
3D-печать вдвое сократила расходы на автотюнинг / Хабр
Источник: facebook.com
Фирма Crazy Grandpa Garage превращает стандартные автомобили в уникальные. Компания представляет полный спектр услуг, начиная от конструирования деталей и заканчивая их производством.
Источник: facebook.com
Клиенты Crazy Grandpa уделяют особое внимание улучшению технических характеристик и внешнего вида своих автомобилей, по большей части — спортивных.
Чтобы удовлетворить спрос, в Crazy Grandpa’s Garage печатают на 3D-принтерах Raise3D эксклюзивные спойлеры, боковые юбки, бамперы и многое другое.
Сотрудники Crazy Grandpa Garage накладывает лист из углеродного волокна на пресс-форму автомобильного спойлера. Источник: raise3D.com
Пока в компании не появились 3D-принтеры, изготовление уникальных деталей высокого качества было сложным процессом, требующим кропотливого труда большой команды квалифицированных специалистов.
3D-печать помогла Crazy Grandpa Garage:
- Исключить этап прототипирования и перейти непосредственно к литью с помощью 3D-печатных форм;
- Автоматизировать процессы изготовления пресс-форм с помощью 3D-принтеров, значительно сократить трудозатраты;
- Гарантировать качество и надежность точных, смоделированных на компьютере частей;
- Снизить производственные затраты на 50%;
- Увеличить надежность деталей;
- Сократить сроки выполнения работ на 83%.
Процесс изготовления деталей
Владелец и главный конструктор компании, которого все называют Big Bear, начинает работу над деталью по индивидуальному заказу с того, что сканирует и измеряет автомобиль. С помощью программного обеспечения для автоматизированного проектирования, он создает чертежи детали и пресс-формы для нее с учетом геометрии конкретного автомобиля, чтобы деталь подошла идеально.
Гараж и офис с принтерами Raise3D N2 (верхний правый стеклянный кабинет). Источник: raise3D.com
3D-принтеры Raise3D N2 и Raise3D N2 Plus* печатают пресс-формы. Источник: raise3D.com
*на данный момент выпущены обновленные версии этих 3D-принтеров: 3D принтер Raise3D Pro2 и Raise3D Pro2 Plus
Характеристики 3D-принтера Raise3D Pro2
Источник: top3dshop.ru
От клиентов поступает много заказов на изготовление наружных деталей для автомашин. Такие элементы, как почти двухметровый спойлер, слишком велики, чтобы напечатать их целиком. С помощью программы ideaMaker Big Bear может разделить модель на 7–8 взаимосвязанных частей и передать задания на печать 3D-принтерам N2 и N2 Plus. Благодаря тому, что печать идет одновременно на нескольких принтерах, время создания каждого изделия значительно сокращается.
3D-печатные фрагменты пресс-формы. Источник: raise3D.com
После того как все отдельные части формы напечатаны, их собирают и шпаклюют для придания окончательной гладкости. Пресс-формы печатаются с выступами и выемками, для соединения элементов пресс-формы друг с другом и для того, чтобы лист углепластика не скользил по время отливки. Затем детали покрывают слоями смолы и углепластика. Смола и углеродное волокно дают высокую прочность в сочетании легкостью.
Пресс-формы печатаются с выступами и выемками, для соединения элементов пресс-формы друг с другом и для того, чтобы лист углепластика не скользил по время отливки. Затем детали покрывают слоями смолы и углепластика. Смола и углеродное волокно дают высокую прочность в сочетании легкостью.
Собранные фрагменты пресс-формы покрывают изнутри эпоксидной смолой. Источник: raise3D.com
Проблемы до появления 3D-принтеров
Раньше фирме нужен был персонал со специальными навыками для производства изделий. Каждая деталь требовала кропотливой ручной работы и длительного времени изготовления.
Поскольку модель создавалась без помощи цифровых методов, она подходила автомобилю приблизительно, для подгонки требовалось сделать прототип. По замерам, которые делал Big Bear, и техническими характеристикам работники вручную создавали прототипы нужной детали. Прототипы вырезали из дерева или отливали из стеклопластика. Прототип тестировали и переделывали до тех пор, пока он не будет соответствовать нужной конструкции. После окончательной доводки прототипа, по нему изготавливали пресс-форму, затем создавали модель из углеволокна вокруг полученной формы.
После окончательной доводки прототипа, по нему изготавливали пресс-форму, затем создавали модель из углеволокна вокруг полученной формы.Создание деталей таким способом требует большого количества высококвалифицированных рабочих. Поскольку конструирование, подгонка и конечное изготовление детали зависят от квалификации людей, многие сложные конструкции порой было невозможно сделать. Кроме того, уход из фирмы квалифицированного работника значительно снижал производительность.
