
для чего нужна, какой металл можно варить
✅ Дата публикации статьи: 2022-06-22| 📌 Категория: Технологии сварки | 👁 601 просмотров
Содержание статьи:
Что такое TIG сварка: для чего нужна, какой металл можно варитьTIG Сварка — это сварка при помощи неплавящегося вольфрамового электрода, которым происходит формирование сварочного шва. Также TIG сварка имеет и другие названия, например, GTAW — газовольфрамовая сварка или сварка в среде инертного газа.
Многие путают думая, что TIG Сварка — это MIG сварка полуавтоматом, однако данное утверждение ошибочно. Помимо различных расходных материалов, отличаются эти два вида сварки и принципом использования сварочной дуги.
В MIG сварке полуавтоматом для инициализации сварочной дуги применяется проволока, а в TIG сварке — неплавящийся вольфрамовый электрод.
Что такое TIG сварка. Что можно варить TIG сваркой
TIG сваркой можно варить намного больше металлов, чем любой другой сваркой. В особенности это касается цветных металлов, таких как медь, алюминий, бронза, латунь и даже золото. Сваривают вольфрамовой сваркой и нержавеющую сталь.
Сваривают вольфрамовой сваркой и нержавеющую сталь.
Сварка TIG позволяет варить металлы в труднодоступных местах. Для работы с ней необходим сварочный аппарат аргонодуговой сварки, а также ГБО: баллон с газом (Гелий или Аргон), редуктор. Кроме того, нужен будет и присадочный пруток.
Что понадобится для аргонодуговой TIG сварки
Большое количество сварочных аппаратов TIG варят на постоянном DC токе. Этого вполне достаточно для того, чтобы работать с большинством цветных металлов. Однако если необходимо варить такой металл как алюминий, то потребуется выбрать TIG аппарат переменного тока.
Сварочным аппаратом для TIG сварки, который выдаёт постоянный ток, нельзя варить алюминий. Алюминий сваривается только аппаратом переменного тока (AC).
TIG сварка позволяет сваривать не только цветные металлы, медь и алюминий, но и сталь, в том числе нержавеющую. Это один из тех видов сварки, в отличие от MMA сварки https://mmasvarka.ru/, который позволяет получить идеальный сварочный шов. К тому же, сварка TIG подходит для работы в труднодоступных местах.
К тому же, сварка TIG подходит для работы в труднодоступных местах.
Используя вольфрамовый электрод, сварщик может искусно создавать тонкие, невысокие и очень ровные сварочные швы, которые малозаметны. При наличии определённого опыта, сварщику удастся создавать косметические швы и сваривать тончайшие металлы.
Какой применяется газ для TIG сварки
Для TIG сварки используется два вида газа, это Гелий и Аргон. Однако в большинстве случаев применяется именно Аргон, а не Гелий, который обладает высокой стоимостью. Защитный газ при TIG сварке нужен для того, чтобы закрыть сварочную ванну от попадания кислорода, который способен навредить будущему соединения.
Аргон — это безвредный инертный газ. Он не вредит сварщику при вдыхании, и, что не менее важно, Аргон не взрывоопасен.
Кроме всех вышеперечисленных материалов, также для TIG сварки потребуется присадочный пруток. В тот момент, когда сварщик начинает формировать сварочный шов, ему потребуется присадочный пруток. Именно за счёт присадочного прутка и будет происходить формирование сварочного шва.
Именно за счёт присадочного прутка и будет происходить формирование сварочного шва.
Какой вольфрамовый электрод нужен для TIG сварки
Ну и не менее значимый инструмент сварщика при TIG сварке, это вольфрамовый электрод. Стоит заметить, что вольфрамовый электрод бывает разным, и он выбирается в зависимости от того, какой металл вы собираетесь сваривать.
Существует также универсальный вольфрамовый электрод WC 20. Перед началом выполнения сварочных работ сварщик обязан правильно заточить его кончик.
Так, например, если будет свариваться алюминий, то кончик вольфрамового электрода нужно затачивать по форме шарика, а если сталь, то по форме острого наконечника.
Поделиться в соцсетях
Что можно варить аргонной сваркой
Содержание:
- Преимущества аргонной сварки
- Виды аргонной сварки
- Что можно варить аргоном
- Как производится сварка аргоном
Аргоновая сварка представляет собой разновидность электродуговой сварки в защитной среде. Такая технология сваривания исключает взаимодействие разогретых участков деталей с присутствующим в воздухе кислородом, что не запускает процессы окисления и горения. Поэтому перечень того, что можно сварить аргонной сваркой, весьма обширен и состоит как из сталей разных марок, так и из цветных металлов.
Такая технология сваривания исключает взаимодействие разогретых участков деталей с присутствующим в воздухе кислородом, что не запускает процессы окисления и горения. Поэтому перечень того, что можно сварить аргонной сваркой, весьма обширен и состоит как из сталей разных марок, так и из цветных металлов.
Преимущества аргонной сварки
Список того, что варит аргонная сварка, достаточно обширен благодаря многочисленным достоинствам этой технологии. В её основе лежит широко распространённый метод сварки в защитной среде, создаваемой путём вытеснения кислорода из воздуха другим газом. Для сварки аргоном используются специальные сварочные ванны, в которые погружаются свариваемые детали.
Поскольку этот газ тяжелее воздуха, он полностью вытесняет его из ванны, создавая безопасную и нейтральную среду для сварки. Ещё одна особенность технологии в том, что для сварки в защитной аргоновой среде используются специальные неплавящиеся электроды из вольфрама или графита, температура плавления которых значительно превышает температуру плавления свариваемых металлов.
Сварка аргоном стали и цветных металлов обладает следующими преимуществами:
- газ не позволяет сварному шву окисляться, что исключает появление пор и раковин, помогает визуально контролировать шов в процессе работ;
- аргон относится к инертным газам, поэтому полностью нейтральный и не вступает во взаимодействие со сваренными металлами вне зависимости от их типа;
- аргон гарантирует отсутствие примесей в сварном шве, что делает его более крепким, а само сварное соединение — однородным;
- сварочный шов получается тонким и аккуратным, в некоторых случаях его даже не заделывают, то не влияет отрицательно на эстетику детали;
- ввиду отсутствия кислорода не происходит горение свариваемых металлов, что особенно актуально при сварке алюминия и сплавов на его основе.
Относительная лёгкость технологии и её надёжность стали главными причинами того, что варят аргоновой сваркой металлы как в быту, так и на производстве. Также существует огромное количество сварочных аппаратов: от несложных бытовых моделей до автоматических сварочных линий с ЧПУ.
Также существует огромное количество сварочных аппаратов: от несложных бытовых моделей до автоматических сварочных линий с ЧПУ.
Виды аргонной сварки
От того, что сваривают аргоном, а также от масштабов проведения сварочных работ, напрямую зависит выбор технологии аргонной сварки:
- Ручная сварка аргоном. Такая технология наиболее часто применяется в быту и на мелком производстве. Для таких работ используется ручной сварочный инвертор, в горелку которого устанавливают неплавящийся вольфрамовый или графитовый электрод. Горелка перемещается по сварному шву вручную, если требуется наплавка металла, то мастер самостоятельно подаёт сварочную проволоку другой рукой.
- Полуавтоматическая сварка аргоном. Это более производительный и технологичный способ сварки металлов в защитной среде, в основе которого лежат инверторные полуавтоматы для аргонной сварки. В отличие от обычных полуавтоматических сварочных аппаратов они оснащены горелкой другой конструкции, в которую для создания дуги вставляется неплавящийся электрод.
 Хотя принцип тот же: при нажатии на кнопку горелки автоматически подаётся проволока, а саму горелку по шву мастер водит рукой. В быту полуавтоматическая аргонная сварка используется редко, так как более затратная по сравнению с углекислотной или электродной, к тому же само оборудование достаточно громоздкое.
Хотя принцип тот же: при нажатии на кнопку горелки автоматически подаётся проволока, а саму горелку по шву мастер водит рукой. В быту полуавтоматическая аргонная сварка используется редко, так как более затратная по сравнению с углекислотной или электродной, к тому же само оборудование достаточно громоздкое. - Автоматическая аргоновая сварка. Здесь горелка с автоматической подачей проволоки передвигается самостоятельно с помощью привода: скорость и направление движения, а также длина дуги задаются оператором. Роботизированные системы используются исключительно на производстве и оснащены ЧПУ, соответственно, любое изменение размеров и геометрии детали требует перенастройки алгоритма.
Сейчас активно распространяются универсальные MIG/TIG/MMA сварочные инверторы, которые обеспечат сварку электродом, к углекислотной среде и в инертных газах. Для мастерских или небольшого производства они станут идеальным вариантом, хотя и цена их заметно выше стоимости классических сварочных полуавтоматов.
Что можно варить аргоном
За счёт универсальности и относительной простоты технологии использовать аргонную сварку относительно легко, а сваривать ей можно разные виды металлов и их сплавов. Вот какие металлы можно варить аргоном в быту или в мастерских:
- медь;
- алюминий;
- нержавеющую сталь;
- дюралюминий;
- тонколистовую (до 1 мм) сталь и другие металлы.
Наиболее широко аргон применяется в автомастерских для сварки и ремонта литых дисков, восстановление трубок кондиционеров. При проведении кузовных работ он также может использоваться наряду с традиционными углекислотными полуавтоматами.
Эти металлы варят аргоном на производстве, в том числе на автоматических сварочных линиях:
- медь;
- титан;
- алюминий;
- легированные и нержавеющие стали;
- чугун.
На производстве с помощью аргоновой сварки сваривают металлические трубы и детали ответственных строительных конструкций. Кроме того, сварка в инертной среде активно используется в машиностроения.
Кроме того, сварка в инертной среде активно используется в машиностроения.
Список, что можно варить аргоновой сваркой, можно расширять буквально до бесконечности. Эта технология отлично подходит и для сварки обычных сталей в защитной среде. Однако с учётом расхода газа и его стоимость это не всегда целесообразно: при работе со сталями оптимальным решением становится использование сварочного полуавтомата с углекислотой.
Как производится сварка аргоном
Технология проведения сварочных работ напрямую зависит от того, что варят аргоном: какие именно металлы, а также какие требования предъявляются к свариваемой детали, какое оборудование используется. Специалисты компании в совершенстве знают все требования и особенности сварки различных металлов или их сплавов в аргоновой среде, выполнят качественное сваривание любых деталей без дефектов, с максимально прочным и эстетически безупречным сварным швом.
12 различных типов сварочных процессов [Полное руководство]
Вы начинаете изучать процесс сварки?
Известны ли вам различные типов сварки процессов ?
Теперь вам нужно получить краткий обзор различных существующих сварочных процессов. Некоторые из них проще, в то время как другие процессы трудно освоить. Немногие процессы сварки дают чистый валик и не требуют очистки или требуют небольшой очистки, в то время как другие производят прямо противоположное.
Некоторые из них проще, в то время как другие процессы трудно освоить. Немногие процессы сварки дают чистый валик и не требуют очистки или требуют небольшой очистки, в то время как другие производят прямо противоположное.
Сварка – это не только созидание, но и искусство.
Конструктивные применения положительно влияют на вашу повседневную жизнь, поскольку автомобиль, которым вы управляете, ваш офис и место, где вы работаете, происходят только со сваркой. Различные металлы требуют различных форм сварки.
Чтобы упростить тему, мы собрали основные инструкции по двенадцати различным типам сварочных процессов.
1. MIG – Дуговая сварка металлическим электродом в среде защитного газа (GMAW)Сварка MIG – это простая и популярная форма сварки, которую может легко использовать и освоить новичок.
MIG обозначает металл в инертном газе и иногда может называться дуговой сваркой металлическим газом (GMAW). Это полуавтоматический, быстрый процесс, при котором присадочная проволока подается через пистолет, а защитный газ выбрасывается вокруг для защиты от примесей из окружающей среды. Присадочная проволока подается на катушке, которая также действует как электрод.
Присадочная проволока подается на катушке, которая также действует как электрод.
Кончик проволоки действует как электрод для создания дуги с основным металлом, который плавится в качестве присадочного материала для создания сварного шва. Процесс является непрерывным и требует предварительной настройки параметров в соответствии с необходимостью сварки. Универсальный процесс сварки широкого списка металлов, при котором получается чистый, гладкий и визуально привлекательный сварной шов.
Эти типы сварки чувствительны к таким внешним факторам, как дождь, ветер и пыль, что делает их непригодными для использования вне помещений. Проблема качества сварки MIG заключается в образовании окалины и пористости, которые делают структуру непрочной.
Чаще всего процесс сварки MIG используется при ремонте автомобилей, строительстве, сантехнике, робототехнике и морской промышленности. Предлагаемая сварка является прочной, прочной и может выдерживать огромную силу.
Это вековые типов сварочных процессов , которые время от времени регулярно совершенствуются. Это популярная сварка из-за ее низкой стоимости, а также легкости и простоты в эксплуатации. Процесс сопровождается сваркой разбрызгиванием, которая, по сути, требует очистки.
В качестве наполнителя здесь используется сменный стержневой электрод. Он генерирует дугу, когда конец стержня касается основного металла. Тепло дуги плавит присадочный металл электрода, образуя сварной шов. Он покрывает стержневой электрод флюсом, который создает защитное облако для защиты зоны сварки от окисления. Флюс при охлаждении превращается в шлак, который необходимо откалывать.
Хорошая сторона процесса заключается в том, что процесс сварки электродами можно выполнять на открытом воздухе и в неблагоприятных погодных условиях, таких как ветер и дождь. Поскольку можно сваривать ржавые, окрашенные и грязные металлы, это полезно при ремонте оборудования. На рынке представлено множество электродов, но ни один из них не подходит для тонких металлов. Требуется длительное обучение, прежде чем вы освоите сварку стержнем.
На рынке представлено множество электродов, но ни один из них не подходит для тонких металлов. Требуется длительное обучение, прежде чем вы освоите сварку стержнем.
Сварка ВИГ возможна без присадочного материала. Неплавящийся вольфрамовый электрод используется для создания дуги при контакте с основным металлом. Сильная дуга плавит два металла и соединяет их. При необходимости можно использовать присадочную проволоку. Нужна постоянная подача защитного газа для защиты сварки от примесей окружающей среды. Он лучше работает в помещении и вдали от элементов.
Это один из самых прочных сварных швов, но его трудно освоить. Только опытный сварщик может выполнять это искусство, так как он использует обе руки одновременно для выполнения сварки. Результаты сварки точные, прочные, визуально привлекательные и не требуют очистки. Он используется для легкой сварки нержавеющей стали, алюминия, магния, никеля и меди. Этот процесс довольно популярен в отраслях, работающих с цветными металлами, таких как производство труб, велосипедов и автомобилей. Подходит для ремонта инструментов из алюминия, магния и нержавеющей стали.
Этот процесс довольно популярен в отраслях, работающих с цветными металлами, таких как производство труб, велосипедов и автомобилей. Подходит для ремонта инструментов из алюминия, магния и нержавеющей стали.
FCAW аналогична сварке MIG, так как источник питания может выполнять оба типа сварки. Для сварки MIG требуется, чтобы присадочная проволока работала как электрод, непрерывно подаваемый из горелки. И наоборот, FCAW имеет проволоку с сердечником в виде флюса и создает газовую защитную зону вокруг сварного шва. Нет необходимости в каком-либо внешнем защитном газе для этого типа сварки . Этот процесс универсален и подходит для толстых металлов.
Процесс сварки эффективен и хорошо подходит для тяжелых металлов при сварке при высоких температурах. Отсутствие необходимости в каком-либо внешнем газе делает выбор сварки по более низкой цене. Это полезно для более толстого металла и используется при ремонте тяжелой техники. Прежде чем получить красивый чистый сварной шов, нужно сделать очистку от шлака флюсом. Это делается легко на открытом воздухе, так как не требует защитного газа.
Отсутствие необходимости в каком-либо внешнем газе делает выбор сварки по более низкой цене. Это полезно для более толстого металла и используется при ремонте тяжелой техники. Прежде чем получить красивый чистый сварной шов, нужно сделать очистку от шлака флюсом. Это делается легко на открытом воздухе, так как не требует защитного газа.
Тип сварки включает покрытие металлических деталей, сварочной проволоки, дуги и сварочного соединения слоем флюса. Это делает процесс безопасным, так как отсутствуют выбросы сварочного дыма, сильные дуговые засветы и летучие шлаки. Барьер флюса защищает человека и робота, выполняющего сварку. Это более быстрый процесс для высокопроизводительных отраслей.
SAW позволяет быстро и эффективно выполнять прочные сварные швы с глубоким проплавлением с минимальной подготовкой. Защищает сварщика от ультрафиолетового и инфракрасного излучения благодаря флюсовому слою.
Один из самых горячих методов сварки при температуре 3500 градусов Цельсия. Температура сварки здесь в семь раз выше, чем в самой большой и горячей печи для пиццы. Он выделяет тепло, когда смесь топливных газов и кислорода проходит через горелку. В процессе участвуют три типа пламени: нейтральное пламя, науглероживающее пламя и окислительное пламя.
Преимущества процесса сварки многочисленны. Он портативный из-за сжатого газа, заполненного в удобном стальном цилиндре. Он довольно прост в использовании и универсален для различных размеров металлов. Это очень безопасный и экономичный вариант, с которым легко справится новичок.
7. Термитная сварка При воспламенении термита (смесь порошка алюминия и оксида железа) происходит ненасильственная экзотермическая реакция. Чрезмерное тепло расплавляет металл и разливается по нужным поверхностям соединения. Жидкий металл затвердевает при охлаждении, образуя прочное сварное соединение.
Жидкий металл затвердевает при охлаждении, образуя прочное сварное соединение.
Это простой и быстрый метод соединения одинаковых и разнородных металлов. Этот процесс сварки не требует источника питания, нужно только нагреть термит до 1300 градусов Цельсия.
8. Кузнечная сваркаЧто такое сварка ? Это самый старый метод сварки, когда мы задавались вопросом, что такое сварка. Эта техника отвечает веками. Металл здесь нагревался до ковкого состояния, которое забивалось в желаемую форму и, наконец, охлаждалось, чтобы принять форму.
Этот процесс пришел мне на ум, когда кузнец работал над металлом. Это не ограничивается только этими профессионалами, но кузнечная сварка является выбором в аэрокосмической промышленности. Этот процесс требует квалифицированного пользователя, но является популярным выбором, поскольку нет необходимости в каком-либо присадочном металле.
9. Электронно-лучевая сварка Этот тип сварки включает в себя воздействие луча высокоскоростных электронов на свариваемый металл. Энергия электрона передается листам для плавления сварочных металлов, которые можно соединить и сплавить.
Энергия электрона передается листам для плавления сварочных металлов, которые можно соединить и сплавить.
Тип сварки используется во многих отраслях промышленности, таких как автоматизированные автомобильные детали и производство высокотехнологичных авиационных двигателей. Это может быть полезным инструментом в аэрокосмических компонентах, биметаллических пилах и узлах трансмиссии. Это идеальный выбор для герметизации электрических компонентов. Метод хорош для разнородных металлов с различной температурой плавления и теплопроводностью. Этот метод сварки хорош для тонкого и толстого металла.
10. Атомно-водородная сварка Процесс сварки теперь заменен сваркой MIG в большинстве показаний. Это по-прежнему идеальный выбор для сварки вольфрамом. Этот металл жаростойкий, но этим методом можно плавить без переделки металла при их соединении и сварке. Они помещают два металлических вольфрамовых электрода в атмосферу водорода. Молекулы водорода при взрывном тепле могут выделять тепло до 3000 градусов по Цельсию. Необходимы надлежащие меры предосторожности, такие как перчатки сварщика, костюмы, защитные очки и шлемы.
Молекулы водорода при взрывном тепле могут выделять тепло до 3000 градусов по Цельсию. Необходимы надлежащие меры предосторожности, такие как перчатки сварщика, костюмы, защитные очки и шлемы.
В 1954 году была разработана новая технология, аналогичная сварке TIG. Они пропускают электрический ток через отверстие сопла, защищенное газами, для предельной точности сварки небольшого участка. Он производит узкий валик, приятный шов, прочную и быструю сварку.
В этом методе использовалась чрезвычайно высокая температура для получения глубокого и прочного сварного шва. В авиационной промышленности используется этот метод, но он бесполезен для любителей и самодельщиков.
12. Сварка сопротивлением Это термоэлектрический процесс, при котором электрическое сопротивление используется для создания тепла, приводящего к расплавлению соединяемого материала. Эффективный процесс сварки не загрязняет окружающую среду при минимальном потреблении электроэнергии. Он использует два электрода для точечной сварки, когда кончик электрода нагревается и плавится при охлаждении. Ниже приведены различных типов сварки .
Он использует два электрода для точечной сварки, когда кончик электрода нагревается и плавится при охлаждении. Ниже приведены различных типов сварки .
- Точечная сварка
- Шовная сварка
- Выступающая сварка
- Стыковая сварка оплавлением
Теперь мы ожидаем, что у вас есть общее представление о различных типах сварки. Немногие типы управляются простыми машинами, в то время как другим требуется дорогостоящее оборудование. Некоторые из них могут быть выполнены мастерами-любителями и любителями, не тратя слишком много денег. Пришло время купить сварочный аппарат, ознакомьтесь с нашим руководством по покупке сварочного аппарата.
Спасибо, что уделили время для прочтения статьи, но ваш комментарий поможет нам понять вашу потребность.
Поместите свое предложение в поле для комментариев.
Вам также может понравиться :
Дуговая сварка под флюсом (SAW): рабочий процесс, оборудование, детали и его применение
4 лучших способа сварки нержавеющей стали [Краткое руководство]
Сварка чугуна Процедура [Пошаговое руководство]
Инструкции по работе с аппаратом для дуговой сварки (5 шагов для улучшения техники дуговой сварки)
Советы по сварке — 3 лучших процесса сварки нержавеющей стали…
Из-за толщины и отделки материала, а также использования готового продукта процесс сварки может различаться. Хотя существует множество методов сварки нержавеющей стали, есть три, которые чаще всего используются сварщиками в Соединенных Штатах. Нержавеющая сталь известна своей прочностью и коррозионной стойкостью. Это металлический сплав железа, углерода и минимум 10,5% хрома. Нержавеющую сталь можно найти во многих повседневных предметах. Он также играет заметную роль в ряде отраслей, включая энергетику, транспорт, строительство, исследования, медицину, продукты питания и логистику. Именно добавление хрома придает стали уникальные коррозионно-стойкие свойства. Содержание хрома в стали позволяет образовывать прочную, липкую, невидимую, коррозионно-стойкую пленку оксида хрома на поверхности стали. это то, что делает нержавеющую сталь блестящей. Существует более 60 марок нержавеющей стали. Нержавеющая сталь является популярным металлом для многих видов сварки промышленного оборудования. При сварке необходимо контролировать нагрев и охлаждение металла. Нержавеющая сталь сохраняет тепло, что может привести к таким проблемам, как деформация, ржавчина и охрупчивание.
Хотя существует множество методов сварки нержавеющей стали, есть три, которые чаще всего используются сварщиками в Соединенных Штатах. Нержавеющая сталь известна своей прочностью и коррозионной стойкостью. Это металлический сплав железа, углерода и минимум 10,5% хрома. Нержавеющую сталь можно найти во многих повседневных предметах. Он также играет заметную роль в ряде отраслей, включая энергетику, транспорт, строительство, исследования, медицину, продукты питания и логистику. Именно добавление хрома придает стали уникальные коррозионно-стойкие свойства. Содержание хрома в стали позволяет образовывать прочную, липкую, невидимую, коррозионно-стойкую пленку оксида хрома на поверхности стали. это то, что делает нержавеющую сталь блестящей. Существует более 60 марок нержавеющей стали. Нержавеющая сталь является популярным металлом для многих видов сварки промышленного оборудования. При сварке необходимо контролировать нагрев и охлаждение металла. Нержавеющая сталь сохраняет тепло, что может привести к таким проблемам, как деформация, ржавчина и охрупчивание. Слишком много тепла означает разницу между обожженным швом и совершенством. Ниже приведены три наиболее распространенных метода сварки нержавеющей стали. Каждый процесс имеет свои преимущества и уникальные характеристики.
Слишком много тепла означает разницу между обожженным швом и совершенством. Ниже приведены три наиболее распространенных метода сварки нержавеющей стали. Каждый процесс имеет свои преимущества и уникальные характеристики.
Сварка МИГ представляет собой полуавтоматический процесс, который при правильном выполнении обеспечивает прочное соединение двух кусков нержавеющей стали. В этом процессе используется защитный газ, богатый аргоном, и сплошной проволочный электрод. Сварка MIG популярна, потому что она позволяет сварщику использовать импульсную подачу тока, что может облегчить сварку труднодоступных мест в сложных проектах из нержавеющей стали. Смеси других газов, в том числе с гелием, кислородом и углекислым газом, часто используются для стабилизации дуги и улучшения качества сварного шва. Основным преимуществом сварки MIG является то, что она позволяет сваривать металл намного быстрее, чем традиционные методы «сварки электродом». Сварку MIG можно использовать для более толстой нержавеющей стали и там, где необходимы длинные линии сварки. Поскольку защитный газ защищает сварочную дугу, этот тип сварки обеспечивает чистый шов с очень небольшим разбрызгиванием
Сварку MIG можно использовать для более толстой нержавеющей стали и там, где необходимы длинные линии сварки. Поскольку защитный газ защищает сварочную дугу, этот тип сварки обеспечивает чистый шов с очень небольшим разбрызгиванием
Предлагая высокое качество, универсальность и долговечность, ВИГ является наиболее часто используемым процессом сварки нержавеющей стали. Этот процесс сварки создает низкое тепловложение, что делает его идеальным для тонкого материала. Газообразный аргон часто смешивают с другими газами, в зависимости от потребностей конкретного проекта, включая гелий, водород и азот. Газ аргон используется потому, что он защищает и охлаждает вольфрам, создает гораздо меньше дыма, чем другие газы, и предотвращает окисление. Чтобы предотвратить окисление и повысить устойчивость к коррозии, можно использовать односторонний процесс сварки, создавая защиту инертным защитным газом между внутренними и внешними сварными швами. Сварка TIG идеально подходит для ответственных соединений и широко используется в промышленности для получения тонких и точных сварных швов, а также является наиболее распространенным методом сварки тонких профилей из нержавеющей стали или более тонких металлов.
Сварка TIG идеально подходит для ответственных соединений и широко используется в промышленности для получения тонких и точных сварных швов, а также является наиболее распространенным методом сварки тонких профилей из нержавеющей стали или более тонких металлов.
Сварка сопротивлением или точечная сварка, как ее часто называют, является одним из самых экономичных видов сварки. Оборудование для контактной сварки (RW) невероятно универсально, что означает, что его можно использовать как в небольших, так и в крупных проектах. RW использует электрический ток для нагрева потертых металлических краев и герметизации их вместе. Этот тип сварки исключительно эффективен для металла с низкой температурой плавления, поскольку его можно настроить таким образом, чтобы предотвратить деформацию металла. По сравнению с другими методами сварка сопротивлением может быть более эффективной, поскольку для выполнения процесса требуется всего лишь нажать кнопку. Сварка сопротивлением может быть механизирована и автоматизирована. Процесс имеет высокую производительность и низкую стоимость, создает меньше дыма и более здоровую рабочую среду.
Сварка сопротивлением может быть механизирована и автоматизирована. Процесс имеет высокую производительность и низкую стоимость, создает меньше дыма и более здоровую рабочую среду.
Профессионалы могут оценить материалы, возможности и стиль отделки, которые вы хотите использовать для каждого проекта, чтобы определить, какой метод сварки будет наиболее эффективным для вашей конкретной задачи.
Палмер имеет обширный опыт в области силовых трубопроводов, систем напорных трубопроводов, проектирования и изготовления сосудов под давлением, а также установки сосудов. В Palmer Tool вы встретите опытных производителей для всех ваших потребностей в сварке.
> Узнать больше
Свяжитесь с нами (731-584-4681), чтобы начать обсуждение вашего проекта без каких-либо обязательств.
—
О компании Palmer Tool Компания Palmer Tool выполняет важные работы вовремя и в рамках бюджета.
 Отключите клемму «минус» от аккумулятора.
Отключите клемму «минус» от аккумулятора. В конце, кромки можно обработать дрелью с зенковкой, либо зпшлифовать наждачной бумагой.
В конце, кромки можно обработать дрелью с зенковкой, либо зпшлифовать наждачной бумагой. club
club torre
torre torre): «Установка противотуманных фар на эту Honda Civic EM1 2000 года, с уже существующими противотуманными фарами, без надлежащей проводки и некоторых повреждений на жгутах. #Fy #Foryou #DiY # Советы #Honda #EM1 #DiYtips #DiYmechanic #Acura #Фары #Противотуманки #Fyp #EK #Vtec #D16y8 #D16y7 #D16 #B16a #B16 #Bseries #B18C #B18 #B16a2 #B20v #B20vtec #Si #Hondatoks #Foryoupage # HondaTok #HondaTiktok #fypシ #Fypage #CivicSi». Давайте установим комплект Противотуманных фар на этот Цивик E M 1 оригинального звука — ХондаТокс.
torre): «Установка противотуманных фар на эту Honda Civic EM1 2000 года, с уже существующими противотуманными фарами, без надлежащей проводки и некоторых повреждений на жгутах. #Fy #Foryou #DiY # Советы #Honda #EM1 #DiYtips #DiYmechanic #Acura #Фары #Противотуманки #Fyp #EK #Vtec #D16y8 #D16y7 #D16 #B16a #B16 #Bseries #B18C #B18 #B16a2 #B20v #B20vtec #Si #Hondatoks #Foryoupage # HondaTok #HondaTiktok #fypシ #Fypage #CivicSi». Давайте установим комплект Противотуманных фар на этот Цивик E M 1 оригинального звука — ХондаТокс. Установка противотуманных фар поворотников | Вот что у нас есть* | Эта установка была на самом деле безумно простой | …Цветы — Майли Сайрус.
Установка противотуманных фар поворотников | Вот что у нас есть* | Эта установка была на самом деле безумно простой | …Цветы — Майли Сайрус. Chill Vibes — Толлан Ким.
Chill Vibes — Толлан Ким. Видео TikTok от Эша (@ash_dacat): «Установка желтых противотуманных фар @laminxfilms! Спасибо @saechti за помощь в моей сборке 💕🥹 #laminx #laminxfilms #fyp #subaru #subaruwrxsti #sti #wrx #subiegang #subienation #subieflow #subierumble #subiewoo #subarusti #savethemanuals #6speed #carsoftiktok #cars #subiegirl #tampasubarugroup #tampa #florida #drive #subielife #subies #manual #stickshift #oakleys #perrin #tampa #florida». оригинальный звук — Ясень.
Видео TikTok от Эша (@ash_dacat): «Установка желтых противотуманных фар @laminxfilms! Спасибо @saechti за помощь в моей сборке 💕🥹 #laminx #laminxfilms #fyp #subaru #subaruwrxsti #sti #wrx #subiegang #subienation #subieflow #subierumble #subiewoo #subarusti #savethemanuals #6speed #carsoftiktok #cars #subiegirl #tampasubarugroup #tampa #florida #drive #subielife #subies #manual #stickshift #oakleys #perrin #tampa #florida». оригинальный звук — Ясень. gti
gti
 Установка светодиодных противотуманных фар с оригинальным звуком — JDM Rarri.
Установка светодиодных противотуманных фар с оригинальным звуком — JDM Rarri. Наши вам тоже понравятся.
Наши вам тоже понравятся.
 cleanpowersf.org
cleanpowersf.org
 Обычно они оказывают такие услуги.
Обычно они оказывают такие услуги. Часто покупатели не подозревают о наличии скрытых швов, и опасностях, которые могут стать рисками серьезных ДТП, крупного штрафа и конфискации. Мы предлагаем вам ознакомиться с полезными сведениями, позволяющими раскрыть тему более подробней и не сделать опрометчивой, разоряющей бюджет, покупки.
Часто покупатели не подозревают о наличии скрытых швов, и опасностях, которые могут стать рисками серьезных ДТП, крупного штрафа и конфискации. Мы предлагаем вам ознакомиться с полезными сведениями, позволяющими раскрыть тему более подробней и не сделать опрометчивой, разоряющей бюджет, покупки. В результате остается сварочный шов под ногами водителя и пассажиров. Темный бизнес, характеризуется перепродажей машины по высокой стоимости.
В результате остается сварочный шов под ногами водителя и пассажиров. Темный бизнес, характеризуется перепродажей машины по высокой стоимости. Основные характеристики, подтверждающие об исключении распила:
Основные характеристики, подтверждающие об исключении распила: Шов в процессе эксплуатации часто подвергается внешним факторам, отчего портится и становится хрупким, что является предвестником разгерметизации машины и нередко сопровождается травмами и причинами возникновения ДТП. Если эксперты службы ГАИ подтвердят распил авто, водитель получит штраф, а машину конфискуют.
Шов в процессе эксплуатации часто подвергается внешним факторам, отчего портится и становится хрупким, что является предвестником разгерметизации машины и нередко сопровождается травмами и причинами возникновения ДТП. Если эксперты службы ГАИ подтвердят распил авто, водитель получит штраф, а машину конфискуют.
 Машина разбирается за границей, после прохождения таможенного контроля, происходит сборка и доставка товара по адресу клиента.
Машина разбирается за границей, после прохождения таможенного контроля, происходит сборка и доставка товара по адресу клиента. В нынешнее время не следует экономить на безопасности, лучше немного больше затратить на однократную услугу мастеров, чем приобрести множество проблем и головную боль. Тщательная диагностика кузова — это отличное решение защитить себя от покупки распиленного автомобиля.
В нынешнее время не следует экономить на безопасности, лучше немного больше затратить на однократную услугу мастеров, чем приобрести множество проблем и головную боль. Тщательная диагностика кузова — это отличное решение защитить себя от покупки распиленного автомобиля. Ну, на самом деле это не помогает молодому дизайнеру совершенствоваться, и, возможно, дизайнеры старшего возраста забывают, как они сами развили это визуальное богатство знаний – или, по крайней мере, как передать его и разбить на легко понимаемую мантру, которую могут составить другие. на.
Ну, на самом деле это не помогает молодому дизайнеру совершенствоваться, и, возможно, дизайнеры старшего возраста забывают, как они сами развили это визуальное богатство знаний – или, по крайней мере, как передать его и разбить на легко понимаемую мантру, которую могут составить другие. на. Конечно, небольшие различия в пропорциях и чертах быстро приводят к очень разным типам человека или животного, и проведение этой аналогии может быть хорошим способом продемонстрировать важность этого первого шага. У скаковой лошади и мула один и тот же базовый скелет, но у одного есть отточенные черты, а у другого… может быть, нет.
Конечно, небольшие различия в пропорциях и чертах быстро приводят к очень разным типам человека или животного, и проведение этой аналогии может быть хорошим способом продемонстрировать важность этого первого шага. У скаковой лошади и мула один и тот же базовый скелет, но у одного есть отточенные черты, а у другого… может быть, нет.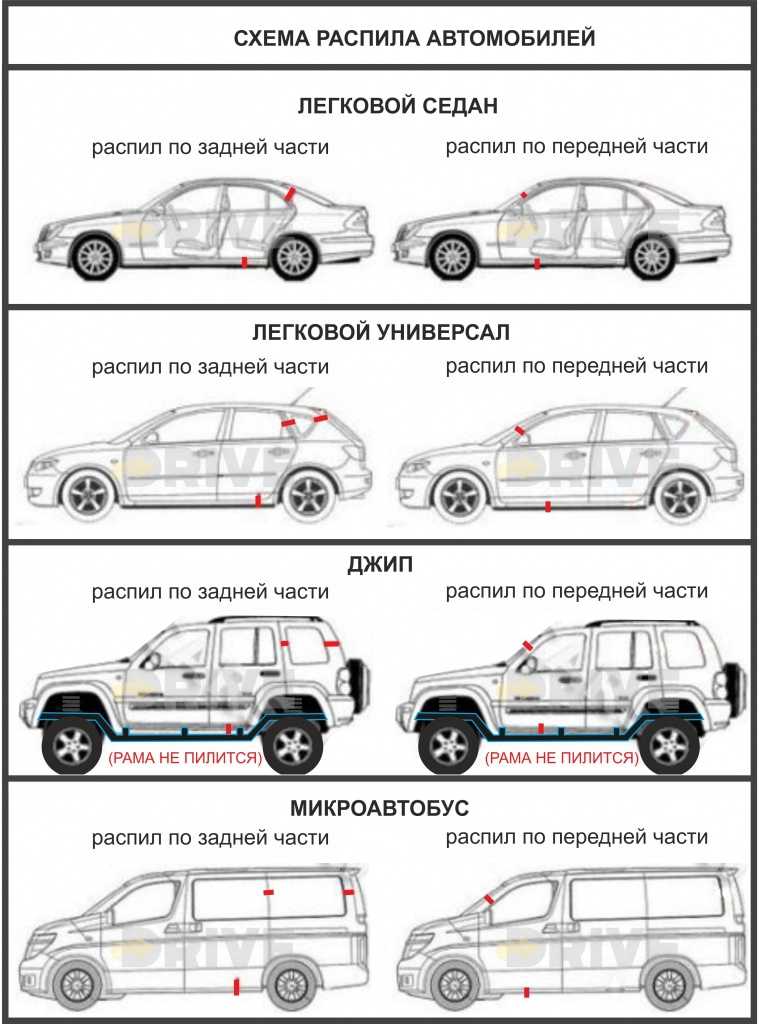

