
Аргонодуговая сварка алюминия
Хотя аргонодуговая сварка подходит для многих типов металла, чаще всего ее связывают со сваркой алюминия, особенно тонкопрофильного. Конечно, для сварки алюминия подходят и многие другие процессы сварки, но в случае тонкопрофильных материалов удобнее всего аргонодуговая. Широкое применение алюминия в автомобилестроении привело к ее настоящему расцвету. Высокие механические характеристики и хороший внешний вид сделали ее первоочередным выбором для профессиональных гоночных команд, автомобильных энтузиастов и любителей.
Трудности сварки алюминия
Хотя этот процесс действительно хорошо подходит для сварки алюминия, для того, чтобы обеспечить максимально простую и эффективную работу, нужно помнить о нескольких особенностях алюминия. Алюминий в чистом виде плавится при температуре меньше 650ºC и перед плавлением не меняет цвет, как это делает большинство других металлов. Поэтому очень сложно определить момент, когда алюминий достаточно раскален и готов расплавиться.
Температура
Алюминий – превосходный проводник тепла. Поэтому в начале сварки алюминия требуется большое тепловложение – большая часть тепла уходит на нагрев окружающего основного металла. Через некоторое время после начала сварки большая часть этого тепла распространится в пространство перед дугой и разогреет его настолько, что для сварки станет требоваться меньше тепла. Если продолжать сварку до конца пластины, теплу станет некуда рассеиваться и его скопится столько, что это затруднит сварку и оператору нужно будет снизить силу сварочного тока.
Заполнение зазора
Металл в сварочной ванне представляет собой смесь присадочного и основного материала, которая должна обладать заданной прочностью, вязкотекучестью, устойчивостью к образованию трещин и коррозии. В таблице ниже приведены рекомендуемые присадочные металлы для различных сплавов алюминия.
В таблице ниже приведены рекомендуемые присадочные металлы для различных сплавов алюминия.
Максимальная производительность наплавки достигается использованием проволок или прутков самого большого приемлемого диаметра и наибольшей силы тока. Оптимальный диаметр проволоки для определенной задачи зависит от приемлемой силы тока, которая, в свою очередь, зависит от сети питания, типа соединения, состава и толщины материала и пространственного положения сварки.
Рекомендуемые присадочные металлы для различных сплавов алюминия | ||
| Рекомендуемый присадочный металл (1) | |
Основной металл | Максимальная прочность в состоянии после сварки | Макс. |
EC | 1100 | EC 1260 |
2219 | 2319 5554, 5356 5183, 4043, 5356 | (2) |
5051 | 5356 | 5183, 4043 |
5050 | 5356, 5183 | 5183, 5356, 5654 |
6061 | 4043, 5183 | 5356(3) |
 отн. удлинение
отн. удлинениеПримечание:
(1) Рекомендации указаны для материалов с «нулевой» закалкой.
(2) Жидкотекучесть сварных соединений для этих металлов мало зависит от металла наплавления. Относительное удлинение этих металлов обычно ниже остальных перечисленных здесь металлов.
(3) Для сварки сплавов 6061 и 6063 при необходимости в максимальной электропроводимости используйте присадочный металл 4043. Однако если Вам требуются и прочность, и электропроводимость, лучше использовать 5356 и увеличить усиление сварного шва, чтобы компенсировать меньшую электропроводимость 5356.
Качественное наплавление
Высокое качество сварки возможно только при использовании чистой проволоки высокого качества. В противном случае в сварочную ванну может быть занесено много грязи из-за относительно большой площади поверхности проволоки по сравнению с объемом наплавления.
Чаще всего сварочная проволока бывает загрязнена маслом или гидрооксидом. Из-за жара от сварки из них начинает выделяться водород, что приводит к возникновению пористости.
Чистка, чистка и еще раз чистка
Перед сваркой изделия обычно проходят формовку, обрезание, распиловку или машинную обработку. После этих операций могут оставаться различные загрязнения, которые должны быть удалены для обеспечения высокого качества сварки. Особенно тщательно нужно удалять масла, другие углеводороды и мелкие частицы металла. Края разрезов должны быть чистыми и ровными. Для упрощения очистки в ходе производства нужно быстро удалять любые смазки.
