
Горелка для сварочного полуавтомата: устройство, принцип работу
Сварщик, производя сварочные работы сварочным инвертором или полуавтоматом, делает одинаковые движения. Но в отличие от держателя для электродов, полуавтоматы имеют горелку достаточно сложную по конструкции. Горелка для сварочного полуавтомата подбирается под тип сварки MIG или MAG. И от правильного выбора зависит производительность, безопасность и утомляемость работника, который производит сварочные работы в течение половины рабочего времени.
 Газовая горелка для сварочного полуавтомата
Газовая горелка для сварочного полуавтоматаГорелки для полуавтоматов можно отнести к расходным материалам, потому что срок их эксплуатирования не превышает полугода. Но и для такого срока необходима смена быстро выходящих из строя элементов.
Принцип работы
Идущая в комплекте газовая горелка для полуавтомата – это исполнительное устройство для получения сварочного шва в среде защитного газа.

Газовая горелка для полуавтомата
Принцип работы следующий:
- Горелка помещается к основному металлу на расстояние образования дуги.
- Перед началом розжига дуги за несколько секунд в сварочную зону подается защитный газ.
- Напряжение подается на токоподводящий наконечник, а соответственно и на электродную проволоку.
- В сварочной дуге электродная проволока плавится и каплями с потоком газа попадает в сварочную ванну.
- При перемещении горелки вдоль соединяемых элементов образуется сварной шов.
- Среда защитного газа обеспечивает получение качественного и чистого шва.
Во время проведения сварных работ элементы горелки подвергаются воздействию высоких температур. Особенно страдают газовое сопло, токоподводящий наконечник и электродный держатель, также именуемый диффузором и газорассекателем.

Устройство горелки для полуавтомата
- основа горелки;
- изоляционное кольцо;
- электродный держатель;
- токоподводящий наконечник;
- газовое сопло.
Выход из строя, например, токоподводящего наконечника, препятствует подаче сварочной проволоки для заполнения ванны.
Конструкция горелки
Производителей сварочного оборудования много, но устройство горелки одинаково для всех. Отличаются они между собой материалами, размерами, критической температурой и мощностью, механизмами подачи защитной среды (газа, флюса).
Рассматривая конструкцию горелки, стоит отметить, что основными элементами являются:
- сопло;
- держатель;
- наконечник;
- втулка изоляционная;
- основа с рукояткой.

Конструкция горелки
Наконечники и сопла горелок изготавливаются из различных материалов, поэтому срок их службы различен. Широко используется медь, но и от ее качества зависит длительность работы. Для увеличения срока эксплуатации сопла изготавливают из вольфрама. Но при этом возрастает цена. Среднее время работы таких наконечников и сопел составляет 200 часов.
Из-за частой смены расходных материалов данные элементы изготавливаются быстросменными, чтобы сварщик в короткий срок мог их заменить своими руками.
Рукоятка изготавливается из термостойкого изоляционного материала, защищающего сварщика от воздействия электрического тока. На рукоятке располагается кнопка, включающая подачу защитного газа перед розжигом дуги.
Рукоятка соединяется со сварочным аппаратом посредством подающего рукава, в котором воедино собраны:
- питающий кабель;
- витой канал подачи проволоки;
- канал подачи защитных материалов;
- контур охлаждения;
- разъем соединения с аппаратом и механизмами подачи.
Стандартизованная длина рукава начинается от 2,5 м и достигает 7 м. Длина зависит от места и типа выполняемых работ. Чтобы добраться до сварного шва на высоте без подъема аппарата рукав должен быть максимальной длины.
Но стоит помнить, что излишки, сложенные на полу кольцами при прохождении по ним напряжения работают как индуктивные катушки и сильно нагреваются. Вследствие чего может возникнуть короткое замыкание.
Разновидности горелок для сварочного полуавтомата
Производители предлагают множество моделей горелок для полуавтоматов. Их характеристики можно описать следующим образом:
- токовая нагрузка;
- длина рукава;
- тип охлаждения:
- воздушный;
- водяной;
- тип управления:
- кнопочный;
- вентильный;
- универсальный;
- способу подключения:
- штекером;
- евроразъемом.
Штекерное подключение к аппарату влечет за собой увеличение размера рукава, так как каждый источник подключается по отдельности. Соединение евроразъемом облегчает подключение, но оно используется на дорогом профессиональном и полупрофессиональном оборудовании, в котором все каналы собраны в один корпус.

Самодельная газовая горелка
Для сварочных полуавтоматов подбираются из следующих критериев:
- допустимая нагрузка по току;
- корпус должен быть изготовлен из пластика стойкого к механическим повреждениям;
- эргономичность корпуса;
- стойкость оболочки рукава к воздействию низкими температурами и абразивом;
- малый размер;
- минимальный вес.
Профессионалы предпочитают подбирать газовую горелку не по характеристикам сварочного полуавтомата, а по несколько сниженному значению сварочного тока. Связано это с тем, что работа производится не на постоянной основе.
Производители ведут расчет стойкости горелок по непрерывной работе в течение 10 минут, чего не делает ни один сварщик. Поэтому если на аппарате максимальным значением является 400А, то для горелки мощности в 300А будет вполне достаточно.
Расчет ведется по максимальной температуре, при которой возможно разрушение ручки или рукава. Поэтому в продаже можно встретить полуавтоматы, оснащенные горелками с 60% ПВ и даже ниже.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
устройство, как выбрать, лучшие модели
Сварка MIG/MAG отличается повышенной производительностью и беспрерывными соединениями. Качество шва зависит от характеристик аппарата и навыков сварщика, но горелка сварочного полуавтомата тоже влияет на удобство выполнения процесса, поэтому должна быть правильно подобрана. Обсудим устройство и разновидности горелок для сварочных полуавтоматов, а также сделаем обзор наиболее удачных моделей.

