
Особенности, сфера применения, достоинства и недостатки аргонодуговой сварки
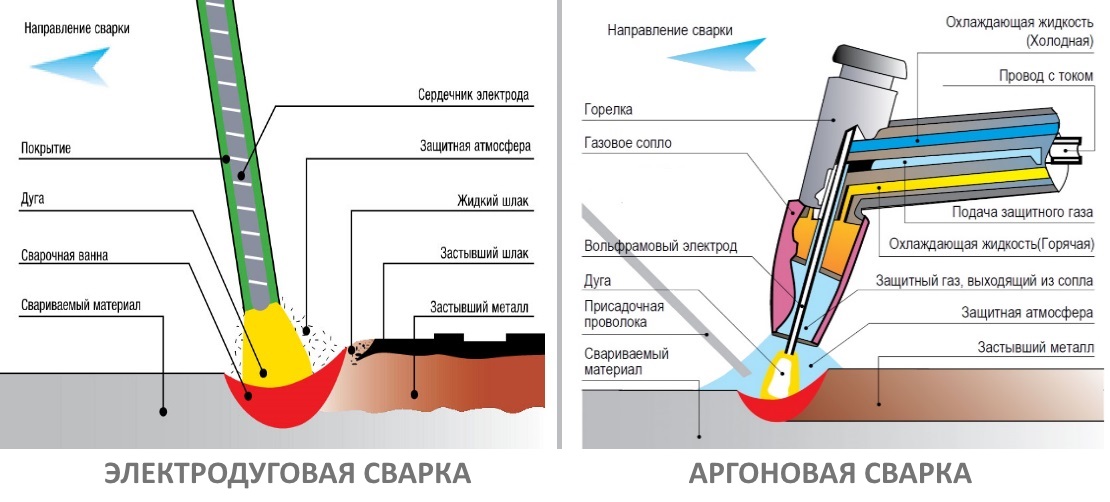
Аргонодуговой способ соединения металлов можно назвать своеобразной комбинацией электродуговой и газовой сварки. С первой его связывает использование электрической дуги для нагрева металлов, а со второй – применение газа для защиты сварочной ванны. Такой метод выполнения сварочных работ имеет свои особенности.
Особенности аргонодуговой сварки
Стали, а также большинство цветных металлов и их сплавав, в расплавленном состоянии способны взаимодействовать с газами, содержащимися в воздухе. Это отрицательно сказывается на качестве сварных швов: в них появляются дефекты, ослабляющие соединения. Оптимальное решение этой проблемы — аргонодуговая сварка. Она обозначается аббревиатурой TIG (Tungstren Inert Gas).
Процесс аргонодуговой сварки
Роль защитного газа
Одной из особенностей аргоновой сварки является применение защитного газа (в этом она похожа на полуавтоматическую). Чаще всего для этой цели используется аргон. Являясь инертным газом, он не вступает в реакции с другими веществами, содержащимися в воздухе или металлах. Кроме того, аргон примерно на 35 % тяжелее воздуха, поэтому легко вытесняет его из зоны сварки. В результате расплавленный металл тоже не может вступать в реакции с другими газами (в первую очередь имеются в виду кислород и азот). Таким образом резко уменьшается количество дефектов в швах.
Чаще всего для этой цели используется аргон. Являясь инертным газом, он не вступает в реакции с другими веществами, содержащимися в воздухе или металлах. Кроме того, аргон примерно на 35 % тяжелее воздуха, поэтому легко вытесняет его из зоны сварки. В результате расплавленный металл тоже не может вступать в реакции с другими газами (в первую очередь имеются в виду кислород и азот). Таким образом резко уменьшается количество дефектов в швах.
Аргон может заменяться гелием (более дорогой газ). Иногда применяется аргон с примесью кислорода (не более 35 %). Последний приводит к выгоранию примесей в металлах или образованию с ними легких соединений, которые в сварочной ванне перемещаются к поверхности. Такие процессы приводят к предотвращению образования пор.
Защитный газ для аргоновой сварки
Название «аргон» имеет греческие корни и в переводе означает «ленивый» или «неактивный». Это самый распространенный инертный газ.В 1 м3 воздуха содержится более 9 л аргона, а в 1 л морской воды – около 0,3 см3. При высокой концентрации он способен оказывать на человека наркотическое воздействие и даже вызывать отравление.
Электроды
Аргонодуговая сварка может проводиться только неплавящимися электродами. Используются вольфрамовые стержни.
Процесс сварки
Для нагревания и плавления металлов применяется электрическая дуга. Она зажигается между вольфрамовым электродом и поверхностью металла. При этом касания электродом соединяемых поверхностей не происходит. Во-первых, таким образом предохраняется от загрязнения вольфрамовый стержень, во-вторых, зажигание дуги за счет возникновения искры в аргоновой среде затруднено, поскольку этот газ обладает высоким потенциалом ионизации. Для этой цели применяется специальный прибор – осциллятор. Он подает на электрод высокочастотные высоковольтные импульсы, за счет которых ионизируется дуговой промежуток, и после подачи тока зажигается дуга.
Формирование швов
Образование швов при соединении элементов из тонких металлов возможно только за счет расплавления их кромок. Во всех остальных случаях дополнительно используется присадочная проволока. При этом ее химический состав должен соответствовать химическому составу металла в сварочной ванне.
Применение аргонодуговой сварки
Преимущества и недостатки аргоновой сварки
К преимуществам следует отнести:
- Минимизацию количества дефектов в сварных швах в результате действия защитного газа.
- Уменьшение деформации металла за счет небольшой зоны нагрева.
- Получение аккуратных швов.
- Исключение разбрызгивания металла ввиду отсутствия его капельного переноса.
- Возможность работы с любыми цветными металлами, включая алюминий.

- Отсутствие шлака. Соответственно, нет необходимости в механической доработки швов.
Недостатки:
- Для выполнения требуется приобретение дорогостоящего оборудования.
- Этот способ соединения металлов не относится к высокопроизводительным.
- Применение аргонодуговой сварки на практике требует сложных настроек оборудования и высокой квалификации сварщиков.
Результат применения аргонодуговой сварки
Применение аргоновой сварки
Сфера применения аргонодуговой сварки широка. Этот тип сварки выбирают везде, где к сварочным швам предъявляются повышенные требования. Такой способ особенно востребован для соединения тонкостенных изделий и трудносвариваемых металлов. Аргонодуговая сварка позволяет работать с любыми сталями, включая нержавеющие, оцинкованные или гальванизированные, с титаном, чугуном, медью и другими цветными металлами.
Аргонодуговую сварку используют в автомобиле-, авиа- и ракетостроение.С ее помощью изготавливаются ответственные узлы из алюминия и его сплавов.
Особый интерес аргонодуговая сварка представляет для соединения алюминиевых элементов. Этот металл относится к трудносвариваемым, склонен к образованию трещин, имеет большую усадку, а в расплавленном виде легко окисляется и покрывается тугоплавкой пленкой, препятствующей соединения отдельных капель в шов. Аргонодуговая сварка, несмотря на эти особенности материала, позволяет получить качественные сварочные швы.
Поделитесь с друзьями:
Аргонная сварка (аргонодуговая) – технология, ГОСТ, оборудование
- Преимущества и недостатки технологии
- Технологические особенности сварки
- Оборудование для сварки
- Особенности оборудования
- Самостоятельное выполнение сварочных работ
- Экономическая выгода от выполнения сварки своими силами
Аргонная сварка — это распространенная технология, которая чаще всего используется, когда необходимо выполнить соединение деталей из алюминия, а также его сплавов. Аргонодуговая сварка представляет собой оптимальную технологию при необходимости соединения алюминиевых деталей, так как данный газ эффективно защищает сварочную ванну, а также расплавленный присадочный материал от негативного воздействия кислорода, содержащегося в окружающем воздухе.
Аргонодуговая сварка представляет собой оптимальную технологию при необходимости соединения алюминиевых деталей, так как данный газ эффективно защищает сварочную ванну, а также расплавленный присадочный материал от негативного воздействия кислорода, содержащегося в окружающем воздухе.
Процесс аргонной сварки
Преимущества и недостатки технологии
Как известно любому специалисту-сварщику, варить алюминий очень проблематично именно по причине того, что на поверхности данного металла при его контакте с кислородом формируется оксидная пленка, отличающаяся значительной температурой плавления. Аргонодуговая сварка как раз и дает возможность эффективно защищать поверхность соединяемых деталей, а также сварочной ванны от негативного воздействия кислорода. Аргон, благодаря своим характеристикам, полностью вытесняет кислород из зоны выполнения сварки, из-за чего данный процесс протекает максимально эффективно.
Сварочный шов, выполненный в защитной среде аргона
Сварка в среде аргона успешно используется не только при работе с деталями из алюминия, но и с изделиями из других металлов: чугуна, нержавеющей стали, титана, меди, серебра, золота и др. Основными причинами, по которым сварка по подобной технологии пользуется большой популярностью, являются следующие:
Основными причинами, по которым сварка по подобной технологии пользуется большой популярностью, являются следующие:
- высокое качество формируемых сварных соединений, в швах которых отсутствуют поры и посторонние примеси;
- при осуществлении такой сварки соединяемые детали нагреваются очень незначительно, что минимизирует риск их деформации;
- скорость аргонной сварки, благодаря высокой температуре сварочной дуги, достаточно высока, что делает данную технологию очень эффективной и экономичной;
- шов, получаемый при осуществлении аргонной сварки, отличается равномерной глубиной проплавления;
- по данной технологии можно эффективно выполнять сварку деталей из таких металлов, которые другими методами сварки не соединяются.
Аргонодуговая сварка дает возможность получать аккуратные и красивые сварные швы, что имеет большое значение во многих ситуациях.
Выполненное посредством аргонной сварки соединение фланца с трубой из нержавеющей стали
Из недостатков, которыми данная технология также обладает, можно выделить следующие:
- необходимость использования достаточно сложного оборудования и осуществления его точной настройки;
- для выполнения аргонной сварки от специалиста требуется наличие соответствующих навыков и опыта.

Технологические особенности сварки
Наиболее знакомым всем примером использования сварки, выполняемой в среде аргона, выступает реставрация автомобильных дисков, изготовленных из легких сплавов, выполненных на основе алюминия. В процессе такой реставрации на автомобильных дисках завариваются трещины, полученные ими в процессе жесткой эксплуатации. Выполнить такую процедуру при помощи других методов соединения металла практически невозможно, поэтому технология аргонодуговой сварки в данной ситуации является практически безальтернативной.
Ремонт легкосплавных автомобильных дисков с помощью аргонной сваркиТехнология выполнения аргонной сварки предполагает использование неплавящегося электрода, который изготавливается из вольфрама. Данный металл, как известно, обладает уникальными характеристиками: температура его плавления составляет 3410 градусов, кипения — 5900 градусов, и даже пребывая в раскаленном состоянии, он сохраняет свою исключительную твердость. Что важно, при выполнении одного метра сварного шва расходуется всего несколько сотых долей грамма вольфрама.
Что важно, при выполнении одного метра сварного шва расходуется всего несколько сотых долей грамма вольфрама.
Стойкость неплавящихся электродов, выполненных из вольфрама, становится еще выше, если легировать данный материал оксидами редкоземельных металлов: церия, лантана, иттрия, тория, циркония и др. Электрод из вольфрама располагается в центре керамического сопла, через которое в зону выполнения сварочных работ подается защитный газ.
Принцип выполнения сварочных работ, предполагающих использование неплавящегося электрода и защитного газа, заключается в следующем.
- К соединяемым деталям, как и при выполнении обычной дуговой сварки, подключается масса.
- Если выполняется ручная аргонодуговая сварка, то сварщик в правой руке удерживает горелку с неплавящимся электродом, а в левой — присадочный материал, из которого и формируется сварной шов.

- При нажатии кнопки на держателе между вольфрамовым электродом и поверхностью соединяемых деталей зажигается электрическая дуга, которая обеспечивает плавление кромок соединяемых деталей и присадочного материала. Такая дуга, по сути, является основным инструментом, используемым при выполнении аргонной сварки.
- В отличие от принципа выполнения обычной электросварки, соединение деталей из алюминия при помощи вольфрамового электрода и присадочного прутка не предполагает совершение последним поперечных движений, а только выполняемых в продольном направлении.
В качестве присадочного используется металл, по своему химическому составу максимально соответствующий составу материала, из которого изготовлены соединяемые детали. Основным назначением такого материала является заполнение зазора между соединяемыми деталями и, соответственно, формирование сварного шва.
