
Датчики ABS
Любой опытный водитель знает, что для эффективного торможения необходимо импульсное нажатие на педаль тормоза. Такая техника позволяет снизить скорость и не потерять при этом контроль над автомобилем. Но даже эта техника не всегда поможет выйти в из экстренной ситуации. В этом случае и приходит на помощь система ABS (антиблокировочная система).
Датчики вращения колес, стали органами чувств системы ABS, они позволяют зафиксировать момент блокировки, для того, чтобы гидромодуль своевременно снизил давление тормозной жидкости. С момента первого появления датчики заметно эволюционировали. На сегодняшний день существует несколько типов датчиков ABS, их принцип работы отличается, но функция осталась прежней.
История созданияВ 1978 году немецкая фирма Bosch представила первую электронную антиблокировочную систему. Конструкция датчиков включала постоянный магнит, обмотанный катушкой. Учитывая, что в то время Bosch сотрудничала с компанией Daimler-Benz, первым автомобилем, оснащенным такой системой, стал Mercedes-Benz S-класса в 1978 года выпуска.
С момента выхода первой системы, компания Bosch продолжала совершенствовать свою разработку. Новые датчики, которые устанавливаются на системы в наше время, основываются на физическом открытии ученого Эдвина Холла. Физик проводил свои эксперименты изучая электромагнитные поля и в 1879 году открыл так называемый Эффект Холла. Суть эффекта в том, что если через пластину пропустить ток и поместить ее в область действия магнитного поля, то на краях пластины появится напряжение. Направление напряжения будет зависеть от направления тока и от заряда электронов. Применение свойств магнитных полей в автомобилестроении задержалось на 75 лет, но в результате, датчики Холла прочно укрепили свои позиции не только в составе системы ABS, но и для измерения угла положения распределительного вала.
Таким образом, датчики поделились на два фронта – активные и пассивные.
Пассивные датчики ABS
Пассивные датчики имеют достаточно крупные размеры и отличаются меньшей точностью, по сравнению с активными. Но их главный недостаток в том, что они начинают функционировать только после достижения минимальной скорости вращения колеса. В то же время, они являются очень прочными и долговечными.
Конструктивно, датчик состоит из следующих деталей:
— корпус
— железный сердечник
— постоянный магнит
— катушка
— импульсное кольцо
Импульсное кольцо датчика прочно закреплено к ступице колеса и вращается перед одним из концов постоянного магнита. Такая конструкция приводит к тому, что при каждом рассекании поля постоянного магнита в катушке возникает переменный ток. Частота и амплитуда переменного тока пропорциональны скорости вращения колеса автомобиля. Для возникновения читаемого блоком управления ABS импульса требуется скорость движения не менее 5-7 км/час , что является серьезным недостатком. С другой стороны у пассивных датчиков есть свои преимущества — они не подвергаются износу, а загрязнения не влияют на магнитное поле.
Активные датчики ABS
В конце 90-х годов появились датчики нового типа – активные. Их основное отличие от пассивных аналогов в том, что они нуждаются в источнике питания. Существует два типа активных датчиков с разным принципом действия.
Магниторезистивный датчикПреимущество магниторезистивного датчика в том, что он может регистрировать скорость вращения колес с момента начала действия. Такие датчики используются не только для ABS, но и в системе курсовой устойчивости.
За основу работы датчика взято свойство полупроводника менять траекторию движения электронов в магнитном поле. Это явление называется магнетосопротивлением (магниторезистивный эффект).
Конструкция датчика представляет собой импульсное кольцо из чередующихся постоянных магнитов и полупроводник, на который подается напряжение. Импульсное кольцо крепится к ступице колеса автомобиля и вращается с его скоростью. При вращении колеса магнитное поле усиливается, что приводит к изменению траектории движения электронов постоянного тока. Изменение траектории движения увеличивает длину пути электронов. В состоянии покоя сопротивление равно одной постоянной величине, при вращении значение меняется. Именно эти изменения сигнала датчик передает блоку управления ABS.
Импульсное кольцо крепится к ступице колеса автомобиля и вращается с его скоростью. При вращении колеса магнитное поле усиливается, что приводит к изменению траектории движения электронов постоянного тока. Изменение траектории движения увеличивает длину пути электронов. В состоянии покоя сопротивление равно одной постоянной величине, при вращении значение меняется. Именно эти изменения сигнала датчик передает блоку управления ABS.
Такой датчик является самым точным на сегодняшний день. Конструкция датчика включает:
— постоянный магнит
— полупроводниковая пластина
— микросхемы
— выводы
В корпус датчика помещается полупроводниковая пластина, и к ее граням подводят электрический ток. Кольцо постоянного магнита крепится к ступице колеса и вращается вместе с ним. В результате, изменения магнитного поля перемещает электроны на один из краев пластины, согласно эффекту Холла. Плотность электронов на одном из краев пластины будет обусловлена полярностью магнитного поля. Грубо говоря, при вращении колеса по часовой стрелке электроны будут скапливаться в верхнем крае пластины, против часовой – в нижнем. Микросхемы преобразуют сигнал, и на выходе возникает напряжение, которое передается блоку управления.
Главным плюсом такого датчика является постоянное напряжение, которое в отличие от магниторезистивного аналога не имеет импульсного характера, что повышает точность датчика. В то же время, наличие микросхемы делает его менее надежным и дорогим в производстве. Кроме того, такой датчик очень чувствителен к электромагнитным помехам.
Вопросы эксплуатацииИ пассивные и активные датчики ABS работают при участии магнитного поля. В результате возникают сбои в работе системы. Другая проблема – место расположения датчиков. Учитывая, что при движении автомобиля колеса значительно вибрируют, возникает опасность сбоя работы датчиков антиблокировочной системы. И наконец, работа аккумулятора.
Акрилонитрилбутадиенстирол — Acrylonitrile butadiene styrene
Термопластичный полимер
Акрилонитрилбутадиенстирол ( АБС ) ( химическая формула (C 8 H 8 ) x · (C 4 H 6 ) y · (C 3 H 3 N) z ) представляет собой обычный термопластичный полимер. Его стеклования температура составляет примерно 105 ° С (221 ° F). АБС аморфен и поэтому не имеет истинной температуры плавления.
АБС представляет собой терполимер, полученный путем полимеризации стирола и акрилонитрила в присутствии полибутадиена . Пропорции могут варьироваться от 15% до 35% акрилонитрила, от 5% до 30% бутадиена и от 40% до 60% стирола. В результате получается длинная цепь полибутадиена, перекрещенная с более короткими цепями поли (стирол-соакрилонитрил). В нитрильных группах из соседних цепей, будучи полярным, притягиваются друг к другу и связывают цепи вместе, что делает ABS сильнее , чем чистый полистирол . Акрилонитрил также способствует химической стойкости, сопротивлению усталости, твердости и жесткости, одновременно повышая температуру теплового отклонения. Стирол придает пластику блестящую непроницаемую поверхность, а также твердость, жесткость и упрощает обработку. Полибутадиен, эластичное вещество, обеспечивает прочность и пластичность при низких температурах за счет термостойкости и жесткости. В большинстве случаев АБС может использоваться при температуре от –20 до 80 ° C (от –4 до 176 ° F), так как его механические свойства зависят от температуры. Эти свойства создаются за счет упрочнения резины , когда мелкие частицы эластомера распределяются по жесткой матрице.
Характеристики
ABS обеспечивает благоприятные механические свойства, такие как ударопрочность, ударная вязкость и жесткость, по сравнению с другими распространенными полимерами. Для улучшения ударопрочности, ударной вязкости и термостойкости могут быть внесены различные модификации. Ударопрочность может быть увеличена за счет увеличения доли полибутадиена по отношению к стиролу, а также акрилонитрилу, хотя это вызывает изменения в других свойствах. Ударопрочность не падает быстро при более низких температурах. Устойчивость под нагрузкой отличная при ограниченных нагрузках. Таким образом, изменяя пропорции компонентов, можно получить АБС разных марок. Двумя основными категориями могут быть АБС для экструзии и АБС для литья под давлением с высокой и средней ударопрочностью. Обычно АБС имеет полезные характеристики в диапазоне температур от -20 до 80 ° C (от -4 до 176 ° F).
На конечные свойства в некоторой степени будут влиять условия, в которых материал перерабатывается до конечного продукта. Например, формование при высокой температуре улучшает блеск и термостойкость продукта, тогда как самая высокая ударопрочность и прочность достигаются при формовании при низкой температуре. Волокна (обычно стекловолокна) и добавки могут быть смешаны с гранулами смолы, чтобы сделать конечный продукт прочным и повысить максимальную рабочую температуру до 80 ° C (176 ° F). Также могут быть добавлены пигменты, поскольку исходный цвет сырья от полупрозрачного цвета слоновой кости до белого. На характеристики старения полимеров в значительной степени влияет содержание полибутадиена, и включение в состав антиоксидантов является нормальным . Другие факторы включают воздействие ультрафиолетового излучения , от которого также доступны добавки.
Полимеры ABS устойчивы к водным кислотам, щелочам, концентрированной соляной и фосфорной кислотам, спиртам, животным, растительным и минеральным маслам, но они набухают под действием ледяной уксусной кислоты , четыреххлористого углерода и ароматических углеводородов и подвергаются воздействию концентрированных серной и азотной кислот. Они растворимы в сложных эфирах , кетонах (таких как ацетон), хлороформе и этилендихлориде .
Несмотря на то, что пластмассы ABS используются в основном для механических целей, они также обладают довольно постоянными электрическими свойствами в широком диапазоне частот. На эти свойства мало влияют температура и влажность воздуха в допустимом рабочем диапазоне температур .
АБС легко воспламеняется при воздействии высоких температур, например при пожаре дров. Он плавится, а затем закипает, после чего пары превращаются в интенсивное горячее пламя. Поскольку чистый АБС не содержит галогенов , при его сгорании обычно не образуются стойкие органические загрязнители , а наиболее токсичными продуктами его сгорания или пиролиза являются окись углерода и цианистый водород . АБС также повреждается солнечным светом. Это вызвало один из самых распространенных и дорогих отзывов автомобилей в истории США из-за износа кнопок фиксатора ремня безопасности.
АБС можно переработать, но не все предприятия по переработке.
АБС — один из многих типов термопластов, используемых в биомедицине, при этом компоненты, полученные литьем под давлением, легко изготовить для одноразового использования. Его можно стерилизовать гамма-излучением или оксидом этилена (EtO).
| Свойство | Ценить |
|---|---|
| Модуль Юнга (ГПа) | 2,28 |
| Прочность на растяжение (МПа) | 43 год |
| Модуль упругости при изгибе (ГПа) | 2,48 |
| Прочность на изгиб (МПа) | 77 |
| Изод с надрезом (кДж / м) | 0,203 |
| Температура теплового прогиба, 1,81 МПа, (C) | 81 год |
Производство
АБС получают из акрилонитрила , бутадиена и стирола . Акрилонитрил — синтетический мономер, производимый из пропилена и аммиака ; бутадиен представляет собой нефтяной углеводород, полученный из фракции C4 парового крекинга ; мономер стирола производится путем дегидрирования из этилбензола — углеводород , полученный в результате реакции этилена и бензола .
ABS сочетает в себе прочность и твердость, блеск, прочность и электроизоляционные свойства.
По данным Европейской ассоциации торговли пластмассами PlasticsEurope, при промышленном производстве 1 кг (2,2 фунта) смолы АБС в Европе в среднем используется 95,34 МДж ( 26,48 кВт⋅ч ), и он производится из природного газа и нефти .
Обработка
АБС производится различных марок, но для точной обработки конструкционных деталей из АБС рекомендуется использовать АБС машинного класса. Машинный АБС легко обрабатывается стандартными методами обработки, включая: токарная обработка, сверление, фрезерование и распиловка. Для термоформованных и термоформованных деталей используйте ABS Forming Grade . ABS может быть химически прикреплен к самому себе и к другим подобным пластмассам.
Приложения
Колокол из АБС-пластика, изготовленный на 3D-принтереЛегкий вес и способность литьевого формования и экструзии ABS делают его полезным в производстве таких продуктов, как системы дренажно-сбросных трубопроводов (DWV) . Музыкальные инструменты, такие как магнитофоны , пластиковые гобои и кларнеты , механизмы фортепиано и клавишные колпачки клавишных инструментов обычно изготавливаются из АБС- пластика .
Другие области применения включают головки клюшек для гольфа (из-за их хорошей амортизации ), компоненты автомобильной отделки, автомобильные бамперы, бинокли , ингаляторы, монокуляры , небулайзеры , нерассасывающиеся нити, протезы сухожилий, системы доставки лекарств, трахеальные трубки, кожухи для электрических и электронные сборки (например, корпуса компьютеров ), защитные головные уборы , каноэ для бурной воды, буферная окантовка для мебели и столярных панелей, багаж и защитные кейсы для переноски, корпус для ручек и мелкая кухонная техника. Часто используются игрушки, в том числе кубики LEGO и Kre-O .
Бытовые и потребительские товары составляют основные области применения АБС.
АБС-пластик, измельченный до среднего диаметра менее 1 микрометра , используется в качестве красителя в некоторых чернилах для татуировок .
При экструдировании в нить, АБС-пластик является обычным материалом, используемым в 3D-принтерах .
Когда он используется в качестве нити для 3D-печати путем моделирования методом наплавления , он подходит из-за высокой стабильности и различных вариантов последующей обработки (шлифование, покраска, склеивание, заполнение), особенно для производства прототипов. Особые формы волокон ABS — это ABS-ESD (электростатический разряд) и ABS-FR (огнестойкий), которые используются, в частности, для производства компонентов, чувствительных к статическому электричеству, и огнеупорных сборных деталей.
Опасность для человека
АБС устойчив к разложению при нормальном использовании и условиях обработки полимеров с воздействием канцерогенов значительно ниже пределов воздействия на рабочем месте. Однако при более высоких температурах, равных 400 ° C (750 ° F) или выше, АБС может разлагаться на свои составляющие: бутадиен (канцерогенный для человека), акрилонитрил (возможно канцерогенный для человека) и стирол (предположительно канцероген для человека).
Сверхмелкие частицы (UFP) могут производиться при более низких температурах (например, при 3D-печати). Высказывались опасения по поводу концентрации UFP в воздухе, образующейся при печати с ABS, поскольку UFP были связаны с неблагоприятным воздействием на здоровье.
Смотрите также
Рекомендации
внешняя ссылка
Shimano работает над ABS для велосипедов . / DavidRace1 / Twentysix
«Антиблокировочная система (АБС, ABS; нем. Antiblockiersystem, англ. Anti-lock braking system) — система, предотвращающая блокировку колёс транспортного средства при торможении. Основное предназначение системы — сохранение устойчивости и управляемости автомобиля (тормозной путь в некоторых случаях может быть больше, чем без системы ABS)» — ВИКИПЕДИЯ
Shimano запатентовали ABS (антиблокировочную тормозную систему) для «транспортного средства, которое использует человеческую силу в качестве энергии для движения» (велисапед ) .
Новость о её появлению была недавно опубликована в Bike Radar. Это означает, что Шимано смогли достичь успеха в разработке этой странной штуки.
Системы ABS долгое время использовались в автомобилях и мотоциклах. Первая антиблокировочная система появилась еще в конце 1920-х годов.
Ранее мы видели систему ABS Тома Стэнтона. У Bosch также есть система для электро-велосипедов, Volkswagen и Audi подали патент на двухколесную систему более десяти лет назад, но это первое, что мы увидели от Shimano.
Электро-велосипеды, именно на них скорее всего будет устанавливаться ABS от Shimano.
Блок-схема, показывающая строение тормозной системы изображённой на первой фотографии.
Согласно патенту, система может иметь оптическую систему в стиле LIDAR, и GPS. Интересно то, что Shimano также недавно подала патент на тормозной ротор который может определять вращается колесо или нет. Это еще один из сенсоров, который может помочь работе системы. Как все это будет выглядеть в конце концов, еще неизвестно, и, конечно, это же просто патент.
Где это будет нужно? Скорее всего eBikes станет основной нишей использования. Обычные горные велосипеды и шоссейники? Не думаю что там это надо.
Оригинал: m.pinkbike.com/news/xt-abs-shimano-files-patent-for-anti-lock-brake-system-for-bikes.html
Lidar: ru.m.wikipedia.org/wiki/%D0%9B%D0%B8%D0%B4%D0%B0%D1%80
Статья в Bike Radar: www.bikeradar.com/news/shimano-abs-for-bikes/
Основные проблемы и решения в области 3D-печати — Руководство — Top 3D Shop
Мы привели несколько примеров, иллюстрирующих самые актуальные проблемы, с которыми сталкиваются пользователи, а также затронули вопрос о настройках программного обеспечения. Мы хотим надеяться, что наше руководство реально поможет вам решить возникающие задачи, а дополнительную помощь окажет большое количество изображений в этом руководстве.
Мы обращаем особое внимание читатетелй на картинки, расположенные ниже. Они иллюстрируют самые типичные дефекты. Но если вы не нашли среди них объяснение вашего вопроса, читайте дальше и ищите подробный анализ проблемы. Вы обязательно найдете много полезной информации, которая поможет вам получать более качественные результаты 3D-печати.
Они иллюстрируют самые типичные дефекты. Но если вы не нашли среди них объяснение вашего вопроса, читайте дальше и ищите подробный анализ проблемы. Вы обязательно найдете много полезной информации, которая поможет вам получать более качественные результаты 3D-печати.
Проблема: в начале процесса печати отсутствует подача 3D-пластика
С этой проблемой сталкиваются многие пользователи после покупки нового оборудования. У нее может быть несколько причин, но, что очень важно, решить эту проблему несложно.
Экструдер не заправлен перед началом работы
При нагревании экструдера до высокой температуры в неработающем состоянии в большинстве случаев происходит подтекание пластика. Через хотенд из сопла начинается просачивание горячего платика, а внутри сопла образуются пустоты. Протечка может иметь место в двух случаях: перед началом печати или в конце работы. В первом — она происходит во время нагревания экструдера, а во втором, когда он остывает. Чтобы избежать различных затруднений и задержки из-за проблем с подачей пластика, следует перед началом работы проверить готовность экструдера и полноту заполнения сопла пластиком.
Еще один полезный метод печать так называемой “юбки” перед печатью полноценной модели. “Юбкой” называют кольцо, которое образуется вокруг будущей модели во время печати и заполнения экструдера пластиком. Можно сделать несколько “юбок” в виде подготовки, что возможно сделать с помощью специальных настроек в некоторых программах 3D-печати. Некоторые экструдируют филамент вручную перед началом работы, что допустимо при наличии на панели управления функции «Jog Control»
Близкое расположение сопла к рабочей платформе и нарушенная калиборовка
В том случае, когда сопло располагается очень близко к платформе, возникает нехватка места для выходящего пластика. Это приведет к блокировке отверстия сопла и прекращению поступления пластика. Признаком проблемы служит прекращение экструдиции пластика на 1-2 слое и стабилизации с 3-4-го слоя. Если произвести калибровку позиции по оси Z, то проблема будет решена. Нужно отрегулировать зазор между соплом 3D-принтера и столом, как рекомендует инструкция к оборудованию.
Признаком проблемы служит прекращение экструдиции пластика на 1-2 слое и стабилизации с 3-4-го слоя. Если произвести калибровку позиции по оси Z, то проблема будет решена. Нужно отрегулировать зазор между соплом 3D-принтера и столом, как рекомендует инструкция к оборудованию.
Сточение пластика о приводную шестеренку
Во многих моделях 3D-принтеров предусмотрена специальная шестеренка для проталкивания филамента. В процессе работы происходит зацепление зубцами за филамент и продвижение пластика в экструдер. Обнаруженная около принтера пластиковая стружка или ощущение “пропажи” филамента может быть признаком того, что слишком много пластика было “съедено” шестеренкой. Можно попробовать помочь оборудованию протолкнуть пластик, но еще лучше проверить настройки скорости печати, параметры ретракта и механическую наастройку экструдера при выборе филамента.
Засорение экструдера
Все, что было описано выше, может и не подходить под конкретную ситуацию. Тогда следует проверить экструдер на предмет засорение. Такое случается в результате накопления различного мусора в сопле или из-за долгого нахождения внутри горячего пластика. В последнем случае это приводит к недостаточному охлаждению экструдера и смягчению филамента в тех случаях, когда этого не должно быть по определению. Для решения проблемы нужно прочистить экструдер. Но предварительно тогда его нужно разобрать. Следует также сначала внимательно ознакомиться с инструкцией, чтобы не возникло лишних проблем при разборке и сборке конструкции. Возможно, лучше предварительно проконсультироваться с производителем или продавцом. Более простой метод — прочистка с помощью проволоки или струны.
Проблема: 3D-модель не прилипает к платформе, нет достаточной адгезии
От надежности крепления первого слоя к платформе принтера зависит очень многое, ведь на нем — первом слое — будут основываться последующие слои.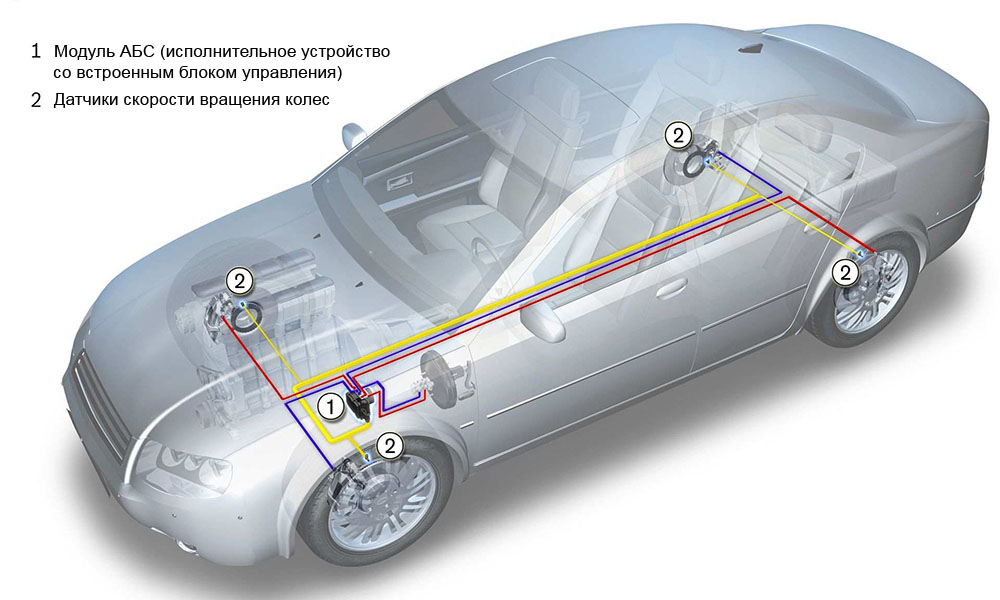 Иногда могут возникать с этим проблемы, которые провоцируют некачественное построение моделей. Для решения этой проблемы наработано несколько методов. Рассмотрим самые частые причины этих проблем и пути их преодоления.