Собранная пресс-форма для спойлера, покрытая смолой и углеродным волокном. Источник: raise3D.com
Решение проблем
С помощью 3D-принтеров Raise3D и программы ideaMaker компания Crazy Grandpa Garage смогла автоматизировать процесс создания кастомных деталей авто. Создание 3D-моделей позволяет проектировать детали любой сложности. 3D-печатные детали очень точные, теперь исключены погрешности, которые случались при ручной работе. Кроме того, время изготовления заказанных изделий сократилось.
Благодаря солидной области печати принтеров Raise3D, Crazy Grandpa Garage может изготовить детали большего размера, чем на многих других широко распространенных настольных принтерах. Надежность печати, большой размер рабочей камеры, возможности программы ideaMaker и работа с сенсорным экраном повышают эффективность и минимизируют трудозатраты.
Стоимость производства снизилась на 50%, надежность конструкции значительно повысилась. Детали теперь получаются очень хорошо подогнанными к автомобилю.
Big Bear считает, что принтеры Raise3D действительно надежны и просты в использовании. Он планирует увеличить парк принтеров, чтобы удовлетворить запросы заказчиков.
Если увеличить количество 3D-принтеров до 12, фирма сократит время производства с 30 дней, которые требовались для ручной работы, до 5.
3D-печать вдвое сократила расходы на автотюнинг
Источник: facebook.com
Статья с сайта raise3D.com переведена для вас Top 3D Shop.
Фирма Crazy Grandpa Garage превращает стандартные автомобили в уникальные.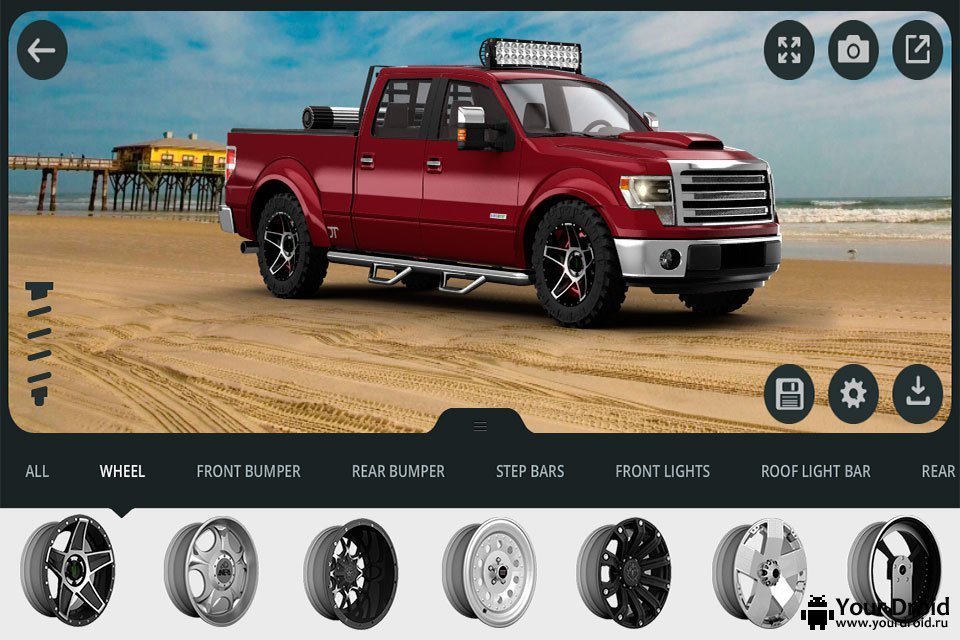 Компания представляет полный спектр услуг, начиная от конструирования деталей и заканчивая их производством.
Компания представляет полный спектр услуг, начиная от конструирования деталей и заканчивая их производством.
Клиенты Crazy Grandpa уделяют особое внимание улучшению технических характеристик и внешнего вида своих автомобилей, по большей части — спортивных.
Чтобы удовлетворить спрос, в Crazy Grandpa’s Garage печатают на 3D-принтерах Raise3D эксклюзивные спойлеры, боковые юбки, бамперы и многое другое.
Сотрудники Crazy Grandpa Garage накладывает лист из углеродного волокна на пресс-форму автомобильного спойлера. Источник: raise3D.com
Пока в компании не появились 3D-принтеры, изготовление уникальных деталей высокого качества было сложным процессом, требующим кропотливого труда большой команды квалифицированных специалистов. Приходилось делать прототипы каждой детали, что увеличивало затраты и время изготовления.