Тепловая энергия, которая необходима для плавления кромок соединяемых деталей и присадочного материала, формируется при помощи электрической дуги, горящей между электродом и поверхностью соединяемых деталей. Зона сварки, в которую нельзя допускать поступления азота и кислорода из окружающего воздуха, защищается при помощи аргона, вытесняющего данные газы из рабочей области.
Зона сварки, в которую нельзя допускать поступления азота и кислорода из окружающего воздуха, защищается при помощи аргона, вытесняющего данные газы из рабочей области.
Такая сварка по принципу своей работы представляет собой гибрид электрической и дуговой сварки. От электрической эта сварка получила дугу, создающую тепловую энергию, а от газовой — принцип защиты зоны сварки, для которой используется инертный газ аргон.
Оборудование для сварки
Одними из важнейших элементов для выполнения аргонной сварки являются горелки, наиболее популярными моделями которых являются РГА. Требования к таким горелкам, выбираемым в соответствии с силой сварочного тока и диаметром используемых электродов, оговариваются в ГОСТ 5.917-71.
Габаритные размеры и технические параметры горелок должны соответствовать требованиям стандарта
Наиболее распространенными моделями горелок, выпускаемых в соответствии с требованиями данного ГОСТ, являются РГА-150 и РГА-400. Первые могут использоваться со сварочными токами со значением до 200А, у них естественное охлаждение, а диаметр электродов, с которыми они способны работать, находится в пределах 0,8–3 мм. Горелки второго типа, согласно требованиям ГОСТ, могут работать со сварочными токами до 500А, они отличаются водяным охлаждением, а электроды, использующиеся вместе с ними, имеют диаметр 4–6 мм. Требования данного ГОСТ также оговаривают параметры горелок, которые изготавливаются из керамических материалов.
Первые могут использоваться со сварочными токами со значением до 200А, у них естественное охлаждение, а диаметр электродов, с которыми они способны работать, находится в пределах 0,8–3 мм. Горелки второго типа, согласно требованиям ГОСТ, могут работать со сварочными токами до 500А, они отличаются водяным охлаждением, а электроды, использующиеся вместе с ними, имеют диаметр 4–6 мм. Требования данного ГОСТ также оговаривают параметры горелок, которые изготавливаются из керамических материалов.
Горелки, которые также называют соплами, могут иметь различную форму: цилиндрическую, коническую, профилированную. При выполнении аргонной сварки внутри помещений, где нет ветра, используют горелки конической и цилиндрической формы и небольшого диаметра. Если сварка выполняется на открытом воздухе, то применяют профилированное или цилиндрическое сопло, диаметр выходного отверстия у которого увеличен. Также имеется и удлиненный тип горелок, используемых в том случае, если аргонную сварку выполняют в труднодоступных местах.
Сварка, осуществляемая в среде защитного газа аргона, может отличаться различным уровнем автоматизации технологического процесса. В зависимости от данного параметра, аргонную сварку подразделяют на следующие виды:
- ручная;
- механизированная;
- автоматизированная;
- роботизированная.
Естественно, что оборудование, используемое в каждом конкретном случае, а также стоимость выполнения технологических операций, будут отличаться.
Многофункциональный сварочный пост для промышленного использования
Для каждого из вышеперечисленных типов работ характерны свои особенности, которые заключаются в следующем.
- Ручная сварка в аргонной среде. При выполнении такой сварки перемещение горелки и подача сварочной проволоки осуществляются вручную.
 Электрическая дуга, за счет которой осуществляется плавление кромок соединяемых деталей и присадочной проволоки, создается при помощи неплавящегося вольфрамового электрода.
Электрическая дуга, за счет которой осуществляется плавление кромок соединяемых деталей и присадочной проволоки, создается при помощи неплавящегося вольфрамового электрода. - Сварка механизированного типа, выполняемая в среде аргона. Технологический процесс данного типа предполагает, что горелкой сварщик управляет вручную, а присадочная проволока подается в зону сварки в механизированном режиме.
- При выполнении автоматизированной аргонной сварки как подача присадочной проволоки, так и движение горелки, осуществляются в автоматизированном режиме, а контроль за данными процессами осуществляет оператор.
- При использовании роботизированного оборудования участие в технологическом процессе человека сведено к минимуму. Все режимы выполнения аргонной сварки в данном случае контролирует автоматика.
Работа механизированной сварочной каретки
Особенности оборудования
Оборудование, при помощи которого выполняют сварку в среде защитного газа аргона, подразделяется на несколько основных категорий:
- оборудование специального типа;
- универсальное;
- специализированного назначения.

Наиболее востребованным как в производственных, так и в домашних условиях, является оборудование универсального типа, которое позволяет использовать всевозможные режимы аргонной сварки и качественно выполнять соединения деталей различного типа.
Самодельный сварочный стол
Так называемый сварочный пост, на котором осуществляют сварку в среде защитного газа при помощи неплавящегося электрода, должен быть оснащен следующим основным и вспомогательным оборудованием:
- источником постоянного или переменного тока;
- комплектом горелок, которые используются при работе с токами разного типа;
- специальным устройством, называемым осциллятор, которое обеспечивает быстрое зажигание сварочной дуги и ее поддержание в стабильном состоянии;
- оборудование, которое отвечает за управление сварочным процессом, а также за безопасность сварщика и защиту сварочного аппарата;
- устройства, обеспечивающие стабильность параметров сварочного тока.
В последнее время все чаще используются инновационные методики аргонной сварки. Такие методики, естественно, требуют использования дополнительного оборудования, позволяющего не только повысить эффективность выполнения процесса сварки, но и значительно улучшить качество формируемого соединения. Такие технологии, кроме того, дают возможность сваривать детали, отличающиеся значительной толщиной.
К одной из таких методик, которая в последнее время приобретает все большую популярность, относится сварка с использованием пульсирующего тока. В тот момент, когда импульс тока поступает в зону сварки, кромки соединяемых деталей и присадочный материал расплавляются, а в паузах между такими импульсами они кристаллизуются. Такие импульсы при помощи автоматизированной системы управления сварочным аппаратом синхронизируются с перемещением сварочной дуги, что и обеспечивает формирование качественного соединения.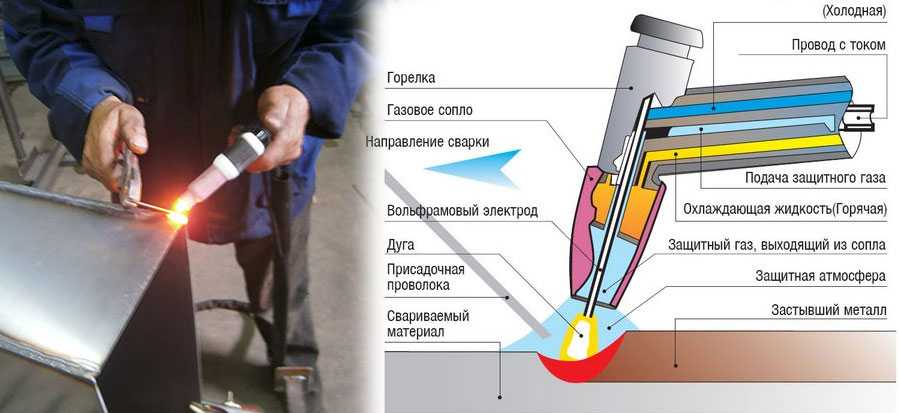 Кроме того, воздействие на соединяемые детали короткими импульсами сварочного тока исключает риск их перегрева и, как следствие, последующего коробления.
Кроме того, воздействие на соединяемые детали короткими импульсами сварочного тока исключает риск их перегрева и, как следствие, последующего коробления.
Среди современного оборудования, используемого для выполнения сварки в среде защитного газа, следует отметить модели, где реализована функция подогрева присадочной проволоки перед ее подачей в сварочную зону. Такая опция позволяет получать качественные и надежные сварные соединения.
Сварка с подачей «горячей» присадочной проволоки (TIG Hot-Wire)
На современном рынке также можно приобрести модели устройств, сварочные работы которыми выполняются при помощи нескольких неплавящихся электродов. Такое усовершенствование позволяет не только выполнять аргонную сварку с высокой скоростью, но и получать при этом качественные сварные соединения. Для того чтобы реализовать в оборудовании для аргонной сварки такие и многие другие опции, достаточно оснастить его дополнительными блоками и навесными приспособлениями.
Но, конечно, самым распространенным устройством, успешно используемым для выполнения сварочных работ в среде аргона, является инвертор. Такое универсальное устройство, которое может одинаково успешно применяться и в производственных условиях, и в быту, позволяет выполнять качественные сварные соединения даже сварщикам, не обладающим высокой квалификацией и большим опытом работы. Существенными плюсами использования таких устройств является и то, что они достаточно просты в освоении и не вызывают больших сложностей в эксплуатации и обслуживании.
Самостоятельное выполнение сварочных работ
Чтобы всегда иметь возможность выполнять аргонную сварку, кроме самого сварочного аппарата — инвертора или трансформаторного устройства, понадобятся:
- горелки, в которых будет устанавливаться вольфрамовый электрод;
- баллон, где будет находиться защитный газ;
- клапаны и редуктора, с помощью которых станет регулироваться подача защитного газа;
- защитные средства: специальная маска, перчатки и др.

Защитная маска сварщика с автоматическим светофильтром
Перед выполнением аргонной сварки поверхности соединяемых деталей следует тщательно очистить от загрязнений, масла, жировых пятен, оксидной пленки: в случае, когда варить необходимо детали из алюминия и сплавов на основе данного металла. Для совершения такой очистки используются органические растворители, а оксидную пленку удаляют при помощи металлической щетки или шлифовальной машинки.
Прежде чем зажечь сварочную дугу, необходимо включить подачу защитного газа, что выполняется за 7–10 секунд до начала процесса. Также после окончания сварки необходимо подождать несколько секунд (5–7) и только после этого выключить подачу газа.
Неплавящийся электрод при выполнении аргонной сварки располагается как можно ближе к поверхности соединяемых деталей, что обеспечивает высокую стабильность электрической дуги и качественный проплав кромок соединяемых деталей.
Как уже говорилось выше, поперечные движения присадочной проволокой не совершаются, она двигается только вдоль будущего сварного шва. Что важно, присадочную проволоку перемещают впереди горелки.
Что важно, присадочную проволоку перемещают впереди горелки.
Чтобы кратер сформированного сварного шва отличался высокой надежностью, его заваривают при пониженной силе тока, для чего используют реостат.
Регулятор сварочного тока
Выполняя аргонную сварку, крайне важно следить за тем, чтобы электрод и присадочная проволока не выходили за пределы зоны действия защитного газа. Если пренебречь этим требованием, то можно столкнуться с тем, что сварной шов будет выполнен некачественно.
Экономическая выгода от выполнения сварки своими силами
Услуги по выполнению аргонной сварки сегодня предоставляют многие компании и частные мастера. Стоимость таких услуг, которые трудно назвать дешевыми, зависит от объема и сложности предстоящих сварочных операций, используемого оборудования, квалификации специалиста.
Если потребность в выполнении аргонной сварки у вас постоянная, то можно серьезно сэкономить на стоимости профессиональных услуг, если приобрести соответствующее оборудование и выполнять сварку самостоятельно. О правильности подобного решения говорит и тот факт, что освоить азы аргонной сварки можно за достаточно короткий промежуток времени. Но, конечно, если потребность в выполнении такой сварки у вас возникает нечасто, то лучше воспользоваться услугами специалистов, которые имеют в своем распоряжении все необходимое для того, чтобы оперативно и качественно осуществить подобный технологический процесс.
О правильности подобного решения говорит и тот факт, что освоить азы аргонной сварки можно за достаточно короткий промежуток времени. Но, конечно, если потребность в выполнении такой сварки у вас возникает нечасто, то лучше воспользоваться услугами специалистов, которые имеют в своем распоряжении все необходимое для того, чтобы оперативно и качественно осуществить подобный технологический процесс.
И, напоследок, интересное видео о нюансах аргонодуговой сварки различных металлов и особенностях ее применения на практике.
Как аргон используется при сварке?
