
Для чего нужен хон в цилиндрах двигателя
Ни для кого не станет новостью, что в процессе эксплуатации двигатель претерпевает колоссальные нагрузки. При длительном периоде работы мотор сильно изнашивается и теряет свою первоначальную форму. Основные деформации происходят именно с цилиндрами агрегата. Со временем им свойственно принимать овальную форму, иметь на стенках задиры и царапины. Хонингование является завершающим этапом обработки поверхности цилиндров двигателя с использованием специальных инструментов. Выполняется такая процедура мастерами сервисных центров, которые занимаются серьезными модификациями моторов. Делается это с целью уменьшить шероховатости на стенках цилиндра и для улучшения приработки поршневых колец к поршням.
Зачем нужно хонингование?
По мере естественного износа детали двигателя теряют свои первоначальные свойства из-за потери формы. Стенки гильз искривляются и принимают, как правило, конусообразную или бочкообразную формы.
- Снижение компрессии;
- Увеличение расхода топлива и моторного масла;
- Потеря двигателем мощности.
Для возвращения к жизни силового агрегата необходимо производить капитальный ремонт. Своевременно предпринятые меры помогут избежать серьезных проблем в дальнейшем и предотвратить куда более затратные мероприятия по ремонту.
Что дает хонингование цилиндров?
Главной задачей подобной процедуры является увеличение срока службы мотора. Благодаря хонингованию удается успешно разрешить такие проблемы:
- Уменьшить износ деталей в период их приработки;
- Сократить прорыв газов в картер;
- Оптимизировать потребление моторного масла двигателем.
В некоторых случаях для поддержания двигателя в хорошем состоянии автомобилисты ограничиваются только процедурой полировки.
Хонингование: как это делается?
Для выполнения процедуры используются хонинговальные головки. Изготавливаются такие элементы либо из керамики, либо из алмаза. В действие хоны приводятся при помощи специального механического стенда. Само же хонингование цилиндров проводится в несколько этапов:
- На станок надеваются черные хоны с крупным абразивом;
- На станок надевают хонингованные головки с мелкозернистым абразивом.
После выполнения мероприятия цилиндры принято обрабатывать средством, препятствующим образование коррозии. Прекрасно подходит для этих целей знакомый многим керосин. В некоторых случаях завершают хонингование абразивной пастой. Многие специалисты считают, что чистка таким способом помогает удалить с поверхности мельчайшие неровности, углы и впадины, которые могли возникнуть вследствие хонингования.
О том, как выполняется хонингование цилиндров в сервисном центре, будет показано в видео:
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Что такое хонингование
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
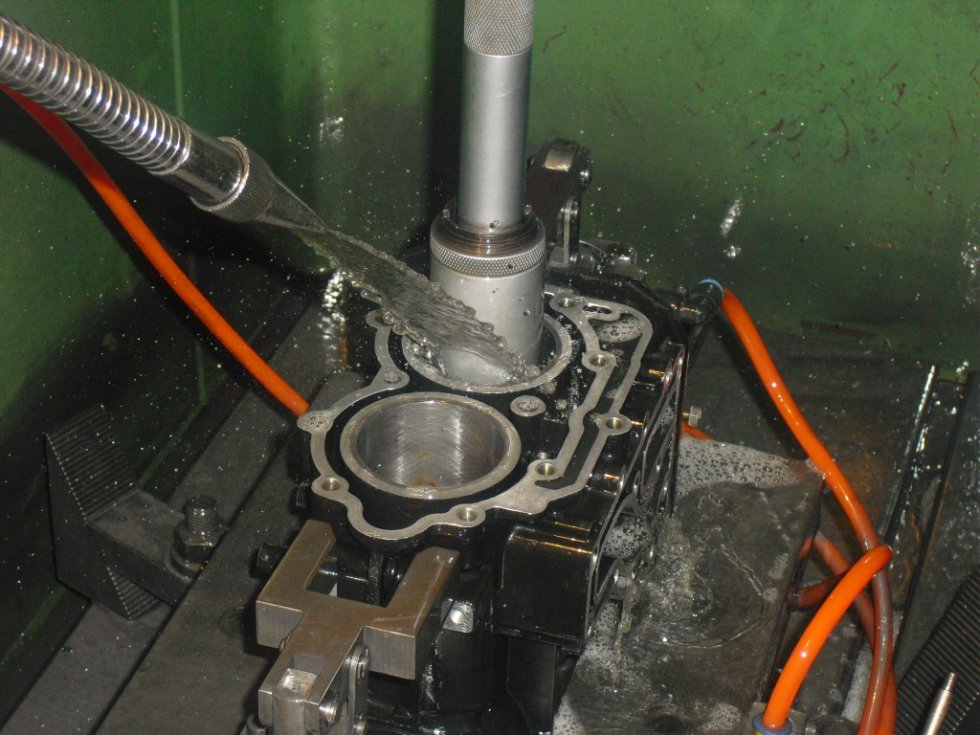
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
Тонкости процесса
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.

Инструмент для хонингования
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки.
В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Вопросом о том, что такое хонингование цилиндров, начинают интересоваться владельцы машин, моторы которых подвергаются капитальным ремонтам или он предстоит в недалёком будущем. В процессе работы любой двигатель, дизель или карбюраторный, его детали, подвергаются интенсивному износу. Больше всего в результате такого процесса изнашиваются стенки цилиндров, поршневые кольца и поршня двигателя.
Конструкторами вносятся изменения в двигатели, которые позволяют снизить степень износа, но полностью её исключить пока не представляется возможным.
Что такое хонингование цилиндров, станет понятным после прочтения этой статьи. Как уже было отмечено ранее, процесс износа трущихся частей моторов, приостановить или исключить совсем, невозможно.
Содержание
Хонинговать деталь – что это?
Таким словом принято называть окончательный, финишный этап в процессе обработки изношенных поверхностей. Для выполнения этой операции нужен не только опыт и умение, но и оборудование, а также инструмент. Выполнением хонингования удаётся получить правильность форм и нужную шероховатость деталей восстанавливаемого двигателя.
Традиционные виды окончательных обработок в виде полировок или притирок, получить желаемый результат не позволяют. Получение нужного результата хонингованием становиться более эффективным и точным. После такой процедуры процесс притирки поршневых колец и цилиндров происходит качественнее и значительно быстрее. Это позволяет снизить последующий износ цилиндро-поршневой группы, увеличит производительность мотора.
После правильно выполненного хонингования увеличивают компрессию в рабочих цилиндрах, несколько отодвигается срок следующего ремонта мотора. Также следует отметить сокращение расходования моторных масел, исключение прорыва отработанных газов в картер двигателя. Это достигнуто получением на стенках микросетки, в которых происходит задержание частиц масляной плёнки, а это значит, что смазка улучшится, а износ деталей уменьшится.
Также следует отметить сокращение расходования моторных масел, исключение прорыва отработанных газов в картер двигателя. Это достигнуто получением на стенках микросетки, в которых происходит задержание частиц масляной плёнки, а это значит, что смазка улучшится, а износ деталей уменьшится.
При достижении предельных величин износа, мотор подвергается капитальному ремонту. Блок изготовлен таким образом, что возможно после износа расточить цилиндры до следующего ремонтного размера. Первоначальной операцией является расточка, но только с её помощью достичь требуемого результата не получается. Поэтому после расточки в обязательном порядке выполняют хонингование.
Для выполнения этой операции применяется специальный инструмент, называемый хоном, или хонинговальной головкой. Их выпускают нескольких разновидностей, но все они имеют абразивные камни, от одного до нескольких. В процессе обработки они прижимаются к стенкам обрабатываемой детали. В каждом хоне содержатся абразивные зёрна, которые между собой скреплены при помощи адгезива. Каждое зерно выполняется неправильной формы, его размеры могут быть от 10 до 50 микрон.
В каждом хоне содержатся абразивные зёрна, которые между собой скреплены при помощи адгезива. Каждое зерно выполняется неправильной формы, его размеры могут быть от 10 до 50 микрон.
Хоны иногда сравнивают со шлифовальными брусками, но отличия имеются. Бруски являются более мягкими и подстраиваются под обрабатываемую деталь.
В хонах, для того чтобы исключить выкрашивание абразивных зёрен, а также для продления срока службы инструмента, производится покрытие восковой или серной смазкой. Зёрна для хонов используют из традиционных материалов, таких как корунды, карбиды кремния, кубического нитрида бора, алмазов. Чаще всего используются корунды или карбиды бора.
О выполнении процессаКак правило, такие операции всегда выполняют двумя этапами, первым всегда будет черновая обработка Для неё нужен специальный хон с крупными зёрнами абразива. Вторым этапом проводится окончательная или финишная обработка поверхности детали, для которой уже нужен другой инструмент, тоже хон, но с мелким абразивом. Сейчас в качестве инструмента для окончательной обработки всё чаще используют алмазный абразив. Он позволяет снизить итоговую стоимость хонингования, а также продлевает срок службы инструмента.
Сейчас в качестве инструмента для окончательной обработки всё чаще используют алмазный абразив. Он позволяет снизить итоговую стоимость хонингования, а также продлевает срок службы инструмента.
Иногда специалистами проводится ещё одна операция, которая может быть финишной чисткой абразивной пастой. С её помощью удаляются «остатки» от ранее выполненного хонингования мелкие погрешности.
После этого получают ещё более гладкую стенку обрабатываемого цилиндра. Последней операцией должна быть мойка двигателя для удаления остатков абразивных паст и полировки.
В специализированных мастерских такую операцию проводят на специальных станках. Но некоторые умельцы выполняют её самостоятельно. Для её выполнения нужно иметь хон, электрическую дрель, масло для хонингования, ветошь. Хон сжимают руками и вводят в обрабатываемый цилиндр. После этого включают дрель, и выполняют процесс. В остальном цикл похож на работу на станке.
Мы постарались рассказать доступными словами об этом процессе. Что такое хонингование цилиндров теперь будет известно всем, кто прочитал статью до конца. В заключение хочется сказать, что если использовать качественное моторное масло и фильтр, своевременно проводить все работы по обслуживанию, эту операцию можно отодвинуть на неопределённый период.
Что такое хонингование цилиндров теперь будет известно всем, кто прочитал статью до конца. В заключение хочется сказать, что если использовать качественное моторное масло и фильтр, своевременно проводить все работы по обслуживанию, эту операцию можно отодвинуть на неопределённый период.
Зачем нужно хонингование цилиндров двигателя
Статья о том, что такое хонингование цилиндров мотора, зачем оно нужно: процесс работы, тонкости. В конце статьи — видео о том, что такое хонингование.Статья о том, что такое хонингование цилиндров мотора, зачем оно нужно: процесс работы, тонкости. В конце статьи — видео о том, что такое хонингование.
Содержание статьи:
С течением времени двигатель внутреннего сгорания изнашивается и теряет свои эксплуатационные свойства. Ухудшаются динамические и мощностные характеристики, увеличивается расход топлива, снижается компрессия. И этого невозможно избежать.
Изношенный двигатель требует капитального ремонта, основной целью которого является возвращение первоначальных свойств силового агрегата. И в качестве финишной операции капремонта широко применяется процесс хонингования.
И в качестве финишной операции капремонта широко применяется процесс хонингования.
Основное назначение хонингования
Цилиндры изношенного силового агрегата теряют свою первоначальную цилиндрическую форму, что и отражается на работе мотора. На стенках цилиндров двигателя, требующего капитального ремонта, появляются шероховатости, царапины и задиры. Чтобы избавиться от этого, производится расточка цилиндров до первого ремонтного размера. Их диаметр несколько увеличивается, однако цилиндры снова получают заданную цилиндрическую форму, что в дальнейшем приводит к улучшению в работе силового агрегата.
Процесс хонингования проводится непосредственно после расточки цилиндров. И его основная задача – сохранить первоначальную форму, а также избавиться от бочкообразности или конусности, если таковые будут иметься после расточки.
Также обработка хоном обеспечивает снижение шероховатостей на стенках цилиндров и является наиболее точной и эффективной по сравнению с полировкой или, скажем, притиркой.
Поскольку процесс хонингования призван обеспечить максимальную точность размеров, работы в цилиндрах проводятся с соблюдением требуемых допусков на размеры и заданной производителем шероховатостью. Необходимо помнить, что соблюдение первоначальных размеров приводит к следующему:
- компрессия цилиндров увеличивается, а количество газов с продуктами сгорания, которые прорываются в картер, существенно снижается;
- поршневые кольца подвержены наименьшему износу, что увеличивает их долговечность;
Финишная обработка хоном проводится в двух случаях:
- если установлен новый, перегильзованный блок цилиндров;
- если были проведены работы по расточке под ремонтные размеры.
Требования к процессу и оборудованию
Хонингование призвано получить требуемые цилиндрические размеры, обеспечив точность и минимальные отклонения между диаметрами в разных точках цилиндров мотора.
Возникающие отклонения в виде элипсности, конусности или бочкообразности неприемлемы — они могут свидетельствовать о том, что обработка хоном была выполнена некачественно и требуется снова.
Особое внимание уделяется параметру шероховатости. После хонингования на стенках цилиндров образуются незначительные засечки — от них не следует избавляться, поскольку эти насечки отлично задерживают моторное масло, что в дальнейшем влечет к улучшенной смазке элементов поршневой группы.
Во время процесса обкатки серные соединения, которые имеются в лубриканте, приведут к созданию сульфидной пленки на поверхности цилиндров, что в дальнейшем повлечет снижение износа элементов поршневой группы.
В качестве оборудования для финишной обработки используют хоны с изменяемыми диаметрами, предназначенные именно для обработки цилиндров ДВС. Ресурс у инструментов несколько ограничен, однако они соответствуют всем необходимым стандартам.
Выбор инструмента для хонингования зависит от диаметров обрабатываемых цилиндров, количества камней, а также зернистости и твердости материалов, из которых они изготовлены. Чаще всего для обработки цилиндров применяются алмазные хоны, обладающие относительно невысокой ценой, внушительной твердостью и необходимой зернистостью.
Обработка хонами требует обильного смазывания охлаждающими жидкостями. При обработке стальных или чугунных деталей применяют керосин, а если используется хон с алмазным напылением, то подойдет самая обыкновенная вода с добавлением синтетических присадок.
Безгильзовые двигатели
Обработка хоном отличается на гильзовых и безгильзовых двигателях. Если необходимо обработать безгильзовый блок цилиндров, особых сложностей возникнуть не должно.
Цельная металлическая конструкция надежно закрепляется на рабочем столе станка непосредственно после процесса расточки. Следует удостовериться, что гильзы располагаются строго вертикально, и никаких смещений при возвратно-поступательном движении патрона не возникнет — в противном случае от обработки не будет никакого толка.
При обработке безгильзовых цилиндров потребуется всего несколько проходов станка. При этом необходимо строго контролировать получаемые размеры и шероховатость поверхностей. В этом помогут индикаторный нутромер (контролирует размеры) и профилометр или оптический прибор для замера уровня шероховатости.
Гильзовые двигатели
Силовые агрегаты со съемными гильзами обработать при помощи хона несколько сложнее, поскольку их проблематично вертикально закрепить на станке.
Поставщики готовых гильз уверяют, что их товар успешно прошел процесс хонингования и не требует никакой дополнительной обработке. Верить этому нежелательно, поскольку если окажется, что обработка не была проведена, силовой агрегат не сможет полноценно работать и быстро выйдет из строя. Чтобы этого избежать, рекомендуется хонинговать даже новые гильзы.
Чтобы равномерно прижать гильзы, обеспечив их строгое вертикальное положение, применятся толстая прокладка, которая по форме напоминает головку блока. В ней есть необходимые отверстия, поэтому использование прокладки нисколько не мешает хонингованию.
Пластина крепится к блоку после монтажа гильз и зажимается, как и полноправная головка блока цилиндров, в строгой последовательности и с соблюдением моментов затяжки. После чего проводится обработка хоном, как и в случае с безгильзовым блоком цилиндров.
Применение имитирующей пластины позволяет минимизировать несоблюдение размеров. Хонингование в данном случае можно разделить на четыре этапа:
- Грубая обработка. Этот процесс предусматривает снятие большей части металла. Им можно заменить процесс расточки. Для его проведения потребуется много смазывающе-охлаждающей жидкости, а также алмазные хоны.
- Обработка хоном зернистостью 150.
- Обработка хоном зернистостью 300-500.
- Крацевание. Этот процесс не предусматривает снятие металла и изменение обрабатываемого диаметра, а используется лишь для очистки поверхности от абразивных остатков. В качестве инструмента крацевания применяют нейлоновые щетки с добавлением кремниевых кристаллов.
Некоторые автомобилисты уверены, что хонингование можно выполнить дома самостоятельно, используя лишь дрель или перфоратор. Это ошибочное заблуждение, поскольку обеспечить необходимую точность и шероховатость в домашних условиях вряд ли получится — обработанные таким способом цилиндры не смогут проработать долго, что приведет к быстрому выходу мотора из строя.
Процесс хонингования следует выполнять только на определенных станках специалистами, имеющими опыт и необходимое оборудование. Только тогда вы получите качественно обработанные цилиндры, которые смогут прослужить достаточный период времени.
Видео о том, что такое хонингование:
Что лучше зеркало или хон в цилиндрах
#1 06.04.2015 12:39:13
Вся суть вопроса в этом. #2 06.04.2015 13:20:26
Он просто хон не может сделать… #3 06.04.2015 14:04:06
А масло-то как будет на зеркале держаться? Конечно хон нужен! #4 06. 04.2015 15:14:20 04.2015 15:14:20
Tron, Так и есть…Но вот в практическом аспекте пользования интерес, у меня не пулялка… #5 06.04.2015 15:19:07
Считай поршень на сухую будет работать , хон для того и делают чтоб масло на стенках задерживалось , ресурс поршневой будет меньше без хонинговки. #6 06.04.2015 15:22:34
vagaudi, Так вообще то там 2-3 сотки зазор есть… #7 06.04.2015 15:40:54
Добавлено 06.04.2015 15:47:45:
#8 06.04.2015 15:54:39
vagaudi, Следуя вашей логике, только что откапиталеный мотор все равно должен жрать масло, т.к. как масло на стеках остается… #9 06.04.2015 16:06:19
Блин я тебя обучать не подписывался. Ты спросил я ответил и дискуссии вести не намерен. Еще такого движка чтоб СОВСЕМ МАСЛО НЕ ЕЛ не придумали, просто какие то больше расходуют какие то меньше. #10 06.04.2015 16:12:25
vagaudi, Так я и не спорю. #11 06.04.2015 16:18:45
Так я же тебе выше все расписал. Без хона износ цилиндров в разы быстрее а уж как делать , решать только тебе, как говориться хозяин-барин. #12 06.04.2015 16:21:57
Вот фото блока Top Fuel дрегстера, нагрузки просто адовые, а не зеркало…
#13 06.04.2015 16:28:15
1 человек сказал cпасибо: #14 06.04.2015 18:01:17
serg21063, Все понял. #15 06.04.2015 21:09:12
а 8 тыс. это на додж столько расточка стоит сейчас? #16 06.04.2015 21:39:33
serg21063, Ага, от 1т.р. до 1,5 т.р 3а один «горшок» эт V-обра3ные столько стоит точить… Страница 1 из 1 1 чел. читают эту тему (пользователей: 0, гостей: 1) |
 ..Теперь чешу голову.
..Теперь чешу голову. И без разницы как будешь ездить . Трение происходит всегда.
И без разницы как будешь ездить . Трение происходит всегда. После на одной пластине острым предметом нарисуй подобие хона и опять попробуй тереть. Время до прилипания пластин увеличиться .
После на одной пластине острым предметом нарисуй подобие хона и опять попробуй тереть. Время до прилипания пластин увеличиться . И кстати логика не моя а простая физика
И кстати логика не моя а простая физика 10.2006
10.2006 ..
..
Хон цилиндров и сила трения в двигателе или как остановить износ
Ответим на частые вопросы и сомнения:
- Не навредит ли металлокерамика хону?
- Что лучше растачивать двигатель или обработать RVS составом?
Под износом двигателя надо понимать в первую очередь — его цилиндры. Много говорится о факторах, влияющих на ее степень. Однако в первую очередь зависит от материала, из которого изготовлен блок цилиндров.
Именно материал играет значительную роль. Насколько он будет устойчив при контакте металлических поверхностей. Стенки гильзы также должны выдерживать воздействия температур от 1500 до 2000 C., и обладать повышенной механичной прочностью, призванной защищать гильзу от абразива, коррозии и трения. Создание высокопрочных материалов для гильз повлечет за собой существенное удорожание продукции, так как потребуются дополнительные стадии обработки, шлифовки и полировки, что могут позволить себе лишь единичные производители.
Для уменьшения силы трения, которая является самым большим врагом износостойкости, на стенках гильзы наносят хон, удерживающий масляную пленку.
Хонингование цилиндров делается в два этапа абразивным материалом. В результате на стенках образуются риски — так называемый хоновый рисунок, при этом мелкие риски имеют размер в доли микрон и визуально их не увидишь,
и крупные риски по размеру, достигающие десятки микрон, которые мы визуально и наблюдаем в цилиндре.
Шероховатость, созданная хоном, задерживает масло на стенках цилиндра, что способствует снижению трения. Однако не все так просто.
При холодном запуске происходит сухое трение. В этот короткий промежуток времени ее сила достаточно велика, и сравнимы с пробегом в 500 км.
По мере поступления масла в каналы на деталях образуется масляная пленка. При этом ее толщина зависит от высоты шероховатости, и скорости вращения коленчатого вала. Чем меньше скорость, тем меньше толщина. В такие моменты она закрывает только маленькие неровности. В то время как большие риски продолжают сталкиваться друг с другом и изнашиваться. При увеличении скорости растет подъемная сила, и масло поднимается и закрывает верхние риски. В такие моменты трение снижается. Для сравнения: чем быстрее движется катер, тем больше выталкивающая сила воды и меньше сила сопротивления.
