
Хонингование: что это, процесс и оборудование:
Новости
- Опубликовано Максим
04 Июн
В разговорах автомобилистов нередко звучит термин «хонингование». Под этой общей «шапкой» скрыт многогранный и имеющий массу нюансов технологический процесс. Попробуем ознакомиться с ним подробнее:
Качественно выполненное хонингование — залог активного долголетия современных ДВС. Их ресурс, отдача, расход топлива и масла напрямую связаны с этой процедурой.
Что такое хонингование:
Хонингование (от англ. hone — точить) — технология абразивной обработки конических и цилиндрических деталей с помощью особых насадок, хонов, обеспечивающая необходимую степень шероховатости поверхностей и максимальную точность их геометрических параметров.
Как правило, хонингуются полости тех или иных компонентов конструкции, но проводится и наружная обработка габаритных деталей, для чего требуются специализированные или модифицированные шлифовальные и горизонтально-расточные станки. Технология применима как к изделиям из черных (сталь, чугун), так и цветных (алюминиевые, магниевые, цинковые сплавы, бронза, латунь) металлов.
Технология применима как к изделиям из черных (сталь, чугун), так и цветных (алюминиевые, магниевые, цинковые сплавы, бронза, латунь) металлов.
Собственно, в ДВС автомобилей хонингуют прежде всего цилиндры, их гильзы, но также постели коленчатого вала, отверстия в нижней головке шатуна, втулки его верхней головки, а также коромысел привода клапанного механизма.
Для чего нужно хонингование:
1. Точность обработки хоном рабочей поверхности цилиндров ДВС существенно выше, чем при использовании обычного расточного и шлифовального инструмента. У этого факта множество следствий:
Значительно сокращается период обкатки ДВС, особенно при установке специальных компрессионных колец, которые максимально быстро и точно прирабатываются к стенкам цилиндров. В выигрыше ресурс двигателя.
Достигается оптимальная компрессия в цилиндрах, и как следствие ДВС работает с максимальной отдачей, повышается экономичность, уменьшается расход масла на угар.
Сокращается прорыв газов в картер ДВС, что позволяет моторному маслу дольше сохранять свои свойства.
Максимально устраняется эффект конусности и эллипсности цилиндров у ДВС, требующих капитального ремонта. Это увеличивает ресурс двигателя и позволяет получить вышеперечисленные положительные эффекты.
2. Хонингование придает рабочей поверхности цилиндров микропрофиль, в углублениях которого задерживаются частицы моторного масла. Это свойство особенно ценно для высокооборотных ДВС, у которых вследствие больших скоростей движения поршней масляный туман, поднимающийся из картера, не успевает должным образом осаждаться на стенках цилиндров. В этой ситуации созданный хонингованием «аккумулятор масла» помогает предотвратить ускоренный износ деталей цилиндропоршневой группы из-за трения на сухую.
Когда выполняется хонингование
Большинство ДВС современных автомобилей проходят хонингование еще на заводе-изготовителе для получения в цилиндрах эффекта «аккумулятора масла», а повторно — при капитальном ремонте, когда хонингование в большинстве случаев следует за классической расточкой блока, которая выполняется на других станках.
Точную периодичность повторного хонингования указать невозможно, поскольку многое определяется условиями эксплуатации, манерой вождения, качеством топлива и моторного масла. Однако, как правило, при пробеге более 150 тыс. км могут появиться признаки, указывающие на то, что помимо других операций по ремонту двигателя, возможно, возникла необходимость обновить созданный хонингованием микропрофиль стенок цилиндров. К числу таких индикаторов относятся:
Снижение мощности ДВС.
— Плавающие обороты холостого хода.
— Увеличение расхода топлива и масла.
— Сизый цвет выхлопа, сигнализирующий о сгорании масла вместе с бензином.
Процесс хонингования цилиндров ДВС и его особенности:
Процесс хонингования выглядит так: смонтированные на металлической оправке хона абразивные бруски прижимаются к стенкам цилиндра, а сама насадка, чей шток закреплен в патроне станка, совершает вращательные и возвратно-поступательные движения. При этом на обрабатываемую поверхность обильно подается смазочно-охлаждающая жидкость в виде керосина, его смеси с веретенным маслом или водно-масляных эмульсий. В зависимости от материала блока или гильз цилиндров меняется методика выполнения операции:
В зависимости от материала блока или гильз цилиндров меняется методика выполнения операции:
ДВС с чугунными блоками/гильзами, как правило, проходят два этапа хонингования. Черновое выполняется с помощью крупнозернистого абразива, а чистовое — мелкозернистого, позволяющего срезать «вершины» образовавшегося микропрофиля без углубления рисок-«долин». Завершающим этапом операции является крацевание. С помощью нейлоновых щеток с вкраплением кристаллов кремния хонинговальные риски очищаются от частиц металла и абразива. При этом в чугунном блоке открываются зерна графита, входящие в структуру металла. Обладающий смазывающим эффектом графит позволяет еще сильнее уменьшить износ деталей.
ДВС с блоками на основе алюминиевых сплавов Alusil, Locasil и Silitec при капремонте проходят после расточки три стадии хонингования. На финишной выполняется шлифовка без изменения ремонтного размера.
Устранить при капремонте конусность и эллипсоидность алюминиевых цилиндров, на стенки которых нанесено покрытие Nicasil из никеля и сверхпрочного карбида кремния, можно только с помощью хонингования, поскольку для классической расточки блока нет соответствующих резцов.
Условием качественного выполнения операции является:
— Обеспечение равномерного давления шлифующей кромки на внутреннюю поверхность цилиндра. Блоки из алюминиевых сплавов (особенно это касается двигателей, стенки цилиндров которых имеют покрытие Nicasil) требуют более умеренного давления. Для той же категории ДВС критичным является точное соответствие диаметров абразивного бруска и поршня, а также степень фильтрации охлаждающе-смазочной жидкости. Несоблюдение этих требований ведет к перегреву обрабатываемой поверхности, вырыванию абразивных зерен из бруска и образованию задиров.
— Подбор абразива (алмаз, белый электрокорунд, зеленый карбид кремния, нитрид бора) хонинговальных брусков в соответствии с материалом, из которого выполнен блок/гильзы цилиндров ДВС. Для двигателей из Alusil требуются специальные бруски с «антизасаливающейся» поверхностью. Такие бруски не вбирают в себя частички алюминия, которые при нагреве схватываются с поверхностью цилиндра, что неизбежно ведет к образованию задиров.
— Использование хонинговальных брусков на бакелитовой основе. По сравнению с керамической она более прочная и эластичная, что предотвращает отколы от бруска мелких частиц, способных повредить обрабатываемую поверхность.
С помощью хонингования оптимальная для удержания моторного масла степень шероховатости стенок цилиндров у ДВС с блоками/гильзами из чугуна и алюминиевых сплавов Alusil, Locasil, Silitec также достигается по-разному:
— У ДВС с чугунными блоками/гильзами требуемый микрорельеф стенок цилиндров задается хонинговальной сеткой. Ширина ее рисок в верхней части должна быть ровно такой, чтобы силы поверхностного натяжения моторного масла вызывали образование «купола» для оптимального смазывающего эффекта. Здесь важен и угол пересечения рисок в горизонтальной плоскости. При отклонении этой величины в ту или иную сторону более чем на 20° от оптимальных 60° либо уменьшает смазывающий эффект, либо возрастает расход масла на угар.