выбрать продуктБесплатная аренда, 2% CO2 в смеси аргона 20 л, 200 бар для сварки MIG Нержавеющая стальАренда бесплатно, 12% CO2 в смеси аргона 20 л, 200 бар для сварки MIGБесплатная аренда, 12% CO2 в смеси аргона 50 л для сварки MIGПищевой газ CO2 баллоны для автоматов по производству замороженных напитков Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и Slushy Jack — 3,15 кг5 кг Газовый свет, пропановый гриль и газовый баллон для патио 10 кг Газовый светильник, пропановый гриль для барбекю и патио Газовый легкий баллон 14 кг Газовый светильник, стеклопластиковый вилочный погрузчик Газ Газовые баллоны RefillCo2 для конфетти-пушек и бластеров 15 кгПищевые газовые баллоны с CO2 для конфетти-пушек и бластеров — 34 кг CO2 для татуировок аэрографом, 1,5 кг CO2 для татуировок аэрографом, 3,15 кг CO2 для татуировок аэрографом, 6,35 кг CO2 для выращивания растений в аквариуме, 6,35 кг CO2 для аквариума Рост растений, 1,5 кг CO2 для выращивания аквариумных растений, 3,15 кг углекислого газа для сценических и театральных спецэффектов 6,35 кг — с погружной трубкойДвуокись углерода для сценических и театральных спецэффектов 34 кг — с погружной трубкойC Диоксид арбона для сценических и театральных спецэффектов 15 кг — с погружной трубкой Баллоны с пищевым CO2 для Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и автоматов по производству замороженных напитков Slushy Jack – 6,35 кг Баллоны с пищевым CO2 для Coca-Cola Frozen, Fanta Автоматы для замороженных напитков Frozen, Tango Ice Blast и Slushy Jack — 34 кг. Баллоны с пищевым CO2 для Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и автоматы для замороженных напитков Slushy Jack — 15 кг. 10 л пропиленового топливного газа для сварки, пайки, нагрева и резки. B/P C250Газовый баллончик с бутаном/пропаном 170 г — 2175POWERSOURCE 445G B/P MIX CARTRIDGE350G BUTANE PROPANE MIX GAS CARTRIDGE227GM BAYONET BUTANE CARTRIDGECAMPINGAZ C206 Gas CartridgeCAMPINGAZ CV300 Gas CartridgeCAMPINGAZ CV470 Gas Cartridge22192, переносной пропановый обогреватель12623, пропановый шланг с отводом в сборе 35 дюймов ST POL x W2012622, пропановый шланг с отводом в сборе 20 дюймов ST POL x W20Оранжевый шланг высокого давления – диаметр отверстия 8 мм, шланг высокого давления CoilOrange длиной 3 м – диаметр отверстия 8 мм, шланг высокого давления CoilOrange длиной 2 м – Диаметр 8 мм, шланг высокого давления CoilOrange 1 м — диаметр 4,8 мм, шланг высокого давления CoilOrange 3 м — диаметр 4,8 мм, шланг высокого давления CoilOrange 2 м — диаметр 4,8 мм, 1 м катушка 15527, комплект пропановой автогорелки Bullfinch 233P (рычажное зажигание) 14850, Bullfinch No.
Баллоны с пищевым CO2 для Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и автоматы для замороженных напитков Slushy Jack — 15 кг. 10 л пропиленового топливного газа для сварки, пайки, нагрева и резки. B/P C250Газовый баллончик с бутаном/пропаном 170 г — 2175POWERSOURCE 445G B/P MIX CARTRIDGE350G BUTANE PROPANE MIX GAS CARTRIDGE227GM BAYONET BUTANE CARTRIDGECAMPINGAZ C206 Gas CartridgeCAMPINGAZ CV300 Gas CartridgeCAMPINGAZ CV470 Gas Cartridge22192, переносной пропановый обогреватель12623, пропановый шланг с отводом в сборе 35 дюймов ST POL x W2012622, пропановый шланг с отводом в сборе 20 дюймов ST POL x W20Оранжевый шланг высокого давления – диаметр отверстия 8 мм, шланг высокого давления CoilOrange длиной 3 м – диаметр отверстия 8 мм, шланг высокого давления CoilOrange длиной 2 м – Диаметр 8 мм, шланг высокого давления CoilOrange 1 м — диаметр 4,8 мм, шланг высокого давления CoilOrange 3 м — диаметр 4,8 мм, шланг высокого давления CoilOrange 2 м — диаметр 4,8 мм, 1 м катушка 15527, комплект пропановой автогорелки Bullfinch 233P (рычажное зажигание) 14850, Bullfinch No. Комплект паяльной лампы 404 Autotorch21479, Bullfinch № 135/01 Удлиненный комплект горелки с регулятором 11325, Сопло для газового шланга Fulham — сжатие 15 мм x 10 мм8992, Сопло для газового шланга Fulham — сжатие 5/16 дюйма x 10 мм12572, Стандартный комплект пропановой горелки Bullfinch — 140P12571, Стандартный комплект пропановой горелки Bullfinch — 110P8196, Насадка для шланга высокого давления — 3/8 дюйма BSP TM x 10 мм нар. диам. 8870, Насадка для шланга высокого давления — 1/4 дюйма BSP TM x 8,35 мм нар. Форсунка для газового шланга — 3/8 дюйма BSP, внутренняя резьба x 10 мм6244, Газовая форсунка Fulham, газовая форсунка — 1/4 дюйма, внутренняя резьба BSP x 10 мм8009, Форсунка для газового шланга Fulham — 1/8″ BSP F x 10 мм6247, Форсунка для газового шланга Fulham — 1/2″ BSP TM x 10 мм8871, Форсунка для газового шланга Fulham — 3/8″ BSP TM x 10 мм6246, Форсунка для газового шланга Fulham — 1/ 4″ BSP TM x 10мм6245, Сопло для газового шланга Fulham — 1/8″ BSP TM x 10мм8843, 3 НАСАДКА ДЛЯ ШЛАНГА — 90°8842, 3 НАСТРОЙКА ДЛЯ ШЛАНГА — 60°8844, 4 НАСТРОЙКА ДЛЯ ШЛАНГА 8862, ДВОЙНАЯ ГОРЕЛКА КИПЯЩЕГО КОЛЬЦА 24035, КИПЕНИЕ КОЛЬЦО, ОДИНАРНАЯ ТРОЙНАЯ ГОРЕЛКА19537, БОЛЬШОЕ КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА22744, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА с FFD8861, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА12679, НАБОР ДЛЯ РУЧНОЙ ПЕРЕМЕНЫ ДЛЯ ДВУХ КОМПЛЕКТОВ21000, КОМПЛЕКТ ДЛЯ АВТОМАТИЧЕСКОЙ ПЕРЕМЕНЫ ДЛЯ ЧЕТЫРЕХ КОМПЛЕКТОВ С OPSO13493, Комплект для автоматической замены из двух частей11725, Гаечный ключ из кованой стали POL — черный11724, Гаечный ключ из прессованной стали из поливинилхлорида — оцинкованная23142, ЗАЖИМ 12 мм НА РЕГУЛЯТОРЕ БУТАНА С МАНОМЕТРОМ ДАВЛЕНИЯ 3714 мбар, PRO3714mbar С МАНОМЕТРОМ8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА 0,5-4 БАР С НАПРАВЛЯЮЩЕЙ 8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА ВЫСОКОГО ДАВЛЕНИЯ 1БАР (ФИКСИРОВАННЫЙ)8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 50 мбар SMALL8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 37 мбар SMALL8802, 37 мбар ЗАЖИМ НА ПРОПАНЕРЕ REG15163, 37 мбар 8888, КЛАПАН ПОЕЗДНОГО ЦИЛИНДРА 8809, Camping Gas Regulator LP8807, регулятор бутана (4,5 -километровый калорный бутылка) 8805, 21 мм зажима на бутановом регуляторе.
Комплект паяльной лампы 404 Autotorch21479, Bullfinch № 135/01 Удлиненный комплект горелки с регулятором 11325, Сопло для газового шланга Fulham — сжатие 15 мм x 10 мм8992, Сопло для газового шланга Fulham — сжатие 5/16 дюйма x 10 мм12572, Стандартный комплект пропановой горелки Bullfinch — 140P12571, Стандартный комплект пропановой горелки Bullfinch — 110P8196, Насадка для шланга высокого давления — 3/8 дюйма BSP TM x 10 мм нар. диам. 8870, Насадка для шланга высокого давления — 1/4 дюйма BSP TM x 8,35 мм нар. Форсунка для газового шланга — 3/8 дюйма BSP, внутренняя резьба x 10 мм6244, Газовая форсунка Fulham, газовая форсунка — 1/4 дюйма, внутренняя резьба BSP x 10 мм8009, Форсунка для газового шланга Fulham — 1/8″ BSP F x 10 мм6247, Форсунка для газового шланга Fulham — 1/2″ BSP TM x 10 мм8871, Форсунка для газового шланга Fulham — 3/8″ BSP TM x 10 мм6246, Форсунка для газового шланга Fulham — 1/ 4″ BSP TM x 10мм6245, Сопло для газового шланга Fulham — 1/8″ BSP TM x 10мм8843, 3 НАСАДКА ДЛЯ ШЛАНГА — 90°8842, 3 НАСТРОЙКА ДЛЯ ШЛАНГА — 60°8844, 4 НАСТРОЙКА ДЛЯ ШЛАНГА 8862, ДВОЙНАЯ ГОРЕЛКА КИПЯЩЕГО КОЛЬЦА 24035, КИПЕНИЕ КОЛЬЦО, ОДИНАРНАЯ ТРОЙНАЯ ГОРЕЛКА19537, БОЛЬШОЕ КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА22744, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА с FFD8861, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА12679, НАБОР ДЛЯ РУЧНОЙ ПЕРЕМЕНЫ ДЛЯ ДВУХ КОМПЛЕКТОВ21000, КОМПЛЕКТ ДЛЯ АВТОМАТИЧЕСКОЙ ПЕРЕМЕНЫ ДЛЯ ЧЕТЫРЕХ КОМПЛЕКТОВ С OPSO13493, Комплект для автоматической замены из двух частей11725, Гаечный ключ из кованой стали POL — черный11724, Гаечный ключ из прессованной стали из поливинилхлорида — оцинкованная23142, ЗАЖИМ 12 мм НА РЕГУЛЯТОРЕ БУТАНА С МАНОМЕТРОМ ДАВЛЕНИЯ 3714 мбар, PRO3714mbar С МАНОМЕТРОМ8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА 0,5-4 БАР С НАПРАВЛЯЮЩЕЙ 8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА ВЫСОКОГО ДАВЛЕНИЯ 1БАР (ФИКСИРОВАННЫЙ)8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 50 мбар SMALL8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 37 мбар SMALL8802, 37 мбар ЗАЖИМ НА ПРОПАНЕРЕ REG15163, 37 мбар 8888, КЛАПАН ПОЕЗДНОГО ЦИЛИНДРА 8809, Camping Gas Regulator LP8807, регулятор бутана (4,5 -километровый калорный бутылка) 8805, 21 мм зажима на бутановом регуляторе. 600’CP3622 Сварное одеяло 2m x 2m 600’cp3621 Сварное одеяло 2m x 1m 600’cfr-ext extension 0,6MP3630 Сварное одеяло 50m x 1m 600’cp3886fr Стальная рама 2,4 × 1,8 МП 3666FR. 2,4 x 1,8MP3666CG Зеленое сварки сварки Зеленого холста 1,8 x 1,8MP3646CG Зеленое холст. MP3886O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 2,4М X 1,8MP3466O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,8М X 1,8MP3446O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,2М X 1,8MP3590 EAR DEFENDERSP3266 BROW GUARDP3261 CLEAR VISORP3261-5 SHADE 5 VISORP3260-5 SHADE 5 VISORP3260-3 SHADE 3 VISORP3390 4.5 x 2″ FLIP UP WELDING GOGGLESP3310 SKI TYPE WELDING GOGGLESXR270 VELCRO SWEATBANDXR1017 CHARGERXR1016 BATTERYXR1014 FACE SEAL AND FIXINGSXR1013 HEAD GEAR FIXING KITXR1012 SWEAT BAND FOR HEAD GEARXR1011 HEAD GEAR INC ВОЗДУХОВОД XR1010 КРЫШКА ПЕРЕДНЕГО ШЛАНГА XR1009 ВОЗДУШНЫЙ ШЛАНГ И СОЕДИНИТЕЛИ0 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ В КОРОБКЕ НАБОР ПОДРЯДЧИКОВ BC18/90 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ НАБОР ДЛЯ ПОДРЯДЧИКОВ В КОРОБКЕ Набор для резки с заглушками – Заглушенный – Набор для подрядчиков 4 20MT764620-PR 6 мм 20 м 1/4″ установлен Шланг пропана 761020-OX 20 мм 10M 3/8″ установлен Кислородный шланг761005-OX 5 мм 10 м 3/8 дюйма Кислородный шланг 760620-OX 6 мм 20 м 1/4 дюйма Кислородный шланг 760610-OX 6 мм 10 м 1/4 дюйма Кислородный шланг 761620-OX 6 мм 20 м 3/8 дюйма Кислородный шланг 761605-OX 6 мм 3/8″ Fitted Oxygen Hose760805-OX 8mm 5m 3/8″ fitted Oxygen hoseHeating Nozzle 5 705105Heating Nozzle 4 705104Heating Nozzle 3 705103Heating Nozzle 2 705102SWAGED NOZZLE 25 704225SWAGED NOZZLE 18 704218SWAGED NOZZLE 13 704213SWAGED NOZZLE 10 704210SWAGED NOZZLE 7 704207Lightwieght Nozzle 13 704113Lightwieght Nozzle 10 704110Легкое сопло 7 704107Обжатое сопло 5 704205VVC РЕЖУЩЕЕ СОПЛО 5,5 703113VVC РЕЖУЩЕЕ СОПЛО 5 703112VVC РЕЖУЩЕЕ СОПЛО 4 703111VVC РЕЖУЩЕЕ СОПЛО 3Сопла резания VVC 2 703108Vv «3,2 мм 7023332PNME Режущаяся сопла 3/32» 2,4 мм 702324PNME Режущая сопла 5/64 «2,0 мм 702320PNME Режущий сопла 1/16» 1,6 мм 702316PNME режущий сопла 3/64 «1,2 мм 702312PNME RIDGER NOTRUCK 1/32» 0,8 мм 7 мм 702312PNME RINTRUCT 1/32 Сону 1/8 «3,2 мм 702132PNM Ружая сопла 3/32» 2,4 мм 702124PNM Ружая сопла 1/32 «0,8 мм 702108Pachi Режущий сопла 1/8» 3,2 мм 7123332APACHI Sutruct 3/32 «2.
