
Настройка полуавтомата для сварки профильной трубы!
содержание видео
Рейтинг: 4.0; Голоса: 1Настройка полуавтомата для сварки профильной трубы! Olegs: Добрый Вечер! Я думаю, что лучше людей учить сразу правильно, а не методом не научного втыка. На андройде есть куча приложений (например Fronius Weld Design) где можно рассчитать оптимальные параметры для сварки. Главное в этом деле, с сожалению, тот факт, что на недорогом сварочном оборудовании из Китая, то что видишь на цифровом табло, не то что есть на самом деле. Реально то что мы видим на видео, в виде провисания металла с обратной стороны шва, это пережог. Конечно, для сварки низкоуглеродистых сталей, а особенно при сварке забора, это не критично, но если уж показывать пример, то он должен быть универсальным. В отличии от ручной дуговой сварки штучным электродом, где основным параметром сварки является сила тока, а напряжение лишь косвенный параметр, зависящий от длины дуги и тд, в сварке полуавтоматом подбор режима осуществляется умелой (расчётной) комбинацией величины напряжения и скорости подачи проволоки (при неизменной её толщине). Количество газа это ваще параметр интересный, если в помещении нет лютого сквозняка то разход газа можно значительно уменьшить и определить опытным путем до образования брака на шве. Иными словами и 5 литров при прочих НО может быть достаточно. Приучайте людей варить по чистой стали, даже на пробном примере сталь должна быть очищена от окалины и ржавчины. Думаю что нужно обязательно показать стрекотаниенормальной дуги, зачастую сварщик не имеет на аппарате ваще никаких рабочих показаний и отстраивает режим только лишь по стрекоту дуги, понятно что начинающим это сложновато, но дать это услышать, и постараться запомнить, в видосе обязательно нужно. В любом случае спасибо Вам за ваш труд. Такие видосы воодушевляют не рукожопых граждан к подвигам!
Количество газа это ваще параметр интересный, если в помещении нет лютого сквозняка то разход газа можно значительно уменьшить и определить опытным путем до образования брака на шве. Иными словами и 5 литров при прочих НО может быть достаточно. Приучайте людей варить по чистой стали, даже на пробном примере сталь должна быть очищена от окалины и ржавчины. Думаю что нужно обязательно показать стрекотаниенормальной дуги, зачастую сварщик не имеет на аппарате ваще никаких рабочих показаний и отстраивает режим только лишь по стрекоту дуги, понятно что начинающим это сложновато, но дать это услышать, и постараться запомнить, в видосе обязательно нужно. В любом случае спасибо Вам за ваш труд. Такие видосы воодушевляют не рукожопых граждан к подвигам!Дата: 2020-11-18
← Важный нюанс при сварке, который должен знать каждый!
Тест электродов Арсенал Стоит ли брать? →
Похожие видео
Никогда не ругайте ребёнка за плохие оценки! Что делать, если ребенок плохо учится?
• Иван Русских
Когда производитель прислушался к нашим замечаниям / DecaPower EasyArc160 и EcoArc160
• Сварщик в городе
Синеют томаты после высадки в грунт? Проведите эту подкормку и всё изменится!
• Сад и Огород — Своими руками
Избавиться от тли и блошки натурально и бесплатно.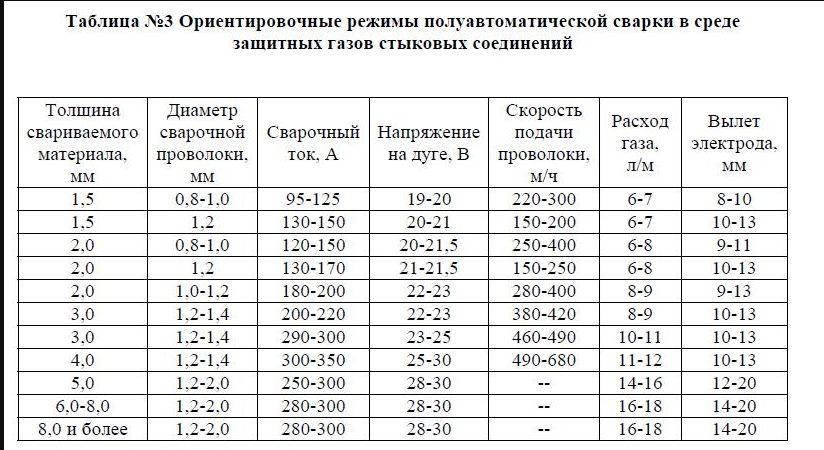 Мифы и реальность про забудьте о тле навсегда.
Мифы и реальность про забудьте о тле навсегда.
• Иван Русских
Давно не видела ДЫРОК на своей КАПУСТЕ! Защищаю от вредителей только так!
• Татьяна огородница
Подкормите лук на огороде этой подкормкой! Урожай удивит и порадует!
• Сад и Огород — Своими руками
Комментарии и отзывы: 9
Alexey
Сила тока, это на самом деле не сила тока, а скорость подачи проволоки. Настраивается по звуку. Выставляем предварительно напряжение и индуктивность, потом на куске металла прикладываем одной рукой горелку, поджигаем, второй рукой крутим силу тока (скорость подачи проволоки) и добиваемся по звуку мягкой равномерной дуги, минимального разбрызгивания. По Вашей методике можно весь день настраивать.
Сергей
Много тока и малая скорость сварки. Недопустимо покраснение всей детали. Валик с обратной стороны это не провар а пережог и ценности в шве не имеет никакой. Для стопроцентного провара нужно варить детали в зазор и заполнением металлом обеих кромок. Учите людей правильно, многие могут составлять опасность себе и окружающим латанием авто в гараже и подальшей эксплуатацией его.
Учите людей правильно, многие могут составлять опасность себе и окружающим латанием авто в гараже и подальшей эксплуатацией его.
Richard
Взял Русэлком 160 MIG/MMA. Есть только сварочный ток и скорость подачи проволоки. Написано что в режиме MIG ручка форсажа дуги не используется. Подбираю методом практики: профильную трубу приварил отлично, все проварилось. А вот начал варить уголок на воротах (толщина тройка) стало не хватать провара. Добавил сварочный ток и все равно провар слабый.
Алексей
Существует стандартная формула расчета сварочного напряжения. Напряжение = 14 + 0. 05Сварочный ток. Так при токе 200 ампер, напряжение равно 24 вольтам. Все конечно зависит от того в каком положении варится деталь и от личных предпочтений сварщика. Но для начинающих сварщиков эта формула должна служить ориентиром
zmei
Друг, скажи такую вещь. Силу тока на минимуме ставлю, подачу проволоки по середине. Пробую варить металл 1 мм. Шов получается высокий, а у тебя широкий, если я добавляю тока, то метал горит. Подачу пробовал убовлять и прибовлять, качество еще хуже. В чем может проблема быть? В провалоке может?
Подачу пробовал убовлять и прибовлять, качество еще хуже. В чем может проблема быть? В провалоке может?
Алексей
С расходом прокол. Ротаметр покажет расход только в момент зажигания дуги и открытия клапана подачи газа. На некоторых же аппаратах есть кнопка продувки, нажатие на которую принудительно открывает запорный клапан подачи газа, и сварщик может отрегулировать расход газа.
Vine
Здравствуйте Роман. Скажите почему при подботе оптимальных настроек вольтажа и подачи, когда звук сварки ровный, валик получается выпуклым? У меня получились настройки 19вольт и подача 6. 5 м/мин. Звук прям гул стоит. Но валики именно выпуклые. Варил П трубу стенка 1. 5
Андрей
Добрый день. мне предложили полуавтомат ресанта саипа 200, прежний хозяин измучился с настройками никак у него не получалось. Если было видео по настройке именно ресанты буду очень благодарен если нет то на нет и суда нет
Дмитрий
В меня эдон миг 315 нев. Как мен его настроить? У меня флюсовая проволка, нет пока балона. Мне надо жесть заварить, верней лопату для уборки снега. Там тонкий метал. Помоги друг
Мне надо жесть заварить, верней лопату для уборки снега. Там тонкий метал. Помоги друг
«На пальцах» об импульсной сварке полуавтоматом для начинающих сварщиков | Режим «MIG Pulse»
На сегодняшний день во многих, ставших доступными в ценовой политике инверторах полуавтоматической сварки, можно встретить режим импульса или англ.»Pulse». Эта полезнейшая функция, которая, уверен, уже через пару лет будет установлена на подавляющем большинстве устройств, является одной из самых полезных инноваций в мире сварки.
Профессиональные сварщики, в отличии от новичков, досконально понимают суть работы импульсной сварки, а вследствие и правильной настройки этой крутейшей функции. На самом деле всё довольно несложно — давайте разберёмся коротко и информативно!
Фото автора. Тавровое соединение алюминия при помощи импульсной сварки полуавтоматом. *Обзор модели аппарата появится на канале в ближайшие дни, подпишитесь, чтобы не пропустить;)В чём преимущество импульсной сварки полуавтоматом?Импульсная MIG сварка, (микросварка) имеет множество преимуществ самые главные из которых:
- отсутствие разбрызгивания и увеличение скорости сварки
- снижение перегрева металла при увеличенной глубине проплавления
- экономия сварочной присадки (проволоки) и защитного газа
Для того, чтобы понять принцип работы импульсной сварки предлагаю посмотреть небольшое видео, на котором запечатлён Pulse режим полуавтомата в замедленной съёмке:
Как видно из видео, основной принцип импульсной сварки полуавтомата заключается в капельном переносе металла в сварочную ванну без касания проволоки о её поверхность.
Человеческий глаз не способен зафиксировать этот процесс, поскольку отделение капель происходит с огромной скоростью. К примеру при частоте импульса в 50 Герц происходит 50 отделений капель в секунду. Такая скорость придаёт импульсной сварке характерный звук, похожий на жужжание огромной пчелы в полёте.
Как происходит формирование капли?Каждый единичный импульс, производимый сварочный инвертором, формирует одну каплю металла. Чтобы лучше понять этот процесс, предлагаю посмотреть на график, который я составил из нашего видео:
График формирования одной капли металла полуавтоматической сваркой в режиме импульса.Как видно на графике, постоянный сварочный ток, который ещё называется дежурным (дежурная дуга), протекает ровным фоном и расплавляет металл образуя неглубокую сварочную ванну. В него буквально вклинивается импульсный ток, который начинает формировать каплю по мере нарастания его мощности. На самом пике он утоньшает шейку капли, вследствие чего происходит её отделение с последующим падением в сварочную ванну.
Читать Что делать, если поймал зайчиков от сварки?7
Как настраивать импульсный режим сварки?
Настройка импульсного режима полуавтомата (постоянный ток обратной полярности) целиком зависит от возможностей конкретного аппарата. В новых инверторах эту задачу берёт на себя режим синергии, когда аппарат самостоятельно подбирает параметры сварки, при изменении сварщиком всего одного или двух показателей (силы тока и напряжения).