 Выдвижение гусениц, добавление более широких ободов, увеличение диаметра ободов, уменьшение дорожного просвета для уменьшения зазора между колесными арками — все это стандартные методы, используемые для создания более спортивной посадки.
Выдвижение гусениц, добавление более широких ободов, увеличение диаметра ободов, уменьшение дорожного просвета для уменьшения зазора между колесными арками — все это стандартные методы, используемые для создания более спортивной посадки. Автомобиль с «кабиной вперед» помещает теплицу дальше вперед по отношению к расположению передних и задних колес (например, Prius). Сдвинув ветровое стекло, водителя и пассажира вперед, можно освободить место для задней части салона, создав не только хорошую комплектацию автомобиля, но и новый профиль автомобиля по сравнению с обычным седаном с тремя кузовами. На другом конце теоретической шкалы положения кабины вы должны были бы поставить «рогашку» Mercedes-Benz AMG SLS с огромной «задней кабиной» или Caterham 7.9.0056
Автомобиль с «кабиной вперед» помещает теплицу дальше вперед по отношению к расположению передних и задних колес (например, Prius). Сдвинув ветровое стекло, водителя и пассажира вперед, можно освободить место для задней части салона, создав не только хорошую комплектацию автомобиля, но и новый профиль автомобиля по сравнению с обычным седаном с тремя кузовами. На другом конце теоретической шкалы положения кабины вы должны были бы поставить «рогашку» Mercedes-Benz AMG SLS с огромной «задней кабиной» или Caterham 7.9.0056 Конечно, можно переборщить: Land Rover Freelander 1, Audi 100 «aero» C3 и Jaguar Mk. X являются примерами, где слишком много беспорядка, возможно, испортило дизайн.
Конечно, можно переборщить: Land Rover Freelander 1, Audi 100 «aero» C3 и Jaguar Mk. X являются примерами, где слишком много беспорядка, возможно, испортило дизайн. XJ6 был настолько структурирован и уверен в себе, что не был похож ни на что другое — его колеса казались огромными, почти непропорциональными его корпусу, и они визуально располагались прямо на каждом углу автомобиля. Это действительно выглядело так, как будто он присел на корточки на дороге».
XJ6 был настолько структурирован и уверен в себе, что не был похож ни на что другое — его колеса казались огромными, почти непропорциональными его корпусу, и они визуально располагались прямо на каждом углу автомобиля. Это действительно выглядело так, как будто он присел на корточки на дороге». Отец Марчелло, Марко Гандини, был директором оркестра, окончив консерваторию по специальности «музыка».
Отец Марчелло, Марко Гандини, был директором оркестра, окончив консерваторию по специальности «музыка».