600’CP3622 Сварное одеяло 2m x 2m 600’cp3621 Сварное одеяло 2m x 1m 600’cfr-ext extension 0,6MP3630 Сварное одеяло 50m x 1m 600’cp3886fr Стальная рама 2,4 × 1,8 МП 3666FR. 2,4 x 1,8MP3666CG Зеленое сварки сварки Зеленого холста 1,8 x 1,8MP3646CG Зеленое холст. MP3886O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 2,4М X 1,8MP3466O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,8М X 1,8MP3446O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,2М X 1,8MP3590 EAR DEFENDERSP3266 BROW GUARDP3261 CLEAR VISORP3261-5 SHADE 5 VISORP3260-5 SHADE 5 VISORP3260-3 SHADE 3 VISORP3390 4.5 x 2″ FLIP UP WELDING GOGGLESP3310 SKI TYPE WELDING GOGGLESXR270 VELCRO SWEATBANDXR1017 CHARGERXR1016 BATTERYXR1014 FACE SEAL AND FIXINGSXR1013 HEAD GEAR FIXING KITXR1012 SWEAT BAND FOR HEAD GEARXR1011 HEAD GEAR INC ВОЗДУХОВОД XR1010 КРЫШКА ПЕРЕДНЕГО ШЛАНГА XR1009 ВОЗДУШНЫЙ ШЛАНГ И СОЕДИНИТЕЛИ0 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ В КОРОБКЕ НАБОР ПОДРЯДЧИКОВ BC18/90 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ НАБОР ДЛЯ ПОДРЯДЧИКОВ В КОРОБКЕ Набор для резки с заглушками – Заглушенный – Набор для подрядчиков 4 20MT764620-PR 6 мм 20 м 1/4″ установлен Шланг пропана 761020-OX 20 мм 10M 3/8″ установлен Кислородный шланг761005-OX 5 мм 10 м 3/8 дюйма Кислородный шланг 760620-OX 6 мм 20 м 1/4 дюйма Кислородный шланг 760610-OX 6 мм 10 м 1/4 дюйма Кислородный шланг 761620-OX 6 мм 20 м 3/8 дюйма Кислородный шланг 761605-OX 6 мм 3/8″ Fitted Oxygen Hose760805-OX 8mm 5m 3/8″ fitted Oxygen hoseHeating Nozzle 5 705105Heating Nozzle 4 705104Heating Nozzle 3 705103Heating Nozzle 2 705102SWAGED NOZZLE 25 704225SWAGED NOZZLE 18 704218SWAGED NOZZLE 13 704213SWAGED NOZZLE 10 704210SWAGED NOZZLE 7 704207Lightwieght Nozzle 13 704113Lightwieght Nozzle 10 704110Легкое сопло 7 704107Обжатое сопло 5 704205VVC РЕЖУЩЕЕ СОПЛО 5,5 703113VVC РЕЖУЩЕЕ СОПЛО 5 703112VVC РЕЖУЩЕЕ СОПЛО 4 703111VVC РЕЖУЩЕЕ СОПЛО 3Сопла резания VVC 2 703108Vv «3,2 мм 7023332PNME Режущаяся сопла 3/32» 2,4 мм 702324PNME Режущая сопла 5/64 «2,0 мм 702320PNME Режущий сопла 1/16» 1,6 мм 702316PNME режущий сопла 3/64 «1,2 мм 702312PNME RIDGER NOTRUCK 1/32» 0,8 мм 7 мм 702312PNME RINTRUCT 1/32 Сону 1/8 «3,2 мм 702132PNM Ружая сопла 3/32» 2,4 мм 702124PNM Ружая сопла 1/32 «0,8 мм 702108Pachi Режущий сопла 1/8» 3,2 мм 7123332APACHI Sutruct 3/32 «2. 4mm 712324APACHI НЕТ 1/16″ 1.6MM 712316APACHI CUTTING NOZZLE 3/64″ 1.2MM 712312APACHI CUTTING NOZZLE 1/32″ 0.8MM 712308ASNM CUTTING NOZZLE SIZE 1 705301AFNM CUTTING NOZZLE 1/16″ 1.6MM 705203AFNM CUTTING NOZZLE 3/64″ 1.2MM 705202AFNM CUTTING NOZZLE 1/32″ 0,8 ММ 705201AGNM ИЗОГНУТОЕ РЕЖУЩЕЕ СОПЛО, РАЗМЕР 25 702225AGNM ИЗОГНУТО РЕЖУЩАЯ СОПЛА РАЗМЕР 19702219AGNM Размер сопла сопла с нагнутой насадкой 13 702213ANME Выреженный сопло 1/8 ″ /3,2 мм 701232ANME Выреженный сопла 3/32 ″ /2,4 мм 701224ANME Вырезом сопла 5/64 ″ /2.0mm 701220ANME Cut10 1/16 ″ /1,6 мм 701 216 -мм 701 2116. /64″/1,2 ММ 701212ANM РЕЖУЩАЯ СОПЛА 5/64″/2,0 ММ 701120ANM РЕЖУЩАЯ СОПЛА 1/32″/1,6 ММ 701116CSS1010 Плоские супертонкие отрезные диски, нержавеющая сталь 230 x 1,0 x 22 мм (9″)CSS1210 Плоские, сверхтонкие отрезные диски нержавеющая сталь 125 x 1,0 x 22 мм (5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 115 x 1,0 x 22 мм (4,5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 100 x 1,0 x 16 мм (4 дюйма)Parweld PRO3600-30ER Pro- Сварочная горелка Grip 360A, с кабелем 5 м и еврофитингамиParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с кабелем 4 м и еврофитингамиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 5 м и еврофитингамиParweld PRO2500-30ER Pro -Grip 250A Сварочная горелка, с кабелем 4 м и евро фитингомParweld PRO1500-40ER Pro-Grip 150A сварочная горелка, включая 5 м кабель и евро фитингPar сварка PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 4M и европейский фитингP3788 Сварочная куртка Parweld Panther (размер XXL)P3788 Сварочная куртка Parweld Panther (размер XL)P3788 Сварочная куртка Parweld Panther (размер M)P3829Алюминизированный щиток для рукP3810 Перчатка механикаP3840 Латексная перчатка с термозахватомP3824 Panther Pro GauntletXR938H/F Parweld True Color Light Reactive Welding & Grinding Helmet (дизайн пламени)ANME CUT NOZZLE 1/32″/0,8MM /32″/2.
4mm 712324APACHI НЕТ 1/16″ 1.6MM 712316APACHI CUTTING NOZZLE 3/64″ 1.2MM 712312APACHI CUTTING NOZZLE 1/32″ 0.8MM 712308ASNM CUTTING NOZZLE SIZE 1 705301AFNM CUTTING NOZZLE 1/16″ 1.6MM 705203AFNM CUTTING NOZZLE 3/64″ 1.2MM 705202AFNM CUTTING NOZZLE 1/32″ 0,8 ММ 705201AGNM ИЗОГНУТОЕ РЕЖУЩЕЕ СОПЛО, РАЗМЕР 25 702225AGNM ИЗОГНУТО РЕЖУЩАЯ СОПЛА РАЗМЕР 19702219AGNM Размер сопла сопла с нагнутой насадкой 13 702213ANME Выреженный сопло 1/8 ″ /3,2 мм 701232ANME Выреженный сопла 3/32 ″ /2,4 мм 701224ANME Вырезом сопла 5/64 ″ /2.0mm 701220ANME Cut10 1/16 ″ /1,6 мм 701 216 -мм 701 2116. /64″/1,2 ММ 701212ANM РЕЖУЩАЯ СОПЛА 5/64″/2,0 ММ 701120ANM РЕЖУЩАЯ СОПЛА 1/32″/1,6 ММ 701116CSS1010 Плоские супертонкие отрезные диски, нержавеющая сталь 230 x 1,0 x 22 мм (9″)CSS1210 Плоские, сверхтонкие отрезные диски нержавеющая сталь 125 x 1,0 x 22 мм (5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 115 x 1,0 x 22 мм (4,5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 100 x 1,0 x 16 мм (4 дюйма)Parweld PRO3600-30ER Pro- Сварочная горелка Grip 360A, с кабелем 5 м и еврофитингамиParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с кабелем 4 м и еврофитингамиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 5 м и еврофитингамиParweld PRO2500-30ER Pro -Grip 250A Сварочная горелка, с кабелем 4 м и евро фитингомParweld PRO1500-40ER Pro-Grip 150A сварочная горелка, включая 5 м кабель и евро фитингPar сварка PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 4M и европейский фитингP3788 Сварочная куртка Parweld Panther (размер XXL)P3788 Сварочная куртка Parweld Panther (размер XL)P3788 Сварочная куртка Parweld Panther (размер M)P3829Алюминизированный щиток для рукP3810 Перчатка механикаP3840 Латексная перчатка с термозахватомP3824 Panther Pro GauntletXR938H/F Parweld True Color Light Reactive Welding & Grinding Helmet (дизайн пламени)ANME CUT NOZZLE 1/32″/0,8MM /32″/2. 4MMANM РЕЖУЩАЯ ФОРСУНКА 3/64″/1.2MMANM РЕЖУЩАЯ ФОРСУНКА 1/8″/3.2MMРЕГУЛЯТОР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК CO2 БОКОВОЙ ВХОДРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК АРГОНАРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ ДАТЧИК 2 ДАТЧИК 2 КИСЛОРОДРЕГУЛЯТОР 2 ACETYLENEREGULATOR SINGLE STAGE GAUGE ARGONREGULATOR 25 BAR SINGLE STAGE PLUGGED PROPANEREGULATOR 300 BAR 0-10 SINGLE STAGE PLUGGED OXYGENREGULATOR 25 BAR SINGLE STAGE PLUGGED ACETYLENEPARWELD XTM 2001 MIG INVERTER 200AMP PACKAGE 1PARWELD TIG INVERTER XTT 200P RANGE P1 PACKAGEPARWELD XTS 163 MMA INVERTER RANGE P1 PACKAGEPARWELD XTS 403 MMA ЛИНЕЙКА ИНВЕРТОРОВ ПАКЕТ P1Parweld XTE201C Компактный автомобильный сварочный аппарат — пакет P1Parweld XTE 171 Компактный автомобильный сварочный аппарат Пакет 1GS1060 Par Сварной шлифовальный диск 100 мм * 6,0 мм (одиночные) XR938H/P Parweld True Color Легкая реактивная сварочная и шлифовальная каскаP3765 Parweld Panther Кожаные рукава сварщиков (одинарные)P3745 Parweld кожаные сварщики SpatsP3788 Parweld Panther сварочная куртка (размер L)P3725 Parweld Panther сварочный фартук C/W Пряжки и галстукиP3870 Parweld Nitrile Gripper Glove LiteP3860 Parweld PU Gripper GloveP3855 Parweld Panther Driver GloveP3854 Parweld Panther Mesh Back Driver GloveP3845 Parweld ISO cut C GloveP3839 Parweld Panther Pro TIG GloveP3838 Parweld Panther Fingertip TIG GloveP3835 Parweld Fingertip Sensitivity TIG GloveP3830 Parweld TIG Glove, GreyP3829Алюминизированные перчатки Parweld Теплозащитный экран (одинарные)P3828 Алюминизированные рукавицы Parweld PantherP3826 Двусторонние рукавицы/перчатки Parweld Panther (одинарные)P3825 Перчатки/перчатки Parweld PantherP3822 Перчатки/перчатки Parweld, Panther Pro Ex LengthP3820 Перчатки/перчатки Parweld для сваркиP3802 Перчатки Parweld Power Rigger (SE)P380 Parweld Double Palm Rigger GloveParweld XR937H Extra Large View Weld & Grind HelmetParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 4,0 мм * 350 мм, 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм, 2,5 кг 3,2 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2,5 мм * 350 мм 2,5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2,5 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2 мм * 300 мм 52 кг PackParweld PRO 12S1BW PRO-Grip20 Сварочная горелка TIG с водяным охлаждением, 250 А, доступна с кабелем 12 или 25 футовParweld PRO18-12S1BW PRO-Grip18, 350 А, вода Co oled Горелка для сварки TIG, доступна с кабелем 12 футов или 25 футовParweld XTT 503-P1 AC/DC импульсный 500A, 400V TIG инверторный комплектParweld XTT 353P-P1 350A AC/DC 400V импульсный TIG инверторный пакетParweld XTT 202P-P1 AC/DC 200A 230V