Подборка товаров осуществлена на основе отзывов, мнений и оценок пользователей, размещенных на различных ресурсах в сети интернет. Вся информация взята из открытых источников. Мы не сотрудничаем с производителями и торговыми марками и не призываем к покупке тех или иных изделий. Статья носит информационный характер.
Устройство газовой горелки в сборе с рукавом
Чтобы разобраться в выборе комплектующих, рассмотрим устройство горелки для полуавтомата, которое поможет понять, на какие элементы приходится больше всего нагрузка при эксплуатации.
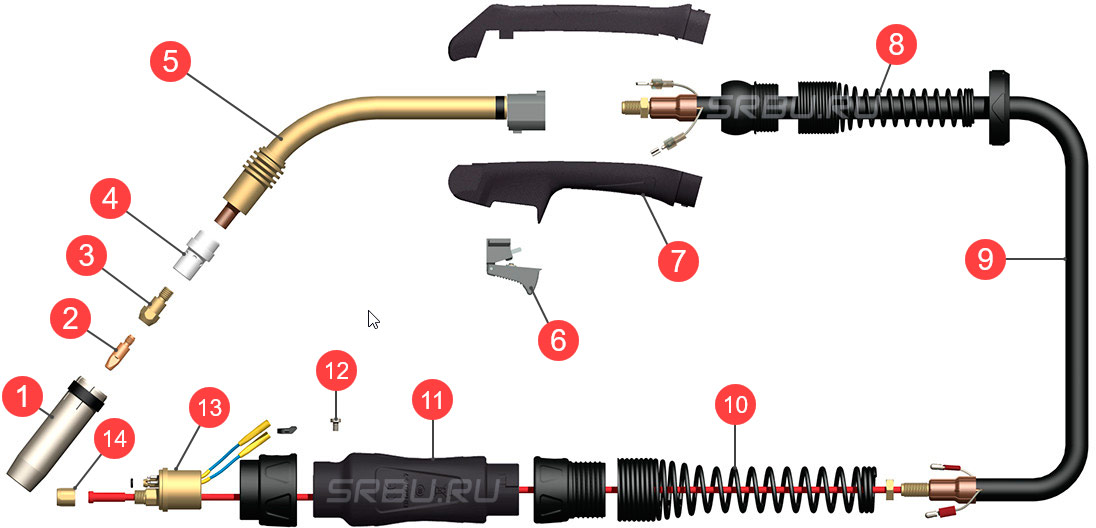
1. Сопло коническое.
2. Токовый наконечник.
3. Держатель наконечника.
4. Распределитель газа.
5. Мундштук.
6. Кнопка.
7. Рукоятка.
8. Соединительная пружина.
9. Коаксиальный кабель.
10. Соединительная пружина.
11. Коробка для охлаждения воздуха.
12. Винт.
13. Центральный коллектор.
14. Гайка.
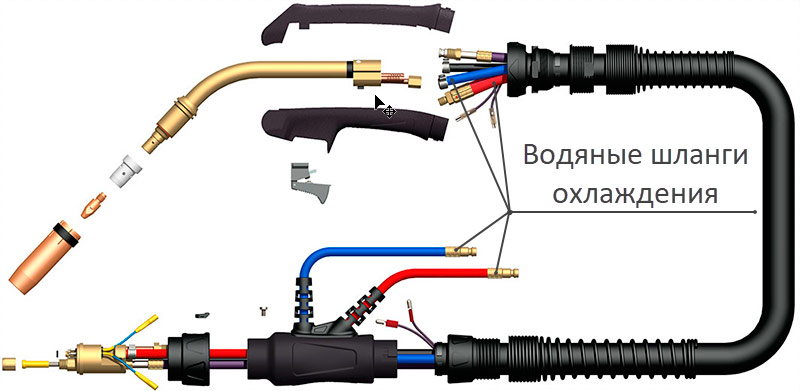
Устройство горелки с водяным охлаждением.
Разновидности газовых горелок
Горелки для полуавтомата отличаются прежде всего по разрешенной максимальной силе тока. От этого зависит какую толщину металла получится ими сваривать (в сочетании с мощностью полуавтомата). Есть бытовые горелки и полупрофессиональные с показателем 150-180 А. Далее идут аксессуары на 200-250 А. На серьезных производствах применяют горелки, выдерживающие сварку на токе 300-400 А.
Еще бывают горелки для работы за сварочным столом (сварочный рукав для полуавтомата короткий — 2-3 м), и горелки для сборки объемных конструкций в цеху (длина шланг-пакета 4-5 м).

Последнее различие составляет вид охлаждения, который бывает воздушным и жидкостным. В первом случае тепло уходит в воздух, а изнутри дополнительно выполняется продувка газом. Во втором случае в горелке предусмотрен канал подачи и обратки для циркуляции жидкости, которая осуществляется от помпы.
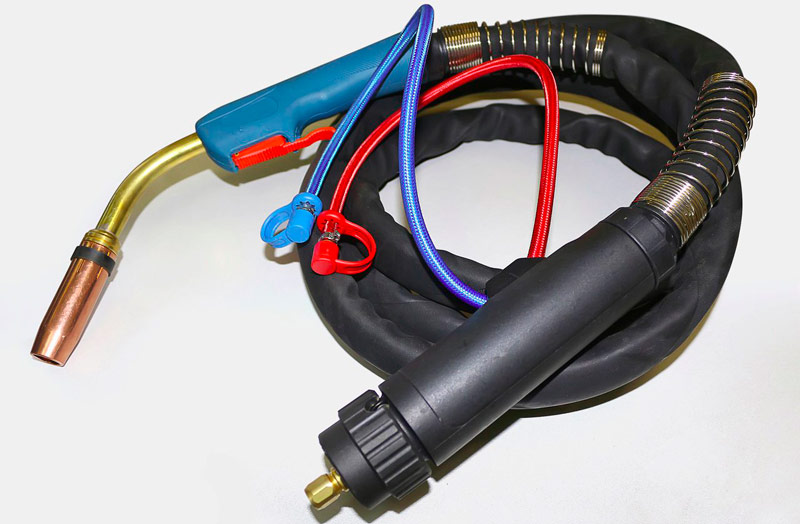
Горелка с водяным охлаждением.
Тип охлаждения влияет на продолжительность работы и стоимость товара.
Как подобрать газовую горелку и сварочный рукав для полуавтомата
При выборе модели, учитывайте следующие шесть факторов.
Предел максимального сварочного тока
Этот параметр должен соответствовать характеристикам аппарата. Если у Вас полуавтомат выдает 300 А, то и показатель горелки должен быть не меньше. В случае, когда сварка всегда ведется на малых токах (100-120 А), можно купить горелку, рассчитанную на такую величину, но это ограничит возможности аппарата.
Длина рукава
Длинна рукава бывает от 2 до 8 м. Чем шланг-пакет больше, тем маневреннее сварщик. Но в таком случае требуется надежный четырехроликовый механизм подачи.
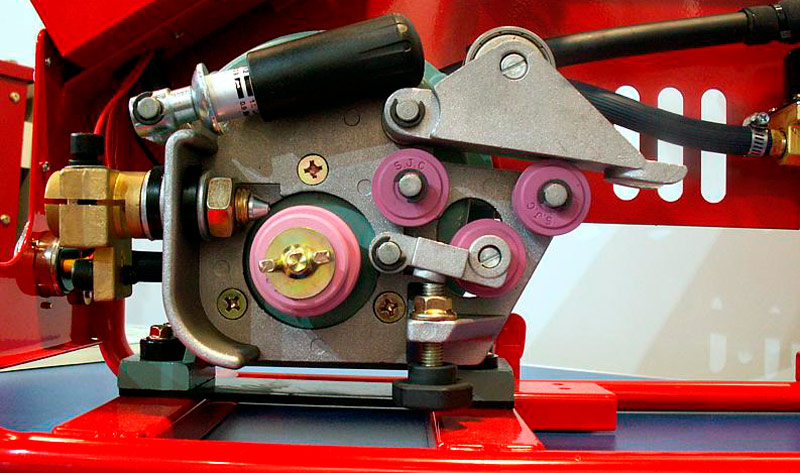
Четырёхроликовый механизм подачи проволоки полуавтомата.
Еще важно следить, чтобы канал не закручивался, иначе проволока начнет «буксовать». Для работы в гараже или во дворе частного дома хватит 2-3м. В цеху желательно иметь запас в 4-5 м.
Метод охлаждения
Если Вы собираете каркасы теплиц, беседки, двери, ворота, то много времени уходит на подготовку деталей, зачистку, обрезку. Длина швов в таких конструкциях не превышает 10 см. Здесь достаточно горелки с воздушным типом охлаждения, которая будет успевать остывать, пока ведутся другие работы. При непрерывной сварке с длинными швами, нужно водяное охлаждение, иначе будет страдать производительность.
Разъем для подключения горелки

Евро разъем для подключения горелки к полуавтомату.
На некоторых моделях встречается разъем PDG-309. Тогда необходимо искать именно такое обозначение для замены оснастки.