3D-печать помогла Crazy Grandpa Garage:
- Исключить этап прототипирования и перейти непосредственно к литью с помощью 3D-печатных форм;
- Автоматизировать процессы изготовления пресс-форм с помощью 3D-принтеров, значительно сократить трудозатраты;
- Гарантировать качество и надежность точных, смоделированных на компьютере частей;
- Снизить производственные затраты на 50%;
- Увеличить надежность деталей;
- Сократить сроки выполнения работ на 83%.

Процесс изготовления деталей
Владелец и главный конструктор компании, которого все называют Big Bear, начинает работу над деталью по индивидуальному заказу с того, что сканирует и измеряет автомобиль. С помощью программного обеспечения для автоматизированного проектирования, он создает чертежи детали и пресс-формы для нее с учетом геометрии конкретного автомобиля, чтобы деталь подошла идеально.
Гараж и офис с принтерами Raise3D N2 (верхний правый стеклянный кабинет). Источник: raise3D.com
3D-принтеры Raise3D N2 и Raise3D N2 Plus* печатают пресс-формы. Источник: raise3D.com
*На данный момент выпущены обновленные версии этих 3D-принтеров: 3D принтер Raise3D Pro2 и Raise3D Pro2 Plus
Характеристики 3D-принтера Raise3D Pro2
Источник: top3dshop.ru
От клиентов поступает много заказов на изготовление наружных деталей для автомашин. Такие элементы, как почти двухметровый спойлер, слишком велики, чтобы напечатать их целиком. С помощью программы ideaMaker Big Bear может разделить модель на 7–8 взаимосвязанных частей и передать задания на печать 3D-принтерам N2 и N2 Plus. Благодаря тому, что печать идет одновременно на нескольких принтерах, время создания каждого изделия значительно сокращается.
Такие элементы, как почти двухметровый спойлер, слишком велики, чтобы напечатать их целиком. С помощью программы ideaMaker Big Bear может разделить модель на 7–8 взаимосвязанных частей и передать задания на печать 3D-принтерам N2 и N2 Plus. Благодаря тому, что печать идет одновременно на нескольких принтерах, время создания каждого изделия значительно сокращается.
3D-печатные фрагменты пресс-формы. Источник: raise3D.com
После того как все отдельные части формы напечатаны, их собирают и шпаклюют для придания окончательной гладкости. Пресс-формы печатаются с выступами и выемками, для соединения элементов пресс-формы друг с другом и для того, чтобы лист углепластика не скользил по время отливки. Затем детали покрывают слоями смолы и углепластика. Смола и углеродное волокно дают высокую прочность в сочетании легкостью.
Собранные фрагменты пресс-формы покрывают изнутри эпоксидной смолой. Источник: raise3D.com
Проблемы до появления 3D-принтеров
Раньше фирме нужен был персонал со специальными навыками для производства изделий. Каждая деталь требовала кропотливой ручной работы и длительного времени изготовления.
Каждая деталь требовала кропотливой ручной работы и длительного времени изготовления.
Поскольку модель создавалась без помощи цифровых методов, она подходила автомобилю приблизительно, для подгонки требовалось сделать прототип. По замерам, которые делал Big Bear, и техническими характеристикам работники вручную создавали прототипы нужной детали. Прототипы вырезали из дерева или отливали из стеклопластика. Прототип тестировали и переделывали до тех пор, пока он не будет соответствовать нужной конструкции. После окончательной доводки прототипа, по нему изготавливали пресс-форму, затем создавали модель из углеволокна вокруг полученной формы.
Создание деталей таким способом требует большого количества высококвалифицированных рабочих. Поскольку конструирование, подгонка и конечное изготовление детали зависят от квалификации людей, многие сложные конструкции порой было невозможно сделать. Кроме того, уход из фирмы квалифицированного работника значительно снижал производительность.
Собранная пресс-форма для спойлера, покрытая смолой и углеродным волокном. Источник: raise3D.com
Решение проблем
С помощью 3D-принтеров Raise3D и программы ideaMaker компания Crazy Grandpa Garage смогла автоматизировать процесс создания кастомных деталей авто. Создание 3D-моделей позволяет проектировать детали любой сложности. 3D-печатные детали очень точные, теперь исключены погрешности, которые случались при ручной работе. Кроме того, время изготовления заказанных изделий сократилось.
Благодаря солидной области печати принтеров Raise3D, Crazy Grandpa Garage может изготовить детали большего размера, чем на многих других широко распространенных настольных принтерах. Надежность печати, большой размер рабочей камеры, возможности программы ideaMaker и работа с сенсорным экраном повышают эффективность и минимизируют трудозатраты.