— Мощные дизельные двигатели с чугунными блоками проходят лазерное хонингование. Лазер испаряет часть металла, и на стенках цилиндров появляются маслоудерживающие углубления.
Лазер испаряет часть металла, и на стенках цилиндров появляются маслоудерживающие углубления.
— У ДВС с блоками/гильзами из Alusil, Locasil и Silitec степень шероховатости стенок цилиндров в значительно бОльшей степени определяется размерами зерна первичных кристаллов кремния, имеющихся в сплаве, и глубиной их раскрытия. При хонинговании важно не допускать вырывания таких кристаллов и добиваться оптимальной глубины их раскрытия. Все это требует соответствующего оборудования и квалификации.
как и для чего выполняется
Что это такое? Хонингование – вид финишной металлообработки цилиндрических деталей изнутри. Применяется для повышения износостойкости трущихся поверхностей. Процесс представляет собой нанесение на металл мелкого сеточного рисунка.
Как выполняется? Существует несколько наиболее распространенных методов хонингования: вибрационный, вихревой, растровый. Способ обработки выбирается в зависимости от назначения деталей, наличия подходящего оборудования.
Вопросы, рассмотренные в материале:
- Что собой представляет процесс хонингования
- Виды хонингования и преимущества
- Методы хонингования
- Этапы хонингования
- Преимущества хонингования блока цилиндров
- Станки для хонингования
Что собой представляет процесс хонингования
При хонинговании на металлическую поверхность воздействуют алмазной крошкой. Чаще всего метод используют для шлифовки деталей, обладающих конусной и цилиндрической формой, и создания отверстий. В результате обеспечивается шероховатость поверхности как при чистовой токарной зачистке, шлифовке крупнозернистым абразивным кругом. В случае с обработкой блока цилиндров хонингование является единственным способом, который позволяет добиться требуемого эффекта.
Для чего нужно хонингование? Благодаря сетке, нанесенной на металл этим методом, смазка сохраняется в местах сопряжения деталей. Для хонингования применяют инструмент, известный среди специалистов как хон. Он представляет собой бруски или камни, располагаемые по периметру основания. Поскольку эти элементы постепенно стираются, конструкция обоймы позволяет заменять их новыми.
Для хонингования применяют инструмент, известный среди специалистов как хон. Он представляет собой бруски или камни, располагаемые по периметру основания. Поскольку эти элементы постепенно стираются, конструкция обоймы позволяет заменять их новыми.
Хонингование выполняется на специальных станках со шпинделем, находящимся в горизонтальном либо вертикальном положении. У любого такого оборудования свой узкий профиль – в данной сфере давно отказались от универсальной техники.
Виды хонингования и преимущества
Принято выделять следующие виды хонингования:
- сухой – не предполагает применения смазочной жидкости;
- вибрационный – эффективность проведения работы повышается благодаря вибрации;
- электрохимический – задействуются механические силы в сочетании с электрохимическим фактором;
- экструзионный;
- плосковершинный/платохонингование – используется в случае с блоком цилиндров.

Между цилиндрами и кольцами есть зазор, в котором находится смазка. Чтобы этот зазор автоматически сформировался при работе двигателя, верхний слой соседних элементов механизма делается рыхлым посредством платохонингования. Данная наслойка постепенно стирается, детали прилегают друг к другу, а в оставшийся минимальный просвет попадает необходимое масло.
У обработки хонингованием выделяют несколько достоинств:
- Обеспечивает поверхностному слою элементов повышенную прочность, позволяя увеличить срок использования.
- Снижает долю деталей с браком, так как под действием хонинговального инструмента поверхность изделия не испытывает на себе значительное давление.
- Позволяет соблюдать все требования к обрабатываемой детали, поскольку у мастера есть широкий выбор зернистости инструмента.
- Дает возможность избавиться от брака, появившегося в процессе сверления отверстий на станке.
- Имеет высокую продуктивность, ведь на оборудовании может выполняться хонингование сразу нескольких отверстий.

Методы хонингования
В нашей стране используется преимущественно традиционный метод хонингования, поскольку большинство отечественных и зарубежных станков лишены механизмов осцилляции инструмента. Технология предполагает, что инструмент вращается и совершает возвратно-поступательные движения вдоль оси элемента. В результате формируется типичная сетка следов, состоящая из пересекающих друг друга винтовых линий.
Изменять количественные и качественные показатели процесса удается только благодаря корректировке угла скрещивания следов обработки 2α. Данный угол определяется соотношением скоростей вращения VKR и возвратно-поступательного движения VOC. Повторные ходы могут приводить к совпадению либо смещению фаз положений брусков в зависимости от размера, количества брусков. Также важно учитывать соотношение скоростей вращательного и возвратно-поступательного движений.
Процесс хонингования может быть усовершенствован при помощи выбора более сложной траектории движения инструмента и детали. Известный факт: сложное рабочее движение повышает интенсивность резания, производительность, точности обработки. Кроме того, подобная корректировка обеспечивает условия, позволяющие управлять формированием микрорельефа на металлической поверхности.
Известный факт: сложное рабочее движение повышает интенсивность резания, производительность, точности обработки. Кроме того, подобная корректировка обеспечивает условия, позволяющие управлять формированием микрорельефа на металлической поверхности.
Вибрационное хонингование дает возможность усложнять траекторию, используя наложение дополнительных колебательных движений на основные по разным схемам. Принято говорить о схемах вибрационного хонингования с осевой, круговой, радиальной, комбинированной осцилляцией инструмента. Виброхонингование с осевой осцилляцией в 1,5–2 раза повышает производительность процесса по сравнению с традиционным методом, так как достигается увеличение частоты и амплитуды колебаний инструмента.
Подобные перемены в процессе работы приводят к тому, что бруски изнашиваются быстрее. При использовании вибрационного метода съем металла имеет незатухающий характер, а его изменение с течением времени является незначительным, особенно когда речь идет об ультразвуковых колебаниях. Вибрационное хонингование с круговыми и осевыми колебаниями предполагает использование траекторий:
Вибрационное хонингование с круговыми и осевыми колебаниями предполагает использование траекторий:
- однонаправленной – максимальная скорость колебания ниже скорости основного движения;
- разнонаправленной – скорость колебаний превышает скорость основного движения.
В Рижском техническом университете на основе вибрационного был создан метод вихревого хонингования. Его ключевой особенностью является сообщение инструменту сразу осевых и круговых колебаний с одинаковыми частотами.
Вихревое и вибрационное хонингование позволяет задавать инструменту значительно более сложную траекторию движения. Данная особенность необходима, чтобы эффективнее использовать режущую способность инструмента, сократить длину срезаемой стружки, обеспечить повышенную производительность и стабильность обработки.
Корректировать траекторию можно при помощи воздействия на соотношение скоростей, амплитуду, частоту колебаний. Правда, нужно учитывать, что при ограниченных возможностях кинематики данные методы не имеют всего набора управляющих воздействий, чтобы с их помощью можно было достигнуть необходимой точности формы и шероховатости поверхностей.
Правда, нужно учитывать, что при ограниченных возможностях кинематики данные методы не имеют всего набора управляющих воздействий, чтобы с их помощью можно было достигнуть необходимой точности формы и шероховатости поверхностей.