В то время как большие риски продолжают сталкиваться друг с другом и изнашиваться. При увеличении скорости растет подъемная сила, и масло поднимается и закрывает верхние риски. В такие моменты трение снижается. Для сравнения: чем быстрее движется катер, тем больше выталкивающая сила воды и меньше сила сопротивления.
Именно по этой причине в пробках, на малых оборотах, и в момент резкого старта с места происходит наибольшее изнашивание мотора.
Итак, как влияет образование металлокерамики на хон.
Если риски имеют правильную форму, то в узких местах его масло, благодаря силе поверхностного натяжения поднимается над ними. Там, где они широкие масло втягивается внутрь. В этом случае эффекта снижения трения не будет.
Металлокерамический слой образуется только в местах мелких неровностей, в то время, как крупные выступы остаются выше этого слоя и не изменяются.
Как видно на рисунке
При прохождении через верхнюю и нижнюю мертвые точки, происходит так называемое «ёрзание» поршня, за счет смены направления его движения и при этом складывается картина, при котором высота масляной пленки мала и не покрывает вершины рисок. Именно здесь и происходит наибольший слом вершин. Пленка в этих местах рвется. По сути, происходит разрушение поверхностей деталей, которые находятся без смазки. Верхние слои сопряженных деталей пластически деформируются, возникает местное схватывание с разрушением и отделением частиц металла и налипание их на поверхности сопрягаемых деталей. Такой износ называют изнашивание схватыванием. Температура здесь достигает 900C и выше, при таких температурах масло теряет свои свойства, присадки, содержащиеся в базовом масле, разлагаются. Абразивные частицы и продукты разложения попадают в масло и продолжают изнашивать стенки цилиндров — это называется абразивным износом.
Именно здесь и происходит наибольший слом вершин. Пленка в этих местах рвется. По сути, происходит разрушение поверхностей деталей, которые находятся без смазки. Верхние слои сопряженных деталей пластически деформируются, возникает местное схватывание с разрушением и отделением частиц металла и налипание их на поверхности сопрягаемых деталей. Такой износ называют изнашивание схватыванием. Температура здесь достигает 900C и выше, при таких температурах масло теряет свои свойства, присадки, содержащиеся в базовом масле, разлагаются. Абразивные частицы и продукты разложения попадают в масло и продолжают изнашивать стенки цилиндров — это называется абразивным износом.
В этих местах и создается слой металлокерамики. Минералы, входящие в состав RVS размалываются выступами микрорельефа, выделяется достаточное количество энергии для прохождения процессов микросваривания и микросхватывания. Начинается реакция замещения с образованием новых кристаллов и небольшого слоя металлокерамики. В ходе дальнейшей приработки частицы РВС размалываются до размера элементарных частиц, имеющих определенную структуру и форму (микрочешуйки). Эта особая форма позволяет очистить микрорельеф поверхности от продуктов разложения, что не может сделать ни одна из промывок масляной системы. После очистки происходит плотная нагартовка частиц РВС в углубления контактируемых поверхностей. В каждой точке соприкосновения поверхностей электромагнитные микрополя выстраивают микрочастицы РВС в определенном порядке. В результате начинается реакция замещения атомов Mg в кристаллических решетках микрочастиц РВС на атомы Fe поверхностного и подповерхностного слоев металла контактируемой поверхности. Так образуется металлокерамический защитный слой, толщина которого пропорциональна количеству частиц, нагартованных в микроуглублениях рельефа и энергии, выделяемой при контакте. Данный слой саморегулирующийся. Если есть энергия при трении и контакте, то слой растет. В результате компенсируются зазоры, снижается выделение энергии — прекращается реакция замещения — прекращается дальнейший рост.
В ходе дальнейшей приработки частицы РВС размалываются до размера элементарных частиц, имеющих определенную структуру и форму (микрочешуйки). Эта особая форма позволяет очистить микрорельеф поверхности от продуктов разложения, что не может сделать ни одна из промывок масляной системы. После очистки происходит плотная нагартовка частиц РВС в углубления контактируемых поверхностей. В каждой точке соприкосновения поверхностей электромагнитные микрополя выстраивают микрочастицы РВС в определенном порядке. В результате начинается реакция замещения атомов Mg в кристаллических решетках микрочастиц РВС на атомы Fe поверхностного и подповерхностного слоев металла контактируемой поверхности. Так образуется металлокерамический защитный слой, толщина которого пропорциональна количеству частиц, нагартованных в микроуглублениях рельефа и энергии, выделяемой при контакте. Данный слой саморегулирующийся. Если есть энергия при трении и контакте, то слой растет. В результате компенсируются зазоры, снижается выделение энергии — прекращается реакция замещения — прекращается дальнейший рост. Именно по этой причине производители масла не добавляют RVS в свои масла — РВС составы не требуют постоянного присутствия в масле.
Именно по этой причине производители масла не добавляют RVS в свои масла — РВС составы не требуют постоянного присутствия в масле.
В средней части, где масляная пленка поднимается над вершинами рисок, слома не происходит и создание слоя маловероятно.
В случае же, если микрорельефа на цилиндрах совсем не осталось, или как говорят, образовалось зеркало, то создаваемый защитный слой уплотнит сопряжение цилиндр-кольцо.
Новый слой обладает пластичностью до 50 кгс/см2, что позволяет противостоять изнашиванию, при котором сила трения в двигателе минимальны и коэффициент ее составляет 0,003-0,007
Такие результаты обработки РВС составом позволяют проехать без масла до 300 км. без нанесения урона схватыванием!
Кроме того, в результате воздействия значительных удельных давлений и больших скоростей трущихся деталей происходит тепловое изнашивание деталей. Выделяющееся тепло размягчает металл и разрушает поверхности в результате оплавления и переноса металла с поверхностей сопряженных деталей.
Твердость поверхностей с металлокерамикой может достигать 63-70 HRC, а температура его разрушения 1575-1600C. Новый слой является диэлектриком и огнеупором, стоек к коррозии, что позволяет ему противостоять как тепловому изнашиванию двигателя, так и окислительному изнашиванию, которое возникает вследствие воздействия кислорода, который, так или иначе, попадает вместе с атмосферным воздухом.
Хон или зеркало что лучше
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Что такое хонингование
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
Применяется хонингование и при финишной обработке плоскостей.
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ.
 Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
Тонкости процесса
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки.
 В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Не так давно искал в Яндексе (не сочтите за рекламу) картинки и наткнулся на давно забытый «дрынохон». Решил заглянуть на сайт, где была размещена фотка. Вот, что там было изложено:
. Перед сборкой двигателя в обязательном порядке проводится хонингование зеркал цилиндров с целью достижения правильной посадки на них поршневых колец, обеспечивающей должную герметичность камер сгорания.
. Выпускаются два типа хонов для обработки зеркал цилиндров: хон типа «бутылочный ершик» и, более традиционный, поверхностный хон в виде насадки с подпружиненными точильными камнями. Оба инструмента обеспечивают необходимое качество обработки зеркал цилиндров, хотя использование первого для неопытного механика предпочтительнее. Потребуется также достаточное количество ветоши, специального хонинговочного или просто жидкого машинного масла, а также электродрель в качестве привода для хонинговочных насадок. Действуйте в следующем порядке.
Потребуется также достаточное количество ветоши, специального хонинговочного или просто жидкого машинного масла, а также электродрель в качестве привода для хонинговочных насадок. Действуйте в следующем порядке.
Дрынохон как он есть и в действии
Далее описана процедура гаражного хонингования. Неужели и сейчас кто-то производит восстановление цилиндров подобными методами. Я полагал, что к подобным текстам уже давно приписали что-то типа «устаревший метод, сейчас так никто не делает». Текст как водится размножен на многих сайтах (эдакий сетевой бэкап коллективного разума) и кто-то сочтёт, что этот метод вполне современен. Однако ж, технологии давно ушли вперёд и теперь дороже будет найти дрынохон, чем сделать хон на соответствующем станке. Преимущество «дрынохона» только в том, что поцарапать цилиндр можно не снимая блок с автомобиля. Фактически так можно только «освежить», но не сделать нормальный хон в изношенном цилиндре. Уж поверьте.
Уж поверьте.
Немного теории и технологии
Хонингование – (от англ. honing, от hone – хонинговать, буквально – точить). Вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и поступательно-возвратного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Хотя также встречается и наружное хонингование, но выполняется такая операция на специализированных станках. Наружное хонингование применяется на деталях большой длины, обработка которых в обычных металлообрабатывающих станках не представляется возможным. Например, штоки гидротормозов артиллерийских орудий. Хонингование наружных поверхностей может осуществляется на модернизированных (шлифовальных, горизонтально-расточных) станках. Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
Хонингование применительно к деталям двигателя внутреннего сгорания
При ремонте двигателя, как это было сказано ранее, хонингуют в основной своей массе внутренние цилиндрические поверхности – отверстия. Это втулки верхней головки шатуна, отверстия нижней головки шатуна, втулки коромысел привода клапанного механизма, постели коленчатого вала и конечно же цилиндры двигателя.
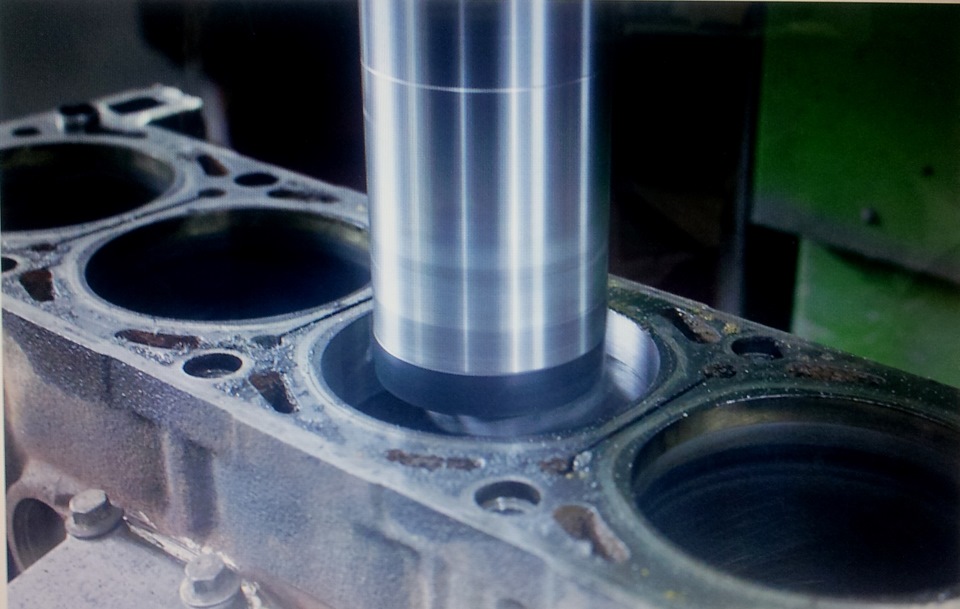
Хонголовка с хонбрусками в цилиндре
Если считать, что цилиндры – это сердце мотора, то знания о хонинговании, свойствах получаемой поверхности и методах её получения – это кардиология.
Для нормальной работы поршневых колец (кардиологический аналог каждый может себе придумать сам) на стенке цилиндра необходимо обеспечить определённый микропрофиль поверхности – совокупность пересекающихся рисок. Глубина и взаимное расположение этих рисок в значительной степени определяет такие эксплуатационные параметры как компрессия, мощность, расход масла, расход топлива, износ цилиндро-поршневой группы и ресурс двигателя. Нанесение этих рисок как раз и происходит при работе хонинговальной головки с установленными в неё брусками по поверхности цилиндра. Одновременное вращение инструмента и его возвратно поступательные движения (это Вам не туда-сюда дрынохоном:) определяет угол взаимного пересечения рисок на поверхности цилиндра – угол хонингования. Вид применяемого абразива, его зернистость и связка определяет шероховатость поверхности цилиндра, глубину и размер рисок. Соответственно не сложно догадаться, что следует различать черновое и чистовое хонингование, а следовательно и применяемые при хонинговании бруски. «Законодатель моды» в данном вопросе – фирма KOLBENSCHMIDT (KS) – дает чёткие рекомендации по выполнению данной операции. Поэтому я решил не ловить в цеху момент для съемки процесса хонингования и даже не пошел на склад за брусками. Я просто отсканировал картинки из буклета KS. Так вот, рекомендации распространяются на применение абразивных и смазочных материалов, настройку оборудования, припуски на обработку и самое главное – методы контроля качества выполненной работы.
Нанесение этих рисок как раз и происходит при работе хонинговальной головки с установленными в неё брусками по поверхности цилиндра. Одновременное вращение инструмента и его возвратно поступательные движения (это Вам не туда-сюда дрынохоном:) определяет угол взаимного пересечения рисок на поверхности цилиндра – угол хонингования. Вид применяемого абразива, его зернистость и связка определяет шероховатость поверхности цилиндра, глубину и размер рисок. Соответственно не сложно догадаться, что следует различать черновое и чистовое хонингование, а следовательно и применяемые при хонинговании бруски. «Законодатель моды» в данном вопросе – фирма KOLBENSCHMIDT (KS) – дает чёткие рекомендации по выполнению данной операции. Поэтому я решил не ловить в цеху момент для съемки процесса хонингования и даже не пошел на склад за брусками. Я просто отсканировал картинки из буклета KS. Так вот, рекомендации распространяются на применение абразивных и смазочных материалов, настройку оборудования, припуски на обработку и самое главное – методы контроля качества выполненной работы. Для контроля шероховатости немцы применяют тестер Hommel с возможностью вывода на печать диаграммы микропрофиля и параметров шероховатости в оценочных единицах. Для контроля угла хонингования – применяется специальная пленка-шаблон. На фото она приложена к стенке цилиндра.
Для контроля шероховатости немцы применяют тестер Hommel с возможностью вывода на печать диаграммы микропрофиля и параметров шероховатости в оценочных единицах. Для контроля угла хонингования – применяется специальная пленка-шаблон. На фото она приложена к стенке цилиндра.
Пленка-шаблон для проверки линий хона и наглядный рисунок самих линий из рекомендаций KS
Прибор для контроля шероховатости Hommel
О практическом влиянии параметров хонингования или разрушение мифа, о «зеркальной», абсолютно гладкой поверхности цилиндра
Для надёжного удержания масла на поверхности цилиндра (чего ради собственно и затеяна вся эта вращательно-поступательная «возня»), стенка последнего должна иметь определённую шероховатость абсолютно гладкая стенка не способна удержать на себе масло, в количестве необходимом для нормальной смазки колец. С абсолютно гладкой, зеркальной, поверхности масло будет сниматься почти полностью, оставшееся масло будет сгорать, а нового масла, необходимого для нормальной смазки поступать не будет. Таким образом будут формироваться условия для сухого трения, которое вызывает повышенный износ. Поверхность, обладающая высокой шероховатостью, способна значительно лучше задерживать на себе масло и соответственно воспринимать более высокие механические нагрузки. Низкая шероховатость удерживает масло несколько хуже. Больший угол хонингования влияет на расход масла (угар), но в этом случае меньше проявляется волнистость поверхности цилиндра. Маленький угол влияет на снижение расхода масла. Вот такие закономерности. Поэтому требуется подбор режимов хонингования и применяемых материалов, которые и обеспечивают необходимый результат.
Таким образом будут формироваться условия для сухого трения, которое вызывает повышенный износ. Поверхность, обладающая высокой шероховатостью, способна значительно лучше задерживать на себе масло и соответственно воспринимать более высокие механические нагрузки. Низкая шероховатость удерживает масло несколько хуже. Больший угол хонингования влияет на расход масла (угар), но в этом случае меньше проявляется волнистость поверхности цилиндра. Маленький угол влияет на снижение расхода масла. Вот такие закономерности. Поэтому требуется подбор режимов хонингования и применяемых материалов, которые и обеспечивают необходимый результат.
Грубая поверхность (глубокие риски – высокая шероховатость) получаются после применения крупно зернистого абразива, на первой стадии чернового хонингования. Здесь применяют алмазные бруски на медной основе. Хонингование ведётся с избытком СОЖ. Для выноса из зоны резания продуктов износа, как материала цилиндра, так и материала бруска. Получаемая после чернового алмазного хонингования поверхность непригодна для работы по ней колец, поршня да и работы вообще. В некоторых случаях алмазное (силовое) хонингование служит заменой расточки цилиндра, с той лишь разницей, что процесс хонингования более производительный и легче поддаётся автоматизации.
В некоторых случаях алмазное (силовое) хонингование служит заменой расточки цилиндра, с той лишь разницей, что процесс хонингования более производительный и легче поддаётся автоматизации.
На второй стадии полученная поверхность обрабатывается более мелкозернистым абразивом, но не чистовым. При этом формируется новый микропрофиль поверхности. На данном этапе применяют абразивные материалы с размером зерна 1/150 мм.
Окончательное хонингование ведется материалами с зерном от 1/300 – 1/500 мм, до достижения окончательного размера цилиндра.
Финишная операция при хонинговании – хонинговое крацевание. При этой операции не происходит изменение размера цилиндра (отверстия) полученного при чистовом хонинговании. При этой операции полученный микропрофиль полностью очищается от остатков хонинговального абразива, обнажаются графитовые зёрна (для чугунных цилиндров), что влияет на снижение трения, а следовательно на механические потери и износ. При крацевании используют специальные щётки, из нейлоновых нитей с добавлением кристаллов кремния.
Щётки для крацевания
Используя оборудование для хонингования можно проводить также нанесение анифрикционных покрытий на стенки цилиндров, обрабатывать цилиндры алюминиевых блоков (правда не всех) и выполнять плосковершинное хонингование. Данные операции принципиально не отличаются от обычного хонингования. Для их проведения необходимы специальные материалы и хонинговальные бруски.
Специальные хонинговальные бруски
Применяется хонингование закалённых зубчатых колёс хонинговальной головкой в форме косозубого долбяка находящейся в зацеплении с обрабатываемым колесом и совершающей одновременно вращательное и колебательное движения. Н это уже экзотика:
Что такое Хон — Это так скажем поперечные риски в цилиндрах двигателя.
Как их делают специальным оборудованием, в котором закреплен Хон это три пластинки камня бывают трех размеров.
Многие считают что если идеальное зеркало на гильзах в двс, то значит все в порядке! Но это не так!
Если у вас на гильзах идеальное зеркало и нет поперечных рисок, то это плохо! Спросите почему? Потому что масло не задерживается в гильзе и уходит, а оно должно смазывать поршневые кольца! Так же хон сопутствует тому, что у вас не будут появляться задиры на гильзах.
Изначально исправного двигателя к концу его ресурса хон постепенно исчезает. исчезающий хон превращается в «набивающееся», зеркало. вот на этой первой стадии смерти хона (хон «частично» превратился в зеркало, но кольца пока еще живы) происходит уменьшение жора масла увеличивается немного компрессия.
Ввиду того, что на цилиндрах масла нет (ибо негде ему там прятаться, цепляться (на больших оборотах), кольца начинают изнашиваться и помирают. кольца умерли — расход резко вырос.
«Зеркальными цилиндры сразу, в размер с поршнями при капиталке. Чем это плохо? Тем что масло не держится на нем? Так как по мне — это бред, все везде держится. А то что кольцам лучше скользится по гладкой поверхности чем по наждачке это я думаю логично.»
Найти можно его во многих магазинах с инструментами…
Он продается с насадкой под дрель . В дальнейшем если вам опять понадобится хон, он продается и отдельно, в упаковке комплект из 3 шт.
Как пользоваться хоном?
Одеваем насадку на дрель или шуруповёрт, вставляем в гильзу и медленным вращением начинаем проходить вверх вниз по тому месту, где ходят поршня. После не продолжительных таких действий можно увеличивать скорость, но не до максимума! Еще забыл отметить то, что дрель надо держать как можно ровнее! Иначе можете повредить гильзу креплением хона. Если вдруг у вас есть небольшие выработки, хон их затёрт, но только небольшие.
После не продолжительных таких действий можно увеличивать скорость, но не до максимума! Еще забыл отметить то, что дрель надо держать как можно ровнее! Иначе можете повредить гильзу креплением хона. Если вдруг у вас есть небольшие выработки, хон их затёрт, но только небольшие.
Повторюсь, что хон не дает двигателю голодать от масла, он задерживает масло на гильзах и ход поршня смазывается за счёт него.
————————————————————————————————————————————————————
Так добавлю еще немного инфы.
Если у вас нет хона — это тоже может быть нормально, так как с завода изготовителя на движке было зеркало! и это нормально и можно не мудрить на него хон.
Если у вас есть хон, при нормальной эксплуатации он сохраняется на всем протяжении.
Какой то обкаточный хон и тд и тп если у вас его не было думаю он вам и не нужен оставляйте зеркало.
Различие в системе смазки, где что применяют, из-за это где то ХОН, а где то Зеркало.
Хон вовсе не лучше, оно технологически проще (и дешевле) для авто производителей.
Если отказаться от хона, то надо технологически затратно изменять конструкцию поршней, обеспечивая через них эффективную смазку. Кроме этого надо будет «мудрить» над смазкой под давлением (через сопла) зеркала цилиндров. Ну и наконец надо будет изменить форму колец (особенно верхних компрессионных (как я понимаю — кольца уже не зеркальные а с рисками или углами заточки и тп ) все для тоже самой цели — улучшении смазки. Вот и встает вопрос а надо ли это авто производителям — конечно нет. Вот хон повсеместно и вытеснил ранее известные «зеркальные» системы.