Стоимость производства снизилась на 50%, надежность конструкции значительно повысилась. Детали теперь получаются очень хорошо подогнанными к автомобилю.
Детали теперь получаются очень хорошо подогнанными к автомобилю.
Big Bear считает, что принтеры Raise3D действительно надежны и просты в использовании. Он планирует увеличить парк принтеров, чтобы удовлетворить запросы заказчиков.
Если увеличить количество 3D-принтеров до 12, фирма сократит время производства с 30 дней, которые требовались для ручной работы, до 5.
Операции настройки трехмерной поверхности
| Комбинации клавиш |
Surface 3D в MTune.
Примечание. Вращение поверхности можно выполнять только за пределами фактической поверхности (толстая красная стрелка), чтобы предотвратить случайное вращение во время операций мыши на поверхности.
• Используйте мышь, чтобы сделать выбор.
• Переместите выделение с помощью клавиш со стрелками.
• Расширьте/уменьшите выбор, удерживая клавишу SHIFT во время навигации с помощью клавиш со стрелками.
•Нажмите CTRL, чтобы переместить выделение к текущему указателю данных двигателя.
• CTRL + T произведет автонастройку на текущую позицию данных двигателя.
См. сочетание клавиш для полного списка.
Доступные параметры контекстного меню в представлении Surface 3D.
3D: Интерполяция по горизонтали
1. Сделайте выбор, который вы хотите интерполировать между ячейками в горизонтальном направлении (ось SPEED).
2. Щелкните фон правой кнопкой мыши, выберите интерполировать по горизонтали (H). На изображении выше показан пример выполненной горизонтальной интерполяции.
Примечание. Все операции можно отменить с помощью сочетания клавиш CTRL+Z.
3D: Интерполяция по вертикали
1. Сделайте выделение, которое хотите интерполировать между ячейками в вертикальном направлении (ось ЗАГРУЗКИ).
2. Щелкните правой кнопкой мыши фон, выберите интерполировать по вертикали (V).
3. На приведенном выше изображении показан пример выполненной вертикальной интерполяции
Примечание. Все операции можно отменить с помощью сочетания клавиш CTRL+Z.
3D: Блокировка ячеек
1. Щелкните правой кнопкой мыши выделенный фрагмент, щелкните правой кнопкой мыши и выберите Блокировать ячейки.
2. Заблокированная область выделена в режиме Surface 3D.
3D: Разблокировать ячейки
1. Щелкните правой кнопкой мыши на ячейке, которую вы хотите разблокировать, выберите Разблокировать ячейки.
Примечание. Все операции можно отменить с помощью сочетания клавиш CTRL+Z.
3D: очистить настроенные маркеры
Пример того, как в представлении Surface 3D отображаются «настроенные ячейки». Дополнительные сведения о настроенных ячейках см. в разделах Автонастройка (из файла журнала) и Автонастройка (локально).
3D: расширенные элементы RT
Включает дополнительные значения данных в реальном времени в указателе данных механизма в некоторых таблицах.
Поверхность проволоки (меньше цветов)
Если вы хотите менее красочное 3D-изображение, вам подойдет «поверхность проволоки».
Следовать (принудительно)
Выделения (зеленые) следуют за данными двигателя и окружают их, чтобы упростить изменение значений в положении двигателя.
Включить полное вращение
Если флажок установлен, MTune не запрещает вам вращать поверхность в «странном» направлении, теперь вы можете вращать ее как угодно.
Обратная ось нагрузки
Обратная ось нагрузки, включена по умолчанию при просмотре таблицы основного зажигания.
Настройки автонастройки в реальном времени
Имеет два параметра, которые влияют на приведенную ниже функцию автонастройки в реальном времени.
Скорость регулятора
Зависит от компьютера и скорости USB, так как процесс выполняется в программе MTune.
• Быстро.
• нормальный (рекомендуется).
•медленно.
Максимальное количество поправок
Указывает, насколько ограничивать расчетную поправку, применяемую к основной таблице VE.
•Небольшие корректировки.
• нормальный (рекомендуется).
• большие регулировки.
Включить автонастройку в реальном времени с помощью T.
Если эта функция включена, экспериментальную функцию «автонастройки в реальном времени» (доступную только в 3D) можно активировать нажатием клавиши «T» на клавиатуре.
Примечание. Используются текущая лямбда, целевая лямбда и текущая лямбда-коррекция для расчета необходимых корректировок (ошибка лямбда-коррекции) в конкретном месте.
1. Включите функцию автонастройки в реальном времени, щелкнув правой кнопкой мыши за пределами фактической поверхности и выбрав.
