
Замены блока цилиндров — Статьи
Замены блока цилиндров производится в случае выхода из строя этой детали. Прокладка используется для обеспечения герметичности внутри пространства между цилиндрами и головкой двигателя. Эта деталь обладает высокой устойчивостью к температурным перепадам, однако даже она нуждается в замене в случае израсходования своего ресурса.
Без неё на блок цилиндров постоянно воздействуют технические жидкости. Как осуществляется замена головки блока цилиндров? Это можно сделать самостоятельно или обратиться в автосервис. Процесс отличается высокой сложностью, но это можно осуществить в домашних условиях.
Замена блока цилиндров является ответственным процессом и для его выполнения необходимо хотя бы посмотреть видео и прочитать соответствующую инструкцию. Также рекомендуется обладать базовыми слесарными навыками.
Как произвести замену данной детали?
Замена прокладки головки блока цилиндров осуществляется поэтапно.
Оправка для прессования резиновой втулки. Оправка для колпачков, отвечающих за «отталкивание» масла. Микрометр для изменения втулок и клапанов. Развёртка для работы с новыми втулками – размера инструмента 8.03 мм. Оправка для прессования втулок.
Также нужно приобрести электрическую плитку и нагреватель закрытого типа. Она используется для нагрева головки перед прессованием втулок. Не забудьте достать устройство для фиксирования клапанов в процессе работы с пружинами. Вы можете взять простой кусок дерева.
Отметим, что головка блока цилиндров ВАЗ не меняется полностью – обычно имеют в виду замену прокладки. Самое главное, это заменить тонкую прокладку, созданной из металла или асбеста. Основной признак, что пора менять прокладку – это утечка масла или других технических жидкостей.
Отключить подачу тока внутри автомобиля. Слить антифриз (внутри системы охлаждения). Убрать ремень ГРМ. Произвести демонтаж всех элементов крепления, на которых держится прокладка. Снять верхнюю часть блока цилиндров.
Теперь можно начать удалять прокладку. Обратите внимание, что при ремонте данного типа нужно учитывать конкретную модель автомобиля.
Вы обесточили аккумулятор и теперь нужно сделать монтаж поршня первого цилиндра – выставьте положение первого такта и слейте жидкость. Затем необходимо уменьшить давление внутри системы подачи электричества и отсоединить трубу системы выхлопа. Доступ к головке цилиндра открыт, и можно снимать верхнюю крышку.
Далее ищем регулятор расходования воздуха и убираем все провода, присоединённые к этой конструкции. Ослабляем элемент крепления- держатели штуцера, подсоединённых к дроссельному узлу, и производим демонтаж детали вместе основой фильтра для воздуха. Не забудьте убрать шланг для забора воздуха.
Ослабляем элемент крепления- держатели штуцера, подсоединённых к дроссельному узлу, и производим демонтаж детали вместе основой фильтра для воздуха. Не забудьте убрать шланг для забора воздуха.
Ищем элемент крепления, который держит трубу водяного насоса. Откручиваем его и убираем в сторону контейнер, а после ослабляем элементы крепления. Демонтируем шланги отводящего и подводящего типа для подачи антифриза, которые идут от дроссельного узла. Теперь нужно ослабить крепёж, который закрепляет шланг тормозов и штуцер. Не забудьте разделить все провода.
Находим, где заканчиваются провода и временно отсоединяем от свечей зажигания. Убираем отсоединённые провода и снимаем крышку распределительного вала и ремень ГРМ. Нужно помнить о необходимости регулировки двух валов.
Наконец-то пришло время прокладки. Нужно вывернуть все элементы крепления и убрать их. Делать это можно только на остывшем двигателе. Убираем головку – отметим, что её масса достаточно большая и делать это лучше с помощником. После этого нужно убрать грязь с поверхности ГБЦ, пока она не станет чистой и сухой. Иногда внутри пространства с резьбой попадает масло. Его нужно очистить, так как из-за него могут появиться трещины при закручивании.
После этого нужно убрать грязь с поверхности ГБЦ, пока она не станет чистой и сухой. Иногда внутри пространства с резьбой попадает масло. Его нужно очистить, так как из-за него могут появиться трещины при закручивании.
Осталось взять новую прокладку и установить её на место. Собираем всю конструкцию в обратном порядке. Ещё раз хотим обратить ваше внимание, что процесс требует опыта и если вы ни разу не чинили автомобиль, то лучше не тратить своё время и сразу обратиться к профессионалу в автосервисе.
Каждая ошибка чревата дополнительными временными затратами. Обязательно обесточьте аккумулятор и дайте двигателю полностью остыть – это может занять несколько часов в зависимости от погодных условий.
Как понять, что прокладка ГБЦ неисправна?
Чтобы на 100% убедиться, что данная деталь вышла из строя, необходимо просто осмотреть её визуально. Но для того чтобы поменять прокладку, придётся разбирать всю конструкцию, что занимает достаточно много времени. Если вы уже успели заметить симптомы её окончательного износа, то необходимо срочно произвести замену блока цилиндров. Когда нужно делать замену:
Если вы уже успели заметить симптомы её окончательного износа, то необходимо срочно произвести замену блока цилиндров. Когда нужно делать замену:
Внутри системы охлаждения попадает масло. В системе подачи масла попал антифриз. Технические жидкости попадают внутри камеры сгорания. В системе охлаждения появляются отработанные газы.
Основным признаком необходимости замены прокладки является чрезмерный расход технических жидкостей. Двигатель начинает очень часто перегреваться, а уровень масла постоянно поднимается. Внутри расширительного бачка можно наблюдать пузырьки, а выхлоп приобретает густой белый цвет. Цилиндры двигателя начинают работать нестабильно, а цвет антифриза меняется.