Чтобы снизить вероятность образования пористости и окалины, необходимо обеспечить чистоту рабочей поверхности. Водород приводит к пористости, а кислород – образованию окалины. Оксиды, смазки и масла могут содержать и кислород, и водород, что приводит к низкому качеству соединений и низким механическим и электрическим свойствам. Очистка должна проводиться непосредственно перед сваркой. В таблице ниже приведены описания самых распространенных процедур сварки:
Оксиды, смазки и масла могут содержать и кислород, и водород, что приводит к низкому качеству соединений и низким механическим и электрическим свойствам. Очистка должна проводиться непосредственно перед сваркой. В таблице ниже приведены описания самых распространенных процедур сварки:
Распространенные методы очистки алюминиевых поверхностей перед сваркой | ||
Типы чистки | ||
| Только сварочная поверхность | Изделие полностью |
Масло, смазка, | Протрите умеренно щелочным растворителем и просушите | Обезжиривание в парах растворителя |
Оксиды | Протрите края сильным щелочным растворителем, затем водой, затем азотной кислотой. После этого следует споласкивание водой и сушка. Механическое удаление, например, щеткой, полировкой или шлифовкой. В случае сварки критического назначения непосредственно перед сваркой зачистите все соединения и прилегающие поверхности. | Погружение в сильный щелочной растворитель, затем воду, затем азотную кислоту. |

Сварка алюминия TIG-аппаратом
Для сварки алюминия необходим переменный ток, поэтому потребуется инвертор, который работает на этом токе.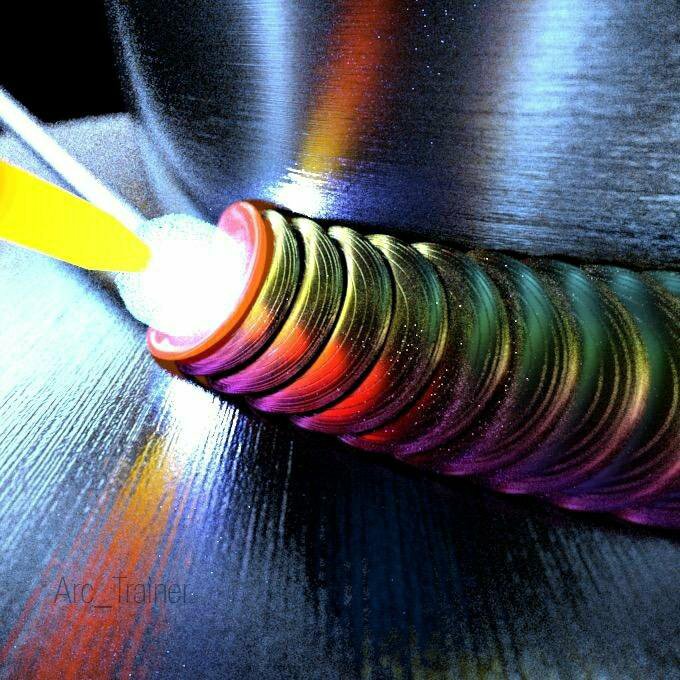 Такой аппарат обозначают маркировкой AC.
Такой аппарат обозначают маркировкой AC.
Особенности TIG-сварки алюминия
Под воздействием воздуха на поверхности изделия из алюминия образуется оксидный слой. Эта пленка плавится при температуре в 2000
- Поверхность зашкуривают. Если этого не сделать, присадочная проволока ляжет неравномерно и после окончания работы на сварочном шве образуются трещины.
- Обрабатывают поверхность ацетоном или любым другим растворителем.
Окисляемость алюминия очень высокая. Тугоплавкая оксидная пленка может образовываться даже на каплях расплавленного металла и препятствовать сплавлению в монолитный шов. Чтобы не допустить образования этой пленки, необходима защита зоны сварки инертным газом. Аргон тяжелее воздуха, поэтому он надежно вытесняет все газовые примеси и пары металла.
Аргон тяжелее воздуха, поэтому он надежно вытесняет все газовые примеси и пары металла.
По этой же причине не рекомендуется держать горелку на расстоянии, которое превышает 10-15 мм. Иначе струя газа ослабнет, и ее защитные свойства утратятся.
Алюминий быстро окисляется, поэтому оптимальный способ работы с ним – аргонодуговая сварка TIG
TIG-сварку алюминия можно использовать для любых видов швов: стыковых, тавровых (угловые соединения) и пр.