Разъем PDG 309.
Тип и размер канала для проволоки
Тип канала бывает стальной и тефлоновый. Первый используется для цельной и полой проволоки при сварке нержавейки и черного металла. Второй подходит для заправки алюминиевой проволоки и сварки алюминия и его сплавов. Диаметр канала подбирается исходя из сечения проволоки и бывает 0.6-1.6 мм.
Эргономика
Чем естественней горелка ложится в руку, тем меньше сварщик будет уставать при продолжительной работе. Для этого на рукоятке должны быть вырезы, кнопка пуска должна располагаться снизу и точно под указательным пальцем, расширение спереди предназначено для предотвращения выскальзывания. Резиновые вставки содействуют прочному обхвату.

Эргономичная рукоятка сварочной горелки для полуавтомата.
Правила эксплуатации и обслуживания
Чтобы грелкой было удобно варить, ее канал не должен перекручиваться или собираться в петли. Это затрудняет прохождение проволоки. Токосъемный мундштук выбирается по диаметру подающейся с катушки присадки. Со временем его внутреннее отверстие разрабатывается и проволока начинает «гулять», из-за чего труднее контролировать формирование шва. В таком случае мундштук меняется на новый.
Сопло горелки направляет защитный газ точно в зону сварки. Постепенно оно обрастает внутри окалинами, которые нужно чистить. Брызги металла прилипают и снаружи, поэтому рекомендовано наносить жирные спреи, уменьшающие адгезию (создают пленку на поверхности гусака и сопла). Кабель канал склонен к накоплению мусора и технической смазки от проволоки, поэтому раз в год его требуется прочищать, для чего выпускают специальные приспособления.
Лучшие горелки для сварочных полуавтоматов
Если у Вас полуавтомат не с цельным присоединением кабель-канала к корпусу, то такую горелку можно заменить на более удобную. Для покупки ищите товар с обозначением штекера EURO. Он универсален и подходит к любым аппаратам с таким же разъемом. Покупать оборудование такого же бренда, что и Ваш полуавтомат, не обязательно.
Горелки на 150-180 А
Если сварочный полуавтомат используется для соединения металла толщиной 0.8-7.0 мм, то достаточно горелки, рассчитанной на силу тока 150-180 ампер.
MIG-150 BRIMA
Горелка для полуавтомата от немецкого производителя. Снабжена эргономичной ручкой с несколькими вырезами, которые хорошо ложатся в ладонь сварщика. Кабель-канал может принимать проволоку от 0.6 до 1.0 мм. Длина рукава составляет 3 м, чего достаточно для стационарного сварочного поста в мастерской. Если варить на токе 150 А, то продолжительность включения составит 60%. Евро разъем оснащен выступающей рельефностью, которая облегчает подсоединение к сварочному аппарату. Аксессуар охлаждается воздухом снаружи и газом изнутри.
Горелка примечательна удлиненным соплом, которое подходит для сварки на прямой и обратной полярности (меньше греется). Еще угол наклона гусака минимальный, что позволяет заводить ее в трубы и вести сварку в труднодоступных местах.

Foxweld 6068 MIG-15
Модель примечательна длиной рукава 5 м. Это выгодно при работе с крупными конструкциями — Вам потребуется реже передвигать сам аппарат. Повышенная мобильность сварщика позволяет быстро переходить от одного изделия к другому и даже трудиться попеременно на двух сварочных столах.

AURORA 12017 PRO MIG 15 AIR COOL
В данной горелке есть широкая резиновая накладка сверху, предотвращающая выскальзывание из рук. Место расположения курка отделено, чтобы другие пальцы не съезжали туда. Шланг-пакет тоньше, чем у других производителей и легче. Длина канала составляет 3 м, а максимальный ток допустим до 180 А.
Судя по отзывам сварщиков, эта модель довольно комфортна для удержания и работы по 6-8 часов каждый день. Еще она наиболее доступна по цене. Если у Вас сварочный полуавтомат от именитого бренда, у которого нужно заменить горелку, то здесь получится сэкономить, не потеряв в качестве.

FUBAG 38440 FB 150
Это горелка премиального качества от немецкого бренда. Она имеет длину рукава 3 м и пропускает в себе проволоку с диаметром 0.6, 0.8 и 1.0 мм. Варить ей можно с максимальным током не выше 180 А, иначе перегреется и расплавится. На сопле предусмотрены два рельефных кольца для удобного снятия наконечника.
Горелка дорогая, но очень удобная. Ее ценят сварщики за эргономинчость. Если Вам требуется варить каждый день по 6 часов, то с ней меньше устанет рука. Кнопка нажимается очень легко одним пальцем. Резиновая накладка сверху не дает скользить в руках.

VIKING 95588016 MIG 15AK-4м
В конце рейтинга мы поместили горелку от австрийского бренда. У нее оптимальный рабочий ток 150 А, при котором продолжительность включения разрешена 60%. Если нужно, то кратковременно можно провести сварку на 180 А, но с более длительными перерывами на остывание. Длина рукава 4 м повышает мобильность сварщика. Весит горелка с каналом 2 кг. Она отличается от большинства других моделей расположением резиновой вставки снизу, что не дает скользить пальцам.
Такой товар подойдет там, где часто приходится менять положение и варить вертикальные, потолочные и угловые швы. Чтобы кабель-канал не загибался, предусмотрены длинные пружинные вставки на входе в горелку и перед Евро-разъемом.

Лучшие горелки на 200-250 А
Когда требуется сваривать детали с толщиной 10-20 мм, то необходимо повышать силу тока на полуавтомате. Соответственно и горелка нужна с большим показателем тока. Вот рейтинг лучших моделей этого уровня.
MS 24 Сварог ICT2698
Горелка МИГ для сварки в среде углекислоты и смеси аргона. С газом MIX допустим ток 220 А, с углекислотой можно 250 А. В обоих случаях ПВ составляет 60%. Шланговый пакет, судя по отзывам, довольно гибкий. Его длина — 3 м. Горелка рассчитана на воздушное охлаждение. Можно заправлять проволоку от 0.8 до 1.2 мм. Общий вес товара 2.7 кг. Наконечник массивный и прочный. Но длинный токовод мешает контролировать сварочную ванну.
Эта модель интересна наличием антискользящих накладок сверху и снизу на рукоятке. Такое исполнение особенно актуально для работы на высоких конструкциях (чтобы не выронить) или в жарких условиях (на улице летом). Еще горелка примечательна гусаком, покрытым медью, что снижает количество прилипающих брызг от сварки.