Эти симптомы могут происходить вместе или по отдельности. Даже судя по ним нельзя сказать, что сломалась именно прокладка. Вы можете проверить её состояние самостоятельно или пригнать автомобиль на диагностику.
Чтобы правильно выбрать новую прокладку нужно знать VIN машины. Для машин отечественного производства достаточно знать модель двигателя. На рынке вам предложат много вариантов прокладок и аналоги оригинального продукта. Если вы хотите купить копию оригинала, то выбирайте продукты популярных производителей, которые обладают хорошей репутацией.
Для машин отечественного производства достаточно знать модель двигателя. На рынке вам предложат много вариантов прокладок и аналоги оригинального продукта. Если вы хотите купить копию оригинала, то выбирайте продукты популярных производителей, которые обладают хорошей репутацией.
Уплотнитель лучше покупать в магазинах автозапчастей и даже если вам продадут брак, то сделают замену. В процессе замены будьте очень внимательны и проведите все необходимые подготовительные работы. Без соответствующего опыта настоятельно не рекомендуем проводить работу этого типа. В процессе монтажа прокладки лучше использовать новые элементы крепления, если это для вас возможно. Рекомендуем применять динамометрический ключ, и если всё сделано правильно, то новая прокладка будет служить долго.
Задайте себе вопрос, готовы ли вы осуществлять всю процедуру самостоятельно или вы желаете освободить себя от грязной работы и доверить дело мастеру. Второй вариант кажется целесообразным для большинства водителей, так как такой вариант позволяет сэкономить своё время.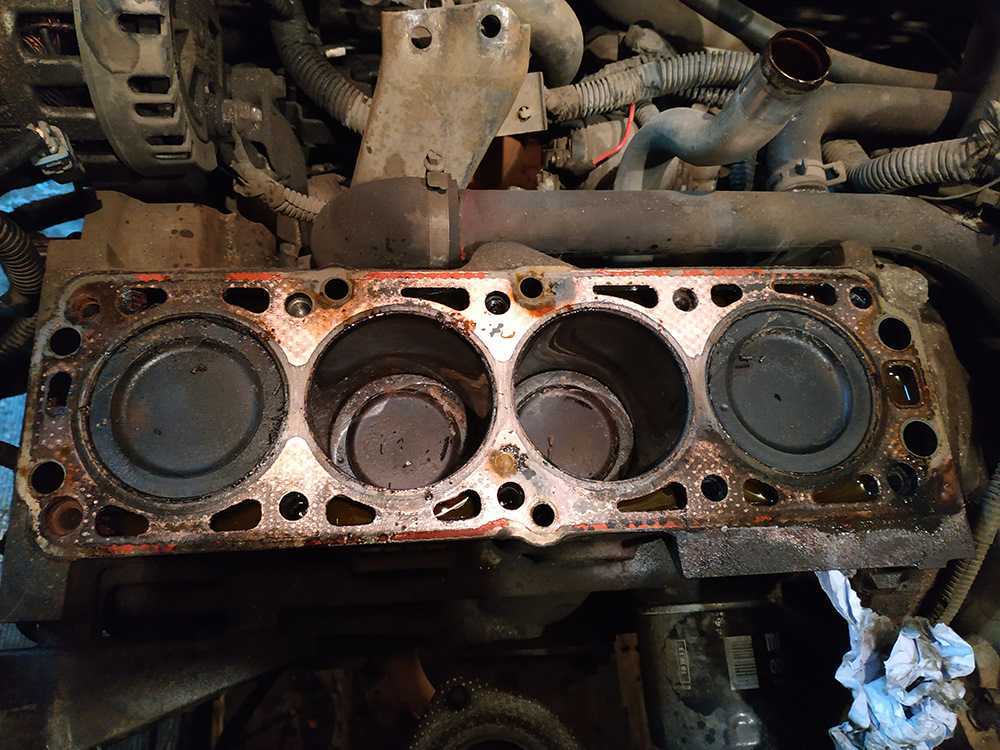
Как работает Uremont?
01
Создаете заявку
с кратким описанием работ и желаемой датой ремонта. Потратите не более 3 минут
02
Получаете предложения
от специализированных автосервисов в личном кабинете
03
Сравниваете ответы
наиболее подходящие по стоимости, отзывам, местоположению и другим параметрам
04
Подтверждаете запись
а также все условия ремонта и можно смело ехать в автосервис
Создание заявки абсолютно бесплатно и займет у вас не более 5 минут
Создать заявку
Замена блока цилиндров двигателя, прокладки ГБЦ, головки блока. Оформление замены двигателя в ГИБДД. Как поменять заглушки, дефектовка БЦ
С 10 июня 2017 г. ужесточились требования к номерным агрегатам автомобиля. Поэтому замена блока цилиндров, как и установка контрактного мотора, теперь требуют регистрации изменений в конструкции автомобиля. Поговорим не только о затяжке болтов и установке прокладки ГБЦ, без которых невозможна замена головки блока, БЦ двигателя, но и о регистрации нового блока в ГИБДД.
ужесточились требования к номерным агрегатам автомобиля. Поэтому замена блока цилиндров, как и установка контрактного мотора, теперь требуют регистрации изменений в конструкции автомобиля. Поговорим не только о затяжке болтов и установке прокладки ГБЦ, без которых невозможна замена головки блока, БЦ двигателя, но и о регистрации нового блока в ГИБДД.
Оформление в ГИБДД
Некоторые из причин, по которым в Госавтоинспекции не проводятся регистрационные действия с ТС:
- обнаружены факты подделки, изменения, уничтожения номеров двигателя, кузова, рамы, кабины;
- имеется несоответствие транспортных средств и номерных агрегатов сведениям, указанным в представленных документах, или регистрационным данным;
- наличие сведений о нахождении транспортных средств, номерных агрегатов в розыске или представленных документов в числе утраченных, похищенных.
Номер двигателя наносится на блоке цилиндров, поэтому процедура замены требует обязательного оформления в ГИБДД.