Более совершенной технологией хонингования считается так называемый растровый метод, который был создан в ПНИПУ. Специалисты разработали опытный образец станка для работы с отверстиями диаметром в пределах 70 мм в рамках традиционного и растрового подхода.
Растровый метод отличается от остальных тем, что основное режущее движение возникает в результате комбинации двух синусоидальных колебаний с различными частотами ω1, ω2 (ω1>ω2) и амплитудами А и В во взаимно перпендикулярных направлениях. Речь идет о круговых и осевых направлениях. Чтобы сетка/растр была равномерно распределена по цилиндрической поверхности детали, инструмент совершает также возвратно-поступательное VОС и вращательное VКР движение с малыми скоростями. Они представляют собой осевую (SOC) и круговую (SKP) подачу инструмента.
Они представляют собой осевую (SOC) и круговую (SKP) подачу инструмента.
Получается, что при растровом хонинговании поверхностей траектория рабочего движения режущих зерен включает в себя сочетание четырех движений и является растровой траекторией, которая растянута в направлении винтовой линии. Специалисты условно обозначают подобную результирующую кривую растровой циклоидой.
Этапы хонингования
При хонинговании деталей выполняют два этапа:
Этап 1. Черновой
Данная стадия хонингования предполагает абразивное воздействие – используют абразив с крупным зерном для придания детали необходимой формы. При этом точность габаритов не учитывается.
Этап 2. Чистовой
Для дополнительной обработки металла задействуют алмазные либо керамические бруски, которые позволяют получить гладкое изделие с определенным классом шероховатости. Размеры при этом соблюдаются в пределах допуска.
После алмазного или иного хонингования выполняют очистку изделий. Абразивной щеткой убирают металлическую стружку, далее детали погружают в мыльный раствор. Получить необходимый уровень гладкости позволяет нанесение абразивной пасты, которая заполняет самые мелкие поры, удаляя мельчайшие частицы загрязнений.
Абразивной щеткой убирают металлическую стружку, далее детали погружают в мыльный раствор. Получить необходимый уровень гладкости позволяет нанесение абразивной пасты, которая заполняет самые мелкие поры, удаляя мельчайшие частицы загрязнений.
Преимущества хонингования блока цилиндров
В автомобильных двигателях внутреннего сгорания хонингованию подвергают цилиндры и соответствующие гильзы. Кроме того, так обрабатывают постели коленчатого вала, отверстия в нижней головке шатуна, втулки верхней головки, коромысла привода клапанного механизма.В результате данного воздействия на рабочую поверхность цилиндров ДВС достигается более высокая точность, чем в случае применения расточного и шлифовального инструментов. Это достоинство позволяет:
- Существенно уменьшить срок обкатки ДВС. Особенно заметна разница, если устанавливаются специальные компрессионные кольца, которые прирабатываются к стенкам цилиндров за кратчайшее время и с высокой точностью.
 Все это положительно сказывается на ресурсе двигателя.
Все это положительно сказывается на ресурсе двигателя. - Обеспечить оптимальный уровень компрессии в цилиндрах, благодаря чему становится возможна работа двигателя с максимальной отдачей. Также возрастает экономичность, снижается расход масла на угар.
- Сократить прорыв газов в картер двигателя – благодаря этому характеристики моторного масла остаются неизменными в течение большего отрезка времени.
- Практически полностью избавиться от эффекта конусности, эллипсности на цилиндрах, которым необходим капитальный ремонт. Таким образом увеличивается ресурс двигателя, обеспечиваются остальные указанные преимущества.
Благодаря хонингованию у рабочей поверхности цилиндров формируется микропрофиль, а в его углублениях скапливается моторное масло, что наиболее важно для высокооборотных ДВС. У последних из-за активного движения поршней масляный туман, поднимающийся из картера, не способен обеспечить необходимую смазку стенок цилиндров. Получившийся в результате хонингования «аккумулятор масла» защищает детали цилиндропоршневой группы от трения на сухую, а значит, слишком быстрого износа.
Получившийся в результате хонингования «аккумулятор масла» защищает детали цилиндропоршневой группы от трения на сухую, а значит, слишком быстрого износа.
В современных авто большинство ДВС подвергаются хонингованию на производстве – так в цилиндрах достигается описанный выше эффект. Далее процедура повторяется на этапе капремонта. Тогда хонингование выполняют после классической расточки блока. Стоит пояснить, что для расточки требуются другое оборудование.
Периодичность хонингования зависит от условий использования транспортного средства, манеры вождения владельца, качества ГСМ. Обычно после преодоления рубежа пробега в 150 000 км уже заметны признаки, свидетельствующие о необходимости обновления микропрофиля стенок цилиндров. Так, стоит задуматься о проведении данной процедуры, если:
- снизилась мощность двигателя;
- наблюдаются плавающие обороты на холостом ходу;
- возрос расход топлива и масла;
- выхлоп имеет сизый цвет, то есть масло сгорает вместе с бензином.

Станки для хонингования
Горизонтально-хонинговальные
Данное оборудование для хонингования позволяет работать с длинными заготовками, напоминающими по своему типу трубу. Изделие может иметь длину до 10 000 мм и наружный диаметр в пределах 1 000 мм. Обычно речь идет о телах вращения с высоким соотношением длины и диаметра, мешающим точной обработке на токарных станках. Именно такую технику задействуют при изготовлении хонингованных труб для гидроцилиндров и пневмоцилиндров.
Вертикально-хонинговальные
Станки этого типа востребованы при обработке деталей, отличающихся вертикальным расположением отверстий, элементов с небольшой глубиной отверстия или небольшим диаметром. При этом изделие удобнее всего разместить вертикально. Подобное оборудование легко сделать частью автоматизированной линии, поэтому оно активно применяется при изготовлении деталей крупными сериями либо при массовом выпуске.
Для массового производства подходит однопроходное хонингование. При данном методе станок оснащается 4–6 шпинделями. Оборудование включает в себя шпиндельный узел с несколькими инструментами и поворотный стол с зажимными приспособлениями. В процессе работы устройства задействуются сразу все шпиндели. Когда хонинговальный проход выполнен, стол поворачивается, позиции меняются, обработка идет дальше. Так, при применении станка с шестью рабочими станциями каждая заготовка проходит через три позиции.
При данном методе станок оснащается 4–6 шпинделями. Оборудование включает в себя шпиндельный узел с несколькими инструментами и поворотный стол с зажимными приспособлениями. В процессе работы устройства задействуются сразу все шпиндели. Когда хонинговальный проход выполнен, стол поворачивается, позиции меняются, обработка идет дальше. Так, при применении станка с шестью рабочими станциями каждая заготовка проходит через три позиции.
Рекомендуем статьи
- Для чего нужен гидравлический пресс: виды, сферы применения
- Как полировать сталь: промышленные и бытовые методы обработки
- Метод Сендземира: особенности и преимущества
Однопроходная схема хонингования отличается от стандартной технологии тем, что предполагает применение инструмента, не регулируемого во время обработки.
