Универсальные сварочные аппараты MIG /MAG /TIG/MMA
Главная Все о сварке
Все о сварке Вадим 203
Практически любой сварочные аппараты MIG/ MAG/TIG/MMA представляют собой довольный удачный вариант приобретения оборудования. Они также известны под названием «универсальные инверторы», а также «инвертор 3 в 1» или «инвертор 4 в 1». В них воплощены все сильные стороны и нивелированы некоторые недостатки каждого из перечисленных видов сварки.
Их главное преимущество заключается в том, что владелец подобной техники может выполнять различные виды сварочных работ. То есть, соединять самые различные элементы из различных металлов в самых различных условиях. Таким образом, решив купить универсальный сварочный аппарат той или иной модели, его владелец может выполнять следующие работы:
Таким образом, решив купить универсальный сварочный аппарат той или иной модели, его владелец может выполнять следующие работы:
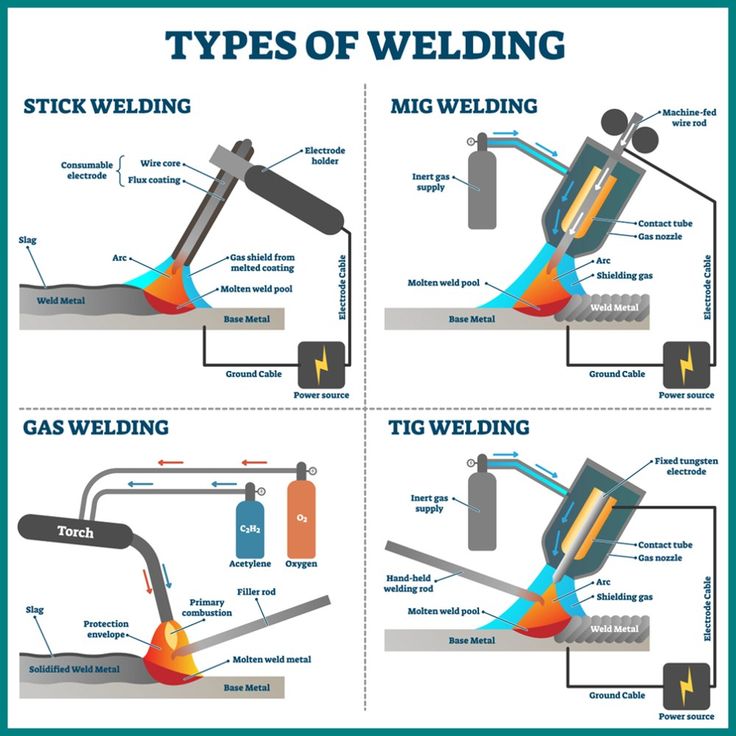
- MMA – ручная дуговая сварка металлических элементов с расходуемыми покрытыми электродами. Как правило, она применяется для соединения конструкций из углеродистых и нержавеющих сталей;
- MAG – сварка металлических элементов в среде активного газа (чаще всего, углекислый газ или азот как самые доступные по цене). Они обеспечивают защиту расплавленного металла в сварочной ванне от окисления. В качестве расходного материала применяется проволока или электроды с повышенным содержанием марганца и кремния;
- MIG – сварка металлических элементов в среде инертного газа под воздействием постоянного тока. Инертным газом чаще всего являются гелий, аргон, их смеси и другие газы. При помощи таких технологий можно выполнять соединение конструкций из сплавов титана, магния, алюминия, никеля и других. Присадочная проволока как источник наплавляемого металла подается в зону сварки автоматически или полуавтоматически.
 Необходимые параметры подачи и работы в целом настраиваются сварщиком;
Необходимые параметры подачи и работы в целом настраиваются сварщиком; - TIG – технология соединения алюминиевых и других конструкций в среде инертного газа на постоянном токе. При этом для создания и поддержания дуги используются вольфрамовые неплавящиеся электроды.
Как Вы сами можете убедиться, воплощение всех этих возможностей становится доступным с приобретением одного-единственного инверторного аппарата.
Универсальные сварочные аппараты MIG/MAG/TIG/MMA: преимущества и сложности
Помимо универсальности, инверторам 3 в 1 свойственны и другие достоинства. В частности, к таковых относятся:
- Компактные габариты и небольшой вес. Инверторная техника выгодно отличается от других типов сварочного оборудования – выпрямителей и трансформаторов. Именно поэтому для работы в небольших пространствах или же на открытых площадках альтернативы инверторам нет;
- Высочайшая надежность. Предлагаемые нами сварочные аппараты MIG/ MAG/TIG/MMA сопровождаются гарантией завода-изготовителя минимум на 12 месяцев.