TIG Комплект инверторного сварочного аппаратаParweld XTT 200DC-P1 200A, 230В Комплект инверторного сварочного аппарата TIGParweld XTT 182DV-P1 180A, 230В Комплект инверторного сварочного аппаратаParweld PR17-25S1BG Pro-Grip Max 150A Сварочная горелка TIG, доступна с кабелями 4м или 8мParweld PRO9-12S1BG Сварочная горелка TIG Pro-Grip Max 125A, с кабелем 4 или 8 мParweld PRO5000-30ER Сварочная горелка Pro-Grip 501 Вт с водяным охлаждением, с кабелем длиной 3 м, 4 м и 5 мParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с Кабель 3M и европейские фитингиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 3M и еврофитингомParweld PRO1500-30ER Pro-Grip 150A сварочная горелка, включая кабель 3M и европейские фитингиParweld XTS 203 MMA инвертор 200А, 400В с опцией Scratch Start TIG TorchParweld XTS 203 MMA Inverter 200AMP 400VParweld XTS 202 MMA Inverter 200AMP 240V with Optional Scratch Start TIG TorchParweld XTS 202 MMA Inverter 200AMP 240VParweld XTS 142 MMA Inverter 140AMP 240V with Optional Scratch Start TIG TorchParweld XTS 142 MMA Inverter 140AMP 240VParweld XTP103 Inverter Plasma Cutter 100 AMP 400V Package 1Parweld XTP63 Инверторный плазменный резак, комплект 400 В 1Parweld XTP40 Инверторный плазменный резак, 100/240 В, комплект 1 Тип 5, кислородно-ацетиленовая резка и сварочный комплект Легкий комплект для кислородно-ацетиленовой резки и сварки, включая футлярЛегкий комплект для кислородно-ацетиленовой сварки и пайки, включая футляр18/90 Набор для резки кислородом / ацетиленом – 2 манометра, включая набор для подрядчиков ACO Комплект для резки кислородом / пропаном подключен, набор для подрядчиков XTM 503I Synergic MIG Inverter — 500 AMP — 400V — Package 1Parweld XTM 254I Synergic MIG Inverter — 250 AMP — 400V — Package 1Parweld XTM 252I Synergic MIG Inverter — 250AMP — Package 1Parweld XTM 403S MIG Transformer Machine — 350 AMP MIG1C Machine XTM1C — 300AMP — Package 1Parweld XTM 301S MIG Transformer Machine 300 AMP — Package 1Parweld XTM 182I MIG Inverter, 180 AMP — Package 1Parweld XTM 160I MIG Inverter, 160 AMP — Package 1Parweld XTM 252I 250 AMP Synergic MIG InverterELCK3 ARCAIR STYLE K3 600A STRAIGHT GOUGING TORCHESEV010215101 SAMSON 150A ЕС ЭЛЕКТРОД / ДЕРЖАТЕЛЬ СТЕРЖНЯREW1625PW ВИЛКА ТИПА DIN 16-25MMEW200C ЗАЖИМ ЗАЗЕМЛЕНИЯ КРОКОДИЛ 200 AMPTX50025010 СТОЙКА ДЛЯ СВАРКИ / ДУГОВАЯ СВАРКА ДЛЯ ЧУГУНА.
4MMANM РЕЖУЩАЯ ФОРСУНКА 3/64″/1.2MMANM РЕЖУЩАЯ ФОРСУНКА 1/8″/3.2MMРЕГУЛЯТОР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК CO2 БОКОВОЙ ВХОДРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК АРГОНАРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ ДАТЧИК 2 ДАТЧИК 2 КИСЛОРОДРЕГУЛЯТОР 2 ACETYLENEREGULATOR SINGLE STAGE GAUGE ARGONREGULATOR 25 BAR SINGLE STAGE PLUGGED PROPANEREGULATOR 300 BAR 0-10 SINGLE STAGE PLUGGED OXYGENREGULATOR 25 BAR SINGLE STAGE PLUGGED ACETYLENEPARWELD XTM 2001 MIG INVERTER 200AMP PACKAGE 1PARWELD TIG INVERTER XTT 200P RANGE P1 PACKAGEPARWELD XTS 163 MMA INVERTER RANGE P1 PACKAGEPARWELD XTS 403 MMA ЛИНЕЙКА ИНВЕРТОРОВ ПАКЕТ P1Parweld XTE201C Компактный автомобильный сварочный аппарат — пакет P1Parweld XTE 171 Компактный автомобильный сварочный аппарат Пакет 1GS1060 Par Сварной шлифовальный диск 100 мм * 6,0 мм (одиночные) XR938H/P Parweld True Color Легкая реактивная сварочная и шлифовальная каскаP3765 Parweld Panther Кожаные рукава сварщиков (одинарные)P3745 Parweld кожаные сварщики SpatsP3788 Parweld Panther сварочная куртка (размер L)P3725 Parweld Panther сварочный фартук C/W Пряжки и галстукиP3870 Parweld Nitrile Gripper Glove LiteP3860 Parweld PU Gripper GloveP3855 Parweld Panther Driver GloveP3854 Parweld Panther Mesh Back Driver GloveP3845 Parweld ISO cut C GloveP3839 Parweld Panther Pro TIG GloveP3838 Parweld Panther Fingertip TIG GloveP3835 Parweld Fingertip Sensitivity TIG GloveP3830 Parweld TIG Glove, GreyP3829Алюминизированные перчатки Parweld Теплозащитный экран (одинарные)P3828 Алюминизированные рукавицы Parweld PantherP3826 Двусторонние рукавицы/перчатки Parweld Panther (одинарные)P3825 Перчатки/перчатки Parweld PantherP3822 Перчатки/перчатки Parweld, Panther Pro Ex LengthP3820 Перчатки/перчатки Parweld для сваркиP3802 Перчатки Parweld Power Rigger (SE)P380 Parweld Double Palm Rigger GloveParweld XR937H Extra Large View Weld & Grind HelmetParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 4,0 мм * 350 мм, 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм, 2,5 кг 3,2 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2,5 мм * 350 мм 2,5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2,5 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2 мм * 300 мм 52 кг PackParweld PRO 12S1BW PRO-Grip20 Сварочная горелка TIG с водяным охлаждением, 250 А, доступна с кабелем 12 или 25 футовParweld PRO18-12S1BW PRO-Grip18, 350 А, вода Co oled Горелка для сварки TIG, доступна с кабелем 12 футов или 25 футовParweld XTT 503-P1 AC/DC импульсный 500A, 400V TIG инверторный комплектParweld XTT 353P-P1 350A AC/DC 400V импульсный TIG инверторный пакетParweld XTT 202P-P1 AC/DC 200A 230V TIG Комплект инверторного сварочного аппаратаParweld XTT 200DC-P1 200A, 230В Комплект инверторного сварочного аппарата TIGParweld XTT 182DV-P1 180A, 230В Комплект инверторного сварочного аппаратаParweld PR17-25S1BG Pro-Grip Max 150A Сварочная горелка TIG, доступна с кабелями 4м или 8мParweld PRO9-12S1BG Сварочная горелка TIG Pro-Grip Max 125A, с кабелем 4 или 8 мParweld PRO5000-30ER Сварочная горелка Pro-Grip 501 Вт с водяным охлаждением, с кабелем длиной 3 м, 4 м и 5 мParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с Кабель 3M и европейские фитингиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 3M и еврофитингомParweld PRO1500-30ER Pro-Grip 150A сварочная горелка, включая кабель 3M и европейские фитингиParweld XTS 203 MMA инвертор 200А, 400В с опцией Scratch Start TIG TorchParweld XTS 203 MMA Inverter 200AMP 400VParweld XTS 202 MMA Inverter 200AMP 240V with Optional Scratch Start TIG TorchParweld XTS 202 MMA Inverter 200AMP 240VParweld XTS 142 MMA Inverter 140AMP 240V with Optional Scratch Start TIG TorchParweld XTS 142 MMA Inverter 140AMP 240VParweld XTP103 Inverter Plasma Cutter 100 AMP 400V Package 1Parweld XTP63 Инверторный плазменный резак, комплект 400 В 1Parweld XTP40 Инверторный плазменный резак, 100/240 В, комплект 1 Тип 5, кислородно-ацетиленовая резка и сварочный комплект Легкий комплект для кислородно-ацетиленовой резки и сварки, включая футлярЛегкий комплект для кислородно-ацетиленовой сварки и пайки, включая футляр18/90 Набор для резки кислородом / ацетиленом – 2 манометра, включая набор для подрядчиков ACO Комплект для резки кислородом / пропаном подключен, набор для подрядчиков XTM 503I Synergic MIG Inverter — 500 AMP — 400V — Package 1Parweld XTM 254I Synergic MIG Inverter — 250 AMP — 400V — Package 1Parweld XTM 252I Synergic MIG Inverter — 250AMP — Package 1Parweld XTM 403S MIG Transformer Machine — 350 AMP MIG1C Machine XTM1C — 300AMP — Package 1Parweld XTM 301S MIG Transformer Machine 300 AMP — Package 1Parweld XTM 182I MIG Inverter, 180 AMP — Package 1Parweld XTM 160I MIG Inverter, 160 AMP — Package 1Parweld XTM 252I 250 AMP Synergic MIG InverterELCK3 ARCAIR STYLE K3 600A STRAIGHT GOUGING TORCHESEV010215101 SAMSON 150A ЕС ЭЛЕКТРОД / ДЕРЖАТЕЛЬ СТЕРЖНЯREW1625PW ВИЛКА ТИПА DIN 16-25MMEW200C ЗАЖИМ ЗАЗЕМЛЕНИЯ КРОКОДИЛ 200 AMPTX50025010 СТОЙКА ДЛЯ СВАРКИ / ДУГОВАЯ СВАРКА ДЛЯ ЧУГУНА. NI99 CI 2,5 ММ 1.0KGRC3082540 ПРОВОД ДЛЯ ДУГОВОЙ СВАРКИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ — SIFCHROME 308L 2,5 ММ 4KGRWN41V33 ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ TIG — КОРОТКАЯ ЗАДНЯЯ КРЫШКА (9 20) (41V33)RWN45V42 ГОРЕЛКА TIG (ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ GOLPMM5 GOD) — 1.0 (45V42)RWN13N26 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG — 0,040 Цанга (5 шт.) (13N21)RWN13N21 ЗАПАСНАЯ Цанга для горелки TIG 0,040 (5 шт.) (13N21)RWN13N08 WCF — КЕРАМИКА — 1/4 АЛЮМИНИЕВАЯ СОПЛА (PK10) (13N08)HP Сварка — 1,6 мм Superstrike вольфрам продан каждый HP16616 Золотой кончик — 1,6 мм 1,5% вольфрамовый вольф WELDING — 1.0MM 2% CERIA TUNGSTEN .040 EAHP16216 WHITE TIP TIG TUNGSTON — 1.6MM ZIRCON Tungsten 1/16 SOLD EACHHP16110 — RED TOP TORED Tungsten — 1.0MM 2% THOR TUNGSTEN .040 EARO961250 TIG BRONZE BRAZING — SIFSILCOPPER NO 968 1.2MM 5.0KGRO211650 STAINLESS STEEL TIG RODS — SIFSTEEL 316L 1.6MM 5.0KG STAINLESSRO151625 ALUMINIUM TIG RODS — SIFALUMIN NO 15 4043A 1.6MM 2.5KGRA151225 SIF MILD STEEL TIG RODS — SIFSTEEL A15 1.2MM 2.5KG STEELSW120573 PLASMA Резак -запасная часть — электрод Hafniumsw020382 Запасная часть плазмы — электрод Hyp Max 20SWPC801ZR Резка запасные части плазмы — электрод Zirconiumswpc306 Electrode Zr x 14,5 мм для Binzel PSB30 PACK30303030303032030303030303030H -плазменное пластическое пластическое пластическое плаз.