Сфера использования подобного оборудования ограничивается серией и перечнем определенных заготовок. То есть увеличение номенклатуры и снижение серийности приводит к тому, что данные станки оказываются нерентабельными. Тогда как в случае массового производства деталей подобное оборудование считается очень эффективным. Именно при помощи хонингования и приспособлений для него изготавливают элементы подшипников, корпуса насосов гидроусилителя, шестерни, гидравлические клапаны, автомобильные шатуны, пр.
Тогда как в случае массового производства деталей подобное оборудование считается очень эффективным. Именно при помощи хонингования и приспособлений для него изготавливают элементы подшипников, корпуса насосов гидроусилителя, шестерни, гидравлические клапаны, автомобильные шатуны, пр.
Ознакомившись в теории с методом хонингования и его особенностями, можно решить, что речь идет о достаточно простой процедуре, от которой вполне можно отказаться. Однако результаты ее проведения становятся заметны практически сразу. Подобная обработка позволяет увеличить срок службы детали, обеспечить возможность ее ремонта без помощи профессионалов.
Honeit Software — О компании
Наша миссияОбщение с людьми необходимо для найма, найма и удержания лучших специалистов.
Honeit был разработан рекрутерами и партнерами по поиску талантов, чтобы сосредоточиться на более качественных человеческих беседах, автоматизируя утомительные задачи (планирование звонков, ведение заметок, резюме, рецензии) для мгновенного сотрудничества с командами по найму.
Honeit автоматически преобразует входящие звонки, проверочные звонки, справочные звонки, интервью и разговоры о производительности в структурированные данные и идеи.
Решение Honeit сочетает в себе автоматизацию планирования, аналитику разговоров и совместную работу на собеседовании, чтобы упростить отбор кандидатов, повысить качество собеседования и ускорить процесс найма.
Рекрутеры и Talent Partners говорят: « Honeit изменит вашу жизнь! “
Наша командаСоучредитель и генеральный директор
В качестве директора по подбору персонала в MTV Networks, Viacom, Taleo & TubeMogul (IPO/Adobe) Ник помогал компаниям нанимать, нанимать и масштабировать гипер- конкурентные рынки талантов (Сан-Франциско и Нью-Йорк).
В TubeMogul (IPO/Adobe) Ник создал с нуля команду по подбору персонала, которая увеличила штат компании с 60 до 360 сотрудников благодаря успешному IPO ($TUBE) всего за 26 месяцев.
За те же два года Ник получил степень магистра делового администрирования в Калифорнийском университете в Беркли, создал семью (три дочери) и стал соучредителем Honeit Software.
В сети MTV Networks в Нью-Йорке Ник был директором по привлечению талантов, руководил набором персонала для глобальных групп цифровых медиа, интерактивных технологий и управления продуктами. Ник также руководил инструментами найма и брендингом занятости.
Ник работал в двух других компаниях HR Technology (Taleo, NextSource) и начал свою карьеру в качестве технического рекрутера в Нью-Йорке.
MBA, Школа бизнеса UC Berkeley Haas
Бакалавр наук, прикладная математика
Соучредитель и технический директор
Джеймс занимается разработкой программного обеспечения более 20 лет. Его страсть к использованию технологий для создания скоринговых систем воспламенилась его многолетней работой в гиганте кредитного скоринга FICO. Как член команды myFico.com, он отвечал за разработку большей части серверной части сайта. Джеймс также был членом команды FICO ScoreNet, где он руководил процессом нормализации многих независимых систем FICO, чтобы соответствовать стандартам соответствия PCI.
Джеймс также был членом команды FICO ScoreNet, где он руководил процессом нормализации многих независимых систем FICO, чтобы соответствовать стандартам соответствия PCI.
До FICO Джеймс был частью команды инженеров, которая создала peets.com и популярный сайт с практическими рекомендациями eHow.com.
В свободное время Джеймс любит тренировать лакросс и был тренером мужской команды штата Сонома с 2002 по 2010 год, за это время он привел команду к национальному чемпионату и чемпионату нескольких дивизионов.
Бакалавр компьютерных наук
Соучредитель и архитектор программного обеспечения
Ким — архитектор программного обеспечения с более чем 20-летним опытом работы в качестве частного консультанта и штатного инженера. Он разработал и спроектировал общеуниверситетские приложения, включая широко используемую систему управления контентом. До этого у него был стартовый опыт работы с фирмой, занимающейся нейронными сетями, разрабатывающей API, а также он проходил стажировку в FICO.
В свободное время Ким создал интерактивное и мультимедийное веб-приложение, чтобы помочь и проинструктировать учителей о том, как обращаться с учащимися с нарушениями обучаемости, такими как дислексия и СДВ.
Ким любит путешествовать и играть в баскетбол. Он также добровольно участвует в мероприятиях по расширению культурного опыта в своем сообществе.
Бакалавр компьютерных наук
Работа с клиентами
Коринн — опытный менеджер по продажам и работе с клиентами в начинающих компаниях, а также в интернет- и медиа-компаниях из списка Fortune 500.
До Honeit Корин возглавляла отдел продаж в AnyRoad, стартапе, поддерживаемом венчурным капиталом в Сан-Франциско, который создает платформы управления опытом для удаленных путешествий и туроператоров.
Коринн была менеджером по продажам платформы в Rezbook (часть UrbanSpoon), которая разработала программное обеспечение для онлайн-бронирования и бронирования для ресторанов. Коринн занимала должности в сфере продаж и маркетинга в IAC/CitySearch, Warner Brothers и Islands.com в Нью-Йорке.
Коринн занимала должности в сфере продаж и маркетинга в IAC/CitySearch, Warner Brothers и Islands.com в Нью-Йорке.
Коринн является соучредителем компании Indi Maya Swimwear, которая производит красивую и экологичную одежду для плавания и серфинга для детей.
Бакалавр бизнес-класса
Архитектор решений
Шестилетняя работа системным инженером превратилась в 20-летнюю карьеру исполнительного рекрутера. Энди начал нанимать технических специалистов для компаний, поддерживаемых венчурными капиталистами, в Южной Калифорнии, а затем ИТ-директоров для публичных американских банков и производственных компаний.
Энди вернулся из «управления столом» к продаже решений для рекрутинга для: Hiretual — AI Sourcing, ZapInfo (выход на Indeed) — автоматизация процесса рекрутинга и JobMa — решения для видеоинтервью. Энди хорошо разобрался в конкретных болевых точках рекрутера, менеджера по найму и кандидата, а также в том, как использовать технические решения для удовлетворения этих потребностей.
Энди и его жена заядлые путешественники и защитники прав животных, особенно любят свиней.
BS Экономика, второстепенная статистика
Работа с клиентами
Эзги — опытный специалист с опытом работы в области географических информационных систем (ГИС). Эзги построила свою карьеру в ALK Technologies, которая позже была приобретена Trimble MAPS. Там она работала менеджером по продукту, курируя картографические данные для коммерческих навигационных решений.
В 2019 году, движимая стремлением к личному росту, Эзги отправилась в трехлетнее путешествие, путешествуя, работая волонтером и занимаясь цифровым кочевничеством, прежде чем присоединиться к Vaia Talent в 2022 году, где она впервые использовала Honeit.