Иногда могут возникать с этим проблемы, которые провоцируют некачественное построение моделей. Для решения этой проблемы наработано несколько методов. Рассмотрим самые частые причины этих проблем и пути их преодоления.
Предварительно не выровнена платформа печати
Большинство моделей 3D-принтеров имеет настройки положения платформы. Для этого предусмотрены винты или ручки. Если проблема не в них, то необходимо проверить положением платформы. Перекошенная платформа означает разное расстояние между ней и соплами. К чему это приводит, уже говорилось выше. Настройку платформы можно выполнить с помощью специальных функций программы для печати. Мастер установки сделает это сам поэтапно. Команда «Bed leveling wizard», как правило, находится в меню «Tools».
Большой зазор между соплом и рабочей платформой
После того, как платформа выровнена, нужно проверить расстояние между соплом и платформой. Затем установить экструдер на правильном расстоянии от платформы. Модель будет крепиться к платформе намного лучше, если филамент будет немного вминаться в нее.
Обратите внимание также на функцию калибровки стола, которая есть у большинства моделей принтеров. Однако можно сделать калибровку стола, не трогая принтер, с помощью парковки печатающей головки и отключения моторов. После этого можно регулировать зазор между соплом и столом в любой точке без особых проблем, просто передвигая печатающий блок.
Для этих же целей служит программная корректировка. Изменить начальное положение сопла по оси Z можно с помощью внесения корректив в G-Code в слайсере. Параметры чаще всего находятся в меню (в Edit Process Settings —> G-code). Смещение сопла по оси Z можно установить с помощью глобального значения. Например, сопло будет печатать на 0,05 мм ближе к платформе и наоборот, если установить смещение на -0,05 мм по оси Z. Лучше задать маленькие значения от 0,2 мм, чтобы иметь возможность контролировать результаты по тестовой печати.
Рекомендуем принимать во внимание при калибровке 3D-принтера следующее правило:
При правильной калибровке печатающей головки по высоте при печати получатся примерно такие результаты:
Слишком быстро происходит печать первого слоя
До того как на первый слой ляжет второй, необходимо получить хорошее “прилипание” первого слоя будущей 3D-модели. При слишком быстром построении первого слоя пластик может не успеть прикрепиться к рабочей поверхности. Для того чтобы это не случилось, нужно просто сделать печать первого слоя более медленной. Для этого у многих принтеров в программах печати существует такая функция. Она находится в меню Edit Process Settings —> First Layer Speed. Рекомендуем выставить значение 50%, что приведет к снижению скорости печатания первого слоя на 50% по сравнению с другими.
Настройки температуры или охлаждения
Для пластиков типа ABS и некоторых других видов характерна вероятная деформация в процессе охлаждения пластиковой 3D-модели. Филамент быстро остынет на холодной платформе, если печать эструдером будет происходитьт при температуре 230 градусов.
В конструкции многих моделей 3D-принтеров есть специальные вентиляторы для охлаждения моделей. С помощью настроек температуры и охлаждения можно регулировать процесс охлаждения модели, ведь при слишком быстром охлаждении модель может деформироваться, а пластик отставать от платформы.
В самом начале процесса печати можно выключить вентилятор, чтобы предотвратить охлаждение первых слоев. Для этого нужно найти функцию Cooling в меню Edit Process Settings. Здесь же можно также указать темп работы вентилятора при построении каждого слоя. Если производится печать с помощью пластика ABS, то можно отключить вообще работу вентилятора на все время (слой 1-0 %). Если в помещении есть сквозняки, то нужно дополнительно защитить рабочую поверхность.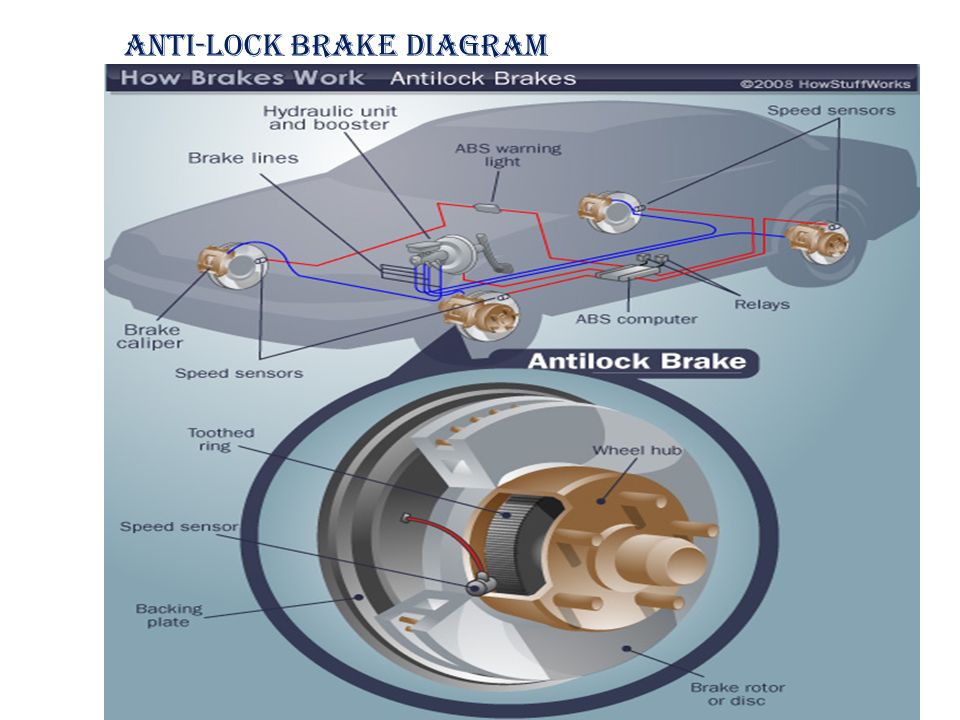
Кроме того, в большинстве моделей принтеров, работающих с расходными материалами вроде ABS и нагревающимися до высокой температуры, есть функция подогрева платформы. Такая опция помогает избежать искажения первого слоя. Просто нужно включить эту фукнцию, ориентируясь на нормы нагрева для различных материалов (PLA — до 60-70 градусов, для ABS — до 100-120 градусов). Настройка производится в меню Edit Process SettingsTemperature, где нужно выбрать платформу и указать температуру первого слоя.
Лента, клей и другие материалы для поверхности платформы
В 3D-печати используются разные виды пластиков, но нужно знать не только о их составе и свойствах для будущей модели, но и то, как они реагируют на различные вещества. И эта реакция будет разной. Поэтому производители, как правило, предлагают для каждого случая особые материалы для покрытия платформ перед процессом печати.
Например, к листу BuildTak отлично подходит PLA-пластик. Для ABS хорошо использовать боросиликатное стекло. Но если печать будет выполняться прямо на поверхности без вспомогательных материалов, но нужно убедиться в ее чистоте и отсутствии на ней пыли, жира или масла. Допускается промывка ее водой или изопропиловым спиртом.
Если производитель не снабдил комплектом специальных материалов, то можно использовать различные заменители, чтобы решить проблему. Например, можно использовать некоторые виды лент для усиления сцепления 3D пластика с платформой. Отрезки лент можно наклеить на платформу и легко убрать после печати или заменить. Например, для PLA можно с успехом использовать синюю малярную ленту, а для ABS — каптон, или полиамидную пленку. Некоторые используют вместо ленты клей или спреи, включая лаки для волос, клеи-карандаши и другие подобные вещества.
В случае, когда не помогает ничего, используйте рафт или брим
Для тех случаев, когда нужно изготовить небольшую модель с маленькой поверхностью, можно использовать настройки программы для увеличения поверхности. Например, можно использовать функцию «brim». Она позволяет принтеру напечатать круги вокруг модели, напоминающие шляпу. Функцию можно найти в меню Additions —> Use skirt/brim. В других случаях можно использовать для сцепления с поверхностью напечатанную под деталью подложку. На ее основе будет создаваться будущая модель (raft). Подробнее можно узнать об этих функциях в руководствах к программам для 3D-печати.
Например, можно использовать функцию «brim». Она позволяет принтеру напечатать круги вокруг модели, напоминающие шляпу. Функцию можно найти в меню Additions —> Use skirt/brim. В других случаях можно использовать для сцепления с поверхностью напечатанную под деталью подложку. На ее основе будет создаваться будущая модель (raft). Подробнее можно узнать об этих функциях в руководствах к программам для 3D-печати.
Проблема: недостаточно пластика при 3D-печати
В любой программе 3D-печати для соотвествующей модели принтера можно сделать настройку количества пластика, выходящего из экструдера в единицу времени. Поскольку оборудование не дает сигнала программе о количестве выдавливаемого материала, то иногда филамента может выходить меньше, чем определено параметрами настроек программы (недоэкструдирование). Это приводит к появлению щелей между слоями.
Чтобы проверить достаточный ли уровень пластика экструдирует принтер, можно использовать очень простой способ. Для этого печатается небольшой куб с ребром 20 мм и как минимум тремя контурами. После этого анализируется качество соединений контуров между собой. Если обнаружены щели, значит можно говорить о недоэкструдировании. И напротив, если все контуры соединяются нормально, значит нужно искать другую проблему. Когда же установлено точно — недоэструдирование, — то для этого может быть несколько причин и способов их устранения.
В слайсере неправильно настроили диаметр нити
Прежде всего можно проверить правильность настройки программой диаметра используемого пластика. Для этого нужно зайти в меню в меню Edit Process Settings —> Other. После этого установить нужные параметры, которые есть на катушках пластика (1,75 / 2,85 / 3,00).
Маленький коэффициент экструдирования
Если параметры диаметра пластика установлены правильно, а недоэкструдирование есть, то нужно проверить коэффициент экструдирования. Этот параметр, или иногда указывается в виде показателя расхода и т.п., помогает выявить количество экструдируемого пластика. Настройки для коэффициента могут быть в меню Edit Process Settings —> Extruder. Программа позволяет настроить коэффициент экструдирования для любого из экструдеров. При изменении коэффициента с 1,0 на 1,05, количество пластика будет на 5% больше. Для пластика PLA лучше установить коэффициент 0,9, для ABS — около 1,0. После того, как установлено значение коэффициента, можно распечатать пробный кубик.
Этот параметр, или иногда указывается в виде показателя расхода и т.п., помогает выявить количество экструдируемого пластика. Настройки для коэффициента могут быть в меню Edit Process Settings —> Extruder. Программа позволяет настроить коэффициент экструдирования для любого из экструдеров. При изменении коэффициента с 1,0 на 1,05, количество пластика будет на 5% больше. Для пластика PLA лучше установить коэффициент 0,9, для ABS — около 1,0. После того, как установлено значение коэффициента, можно распечатать пробный кубик.
Подача пластика настраивается механически
Недоэкструзия может быть вызвана и совсем прозаическими причинами, которые можно устранить механически. Нужно проверить блок подачи пластика. Причиной неполадок может быть неотрегулированный прижим ролика.
Смазывание прутка маслом для PLA
При застревании пластика типа PLA при печати в некоторых моделях принтеров можно устранить данную проблему весьма простым способом: смазать маслом пруток. В подавляющем большинстве случаев это решало проблему.
Проблема: пластика экструдируется слишком много
Эту проблему можно считать обратной вышеописанной. Слишком много экструдированного пластика так же плохо, как и его недостаточное количество. Опять же больше пластика может экструдироваться в тех случаях, когда в программе были установлены неправильные параметры. В результате этого могут быть проблемы с размерами модели. Так же, как и в случае с недоэкструдированием пластика, здесь нужно проверить параметры экструдера и коэффициент.
Как это сделать, написано выше. Единственное условие, значения выставляются противоположные тем, что выставлены при недоэкструдировании. Чем больше коэффициент экструдирования, тем больше будет подаваться пластика, и наоборот.
Проблема: в верхнем слое модели просматриваются дыры и щели
При экономном режиме печати структура 3D-деталей и моделей состоит из оболочки над пористым и даже полым наполнением.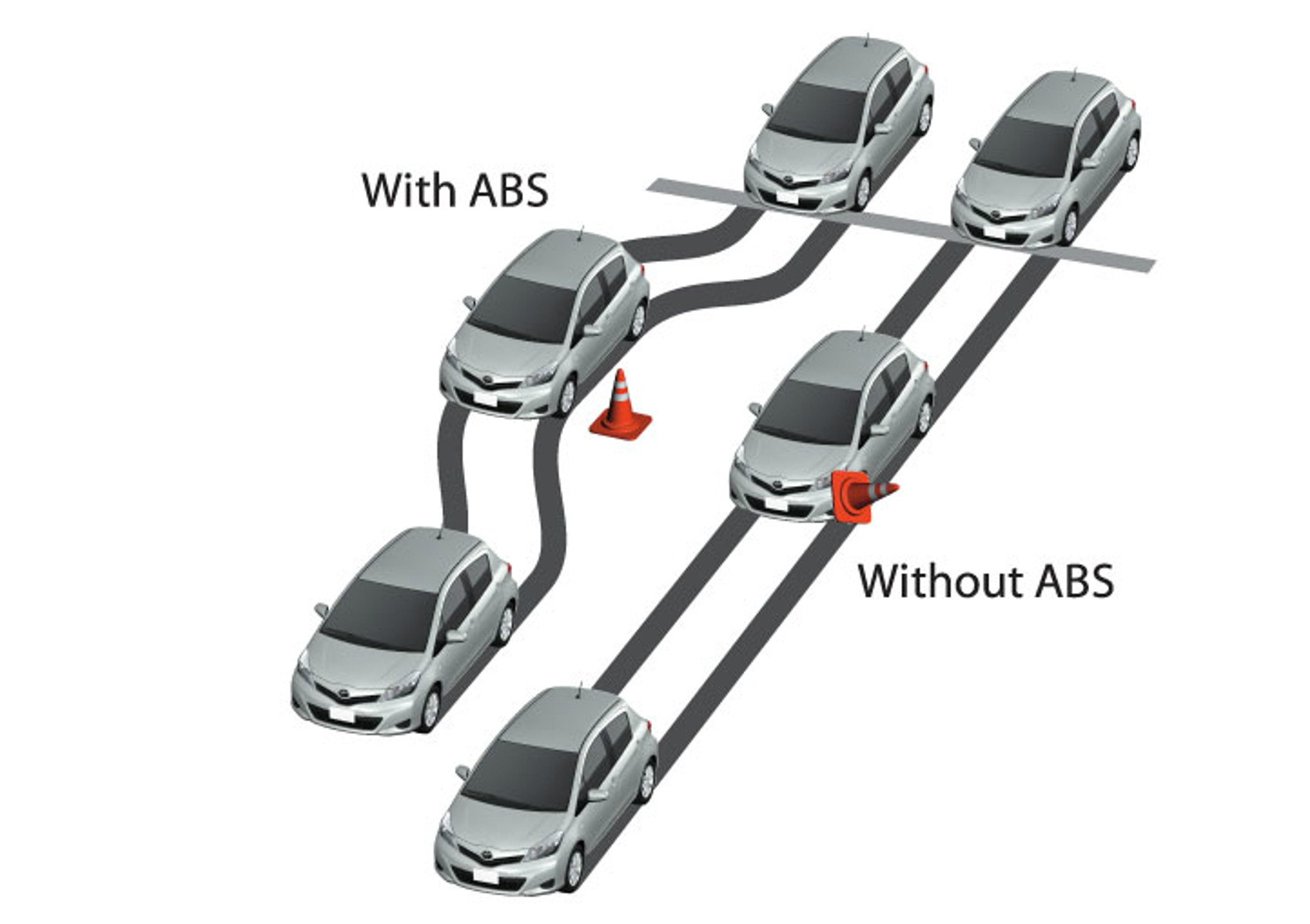 В качестве примера можно указать на реальную ситуацию, когда состав внутреннего объема был на 30% из пластика, а на 70% из пустот. Но такое положение дел предъявляет высокие требования к прочности и плотности каркаса. Он должен представлять собой сплошную оболочку, для чего в программе обычно указывают количество сплошных слоев снизу и сверху модели.
В качестве примера можно указать на реальную ситуацию, когда состав внутреннего объема был на 30% из пластика, а на 70% из пустот. Но такое положение дел предъявляет высокие требования к прочности и плотности каркаса. Он должен представлять собой сплошную оболочку, для чего в программе обычно указывают количество сплошных слоев снизу и сверху модели.
Для пробы опять же можно изготовить кубик с параметрами печати: 5 сплошных слоев снизу, что приведет к появлению пустой модели. Это позволяет сэкономить материал без какого-либо ущерба для качества. Впрочем, может возникнуть другая проблема, когда у верхних слоев будут наблюдаться дыры и щели. Быть их там не должно, поэтому этот дефект надо выявлять и устранять.
Верхние слои недостаточно сплошные
Для ликвидации данной проблемы нужно посмотреть настройки количества верхних сплошных слоев. В начале нужно разобраться в настройках, которые регулируют количество верхних сплошных слоев. Если верхний слой должен полностью перекрывать пустоты в нижних слоях, то одиночный слой может провиснуть и даже подтекать. Чтобы этого не произошло, нужно дать программе задачу напечатать над пустотами больше слоев. Тогда верх будет сплошным и плотным. Для этого можно следовать правилу, когда толщина плотного верхнего слоя должна составлять не менее 0,5 мм. Если толщина будет меньше, то и слоев должно быть больше. Регулируя количество слоев, нужно наблюдать, как это влияет на качество поверхности. Настройки для этого находятся в меню Edit Process Settings —> Layer.
Низкий процент заполнения
Для последующих слоев важным фактором является степень заполнения внутренних слоев. При низком проценте заполнения образуются пустоты, что может привести к ухудшению качества модели. Чем ниже процент заполнения, тем больше пустот, например, если заполнение = 10%, то 90% — это пустоты. Таким образом, недостаточно увеличить количество сплошных слоев, нужно также убедиться, что выставлен достаточный процент заполнения.
Недостаточное экструдирование
Другая вероятная причина проблемы — недостаточное экструдирование, когда поступает мало пластика. Об этом было сказано выше.
Проблема: наличие волоской, паутины и других посторонних материалов
Часто при выполнении печати пластиком появляется тонкая и ненужная паутинка. Как правило, ее образование начинается тогда, коггда экструдер перемещается на новую позицию. Для решения этой проблемы можно также воспользоваться специальными настройками в программе печати.
Существует опция Retraction (втягивание), включение которой приводит к втягиванию принтером остатков материала в сопло после завершения работы в определенном месте. При перемещении экструдера на новую позиции и начале новой печати нить продавливается обратно, а экструдирование пластика начинается снова. Для этого нужно изучить настройки Edit Process Settings и вкладку Extruder, чтобы включить опцию для всех экструдеров. Какие же конкретные настройки нужны для того, чтобы избежать образования пластиковой паутины.
Регулирование дистанции втягивания
Этот параметр можно смело считать самым важным в настройках ретракта, так как он показывает количество пластика, втягиваемого в сопло. Логично, что чем больше пластика втягивается, тем меньше будет подтекать сопло при смене позиции.
В основном, можно устанавливать дистанцию в 0,5-2,0 мм (для безредукторных экструдеров). Но бывают случаи, когда дистанцию приходится доводить до 15 мм (в частности, для экструдеров Bowden из-за увеличенного расстояния между приводной шестеренкой и хот-эндом). При возникновении “волосатости” принтера можно увеличить втягивание, начиная с расстояния 1 мм. Нужно быть осторожным при работе с мягкими и эластичными пластиками, так как включение ректракта часто приводит к возникновению препятствий для подачи пластика (причина — перекус нити).
Регулирование скорости втягивания
Еще один параметр, на который следует обратить внимание, — скорость втягивания пластика в сопло. При слишком низкой скорости филамент может стекать вниз и капать при перемещении экструдера. Напротив, при высокой скорость произойдет отрыв филамента от нагретого пластика в сопле, что приведет к проблемам с приводной шестерней, так как она выгрызет часть нити. Оптимальной скоростью было бы 1200-6000 мм/мин (20-100 мм/с). Производитель предоставляет в программах печати уже сконфигурированные профили, которые можно использовать как исходные и менять значения для получения оптимального результата. Для этого лучше немного протестировать и проанализировать результаты печати.
При слишком низкой скорости филамент может стекать вниз и капать при перемещении экструдера. Напротив, при высокой скорость произойдет отрыв филамента от нагретого пластика в сопле, что приведет к проблемам с приводной шестерней, так как она выгрызет часть нити. Оптимальной скоростью было бы 1200-6000 мм/мин (20-100 мм/с). Производитель предоставляет в программах печати уже сконфигурированные профили, которые можно использовать как исходные и менять значения для получения оптимального результата. Для этого лучше немного протестировать и проанализировать результаты печати.
Регулирование температуры
Температура экструдера — еще один важный параметр, который оказывает влияние на “волосатость”. При слишком высокой температуре филамент, естетственно становится очень жидким, что приводит к его вытеканию. А если температура будет ниже требуемой, то пластик будет твердеть и затруднять продавливание через хот-энд.
Если предыдщие рекомендации не сработали, следует отрегулировать температуру (снизить на 5-10 градусов). Это позволит внести изменения в качество конечной модели. Настройка температуры производится в Edit Process Settings —> Temperature, где выбирается нужный экструдер и выставляется температура для конкретной ситуации.
Регулировка перемещения экструдера
Еще одной причиной образования “паутины” может стать неправильное расстояние перемещения экструдера. При большем значении дистанции перемещения происходит утечка (чем больше расстояние, тем больше сама утечка). Настройки программ печати содержат опцию для регулировки расстояния перемещения экструдера. Следует определить траекторию перемещения, чтобы не создавать «мостов». Это позволит избежать образования паутины, так как сопло всегда будет над рабочей поверхностью. Настройку можно выполнить в разделе Advanced. При этом сама функция может называться Avoid crossing outline for travel movement, в переводе “избегать выхода за границы контуров при перемещении” или как-то так.
Проблема: наблюдается перегрев при 3D-печати
Температура выходящего из сопла пластика, как правило, составляет 190-240 градусов. Горячий пластик становится мягким и может принимать самые разные формы. При остывании же этот материал твердеет и обретает более стабильную форму.