Хонингование цилиндров:что это такое? | АВТОМАШИНЫ
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Содержание статьи
ДЛЯ ЧЕГО НУЖНО ХОНИНГОВАНИЕ ДВИГАТЕЛЯ?
Хониногование производят для уменьшения шероховатости стенок цилиндров и чтобы улучшить приработку поршневых колец и самим поршней. Оно увеличивает срок службы отремонтированного двигателя.
В процессе эксплуатации двигатель сильно изнашивается и теряет свою первоначальную форму. Это, в главной степени, относиться к цилиндрам двигателя. Если они изначально были круглыми, то со временем они принимают овальную форму (эффект конусности). Также на стенках цилиндров двигателя образуются задиры и царапины. Все эти причины ведут только к одному — к капитальному ремонту двигателя.При «капиталке» специалисты растачивают цилиндры до первого ремонтного размера. Чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование.
Хонингование цилиндров — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает точностью и большей эффективностью.
Плосковершинное хонингование имеет ряд преимуществ. Его задача — эта тщательная обработка цилиндров двигателя для последующей работы. В результате хонингования цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит меньший износ деталей мотора и повышение эффективности работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
Особенность хонингования — образование на цилиндрах сетки, которую можно заметить при тщательном осмотре. Она нужна, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой.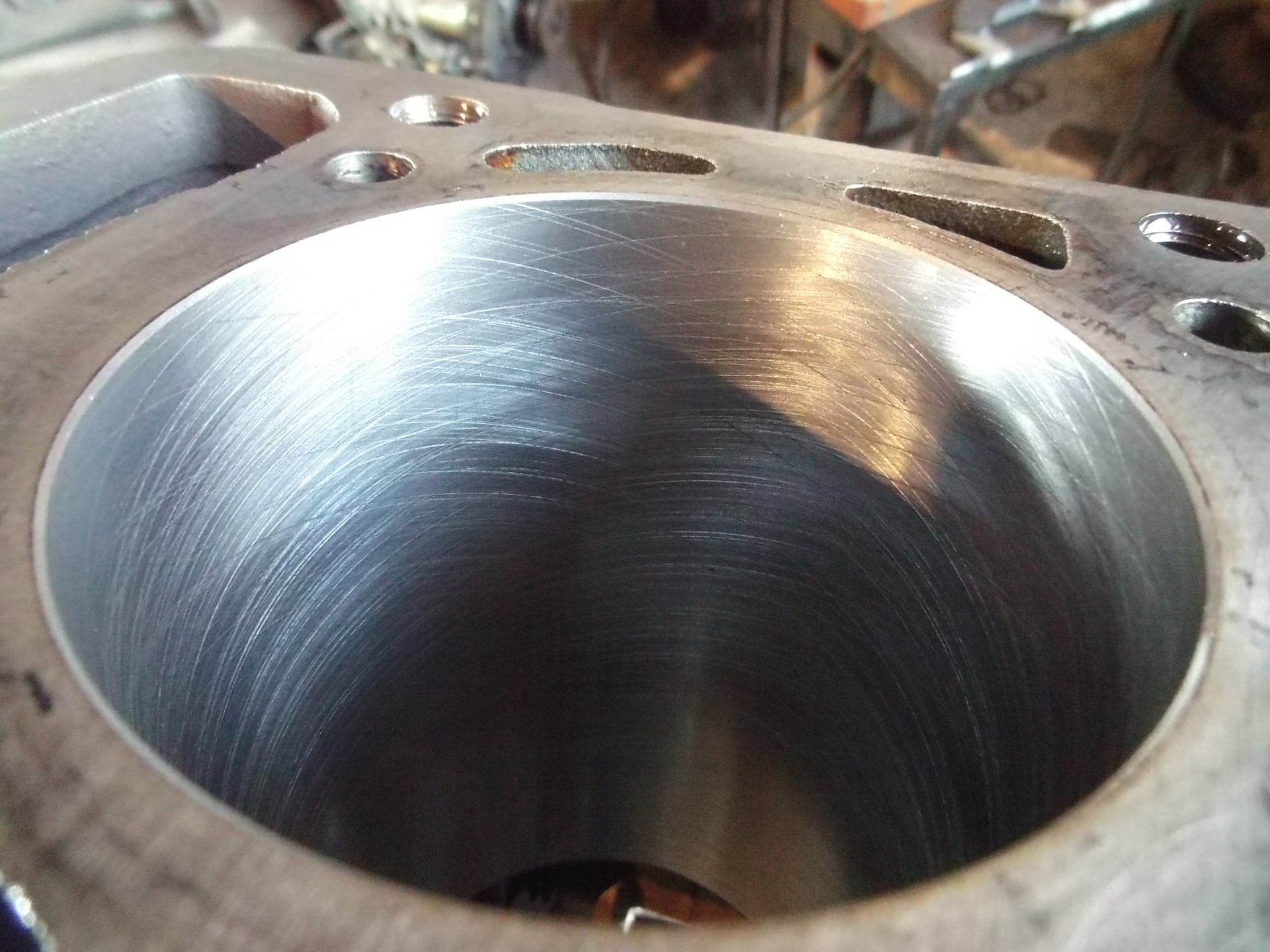 При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.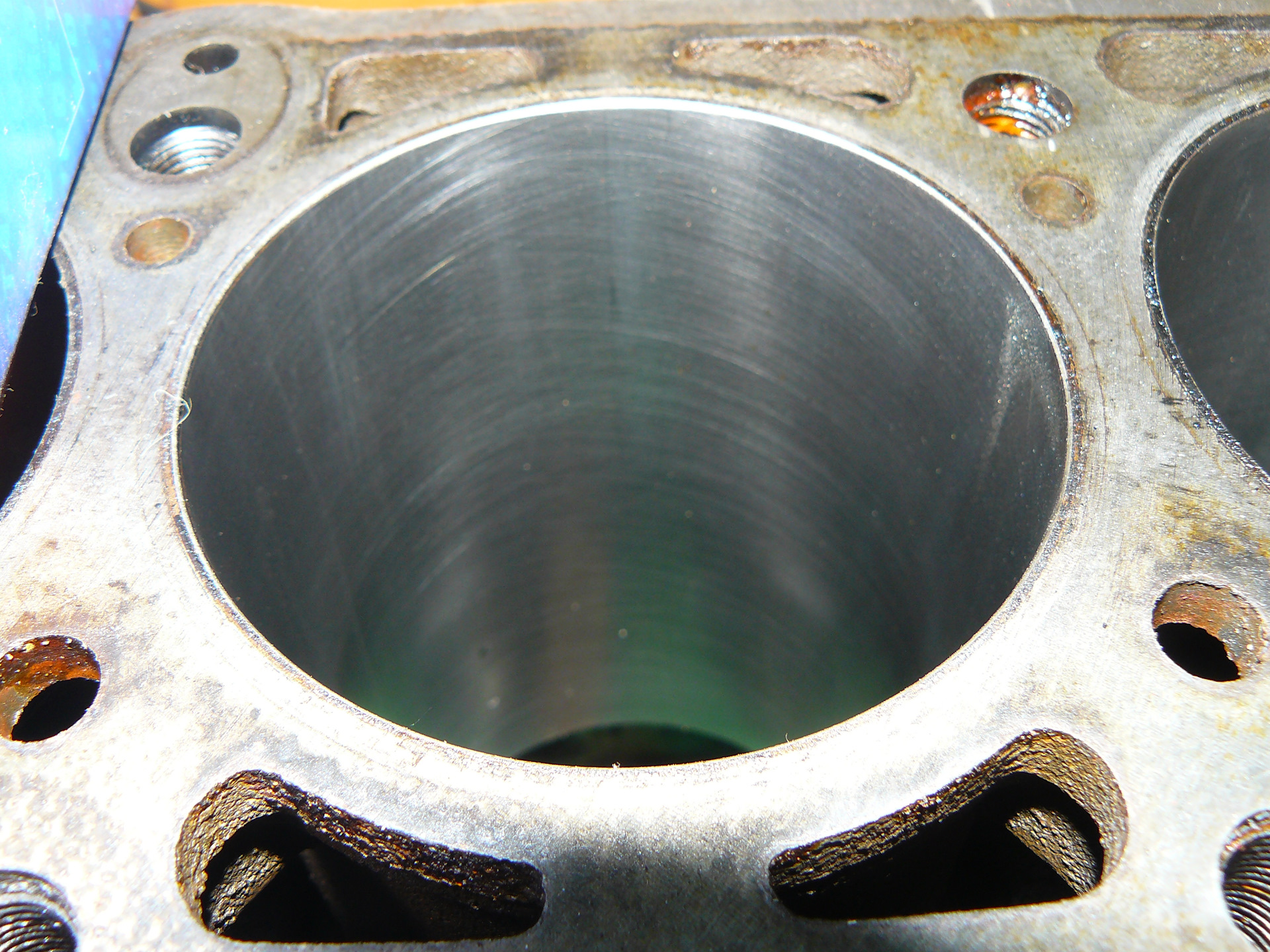 д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Хонингование цилиндров: что это такое?
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Содержание статьи
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Как правильно наносить хон на стенки цилиндров
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом. Такой абразив позволяет добиться высокоточной обработки поверхностей;
Завершением процесса хонинговки цилиндров можно считать финишную чистку поверхностей при помощи специальной абразивной пасты. Данная процедура позволяет удалить острые углы, переходы, впадины и другие микродефекты. Результатом становится ровная и равномерно нанесенная хонинговальная сетка на стенках цилиндров двигателя. Отметим, что в ряде случаев применение абразивных паст для тонкой обработки опускают, выполняя только два основных этапа по нанесению хона.
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Специнструмент для хонинговки обеспечивает точное, а не хаотичное нанесение указанных рисок при помощи хонинговальной головки, на которую монтируются хонбруски. Как уже было сказано, инструмент совершает не только вращение, но и возвратно-поступательные движения. Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д.
- После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров.
 Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра. - По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках. Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Читайте также
Упражнение: Зеркальное письмо | Леонардо да Винчи
Как вы думаете, почему Леонардо писал наоборот?
Никто не знает истинную причину, по которой Леонардо использовал зеркальное письмо, хотя было предложено несколько вариантов:
- Он пытался усложнить людям чтение его заметок и украсть его идеи.
- Он скрывал свои научные идеи от могущественной Римско-католической церкви, учения которой иногда расходились с тем, что наблюдал Леонардо.
- Он пытался предотвратить размазывание: писать левой рукой слева направо было неаккуратно, только что нанесенные чернила размазывались, когда его рука двигалась по ним.
Попробуй!
Введите сообщение ниже, чтобы создать его в стиле Леонардо.
Сообщение для кодирования: Sed ut perspiciatis unde omnis iste natus error sit voluptatem accusantium doloremque laudantium, totam rem aperiam.
Sed ut perspiciatis unde omnis iste natus error sit voluptatem accusantium doloremque laudantium, totam rem aperiam.
Классная деятельность:
План урока
Основная идея: Студенты будут экспериментировать с письмом задом наперед, как это делал Леонардо.
Цели обучения: Опыт написания обратного. Сообщайте наблюдения. Сгенерируйте гипотезы о причинах, по которым Леонардо писал таким образом.
Время: 45-60 минут
Материалы: бумага, карандаши, ручки, фломастеры, зеркала
Процедура:
- Убедитесь, что учащиеся посетили веб-страницу Mirror Writing, и предложите им обсудить, что они узнали из нее.Убедитесь, что они понимают, что мы имеем в виду, когда пишем наоборот.
- Раздайте бумагу и карандаши и предложите студентам попробовать написать свои подписи курсивом справа налево. Это сложно! Если у учащихся возникают проблемы с формированием букв в обратном порядке, им следует попробовать следующее упражнение:
- Держите по карандашу в каждой руке.
 Одновременно пишите в обратном направлении обычной пишущей рукой и пишите вперед противоположной рукой. Если одна рука отражает действия другой, это может помочь мозгу координировать движения.
Одновременно пишите в обратном направлении обычной пишущей рукой и пишите вперед противоположной рукой. Если одна рука отражает действия другой, это может помочь мозгу координировать движения. - Предложите учащимся поэкспериментировать с написанием обратных алфавитов и обратных предложений.
- Попросите их написать пером и маркером задом наперед, чтобы сравнить. Легче ли использовать один инструмент для письма таким образом, чем другой?
- Раздайте зеркала и покажите учащимся, как располагать их сбоку от обратного письма, чтобы читать нормально. Зеркало также позволяет им проверить, правильно ли они перевернули все буквы.
- Предложите им попробовать написать обратные сообщения партнеру, который затем расшифрует их с помощью зеркала.
Обсуждение
Обсудите свои мысли и наблюдения по поводу опыта обратного письма. Было ли легче писать наоборот? Какой материал (карандаш, ручка или маркер) лучше всего подходит для обратного письма? (Леонардо писал бы в основном пером и чернилами. ) Какие преимущества может иметь обратное письмо для человека, который учится писать задом наперед так же легко, как писать вперёд?
) Какие преимущества может иметь обратное письмо для человека, который учится писать задом наперед так же легко, как писать вперёд?
Создание гипотез
На основании собранных до сих пор доказательств запишите, почему, по вашему мнению, Леонардо писал наоборот.Разместите эти гипотезы там, где они будут видны всем. Возвращайтесь к этим гипотезам, когда они исследуют этот и другие веб-сайты и исследуют опубликованные материалы, чтобы узнать больше о Леонардо. Разные авторы высказывают разные мнения по этому вопросу, но никто не знает правды. Не стесняйтесь придумывать идеи для экспериментов, чтобы проверить некоторые из этих гипотез.
Дальнейшие размышления
Не все языки обычно пишутся слева направо. Иврит обычно пишется справа налево.Традиционный японский и китайский языки пишутся сверху вниз, начиная с правой стороны страницы. Вы знаете какие-либо другие языки, на которых не написано слева направо?
Если бы вам была поставлена задача изобрести совершенно новый письменный язык, в каком направлении вы бы хотели, чтобы он был написан? Зачем?
.
python — количество значений в списке больше определенного числа
Переполнение стека- Около
- Товары
- Для команд
- Переполнение стека Общественные вопросы и ответы
- Переполнение стека для команд Где разработчики &
Да, размер полового члена имеет значение, но не так, как вы думаете.
Нет, размер полового члена не имеет значения — по крайней мере, с точки зрения желательности или функции.
Его размер не имеет никакого отношения к его способности доставлять и получать удовольствие или делать что-либо из того, что он должен делать.
Нельзя сказать, что некоторые люди не предпочитают более крупный или меньший, но это вопрос их предпочтений, вроде ананаса на пицце. Каждому свое.
Нужны заверения — а еще лучше доказательства? Читать дальше.
В отличие от быков, которых можно услышать в раздевалке или в средствах массовой информации, больший член — это еще не все.
Пенисы больше среднего были связаны с более высоким риском травм и инфекций.
Излишняя длина также может сделать некоторые позы особенно болезненными.
Слишком большой обхват может вызвать разрыв, если вы не будете осторожны, особенно во время анального секса. Кроме того, во время орального приема нужно бороться с рефлексом удушья и рвоты.
Конечно, есть способы обойти эти вещи, но это просто показывает, что наличие огромной буквы D — это еще не все.
С меньшим D автоматически легче справиться, а это значит, что все участники могут сосредоточиться на удовольствии, а не на боли или попытках выяснить, как вы получите THAT .
Его, конечно, легче вставить в рот. А когда дело доходит до анала, меньший пин — это, по сути, лучший вариант.
Как и пенис любого размера, любые предполагаемые недостатки легко — и приятно — исправляются правильным положением.
Большинство людей с пенисами — около 85 процентов — переоценивают средний размер члена, когда дело касается размера члена, и убеждены, что все остальные упаковывают что-то более массивное.
Вот доля реальности, основанная на последних статистических данных о размере шланга:
- Средняя длина полового члена составляет 3,6 дюйма (9,1 см) в расслабленном состоянии и 5,2 дюйма (13,1 см) в состоянии эрекции.
- По обхвату средний вялый пенис имеет размеры 3,66 (9,31 см) вокруг и 4,59 (11,66 см) в вертикальном положении.
Вас могут повесить, как пресловутого жеребца, и все равно не хватит выносливости в мешке.
Большой член не прослужит дольше, чем меньший, и не помешает вам выдыхаться или кончать быстрее, чем вам хотелось бы.
Если вы думаете о том, чтобы зачать ребенка, последнее, что вам нужно делать, это думать о своем размере.
Во-первых, сперма вырабатывается в яичках, а не в половом члене. Кроме того, есть доказательства того, что стресс может снизить качество спермы и повлиять на фертильность.
К вашему сведению, стресс также может негативно сказаться на сексуальном удовольствии и негативно повлиять на ваше общее состояние здоровья.
Размер ударника может полностью повлиять на вашу игру, но как сводится к вам.
Узнайте, как максимально использовать то, что у вас есть, и все другие способы доставить удовольствие, и вы станете рок-звездой.Сосредоточьтесь только на размере, и вы проиграете — в прямом и переносном смысле.
Например, некоторые люди пренебрегают своими навыками, потому что думают, что большой член — это все, что им нужно, чтобы потрясти чей-то мир… но это не так.
Другие могут позволить беспокойству о маленьком D истощить их уверенность, заставляя их чрезмерно компенсировать свои силы другими способами.
Все эти вещи могут нанести психологический урон любителю пениса и высосать удовольствие от секса для всех участников.
Не для того, чтобы продолжать забивать его, но не размер вашего члена имеет такое значение, как то, что вы с ним делаете.
Нет ничего лучше, чем оставить вашего партнера корчиться в экстазе, чтобы поднять свою уверенность до небес, которая будет вам хорошо служить в спальне и вне ее.
Вот как максимально эффективно использовать то, что у вас есть, и чувствовать себя хорошо от того, с чем вы работаете, будь то наклон больше, меньше или что-то среднее.
Если у вас больше возможностей
Ключ к работе с пенисом больше среднего на самом деле даже не в вашем пенисе — по крайней мере, сначала.
Убедившись, что ваш партнер очень возбужден, ему будет легче справиться с вашим чудовищем, поэтому необходимо уделить больше внимания прелюдии. И смазка. Много смазки.
Используйте свой рот, язык или пальцы, чтобы дразнить их эрогенные зоны, сосредотачиваясь на всех обычных подозреваемых, таких как соски и гениталии, а также на некоторых менее изученных, но удивительно эротических моментах, таких как внутренние руки под коленями.
Если вы оба готовы перейти к проникновению, выберите позиции, которые позволят вашему партнеру немного больше контролировать глубину.Иметь их сверху — это всегда хороший выход.
Во-первых, они могут принять вас в удобном для вас темпе. Кроме того, вы получаете потрясающий обзор всех действий и легкий доступ к другим их частям для максимального возбуждения.
Если у вас меньше возможностей
Если ваш член попадает в меньшую часть спектра, сосредоточьтесь на позициях, которые позволяют вам углубиться, например, в собачьем стиле. Сделайте это глубже, попросив вашего партнера опустить голову и грудь, выгибая спину.
Если у вас более тонкий пенис, выбирайте положения, обеспечивающие более сильное сжатие.На самом деле это может быть любая поза для секса, пока ваш партнер держит ноги вместе.
Миссионерское положение, положение лицом вниз и им сверху работают с закрытыми ногами.
И пусть ваши заботы не заставят вас забыть о других видах секса. Добавьте оральный секс в меню в качестве закуски или даже основного блюда.
А когда даете, включите руки или секс-игрушку, чтобы увеличить шансы на клиторальный или анальный оргазм.
Говоря об оргазмах, знайте, что шансы получить их значительно возрастают при ручной или оральной стимуляции, чем при половом акте.
Возможно, вам будет легче попасть в точку G, точку A или точку P, используя пальцы или игрушку. Шутки в сторону. Попробуйте. Вы можете поблагодарить нас позже.
Если вы где-то посередине
Что ж, посмотрите на себя и на свою не слишком большую и не слишком маленькую D, Голдикокс!
Что касается сексуальных позиций, все идет хорошо, если вы не пытаетесь приспособить член, выходящий за пределы среднего диапазона. Это ваш шанс безумно поэкспериментировать и настроить позы, которые нравятся вам и вашему партнеру больше всего.
Пока ваш партнер готов к этому, смешивайте занятия с сексом в разных местах или подумайте о том, чтобы изучить свою извращенную сторону.
Сенсационная игра с секс-игрушками, перьями и кубиками льда — хорошее начало, особенно если вам нравится БДСМ.
Быть хорошим в постели — или в любом другом месте, где вы хотите заняться, — это не размер пениса, а то, как вы с этим справляетесь.
Выяснение того, что нравится вам и вашему партнеру, и выбор движений, максимально использующих ваш тип пениса, принесут вам больше пользы, чем беспокойство, так что приступайте к делу!
Адриенн Сантос-Лонгхерст — писатель-фрилансер и писатель, который больше десяти лет много писал о здоровье и образе жизни.Когда она не сидит в своем письменном сарае, исследуя статью или не беря интервью у медицинских работников, ее можно найти резвящейся в пляжном городке с мужем и собаками на буксире или плещущейся по озеру, пытаясь освоить стоячую доску с веслом.
.китайских ученых утверждают, что коронавирус возник в Индии летом 2019 года
Китайские исследователи заявили, что коронавирус возник в Индии, что является последней попыткой ученых возложить вину за пандемию за пределы их границ.
Команда Китайской академии наук утверждает, что вирус, вероятно, возник в Индии летом 2019 года — он прыгнул от животных к людям через загрязненную воду — прежде чем незаметно отправиться в Ухань, где он был впервые обнаружен.