 К тому времени в список клиентов Bertone входили большинство крупных европейских производителей автомобилей, а также некоторые японские. Даже такие автопроизводители, как Ferrari и Lancia (для легендарного Stratos), которые десятилетиями были лоялистами Pininfarina, и Maserati, которые традиционно работали с другими дизайнерами и производителями кузовов, также обращались к Bertone за конкретными проектами.
К тому времени в список клиентов Bertone входили большинство крупных европейских производителей автомобилей, а также некоторые японские. Даже такие автопроизводители, как Ferrari и Lancia (для легендарного Stratos), которые десятилетиями были лоялистами Pininfarina, и Maserati, которые традиционно работали с другими дизайнерами и производителями кузовов, также обращались к Bertone за конкретными проектами. Некоторые из примечательных проектов, которые Гандини сделал для Renault, включали бестселлер Super 5, спортивный внедорожник для дочерней компании Renault Alpine, который превратился в Jeep Cherokee. XJ для American Motors, другого автопроизводителя, связанного с Renault, а также удивительный проект супергрузовика Renault AE Magnum.
Некоторые из примечательных проектов, которые Гандини сделал для Renault, включали бестселлер Super 5, спортивный внедорожник для дочерней компании Renault Alpine, который превратился в Jeep Cherokee. XJ для American Motors, другого автопроизводителя, связанного с Renault, а также удивительный проект супергрузовика Renault AE Magnum.