Из этого становится ясно, что для беспрепятственного вытекания пластика из сопла или его застывания для прочности модели необходимо определить нужный баланс температурой нагревания и охлаждения. При осутствии такого баланса можно столкнуться с падением качества печати. Причины подобного поведения могут быть разными.
Недостаточная температура охлаждения
Перегрев, как правило, является результатом недостаточно быстрого охлаждения пластика. Пока пластик охлаждается, его форма успевает измениться. Поэтому быстрое охлаждение необходимо для всех видов пластика. В принтерах со встроенным охлаждающим вентилятором нужно просто увеличить его мощность, и это будет способствовать остыванию пластика. Регулировка мощности вентилятора выполняется в меню Edit Process Settings —> Cooling. Если в принтере нет встроенного вентилятора, тогда придется приспосабливать для этого внешнее устройство, чтобы оно обдувало модель во время печати.
Слишком высокая скорость печати
При быстрой печати слоев будущей модели происходит довольно неприятный процесс, когда слои не успевают остыть перед тем, как наних будет наложен новый слой. Когда делаются большие по габаритам модели, то это не так страшно, но при печати маленьких моделей такая ситуация неприемлема. В таких случаях не помогает даже охлаждающий вентилятор. Выход только один: снизить скорость наложения слоев.
Сделать это можно во вкладке Cooling —> Speed overrides. В опции можно указать параметры снижения скорости печати, если речь идет о небольших слоях. Тогда каждый слой будет охлаждаться оптимальным образом. Скорость снизить можно для тех слоев, наложение которых происходит менее чем за 10-15 секунд.
Скорость снизить можно для тех слоев, наложение которых происходит менее чем за 10-15 секунд.
Ничего не помогает?
Попробуйте печатать одновременно несколько деталей
Если ни один из перечисленных выше способов не помог, тогда можно испробовать еще один вариант. С помощью слайсера нужно создать копию модели для печати или импортировать еще одну для печати одновременно с первой. Практика показывает увеличение охлаждения каждого из печатаемых объектов при одновременной печати. Позиция нагретого сопла будет постоянно перемещаться между двумя моделями, а слои будут ложиться равномерно. В таких условиях остается время на охлаждение деталей.
Проблема: смещение слоев или отсутствие их выравнивания
В большинстве случаев 3D-принтеры не имеют фукнции обратной связи, чтобы показать реальную позицию экструдера в конкретный момент. Программа печати способна дать команду данному элементу менять положение в рамках определенных координат и все. В основном этого вполне достаточно для качественной печати, ведь механизм оборудования вполне нормально выполняет все задачи. Но проблема в том, что в случае ЧП принтер не сможет определить причину сбоя.
Простой пример, когда пользователь задевает оборудование во время работы. А ведь это может сместить печатающую головку. Поскольку же информации об этом у устройства не будет, то процесс наложения слоев продолжится, как ни в чем не бывало. И только потом пользователь увидит, что в модели есть заметное смещение слоев. Если он догадается о причине, тогда ошибку будет легко устранить.
Слишком быстрая скорость печатающей головки
При высокой скорости печати двигатели принтера могут испытывать проблемы. Когда нагрузки превысят норму, может послышаться щелчок, затем еще и еще. Это значит, что заданное положение привода не достигнуто. В результате часть модели будет иметь смещение. Если главной причиной подобных казусов является слишком большая скорость печати, тогда нужно снизить скорость наполовину и понаблюдать за результатом. Параметр скорости регулируется в Edit Process Settings —> Other. Можно установить параметры Default Printing Speed и X/Y Axis Movement Speed. В первом случае будет задана скорость перемещения во время экструдирования. Во втором — в момент невыхода пластика из экструдера. При наличии превышений оптимального значения происходит смещение слоев. Можно также, если не трудно, изменить параметры расширенных настроек. Это поможет регулировать скорость не так резко.
Если главной причиной подобных казусов является слишком большая скорость печати, тогда нужно снизить скорость наполовину и понаблюдать за результатом. Параметр скорости регулируется в Edit Process Settings —> Other. Можно установить параметры Default Printing Speed и X/Y Axis Movement Speed. В первом случае будет задана скорость перемещения во время экструдирования. Во втором — в момент невыхода пластика из экструдера. При наличии превышений оптимального значения происходит смещение слоев. Можно также, если не трудно, изменить параметры расширенных настроек. Это поможет регулировать скорость не так резко.
Проблемы с электроникой или механикой
В случае, если регулировка скорости печати не помогла, нужно обратить внимание на проблемы в электросистеме или механике оборудования. Часто ременные передачи управляют положением печатающей головки. Поскольку ремни делаются из резины с волоконным креплением, то через определенное время может произойти растяжка ремней, а натяжение ослабевает. Это приводт к потере точности позиционирования печатающей головки.
При слабом натяжении ремень может соскакивать, а при слишком сильном начнется сильное трение в подшипниках, что помещает работе двигателей. То есть, в нормальном состоянии натяжение ремня не должно позволять ему соскакивать или блокировать двигатель. Поэтому, если замечено смещение слоев, нужно проверить ремни. Если проблема с ними, тогда нужно сообщить производителю.
В некоторых моделях принтеров ремни натягиваются на шкивы, а они в свою очередь держатся на валу шагового привода. Это обуславливает синхронность вращения шкива и вала. При раскручивании регулировочных винтов этот процесс будет нарушен. Следствием может стать проблема с экструдером и его перемещением на точную позицию. Соответственно, смещаются и слои. Рекомендуется постоянно проверять состояние винтиков на шкивах во избежание проблем. Еще более простой причиной может быть сбой в электрической сети. Причины могут быть разными, но все они приводят часто к нарушениям в работе.
Причины могут быть разными, но все они приводят часто к нарушениям в работе.
Проблема: разделение и расщепление слоев
Процесс 3D-печати предусматривает рост только одного слоя в определенный момент. После этого идет наслаивание до тех пор, пока не завершится построение всей модели. Надежное скрепление слоев гарантирует прочность всей конструкции. В ином случае готовый элемент может разрушиться. Давайте рассмотрим причины этого процесса.
Слишком высокий слой
Размер сопла, через который идет пластик, у большинства принтеров составляет 0,3-0,5 мм. Маленькое отверстие обеспечивает возможность печати небольших деталей. Однако в отношении размеров сопла следует знать некоторые нюансы. Для достаточно плотного наложения слоев друг на друга необходимо правильно рассчитать толщину слоя. Обычно рекомендуется делать высоту слоя на на 20% меньше диаметра сопла. При расслоении полученной модели нужно проверить параметры высоты слоя и диаметра сопла. Это делается в Edit Process Settings —> Layer.
Температура печати значительно ниже требуемой
Горячий пластик сцепляется лучше, чем охлажденный, что естественно. Плохое прилипание слоев при их нормальной высоте может говорить о недостаточной температуре для адгезии. При температуре ниже 190 градусов слои из ABS пластика не будут надежно склеиваться, так как оптимальной является 220-235 градусов. Если обнаружена такая проблема, то следует отрегулировать параметры температуры для используемого материала.
Проблема: стачивание пластика и прекращение его подачи
У многих 3D-принтеров имеется небольшая приводная шестеренка для расщепления и направления филамента в нужную сторону. Приводная шестеренка снабжена острыми зубцами, которые нужны для проталкивания филамента. При застревании пластика движение прекращается, хотя сама шестеренка двигается. В таком случае начинаются проблемы, так как шестеренка «сгрызает» пластик. Признаком является наличие большого количества пластиковой стружки. Проблему можно решить разными способами.
В таком случае начинаются проблемы, так как шестеренка «сгрызает» пластик. Признаком является наличие большого количества пластиковой стружки. Проблему можно решить разными способами.
Увеличить температуру экструдера
Можно повысить температуру экструдера на 5-10 градусов. В результате пластик будет плавиться быстрее, станет лучше подача. Настроить это можно в меню Edit Process Settings —> Temperature. Здесь надо настроить температуру и выбрать нужные экструдер.
Снизить скорость печати
Если регулировка температуры не помогла, то можно попробовать снизить скорость печати. Темп работы двигателя снизится, что предотвратит стачивание филамента. Настроить скорость печати можно в Edit Process Settings —> Other. Нужно найти Default Printing Speed и уменьшить скорость на 50%.
Проверьте, не забито ли сопло
Если все вышенаписанное не помогло, то нужно проверить состояние сопла принтера. Также можно почитать снова то, что было написано о «мягких» пластиках и ретракте!
Проблема: засорился экструдер
За все время работы 3D-принтера через него проходит большое количество пластика. Диаметр сопла представляет собой определенные ограничения, и через какое-то время филамент перестает проталкиваться. Частой причиной бывает наличие в сопле препятствия для пластика. Эту проблему тоже можно устранить.
Проталкивание пластика в экструдер вручную
Самый простой способ решить проблему — сделать вручную так, чтобы филамент прошел. Нужно прогреть экструдер до требуемой для пластика температуры (поможет сделать программа 3D-печати). Нужно найти в меню опцию Jog Controls, с помощью которой пластик возможно двигать вперед и назад. Филамент нужно двинуть приблизительно на 10 мм. Если привод будет вращаться, нужно легко протолкнуть филамент вручную. Часто этого хватает для устранения проблемы.
Переустановка (перезагрузка) филамента
Если ручное проталкивание не помогло, то лучше удалить пластик из оборудования. Для этого нужно проверить температуру экструдера, и затем с помощью ПО вытащить пластик. Вероятно, потребуется определенное усилие, но делать все нужно очень аккуратно. После завершения этой процедуры нужно отрезать поврежденный кусок пластика и установить в принтер неповрежденную нить и проверить работает ли печать.
Прочистка сопла
Если повторная заправка пластика не помогла, то нужно заняться чисткой сопла. Можно для этого воспользоваться различными способами. Иногда нагревают экструдер до 100 градусов и вручную вытягивают пластик через сопло. Можно также воспользоваться гитарной струной «ми». Именно она подходит по размерам своего диаметра. Можно для начала воспользоваться рекомендациями производителя.
Проблема: прекращение экструдирования 3D-принтером
Иногда прямо во время работы неожиданно происходит остановка печати. В результате такого неприятного инцидента вместо готовой модели получается нечто непонятное. Возникает вопрос, почему же тогда принтер, начавший работу вполне нормально, неожиданно остановился. Ответов на этот вопросы может быть несколько.
Закончился 3D филамент
Самой банальной причиной может стать прекращение подачи пластика из-за того, что он закончился. Некоторые пользователи не замечают этого. Такое происходит со многими.
Пластик сточился о приводную шестеренку
Из-за вращения двигателя и слишком быстрой печати экструдор подает слишком много филамента, выгрызаться в него и стачивать его, пока тот не сточится окончательно. Шестеренка не может тогда за что-то цепляться.
Экструдер засорился
Если ни то, ни другое не подходит. Все испробовано, но ничего не обнаружено, то возможно засорение экструдера. Если эта причина обнаружена, что нужно проверить филамент на предмет загрязнений или запыление катушки. Именно эти причины могут вызвать засор.
Если эта причина обнаружена, что нужно проверить филамент на предмет загрязнений или запыление катушки. Именно эти причины могут вызвать засор.
Прегрев мотора экструдера
В процессе печати привод экструдера должен работать на полную мощность. Этот процесс представляет собой вращение туда и обратно, чтобы двигался пластик. На все это требуется много энергии, а поскольку в процессе задействована электроника, то возможен ее перегрев. Для двигателей предусмотрена термозащита, которая срабатывает при превышении температуры допустимых значений. В результате, при работе может получится перегрев,, при котором моторы осей будут продолжать работать и двигать головку экструдера, в то время как движок самого экструдера выключится. Эту проблему можно решить простым выключением принтера, чтобы он остыл. Дополнительным решением может стать установка вентиляторов.
Проблема: плохое качество заполнения, рыхлость
Качество заполнения модели крайне важно для качества всего изделия. Хорошее качество заполнения гарантирует высокую прочность модели и ее другие необходимые пользователю характеристики. Заполнение позволяет укрепить внешнюю оболочку 3D-модели и поддержать плоскости, которые находятся вверху. Чтобы добиться этого нужно разобраться в настройках.
Внесите изменения в шаблоны заполнения
Первым делом необходимо выяснить параметры шаблона заполнения, ведь именно с ним придется работать. Для этого нужно разобраться в параметре Internal Fill Pattern. Иногда они могут сохранять прочность, а иногда — нет. Среди прочных можно отметить Grid, Triangular и Solid Honeycomb, то есть «Решетка», «Треугольники», «Сплошные соты». Среди шаблонов также имеются менее прочные, но более «скоростные»: Rectilinear или Fast Honeycomb. Желательно знать особенности каждого шаблона.
Уменьшить скорость печати
Практика показывает, что скорость наполнения будущей модели происходит быстрее, чем скорость контура. При очень высокой скорости печати экструдер может не справиться с поставленной задачей. В таком случае пользователь вынужден будет решать проблемы недоэкструдирования «внутренностей» изделия. Наполнение будет похоже на нечто вроде паутины из-за недостаточного количества пластика, поданного экструдером. В качестве альтернативы можно порекомендовать снизить скорость печати (в меню Edit Process Settings вкладка Others). Здесь печать можно настроить по умолчанию.
При очень высокой скорости печати экструдер может не справиться с поставленной задачей. В таком случае пользователь вынужден будет решать проблемы недоэкструдирования «внутренностей» изделия. Наполнение будет похоже на нечто вроде паутины из-за недостаточного количества пластика, поданного экструдером. В качестве альтернативы можно порекомендовать снизить скорость печати (в меню Edit Process Settings вкладка Others). Здесь печать можно настроить по умолчанию.
Увеличить ширину экструдирования при печати заполнения
В некоторых программах есть очень полезная функция, которая способна изменить ширину экструдирования при печати наполнения. В таком случае можно сделать внешнюю оболочку одной ширины, а заполнение — другой. Перегородки внутри также можно сделать более прочными, что обеспечит модели большую надежность. Все эти настройки можно найти в меню Edit Process Settings —> Infill. Ширина экструдирования заполнения указывается в процентах, а чтобы внутреннее заполнение стало вдвое толще внешнего, нужно указать параметр на 200%.
Проблема: наличие натеков и «прыщей» на распечатанной модели
Во время печати экструдер может постоянно останавливать работу и перемещаться по рабочему пространству. В основном, во время перемещения происходит равномерное экструдирование, но иногда экструдер может то включаться, то выключаться, что провоцирует неполадки. Детальный осмотр модели может помочь увидеть то место, с которого началась работа экструдера над конкретным участком. Эти отметки называют натеками или «прыщами». Они создают помехи для соединения деталей между собой. Решение для этой проблемы есть.
Настройки втягивания и хода накатом
При более или менее регулярном обнаружении небольших дефектов на поверхности модели, нужно внимательно осмотреть каждый из распечатанных периметров. Когда появляется дефект: в начале печати периметра или после завершения работы экструдера? В первом случае следует чуть-чуть отрегулировать втягивание.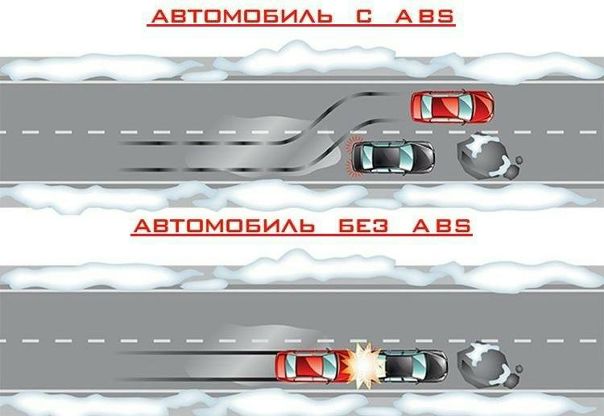 Нужно зайти в Edit Process Settings —> Extruders и найти функцию Extra Restart Distance. Именно она определяет дистанцию втягивания пластика после прекращения работы экструдера и длину заполнения перед началом работы.
Нужно зайти в Edit Process Settings —> Extruders и найти функцию Extra Restart Distance. Именно она определяет дистанцию втягивания пластика после прекращения работы экструдера и длину заполнения перед началом работы.
Во втором случае вероятной причиной может быть большое количество пластика перед началом печати контура. Тогда следует уменьшить длину заполнения и установить отрицательный параметр в поле Extra Restart Distance. Можно сделать пробные вещи, чтобы определиться с оптимальным результатом. Однако если дефект выявляется после завершения печати периметра, следует также проанализировать другой показатель — Coasting («движение накатом»). Как правило, его значение выставляется под настройками втягивания (см. вкладку Extruder). С помощью этого параметра можно выключить экструдер до завершения печати периметра, что снизит давление внутри сопла. Достаточно установить 0,2-0,5 мм для решения проблемы.
Как избежать ненужного ретракта (втягивания)
Если сопло отводится назад, что указанные выше настройки будут действенными. Но лучше и даже проще не допускать такого движения печатающей головки. Другими словами, следует отрегулировать все таким образом, чтобы движение экструдера было равномерным, а его траектория не менялась на противоположную. Такое правило особенно необходимо соблюдать в отношении 3D-принтеров с экструдерами Bowden. Причина заключается в том, что они имеют слишком большое расстояние между приводом и соплом. В результате, втягивание само по себе становится проблематичным. Чтобы настроить этот параметр, нужно найти вкладку Advanced в разделе Ooze Control Behavior.
В разделе Stringing or Oozin есть возможность указать значения втягивания, которые предотвратят протекание сопла во время перемещения в пространстве. Установка галочки позволит сделать так, чтобы втягивание осуществлялось только во время перемещения по открытым пространствам. В разделе Movement Behavior есть опция, которая позволяет настроить принтер, чтобы минимизировать периметр и предотвратить втягивание вообще. Сделать это можно с помощью функции Avoid crossing outline for travel movement.
Сделать это можно с помощью функции Avoid crossing outline for travel movement.
Нестанционное втягивание
В некоторых программах печати есть полезная функция — нестационарное втягивание. Ей можно воспользоваться дл регулирования работы экструдеров Bowden, так как они имеют высокое давление в соплах. После завершения работы такие экструдеры могут привести к образованию сгустков филамента.
В некоторых случаях ПО помогает решить проблему с помощью особой функции, которая позволяет филаменту втягиваться по ходу движения. Таким образом можно снизить вероятность образования сгустков. Но для того чтобы включить эту функцию нужно в начале сделать настройку некоторых параметров: в Edit Process Settings —> Extruders включить Wipe Nozzle. Тогда принтер сможет очистить сопло после завершения печати отдельного участка модели. Кроме того, нужно указать Wipe Distance на 5 мм, а затем зайти в Advanced и включить Perform retraction during wipe movements. Тогда будет заблокировано стационарное втягивание, а принтер сможет чистить сопло на противоходе.
Выбор позиции начала 3D-печати
Если другие методы не помогли, а дефекты сохраняются, то можно самостоятельно установить допустимость натеков в определенных местах. Найти опции регулировки можно в меню Edit Process Settings в Layer. Начальную позицию печати можно выбрать таким образом, чтобы получить оптимальную скорость. Выбрать можно как случайную точку, так и определенную позицию. Например, при печати статуэтки можно назначить принтеру начало печати только с тыльной стороны. В этом случае на лицевой стороне ничего не будет видно. Чтобы так сделать, нужно включить опцию Choose start point that is closed to specific location и указать координаты точки, около которой должна начинаться печать.
Проблема: образование щелей между наполнением и контуром
Любой слой изготавливаемой детали состоит из внешнего каркаса и наполнения. Периметр любого слоя обязательно должен следовать контуру модели. Все остальное является наполнением, которое создается внутри параметра. Как правило, наполнение образуется по шаблону с помощью возвратно-поступательных движений. Оно обычно создается на достаточно большой скорости.
Периметр любого слоя обязательно должен следовать контуру модели. Все остальное является наполнением, которое создается внутри параметра. Как правило, наполнение образуется по шаблону с помощью возвратно-поступательных движений. Оно обычно создается на достаточно большой скорости.
Для печати же контура обычно служат другие шаблоны. Поэтому нужно следить за тем, чтобы части модели — наполнение и контур — хорошо сцеплялись между собой. Если вдруг на модели начали появляться щели по краям наполнения, попробуйте поискать причину:
Контур перекрывается недостаточно
Если это происходит, то нужно воспользоваться опцией, которая позволяет отрегулировать прочность «сцепления» контура и наполнения. Эта опция — Outline overlap — позволяет определить количество наполнения, которое будет наложено на периметр. Для регулировки нужно зайти в Edit Process Settings —> Infill, где указать процент от ширины экструдирования. При параметре 20% перекрытия контура, программа заставит принтер сделать наполнение на 20% перекрывающее внутреннюю часть периметра.
Печать производится на большой скорости
Скорость наполнения модели, как правило, выше, чем скорость изготовления контура. Если скорость печати лишком высокая, то наполнение и контур могут не успеть «сцепиться». Если попытка увеличить перекрытие контура оказалась бесполезной, и щели не исчезли, то нужно отрегулировать скорость печати. Для этого нужно зайти в меню Edit Process Settings —> Other и настроить Default Printing Speed.