 Этого времени более чем достаточно, чтобы выявить какие-то проблемы в эксплуатации прибора и поменять либо отремонтировать его бесплатно;
Этого времени более чем достаточно, чтобы выявить какие-то проблемы в эксплуатации прибора и поменять либо отремонтировать его бесплатно; - Низкий уровень шума в ходе работы оборудования;
- Высокое качество шва. Использование того или иного режима позволяет повысить качество соединения в особо ответственных местах. Можно выполнить гладкий шов без окисления его структуры. Тем самым продлевается срок службы и прочностные свойства готового изделия;
- Эргономичность техники. Они максимально дружественны к пользователю с любым опытом;
- Экономичность эксплуатации за счет небольшого энергопотребления;
- Высокая производительность универсальных сварочных аппаратов при выполнении швов;
- Возможность сваривания тонкостенных труб и других конструкций;
- Доступная цена приборов. Хотя универсальные сварочные инверторы дороже любого аппарата с одним четким режимом сварки, его стоимость ниже, чем суммарная цена трех однорежимных альтернатив.
Дополнительные функции универсальных сварочных приборов
Подбирая оптимальную модель аппарата MIG/MAG/TIG/MMA, обязательно ознакомьтесь с функциональностью оборудования. Крайне желательно, чтобы кандидатура имела ряд полезных функций и возможностей. Например, к числу наиболее предпочтительных относятся:
Крайне желательно, чтобы кандидатура имела ряд полезных функций и возможностей. Например, к числу наиболее предпочтительных относятся:
- Горячий старт (Hot Start). Он обеспечивает почти мгновенный розжиг электрической дуги за счет резкого повышения амперности прибора. Это позволяет начать сварочный процесс в считанные секунды;
- Антизалипание электрода (Anti-Stiging). В случае возникновения замыкания амперность резко понижается. Это позволяет не допустить приваривания электрода к рабочему элементу и сохранить целостность электрических кабелей;
- Стабилизация процесса сварки (Arc Force).
Выгодно и оперативно купить универсальный сварочный инвертор в Крыму, Краснодарском крае, в Ростове-на-Дону, Ставрополе или других городах юга России можно через наш сайт. Широкий ассортимент подобной техники вкупе со всем необходимым для сварки по самым низким ценам способен впечатлить самого требовательного покупателя. А простота заказа и привлекательные условия доставки наверняка станут финальным аргументом в глазах потенциального владельца такого оборудования для того, чтобы выбрать нас его поставщиком.
При необходимости не стесняйтесь пользоваться помощью наших менеджеров. Их опыт и компетентность в любых вопросах, связанных с такой продукцией, помогут сделать наилучший выбор.
сварочное оборудование сварочные инвертор сварочный аппарат mig tig mma универсальные сварочный аппарата
Оцените статью
Что такое ТИГ сварка и МИГ сварка. В чём отличия TIG и MIG сварки
Технология
Содержание
При формировании шва способом TIG или MIG, использует похожие присадочные материалы и защитные газы. Но несмотря на это, сама технология и процесс очень разные.
Так что такое ТИГ сварка и МИГ сварка, спросите вы? Под TIG подразумевается сварка неплавящимся электродом в среде инертного газа. В качестве неплавящегося электрода, выступают электроды с содержанием вольфрама. Какие бывают вольфрамовые электроды, можно прочесть в этой статье.
В качестве неплавящегося электрода, выступают электроды с содержанием вольфрама. Какие бывают вольфрамовые электроды, можно прочесть в этой статье.
Для защиты расплавленной ванны применяется различные инертные газы. Но в большинстве случаев – это аргон. Поэтому её ещё называют аргонодуговой.
MIG – это процесс с использованием различных защитных газов. Такие газы могут быть активными и инертными. В настоящее время под таким способом подразумевается полуавтоматическая сварка плавящейся проволокой. Для защиты металла применяют углекислоту или смесь различных газов.
Далее мы разберём, в чём отличие двух этих технологий, а также что лучше выбрать.