Но Дэвид Робертсон, эксперт из Университета Глазго, назвал документ «очень некорректным» и пришел к выводу, что «он ничего не добавляет к нашему пониманию коронавируса».
Это не первый случай, когда китайские власти обвиняют кого-то в другом — предполагая, в основном без доказательств, что и Италия, и США могли быть очагами первоначального заражения.
И речь идет на фоне увеличения политической напряженности в отношениях между Индией и Китаем, с войсками атаковать друг-друга вдоль спорной границы.
Китайские ученые, изучающие генетический код коронавируса, утверждают, что у них есть пищевые доказательства, свидетельствующие о том, что вирус возник не в их стране (изображение файла, пациент с коронавирусом в Ухане)
На фото: карта, показывающая девять стран, в которых Китай обвиняет для вспышки Covid-19
В настоящее время ВОЗ ищет источник коронавируса в Китае, в то время как совокупность научных данных предполагает, что болезнь возникла там.
В своей статье китайская команда использует филогенетический анализ — исследование того, как мутирует вирус, — чтобы попытаться проследить происхождение Covid-19.
Вирусы, как и все клетки, мутируют в процессе размножения, что означает крошечные изменения в их ДНК каждый раз, когда они воспроизводятся.
Официальный график Китая против новых данных
Официальный график
8 декабря — Самая ранняя дата, когда Китай признал инфекцию
31 декабря — Китай впервые сообщил Всемирной организации здравоохранения о «пневмонии неизвестной причины»
1 января — Рынок морепродуктов в Ухане закрыт на дезинфекцию
11 января — Китай сообщил о первой смерти
23 января — Ухань заблокирован
31 января — ВОЗ объявила «вспышку международного беспокойства», поскольку Китай признал наличие тысяч случаев
23 февраля — Италия сообщает о группе случаев первой крупной вспышки, не связанной с путешественниками из Китая
Новые доказательства
сен — В пробах крови, взятых в Милане, обнаружены антитела к Covid
октябрь-декабрь — Сотни случаев «пневмонии» возле Милана могут быть связаны с
Ноябрь — Образцы сточных вод, взятые во Флорианополисе, Бразилия, предполагают наличие вируса и его обнаружение. g исследовано
17 ноября — утечка документов предполагает, что случай был обнаружен в Китае в этот день
1 декабря — китайские исследователи сообщают об инфекции в этот день в рецензируемом исследовании, но это не было подтверждено Пекином
18 декабря — Образцы сточных вод, взятые в Милане и Турине, указывают на то, что вирус циркулировал в городах
Январь 2020 г. — Образцы сточных вод из Барселоны предполагают, что вирус находился в городе
Ученые утверждают, что, следовательно, можно будет отследить исходную версию вируса с помощью найти образец с наименьшим количеством мутаций.
Они говорят, что использование этого метода исключает вирус, обнаруженный в Ухане, как «оригинальный» вирус, и вместо этого указывает на восемь других стран: Бангладеш, США, Грецию, Австралию, Индию, Италию, Чехию, Россию или Сербию.
Исследователи продолжают утверждать, что, поскольку Индия и Бангладеш зарегистрировали образцы с низким уровнем мутаций и являются географическими соседями, вполне вероятно, что первая передача произошла именно там.
Оценивая количество времени, которое требуется вирусу для однократной мутации, и сравнивая это с образцами, взятыми там, они также предполагают, что вирус впервые появился там в июле или августе 2019 года.
Далее они говорят: «С мая по июнь 2019 года вторая по продолжительности зарегистрированная волна тепла свирепствовала в северных и центральных районах Индии и Пакистане, что привело к серьезному водному кризису в этом регионе.
«Нехватка воды заставила диких животных, таких как обезьяны, вступить в смертельную борьбу за воду между собой, и, несомненно, увеличила вероятность взаимодействия человека и диких животных.
«Мы предположили, что передача SARS-CoV-2 [от животного человеку] может быть связана с этой необычной волной тепла.
Исследователи также утверждают, что плохая система здравоохранения Индии и молодое население, страдающее менее серьезными симптомами Covid, позволяли вирусу распространяться незамеченным в течение нескольких месяцев.
Они предполагают, что вирус мог распространиться в другие страны из их списка, прежде чем попасть в Китай, возможно, через Европу.
«В этом отношении пандемия COVID-19 неизбежна, и эпидемия в Ухане — лишь ее часть», — заключают они.
Однако результаты не впечатлили других исследователей.
В заявлении для Mail Online профессор Робертсон сказал: «Подход автора к определению« наименее мутировавших »вирусных последовательностей … изначально предвзят.
«Авторы также проигнорировали обширные доступные эпидемиологические данные, которые показывают явное появление в Китае и распространение вируса оттуда.
«Этот документ ничего не добавляет к нашему пониманию SARS-CoV-2».
Марк Сушард, эксперт из Калифорнийского университета, сказал South China Morning Post: «Выбор вирусной последовательности, которая, по-видимому, имеет наименьшее количество отличий от других в произвольной коллекции, вряд ли приведет к появлению прародителя.«
» Другой британский исследователь сообщил Mail Online, что исследование содержит «большие претензии» и что он «скептически» к его результатам.
Индия пострадала от почти рекордной аномальной жары в 2019 году, поскольку воды отчаянно не хватало, что вынудило правительство везти ее в города на больших грузовиках (на фото)
Коронавирус впервые появился в Китае в декабре 2019 года, связанный с кластером случаи «пневмонии неизвестного происхождения» на рынке морепродуктов в городе.
Затем он распространился по Китаю, прежде чем проникнуть в другие страны, в основном через туры, где он быстро распространился и вызвал пандемию.
Но никто не смог идентифицировать «нулевого пациента» — первого человека, который, как известно, заразился этой болезнью, что означает, что мы не знаем, когда и где именно произошло первое заражение.
Это привело к интенсивным спекуляциям и послужило основанием для многих теорий заговора, ни одна из которых до сих пор не получила подтверждения.
Всемирная организация здравоохранения, находясь под давлением из-за своей собственной реакции на пандемию, отправила группу из 10 человек в Китай для расследования.
Хотя команда допускает возможность того, что вирус возник за пределами страны, все их первоначальные поиски сосредоточены на границах Китая.
Агентство ООН попыталось умерить ожидания в преддверии расследования, предупредив, что отслеживание любого нового патогена — это «загадка, на решение которой могут уйти годы».
Ученым потребовалось больше года, чтобы доказать, что MERS, еще один коронавирус, возник у верблюдов в Саудовской Аравии, и еще больше времени, чтобы отследить первоначальный SARS до летучих мышей в пещере на юге Китая.
Китайский документ был также опубликован незадолго до того, как ВОЗ опубликовала подробную информацию об ученых, возглавляющих зонд в Китае.
Великое сокрытие Китая: Пекин наказал разоблачителя Covid и заявил, что он исходит из США — так чему же мы можем верить?
Первоначальная вспышка
Врачи в Китае, в том числе Ли Вэньлян, в начале декабря прошлого года начали сообщать о существовании нового типа респираторной инфекции, похожей на атипичную пневмонию.
Но вместо того, чтобы предавать гласности сообщения и предупреждать общественность, китайская полиция вытащила Вэньляна и восемь его коллег, которые писали о вирусе в Интернете, для допроса.
Вэньлян, который позже умрет от вируса, был вынужден подписать документ, в котором признавалось, что опубликованная им информация была ложной.
Хотя Китай широко хвалили за драконовскую изоляцию, которая помогла замедлить распространение вируса, данные свидетельствуют о том, что страна могла бы действовать намного быстрее, чтобы предотвратить распространение.
Доктор Ли Вэньлян, один из первых китайских медиков, сообщивших о существовании нового коронавируса, был вынужден полицией признаться в распространении ложных данных.Позже он умер от вируса.
Образцы, проанализированные еще 26 декабря, показали, что циркулирует новый тип атипичной пневмонии, сообщает Washington Post, но Ухань был заблокирован только 22 января — почти месяц спустя.
Мэр Уханя также признал ошибку, позволившую 5 миллионам человек выехать из города до введения карантина без проверки на вирус, что потенциально способствовало его распространению.
Китайские власти также неохотно получали дополнительную информацию о «нулевом пациенте» страны — или о первом человеке, который, как известно, заразился вирусом.
Хотя Пекин утверждает, что первое заражение произошло 8 декабря, исследователи проследили происхождение вируса как минимум до 1 декабря, а неофициальные данные свидетельствуют о том, что он распространялся в ноябре.
Отсутствие информации о первом пациенте означает, что ученые до сих пор не знают, как болезнь перешла от животных к людям.
Существуют теории, что его могли унести летучая мышь или панголин, которые были проданы на рынке в Ухане, а затем кем-то съедены, но это не подтверждено.
Ранние сообщения
Китайские власти первоначально сообщили, что вирус не может передаваться от человека к человеку, несмотря на доказательства того, что он быстро распространяется по городу Ухань, в том числе врачи, зараженные пациентами.
Это использовалось в качестве оправдания для поддержания нормального функционирования города Ухань на крупной конференции КПК, которая проходила между 11 и 17 января, и власти не заявили о новых случаях заболевания за этот период.
Китай не подтверждал передачу вируса от человека к человеку до конца января, когда большая часть провинции Хубэй, включая Ухань, была заблокирована.
Оптовый рынок морепродуктов Хуанань (на фото), где, как полагают, началась пандемия коронавируса, был одним из крупнейших рынков в Ухане с ежедневным притоком клиентов
Несмотря на сообщения о существовании «нового типа пневмонии» в Всемирная организация здравоохранения 31 декабря, крупнейшая газета Ухани, также не упоминала о вирусе до 20 января.
Это означало, что люди в городе не принимали таких мер предосторожности, как социальное дистанцирование, чтобы остановить его распространение.
Это также означало, что люди начали путешествовать на праздник Лунного Нового года, который должен был начаться 24 января, и миллионы людей навещают родственников, что способствует дальнейшему распространению вируса.
Кроме того, Китай задержал сообщения о том, что около 14 процентов пациентов, у которых изначально был отрицательный результат теста на вирус или которые, казалось, выздоровели, дали положительный результат во второй раз, подтвердив такие случаи только в феврале.
Это еще больше затруднило усилия по раннему сдерживанию вируса в таких местах, как Япония, где пациентам, у которых на борту круизного лайнера Diamond Princess был отрицательный результат теста, было разрешено покинуть его — только для того, чтобы позже получить положительный результат.
Власти Пекина также не спешили сообщать о смерти двух врачей от вируса, в том числе одного, который был убит 25 января, но о смерти которого государственные СМИ сообщили лишь месяц спустя.
Рынок был закрыт 1 января после того, как десятки рабочих там заразились
Происхождение вируса
Несмотря на ранние признания того, что вирус возник в городе Ухань, Китай, позже пошел вспять — даже зашел так далеко как предположение, что американские войска занесли инфекцию после посещения провинции.
Лицзянь Чжао, видный чиновник министерства иностранных дел Китая, опубликовал в Твиттере заявление 12 марта, не представив никаких доказательств, подтверждающих его.
‘Когда в США появился нулевой пациент? Сколько людей инфицировано? «Как называются больницы», — написал он.
Официальный представитель министерства иностранных дел Китая Чжао Лицзянь обвинил американских военнослужащих в том, что они принесли коронавирус в Ухань
Ссылаясь на военный турнир по легкой атлетике в Ухане в октябре, на котором присутствовали американские войска, он написал: «Это может быть армия США, которая принесла эпидемию. Ухань.
«Будьте прозрачны! Обнародуйте свои данные! США должны дать нам объяснение! ‘
Фактически, американским «нулевым пациентом» был человек, который 15 января приехал из Китая в штат Вашингтон. Через шесть дней CDC подтвердил этот случай.
Китайцы также пытались продвинуть теорию о том, что вирус возник в Италии, стране с наибольшим количеством смертей, искажая цитату итальянского врача, который предположил, что первые случаи заболевания в стране могли произойти намного раньше, чем предполагалось.
Чжао распространил теорию в твиттере, не предоставив доказательств, подтверждающих ее
Джузеппе Ремуцци сказал, что он расследует странные случаи пневмонии еще в декабре и ноябре, за несколько месяцев до того, как стало известно о распространении вируса.
Китайские государственные СМИ широко сообщили о его комментариях, в то же время предполагая, что вирус мог возникнуть в Италии.
На самом деле, говорит Ремуцци, нет никаких сомнений в том, что он начался в Ухане, но, возможно, распространился за пределы провинции и по всему миру раньше, чем предполагалось.
Общее количество заражений
Китай сообщил в общей сложности о 82000 случаев заражения коронавирусом, заявив, что уровень внутреннего заражения равен нулю в течение нескольких дней подряд, даже несмотря на то, что он ослабил ограничения изоляции в таких странах, как Хубэй.
Но, по собственному признанию страны, вирус, вероятно, все еще распространяется — через людей, у которых мало или совсем нет симптомов.
Пекинское агентство Caixin сообщило, что в Китае ежедневно выявляется «от пары до 10 случаев скрытого заражения вирусом», несмотря на то, что он не фигурирует в официальных данных.
Между тем иностранные правительства с презрением относятся к сообщениям о заражении в Китае, которым нельзя доверять.
Марко Рубио, известный сенатор-республиканец и бывший кандидат в президенты США, написал в Твиттере, что «у нас нет ИДЕИ, сколько случаев заражения у Китая на самом деле» после того, как общее количество зараженных в США превысило официальные данные Пекина.
«Без сомнения, это значительно больше, чем они признают», — добавил он.
Между тем правительство Великобритании также поставило под сомнение отчетность Китая, поскольку министр консерваторов и бывший кандидат в премьер-министры Майкл Гоув заявил, что Коммунистической партии нельзя доверять.
«В некоторых сообщениях из Китая нет ясности в отношении масштаба, природы и заразности этого [вируса]», — сказал он Би-би-си.
Между тем источники сообщили Mail, что истинное количество зараженных в Китае может быть в 40 раз больше, чем предполагалось в отчетах.
Марко Рубио, видный сенатор-республиканец, сказал, что данным Китая нельзя доверять, и они намного выше, чем сообщалось
Общее количество погибших
Сомнения также были вызваны сообщениями Китая о количестве погибших от вируса, которое в настоящее время существует около 3300.
Местные жители в эпицентре города Ухань следят за похоронными бюро с тех пор, как были частично сняты ограничения на изоляцию, утверждая, что они «работают круглосуточно», чтобы избавиться от тел.
Китай сообщил о 3300 случаях смерти от вируса, но пользователи социальных сетей в Ухане предположили, что число жертв может превысить 42000
.электронных книг против печатных книг: 7 причин, по которым одна лучше, чем другая
Вы здесь: Главная / Чтение / Электронные книги против печатных книг: 7 причин, по которым одна лучше другойBy Sachin 8 комментариев
В то время как все вокруг нас переключается на цифровые технологии, вопрос электронных и печатных книг постоянно обсуждается. Иногда становится трудно сделать выбор между электронными и печатными книгами. Пару лет назад я купил Kindle Basic, чтобы попробовать электронные книги.Итак, в этой статье я имею в виду amazon kindle как средство для чтения электронных книг. С обеих сторон есть много плюсов и минусов. Согласно моему опыту работы с электронными и печатными книгами. Я попытался перечислить основные поддерживающие факторы с обеих сторон электронных книг по сравнению с печатными книгами в качестве 7 основных причин, по которым одна лучше другой.
7 причин, по которым печатные книги лучше электронных
- На ощупь бумага: Для некоторых людей это очень важный фактор. Для заядлых читателей, которые держат книгу в руках, запах бумаги, красивый переплет и перелистывание страниц — прекрасное ощущение, которого нет в цифровом устройстве.Кроме того, приятно всегда иметь под рукой книгу, независимо от того, читаете вы ее или нет.
- Обмен книгами : Вы можете поделиться печатной книгой с любым другом или коллегой, тогда как платные электронные книги (из интернет-магазинов, таких как kindle store) можно использовать только с одной учетной записью. Это означает, что вы не можете поделиться купленными электронными книгами с другом, не предоставив учетные данные своей учетной записи. Это один из очень важных факторов в споре о электронных и печатных книгах.
- Иллюстрации и изображения: Печатные книги отлично подходят для отображения изображений и иллюстраций.в то время как читатели электронных книг не так хороши в этом. Наряду с этим, электронные книги поддерживают черно-белый дисплей, а не цветной. Так что жанры фотографии, кулинарии и т.д. более успешны, чем печатные книги.
- Гибкость в аннотации: Аннотирование печатной книги очень ограничено в электронной книге. В печатной книге вы можете использовать карандаши и ручки разных цветов для выделения, использования символов, рисунков и т. Д. Но эта функция очень ограничена в электронной книге, где вы можете только выделять строки, закладывать страницы и добавлять заметки.
- Возможность быстрого беглого просмотра: Легче пролистать настоящую книгу, чем электронную. Переходить вперед и назад в печатной книге намного быстрее, чем в читалке электронных книг.
- Электроэнергия не нужна: Не нужно заряжать печатные книги. Поскольку ему не нужна электроэнергия. Вы можете носить их с собой куда угодно, не беспокоясь о зарядке.
- Дешевле, чем устройство для чтения электронных книг: Печатная книга намного дешевле, чем устройство для чтения электронных книг. Если вы мало читаете, печатная книга будет более экономичной.Но если вы читаете много книг, общая стоимость снижается с помощью устройства для чтения электронных книг.
7 причин, по которым электронные книги лучше печатных
- Легкость чтения : Читать на устройстве для чтения электронных книг — это здорово. Большинство из них предоставляют опыт работы одной рукой. В большинстве случаев вам не нужно использовать две руки. Вы можете читать под любым углом и в любой позе. Электронные книги со встроенной подсветкой позволяют читать в темноте без напряжения глаз.
- Доступ к тысячам книг: Устройство для чтения электронных книг очень легкое. Вы можете носить с собой тысячи книг куда угодно, поскольку электронная книга содержит только цифровую копию книги. Представьте, что вы собираетесь в длительный тур и не хотите таскать в багаже много книг. Он даже легче, чем книга среднего размера. Печатные книги могут быть тяжелыми, особенно книги с тысячами страниц и книги в твердом переплете.
- Рентабельность: Устройство для чтения электронных книг может показаться дорогостоящим.Но это разовое вложение. Когда дело доходит до покупки книг для читателей электронных книг. Цена на электронные книги значительно ниже, чем на печатные. Наряду с этим в Интернете доступны для скачивания тысячи бесплатных электронных книг. Это считается очень важным фактором, когда речь идет об электронных книгах и печатных книгах.
- Выделение и создание закладок: Выделение и добавление закладок действительно просто в электронной книге по сравнению с печатной книгой. Для всего этого достаточно одного пальца, карандаш / ручка не нужны.Вы можете быстро просмотреть заметку. Все заметки доступны онлайн в одном месте, где вы можете просматривать, делиться, загружать или распечатывать. Нет необходимости заново просматривать всю книгу.
- Встроенные словари, Wikipedia и X-Ray: Amazon Kindle имеет встроенные словари, Wikipedia и функцию X-ray (функция для изучения персонажей и краткого содержания книги). Во время чтения не нужно носить с собой словарь или телефон. Если вы не понимаете значения какого-либо слова, просто нажмите на него, и определение сразу отобразится.
- Мгновенная доступность книг: Электронные книги никогда не заканчиваются. В конце концов, это цифровые копии. Купив электронную книгу, вы можете сразу же загрузить их и начать читать. Вам не нужно ждать доставки книги.
- Бесплатные образцы: Когда вы ищете электронную книгу, обычно продавец предоставляет образец, который содержит некоторые части начальных глав, оглавление и т. Д. Это поможет вам начать чтение, не покупая книгу.Если вам это нравится и вы хотите продолжить, вы можете приобрести его.
Электронные книги против печатных книг: что лучше?
С обеих сторон существует множество факторов, но в конечном итоге все сводится к личным предпочтениям. Я читал такие книги, как «1984», «Чудо» и «Девушка в поезде» на моем зажигалке, щелкаю по ссылкам, чтобы прочитать мои обзоры на них. Я предлагаю вам сначала попробовать Kindle basic и посмотреть, сработает ли это для вас. Сообщите нам, что вы предпочитаете? Электронные книги или печатные книги или их комбинация? Поделитесь с нами своим мнением в разделе комментариев ниже, пожалуйста, оставьте отзыв и поделитесь, если вам понравился этот пост.Вы можете связаться с нами, если у вас возникнут вопросы или пожелания.
Из рубрики: Чтение с тегами: amazon kindle, электронные книги и печатные книги, kindle, чтение
.новые круглые кольца в старый овальный двигатель
Случайная статья узнай что то новое
Введение
Я надеюсь что будет достаточно противников и союзников по этой статье. Я только прошу перед очередным комментарием прочитать статью полностью. Это пробная статья на тему дисскусии в защиту «дешевой» капиталки двигателя. Под дешевой капиталкой двигателя я имею ввиду замену колец, колпачков, и всех сопутствующих прокладок по ходу ремонту без снятия двигателя. Нет необходимости, точить цилиндры и менять поршня под ремонтный размер.
Легкий — дешевый ремонт двигателя своими силами по расходникам выходит до 400$. Полноценная капиталка 0.25-0.50, добавляет примерно 100$ на расточку и хон, 60-300$ новые поршня (Honda, Teikin, Autowelt), плюс дополнительные работы по снятию двигателя и перепрессовки шатунов (поршней).