2. Нажмите «T» для переключения между автоматической настройкой в реальном времени и нормальной работой. Любая функция автонастройки обозначается мигающей надписью Автонастройка… в правом нижнем углу.
• Не выполняет автонастройку при отключении подачи топлива/зажигания.
• Не выполняет автонастройку при ускорении.
• Автоматически замедляет процесс автонастройки в диапазоне от 600 до 1500 об/мин.
• Не работает ниже 600 об/мин.
•Требуется работающий лямбда-зонд.
Линия трассировки значений
Доступна выбираемая длина линии трассировки значений.
Настройка контроля температуры отопителя
Руководство по использованию M303 для автоматической настройки горячих и прикроватных нагревателей, как вручную установить значения PID в M307, а также рекомендации по устранению неполадок.
Этот документ относится к: всем платам Duet
Версии прошивки: RepRapFirmware 1. 15 и выше
15 и выше
Каждый контроллер нагрева в RepRapFirmware 1.15 и выше может работать как в релейном, так и в ПИД-режиме. При работе в режиме PID он может получить свои параметры PID одним из двух способов:
- Использовать два набора параметров PID, рассчитанных по модели первого порядка + время задержки (FOPDT) системы отопления. Параметры модели FOPDT могут быть получены с помощью автонастройки или настроены вручную с помощью M307.
- Используйте один набор устаревших параметров PID, настроенных вручную с помощью M301. Это обеспечивает обратную совместимость с предыдущими версиями и предоставляет запасной вариант, если поведение вашей системы отопления не может быть достаточно хорошо аппроксимировано моделью FOPDT.
Параметры PID задаются в config.g вручную или в config_override.g при сохранении с помощью M500. Если в config.g нет определений или параметров нагревателя:
- В RepRapFirmware 3.x по умолчанию нагреватели не определены; настроить датчик температуры и нагреватель с М308 и М950 соответственно, затем установите параметры PID с помощью M307.

- В RepRapFirmware 2.x и более ранних версиях контроллер нагревателя платформы по умолчанию работает в режиме «всплеск», а нагреватели экструдера используют параметры PID по умолчанию.
Если вы используете команду M301 для установки устаревших параметров ПИД, контроллер для этого нагревателя переключается на их использование. Если вы выполнили успешную автонастройку или установили параметры модели вручную с помощью M307, контроллер снова переключится на использование параметров ПИД-регулятора, полученных из модели.
Чтобы увидеть, какой набор параметров используется, запустите M307 H#, где H — номер нагревателя, и это сообщит вам либо о том, что модель используется (поэтому для этого нагревателя используются параметры PID на основе модели), или не используется (поэтому используются устаревшие параметры PID).
Каждый контроллер нагрева выполняет мониторинг температуры, чтобы попытаться обнаружить неисправности, такие как падение нагревателя или термистора из нагревательного блока экструдера. Монитор температуры полагается на параметры модели, чтобы решить, какое поведение является разумным. Поэтому, даже если вы решите использовать устаревшие параметры ПИД-регулятора или импульсное управление, вам все равно следует определить приблизительную модель нагревателя, чтобы обеспечить хороший мониторинг нагревателя без ложных срабатываний.
Монитор температуры полагается на параметры модели, чтобы решить, какое поведение является разумным. Поэтому, даже если вы решите использовать устаревшие параметры ПИД-регулятора или импульсное управление, вам все равно следует определить приблизительную модель нагревателя, чтобы обеспечить хороший мониторинг нагревателя без ложных срабатываний.
Автоматическая настройка запускается командой M303:
M303 h2 S240 ; автонастройка нагревателя 1, ШИМ по умолчанию (100%), цель 240C М303 ; сообщить о статусе автонастройки или последнем результате
См. здесь пошаговый пример выполнения процедуры автонастройки.
RepRapFirmware 3.2 представил новый алгоритм настройки нагревателя. Этот алгоритм более точен, чем старый (особенно при измерении времени простоя), часто выполняется быстрее, чем старый алгоритм, и более переносим на прошивку платы расширения и инструментальной платы (автоматическая настройка нагревателей, подключенных к расширению Дуэт 3, и инструментальная платы реализовано в RRF 3. 3). Это также позволяет настраивать инструмент, а не только нагреватель, который настраивает нагреватель с соответствующими вентиляторами как при выключении, так и при включении. Цель этого состоит в том, чтобы позволить управлению нагревателем реализовать упреждающую связь, которая отслеживает изменения ШИМ вентилятора и регулирует мощность нагревателя до того, как алгоритм ПИД распознает, что что-то изменилось.