Отличия TIG и MIG сварки очень большие. Для аргонодугового способа используют прутки, которые расплавляясь, заполняют ванну металлом. Расплавляет присадочный материал непосредственно дуга, которая возникает между неплавящимся электродом и изделием. Сварщик в левой руке держит проволоку, а в правой горелку.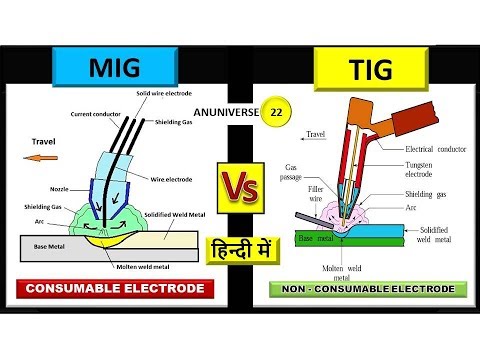
Аргонодуговой аппарат применяется для соединения тонкостенных изделий из различных металлов. В основном её применение – заварка нержавейки и алюминия.
Полуавтомат использует непрерывно подающуюся проволоку в расплавленную ванну. Такой способ автоматизирован. Дуга возникает между проволокой и изделием. При таком способе не нужно задействовать две руки.
Применяется для соединения различных сталей. В основном это низкоуглеродистые и высоколегированные стали.
Чтобы понять, какая сварка лучше MIG или TIG, нужно сравнить несколько показателей: качество, точность настройки, контроль процесса и удобство использования.
Качество. Хоть ТИГ уступает по скорости, но качество шва у неё намного лучше, чем у МИГ. Она способна «создать» чистый и красивый шов.
При правильной настройке такого оборудования, можно заварить даже консервную банку. Поэтому такое оборудование применяют в различных отраслях.
Точность настройки. Правильно настроенный аргонодуговой аппарат, может удивить вас своими возможностями. Такое оборудование имеет множество настроек, благодаря которым вы сможете настроить его под свои нужды.
Правильно настроенный аргонодуговой аппарат, может удивить вас своими возможностями. Такое оборудование имеет множество настроек, благодаря которым вы сможете настроить его под свои нужды.
Контроль процесса. При использовании МИГ, присадочный материал подаётся автоматически. Это не даёт возможности сварщику точно сформировать шов.
Работая с ТИГ, сварщик самостоятельно подаёт в расплавленный металл шва присадочный материал. Тем самым он формирует нужную ему форму шва, контролируя при этом скорость формирования шва.
Удобство. Конечно, здесь аргонодуговой аппарат сразу проигрывает полуавтомату. При первом способе, сварщику приходиться задействовать обе руки. Это может быть иногда неудобно.
Конечно, сравнивать какая сварка лучше MIG или TIG некорректно. Хоть по всем показателям ТИГ обходит МИГ, но нужно понимать, что это две совершенно разные технологии. Все они рассчитаны под определённые задачи, и не могут заменить друг друга.
МеткиВ чём отличия TIG и MIG сваркиЧто такое ТИГ сварка и МИГ сварка
Выдающаяся яркая вспышка при сварке стали методом TIG ???
- Форум
- Новые сообщения
- Часто задаваемые вопросы
- Календарь
- Что нового?
- Расширенный поиск
- Форум
- Сварочные веб-дисциплины
- Сварка MIG, TIG, электродуговая и кислородно-топливная сварка
- Выдающаяся яркая вспышка при сварке стали методом TIG ???
+ Ответить на тему
05-04-2008 #1
Выдающаяся яркая вспышка во время сварки стали TIG ???
Привет всем,
Приваривал TIG полудюймовый стальной стержень с резьбой к стальной пластине толщиной 2,5 мм с использованием стального присадочного стержня с медным покрытием — по большей части все прошло хорошо, затем внезапно у меня была действительно яркая вспышка света — возможно, коснулся вольфрама присадочным стержнем.
Я делаю что-то неправильно ? или это потому, что я коснулся вольфрама — также заметил, что вольфрам раскален докрасна.
Вольфрам диаметром 1,5 мм и 1,5% лантана, ток 60 ампер DCEN с нуля, инвертор Kemppi Minarc для сварки методом TIG/каркасной сварки + аргон, расход 10 л/мин.
Мысли…?
Чела
Чела
Сидней, Австралия— «Знать дороже, чем иметь»
Kemppi Minarc, 150 VRD
— Маленький, но способный
— ВИГ/стикОтветить Ответить с цитатой
05-04-2008 #2
Re: Выдающаяся яркая вспышка во время сварки стали TIG ???