 Даже при том, что г-на Чулкова поддержала Генпрокуратура РФ. Начальник отдела по надзору за исполнением законов о промышленной и дорожной безопасности Генпрокуратуры РФ Русецкий А.Е. на обращение Вячеслава Чулкова сообщил, что: «отказ в предоставлении вам госуслуги противоречит нормам Гражданского и Семейного кодексов РФ, в силу которого имущество, нажитое супругами во время брака является их совместной собственностью».
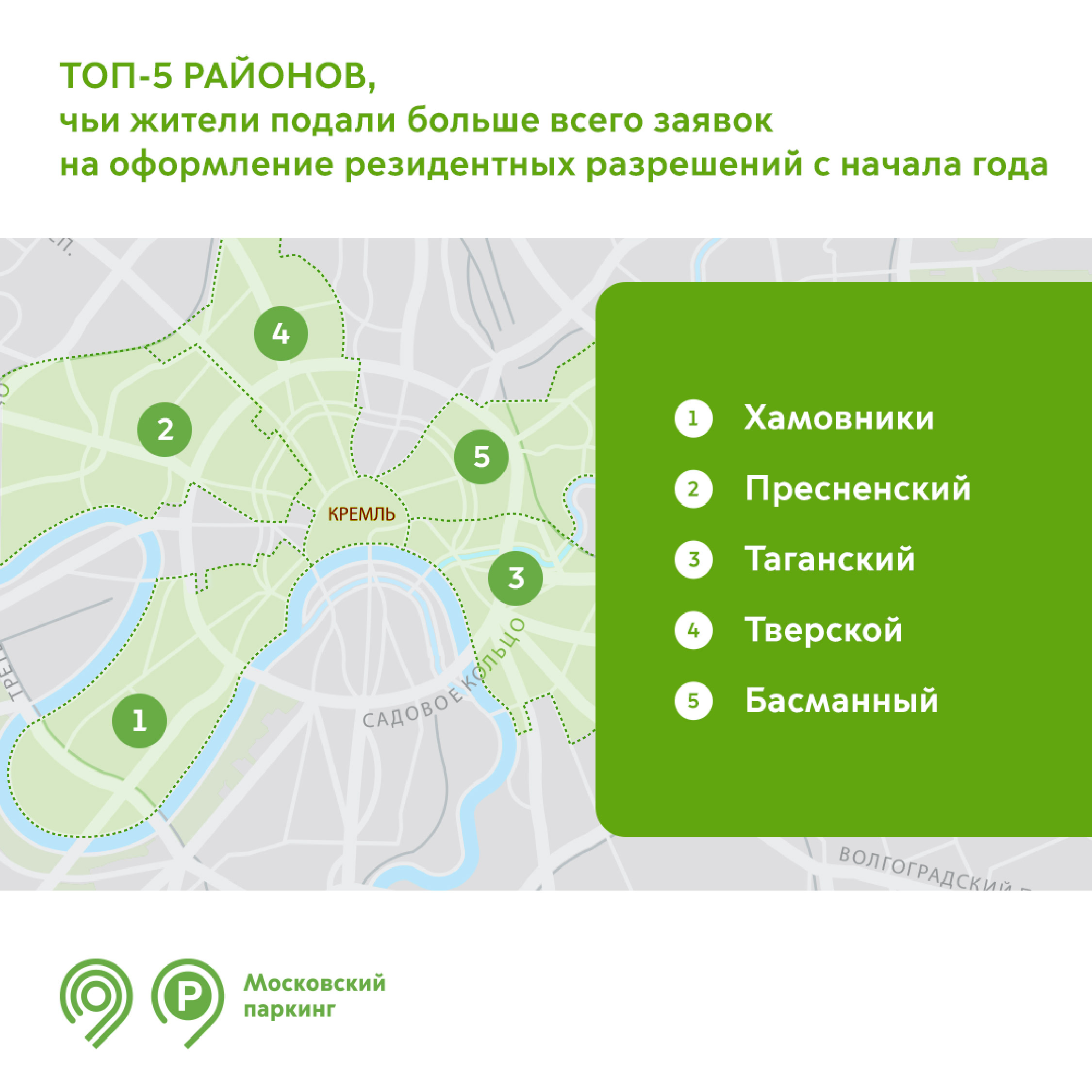
Даже при том, что г-на Чулкова поддержала Генпрокуратура РФ. Начальник отдела по надзору за исполнением законов о промышленной и дорожной безопасности Генпрокуратуры РФ Русецкий А.Е. на обращение Вячеслава Чулкова сообщил, что: «отказ в предоставлении вам госуслуги противоречит нормам Гражданского и Семейного кодексов РФ, в силу которого имущество, нажитое супругами во время брака является их совместной собственностью». Судебная коллегия по гражданским делам Московского городского суда в составе председательствующего Гербекова Б.И., судей Артюховой Г.М. и Кнышевой Т.В. отменила вопиющее решение савеловской судьи Кулаковой. Судьи постановили обязать ГКУ «Администратор Московского парковочного пространства» оказать Чулкову В.А. государственную услугу – «внести в реестр резидентных парковочных разрешений города Москвы запись о резидентном парковочном разрешении на его автомобиль».
Судебная коллегия по гражданским делам Московского городского суда в составе председательствующего Гербекова Б.И., судей Артюховой Г.М. и Кнышевой Т.В. отменила вопиющее решение савеловской судьи Кулаковой. Судьи постановили обязать ГКУ «Администратор Московского парковочного пространства» оказать Чулкову В.А. государственную услугу – «внести в реестр резидентных парковочных разрешений города Москвы запись о резидентном парковочном разрешении на его автомобиль».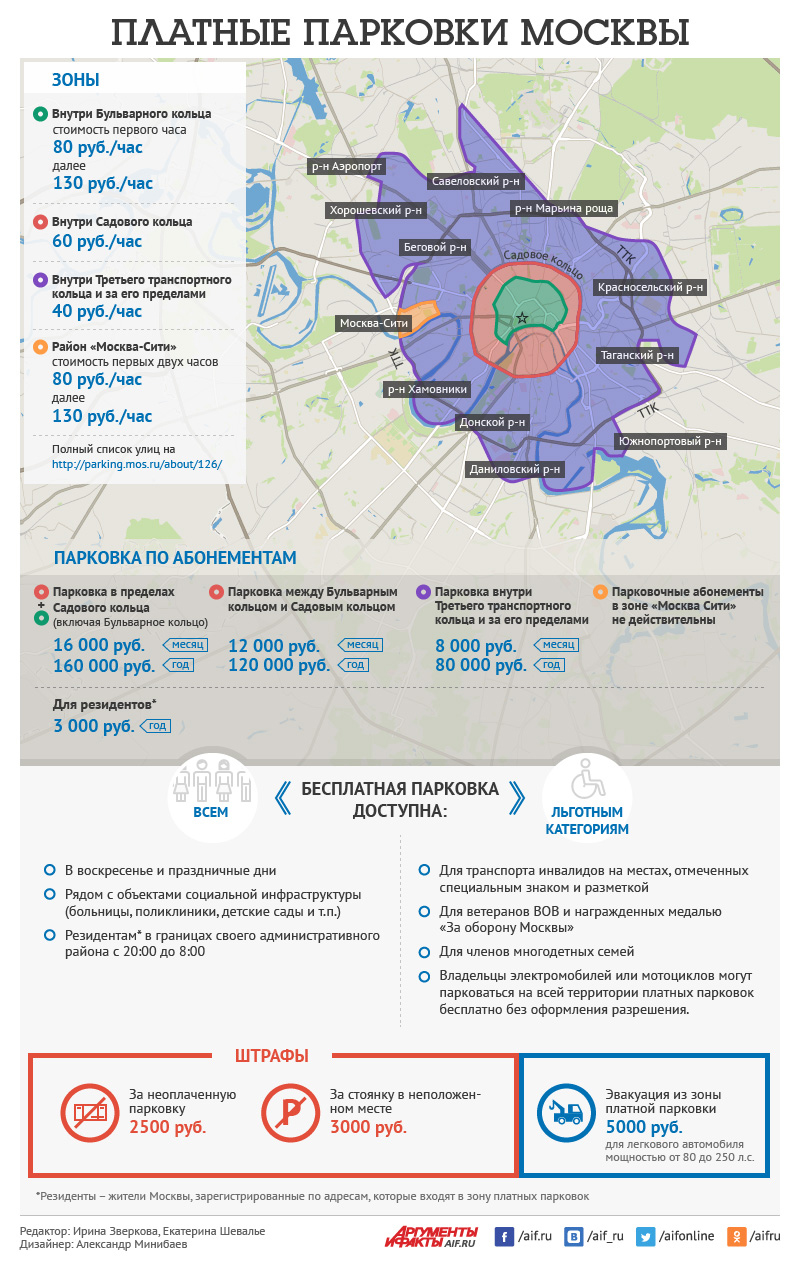 Дзен
Дзен Встречи о русской живописи в Кремле»: (25 мая, четверг). Покупка билетов. ☎ +7(495) 620-78-46.
Встречи о русской живописи в Кремле»: (25 мая, четверг). Покупка билетов. ☎ +7(495) 620-78-46. Покупка билетов. ☎ +7(495) 620-78-46.
Покупка билетов. ☎ +7(495) 620-78-46. П. Чайковский. Спектакль театра «Кремлёвский балет»: (4 июня, воскресенье) в ГКД. Покупка билетов. ☎ +7(495) 620-78-46.
П. Чайковский. Спектакль театра «Кремлёвский балет»: (4 июня, воскресенье) в ГКД. Покупка билетов. ☎ +7(495) 620-78-46. П. Чайковский. Спектакль театра «Кремлёвский балет»: (13 июня, вторник) в ГКД. Покупка билетов. ☎ +7(495) 620-78-46.
П. Чайковский. Спектакль театра «Кремлёвский балет»: (13 июня, вторник) в ГКД. Покупка билетов. ☎ +7(495) 620-78-46. Я. Вагановой к 285-летию со дня её основания: (18 июня, воскресенье) в ГКД. Покупка билетов. ☎ +7(495) 620-78-46.
Я. Вагановой к 285-летию со дня её основания: (18 июня, воскресенье) в ГКД. Покупка билетов. ☎ +7(495) 620-78-46. Большой сольный концерт: (20 июня, вторник) в ГКД. Покупка билетов. ☎ +7(495) 620-78-46.
Большой сольный концерт: (20 июня, вторник) в ГКД. Покупка билетов. ☎ +7(495) 620-78-46. Спектакль театра «Кремлёвский балет»: (27 июня, вторник) в ГКД. Покупка билетов. ☎ +7(495) 620-78-46.
Спектакль театра «Кремлёвский балет»: (27 июня, вторник) в ГКД. Покупка билетов. ☎ +7(495) 620-78-46. А. Шелыгин. Спектакль театра «Кремлёвский балет»: (2 июля, воскресенье, 14:00) в ГКД. Покупка билетов. ☎ +7(495) 620-78-46.
А. Шелыгин. Спектакль театра «Кремлёвский балет»: (2 июля, воскресенье, 14:00) в ГКД. Покупка билетов. ☎ +7(495) 620-78-46. ВЕРА. СЕМЬЯ. ОТЕЧЕСТВО»: (8 июля, суббота) в ГКД. Покупка билетов. ☎ +7(495) 620-78-46.
ВЕРА. СЕМЬЯ. ОТЕЧЕСТВО»: (8 июля, суббота) в ГКД. Покупка билетов. ☎ +7(495) 620-78-46. Покупка билетов. ☎ +7(495) 620-78-46.
Покупка билетов. ☎ +7(495) 620-78-46. Покупка билетов. ☎ +7(495) 620-78-46.
Покупка билетов. ☎ +7(495) 620-78-46. И. Моисеева: (14 сентября, четверг) в ГКД. Покупка билетов. ☎ +7(495) 620-78-46.
И. Моисеева: (14 сентября, четверг) в ГКД. Покупка билетов. ☎ +7(495) 620-78-46. «Лебединое озеро». П. Чайковский. Спектакль театра «Кремлёвский балет»: (22 сентября, пятница) в ГКД. Покупка билетов. ☎ +7(495) 620-78-46.
«Лебединое озеро». П. Чайковский. Спектакль театра «Кремлёвский балет»: (22 сентября, пятница) в ГКД. Покупка билетов. ☎ +7(495) 620-78-46. «Щелкунчик». П. Чайковский. Спектакль театра «Кремлёвский балет»: (24 сентября, воскресенье) в ГКД. Покупка билетов. ☎ +7(495) 620-78-46.
«Щелкунчик». П. Чайковский. Спектакль театра «Кремлёвский балет»: (24 сентября, воскресенье) в ГКД. Покупка билетов. ☎ +7(495) 620-78-46. Покупка билетов. ☎ +7(495) 620-78-46.
Покупка билетов. ☎ +7(495) 620-78-46. Покупка билетов. ☎ +7(495) 620-78-46.
Покупка билетов. ☎ +7(495) 620-78-46. Покупка билетов. ☎ +7(495) 620-78-46.
Покупка билетов. ☎ +7(495) 620-78-46. Государственный академический театр классического балета Н. Касаткиной и В. Василева: (12 октября, четверг) в ГКД. Покупка билетов. ☎ +7(495) 620-78-46.
Государственный академический театр классического балета Н. Касаткиной и В. Василева: (12 октября, четверг) в ГКД. Покупка билетов. ☎ +7(495) 620-78-46. Покупка билетов. ☎ +7(495) 620-78-46.
Покупка билетов. ☎ +7(495) 620-78-46.
 .. Спасибо
.. Спасибо

 Кроме того, для поддержания оптимальной эффективности и производительности рекомендуется регулярно проверять давление в шинах, аккумуляторную батарею и жидкости автомобиля.
Кроме того, для поддержания оптимальной эффективности и производительности рекомендуется регулярно проверять давление в шинах, аккумуляторную батарею и жидкости автомобиля. Владельцы автомобилей имеют доступ к нескольким гаражам, дилерским центрам и механикам для планового обслуживания или ремонта. В Москве также есть несколько автосалонов, поэтому найти автомобиль не проблема.
Владельцы автомобилей имеют доступ к нескольким гаражам, дилерским центрам и механикам для планового обслуживания или ремонта. В Москве также есть несколько автосалонов, поэтому найти автомобиль не проблема.