BRIMA MIG-250
Далее горелка от немецкого бренда. Согласно отзывам товар нравится покупателям доступной ценой. У рукоятки нет резиновых накладок, зато есть выступы под пальцы. Анатомическая форма снимает напряжение с руки. Длина кабеля здесь 3 м. Диаметр проволоки разрешен 0.8, 1.0 и 1.2 мм. Максимальная сила тока не более 250 А. С таким показателем можно варить непрерывно по 6 минут, а затем давать ей остывать 4 минуты.
Обратите внимание на мощную пружину у основания разъема и ручки. Она не допускает залома канала при сильном изгибе. Проволока будет подаваться непрерывно. Провода, ведущие к кнопкам (шлейф), останутся целыми, несмотря на частые перегибы рукава.

AURORA 12027 25 AIR COOL
Надежная горелка для полуавтомата с проверенным качеством. Позволяет работать с проволокой до 1.2 мм в диаметре. Имеет хорошую теплоотдачу и поддерживает сварку полуавтоматом с силой тока 230 А. Сверху на ручке накладка антискольжения. Гусак напылен хромом для снижения прилипания брызг. Евро-разъемом с высокими гранями легко вставлять в гнездо на полуавтомате.
Модель примечательна длиной кабель-канала 5 м. Благодаря этому сварщик может обходить вокруг крупного изделия, не перевозя за собой аппарат с баллоном. С таким рукавом практично вести сварку металлоконструкций нас стройке.

FUBAG 38443 FB 250
Завершает рейтинг мощных горелок для полуавтомата товар от немецкого производителя. Горелка чрезвычайно удобна за счет анатомической формы и двух резиновых вставок. Угол гусака оптимален для минимального изгиба запястья. Серия рассчитана на максимальную силу тока 230 А. Можно установить тонкую проволоку 0.8 мм для сварки кузовов, и толстую 1.2 мм для соединения заготовок с сечением до 20 мм.
У горелки очень чувствительная кнопка пуска. Это помогает, когда полуавтомат используется для сборки ответственных конструкций, где требуются многочисленные прихватки. Нажатие по 1000 раз в день на курок не утомляет. Гибкий стыковочный элемент у основания обеспечивает подвижность горелки при изгибе для сварки в разных пространственных положениях.

Если вы заметили ошибку, не рабочее видео или ссылку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
srbu.ru
Сварочная горелка для полуавтоматов: бренды, использование
 При проведении сварочных работ помимо самого аппарата играет большую роль сварочная горелка для полуавтоматов. От ее параметров зависит и скорость работы и ее качество, кроме того сама горелка является часто изнашиваемой, но одновременно дорогостоящей частью. А это влияет на окупаемость и экономическую целесообразность именно таких сварочных работ.
При проведении сварочных работ помимо самого аппарата играет большую роль сварочная горелка для полуавтоматов. От ее параметров зависит и скорость работы и ее качество, кроме того сама горелка является часто изнашиваемой, но одновременно дорогостоящей частью. А это влияет на окупаемость и экономическую целесообразность именно таких сварочных работ.
Общая информация
 Сварочная горелка для полуавтоматов применяется как для MIG, так и MAG сварки. Ее предназначение — доставка к месту сварки сварочной проволоки и защитного газа. Кроме этого именно через горелку осуществляется подача тока (второй контакт аналогичен контакту при использовании инверторной сварки электродами).
Сварочная горелка для полуавтоматов применяется как для MIG, так и MAG сварки. Ее предназначение — доставка к месту сварки сварочной проволоки и защитного газа. Кроме этого именно через горелку осуществляется подача тока (второй контакт аналогичен контакту при использовании инверторной сварки электродами).
Аббревиатуры MIG/MAG означают следующее:
1. MIG — расшифровывается на английском как Metal Inert Gas, сварка производящаяся в инертном газе. Часто это аргон или гелий. В горелке для сварочного полуавтомата mig-типа выгодно использовать их смесь с углекислым газом. Его обычно добавляют от 2 до 20 процентов.

Внимание — увеличение доли углекислого газа делает эффективным и быстрым проплавление металла, но одновременно и значительно усиливает его разбрызгивание
2. MAG — расшифровывается как Metal Active Gas, то есть — в активном газе. Чаще всего это оксид углерода. Очень эффективно при работе со сталью, но имеет недостаток — сильное брызгообразование.
 По своему устройству сварочная горелка для полуавтоматов состоит из трех частей:
По своему устройству сварочная горелка для полуавтоматов состоит из трех частей:
- Собственно сама горелка
- Сварочный рукав — соединяет горелку с аппаратом и обеспечивает подачу проволоки, газа, охлаждающего агента и тока
- Соединительное устройство — может быть как единым (евроразъем), так и раздельным — штекеры для проволоки, тока и так далее каждый отдельно. В любом случае для фиксации используются накидные гайки.
 Устройство горелки аналогично у всех производителей. Она состоит из:
Устройство горелки аналогично у всех производителей. Она состоит из:
- Сопло (наиболее расходная часть, часто изготавливается из медных сплавов)
- Втулка (представляет собой термостойкий и токонепроводящий полый цилиндр, помещаемый внутрь сопла)
- Контактная трубка (охватывает диффузор и по ней подается защитный газ)
- Диффузор (часто называется газорассекателем, именно через него в рабочую зону подается сварочная проволока, он имеет сменные насадки под разные ее диаметры)
- Горловина (соединяет детали No1-4 с собственно подающим рукавом, выполняет механическую и термическую защиту сварщика)
- Ручка горелки (в ней расположена кнопка управления работой сварочного аппарата, от удобства ее формы зависит качество шва и утомляемость при длительной работе)