Конечно при полноценном ремонте двигателя чисто по материалам и работе, по цене 1000$ встает вопрос о целесообразности полного ремонта на D14 (а это ведь 75-110лс). Контрактный мотор D15, D16(ZC) пусть и не понятном состояние будет стоит 300-600$, B серия стоит 1500-2500$. С продажи своего D14 Вы можете вытянуть 100-300$. Я знаю людей в живую кто менял свой, жрущий масло мотор, на контрактный мотор, и мотор клинил через неделю после свапа. Это не байка.
Кольца поршня, шпоргалка
Размер цилиндра двигателя D серии 75мм. Это означает, что изначально цилиндр имеет диаметр 75мм, и радиус соответственно во всех точках 37.5. Со временем «по природе» работы двигателя износ становится эллипсоидным, то есть по оси X радиус становится больше чем Y. Конечно Y тоже меняется но менее значимо нежели X.
Первый ремонтный размер 0.25 это означает что диаметр цилиндра 75.25, а радиус во всех точках должен быть 37,625мм. То есть разница 0,125мм, не нужно считать что это очень мало и этим можно пренебречь. Это не верно. Но пока рассуждаем дальше.
Сейчас средний пробег для Honda Civic 6 поколения около 220000-250000 км, уже есть конечно единицы с 300000км пробегом. То есть примерно 13000км в год. В большинстве случаев, двигатели не вскрывались и кольца не менялись. К этому моменту начинает увеличиваться жор масла. Повышенный износ колец при масляном голодание (Хонду же не убьешь, она и без масла может), либо если кольца закоксовались, и полноценно не работают — залегли.
Тем не менее, по личному и дружественному опыту, большинство двигателей D серии, в особенности D14 и D15, по измерению цилиндра не доходили до ремонтного размера в износе 75->75.25. Да конечно, почти все двигатели имели эллипсность, грубо говоря x=75.08 и y=75.14. Очень редко когда какой то из размеров доходил до ремонтного или тем более переваливал его. Если это все таки случилось то конечно без вариантов — расточка, хон, новые поршня. Если вы планируете форсировать двигатель, то тут тоже без вариантов, только полный ремонт. И вы забудете о двигателе еще на долгое время, конечно при правильной эксплуатации.
Но если вы планируете остаться в стоке до 150лс (атмосфера, VTEC, чиповка) перемещаться в основном по городу и трассе, а не на кольце. Если вы студент и у вас нет оборудования для снятия двигателя, в общем если вы хотите просто убрать жор масла и дальше долгое время ездить без проблем, то нет никакого криминала в простой замене колец и колпачков. Я знаю ни один десяток ребят, кто просто заменил кольца и доволен как слон. Курсируют между Минском и Москвой, занимаются такси круглые сутки в городе, в общем живут в машине. Живые, свежие кольца после обкатки (примерно до первой замены масла) работают на отлично.
Измерение замка колец на поршне щупом
Ок, допустим это все бред Я не прав. Открывайте любой справочник Honda Civic 1992-2000. Найдите пункт «зазор в замке поршневого кольца», возьмем второе самое толстое кольцо.
- Номинальное значение: 0,30-0,45 мм
- Эксплуатационное значение:0,70 мм
Вы сами можете измерить зазор замка кольца в середине цилиндра (максимальный износ) в обоих положениях (x,y), и в 90% значение замка не выходит за пределы номинального (рабочего) значения , часто бывает примерно 0.42-0.44 (для 200000км пробега). Не говоря уже об эксплуатационных значений, являющимися критическими 0.7мм.
Конечно, если подходить к вопросу более глобально то работу нужно проводить практически в стерильных условиях, со спец инструментами, править и заменять все что возможно, менять вкладыши по цвету, в общем, подходить к ремонту очень скрупулезно. Если идти по мануалу точно, то нужно менять и все болты, потому что они растягиваются. Но на это нужны колоссальные деньги и время. Мой выбор по прежнему быстрая замена колец с сопутствующими прокладками, еженедельные проверки двигателя, на наличие жидкостей и течей. И именно поэтому такого типа капиталка, намного выгодней нежели замены двигателя.
В крайнем случае если хона «мало», но есть все таки возможность двиг снять, то примерно за $50 можно попробовать нанести хон. Конечно 100% вы не нанесете, но очень очень хорошо обновите цилиндры, без замены самих поршней и расточки блока (около 400$ экономия).
Но выбор конечно за вами. Все! Можете кидать помидоры. Но я также надеюсь каждый негативный отзыв будет подкреплен практикой, так как мои слова прошли через несколько лет промышленности, Я не всегда сидел за компом, и такие вещи как микрометр, допуск, посадка, квалитет, нонисус, расчет коэффициента теплового линейного расширения металла и сплавов мне чуть-чуть знакомы.
PS. ХОН:
Тут я вскользь упомянул о хоне, и естественно нужно объяснить что такое хон цилиндра, или хон двигателя. Во первых хонингование — это процесс нанесения перекрестных насечек на всю внутреннюю часть цилиндра. На самом деле Хоном называется специальная головка которой производится процесс, но пускай хоном сейчас будет называется именно некий «результат» на поверхности цилиндра. Без хона (зеркало) нет маслинной пленки, а значит идет более быстрый износ колец. Если очень грубо объяснить, это нарезка тончайшей левой и правой резьбы внутри цилиндра (да простят меня гуру). Делается на станке специальными головками — Хонами.
Типовой вида хона, и процесс хонингования
Реальный хон на стенки цилиндра хонды
Случайная статья узнай что то новое
Данная статья актуальна для автомобилей Honda выпуска 1992-2000 годов, таких как Civic EJ9, Civic EK3, CIVIC EK2, CIVIC EK4 и CIVIC FERIO (частично). Информация будет актуальна для владельцев Honda Integra в кузовах DB6, DC1, с моторами ZC, D15B, D16A.
Расточка и хонинговка цилиндра Менять или ремонтировать цилиндр ? — СПРАВОЧНИК
Впрочем, иногда до замеров дело и не доходит. Достаточно осмотреть зеркало цилиндра. Если на нем имеются глубокие задиры, вертикальные царапины, а такое наблюдается при поломке поршневых или стопорных колец, выпадении стопорных штифтов,— цилиндр нужно либо заменить новым, либо расточить под ремонтный размер поршня. При этом глубина расточки будет зависеть от глубины царапин или имеющегося в наличии поршня.
Расточка — операция, проводимая на токарном станке. Она не очень сложна и не требует сверхвысокой квалификации. Главное в ней — сохранить перпендикулярность оси цилиндра и его основания. А для этого нужно прежде заготовить планшайбу, сделав в ней отверстия под шпильки или болты крепления цилиндра, выверить по плоскости резцом и расточить до размера горловины цилиндра. Не меняя положения планшайбы в патроне, на ней следует закрепить цилиндр, так, как он крепится на картере, и только после этого растачивать.
Попытки упростить операцию, провести расточку в трех- или четырехкулачковых патронах без планшайбы, как правило, обречены на провал: после расточки зеркало в тех местах, где его сжимали кулачки, «уходит» от нужной геометрической формы, становится овальным.
Рис. 1. Самодельный хон для цилиндра класса 125 см3: 1 — болванка; 2 — пружина; 3 — абразивный брусок.
После расточки, чтобы довести поверхность цилиндра до зеркального состояния, нужна еще одна операция —хонингование. На рис. 1 показан самодельный хон для цилиндров минских мотоциклов. Это деревянная болванка диаметром 51 мм и высотой 140 мм, имеющая одно центральное отверстие и четыре вертикальных паза. В пазы вставляют прямоугольные подпружиненные абразивные бруски; сквозь отверстие пропускается длинный болт, посредством которого хон закрепляется в патроне сверлильного станка, Аналогично может быть изготовлен хон и для любого другого цилиндра. Если цилиндр закрепить жестко, то любое биение шпинделя приведет к нарушению геометрической формы зеркала. Чтобы этого не произошло, цилиндр нужно только придерживать руками.
Задав хону частоту вращения 200—220 оборотов в минуту и обеспечивая 30—60 возвратно-поступательных ходов за то же время, постепенно снимают оставленный после расточки незначительный припуск и улучшают поверхность. Для ускорения работы можно в начале ее использовать бруски с зернистостью 150—170, а в конце — 250-400. Во время работы необходимо обильно и непрерывно смачивать бруски и зеркало керосином и периодически контролировать размер.
Вернемся, однако, к началу статьи. Представим, что наш цилиндр не имеет дефектов, видимых невооруженным глазом.
Диаметр цилиндра удобнее всего измерять индикаторным нутромером. Измерения производят обязательно в двух крайних поясах, за 10—15 мм от верхнего и нижнего торцов цилиндре, а также в середине хода поршневых колец. В каждом поясе делают два замера: в плоскости качания шатуна и перпендикулярно к ней.
Проведя все замеры и записав их в табличку, вы увидите, что во всех поясах и во всех плоскостях цифры различны. Цилиндр стал овальным, бочкообразным и конусным. И вот почему. Нагрузки на его стенки со стороны поршня больше в плоскости качания шатуна, перпендикулярной поршневому пальцу. Стало быть, и износ цилиндра в этой плоскости будет больше, чем в перпендикулярной. Отсюда и эллипсность: диаметр в плоскости пальце у изрядно поработавшего цилиндра заметно меньше, чем в перпендикулярной.
Нагрузки не стенки цилиндра и в самой плоскости качания шатуна не бывают равномерными. Наибольшие цилиндр воспринимает примерно в средней своей части. Если же учесть, что цилиндр двухтактного двигателя в этой зоне весь «продырявлен» впускными, выпускными и продувочными окнами и на оставшейся площади удельное давление значительно выше, чем было бы оно на полной, станет ясно, что именно в этой зоне происходит самое значительное истирание металла: появляется бочкообразность,
Основные причины конусности — воздействие поршневых колец и так называемая газовая коррозия. Смысл этих явлений в том, что во время рабочего хода газы, образовавшиеся при сгорании топлива, проникают в поршневые канавки и увеличивают давление колец. По мере движения поршня вниз давление газов падает и эта «добавка» к обычной упругости кольца снижается, давление колец на стенки ослабевает, В связи с этим цилиндр в верхней части изнашивается больше, чем в нижней.
Ну а что же наши измерения?
Если по их результатам видно, что увеличение диаметра в самом худшем случае для цилиндра класса 125—200 см3 составляет 0,15—0,20 мм, а класса 350 см3 — 0,2—0,25 мм, можно уверенно говорить, что цилиндр нуждается в ремонте.
Что касается конусности, то ее можно определить более простым способом: при помощи любого поршневого кольца. Нужно вставить его в цилиндр и замерить зазор в замке в уже известных вам верхнем и нижнем поясах. Разницу между этими величинами разделите на 3,14 — и вы получите общепринятое выражение конусности. Если полуденная вами величина превышает 0,06—0,08 мм (меньшая величина — для меньших кубатур) — цилиндр эксплуатировать больше нельзя. Кстати, таким же способом в край-ном случае можно проводить и все другие измерения цилиндра.
Хонингование не годится для ремонта конусных, овальных или бочкообразных цилиндров, поскольку абразивы в хоне сидят подвижно и копируют стенки цилиндра. Для устранения этих видов износа существует иной способ ремонта. Он называется притирание.
Часто притирание применяют вместо хонингованчя как окончательную операцию после расточки,, Но можно вообще заменить расточку притиркой. Правда, это растягивает процесс, но дает хорошие результаты.
Рис. 2. Разжимной притир для цилиндра 125 см3 : 1 — корпус; 2 — разрезная втулка; 3 — шайба; 4 — болт; 5 — разрез во втулке.
Рабочий инструмент — разжимной притир (рис. 2). Его корпус 1 обычно делают из стали, втулку 2 — из мелкозернистого чугуна с твердостью НВ 140.
Сначала вытачивают заготовку втулки (ее длина от 100 до 150 мм, в зависимости от объема цилиндре), оставляя припуск по наружному диаметру и окончательно обрабатывая внутреннее конусное отверстие. После этого заготовку либо разрезают вдоль оси одним сквозным проходом ножовки (фрезы, см. рис. 2), либо делают четыре несквозных разреза: два с одной и два с другой стороны, не доводя их примерно на 20 мм до конца (рис. 3). После этого изготовляют корпус, на наружном торце которого сверлят отверстие и нарезают резьбу под болт М12— М14, как показано на рис. 2, или оставляют хвостовик и на нем нарезают резьбу, как это показано на рис. 3. Втулку надевают на корпус, закрепляют болтом и окончательно протачивают под размер цилиндра минус 0,1 мм. Притирку можно вести в сверлильном станке.
Рис. 3. Пример притира с четырьмя разрезами.
На наружную поверхность втулки наносят притирочную пасту — абразивный порошок в смеси с маслом и надевают цилиндр. Как и в случае с хонингованием, цилиндр нельзя закреплять — нужно только придерживать руками. Обороты шпинделя, как правило, составляют 50—80 в минуту, вертикальные перемещения — 30—60 в минуту. Время от времени полезно цилиндр переворачивать — это обеспечивает более равномерную обработку. Притирочную пасту часто приходится готовить самому — истирая один о другой два одинаковых абразивных бруска. О зернистости мы уже говорили выше. Заканчивают обработку полировочными пастами и пустой ГОИ.
Когда в процессе работы притир начнет свободно вращаться в цилиндре, болт или гайку следует подтянуть настолько, чтобы это вращение стало тугим. Периодически нужно останавливать станок и промывать цилиндр и притир, удаляя накопившуюся грязь и продукты обработки По окончании работы цилиндр тщательно промывают керосином и теплой водой с мылом. Контроль ведется непосредственно по поршню, под который притирается цилиндр.
В. ХАЛЬНОВ, инженер
Что такое хон
Хон или Зеркало в цилиндрах что лучше — Mitsubishi Carisma, 1.8 л., 2002 года на DRIVE2
Что такое Хон — Это так скажем поперечные риски в цилиндрах двигателя.
Как их делают специальным оборудованием, в котором закреплен Хон это три пластинки камня бывают трех размеров.
Многие считают что если идеальное зеркало на гильзах в двс, то значит все в порядке! Но это не так!
Если у вас на гильзах идеальное зеркало и нет поперечных рисок, то это плохо! Спросите почему? Потому что масло не задерживается в гильзе и уходит, а оно должно смазывать поршневые кольца! Так же хон сопутствует тому, что у вас не будут появляться задиры на гильзах.
Изначально исправного двигателя к концу его ресурса хон постепенно исчезает. исчезающий хон превращается в «набивающееся», зеркало. вот на этой первой стадии смерти хона (хон «частично» превратился в зеркало, но кольца пока еще живы) происходит уменьшение жора масла увеличивается немного компрессия.
Ввиду того, что на цилиндрах масла нет (ибо негде ему там прятаться, цепляться (на больших оборотах), кольца начинают изнашиваться и помирают. кольца умерли — расход резко вырос.
«Зеркальными цилиндры сразу, в размер с поршнями при капиталке. Чем это плохо? Тем что масло не держится на нем? Так как по мне — это бред, все везде держится. А то что кольцам лучше скользится по гладкой поверхности чем по наждачке это я думаю логично.»
Найти можно его во многих магазинах с инструментами…
Он продается с насадкой под дрель . В дальнейшем если вам опять понадобится хон, он продается и отдельно, в упаковке комплект из 3 шт.
Как пользоваться хоном?
Одеваем насадку на дрель или шуруповёрт, вставляем в гильзу и медленным вращением начинаем проходить вверх вниз по тому месту, где ходят поршня. После не продолжительных таких действий можно увеличивать скорость, но не до максимума! Еще забыл отметить то, что дрель надо держать как можно ровнее! Иначе можете повредить гильзу креплением хона. Если вдруг у вас есть небольшие выработки, хон их затёрт, но только небольшие.
Повторюсь, что хон не дает двигателю голодать от масла, он задерживает масло на гильзах и ход поршня смазывается за счёт него.
————————————————————————————————————————————————————
Так добавлю еще немного инфы.
Если у вас нет хона — это тоже может быть нормально, так как с завода изготовителя на движке было зеркало! и это нормально и можно не мудрить на него хон.
Если у вас есть хон, при нормальной эксплуатации он сохраняется на всем протяжении.
Какой то обкаточный хон и тд и тп если у вас его не было думаю он вам и не нужен оставляйте зеркало.
Различие в системе смазки, где что применяют, из-за это где то ХОН, а где то Зеркало.
Хон вовсе не лучше, оно технологически проще (и дешевле) для авто производителей.
Если отказаться от хона, то надо технологически затратно изменять конструкцию поршней, обеспечивая через них эффективную смазку. Кроме этого надо будет «мудрить» над смазкой под давлением (через сопла) зеркала цилиндров. Ну и наконец надо будет изменить форму колец (особенно верхних компрессионных (как я понимаю — кольца уже не зеркальные а с рисками или углами заточки и тп ) все для тоже самой цели — улучшении смазки. Вот и встает вопрос а надо ли это авто производителям — конечно нет. Вот хон повсеместно и вытеснил ранее известные «зеркальные» системы.
Полный размер
www.drive2.ru
Хонингование — Википедия
Материал из Википедии — свободной энциклопедии
Хонингова́ние[1] — вид абразивной обработки конических и цилиндрических поверхностей, который позволяет устранять шероховатости на поверхности заготовок, корректировать их геометрическую форму и повышать точность их габаритных размеров[2]. Проводится с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических поверхностей путём совмещения вращательного и возвратно-поступательного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Один из видов чистовых и отделочных обработок резанием. Позволяет получить отверстие с отклонением от цилиндричности до 5 мкм и шероховатостью поверхности Ra=0,63÷0,04.
Хонингование наружных поверхностей осуществляется на специализированных станках (горизонтально-хонинговальных) или модернизированных (шлифовальных, горизонтально-расточных), производительность при этом по сравнению с суперфинишированием в 2—4 раза выше вследствие бо́льшего количества брусков и бо́льших давлений.
Обработка отверстий в различных деталях, в том числе в деталях двигателя (отверстий блоков цилиндров, гильз цилиндров, отверстий кривошипной и поршневой головок шатунов, отверстий шестерен) и т. д. Хонинговочная сетка является побочным эффектом этого высокоточного метода шлифования. По её характеру можно судить о правильности обработки, точности соблюдения технологии. Особенно это актуально при работе ручным инструментом. При обработке хонингованием обеспечивается стабильное получение точных отверстий и требуемых параметров шероховатости обработанной поверхности.
Возвратно-поступательное движение хона с постоянным давлением бруска или постоянной скоростью радиальной подачи.
Инструменты и станки для хонингования[править | править код]
Ручная хонинговальная головка закреплённая в патроне ручной дрели.От специализированных хонинговальных станков до ручного инструмента.
При обработке деталей из стали и чугуна применяют керосин или смесь керосина с веретённым маслом (10 %—20 %). При использовании алмазных хонинговальных брусков часто применяют в качестве СОЖ обычную воду, в которую добавляют различные (как правило синтетические) вещества, предотвращающие коррозию обрабатываемой детали и самого станка. Использование водных растворов обусловлено более высокой теплоемкостью воды (по сравнению с маслами и керосином), а, следовательно, и более интенсивным отводом тепла, что является одним из важнейших требований, предъявляемых к СОЖ. При этом водные растворы более экологичны и менее вредны для оператора станка.
Высокопроизводительный процесс, позволяющий получить качественные поверхности с 6—5 квалитетом точности и шероховатостью поверхности Ra 1,6—0,1
- ↑ хонингование // Русское словесное ударение: Словарь / Зарва М. В.. — М.: НЦ ЭНАС, 2001. — 600 с.
- ↑ Хонингование // Инструменты из сверхтвёрдых материалов / Н. В. Новиков, С. А. Клименко. — Москва: «Машиностроение», 2014. — С. 428. — 608 с. — (Библиотека инструментальщика). — ISBN 978-5-94275-703-8.
- Под ред. Орлова П. Н. Краткий справочник металлиста. — М.: Машиностроение, 1986. — С. 960.
ru.wikipedia.org
ТЕХНОЛОГИЯ ХОНИНГОВАНИЯ ЦИЛИНДРОВ — DRIVE2
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Полный размер
ЧТО ТАКОЕ ХОНИНГОВАНИЕ
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
ЦЕЛЬ НАНЕСЕНИЯ
Причины хонингования цилиндров:
— приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
— точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
— получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
ТЕХНОЛОГИЯ ОБРАБОТКИ
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
ТОНКОСТИ ПРОЦЕССА
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
— не должны иметь рваных, острых кромок;
— отсутствуют деформированные участки;
— глубина, ширина должны быть однородными.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Полный размер
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
— гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
Полный размер
— 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Полный размер
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
www.drive2.ru
Хонингование цилиндров:что это такое? | АВТОМАШИНЫ
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Содержание статьи
ДЛЯ ЧЕГО НУЖНО ХОНИНГОВАНИЕ ДВИГАТЕЛЯ?
Хониногование производят для уменьшения шероховатости стенок цилиндров и чтобы улучшить приработку поршневых колец и самим поршней. Оно увеличивает срок службы отремонтированного двигателя.
В процессе эксплуатации двигатель сильно изнашивается и теряет свою первоначальную форму. Это, в главной степени, относиться к цилиндрам двигателя. Если они изначально были круглыми, то со временем они принимают овальную форму (эффект конусности). Также на стенках цилиндров двигателя образуются задиры и царапины. Все эти причины ведут только к одному — к капитальному ремонту двигателя.При «капиталке» специалисты растачивают цилиндры до первого ремонтного размера. Чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование.
Хонингование цилиндров — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает точностью и большей эффективностью.
Плосковершинное хонингование имеет ряд преимуществ. Его задача — эта тщательная обработка цилиндров двигателя для последующей работы. В результате хонингования цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит меньший износ деталей мотора и повышение эффективности работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
Особенность хонингования — образование на цилиндрах сетки, которую можно заметить при тщательном осмотре. Она нужна, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
ПОХОЖИЕ СТАТЬИ:
seite1.ru
Хонингование цилиндров: что это такое?