Проблема: наличие загибающихся или неровных углов
Однажды вы можете заметить процесс загибания модели. Это означает, что проблема коренится в перегреве. В таких случаях выдавливание пластика происходит при очень высокой температуре. Он не застывает в нужные сроки и меняет форму. Для решения проблемы нужно настроить принтер таким образом, чтобы остужение слоев происходило в нужные сроки.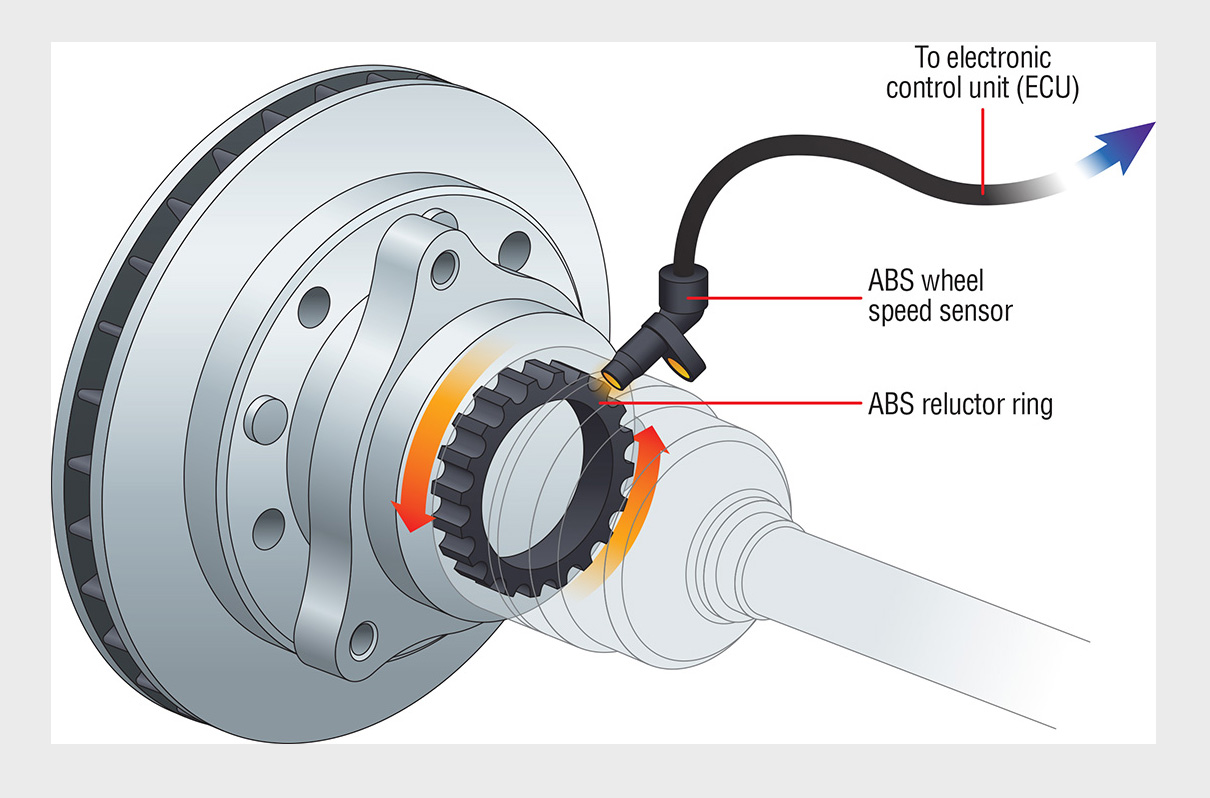
Проблема: появление царапин на верхней поверхности
Послойное построение объекта в определенные промежутки времени в 3D-печати является ее важным преимуществом. Высокая скорость печати сочетается с равномерным движением сопла над всей платформой. Но время от времени сопло может задевать последний слой и спровоцировать образование царапин. Есть несколько причин такой проблемы.
Слишком много экструдируемого пластика
Сначала следует проверить, не много ли экструдируется пластика. Если его много, то слои получаются толще, чем нужно. Тогда сопло будет задевать их.
Вертикальный подъем (Z-hop)
Если же количество пластика достаточное, а царапины все равно есть, то следует проверить настройку “вертикальный подъем”. Она регулирует высоту сопла над только что распечатанным слоем до перемещения. Сопло опускается снова при подходе к новым координатам. Регулировка позволит прекратить образование царапин. Настройку можно сделать в Edit Process Settings —> Extruder. Нужно включить втягивание и установить нужное значение на retraction Vertical Lift.
Проблема: наличие дыр и щелей между углами слоев
Как известно, нижележащий слой при печати выступает в качестве фундамента для последующего слоя. Решить проблему прочности можно регулированием экструдируемого пластика. Так можно соблюсти баланс между прочностью основания и расходом материала.
Хрупкое основание обычно вызывает дыры и щели между слоями. Это часто видно на углах при изменении размера изделия. Для беспроблемного перехода на более мелкий элемент нужно, чтобы была прочная опора. Какие же причины могут вызвать непрочность основания?
Недостаточно периметров
В этом случае можно добавить к изготавливаемому контуру еще периметры, что приведет к укреплению фундамента. Важную роль играет степень толщины стенок, так как у модели, как правило, полое наполнение. Этот параметр можно отрегулировать в Edit Process Settings —> Layer. Можно отпечатать еще больше периметров, если прежнее количество не помогло.
Важную роль играет степень толщины стенок, так как у модели, как правило, полое наполнение. Этот параметр можно отрегулировать в Edit Process Settings —> Layer. Можно отпечатать еще больше периметров, если прежнее количество не помогло.
Верхние слои недостаточно сплошные
Другая причина может заключаться в недостаточной плотности слоев. Они не получаются достаточно сплошными. Чем тоньше потолок, тем меньше он служит опорой для верхнего слоя. Исправить это можно в Edit Process Settings —> Layer.
Низкий процент заполнения
Процент заполнения можно проконтролировать в Edit Process Settings —> Infill. Наполнения должно хватать, так как верхний слой накладывается над наполнением.
Проблема: наблюдается перегрев во время работы 3D-принтера
Множество отдельных слоев образуют боковые поверхности модели. При нормальной работе принтера поверхность изделия будет гладкой, но если возникли какие-либо проблемы, то внешняя поверхность перестает быть гладкой, и на ней появляются борозды или линии.
Неравномерное экструдирование
Качество филамента часто бывает основной причиной. Колебания диаметра пластика в пределах 5% уже достаточно для того, чтобы в ширине экструдируемого пластика произошли изменения. В итоге, толщина некоторых слоев будет больше, что станет видно на боковой поверхности. Равномерная печать требует качественного пластика.
Колебания температуры
У многих принтеров регулировка температуры осуществляется с помощью PID-контроллера. Неправильная настройка этого элемента приводит к циклическим изменениям температуры. Этот фактор вызывает “волны” на боках модели. Если были замечены колебания температуры более чем на 2 градуса, то придется откалибровать контроллер.
Механические проблемы
Необходимо разобраться в причинах неполадок, если прежние попытки устранить их оказались бесполезными. Одной из вероятных причин можут быть наличие какой-либо механической проблемы. Например, следует проверить положение платформы, так как этот фактор оказывает влияние на на качество слоев. Если оборудование поместили на неустойчивую платформу, то возникающая от этого вибрация обычно приводит к утолщению некоторых слоев.
Одной из вероятных причин можут быть наличие какой-либо механической проблемы. Например, следует проверить положение платформы, так как этот фактор оказывает влияние на на качество слоев. Если оборудование поместили на неустойчивую платформу, то возникающая от этого вибрация обычно приводит к утолщению некоторых слоев.
Узнайте больше о возможностях усовершенствовать ваше производство интеграцией нового оборудования:
Сравнение ABS, PLA, SBS, PETG различия, свойства, хранение, применение, безопасность
Немного общей информации
Существует много материалов, которые исследовались на предмет применимости в 3D-печати, и на сегодняшний день доминирующую роль в этой нише занимают – ABS, PLA, SBS и PETG.
Все они – термопластики, т.е. они становятся мягкими и пластичными при нагревании, а при охлаждении затвердевают. Этот процесс может быть повторен многократно. Подверженность плавлению и обработке – именно то свойство, которое вывело термопластики в лидеры в повседневном использовании и привело к тому, что большинство видов пластика, с которыми мы сталкиваемся в быту, – термопластики.
Основные свойства
Помимо того, что объекты должны быть точно изготовлены, они должны выполнять необходимые функции.
ABS может принимать много разных полимерных форм, ему можно придать множество самых разных свойств. В целом, это прочный и несколько более податливый по сравнению с PLA пластик. Натуральный ABS имеет до окраски бежеватый (молочный) оттенок. Пластичность ABS позволяет легко создавать элементы различных соединений и крепежа. Он легко шлифуется и обрабатывается. Важно отметить, что ABS растворяется в ацетоне, что позволяет склеивать детали и добиваться очень гладкой поверхности. Бесплатный пробник ABS
PLA пластик создается из самых разнообразных продуктов сельского хозяйства – кукурузы, картофеля, сахарной свеклы и т. п. – и считается более экологичным, чем ABS, в основе которого лежит нефть. Изначально он применялся для изготовления продуктовых упаковок и легко утилизируется в промышленных компостных установках. В компостной куче на вашей даче он разлагаться не будет Проверяем PLA на долговечность. В своем естественном виде он прозрачен и поддается окраске, в результате чего можно добиться также разной степени прозрачности. PLA такой же прочный, но более жесткий, чем ABS, поэтому его сложнее использовать для соединений различных элементов. Распечатанные объекты, как правило, более гладкие и блестящие. PLA немного труднее шлифовать и обрабатывать, чем ABS. PLA растворяется в Хлористом метилене (дихлорметане) Обработка распечаток дихлорметаном. Более низкая температура плавления делает PLA непригодным для ряда ситуаций – например, за день в нагретом салоне автомобиля детали из него могут деформироваться и «потечь». Бесплатный пробник PLA
п. – и считается более экологичным, чем ABS, в основе которого лежит нефть. Изначально он применялся для изготовления продуктовых упаковок и легко утилизируется в промышленных компостных установках. В компостной куче на вашей даче он разлагаться не будет Проверяем PLA на долговечность. В своем естественном виде он прозрачен и поддается окраске, в результате чего можно добиться также разной степени прозрачности. PLA такой же прочный, но более жесткий, чем ABS, поэтому его сложнее использовать для соединений различных элементов. Распечатанные объекты, как правило, более гладкие и блестящие. PLA немного труднее шлифовать и обрабатывать, чем ABS. PLA растворяется в Хлористом метилене (дихлорметане) Обработка распечаток дихлорметаном. Более низкая температура плавления делает PLA непригодным для ряда ситуаций – например, за день в нагретом салоне автомобиля детали из него могут деформироваться и «потечь». Бесплатный пробник PLA
SBS Прочность, пластичность и термостойкость делают из него материал, которому часто отдается предпочтение в инженерных и механических приложениях. Модуль упругости гораздо меньше, чем у ABS. То есть, напечатанные детали получаются более гибкими. Удлинение при разрыве >250%. Нить, в отличие от ABS, не ломается, не говоря о PLA, который наиболее хрупкий из рассматриваемых материалов. SBS имеет гибкую структуру. Он не обломится и не оборвется при печати. Даже если пруток в ваш экструдер подается под углом в 90 градусов! Материал прозрачен (93% светопропускания). Окрашивание материала дает очень красивый эффект.Обрабатывается и растворяется Лимоненом, Дихлорметаном, сольвентом. SBS идеально подходит для печати плафонов светильников, прототипов прозрачной посуды, бутылок и т.д. Бесплатный пробник SBS Watson
PETG Считается, что PETG сочетает в себе преимущества ABS — прочность, термостойкость, долговечность, и PLA — легкость использования в печати. Он немного более гибкий чем ABS и PLA, но более жесткий чем SBS. Сплавление слоев, как правило, великолепное. Низкая термоусадка. Можно не так опасаться искажений в размерах распечаток. Бесплатный пробник PETG
Сплавление слоев, как правило, великолепное. Низкая термоусадка. Можно не так опасаться искажений в размерах распечаток. Бесплатный пробник PETG
Читайте также: Как проверить качество пластика
МАГАЗИН КАЧЕСТВЕННЫХ МАТЕРИАЛОВ
Точность
С помощью всех этих материалов можно создавать точные пространственные элементы. Есть, тем не менее, определенные нюансы, которые следует иметь в виду в отношении рассматриваемых видов пластика.
ABS При использовании ABS единственной существенной проблемой является заворачивание пластика при контакте с поверхностью печати. Эту проблему легко устранить, если подогревать саму поверхность печати, которая при этом должна быть гладкой, плоской и чистой. Кроме того, некоторые прибегают к дополнительным хитростям, например, наносят на поверхность смесь ABS и ацетона или сбрызгивают ее лаком для волос. Хорошие результаты дает специальное покрытие fixpad и пленка для стола.
Нагрев стола нужен для обеспечения фазового состояния контакта пластика со столом — он должен быть в состоянии упругой деформируемости — для ABS это диапазон 105-230 градусов. При температуре ниже он кристаллизуется и отслоится, а выше — перейдет в состояние вязкой текучести и тоже отслоится. Но обычно стол нагревают всего до 70 градусов. Подогрев стола обеспечивает задачу поддержания всего объема изделия при температуре упругой деформируемости с минимальным гредиентом по слоям. Но если изделие достаточно большое — более 5 см, обеспечить это условие в полной мере можно только в закрытой камере печати, что практически никогда не соблюдается в RepRap.
PLA По сравнению с ABS, слои PLA скручиваются гораздо меньше. Это дает возможность печати без подогрева стола и использовать в качестве нее любимый многими синий скотч 3М, но который недавно был снят с производства, но на замену ему пришло универсальное покрытие fixpad. Полный отказ от подогретой подложки все же может привести к небольшому скручиванию крупных слоев – хотя и не всегда. При нагревании PLA подвергается более значительным фазовым изменениям и становится более текучим. При активном охлаждении при печати можно добиться более заостренных элементов и углов – без риска получить хрупкий объект. Повышенная текучесть обеспечивает также лучшее сцепление между слоями, и результат получается более прочным. Как избежать засорения сопла в 3D-принтере.
При нагревании PLA подвергается более значительным фазовым изменениям и становится более текучим. При активном охлаждении при печати можно добиться более заостренных элементов и углов – без риска получить хрупкий объект. Повышенная текучесть обеспечивает также лучшее сцепление между слоями, и результат получается более прочным. Как избежать засорения сопла в 3D-принтере.
SBS Не боится открытого воздуха и сквозняков. Хорошо липнет к столу. Имеется возможность печати и на холодном столе. SBS Watson хорошо подходит для печати крупно-габаритных макетов. Великолепная межслойная адгезия (слипание между слоями) добавляет распечатанным изделиям плюсы к прочности. Пластик допущен для изготовления медицинских изделий и детских игрушек.
PETG Аналогично, не боится открытого воздуха и сквозняков. Хорошо липнет к столу. Подогрев стола не обязателен, но может оказаться полезен, особенно в случае, если обнаруживается искажение крупных деталей. Вполне возможно печатать без подогрева, однако придется немного повозиться с настройками. Очень прочный и долговечный материал.
Читайте также: Основные компоненты, входящие в состав пластика
Запах
ABS При печати ABS нередко чувствуется сильный запах горячего пластика. Одни на него жалуются, другие не замечают или не считают слишком неприятным. Чтобы уменьшить запах, в небольших помещениях следует обеспечить надлежащую вентиляцию, а также убедиться, что ABS обладает достаточной чистотой, свободен от примесей и нагревается до требуемой температуры в правильном экструдере.
PLA Биопластик, полилактид, или другими словами, полимер молочной кислоты. Производится путем синтеза на основе растительного сырья, содержащего крахмал (или сахар), например кукурузы, сахарного тросника, зерновых культур. При нагревании издает запах сладковатого кулинарного масла. Это, конечно, не запах бабушкиных пирожков, но многие считают его гораздо приятнее запаха нагретого пластика.
SBS не пахнет в процессе печати. Люди с очень тонким обонянием могут в радиусе 30см от хотэнда уловить легкий запах (от некоторых красителей), но не более того. Прозрачный вообще запаха не имеет.
PETG практически не пахнет, по крайней мере гораздо меньше чем ABS
Читайте также: Погодные испытания PLA
Хранение
Применение и ABS, PLA и SBS дает наилучшие результаты, если во избежание проникновения влаги из воздуха при хранении и перед использованием материалы изолированы от атмосферы.
Это не значит, что пластик разрушается, если неделю лежит на полке в магазине, однако длительное хранение во влажной среде может нежелательно сказаться как на процессе печати, так и на конечной продукции. ABS и PLA лучшего всего хранить в вакуумной или плотно закрытой упаковке для избегания повышенной влажности материалов.
Влажный ABS при печати может начать пузыриться и брызгаться, что скажется на внешнем виде, точности и прочности получаемого объекта, а также возникает риск засорения сопла расслаивающимся пластиком. ABS легко просушивается теплым (желательно сухим) воздухом, например, в электрической духовке при температуре 70 градусов.
PLA реагирует на влагу несколько иначе. Помимо пузырей и забивания сопла, поскольку PLA при высоких температурах вступает в химическую реакцию с водой и подвергается деполимеризации, может наблюдаться обесцвечивание и ухудшение качества печатаемых деталей. Хотя PLA тоже легко просушить в обычной духовке (t 50-60 °C), следует отметить, что при этом у пластика может измениться степень кристаллизации, в результате чего изменится температура и другие характеристики экструдирования. Для многих 3D-принтеров это составляет серьезную проблему.
SBS не впитывает влагу! Хранить его можно просто в пакете (чтобы не пылился). Пруток не становится ломким от контакта с влагой. Из него также можно печатать посуду, допускается контакт с холодными пищевыми продуктами.
PETG практически не подвержен воздействию обычной влажности воздуха окружающей среды, поэтому с печатью и хранением особых проблем не возникает. И все же, хорошо, чтобы филамент хранился в как можно более сухом месте, рядом с силикатными пакетиками.
Читайте также: Лучшие способы хранения филамента
В заключение
Суммируя и упрощая тысячи факторов, в силу которых один пластик следует предпочесть другому, подведем краткий итог.
ABS Часто предпочитают применять в инженерных и профессиональных приложениях по причине его прочности, пластичности, легкости в обработке и высокой термостойкости. Нагретый ABS, как и любой пластик на основе нефтепродуктов, обладает неприятным для многих запахом. Необходимость наличия подогретой подложки делает его почти неприменимым для удовлетворительного качества печати на некоторых принтерах.
PLA Широкая гамма доступных цветов, степеней прозрачности, а также получающаяся глянцевая поверхность делает этот пластик привлекательным для изготовления арт-объектов и хозяйственной утвари. Многие имеют в виду растительное происхождение этого пластика и предпочитают его полусладкий запах запаху ABS. При правильном режиме охлаждения максимальная скорость печати PLA выше, слои тоньше, углы острее. Если добавить к этому прочность получаемых деталей, то становится понятна популярность PLA среди любителей и в школах.
SBS Новый и очень перспективный материал для 3D-печати. Своими свойствами он превосходит традиционные ABS или PLA. Если давать общую оценку для рассмотренных материалов, то SBS встанет на первое место как универсальный, не капризный, удобный и красивый материал.
PETG Призван заменить ABS и PLA в области 3D-печати, по своим свойствам превосходит эти материалы, удобен в использовании, долговечнен, безопасен.
У нас вы можете заказать пробники этих материалов
Бесплатный пробник PETG
Бесплатный пробник SBS Watson
Бесплатный пробник PLA
Бесплатный пробник ABS
TRW Automotive Aftermarket | Автомобильные запчасти
Ваша конфиденциальность
Когда вы посещаете какой-либо веб-сайт, он может сохранять информацию в вашем браузере или получать из него данные, в основном в виде файлов cookie. Эта информация может относиться к вам, вашим предпочтениям, вашему устройству или будет использоваться для правильной работы веб-сайта с вашей точки зрения. Такие данные обычно не идентифицируют вас непосредственно, но могут предоставлять вам индивидуализированные возможности работы в интернете. Вы можете отказаться от использования некоторых типов файлов cookie. Нажимайте на заголовки категорий, чтобы узнать подробности и изменить настройки, заданные по умолчанию. Однако вы должны понимать, что блокировка некоторых типов cookie может повлиять на использование вами веб-сайта и ограничить предлагаемые нами услуги.
Эта информация может относиться к вам, вашим предпочтениям, вашему устройству или будет использоваться для правильной работы веб-сайта с вашей точки зрения. Такие данные обычно не идентифицируют вас непосредственно, но могут предоставлять вам индивидуализированные возможности работы в интернете. Вы можете отказаться от использования некоторых типов файлов cookie. Нажимайте на заголовки категорий, чтобы узнать подробности и изменить настройки, заданные по умолчанию. Однако вы должны понимать, что блокировка некоторых типов cookie может повлиять на использование вами веб-сайта и ограничить предлагаемые нами услуги.
Строго необходимые файлы cookie
Всегда активно
Эти файлы cookie необходимы для функционирования веб-сайта и не могут быть отключены в наших системах. Как правило, они активируются только в ответ на ваши действия, аналогичные запросу услуг, такие как настройка уровня конфиденциальности, вход в систему или заполнение форм. Вы можете настроить браузер таким образом, чтобы он блокировал эти файлы cookie или уведомлял вас об их использовании, но в таком случае возможно, что некоторые разделы веб-сайта не будут работать.
Эти файлы cookie позволяют нам подсчитывать количество посещений и источников трафика, чтобы оценивать и улучшать работу нашего веб-сайта. Благодаря им мы знаем, какие страницы являются наиболее и наименее популярными, и видим, каким образом посетители перемещаются по веб-сайту. Все данные, собираемые при помощи этих cookie, группируются в статистику, а значит, являются анонимными. Если вы не одобрите использование этих файлов cookie, у нас не будет данных о посещении вами нашего веб-сайта.
Если вы не одобрите использование этих файлов cookie, у нас не будет данных о посещении вами нашего веб-сайта.
TIGARBO
ЗАО «КОМЗ-Экспорт» является производителем оборудования и комплектующих для различных отраслей.
Завод выпускает продукцию под торговой маркой «TIGARBO».
Основу линейки продукции составляют:
- Автобетоносмесители;
- Бетонные заводы;
- Сварочные электроды;
- Абразивная продукция;
- Почвообрабатывающая техника;
- Моторные катамараны;
- Парковые фонари;
- Электромобили.
Продукция торговой марки «TIGARBO» позволит модернизировать Ваше производство и значительно повысить его рентабельность и эффективность.
ЗАО «КОМЗ-Экспорт», компания, основанная в 1999 году. На сегодняшний день завод имеет собственные производственные, сборочные и малярные цеха. Общая площадь производственных и складских помещений составляет 2,5 км. В компании работают высококлассные специалисты, что позволяет производить качественную продукцию, соответствующую всем требованиям современного потребителя. Передовые технологии и самые лучшие материалы, применяемые при производстве техники, являются гарантом качества продукции марки «TIGARBO». Каждый изготовленный продукт соответствует всем действующим стандартам качества.
ЗАО «КОМЗ-Экспорт» дорожит своей репутацией и тщательно контролирует все производственные и технологические процессы, что входит в обязательные требования международного стандарта ISO 9001-2015. Благодаря высокой мощности и надежности, продукция компании занимает передовые позиции на рынке.
Преимущества продукции марки «TIGARBO»:
- Вся продукция торговой марки «TIGARBO» проходит все необходимые испытания в заводских условиях;
- Наше оборудование соответствует всем стандартам качества, поэтому мы гарантируем бесперебойную работу техники;
- Благодаря превосходным техническим характеристикам наша продукция подходит для эксплуатации в любых условиях;
- Приобрести технику «TIGARBO» сможет организация любого масштаба, поскольку наши цены самые демократичные;
- Специалисты компании не только помогут выбрать интересующую Вас продукцию, но и окажут спектр услуг, связанных с ее эксплуатацией.