Оборудование для сварки
Чтобы перечислить необходимое оборудование, представим процесс сварки.
Источником питания является инвертор. Через него в горелку подаются ток и газ. Горелка внешне напоминает пистолет. Но если у последнего дуло полое, в центре горелки установлен электрод. Ток подается на электрод, а аргон заполняет пространство вокруг него. Далее происходит разогрев между электродом и свариваемой поверхностью и начинается процесс сварки.
Исходя из этого, можно перечислить оборудование, необходимое для аргонодуговой сварки:
- Сварочный инвертор.
- TIG-горелка.
- Баллон с газом. (На нем установлен индикатор скорости подачи газа).
- Шланг для инертного газа.
- Клемма для заземления.
- Пульт дистанционного управления.
- Припой.
Припой – дополнительный материал, за счет которого формируется сварочный шов
TIG-горелка состоит из следующих элементов:
- Вольфрамовый электрод.
- Держатель электрода.
- Диффузор. (Он разбивает на струи газовый поток перед подачей газа в сопло).
- Наконечник.
- Керамические сопла для TIG-горелки, которые подают защитный газ в зону сварки.
Базовый набор элементов для аргонодуговой сварки схож у всех моделей инверторов
Виды электродов
Цветная маркировка электрода говорит о токе, на котором он работает. Например, вольфрамовый TIG-электрод зеленого цвета BlueWeld 802235 предназначен для аргонодуговой сварки переменным током. А синий FUBAG D3.2×175 мм – универсален.
Например, вольфрамовый TIG-электрод зеленого цвета BlueWeld 802235 предназначен для аргонодуговой сварки переменным током. А синий FUBAG D3.2×175 мм – универсален.
Производят электроды для TIG-сварки алюминия в режиме ММА на постоянном токе с обратной полярностью. В составе этих электродов есть фтористые и хлористые соли, которые способствуют плавлению оксидной пленки металла.
Электроды и сопла для аргонодуговой сварки TIG – расходные материалы. Чем больше толщина алюминия и чем чаще приходится пользоваться сварочным аппаратом, тем быстрее они изнашиваются.
Цвет маркировки электрода говорит о токе, для работы на котором он предназначен
Рекомендации при сварке:
- Присадочный материал рекомендуется подавать под углом 200 – 300;
- Идеальное положение для горелки – перпендикулярное по отношению к свариваемой поверхности.
 Тем не менее в этом случае горелка будет загораживать место сварки. Поэтому рекомендуется держать ее под углом 700-800 к свариваемой поверхности.
Тем не менее в этом случае горелка будет загораживать место сварки. Поэтому рекомендуется держать ее под углом 700-800 к свариваемой поверхности. - После окончания работы газ должен в течение 5-7 секунд поступать в зону сварки. Это необходимо для того, чтобы защитить сварочный шов от окисления и охладить неплавящийся электрод. Полностью материал остынет в течение 10-15 минут.
- Алюминий – жидкотекучий металл, поэтому сварку лучше производить в нижнем положении. Если сваривать необходимо на вертикальной плоскости, то при толщине металла до 5 мм рекомендуется двигаться сверху вниз, а при 5 мм и выше – снизу вверх.
- При сварке тонких алюминиевых листов их рекомендуется разместить на стальной или медной прокладке. Алюминий обладает высокой теплопроводностью, и такая прокладка обеспечит отвод тепла. Иначе на листе могут появиться прожоги.
Алюминий обладает высокой теплопроводностью, поэтому увеличивать скорость сварки не рекомендуется.
Из-за этого уменьшится глубина провара.
В интернет-магазине «Город Инструмента» вы можете приобрести оборудование для аргонодуговой сварки TIG и необходимые расходные материалы.
Сварка алюминия TIG: советы и методы
Последнее обновление:
Партнерский отказ от ответственности: этот пост может содержать ссылки, которые принесут нам комиссию бесплатно для вас. Это помогает сохранить Weldguru бесплатным ресурсом для наших читателей.
TIG алюминиевая сварка
TIG сварка алюминия требует наличия защитного газа (обычно аргона), вольфрамового неплавящегося электрода и чистой поверхности для удаления любых оксидных отложений.
Оксид имеет более высокую температуру плавления, чем сам алюминий, поэтому перед сваркой его необходимо удалить.