3). Это также позволяет настраивать инструмент, а не только нагреватель, который настраивает нагреватель с соответствующими вентиляторами как при выключении, так и при включении. Цель этого состоит в том, чтобы позволить управлению нагревателем реализовать упреждающую связь, которая отслеживает изменения ШИМ вентилятора и регулирует мощность нагревателя до того, как алгоритм ПИД распознает, что что-то изменилось.
М303 Т0 S205 ; настроить первичный нагреватель инструмента 0
Кроме того, новый алгоритм позволяет задавать температуру окружающей среды (параметр А) для настройки нагревателя, который был включен и не остыл до температуры окружающей среды. Также можно настроить гистерезис цикла настройки (параметр Y) и ШИМ вентилятора (параметр F).
При настройке автоматическая настройка будет выполнять несколько фаз (нагрев, стабилизация, выключение вентилятора, включение вентилятора), циклически переключаясь между заданной температурой и температурой на 5°C ниже ее. Он измеряет скорость нагрева и охлаждения на последних 3 градусах Цельсия каждого цикла и накапливает среднее значение и стандартное отклонение. Как правило, цикл нагрева/охлаждения выполняется 8 раз, но может быть до 30 раз, если показания не соответствуют друг другу (шумный термистор или большая тепловая масса). Вы можете использовать параметр Y для изменения гистерезиса.
Он измеряет скорость нагрева и охлаждения на последних 3 градусах Цельсия каждого цикла и накапливает среднее значение и стандартное отклонение. Как правило, цикл нагрева/охлаждения выполняется 8 раз, но может быть до 30 раз, если показания не соответствуют друг другу (шумный термистор или большая тепловая масса). Вы можете использовать параметр Y для изменения гистерезиса.
Если у вас уже есть рабочие значения для M307 от использования старых версий автонастройки, нет особой необходимости повторно запускать эту новую версию автонастройки (хотя она может улучшить температурную стабильность). Просто используйте существующие значения M307.
Параметр S — это температура нагрева. Значение по умолчанию зависит от того, какой обогреватель вы настраиваете. При автонастройке нагреватель будет работать на заданной мощности до достижения этой температуры, а затем выключится; так что температура несколько превысит целевое значение
Существует также необязательный параметр P, который представляет собой используемое значение ШИМ. Если ваш нагреватель не сильно перегружен, используйте значение ШИМ по умолчанию, равное 1,0.
Если ваш нагреватель не сильно перегружен, используйте значение ШИМ по умолчанию, равное 1,0.
Внимание! Во время автонастройки имеется минимальная защита от сбоев нагрева. Поэтому не оставляйте принтер без присмотра во время автонастройки.
Внимание! Настройка всегда будет превышать целевую температуру. Это необходимо учитывать при выборе целевой температуры. Сам нагреватель отключается при достижении заданной температуры, поэтому перерегулирование происходит исключительно из-за избыточной тепловой массы в нагревателе и плохой связи с термистором.
Одновременно может выполняться автоматическая настройка только одного обогревателя.
Перед началом автоматической настройки настраиваемый нагреватель должен иметь комнатную температуру или близкую к ней, а его показания температуры должны быть стабильными. Исключением является использование параметра A в M303 (RRF 3.2 и выше).
[RRF 3.2 и более поздние версии] При настройке нагревателя горячего конца переместите сопло ближе к основанию, т. е. в пределах 1 мм. Затем настройка компенсирует влияние вентиляторов горячего конца (охлаждающего вентилятора горячего конца и вентилятора частичного охлаждения, если нагреватель настраивается как инструмент).
е. в пределах 1 мм. Затем настройка компенсирует влияние вентиляторов горячего конца (охлаждающего вентилятора горячего конца и вентилятора частичного охлаждения, если нагреватель настраивается как инструмент).
Отправьте M303 с параметром H (и опционально с параметрами P и S), чтобы запустить процесс автонастройки. Сообщение будет сгенерировано, когда автоматическая настройка будет завершена или отменена. Вы также можете запустить M303 без параметров, чтобы увидеть текущий статус автонастройки.
Если автонастройка прошла успешно, параметры новой модели устанавливаются (но не сохраняются) и используются рассчитанные на их основе параметры ПИД-регулятора. Вы можете увидеть эти параметры, выполнив команду M307 H#, где # — номер нагревателя M307 также будет указывать на то, что модель используется, что означает, что используются параметры PID, отображаемые M307, а не параметры PID, отображаемые M301.
Настройка нагревателя горячего конца обычно занимает от пяти до десяти минут. Настройка нагревателя кровати может занять более получаса, в зависимости от тепловой мощности кровати. Вы можете отменить настройку, отправив M0.
Настройка нагревателя кровати может занять более получаса, в зависимости от тепловой мощности кровати. Вы можете отменить настройку, отправив M0.