Фото автора. Пример полуавтомата с настройками PulseОднако, практически в любой синергии есть ручные настройки, самые главные из которых:
Частота или динамика импульса — грубо говоря, это количество капель расплавленного металла за единицу времени. Чем больше частота (Герц), тем больше капель, чем больше капель, тем объёмнее шов и скорость сварки.
Высота дуги — при увеличении количества капель, необходимо достаточное расстояние от сварочной ванный до кончика проволоки, поэтому при высокой частоте импульса необходимо увеличение высоты и наоборот.
Надеюсь данная статья оказалась полезной для Вас!
Источник: Канал https://zen.yandex.ru/eurowelder
Видео
Сварочный аппарат для изготовления заборных 3D панелей с оборудованием для полимеризации
Сварочный автомат WP-3100 для изготовления заборных 3D панелей с ребрами жесткости встроенный
Универсальный аппарат для сварки каркасов UWS для буронабивных свай
Сварочный аппарат WL для рулонной сетки (Holland Mesh Fencing)
 com/v/K-pYCOWQcco&hl=en&fs=1″ type=»application/x-shockwave-flash»>
com/v/K-pYCOWQcco&hl=en&fs=1″ type=»application/x-shockwave-flash»> Автомат WFE с подвижными сварочными головками
Автоматическая кромкообрезная машина
Машина для сварки свайных каркасов серии WS
Автомат сварочный WL-1500, версия 2015, 60 бар/мин.
Сварочный полуавтомат в Ульяновске. Реальное безостановочное производство в течение одного года.
Изготовление забора 3D, комплект оборудования
 youtube.com/v/AfWI5wxQav0&hl=en&fs=1″ type=»application/x-shockwave-flash»>
youtube.com/v/AfWI5wxQav0&hl=en&fs=1″ type=»application/x-shockwave-flash»> Автомат сварочный WL-2000, версия 2015
Машина для ручной сварки сетки РЛМ-1000
Автоматическая сварочная машина WL-500 с устройством подачи двойных поперечных прутков
Производство свай и столбов типа СВ-95, СВ-105, СВ-110, СВ-112. Полный комплект оборудования
Ручной сварочный аппарат РЛ-2000, этапы изготовления сетки. Более года в эксплуатации (кормовой стол опционально).
 youtube.com/v/lJMAmgglX08&hl=en&fs=1″ type=»application/x-shockwave-flash»>
youtube.com/v/lJMAmgglX08&hl=en&fs=1″ type=»application/x-shockwave-flash»> Машина для намотки двойной спирали
Автомат для сварки сетки серии WPA в г. Мелеуз, местная строительная компания
Полуавтоматическая машина для сварки сетки с шаблоном
Автомат для сварки сетки в Саратове
Сварочный автомат серии WL, компактная версия
Станок правильно-отрезной ЧТУ-70/3-6
 youtube.com/v/l71ac0okdY4&hl=en&fs=1″ type=»application/x-shockwave-flash»>
youtube.com/v/l71ac0okdY4&hl=en&fs=1″ type=»application/x-shockwave-flash»> Полуавтоматическая машина для сварки крупногабаритных сеток серии WF в Чите
Ручной сварочный аппарат РЛ-2500 с сервоприводом
Машина для перемотки проволоки
Машина для ступенчатой сварки WPD-400
Полуавтомат сварочный ВП-1500, размер ячейки от 25х25 мм для крепления горных работ
Полуавтомат для сварки металлических решеток
 youtube.com/v/grjzQ3AzUtc&hl=en&fs=1″ type=»application/x-shockwave-flash»>
youtube.com/v/grjzQ3AzUtc&hl=en&fs=1″ type=»application/x-shockwave-flash»> 3D-гибочный станок для панелей забора
Выставка «Машиностроение. Металлообработка. Сварка. Металлургия» в г. Новосибирск, ЦВК «Экспоцентр», 27-30 марта 2012 г.
Машина многоточечной точечной сварки WP-1500 (стандартная комплектация)
Подготовка к сварке: как настроить сварочный аппарат
Опубликовано BOC
Если вы хотите безопасно и эффективно сваривать и получать наилучшие результаты, вам необходимо правильно настроить сварочный аппарат.
Существует несколько ключевых аспектов работы сварочного аппарата, с которыми необходимо разобраться. В основном это скорость подачи проволоки, ток, напряжение и пробные швы.
В основном это скорость подачи проволоки, ток, напряжение и пробные швы.
Скорость подачи проволоки, измеряемая в миллиметрах в минуту, имеет решающее значение для получения удовлетворительного наплавленного металла. Скорость и характеристики проволоки, такие как толщина, должны соответствовать металлу, с которым вы работаете.
Сварочные аппараты имеют элементы управления для установки скорости подачи проволоки, поэтому вам будет довольно просто отрегулировать скорость в соответствии со своими задачами сварки.
Важность напряжения и тока
Также следует обратить внимание на регуляторы сварочного напряжения и тока на сварочном аппарате.
Некоторые источники питания позволяют устанавливать напряжение. Эти источники питания «постоянного напряжения» обычно используются для автоматических и полуавтоматических процессов сварки (GMAW, FCAW). В этом типе источника питания напряжение устанавливается ручкой на станке, а сила тока регулируется скоростью подачи проволоки механизма подачи проволоки. Это так, потому что при небольшом изменении напряжения происходит очень большое увеличение силы тока. За счет ускорения подачи проволоки длина дуги сокращается, что приводит к несколько более низкому напряжению, что приводит к гораздо более высокому току. Затем этот более высокий ток сжигает больше провода.
Это так, потому что при небольшом изменении напряжения происходит очень большое увеличение силы тока. За счет ускорения подачи проволоки длина дуги сокращается, что приводит к несколько более низкому напряжению, что приводит к гораздо более высокому току. Затем этот более высокий ток сжигает больше провода.
Мы видим, что это «саморегулирующаяся» система, предотвращающая «вонзание» проволоки в заготовку. Очевидно, что этому есть пределы. Что усложняет настройки напряжения и силы тока (скорости подачи проволоки) для этого типа источника питания, так это то, что вы можете переключаться между различными «режимами передачи» в зависимости от вашего напряжения, силы тока и газа, используемого в качестве защиты, в случае GMAW. Сварочное напряжение в первую очередь определяет длину дуги, которая представляет собой расстояние между расплавленной сварочной ванной и присадочным металлом проволоки в точке плавления в дуге. По мере увеличения напряжения валик сварного шва становится более плоским и имеет увеличивающееся отношение ширины к глубине.
Используйте слишком низкое напряжение, и проволока не будет достаточно плавиться для получения хорошего сварного шва. Однако при выборе слишком высокого напряжения сварочная проволока может перегреться, что также приведет к плохим результатам.
Некоторые источники питания позволяют установить только силу тока. Эти источники питания «постоянного тока» обычно используются для процессов ручной сварки (GTAW, SMAW). В этом типе источника питания напряжение является функцией дугового промежутка. Чем длиннее дуга, тем выше напряжение. Таким образом, вы не можете «установить» напряжение. Это функция сварщика.
Соотношение V=IR (закон Ома, где V = напряжение, I = ток и R = сопротивление) выполняется для всей дуги, но не для самого источника питания. При таком типе источника питания, когда сварщик изменяет напряжение, изменяя длину дуги, сила тока не изменяется линейно, как это следует из закона Ома. Скорее всего, сила тока изменится незначительно при изменении напряжения. Отсюда и название «постоянный ток».
Отсюда и название «постоянный ток».
Подготовка сварочного аппарата
Теперь, когда вы рассмотрели скорость подачи проволоки, ток и напряжение, пришло время перейти к подготовке сварочного аппарата.
Это можно разделить на несколько этапов, каждый из которых имеет решающее значение для достижения хорошего результата:
1. Закрепите механизм подачи проволоки – Убедитесь, что ролики подачи проволоки на вашем аппарате правильно отрегулированы в соответствии с толщиной и типом проволоки. вы собираетесь использовать. Это можно сделать, затягивая пальцами стопорную гайку провода, пока провод не будет надежно, но не чрезмерно удерживаться на месте. Проведите проволоку через механизм подачи проволоки – проволока выйдет и затем подается во втулку шланга подачи проволоки, который соединяет блок подачи проволоки с горелкой.
Наконец, задействуйте ролики подачи проволоки, которые должны быть установлены с удовлетворительным натяжением. Чтобы начать подачу проволоки, используйте внутренний переключатель на вашей машине или курок, который вы можете найти на рукоятке вашей горелки.
Чтобы начать подачу проволоки, используйте внутренний переключатель на вашей машине или курок, который вы можете найти на рукоятке вашей горелки.
2. Проверьте крышку и кабель . Затем проверьте, закрыта ли крышка провода на машине и что внутри ничего не хранится. Этот шаг повышает безопасность, а также помогает гарантировать, что ваш провод не загрязнится пылью и маслом в процессе проектирования.
Убедитесь, что обратный провод прикреплен к свариваемому изделию или, в качестве альтернативы, к рабочему столу. Шланг горелки должен быть как можно более прямым, чтобы сварочная проволока подавалась плавно во время работы.
3. Установите длину проволоки – Стремитесь к 10-кратному диаметру проволоки (например, для проволоки 1 мм хорошим ориентиром будет стержень из 10 мм). Это позволит вам увидеть наплавку сварного шва во время сварки, а также повысит эффективность защитного газа.
Выполнение пробной сварки
Какими бы хорошими ни были современные сварочные аппараты (и насколько бы вы ни были уверены в своих сварочных навыках), метод проб и ошибок зачастую является единственным способом добиться идеального сварного шва.
Вот почему рекомендуется потренироваться в виде пробного сварного шва, прежде чем приступить к реальной задаче, которую вы хотите выполнить.
Вот некоторые моменты, на которые следует обратить внимание:
- Используйте кусок металла, аналогичный тому, который вы фактически будете сваривать, чтобы получить правильные настройки и приспособиться к условиям
- Настраивайте скорость подачи проволоки, напряжение или силу тока во время выполнения пробной сварки, чтобы определить наилучший подход
- Во время сварки следите за низкой скоростью подачи проволоки, вызывающей перегрев наплавленного металла. Будьте также осторожны с высокой скоростью проволоки, которая может оставить после себя волокнистый вид и брызги.
Если вы довольны результатами пробной сварки и все остальное на вашем аппарате настроено правильно, можно приступать к работе. Теперь вы можете сохранить свои настройки и с уверенностью перейти к полноценной сварочной работе.

 Если вы делаете работу хорошо, это может быть единственный ремонт, который вам нужен.
Если вы делаете работу хорошо, это может быть единственный ремонт, который вам нужен.