В настоящее время Эзги живет в Стамбуле, Турция, и живет вместе со своей любимой собакой Маззи. В то время как она продолжает удовлетворять свою страсть к путешествиям, когда это возможно, она также находит радость в изучении своего района, приготовлении восхитительных блюд для друзей и занятиях пилатесом.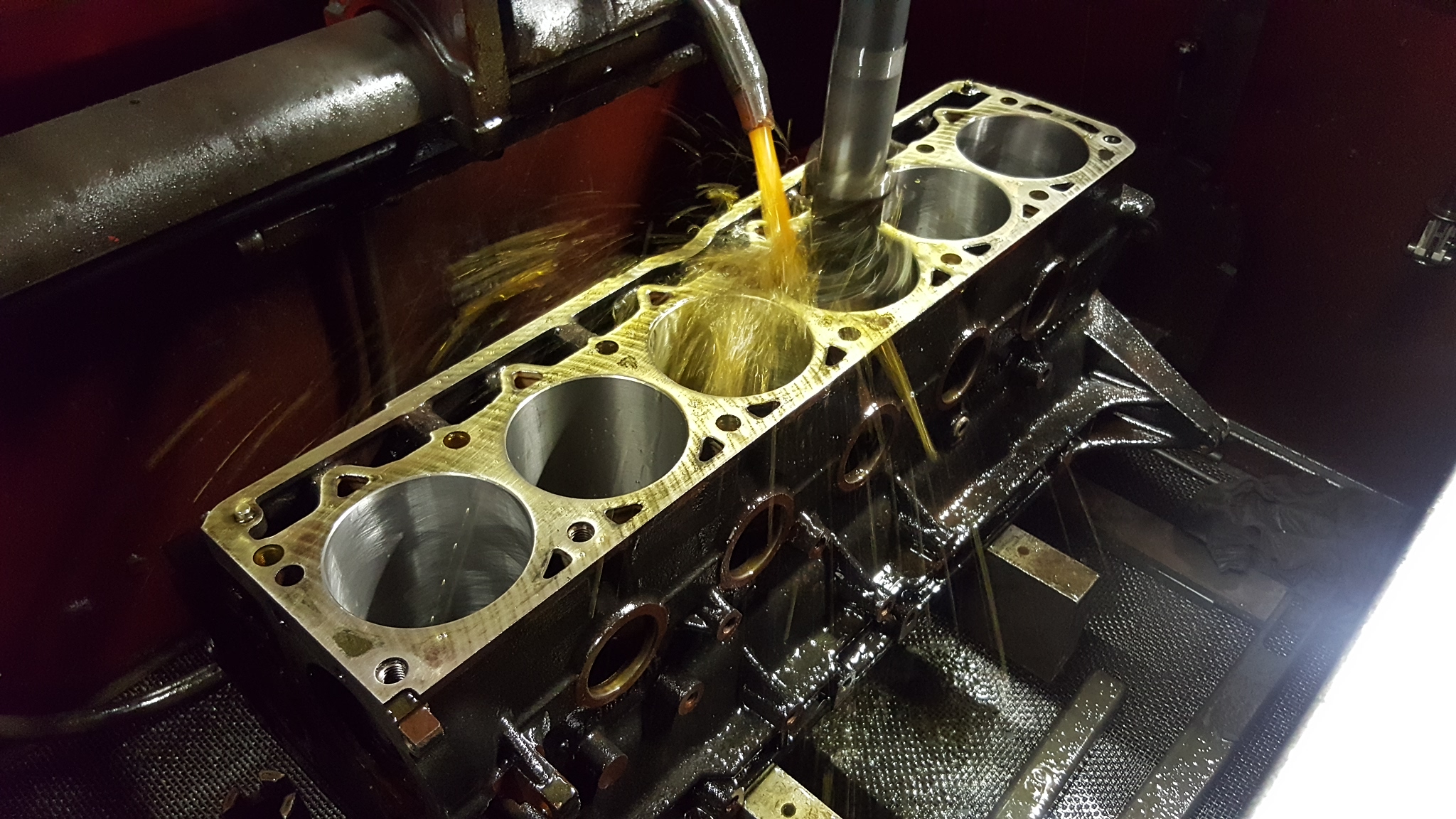
MA, география
BS, экологические исследования
Honeit Advisors Стив Кэдиган был первым директором по персоналу (CHRO) в LinkedIn и пользуется большим спросом у руководителей и организаций по всему миру. в глобус. Он регулярно выступает на конференциях и в крупных университетах по всему миру, и его регулярно нанимают ведущие венчурные капиталисты Силиконовой долины за его талант. Стива часто приглашают появиться на телевидении, и он является постоянным гостем на Bloomberg West и CNBC. До создания собственной фирмы Стив более 25 лет работал руководителем отдела кадров в самых разных компаниях высшего уровня, включая: ESPRIT, Allianz, Cisco Systems, Electronic Arts, а с 2009 года он был первым директором по персоналу в LinkedIn.по 2012 год. Его культурная работа в LinkedIn побудила Стэнфорд создать тематическое исследование для их бизнес-школы. Сегодня Стив входит в совет директоров трех компаний и входит в консультативный совет еще нескольких. Он имеет степень бакалавра истории Уэслиана и степень магистра HROD Университета Сан-Франциско.
Он имеет степень бакалавра истории Уэслиана и степень магистра HROD Университета Сан-Франциско.
Бывший директор по персоналу, LinkedIn
До прихода в Area 1 в 2020 году Патрик Суини занимал должность генерального директора Talari Networks (приобретенной Oracle), где он укрепил лидерство компании на рынке и завершил успешную продажу компании Oracle, Inc. До Talari/Oracle, с 2001 по 2017 год, Патрик играл ключевые исполнительные руководящие должности в приватизации SonicWall под руководством Тома Браво; приобретение SonicWall компанией Dell Inc. и продажа SonicWall компании Francisco Partners. Работая в Dell Inc., Патрик занимал должность вице-президента Dell Security Group и Dell Software Group. Патрик также обладает обширным опытом работы в сфере высоких технологий в области корпоративного маркетинга, управления продуктами и маркетинга продуктов. Он имеет степень бакалавра в Университете Тулейн и степень магистра делового администрирования в Университете Санта-Клара.
Генеральный директор, отдел безопасности 1
Карин Штайн курирует подбор талантов для Viacom Media Networks (MTV Networks, Nickelodeon, Comedy Central, Paramount Pictures), крупнейшей в мире кабельной сети с поддержкой рекламы. Г-жа Штейн – опытный руководитель отдела кадров, обладающий опытом в области привлечения талантов, вознаграждения, управления талантами, развития лидерских качеств, отношений с сотрудниками, а также разнообразия и инклюзивности. Она создала и возглавила рекрутинговые команды из 40 человек и начала свою карьеру в качестве исполнительного рекрутера для Митчелла Мартина в Нью-Йорке.
Карин СтейнСтарший вице-президент по привлечению талантов, Viacom
Брет обладает более чем 15-летним опытом продаж и маркетинга технологий SaaS в HoneIt. Он помог организациям масштабироваться от стартапов до публично торгуемых компаний, таких как Intuit. В качестве вице-президента по глобальным продажам компании Copper за время своего пребывания в должности он увеличил доходы от подписки более чем на 900 %. Брет в настоящее время является директором по корпоративным продажам в PandaDoc.
Брет в настоящее время является директором по корпоративным продажам в PandaDoc.