Сварочный аппарат должен быть либо предназначен для сварки TIG (подобно этим), либо иметь необходимые аксессуары.
Регулирование тока ступни имеет важное значение, поскольку в начале сварки происходит накопление тепла, что требует меньшего количества тепла от электрода к концу сварного шва.
Для достижения наилучших результатов используйте переменный ток высокой частоты (при высокой частоте вольфрамовый электрод не должен соприкасаться с алюминием, что снижает риск загрязнения).
Постоянный ток используется в качестве ограниченной альтернативы, но приводит к более высокому уровню нагрева электрода и плохой очистке от окислов.
Сопло горелки также должно быть выбрано для использования с алюминием. При изменении диаметра электрода можно использовать более широкий диапазон подвода тепла при различной толщине металла.
В руках опытного сварщика сварка TIG выглядит лучше и герметизирует лучше, чем сварка алюминия MIG. Сварка алюминия MIG предпочтительнее для более толстых кусков металла.
Новые алюминиевые сплавы, такие как HTS-2000, предлагают более дешевый метод сварки алюминия. Его можно использовать с любым источником тепла.
Его можно использовать с любым источником тепла.
Сварка ВИГ на переменном токе
- Форма наконечника электрода для сварки ВИГ на переменном токе «Шар»
- Этот «шар» = от 1 до 1½ диаметра вольфрама Сила тока при сварке TIG
- может регулироваться различными способами, включая AMPtrol на самой горелке, управление с помощью педали и просто с помощью настроек аппарата. Пульты дистанционного управления позволяют пользователю начать горячую сварку и уменьшать силу тока по мере продвижения сварки.
- Приведенный выше блок с воздушным охлаждением просто использует поток газа для охлаждения резака. Поэтому необходимо соблюдать осторожность, чтобы не перегреть внутренние детали горелки, особенно при использовании высоких токов. Эти горелки обычно меньше и дешевле.
- Устройство с водяным охлаждением работает так же, как автомобильный радиатор. Вода проходит через горелку и циркулирует через охладитель с помощью насоса. Эти устройства могут работать при более высокой силе тока и для более длительного использования.

- Небольшой передний угол позволяет пользователю видеть лужу, особенно при добавлении наполнителя.
- Наполнитель можно погрузить в ванну или поместить в шов и перемещать вперед и назад.
Подробнее : Что лучше для сварки: переменный или постоянный ток?
Алюминиевые сплавы
Многие алюминиевые сплавы были разработаны для сварки алюминия методом TIG.
Наиболее часто для сварки алюминия используется либо чистый алюминий 1xxx, либо алюминиево-марганцевый сплав 3003.
Ремонт или изготовление алюминия осуществляется с помощью пайки алюминия (более низкая стоимость, более прочные сварные швы) с использованием припоя HTS-2000.
Идентифицируются по 4-значной системе, где первая цифра указывает на сплав металла с алюминием:
- 1xxx – 99% чистый алюминий, без сплава
- 2xxx – алюминиево-медный сплав
- 3ххх – алюминиево-марганцевый сплав
- 4ххх – алюминиево-кремниевый сплав
- 5xxx – алюминиево-магниевый сплав
- 6xxx – сплав магния, кремния и алюминия
- 7xxx – сплав цинка и алюминия
- 8xxx – олово или другой металл и алюминий
Рекомендуемые присадочные металлы
Присадочные металлы для сварки TIG алюминия должны быть высокого качества и не содержать загрязнений.
Рекомендуемые присадочные металлы для различных алюминиевых сплавов:
| Основной металл | Рекомендуемый присадочный металл (1) | |
|---|---|---|
| Для максимальной прочности после сварки | Для максимального удлинения | |
| ЕС 1100 | 1100 1100, 4043 | ЕС 1260 1100, 4043 |
| 2219 3003 3004 5005 | 2319 5183, 5356 5554, 5356 5183, 4043, 5356 | (2) 1100, 4043 5183, 4043 5183, 4043 |
| 5051 5052 5083 5086 | 5356 5356, 5183 5183, 5356 5183, 5356 | 5183, 4043 5183, 4043, 5356 5183, 5356 5183, 5356 |
| 5050 5052 5083 5086 | 5356, 5183 5554, 5356 5356, 5554 5556 | 5183, 5356, 5654 5356 5554, 5356 5183, 5356 |
| 6061 6063 7005 7039 | 4043, 5183 4043, 5183 5356, 5183 5356, 5183 | 5356 (3) 5356 (3) 5183, 5356 5183, 5356 |
Примечания:
(1) Рекомендации даны для листа с состоянием «0».