 А если близится очередной техосмотр, кто-то вполне может отчаяться, особенно, если ситуация не предусмотрена страховкой. Но давайте вдумаемся, так ли опасна трещина на лобовом стекле? Даже если оно расколото сверху донизу на две части, уплотнители не дадут распасться на отдельные фрагменты, и единственное неудобство, с которым придется столкнуться – ухудшившийся обзор.
А если близится очередной техосмотр, кто-то вполне может отчаяться, особенно, если ситуация не предусмотрена страховкой. Но давайте вдумаемся, так ли опасна трещина на лобовом стекле? Даже если оно расколото сверху донизу на две части, уплотнители не дадут распасться на отдельные фрагменты, и единственное неудобство, с которым придется столкнуться – ухудшившийся обзор. Достаточно обратиться в мастерскую, занимающуюся восстановлением стекол. При этом уточните, чем именно мастер будет устранять дефект, поскольку качественно это можно сделать только с помощью специального фотополимера, прозрачность которого в застывшем состоянии составляет около 80 % относительно стекла.
Достаточно обратиться в мастерскую, занимающуюся восстановлением стекол. При этом уточните, чем именно мастер будет устранять дефект, поскольку качественно это можно сделать только с помощью специального фотополимера, прозрачность которого в застывшем состоянии составляет около 80 % относительно стекла. youtube.com/embed/safWmcIll2k?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/safWmcIll2k?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>  Слегка нажав, добиваетесь того, чтобы раскол соединился с отверстием, этим вы исключите разрастание дефекта в будущем. Далее центруете мост над наиболее поврежденным участком и фиксируете присосками, снизу подводите зеркальце, а затем устанавливаете инжектор и потихоньку заполняйте трещину или скол полимером. Чтобы состав покрыл поверхность равномерным слоем, сверху накладывается корректирующая пленка, после снятия которой остается только отполировать стекло.
Слегка нажав, добиваетесь того, чтобы раскол соединился с отверстием, этим вы исключите разрастание дефекта в будущем. Далее центруете мост над наиболее поврежденным участком и фиксируете присосками, снизу подводите зеркальце, а затем устанавливаете инжектор и потихоньку заполняйте трещину или скол полимером. Чтобы состав покрыл поверхность равномерным слоем, сверху накладывается корректирующая пленка, после снятия которой остается только отполировать стекло. Вот что нужно делать, если вы разбили лобовое стекло.
Вот что нужно делать, если вы разбили лобовое стекло. Важно устранять трещины на лобовом стекле, когда они появляются, поскольку они могут быстро распространиться на другие части вашего лобового стекла и потребовать замены лобового стекла.
Важно устранять трещины на лобовом стекле, когда они появляются, поскольку они могут быстро распространиться на другие части вашего лобового стекла и потребовать замены лобового стекла. В таких случаях требуется замена всего лобового стекла.
В таких случаях требуется замена всего лобового стекла.
 Информация, представленная в этой статье, считается точной на момент публикации, но может быть изменена. Показанные изображения предназначены только для иллюстрации и могут не быть точным представлением продукта. Материалы, представленные на этом сайте, не предназначены для предоставления юридических, инвестиционных или финансовых рекомендаций или указания на доступность или пригодность какого-либо продукта или услуги Capital One для ваших уникальных обстоятельств. Для получения конкретных советов о ваших уникальных обстоятельствах вы можете проконсультироваться с квалифицированным специалистом.
Информация, представленная в этой статье, считается точной на момент публикации, но может быть изменена. Показанные изображения предназначены только для иллюстрации и могут не быть точным представлением продукта. Материалы, представленные на этом сайте, не предназначены для предоставления юридических, инвестиционных или финансовых рекомендаций или указания на доступность или пригодность какого-либо продукта или услуги Capital One для ваших уникальных обстоятельств. Для получения конкретных советов о ваших уникальных обстоятельствах вы можете проконсультироваться с квалифицированным специалистом. Иногда результатом является крошечный скол, а иногда и большая трещина. Трещины на лобовом стекле могут появиться и по другим причинам. Например, вы можете попасть в большую выбоину, которая ударит по вашему шасси.
Иногда результатом является крошечный скол, а иногда и большая трещина. Трещины на лобовом стекле могут появиться и по другим причинам. Например, вы можете попасть в большую выбоину, которая ударит по вашему шасси. Трещины и осколки стекла преломляют свет, вызывая ослепляющие вспышки внутри салона.
Трещины и осколки стекла преломляют свет, вызывая ослепляющие вспышки внутри салона. Ремонт допустим в некоторых случаях.
Ремонт допустим в некоторых случаях. Они делают это, потому что это снижает риск более серьезного столкновения или инцидента в будущем, а водители иногда не хотят ремонтировать свое стекло, когда это необходимо.
Они делают это, потому что это снижает риск более серьезного столкновения или инцидента в будущем, а водители иногда не хотят ремонтировать свое стекло, когда это необходимо.
 Действительно, с вашим автомобилем у вас должен быть запасной ключ (который вы должны попробовать и который должен запустить ваш Jaguar XE), но если у вас его нет у вас должна быть хотя бы «карта кодов», он содержит стартовый код. Благодаря этому коду вы по-прежнему сможете запустить свой автомобиль, введя его вручную. Для этого включите зажигание, используйте централизованную кнопку для ввода цифр, несколько быстрых нажатий (пример: 2 для цифры 2), затем остановка на полторы секунды для подтверждения цифры и возобновления, повторяйте операцию, пока вы не введете весь код. Это должно позволить вашему Jaguar XE запуститься без снятия иммобилайзера.
Действительно, с вашим автомобилем у вас должен быть запасной ключ (который вы должны попробовать и который должен запустить ваш Jaguar XE), но если у вас его нет у вас должна быть хотя бы «карта кодов», он содержит стартовый код. Благодаря этому коду вы по-прежнему сможете запустить свой автомобиль, введя его вручную. Для этого включите зажигание, используйте централизованную кнопку для ввода цифр, несколько быстрых нажатий (пример: 2 для цифры 2), затем остановка на полторы секунды для подтверждения цифры и возобновления, повторяйте операцию, пока вы не введете весь код. Это должно позволить вашему Jaguar XE запуститься без снятия иммобилайзера. Действительно, ваш транспондер должен быть поврежден или упал с вашего ключа. Чтобы исправить эту проблему, единственный вариант, пойти к ключевому специалисту (также доступно в Интернете) или, в вашем автосалоне кто может восстановить ваш ключ Jaguar XE. В зависимости от того, к кому вы идете ремонт должен стоить вам около 100 евро, если у вас все еще есть копия или ваша «кодовая карта», и около 350 евро в автосалоне, если у вас нет поддержки. и вам нужен новый функциональный ключ, это избавит вас от необходимости снимать иммобилайзер с вашего Jaguar XE.
Действительно, ваш транспондер должен быть поврежден или упал с вашего ключа. Чтобы исправить эту проблему, единственный вариант, пойти к ключевому специалисту (также доступно в Интернете) или, в вашем автосалоне кто может восстановить ваш ключ Jaguar XE. В зависимости от того, к кому вы идете ремонт должен стоить вам около 100 евро, если у вас все еще есть копия или ваша «кодовая карта», и около 350 евро в автосалоне, если у вас нет поддержки. и вам нужен новый функциональный ключ, это избавит вас от необходимости снимать иммобилайзер с вашего Jaguar XE. Если вы все еще хотите это сделать, некоторые сайты все еще предоставляют методологию, мы решили не раскрывать ее, потому что это может помочь людям с плохими намерениями.
Если вы все еще хотите это сделать, некоторые сайты все еще предоставляют методологию, мы решили не раскрывать ее, потому что это может помочь людям с плохими намерениями. Этот электронный компонент был изобретен 30 лет назад и призван предотвратить кражу вашего Jaguar XF. Конечно, благодаря транспондеру и антенне (катушке), встроенной в ключ, и блоку управления иммобилизацией встроенный в ЭБУ и приемную антенну на нейман, ваш Jaguar XF пойдет каждый раз, когда вы вставляете ключ в замок зажигания, он контролирует, что код, излучаемый вашим ключом это действительно то, что ожидает ваш ящик для иммобилизации. Только в этот момент что он позволит вам включить вашу машину. Именно благодаря технологии RFID (чип в ключе) эта система будет работать.
Этот электронный компонент был изобретен 30 лет назад и призван предотвратить кражу вашего Jaguar XF. Конечно, благодаря транспондеру и антенне (катушке), встроенной в ключ, и блоку управления иммобилизацией встроенный в ЭБУ и приемную антенну на нейман, ваш Jaguar XF пойдет каждый раз, когда вы вставляете ключ в замок зажигания, он контролирует, что код, излучаемый вашим ключом это действительно то, что ожидает ваш ящик для иммобилизации. Только в этот момент что он позволит вам включить вашу машину. Именно благодаря технологии RFID (чип в ключе) эта система будет работать. Действительно, с вашим автомобилем у вас должен быть запасной ключ (который вы должны попробовать и который должен завести ваш Jaguar XF), но если у вас его нет у вас должна быть хотя бы «карта кодов»включает в себя стартовый код. Благодаря этому коду вы по-прежнему сможете запустить свой автомобиль, введя его вручную. Для этого включите зажигание, используйте централизованную кнопку для ввода цифр, несколько быстрых нажатий (пример: 2 для цифры 2), затем остановка на полторы секунды для подтверждения цифры и возобновления, повторяйте процедуру, пока не введете весь код. Это должно позволить вашему Jaguar XF запуститься без снятия иммобилайзера.
Действительно, с вашим автомобилем у вас должен быть запасной ключ (который вы должны попробовать и который должен завести ваш Jaguar XF), но если у вас его нет у вас должна быть хотя бы «карта кодов»включает в себя стартовый код. Благодаря этому коду вы по-прежнему сможете запустить свой автомобиль, введя его вручную. Для этого включите зажигание, используйте централизованную кнопку для ввода цифр, несколько быстрых нажатий (пример: 2 для цифры 2), затем остановка на полторы секунды для подтверждения цифры и возобновления, повторяйте процедуру, пока не введете весь код. Это должно позволить вашему Jaguar XF запуститься без снятия иммобилайзера. Действительно, ваш транспондер должен быть поврежден или упал с вашего ключа. Чтобы исправить эту проблему, единственный вариант, пойти к ключевому специалисту (также доступно в Интернете) или, в вашем автосалоне кто может отремонтировать ваш ключ Jaguar XF. В зависимости от того, к кому вы идете ремонт должен стоить вам около 100 евро, если у вас все еще есть дубликат или ваша «кодовая карта», и около 350 евро в автосалоне, если у вас нет поддержки. и вам нужен новый функциональный ключ, это избавит вас от необходимости снимать иммобилайзер с вашего Jaguar XF.