 Однако традиционные самостоятельные хранилища дороже, менее безопасны и, как правило, расположены дальше, чем соседние хранилища.
Однако традиционные самостоятельные хранилища дороже, менее безопасны и, как правило, расположены дальше, чем соседние хранилища. Эти парковочные места обозначены обратной косой чертой на нашей карте парковки кампуса. Если зона управляется через кассу, вы увидите индикатор Pay to Park. Дни и часы, требующие оплаты, будут отмечены на счетчике или платежной станции вместе с информацией о максимальном сроке пребывания, если это применимо. Оплата в парковых зонах осуществляется по номерному знаку, а не по билету или квитанции, поэтому не забудьте сфотографировать свой номер, прежде чем идти к кассе, если вы его не запомнили! Когда вы вводите номерной знак в кассу, будьте очень внимательны, вводите его правильно . Ошибка может привести к цитированию, даже если вы заплатили за достаточное время. Посмотрите короткое видео «как сделать».
Эти парковочные места обозначены обратной косой чертой на нашей карте парковки кампуса. Если зона управляется через кассу, вы увидите индикатор Pay to Park. Дни и часы, требующие оплаты, будут отмечены на счетчике или платежной станции вместе с информацией о максимальном сроке пребывания, если это применимо. Оплата в парковых зонах осуществляется по номерному знаку, а не по билету или квитанции, поэтому не забудьте сфотографировать свой номер, прежде чем идти к кассе, если вы его не запомнили! Когда вы вводите номерной знак в кассу, будьте очень внимательны, вводите его правильно . Ошибка может привести к цитированию, даже если вы заплатили за достаточное время. Посмотрите короткое видео «как сделать». Если у вас возникнут трудности с кассой, позвоните нам по телефону 208-885-6424.
Если у вас возникнут трудности с кассой, позвоните нам по телефону 208-885-6424. Чтобы узнать больше о том, как использовать AMP, ознакомьтесь с нашим руководством.
Чтобы узнать больше о том, как использовать AMP, ознакомьтесь с нашим руководством.

 3722) »
3722) »





 ).
).

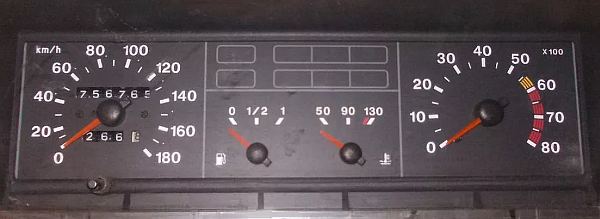
 После чего отображаются в виде комбинации цифр на жидкокристаллическом дисплее или отмечаются на шкале с помощью стрелки. Погрешность измерений находится в пределах от 100 до 400 об./мин.
После чего отображаются в виде комбинации цифр на жидкокристаллическом дисплее или отмечаются на шкале с помощью стрелки. Погрешность измерений находится в пределах от 100 до 400 об./мин.
 Перед нами стояла задача сделать что-то такое, что одновременно было бы прочным, практичным, износостойким и симпатичным внешне. В итоге сетка для наших экранов изготавливается из высококачественного полиэстера. Данный материал хорош тем, что совсем не боится влаги и ухаживать за ним проще простого. В качестве крепления используются специальные магниты. Основа каркаса – сталь, однако полностью взятая в резиновую оплетку, чтобы исключить коррозию и риск повреждения салона.
Перед нами стояла задача сделать что-то такое, что одновременно было бы прочным, практичным, износостойким и симпатичным внешне. В итоге сетка для наших экранов изготавливается из высококачественного полиэстера. Данный материал хорош тем, что совсем не боится влаги и ухаживать за ним проще простого. В качестве крепления используются специальные магниты. Основа каркаса – сталь, однако полностью взятая в резиновую оплетку, чтобы исключить коррозию и риск повреждения салона. Согласно действующему законодательству вы имеете право вернуть купленный товар в течение 14 дней с момента его приобретения. Стоимость покупки мы вам вернем в полном объеме. Стоимость пересылки при отправке почтой или службами доставки не компенсируется. Обратите внимание: возврату подлежит только целостный, не поврежденный во время эксплуатации покупателем товар. На все товары ТРОКОТ предоставляется гарантия сроком до 3 лет, в зависимости от товара.
Согласно действующему законодательству вы имеете право вернуть купленный товар в течение 14 дней с момента его приобретения. Стоимость покупки мы вам вернем в полном объеме. Стоимость пересылки при отправке почтой или службами доставки не компенсируется. Обратите внимание: возврату подлежит только целостный, не поврежденный во время эксплуатации покупателем товар. На все товары ТРОКОТ предоставляется гарантия сроком до 3 лет, в зависимости от товара.
 Именно поэтому аналогов нашим товарам нет ни в РФ, ни за рубежом. Покупая ТРОКОТ, вы поддерживаете отечественного производителя!
Именно поэтому аналогов нашим товарам нет ни в РФ, ни за рубежом. Покупая ТРОКОТ, вы поддерживаете отечественного производителя! В любом случае мы всегда стремимся поставлять на рынок только доступную, но качественную продукцию. Для этого мы тщательно подбираем материалы, организовали современное эффективное производство и оптимизируем все рабочие процессы. По соотношению цены и качества автомобильные шторки ТРОКОТ – лидеры не только на отечественном рынке!
В любом случае мы всегда стремимся поставлять на рынок только доступную, но качественную продукцию. Для этого мы тщательно подбираем материалы, организовали современное эффективное производство и оптимизируем все рабочие процессы. По соотношению цены и качества автомобильные шторки ТРОКОТ – лидеры не только на отечественном рынке!



 в упаковке)
в упаковке) универсальные автомобильные оконные экраны оконные экраны Sox для внедорожников, грузовиков, анти-ультрафиолетовая сетчатая ткань, защита и охлаждение вашего автомобиля
универсальные автомобильные оконные экраны оконные экраны Sox для внедорожников, грузовиков, анти-ультрафиолетовая сетчатая ткань, защита и охлаждение вашего автомобиля 4 репутация бренда
4 репутация бренда  Солнцезащитный козырек для бокового окна водителя автомобиля Универсальный экран для бокового окна автомобиля для кемпинга, подходит для большинства седанов и компактных внедорожников
Солнцезащитный козырек для бокового окна водителя автомобиля Универсальный экран для бокового окна автомобиля для кемпинга, подходит для большинства седанов и компактных внедорожников автомобильная оконная шторка для ребенка, универсальная посадка, регулируемая шторка, дышащая сетка, автомобильные шторы, оконная сетка, задняя дверь автомобиля, сетка для кемпинга на открытом воздухе (XL)
автомобильная оконная шторка для ребенка, универсальная посадка, регулируемая шторка, дышащая сетка, автомобильные шторы, оконная сетка, задняя дверь автомобиля, сетка для кемпинга на открытом воздухе (XL) Car Window Screens for Camping. Mesh Shade Elasticized Breathable. Covers Fully (2Pck)» data-item-source=»list» data-partner-item-brand=»Qualizzi» data-partner-item-id=»B07HYXZYMN» data-price=»2197″ data-seller=»Amazon» data-target=»» front-role=»product_list_object»> 10
Car Window Screens for Camping. Mesh Shade Elasticized Breathable. Covers Fully (2Pck)» data-item-source=»list» data-partner-item-brand=»Qualizzi» data-partner-item-id=»B07HYXZYMN» data-price=»2197″ data-seller=»Amazon» data-target=»» front-role=»product_list_object»> 10 Car Window Screens for Camping. Mesh Shade Elasticized Breathable. Covers Fully (2Pck)» data-item-source=»widget» data-partner-item-brand=»Qualizzi» data-partner-item-id=»B07HYXZYMN» data-price=»2197″ data-seller=»Amazon» data-target=»» data-widget-name=»buying_options» front-role=»product_list_object»>
Car Window Screens for Camping. Mesh Shade Elasticized Breathable. Covers Fully (2Pck)» data-item-source=»widget» data-partner-item-brand=»Qualizzi» data-partner-item-id=»B07HYXZYMN» data-price=»2197″ data-seller=»Amazon» data-target=»» data-widget-name=»buying_options» front-role=»product_list_object»> Car Window Screens for Camping. Mesh Shade Elasticized Breathable. Covers Fully (2Pck)» data-item-source=»widget» data-partner-item-brand=»Qualizzi» data-partner-item-id=»224484591530″ data-price=»3099″ data-seller=»Ebay» data-target=»» data-widget-name=»buying_options» front-role=»product_list_object»>
Car Window Screens for Camping. Mesh Shade Elasticized Breathable. Covers Fully (2Pck)» data-item-source=»widget» data-partner-item-brand=»Qualizzi» data-partner-item-id=»224484591530″ data-price=»3099″ data-seller=»Ebay» data-target=»» data-widget-name=»buying_options» front-role=»product_list_object»> 1
1 Вопрос, связанный с продуктом
Вопрос, связанный с продуктом
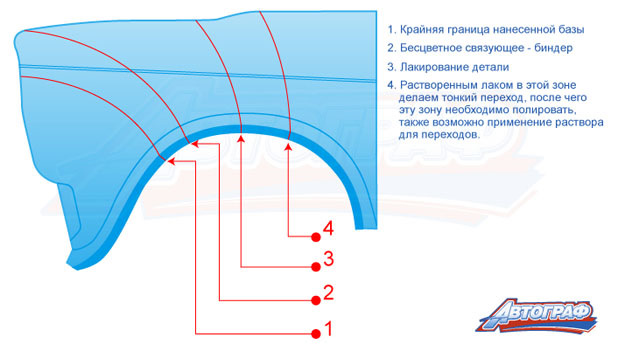
 Каждый слой наносится чуть шире, чем предыдущий.
Каждый слой наносится чуть шире, чем предыдущий. Он позволяет забыть о проблеме
Он позволяет забыть о проблеме

 таблицу 1). Эта функция позволяет операторам изменять конфигурацию загружаемых систем без физической модификации или замены аппаратных компонентов. Преимущества включают в себя способность соответствовать новым требованиям, включать усовершенствования конструкции и исправлять ошибки. Кроме того, программное обеспечение часто может быть загружено как раз в то время, когда самолет должен развернуться для следующего полета. Основным преимуществом изменения функциональности системы без замены оборудования является сокращение количества запасных частей для сменных блоков (LRU), которые должны храниться на складе как у операторов, так и у Boeing.
таблицу 1). Эта функция позволяет операторам изменять конфигурацию загружаемых систем без физической модификации или замены аппаратных компонентов. Преимущества включают в себя способность соответствовать новым требованиям, включать усовершенствования конструкции и исправлять ошибки. Кроме того, программное обеспечение часто может быть загружено как раз в то время, когда самолет должен развернуться для следующего полета. Основным преимуществом изменения функциональности системы без замены оборудования является сокращение количества запасных частей для сменных блоков (LRU), которые должны храниться на складе как у операторов, так и у Boeing.


 Части носителя помечены, чтобы указать количество частей в наборе и определить обозначение каждого элемента в наборе (например, 1 из 2, 2 из 2). Стандартными носителями являются 3,5-дюймовые диски, но программное обеспечение для некоторых систем поставляется на других носителях, например на компакт-дисках. В результате запросов операторов, начиная с 1999 загружаемых программ будут перечислены в IPC в соответствии с номером загружаемой части программного обеспечения и будут вызываться в главах, соответствующих каждой загружаемой системе. Номер детали диска, связанный с номером загружаемой части программного обеспечения, будет указан в поле номенклатуры каждого номера части программного обеспечения. Загружаемое программное обеспечение будет отображаться в IPC в соответствии с номером части загружаемого программного обеспечения, потому что это номер детали, который механик должен проверить, установлен ли он в LRU. Однако операторы должны заказывать загружаемые части программного обеспечения, указав номер детали набора дисков.
Части носителя помечены, чтобы указать количество частей в наборе и определить обозначение каждого элемента в наборе (например, 1 из 2, 2 из 2). Стандартными носителями являются 3,5-дюймовые диски, но программное обеспечение для некоторых систем поставляется на других носителях, например на компакт-дисках. В результате запросов операторов, начиная с 1999 загружаемых программ будут перечислены в IPC в соответствии с номером загружаемой части программного обеспечения и будут вызываться в главах, соответствующих каждой загружаемой системе. Номер детали диска, связанный с номером загружаемой части программного обеспечения, будет указан в поле номенклатуры каждого номера части программного обеспечения. Загружаемое программное обеспечение будет отображаться в IPC в соответствии с номером части загружаемого программного обеспечения, потому что это номер детали, который механик должен проверить, установлен ли он в LRU. Однако операторы должны заказывать загружаемые части программного обеспечения, указав номер детали набора дисков.
 Информация о конфигурации также передается на многие LRU через проводную сеть.
дискретные (выводы программы). Большое количество возможных комбинаций программного обеспечения и программно-выводных конфигураций усложняет управление конфигурациями. Хотя OPC, вероятно, никогда полностью не заменит программные контакты, Boeing поместил в OPC как можно больше информации о конфигурации. OPC невелик по сравнению с OPS, и обычно для его загрузки требуется менее одной минуты.
Информация о конфигурации также передается на многие LRU через проводную сеть.
дискретные (выводы программы). Большое количество возможных комбинаций программного обеспечения и программно-выводных конфигураций усложняет управление конфигурациями. Хотя OPC, вероятно, никогда полностью не заменит программные контакты, Boeing поместил в OPC как можно больше информации о конфигурации. OPC невелик по сравнению с OPS, и обычно для его загрузки требуется менее одной минуты.

