает его идеальным решением для заводов с повторяющимися процессами изготовления идентичных деталей на заводской линии. Вы обнаружите, что это также идеально подходит для быстрой сварки, поскольку некоторые машины работают почти в пять раз быстрее, чем ручная сварка.
Однако, если вам нужно что-то помимо повторяющихся сварных швов, вам подойдет роботизированная сварка, поскольку это один из наиболее продвинутых уровней автоматической сварки, при котором работа выполняется роботами. Роботизированная сварка может быть запрограммирована для выполнения различных типов сварки, а не только повторяющихся сварных швов.
Как работает автоматическая сварка?
Сварочный автомат — это система, которая проходит цикл для выполнения задачи. Тем не менее, некоторые ключевые элементы сварочного аппарата важны для понимания того, как он работает. Ключевые задействованные компоненты:
- Контроллер цикла сварки — известен как самая важная часть, поскольку он управляет сварочными операциями и определяет продолжительность каждого этапа.
- Роботизированная или механическая рука – часто перемещается в трех измерениях вместо человека-оператора.
- Механизм подачи проволоки — когда необходимо начать сварочные работы, механизм подачи проволоки посылает присадочную проволоку (линейный сварочный электрод) в робот, чтобы начать операцию. По мере необходимости он подает проволоку к руке и горелке. Сварочный автомат использует гораздо меньше проволоки (а также энергии и времени), чем ручная сварка.
- Высокотемпературная горелка или сварочная головка, которая может нагреваться до чрезвычайно высоких температур
 Он плавит основной металл, вызывая плавление.
Он плавит основной металл, вызывая плавление.
Большинство автоматических сварочных аппаратов могут сами загружать работу в сварочную станцию. Автоматизация выполняет весь процесс без необходимости участия человека-оператора. Кроме того, автоматическая сварка планирует, организует и контролирует весь процесс, прежде чем тщательно оценивать этапы.
Хотя автоматическая сварка не требует участия оператора, для некоторых полуавтоматических сварочных аппаратов требуется оператор. Таким образом, работа автоматической сварки немного отличается в зависимости от выбранного вами метода. Например, в то время как источник питания управляет скоростью подачи проволоки и длиной дуги, операторы будут управлять скоростью и позиционированием.
Автоматическая и ручная сварка
В современных производственных процессах ручная сварка по-прежнему играет свою роль. Наиболее вероятным местом, где по-прежнему требуются ручные сварщики, являются более сложные работы, требующие различных стилей и методов. Автоматические и роботизированные сварочные аппараты лучше подходят для работ, требующих повторяющихся процессов.
Автоматические и роботизированные сварочные аппараты лучше подходят для работ, требующих повторяющихся процессов.
Что касается адаптации, автоматическая сварка работает не очень хорошо, но это может измениться в ближайшие месяцы и годы. До тех пор ручные сварщики все еще нужны, а во многих отраслях промышленности сварщиков не хватает.
Тем не менее, те, у кого есть технические ноу-хау для работы с автоматическими машинами, скорее всего, будут пользоваться более высоким спросом. Сварщики, имеющие специальные сертификаты, подтверждающие их знания, скорее всего, преуспеют в области сварки. Благодаря опытным сварщикам, выполняющим ручную сварку, и передовым автоматизированным машинам сварочные проекты будут выполняться быстрее и с меньшими затратами, чем когда-либо.
Типы автоматической сварки
Существует несколько типов автоматической сварки. Чтобы быть более конкретным, существует много различных типов роботизированной сварки. Давайте взглянем на семь наиболее распространенных из них:- Дуговая сварка: Дуговая сварка, возможно, самый распространенный тип роботизированной сварки, представляет собой электрическую дугу, которая генерирует чрезвычайно высокий уровень тепла, что обеспечивает плавление, соединение и затвердевание металла.

- Сварка ВИГ: Сокращение для вольфрама в инертном газе. В этом типе сварки используется вольфрамовый электрод с высокой температурой плавления. Однако это не расходует электрод во время сварки. Другими словами, он не плавится и не становится присадочным металлом; поэтому сварщику не нужно балансировать подачу тепла. Экран из инертного газа защищает расплавленный металл. Это может быть такой газ, как гелий, который не дает металлу вступать в реакцию с атмосферой.
- Сварка MIG: Также известная как сварка металлов в среде инертного газа, лучше всего подходит для сварки трубопроводов или мебели. Иногда от этого выигрывают и арт-объекты. Тонкая проволока будет действовать как электрод внутри сварочного аппарата и будет непрерывно поступать, когда удерживается курок. Это нагревает оба металла и затвердевает как единое целое.
- Сварка сопротивлением: Сварка сопротивлением лучше всего подходит для термообработанных изделий.
 Сначала на куски металла оказывается давление. Затем между двумя металлическими частями проходит электрический ток, заставляя металлы плавиться и сплавляться вместе.
Сначала на куски металла оказывается давление. Затем между двумя металлическими частями проходит электрический ток, заставляя металлы плавиться и сплавляться вместе. - Точечная сварка: Точечная сварка — это процесс сварки, используемый для сварки двух (или более) металлических листов. Для этого он применяет давление и тепло. По мере того как материалы плавятся, они сплавляются вместе и затвердевают после отключения тока.
- Плазменная сварка: Плазменная сварка образует дугу — аналогично процессу сварки ВИГ — но вместо того, чтобы помещать электрод в горелку, его можно отделить от защитного газа.