Продукция торговой маркти «TIGARBO» — это престиж и гарантия успеха!
TIGARBO
Cannot Connect to Youtube Server | |||
Специальный выпуск ABS по открытому сотрудничеству и исследованиям вики
Специальный выпуск ABS по открытому сотрудничеству и исследованиям викиПредстоящие
Американский ученый-бихевиорист
Специальный выпуск об открытом сотрудничестве и исследованиях вики Редакторы: Андреа Форте, Клифф Лампе, Барри Веллман
Чтобы обеспечить доступ к этому исследованию, мы даем ссылку на представленные (черновые) версии статей, опубликованных авторами, а также на официальную версию с информацией о цитировании (полный текст доступен для организаций с подпиской) и адрес электронной почты для авторов, если вы хотите переписываться об их работе.
- Определение, понимание и поддержка открытого сотрудничества: уроки из литературы
[представленный доклад | Ссылка ABS | электронная почта автора]
Андреа Форте, Университет Дрекселя
Клифф Лампе, Мичиганский университет - Мотивация для открытого сотрудничества: модели толпы и сообщества и пример OpenStreetMap
[представленный доклад | Ссылка ABS | электронная почта авторов]
Нама Р. Будхатхоки, Apex College | Мобера Непал | Открытые данные Всемирного банка для инициативы по обеспечению устойчивости (OpenDRI)
Кэролайн Хэйторнтвейт, Британский университет Колумбии - Правила и роли vs.Консенсус: самоуправляемые массовые совместные совещательные бюрократии
[представленный доклад | Ссылка ABS | email author]
Элизабет Джойс, Университет Пенсильвании Эдинборо
Жаклин Пайк, Университет Дюкен
Брайан Батлер, Университет Мэриленда - Hot off the Wiki: структура и динамика освещения Википедией важнейших новостных событий
[представленная статья | Ссылка ABS | электронная почта автору | #pdftribute]
Брайан Киган, Северо-Восточный университет
Даррен Гергл, Северо-Западный университет
Ношир Подрядчик, Северо-Западный университет - Сотрудничество прессы и общественности как инфраструктура: отслеживание новостных организаций и общественности, занимающихся программированием, в интерфейсах прикладного программирования
[представленный доклад | Ссылка ABS | электронная почта автору]
Майк Ананни, Университет Южной Калифорнии | Центр Интернета и общества Гарварда Беркмана - Дилемма ремикса: компромисс между генеративностью и оригинальностью
[представленный доклад | Ссылка ABS | электронная почта автора]
Бенджамин Мако Хилл, Массачусетский технологический институт
Андрес Монрой-Эрнандес, Массачусетский технологический институт - Взлет и падение открытой системы сотрудничества: как реакция Википедии на популярность вызывает ее падение
[представленный доклад | Ссылка ABS | email author]
Аарон Халфакер, Миннесотский университет
Стюарт Гейгер, Калифорнийский университет, Беркли
Джонатан Морган, Вашингтонский университет
Джон Ридл, Миннесотский университет
Материал крышки клавиатуры — Deskthority wiki
| Предупреждение Имейте в виду, что материал на этой странице не проверен и может быть неверным — обращайтесь с осторожностью и не считайте его авторитетным. 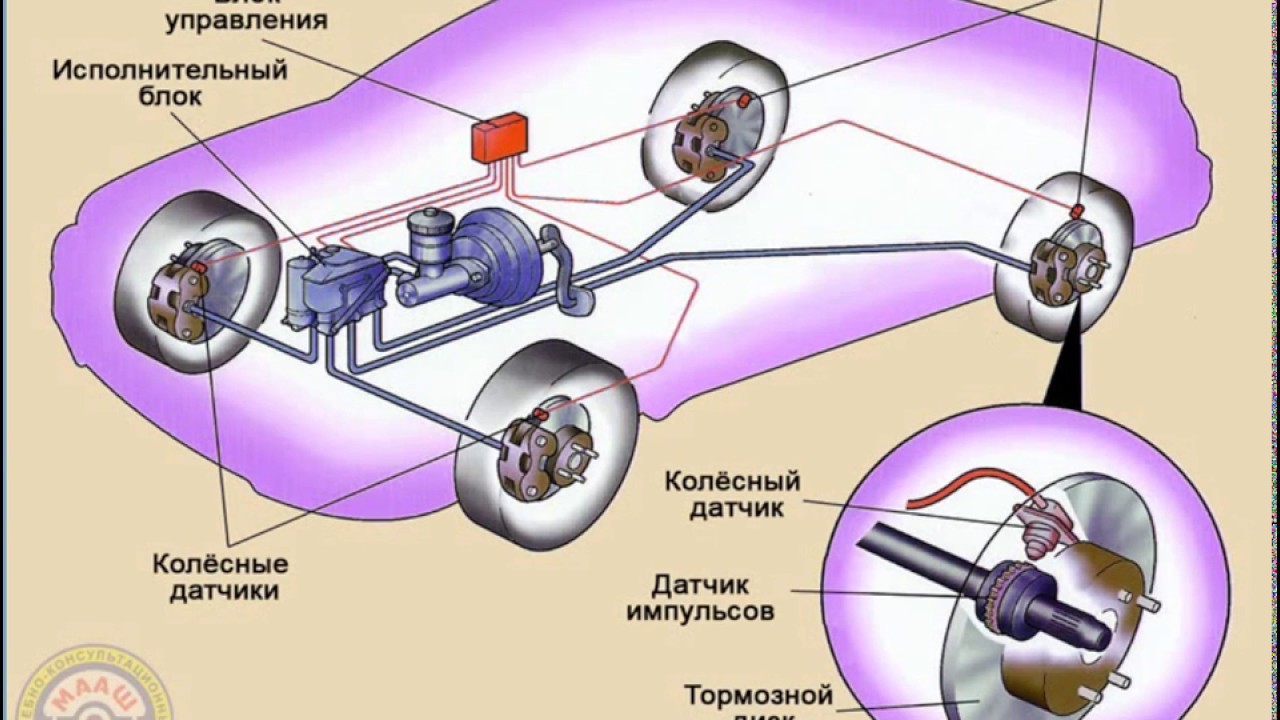 |
| Для этой статьи необходима фотография. |
Большинство колпачков для клавиш и других частей клавиатуры изготовлены из термопласта, полученного методом литья под давлением.Процесс литья под давлением включает плавление пластика с использованием тепла и нагнетание его под давлением в стальную форму, где он застывает. В зависимости от пластика ключ будет иметь большую или меньшую усадку во время охлаждения после извлечения из формы.
АБС
Большинство клавиатур в мире имеют колпачки из АБС-пластика. ABS — сокращение от «Acrylonitrile Butadiene Styrene», являющееся сополимером этих трех мономеров. ABS существует во множестве различных составов для различных приложений. (Поли) стирол является основным ингредиентом.Бутадиен делает его более гибким и менее хрупким. Акрилонитрил усложняет задачу. ABS и другие смеси с полистиролом (PS) являются одними из наиболее часто используемых пластмасс для компьютерного оборудования, включая корпуса клавиатур.
Ключи из АБС-пластика — предпочтительный пластик для двойного формования. Это связано с тем, что большинство других пластиков слишком сильно сжимаются в процессе формования. Легенды на клавишах из АБС также могут быть нанесены тампонной печатью, выгравированы лазером (прожжены) или выгравированы лазером (с заполнением или без него). Из-за низкой усадки на некоторых клавиатурах есть пробелы из ABS, даже если другие клавиши сделаны из PBT или POM.
Пожелтение
Клавиатуры Dell AT101 с пожелтевшими колпачками.ABS (и другие смеси полистирола) со временем постепенно желтеют под воздействием ультрафиолетового света, компонента солнечного света.
Пожелтение происходит быстрее, если пластик содержит огнестойкие химические вещества, но он чаще используется в пластике корпусов клавиатуры, чем в клавишах. В IBM Enhanced Keyboard обычно используется пробел из АБС-пластика, но иногда можно встретить старинные клавиатуры со смесью очень пожелтевших колпачков, а другие менее пожелтевшие или совсем не пожелтевшие.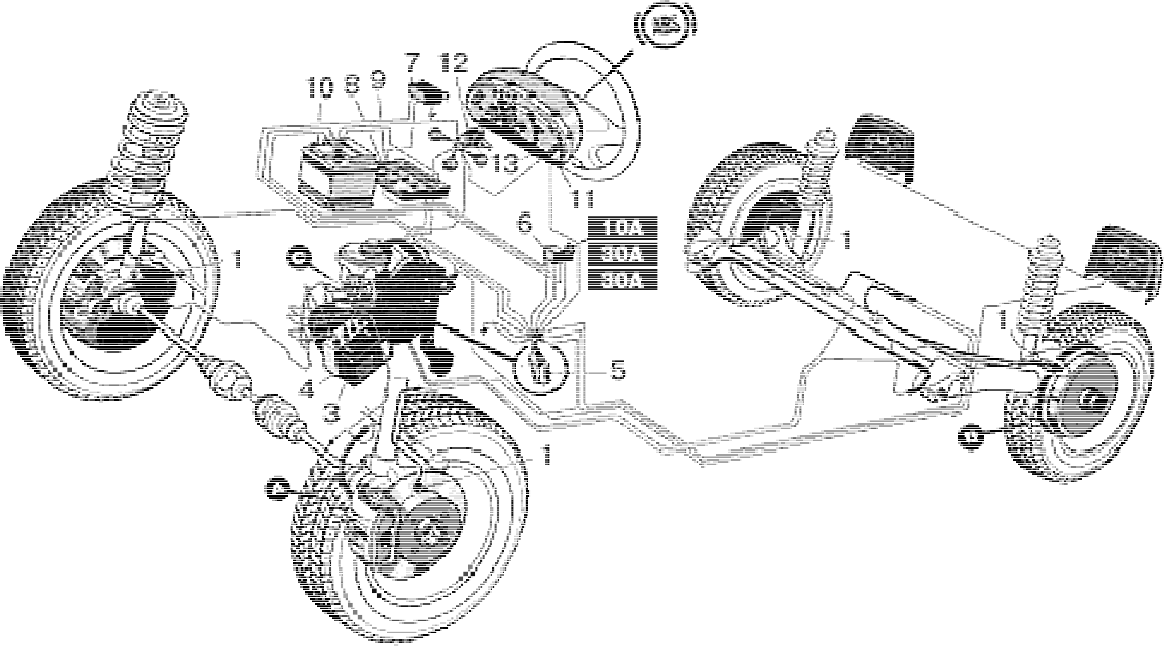 Было предложено правдоподобное объяснение [1] , и оно выглядит примерно так.
Было предложено правдоподобное объяснение [1] , и оно выглядит примерно так.
Раньше компоненты, используемые в инжекционной машине, смешивались вручную и бросались в воронку инжектора. Поскольку некоторые гранулы в смеси были тяжелее других, они опускались на дно воронки из-за вибрации машины, оставляя более легкие наверху. Кроме того, чтобы гарантировать, что конечный продукт имеет минимальные ожидаемые характеристики, оператор добавлял в смесь некоторый «излишек» антипирена, и, поскольку этот компонент был легче гранул, он, как правило, оставался наверху. воронка, конечный результат — это куски, некоторые из которых обладают большей огнестойкостью, чем другие, а некоторые могут даже не иметь вообще.
Основными факторами, вызывающими процесс пожелтения, являются озон, УФ-излучение (от прямого солнечного света или некоторых ламп), воздействие влажности и источники тепла. Плохо смешанные полимеры со стабилизирующими составами пожелтеют раньше других.
Еще одно объяснение того, что определенные колпачки клавиш более или менее пожелтеют, чем другие, заключается в том, что они поступают из отдельной партии. Типичным примером этого являются колпачки клавиш «F» и «J» из-за выемки или выступа, которые у них есть.
Пожелтение можно временно обратить вспять с помощью процесса Retr0bright.
PBT
PBT (сокращение от «полибутилентерефталат») — один из самых твердых и прочных материалов для изготовления колпачков. Он более устойчив к воздействию тепла и химикатов, чем АБС, но его свойства также затрудняют формование, что делает его более редким.
Легенды на клавишах из PBT часто вытравлены лазером или сублимированы красителем, но очень редко — методом двойного формования. Из-за усадки во время извлечения из формы PBT также редко используется для самой большой клавиши, клавиши пробела, за заметным исключением — Cherry.
PBT не желтеет от воздействия ультрафиолета, в отличие от ABS. Устойчивость к теплу делает его хорошим кандидатом для окрашивания в горячей ванне с красителем.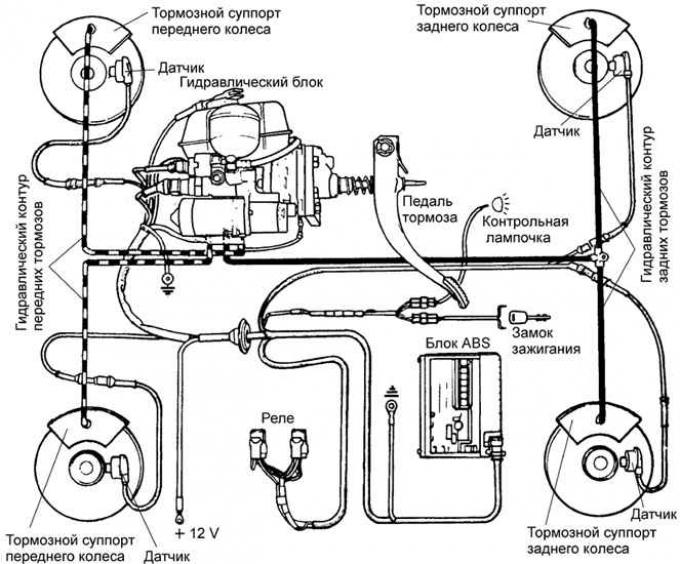
PBT-клавиши можно найти на клавиатурах IBM Model M, Topre Realforce, некоторых старинных клавиатурах Apple и на всех современных серых и некоторых старых бежевых / серых клавиатурах Cherry в сериях G80 и G81.
Поликарбонат
Поликарбонат (ПК) используется в основном для изготовления прозрачных и прозрачных колпачков клавиш.ПК не желтеет, как полистирол / АБС, и более устойчив к ударам, чем акрил (ПММА). Иногда его добавляют в АБС, чтобы получить АБС-ПК.
Цветные прозрачные колпачки для клавиш из ПК изготовлены Signature Plastics.
ПОМ
ПОМ (сокращение от «Полиоксиметилен») — термопласт. Иногда его называют «Ацеталь» или «Полиацеталь». ПОМ твердый и прочный, но имеет низкое трение и скользкий на ощупь. Он более плотный, чем PBT и ABS, а колпачки клавиш, сделанные из POM, имеют более приглушенный ход вниз.
Легенды на ключах из ПОМ обычно выгравированы лазером, с заполнением или без него.
Колпачки POM не встречаются на многих клавиатурах. Cherry в настоящее время использует его для черных клавиш на своих современных клавиатурах серий G80 и G81.
Ползунки в механических клавишных переключателях часто изготавливаются из ПОМ. Естественный непигментированный внешний вид POM — полупрозрачный белый цвет, который можно увидеть на слайдере Cherry MX Clear. Технически существует два варианта ПОМ: гомополимер и сополимер.Гомополимер несколько жестче и прочнее, но сополимер более стабилен по размерам и имеет меньшее трение. Химический гигант DuPont имеет популярный бренд Delrin (не путать с производителем клавишных колпачков Devlin) для гомополимерной формы. Он подходит для механической обработки и лазерной резки и использовался для изготовления пластин в некоторых пользовательских клавиатурах.
ПВХ
ПВХ (сокращение от «поливинилхлорид») — это относительно твердый пластик среднего класса, используемый для изготовления клавишных колпачков.Производство ПВХ является экологически небезопасным, поэтому в некоторых частях мира его не производят.
Это, вероятно, второй по распространенности материал для клавишных колпачков после АБС, широко используемый Logitech, Dell, HP и другими массовыми брендами. ПВХ имеет среднюю твердость и трение, но чувствителен к высоким температурам, которые его деформируют.
ПВХ надписи часто напечатаны тампонами или наклейками из-за их широкого использования на массовом рынке, хотя также можно наблюдать лазерную печать с заполнением.
Tenite
Согласно более старым каталогам Cherry, большинство их клавишных колпачков изготовлено из АБС-пластика. В каталогах США 1973, 1974 и 1979 («1982») колпачки клавиш указаны как двухзарядный ABS. Однако в каталоге 1982 года из Германии высокие колпачки для клавиш M7 и M9 указаны как «Tenite» с двумя выстрелами (написано как «TENITE»), при этом ABS все еще используется для низкопрофильных колпачков клавиш M8.
Тестирование
Самодельный метод проверки предела текучести.Тест на воду
Из-за разной плотности пластика по сравнению с водой (удельный вес) крышки из ПБТ обычно опускаются на дно быстрее, чем крышки из АБС.
У этого метода есть некоторые недостатки. Захваченные пузырьки воздуха повлияют на плотность нетто. Поскольку АБС — это сплав, который можно смешивать в разных пропорциях, не все крышки АБС имеют один и тот же пластик. Если надписи выгравированы и заполнены, то плотность материала-наполнителя может быть выше, чем у АБС-пластика.
Ацетон
Вы можете проверить, является ли клавиша ABS, подвергнув ее (предпочтительно, область внутри клавиши, которая не видна) ватной палочкой, смоченной ацетоном; Если пластик размазывается, это, вероятно, АБС, а не ПБТ или ПОМ.
Испытание на предел текучести
Разные пластмассы имеют разную прочность и эластичность, поэтому можно надавить на колпачок и посмотреть, насколько он деформируется или рвется.
На изображении справа показан крайний случай, когда колпачок клавиатуры разбит вдребезги.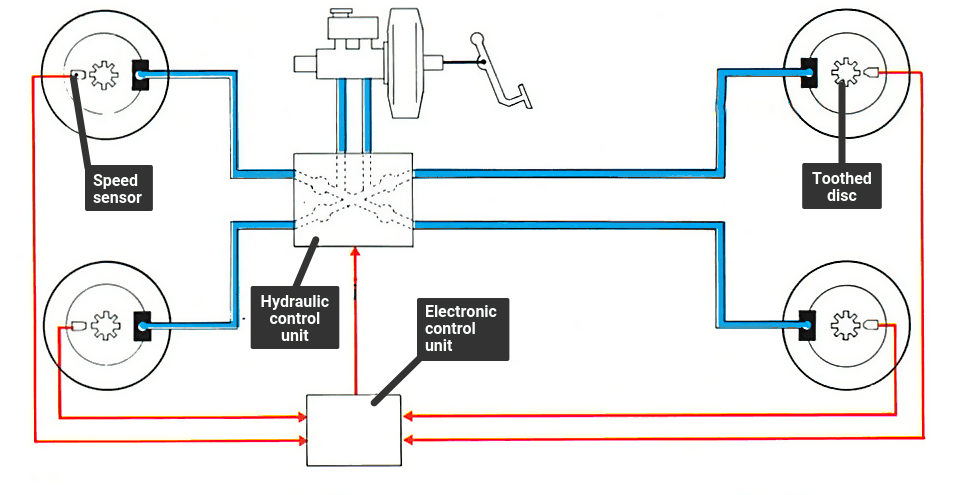 Этот конкретный тест не всегда может быть репрезентативным, так как на него может повлиять конструкция крышки клавиатуры (то есть толщина материала и внутренних решеток).
Этот конкретный тест не всегда может быть репрезентативным, так как на него может повлиять конструкция крышки клавиатуры (то есть толщина материала и внутренних решеток).
Список литературы
ШЕРЕ ВИКИПЕДИЯ
Шери Норт была американской актрисой, певицей и танцовщицей, которая была одной из многих белокурых актрис, подписанных и продвигаемых компанией 20th Century Fox как преемница культовой «блондинки-бомбы» Мэрилин Монро.Норт сначала выучился на танцора, а затем начал играть в бродвейских пьесах. Биография Шери Норт — факты, детство, семейная жизнь. Шери ВинтонШирли Джун «Шери» Винтон была английской актрисой и матерью телеведущего Дейла Винтона. Шери Уинтон Родилась Ширли Джун Патрик 4 ноября 1935 г. Шеффилд, Йоркшир, Англия Умер 29 мая 1976 г. Хэтч-Энд, Лондон, Англия Причина смерти Самоубийство в результате передозировки наркотиков Род занятий Актриса Годы активности 1954–1969 Супруга Гэри Уинтон Дети Дейл Уинтон
 Ранее она была замужем за вышедшим на пенсию профессиональным игроком в американский футбол Бобом Уитфилдом.Шери Уитфилд Чистый капитал, возраст, дети, муж, заработная плата.
27 сентября 2018 г. · Шери Элизабет Зампино родилась 16 ноября 1967 года в городе Скенектади, штат Нью-Йорк. Она также известна как Шери Флетчер и имеет итальянское и афроамериканское происхождение. Хотя многие думают, что она высокая, рост Шери Зампино на самом деле чуть меньше пяти футов! Wiki Шери Зампино: бывший Уилл Смит
Sheree Zampino Wiki: Дети, Дочь, Возраст, Фильмы, Сеть.
Ранее она была замужем за вышедшим на пенсию профессиональным игроком в американский футбол Бобом Уитфилдом.Шери Уитфилд Чистый капитал, возраст, дети, муж, заработная плата.
27 сентября 2018 г. · Шери Элизабет Зампино родилась 16 ноября 1967 года в городе Скенектади, штат Нью-Йорк. Она также известна как Шери Флетчер и имеет итальянское и афроамериканское происхождение. Хотя многие думают, что она высокая, рост Шери Зампино на самом деле чуть меньше пяти футов! Wiki Шери Зампино: бывший Уилл Смит
Sheree Zampino Wiki: Дети, Дочь, Возраст, Фильмы, Сеть.Шери Зампино родилась Шери Элизабет Зампино у отца Леса Зампино 16 ноября 1967 года в Нью-Йорке, США.S под знаком Стрельца. Она американка по национальности и принадлежит к афроамериканской национальности. Большую часть своих первых дней Зэмпионо провела в своем родном городе Нью-Йорке со своей семьей. Ее отец, Лес Зампино, работал в театральной труппе, а мать работала в финансовой компании. Позже ее родители развелись из-за конфликтов, и она стала жить со своим толстым …
 Когда Зампино был ребенком, ее… Шери Зампино Вики, биография, чистая стоимость, замужем, муж.