 Использование библиотеки управления программным обеспечением может помочь операторам обеспечить доступность и целостность загружаемых частей программного обеспечения для поддержки своих самолетов. Операторы должны получить необходимое разрешение от поставщика перед копированием программного обеспечения, носителей данных или документации.
Использование библиотеки управления программным обеспечением может помочь операторам обеспечить доступность и целостность загружаемых частей программного обеспечения для поддержки своих самолетов. Операторы должны получить необходимое разрешение от поставщика перед копированием программного обеспечения, носителей данных или документации. 10 дополнительных копий доступны в соответствии с соглашением о поддержке продукта между поставщиком и Boeing.
10 дополнительных копий доступны в соответствии с соглашением о поддержке продукта между поставщиком и Boeing. Для экономии времени соответствующее программное обеспечение можно также загрузить в мастерской оператора с помощью оборудования для загрузки в цех.
Для экономии времени соответствующее программное обеспечение можно также загрузить в мастерской оператора с помощью оборудования для загрузки в цех. Эксплуатант должен убедиться, что документация по управлению конфигурацией для каждого самолета отражает текущую конфигурацию загружаемых частей программного обеспечения и что загружаемые части программного обеспечения сертифицированы для самолета, на котором они установлены.
Эксплуатант должен убедиться, что документация по управлению конфигурацией для каждого самолета отражает текущую конфигурацию загружаемых частей программного обеспечения и что загружаемые части программного обеспечения сертифицированы для самолета, на котором они установлены.
 Персонал должен быть обучен и осведомлен о процессах контроля конфигурации авиакомпании и важности поддержания сертифицированной конфигурации загружаемых грузов.
программные части.
Персонал должен быть обучен и осведомлен о процессах контроля конфигурации авиакомпании и важности поддержания сертифицированной конфигурации загружаемых грузов.
программные части.






 Взрывообразное горение разрушает масляную пленку, провоцируя сухое трение;
Взрывообразное горение разрушает масляную пленку, провоцируя сухое трение;
 При следующих циклах работы мотора угол ступенчато уменьшается до тех пор, пока снова не будет зарегистрировано детонационное сгорание. Нередко, когда двигатель детонирует, происходит не только откат УОЗ (угол опережения зажигания), но и обогащение топливовоздушной смеси. Таким образом удается подстраиваться под изменяющиеся параметры работы, удерживая двигатель в зоне наибольшей эффективности.
При следующих циклах работы мотора угол ступенчато уменьшается до тех пор, пока снова не будет зарегистрировано детонационное сгорание. Нередко, когда двигатель детонирует, происходит не только откат УОЗ (угол опережения зажигания), но и обогащение топливовоздушной смеси. Таким образом удается подстраиваться под изменяющиеся параметры работы, удерживая двигатель в зоне наибольшей эффективности. Если уровень шума с датчика детонации ниже порогового значения в течение 10 с и более, в энергонезависимой памяти ЭБУ регистрируется ошибка датчика. Каждому типу регистрируемой неисправности присваивается определенный код, который может быть считан диагностическим прибором.
Если уровень шума с датчика детонации ниже порогового значения в течение 10 с и более, в энергонезависимой памяти ЭБУ регистрируется ошибка датчика. Каждому типу регистрируемой неисправности присваивается определенный код, который может быть считан диагностическим прибором.