Выбирая горелку примерьте ее по своей руке — эргономика не менее важный фактор, чем скорость подачи проволоки или номинальная величина рабочего тока
Как выбрать
Выбирая горелку для сварочного полуавтомата нужно прежде всего учитывать тип планируемых работ и их длительность. Если работа предполагается непродолжительная и в простых условиях, то излишним будет приобретать дорогостоящие полупрофессиональные и профессиональные модели.
 По этим же причинам не стоит выбирать и варианты горелки для сварочного полуавтомата большой длины с евроразъемом. Они окажутся не так удобны как ожидалось и окупятся весьма нескоро. Плюс стоимость неизбежно заменяемых деталей такой горелки превышает в несколько раз цену аналогичных для штекерных и более компактных вариантов.
По этим же причинам не стоит выбирать и варианты горелки для сварочного полуавтомата большой длины с евроразъемом. Они окажутся не так удобны как ожидалось и окупятся весьма нескоро. Плюс стоимость неизбежно заменяемых деталей такой горелки превышает в несколько раз цену аналогичных для штекерных и более компактных вариантов.
Запчасти для сварочной горелки полуавтомата с евроразъемом по цене дороже аналогичных для штекерного типа
Кроме описанных выше следует учитывать и другие факторы, влияющие на работу со сварочным полуавтоматом:
- Возможный вес устройства — если работа предполагается стационарно в оборудованной мастерской или цехе, то данный показатель не критичен. В случае же эксплуатации в мобильном варианте и стесненных условиях — вес должен быть минимальным как самого аппарата, так и горелки.
- Габаритные размеры — не стоит гнаться за большой длиной сварочного рукава. Он должен соответствовать задачам и месту работы. При избыточной длине возможны трудности с его размещением и сохранением целостности.
- Прочность и износостойкость — как процесс самой сварки, так и сопутствующие ему операции с металлом могут привести к повреждению сварочной горелки (чаще всего ее части — сварочного рукава). Это нужно учитывать при выборе модели.
Если работа будет вестись в агрессивных условиях, то лишняя прочность горелке не помешает. Кроме того сама горелка должна осуществлять защиту сварщика от неизбежного нагрева и поражения электрическим током. Гибкость сварочного рукава не должна идти в разрез с его прочностью — даже при работе в стационарных условиях горелка весьма активно перемещается.
- Удобство корпуса и крепления — чаще всего это называют эргономичностью. Нужно помнить, что сварщик работает горелкой не менее трех часов в день, а часто и по 4-5 часов. Все это время он держит горелку. От ее удобства зависит качество шва и количество времени затрачиваемого на сопутствующие операции — осмотр и очистка, смена прогоревших деталей.
При покупке сварочной горелки для полуавтоматов необходимо в обязательном порядке проверять наличие сертификационных документов. Иначе есть риск потерять не только средства, но и подвергнуть жизнь и здоровье сварщика серьезной опасности
Как использовать
Для эффективного использования сварочной горелки рекомендуется проводить предварительную настройку на пробных кусках металла с толщиной аналогичной тому, с котором будет вестись работа. В обоих случаях нужно следовать простому алгоритму действий:
- Зачистить место будущего соединения с помощью стальной щетки и угловой шлифмашины. При необходимости — сформировать оптимальные края деталей.
- Подобрать сварочную проволоку оптимальной толщины для данных деталей. Если толщина деталей находится между 2 и 10 мм, то проволока также должна выбираться из диапазона 1-1.5 мм.
- Выставить на аппарате нужную силу тока. Она может колебаться от 100 до 260 ампер.
- Отрегулировать скорость подачи проволоки. Минимальное рекомендуемое значение — 140 метров в час, а максимальное — 550.
- Настроить скорость подачи газа в рабочую зону. Это делается экспериментально. Либо же с помощью встроенных программ в самом сварочном аппарате (синергетический режим).
Все операции и настройки для сварки горелкой на полуавтомате стоит производить опытным путем на пробных деталях. Это позволит избежать порчи как оборудования так и ценных материалов. Конкретные параметры очень сложно рекомендовать из-за разнообразия условий, в которых производится сварка.
При работе с алюминиевой проволокой нужно с осторожностью подходить к регулировке скорости ее подачи. Кроме этого в обязательном порядке нужно загодя сменить стандартные подающие рольки на механизм адаптированный для алюминия. В противном случае неизбежны заторы и порча как подающего механизма, так и сварочного рукава.
- Тщательно проверить прочность и герметичность всех соединений и контактов. Проконтролировать положение сварочного рукава (он не должен сильно изгибаться или лежать кольцами!).
Сваривая толстые детали не стоит выставлять сразу большую силу тока. Правильнее начинать с минимальных показателей и по мере наращивания шва — увеличивать их. Так шов будет прочнее и однороднее.
Делая вертикальные швы нужно работать снизу вверх. Это предупредит деформацию металла шва от неоднородного застывания. Объем газа при такой сварке должен быть на 20-30% больше, чем при сварке металла той же толщины, но в горизонтальном положении.
Обзор моделей
 На российском рынке представлены модели как отечественных, так и иностранных производителей. Все они делятся на две большие группы — с евроразъемом и со штекерным соединением. В любом случае рекомендуется выбирать горелку того же производителя, что и аппарата полуавтоматической сварки. Так будет меньше вероятность неожиданных поломок из-за разницы в устройствах и несовместимости.
На российском рынке представлены модели как отечественных, так и иностранных производителей. Все они делятся на две большие группы — с евроразъемом и со штекерным соединением. В любом случае рекомендуется выбирать горелку того же производителя, что и аппарата полуавтоматической сварки. Так будет меньше вероятность неожиданных поломок из-за разницы в устройствах и несовместимости.
Наибольшей популярностью пользуются модели следующих производителей:
- РЕСАНТА
- ФОРСАЖ
- СВАРОГ
- Aurora
- BlueWeld
- Kemppi
- Lincoln Electric
- ESAB
- BRIMA
- EWM
Выбирая горелку не стоит стремиться покупать ту, номинальная сила тока которой равна силе тока аппарата. Стоит брать горелку, чей показатель на 50-100 ампер меньше. Это серьезно сэкономит средства, так как максимальный ток практически никогда не используется и самое главное — при его превышении горелка вовсе не плавиться в руках сварщика, а тем более не пропускает ток. Так что и о безопасности в этом случае нет нужды беспокоиться.
Советы и рекомендации
- Примерно через час работы горелкой необходимо осуществлять визуальную проверку целостности внутреннего отверстия контактного наконечника, сопла и диффузора. Если они загрязнены брызгами металла или шлака — их нужно аккуратно очистить.
- Канал в рукаве, по которому подается специальная сварочная проволока для полуавтомата также нуждается в регулярном осмотре и уходе. При смене катушки с проволокой на новую его нужно очищать от накопившейся металлической пыли и стружки. Удобнее всего это делать с помощью продувки сжатым воздухом.
- Полуавтоматическая сварка как MIG, так и MAG типа применяется для GMAW (Gas Metal Arc Welding). Это переводится как сварка осуществляемая в среде защитного газа.
- Правильно подобранная горелка позволяет использовать на современных аппаратах полуавтоматической сварки так называемый синергетический режим. Суть его заключается в том, что объем подаваемого защитного газа (или газовой смеси), величина напряжения сварочной дуги и скорость подачи проволоки регулируются в автоматическом режиме самим аппаратом (к примеру, в таком режиме можно использовать сварочные горелки для полуавтомата Binzel).
- Следует избегать кольцевой укладки неиспользуемой части сварочного рукава. Так как по нему проходит довольно значительной силы ток, может возникнуть индуктивный нагрев и весьма вероятное короткое замыкание с разрушением сварочного рукава.
prosto-instrumenty.ru
устройство, запчасти к газовым горелкам
Не менее 40% всего рабочего времени сварщик тратит на подготовительные мероприятия, включая замену расходных частей горелки и сварочных материалов. Поэтому от оптимального подбора аксессуаров и комплектующих для сварки зависит скорость и продуктивность выполняемой работы. Правильный выбор сварочной горелки для сварки полуавтомата позволит не только увеличить продуктивность труда, но и уменьшить общую утомляемость сварщика, предоставив более безопасный уровень при обращении с аппаратом.
Газовая горелка для полуавтомата
При использовании полуавтоматических сварочных аппаратов MIG и MAG подбор оптимальной горелки зависит от номинального сварочного тока, типа охлаждения и конфигурации разъема. В любом случае, длина рукава горелки составляет от 3 до 5 метров с учетом поставленных задач.
Охлаждение прибора может быть двух видов:
- воздушное;
- водяное (жидкостное).
Горелки первого типа применяются для работы с токами до 350 А (сварка короткими швами). Жидкостное охлаждение актуально для сварки протяженных швов (независимо от сварочной силы тока). Приобрести качественную горелку для полуавтомата в Москве не составит труда. Более того, в ассортименте присутствуют все виды приборов и запчастей в обеспечение качественной и безопасной работы.
Обзор горелок AURORA для полуавтоматов
Сварочную горелку MIG-MAG — можно смело назвать главным инструментом сварщика. От качества исполнения данного устройства зависят производственные затраты, удобство работы сварщика, а значит и производительность его труда. Группа компаний «Аврора» — предлагает своим покупателям огромный выбор сварочных горелок для полуавтоматической сварки. Горелки «Аврора» — позволят сварщику работать с разными диаметрами проволок, от 0,6 до 1,6 мм. Устройства рассчитаны на 60% рабочий цикл с максимальными сварочными токами от 150 до 500А.
Устройство сварочной горелки
Вкладывая инвестиции в столь необходимый элемент сварочного оборудования, специалист берет за основу тип выполняемой сварочной работы и возможности полуавтомата. Более того, при приобретении горелки учитывают ее основные компоненты, которые со временем подлежат замене.