это может быть прикосновение к вольфраму или покрытие всей резьбы.
 Но не совсем уверен.
Но не совсем уверен.6G цирконий 702 GTAW 2″ xxheavy
Углеродистая сталь 3G GTAW до 1 дюйма
6G P.E.D. углеродистая сталь GTAW 2″ xxheavy
3G титан гр. 2 — гр. 7 GTAW до 3/4″
3G 316L из нержавеющей стали GTAW до 1 дюйма
3G Hastalloy GTAW до 3/4″
1G тантал GTAW до 0,060″Ответить Ответить с цитатой
05-04-2008 #3
Re: Выдающаяся яркая вспышка во время сварки стали TIG ???
был ли загрязнен вольфрам после «вспышки»
Вы используете автовытяжку?
Мы все сошли с ума?
Ответить Ответить с цитатой
05-04-2008 #4
Re: Выдающаяся яркая вспышка во время сварки стали TIG ???
У меня была эта проблема несколько раз.
 Я думаю, это было вызвано грязным материалом или чем-то еще на материале, который я сварил. После этого я всегда очищал вольфрам и очищал материал лучше, и все шло хорошо. У меня был только дешевый грузовик Harbour Freight, который заставил меня подумать, что это был сварщик, но это не так.
Я думаю, это было вызвано грязным материалом или чем-то еще на материале, который я сварил. После этого я всегда очищал вольфрам и очищал материал лучше, и все шло хорошо. У меня был только дешевый грузовик Harbour Freight, который заставил меня подумать, что это был сварщик, но это не так.Миллер DVI2
Lincoln Precision Tig 225
Термодинамика Cutmaster 38
Все остальное нужно.Ответить Ответить с цитатой
06.04.2008 #5
Sn0border88, я использую автоматическую бленду Speedglas, установленную на 12 оттенков, но чувствительность .
 .. я только что заметил, может быть немного повышен.
.. я только что заметил, может быть немного повышен.Welder155 & Jamlit, на вольфраме действительно было немного металла, и при ближайшем рассмотрении нить оказалась немного желтовато-серого цвета … может быть, с покрытием ??
Я думаю, мне нужно убедиться, что мои металлы немного чище, а также еще немного попрактиковаться, хе-хе — ну, это неплохо … больше практики
Спасибо, ребята!!
Чела
Чела
Сидней, Австралия— «Знать дороже, чем иметь»
Kemppi Minarc, 150 VRD
— Маленький, но способный
— ВИГ/стикОтветить Ответить с цитатой
+ Ответить на тему
Сообщение vBulletin
Отменить изменения
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Что такое машина для стыковой сварки оплавлением и как она работает?
Основы
Стыковая сварка оплавлением представляет собой тип электрического сопротивления
сварка, используемая для соединения компонентов, в которых энергия передается теплотой сопротивления
созданные самими частями. Компоненты расположены встык по всему периметру.
вся суставная область. Можно комбинировать различные размеры секций и сложные формы (
примерами являются ободья велосипедных колес и железнодорожные рельсы, см. ниже). Пока мигает напряжение
При нанесении соединительные компоненты удерживаются и осторожно сближаются. Хотя
процедура может быть выполнена вручную, большинство сварочных аппаратов являются механическими или
полуавтоматический. Компания Dahching предлагает широкий выбор машин для стыковой сварки и стыковой сварки оплавлением.
для своих клиентов. Читайте дальше, чтобы узнать больше об этих двух типах сварочных аппаратов.
Компоненты расположены встык по всему периметру.
вся суставная область. Можно комбинировать различные размеры секций и сложные формы (
примерами являются ободья велосипедных колес и железнодорожные рельсы, см. ниже). Пока мигает напряжение
При нанесении соединительные компоненты удерживаются и осторожно сближаются. Хотя
процедура может быть выполнена вручную, большинство сварочных аппаратов являются механическими или
полуавтоматический. Компания Dahching предлагает широкий выбор машин для стыковой сварки и стыковой сварки оплавлением.
для своих клиентов. Читайте дальше, чтобы узнать больше об этих двух типах сварочных аппаратов.
Стыковой шов также известен как шов с высадкой.
сопротивление электрическому току, вызванное контактами между подвижной и неподвижной частями, равно
называют теплом для сварки. Материал начинает вспыхивать и искрить (потери металла) от
место сварки, когда участок сварки встречается. Процесс оплавления нагревает свариваемую деталь.