(2) Присадочный металл не оказывает заметного влияния на пластичность сварных соединений этих основных металлов. Удлинение этих неблагородных металлов обычно ниже, чем у других перечисленных сплавов.
(3) Для сварных соединений 6061 и 6063, требующих максимальной электропроводности, используйте присадочный металл 4043. Однако, если требуются и прочность, и проводимость, используйте присадочный металл 5356 и увеличьте усиление сварного шва, чтобы компенсировать более низкую проводимость 5356.
Источник: (1) Lincoln Electric
Диаграмма усилителей пробы
Утоимость стержня для стержня для вольфрамового вольфера /8″ 1/16″ 0,030″ – 0,045″ 20 – 85
3/32″ – 1/4″ 3/32″ 1/16″ – 3/32″ 50 – 180
3/16″ – 3 /8″ 1/8″ 3/32″ – 1/8″ 171 – 250
5/16″ – 1/2″ 5/32″ 1/8″ – 3/16″ 200 – 320
Примечания
- Отломите вольфрам и дайте ему скататься в шарик, когда начнется сварка, или прикрепите медную пластину к шарику
- Алюминий в расплавленном состоянии приобретает зеркальный цвет
- Алюминий требует большей силы тока, чем сталь той же толщины из-за рассеивания тепла
- Обязательно определите тип алюминиевого основания перед сваркой
- Некоторый алюминий не поддается сварке методом TIG сварки алюминия
- Добавьте больше наполнителя к алюминиевым сварным швам
Преимущества и недостатки сварки TIG алюминия
Преимущества
- Присадочная проволока может потребоваться или не понадобиться
- Полярность переменного тока для алюминия и магния
- Высококачественные сварные швы
- Сварка во всех положениях
- Может использоваться на различных металлах
- Отлично подходит для очень тонких материалов
- Возможна сварка плавлением
- Без шлака
- Без брызг
- Высокая эффективность
Недостатки
- Отсутствие портативности (баллон с защитным газом и шланги)
- Не подходит для сварки на открытом воздухе – защитный газ чувствителен к ветру и сквознякам
- Требуется чистый основной материал
- Низкая скорость осаждения
- Требуется высокий навык оператора
- Часто Медленно
Подробнее : Сварка GTAW
Методы очистки металла
Общие методы очистки алюминиевых поверхностей для сварки)

– Протрите углеводородным растворителем, таким как ацетон или спирт.
– Протрите фирменными растворителями.
– Опустите края, используя любой из вышеперечисленных способов.
– Обезжиривание распылением
– Обезжиривание паром
– Погружение в щелочной растворитель
– Погружение в патентованные растворители
(используйте любой метод
в списке)
– Протрите запатентованными раскислителями
– Удалить механически, например, проволочной щеткой, напильником или шлифованием. В критических случаях зачистите все соединения и прилегающие поверхности непосредственно перед сваркой
– Промыть водой и высушить
– Погрузить в запатентованные растворы
Прутки для пайки — альтернатива сварке алюминия методом ВИГ
Недавно была разработана новая технология, позволяющая сварщикам изготавливать или ремонтировать алюминий прочнее, чем при сварке ВИГ, используя более простой процесс.
Теперь все, что вам нужно, это источник тепла, такой как мап-газ или пропан, турбонаконечник и прут для пайки.
Эта процедура подходит для алюминия или любого из алюминиевых сплавов.
Читает по теме
Сварка алюминия электродами – сможете ли вы это сделать?
Хотите узнать больше о сварке бесплатно?
Зарегистрируйтесь и присоединитесь к более чем 10 000 других учащихся и получайте бесплатные статьи и советы по сварке, отправленные прямо на ваш почтовый ящик.
СЛОЖНЫЙ МИР АЛЮМИНИЕВОЙ СВАРКИ TIG
Алюминий, несомненно, является одним из наиболее трудных для сварки материалов. Из-за сложного характера Форни получает избыток вопросов, касающихся сварки алюминия. Читайте дальше, чтобы узнать больше о сварке алюминия методом TIG.