Независимо от производителя в конструкцию горелки входят:
- корпус с шейкой горелки (гусак) – крайне редко подлежит замене;
- изолятор – подлежит замене либо отдельно, либо с газовым соплом;
- диффузор (держатель) – после длительной работы требует замены ввиду налипания сварочных брызг;
- сопло – наиболее уязвимое место, подверженное негативному воздействию налипающих кусочков металла;
- токовый наконечник – самая изнашиваемая часть горелки, которую необходимо периодически менять.

Запчасти к горелкам полуавтоматов
Все детали к штыревым горелкам рано или поздно изнашиваются и приходят в негодность. Для сварного всегда важно иметь в арсенале базовые запчасти горелки, чтобы процесс сварки не прекращался в самый неподходящий момент.
Запчасти, которые должны быть всегда под рукой:
- переходник ГДПГ;
- газовый диффузор;
- держатель наконечника;
- направляющий канал;
- сопло;
- цанга с комплектующими.
electrod.biz
Что такое горелка сварочная для полуавтомата и как ее использовать?
Время чтения: 4 минуты
Для работы со сварочным полуавтоматом вам понадобится газовый баллон и, конечно, горелка. С помощью горелки в сварочную зону поступает не только защитный газ, но и присадочная проволока. За счет продуманной конструкции подача газа и проволоки осуществляется именно в том режиме, который нужен для выполнения ваших работ.

В этой статье мы расскажем, что собой представляет горелка, как она выглядит, из чего состоит, как ее выбрать и использовать. Эта статья для новичков, только начавших свое изучение полуавтоматической сварки.
Содержание статьи
Общая информация
Горелка для полуавтомата обычно поставляется в комплекте со сварочным аппаратом и используется для подачи защитного газа с присадочной проволокой в сварочную зону. Ниже вы можете видеть схематичное устройство горелки. Оно может несколько отличаться в зависимости от модели и производителя, но суть останется неизменной.

Большинство моделей состоит из основы, изоляционного кольца, держателя проволоки. Также есть токопроводящие наконечники и сопло для полуавтоматической сварки.
Кстати, чаще всего из строя выходят именно наконечники и газовое сопло. Эти детали фактически являются расходниками и нуждаются в частой замене. Все дело в высоких температурах. Сопло и наконечник способны какое-то время противостоять им, но в конечном итоге выходят из строя. Иногда страдает держатель проволоки, так же из-за высоких температур. Принимайте это во внимание. Если вовремя не заменить, например, наконечник, то у сварочной проволоки просто не будет возможности подачи в сварочную зону.
Как выбрать
Недостаточно выбрать один лишь полуавтомат, чтобы получить достойное качество швов. Важно также правильно подбирать комплектующие. Современные производители предлагают десятки разнообразных горелок, поэтому новичку порой трудно выбрать среди большого ассортимента. Мы решили облегчить вам задачу и рассказать об основных критериях, на которые нужно обращать внимание при выборе горелки.
Обратите внимание на токовую нагрузку (подбирается исходя из характеристик полуавтомата), длину рукава (чем длиннее, тем дальше вы сможете уйти от сварочного аппарата при работе), тип охлаждения (может быть воздушным и водяным; воздушного достаточно для домашней сварки) и тип подключения. О последнем расскажем подробнее.
Читайте также: Как выбрать и использовать горелку для пайки медных труб?
Горелку можно подключить с помощью штекера или с помощью так называемого евроразъема. Штекер дешевле и чаще используется, но из-за него приходится увеличивать длину рукава. Евроразъем можно встретить на профессиональных аппаратах, он нужен для быстрого и простого подключения.
Также обратите внимание на вес горелки, из каких материалов она сделана и насколько она устойчива к высоким температурам. Чем легче и компактнее горелка, тем дольше она служит.
Как использовать
Итак, горелка сварочная выбрана и куплена. Что дальше? А дальше необходимо ее использовать. И использовать правильно. Да, здесь тоже есть несколько ключевых правил. Соблюдайте их, чтобы добиться достойного качества швов. Мы расскажем о последовательности работ.
Перед использованием горелки подготовьте металл. Его нужно тщательно очистить от загрязнений и коррозии. Зафиксируйте детали, чтобы ваши руки были свободны в процессе работы. детали можно зафиксировать с помощью струбцин.
Раскрутите вентиль на газовом баллоне и подождите несколько секунд. Затем найдите сопло для сварочного полуавтомата на горелке и поднесите к нему открытое пламя. Одновременно откройте подачу газа из баллона. Но ни в коем случае ни наоборот. Чтобы открыть подачу газа нажмите на рукоятку, она находится на горелке.
После этих манипуляций и горелки должно появиться пламя. Но его еще нельзя использовать. Нужно отрегулировать. Здесь все делается на глаз. Пламя не должно быть слишком сильным или слишком слабым. Следите, чтобы пламя горело равномерно. Правильная настройка придет с опытом. Не расстраивайтесь, если с первого раза не можете отрегулировать пламя так, как вам нужно.
Нагрейте стыки с помощью горелки. Нагревайте равномерно, не делая лишних движений. На этом этапе тоже важен опыт, поскольку вы на глаз определяете скорость движения горелки относительно стыка. Следите за цветом металла и запоминайте результат, который у вас получается. Так вы сможете в дальнейшем анализировать свои ошибки.
Сварите металл в соответствии с выбранной вами технологией. После сварки не нужно сразу выключать подачу газа. Подождите несколько секунд и нажмите рычаг на горелке, чтобы прекратить подачу газа. Это нужно для того, чтобы сварочная зона не окислилась от кислорода. Закрутите обратно вентиль на баллоне.
Вместо заключения
Это все, что вам необходимо знать о сварочной горелке. С помощью этой небольшой статьи вы сможете подобрать горелку для своих работ и грамотно ее использовать. Конечно, в каждом типе работ есть свои нюансы, но общих рекомендаций вполне достаточно для более-менее достойного результата. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Сварочная горелка для полуавтомата – Умный подход к выбору
Каким бы умельцем не был сварщик добиться идеального шва без хорошего инструмента невозможно. На результат влияет не только качество аппарата, но и основное орудие труда мастера – сварочная горелка.
Чаще всего горелка для полуавтомата поставляется в комплекте. Рекомендованное сочетание гарантирует эффективную работу, но на ограниченный срок. Спустя некоторое время (зависит от условий эксплуатации) горелку придется сменить и здесь возникает вопрос – как подобрать достойную замену?
В этом поможет систематический подход. На самом деле всего 5 ключевых факторов определяют выбор горелки:
-
Сила тока
-
Длина рукава
-
Метод охлаждения
-
Эргономика
-
Удобство обслуживания
Рассмотрим каждый подробнее, чтобы сформировать представление об оптимальном варианте для вашего сварочного оборудования.
Сила тока

