
Техника сварки полуавтоматом и инвертором
Для получения неразъемного соединения однородных (металлы) или разных по качеству (керамика, металл) деталей применяют сварку. За счет плавления материалов удается получить устойчивый к нагрузкам, недеформируемый и прочный рабочий шов между элементами. В бытовых условиях безопаснее и надежнее для начинающих применять электродуговую сварку, используя специальный сварочный аппарат (инвертор, полуавтомат). Задача оператора не просто соединить два элемента, а создать красивый, прочный, надежный и неразъемный рабочий шов. А для этого должна быть изучена техника сварки полуавтоматом и инвертором различных по толщине материалов.
Расходным материалом при работе с первым видом оборудования будет проволока (тонкостенные детали), со вторым — электроды (сваривание толстых деталей). Нужно освоить:
- Принципы подбора расходных материалов: диаметр, длина.
- Способы поджига дуги.
- Виды сварных швов, их назначение и характеристики.

- Работу с дугой.
Наглядно с процессом дуговой сварки поможет ознакомиться видео.
Определение характеристик электрической дуги
Одно из основных условий получения качественного и надежного рабочего шва — корректный подбор длины дуги и диаметра расходного элемента. Поэтому для начинающих сварщиков важно запомнить следующее правило: габариты дуги должны быть равны 0,5-1,1 от параметров электрода (2.5, 3.25, 4, 5 мм) или проволоки (до 2-2,25 мм). Правила техники сварки полуавтоматом и инвертором гласят, что оператор обязательно должен поддерживать в ходе процесса заданную (корректную) длину электросварочной дуги. Если отступить от правила, то последствия будут следующими:
- окисление оплавленного металла — длинная дуга;
- прерывание дуги — короткая;
- деформация рабочего шва — длинная;
- припай расходного элемента к деталям — короткая дуга;
- азотирование оплавленного материала — длинная;
- повышенная пористость структуры рабочего шва — длинная;
- разбрызгивание оплавленного материала — длинная.

Если сваривать детали, не поддерживая постоянной величину дуги, то процесс дуговой сварки нарушается: неустойчивое, неравномерное горение, некорректная глубина провара, пожароопасность процедуры и т.д. Рабочий шов будет иметь неправильную форму и однородную структуру, размеры. Чтобы облегчить процесс, для начинающих производители расходных материалов (только при работе с электродами большого диаметра) в паспорте указывают желательную величину дуги.
Возбуждение дуги: правила и способы поджига
Если ранее оператором не рассматривалась техника электродуговой сварки с помощью инвертора или полуавтомата, тогда процесс лучше начинать изучать с самых азов — с поджига или возбуждения дуги. Сложности связаны с прикипанием основания стержней к поверхности соединяемых материалов. Поэтому новичкам нужно запомнить главное правило сварки инвертором: при поджиге прикосновение электрода к деталям должно быть кратковременным. Чтобы возбудить дугу используют один из методов поджига:
- слегка (секундная задержка) прикоснуться стержнем к поверхности детали и быстро разделить объекты.
 Надо отвести электрод на расстояние не менее 4 мм.
Надо отвести электрод на расстояние не менее 4 мм. - боковое протягивание стержня по поверхности детали и отвод электрода. Расстояние разделения объектов — 4-4,5 мм.
Если секундная задержка не удалась, стержень обязательно прикипит к детали. Отрывать его нужно, применяя вращение. Поворачивая расходный элемент в сторону, резким движением срывают его. На видео показано, как правильно выполнить возбуждение сварочной электрической дуги.
Положение стержня при оформлении различных видов швов
Соединения принято делить на стыковочные, потолочные, угловые, горизонтальные, нахлестные, вертикальные, тавровые и прочие. Характеристики пространства между деталями определяют количество проходов, за которые удастся положить ровный и качественный шов. Меленькие и короткие соединения выполняют одним проходов, длинные — несколькими. Накладывать шов можно непрерывно либо точечно.Выбранная техника сварки определит прочность, устойчивость к нагрузкам и надежность места соединения деталей. Но прежде чем выбрать схему работы, необходимо определиться с положением стержня. Его определяют:
Но прежде чем выбрать схему работы, необходимо определиться с положением стержня. Его определяют:
- пространственное положение места соединения;
- толщина свариваемого металла;
- марка металла;
- диаметр расходного элемента;
- характеристики покрытия электрода.
Корректный выбор положение стержня определяет прочность и внешние данные места соединения, а техника сварки швов в различных положениях будет следующей:
- «От себя», или «вперед углом». Стержень при работе наклонен на 30-600. Инструмент продвигается вперед. Такую технологию применяют при соединении вертикальных, потолочных и горизонтальных стыков. Также применяется эта техника для сварки труб — электросваркой удобно соединять неповоротные стыки.
- Под прямым углом. Способ подходит для сваривания труднодоступных стыков, хотя его считают универсальным (можно сваривать места с любым пространственным расположением). Положение стержня под 900 усложняет процесс.