Действительно, ваш транспондер должен быть поврежден или упал с вашего ключа. Чтобы исправить эту проблему, единственный вариант, пойти к ключевому специалисту (также доступно в Интернете) или, в вашем автосалоне кто может отремонтировать ваш ключ Jaguar XF. В зависимости от того, к кому вы идете ремонт должен стоить вам около 100 евро, если у вас все еще есть дубликат или ваша «кодовая карта», и около 350 евро в автосалоне, если у вас нет поддержки. и вам нужен новый функциональный ключ, это избавит вас от необходимости снимать иммобилайзер с вашего Jaguar XF. Это, если вы все еще хотите это сделать, некоторые веб-сайты в Интернете все еще предоставляют методологию, мы сделали выбор не раскрывать ее, потому что это может помочь людям с плохими намерениями.
Это, если вы все еще хотите это сделать, некоторые веб-сайты в Интернете все еще предоставляют методологию, мы сделали выбор не раскрывать ее, потому что это может помочь людям с плохими намерениями.
 Действительно, с вашим автомобилем у вас должен быть запасной ключ (который вы должны попробовать и который должен завести ваш Jaguar XF), но если у вас его нет у вас должна быть как минимум «карта кодов» , она включает в себя стартовый код . Благодаря этому коду вы по-прежнему сможете завести свой автомобиль, введя его вручную. Для этого включите зажигание, используйте вашу централизованную кнопку для ввода цифр , несколько быстрых нажатий (пример: 2 для цифры 2) затем остановка на полторы секунды для подтверждения цифры и возобновления, повторите пока не введете весь код. Это должно позволить вашему Jaguar XF запуститься без снятия иммобилайзера.
Действительно, с вашим автомобилем у вас должен быть запасной ключ (который вы должны попробовать и который должен завести ваш Jaguar XF), но если у вас его нет у вас должна быть как минимум «карта кодов» , она включает в себя стартовый код . Благодаря этому коду вы по-прежнему сможете завести свой автомобиль, введя его вручную. Для этого включите зажигание, используйте вашу централизованную кнопку для ввода цифр , несколько быстрых нажатий (пример: 2 для цифры 2) затем остановка на полторы секунды для подтверждения цифры и возобновления, повторите пока не введете весь код. Это должно позволить вашему Jaguar XF запуститься без снятия иммобилайзера. Действительно, ваш транспондер , должно быть, был поврежден или выпал из вашего ключа. Чтобы решить эту проблему, единственный вариант, обратитесь к ключевому специалисту (также доступен в Интернете) или, в вашем автосалоне , который может отремонтировать ваш ключ Jaguar XF. В зависимости от того, к кому вы обратитесь по номеру , ремонт должен обойтись вам примерно в 100 евро, если у вас остался дубликат или ваша «кодовая карта» и около 350 евро в вашем автосалоне, если у вас нет поддержки и вы хотите новый функциональный ключ, это избавит вас от необходимости снимать иммобилайзер с вашего Jaguar XF.
Действительно, ваш транспондер , должно быть, был поврежден или выпал из вашего ключа. Чтобы решить эту проблему, единственный вариант, обратитесь к ключевому специалисту (также доступен в Интернете) или, в вашем автосалоне , который может отремонтировать ваш ключ Jaguar XF. В зависимости от того, к кому вы обратитесь по номеру , ремонт должен обойтись вам примерно в 100 евро, если у вас остался дубликат или ваша «кодовая карта» и около 350 евро в вашем автосалоне, если у вас нет поддержки и вы хотите новый функциональный ключ, это избавит вас от необходимости снимать иммобилайзер с вашего Jaguar XF. Кроме того, ваша страховка в случае угона, скорее всего, не вернет вам , если обнаружит, что иммобилайзер на вашем Jaguar XF был удален, обойден или деактивирован. Это, если вы все еще хотите это сделать, некоторые веб-сайты в Интернете все еще предоставляют методологию, мы сделали выбор не раскрывать ее, потому что это может помочь людям с плохими намерениями.
Кроме того, ваша страховка в случае угона, скорее всего, не вернет вам , если обнаружит, что иммобилайзер на вашем Jaguar XF был удален, обойден или деактивирован. Это, если вы все еще хотите это сделать, некоторые веб-сайты в Интернете все еще предоставляют методологию, мы сделали выбор не раскрывать ее, потому что это может помочь людям с плохими намерениями. Сначала мы увидим, как работает иммобилайзер на вашем Jaguar XE, затем разные способы его отключения.
Сначала мы увидим, как работает иммобилайзер на вашем Jaguar XE, затем разные способы его отключения. Действительно, с вашим автомобилем у вас должен быть запасной ключ (который вы должны попробовать и который должен завести ваш Jaguar XE), но если у вас его нет у вас должна быть как минимум «кодовая карта» , она содержит стартовый код . Благодаря этому коду вы по-прежнему сможете завести свой автомобиль, введя его вручную. Для этого включите зажигание, используйте централизованную кнопку для ввода цифр , несколько быстрых нажатий (пример: 2 для цифры 2), затем остановка на полторы секунды для подтверждения цифры и возобновления, повторите пока не введете весь код. Это должно позволить вашему Jaguar XE запуститься, не снимая иммобилайзер.
Действительно, с вашим автомобилем у вас должен быть запасной ключ (который вы должны попробовать и который должен завести ваш Jaguar XE), но если у вас его нет у вас должна быть как минимум «кодовая карта» , она содержит стартовый код . Благодаря этому коду вы по-прежнему сможете завести свой автомобиль, введя его вручную. Для этого включите зажигание, используйте централизованную кнопку для ввода цифр , несколько быстрых нажатий (пример: 2 для цифры 2), затем остановка на полторы секунды для подтверждения цифры и возобновления, повторите пока не введете весь код. Это должно позволить вашему Jaguar XE запуститься, не снимая иммобилайзер. Действительно, ваш транспондер , должно быть, был поврежден или выпал из вашего ключа. Для решения этой проблемы единственный вариант обратиться к ключевому специалисту (также доступен в Интернете) или в вашем автосалоне , который может восстановить ваш ключ Jaguar XE. В зависимости от того, к кому вы обратитесь по номеру , ремонт должен обойтись вам примерно в 100 евро, если у вас осталась копия или ваша «кодовая карта» и около 350 евро в вашем автосалоне, если у вас нет поддержки и вы хотите новый функциональный ключ, это избавит вас от необходимости снимать иммобилайзер с вашего Jaguar XE.
Действительно, ваш транспондер , должно быть, был поврежден или выпал из вашего ключа. Для решения этой проблемы единственный вариант обратиться к ключевому специалисту (также доступен в Интернете) или в вашем автосалоне , который может восстановить ваш ключ Jaguar XE. В зависимости от того, к кому вы обратитесь по номеру , ремонт должен обойтись вам примерно в 100 евро, если у вас осталась копия или ваша «кодовая карта» и около 350 евро в вашем автосалоне, если у вас нет поддержки и вы хотите новый функциональный ключ, это избавит вас от необходимости снимать иммобилайзер с вашего Jaguar XE.
 с.
с. Modification.Transmission.Type | transmissionFormat:’medium’ ]]
/
[[ :: complectation.Modification.Drivetrain.Id | dwtFormat:’numeric’ ]]
Modification.Transmission.Type | transmissionFormat:’medium’ ]]
/
[[ :: complectation.Modification.Drivetrain.Id | dwtFormat:’numeric’ ]] Title]]
Title]]

 Проверить статус ЭПТС для вашего автомобиля Toyota вы можете здесь.
Проверить статус ЭПТС для вашего автомобиля Toyota вы можете здесь. Уточняйте подробности, записывайтесь на тест-драйв по телефону. Познакомиться с новинкой в реальности приглашаем в наш автосалон, который расположен по адресу: г. Сургут, ул. Энергостроителей, д.3.
Уточняйте подробности, записывайтесь на тест-драйв по телефону. Познакомиться с новинкой в реальности приглашаем в наш автосалон, который расположен по адресу: г. Сургут, ул. Энергостроителей, д.3. Дополнительно к базе идут: датчики дождя, круиз-контроль, передний и задний парктроники, поддержка Bluetooth, мультимедиа с цветным 7 дюймовым дисплеем.
Дополнительно к базе идут: датчики дождя, круиз-контроль, передний и задний парктроники, поддержка Bluetooth, мультимедиа с цветным 7 дюймовым дисплеем.


 с. при об/мин: 301 при 6600
с. при об/мин: 301 при 6600 0003
0003 Создан с новыми линиями и новыми материалами для создания новых изгибов и более низкой стойки. Добавьте более широкую колесную базу, и мы получим лучшую динамику вождения и стиль 21 века. Абсолютно новая Camry 2018 года с ее доступными спортивными боковыми панелями, встроенным задним спойлером и красным кожаным салоном, несомненно, привлечет двойное внимание. Отдайте дань уважения величайшей из когда-либо созданных Camry!
Создан с новыми линиями и новыми материалами для создания новых изгибов и более низкой стойки. Добавьте более широкую колесную базу, и мы получим лучшую динамику вождения и стиль 21 века. Абсолютно новая Camry 2018 года с ее доступными спортивными боковыми панелями, встроенным задним спойлером и красным кожаным салоном, несомненно, привлечет двойное внимание. Отдайте дань уважения величайшей из когда-либо созданных Camry! 

 Каждый комплект фар тщательно проверяется на наличие косметических загрязнений, полностью проверяется на предмет надлежащей функциональности и имеет нашу ограниченную гарантию сроком на 1 год.
Каждый комплект фар тщательно проверяется на наличие косметических загрязнений, полностью проверяется на предмет надлежащей функциональности и имеет нашу ограниченную гарантию сроком на 1 год.
 0T I4 [MQB]
0T I4 [MQB]

 Колеса, Ролики, Шины складской техники
Колеса, Ролики, Шины складской техники
 Нажмите на ярлык, чтобы узнать больше.
Нажмите на ярлык, чтобы узнать больше.


 Нажмите на ярлык, чтобы узнать больше.
Нажмите на ярлык, чтобы узнать больше. Нажмите на ярлык, чтобы узнать больше.
Нажмите на ярлык, чтобы узнать больше. Нажмите на ярлык, чтобы узнать больше.
Нажмите на ярлык, чтобы узнать больше. Нажмите на ярлык, чтобы узнать больше.
Нажмите на ярлык, чтобы узнать больше. Нажмите на ярлык, чтобы узнать больше.
Нажмите на ярлык, чтобы узнать больше. Нажмите на ярлык, чтобы узнать больше.
Нажмите на ярлык, чтобы узнать больше. Нажмите на ярлык, чтобы узнать больше.
Нажмите на ярлык, чтобы узнать больше. Нажмите на ярлык, чтобы узнать больше.
Нажмите на ярлык, чтобы узнать больше. Нажмите на ярлык, чтобы узнать больше.
Нажмите на ярлык, чтобы узнать больше. Нажмите на ярлык, чтобы узнать больше.
Нажмите на ярлык, чтобы узнать больше.


 Его можно купить или взять в аренду.