- Вам необходимо найти блок цилиндров либо комплектный двигатель, который соответствует ранее установленной модели мотора, не числится в базе розыска ГИБДД и имеет читаемый номер.
- Обратитесь в МРЭО ГИБДД и получите разрешение на замену.
- Замените блок-картер двигателя.
- Обратитесь в МРЭО ГИБДД для внесения изменений в ПТС, после чего в паспорте будет отмечен факт замены силового агрегата. При этом свидетельство о регистрации ТС менять не нужно.
Дефектовка
Возможные дефекты:
- трещины между рубашкой охлаждения и каналами циркуляции масла – наиболее значительный дефект, с которым вы можете столкнуться при выборе нового блока цилиндров. Микротрещины приводят к смешиванию антифриза с моторным маслом, а трещины между рубашкой охлаждения и цилиндрами провоцируют попадание антифриза в цилиндры;
- кривизна привалочной плоскости, повреждения, возникшие вследствие использования некачественной охлаждающей жидкости.
 Вы не найдете б/у блок цилиндров с идеальной плоскостью. Но степень деформации должна быть в пределах допусков, чтобы после шлифовки либо фрезеровки блока из-за уменьшения объема камеры сгорания не повысилась критически степень сжатия. Учитывайте, что перед установкой прокладки плоскость головки также придется выровнять. Идеальное соответствие привалочных плоскостей блока и ГБЦ необходимо для плотного прилегания прокладки головки блока цилиндров.
Вы не найдете б/у блок цилиндров с идеальной плоскостью. Но степень деформации должна быть в пределах допусков, чтобы после шлифовки либо фрезеровки блока из-за уменьшения объема камеры сгорания не повысилась критически степень сжатия. Учитывайте, что перед установкой прокладки плоскость головки также придется выровнять. Идеальное соответствие привалочных плоскостей блока и ГБЦ необходимо для плотного прилегания прокладки головки блока цилиндров.
Густой белый дым из выхлопной трубы — явный признак попадания антифриза в камеру сгорания.
- Кривизна в таком случае даже после правильной затяжки болтов ГБЦ приведет к образованию зон послаблений, которые будут потенциальными местами прогара прокладки, попадания ОЖ в цилиндры, смешивания ОЖ с маслом;
- повреждения рабочей поверхности цилиндров. Важно измерить величину овальности, конусности, кольцевой выработки в верхней части цилиндров. Все эти дефекты являются естественным последствием работы кривошипно-шатунного механизма и ЦПГ.
 Степень деформации, задиры убираются расточкой, после которой диаметр цилиндров должен соответствовать ремонтному размеру поршней;
Степень деформации, задиры убираются расточкой, после которой диаметр цилиндров должен соответствовать ремонтному размеру поршней; - повреждение резьбы. Если резьба сильно вытянута либо и вовсе сорвана, прикрутить с необходимым усилием головку блока цилиндров, чтобы создать достаточное прижимное усилие прокладки ГБЦ, у вас не получится;
- негерметичность заглушек.
Как проверить
К сожалению, в домашних условиях проверить блок на герметичность очень сложно. Точное заключение можно получить только после опрессовки, в процессе которой блок с заглушенными отверстиями системы охлаждения помещается в резервуар с подогретой жидкостью. Герметичность проверяется подачей под давлением воздуха в один из каналов рубашки охлаждения. За неимением доступа к опрессовочному стенду рекомендуем воспользоваться показанным на видео народным методом проверки блока цилиндров на предмет трещин.
Привалочная плоскость блока цилиндров проверяется специальной линейкой для проверки плоскостей и мерными щупами. Даже не пытайтесь определить кривизну на глаз, так как величина допусков измеряется в сотых частях миллиметра.
Даже не пытайтесь определить кривизну на глаз, так как величина допусков измеряется в сотых частях миллиметра.
Проверять следует не только продольную, но и поперечную кривизну блока, ГБЦ! Особое внимание этому моменту следует уделять после перегрева двигателя.
Дефектовка рабочей поверхности цилиндров заключается в измерении нутрометром диаметра окружности в средней части, местах перекладки поршня в НМТ и ВМТ. Это позволяет адекватно оценить износ рабочей зоны цилиндра, наличие конусности.
На основании данных по каждому цилиндру, которые при проверке вносятся в таблицу дефектовки, можно сделать вывод о необходимости ремонта или замены блока цилиндров. Контрольная линейка со щупами для проверки плоскостей, нутромер – специализированный инструмент, покупать который для личного использования часто просто нецелесообразно. Поэтому процесс дефектовки рекомендуем доверить опытному токарю либо мотористу.
Ремонт
Замена блока цилиндров при должном подходе означает капитальный ремонт двигателя. Как вы могли догадаться, у вас не получится установить в другой блок цилиндров старые поршни, кольца, вкладыши. Ремонт БЦ при замене главным образом заключается в выравнивании привалочной плоскости, расточке в ремонтный размер и правильной хонинговке цилиндров. На многих автомобилях конструкция блок-картера предполагает установку сухих либо мокрых гильз. При невозможности расточки и подборе поршней ремонтного размера следует установить новые гильзы. Также причиной для замены может послужить надлом бурта гильзы, износ посадочных поясков, износ внешней поверхности, трещины.
Как вы могли догадаться, у вас не получится установить в другой блок цилиндров старые поршни, кольца, вкладыши. Ремонт БЦ при замене главным образом заключается в выравнивании привалочной плоскости, расточке в ремонтный размер и правильной хонинговке цилиндров. На многих автомобилях конструкция блок-картера предполагает установку сухих либо мокрых гильз. При невозможности расточки и подборе поршней ремонтного размера следует установить новые гильзы. Также причиной для замены может послужить надлом бурта гильзы, износ посадочных поясков, износ внешней поверхности, трещины.