- «На себя», или «назад углом».
 Стержень при работе наклонен на 30-600. Инструмент продвигается по направлению к оператору. Эта техника сварки электродом подходит для угловых, коротких, стыковых мест соединения.
Стержень при работе наклонен на 30-600. Инструмент продвигается по направлению к оператору. Эта техника сварки электродом подходит для угловых, коротких, стыковых мест соединения.
Правильно подобранное положение инструмента гарантирует и удобство выполнения запайки стыка, и позволяет следить за корректным проплавлением материала. Последний факт обеспечивает качественное формирование и прочность рабочего соединения. Правильная техника сварки инвертором — проплавление материалов на незначительную глубину, отсутствие брызг, равномерный захват кромок стыка, равномерное распределение расплава. Каким должен получиться соединительный сварочный шов можно увидеть видео для начинающих сварщиков.
Особенности перемещения дуги при выполнении дуговой сварки
Корректное движение сварной электрической дугой обеспечивает качество и надежность соединительного шва. Описываемая техника дуговой сварки предполагает перемещение дуги в следующих направлениях:
- Поступательном — вдоль оси расходного элемента.
 Служить для поддержания заданной длины дуги. Правило: продвижение электрода должно согласовываться с укорочением стержня.
Служить для поддержания заданной длины дуги. Правило: продвижение электрода должно согласовываться с укорочением стержня. - Продольном — вдоль оси рабочего шва. Используется для формирования сварочного ниточного валика. Толщина его напрямую будет зависеть от скорости движение стержня и его габаритов (валик толще на 3 мм диаметра расходного элемента). Валик образует первичную спайку.
- Поперечном — поперек соединительного шва. Концом стержень совершают колебательные движения. Характеристики соединяемых материалов, расположение стыка и его размер, требования к рабочему шву и другие параметры определяют размах поперечных движений. Движения завершают формирование сварочного соединения. Его ширина будет колебаться в пределах 1,5-5 диаметров используемого стержня.
Чтобы стала понятной эта техника сварки инвертором для начинающих, уточним: все три движения стержнем постепенно накладываются друг на друга, формируя прочное и неразъемное соединение материалов. Поступательно-колебательные движения концом стержня могут иметь различную фигурную траекторию (классических вариантов 11).
При работе с длинными или сложными стыковочными объектами придется выполнять замену стержня. Процедура следующая:
- процесс прервать;
- сменить расходный элемент;
- сбить шлак с остывшего шва;
- возбудить электрическую дугу — поджиг делают на расстоянии 12-13 мм от воронки, которая появилась в конце шва;
- подвести стержень к воронке;
- сформировать сплав из нового и старого стержня;
- завершить перемещение расходного элемента.
Перемещения дуги, которые использует техника сварки инвертором, на видео для начинающих проиллюстрированы детально.
Коротко о схемах сварки и видах соединительных швов
Схема заполнения места соединения деталей будет определять эксплуатационные и прочностные характеристики сварного шва. Поэтому любая техника сварки, в частности дуговой сварки, классифицирует последние по длине и сложности. Различают:
- Короткие стыки (до 300 мм). Заваривание выполняют в один проход — от начала до конца.
- Стыки средней длины (от 300 до 1000 мм). Процесс начинают от середины стыка и ведут к краям. Может использоваться и обратноступенчатый метод — место соединение условно разбивается на несколько равных промежутков, каждый из которых заваривается последовательно в одном направлении.
- Длинные стыки (свыше 1000 мм). Заваривание шва проводится обратноступенчатым методом (самые короткие), каскадом, горкой, блоками (способы вразброс).
На видео продемонстрировано корректное сваривание стыков несколькими видами швов. После его формирования, важно правильно заварить кратер. Нельзя резко обрывать конец шва. Нужно постепенно удлинять дугу, завершив движения стержнем. Процесс сварки заканчивает с ее обрывом. Закрепить теоретический материал поможет видео.
Нельзя резко обрывать конец шва. Нужно постепенно удлинять дугу, завершив движения стержнем. Процесс сварки заканчивает с ее обрывом. Закрепить теоретический материал поможет видео.
Поделись с друзьями
0
0
0
0
Технологии сварки полуавтоматом
Полуавтоматическая сварка – это процесс соединения металлических поверхностей, при котором шов получается ровным и полностью защищенным от окисления, так как при этом используется защитный газ. От ручной дуговой сварки она отличается автоматизацией процесса, благодаря чему от человека требуется намного меньше усилий для создания качественного сварочного шва. MIG – международное обозначение процесса сварки металлов в среде инертного газа, такого как гелий или аргон. MAG – это международное обозначение сварки в среде активного газа, такого как азот или углекислый газ.