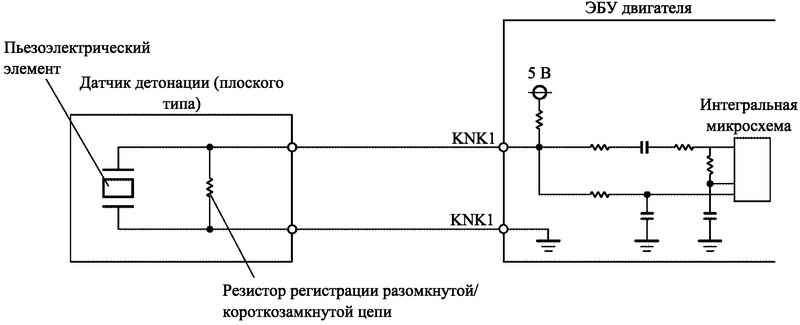

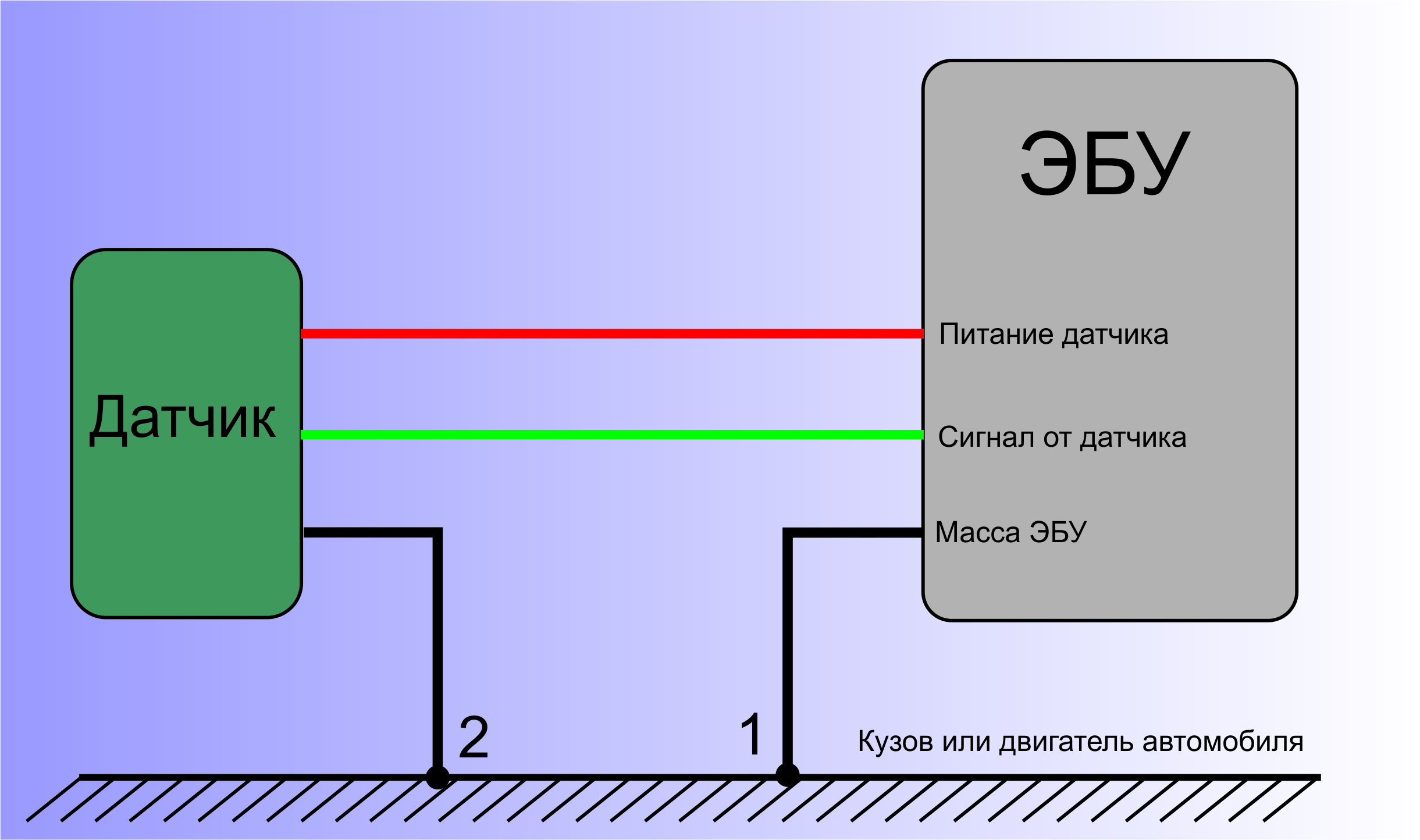

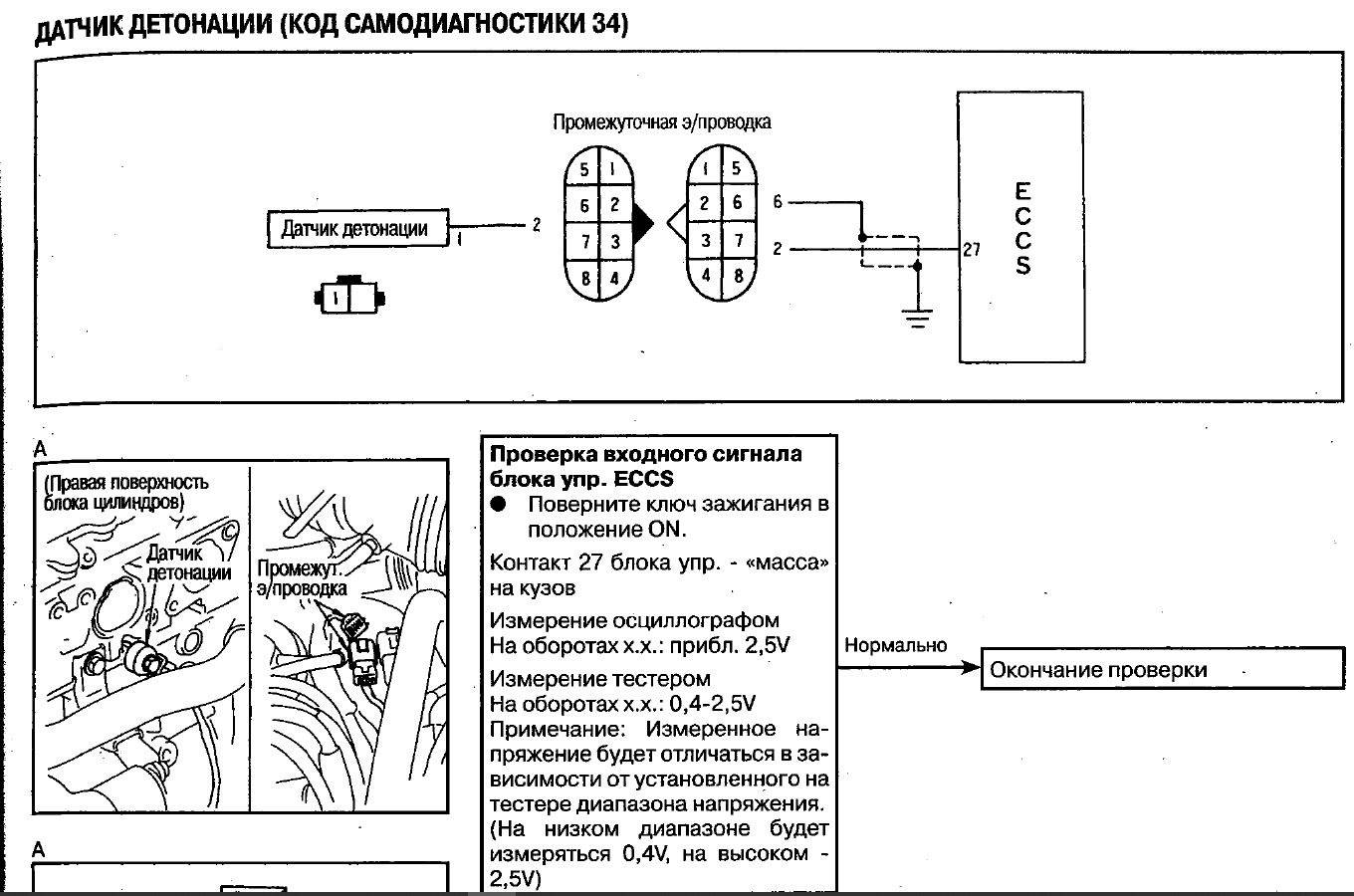

 9Схема датчика детонации 0019 м показана на рисунке ниже.
9Схема датчика детонации 0019 м показана на рисунке ниже./sistema-pitaniya-inzhektor-2.jpg)
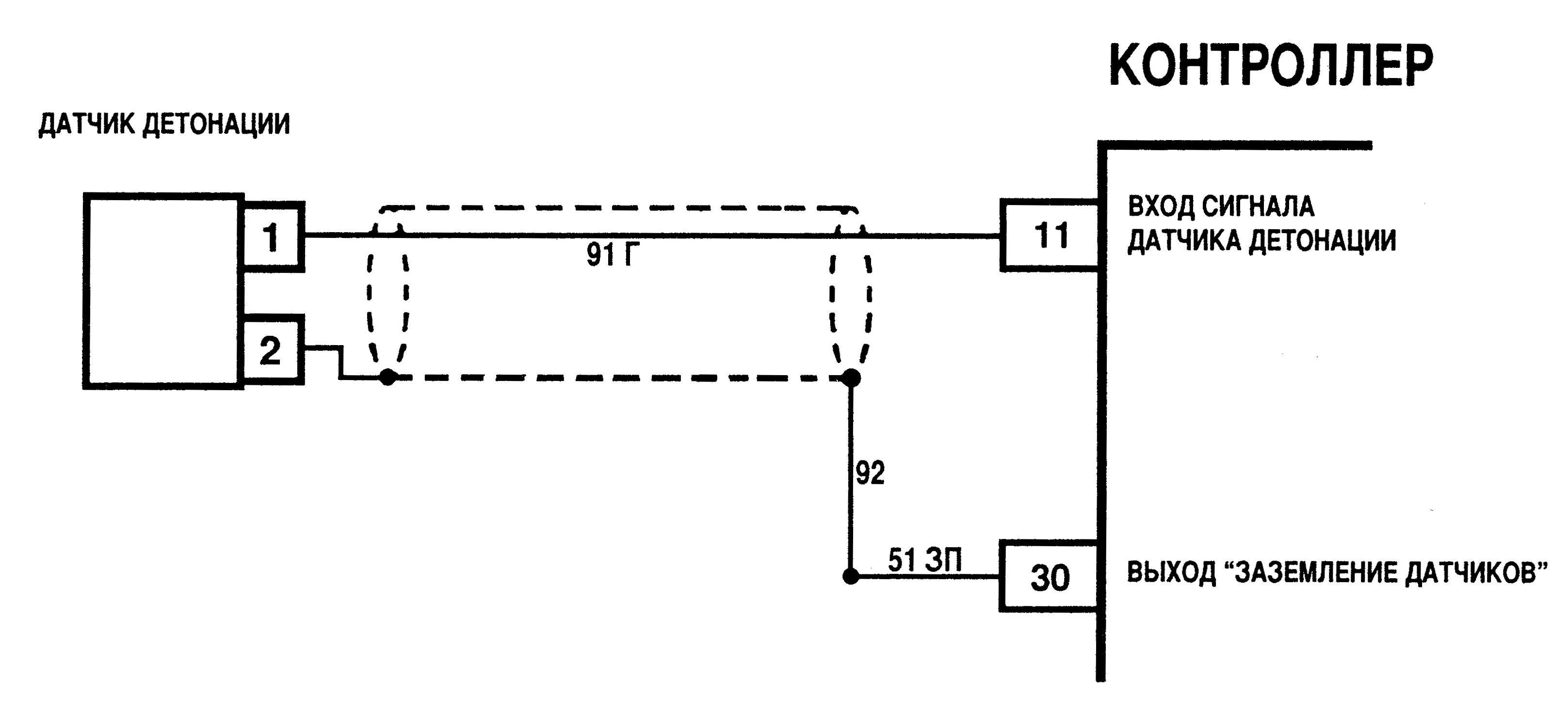
 Если двигатель очень горячий, подождите, пока он не остынет.
Если двигатель очень горячий, подождите, пока он не остынет. Мультиметр должен показать значение сопротивления в пределах 9от 3 до 110 кОм.
Мультиметр должен показать значение сопротивления в пределах 9от 3 до 110 кОм.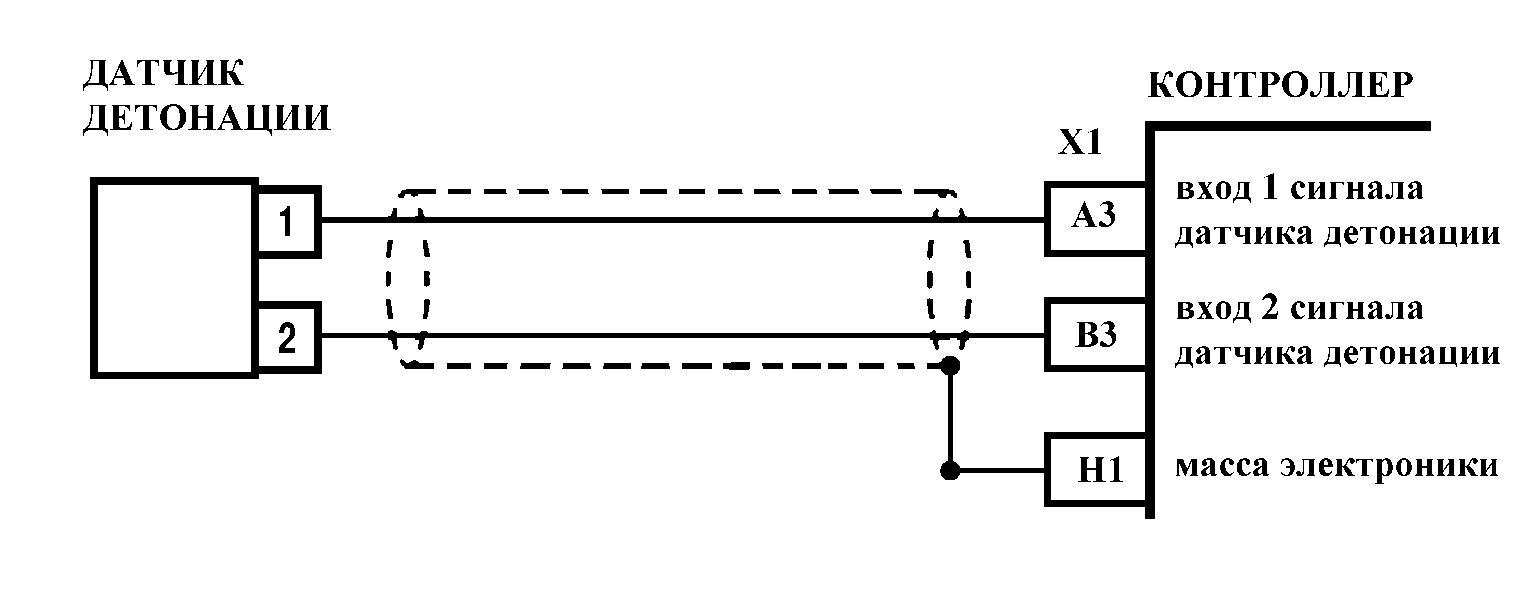 Если происходит стук, то пластина достигает максимальной амплитуды вибрации и преобразуется в электрический сигнал за счет эффекта электромагнитной индукции или пьезоэлектрического эффекта. Из-за узкополосного отклика резонансный датчик может обнаруживать только определенные частоты детонации двигателя.
Если происходит стук, то пластина достигает максимальной амплитуды вибрации и преобразуется в электрический сигнал за счет эффекта электромагнитной индукции или пьезоэлектрического эффекта. Из-за узкополосного отклика резонансный датчик может обнаруживать только определенные частоты детонации двигателя.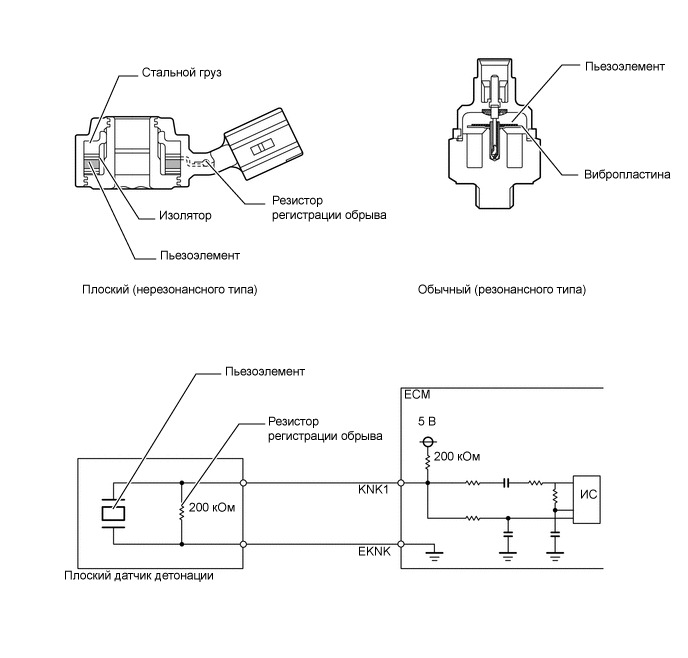 Детонация двигателя создает высокочастотный шум, который накладывается на нормальную форму волны давления сгорания. Обнаружение детонации осуществляется путем фильтрации этих сигналов.
Детонация двигателя создает высокочастотный шум, который накладывается на нормальную форму волны давления сгорания. Обнаружение детонации осуществляется путем фильтрации этих сигналов. Наиболее распространенные проблемы с датчиком детонации:
Наиболее распространенные проблемы с датчиком детонации: «Стук» возникает при повторном воспламенении топливно-воздушной смеси. Длительный стук в основном повреждает прокладку ГБЦ и головку блока цилиндров.
«Стук» возникает при повторном воспламенении топливно-воздушной смеси. Длительный стук в основном повреждает прокладку ГБЦ и головку блока цилиндров.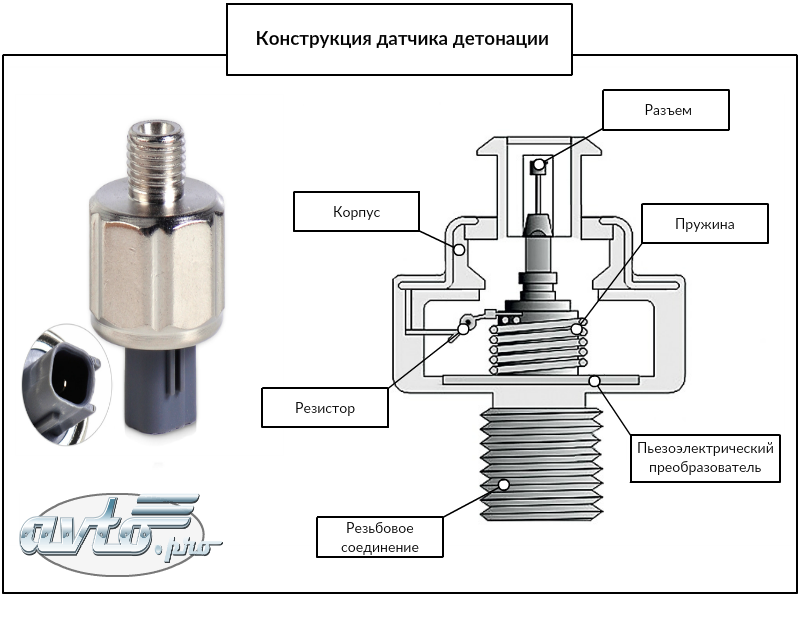 Когда модуль ECM обнаруживает детонацию в системе зажигания, модуль увеличивает угол опережения зажигания до тех пор, пока детонация не исчезнет.
Когда модуль ECM обнаруживает детонацию в системе зажигания, модуль увеличивает угол опережения зажигания до тех пор, пока детонация не исчезнет.