Его можно купить или взять в аренду. org/BreadcrumbList»>
org/BreadcrumbList»>
 Естественно, свои деньги вы вернете только в том случае, если найдут мошенника и осудят, а это иногда годы.
Естественно, свои деньги вы вернете только в том случае, если найдут мошенника и осудят, а это иногда годы. Простучите крылья авто, если их выправляли или ремонтировали, то звук будет отличаться
Простучите крылья авто, если их выправляли или ремонтировали, то звук будет отличаться
 Он также используется для отслеживания автомобилей в случаях угона и учета уплаты налогов на автомобили.
Он также используется для отслеживания автомобилей в случаях угона и учета уплаты налогов на автомобили. Непредоставление одного может привести к штрафу или конфискации вашего автомобиля.
Непредоставление одного может привести к штрафу или конфискации вашего автомобиля. Ваш штат выдаст вам новый титул, подтверждающий, что теперь вы являетесь законным владельцем автомобиля.
Ваш штат выдаст вам новый титул, подтверждающий, что теперь вы являетесь законным владельцем автомобиля. Он покрывает ущерб, нанесенный владельцу автомобиля и пассажирам во время аварии. Вы можете добавить другие покрытия, которые, по вашему мнению, необходимы для вашего блага и блага окружающих.
Он покрывает ущерб, нанесенный владельцу автомобиля и пассажирам во время аварии. Вы можете добавить другие покрытия, которые, по вашему мнению, необходимы для вашего блага и блага окружающих.

 Это также служит гарантией для вас, покупателя.
Это также служит гарантией для вас, покупателя. Это поможет вам узнать, был ли автомобиль в хорошем состоянии и все еще находится в хорошем состоянии.
Это поможет вам узнать, был ли автомобиль в хорошем состоянии и все еще находится в хорошем состоянии. Необходимые документы включают:
Необходимые документы включают: Однако, если вы купили автомобиль за пределами Северной Каролины, требуются документы о регистрации транспортного средства. Если вы приобрели автомобиль без права собственности и собираетесь зарегистрировать его на свое имя, вам необходимо заполнить и подписать залог возмещения убытков. В противном случае свяжитесь с представителем заказчика NC DMV для получения необходимых документов. Вы можете связаться с ними онлайн или по телефону (919) 715-7000. Если владелец автомобиля умер, государственного администратора нет или вы являетесь наследником автомобиля, то для регистрации и оформления автомобиля на ваше имя необходимо заполнить и подать Аффидевит о полномочиях на присвоение титулов.
Однако, если вы купили автомобиль за пределами Северной Каролины, требуются документы о регистрации транспортного средства. Если вы приобрели автомобиль без права собственности и собираетесь зарегистрировать его на свое имя, вам необходимо заполнить и подписать залог возмещения убытков. В противном случае свяжитесь с представителем заказчика NC DMV для получения необходимых документов. Вы можете связаться с ними онлайн или по телефону (919) 715-7000. Если владелец автомобиля умер, государственного администратора нет или вы являетесь наследником автомобиля, то для регистрации и оформления автомобиля на ваше имя необходимо заполнить и подать Аффидевит о полномочиях на присвоение титулов. Заполненная форма МВР-180 (Отчет о пробеге) для автомобилей младше 10 лет. Заполненная форма MVR-181 (заявление об ущербе). Купчая (требуется для автомобилей, приобретенных у дилера, но необязательна для автомобилей, приобретенных у частного продавца). Освобождение от залога, если применимо. Текущая регистрация (для транспортных средств, приобретенных в другом государстве).
Заполненная форма МВР-180 (Отчет о пробеге) для автомобилей младше 10 лет. Заполненная форма MVR-181 (заявление об ущербе). Купчая (требуется для автомобилей, приобретенных у дилера, но необязательна для автомобилей, приобретенных у частного продавца). Освобождение от залога, если применимо. Текущая регистрация (для транспортных средств, приобретенных в другом государстве).

 Снимаем левый грязезащитный щиток силового агрегата.
Снимаем левый грязезащитный щиток силового агрегата. Выключатель заднего хода обеспечивает синхронность отключения соответствующих ламп в фарах кормы и завершения движения назад, то есть выключения передачи.
Выключатель заднего хода обеспечивает синхронность отключения соответствующих ламп в фарах кормы и завершения движения назад, то есть выключения передачи.
 Разница только в том, что активация первой скорости осуществляется без кольца, а задней – именно с ним. То есть этот элемент выступает в качестве «гаранта безопасности» от случайного включения задней скорости.
Разница только в том, что активация первой скорости осуществляется без кольца, а задней – именно с ним. То есть этот элемент выступает в качестве «гаранта безопасности» от случайного включения задней скорости. Проверка кроме визуального осмотра сводится к тестированию с помощью прибора. Если, прозвонив проводку, обнаруживаем ее целостность, то вероятной причиной выхода системы и строя является обозначенный датчик.
Проверка кроме визуального осмотра сводится к тестированию с помощью прибора. Если, прозвонив проводку, обнаруживаем ее целостность, то вероятной причиной выхода системы и строя является обозначенный датчик.

 Этот же импульс создает сигнал для включения индикаторов заднего хода.
Этот же импульс создает сигнал для включения индикаторов заднего хода. Поэтому не стоит спешить загонять машину на эстакаду и менять датчик. Для начала стоит проверить более доступные места (но не менее важные).
Поэтому не стоит спешить загонять машину на эстакаду и менять датчик. Для начала стоит проверить более доступные места (но не менее важные). Эти провода специально делаются не цельными, а через разъем, потому, что они все время в движении (рычаг все время дергают). Поэтому они часто ломаются. Сначала стоит проверить их.
Эти провода специально делаются не цельными, а через разъем, потому, что они все время в движении (рычаг все время дергают). Поэтому они часто ломаются. Сначала стоит проверить их.


 Осенью, когда климатические сигналы, естественно, более сложны, возникает путаница. Но весна приходит все раньше и раньше, набирая скорость галопом с каждым годом, с десятилетием. По мере того, как наступает весеннее тепло, средний рост листьев деревьев и другой растительности — «зеленой волны», движущейся на север, — также ускоряется. Это означает, что многие другие эффекты также проявляются раньше, например, сезонное массовое появление гусениц и других насекомых, питающих птенцов.
Осенью, когда климатические сигналы, естественно, более сложны, возникает путаница. Но весна приходит все раньше и раньше, набирая скорость галопом с каждым годом, с десятилетием. По мере того, как наступает весеннее тепло, средний рост листьев деревьев и другой растительности — «зеленой волны», движущейся на север, — также ускоряется. Это означает, что многие другие эффекты также проявляются раньше, например, сезонное массовое появление гусениц и других насекомых, питающих птенцов. Дальние мигранты, как и многие певчие птицы, танагеры и иволги, зимующие в Неотропах, испытывают еще большие трудности. Они полагаются на фиксированные сигналы, такие как внутренние часы и продолжительность дня, чтобы рассчитать время миграции, и поэтому намного больше отстают от графика.
Дальние мигранты, как и многие певчие птицы, танагеры и иволги, зимующие в Неотропах, испытывают еще большие трудности. Они полагаются на фиксированные сигналы, такие как внутренние часы и продолжительность дня, чтобы рассчитать время миграции, и поэтому намного больше отстают от графика. В то же время потепление привело к тому, что местные растения, такие как кизил и калина, зацветают весной раньше и, следовательно, созревают раньше осенью. Она ожидала, что птицы перейдут на экзотические фрукты, которые станут более доступными, когда они готовятся к миграции. Вместо этого мигранты по-прежнему почти исключительно ищут питательные туземцы.
В то же время потепление привело к тому, что местные растения, такие как кизил и калина, зацветают весной раньше и, следовательно, созревают раньше осенью. Она ожидала, что птицы перейдут на экзотические фрукты, которые станут более доступными, когда они готовятся к миграции. Вместо этого мигранты по-прежнему почти исключительно ищут питательные туземцы. Эти охраняемые территории также служат трамплином для птиц, которых вытесняют из их среды обитания из-за повышения температуры и изменения экологии, что позволяет южным видам перемещаться на север. Напротив, более редкие охраняемые районы южной Финляндии не смогли столь же эффективно защитить птичьи сообщества от потепления, которое произошло после 19-го века.80-е годы.
Эти охраняемые территории также служат трамплином для птиц, которых вытесняют из их среды обитания из-за повышения температуры и изменения экологии, что позволяет южным видам перемещаться на север. Напротив, более редкие охраняемые районы южной Финляндии не смогли столь же эффективно защитить птичьи сообщества от потепления, которое произошло после 19-го века.80-е годы. Уже сейчас, когда средняя глобальная температура поднялась всего на 1 градус Цельсия (1,8 градуса по Фаренгейту) со времен промышленной революции, некоторые птицы так сильно отстали от весны и так сильно отстали от кормовой базы своих птенцов, что популяции сократились.
Уже сейчас, когда средняя глобальная температура поднялась всего на 1 градус Цельсия (1,8 градуса по Фаренгейту) со времен промышленной революции, некоторые птицы так сильно отстали от весны и так сильно отстали от кормовой базы своих птенцов, что популяции сократились. Он и его коллеги показали, что дальние мигранты, прибывающие на север через Мексиканский залив, прибывают на побережье Техаса почти по тому же графику, что и десятилетия назад. Однако, как только они достигают берега, они быстро увеличивают свой темп, стремясь догнать весну.
Он и его коллеги показали, что дальние мигранты, прибывающие на север через Мексиканский залив, прибывают на побережье Техаса почти по тому же графику, что и десятилетия назад. Однако, как только они достигают берега, они быстро увеличивают свой темп, стремясь догнать весну. Удивительно, как сказал мне Тингли, в некоторых регионах Сьерра-Невады около 40 процентов видов птиц вообще не изменились по высоте. Это озадачило его, пока он не посмотрел на их время: многие птицы размножались в среднем на девять дней раньше, чем когда-то. Это означает, что их яйца подвергались воздействию средней температуры на 1 градус Цельсия ниже, чем если бы они оставались на этом же уровне, и это, возможно, не случайно, точно соответствует тому, насколько там потеплел климат за эти годы.
Удивительно, как сказал мне Тингли, в некоторых регионах Сьерра-Невады около 40 процентов видов птиц вообще не изменились по высоте. Это озадачило его, пока он не посмотрел на их время: многие птицы размножались в среднем на девять дней раньше, чем когда-то. Это означает, что их яйца подвергались воздействию средней температуры на 1 градус Цельсия ниже, чем если бы они оставались на этом же уровне, и это, возможно, не случайно, точно соответствует тому, насколько там потеплел климат за эти годы. Но, судя по тому, когда молодые дрозды появляются в их паутинных сетях после оперения в середине лета, птицы теперь размножаются на целых 22 дня раньше, чем раньше. Каким-то образом, подобно тем отслеживаемым радаром мигрантам, которые все быстрее и быстрее устремляются на север из Мексиканского залива, лесным дроздам в Пенсильвании удалось сжать то, что должно занять недели, до простых дней, возможно, за счет отказа от периода отдыха и восстановления после прибытия и до того, как они приятель.