поперечное сечение с последующим процессом стыковой сварки (высадки). В процессе опрокидывания используется
больший ток для ускорения подвижного элемента по направлению к неподвижной части. Сварка два
компонентов вместе требует высокой скорости и постоянного давления.
Материал начинает вспыхивать и искрить (потери металла) от
место сварки, когда участок сварки встречается. Процесс оплавления нагревает свариваемую деталь.
поперечное сечение с последующим процессом стыковой сварки (высадки). В процессе опрокидывания используется
больший ток для ускорения подвижного элемента по направлению к неподвижной части. Сварка два
компонентов вместе требует высокой скорости и постоянного давления.
Аппарат для стыковой сварки оплавлением алюминия и металла сплав
В чем разница между стыковой сваркой и Стыковая сварка FLASH?
Процедуры контактной сварки, вызывающие коалесценцию
по всей области двух соприкасающихся поверхностей одновременно называются вспышками
сварка и стыковая сварка. Стыковая сварка является одним из классических способов контактной сварки. используется для металлообработки. Хотя стыковая сварка оплавлением и оборудование для стыковой сварки выглядят
очень похожи, есть некоторые важные различия с точки зрения сопротивления и давления
применение. Что общего у обоих подходов, так это то, что источник тепла для фактического
Процесс сварки представляет собой сопротивление электрическому току двух противоположных поверхностей.
используется для металлообработки. Хотя стыковая сварка оплавлением и оборудование для стыковой сварки выглядят
очень похожи, есть некоторые важные различия с точки зрения сопротивления и давления
применение. Что общего у обоих подходов, так это то, что источник тепла для фактического
Процесс сварки представляет собой сопротивление электрическому току двух противоположных поверхностей.
Традиционная стыковая сварка соединяет две заготовки
вместе под высоким давлением в качестве первого шага. Затем площадь контакта нагревается достаточно
чтобы позволить приложенному давлению связать компоненты вместе. Поэтому мы можем классифицировать
стыковая сварка как одноэтапный процесс, использующий ток и давление. Оба
применяется в течение всего цикла сварки, пока соединение не станет деформируемым. Давление
вылетающий из баллона преодолевает зону размягчения, что в свою очередь приводит к эффекту ковки
и связанная область. Нет изменений тока или давления во время цикла и
высадка в месте сварного шва очень ровная и симметричная без видимых зазубрин металла
экструзия.
Давление
вылетающий из баллона преодолевает зону размягчения, что в свою очередь приводит к эффекту ковки
и связанная область. Нет изменений тока или давления во время цикла и
высадка в месте сварного шва очень ровная и симметричная без видимых зазубрин металла
экструзия.
Сегодня новые машины для стыковой сварки переменного тока могут подключаться проволоки и стержней малого диаметра. Примерами таких применений являются змеевики для непрерывной линии. операций, производство ленточных пил и каркасов.
Полая профильная труба и стержень встык
Сварщик
Теперь давайте подробнее рассмотрим различные методы.
Объяснение процесса стыковой сварки оплавлением
Когда колесо вращается вдоль заготовки в этом
методом сварки производятся импульсы тока. Энергия для соединения компонентов во флэш-памяти
стыковая сварка в основном производится за счет резистивного нагрева самих деталей. ток
наносится на свариваемые детали после их разделения. Затем металл
начинает плавиться из-за сопротивления и так называемой дуги между двумя заготовками.
Наличие дуги определяется как «время вспышки». Части расплавленного металла, которые будут
соединенные соединяются вместе под большим давлением, заставляя концы соединиться. Здесь нет
Требования к присадочным металлам. Электронная система управления предназначена для обеспечения надежного
процесс сварки на основе предварительно запрограммированных параметров.
Энергия для соединения компонентов во флэш-памяти
стыковая сварка в основном производится за счет резистивного нагрева самих деталей. ток
наносится на свариваемые детали после их разделения. Затем металл
начинает плавиться из-за сопротивления и так называемой дуги между двумя заготовками.
Наличие дуги определяется как «время вспышки». Части расплавленного металла, которые будут
соединенные соединяются вместе под большим давлением, заставляя концы соединиться. Здесь нет
Требования к присадочным металлам. Электронная система управления предназначена для обеспечения надежного
процесс сварки на основе предварительно запрограммированных параметров.