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Содержание статьи
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Как правильно наносить хон на стенки цилиндров
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом. Такой абразив позволяет добиться высокоточной обработки поверхностей;
Завершением процесса хонинговки цилиндров можно считать финишную чистку поверхностей при помощи специальной абразивной пасты. Данная процедура позволяет удалить острые углы, переходы, впадины и другие микродефекты. Результатом становится ровная и равномерно нанесенная хонинговальная сетка на стенках цилиндров двигателя. Отметим, что в ряде случаев применение абразивных паст для тонкой обработки опускают, выполняя только два основных этапа по нанесению хона.
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Специнструмент для хонинговки обеспечивает точное, а не хаотичное нанесение указанных рисок при помощи хонинговальной головки, на которую монтируются хонбруски. Как уже было сказано, инструмент совершает не только вращение, но и возвратно-поступательные движения. Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д.
- После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках. Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Читайте также
krutimotor.ru
Хонингование — DRIVE2
Данная статья взята с просторов интернета, мне показалась довольно интересной поэтому представляю ее Вам для обозрения.
Не так давно искал в Яндексе (не сочтите за рекламу) картинки и наткнулся на давно забытый «дрынохон». Решил заглянуть на сайт, где была размещена фотка. Вот, что там было изложено:
…Перед сборкой двигателя в обязательном порядке проводится хонингование зеркал цилиндров с целью достижения правильной посадки на них поршневых колец, обеспечивающей должную герметичность камер сгорания…
…Выпускаются два типа хонов для обработки зеркал цилиндров: хон типа «бутылочный ершик» и, более традиционный, поверхностный хон в виде насадки с подпружиненными точильными камнями. Оба инструмента обеспечивают необходимое качество обработки зеркал цилиндров, хотя использование первого для неопытного механика предпочтительнее. Потребуется также достаточное количество ветоши, специального хонинговочного или просто жидкого машинного масла, а также электродрель в качестве привода для хонинговочных насадок. Действуйте в следующем порядке…
Полный размер
Дрынохон как он есть и в действии
Далее описана процедура гаражного хонингования. Неужели и сейчас кто-то производит восстановление цилиндров подобными методами. Я полагал, что к подобным текстам уже давно приписали что-то типа «устаревший метод, сейчас так никто не делает». Текст как водится размножен на многих сайтах (эдакий сетевой бэкап коллективного разума) и кто-то сочтёт, что этот метод вполне современен. Однако ж, технологии давно ушли вперёд и теперь дороже будет найти дрынохон, чем сделать хон на соответствующем станке. Преимущество «дрынохона» только в том, что поцарапать цилиндр можно не снимая блок с автомобиля. Фактически так можно только «освежить», но не сделать нормальный хон в изношенном цилиндре. Уж поверьте.
Пару слов о теории:
Хонингование — (от англ. honing, от hone — хонинговать, буквально — точить). Вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и поступательно-возвратного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Хотя также встречается и наружное хонингование, но выполняется такая операция на специализированных станках. Наружное хонингование применяется на деталях большой длины, обработка которых в обычных металлообрабатывающих станках не представляется возможным. Например, штоки гидротормозов артиллерийских орудий. Хонингование наружных поверхностей может осуществляется на модернизированных (шлифовальных, горизонтально-расточных) станках. Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
Хонингование применительно к ДВС:
При ремонте двигателя, как это было сказано ранее, хонингуют в основной своей массе внутренние цилиндрические поверхности — отверстия. Это втулки верхней головки шатуна, отверстия нижней головки шатуна, втулки коромысел привода клапанного механизма, постели коленчатого вала и конечно же цилиндры двигателя.
Полный размер
Хонголовка с хонбрусками в цилиндре
Если считать, что цилиндры — это сердце мотора, то знания о хонинговании, свойствах получаемой поверхности и методах её получения — это кардиология.
Для нормальной работы поршневых колец (кардиологический аналог каждый может себе придумать сам) на стенке цилиндра необходимо обеспечить определённый микропрофиль поверхности — совокупность пересекающихся рисок. Глубина и взаимное расположение этих рисок в значительной степени определяет такие эксплуатационные параметры как компрессия, мощность, расход масла, расход топлива, износ цилиндро-поршневой группы и ресурс двигателя. Нанесение этих рисок как раз и происходит при работе хонинговальной головки с установленными в неё брусками по поверхности цилиндра. Одновременное вращение инструмента и его возвратно поступательные движения (это Вам не туда-сюда дрынохоном:) определяет угол взаимного пересечения рисок на поверхности цилиндра — угол хонингования. Вид применяемого абразива, его зернистость и связка определяет шероховатость поверхности цилиндра, глубину и размер рисок. Соответственно не сложно догадаться, что следует различать черновое и чистовое хонингование, а следовательно и применяемые при хонинговании бруски. «Законодатель моды» в данном вопросе — фирма KOLBENSCHMIDT (KS) — дает чёткие рекомендации по выполнению данной операции. Поэтому я решил не ловить в цеху момент для съемки процесса хонингования и даже не пошел на склад за брусками. Я просто отсканировал картинки из буклета KS. Так вот, рекомендации распространяются на применение абразивных и смазочных материалов, настройку оборудования, припуски на обработку и самое главное — методы контроля качества выполненной работы. Для контроля шероховатости немцы применяют тестер Hommel с возможностью вывода на печать диаграммы микропрофиля и параметров шероховатости в оценочных единицах. Для контроля угла хонингования — применяется специальная пленка-шаблон. На фото она приложена к стенке цилиндра.
Полный размер
Пленка-шаблон для проверки линий хона и наглядный рисунок самих линий из рекомендаций KS
Полный размер
Прибор для контроля шероховатости Hommel
О практическом влиянии параметров хонингования или разрушение мифа, о «зеркальной», абсолютно гладкой поверхности цилиндра:
Для надёжного удержания масла на поверхности цилиндра (чего ради собственно и затеяна вся эта вращательно-поступательная «возня»), стенка последнего должна иметь определённую шероховатость абсолютно гладкая стенка не способна удержать на себе масло, в количестве необходимом для нормальной смазки колец. С абсолютно гладкой, зеркальной, поверхности масло будет сниматься почти полностью, оставшееся масло будет сгорать, а нового масла, необходимого для нормальной смазки поступать не будет. Таким образом будут формироваться условия для сухого трения, которое вызывает повышенный износ. Поверхность, обладающая высокой шероховатостью, способна значительно лучше задерживать на себе масло и соответственно воспринимать более высокие механические нагрузки. Низкая шероховатость удерживает масло несколько хуже. Больший угол хонингования влияет на расход масла (угар), но в этом случае меньше проявляется волнистость поверхности цилиндра. Маленький угол влияет на снижение расхода масла. Вот такие закономерности. Поэтому требуется подбор режимов хонингования и применяемых материалов, которые и обеспечивают необходимый результат.
Грубая поверхность (глубокие риски — высокая шероховатость) получаются после применения крупно зернистого абразива, на первой стадии чернового хонингования. Здесь применяют алмазные бруски на медной основе. Хонингование ведётся с избытком СОЖ. Для выноса из зоны резания продуктов износа, как материала цилиндра, так и материала бруска. Получаемая после чернового алмазного хонингования поверхность непригодна для работы по ней колец, поршня да и работы вообще. В некоторых случаях алмазное (силовое) хонингование служит заменой расточки цилиндра, с той лишь разницей, что процесс хонингования более производительный и легче поддаётся автоматизации.
На второй стадии полученная поверхность обрабатывается более мелкозернистым абразивом, но не чистовым. При этом формируется новый микропрофиль поверхности. На данном этапе применяют абразивные материалы с размером зерна 1/150 мм.
Окончательное хонингование ведется материалами с зерном от 1/300 — 1/500 мм, до достижения окончательного размера цилиндра.
Финишная операция при хонинговании — хонинговое крацевание. При этой операции не происходит изменение размера цилиндра (отверстия) полученного при чистовом хонинговании. При этой операции полученный микропрофиль полностью очищается от остатков хонинговального абразива, обнажаются графитовые зёрна (для чугунных цилиндров), что влияет на снижение трения, а следовательно на механические потери и износ. При крацевании используют специальные щётки, из нейлоновых нитей с добавлением кристаллов кремния.
Полный размер
Щётки для крацевания
Используя оборудование для хонингования можно проводить также нанесение анифрикционных покрытий на стенки цилиндров, обрабатывать цилиндры алюминиевых блоков (правда не всех) и выполнять плосковершинное хонингование. Данные операции принципиально не отличаются от обычного хонингования. Для их проведения необходимы специальные материалы и хонинговальные бруски.
Полный
www.drive2.ru
Хон цилиндров и сила трения в двигателе или как остановить износ
Ответим на частые вопросы и сомнения:
- Не навредит ли металлокерамика хону?
- Что лучше растачивать двигатель или обработать RVS составом?
Под износом двигателя надо понимать в первую очередь — его цилиндры. Много говорится о факторах, влияющих на ее степень. Однако в первую очередь зависит от материала, из которого изготовлен блок цилиндров.
Именно материал играет значительную роль. Насколько он будет устойчив при контакте металлических поверхностей. Стенки гильзы также должны выдерживать воздействия температур от 1500 до 2000 C., и обладать повышенной механичной прочностью, призванной защищать гильзу от абразива, коррозии и трения. Создание высокопрочных материалов для гильз повлечет за собой существенное удорожание продукции, так как потребуются дополнительные стадии обработки, шлифовки и полировки, что могут позволить себе лишь единичные производители.
Для уменьшения силы трения, которая является самым большим врагом износостойкости, на стенках гильзы наносят хон, удерживающий масляную пленку.
Хонингование цилиндров делается в два этапа абразивным материалом. В результате на стенках образуются риски — так называемый хоновый рисунок, при этом мелкие риски имеют размер в доли микрон и визуально их не увидишь,
и крупные риски по размеру, достигающие десятки микрон, которые мы визуально и наблюдаем в цилиндре.
Шероховатость, созданная хоном, задерживает масло на стенках цилиндра, что способствует снижению трения. Однако не все так просто.
При холодном запуске происходит сухое трение. В этот короткий промежуток времени ее сила достаточно велика, и сравнимы с пробегом в 500 км.
По мере поступления масла в каналы на деталях образуется масляная пленка. При этом ее толщина зависит от высоты шероховатости, и скорости вращения коленчатого вала. Чем меньше скорость, тем меньше толщина. В такие моменты она закрывает только маленькие неровности. В то время как большие риски продолжают сталкиваться друг с другом и изнашиваться. При увеличении скорости растет подъемная сила, и масло поднимается и закрывает верхние риски. В такие моменты трение снижается. Для сравнения: чем быстрее движется катер, тем больше выталкивающая сила воды и меньше сила сопротивления.
Именно по этой причине в пробках, на малых оборотах, и в момент резкого старта с места происходит наибольшее изнашивание мотора.
Итак, как влияет образование металлокерамики на хон.
Если риски имеют правильную форму, то в узких местах его масло, благодаря силе поверхностного натяжения поднимается над ними. Там, где они широкие масло втягивается внутрь. В этом случае эффекта снижения трения не будет.
Металлокерамический слой образуется только в местах мелких неровностей, в то время, как крупные выступы остаются выше этого слоя и не изменяются.
Как видно на рисунке
При прохождении через верхнюю и нижнюю мертвые точки, происходит так называемое «ёрзание» поршня, за счет смены направления его движения и при этом складывается картина, при котором высота масляной пленки мала и не покрывает вершины рисок. Именно здесь и происходит наибольший слом вершин. Пленка в этих местах рвется. По сути, происходит разрушение поверхностей деталей, которые находятся без смазки. Верхние слои сопряженных деталей пластически деформируются, возникает местное схватывание с разрушением и отделением частиц металла и налипание их на поверхности сопрягаемых деталей. Такой износ называют изнашивание схватыванием. Температура здесь достигает 900C и выше, при таких температурах масло теряет свои свойства, присадки, содержащиеся в базовом масле, разлагаются. Абразивные частицы и продукты разложения попадают в масло и продолжают изнашивать стенки цилиндров — это называется абразивным износом.
В этих местах и создается слой металлокерамики. Минералы, входящие в состав RVS размалываются выступами микрорельефа, выделяется достаточное количество энергии для прохождения процессов микросваривания и микросхватывания. Начинается реакция замещения с образованием новых кристаллов и небольшого слоя металлокерамики. В ходе дальнейшей приработки частицы РВС размалываются до размера элементарных частиц, имеющих определенную структуру и форму (микрочешуйки). Эта особая форма позволяет очистить микрорельеф поверхности от продуктов разложения, что не может сделать ни одна из промывок масляной системы. После очистки происходит плотная нагартовка частиц РВС в углубления контактируемых поверхностей. В каждой точке соприкосновения поверхностей электромагнитные микрополя выстраивают микрочастицы РВС в определенном порядке. В результате начинается реакция замещения атомов Mg в кристаллических решетках микрочастиц РВС на атомы Fe поверхностного и подповерхностного слоев металла контактируемой поверхности. Так образуется металлокерамический защитный слой, толщина которого пропорциональна количеству частиц, нагартованных в микроуглублениях рельефа и энергии, выделяемой при контакте. Данный слой саморегулирующийся. Если есть энергия при трении и контакте, то слой растет. В результате компенсируются зазоры, снижается выделение энергии — прекращается реакция замещения — прекращается дальнейший рост. Именно по этой причине производители масла не добавляют RVS в свои масла — РВС составы не требуют постоянного присутствия в масле.
В средней части, где масляная пленка поднимается над вершинами рисок, слома не происходит и создание слоя маловероятно.
В случае же, если микрорельефа на цилиндрах совсем не осталось, или как говорят, образовалось зеркало, то создаваемый защитный слой уплотнит сопряжение цилиндр-кольцо.
Новый слой обладает пластичностью до 50 кгс/см2, что позволяет противостоять изнашиванию, при котором сила трения в двигателе минимальны и коэффициент ее составляет 0,003-0,007
Такие результаты обработки РВС составом позволяют проехать без масла до 300 км. без нанесения урона схватыванием!
Кроме того, в результате воздействия значительных удельных давлений и больших скоростей трущихся деталей происходит тепловое изнашивание деталей. Выделяющееся тепло размягчает металл и разрушает поверхности в результате оплавления и переноса металла с поверхностей сопряженных деталей.
Твердость поверхностей с металлокерамикой может достигать 63-70 HRC, а температура его разрушения 1575-1600C. Новый слой является диэлектриком и огнеупором, стоек к коррозии, что позволяет ему противостоять как тепловому изнашиванию двигателя, так и окислительному изнашиванию, которое возникает вследствие воздействия кислорода, который, так или иначе, попадает вместе с атмосферным воздухом.
rvsmaster.ru
хон — Викисловарь
Содержание
- 1 Русский
- 1.1 Морфологические и синтаксические свойства
- 1.2 Произношение
- 1.3 Семантические свойства
- 1.3.1 Значение
- 1.3.2 Синонимы
- 1.3.3 Антонимы
- 1.3.4 Гиперонимы
- 1.3.5 Гипонимы
- 1.4 Родственные слова
- 1.5 Этимология
- 1.6 Фразеологизмы и устойчивые сочетания
- 1.7 Перевод
- 1.8 Анаграммы
- 1.9 Библиография
- 2 Таджикский
- 2.1 Морфологические и синтаксические свойства
- 2.2 Семантические свойства
- 2.2.1 Значение
- 2.2.2 Синоним
| В Викиданных есть лексема хон (L177503). |
Морфологические и синтаксические свойства[править]
| падеж | ед. ч. | мн. ч. |
|---|---|---|
| Им. | хо́н | хо́ны |
| Р. | хо́на | хо́нов |
| Д. | хо́ну | хо́нам |
| В. | хо́н | хо́ны |
| Тв. | хо́ном | хо́нами |
| Пр. | хо́не | хо́нах |
хон
Существительное, неодушевлённое, мужской род, 2-е склонение (тип склонения 1a по классификации А. А. Зализняка).
Корень: -хон-.
Произношение[править]
Семантические свойства[править]
Значение[править]
- техн. инструмент для хонингования в виде оправки с закрепленными на ней абразивными брусками, снимающими очень тонкий слой металла ◆ Отсутствует пример употребления (см. рекомендации).
Синонимы[править]
Антонимы[править]
Гиперонимы[править]
- инструмент
Гипонимы[править]
Родственные слова[править]
| Ближайшее родство | |
| |
Этимология[править]
Происходит от англ. hone «точить», далее от ??
Фразеологизмы и устойчивые сочетания[править]
Перевод[править]
| Список переводов | |
Анаграммы[править]
Библиография[править]
Для улучшения этой статьи желательно:
|
Морфологические и синтаксические свойства[править]
Глагол.
- Форма повелительного наклонения (сиғаи амрӣ) единственного числа 2-го лица глагола хондан (читать)
Семантические свойства[править]
Значение[править]
- прочитай ◆ Ту ин китобро як хон — Прочитай-ка эту книгу
Синоним[править]
Для улучшения этой статьи желательно:
|
ru.wiktionary.org
Хонам (регион) — Википедия
| Хонам | |
|---|---|
| Хангыль | 호남 |
| Ханча | 湖南 |
| Маккьюн — Райшауэр | Ho-nam |
| Новая романизация | Ho-nam |
Хона́м — регион Кореи, отождествляемый с бывшей провинцией Чолладо, находящейся теперь в Южной Корее. Сегодня термин относится к провинциям Чолла-Пукто, Чолла-Намдо, а также к городу прямого подчинения Кванджу. Пренебрежительное название этого региона — Чолладиа.
Название «Хонам» используется в названиях Хонамской железнодорожной ветки и Хонамского хайвея, являющихся главными транспортными коридорами, связывающими Сеул и Тэджон с регионом Хонам.
| Это заготовка статьи по географии Южной Кореи. Вы можете помочь проекту, дополнив её. |
| Административное деление Республики Корея | ||
|---|---|---|
| ||
Для улучшения этой статьи желательно:
|
ru.wikipedia.org
Хон — это… Что такое хон?
хонХон
Википедия
хонм.Инструмент для хонингования в виде оправки с закрепленными на ней абразивными брусками.
Большой современный толковый словарь русского языка
хон( англ. hone букв. точильный камень; точить) тех. инструмент для хонингования в виде оправки с закрепленными на ней абразивными брусками, снимающими очень тонкий слой металла.
Новый словарь иностранных слов
хонм. Инструмент для хонингования в виде оправки с закрепленными на ней абразивными брусками.
Новый толково-словообразовательный словарь русского языка Ефремовой
хон[англ. hone букв. точильный камень; точить]тех. инструмент для хонингования в виде оправки с закрепленными на ней абразивными брусками, снимающими очень тонкий слой металла.
Словарь иностранных выражений
хонм. Инструмент для хонингования в виде оправки с закрепленными на ней абразивными брусками.
Толковый словарь Ефремовой
хонхон, -а
Полный орфографический словарь русского языка
хонинструмент для хонингования в виде оправки с закрепленными на ней абразивными брусками, снимающими очень тонкий слой металла
Викисловарь
хонпрочитай
Викисловарь
xn--b1advjcbct.xn--p1ai
Хоне — Википедия
| Община | |
| Хоне | |
|---|---|
| Hohne | |
| 52°34′ с. ш. 10°22′ в. д.HGЯOL | |
| Страна | Германия |
| Земля | Нижняя Саксония |
| Район | Целле (район) |
| Управление | Управление Лахендорф |
| Глава | Эрхард Тёльке (СДПГ) |
| История и география | |
| Площадь | 36,47 км² |
| Высота центра | 48 м |
| Часовой пояс | UTC+1:00, летом UTC+2:00 |
| Население | |
| Население | 1759 человек (2010) |
| Цифровые идентификаторы | |
| Телефонный код | +49 5083 |
| Почтовый индекс | 29362 |
| Автомобильный код | CE |
| Официальный код | 03 3 51 015 |
| lachendorf.de (нем.) | |
Показать/скрыть карты Хоне Хоне | |
| Медиафайлы на Викискладе | |
Хоне (нем. Hohne) — коммуна в Германии, в земле Нижняя Саксония.
Входит в состав района Целле. Подчиняется управлению Лахендорф. Население составляет 1759 человек (на 31 декабря 2010 года).[1] Занимает площадь 36,47 км². Официальный код — 03 3 51 015.
|
- ↑ Landesbetrieb für Statistik und Kommunikationstechnologie Niedersachsen – Bevölkerungsfortschreibung (неопр.) (недоступная ссылка — история ).
- Официальная страница
| Города и посёлки района Целле (Нижняя Саксония) | ||
|---|---|---|
| ||
| Это заготовка статьи по географии Нижней Саксонии. Вы можете помочь проекту, дополнив её. |
ru.wikipedia.org
Капитальный ремонт двигателя Durateс НЕ (с. 38,3)
RichatZ: |
| Если по трассе гоню 140-160 км/ч масло начинает хорошо угорать, считаю, что это норма. Масла от замены до замены уходит около 1 — 1,5 литров. Последняя замена свечей зажигания следов масла и нагара на свечах не выявила. Раз в два года делаю промывку форсунок. двигатель работает ровно, обороты не плавают. А забыл, после 105000 км делал раскоксовку Лавром, но разницу не уловил. Думаю, что езда машины на хороших оборотах в комфортных условиях (трасса) залог здоровья двигателя. Вот думаю, что проверять ? Или не морочить голову себе и людям ?! |
вот как то наткнулся на интервью с каким-то кандидатом тех наук на эту тему.у самого появилсо небольшой угар.