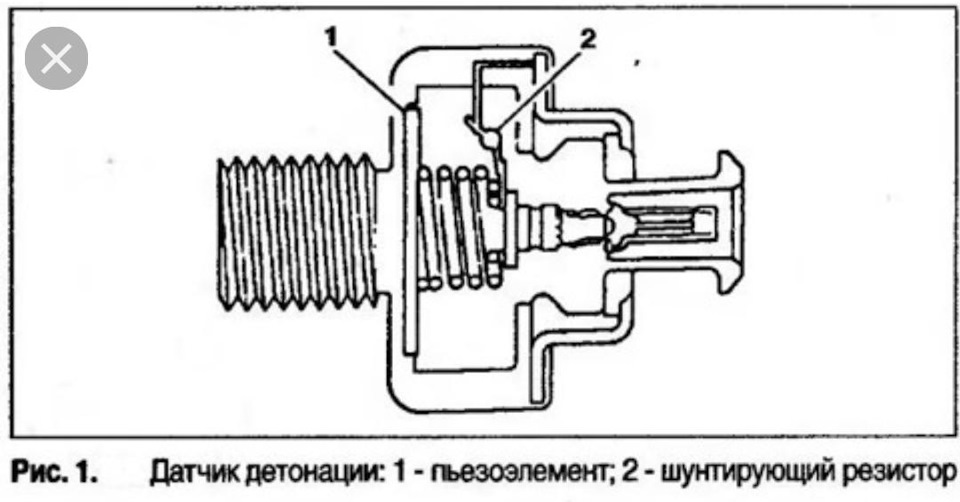

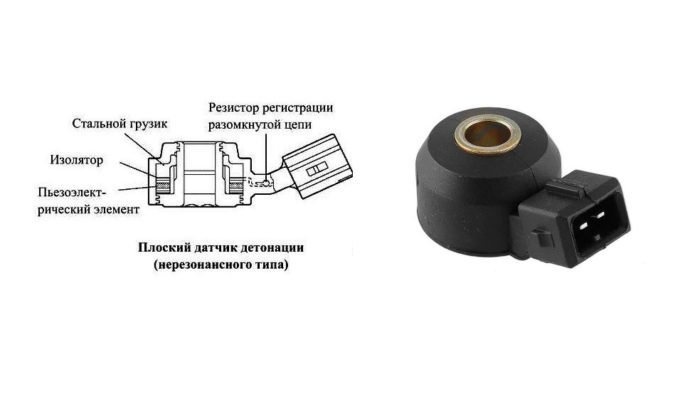
 Существует три типа датчиков детонации: пьезоэлектрический датчик детонации металлической прокладки седла свечи зажигания, пьезоэлектрический датчик детонации металлической прокладки седла свечи зажигания и пьезоэлектрический датчик детонации металлической прокладки седла свечи зажигания.
Существует три типа датчиков детонации: пьезоэлектрический датчик детонации металлической прокладки седла свечи зажигания, пьезоэлектрический датчик детонации металлической прокладки седла свечи зажигания и пьезоэлектрический датчик детонации металлической прокладки седла свечи зажигания. На рисунке выше представлена структурная схема.
На рисунке выше представлена структурная схема. На рисунке выше представлена структурная схема.
На рисунке выше представлена структурная схема.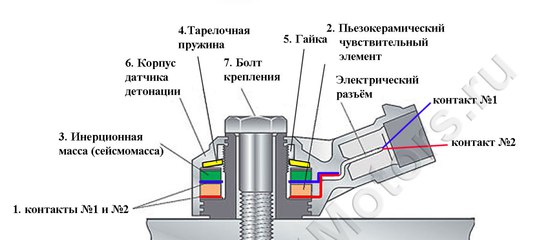 нерезонансный датчик детонации. На рисунке выше представлена структурная схема.
нерезонансный датчик детонации. На рисунке выше представлена структурная схема. «Пьезоэлектрическая керамика — это интеллектуальные материалы, которые могут преобразовывать механические эффекты (такие как давление, движение или вибрация) в электрические сигналы и наоборот», — сообщает Science Direct. Пьезоэлектрическая керамика широко используется в ряде областей благодаря электромеханическим эффектам, таким как датчики движения, часы, ультразвуковые датчики мощности, камнедробилки, ультразвуковая очистка, ультразвуковая сварка, активные вибропоглотители, твитеры, приводы атомно-силовых микроскопов и т.д.
«Пьезоэлектрическая керамика — это интеллектуальные материалы, которые могут преобразовывать механические эффекты (такие как давление, движение или вибрация) в электрические сигналы и наоборот», — сообщает Science Direct. Пьезоэлектрическая керамика широко используется в ряде областей благодаря электромеханическим эффектам, таким как датчики движения, часы, ультразвуковые датчики мощности, камнедробилки, ультразвуковая очистка, ультразвуковая сварка, активные вибропоглотители, твитеры, приводы атомно-силовых микроскопов и т.д.
 Датчик детонации обычно служит довольно долго. В результате датчик будет поврежден только в результате собственного отказа.
Датчик детонации обычно служит довольно долго. В результате датчик будет поврежден только в результате собственного отказа. Вот основные причины стука: 1) Слишком большой угол опережения зажигания. Перед тем, как поршень достигнет верхней мертвой точки сжатия, часто происходит предварительное зажигание. Если зажигание начнется слишком рано, большая часть бензина сгорит во время такта сжатия поршня, оставив только небольшое количество топлива, которое будет сбито под давлением. 2) На поршне есть нагар. При длительном использовании на верхней части поршня скапливается толстый слой кокса, уменьшая объем камеры сгорания и увеличивая степень сжатия, вызывая детонацию. 3) Слишком высокая температура двигателя. Двигатель работает в течение длительного периода времени, температура воды слишком высока, а цикл водяного охлаждения неэффективен, что приводит к детонации двигателя при высоких температурах. 4) Недостаточное октановое число топлива. Двигатели с высокой степенью сжатия требуют высокооктанового топлива, а двигатели с низкой степенью сжатия требуют низкооктанового бензина. 5) Неравномерное соотношение воздух-топливо.
Вот основные причины стука: 1) Слишком большой угол опережения зажигания. Перед тем, как поршень достигнет верхней мертвой точки сжатия, часто происходит предварительное зажигание. Если зажигание начнется слишком рано, большая часть бензина сгорит во время такта сжатия поршня, оставив только небольшое количество топлива, которое будет сбито под давлением. 2) На поршне есть нагар. При длительном использовании на верхней части поршня скапливается толстый слой кокса, уменьшая объем камеры сгорания и увеличивая степень сжатия, вызывая детонацию. 3) Слишком высокая температура двигателя. Двигатель работает в течение длительного периода времени, температура воды слишком высока, а цикл водяного охлаждения неэффективен, что приводит к детонации двигателя при высоких температурах. 4) Недостаточное октановое число топлива. Двигатели с высокой степенью сжатия требуют высокооктанового топлива, а двигатели с низкой степенью сжатия требуют низкооктанового бензина. 5) Неравномерное соотношение воздух-топливо. Когда соотношение воздух-топливо больше 14,7, топливно-воздушная смесь обедняется, что приводит к повышению температуры сгорания и температуры двигателя, что приводит к стуку.
Когда соотношение воздух-топливо больше 14,7, топливно-воздушная смесь обедняется, что приводит к повышению температуры сгорания и температуры двигателя, что приводит к стуку.





 А, учитывая, что такой автомобиль будет для владельца не основным — то свободы при разработке дизайна, в том числе и светового, значительно больше.
А, учитывая, что такой автомобиль будет для владельца не основным — то свободы при разработке дизайна, в том числе и светового, значительно больше.

 Выясните, сколько источников света вам нужно. В зависимости от размера вашего автомобиля достаточно 4, но вы всегда можете купить больше!
Выясните, сколько источников света вам нужно. В зависимости от размера вашего автомобиля достаточно 4, но вы всегда можете купить больше! Есть и другие способы зажечь свет, например, от прикуривателя.
Есть и другие способы зажечь свет, например, от прикуривателя. Для этого ослабьте болт, подложите под него провод и снова затяните. Точка заземления — это металлическая деталь под приборной панелью, например, брандмауэр. Без надлежащей точки заземления ваш свет не включится.
Для этого ослабьте болт, подложите под него провод и снова затяните. Точка заземления — это металлическая деталь под приборной панелью, например, брандмауэр. Без надлежащей точки заземления ваш свет не включится. Начните прокладывать провода в месте, где они не будут видны, например, под приборной панелью или между центральными консолями.
Начните прокладывать провода в месте, где они не будут видны, например, под приборной панелью или между центральными консолями.

 продолжается.
продолжается. Это можно сделать, отсоединив отрицательный кабель аккумуляторной батареи автомобиля. Также разумно иметь под рукой руководство по обслуживанию вашего автомобиля для получения информации об особенностях электрической системы вашего автомобиля, если она вам понадобится, но вы не должны. Приведенная ниже установка включает в себя отсоединение аккумулятора в первую очередь. Пожалуйста, обратитесь к этим инструкциям здесь для получения дополнительных «углубленных» примеров.
Это можно сделать, отсоединив отрицательный кабель аккумуляторной батареи автомобиля. Также разумно иметь под рукой руководство по обслуживанию вашего автомобиля для получения информации об особенностях электрической системы вашего автомобиля, если она вам понадобится, но вы не должны. Приведенная ниже установка включает в себя отсоединение аккумулятора в первую очередь. Пожалуйста, обратитесь к этим инструкциям здесь для получения дополнительных «углубленных» примеров.
 Очень аккуратно просверлите отверстия для крепежных кронштейнов. Как и в случае любого проекта, который включает в себя сверление отверстий в металлических деталях автомобиля, нанесите на отверстия небольшое количество силиконового герметика, прежде чем вкручивать винты. Это поможет защитить металл от ржавчины.
Очень аккуратно просверлите отверстия для крепежных кронштейнов. Как и в случае любого проекта, который включает в себя сверление отверстий в металлических деталях автомобиля, нанесите на отверстия небольшое количество силиконового герметика, прежде чем вкручивать винты. Это поможет защитить металл от ржавчины. Только подумай… совсем скоро ты будешь показывать всем своим друзьям, как устанавливать неоновые лампы в их автомобили, и, возможно, даже получать за это деньги!
Только подумай… совсем скоро ты будешь показывать всем своим друзьям, как устанавливать неоновые лампы в их автомобили, и, возможно, даже получать за это деньги!
 Также будет «заземляющий провод» или отрицательный заземляющий провод, выходящий из трансформатора, который нужно будет надежно прикрутить к шасси автомобиля или к любому «существующему заземляющему проводу», чтобы завершить силовую цепь. Пожалуйста, обратитесь к этой Инструкции для получения дополнительных «подробных» инструкций о том, где и как подключить автомобильный аккумулятор.
Также будет «заземляющий провод» или отрицательный заземляющий провод, выходящий из трансформатора, который нужно будет надежно прикрутить к шасси автомобиля или к любому «существующему заземляющему проводу», чтобы завершить силовую цепь. Пожалуйста, обратитесь к этой Инструкции для получения дополнительных «подробных» инструкций о том, где и как подключить автомобильный аккумулятор. , обратитесь к этим инструкциям здесь и обязательно трижды установите предохранитель на силовой провод, идущий к вашим светодиодам/неоновым лампам.
, обратитесь к этим инструкциям здесь и обязательно трижды установите предохранитель на силовой провод, идущий к вашим светодиодам/неоновым лампам. Проводка для выключателя может быть проведена через втулку в брандмауэре в моторный отсек, где она может быть подключена к аккумулятору. Дополнительную информацию см. на главной странице инструкций.
Проводка для выключателя может быть проведена через втулку в брандмауэре в моторный отсек, где она может быть подключена к аккумулятору. Дополнительную информацию см. на главной странице инструкций.
 ..
.. На рынке сегодня представлено множество подобных изделий как отечественного, так и заграничного производства. Чтобы вам было легче подобрать оптимальную конструкцию для своей машины, мы решили составить рейтинг лучших легковых прицепов. В этой статье мы подробно расскажем о существующих марках, проанализируем их плюсы и минусы, а также дадим ряд практичных советов по поводу выбора наиболее подходящей конструкции.
На рынке сегодня представлено множество подобных изделий как отечественного, так и заграничного производства. Чтобы вам было легче подобрать оптимальную конструкцию для своей машины, мы решили составить рейтинг лучших легковых прицепов. В этой статье мы подробно расскажем о существующих марках, проанализируем их плюсы и минусы, а также дадим ряд практичных советов по поводу выбора наиболее подходящей конструкции. Рамные конструкции используются для перевозки, как правило, водного транспорта или же грузов особого назначения. Стоят они обычно подороже.
Рамные конструкции используются для перевозки, как правило, водного транспорта или же грузов особого назначения. Стоят они обычно подороже.
 Среди изделий можно встретить модели, предназначенные для перевозки мототехники и лодок, стандартные бортовые прицепы, прицепы, отличающиеся повышенной вместимостью. Борта производятся из стали, прошедшей через так называемое горячее цинкование, что делает материал невосприимчивым по отношению к возникновению коррозионных процессов, он хорошо переносит атмосферные осадки, воздействие влаги, а также низких и высоких температур.
Среди изделий можно встретить модели, предназначенные для перевозки мототехники и лодок, стандартные бортовые прицепы, прицепы, отличающиеся повышенной вместимостью. Борта производятся из стали, прошедшей через так называемое горячее цинкование, что делает материал невосприимчивым по отношению к возникновению коррозионных процессов, он хорошо переносит атмосферные осадки, воздействие влаги, а также низких и высоких температур.
 В продаже можно встретить модели с повышенной вместимостью, оснащенные смещенной осью – они используются, как правило, для перевозки объемных, но довольно легких грузов.
В продаже можно встретить модели с повышенной вместимостью, оснащенные смещенной осью – они используются, как правило, для перевозки объемных, но довольно легких грузов.
 Замковый механизм очень надежный, в прицепах применяется оригинальный стабилизатор AKS, который способен выдерживать нагрузку вплоть до 3,5 тонн. С его помощью удается не допустить возникновения боковой или продольной качки, в значительной степени увеличить устойчивость, причем это касается не только легких одноосных прицепов, но и конструкций, которые характеризуются высокой грузоподъемностью.
Замковый механизм очень надежный, в прицепах применяется оригинальный стабилизатор AKS, который способен выдерживать нагрузку вплоть до 3,5 тонн. С его помощью удается не допустить возникновения боковой или продольной качки, в значительной степени увеличить устойчивость, причем это касается не только легких одноосных прицепов, но и конструкций, которые характеризуются высокой грузоподъемностью. Стенки фургона производятся из сэндвич-панелей наиболее высокого качества, причем они отличаются превосходными термоизолирующими качествами. Задние дверки распашные, могут открываться на угол до 270 градусов, что позволяет обеспечить максимально удобный доступ к перевозимому грузу.
Стенки фургона производятся из сэндвич-панелей наиболее высокого качества, причем они отличаются превосходными термоизолирующими качествами. Задние дверки распашные, могут открываться на угол до 270 градусов, что позволяет обеспечить максимально удобный доступ к перевозимому грузу. Предприятие занялось изготовлением подобной продукции почти 20 лет назад, прицепы сразу стали очень популярны у потребителей, поэтому сформировать широкую торговую сеть удалось в течение всего лишь одного года. Сегодня фирма ежемесячно выпускает порядка двух тысяч оригинальных прицепов.
Предприятие занялось изготовлением подобной продукции почти 20 лет назад, прицепы сразу стали очень популярны у потребителей, поэтому сформировать широкую торговую сеть удалось в течение всего лишь одного года. Сегодня фирма ежемесячно выпускает порядка двух тысяч оригинальных прицепов.




 автомобильный тягач, полуприцеп для перевозки транспортных средств. ПРЕМИУМ
автомобильный тягач, полуприцеп для перевозки транспортных средств. ПРЕМИУМ путешествие на машинеPREMIUM
путешествие на машинеPREMIUM фото крупным планом. автомобильная и транспортная промышленность.PREMIUM
фото крупным планом. автомобильная и транспортная промышленность.PREMIUM счастливое приключение. зона отдыха со стульями. ПРЕМИУМ
счастливое приключение. зона отдыха со стульями. ПРЕМИУМ путешествия, отдых и приключения. ПРЕМИУМ
путешествия, отдых и приключения. ПРЕМИУМ транспортно-спасательная службаPREMIUM
транспортно-спасательная службаPREMIUM длинное баннерное место для текста. ПРЕМИУМ
длинное баннерное место для текста. ПРЕМИУМ ПРЕМИУМ
ПРЕМИУМ дилерский сток. колесо на уровне земли крупным планом.PREMIUM
дилерский сток. колесо на уровне земли крупным планом.PREMIUM плоская детская игрушка красно-синяя машинка на цветном фонеPREMIUM
плоская детская игрушка красно-синяя машинка на цветном фонеPREMIUM PREMIUM
PREMIUM концепция автомобильных перевозок, торговли, экспорта и импорта между странами. путешествие на машинеPREMIUM
концепция автомобильных перевозок, торговли, экспорта и импорта между странами. путешествие на машинеPREMIUM