Восстановление резьбы
Косвенным образом резьбу можно проверить, вкручивая болты крепления ГБЦ от руки, то есть без использования воротка, ключа. Болт должен вкручиваться с небольшим, но равномерным усилием. Тем не менее вытянутая либо сорванная резьба – далеко не приговор для блок-картера. Восстановить ее можно методом вкручивания ремонтной вставки.
Как поменять заглушки
Негерметичность в местах установки заглушек технологических отверстий приведет к утечке охлаждающей жидкости. Перед установкой обязательно очистите посадочные места от коррозии, старого герметика. При запрессовке новой заглушки усилие следует прилагать только к наружной кромке, поэтому правильная замена потребует подбора наставки. Для дополнительной герметизации места стыка нанесите на новую заглушку небольшое количество прокладочного герметика. Весь процесс замены заглушек наглядно продемонстрирован на видео.
Перед установкой обязательно очистите посадочные места от коррозии, старого герметика. При запрессовке новой заглушки усилие следует прилагать только к наружной кромке, поэтому правильная замена потребует подбора наставки. Для дополнительной герметизации места стыка нанесите на новую заглушку небольшое количество прокладочного герметика. Весь процесс замены заглушек наглядно продемонстрирован на видео.
Выполняем работы своими руками
- Придерживайтесь рекомендованной последовательности затяжки болтов ГБЦ.
- Болты крепления ГБЦ, шестерен, шкивов и других ответственных агрегатов затягивайте только с рекомендованным усилием. Поможет вам в этом динамометрический ключ и техническая документация по ремонту вашей модели двигателя.
- Изучите особенности конструкции, которые нужно учитывать при сборке двигателя.

- Не экономьте на мелочах и не пренебрегайте дефектовкой элементов, которые при критическом износе влияют на работу мотора.
- При замене головки блока цилиндров и при любой разборке двигателя обязательно измеряйте длину болтов ГБЦ. Вследствие температурного расширения головки, блока цилиндров, болты имеют свойство вытягиваться, поэтому нередко даже при замене прокладки ГБЦ их приходится менять на новые.
- Следите за чистотой. Перед дефектовкой все детали двигателя должны быть тщательно отмыты. Замену прокладки, установку головки и сборку мотора в целом следует проводить в чистых условиях. Грязь, стружка между трущимися парами значительно ускорят износ деталей ЦПГ.
- Перед демонтажем навесного оборудования снимите отрицательную клемму аккумуляторной батареи. На всех этапах ремонта придерживайтесь правил техники безопасности.
Перед началом ремонта своими руками рекомендуем подробней изучить замену прокладки головки блока цилиндров, подушки двигателя, последовательность затяжки болтов ГБЦ.
Ремонт блока цилиндров и головки
Этот почти невидимый ремонт трещин распространяется на седло клапана. В области седла клапана следует использовать стальные штифты, поскольку сталь лучше выдерживает нагрев, чем чугун.Трещина в головке блока цилиндров или блоке цилиндров может быть плохой новостью, а может и не быть плохой новостью в зависимости от размера и местоположения трещины (трещин), стоимости отливки и того, что потребуется для устранения трещины (трещин) по сравнению с тем, сколько это будет стоить. вам заменить литье. Относительно распространенная отливка с сильными трещинами, вероятно, не стоит времени и усилий на ее ремонт, если вы можете найти другую чистую отливку по разумной цене.
С другой стороны, если вы обнаружили трещины в головке цилиндра или блоке последней модели, которые относительно дороги или трудно найти, может оказаться более экономичным исправить отливку, используя соответствующие методы ремонта трещин. Чтобы испортить вывод этой статьи, нужно сопоставить стоимость ремонта треснувшей отливки со стоимостью ее замены.
Чтобы испортить вывод этой статьи, нужно сопоставить стоимость ремонта треснувшей отливки со стоимостью ее замены.
Конечно, в этой истории есть нечто большее, чем просто конец. Каждый раз, когда вы восстанавливаете подержанный двигатель с большим пробегом, головку и блок всегда следует тщательно осматривать на наличие трещин. Методы магнитопорошкового контроля выявляют большинство поверхностных трещин глубиной около четверти дюйма на чугунных блоках и головках. Но некоторые области может быть трудно осмотреть только с помощью обнаружения магнитных частиц, поэтому рекомендуется проводить испытания под давлением для проверки «скрытых» трещин во впускных и выпускных отверстиях и водяных рубашках.
В алюминиевых отливках трещины и утечки пористости обычно обнаруживаются с помощью проникающих красок и/или испытаний под давлением. Испытания под давлением от 10 до 40 фунтов на квадратный дюйм обычно выявляют любые утечки пористости или трещины, о которых стоит беспокоиться. Нет необходимости использовать более высокое давление, потому что большинство утечек, возникающих при нормальных рабочих температурах и давлениях, проявляются при давлении воздуха от 10 до 40 фунтов на квадратный дюйм. Погружение отливки в горячую воду во время испытания под давлением — это еще один метод, который может выявить трещины и утечки пористости, которые в противном случае можно было бы не заметить при комнатной температуре.
Погружение отливки в горячую воду во время испытания под давлением — это еще один метод, который может выявить трещины и утечки пористости, которые в противном случае можно было бы не заметить при комнатной температуре.
После обнаружения трещины или утечки важно внимательно осмотреть отливку, чтобы определить полную протяженность трещины. Трещины, видимые на поверхности отливки, часто простираются на некоторое расстояние под поверхностью в обоих направлениях. Поэтому при ремонте трещины не думайте, что трещина заканчивается там, где поверхность кажется твердой, потому что она может распространяться под поверхностью, как корни дерева.
Техника ремонта трещины зависит от типа металла (чугун или алюминий), местоположения трещины (напряженная или ненапряженная зона) и размера трещины.