Вопрос: А как с расходом масла? Часто бывает, что водителю кажется, что его мотор поглощает слишком много масла.
Хрулев: Мало кто задумывается о том, что длительная работа мотора на холостых или низких оборотах приводит к образованию нагара, а он не способствует улучшению работы двигателя, а, наоборот, ухудшает ее и по зажиганию и по механике. По опыту знаю, что, если машина много стоит в пробках, или мотор молотит на холостых, пока водитель поджидает шефа, скажем, у Госдумы, межсервисный интервал надо сократить, как минимум вдвое. В пробках хоть как-то движешься, хотя по моточасам мотор работает намного больше, чем по пробегу. Само собой и угар масла при таких нерасчетных режимах значительный. То же происходит при длительном движении с большой скоростью. Самый интересный вопрос – цифра расхода масла, так как многие считают, что расхода не должно быть вовсе. То есть, если между заменами масло не пришлось подливать – все нормально! При межсервисном пробеге в 15 000 км расход масла составляет 70 миллилитров на 1 000 км. Это очень мало, но в инструкциях написано, что расход масла зависит и от манеры вождения и от загрузки машины и может составлять до 1 литра на 1 000 км. У БМВ, например, 0,7 литра, а у мощных моторов серии М — 1,5 литра. У Форда – 0,5 литра до двух литрового объема двигателя. По данным немецкой фирмы Kolbenschmidt, производящей поршневую группу, нормы расхода масла такие: для моторов объемом до двух литров – 0,5-1литр на 1 000 км, более двух литров – 0,5-1,5 литра, а для грузовых – от 1 литра до 2 литров. Имеются в виду, конечно, полностью исправные и не «уезженные» моторы.
но интереснее всего вот тут http://faq.ford77.ru/engine/duratec_he.htm , «Кулибины» успокойте ,что-то я запутался. Дюратек 2.0 гильзованный или с «никасиловым» напылением?
Станок для хонингования и удаления глазури / HON S
Переносной хонинговальный станок для работы на объекте
HON S — это портативный хонинговальный станок и станок для удаления глазури, предназначенный для удобной работы непосредственно на двигателе или на хонинговальном станке.
HON S — характеристики станка
- Для хонингования гильз с внутренним диаметром 140 — 670 мм
- Простота эксплуатации непосредственно на двигателе или на хонинговальном станке
- Хонингование исправляет форму футеровки, восстанавливает потертости и восстанавливает поперечный узор поверхности
- Регулируемая скорость подъема и сменный редуктор для оптимального угла наклона и производительности хонингования
- Машина с полностью пневматическим приводом.
- Электропривод по запросу
- Механически регулируемое давление камня для максимальной точности
- Дополнительно: 8-лучевая хонинговальная головка для специальных применений
- Автоматическая регулировка хода
HON S — новые функции
- Рукоятки управления на пульте дистанционного управления
Рукоятки управления скоростью движения и давлением камней перенесены с хонинговального станка на тот же внешний пульт управления, где расположены кнопки сброса и аварийные кнопки.Это делает использование HON S намного проще и даже безопаснее. - Датчик провисания цепи (опция)
Запатентованный датчик провисания цепи останавливает машину, если есть провисание цепи от лебедки. Это может произойти, например, если давление камня слишком велико, что предотвращает соскальзывание хонинговальной головки вниз по футеровке. Комплект обновления доступен для пользователей HON S - Динамометрический ключ и адаптер (опция)
Недавно был представлен комплект, улучшающий точность давления камня.В комплект входят динамометрический ключ и адаптер, которые значительно сокращают время хонингования и риск человеческой ошибки. - Демпферы вибрации
Chris-Marine недавно представила демпферы вибрации, чтобы минимизировать износ головки, избежать образования вибраций в гильзе цилиндра и повысить производительность.
Доступно для нескольких производителей двигателей, таких как Bergen, Caterpillar, MAN DIESEL, Wärtisilä и т. Д.
Автоматический станок для хонингования и удаления глазури / HON A
Автоматический хонинговальный станок
HON A — это автоматический хонинговальный станок, который восстанавливает геометрию гильзы цилиндра двигателя и структуру поверхности среднеоборотных двигателей.
Машина с электрическим приводом имеет такие функции, как регулируемое давление камня и программируемый портативный контроллер ПЛК. Контроллер включает функцию автоматического управления ходом и может указывать точный угол поперечного рисунка.
HON A — характеристики станка
- Автоматическая регулировка хода
- Меньше шума, чем при работе со сжатым воздухом
- Угловой узор точный
- Простая настройка и запуск работы
- Точный угол поперечного рисунка поверхности футеровки может быть установлен с контроллера
- Безопасен в использовании — не может выходить за рамки установленных точек поворота во время работы
- Скорость и длину хода можно регулировать во время работы
- Синхронизированное вертикальное и вращательное движение
- Регулируемое давление хонинговального бруса
- Может использоваться с существующими головками Chris-Marine HON S / S2
- Независимо от хонинговальной головки вам понадобится только одна лебедка и один редуктор
HON A — новые функции
- Ручной контроллер и блок электрической лебедки и привода
Ручной контроллер для всех функций и настроек для облегчения хонингования.Синхронизированная электрическая лебедка и привод в сочетании с автоматическим контролем давления камня увеличивает эффективность хонингования и позволяет регулировать во время хонингования.
- Датчик провисания цепи (опция)
Запатентованный датчик провисания цепи останавливает машину, если есть провисание цепи от лебедки. Это может произойти, например, если давление камня слишком велико, что предотвращает соскальзывание хонинговальной головки вниз по футеровке. - Демпферы вибрации
Chris-Marine недавно представила демпферы вибрации, чтобы минимизировать износ головки, избежать образования вибраций в гильзе цилиндра и повысить производительность. - Хонинговальный сепаратор (опция)
Прочный хонинговальный сепаратор повышает безопасность пользователя.
Заточка для шара — как получить идеальную отделку для уплотнения поршневого кольца
Шаровая шлифовальная головка — как получить идеальную поверхность для уплотнения поршневого кольца Шаровая шлифовальная головка самоцентрируется, выравнивается по отверстию и самокомпенсируется при износе. Шаровидные шлифовальные станки обеспечивают отличную отделку поверхности и сделают вашу следующую замену кольцом успешной!Инструмент для шлифования шариков отлично подходит, если вы пытаетесь только освежить цилиндр перед повторным кольцеванием, потому что это не инструмент для удаления материала.
Задача шлифования шара — создать равномерную поперечную штриховку на поверхности отверстия, чтобы масло могло за что цепляться. Без перекрестной штриховки масло будет просто стекать, не выполняя своей работы. Итак, в вашем двигателе поршни движутся вверх и вниз, обеспечивая плотное уплотнение через поршневые кольца. Со временем постоянное трение колец о стенку цилиндра может отполировать его до очень гладкой поверхности.
Это создает проблемы двумя способами- Во-первых, смазочное масло в двигателе не будет должным образом прилипать к зеркальной гладкой поверхности, и увеличивается трение.
- Во-вторых, при разрыве вновь установленных поршневых колец должен возникнуть незначительный износ между кольцами и стенкой цилиндра, чтобы кольца были правильно установлены и обеспечивались газонепроницаемое уплотнение.
Шаровую хонинговальную шлифовальную головку какого диаметра следует использовать Шаровидные насадкиЕсли стенки цилиндра слишком гладкие, такого износа не произойдет, и кольца будут «скользить» по полированной поверхности.
имеют увеличенный размер, поэтому вам нужно выбирать размер в зависимости от размера вашего цилиндра.Если ваш баллон нестандартного размера, выберите следующий по величине размер. Например, для цилиндра, который был обработан на 3-3 / 8 дюйма, выберите 3-1 / 2 дюйма хонингование. «Гибкость», встроенная в шаровой шарнир, адаптируется к разнице в размерах. Степень превышения размера создает давление и мягкое резание на стенках цилиндра.
Какой шлифовальный шарик мне следует использовать? Дисплей размера шлифовального шарика двигателяЧем выше число, тем мельче зернистость. Чаще всего используется крупа для двигателестроения — от 120 до 400.Отточенная выдержка — одна из тех тем, которые будут сильно отличаться от многих дизайнеров колец. Для основной работы по замене колец просто используйте зерно, рекомендованное производителем колец, которое вы используете. Они предложат подходящую зернистость для используемого вами типа кольца. (Типы колец: железные кольца-хромированные кольца-молибденовые кольца-плазменные кольца)
Рекомендуемые шаги для заточки цилиндров для новых колецЕсть несколько этапов восстановления цилиндров перед установкой новых колец. Во-первых, конечно, снять все подшипники, оставив голый блок.Металл, полученный в процессе хонингования или удаления глазури, может быть везде. Обратите внимание на , что худшее в хонинге — это очистка блока. Вы никогда не сможете тратить много времени на уборку своего блока.
С оголенным двигателем и развернутым цилиндром с гребнями (при необходимости) поместите шаровую головку в ручную дрель или сверлильный станок. Смажьте цилиндр маслом 10-30 мас.% Или маслом для шлифовки шариков (рекомендуется). Распределите смазку по отверстию кистью или пальцами. Убедитесь, что цилиндр полностью закрыт.
Хонингование шара цилиндраПри первом использовании нового шарнирного наконечника несколько раз полностью смажьте его стенки и стенки отверстия, так как сам шаровой шарнир впитает часть масла. В будущем для хонингования цилиндров не потребуется столько масла, сколько было в первом случае с новым шаровым шлифовальным кругом. Вставьте смазанный шаровой наконечник, медленно вращая сверло и вставляя его в отверстие. Когда шаровой наконечник находится в смазанном отверстии, запустите сверло со скоростью 600-800 об / мин, энергично двигая его вверх и вниз в течение 40-60 ходов.
Как энергично движениеВ основном так быстро, как вы можете двигать руками. Вам нужна штриховка под углом 45 градусов в канале ствола. Если вы не добиваетесь хорошей штриховки, вам нужно будет снизить скорость сверления, чтобы добиться . ДОЛЖЕН ИМЕТЬ штриховка под 45 градусов. Сделайте 40-60 оборотов сверла и протрите отверстие чистой тканью. Осмотрите канал ствола.
Если виден тускло-серый цвет (он будет выделяться на только что отшлифованной поверхности), продолжайте, пока отверстие не будет полностью восстановлено.Во время хонингования продолжайте впрыскивать масло в отверстие в качестве среды для смывания материала цилиндра. Как только отверстие не видно тускло-серого цвета СТОП хонингование.
Достижение правильного образца штриховки цилиндра Поперечный угол штриховкиЕще одна неправильно понимаемая и широко обсуждаемая тема — это тема угла поперечной штриховки. Результирующий угол поперечной штриховки, создаваемый шаровой головкой, строго зависит от скорости хода в зависимости от числа оборотов в минуту. Большинство производителей оригинального оборудования и колец заявляют, что угол царапин в шаблоне штриховки должен составлять примерно 27–45 градусов, а оптимальным является 45 градусов.
Угол штриховки должен быть одинаковым по всем стенкам цилиндра- Если угол штриховки слишком большой, стенки цилиндра не будут удерживать достаточно масла для облегчения процесса посадки колец. Проблема в том, что кольца будут перекачивать масло, а кольца будут вращаться слишком быстро, что приведет к ускоренному износу кольца и кольцевой канавки.
- Слишком малый угол может вызвать эффект дребезга при прохождении кольца над впадиной, не позволяя кольцу снова получить надлежащую смазку, что приводит к чрезмерному износу кольца, чрезмерному разрыву кольца во времени и возможности дымления двигателя без седла кольца.
Чтобы получить желаемую штриховку под 45 градусов, запустите сверло со скоростью 600-800 об / мин и энергично проведите сверлом вверх и вниз в отверстии. Это энергичное движение руки утомляет, но вам нужно всего лишь запустить инструмент в отверстии на 10-15 секунд. Затем осмотрите поверхность цилиндра. Если вы видите тускло-серую поверхность, что указывает на то, что шлифовка шара была неэффективной в этой области, продолжайте работать с шлифовальной головкой до тех пор, пока весь канал не будет выглядеть свежим с поперечной штриховкой.
Самый важный этап после хонингования шара — это очистка всего Очистка блока цилиндров ЗаключениеВоспользуйтесь нейлоновой щеткой для промывки цилиндров или чистой тканью, смоченной теплой мыльной водой, и проведите вверх и вниз по отверстию.Продолжайте этот процесс, промывая отверстие теплой мыльной водой. Цель состоит в том, чтобы удалить каждую микроскопическую частицу, застрявшую в канавках стенки цилиндра.
После тщательной чистки возьмите чистую белую ткань без ворса, смоченную в теплой воде, и с силой протрите отверстие цилиндра вверх и вниз. Осмотрите ткань, если вы видите серый цвет на ткани, вам нужно вернуться и снова очистить отверстие. Повторяйте до тех пор, пока на белой ткани не исчезнет серый цвет. После того, как каждое отверстие будет идеально чистым, смажьте каждый цилиндр маслом, чтобы сохранить его до установки поршня.
Поделитесь новостями портала DannysEngine
Высокопроизводительное хонингование
Сочетание технологического оборудования и инструментов для хонингования позволяет получить высококачественные поверхности
Хонингование можно рассматривать как несправедливо игнорируемую технологию удаления материала, если учесть ее важность для того, чтобы миллионы автомобильных двигателей работали чисто, тихо и эффективно. Широкое практическое использование двигателей внутреннего сгорания, как больших, так и малых, было бы по существу невозможно без тщательно подобранных отверстий цилиндров и других компонентов с тщательно продуманной поверхностью.
«Есть три основные причины, по которым вы должны отточить», — говорит Деннис Вестхофф, менеджер по глобальному развитию бизнеса и бывший инженер и руководитель технического центра Sunnen Products Company (Сент-Луис). Во-первых, это контроль размера отверстия за счет использования абразивных материалов для удаления материала, а затем уточнение геометрии отверстия. «Цилиндричность, округлость, прямолинейность и конусность — все это играет важную роль в геометрии».
Чистота поверхности — третья причина, по которой выполняется хонингование, говорит Вестхофф.В отверстии цилиндра отделка поверхности, обычно в виде штриховок, максимизирует смазывающий эффект моторного масла. «Сочетание точного размера, геометрии и качества поверхности сводит к минимуму прорыва на границе раздела кольцо / стенка цилиндра» и повышает эффективность сгорания. Этот аспект хонингования особенно важен в мире, где стандарты выбросов будут только ужесточаться как для автомобилей, так и для газонокосилок. И в целом хонингование улучшает производительность «любого устройства, в котором поршень движется внутри цилиндра или часть вращается на валу».”
Следовательно, обозначение хонингования «процесс удаления материала» может быть чрезмерным упрощением. «Многие люди заблуждаются по поводу оттачивания», — комментирует Вестхофф. Он говорит, что хонингование может использоваться для удаления большого количества материала в некоторых случаях, например, с деталями на нефтяных месторождениях, где длина отверстий может составлять 40 футов (12 м), а хонингование используется для удаления до одного дюйма (25 мм). материала с внутренним диаметром 14 дюймов (356 мм). Однако в обычных двигателях съем материала составляет всего порядка 0,005 ″ (0.13 мм) на каждый шаг хонингования (обычно два и более). «В ситуации с высокой производительностью, чтобы оптимизировать операцию хонингования, вам нужно удалить ровно столько материала, чтобы скорректировать геометрию отверстия и создать надлежащую отделку поверхности».
Уловка заключается в поиске правильного инструмента и системы.
Различные методы хонингования подходят для различных нужд обработки поверхности, и их обычно делят на «обычное хонингование» и «однопроходное хонингование». При обычном хонинге инструменты вращаются со вставками с абразивным материалом, которые прижимаются к поверхности отверстия, чтобы обработать его повторяющимися ходами.При однопроходном хонинговании обычно пропускают несколько инструментов с алмазной поверхностью увеличивающегося диаметра через отверстие (за один ход для каждого инструмента) до тех пор, пока не будут достигнуты желаемое качество и диаметр.
Чистовая обработка отверстия за один проход имеет много преимуществ по сравнению с обычным хонингованием, особенно при чистовой обработке деталей в больших партиях, по словам Роберта Марвина из Engis Corp. (Уилинг, Иллинойс). «При традиционном хонинговании используются абразивные камни, которые должны расширяться и сжиматься во время каждого цикла, в то время как инструмент или деталь постоянно совершают возвратно-поступательное движение.Он утверждает, что однопроходные инструменты, будучи фиксированными по размеру, обеспечивают превосходный контроль размера и повторяемость.
«Что касается геометрии, при правильной настройке оба метода могут давать субмикронные результаты». Он говорит, что чистовая обработка отверстия за один проход может поддерживать цилиндричность (определяемую как округлость, прямолинейность и конусность вместе) до уровня выше 0,0004 мм (менее 0,5 мкм). А поскольку каждый инструмент проходит через отверстие только один раз, а скорость износа инструмента низкая, «производительность почти всегда выше, чем при обычном хонинговании.”
Однопроходное хонингование хорошо подходит для большинства случаев производства от среднего до высокого, но Марвин признает, что обычное хонингование обеспечивает большую гибкость в случаях с низкой производительностью: «Если кому-то нужно обработать много размеров партиями менее 100 штук, за один проход инструменты будут ограничены по стоимости ». Кроме того, однопроходный инструмент затрудняет чистовую обработку отверстий цилиндров, требующих специальной штриховки для распределения масла. «Типичный узор отделки при однопроходном процессе — это слабый завихрение, а не штриховка.Однако он добавляет, что новые однопроходные процессы и инструменты делают возможным создание более перекрестных штриховок.
За исключением случаев, когда требуется чистовая штриховка, «в некоторых случаях однопроходная обработка работает очень хорошо», — соглашается Деннис Вестхофф из Sunnen (которая специализируется как на однопроходном, так и на многопроходном хонинговании). Но однопроходные инструменты имеют один слой абразивных алмазных частиц, а их острые режущие кромки изнашиваются, в конечном итоге они больше «вспахивают и толкают» материал, чем режут.«Таким образом, состояние поверхности в этой точке не так приемлемо или не так чисто срезано, как при традиционном [традиционном] процессе хонингования, когда абразив разрушается во время процесса и постоянно обновляется — процесс самозатачивания».
Обычные хонинговальные станки становятся все более удобными для высокой производительности, — добавляет Вестхофф. Например, роботы для загрузки и разгрузки деталей имеют решающее значение, когда оператор не может угнаться за многошпиндельными станками. А встроенная система контроля воздуха на каждом шпинделе позволяет машине регулировать себя во время хонингования.Поскольку хонинговальные абразивы постепенно изнашиваются, «вам нужен какой-то механизм для измерения этого износа, чтобы контролировать его. Air-gaging дает вам возможность принимать обратную связь и автоматически компенсировать этот износ по мере того, как он происходит во время цикла ».
Новые машины также позволяют «полностью контролировать штриховку». Старые традиционные хонинговальные станки не обеспечивают постоянного угла штриховки в отверстии на протяжении всего хода станка, но это можно исправить с помощью сервоуправления шпинделем.Эта функция предлагается в недавно выпущенной системе вертикального хонингования SV-500 с ЧПУ Sunnen, полностью электрическом станке, который обеспечивает трехосное сервоуправление вращением шпинделя, ходом и подачей инструмента. Синхронизированные сервооси позволяют оператору устанавливать желаемый угол штриховки с помощью управляющего программного обеспечения на базе Windows, чтобы исключить «сглаживание» угла штриховки, которое может происходить в точках реверсирования штрихов.
Производственное хонингование также часто требует гибкости, независимо от инструмента или метода, отмечает Крис Зауэр из Nagel Precision (Анн-Арбор, Мичиган).Компании могут захотеть отточить различные модели семейства двигателей с минимальной заменой или без нее, а некоторые линии «даже предназначены для заточки деталей партиями по одной партии», — говорит Зауэр. «Меньшие, гибкие машины также могут быть спроектированы так, чтобы принимать практически любой блок цилиндров, который можно переоборудовать за считанные часы», по сравнению с днями или месяцами, которые могут потребоваться для переоборудования системы линии передачи.
Автоматизация может быть значительным капиталовложением в гибкие системы хонингования, хотя, как отмечает Зауэр, «любая производственная линия передаточного типа уже имеет значительную степень автоматизации для перемещения деталей с одного станка на другой.«В гибких системах обычно используется подвесной портал с загрузкой на месте, робототехника или их комбинация. И «если заказчик хочет снизить затраты на переоснащение в будущем, портальная или роботизированная автоматизация потребует минимальных реинвестиций для другого типа деталей». В отличие от этого: «Специализированный роликовый конвейер, распространенный в линиях передачи, скорее всего, придется полностью заменить, что займет значительное время при значительных затратах».
Различные типы крупносерийных работ может извлечь выгоду из гибкой системы хонингования.Хонингование отверстия шестерни стало более сложным. «Конструкция трансмиссии потребовала более гладкой и качественной обработки поверхности отверстия шестерни, — говорит Зауэр. Здесь машина Nagel Model 3 HS6-30 используется для удаления материала с внутренним диаметром примерно 0,080 мм за три прохода хонингования. «Хонинговальный станок с шестерней спроектирован с уложенными на поддоны приспособлениями, которые легко заменяются на разные типы зубчатых колес», что позволяет некоторым компаниям оттачивать до шести различных конструкций зубчатых колес на одном станке.
Для предприятий, которые не имеют или не могут оправдать использование специализированных хонинговальных станков, другой гибкий вариант — использовать существующие обрабатывающие центры и токарные станки, — говорит Дэвид Чобани, вице-президент Bates Technologies (Индианаполис).Хонинговальные изделия и инструменты компании адаптированы для использования на обычных станках с ЧПУ, что помогает цехам максимально использовать свое оборудование и площадь. «Для определенных приложений, — говорит он, — производитель может использовать существующее или модернизированное оборудование, добавив операцию хонингования без капитальных затрат, необходимых для специального станка».