После того, как вы запустили автонастройку и убедились, что управление нагревателем работает нормально, сохраните параметры нагревателя. Это можно сделать двумя способами:
- Если у вас есть команда M501 в конце или ближе к концу файла config.g для запуска файла config-override.g, запустите M500, чтобы сохранить параметры обогревателя в config-override.g.
- В противном случае скопируйте команду M307, которая была предложена после завершения автонастройки, в config.g, заменив любую существующую команду M307 для того же отопителя.
Убедитесь, что после команды M307 для того же нагревателя нет команды M301, иначе модель не будет использоваться.
После успешной настройки с помощью M303 вы все еще можете получить эту ошибку при нагреве кровати.
- Убедитесь, что вы скопировали настройки успешной настройки нагревателя M303 в config.
 g или они были сохранены в config-override.g с M500
g или они были сохранены в config-override.g с M500 - Скопируйте строку M307 из config.g или config-override.g и вставьте ее в командную строку DWC. например
M307 H0 R0.300 K0.572:0.000 D8.00 E1.35 S1.00 B0
- Уменьшите значение параметра R и немного увеличьте значение параметра D, например,
M307 H0 R0.200 K0.572:0.000 D10.00 E1.35 S1.00 B0
- Нажмите ввод. Скопируйте новую настройку обратно в config.g или отправьте M500 для сохранения изменений в config-override.g
- Проверьте режим нагрева кровати и отрегулируйте снова, если проблемы не устранены.
В RRF3 больше не используется предположение модели нагревателя по умолчанию, используемое для кровати. Следовательно, вы должны выполнить автоматическую настройку ПИД-регулятора, чтобы дать встроенному программному обеспечению модель производительности нагревателя кровати. Если этого не сделать, появится сообщение об ошибке, что температура нагревателя не растет достаточно быстро и поэтому срабатывает тепловая защита. Запуск автоматической настройки ПИД-регулятора для кровати и сохранение результатов должны устранить ошибку.
Запуск автоматической настройки ПИД-регулятора для кровати и сохранение результатов должны устранить ошибку.
- Если автоматическая настройка завершается сбоем с сообщением о том, что температура не растет достаточно быстро, это означает, что либо вы используете слишком низкое значение P в команде M303, либо мертвое время в существующей модели слишком мало для вашей обогреватель. Вы можете увеличить мертвое время с помощью команды M307. Например, отправка M307 H0 D30 увеличит мертвое время до 30 секунд. Фактическое мертвое время будет известно после успешной автоматической настройки.
Параметры модели можно изменить и сообщить с помощью команды M307. Примеры:
M307 h2 A350 C139 D5.5 B0 ; установить параметры модели для нагревателя 1 и использовать режим PID М307 h2 ; сообщать о параметрах модели нагревателя 1 и о том, используется ли эта модель
Параметр H указывает нагреватель.
Параметр A представляет собой коэффициент усиления модели, который представляет собой предельное повышение температуры, деленное на долю ШИМ. Например, коэффициент усиления 350 означает, что при постоянной ШИМ 50 % температура в конечном итоге достигнет температуры окружающей среды плюс 350 * 0,5 °C.
Например, коэффициент усиления 350 означает, что при постоянной ШИМ 50 % температура в конечном итоге достигнет температуры окружающей среды плюс 350 * 0,5 °C.
В RRF 3.3 и более поздних версиях параметр A заменен параметром R, который представляет собой скорость нагрева в градусах Цельсия/с на полной мощности, когда температура нагревателя близка к температуре окружающей среды.
Параметр D представляет собой мертвое время, то есть задержку между изменением ШИМ и заметным влиянием на скорость изменения температуры.
Параметр C представляет собой постоянную времени модели. Это можно представить как время, необходимое для повышения температуры до 63,2% от ее предельного значения после включения нагревателя из холодного состояния при постоянной ШИМ, за вычетом мертвого времени.
Вы можете ограничить ШИМ, добавив подходящий параметр S, например, S0.8 ограничит ШИМ до 80%.
Чтобы использовать релейный режим вместо PID, измените B0 на B1. В релейном режиме параметр S по-прежнему используется для ограничения ШИМ при включении нагревателя.
- При необходимости используйте M307 для установки некоторых параметров, позволяющих добиться стабильной температуры. Стандартные могут работать.
- Установите обогреватель на обычно используемую температуру и подождите, пока температура не стабилизируется. Не имеет значения, если он все еще медленно ползет вверх, но он не должен колебаться (если он колеблется, увеличьте параметр M307 D).
- Отправьте M573 P# (где # — номер нагревателя), чтобы сообщить средний PWM.