Трещины обычно появляются в наиболее нагруженных участках отливки. К ним относятся области между седлами клапанов в головке блока цилиндров, область между седлами клапанов и отверстием для свечи зажигания, область деки между камерами сгорания, верхняя центральная область головки и выпускные отверстия. Трещины могут начинаться в камере сгорания и распространяться на впускные или выпускные отверстия или исходить из глухих отверстий, открытых отверстий под болты или направляющих клапанов.
К ним относятся области между седлами клапанов в головке блока цилиндров, область между седлами клапанов и отверстием для свечи зажигания, область деки между камерами сгорания, верхняя центральная область головки и выпускные отверстия. Трещины могут начинаться в камере сгорания и распространяться на впускные или выпускные отверстия или исходить из глухих отверстий, открытых отверстий под болты или направляющих клапанов.
Трещины в блоке могут возникать между цилиндрами на поверхности деки, в стенках цилиндров или в области перемычки вокруг коренных отверстий и коленчатого вала. Вы также можете найти трещины вокруг отверстий подъемника или распредвалов, или даже по бокам или по краям блока рядом с креплениями двигателя или отверстиями расширительных заглушек.
Чем больше термическое напряжение и/или механическая нагрузка на определенную область отливки, тем выше вероятность ее растрескивания, особенно если отливка относительно тонкая.
Новые отливки обычно считаются без трещин, но дефекты отливки, неправильное охлаждение после отливки также могут привести к появлению трещин. Более распространенной проблемой новых алюминиевых отливок является утечка из-за пористости. Вот почему новые отливки следует осматривать так же тщательно, как и бывшие в употреблении отливки с большим пробегом, чтобы убедиться в отсутствии трещин или пористых утечек, которые позже вызовут проблемы.
Более распространенной проблемой новых алюминиевых отливок является утечка из-за пористости. Вот почему новые отливки следует осматривать так же тщательно, как и бывшие в употреблении отливки с большим пробегом, чтобы убедиться в отсутствии трещин или пористых утечек, которые позже вызовут проблемы.
Что еще нужно помнить о трещинах, так это то, что они часто являются результатом слишком сильного нагрева. Негерметичная прокладка головки блока цилиндров, водяной насос, радиатор или шланг охлаждающей жидкости могли привести к утечке охлаждающей жидкости, что в конечном итоге привело к перегреву и перегреву двигателя. Ограничение выхлопа, вызванное частично забитым каталитическим нейтрализатором (или сажевым фильтром на дизельном двигателе), также может накапливать тепло в двигателе. Поэтому важно определить и устранить все, что могло вызвать перегрев двигателя, прежде чем он снова будет введен в эксплуатацию, иначе ремонт трещины может быть недолгим.
Горячий или холодный ремонт
Ремонт трещин может производиться холодным (штифтовым) или горячим (сварка и пайка). Используемый метод будет зависеть от размера трещины и типа отливки (чугун или алюминий). Основным преимуществом холодного ремонта трещин является то, что он не требует нагрева. Отсутствие нагрева означает, что не требуется дополнительное время для предварительного нагрева и последующего охлаждения отливки, и нет опасности деформации или деформации отливки. Нагрев головки цилиндров или блока вызывает их расширение, что, в свою очередь, создает термическое напряжение в металле, что может привести к последующему растрескиванию при охлаждении металла, особенно если он остывает слишком быстро.
Используемый метод будет зависеть от размера трещины и типа отливки (чугун или алюминий). Основным преимуществом холодного ремонта трещин является то, что он не требует нагрева. Отсутствие нагрева означает, что не требуется дополнительное время для предварительного нагрева и последующего охлаждения отливки, и нет опасности деформации или деформации отливки. Нагрев головки цилиндров или блока вызывает их расширение, что, в свою очередь, создает термическое напряжение в металле, что может привести к последующему растрескиванию при охлаждении металла, особенно если он остывает слишком быстро.
При закреплении меньше беспокойства по поводу идеальной чистоты металла вокруг трещины. Для любого типа сварки требуется идеально чистая поверхность, на которой не должно быть таких загрязнений, как жир, масло или грязь. Это означает, что отливка должна быть предварительно очищена перед сваркой. Кроме того, сварка требует шлифовки трещины с помощью шлифовальной машины, чтобы новый металл мог заполнить пустоту и сплавиться с металлом по обе стороны от трещины.
При использовании чугунных головок и блоков 80 процентов трещин обычно можно устранить с помощью железных или стальных штифтов или конических заглушек, а для 20 процентов трещин потребуется сварка в печи, сварка пламенем или пайка. С алюминиевыми головками и блоками все наоборот. Около 80 процентов трещин ремонтируются с помощью вольфрамовой сварки в среде инертного газа (TIG), а 20 процентов трещин ремонтируются с помощью алюминиевых штифтов или заглушек.
Небольшие пористые утечки в алюминии часто можно легко закрыть с помощью одного штифта или конической заглушки. Трещины в алюминиевой головке или блоке, с другой стороны, гораздо труднее устранить штифтами, потому что алюминий является более мягким металлом, чем чугун, поэтому штифты и заглушки не могут обеспечить такой сильный «захват», как в железе. Кастинг. Штифтование может обеспечить удовлетворительный ремонт небольших трещин в ненагруженных зонах, но обычно не рекомендуется для больших трещин или трещин вблизи седел клапанов. Сварка обычно является предпочтительным методом ремонта, потому что алюминий относительно легко сваривается по сравнению с чугуном. Сварочный аппарат TIG с подачей аргона или гелия может легко и быстро заполнить большинство трещин.
Сварка обычно является предпочтительным методом ремонта, потому что алюминий относительно легко сваривается по сравнению с чугуном. Сварочный аппарат TIG с подачей аргона или гелия может легко и быстро заполнить большинство трещин.