Директор по корпоративным продажам, PandaDoc
Рич Кляйн — талантливый предприниматель, специалист по цифровым технологиям и специалист по продажам. До прихода в LinkedIn Рич занимал должность исполнительного вице-президента Jobplex, международной компании DHR, а также соучредителя и президента Breakthrough Search Partners, занимаясь созданием отделов продаж и операций для технологических онлайн-компаний по всей стране. Рич имеет степень бакалавра наук в области укрепления здоровья Государственного университета Боулинг-Грин. Он проживает в Женеве, штат Иллинойс, с женой и тремя детьми.
Рич КляйнМенеджер по продажам, LinkedIn
Г-н Брокетт является нынешним президентом StorageCraft и ранее был генеральным директором Exablox Corporation до приобретения компанией StorageCraft. Дуглас был вице-президентом и генеральным директором SonicWALL, где он отвечал за продукты компании, стратегию, корпоративное развитие, поддержку и облачные операции. Дуглас получил степень бакалавра и магистра в Гарвардском университете.
Дуглас получил степень бакалавра и магистра в Гарвардском университете.
Генеральный директор, StorageCraft
Марк Слиппи (Mark Slippy) — руководитель отдела кадров с более чем 20-летним опытом работы в основном в области технологий (интернет, предприятия, мобильные устройства) в компаниях, находящихся на ранней стадии или в новых компаниях — все они быстро развиваются. Совсем недавно Марк был вице-президентом по персоналу в TubeMogul ($TUBE, AdTech) и Monitise (мобильный банкинг). Марк является экспертом во всех аспектах работы с персоналом, включая привлечение и управление талантами, организационное развитие, культуру и управление персоналом.
Марк СлиппиВице-президент по персоналу, TubeMogul (Adobe), Monetise
Дэвид Ример руководил рекламным агентством J. Walter Thompson в Сан-Франциско, занимал руководящие должности по маркетингу в двух стартапах и был вице-президентом по маркетингу в Yahoo! (в период их расцвета).
В настоящее время Дэвид руководит компанией Box Out Industries, где он работает с предпринимателями, менеджерами по продукции и маркетологами, разрабатывая и распространяя истории их продуктов.
Он также основал Spiral Staircase Productions для сотрудничества с артистами и в настоящее время разрабатывает два оригинальных мюзикла. Дэвид преподает в бизнес-школе Беркли-Хаас и работает с несколькими акселераторами в районе залива.
Дэвид РимерБывший президент JWT и вице-президент по маркетингу в Yahoo
Доктор Дон Мур является председателем Лоррейн Тайсон Митчелл по лидерству и коммуникациям в Калифорнийском университете в Беркли Хаас. Он получил докторскую степень по организационному поведению в Северо-Западном университете. Его исследовательские интересы включают самоуверенность, в том числе когда люди думают, что они лучше, чем они есть на самом деле, когда люди думают, что они лучше других, и когда они слишком уверены, что знают правду. Он лишь иногда бывает самоуверенным.
Доктор Мур является автором или редактором трех книг, в том числе «Совершенно уверенно». Его исследования были опубликованы в популярных изданиях и академических журналах, включая New Yorker, Business Week, USA Today, Wall Street Journal, National Public Radio, Journal of Personality and Social Psychology, Experimental Economics, и Психологический обзор .
Профессор организационного менеджмента, Школа бизнеса Калифорнийского университета в Беркли Хаас
Наше сообщество Наша точка зренияВот несколько сообщений из блога Honeit.
28 июня 2023 г.
В этом подкасте Honeit Каммас Фриман делится своим опытом создания и масштабирования команд по привлечению талантов и основания собственной рекрутинговой фирмы Stackrock Talent.
подробнее20 июня 2023 г.
Интеграция данных интервью и совместной работы на собеседовании произвела революцию в процессе найма, привлечения талантов и найма.
подробнее12 июня 2023 г.
Вира — эксперт по подбору персонала. Она начала свою карьеру в области бухгалтерского учета, прежде чем «правильно» повернуться к подбору персонала и поиску руководителей.
подробнее6 июня 2023 г.
Примите участие рекрутеров, которые делятся данными интервью, и станьте свидетелем трансформации вашей способности принимать обоснованные решения, способствовать справедливости, оптимизировать эффективность и постоянно совершенствоваться.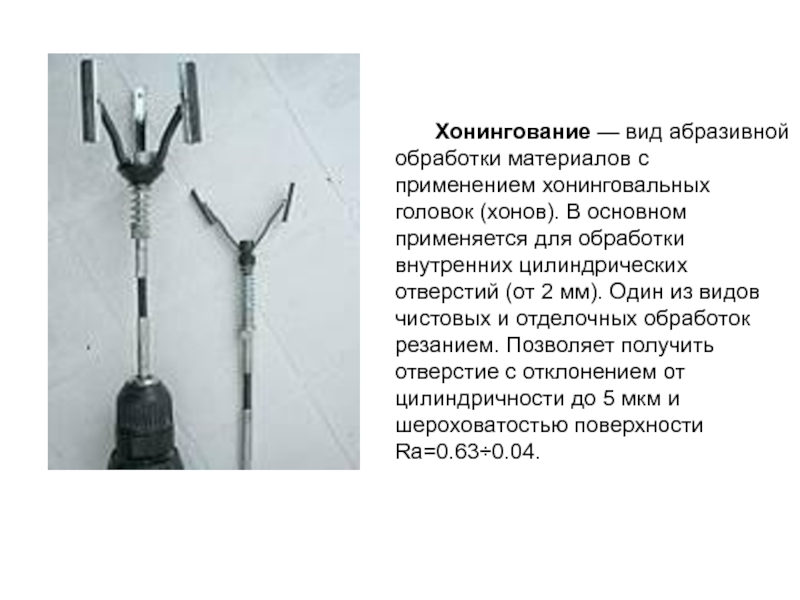
1 июня 2023 г.
Благодаря последним достижениям в области технологий отбора кандидатов и коммуникации рекрутеры теперь могут задавать наводящие на размышления вопросы и делиться ценными ответами, устраняя пробел, который ранее препятствовал их возможностям оценки.
подробнее19 мая 2023 г.
Honeit получает престижное звание «Стартап года в сфере подбора персонала» на мероприятии HR.com EmpowerHR и EmpowerDEIB в Фениксе.
подробнееВ чем разница между хонингованием и заточкой ножа?
Одним из самых важных инструментов в арсенале повара является хороший острый нож, и хотя некоторые производители ножей хотят, чтобы вы верили, что чем больше денег вы потратите на нож, тем острее он будет, 90 157 большинство ножей 90 158 затачиваются на заводе. (то есть почти как бритва). Есть много других факторов, влияющих на то, как долго лезвие ножа остается острым, в том числе то, как вы его храните, материал разделочной доски (подсказка: держитесь подальше от стекла), а также материал и стиль ножа (яп. стильные ножи часто изготавливаются из более твердой стали, которая тупится быстрее, чем более мягкие немецкие ножи, которые гнутся и деформируются). И большая часть продления срока службы лезвий ваших ножей заключается в том, чтобы знать, когда их точить или затачивать. Заточка и хонингование — это методы, используемые для ухода за лезвием ножа, но они служат разным целям.