- Лазерная сварка: При лазерной сварке используется лазерный луч для соединения двух металлов или даже термопластов. Считается одной из самых быстрых скоростей сварки, может работать в двух режимах. Он будет работать при сварке с ограниченной проводимостью или при сварке с замочной скважиной.
Плюсы и минусы автоматической сварки
Как и в большинстве случаев, автоматическая или роботизированная сварка имеет свои плюсы и минусы.
Во-первых, преимущества автоматической сварки:
Каждый раз вы будете получать высокоточные и стабильные сварные швы. Качество вашего сварного шва будет не похоже ни на что другое. Кроме того, вы не рискуете ошибиться из-за человеческого фактора из-за внешних факторов, таких как отвлекающие факторы. Благодаря такой согласованности вы можете быть уверены, что каждая произведенная деталь соответствует стандартам, которых ожидаете вы и ваши клиенты.
Управлять очисткой стало намного проще.
Вы можете выполнить работу намного быстрее.
Вы не ограничены продолжительностью времени, в течение которого он может работать на высоком уровне.
Избавляет сотрудников от необходимости подвергать себя опасности.
Автоматическая сварка позволяет сэкономить деньги несколькими способами. Во-первых, сэкономить на оплате труда рабочего, который будет использовать ручную сварку. Скорость также делает его экономически эффективным вариантом. С ограниченным количеством квалифицированных сотрудников, обладающих этими навыками, вам не нужно будет предлагать конкурентоспособную заработную плату, чтобы обеспечить себе лучшее в бизнесе.
Вы можете минимизировать количество используемого материала. Автоматические сварочные аппараты используют меньше проволоки. Кроме того, в конце остается намного меньше отходов, что экономит ваши деньги.
Далее, минусы автоматической сварки:
Первоначальная стоимость настройки может быть высокой. Вы также должны учитывать затраты на техническое обслуживание или ремонт сварочного аппарата, если это необходимо.
Ремонт или замена могут привести к потере производственного времени.
Хотя машина может быть быстрой, это не значит, что вы можете легко изменить выполняемую ею задачу. Потребуется время, чтобы настроить конфигурацию так, как вам нужно. Таким образом, отсутствие гибкости может быть недостатком.
Автоматическая и роботизированная сварка, безусловно, будущее. Технологии постоянно развиваются, поэтому мы уверены, что в ближайшем будущем мы увидим еще больше достижений. Сварочные автоматы делают процесс сварки проще, безопаснее и эффективнее. И к чему это приводит? Продукт более высокого качества, приносящий более высокую прибыль – беспроигрышный вариант!
И к чему это приводит? Продукт более высокого качества, приносящий более высокую прибыль – беспроигрышный вариант!
Полуавтоматическая сварка против полностью автоматизированной сварки
Опубликовано: Последнее обновление: Автор: Кейтлин Кауден Комментарии: 0 Отнесено к категории: Без категорииХотя люди опасаются, что автоматизированная сварка может заменить рабочих, важно подумать о том, собираетесь ли вы использовать полуавтоматическую или полностью автоматизированную систему. Когда вы беспокоитесь о замене рабочих, вы, вероятно, думаете о полностью автоматизированной системе.
Полностью автоматизированная система будет выполнять все, начиная от загрузки продукта, самостоятельного перемещения машины, сварки и выгрузки продукта из машины. Хороший способ представить себе эту систему — если вы когда-нибудь видели видео о пищевой фабрике. Машина запускается утром и работает сама по себе весь день, пока кто-нибудь не выключит ее в конце дня, регулярно производя один и тот же продукт весь день.
Хороший способ представить себе эту систему — если вы когда-нибудь видели видео о пищевой фабрике. Машина запускается утром и работает сама по себе весь день, пока кто-нибудь не выключит ее в конце дня, регулярно производя один и тот же продукт весь день.
С другой стороны, всегда есть возможность приобрести полуавтоматическую систему. С полуавтоматической системой у вас будет один или два рабочих, обслуживающих машину. Они загрузят продукт, запустят машину, проверят ее работу и выгрузят
продукт из машины, когда это будет сделано. Это может быть процесс в течение всего дня или разбитый на смены в зависимости от потребностей бизнеса.
Какие льготы?
Если ваша компания нуждается в больших объемах одного и того же продукта, полностью автоматизированная система будет производить продукцию быстрее, чем любой традиционный сварочный аппарат. Это дало бы компании возможность «установить и забыть» таким образом, чтобы они могли сосредоточиться на других задачах. Это освобождает руки и гарантирует получение готового продукта в конце рабочего дня.
Это освобождает руки и гарантирует получение готового продукта в конце рабочего дня.
Для предприятий, производящих несколько видов продукции, полуавтоматическая сварочная система упрощает настройку машины для различных продуктов и их переключение по мере необходимости для удовлетворения потребностей бизнеса. Этому навыку, по сути, можно научить любого, поэтому компаниям не обязательно нанимать конкретных сотрудников для этой работы, они могут менять своих существующих сотрудников в течение дня или даже нанимать кого-то, кто иначе не мог бы получить аналогичную должность ( как кто-то прямо из средней школы, который хочет учиться).
Что мы думаем?
Здесь, в THG Automation, мы продаем полуавтоматические сварочные аппараты. Хотя мы видим преимущества полуавтоматических настроек для бизнеса, мы знаем, что каждый бизнес имеет разные потребности и может извлечь выгоду из любого из них.
Вас интересует полуавтоматическая сварочная система? Свяжитесь с нами, и мы будем более чем рады обсудить любые вопросы или проблемы, которые могут у вас возникнуть.