Другой метод холодного ремонта, который можно использовать на участках вне камеры сгорания или на внешних поверхностях литья, заключается в заполнении трещин высокотемпературной эпоксидной смолой. Многие эпоксидные смолы могут обеспечить прочный и долговечный ремонт. Эпоксидные смолы с металлическим наполнителем можно даже просверлить и нарезать резьбу, чтобы восстановить сломанные бобышки болтов. Ключом к правильному использованию эпоксидных смол является уверенность в том, что поверхность металла идеально чистая, сухая и на ней нет масла или охлаждающей жидкости. Поверхность также должна быть слегка шероховатой путем шлифовки или пескоструйной обработки, чтобы эпоксидная смола могла прилипнуть к поверхности. Большинство эпоксидных смол застывают довольно быстро (15 минут или меньше), но обычно для полного отверждения требуется 24 часа.
Методы завинчивания
Для ремонта трещин можно использовать различные типы резьбовых штифтов или конических заглушек. Используйте алюминиевые штифты на алюминиевых головках и блоках и чугунные или стальные штифты на чугунных головках и блоках.
Штифты с прямой резьбой устанавливаются путем сверления, нарезания резьбы и ввинчивания в перекрывающиеся штифты. Отверстия для соседних штифтов просверлены так, что они слегка перекрывают друг друга, что помогает зафиксировать каждый штифт на месте. Наилучшие результаты часто достигаются, если начинать с центра трещины и двигаться к ее концу, а не начинать с одного конца трещины и двигаться к другому концу. Начиная с центра, вы помогаете распределять напряжения наружу по мере продвижения к каждому концу трещины.
Штифты с прямой резьбой не закроют трещину, если на резьбу не нанести термостойкий герметик для резьбы на керамической основе и не зачистить верхние части штифтов. Не используйте обычный анаэробный герметик для резьбовых штифтов внутри или вокруг камеры сгорания или выпускных отверстий, потому что он не выдерживает тепла.
В другом типе штифта с прямой резьбой используется специальная направленная резьба с выступом в верхней части штифта. Направление резьбы вверх создает защемляющий или зажимной эффект при затягивании штифта. Это позволяет штифту более плотно сжимать соседний металл, что хорошо работает с тонкостенными отливками. Для этого типа стопорного штифта требуются специальные метчики для формирования резьбы в каждом просверленном отверстии. Это двухэтапный процесс, начиная с чернового метчика и заканчивая чистовым метчиком.
Серия фотографий на страницах 32 и 33 показывает выявленные трещины, зашлифованные, заполненные сваркой TIG, а затем обработанные после сварки. Конические штифты или заглушки устанавливаются по существу таким же образом, за исключением того, что глубина штифта более важна для правильной посадки. Конический штифт сужается внизу и шире вверху. Он работает как трубная заглушка с резьбой и вклинивается в отверстие при затягивании. Конические заглушки требуют специального метчика. После того, как каждая заглушка установлена, верхняя часть должна быть отрезана или отшлифована.
После того, как каждая заглушка установлена, верхняя часть должна быть отрезана или отшлифована.
У некоторых резьбовых штифтов верхние части отламываются при затягивании заглушки. Это избавляет от необходимости обрезать верхнюю часть плунжера, но крутящий момент на плунжере может варьироваться в зависимости от диаметра плунжера и толщины отливки.
Для трещин, которые могут распространяться под воздействием тепла или нагрузки, вдоль трещины через определенные промежутки времени можно разместить «замки», чтобы сшить и скрепить трещину. Некоторые замки имеют форму галстука-бабочки, а другие имеют форму нити сплющенных бусин. Замки устанавливаются поперек трещины (перпендикулярно трещине), как шнурки для обуви, а оставшаяся часть трещины заполняется перекрывающимися штифтами.
Завершающим этапом ремонта холодных трещин является проковка верхушек штифтов или заглушек тупым наконечником в пневматическом молотке. Упрочнение деформирует верхние части штифтов и помогает соединить их с окружающим металлом.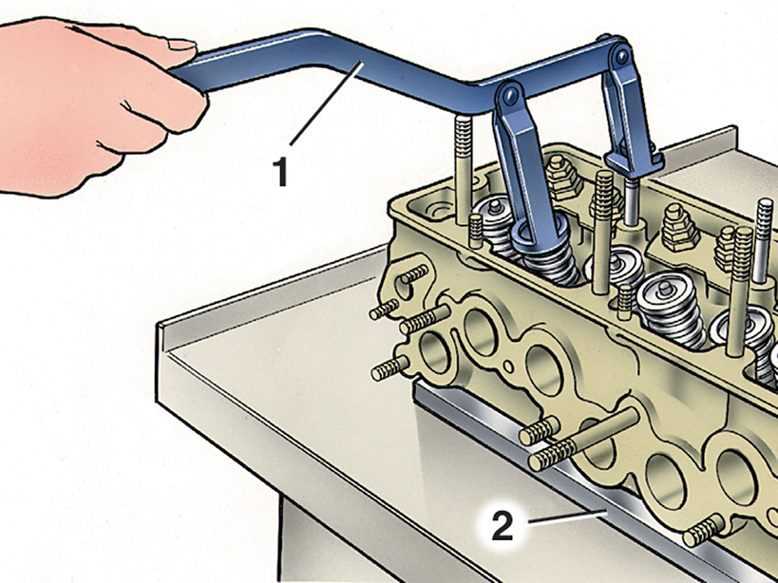 Упрочнение также сжимает верхнюю резьбу для герметичного уплотнения. Затем штифты можно зашлифовать заподлицо по мере необходимости, а затем дополнительно зачистить, чтобы сделать почти невидимый ремонт.
Упрочнение также сжимает верхнюю резьбу для герметичного уплотнения. Затем штифты можно зашлифовать заподлицо по мере необходимости, а затем дополнительно зачистить, чтобы сделать почти невидимый ремонт.