NI99 CI 2,5 ММ 1.0KGRC3082540 ПРОВОД ДЛЯ ДУГОВОЙ СВАРКИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ — SIFCHROME 308L 2,5 ММ 4KGRWN41V33 ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ TIG — КОРОТКАЯ ЗАДНЯЯ КРЫШКА (9 20) (41V33)RWN45V42 ГОРЕЛКА TIG (ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ GOLPMM5 GOD) — 1.0 (45V42)RWN13N26 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG — 0,040 Цанга (5 шт.) (13N21)RWN13N21 ЗАПАСНАЯ Цанга для горелки TIG 0,040 (5 шт.) (13N21)RWN13N08 WCF — КЕРАМИКА — 1/4 АЛЮМИНИЕВАЯ СОПЛА (PK10) (13N08)HP Сварка — 1,6 мм Superstrike вольфрам продан каждый HP16616 Золотой кончик — 1,6 мм 1,5% вольфрамовый вольф WELDING — 1.0MM 2% CERIA TUNGSTEN .040 EAHP16216 WHITE TIP TIG TUNGSTON — 1.6MM ZIRCON Tungsten 1/16 SOLD EACHHP16110 — RED TOP TORED Tungsten — 1.0MM 2% THOR TUNGSTEN .040 EARO961250 TIG BRONZE BRAZING — SIFSILCOPPER NO 968 1.2MM 5.0KGRO211650 STAINLESS STEEL TIG RODS — SIFSTEEL 316L 1.6MM 5.0KG STAINLESSRO151625 ALUMINIUM TIG RODS — SIFALUMIN NO 15 4043A 1.6MM 2.5KGRA151225 SIF MILD STEEL TIG RODS — SIFSTEEL A15 1.2MM 2.5KG STEELSW120573 PLASMA Резак -запасная часть — электрод Hafniumsw020382 Запасная часть плазмы — электрод Hyp Max 20SWPC801ZR Резка запасные части плазмы — электрод Zirconiumswpc306 Electrode Zr x 14,5 мм для Binzel PSB30 PACK30303030303032030303030303030H -плазменное пластическое пластическое пластическое плаз. MMQh280301W КОНИЧЕСКАЯ ФОРСУНКА ДЛЯ МИГ 180AQh280306W КОНТАКТНАЯ НАСАДКА ДЛЯ МИГ 0,6 ММ 180A M6 — УПАКОВКА ИЗ 10 TWN802048 ОДНОРАЗОВЫЙ ГАЗОВЫЙ БАЛЛОН С АРГОНОМ/СО2 390 Gramih55sd100 Песочный диск (AL -OX) 115×16 мм 100 GRITSC60100GKW LACK DISC 100×22 мм 60 ГРИТ — CERIM40DCGM DPC GRINDING DISC (100×6,4×16 мм) HELIUM BALLOON INFULATOR — PremiumHelium Balloon Inflator — STANDERVZFC08045) Гелийский баллон. Ferous MIG Wire 0.8mm 3.75kgWO270865 SifMIG 5356 Non-Ferous MIG Wire 6.5kgWO150865 SifMIG 4043 Non-Ferous 0.8mm 6.5kg MIG WireDZ10001 Oxygen and Acetylene Gas Cylinder TrollyDZ10004 Portable Gas Cylinder Trolly SmallPC600630T Welding Table Kit 600mm * 630mmP3410 NYLON BLACK FRAME SPECTACLES — CLEARP3420 Clear Safety Spectsesf287000 Kromer Swarding Safety Safety Safety Размер 6 7/8 «EHW4420010 Замена 4 1/4» x 2 «Увеличительные линзы сварки сварки — 1,0 Диоптерные маги11060SP Замена зеркального стекла. * 2» ДЛЯ СВАРОЧНОГО ШЛЕМА TEHW1109010 Золотая замена объектива 110 мм x 90 мм глэйн с золотым покрытием SH20 для сварки Helmetehw442010G Стеклянное стекло 4 1/4 x 2 10ew 8ew Lens CE для сварки HelmeteHW442006G Замена стекла 4 1/4 x 2 6ew Lens CE для сварки HelmeteHW442005G Замена стекла 4 1/4 x 2 5ew РЕГУЛЯТОР ЗАЩИТНОГО ГАЗА ДЛЯ СВАРКИ MIG И TIGПищевой углекислый газ CO2, 34 кг Отвод жидкости для глазирования стеклаПищевой углекислый газ CO2, 15 кг Отвод жидкости для глазирования стеклаПищевой углекислый газ CO2 Заправка 6,35 кг Отвод жидкости для глазирования стеклаКонтрактная заправка Tecatlantis 1 л CO2 ЦилиндрWA1912250 SIFMIG ZERO SG3 1.
MMQh280301W КОНИЧЕСКАЯ ФОРСУНКА ДЛЯ МИГ 180AQh280306W КОНТАКТНАЯ НАСАДКА ДЛЯ МИГ 0,6 ММ 180A M6 — УПАКОВКА ИЗ 10 TWN802048 ОДНОРАЗОВЫЙ ГАЗОВЫЙ БАЛЛОН С АРГОНОМ/СО2 390 Gramih55sd100 Песочный диск (AL -OX) 115×16 мм 100 GRITSC60100GKW LACK DISC 100×22 мм 60 ГРИТ — CERIM40DCGM DPC GRINDING DISC (100×6,4×16 мм) HELIUM BALLOON INFULATOR — PremiumHelium Balloon Inflator — STANDERVZFC08045) Гелийский баллон. Ferous MIG Wire 0.8mm 3.75kgWO270865 SifMIG 5356 Non-Ferous MIG Wire 6.5kgWO150865 SifMIG 4043 Non-Ferous 0.8mm 6.5kg MIG WireDZ10001 Oxygen and Acetylene Gas Cylinder TrollyDZ10004 Portable Gas Cylinder Trolly SmallPC600630T Welding Table Kit 600mm * 630mmP3410 NYLON BLACK FRAME SPECTACLES — CLEARP3420 Clear Safety Spectsesf287000 Kromer Swarding Safety Safety Safety Размер 6 7/8 «EHW4420010 Замена 4 1/4» x 2 «Увеличительные линзы сварки сварки — 1,0 Диоптерные маги11060SP Замена зеркального стекла. * 2» ДЛЯ СВАРОЧНОГО ШЛЕМА TEHW1109010 Золотая замена объектива 110 мм x 90 мм глэйн с золотым покрытием SH20 для сварки Helmetehw442010G Стеклянное стекло 4 1/4 x 2 10ew 8ew Lens CE для сварки HelmeteHW442006G Замена стекла 4 1/4 x 2 6ew Lens CE для сварки HelmeteHW442005G Замена стекла 4 1/4 x 2 5ew РЕГУЛЯТОР ЗАЩИТНОГО ГАЗА ДЛЯ СВАРКИ MIG И TIGПищевой углекислый газ CO2, 34 кг Отвод жидкости для глазирования стеклаПищевой углекислый газ CO2, 15 кг Отвод жидкости для глазирования стеклаПищевой углекислый газ CO2 Заправка 6,35 кг Отвод жидкости для глазирования стеклаКонтрактная заправка Tecatlantis 1 л CO2 ЦилиндрWA1912250 SIFMIG ZERO SG3 1. 2MM 250KG COPPER FREEWA1910250 SIFMIG ZERO SG3 1.0MM 250KG COPPER FREEWA191218 SIFMIG ZERO SG3 1.2MM 18KG COPPER FREEWA191018 SIFMIG ZERO SG3 1.0MM 18KG COPPER FREEWA190815 SIFMIG ZERO SG3 0.8MM 15KG COPPER FREEVZ181215LSG3 1.2MM SG3 MIG WIRE (15KG) REELVZ181015LSG3 1.0MM SG3 MIG WIRE (15KG) REELVZ180815LSG3 0.8MM SG3 MIG WIRE (15KG) REELVZ181215LW SG2 1.2MM LAYER A18 WIRE 15KG REELVZ181015LW SG2 1.0MM LAYER A18 WIRE 15KG REELVZ1808050L SG2 1.0MM LAYER A18 WIRE 5KG REELVZ180815LW SG2 0.8MM LAYER A18 WIRE 15KG REELVZ180850L SG2 0.8MM A18 MIG WIRE (5KG) REELVZ180807L SG2 0.8MM A18 MIG WIRE (0.7KG) REELVZ180615LW SG2 0.6MM LAYER A18 WIRE 15KG REELVZ180650L SG2 0.6MM A18 MIG WIRE (5KG) REELVZ160607L SG2 0.6MM A18 MIG WIRE (0.7KG) REELFXTIPDIP50 Sif Tip Dip Anti Splatter Paste 500 гEG1001w Спрей для защиты от брызг на водной основе 400 млAU300 Расходомер 0-40 литров в минутуAEARGBN Адаптер аргона к CO2AECO2BN Адаптер CO2 к аргонуНа месте кислород/пропановый режущий набор — штекер ged — Contractors Set 2OP1000w Weldability Sif Toolbox Case OnlyFO010022 Sifbronze Relay Flux 225gDZ205001 Tri Flint Spark LightDA4003838RH Муфта шланга от 3/8″ до 3/8″ правая/высотаDA4003838LH Муфта шланга от 3/8″ до 3/8″ LHDA4003814RH 1/4″ /8 «RH Шлаковая соединение 400141414 1/4» RH равна шланг -шланге 4001414LH 1/4 «LH равные шланг -шланги.
2MM 250KG COPPER FREEWA1910250 SIFMIG ZERO SG3 1.0MM 250KG COPPER FREEWA191218 SIFMIG ZERO SG3 1.2MM 18KG COPPER FREEWA191018 SIFMIG ZERO SG3 1.0MM 18KG COPPER FREEWA190815 SIFMIG ZERO SG3 0.8MM 15KG COPPER FREEVZ181215LSG3 1.2MM SG3 MIG WIRE (15KG) REELVZ181015LSG3 1.0MM SG3 MIG WIRE (15KG) REELVZ180815LSG3 0.8MM SG3 MIG WIRE (15KG) REELVZ181215LW SG2 1.2MM LAYER A18 WIRE 15KG REELVZ181015LW SG2 1.0MM LAYER A18 WIRE 15KG REELVZ1808050L SG2 1.0MM LAYER A18 WIRE 5KG REELVZ180815LW SG2 0.8MM LAYER A18 WIRE 15KG REELVZ180850L SG2 0.8MM A18 MIG WIRE (5KG) REELVZ180807L SG2 0.8MM A18 MIG WIRE (0.7KG) REELVZ180615LW SG2 0.6MM LAYER A18 WIRE 15KG REELVZ180650L SG2 0.6MM A18 MIG WIRE (5KG) REELVZ160607L SG2 0.6MM A18 MIG WIRE (0.7KG) REELFXTIPDIP50 Sif Tip Dip Anti Splatter Paste 500 гEG1001w Спрей для защиты от брызг на водной основе 400 млAU300 Расходомер 0-40 литров в минутуAEARGBN Адаптер аргона к CO2AECO2BN Адаптер CO2 к аргонуНа месте кислород/пропановый режущий набор — штекер ged — Contractors Set 2OP1000w Weldability Sif Toolbox Case OnlyFO010022 Sifbronze Relay Flux 225gDZ205001 Tri Flint Spark LightDA4003838RH Муфта шланга от 3/8″ до 3/8″ правая/высотаDA4003838LH Муфта шланга от 3/8″ до 3/8″ LHDA4003814RH 1/4″ /8 «RH Шлаковая соединение 400141414 1/4» RH равна шланг -шланге 4001414LH 1/4 «LH равные шланг -шланги. MM 702116PNM CUTTING NOZZLE 3/64″ 1.2MM 702112Lightwieght Nozzle 5 704105lightwieght Nozzle 3 704103lightwieght Nozzle 2 704102CCANM04W Weldability ANM Type 5/64 Nozzle 100mmCCANM03W Weldability ANM Type 1/16 Nozzle 75mmBW8001038BFT 8mm 10m 3/8″ fitted Acetylene hoseBW8001038PFT 8mm 10m 3/8 » Установленный шланг для пропана760810-OX 8мм 10м 3/8″ Кислородный шлангBW600538PFT 6мм 5м 3/8″ Установленный шланг для пропанаBW600514RFT 6мм 5м 1/4″ Установленный ацетиленовый шланг764605-PR 6мм 5м 1/4″ Установленный пропановый шланг760605-OX 6мм 5м 1/4″ 4-дюймовый фит ed Кислородный шланг761610-OX 6 мм 10 м 3/8″ Кислородный шланг в сборе764610-PR 6 мм 10 м 1/4″ в сборе Пропановый шланг BW6002038BFT 6 мм 10 м 3/8″ Ацетиленовый шланг в сбореBW10002038RF 10 мм 20 м 3/8″ 2 0410-8/3/8 мм Ацетиленовый шланг в сборе7 «Оставленный пропановый шланг760820-OX 8 мм 20 мл 3/8» Околочный кислород HoseBW10001038RF 10 мм 10 мм 3/8 «Околочный ацетилен-штангибел10001038PF 10 мм 3/8» Установленная пропана Hose761010-OX 10 мм 3/8 «.