5 января 2020 г. · Шери Уитфилд — звезда американского реалити-шоу и бизнесвумен. Она присоединилась к актерскому составу «Настоящие домохозяйки Атланты» в 2008 году. Кроме того, она запустила линию украшений The She by Shereé Collection.Шери Уитфилд: возраст, биография, родители, семья, братья и сестры, детство, этническая принадлежность Шери Уитфилд Биография, возраст, Wiki, знакомства, чистая стоимость.
Биография Шери Зампино вики. Бывшая жена Уилла Смита родилась 16 ноября 1967 года в городе Скенектади, штат Нью-Йорк, США. Она дочь Леса Зампино. Родители Шери Зампино развелись, когда она была еще маленькой, и поэтому большую часть времени она проводила с отцом. Ее отец работал в театре в Скенектади. Вики Шери Зампино: возраст, рост, собственный капитал, этническая принадлежность.12 августа 2018 г. · До того, как вступить в отношения с Крисом, он был связан с актрисой реалити-шоу Шери Бьюкенен, с которой у него были романтические отношения в течение некоторого времени. Она снялась в телесериале Vh2, Atlanta Exes. Он близок с Канье Уэстом, и они даже вместе отправились в Нью-Йорк, когда Канье поехал навестить президента Дональда Трампа. Гэмбл — джентльмен и заботится о… Кори Гэмбле. Вики
2 января 2021 г. · Шери — нестареющая красавица, которая очень красиво выглядит даже в 51 год.Неудивительно, что за такое короткое время у нее появилось столько поклонников по всей стране. Недавно ходили слухи о том, что Шери разорена, и это одна из причин, по которой ее собственный капитал стал настолько низким. Она одинока и много работает, чтобы вернуть свою жизнь в нормальное русло. Шери Уитфилд Чистая стоимость активов на 2021 год: возраст, рост, вес.
Биография Шери Гастин: Все о жене Стива Бертона
4 декабря 2017 г. · Но парень Шери Уитфилд был заключен в тюрьму за преступления в качестве белых воротничков. Прочтите все о нем в нашей вики о Тайроне Гиллиамсе, прямо здесь.
Когда Зампино был ребенком, ее… Шери Зампино Вики, биография, чистая стоимость, замужем, муж.
5 января 2020 г. · Шери Уитфилд — звезда американского реалити-шоу и бизнесвумен. Она присоединилась к актерскому составу «Настоящие домохозяйки Атланты» в 2008 году. Кроме того, она запустила линию украшений The She by Shereé Collection.Шери Уитфилд: возраст, биография, родители, семья, братья и сестры, детство, этническая принадлежность Шери Уитфилд Биография, возраст, Wiki, знакомства, чистая стоимость.
Биография Шери Зампино вики. Бывшая жена Уилла Смита родилась 16 ноября 1967 года в городе Скенектади, штат Нью-Йорк, США. Она дочь Леса Зампино. Родители Шери Зампино развелись, когда она была еще маленькой, и поэтому большую часть времени она проводила с отцом. Ее отец работал в театре в Скенектади. Вики Шери Зампино: возраст, рост, собственный капитал, этническая принадлежность.12 августа 2018 г. · До того, как вступить в отношения с Крисом, он был связан с актрисой реалити-шоу Шери Бьюкенен, с которой у него были романтические отношения в течение некоторого времени. Она снялась в телесериале Vh2, Atlanta Exes. Он близок с Канье Уэстом, и они даже вместе отправились в Нью-Йорк, когда Канье поехал навестить президента Дональда Трампа. Гэмбл — джентльмен и заботится о… Кори Гэмбле. Вики
2 января 2021 г. · Шери — нестареющая красавица, которая очень красиво выглядит даже в 51 год.Неудивительно, что за такое короткое время у нее появилось столько поклонников по всей стране. Недавно ходили слухи о том, что Шери разорена, и это одна из причин, по которой ее собственный капитал стал настолько низким. Она одинока и много работает, чтобы вернуть свою жизнь в нормальное русло. Шери Уитфилд Чистая стоимость активов на 2021 год: возраст, рост, вес.
Биография Шери Гастин: Все о жене Стива Бертона
4 декабря 2017 г. · Но парень Шери Уитфилд был заключен в тюрьму за преступления в качестве белых воротничков. Прочтите все о нем в нашей вики о Тайроне Гиллиамсе, прямо здесь. Кто такой Тайрон Гиллиамс? Тайрон Гиллиамс — бывший баскетболист Пенна, приговоренный к 10 годам тюремного заключения за совершение федеральных преступлений. Wiki Тайрона Гиллиамса: чистая стоимость и факты о Шири.
Из Википедии, бесплатной энциклопедии Шери Тот — профессор психологии в Университете Рочестера, а также доцент психиатрии и исполнительный директор Mt. Семейный центр «Надежда». Она работает в области психопатологии развития, особенно в отношении детей, подвергшихся жестокому обращению.Шери Тот
10 февраля 2020 г. · Шери Паолелло — ведущая новостей, журналист и репортер, которая в настоящее время работает на канале 5 WLWT-TV, базирующемся в Цинциннати, штат Огайо. Прирожденная многозадачность, Шери успешно совмещает роль карьерной женщины, жены и матери и никогда не забывает хорошо заботиться о себе и проводить личное время. Личная жизнь: семейное происхождение и брак Возраст Шери Паолелло, муж, биография, Wiki, супруг, женат.
29 января 2021 г. · Биография Шери Дж. Уилсон вики.Шери Джулиен Уилсон родилась 12 декабря 1958 года в Рочестере, штат Миннесота, США, актриса, продюсер, модель и бизнесвумен, но, возможно, наиболее известна миру как Эйприл Стивенс Юинг из сериала «Даллас» (1986). -1991), а также в роли Алекса Кэхилла-Уокера в сериале «Уокер, техасский рейнджер» (1993–2001). Шери Дж. Уилсон Чистая стоимость 2020: Вики, Женат, Семья.
14 января 2019 г. · Шери Зампино родилась 16 ноября 1967 года в городе Скенектади, штат Нью-Йорк, США.Она дочь Леса Зампино, основателя Северо-восточной академии тхэквондо, а также работала в театральной труппе, а ее мать работала в финансовой компании. Ее родители развелись, когда она стала жить с отцом. Sheree Zampino wiki, роман, замужем, возраст, рост, экс.
Шери Норт (первоначально Дон Ширли Крэнг; 17 января 1930-х — 4 ноября 2005), американская актриса, танцовщица и певица, была одной из тех, кому удалось сменить покойную Мэрилин Монро из 20th Century Fox.[необходимо пояснить] Норт сыграла девушку из хора в «Here Come the Girls» (1953).
Кто такой Тайрон Гиллиамс? Тайрон Гиллиамс — бывший баскетболист Пенна, приговоренный к 10 годам тюремного заключения за совершение федеральных преступлений. Wiki Тайрона Гиллиамса: чистая стоимость и факты о Шири.
Из Википедии, бесплатной энциклопедии Шери Тот — профессор психологии в Университете Рочестера, а также доцент психиатрии и исполнительный директор Mt. Семейный центр «Надежда». Она работает в области психопатологии развития, особенно в отношении детей, подвергшихся жестокому обращению.Шери Тот
10 февраля 2020 г. · Шери Паолелло — ведущая новостей, журналист и репортер, которая в настоящее время работает на канале 5 WLWT-TV, базирующемся в Цинциннати, штат Огайо. Прирожденная многозадачность, Шери успешно совмещает роль карьерной женщины, жены и матери и никогда не забывает хорошо заботиться о себе и проводить личное время. Личная жизнь: семейное происхождение и брак Возраст Шери Паолелло, муж, биография, Wiki, супруг, женат.
29 января 2021 г. · Биография Шери Дж. Уилсон вики.Шери Джулиен Уилсон родилась 12 декабря 1958 года в Рочестере, штат Миннесота, США, актриса, продюсер, модель и бизнесвумен, но, возможно, наиболее известна миру как Эйприл Стивенс Юинг из сериала «Даллас» (1986). -1991), а также в роли Алекса Кэхилла-Уокера в сериале «Уокер, техасский рейнджер» (1993–2001). Шери Дж. Уилсон Чистая стоимость 2020: Вики, Женат, Семья.
14 января 2019 г. · Шери Зампино родилась 16 ноября 1967 года в городе Скенектади, штат Нью-Йорк, США.Она дочь Леса Зампино, основателя Северо-восточной академии тхэквондо, а также работала в театральной труппе, а ее мать работала в финансовой компании. Ее родители развелись, когда она стала жить с отцом. Sheree Zampino wiki, роман, замужем, возраст, рост, экс.
Шери Норт (первоначально Дон Ширли Крэнг; 17 января 1930-х — 4 ноября 2005), американская актриса, танцовщица и певица, была одной из тех, кому удалось сменить покойную Мэрилин Монро из 20th Century Fox.[необходимо пояснить] Норт сыграла девушку из хора в «Here Come the Girls» (1953).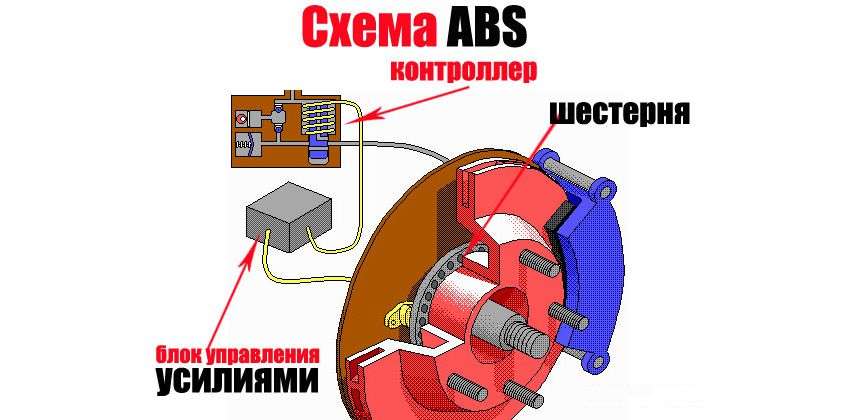 Затем она сыграла в мюзикле Хейзел Флэгг и получила премию Theatre World Award за свою игру в театре. Шери Норт
17 марта 2021 г. · Шери Труман (урожденная Батист) — дочь Ванды Батист, жены Патрика Труманна и матери Исаака. Шери прибывает в Уолфорд с Патриком после его возвращения из Тринидада, где они показывают, что теперь женаты. Объясняется, что Шери давно знает Патрика.Дениз Фокс обнаруживает, что не может ей доверять, и остаётся беспокоиться о благополучии Патрика, пока он жив. Шери Труман
29 января 2021 г. · Шери Джулиен Уилсон родилась 12 декабря 1958 года в Рочестере, штат Миннесота, США. Она актриса, модель, продюсер и бизнесвумен, вероятно, наиболее известная по роли в телесериале «Даллас», в котором она сыграла персонажа Эйприл Стивенс Юинг. Где сейчас Шери Дж. Уилсон? Вики, чистая стоимость, муж.
4 июля 2020 г. · Шери Уитфилд — звезда американского реалити-шоу, получившая признание благодаря появлению в шоу Браво «Настоящие домохозяйки Атланты».Кроме того, она модельер и светская львица, у которой было несколько предприятий, связанных с модными аксессуарами. Шери Уитфилд Вики… Что сейчас делает Шери Уитфилд? Ее чистая стоимость.
Шери Труман, которую играет Сюзетт Ллевеллин, является третьей женой Патрика Трумана (Рудольф Уокер). Персонаж и кастинг Ллевеллина были объявлены 18 июня 2019 года. Шери впервые появилась 2 августа 2019 года. Шери приезжает в Уолфорд с Патриком после его возвращения из Тринидада, где они показывают, что теперь женаты.Объясняется, что Шери давно знает Патрика. Список персонажей EastEnders (2019)
Знайте о Шери Флетчер Биография, роман, развод, собственный капитал, этническая принадлежность, зарплата, возраст, национальность, рост, американская актриса и продюсер, Wiki, социальные сети, пол, гороскоп. Кто такая Шери Флетчер? Шери Флетчер — американская актриса и продюсер, в основном популярная у голливудских бывших (2012), Minay TV (2015) и многих других. Шери Флетчер Биография, роман, развод, собственный капитал, этническая принадлежность.
Затем она сыграла в мюзикле Хейзел Флэгг и получила премию Theatre World Award за свою игру в театре. Шери Норт
17 марта 2021 г. · Шери Труман (урожденная Батист) — дочь Ванды Батист, жены Патрика Труманна и матери Исаака. Шери прибывает в Уолфорд с Патриком после его возвращения из Тринидада, где они показывают, что теперь женаты. Объясняется, что Шери давно знает Патрика.Дениз Фокс обнаруживает, что не может ей доверять, и остаётся беспокоиться о благополучии Патрика, пока он жив. Шери Труман
29 января 2021 г. · Шери Джулиен Уилсон родилась 12 декабря 1958 года в Рочестере, штат Миннесота, США. Она актриса, модель, продюсер и бизнесвумен, вероятно, наиболее известная по роли в телесериале «Даллас», в котором она сыграла персонажа Эйприл Стивенс Юинг. Где сейчас Шери Дж. Уилсон? Вики, чистая стоимость, муж.
4 июля 2020 г. · Шери Уитфилд — звезда американского реалити-шоу, получившая признание благодаря появлению в шоу Браво «Настоящие домохозяйки Атланты».Кроме того, она модельер и светская львица, у которой было несколько предприятий, связанных с модными аксессуарами. Шери Уитфилд Вики… Что сейчас делает Шери Уитфилд? Ее чистая стоимость.
Шери Труман, которую играет Сюзетт Ллевеллин, является третьей женой Патрика Трумана (Рудольф Уокер). Персонаж и кастинг Ллевеллина были объявлены 18 июня 2019 года. Шери впервые появилась 2 августа 2019 года. Шери приезжает в Уолфорд с Патриком после его возвращения из Тринидада, где они показывают, что теперь женаты.Объясняется, что Шери давно знает Патрика. Список персонажей EastEnders (2019)
Знайте о Шери Флетчер Биография, роман, развод, собственный капитал, этническая принадлежность, зарплата, возраст, национальность, рост, американская актриса и продюсер, Wiki, социальные сети, пол, гороскоп. Кто такая Шери Флетчер? Шери Флетчер — американская актриса и продюсер, в основном популярная у голливудских бывших (2012), Minay TV (2015) и многих других. Шери Флетчер Биография, роман, развод, собственный капитал, этническая принадлежность. Настоящие домохозяйки Атланты (сокращенно RHOA) — американский реалити-телесериал, премьера которого состоялась 7 октября 2008 года на телеканале «Браво».Созданный как третья часть франшизы «Настоящие домохозяйки», он транслировался тринадцать сезонов и фокусируется на личной и профессиональной жизни нескольких женщин, проживающих в Атланте и ее окрестностях. В настоящее время актерский состав состоит из Канди Беррусс, Синтии. Настоящие домохозяйки Атланты
Шери — английское женское имя. Это могло произойти от французского chérie, что означает дорогой (от причастия прошедшего времени глагола chérir, лелеять). Это может относиться к: Шери Баутиста, филиппинской певице, актрисе, танцовщице, модели Шери Фитч (1956 г.р.), канадскому детскому писателю Шери Харрис (1959 г.р.), Новозеландской игрок в крикет Шери Грей (1985 г.
Шери Виктория Мерфи (род. 22 августа 1975) — английская актриса и телеведущая, наиболее известная по ролям Триши Дингл в мыльной опере ITV «Эммердейл», Евы Стронг в мыльной опере Channel 4 «Холлиоукс» и Дакоты Дэвис в австралийской мыльной опере «Соседи». .Шери Мерфи — Переиздание Википедии // WIKI 2
Ранний период жизни. Шеперд родилась в Чикаго, штат Иллинойс, в семье Лаверна (ум. 1991) и Лоуренса А. Шеперда (род. Ок. 1947), церковного дьякона. Она старшая из трех сестер. Карьера. Первой телевизионной актерской работой Шеперд стала Виктория Карлсон в короткометражном ситкоме «Клегхорн!», Который транслировался в течение одного сезона на канале The WB в 1995 году. В 2018 году она сказала Ebony: «Это была первая работа.
Шери родилась 2 января 1970 года в Шейкер-Хайтс, штат Огайо.Родители. Ее воспитывала мать-одиночка, Тельма Фергюсон, и она заявила, что ее отец не играл большой роли в ее жизни. В юном возрасте 14 лет она родила первую дочь Тьерру. Отец ее дочери не участвовал в ее жизни, и другие члены ее семьи в основном воспитывали Тьерру. Шери Уитфилд чистая стоимость 2021, дом, возраст, книга, сын.
Шери Норт (урожденная Дон Ширли Крэнг; 17 января 1932 — 4 ноября 2005) была американской актрисой, танцовщицей и певицей, известной как одна из предполагаемых преемниц компании 20th Century-Fox для Мэрилин Монро.
Настоящие домохозяйки Атланты (сокращенно RHOA) — американский реалити-телесериал, премьера которого состоялась 7 октября 2008 года на телеканале «Браво».Созданный как третья часть франшизы «Настоящие домохозяйки», он транслировался тринадцать сезонов и фокусируется на личной и профессиональной жизни нескольких женщин, проживающих в Атланте и ее окрестностях. В настоящее время актерский состав состоит из Канди Беррусс, Синтии. Настоящие домохозяйки Атланты
Шери — английское женское имя. Это могло произойти от французского chérie, что означает дорогой (от причастия прошедшего времени глагола chérir, лелеять). Это может относиться к: Шери Баутиста, филиппинской певице, актрисе, танцовщице, модели Шери Фитч (1956 г.р.), канадскому детскому писателю Шери Харрис (1959 г.р.), Новозеландской игрок в крикет Шери Грей (1985 г.
Шери Виктория Мерфи (род. 22 августа 1975) — английская актриса и телеведущая, наиболее известная по ролям Триши Дингл в мыльной опере ITV «Эммердейл», Евы Стронг в мыльной опере Channel 4 «Холлиоукс» и Дакоты Дэвис в австралийской мыльной опере «Соседи». .Шери Мерфи — Переиздание Википедии // WIKI 2
Ранний период жизни. Шеперд родилась в Чикаго, штат Иллинойс, в семье Лаверна (ум. 1991) и Лоуренса А. Шеперда (род. Ок. 1947), церковного дьякона. Она старшая из трех сестер. Карьера. Первой телевизионной актерской работой Шеперд стала Виктория Карлсон в короткометражном ситкоме «Клегхорн!», Который транслировался в течение одного сезона на канале The WB в 1995 году. В 2018 году она сказала Ebony: «Это была первая работа.
Шери родилась 2 января 1970 года в Шейкер-Хайтс, штат Огайо.Родители. Ее воспитывала мать-одиночка, Тельма Фергюсон, и она заявила, что ее отец не играл большой роли в ее жизни. В юном возрасте 14 лет она родила первую дочь Тьерру. Отец ее дочери не участвовал в ее жизни, и другие члены ее семьи в основном воспитывали Тьерру. Шери Уитфилд чистая стоимость 2021, дом, возраст, книга, сын.
Шери Норт (урожденная Дон Ширли Крэнг; 17 января 1932 — 4 ноября 2005) была американской актрисой, танцовщицей и певицей, известной как одна из предполагаемых преемниц компании 20th Century-Fox для Мэрилин Монро. Норт родилась Дон Ширли Крэнг в Лос-Анджелесе, Калифорния, 17 января 1932 года, дочери Джун Шоард и Ричарда Крэнга. Шери Норт
Смит женился на Шери Зампино в 1992 году. Их сын Уиллард Кэрролл «Трей» Смит III родился 11 ноября 1992 года. В 1995 году они развелись. Трей появился в его… Уилле Смите.
Шери Рене Томас — американский писатель, редактор книг, издатель и автор многих известных публикаций. Шери Томас
17 янв.2020 г. · Sheree Gustin Wiki, Bio and Age.Жена знаменитости родилась 12 марта 1977 года в США. По состоянию на 2020 год ей сейчас 42 года. Ее национальность — американка, этническое происхождение неизвестно. Знак ее рождения — Рыбы. Кроме того, она не обнаружила данных с… Sheree Gustin Wiki, Bio, Age, Spouse, Net Worth.
Шери Норт родилась 17 января 1932 года в Лос-Анджелесе, штат Калифорния, США, как Дон Ширли Крэнг. Она была актрисой, известной по сериалам «Побег» (1975), «Чарли Варрик» (1973) и «Суп для собак» (1990). Она была замужем за Филипом Аланом Норманом, доктором Дж.Герхард Ральф Соммер, Джон… Шери Норт
Профессиональная карьера. Уитфилд был выбран в первом (восьмом) раунде драфта НФЛ 1992 года командой «Атланта Сокол». Он играл за «Соколы» с 1992 по 2003 год, прежде чем был освобожден командой. Затем он играл за «Джексонвилл Ягуарс» в сезоне 2004 года. Уитфилд, игрок профессионального турнира 1999 года, был постоянным игроком в атакующей линии «Фэлконз», завершившей в регулярном сезоне 14-2. Боб Уитфилд
Биография Шери Бьюкенен вики. Шери Бьюкенен родилась 10 марта 1971 года в Дулуте, штат Джорджия, и является звездой реалити-шоу, наиболее известной по выступлениям в фильмах «Удивительная гонка 4» и «Атлантские бывшие».Так насколько же богата Шери Бьюкенен по состоянию на середину 2017 года? Шери Бьюкенен Чистая стоимость 2020: Вики, Замужем, Семья.
27 июня 2020 г. · Биография Шери Флетчер, состояние, муж, вики, галерея, биография | Шери родилась 16 ноября 1967 года в Скенектади, штат Нью-Йорк. Она известна тем, что была актером сериала «Голливудские бывшие», реалити-шоу Vh2.
Норт родилась Дон Ширли Крэнг в Лос-Анджелесе, Калифорния, 17 января 1932 года, дочери Джун Шоард и Ричарда Крэнга. Шери Норт
Смит женился на Шери Зампино в 1992 году. Их сын Уиллард Кэрролл «Трей» Смит III родился 11 ноября 1992 года. В 1995 году они развелись. Трей появился в его… Уилле Смите.