Но, судя по тому, когда молодые дрозды появляются в их паутинных сетях после оперения в середине лета, птицы теперь размножаются на целых 22 дня раньше, чем раньше. Каким-то образом, подобно тем отслеживаемым радаром мигрантам, которые все быстрее и быстрее устремляются на север из Мексиканского залива, лесным дроздам в Пенсильвании удалось сжать то, что должно занять недели, до простых дней, возможно, за счет отказа от периода отдыха и восстановления после прибытия и до того, как они приятель._[og-image].jpg?h=aa64) «Вопрос на миллион долларов: насколько эти птицы могут продолжать адаптироваться к этим переменчивым источникам?»
«Вопрос на миллион долларов: насколько эти птицы могут продолжать адаптироваться к этим переменчивым источникам?» Но изменение климата грозит разъединением выводков птиц и насекомых. Кошмарный сценарий — если птенцы пропускают насекомых слишком много лет подряд, отправляя популяцию в спираль вымирания.
Но изменение климата грозит разъединением выводков птиц и насекомых. Кошмарный сценарий — если птенцы пропускают насекомых слишком много лет подряд, отправляя популяцию в спираль вымирания.

 Национальная перепись птиц показала, что популяция голландцев неуклонно сокращается: 35 процентов птиц исчезли с 1984 по 2004 год. С тех пор мухоловок-пеструшек в Нидерландах стало больше, сказал мне Бо. Они гнездятся значительно раньше, чем когда-то, опять же синхронно с пиком гусеницы. Более того, исходя из исчерпывающих родословных, которые Бот и его коллеги вели для поколений полосатых мухоловок, вылупившихся из гнезд, можно сделать вывод, что это изменение является эволюционным. Птицы не просто меняют свое поведение; вместо этого приспособление, похоже, заложено в их генах.
Национальная перепись птиц показала, что популяция голландцев неуклонно сокращается: 35 процентов птиц исчезли с 1984 по 2004 год. С тех пор мухоловок-пеструшек в Нидерландах стало больше, сказал мне Бо. Они гнездятся значительно раньше, чем когда-то, опять же синхронно с пиком гусеницы. Более того, исходя из исчерпывающих родословных, которые Бот и его коллеги вели для поколений полосатых мухоловок, вылупившихся из гнезд, можно сделать вывод, что это изменение является эволюционным. Птицы не просто меняют свое поведение; вместо этого приспособление, похоже, заложено в их генах. Не всем мигрантам выпадает такая удачная передышка от повышения температуры. Но тем не менее, мы возьмем хорошие новости, где сможем.
Не всем мигрантам выпадает такая удачная передышка от повышения температуры. Но тем не менее, мы возьмем хорошие новости, где сможем.
 дисанто
дисанто
 6 Короткий Kia Sportage для Европы: новые изображения — КОЛЕСА.ру – автомобильный журнал5 Киа Спортейдж 2020 г., 2 литра, Выбор, 4вд, коробка автомат, расход 7.8, бензин7 Kia Sportage: технические характеристики, поколения, фото | Комплектации и цены Киа Спортейдж10 Киа Спортейдж 3: характеристики, достоинства, недостатки5 Kia Sportage 2016 года в России! Фото, цены, характеристики10 Фото — Киа Спортейдж / KM / 2 поколение5 KIA Sportage 2021 — фото и цена, комплектации, характеристики6 Kia Sportage 2022 – цены, характеристики, комплектации для России.
6 Короткий Kia Sportage для Европы: новые изображения — КОЛЕСА.ру – автомобильный журнал5 Киа Спортейдж 2020 г., 2 литра, Выбор, 4вд, коробка автомат, расход 7.8, бензин7 Kia Sportage: технические характеристики, поколения, фото | Комплектации и цены Киа Спортейдж10 Киа Спортейдж 3: характеристики, достоинства, недостатки5 Kia Sportage 2016 года в России! Фото, цены, характеристики10 Фото — Киа Спортейдж / KM / 2 поколение5 KIA Sportage 2021 — фото и цена, комплектации, характеристики6 Kia Sportage 2022 – цены, характеристики, комплектации для России. Обзор кроссовера Киа Спортейдж 2022 на официальном сайте Kia в России8 Kia Sportage Black Edition для России: две комплектации и цены — Авторевю6 Фото экстерьера Kia Sportage 2011 оранжевого цвета (49)9 Киа Спортейдж 2014 (SL): 1.7 / 2.0, дизель / бензин, отзывы, цены, фото 3 поколения6 Фото KIA Sportage — фотографии КИА Спортейдж6 Киа Спортейдж 5, чего ждать от кузова, комплектаци, фото4 Киа Спортейдж 2019: цена, комплектация, фото, характеристики, видео Sportage 20195 Фото Kia Sportage белого и серебристого цвета (37)10 Киа Спортейдж 5, чего ждать от кузова, комплектаци, фото11 КИА Спортейдж (KIA Sportage) отзывы владельцев о 2013 года10 Новый Kia Sportage: фото салона базовой комплектации7 Фото Kia Sportage, подборка фотографий Киа Спортейдж — фотоальбом автомобилей Autodmir.
Обзор кроссовера Киа Спортейдж 2022 на официальном сайте Kia в России8 Kia Sportage Black Edition для России: две комплектации и цены — Авторевю6 Фото экстерьера Kia Sportage 2011 оранжевого цвета (49)9 Киа Спортейдж 2014 (SL): 1.7 / 2.0, дизель / бензин, отзывы, цены, фото 3 поколения6 Фото KIA Sportage — фотографии КИА Спортейдж6 Киа Спортейдж 5, чего ждать от кузова, комплектаци, фото4 Киа Спортейдж 2019: цена, комплектация, фото, характеристики, видео Sportage 20195 Фото Kia Sportage белого и серебристого цвета (37)10 Киа Спортейдж 5, чего ждать от кузова, комплектаци, фото11 КИА Спортейдж (KIA Sportage) отзывы владельцев о 2013 года10 Новый Kia Sportage: фото салона базовой комплектации7 Фото Kia Sportage, подборка фотографий Киа Спортейдж — фотоальбом автомобилей Autodmir. ru (Автомобили и Цены).6 Новый Киа Спортейдж 2022: продажи в России всё-таки начались8 Фото Киа Спортейдж 2011 синего цвета (37)8 Киа Спортейдж 2019, Декабрь 2019г, автоматическая коробка8 Киа Спортейдж 3: двигатель, слабые места, технические особенности, комплектации5 KIA Sportage 4 (2016-2021) цена и характеристики, фотографии и обзор6 Фото Киа Спортейдж 2011 (43)13 Киа Спортейдж — технические характеристики, комплектации, фото, видео, полный обзор6 Kia Sportage 2020-2021 Цена, Технические Характеристики, Фото, Видео Тест-Драйв7 Kia Sportage — 2021: каким будет новый кроссовер для России :: Autonews5 Скачать обои \12 В России началось производство совершенно нового Kia Sportage: фото с завода7 Киа Спортейдж 2017 год, 2 литра, Здравствуйте, дорогие любители Киа Спортейдж и заинтересованные в покупке, SUV (Кроссовер+Джип), автомат, расход 7.
ru (Автомобили и Цены).6 Новый Киа Спортейдж 2022: продажи в России всё-таки начались8 Фото Киа Спортейдж 2011 синего цвета (37)8 Киа Спортейдж 2019, Декабрь 2019г, автоматическая коробка8 Киа Спортейдж 3: двигатель, слабые места, технические особенности, комплектации5 KIA Sportage 4 (2016-2021) цена и характеристики, фотографии и обзор6 Фото Киа Спортейдж 2011 (43)13 Киа Спортейдж — технические характеристики, комплектации, фото, видео, полный обзор6 Kia Sportage 2020-2021 Цена, Технические Характеристики, Фото, Видео Тест-Драйв7 Kia Sportage — 2021: каким будет новый кроссовер для России :: Autonews5 Скачать обои \12 В России началось производство совершенно нового Kia Sportage: фото с завода7 Киа Спортейдж 2017 год, 2 литра, Здравствуйте, дорогие любители Киа Спортейдж и заинтересованные в покупке, SUV (Кроссовер+Джип), автомат, расход 7. 36 Скачать обои \11 KIA Sportage 2022! Цена, моторы, комплектации? — YouTube13 KIA Sportage 5 (2023) цена и характеристики, фотографии и обзор9 Обзор Киа Спортейдж — комплектации и цены | Фото и Видео7 Киа Спортейдж 2018 новый кузов, цены, комплектации, фото, видео тест-драйв6 Киа Спортейдж 4 поколения, фото, характеристики7 Kia Sportage II с пробегом: лучший двигатель XXI века и болезнь правого ШРУСа — КОЛЕСА.
36 Скачать обои \11 KIA Sportage 2022! Цена, моторы, комплектации? — YouTube13 KIA Sportage 5 (2023) цена и характеристики, фотографии и обзор9 Обзор Киа Спортейдж — комплектации и цены | Фото и Видео7 Киа Спортейдж 2018 новый кузов, цены, комплектации, фото, видео тест-драйв6 Киа Спортейдж 4 поколения, фото, характеристики7 Kia Sportage II с пробегом: лучший двигатель XXI века и болезнь правого ШРУСа — КОЛЕСА. ру – автомобильный журнал6 Новый Kia Sportage 2023 в России. Цена, фото, характеристики, видео5 Фото Киа Спортейдж 2014 (37)9 Kia Sportage 2022 – цены, характеристики, комплектации для России. Обзор кроссовера Киа Спортейдж 2022 на официальном сайте Kia в России8 Kia Sportage — купить в Актив Моторс, цена на Киа Спортейдж8 Kia Sportage — 2014 — «Киа Спортейдж 2014 года: все плюсы и минусы покупки этого коня.» | отзывы7 Киа Спортейдж 2022 скоро в России! Цена, фото, комплектации8 Скачать обои \13 Новый Kia Sportage 2022: фото и подробности :: Autonews5 Фото Киа Спортейдж 2011 синего цвета (37)8 КИА Спортейдж 2 (KIA Sportage) 2004-2009 Года5 Обзор Киа Спортейдж — комплектации и цены | Фото и Видео6 Kia Sportage — купить в Актив Моторс, цена на Киа Спортейдж8 Киа Спортейдж 2023 скоро в России! Цена, комплектации, фото7 Скачать обои \8 KIA Sportage 4 (2016-2021) цена и характеристики, фотографии и обзор10 KIA Sportage — цены, отзывы, характеристики Sportage от KIA10 Kia Sportage: технические характеристики, поколения, фото | Комплектации и цены Киа Спортейдж7 Новый Kia Sportage показали в первом видеообзоре9
ру – автомобильный журнал6 Новый Kia Sportage 2023 в России. Цена, фото, характеристики, видео5 Фото Киа Спортейдж 2014 (37)9 Kia Sportage 2022 – цены, характеристики, комплектации для России. Обзор кроссовера Киа Спортейдж 2022 на официальном сайте Kia в России8 Kia Sportage — купить в Актив Моторс, цена на Киа Спортейдж8 Kia Sportage — 2014 — «Киа Спортейдж 2014 года: все плюсы и минусы покупки этого коня.» | отзывы7 Киа Спортейдж 2022 скоро в России! Цена, фото, комплектации8 Скачать обои \13 Новый Kia Sportage 2022: фото и подробности :: Autonews5 Фото Киа Спортейдж 2011 синего цвета (37)8 КИА Спортейдж 2 (KIA Sportage) 2004-2009 Года5 Обзор Киа Спортейдж — комплектации и цены | Фото и Видео6 Kia Sportage — купить в Актив Моторс, цена на Киа Спортейдж8 Киа Спортейдж 2023 скоро в России! Цена, комплектации, фото7 Скачать обои \8 KIA Sportage 4 (2016-2021) цена и характеристики, фотографии и обзор10 KIA Sportage — цены, отзывы, характеристики Sportage от KIA10 Kia Sportage: технические характеристики, поколения, фото | Комплектации и цены Киа Спортейдж7 Новый Kia Sportage показали в первом видеообзоре9 Автомобиль пользуется популярностью у покупателей благодаря своей универсальности и комфорту.