MM 702116PNM CUTTING NOZZLE 3/64″ 1.2MM 702112Lightwieght Nozzle 5 704105lightwieght Nozzle 3 704103lightwieght Nozzle 2 704102CCANM04W Weldability ANM Type 5/64 Nozzle 100mmCCANM03W Weldability ANM Type 1/16 Nozzle 75mmBW8001038BFT 8mm 10m 3/8″ fitted Acetylene hoseBW8001038PFT 8mm 10m 3/8 » Установленный шланг для пропана760810-OX 8мм 10м 3/8″ Кислородный шлангBW600538PFT 6мм 5м 3/8″ Установленный шланг для пропанаBW600514RFT 6мм 5м 1/4″ Установленный ацетиленовый шланг764605-PR 6мм 5м 1/4″ Установленный пропановый шланг760605-OX 6мм 5м 1/4″ 4-дюймовый фит ed Кислородный шланг761610-OX 6 мм 10 м 3/8″ Кислородный шланг в сборе764610-PR 6 мм 10 м 1/4″ в сборе Пропановый шланг BW6002038BFT 6 мм 10 м 3/8″ Ацетиленовый шланг в сбореBW10002038RF 10 мм 20 м 3/8″ 2 0410-8/3/8 мм Ацетиленовый шланг в сборе7 «Оставленный пропановый шланг760820-OX 8 мм 20 мл 3/8» Околочный кислород HoseBW10001038RF 10 мм 10 мм 3/8 «Околочный ацетилен-штангибел10001038PF 10 мм 3/8» Установленная пропана Hose761010-OX 10 мм 3/8 «. LPG Heating Torch 45mm with leverBB6002 LW Cutting AttachmentBB6003 LW MixerBB6001 LW ShankBB5003 HD MixerBB5002 HD Cutting AttachmentBB5001 HD Welders ShankAU2001 RESETTABLE COLLAR, OXYGEN FLASH BACK ARRESTORAU2001 RESETTABLE COLLAR, FUEL GAS FLASH BACK ARRESTORAU11107 DGN BARREL, FUEL GAS, FLASH BACK ARRESTORAU111002 DGN BARREL, OXYGEN FLASH BACK ARRESTORAE3004LX ПЕРВАЯ СТУПЕНИ, ДВУХКАЧЕСТВЕННЫЕ КИСЛОРОДНЫЕ РЕГУЛЯТОРЫAE2004LX ПЕРВАЯ СТУПЕНИ, ОДИНАРНЫЕ КАМЕРЫ, СЕРИЯ LX ПРОПАН/ПРОПИЛЕН GUAGEОдноразовые гелиевые баллоны с 50 баллонами и лентой под собственной маркойСобственные Фирменные одноразовые газовые баллоны с гелием без 50 воздушных шаров и лентыОптовая продажа, цилиндр Fill’N’Away + 30 воздушных шаров и ленты.Fill’N’Away Одноразовый баллон с гелием с 30 воздушными шарами и лентойОптовая продажа, цилиндр Fill’N’Away + 50 воздушных шаров и лента.Fill Одноразовые гелиевые баллоны ‘N’Away для заполнения 50 9″ BalloonsFill’N’Away Одноразовый гелиевый баллон для наполнения 30 9-дюймовых воздушных шаровАзот 9,4 л 137 бар — для гоночных командАзот 2 л 200 бар — для гоночных командАзот 20 л 200 бар — для гоночных командПищевой азот 9,4 л 137 бар — для хранения и раздачи винаПищевой азот 2 л 200 бар — для хранения и розлива винаПищевой азот 20 л 200 бар — для хранения и розлива вина Бескислородный азот 20 л 200 бар — для кондиционирования воздуха и продувки трубопроводовБескислородный азот 2 л 200 бар — для кондиционирования воздуха и продувки трубопроводовБескислородный азот 50 л 200 бар — для кондиционирования воздуха и трубопроводов Очистка бескислородным азотом 9L 137 бар — только заправка — для кондиционирования воздуха и продувки трубопроводов.
LPG Heating Torch 45mm with leverBB6002 LW Cutting AttachmentBB6003 LW MixerBB6001 LW ShankBB5003 HD MixerBB5002 HD Cutting AttachmentBB5001 HD Welders ShankAU2001 RESETTABLE COLLAR, OXYGEN FLASH BACK ARRESTORAU2001 RESETTABLE COLLAR, FUEL GAS FLASH BACK ARRESTORAU11107 DGN BARREL, FUEL GAS, FLASH BACK ARRESTORAU111002 DGN BARREL, OXYGEN FLASH BACK ARRESTORAE3004LX ПЕРВАЯ СТУПЕНИ, ДВУХКАЧЕСТВЕННЫЕ КИСЛОРОДНЫЕ РЕГУЛЯТОРЫAE2004LX ПЕРВАЯ СТУПЕНИ, ОДИНАРНЫЕ КАМЕРЫ, СЕРИЯ LX ПРОПАН/ПРОПИЛЕН GUAGEОдноразовые гелиевые баллоны с 50 баллонами и лентой под собственной маркойСобственные Фирменные одноразовые газовые баллоны с гелием без 50 воздушных шаров и лентыОптовая продажа, цилиндр Fill’N’Away + 30 воздушных шаров и ленты.Fill’N’Away Одноразовый баллон с гелием с 30 воздушными шарами и лентойОптовая продажа, цилиндр Fill’N’Away + 50 воздушных шаров и лента.Fill Одноразовые гелиевые баллоны ‘N’Away для заполнения 50 9″ BalloonsFill’N’Away Одноразовый гелиевый баллон для наполнения 30 9-дюймовых воздушных шаровАзот 9,4 л 137 бар — для гоночных командАзот 2 л 200 бар — для гоночных командАзот 20 л 200 бар — для гоночных командПищевой азот 9,4 л 137 бар — для хранения и раздачи винаПищевой азот 2 л 200 бар — для хранения и розлива винаПищевой азот 20 л 200 бар — для хранения и розлива вина Бескислородный азот 20 л 200 бар — для кондиционирования воздуха и продувки трубопроводовБескислородный азот 2 л 200 бар — для кондиционирования воздуха и продувки трубопроводовБескислородный азот 50 л 200 бар — для кондиционирования воздуха и трубопроводов Очистка бескислородным азотом 9L 137 бар — только заправка — для кондиционирования воздуха и продувки трубопроводов. Принадлежит заказчику, наполнение огнетушителя CO2, цена за килограмм. Для выращивания водных растенийПищевой, без арендной платы, 34 кг CO2-газ для гидропоники и выращивания водных растенийПищевой класс, без арендной платы, 3,15 кг CO2-газ для гидропоники и для выращивания водных растенийПищевой класс, без арендной платы, 15 кг CO2-газ для гидропоники и для выращивания водных растенийCO2 Gas Refill 6,35 кг для наполнения пейнтбольного баллона, с погружной трубкой, сменный баллон с углекислым газом 34 кг, идеально подходит для заправки большого количества пейнтбольных баллонов, с погружной трубкой, сменный баллон с углекислым газом, 6,35 кг, отвод жидкости для пейнтбола, с погружной трубкой, сменный баллон с углекислым газом, 15 кг, идеально подходит для дома или бизнеса использование шаров для рисования, с погружной трубкойCalor Gas 5KG Patio GasCalor Gas 13kg Patio Gas BottleCalor Gas Butane 7KG Bottle — Ограниченная доступность — Пожалуйста, позвоните для заказаCalor 15KG Butane G в виде бутылки — нет в наличии Калорийность 6 кг пропанового газа Калорийность пропана 6 кг Легкий вес Калорийность 47 кг пропанового газа Калорийность пропана 19КГ — НЕТ В НАЛИЧИИ Калорийный газ 13 кг Пропановый газовый баллонCamping Gaz 907 Бутановый газовый баллонCamping Gaz 904 Бутановый газовый баллонCamping Gaz 901 — Только пополнение — нет в наличии Калорийный газ Пропан 18 кг Автогаз для вилочного погрузчика Калорийный газ пропан 12 кг Автогаз для вилочных погрузчиковГелиевый баллон многоразового использования 9,4 л, идеально подходит для флористов , открытки и магазины для вечеринок, только для торговли Многоразовый гелиевый баллон объемом 9,4 л, идеальные вечеринки и юбилеи — включая аренду адаптера для наполнения Многоразовый гелиевый баллон объемом 50 л идеально подходит для цветочных магазинов, открыток и магазинов для вечеринок — только для торговли 2-литровый многоразовый газовый баллон с гелием для идеальных вечеринок и AnniversariesГелиевый баллон многоразового использования 20 л, идеально подходит для флористов, открыток и магазинов для вечеринок — Только для торговлиГелиевый баллон многоразового использования 20 л, идеально подходит для вечеринок и юбилеев, включая аренду адаптера для наполнения.
Принадлежит заказчику, наполнение огнетушителя CO2, цена за килограмм. Для выращивания водных растенийПищевой, без арендной платы, 34 кг CO2-газ для гидропоники и выращивания водных растенийПищевой класс, без арендной платы, 3,15 кг CO2-газ для гидропоники и для выращивания водных растенийПищевой класс, без арендной платы, 15 кг CO2-газ для гидропоники и для выращивания водных растенийCO2 Gas Refill 6,35 кг для наполнения пейнтбольного баллона, с погружной трубкой, сменный баллон с углекислым газом 34 кг, идеально подходит для заправки большого количества пейнтбольных баллонов, с погружной трубкой, сменный баллон с углекислым газом, 6,35 кг, отвод жидкости для пейнтбола, с погружной трубкой, сменный баллон с углекислым газом, 15 кг, идеально подходит для дома или бизнеса использование шаров для рисования, с погружной трубкойCalor Gas 5KG Patio GasCalor Gas 13kg Patio Gas BottleCalor Gas Butane 7KG Bottle — Ограниченная доступность — Пожалуйста, позвоните для заказаCalor 15KG Butane G в виде бутылки — нет в наличии Калорийность 6 кг пропанового газа Калорийность пропана 6 кг Легкий вес Калорийность 47 кг пропанового газа Калорийность пропана 19КГ — НЕТ В НАЛИЧИИ Калорийный газ 13 кг Пропановый газовый баллонCamping Gaz 907 Бутановый газовый баллонCamping Gaz 904 Бутановый газовый баллонCamping Gaz 901 — Только пополнение — нет в наличии Калорийный газ Пропан 18 кг Автогаз для вилочного погрузчика Калорийный газ пропан 12 кг Автогаз для вилочных погрузчиковГелиевый баллон многоразового использования 9,4 л, идеально подходит для флористов , открытки и магазины для вечеринок, только для торговли Многоразовый гелиевый баллон объемом 9,4 л, идеальные вечеринки и юбилеи — включая аренду адаптера для наполнения Многоразовый гелиевый баллон объемом 50 л идеально подходит для цветочных магазинов, открыток и магазинов для вечеринок — только для торговли 2-литровый многоразовый газовый баллон с гелием для идеальных вечеринок и AnniversariesГелиевый баллон многоразового использования 20 л, идеально подходит для флористов, открыток и магазинов для вечеринок — Только для торговлиГелиевый баллон многоразового использования 20 л, идеально подходит для вечеринок и юбилеев, включая аренду адаптера для наполнения. Аренда бесплатно, чистый аргоновый газ 2 л, 200 бар для сварки TIG. Арендная плата не взимается, кислородный газовый баллон 2 л, 200 бар. Без арендной платы, без кислорода (OFN) Азот 2 л 200 бар Без арендной платы, углекислый газ CO2 Газ 1,5 кг для сварки MIG Без арендной платы, 5% CO2 / аргон M ix 2 л 200 бар для сварки MIG без арендной платы, чистый аргон 20 л 200 бар для сварки TIG без арендной платы, газообразный кислород 20 л 200 бар для резки, сварки, пайки и пайки без арендной платы, без кислорода (OFN) Азот 20 л 200 бар без арендной платы, 20% CO2 в смеси аргона 20 л, 200 бар для сварки MIGАренда бесплатно 5% CO2 в аргоновой смеси 20 л для сварки MIG20 л пропиленовый топливный газ для сварки, пайки, нагрева и резкиАренда бесплатно Газ CO2 34 кг для сварки MIGАренда бесплатно, чистый аргон 50 л 200 бар для сварки TIG и MIGАренда бесплатно, газообразный кислород 50 л 200 барАренда бесплатно , Бескислородный (OFN) Азот 50 л 200 бар Без арендной платы, 20% CO2 в аргоновой смеси 50 л для сварки MIGБесплатно 5% CO2 в аргоновой смеси 50 л 200 бар для сварки MIGБесплатный кислородный баллон 10 л, 200 бар без арендной платы, чистый аргон для сварки TIG 10 л , 200barБесплатная аренда, Бескислородный (OFN) Азот 9.