Шери Рене Томас — американский писатель, редактор книг, издатель и автор многих известных публикаций. Шери Томас
17 янв.2020 г. · Sheree Gustin Wiki, Bio and Age.Жена знаменитости родилась 12 марта 1977 года в США. По состоянию на 2020 год ей сейчас 42 года. Ее национальность — американка, этническое происхождение неизвестно. Знак ее рождения — Рыбы. Кроме того, она не обнаружила данных с… Sheree Gustin Wiki, Bio, Age, Spouse, Net Worth.
Шери Норт родилась 17 января 1932 года в Лос-Анджелесе, штат Калифорния, США, как Дон Ширли Крэнг. Она была актрисой, известной по сериалам «Побег» (1975), «Чарли Варрик» (1973) и «Суп для собак» (1990). Она была замужем за Филипом Аланом Норманом, доктором Дж.Герхард Ральф Соммер, Джон… Шери Норт
Профессиональная карьера. Уитфилд был выбран в первом (восьмом) раунде драфта НФЛ 1992 года командой «Атланта Сокол». Он играл за «Соколы» с 1992 по 2003 год, прежде чем был освобожден командой. Затем он играл за «Джексонвилл Ягуарс» в сезоне 2004 года. Уитфилд, игрок профессионального турнира 1999 года, был постоянным игроком в атакующей линии «Фэлконз», завершившей в регулярном сезоне 14-2. Боб Уитфилд
Биография Шери Бьюкенен вики. Шери Бьюкенен родилась 10 марта 1971 года в Дулуте, штат Джорджия, и является звездой реалити-шоу, наиболее известной по выступлениям в фильмах «Удивительная гонка 4» и «Атлантские бывшие».Так насколько же богата Шери Бьюкенен по состоянию на середину 2017 года? Шери Бьюкенен Чистая стоимость 2020: Вики, Замужем, Семья.
27 июня 2020 г. · Биография Шери Флетчер, состояние, муж, вики, галерея, биография | Шери родилась 16 ноября 1967 года в Скенектади, штат Нью-Йорк. Она известна тем, что была актером сериала «Голливудские бывшие», реалити-шоу Vh2. Сейчас ей 48 лет. Ее знак зодиака — Скорпион, поскольку она родилась в ноябре месяце. Биография Шери Флетчер, состояние, муж, вики.Шери Джулиен Уилсон (родилась 12 декабря 1958 года) — американская актриса, продюсер, бизнесвумен и модель. Она наиболее известна по ролям Эйприл Стивенс Юинг в американском телесериале «Даллас» в прайм-тайм (1986–1991) и Алекса Кэхилла-Уокера в телесериале «Уокер, техасский рейнджер» (1993–2001). Шери Дж. Уилсон
Из Википедии, бесплатной энциклопедии Шери Ачесон (родилась 28 февраля 1991 г.) — ирландский ученый-компьютерщик из Шри-Ланки и глобальный директор по вопросам многообразия, справедливости и инклюзивности в Peakon.Ранее она занимала такие должности, как руководитель отдела разнообразия и инклюзивности в… Sheree Atcheson.
20 рядов · Cherry Hazel Sweet Faye Vidal Bautista, широко известная как Sheree Bautista, филиппинка… Sheree Bautista 17 ноября 2005 г. · Шери Виктория Мерфи (родилась 22 августа 1975 г.) — английская актриса и телеведущая, наиболее известная по ролям Триши Дингл в мыльной опере ITV «Эммердейл», Евы Стронг в мыльной опере Channel 4 «Холлиокс» и Дакоты Дэвис в австралийская мыльная опера «Соседи».Шери Мерфи
6 декабря 2017 г. · Спустя более семи лет мужчине наконец-то было предъявлено обвинение в убийстве покойного игрока «Мемфис Гриззлис» Лоренцен Райт. Последние новости по этому делу заставляют многих искать что-нибудь о Лоренцен Райт и даже о его бывшей жене Шерре Райт. Чтобы узнать больше об этой истории и бывшей жене Лоренцен Райт, вот наша вики о Шерре Райт. Шерра Райт Вики: все, что нужно знать о Лоренцене.
Шери Зампино родилась 16 ноября 1967 года в Скенектади, штат Нью-Йорк, США, как Шери Элизабет Зампино.Она — актриса и продюсер, известная по фильмам «Наше путешествие» (2001), «Когда приходит время» (2000) и 2013 «Сделай что-нибудь» (2013). Ранее она была замужем за … Шери Зампино.
4 декабря 2018 г. · Шери Зампино, американский предприниматель, известна тем, что была бывшей женой голливудской звезды Уилла Смита.
Сейчас ей 48 лет. Ее знак зодиака — Скорпион, поскольку она родилась в ноябре месяце. Биография Шери Флетчер, состояние, муж, вики.Шери Джулиен Уилсон (родилась 12 декабря 1958 года) — американская актриса, продюсер, бизнесвумен и модель. Она наиболее известна по ролям Эйприл Стивенс Юинг в американском телесериале «Даллас» в прайм-тайм (1986–1991) и Алекса Кэхилла-Уокера в телесериале «Уокер, техасский рейнджер» (1993–2001). Шери Дж. Уилсон
Из Википедии, бесплатной энциклопедии Шери Ачесон (родилась 28 февраля 1991 г.) — ирландский ученый-компьютерщик из Шри-Ланки и глобальный директор по вопросам многообразия, справедливости и инклюзивности в Peakon.Ранее она занимала такие должности, как руководитель отдела разнообразия и инклюзивности в… Sheree Atcheson.
20 рядов · Cherry Hazel Sweet Faye Vidal Bautista, широко известная как Sheree Bautista, филиппинка… Sheree Bautista 17 ноября 2005 г. · Шери Виктория Мерфи (родилась 22 августа 1975 г.) — английская актриса и телеведущая, наиболее известная по ролям Триши Дингл в мыльной опере ITV «Эммердейл», Евы Стронг в мыльной опере Channel 4 «Холлиокс» и Дакоты Дэвис в австралийская мыльная опера «Соседи».Шери Мерфи
6 декабря 2017 г. · Спустя более семи лет мужчине наконец-то было предъявлено обвинение в убийстве покойного игрока «Мемфис Гриззлис» Лоренцен Райт. Последние новости по этому делу заставляют многих искать что-нибудь о Лоренцен Райт и даже о его бывшей жене Шерре Райт. Чтобы узнать больше об этой истории и бывшей жене Лоренцен Райт, вот наша вики о Шерре Райт. Шерра Райт Вики: все, что нужно знать о Лоренцене.
Шери Зампино родилась 16 ноября 1967 года в Скенектади, штат Нью-Йорк, США, как Шери Элизабет Зампино.Она — актриса и продюсер, известная по фильмам «Наше путешествие» (2001), «Когда приходит время» (2000) и 2013 «Сделай что-нибудь» (2013). Ранее она была замужем за … Шери Зампино.
4 декабря 2018 г. · Шери Зампино, американский предприниматель, известна тем, что была бывшей женой голливудской звезды Уилла Смита. Она является владельцем и генеральным директором своей организации по вопросам здоровой кожи Sheree Elizabeth LLC. Кроме того, она появилась в телешоу Vh2, Hollywood Exes. Благодаря своей популярности у Шери около 259 тысяч подписчиков в ее аккаунте в Instagram.Био Шери Зампино, Wiki, Состояние, Женат, Муж, Возраст.
Шири Уитфилд воспитывала мать-одиночка двоих детей в престижном районе Шейкер-Хайтс, штат Огайо, недалеко от Кливленда. Незамужняя светская львица Уитфилд, теперь жительница эксклюзивного района Сэнди-Спрингс в Атланте, совмещает свою напряженную домашнюю жизнь с насыщенным социальным календарем. Шири Уитфилд
28 декабря 2020 г. · Sheree J. Wilson Wiki and Bio. Как только кто-то достигает определенного профессионального роста, люди начинают искать информацию о нем.То же самое происходит и со знаменитостями. Люди связываются со своими старшими школами, шерифами своего родного города, со своими родителями. Автор… Sheree J. Wilson Wiki, Net Worth, В браке, Семья, Родители Биография
Она является владельцем и генеральным директором своей организации по вопросам здоровой кожи Sheree Elizabeth LLC. Кроме того, она появилась в телешоу Vh2, Hollywood Exes. Благодаря своей популярности у Шери около 259 тысяч подписчиков в ее аккаунте в Instagram.Био Шери Зампино, Wiki, Состояние, Женат, Муж, Возраст.
Шири Уитфилд воспитывала мать-одиночка двоих детей в престижном районе Шейкер-Хайтс, штат Огайо, недалеко от Кливленда. Незамужняя светская львица Уитфилд, теперь жительница эксклюзивного района Сэнди-Спрингс в Атланте, совмещает свою напряженную домашнюю жизнь с насыщенным социальным календарем. Шири Уитфилд
28 декабря 2020 г. · Sheree J. Wilson Wiki and Bio. Как только кто-то достигает определенного профессионального роста, люди начинают искать информацию о нем.То же самое происходит и со знаменитостями. Люди связываются со своими старшими школами, шерифами своего родного города, со своими родителями. Автор… Sheree J. Wilson Wiki, Net Worth, В браке, Семья, Родители БиографияAbs Cbn Talent Center Artists
Заинтересованы в артистах Центра талантов Abs Cbn? На этой странице мы собрали для вас ссылки, по которым вы получите самую необходимую информацию об артистах Abs Cbn Talent Center.
Художники — Star Magic
- https: // starmagic.abs-cbn.com/site/catalogue
- Мы представляем вам наш список звезд шоу-бизнеса и быстрорастущих артистов, ведущих звезд и создателей звезд в стране!
Художники ABS-CBN, менеджеры по работе с талантами соглашаются сократить выплаты …
- https://www.abs-cbn.com/newsroom/news-releases/2020/6/27/abs-cbn-artists-talent-managers-agree-to-pay-cuts-?lang=en
- 27 июня 2020 г. · Снижение гонораров за таланты — одна из мер экономии, предпринятых ABS-CBN, поскольку она продолжает терять миллионы песо в ежедневных рекламных доходах из-за закрытия, артисты Капамиля с шоу, транслируемыми в настоящее время, и их таланты менеджеры согласились сократить свой талант…
Список партий Star Magic — Википедия
- https: // ru.
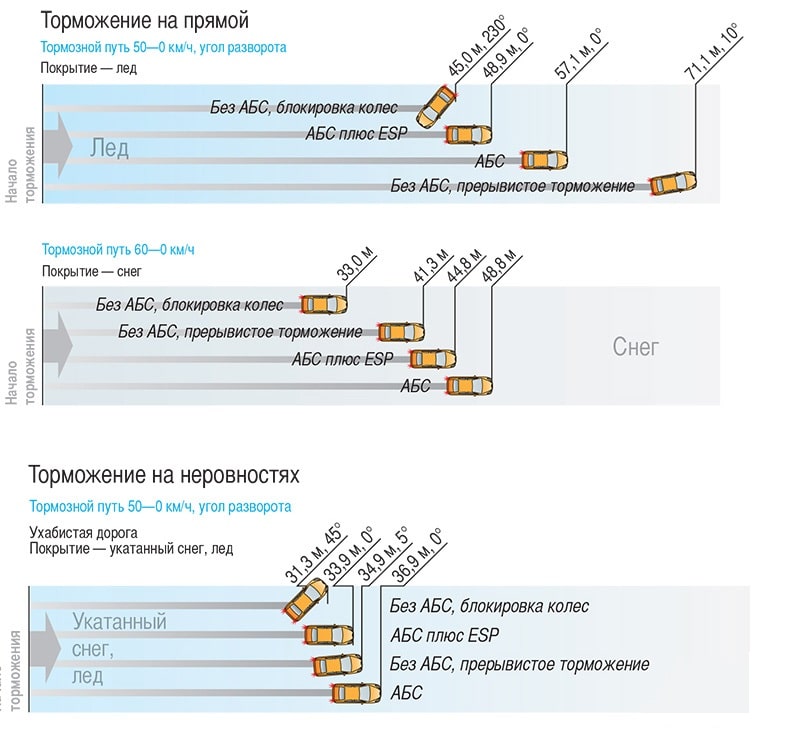 wikipedia.org/wiki/List_of_Star_Magic_Batch
wikipedia.org/wiki/List_of_Star_Magic_Batch - На этой странице перечислены исполнители Star Magic, созданные ABS-CBN Talent Center / Star Magic с 1993 года. Он организован по их соответствующим партиям и в хронологическом порядке. Содержание: Партия № 1 · 2 · 3 · 4 · 5 · 6 · 7 · 8 · 9 · 10 · 11 ·…
Художники ABS-CBN, менеджеры по работе с талантами сокращают заработную плату для поддержки …
- https://cnnphilippines.com/news/2020/6/27/ABS-CBN-artists-talent-managers-pay-cut.html
- 27 июня 2020 г. · Метро Манила (CNN, Филиппины, 27 июня) — Артисты и менеджеры по работе с талантами ABS-CBN согласились снизить гонорары за свои таланты, чтобы смягчить…
Художники из ABS-CBN, менеджеры по работе с талантами соглашаются на сокращение заработной платы…
- https://news.abs-cbn.com/entertainment/06/27/20/abs-cbn-artists-talent-managers-agree-to-pay-cuts-in-support-of-network
- 27 июня 2020 г. · Президент Professional Artist Managers Inc. (PAMI) Джун Руфино заявила, что группа менеджеров по талантам полностью понимает ситуацию с ABS-CBN и не возражает против этого плана. Руфино сказал, что члены PAMI признают поддержку, профессиональное развитие и возможности трудоустройства, которые ABS-CBN оказывал их талантам на протяжении многих лет.
Встречайте первую партию звезд в рамках проекта ABS-CBN Films ‘Rise …
- https://news.abs-cbn.com/entertainment/02/06/20/meet-the-first-batch-of-stars-under-abs-cbn-films-rise-artists-studio
- 6 февраля 2020 г. · МАНИЛА — В четверг компания ABS-CBN Films запустила первую группу звезд в рамках Rise Artists Studio, своего нового подразделения по управлению талантами. Среди них Энтони Дженнингс, Ариэль Роуз, Белль Мариано, Чарли Дизон, Си Джей Салонга, Даниэла Страннер, Джиллиан Виченсио, Джеремайя Лисбо, Маркус Патерсон, Патрик Кирос и Вивори — все из Star Magic.
Артисты Пиной демонстрируют талант .
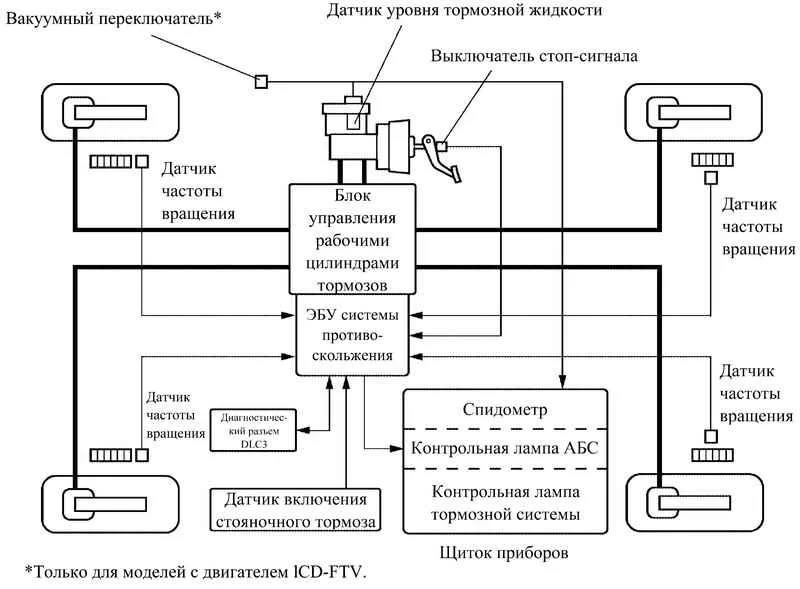 .. — Новости ABS-CBN
.. — Новости ABS-CBN - https://news.abs-cbn.com/life/04/11/20/pinoy-performing-artists-showcase-talent-online-to-support-struggling-colleague
- 11 апр.2020 г. · Pinoy артисты демонстрируют свои таланты в Интернете, чтобы поддержать борющихся коллег Кристин Сабилло, Новости ABS-CBN Опубликовано 11 апреля 2020 г., 04:11 Обновлено по состоянию на 11 апреля 2020 г. 20:34
Состав свежих многообещающих талантов «Squad Plus» подписывается с…
- https://ent.abs-cbn.com/starmagic/articles-videos/squad-plus-roster-of-fresh-promising-talents-sign-with-star-magic-14322
- 3 марта 2021 г. · Многие мечтают стать артистом с самого раннего возраста, и одна из них — Анжелика Лао. В 13 лет она присоединилась к взлетно-посадочной полосе, а через год начала искать работу в ABS-CBN. Она взволнована и нервничает по поводу будущих проектов и очень надеется сделать свою карьеру такой же большой, как одна из…
Список бывших художников Star Magic — Википедия
- https: // ru.Википедия. ABS-CBN: Данило Барриос Актер и танцор 2000–2009 Ушел из шоу-бизнеса: Виктор Баса: Актер 2006–2011 Теперь в рамках ALV Talent Circuit …
Мы надеемся, что вы нашли всю необходимую информацию об артистах Abs Cbn Talent Center по ссылкам выше.
Roblox 3.0 wiki
23 мая 2018 г. · Правило вики: Roblox имеет собственную официальную вики, Roblox Developer Wiki, для разработчиков игр. Для обычных игроков и игроков есть неофициальная Roblox Wikia. Рабочее название: На протяжении большей части своего развития игра носила название «DynaBlocks».
Raspberry Pi обнаруживает USB-накопитель
kidzsearch.com> wiki Explore: веб-изображения, видео, игры. Roblox — это массовая многопользовательская онлайн-игра (MMOG), виртуальная площадка и мастерская, предназначенная для детей от шести лет и старше, которая была основана в 2004 году.Игроки могут создавать игры из виртуальных пластиковых строительных блоков.
12 апреля 2020 г. · 104-й батальон roblox 1273 по улице рокфеллера roblox 1273 по улице рокфеллера модели roblox id 3d для бесплатной загрузки принять меня roblox деньги глюк эстетические коды эстетические коды roblox эстетические коды roblox эстетические шаблоны одежды roblox эстетические музыкальные коды roblox эстетические roblox коды нарядов Alfa Romeo New Models 2021 ali a intro …
Где купить пластиковые листы рядом со мной
2020 (1921) Juni (25) Mei (88) April (644) Maret (411) Februari (354) Januari (399) Медиафайр Роблокс Тюрьма Лайф-Ги 1.0 пакет roblox 125 trinity honda xrm 125 новая модель 2019 2 года плюс значок roblox 2 года плюс значок roblox name 3.0 пакет roblox abstract alex roblox abstract alex roblox toy acrylic galaxy background painting action ponytail roblox code active roblox промокоды эстетические имена групп для roblox ali музыкальный идентификатор roblox alien covenant …
Это основная категория для шаблонов. Шаблоны следует размещать в соответствующих подкатегориях. См. Проект: Шаблоны для сопоставления информации о шаблонах.
Подписи художников коренных американцев
веб-сайт, чтобы получить бесплатные эстетические наряды robux девушки roblox все предметы в подземелье quest roblox все значки roblox имена все имена пользователей roblox youtubers отношение крутая группа … kidzsearch.com> wiki Explore: веб-изображения видео игры. Roblox — это массовая многопользовательская онлайн-игра (MMOG), виртуальная площадка и мастерская, предназначенная для детей от шести лет и старше, которая была основана в 2004 году. Игроки могут создавать игры с виртуальными пластиковыми строительными блоками.
Wikia, под лицензией CC BY 3.0 Добро пожаловать в Overlook Bay Wiki! Overlook Bay — ролевая игра нового поколения на Roblox! Игроки могут завести удивительных питомцев, поиграть в забавные мини-игры, создать свой собственный дом и многое другое!
Вопросы лаборатории измерений
«Ветер Рак» — много соленых людей «Рак перенаправляется сюда» -TheNeedyCat 1 Обзор 2 Набор движений 2. 1 ЛКМ — [Ветряные вентиляторы] 2.2 Q — [Воющие ветры] 2.3 E — [Вращение циклона] 2.4 F — [Танец урагана] 3 Советы 4 Комбо 5 Общая информация Танцор ветра — элегантный особый класс, созданный для подбрасывания комбо, ведя врага в изящный танец смерти.Танцовщице с ветром, как особому классу, требуется значок. Это …
1 ЛКМ — [Ветряные вентиляторы] 2.2 Q — [Воющие ветры] 2.3 E — [Вращение циклона] 2.4 F — [Танец урагана] 3 Советы 4 Комбо 5 Общая информация Танцор ветра — элегантный особый класс, созданный для подбрасывания комбо, ведя врага в изящный танец смерти.Танцовщице с ветром, как особому классу, требуется значок. Это …
ROBLOX — это платформа для игр, хостинга и разработки, используемая миллионами пользователей, которые являются архитекторами своих миров. ROBLOX Wikia — это бесплатная энциклопедия о ROBLOX, которую может читать и редактировать каждый. Он содержит информацию о сценариях и API, используемых для разработки игр, о каталоге, о сообществе, а также о прошлых и текущих событиях.
Ты в школе — песня, которую играют в ROBLOX: The Movie.Он был написан Supersamus 3.0 и фигурирует в саундтреке к фильму. Никто не хочет чувствовать себя ребенком, над которым издеваются и издеваются, хлопают и фальсифицируют Это повседневные проблемы в вашей жизни, и вы должны научиться терпеть их правильно В конце концов, вы в школе. назад может действительно, действительно …
Harley sportster battery walmart
4 ноября 2020 г. · Это не официальная вики-страница о подземельях, в основном я думаю, что это просто фанатская работа, но если вы ищете точную и точную информацию об игре , посетите официальную вики 21 февраля 2020 г. — Изучите доску Fyre Lynx «Персонажи Roblox», за которой следят 417 человек в Pinterest.Посмотрите больше идей о roblox, изображениях roblox, бесплатных аватарах.
Роблокс, Сан-Матео, Калифорния. 936 421 лайк · 10 438 говорят об этом. Roblox — это глобальная платформа, которая объединяет людей через игру. ✅ Мы можем помочь вам, если вы обратитесь в службу поддержки Roblox по ссылке ниже! 🚫 Мы не сможем вам помочь, если вы свяжетесь с нами через Twitter, Facebook или Instagram.