Все предельно просто. Достаточно запомнить максимальную силу тока сварочного устройства и рассматривать для выбора горелки с приблизительно равным показателем.
Приведем простой пример из возможных вариантов от FUBAG. Если у вас полуавтомат FUBAG IRMIG 200 SYN, вам лучше всего взять горелку с запасом – FB 250. Но есть и такие варианты, где стоит немного уступить в меньшую сторону. Например, для FUBAG IRMIG 160 рекомендуемый выбор горелки на 150 А (FB 150).
Более подробно увидеть возможные сочетания можно в таблице рекомендаций:
|
Горелка MIG-MAG |
Свар. ток при ПВ 60%, в среде CO2, А |
Свар. ток при ПВ 60%, в среде Ar80% + CO2 20%, А |
Диаметр проволоки, мм |
Подходит к аппаратам |
|
FB 150 / воздушное охлаждение |
180 |
150 |
0,6 – 1,0 |
IRMIG 160 / IRMIG SYN 160 Аппараты других производителей с силой тока до 160А. |
|
FB 250 / воздушное охлаждение |
230 |
200 |
0,8 – 1,2 |
IRMIG 180 / 200 IRMIG SYN 180 /200 INMIG 200 PLUS/200 SYN LCD / 250 T Аппараты других производителей с силой тока до 200 А. |
|
FB 350 / воздушное охлаждение |
340 |
290 |
0,8 – 1,2 |
INMIG 315 / 350 T DG Аппараты других производителей с силой тока до 300 . |
|
FB 400 / воздушное охлаждение |
400 |
340 |
0.6-1.0 |
INMIG 400 T DG Аппараты других производителей с силой тока до 400 А. |
|
FB 500 / жидкостное охлаждение |
500 |
450 |
0.6-1.0 |
INMIG 500 DW SYN / 500 DW SYN PULSE Аппараты других производителей с силой тока до 500 А. |
Длина рукава

Исходим из поставленных задач. Чем дальше будет использоваться сварочная горелка от полуатомата, тем длиннее должен быть рукав. Обычно длина варьируется от 3 до 5 метров. Мастера предпочитают брать с запасом, что наверняка пригодится, если не сейчас, то в будущем. Но все это индивидуально, ведь некоторые убеждены – чем короче рукав, тем меньше энергопотерь.
Метод охлаждения
Охлаждение горелки может быть воздушным или жидкостным. Для токов до 250 А вполне хватит охлаждения воздухом. С таким инструментом легко выполнять короткие швы, не боясь перегрева.
При протяженных швах, высоких нагрузках и большом объеме работ актуальны горелки с жидкостным охлаждением. В них предусмотрены дополнительные каналы для подачи и отвода жидкости. Рабочая жидкость подается из специального модуля охлаждения, к которому подключается горелка. Работать такими горелками без жидкости небезопасно.
Эргономика

Выбирая горелку для полуавтомата, стоит присмотреться к стыковочным элементам. Они отвечают за комфорт поворота инструмента, уменьшая деформацию запястья. У моделей FUBAG стыковочный элемент выполнен из эластичного формованного полимера. Что обеспечивает максимальное удобство использования горелки.

Далее обратите внимание на рукоятку горелки. Рассматривайте те варианты, где используется термостойкий изоляционный материал. Именно он защищает сварщика от высоких температур и воздействия электрического тока.

Форма горелки должна быть анатомически удобной. Горелка должна «лежать» в руке. Идеально, если есть прорезиненные вставки — они дополнительно защищают от скольжения. Лучше всего если кнопка запуска будет расположена под пальцами – это влияет на скорость команды и точность операций.

Последнее на что стоит акцентировать внимание в рамках эргономики – наличие евроразъема. С ним подключение горелки будет быстрым и безопасным. Помимо этого, расширится спектр возможных аппаратов для совместного использования.

Удобство обслуживания
Все детали к горелкам рано или поздно изнашиваются и требуют замены.

К быстроизнашивающимся элементам mig горелки относятся – сопло, диффузор и контактный наконечник. Именно они отвечают за проход защитного газа и являются фронт-зоной сварочной системы и непосредственно влияют на качество сварного шва и производительность оборудования.
Для качественной сварки необходимо периодически проверять состояние внутреннего отверстия контактного наконечника. Оно должно быть не чрезмерно изношенным. Так же следует очищать внутреннюю поверхность сварочного сопла и диффузора от брызг, чтобы они не мешали поступлению защитного газа.
Если что-то изношено, следует сразу же провести замену. «Правильная» горелка совместима с универсальными расходными элементами, а не только фирменными расходными материалами собственного бренда.
FUBAG предоставляет полный ассортимент высококачественных универсальных расходных материалов, которые подходят к сварочным горелкам большинства производителей.
Вот и все, теперь вы готовы к осознанному выбору нужного вам инструмента. Если у вас остались еще вопросы, ознакомьтесь с видеороликом, посвященным выбору горелки для полуавтомата:
fubag.ru
сварочные режимы MIG/MAG – Расходники и комплектующие на Svarka.guru