- Коэффициент усиления: (фактическая_температура_нагревателя — температура_окружающей_температуры)/средний_шим.
Включите нагреватель из холодного состояния, подождите несколько секунд, пока температура не начнет повышаться, затем определите, сколько времени потребуется, чтобы температура повысилась еще на одну величину, например, 10C (для нагревателя с медленным слоем вы можете использовать меньшую температуру, например, 5C). Разделите это повышение температуры на время в секундах, чтобы получить скорость нагрева.
При горячем нагревателе с постоянной температурой Tstart рассчитайте следующую целевую температуру:
Tцелевая = Tначальная * 0,37 + Tокружающая среда * 0,63
Выключите нагреватель и определите, сколько секунд требуется для снижения температуры до Tцелевой. Это постоянная времени.
При необходимости можно вручную отрегулировать параметры модели M307 следующим образом:
- Если во время начального нагрева температура ниже заданной, уменьшите параметр A ((RRF 3.2 и более ранние версии) или увеличьте параметр R (RRF 3.3 и позже). Если он выходит за пределы цели, увеличьте параметр A или уменьшите параметр R. Попробуйте увеличить/уменьшить его на 5% или 10%.
- Если реакция на внешние изменения температуры (например, включение вентилятора охлаждения принтера) слишком медленная, уменьшите параметр D. Если температура не стабильна, но колеблется вокруг целевой температуры, даже когда печатающая головка неподвижна, увеличьте параметр D.
 Попробуйте увеличить/уменьшить его на 30%.
Попробуйте увеличить/уменьшить его на 30%.
Этот режим предназначен для использования в качестве резервного, если настройка на основе модели работает недостаточно хорошо. Параметры настраиваются с помощью команды M301. Пример:
M301 h2 P10 I0.2 D50 T0.3
Параметр H — это номер нагревателя. Обычно 0 — нагреватель слоя, 1 — нагреватель экструдера 0 и так далее.
P, I и D являются стандартными пропорциональными. интегральные и дифференциальные коэффициенты, масштабированные на 255 для совместимости со старыми прошивками. Отрицательное значение P означает использование импульсного управления.
Предыдущие прошивки также имели параметры B, S, T и W в команде M301. Они больше не используются.
Даже при использовании устаревших параметров ПИД модель нагревателя, заданная M307, по-прежнему используется микропрограммой для определения того, ведет ли себя нагреватель ожидаемым образом, и в противном случае выдает ошибку нагревателя.
Если микропрограмма обнаружит температурную аномалию, она отключит соответствующий нагреватель и переведет его в состояние неисправности. Это можно увидеть в DuetWebControl, который покажет состояние этого обогревателя как «неисправность», а не как «активен», «ожидает» или «выключен».
Вы можете сбросить нагреватель, находящийся в состоянии неисправности, с помощью команды M562 P#, где # — номер нагревателя.
Когда нагреватель переходит в состояние неисправности, генерируется сообщение об ошибке с указанием причины. Вы можете просмотреть сообщение на странице консоли DuetWebControl или PanelDue. Наиболее распространенные причины:
- Показания температуры были слишком низкими для нескольких последовательных показаний, что предполагает отключение термистора
- Показания температуры превышали предел, установленный M143, для нескольких последовательных показаний
- Термопара или микросхема интерфейса PT100 сообщили об ошибке для нескольких последовательных показаний
- Во время начального нагрева температура повышалась не так быстро, как ожидалось.
 Это может произойти, если у вас медленный или маломощный нагреватель, и вы не настроили модель нагревателя так, чтобы у вашего нагревателя было большее мертвое время или меньший коэффициент усиления, чем у модели по умолчанию
Это может произойти, если у вас медленный или маломощный нагреватель, и вы не настроили модель нагревателя так, чтобы у вашего нагревателя было большее мертвое время или меньший коэффициент усиления, чем у модели по умолчанию - Нагреватель достиг заданной температуры, но впоследствии температура изменилась более чем на +/-10°C. Это может произойти, если вы используете неподходящие параметры PID или если вы включаете очень мощный вентилятор охлаждения печати, который чрезмерно охлаждает сопло.
Существует три способа использования двух термисторов для управления одним нагревателем:
- Соедините их последовательно. Показания температуры будут усредняться со смещением в пользу более холодного. Если какой-либо провод оборвется, вы получите обычное показание -273C, и нагреватель выйдет из строя.
- Соедините их параллельно. Показания температуры будут усредняться со смещением в пользу более горячего. Если один из проводов термистора обрывается, температура будет занижена, и в конечном итоге вы слишком сильно нагреетесь.