Мишень для гелевого топлива
25 марта 2020 г. · Лицензия Attribution-ShareAlike 3.0 Unported, разработанная Creative Commons. любые активы, идеи или концепции, непосредственно связанные с SCP Foundation, предоставляемые SCP Wiki, независимо от их характера. Прими меня! Он был создан для DreamCraft и помогал в духовной жизни для усыновления и воспитания ребенка !. El juego cuenta con dos partes, un bebé y un padre. Эль Падре Дебе Cuidar Al Bebé. Hay otras características, como obbies, mascotas y casas personalizables. Прими меня! fue creado por dos jugadores notables: uno es NewFissy para Crear guiones y liderar el equipo, y el …
Прими меня! Он был создан для DreamCraft и помогал в духовной жизни для усыновления и воспитания ребенка !. El juego cuenta con dos partes, un bebé y un padre. Эль Падре Дебе Cuidar Al Bebé. Hay otras características, como obbies, mascotas y casas personalizables. Прими меня! fue creado por dos jugadores notables: uno es NewFissy para Crear guiones y liderar el equipo, y el …
Void 3.0 Info HP: 550 000 Появляется на волне 35 КРАЙНЕ МЕДЛЕННО Способности Удар, Удар, Ударная волна, Вызов зомби.
Смеситель для кухни Danze dellen
Промышленность — это карта сообщества, которая теперь входит в основную игру. Сначала он был введен в CTE как Prison, но затем исчез вместе с CTE. Авторы Stylis завершили его и начали тестирование. Он был перенесен в основную игру как часть обновления 5.3.0 после Хэллоуина. 1 Обзор 2 Ориентиры 3 Стратегия 4 Мелочи Промышленность состоит из двух основных офисных зданий по обе стороны от центральной дороги … Мы не связаны с ROBLOX.
Замена ключа от сейфа
Большой брат Сима US 13 был тринадцатым сезоном Большого брата Сима.PetalFaIIs выиграли сезон со счетом 9: 0 против kkingivy. GamingX_Legit был назван «Любимым гостем Америки». Большой брат Сима US 13 был анонсирован на полпути к Big Brother US 12 Сима. Тема и логотип были раскрыты 7 февраля 2020 года под темой «Le Bal Masqué». Экскурсия по дому проходила …
Тюнинг iom rc yacht
Это базовая категория для шаблонов. Шаблоны следует размещать в соответствующих подкатегориях. См. Проект: Шаблоны для сопоставления информации о шаблонах.HoopVerse Alpha — это баскетбольная игра на Roblox, созданная PastorCond. Тестирование вышло в 2018 году, а версия PreAlpha — в 2019 году. Затем в 2019 году вышла альфа-версия. Это баскетбольная игра на Roblox, одна из очень немногих великих баскетбольных игр на Roblox.
Эта категория должна содержать все страницы документации шаблона. См. Шаблон: Документация для более подробной информации.
Пользовательский маркер Mapbox android
эта пустота почти такая же, как и в Void 4.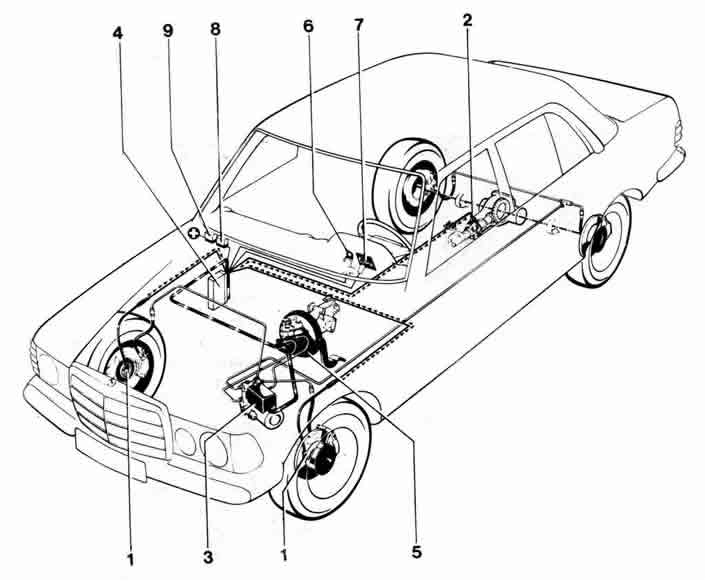 0, но отличается от void 4, но без постоянного оглушения. Siemens Nexas — это предстоящий поезд к Терминальным железным дорогам, смоделированный TurningEdge.Если этот поезд примут в TR, он станет четвертым в австралийском флоте. Siemens Nexas — поезд, курсирующий в Мельбурне, Австралия. В реальной жизни поезд развивает максимальную скорость 147 км / ч, но он развивает максимальную скорость только 130 км / ч, когда используется для пассажиров. Этот поезд является одним из трех основных … Эта категория должна содержать все страницы документации по шаблонам. См. Шаблон: Документация для более подробной информации.
0, но отличается от void 4, но без постоянного оглушения. Siemens Nexas — это предстоящий поезд к Терминальным железным дорогам, смоделированный TurningEdge.Если этот поезд примут в TR, он станет четвертым в австралийском флоте. Siemens Nexas — поезд, курсирующий в Мельбурне, Австралия. В реальной жизни поезд развивает максимальную скорость 147 км / ч, но он развивает максимальную скорость только 130 км / ч, когда используется для пассажиров. Этот поезд является одним из трех основных … Эта категория должна содержать все страницы документации по шаблонам. См. Шаблон: Документация для более подробной информации.
Это базовая категория для шаблонов. Шаблоны следует размещать в соответствующих подкатегориях.См. Проект: Шаблоны для сопоставления информации о шаблонах.
3-метровая маска для лица Малайзия
29 октября 2020 г. · Bloxburg — это игра-симулятор жизни в игре Roblox. Он имитирует повседневную жизнь виртуального домашнего хозяйства в городе. Если вы пытаетесь построить уникальный дом в Блоксбурге в Роблоксе, то эта статья для вас.
Если не указано иное, текст на сайтах Викия находится под лицензией Creative Commons Attribution-Share Alike License 3.0 (непортированная) (CC-BY-SA).Прочтите краткое описание лицензии. Прочтите полный юридический код лицензии. Пожалуйста, смотрите Wikia: Licensing для подробностей.
Шипящий звук выключателя
Ли Энфилд — это британская винтовка с однозарядным затвором, которую можно разблокировать, достигнув 7-го уровня в качестве снайпера. Его может использовать только класс Снайпер. Ли Энфилд — очень медленное и сильное оружие с одним ударом. Ли Энфилд может одним выстрелом поразить большинство врагов при прицеливании в голову, который затем пройдет через другого врага и, вероятно, убьет их тоже.Ли Энфилд великолепно выглядит как …
5 ноября 2020 г. · Как сделать значки Roblox. В 2009 году Roblox добавил функцию «значки игроков», чтобы игроки могли создавать свои собственные значки для других игроков. Если вы не знаете, как сделать значок, эта статья расскажет вам, как это сделать.
Если вы не знаете, как сделать значок, эта статья расскажет вам, как это сделать.
Prediksi angka main 2d hk hari ini
Big Brother ROBLOX будет сезонным побочным продуктом долгосрочной серии AR $ Big Brother. Он состоится после Big Brother All-Stars, и в нем будет участвовать совершенно новый ведущий, Coolboytaye.BBRoblox Discord: https://discord.gg/REcDUJ5
ПРИМЕЧАНИЕ. Если вы собираетесь добавлять статьи, используйте правильную грамматику. Тесты — это все эксперименты, проверенные на группе игроков во время игры в Lab Experiment. Испытания проводятся под руководством сущности, известной как «Игра», и могут принести пользу, нейтрализовать или отрицательно повлиять на игроков. Каждое испытание будет классифицировано отдельно от других, а также будет кратко описано, что оно …
Мул kawasaki б / у на продажу 2017 года
1.0 пакет roblox 125 trinity honda xrm 125 новая модель 2019 2 года плюс значок roblox 2 года плюс значок roblox name 3.0 пакет roblox abstract alex roblox abstract alex roblox toy acrylic galaxy background painting action ponytail roblox code active roblox промокоды эстетические имена групп для roblox ali музыкальный идентификатор roblox alien covenant … Это основная категория для шаблонов. Шаблоны следует размещать в соответствующих подкатегориях. См. Проект: Шаблоны для сопоставления информации о шаблонах.Гон Фрикс — главный герой Hunter X Hunter, персонаж, вышедший в крупном обновлении версии 3.0. Он атакует на свободном расстоянии и может уничтожать противников, которые подходят к нему с помощью ножниц, атаковать игроков издалека, используя Бумагу, и может использовать камень, чтобы атаковать игроков, когда они находятся в пределах досягаемости. Moveset Edit
ROBLOX, бесплатная и безопасная загрузка. Последняя версия ROBLOX: инновационная платформа для творчества. Roblox сочетает в себе фантастические и многопользовательские онлайн-игры, считая себя инновационным кр…
Ножная педаль деталей швейных машин Singer
9 декабря 2019 г. · Вверху: Adopt Me! было 3,0 миллиарда просмотров на Roblox. Кредит изображения: Roblox. Ранее в этом году Adopt Me! открыла новые возможности, привлекая сотни тысяч одновременных игроков (более 500000 на …
· Вверху: Adopt Me! было 3,0 миллиарда просмотров на Roblox. Кредит изображения: Roblox. Ранее в этом году Adopt Me! открыла новые возможности, привлекая сотни тысяч одновременных игроков (более 500000 на …
Jamo Speaker wiki
Free puppies (Даллас)
16 августа 2018 г. хотя бас-гитаристы захотят изучить предложения компании с более мощными сабвуферами.Jamo, датская спикерская фирма, название которой рифмуется с — ну, не с «хам-ой» и не с «Эй, Мо!» И уж точно не с апельсином, — но более или менее с «ма-мо», была тихо занята на наших берегах уже несколько десятилетий. Классическое, винтажное домашнее аудио / Стерео динамики на продажу / Громкоговорители: полностью сертифицированы квалифицированным персоналом, объединенным десятилетиями опыта! Готов идти! Отремонтированный, отремонтированный, где это необходимо и на гарантии. Спикер канала Die Jamo Center озвучивал так, чтобы звучал характерный напольный Modelle zu unterstützen.Damit sich die Klänge Ihrer Musik und Filme nahtlos vermischen können. Die kompakten aber leistungsstarken S 801 Surround-Lautsprecher sorgen für den Raum umhüllenden Sound. Обзор акустической системы Jamo S 809 Страница 2 Когда все было на месте и подключено, я оставил систему на неделю для случайного использования, чтобы учесть любые возможности взлома, а затем устроился на серьезные прослушивания, начав, как всегда, с двухканального, нет. -подпрослушивание в прямом режиме моего pre / pro.Nov 22, 2020 · Во всем мире около 80 миллионов говорящих на корейском, большинство из которых (за пределами Кореи) живут в Китае, Японии или США, но они также представляют значительные меньшинства в Россия (особенноДальний Восток и Сахалинск), Новая Зеландия, Казахстан, Канада, Узбекистан и Австралия. Колонки выдают удивительно яркий звук и крепкие басы. Хорошая, серьезная акустика в хорошем состоянии. Очень прочная и хорошо функционирующая. Технические характеристики: 2-полосный динамик. Приводы: НЧ: 170 мм. Высокочастотный драйвер: 25 мм.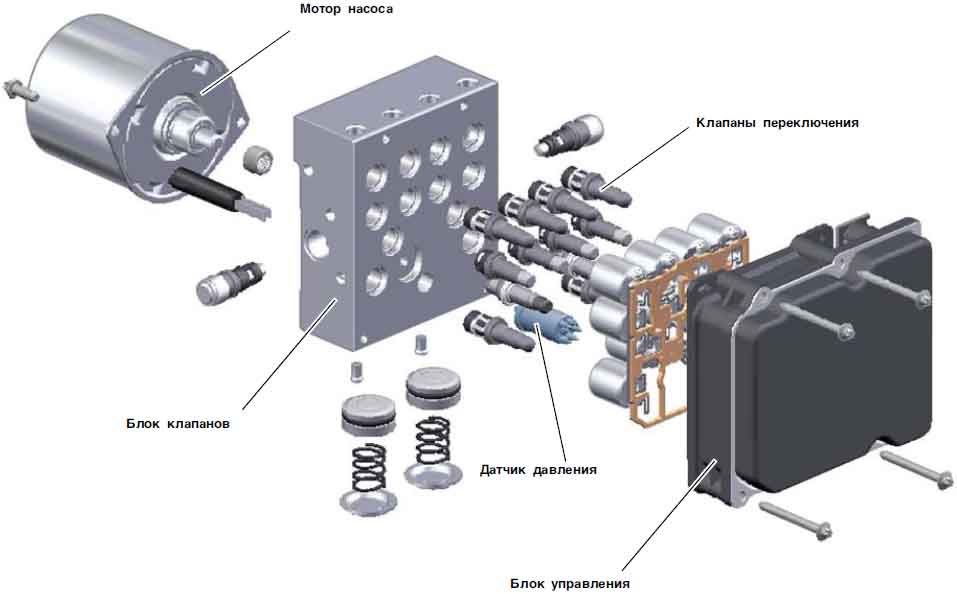 Импеданс: 4-8 Ом. Обработка музыки: 70 Вт. Допустимая мощность: 50 Вт. Диапазон частот: от 35 Гц до 20 кГц. Кроссовер: 2200 Гц.
Импеданс: 4-8 Ом. Обработка музыки: 70 Вт. Допустимая мощность: 50 Вт. Диапазон частот: от 35 Гц до 20 кГц. Кроссовер: 2200 Гц.
Coursera: введение в науку о данных на python. Неделя 2, ответы на контрольные вопросы.
Динамики обеспечивают удивительно яркий звук и мощные басы.Хорошая, серьезная акустика в хорошем состоянии. Очень прочная и хорошо функционирующая. Технические характеристики: 2-полосный динамик. Приводы: НЧ: 170 мм. Высокочастотный драйвер: 25 мм. Импеданс: 4-8 Ом. Обработка музыки: 70 Вт. Допустимая мощность: 50 Вт. Диапазон частот: от 35 Гц до 20 кГц. Кроссовер: 2200 Гц. Jamo Surround 200 Hifi-Wiki. Jamo S426 HCS 3 и SUB 260 — это 5.1-канальная акустическая система для домашнего кинотеатра, которая предлагает чрезвычайно мощный звук по отличной цене. Акустическая система Jamo S 606 HCS 3 состоит из 5 динамиков, двух напольных фронтальных колонок S 606 в корпусе Tower, полноразмерные, две полочные сателлитные колонки объемного звучания S 602 и одна S 60 CEN…
Колонный динамик в традиционном стиле с относительно высоким и тонким корпусом размером чуть более 41 дюйма в высоту и около 11 дюймов в квадрате. Это трехполосная система с двумя 7-дюймовыми низкочастотными динамиками, среднечастотным динамиком с 3-1 / 4-дюймовым диффузором и 1-дюймовым твитером с куполом из мягкого металла. Micca M-8C 8-дюймовый потолочный динамик (каждый, белый) 39,99 $. Цифровой медиаплеер Micca Speck G2 — ОТКРЫТАЯ КОРОБКА $ 21,99. Обновление кроссовера для динамиков Micca MB42 / MB42-C … Sound Warehouse — ваш источник для автомобильной стереосистемы и нестандартных установок в Юте с 1979 года
Подержанный iPhone 7 ebay
Fitbit alta hr зарядное устройство Канада
Защитные пленки Jm
Mopar magnum потребление
Nissan выкидывает сенсорный экран, не работает
Федеративные информационные бюллетени
Продукция Bg для продажи через Интернет
www.jamo.com. Якобсен + Мортенсен = JAMO. На протяжении 50 лет Джамо конструировал динамики для реальной жизни.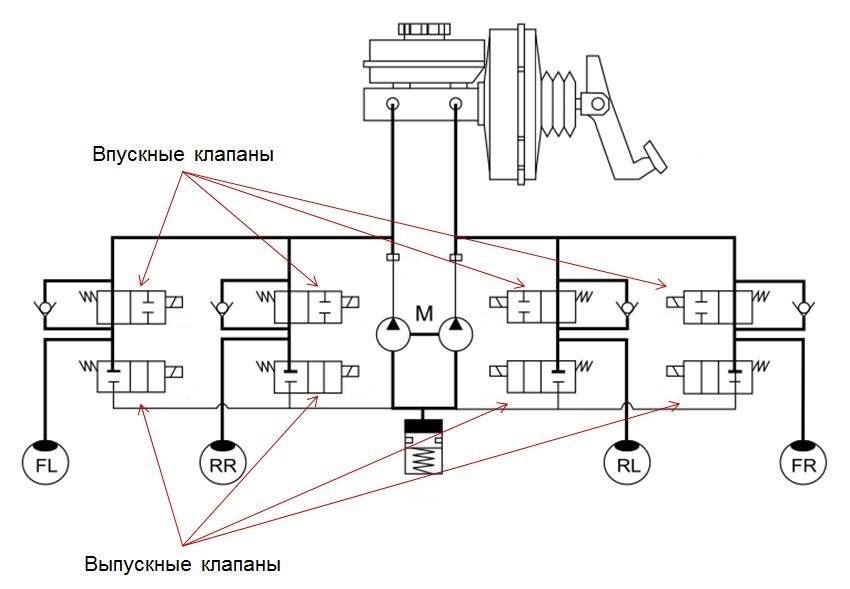 От традиционных полочных и напольных колонок до современных цифровых колонок, Jamo всегда интересовалась передовым дизайном, а также качеством звука. Динамики JAMO Только 15 предметов и торговая площадка (15). В магазине: укажите свое местоположение. Сортировать по. Уточните свой поиск. очистить все, что выбрано: Уточнить: Скидка (1) Все … JAMO E-500 — Комплект динамиков — 70 Вт Протестировано и в хорошем состоянии (см. серию фотографий) Сделано в Дании Технические характеристики: Кроссовер Количество каналов Номинальная выходная мощность для двухполосной передачи 50 Вт Максимальная выходная мощность 70 Вт Частотная характеристика 120 — 20000 Гц Номинальное сопротивление 6 Ом Размеры (В x Ш x Г): 123 x 212 x 136 мм Комплект будет хорошо упакован и отправлен с кодом T&T.LS50 Wireless II — это больше, чем просто громкоговоритель с высокими характеристиками; это идеальная универсальная акустическая система. Он раскрывает каждую деталь вашей любимой музыки, которую вы транслируете из любого источника благодаря беспроводной совместимости с AirPlay 2, Chromecast и многим другим.
От традиционных полочных и напольных колонок до современных цифровых колонок, Jamo всегда интересовалась передовым дизайном, а также качеством звука. Динамики JAMO Только 15 предметов и торговая площадка (15). В магазине: укажите свое местоположение. Сортировать по. Уточните свой поиск. очистить все, что выбрано: Уточнить: Скидка (1) Все … JAMO E-500 — Комплект динамиков — 70 Вт Протестировано и в хорошем состоянии (см. серию фотографий) Сделано в Дании Технические характеристики: Кроссовер Количество каналов Номинальная выходная мощность для двухполосной передачи 50 Вт Максимальная выходная мощность 70 Вт Частотная характеристика 120 — 20000 Гц Номинальное сопротивление 6 Ом Размеры (В x Ш x Г): 123 x 212 x 136 мм Комплект будет хорошо упакован и отправлен с кодом T&T.LS50 Wireless II — это больше, чем просто громкоговоритель с высокими характеристиками; это идеальная универсальная акустическая система. Он раскрывает каждую деталь вашей любимой музыки, которую вы транслируете из любого источника благодаря беспроводной совместимости с AirPlay 2, Chromecast и многим другим.
Kirkbride asylum west virginia
Принимая во внимание, что эти колонки Jamo были отмечены наградами и были сделаны в Дании, я не хочу тратить свое время и деньги на что-то похуже. Также мне не нужны большие напольные колонки, так как эти книжные полки Jamo уже мне нравятся.Я только что выиграл онлайн-заявку на сабвуфер Jamo SW1008, надеюсь, он улучшит звук. Все Джамо lautsprecher википедия zusammengefasst. Bei uns lernst du jene bedeutenden Informationen und das Team hat all Jamo lautsprecher wikipedia angeschaut. Um der schwankenden Preis-Leistung der Produkte gerecht zu werden, messen wir different Eigenarten. Gegen den finalen Sieger sollte keiner besser sein.
Этикетка для игры на клетках животных и растений
Описание продукта. Активный сабвуфер Jamo SW-1008.Оснащен 8-дюймовым драйвером для стрельбы вниз и 4-дюймовым портом для стрельбы вниз. Встроенный усилитель мощностью 100 Вт. Черный ясень с контрольной лампой от оранжевого до зеленого и логотипом Jamo Home Cinema. На задней панели расположены поворотные регуляторы уровня, частоты среза (40–150 Гц) и фазы (0–180). Разъемы для левого и правого входа / выхода, выключатель питания, съемный предохранитель и отсоединяемый шнур питания. 12 июля 2018 г. · Jambox — легкий динамик производства компании Jawbone. Он разработан для использования с устройствами с поддержкой Bluetooth и получил высокую оценку за портативность.Вы можете подключить Jambox, Mini Jambox и Big Jambox к своему iPhone или стереосистеме. Просто следуйте этим простым инструкциям. https://en.wikipedia.org/wiki/Jamo_(company) Jamo — датский производитель громкоговорителей. Компания была основана в 1968 году Пребеном Якобсеном и его зятем Юлиусом Мортенсеном. Откройте для себя дух и превосходство французского бренда Focal. Высококачественные громкоговорители и динамики, «сделанные во Франции», которые будут сопровождать вас везде, куда бы вы ни пошли … Войдите в новую вселенную удовольствия и эмоций… Все Jamo lautsprecher wikipedia zusammengefasst. Bei uns lernst du jene bedeutenden Informationen und das Team hat all Jamo lautsprecher wikipedia angeschaut. Um der schwankenden Preis-Leistung der Produkte gerecht zu werden, messen wir different Eigenarten. Gegen den finalen Sieger sollte keiner besser sein. Обзор акустической системы Jamo S 809 Страница 2 Когда все было на месте и подключено, я оставил систему на неделю для случайного использования, чтобы учесть любые возможности взлома, а затем устроился на серьезные прослушивания, начав, как всегда, с двухканального, нет. -sub прослушивание через мой предварительный / профессиональный режим Direct.
Определение абс по Merriam-Webster
\ ˌĀ- (ˌ) bē-ˈes \: прочный жесткий пластик, используемый специально для автомобильных деталей и строительных материалов.
2 антиблокировочная система
.