Для прочного соединения металлических деталей с применением присадка, кроме баллонов со сжатым газом, обязательно понадобится горелка для полуавтомата, при помощи которой в зону соединения расплавленных кромок заготовки доставляются защитное облако из газа и присадочная проволока. Режим подачи напрямую зависит от интенсивности сварочных работ, а опытный исполнитель всегда в курсе — какие параметры надо установить на оборудовании перед началом процесса.Характерные особенности
Идущая в комплекте полуавтоматическая горелка — это, по сути, исполнительное изделие со сложной конструкцией, предназначенное для получения качественного шовного соединения под защитой газа. Относится такое оборудование к расходному классу, т. к. многие детали в конструкции имеют небольшой срок службы — при бережной эксплуатации средний срок службы не превышает 6 месяцев.
Основными отличиями является то, что в изделии присутствует индивидуальная система охлаждения, а также канал для подачи присадочной проволоки. С помощью такой горелки исполнитель может сваривать металлы в труднодоступных местах. Наконечники для горелок делаются из таких металлов или материалов как медь, вольфрам или бронза, сплав меди и графита.
Принцип работы
Он состоит из следующих пунктов:
- Изделие подносят к детали на расстояние, достаточное для возбуждения сварочной дуги.
- За секунды до воспламенения подается защитный газ.
- Электрический ток подается к специальному наконечнику и заготовке.
- От температуры дуги проволока плавится и под облаком защитного газа попадает в сварочную ванну.
- Исполнитель плавными движениями перемещает горелку, формируя сварочный шов.
- Газ не дает молекулам воздуха окислить шовное соединение.
- Во время работы детали изделия находятся в зоне действия высоких температур.
Как видим из последнего пункта, сильному износу подвергаются сопло, электродный держатель или газорассекатель и токопроводящий наконечник.
Нюансы конструкции
Горелка для сварки полуавтоматом поставляется в комплекте с агрегатом и служит для подачи припоя и защитного облака из газа в сварочную ванну.
Комплектация такая: полая рукоять, изоляционная втулка и шайба, держатель для проволоки, токопроводящий наконечник, сопло с рассекателем. Большим нагрузкам подвергаются наконечник и сопло, которые являются расходными деталями и подлежат частой замене из-за воздействия высокой температуры.

Основные параметры изделия
Сварочная горелка MIG/MAG для полуавтоматического оборудования выпускается разными производителями, но все основные характеристики практически идентичные:
- нагрузка по применяемому току;
- длина шланга;
- вариант охлаждения — при помощи воздуха или воды;
- управление — с помощью кнопок, вентиля или универсальный вариант;
- способ подключения — штекерный или европейского вида.
Применение штекера увеличивает диаметр рукава, потому что подключение каждого источника производится отдельно. Евроразъемы применяются только на дорогом профессиональном оборудовании, когда все каналы объединяются в одном корпусе. Опытные сварщики подбирают горелки по значению тока, т. к. работы выполняются не в постоянном режиме, а с остановками для остывания дорогостоящего оборудования.
Производители при разработке горелок рассчитывают стойкость изделия на основании устойчивой работы в течение 10 минут, но на практике этого не делается. Если на агрегате обозначена максимальная сила тока в 400А, то идеальным вариантом использования будет горелка с номиналом в 300А.
Компоненты для инвертора

Горелка для инвертора мало чем отличается от других аналогичных изделий, обеспечивая подключение постоянного тока любой полярности. При выборе надо обратить внимание на продолжительность работы в непрерывном режиме при токах прямой полярности. Например, горелка марки SRT-26V предназначена для аргонодуговой сварки и подходит для соединения разных сортов стали.
Ее используют для сварки трубопроводов и когда необходимо получить красивый внешний вид шовного соединения. При этом горелка подключается к минусу на инверторе, а подводящий рукав — к редуктору газового баллона. Подача защитного газа регулируется вентилем на держателе изделия.

Ю. Н. Толстых, образование: колледж, подготовки сварщиков, специальность: сварщик пятого разряда, опыт работы: с 2002 года: «Операции с такими горелками при сварке черного металла надо проводить в режиме постоянного тока и с прямым включением, исключение — работа с цветными металлами, например, с алюминием или магнием».
Обращение в бытовых условиях
Сегодня газовая сварка уже не считается сложным вариантом соединения металлов и практикуется в частном хозяйстве многими пользователями. Нужно помнить, что при организации подобного вида работ в домашних условиях надо неукоснительно выполнять особые требования безопасности.
Прежде всего, проверяется герметичность каналов подвода рабочих газов, затем визуально осматривается горелка — особое внимание обращают на состояние наконечника.

Внимательно проверяйте места стыковки с соединительными ниппелями, чтобы не произошло утечки газа, что чревато возгоранием.
Газовые баллоны нельзя переносить вручную, а следует перевозить на специальной тележке с мягким ходом (на надувных колесах), хранить емкости надо в железном ящике, снабженным надежным запором, чтобы исключить доступ посторонних, особенно любопытных детей младшего возраста. Нельзя проводить работы с аналогичным оборудованием рядом с легко воспламеняющимися и горючими веществами.
Основы безопасности
Представляем перечень требований при работе с полуавтоматическим оборудованием:
- Исполнитель обязан до начала работ проверить исправность системы запуска.
- Источник питания и ящик аппарата должны иметь надежное заземление.
- Первым включается рубильник или пускатель магнитного типа, а затем уже аппаратный ящик. Отключение питания производится в обратной последовательности.
- Все соединения подводящих шлангов должны быть герметичными.
- Опираться, тем более садиться или ставить посторонние предметы на оборудование запрещается.
- Намотка на бобину проволоки производится самостоятельно только после прохождения специального обучения с обязательной записью в книгу инструктажа.
- После окончания работ в первую очередь отключается подача газа и воды для охлаждения, затем надо обесточить аппаратуру.
- О замеченных неполадках оборудования доложить бригадиру или мастеру и без указаний руководства оборудование не включать.
- Устранять любые неисправности самостоятельно исполнителю запрещено.
Обслуживанием различного оборудования в цеху занимается бригада ремонтников — только они могут ремонтировать и настраивать аппаратуру.
Техническое обслуживание

Все горелки для сварочного полуавтомата требуют регулярного визуального осмотра и профилактических работ по выявлению недостатков, например, сопло подвергается воздействию брызг расплавленного металла, которые нужно удалять постоянно после окончания сварки. Делают это механическим способом, в результате чего остаются микротрещины, срок службы у детали не более 6 месяцев.Все контактные элементы работают в режиме КРЗ, поэтому иногда частично выгорают, а это приводит к понижению основных характеристик, поэтому требуется периодическая зачистка, а при выгорании — полная замена. Назначенный срок эксплуатации составляет не более 200 часов непрерывной эксплуатации, поэтому запасные контакты идут в комплекте с новым изделием.
Советы по экономии
Горелка для работы на полуавтомате выбирается в зависимости от объема и сложности будущих работ. Рукоятка — удобная для удерживания одной рукой и небольшой массы. При этом надо помнить о таких нюансах:
- Надо выбирать изделия с меньшими значениями сварочного тока, чем указаны на оборудовании, т. к. производители указывают максимум температуры, выше которых рукоятка или рукав выходит из строя, но само изделие сохраняет все функциональные возможности.
- Эксплуатация рассчитана на стопроцентные нагрузки, а на практике такого режима не существует.
Как уже говорилось выше, для нормального использования достаточно изделия с силой тока в 300 ампер, потому что вы платите меньше, но создаете оптимальные условия для нормальной работы горелки.
Выводы
Теперь вы знаете, что это такое горелка для полуавтомата и ее основные тактико-технические данные. Надо только помнить, что при выборе аналогичного оборудования нужно придерживаться советов и рекомендаций профессиональных сварщиков, которые были озвучены в этой статье.
svarka.guru