Аренда бесплатно, чистый аргоновый газ 2 л, 200 бар для сварки TIG. Арендная плата не взимается, кислородный газовый баллон 2 л, 200 бар. Без арендной платы, без кислорода (OFN) Азот 2 л 200 бар Без арендной платы, углекислый газ CO2 Газ 1,5 кг для сварки MIG Без арендной платы, 5% CO2 / аргон M ix 2 л 200 бар для сварки MIG без арендной платы, чистый аргон 20 л 200 бар для сварки TIG без арендной платы, газообразный кислород 20 л 200 бар для резки, сварки, пайки и пайки без арендной платы, без кислорода (OFN) Азот 20 л 200 бар без арендной платы, 20% CO2 в смеси аргона 20 л, 200 бар для сварки MIGАренда бесплатно 5% CO2 в аргоновой смеси 20 л для сварки MIG20 л пропиленовый топливный газ для сварки, пайки, нагрева и резкиАренда бесплатно Газ CO2 34 кг для сварки MIGАренда бесплатно, чистый аргон 50 л 200 бар для сварки TIG и MIGАренда бесплатно, газообразный кислород 50 л 200 барАренда бесплатно , Бескислородный (OFN) Азот 50 л 200 бар Без арендной платы, 20% CO2 в аргоновой смеси 50 л для сварки MIGБесплатно 5% CO2 в аргоновой смеси 50 л 200 бар для сварки MIGБесплатный кислородный баллон 10 л, 200 бар без арендной платы, чистый аргон для сварки TIG 10 л , 200barБесплатная аренда, Бескислородный (OFN) Азот 9. 4 л 137 бар Без арендной платы, углекислый газ CO2 6,35 кг для сварки MIG Без арендной платы, углекислый газ CO2 3,15 кг для сварки MIG Без арендной платы, сменная смесь 5% CO2 / аргон 10 л 200 бар для сварки MIG Без арендной платы, сменная смесь 20% CO2 / аргон 10 л 200 бар для MIG Welding2L Пропиленовый топливный газ для сварки, пайки, нагрева и резкиУглекислый газ CO2, заправка 6,35 кг для дома BarУглекислый газ CO2, заправка 1,5 кг для дома BarДвуокись углерода 3,15 кг для дома Bar2L Погреб / пиво Газовая смесь 60/40 для дома bar2L Смесь погреба / пива 70/30, для домашнего бараУглекислый газ CO2 6,35 кг для коммерческого использованияУглекислый газ CO2 34 кг Для торговых пользователейУглекислый газ CO2 газ 15 кг Торговые пользователи50 л Cellar / Beer Gas 30/70 Mix для торговых пользователей20L Cellar / Beer Gas 60/40 Mix для торговых пользователей20L Cellar / Beer Gas 30/70 Mix для торговых пользователей10L Cellar / Beer Gas 60/40 смесь для торговых пользователей10L Cellar / Beer Gas Смесь 50/50 Для торговых пользователей10L Cellar / B eer Gas 30/70 Mix для профессиональных пользователей
4 л 137 бар Без арендной платы, углекислый газ CO2 6,35 кг для сварки MIG Без арендной платы, углекислый газ CO2 3,15 кг для сварки MIG Без арендной платы, сменная смесь 5% CO2 / аргон 10 л 200 бар для сварки MIG Без арендной платы, сменная смесь 20% CO2 / аргон 10 л 200 бар для MIG Welding2L Пропиленовый топливный газ для сварки, пайки, нагрева и резкиУглекислый газ CO2, заправка 6,35 кг для дома BarУглекислый газ CO2, заправка 1,5 кг для дома BarДвуокись углерода 3,15 кг для дома Bar2L Погреб / пиво Газовая смесь 60/40 для дома bar2L Смесь погреба / пива 70/30, для домашнего бараУглекислый газ CO2 6,35 кг для коммерческого использованияУглекислый газ CO2 34 кг Для торговых пользователейУглекислый газ CO2 газ 15 кг Торговые пользователи50 л Cellar / Beer Gas 30/70 Mix для торговых пользователей20L Cellar / Beer Gas 60/40 Mix для торговых пользователей20L Cellar / Beer Gas 30/70 Mix для торговых пользователей10L Cellar / Beer Gas 60/40 смесь для торговых пользователей10L Cellar / Beer Gas Смесь 50/50 Для торговых пользователей10L Cellar / B eer Gas 30/70 Mix для профессиональных пользователей
Аргонная сварка TIG
Газ аргон используется в качестве защитного газа при сварке TIG.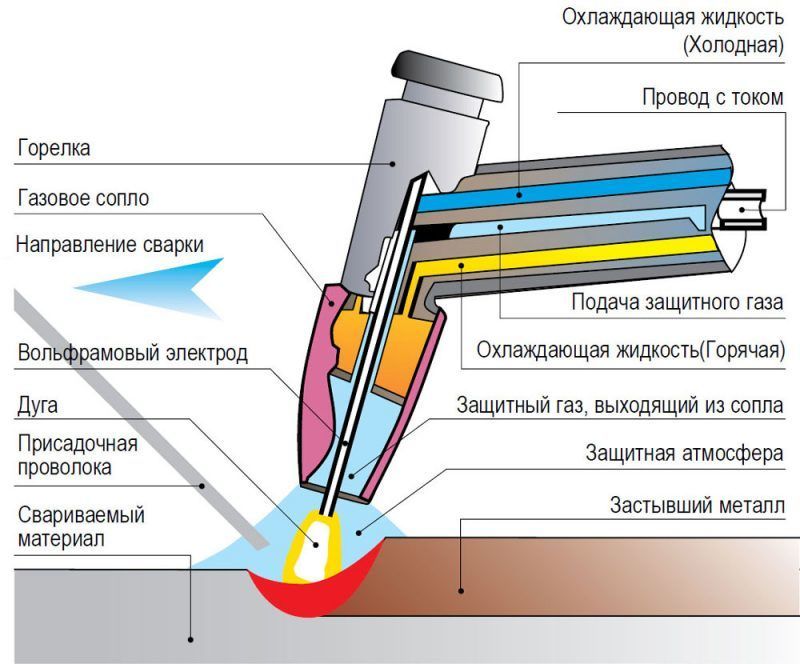 TIG — это аббревиатура от Tungsten Inert Gas, и она называется так, потому что источником тепла является наэлектризованный вольфрам, а сварной шов защищен от воздуха инертным газом, газом аргоном, что означает, что газ не воспламеняется и не вызывает коррозии, а также предотвращает окисление. . Если позволить расплавленному присадочному материалу или свариваемому металлу окислиться, сварной шов не получится.
TIG — это аббревиатура от Tungsten Inert Gas, и она называется так, потому что источником тепла является наэлектризованный вольфрам, а сварной шов защищен от воздуха инертным газом, газом аргоном, что означает, что газ не воспламеняется и не вызывает коррозии, а также предотвращает окисление. . Если позволить расплавленному присадочному материалу или свариваемому металлу окислиться, сварной шов не получится.
Вольфрам — это материал, используемый для изготовления нитей накаливания в лампах накаливания. Он излучает свет и тепло, когда через него проходит электричество. Электрод в сварочном аппарате TIG значительно массивнее нити накала лампочки, поэтому он способен генерировать постоянный источник тепла примерно до 11 000 градусов по Фаренгейту для плавления присадочного материала, используемого при сварке. Длина и диаметр электрода, а также тип и сила подаваемого тока определяют его характеристики нагрева, и разные электроды подходят для разных применений.
Третьим компонентом сварки TIG является присадочный материал. Присадочный материал бывает самых разных составов, потому что присадочный материал должен быть изготовлен из материала, который будет «прилипать» к определенным металлам, которые необходимо сварить. Наполнитель также бывает разного диаметра, чтобы соответствовать разной толщине соединяемого металла.
Присадочный материал бывает самых разных составов, потому что присадочный материал должен быть изготовлен из материала, который будет «прилипать» к определенным металлам, которые необходимо сварить. Наполнитель также бывает разного диаметра, чтобы соответствовать разной толщине соединяемого металла.
Как это делается?
- Поддерживайте чистоту. Убедитесь, что на поверхности сварки нет пыли, грязи, прокатной окалины и других посторонних предметов, а на металле нет жира и масла, и он полностью сухой. Убедитесь, что на поверхности металла нет окисления. Отшлифуйте его, очистите щеткой, вытрите… убедитесь, что он идеально чистый, прежде чем приступить к сварке.
- Щиты вверх! Сначала включается подача аргона для формирования защитного конуса вокруг места сварки. Сжатый газ подается канистрой или шлангом из большего резервуара и выходит через наконечник сварочной горелки.
- Увеличить нагрев .
 Следующим шагом является активация источника питания, который пропускает электричество через электрод. Сварочный аппарат обычно имеет ножную педаль для включения дуги. Сварщик держит горелку в одной руке, а присадочный материал в другой; Сварка TIG не подает присадку автоматически, это делается вручную.
Следующим шагом является активация источника питания, который пропускает электричество через электрод. Сварочный аппарат обычно имеет ножную педаль для включения дуги. Сварщик держит горелку в одной руке, а присадочный материал в другой; Сварка TIG не подает присадку автоматически, это делается вручную. - Растопить. При включении нагрева металлы начинают плавиться и образуют крошечную лужу. Сварщик удерживает источник тепла и аргоновый экран над областью, окружающей ванну, одновременно продвигая ванну с присадочным материалом вдоль стыка, чтобы закрепить сварной шов .
- Берегись. Большинство сварочных аппаратов для сварки TIG имеют функцию пост-потока, которая удерживает защитный газ аргона на новом сварном шве, поэтому он остается защищенным при охлаждении. Это помогает предотвратить неудачные сварные швы, которые происходят, когда один из металлов окисляется при плавлении или охлаждении.
Для чего это нужно?
- Сварка алюминия.
 Сварка ВИГ — лучший способ сварки алюминия, который очень чувствителен к коррозии и окислению во время сварки.
Сварка ВИГ — лучший способ сварки алюминия, который очень чувствителен к коррозии и окислению во время сварки. - Критические сварные соединения. Поскольку сварка ВИГ обеспечивает непрерывное соединение (в отличие, например, от точечной сварки), а также из-за процесса сварки в среде защитного газа, сварка ВИГ является отличным выбором для применений, где отказ просто невозможен. Вы получите хороший, прочный шов, который прослужит долго.
- Различные металлы и смешанные металлы. Для сварки металлов, отличных от обычной стали, наиболее распространенным выбором является TIG. Для соединения разнородных металлов он обеспечивает наилучшую защиту от повышенной коррозии, которая часто возникает, когда соединение двух металлов подвергается воздействию влаги во время эксплуатации.
- Точность и красота. Поскольку присадочный материал наносится вручную, сварка ВИГ обеспечивает максимально точный контроль (по крайней мере, для опытного сварщика), а свариваемые ею швы получаются гладкими и красивыми, что делает ее идеальным выбором для областей применения, где важна эстетика.