стильные ножи часто изготавливаются из более твердой стали, которая тупится быстрее, чем более мягкие немецкие ножи, которые гнутся и деформируются). И большая часть продления срока службы лезвий ваших ножей заключается в том, чтобы знать, когда их точить или затачивать. Заточка и хонингование — это методы, используемые для ухода за лезвием ножа, но они служат разным целям.
Что такое хонингование?
Амазонка
Посмотреть на Амазоне Посмотреть на Walmart Посмотреть на Etundra.com
Амазонка
Посмотреть на Амазоне Посмотреть на Messermeister.com
Амазонка
Посмотреть на Амазоне Посмотреть на Walmart
Хонингование используется для поддержания, выпрямления и выравнивания острой кромки ножа, которая может погнуться и деформироваться при частом использовании. Это довольно легко сделать: просто проведите лезвием под углом 15-20 градусов по хонинговальной стали (также известной как стержень) одинаковое количество раз с каждой стороны. Хонингование не удаляет металл с лезвия; вместо этого он выравнивает существующую кромку, в результате чего лезвие становится более острым и точным. Это также увеличивает продолжительность времени, необходимого между фактической резкостью.
Хонингование не удаляет металл с лезвия; вместо этого он выравнивает существующую кромку, в результате чего лезвие становится более острым и точным. Это также увеличивает продолжительность времени, необходимого между фактической резкостью.
То, как часто вы должны точить свои ножи, действительно зависит от того, как часто они используются. Повара часто точат свои ножи ежедневно, но они также выполняют значительно больше работы с ножами, чем средний домашний повар. Как только вы почувствуете, насколько острым обычно является ваш нож, вы сможете понять, когда пора его заточить. Как правило, хорошей идеей является несколько ударов по стали перед каждым крупным кулинарным проектом.
Serious Eats / Вики Васик
Что такое повышение резкости?
Амазонка
Посмотреть на Amazon
Амазонка
Посмотреть на Амазоне Посмотреть на Korin.com
Амазонка
Посмотреть на Amazon
Заточка используется для восстановления тупой или поврежденной кромки ножа.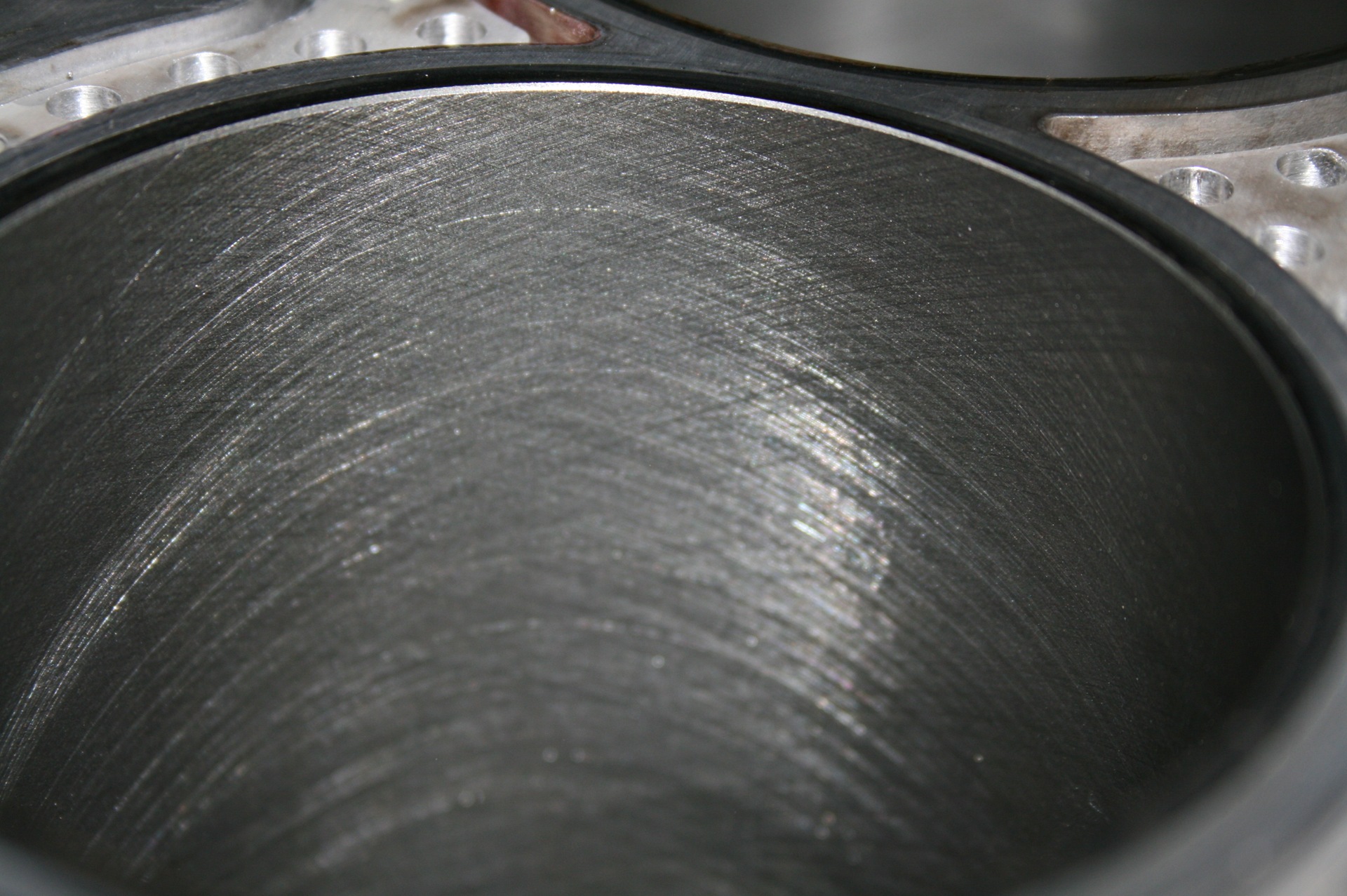 Обычно это делается путем удаления металла с лезвия, проводя им по точильному камню или через ручную или электрическую точилку (хотя мы очень экономно рекомендуем последние два). Поскольку этот процесс фактически удаляет металл, мы не рекомендуем делать это слишком часто (два раза в год подходит для большинства домашних поваров), иначе ваш поварской нож может в конечном итоге выглядеть как нож для филе.
Обычно это делается путем удаления металла с лезвия, проводя им по точильному камню или через ручную или электрическую точилку (хотя мы очень экономно рекомендуем последние два). Поскольку этот процесс фактически удаляет металл, мы не рекомендуем делать это слишком часто (два раза в год подходит для большинства домашних поваров), иначе ваш поварской нож может в конечном итоге выглядеть как нож для филе.
Как заточить нож
Serious Eats / Вики Васик
Существует несколько различных способов заточки ножа, в том числе ручные или электрические точилки, вращающиеся точильные камни и точильные камни. Профессионалы часто избегают сквозных точилок и точильных камней, поскольку с них удаляется большое количество металла, что ускоряет сведение ножа к минимуму. По словам Винсента Казухито Лау, местного специалиста по заточке Korin, «худший метод заточки – это использование точильного станка/точилки со сквозным протягиванием. Они имеют тенденцию измельчать больше металла, чем необходимо, и изнашивают нож». Вместо этого он рекомендует использовать точильный камень (как и мы). «Это позволяет вам создать идеальную кромку для конкретного ножа, который вы затачиваете», — говорит он.