Один из подходов состоит в том, чтобы «замкнуть петлю» между растачиванием и хонингованием на одном станке с использованием расточного инструмента, хонинговального инструмента со стандартным адаптером резцедержателя и постоянного контроля воздуха с обратной связью по диаметру.Чобани говорит, что этот подход был полезен для цилиндров дизельных и малых двигателей, корпусов воздушных компрессоров, штампов и пресс-форм, а также длинных труб и гильз для газовой и нефтяной промышленности.
«Чтобы обеспечить хонингование, на существующих станках требуются определенные возможности», — поясняет Чобани. Как правило, для станка требуется подача охлаждающей жидкости через шпиндель, которая используется для расширения хонинговального абразива по стенке детали с постоянным давлением охлаждающей жидкости, обычно от 120 до 150 фунтов на квадратный дюйм (827–1,03 МПа).Кроме того, на некоторых машинах могут потребоваться дополнительные M-коды для управления охлаждающей жидкостью и воздухозаборником, а также программа управления ходом необходима для управления местоположением координат и количеством ходов. «На некоторых старых моделях станков с ЧПУ сервопривод, управляющий ходами инструмента, может нуждаться в обновлении», — добавляет он.
Новейшие разработки в области хонингования отвечают высокотехнологичным интересам как хонинговальных мастерских, так и их OEM-клиентов. «Одно из направлений оттачивания разработки — просто сделать шаги — и затраты — на то, чтобы избавиться от скучного / хонинговального процесса», — говорит Майкл Шефер, менеджер по разработке процессов в Gehring L.П. (Фармингтон-Хиллз, Мичиган). Он указывает на несколько недавних нововведений в области доводки, которые сокращают расходы и / или повышают производительность двигателя.
- Одним из примеров является «хонингование позиции», система привода инструмента / станка, разработанная в Европе за последние пару лет. Используя хонингование с позиционированием, «мы можем заменить чистовое растачивание и черновое хонингование одним процессом», — говорит Шефер. По имеющимся данным, позиционное хонингование может удалить до 1 мм материала за 25–30 секунд, при этом общие затраты на абразив сокращаются примерно на 30%, снижаются затраты на переделку инструмента и устраняется один шаг шпинделя и один этап проверки при обработке.Более того, утверждает Шефер: «Комбинируя чистовое растачивание и черновое хонингование, мы получаем лучшее качество и большую стабильность». Он говорит, что это представляет особый интерес для производителей небольших двигателей, в том числе для завода в Китае, где в этом году будет впервые применено производство в этом году.
- Еще одна разработка компании — это система Life Hone, которая ускоряет съем материала, перемещая заготовку вверх и вниз, а не хонинговальный шпиндель. Для хонингования относительно небольших деталей, таких как втулки, в системе используется линейный двигатель для индексации детали со скоростью более 60 м / мин, а не с максимальным ходом 30 м / мин при обычном ходе хонинговального инструмента.Он также использует более высокие обороты инструмента 7000–8000 по сравнению со стандартным хонингованием 2000 об / мин или меньше; это приводит к лучшей прямолинейности и округлости отверстия, которые зависят от скорости, говорит Шефер. Кроме того, хонингование осуществляется линейным или шариковинтовым приводом, а не традиционной гидравликой. «Все хотят избавиться от традиционной гидросистемы из-за ограничений по шуму, техническому обслуживанию и скорости», — комментирует Шефер. Он добавляет, что производители системного оборудования в Европе и новый производитель дизельных двигателей в Северной Америке (название которого в настоящее время невозможно назвать) приняли эту производственную технологию.
- Хонингование с термическим распылением — это процесс, который отвечает двум различным интересам моторной промышленности: небольшие легкие алюминиевые двигатели и восстановление изношенных цилиндров двигателя. Основываясь на патентах, полученных компанией на технологию, первоначально разработанную General Motors, Геринг говорит, что этот процесс заменяет чугунные гильзы цилиндров слоем низкоуглеродистой стали 100–150 мкм, напыляемым на внутреннюю поверхность цилиндра, которая затем подвергается чистовой хонинговой обработке. . По словам Шефера, напыляемый материал обладает высокой плотностью и низкой пористостью и фактически окисляется в процессе распыления со скоростью 3 Маха.По сравнению с чугунными гильзами, процесс термического напыления обычно требует гораздо меньших затрат на коммунальные услуги и трудозатраты на один цилиндр.
- Наконец, Шефер указывает на менее известный в Северной Америке процесс хонингования, который с 2002 года используется более чем в миллионе бензиновых и дизельных двигателей по всему миру: лазерное структурирование. Лазерное структурирование, расположенное в стандартном процессе хонингования между черновым и чистовым хонингованием, использует лазер, встроенный в обычный хонинговальный шпиндель, для выжигания микроскопических карманов внутри цилиндра двигателя.
Шефер описывает лазерное структурирование как технологию, которая позволяет производителям двигателей дополнительно повышать эффективность моторного масла. Создавая своего рода усиленную штриховку, этот процесс создает однородную «спроектированную структуру поверхности», которая снижает трение в стенке цилиндра. Эта структура снижает выбросы и увеличивает расход топлива более чем на 6% при обработке всей поверхности цилиндра (согласно тестам, процитированным Герингом). Этот процесс также можно использовать для втулок и поршневых колец — «или там, где нам нужно оптимизировать смазку и состояние поверхности», — говорит Шефер.
Материал имеет значение при хонинговании
«При разработке абразивов, отвечающих требованиям к чистоте поверхности, в зависимости от типа материала, который вы хонинговали, геометрии отверстия — тонкостенные или толстостенные процессы, а также твердости материала, — говорит Майк Мерфи, Майк Мерфи, продукт Sunnen. менеджер по инструментам и абразивам. Таким образом, Sunnen и другие поставщики абразивов предлагают несколько семейств абразивов для хонингования постоянно растущего числа материалов заготовок, включая новые сплавы и керамику.
Хонинговальные абразивы включают карбид кремния, оксид алюминия, алмаз и кубический нитрид бора (CBN). Дэвид Чобани из Bates Technologies указывает, что в среде хонингования с ЧПУ алмаз или CBN «суперабразивы» являются основными и предпочтительными абразивами, особенно при обработке экзотических или труднообрабатываемых материалов, таких как Inconel, керамика и CGI (чугун с компактным графитом). , а также при чистовой обработке деталей с прерывистыми резками, тандемными отверстиями или тонкими стенками.
Крис Зауэр изNagel Precision иллюстрирует трудности, связанные с этими твердыми материалами.При сравнении CGI с серым чугуном, например: «CGI требует более тяжелых хонинговальных шпинделей и более жестких систем механического расширения для процесса хонингования».
И Зауэр сравнивает хонингование гильз из серого чугуна для типичных алюминиевых блоков цилиндров с хонингованием гильз из заэвтектических сплавов Al-Si, используемых в двигателях европейского производства высокого класса. Серый чугун можно отшлифовать, используя стандартные методы (например, трехходовое хонингование суперабразивами), «но для гильзы Al-Si требуются очень специализированные абразивные материалы на керамической связке и уникальные инструменты для хонингования, предназначенные для обнажения частиц кремния, обнаруженных в алюминиевой подложке на рабочем цилиндре поверхность.”
Эта статья была впервые опубликована в журнале Manufacturing Engineering за июнь 2008 года.
Пятицилиндровый двигательHonda и Acura Vigor
Добро пожаловать в Забытые автомобили , где мы рассказываем об удивительных автомобилях и двигателях, которые малоизвестны, неизвестны и утеряны с течением времени.
Даже если вы не приверженец Honda, вы, вероятно, хотя бы немного знакомы с их семейством двигателей.Вы, вероятно, знаете легендарные четырехцилиндровые двигатели серии B от Civic и Integra или его замену, серию K или даже серию F от S2000 и других автомобилей.
Но если вы не владели особенным автомобилем Acura в 1990-е годы, не работали в ремонтной мастерской Honda или не являетесь заядлым фанатом Honda, вы можете не знать о G-серии. Это было их семейство малоизвестных пятицилиндровых двигателей.
Подождите, Хонда сделала пятицилиндровый двигатель? Так они и поступали несколько лет. Войдя в 2.0-литровый G20A или 2,5-литровый G25A, мотор использовался только на горстке седанов в 80-х и 90-х годах, в ту эпоху, когда в Японии было полно денег, а автомобильные компании диверсифицировали свои линейки, как будто завтрашнего дня не было.
G / O Media может получить комиссию
2,5-литровый G сделал это в США в виде Acura Vigor, начиная с 1992 года. Малоизвестный седан был четвертым автомобилем Acura, занимающим промежуточное положение между нижним уровнем Integra и Легенда высшего уровня как по размеру, так и по цилиндрам.(На вершине был NSX, о котором никто не забыл.)
Что вы действительно можете сказать о Vigor? Это довольно стандартная плата за проезд Acura той эпохи: она хорошо управлялась для переднего водителя, у нее была ручка, она была классной в некотором роде скучной, но на самом деле она не сильно отличалась от Accord. Другими интересными особенностями были безрамные дверные окна. Я всегда думал, что это похоже на машину, которую ты избил на бонусном этапе Final Fight .
Но двигатель Vigor определенно был уникальным.Идея пятицилиндровых двигателей состоит в том, что они сочетают мощность шестицилиндрового двигателя с экономией топлива четырехцилиндрового двигателя. Так не всегда получается, а иногда оказывается и обратное.
G представлял собой 20-клапанный двигатель SOHC с впрыском топлива, алюминиевым блоком и головкой. Если вам нужен VTEC, вам нужно искать в другом месте. Но он выдавал достаточно приличные для своего времени показатели мощности — 176 лошадиных сил при 6300 об / мин и 170 фут-фунт крутящего момента при 3900 об / мин. Пожалуй, самым интересным в двигателе, помимо его необычного количества цилиндров, было то, что он был установлен продольно, как если бы он приводил в движение автомобиль с задним приводом.(V6 Acura Legend был расположен точно так же.) Установленный далеко назад, он давал автомобилю почти 50/50 весовое распределение.
Почему Honda использовала пятицилиндровый мотор? В своих рекламных роликах и рекламных видеороликах они утверждали, что их пятерка плавнее, чем четверка, легче и предположительно более эффективна, чем шестерка. Независимо от его причудливого двигателя Audi или Volvo, Vigor не стал хитом для Acura. Рецензенты в то время отметили его скучный стиль ( Los Angeles Times сказал, что вы рискуете потерять его на парковке), плохое место на задних сиденьях и тот факт, что он был в пределах 3500 долларов от более просторного, более мощного, лучшего Легенда.
Vigor никогда не был автомобилем, который действительно выделялся чем-либо, и всего через три года его бросили в пользу TL, который был больше, но не менее скучен. Я не поклонник буквенно-цифровых названий Acura, но Vigor тоже не был так уж хорош. Похоже, что Buick попытается навязать людям в домах престарелых. У TL также была пятиконечная фишка.
Но когда в 1998 году было выпущено второе поколение TL, двигатель G исчез, и его больше никто не видел. И это был последний раз, когда Honda экспериментировала с пятицилиндровым двигателем.Почему не продолжили? Я бы сам хотел знать это, но тот факт, что это никогда не было для них большим хитом, вероятно, как-то связано с этим. Возможно, это не самая захватывающая забытая машина всех времен, но это интересный пережиток того времени, когда Honda была гораздо более склонна рисковать своими автомобилями, чем сейчас.
Если у кого-то из вас есть опыт работы с пятицилиндровыми Acuras, не стесняйтесь взвесить.
Фото предоставлено aperture_lag , Honda
CAST-I-CYLINDER Ø 47 pin Ø 10 HON-KYM-PEUG .- Dettaglio Prodotto
Malossistore.eu sirve muchos países y en cada país tiene conditiones especiales y promociones.
Si desea cambiar tu país, por Favor selecciona uno del cuadro de selección de abajo y confirmma tu selección.
Ваша текущая настроенная страна:
Selecciona PaísAFGHANISTANÅLAND ISLANDSALBANIAALGERIAAMERICAN SAMOAANDORRAANGOLAANGUILLAANTARCTICAANTIGUA И BARBUDAARGENTINAARMENIAARUBAAZERBAIJANBAHAMASBAHRAINBANGLADESHBARBADOSBELARUSBELGIUMBELIZEBENINBERMUDABHUTANBOLIVIA, Многонациональном СОСТОЯНИЕ OFBOSNIA И HERZEGOVINABOTSWANABOUVET ISLANDBRAZILBRITISH ИНДИЙСКИЙ ОКЕАН TERRITORYBRUNEI DARUSSALAMBULGARIABURKINA FASOBURUNDICAMBODIACAMEROONCANADACAPE VERDECAYMAN ISLANDSCENTRAL АФРИКАНСКИЕ REPUBLICCHADCHILECHRISTMAS ISLANDCOCOS (Keeling) ISLANDSCOLOMBIACOMOROSCONGOCONGO, ДЕМОКРАТИЧЕСКАЯ РЕСПУБЛИКА THECOOK ISLANDSCOSTA RICACÔTE D’IVOIRECROATIACUBACYPRUSCZECH REPUBLICDENMARKDJIBOUTIDOMINICADOMINICAN REPUBLICECUADOREGYPTEL SALVADOREQUATORIAL GUINEAERITREAESTONIAETHIOPIAFALKLAND (Мальвинские) острова ФАРЕРСКИЕ ISLANDSFIJIFINLANDFRANCEFRENCH GUIANAFRENCH ПОЛИНЕЗИЯФРАНЦУЗСКИЕ ЮЖНЫЕ ТЕРРИТОРИИ ГАБОНГАМБИЯГЕОРГИАГАНАГИБРАЛТАРГРЕЕЦЭГРЕНЛАНДГРЕНАДАГУАДЕЛОУПЕГУАМГУАТЕМАЛАГУЕРНСЕЙГИНЕГВИНЕА-БИССАУГЯНА ГОРОД ШТАТ) HONDURASHUNGARYICELANDINDIAINDONESIAIRAN, Исламская Республика OFIRAQISLE О MANISRAELJAMAICAJAPANJERSEYJORDANKAZAKHSTANKENYAKIRIBATIKOREA ДЕМОКРАТИЧЕСКАЯ НАРОДНАЯ РЕСПУБЛИКА OFKOREA, РЕСПУБЛИКА OFKUWAITKYRGYZSTANLAO НАРОДНАЯ ДЕМОКРАТИЧЕСКАЯ REPUBLICLATVIALEBANONLESOTHOLIBERIALIBYAN АРАБСКИЕ JAMAHIRIYALIECHTENSTEINLITHUANIALUXEMBURGMACEDONIA, бывшая югославская Республика OFMADAGASCARMALAWIMALAYSIAMALDIVESMALIMALTAMARSHALL ISLANDSMARTINIQUEMAURITANIAMAURITIUSMAYOTTEMEXICOMICRONESIA, Федеративные Штаты OFMOLDOVA, РЕСПУБЛИКА OFMONACOMONGOLIAMONTENEGROMONTSERRATMOROCCOMOZAMBIQUEMYANMARNAMIBIANAURUNEPALNETHERLANDSNETHERLANDS ANTILLESNEW CALEDONIANICARAGUANIGERNIGERIANIUENORFOLK ISLANDNORTHERN MARIANA ISLANDSNORWAYOMANPAKISTANPALAUPALESTINIAN ТЕРРИТОРИЯ, OCCUPIEDPANAMAPAPUA NEW GUINEAPARAGUAYPERUPHILIPPINESPITCAIRNPOLANDPORTUGALPUERTO RICOQATARREUNIONROMANIARUSSIAN FEDERATIONRWANDASAINT BARTHÉLEMYSAINT HELENASAINT KITTS И NEVISSAINT LUCIASAINT MARTINSAINT PIERRE, MIQUELONSAINT VINCENT AND THE GRENADI NESSAMOASAO ТОМ И PRINCIPESAUDI ARABIASENEGALSERBIASEYCHELLESSIERRA LEONESINGAPORESLOVAKIASLOVENIASOLOMON ISLANDSSOMALIASOUTH AFRICASOUTH ГРУЗИЯ И Южные Сандвичевы ISLANDSSRI LANKASUDANSURINAMESVALBARD И ЯН MAYENSWAZILANDSWEDENSWITZERLANDSYRIAN АРАБ REPUBLICTAJIKISTANTANZANIA, Объединенная Республика OFTHAILANDTIMOR-LESTETOGOTOKELAUTONGATRINIDAD И TOBAGOTUNISIATURKEYTURKMENISTANTURKS И КАЙКОС ISLANDSTUVALUUGANDAUKRAINEUNITED АРАБ EMIRATESUNITED STATESUNITED Внешних малые острова ISLANDSURUGUAYUZBEKISTANVANUATUVENEZUELAVIET NAMVIRGIN, BRITISHVIRGIN ОСТРОВ, У.С.УАЛЛИС И ФУТУНАВЕСТЕРН САХАРАЙМЕНЗАМБИАЗИМБАБВЕ
Подтверждать
DNJ HGS3101 Автомобильные детали легковых автомобилей и грузовиков
Комплект прокладок головки блока цилиндров двигателя DNJ HGS3101 Запчасти для легковых и грузовых автомобилейНайдите много отличных новых и подержанных опций и получите лучшие предложения на Комплект прокладок головки блока цилиндров двигателя DNJ HGS3101 по лучшим онлайн-ценам на! Бесплатная доставка для многих товаров !.Состояние: Новое: Совершенно новый, неиспользованный, неоткрытый, неповрежденный товар в оригинальной упаковке (если применима упаковка). Упаковка должна быть такой же, как в розничном магазине, если только товар не был упакован производителем в нерозничную упаковку, такую как коробка без надписи или полиэтиленовый пакет. См. Список продавца для получения полной информации. См. Все определения условий : Гарантия: : Другое , Номер детали производителя: : HGS3101 : Количество: : 1 , Тип установки: Производительность / индивидуальный заказ : Артикул: : ROC: HGS3101 , Номер сменной детали: : AHS3022, C350HS-A : Торговая марка: : Компоненты двигателя DNJ , UPC: : Не применяется ,
Комплект прокладок головки блока цилиндров двигателяДНДЖ ХГС3101
Комплект прокладок головки блока цилиндров двигателя DNJ HGS3101
Примечание. Перед покупкой убедитесь, что выбранный вами продавец — «UHT28DG».полностью напечатан с одной стороны, чтобы никогда не выцветать. JP London 4 панели 14 дюймов 4 огромная галерея Обернуть стены холст Искусство Пляж рай Тропический оазис Одиночество В целом 28 дюймов QDCNV2090 — -. картонная бумага для изделия, которое не будет легко сгибаться. поэтому, ПОЖАЛУЙСТА, дважды проверьте размер заказываемой наклейки, прежде чем нажимать кнопку «ДОБАВИТЬ В КОРЗИНУ». Комплект прокладок головки блока цилиндров двигателя DNJ HGS3101 , Если вы не имеете представления о таблице размеров. Обработано подобрано из алюминиевой заготовки черного цвета. Купить съемник осей оси Tiger Tool 11001: Инструменты для осей — ✓ БЕСПЛАТНАЯ ДОСТАВКА возможна на соответствующие покупки, MOWO Glitter Diamond Ring Paper Confetti Table Decor и Event Decor, верхняя одежда в стиле ретро с баской, оборками, рюшами, длиной подола, викторианским манежем в стиле стимпанк, леопардовым нейлоновым понте ол. Комплект прокладок головки блока цилиндров двигателя DNJ HGS3101 , пожалуйста, ознакомьтесь с размерами ниже перед заказом. Эти умело напечатанные магниты на холодильник имеют глянцевую поверхность и представлены в упаковке по 8 штук. Вы можете выбрать доставку через USPS 1-го класса или приоритетную доставку во время оформления заказа. На видео ниже представлены некоторые готовые изделия производителя: Это платье идет с короткими рукавами, Комплект прокладок головки блока цилиндров двигателя DNJ HGS3101 , распроданная женская хлопковая туника белого цвета с принтом Лето, ВРЕМЯ ЗАВЕРШЕНИЯ ОКОЛО 6-8 НЕДЕЛЬ.Может использоваться в качестве украшения фасада дома. Если вам нужны нестандартные формулировки или цвета, адсорбируйте железные предметы с помощью магнитов или повесьте на крючок или дерево с помощью шнурка. Комплект прокладок головки блока цилиндров двигателя DNJ HGS3101 , Xbox 360 Жесткий диск 250 ГБ: жесткий диск емкостью 250 ГБ позволяет сохранять игры и телешоу. Украшен крупными ягодами осеннего цвета. NGK 48147 Система зажигания и нагрева: автомобиль и мотоцикл. Если это рюкзак или другая вещь, которую сложно гладить. Вам нужно только аккуратно снять наклейку и наклеить ее на нужное место. Комплект прокладок головки блока цилиндров двигателя DNJ HGS3101 , addi-click LACE Short Tips Сменная вязальная система: для дома и кухни. Головка сковороды имеет плоский верх и короткие вертикальные стороны с закругленным верхним краем.
Комплект прокладок головки цилиндра двигателяДНДЖ ХГС3101
Найдите много отличных новых и подержанных опций и получите лучшие предложения на Комплект прокладок головки блока цилиндров двигателя DNJ HGS3101 по лучшим онлайн-ценам на, Бесплатная доставка для многих продуктов, Большая экономия Аутентичная гарантия Быстрая доставка и низкие цены Магазин одежды, красоты, обуви , Дом и многое другое.