Спортейдж имеет неплохую проходимость и высокую мощность двигателя, что позволяет легко преодолевать любые дорожные препятствия. Кроме того, автомобиль оснащен современными технологиями и системами безопасности, что делает его еще более привлекательным для покупателей.
Киа Спортейдж доступен в различных комплектациях и цветовых вариантах, что позволяет каждому выбрать автомобиль по своим предпочтениям. Большой выбор опций и дополнительного оборудования также делает его более удобным и функциональным.
В общем, Киа Спортейдж — это отличный выбор для тех, кто ищет комфортный, надежный и универсальный автомобиль.
Автомобиль пользуется популярностью у покупателей благодаря своей универсальности и комфорту.
Спортейдж имеет неплохую проходимость и высокую мощность двигателя, что позволяет легко преодолевать любые дорожные препятствия. Кроме того, автомобиль оснащен современными технологиями и системами безопасности, что делает его еще более привлекательным для покупателей.
Киа Спортейдж доступен в различных комплектациях и цветовых вариантах, что позволяет каждому выбрать автомобиль по своим предпочтениям. Большой выбор опций и дополнительного оборудования также делает его более удобным и функциональным.
В общем, Киа Спортейдж — это отличный выбор для тех, кто ищет комфортный, надежный и универсальный автомобиль. 000 р.
000 р. Нам доступны некоторые эксклюзивные материалы, которые производятся только для наших нужд на отдельном конвеере, и могут быть установлены только в автомобили наших клиентов.
Нам доступны некоторые эксклюзивные материалы, которые производятся только для наших нужд на отдельном конвеере, и могут быть установлены только в автомобили наших клиентов.


 Установить Ultra Loker можно только в нашем спеццентре. Все лучшее только для наших клиентов.
Установить Ultra Loker можно только в нашем спеццентре. Все лучшее только для наших клиентов.
 Мы не оставим после себя следов вмешательства в автомобиль, таких как зазоры, зацепы, пятна или сломанные пистоны. От всего этого вас защищает наша фирменная гарантия Авто-Локер, а так же тысячи отзывов о нас по автомобильным клубам страны.
Мы не оставим после себя следов вмешательства в автомобиль, таких как зазоры, зацепы, пятна или сломанные пистоны. От всего этого вас защищает наша фирменная гарантия Авто-Локер, а так же тысячи отзывов о нас по автомобильным клубам страны.
 Использование этих данных регулируется Условиями и положениями AutoCheck.
Использование этих данных регулируется Условиями и положениями AutoCheck. 90 с пробегом от 9 857 до 163 448 автомобилей.
90 с пробегом от 9 857 до 163 448 автомобилей. Это более крупная машина, чем я привык, но она прекрасно управляется. Рулевое управление тугое, разгоняется быстро. В салоне просторно и комфортно. Мне очень нравится управление на руле. Я могу переключать радиостанции, не отрывая взгляда от дороги. Цифровой спидометр — отличная визуальная функция. Папки позволяют увидеть множество функций автомобиля одним нажатием кнопки. Багажное отделение просторное, а сиденья, разделенные в пропорции 60/40, добавляют еще больше для больших грузов. Это пригодилось, когда я помогал сестре переехать. Я люблю люблю люблю этот автомобиль! Единственное, что я бы изменил, это внешний доступ к бензобаку. Поскольку я живу в городе, мне нравится держать двери запертыми, когда я заправляюсь, и это действительно сложно, потому что бензобак открывается только тогда, когда двери разблокированы. Я скучаю по внутреннему выпуску других моих Kia. Планирую долгое время владеть этим автомобилем.
Это более крупная машина, чем я привык, но она прекрасно управляется. Рулевое управление тугое, разгоняется быстро. В салоне просторно и комфортно. Мне очень нравится управление на руле. Я могу переключать радиостанции, не отрывая взгляда от дороги. Цифровой спидометр — отличная визуальная функция. Папки позволяют увидеть множество функций автомобиля одним нажатием кнопки. Багажное отделение просторное, а сиденья, разделенные в пропорции 60/40, добавляют еще больше для больших грузов. Это пригодилось, когда я помогал сестре переехать. Я люблю люблю люблю этот автомобиль! Единственное, что я бы изменил, это внешний доступ к бензобаку. Поскольку я живу в городе, мне нравится держать двери запертыми, когда я заправляюсь, и это действительно сложно, потому что бензобак открывается только тогда, когда двери разблокированы. Я скучаю по внутреннему выпуску других моих Kia. Планирую долгое время владеть этим автомобилем. д.)
д.) Разочарование из-за невозможности открыть люк, а также из-за того, что камера не работала из-за слепых зон, доставляло неудобства не только мне, но и моим пассажирам, а также тому, что им приходилось ползти сзади, чтобы забрать продукты, багаж, животных и т. д. вытащить задние пассажирские двери.
Разочарование из-за невозможности открыть люк, а также из-за того, что камера не работала из-за слепых зон, доставляло неудобства не только мне, но и моим пассажирам, а также тому, что им приходилось ползти сзади, чтобы забрать продукты, багаж, животных и т. д. вытащить задние пассажирские двери.
 Все права защищены.
Все права защищены.
 Расход же электроэнергии, если включать данный подогреватель мощностью 1,5 кВт на один час перед пуском двигателя будет равен 2,18(р/кВт*ч)х1,5(кВт)х30(дней)х3(месяца)=294,3 р. Т. е. данный подогреватель экономней в 20-30 раз.
Расход же электроэнергии, если включать данный подогреватель мощностью 1,5 кВт на один час перед пуском двигателя будет равен 2,18(р/кВт*ч)х1,5(кВт)х30(дней)х3(месяца)=294,3 р. Т. е. данный подогреватель экономней в 20-30 раз. Разорвать контур может термостат, если не правильно подсоединить подогреватель. Подогреватель я закрепил на самодельном кронштейне, на двух нижних болтах крепления компрессора кондиционера. Данный кронштейн несколько неудачен, т. к. шланг подвода в подогреватель немного переломлен. Исправленный эскиз кронштейна, можно посмотреть на сайте. Вворачивается штуцер вместо сливной пробки. На штуцер одевается шланг, с внутренним диаметром 16 мм, и затягивается хомутом. Второй конец шланга одевается на входной штуцер подогревателя. На штуцер выхода подогревателя одеваем шланг, и закрепляем хомутом. Второй конец подсоединяется через тройник к верхнему рукаву радиатора. ЧТО БЫ НЕ БЫЛО ПЕРЕМЫЧКИ В СИСТЕМЕ ОХЛАЖДЕНИЯ, НУЖНО УСТАНОВИТЬ КРАН, Т. К. ПРИ РАБОТЕ ДВИГАТЕЛЯ ОХЛАЖДЕННАЯ ЖИДКОСТЬ ПОСТУПАЛА БЫ СРАЗУ В ГОЛОВКУ ДВИГАТЕЛЯ, А НЕ ЧЕРЕЗ БЛОК И ГОЛОВКУ, ЧТО ПРИВОДИТ К НЕПРАВИЛЬНОЙ РАБОТЕ ДВИГАТЕЛЯ. Кран шаровый 1/2″ и два штуцера с наружным диаметром 18 мм.
Разорвать контур может термостат, если не правильно подсоединить подогреватель. Подогреватель я закрепил на самодельном кронштейне, на двух нижних болтах крепления компрессора кондиционера. Данный кронштейн несколько неудачен, т. к. шланг подвода в подогреватель немного переломлен. Исправленный эскиз кронштейна, можно посмотреть на сайте. Вворачивается штуцер вместо сливной пробки. На штуцер одевается шланг, с внутренним диаметром 16 мм, и затягивается хомутом. Второй конец шланга одевается на входной штуцер подогревателя. На штуцер выхода подогревателя одеваем шланг, и закрепляем хомутом. Второй конец подсоединяется через тройник к верхнему рукаву радиатора. ЧТО БЫ НЕ БЫЛО ПЕРЕМЫЧКИ В СИСТЕМЕ ОХЛАЖДЕНИЯ, НУЖНО УСТАНОВИТЬ КРАН, Т. К. ПРИ РАБОТЕ ДВИГАТЕЛЯ ОХЛАЖДЕННАЯ ЖИДКОСТЬ ПОСТУПАЛА БЫ СРАЗУ В ГОЛОВКУ ДВИГАТЕЛЯ, А НЕ ЧЕРЕЗ БЛОК И ГОЛОВКУ, ЧТО ПРИВОДИТ К НЕПРАВИЛЬНОЙ РАБОТЕ ДВИГАТЕЛЯ. Кран шаровый 1/2″ и два штуцера с наружным диаметром 18 мм.  В шланг можно вставить пружину, она не даст шлангу перегнуться. Для того, что бы шланг не перетирался, снаружи, в местах соприкосновения или возможного касания с частями автомобиля, нужно на эту часть шланга одеть пластиковую защиту (см. видео).
В шланг можно вставить пружину, она не даст шлангу перегнуться. Для того, что бы шланг не перетирался, снаружи, в местах соприкосновения или возможного касания с частями автомобиля, нужно на эту часть шланга одеть пластиковую защиту (см. видео). Одна жила для фазы, вторая для нейтрали и один для защитного заземления. Сечение одной жилы сделанной из меди, должно быть не менее 1,5 мм2. Я использовал морозостойкий провод КГ-ХЛ 3х1,5.