Вместо этого он рекомендует использовать точильный камень (как и мы). «Это позволяет вам создать идеальную кромку для конкретного ножа, который вы затачиваете», — говорит он.
Заточка ножа точильным камнем — это особый процесс, который требует некоторой практики, чтобы добиться успеха. Точильные камни представляют собой керамические блоки с разной зернистостью снаружи (что-то вроде наждачной бумаги). Проведение краем лезвия по предварительно пропитанному бруску сбрасывает микроскопические кусочки металла, которые затачивают скос до бритвенно-тонкой кромки.
У некоторых продавцов специализированных ножей (таких как Korin) есть профессиональные точилки, такие как Kazuhito Lau, которые используют точильные камни для ручной заточки лезвия. Это может быть дорого, но оно того стоит, если вы боитесь делать это самостоятельно.
Стиль ножа также может диктовать, как вы можете его заточить. Представитель компании Cangshan Cutlery в Техасе рассказал нам об этом:
«Каждый производитель использует разную сталь для изготовления ножей, и в результате получаются металлы, которые тверже или мягче друг друга. Более твердая сталь (обычно японская) лучше удерживает режущую кромку, но может быть более хрупкой. Эти типы стали не требуют такой тщательной заточки, но могут нуждаться в более частой заточке. Более мягкие металлы (такие как немецкая сталь) требуют большей заточки/обслуживания, но их можно затачивать реже», — говорится в электронном письме.
Более твердая сталь (обычно японская) лучше удерживает режущую кромку, но может быть более хрупкой. Эти типы стали не требуют такой тщательной заточки, но могут нуждаться в более частой заточке. Более мягкие металлы (такие как немецкая сталь) требуют большей заточки/обслуживания, но их можно затачивать реже», — говорится в электронном письме.
Итак, если вы обнаружите, что ищете новый нож, может быть полезно рассмотреть потребности в заточке этих разных стилей, особенно если вы новичок в точильном камне.
В чем разница между западными и японскими поварскими ножами?
Еда на вынос
Serious Eats / Ирвин Лин
Вся эта информация может быть немного ошеломляющей. Для простоты: затачивайте ножи два раза в год (или платите профессионалу за их заточку на точильном камне) и точите в промежутках между ними, чтобы сохранить остроту лезвия. Сохранение остроты лезвия также во многом связано с хранением и использованием, поскольку каждый раз, когда лезвие касается металла (или любой поверхности), лезвие может затупиться, поэтому мы не рекомендуем хранить ваши ножи в ящике или блоке для ножей.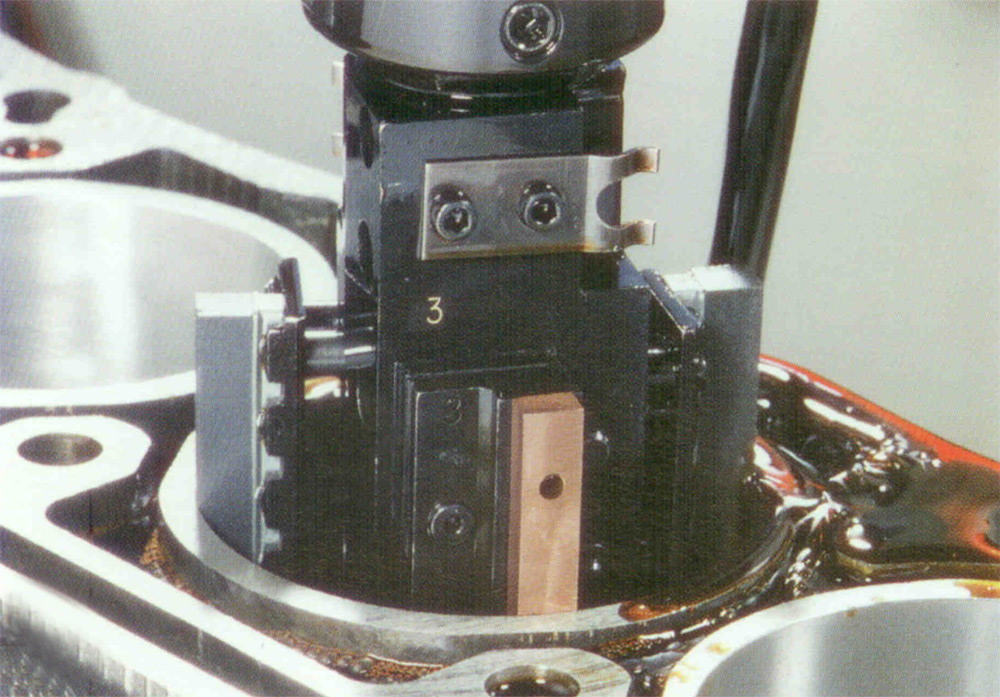 Вместо этого купите защиту для ножей или магнитную планку для ножей (которая также обеспечивает легкий доступ, не говоря уже о том, что выставлять ножи напоказ выглядит довольно круто). Лау также рекомендует быть разборчивым в выборе разделочной доски, так как некоторые материалы (кашель *стекло* кашель) могут быстрее затупить ваши ножи.
Вместо этого купите защиту для ножей или магнитную планку для ножей (которая также обеспечивает легкий доступ, не говоря уже о том, что выставлять ножи напоказ выглядит довольно круто). Лау также рекомендует быть разборчивым в выборе разделочной доски, так как некоторые материалы (кашель *стекло* кашель) могут быстрее затупить ваши ножи.
Часто задаваемые вопросы
В чем разница между хонингованием и заточкой ножа?
Короче говоря, заточка используется для восстановления тупой или поврежденной кромки путем удаления металла, а хонингование используется для поддержания и выпрямления кромки (которая со временем может погнуться). Хорошей практикой является частое затачивание ножа, чтобы поддерживать лезвие, и затачивать его только тогда, когда он затупится.
Какой точильный стержень лучше?
Для изготовления хонинговальных стержней используются различные материалы, поэтому у нас есть кирки для каждого. Для нержавеющей стали нам нравится эта модель от Winware. Нам также нравится эта керамическая модель от Messermeister и эта алмазная модель от Messermeister. Подробнее о том, какой материал подходит именно вам, вы можете прочитать здесь.
Нам также нравится эта керамическая модель от Messermeister и эта алмазная модель от Messermeister. Подробнее о том, какой материал подходит именно вам, вы можете прочитать здесь.
Все, что вам нужно для заточки ножа, — это хорошая хонинговальная сталь. Идеальная хонинговальная сталь имеет длину около 12 дюймов с крестовиной приличного размера для защиты вашей руки.
Заточить нож можно несколькими способами, но мы рекомендуем использовать точильный камень. Следуйте нашему удобному руководству здесь для пошагового объяснения.
Как лучше всего заточить нож?
Мы считаем, что лучший способ заточить нож — это точильный камень. Эти блоки, которые вы замачиваете в воде перед использованием, могут быть сделаны из различных материалов (керамика, алмаз), но предпосылка одна и та же: они используются для сбривания небольших кусочков металла с вашего лезвия, что приводит к острый край. Кенджи написал о том, как выбрать точильный камень, и рекомендует покупать точильный камень средней зернистости для крупных работ по заточке, а также точильный камень с мелкой зернистостью для точной настройки.