После завершения ремонта головки блока цилиндров ее следует снова опрессовать, чтобы убедиться в отсутствии утечек. Если есть небольшие утечки, их часто можно устранить путем дополнительной проклевки и/или установки дополнительных штифтов. Кроме того, не используйте слишком большое давление воздуха для повторной проверки головки, так как это может вытолкнуть герметик для резьбы до того, как он полностью затвердеет.
Варианты сварки
Если треснувшую головку или блок нельзя отремонтировать, заполнив трещины штифтами или заглушками, другим вариантом является сварка. Для чугунных головок это включает сварку в печи, сварку пламенем или пайку. С алюминиевыми головками это будет сварка TIG.
Для сварки в печи требуется опытный сварщик и предварительный нагрев головки в печи до 1000–1400 градусов по Фаренгейту (средне-красный цвет). Головка должна быть идеально чистой, а направляющие клапанов, седла и любые шпильки должны быть удалены перед сваркой. Трещина также должна быть зашлифована до водяной рубашки, чтобы в нее можно было вставить наполнитель (который должен быть из того же сплава, что и головка). Сварка производится ацетиленовой горелкой и нейтральным пламенем. После того, как трещина заполнена, головку необходимо обернуть изолирующим одеялом, чтобы предотвратить ее слишком быстрое охлаждение (что может привести к появлению затвердевших участков или дополнительных трещин). Скорость охлаждения не должна превышать 200 градусов по Фаренгейту в час, поэтому охлаждение до комнатной температуры должно занять от 6 до 7 часов.
Головка должна быть идеально чистой, а направляющие клапанов, седла и любые шпильки должны быть удалены перед сваркой. Трещина также должна быть зашлифована до водяной рубашки, чтобы в нее можно было вставить наполнитель (который должен быть из того же сплава, что и головка). Сварка производится ацетиленовой горелкой и нейтральным пламенем. После того, как трещина заполнена, головку необходимо обернуть изолирующим одеялом, чтобы предотвратить ее слишком быстрое охлаждение (что может привести к появлению затвердевших участков или дополнительных трещин). Скорость охлаждения не должна превышать 200 градусов по Фаренгейту в час, поэтому охлаждение до комнатной температуры должно занять от 6 до 7 часов.
Сварка пламенем
Другим методом ремонта трещин в чугунных головках и блоках является сварка пламенем (порошком). Сварка пламенем быстрее и проще, чем сварка в печи, и может обеспечить прочный и долговечный ремонт, как и сварка в печи. Головку все еще необходимо предварительно нагреть и медленно охладить после того, как трещина будет заполнена.
Горелка с пламенным напылением имеет загрузочный бункер, который подает никелевый порошок в пламя. Когда порошок подвергается воздействию пламени, он плавится и прилипает к краям трещины, заполняя область ремонта. Этот процесс похож на пайку, но приводит к гораздо более прочному ремонту, чем пайка. Порошок можно использовать для заполнения отверстий и трещин, а также для восстановления изношенных или поврежденных седел клапанов.
Сварка алюминиевых головок ВИГ
Трещины в алюминиевых головках чаще всего ремонтируются с помощью сварки ВИГ с использованием аргона или иногда гелия. Защита от инертного газа необходима, потому что алюминий образует оксидное покрытие, когда подвергается воздействию воздуха. Оксидное покрытие может загрязнить сварной шов и предотвратить сплавление присадочного стержня с окружающим металлом. Переменный ток используется для поочередного нагревания металла и выжигания образующегося оксида.
Как и чугун, алюминий перед сваркой необходимо предварительно нагреть. Но с алюминием вам нужно только предварительно нагреть до 350-450 градусов по Фаренгейту. Алюминий проводит тепло намного быстрее, чем чугун, поэтому важно держать головку теплой во время сварки.
Но с алюминием вам нужно только предварительно нагреть до 350-450 градусов по Фаренгейту. Алюминий проводит тепло намного быстрее, чем чугун, поэтому важно держать головку теплой во время сварки.
Методы сварки различаются, но основная идея заключается в расплавлении окружающего металла и заполнении трещины расплавленным металлом и присадочной проволокой. Самые прочные сварные швы получаются при использовании присадочного стержня, который точно соответствует сплаву в отливке. Хорошо работают два присадочных стержня: № 4043 и № 5356 с 5-процентным содержанием магния. Тип электрода, который используется в аппарате для сварки TIG, также может иметь значение. Вольфрамовые ториевые электроды хорошо работают с алюминием, но лучшими считаются циркониевые вольфрамовые электроды (которые намного дороже).
После сварки необходимо дать головке медленно остыть. Длительное медленное охлаждение снимает напряжение в металле, которое, если его не снять, может привести к растрескиванию.
После того, как головка прогреется до комнатной температуры, ее следует испытать под давлением на наличие утечек. Покрытие внутренней части водяных рубашек герметиком или добавление герметика в систему охлаждения двигателя после установки двигателя может обеспечить дополнительную защиту от будущих утечек.
В этой серии представлены конические заглушки, используемые для заполнения трещин в головке блока цилиндров. Конические заглушки устанавливаются, отрезаются, зачищаются, затем отделываются. Внизу виден выбор из
различных размеров вилок.
Ремонт и механическая обработка блока цилиндров Ever-Pac
Треснувший или поврежденный блок цилиндров не обязательно должен приводить к дорогостоящей замене двигателя или, что еще хуже, к покупке совершенно новой машины. Качественно выполненный ремонт блока цилиндров может стать рентабельной альтернативой, которая положительно скажется на прибыли вашей компании. Ever-Pac, механическая мастерская с полным спектром услуг, расположенная в Риверсайде, Калифорния, может быстро и недорого выполнить механическую обработку и ремонт цилиндров и блоков цилиндров на месте для компаний по всей Южной Калифорнии.