Одна жила для фазы, вторая для нейтрали и один для защитного заземления. Сечение одной жилы сделанной из меди, должно быть не менее 1,5 мм2. Я использовал морозостойкий провод КГ-ХЛ 3х1,5.
 Устройство питается от обычной электросети 220V.
Устройство питается от обычной электросети 220V. Имеет сложную конструкцию: электронный механизм подогревает охлаждающую жидкость, насос обеспечивает ее циркуляцию. Управление устройством выполняет сложное программное обеспечение, которое способно проводить самостоятельную автодиагностику устройства. Подогреватель не запустится, если система обнаружит протечку, обрыв шланга или некорректную работу других узлов. Кроме того, вы можете настроить сезонный режим работы устройства.
Имеет сложную конструкцию: электронный механизм подогревает охлаждающую жидкость, насос обеспечивает ее циркуляцию. Управление устройством выполняет сложное программное обеспечение, которое способно проводить самостоятельную автодиагностику устройства. Подогреватель не запустится, если система обнаружит протечку, обрыв шланга или некорректную работу других узлов. Кроме того, вы можете настроить сезонный режим работы устройства.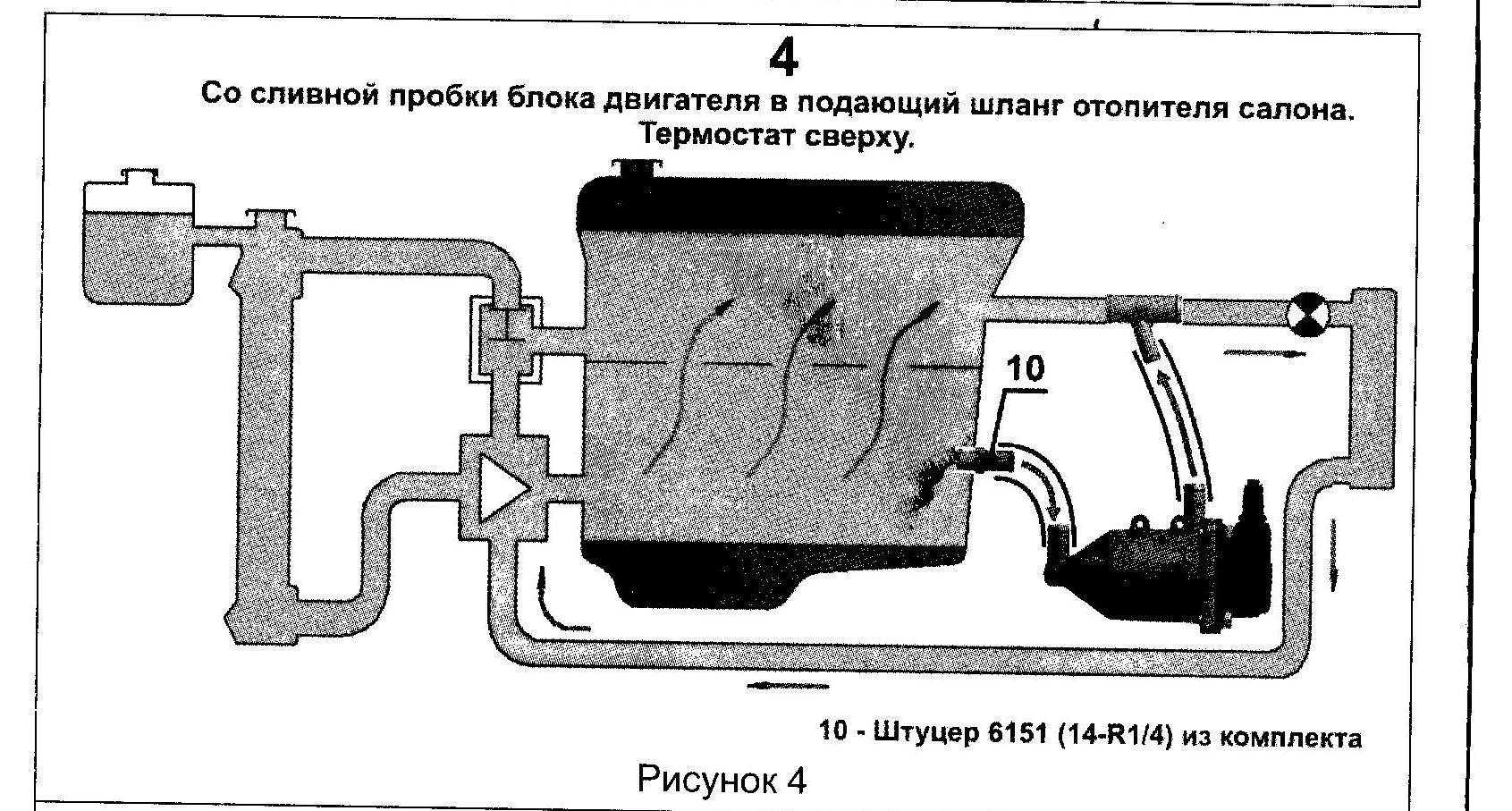 Максимальная производительность насоса — до 600 /час.
Максимальная производительность насоса — до 600 /час. Единственный минус — небольшой температурный диапазон (+40+50 градусов).
Единственный минус — небольшой температурный диапазон (+40+50 градусов).
 Этот инструмент не должен быть вашей единственной основой для любого решения о покупке и доступен для пользователей только в качестве руководства. Мы настоятельно рекомендуем вам просмотреть руководство пользователя для получения конкретной информации, такой как модель и совместимость, и проконсультироваться с обученными специалистами для помощи в выборе соответствующих аксессуаров и/или деталей, прежде чем принимать какое-либо решение о покупке. Информация, передаваемая с помощью этого инструмента, не может быть гарантированно безошибочной или проверенной производителями. Решение о том, какие аксессуары и/или детали приобрести, остается исключительно за пользователем. Canadian Tire Corporation, Limited и ее филиалы и ассоциированные дилеры не несут ответственности за использование этого инструмента или ваши решения о покупке. Использование вами этого инструмента означает принятие данного отказа от ответственности.
Этот инструмент не должен быть вашей единственной основой для любого решения о покупке и доступен для пользователей только в качестве руководства. Мы настоятельно рекомендуем вам просмотреть руководство пользователя для получения конкретной информации, такой как модель и совместимость, и проконсультироваться с обученными специалистами для помощи в выборе соответствующих аксессуаров и/или деталей, прежде чем принимать какое-либо решение о покупке. Информация, передаваемая с помощью этого инструмента, не может быть гарантированно безошибочной или проверенной производителями. Решение о том, какие аксессуары и/или детали приобрести, остается исключительно за пользователем. Canadian Tire Corporation, Limited и ее филиалы и ассоциированные дилеры не несут ответственности за использование этого инструмента или ваши решения о покупке. Использование вами этого инструмента означает принятие данного отказа от ответственности. canadiantire.ca/icon/tire-2-1d86bab3-b9aa-4e78-a62b-7ed72cc38167.png»,»changeSizeLabel»:»Изменить размер шин»,»vehicleDeletionMsg»:»Автомобиль удален»,»manageVehiclesLabel»:»Управление транспортными средствами»,»cancelCTA»:»Отмена»,» VehicleAddSuccessMsg»:»
canadiantire.ca/icon/tire-2-1d86bab3-b9aa-4e78-a62b-7ed72cc38167.png»,»changeSizeLabel»:»Изменить размер шин»,»vehicleDeletionMsg»:»Автомобиль удален»,»manageVehiclesLabel»:»Управление транспортными средствами»,»cancelCTA»:»Отмена»,» VehicleAddSuccessMsg»:» Этот флажок (CWG) должен быть отмечен во всех IMO ED, независимо от того, где он продается. Мои 2 цента
Этот флажок (CWG) должен быть отмечен во всех IMO ED, независимо от того, где он продается. Мои 2 цента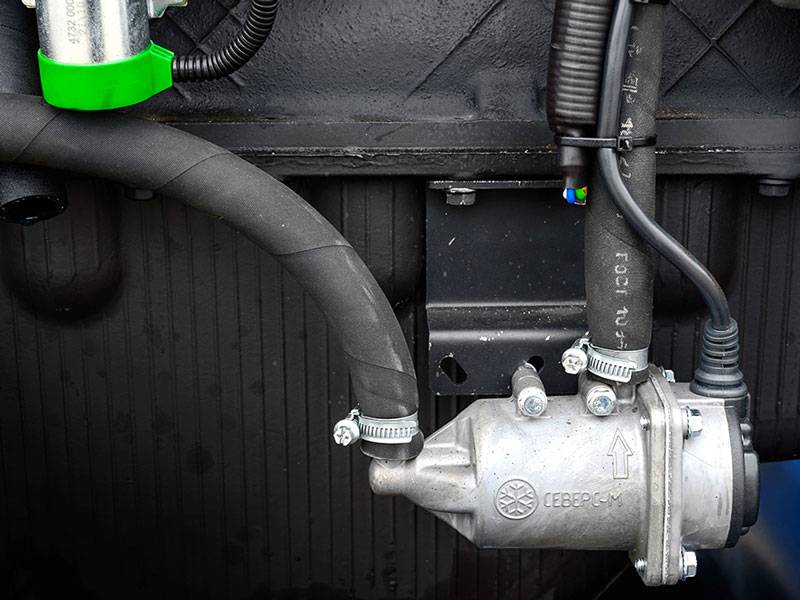 В зависимости от того, как сложится эта зима, есть хороший шанс, что на этот раз я установлю зимний фасад.
В зависимости от того, как сложится эта зима, есть хороший шанс, что на этот раз я установлю зимний фасад.
 Если только вы не выросли, как я, немного севернее Фэрбанкса, Аляска… забыли включить обогреватель блока питания только один раз, и нет ничего лучше грохота моего Cummins, загоревшегося эфиром при -45!
Если только вы не выросли, как я, немного севернее Фэрбанкса, Аляска… забыли включить обогреватель блока питания только один раз, и нет ничего лучше грохота моего Cummins, загоревшегося эфиром при -45! не произойдет.
не произойдет. не произойдет.
не произойдет.
 Если вы закажете эту опцию, дилер установит для вас кабель от обогревателя. Я только что заказал кабель и установлю его, когда он прибудет. Если вы посмотрите на правое переднее колесо, вы увидите красную крышку на разъеме отопителя. Снимите эту красную пластиковую крышку, подключите кабель, и все готово.
Если вы закажете эту опцию, дилер установит для вас кабель от обогревателя. Я только что заказал кабель и установлю его, когда он прибудет. Если вы посмотрите на правое переднее колесо, вы увидите красную крышку на разъеме отопителя. Снимите эту красную пластиковую крышку, подключите кабель, и все готово. Мой был построен 27.05.21 в холодную погоду, и в нем нет нагревателя или шнура.
Мой был построен 27.05.21 в холодную погоду, и в нем нет нагревателя или шнура.