Давайте будем честными, сварка алюминия может быть головной болью, когда дело доходит до эстетически привлекательных сварных швов. Однако, если все сделано правильно, это может продлить срок службы вашего проекта, уменьшить вес, устранить искажения и сделать несколько действительно красивых сварных швов.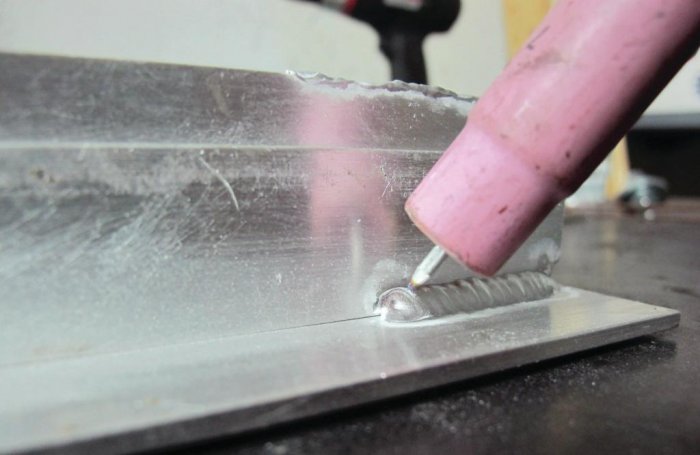
Обычно для сварки алюминия используются два процесса: GTAW (TIG) и GMAW (MIG). Большинство сварщиков в бизнесе скажут, что TIG — лучший вариант для сварки алюминия, поскольку он позволяет получить лучшие результаты при сварке более легких материалов.
При правильном выполнении сварка алюминия методом ВИГ позволяет получить качественные сварные швы. Этот процесс также позволяет лучше контролировать сложные параметры сварки, такие как тепло, проникновение и общий эстетический вид. В дополнение к этим преимуществам, TIG-сварка алюминия упрощает работу с более тонкими материалами!
Сварка алюминия требует много времени и терпения, поэтому она чаще используется в тех случаях, когда эффективность не так важна, как качество и внешний вид. Но как только вы это сделаете, будьте уверены, у вас будут великолепные сварные швы.
Теперь, когда вы знаете основы, вот еще несколько полезных советов, которые помогут вам освоить алюминий!
Очистите материалы Те, кто не знаком со сваркой алюминия, могут не знать, что этот материал образует оксидный слой. Если оксидный слой останется на поверхности алюминия, он может помешать адекватному проникновению. Чтобы избежать этого, вы можете очистить оксидный слой с помощью специальной проволочной щетки из нержавеющей стали или латунной щетки перед началом сварки. Чтобы избежать загрязнения, используйте одну и ту же щетку для каждого алюминиевого изделия (или тщательно очищайте используемую щетку), не забывайте чистить только в одном направлении.
Если оксидный слой останется на поверхности алюминия, он может помешать адекватному проникновению. Чтобы избежать этого, вы можете очистить оксидный слой с помощью специальной проволочной щетки из нержавеющей стали или латунной щетки перед началом сварки. Чтобы избежать загрязнения, используйте одну и ту же щетку для каждого алюминиевого изделия (или тщательно очищайте используемую щетку), не забывайте чистить только в одном направлении.
При сварке алюминия методом TIG лучше всего держать горелку, удерживая ее от запястья до кончика мизинца. Положив руку на стол, держите горелку неподвижно и двигайтесь вперед. Вам нужно лишь немного наклонить горелку назад.
Используйте правильную полярность Даже после того, как вы очистите свой материал, оксидный слой сразу же начнет восстанавливаться, что может повлиять на качество сварки. Вот почему крайне важно использовать полярность переменного тока (AC) при сварке алюминия методом TIG. Эта полярность обеспечивает очищающее действие, которое помогает удалить и разрушить оксидный слой на алюминии, создавая плавную сварочную ванну.
Эта полярность обеспечивает очищающее действие, которое помогает удалить и разрушить оксидный слой на алюминии, создавая плавную сварочную ванну.
При сварке алюминия важно использовать дугу меньшей длины, чтобы можно было локализовать или сосредоточить тепло на небольшой площади.