Современная технология позволяет нам выполнять механическую обработку блоков на месте
Для обеспечения эффективной обработки и ремонта блока цилиндров и блока цилиндров на месте требуется самое передовое оборудование, и это именно то, что у нас сейчас есть в нашем распоряжении. Ever-Pac теперь представляет:
«Машина для производства блоков цилиндров Rottler», что означает… Повышение нашей эффективности и улучшение обслуживания для вас!
Компания Rottler уже более 80 лет предлагает инновационные решения для точного машиностроения. Линейка оборудования для обработки блоков цилиндров Rottler включает в себя F88S, самый большой многоцелевой станок Rottler, который может легко работать с современными дизельными двигателями с большими блоками, включая модели Cat 3500 и 3600.
Эффективность и универсальность в одном станке
Массивный F88S использует самые современные технологии для обработки больших дизельных двигателей, используемых в землеройной, горнодобывающей, нефтегазовой промышленности, энергетике, судостроении и т. д.
д.
Дополнительно Программное обеспечение для автоматического цикла и производство инструменты позволяют обрабатывать целые группы блоков без присутствия оператора, после настройки задания и нажатия кнопки «запуск цикла» оператор может «уйти» и выполнять другую работу, в то время как F88S выполняет обработку группы блоков или основной линия носила без присмотра!
Обработка блоков на месте с помощью F88S также выполняется очень быстро. Двигатель Cat 3500 можно полностью обработать от пола до этажа менее чем за два часа. Более быстрая обработка означает, что ваш двигатель может быть снова в рабочем состоянии и продуктивным с минимальным временем простоя.
Наши опытные механики делают разницу
Наша команда квалифицированных механиков обладает опытом, позволяющим в полной мере использовать возможности обработки блоков на месте, которые предлагает F88S. Они также имеют большой опыт работы с двигателями Cat 3500 и 3600, а также других ведущих производителей. Вы будете спокойны, зная, что ремонт будет выполнен с первого раза.
Вы будете спокойны, зная, что ремонт будет выполнен с первого раза.
Узнайте больше о преимуществах услуг по механической обработке блоков на месте от Ever-Pac
Ever-Pac является подразделением компании Quinn, самого надежного поставщика тяжелого оборудования в Южной Калифорнии на протяжении почти 100 лет. Обработка блоков на месте производства Ever-Pac включает в себя ту же непоколебимую приверженность поддержке клиентов и обслуживанию, которую вы ожидаете от компании Quinn.
Предлагаемые услуги:
- Ремонт блока цилиндров: Двигатели оборудования работают в условиях экстремальных температур и давлений, которые со временем могут привести к растрескиванию блоков цилиндров. В Ever-Pac у нас есть инструменты и ресурсы, необходимые для ремонта этих трещин и избавления вас от дорогостоящих затрат на замену.
- Восстановление блока цилиндров: Верните блоки цилиндров в состояние нового, выбрав услуги по восстановлению от Ever-Pac.
 Наша команда может обслужить ваш блок цилиндров и позаботиться о небольших задачах по техническому обслуживанию и ремонту, которые помогут вашему блоку цилиндров работать так же, как когда он впервые сошел с конвейера.
Наша команда может обслужить ваш блок цилиндров и позаботиться о небольших задачах по техническому обслуживанию и ремонту, которые помогут вашему блоку цилиндров работать так же, как когда он впервые сошел с конвейера. - Восстановление блока цилиндров: Мы разбираем ваш блок цилиндров, чтобы полностью удалить смазку и другие остатки, которые образовались во время использования. Далее мы смотрим на состояние блока, обрабатывая его по мере необходимости. Затем мы восстановим блок цилиндров и затянем крышки, чтобы ваша машина могла работать на пределе своих возможностей.
- Наплавка блока цилиндров: Достигните оптимальной производительности, воспользовавшись услугами по наплавке блока цилиндров, в ходе которых создается плоская головка цилиндра, полностью герметизирующая жидкости и газы прокладки головки блока цилиндров.
- Растачивание главной магистрали блока цилиндров: Со временем отверстия изнашиваются или повреждаются, или они могут потерять свою округлость.
 Они также могут выйти из строя или потерять свое центрирование. Сверление основной лески устраняет эти проблемы.
Они также могут выйти из строя или потерять свое центрирование. Сверление основной лески устраняет эти проблемы. - Втулка блока цилиндров: Отремонтируйте поврежденные или изношенные блоки цилиндров с помощью простого и экономичного процесса, который называется гильзованием.
-
- Ремонт блока цилиндров: Экономьте деньги, ремонтируя треснувшие, поврежденные или изношенные блоки цилиндров вместо того, чтобы вкладывать средства в запасные части, которые могут работать не так хорошо, как оригинальные.
- Восстановление блока цилиндров: Добейтесь состояния нового блока цилиндров путем восстановления компонента, который начинает показывать свой возраст.

- Восстановление блока цилиндров: Процесс разборки и восстановления блока цилиндров включает в себя тщательную очистку и замену крышек и других мелких деталей, срок службы которых истек.
- Замена поверхности блока цилиндров: Достигните оптимальной производительности блока цилиндров, выбрав замену поверхности для герметизации жидкостей и газов.
- Растачивание главной магистрали блока цилиндров: Мы отремонтируем поврежденные или изношенные отверстия в блоке цилиндров или выровняем отверстия, которые потеряли свое центрирование.
- Втулка блока цилиндров: Получите максимальную отдачу от имеющегося блока цилиндров, выбрав этот недорогой процесс, который повышает производительность и помогает вам получить максимальную отдачу от вашего оборудования.
- Растачивание блока цилиндров на месте: Как и в случае с нашими услугами по растачиванию блоков цилиндров на месте, мы приезжаем к вам, чтобы удовлетворить ваши потребности в растачивании крупных машин и блоков двигателей.