В машинах для стыковой сварки оплавлением используется зажимной
механизм, состоящий из двух горизонтально расположенных цилиндров, которые захватывают рельсы с высокой
усилие для предотвращения проскальзывания и осадки во время сварки. Сварочная головка имеет тяговое усилие
от 100 тонн и более. Он автоматизирует весь цикл сварки, от выравнивания до удаления грата.
Усовершенствованное оборудование для стыковой сварки оплавлением позволяет сваривать рельсы сечением до 15 000 мм2 и
может использоваться на треке или вне его.
Сварочная головка имеет тяговое усилие
от 100 тонн и более. Он автоматизирует весь цикл сварки, от выравнивания до удаления грата.
Усовершенствованное оборудование для стыковой сварки оплавлением позволяет сваривать рельсы сечением до 15 000 мм2 и
может использоваться на треке или вне его.
Это мерцание постепенно добавляет тепла и мягкости зона на концах компонента, удаление оксидов и примесей из контакта. Кузнечная сила дается кускам для цементирования соединения после определенной длины «выгорания» исходный материал. Это приводит к кузнечному стыковому сварному шву, в котором не остается расплавленного металла. узел.
Преимущества
Поскольку между секциями нет зазоров,
изготовленный рельс заметно более гладкий, чем рельс с механическим соединением. Предварительный нагрев, предварительная вспышка,
устойчивая вспышка, ускорение, опрокидывание, ковка и удаление материала вспышки — все это части вспышки.
процесс стыковой сварки. Сварной сегмент имеет те же качества, что и остальная часть рельса.
из-за отсутствия стыков. Это уменьшает неравномерный износ рельса, а также
расходы и время на осмотр и техническое обслуживание.
Предварительный нагрев, предварительная вспышка,
устойчивая вспышка, ускорение, опрокидывание, ковка и удаление материала вспышки — все это части вспышки.
процесс стыковой сварки. Сварной сегмент имеет те же качества, что и остальная часть рельса.
из-за отсутствия стыков. Это уменьшает неравномерный износ рельса, а также
расходы и время на осмотр и техническое обслуживание.
Компьютеризированная система управления обеспечивает
процесс сварки и производит высококачественные сварные соединения. Сварочная головка предназначена для
обеспечить наилучшее качество и допуски для сварки рельсов на пути и в стационарных условиях
обстоятельства. Стыковая сварка оплавлением применяется для сварки длинных рельсов, а также для преобразования коротких
рельсы или к непрерывно сварным рельсам. Поэтому это очень универсальный процесс. Есть
машины для стыковой сварки оплавлением, которые являются мобильными, чтобы приспособиться к гибкому производству на любом
место работы автомобильным или железнодорожным транспортом, что повышает эффективность железнодорожного производства.
Поэтому это очень универсальный процесс. Есть
машины для стыковой сварки оплавлением, которые являются мобильными, чтобы приспособиться к гибкому производству на любом
место работы автомобильным или железнодорожным транспортом, что повышает эффективность железнодорожного производства.
Области применения
Железнодорожное производство является наиболее традиционным применением
для процедур стыковой сварки оплавлением. Рельсы сведены вместе под огромным давлением
во время следующего удара опрокидывания, заставляя концы слиться. Расстроенный металл удаляется
сразу после осадочного инсульта. Этот метод стыковой сварки оплавлением является чрезвычайно точным.
без присадочного металла. Площадь, на которую воздействует тепло, относительно невелика и позволяет
в результате происходит равномерное затвердевание с очень гладкой металлической структурой.
Стыковая сварка позже приводилась в действие трехфазным источником постоянного тока. источник питания. Трехфазный источник питания постоянного тока на сварочном аппарате обеспечивает симметричную линию потребление, меньший первичный ток и более равномерный нагрев зоны сварки. Индуктивные потери уменьшаются, что обеспечивает большую гибкость конструкции машины. Трехфазный постоянный ток встык Сварка успешно сваривает большие поперечные сечения черных и цветных металлов.
Фасонные детали, сваренные оплавлением встык
Велосипедные диски
В результате метод стыковой сварки оплавлением не
ограничено приложениями для поездов. Поскольку технологии развиваются так быстро, приложения
для стыковой сварки оплавлением (а также для стандартной стыковой сварки) постоянно меняются. Передовой
элементы управления, источники питания переменного и постоянного тока, гидравлическое развитие и сервоклапаны имеют все
способствовал расширению процесса, расширению приложений, которые могут быть выполнены.