Добавить присадочный металлЕсли вы добавите присадочный металл в сварной шов при работе с алюминием, то сварной шов будет выглядеть как «сложенные десятицентовики». Добавление большего количества присадочного стержня вызывает охлаждающий эффект на обратной стороне сварочной ванны. Этот эффект придает сварному шву гладкий вид, делая его похожим на сложенные стопкой десятицентовики.
Smart Storage Правильное хранение основных материалов и присадочных металлов поможет избежать загрязнения. Если возможно, храните листы алюминия внутри. Если вы должны хранить свои материалы снаружи, ставьте алюминиевые листы вертикально, чтобы предотвратить попадание воды.
Во многих проблемах сварки TIG можно обвинить загрязнение из атмосферы или окружающей среды. Во избежание загрязнения атмосферы используйте газовые линии или шланги в новых или в хорошем состоянии и убедитесь, что воздух или атмосфера не проникают в линии.
Регулировка баланса При правильном балансе можно настроить соотношение между EN (отрицательный электрод) и EP (электрод положительный) током. Хорошее эмпирическое правило — около 70% электродов с отрицательным электродом. Ток EN считается стороной сварки формы волны переменного тока, тогда как EP — это место, где происходит очистка или удаление оксида. контроль баланса просто позволяет вам регулировать соотношение между двумя полярностями в зависимости от того, что вы видите в сварочной ванне. Если вы заметили, что ваш сварной шов покрывается перцем (когда в сварочной ванне появляются маленькие черные точки), это хороший признак того, что ваш контроль баланса не установлен должным образом. Если это все-таки произошло, попробуйте повернуть регулятор баланса вниз, чтобы EN было меньше.
Если это все-таки произошло, попробуйте повернуть регулятор баланса вниз, чтобы EN было меньше.
Чем выше выходная частота переменного тока, тем более стабильной или сфокусированной является ваша дуга. Уменьшение выходной частоты переменного тока до 80 или 90 Гц может обеспечить более широкий конус дуги, что может быть полезно при сварке угловых соединений, расположенных в труднодоступных местах.
Предварительный нагрев Хотите верьте, хотите нет, но предварительный нагрев алюминиевой детали может помочь избежать растрескивания сварного шва. Предварительный нагрев может помочь замедлить скорость охлаждения и затвердевания. Типичный предварительный нагрев находится в диапазоне 100-200 градусов. Температура вашего материала не должна превышать примерно 230°F. Если вы размещаете прихваточные швы в начале и в конце зоны сварки, это может помочь процессу предварительного нагрева.
GTAW расшифровывается как дуговая сварка вольфрамовым электродом в среде защитного газа, что означает, что сварка TIG требует использования вольфрамовых электродов. В старых трансформаторных машинах использовался чистый вольфрам, хотя в настоящее время в более новых инверторных машинах обычно рекомендуется 2% церия или 2% лантана. Узнайте больше о вольфраме здесь.
Скорость перемещенияПри сварке алюминия следует помнить два слова: быстрые и горячие. Если скорость вашего перемещения слишком мала, вы можете получить чрезмерное прогорание или проплавление, особенно если вы работаете с более тонким алюминиевым листом.
Не ткать Технику плетения можно использовать со многими недрагоценными металлами, но ее нельзя использовать с алюминием. Лучшая альтернатива – бусина-стрингер. Стрингерный буртик помогает правильному проникновению и сплавлению. Обязательно используйте более высокие тепловложения и высокую скорость перемещения, чтобы оставаться перед сварочной ванной, особенно при сварке TIG.
Обязательно используйте более высокие тепловложения и высокую скорость перемещения, чтобы оставаться перед сварочной ванной, особенно при сварке TIG.
Размер сопла может повлиять на сварной шов. Если ваш сварной шов имеет пористость, попробуйте газовую линзу или чашку большего размера. Это поможет предотвратить загрязнение и улучшить поток газа.
Безопасность превыше всегоКак и сварка любого другого материала, сварка алюминия сопряжена с некоторыми рисками. Чтобы защитить себя, наденьте сварочный шлем, защитные очки, сварочную куртку или рукава и сварочные перчатки. Алюминий является материалом с высокой отражающей способностью, и для его сварки требуется большое количество энергии. Это может привести к тому, что дуга станет еще более интенсивной и, возможно, обожжет вашу кожу.
С помощью этих рекомендаций и небольшой практики сварка алюминия может быть такой же простой, как сварка стали.