Преимущества полуавтомата
Технология сварки полуавтоматом сложна только для новичков. Как только человек поймет устройство аппарата, принцип его работы и освоит технику безопасности, он сможет успешно и эффективно его применять. Используется полуавтомат в основном для соединения деталей из железа, стали и алюминия.
При необходимости сварочные работы с помощью полуавтомата можно проводить без использования защитного газа. Такая сварка проводится с применением специальной проволоки, представляющей собой трубку из металла с порошком, который плавится под действием высокой температуры и образует газ, защищающий поверхность свариваемых деталей от окисления в процессе сварки. Это позволяет не тратиться на баллоны с газом. Ассортимент порошковой проволоки дает возможность организовывать оптимальный режим горения дуги для соединения заготовок из различных металлов.
MIG-MAG сварка применяется практически во всех отраслях промышленности. Основной сферой применения является машиностроение, судостроение, мостостроение, производство металлоконструкций, приборостроение. Не обойтись без полуавтоматов в слесарных мастерских и мастерских по ремонту автомобилей.
Основной сферой применения является машиностроение, судостроение, мостостроение, производство металлоконструкций, приборостроение. Не обойтись без полуавтоматов в слесарных мастерских и мастерских по ремонту автомобилей.
Этапы работы
Прежде чем приступать к сварке полуавтоматом нужных изделий новичкам в этом деле рекомендуется поучиться варить на металлических обрезках, не представляющих ценности. Мастерам своего дела также не помешает перед началом сваривания нужных деталей сделать пробный шов на ненужных обрезках. Для работы им потребуется сварочный аппарат, баллон с газом, защитные перчатки, защитная маска, спецодежда.
После проведения всех подготовительных работ нужно подключить массу к свариваемому металлу. Если работать нужно с деталями, имеющими небольшие размеры, то сваривание можно проводить на специальном металлическом столе, к которому подключают соответствующий проводник. Если стола нет, то сварку можно проводить на листе металла, который имеет толщину не меньше 2 мм.
До начала сварки металлические детали надо обязательно хорошо очистить от мусора и смазочных веществ при помощи специальной щетки или обычной ветоши. Сначала свариваемые детали нужно максимально близко расположить друг к другу и хотя бы в двух местах произвести точечное сваривание. Это нужно для того, чтобы детали стали неподвижными. Если требуется наварить один металлический лист на другой, то рекомендуется воспользоваться струбцинами, при помощи которых привариваемые детали будут надежно закреплены. Как только неподвижность деталей будет обеспечена, можно начинать работу по выполнению сварочного шва.
Для правильного образования дуги нужно коснуться проволокой деталей из металла, к которым подключена масса. После этого проволоку нужно оторвать на минимальное расстояние для того, чтобы образовалась стабильно горящая электрическая дуга. Это даст возможность проварить шов, перемещая дугу над свариваемыми деталями от одного края до другого.
Особенно сложным процессом является сварка алюминия. К свариванию алюминия и других цветных металлов стоит приступать только после того, как будет хорошо освоена технология сварки полуавтоматом черных металлов. Сварка деталей из алюминия производится при помощи постоянного тока обратной полярности. Перед тем как начинать сварку, нужно зачистить поверхность деталей от оксидной пленки и нагреть детали при помощи газовой горелки или в печи. После этого сварочный аппарат требуется включить в режим переменного тока высокой частоты и подключить баллон с аргоногелиевой смесью или аргоном. Затем следует произвести запал дуги и поддерживать ее длину в пределах 12-15 мм. В качестве присадочной проволоки в этом случае применяется алюминиевая проволока. Для стабильной подачи такой проволоки применяется сопло, имеющее большой диаметр. Поскольку этот металл характеризуется повышенной текучестью, то под изделие при сваривании нужно устанавливать подкладку.
К свариванию алюминия и других цветных металлов стоит приступать только после того, как будет хорошо освоена технология сварки полуавтоматом черных металлов. Сварка деталей из алюминия производится при помощи постоянного тока обратной полярности. Перед тем как начинать сварку, нужно зачистить поверхность деталей от оксидной пленки и нагреть детали при помощи газовой горелки или в печи. После этого сварочный аппарат требуется включить в режим переменного тока высокой частоты и подключить баллон с аргоногелиевой смесью или аргоном. Затем следует произвести запал дуги и поддерживать ее длину в пределах 12-15 мм. В качестве присадочной проволоки в этом случае применяется алюминиевая проволока. Для стабильной подачи такой проволоки применяется сопло, имеющее большой диаметр. Поскольку этот металл характеризуется повышенной текучестью, то под изделие при сваривании нужно устанавливать подкладку.
Сварка при помощи полуавтомата сводится к тому, что на изделие автоматически подается проволока, и работник подбирает режим работы и формирует сварной шов. Прочность получаемого в процессе изделия зависит в основном от того, насколько удачно был подобран режим работы.
Прочность получаемого в процессе изделия зависит в основном от того, насколько удачно был подобран режим работы.
Особенности
Сварочный полуавтомат состоит из таких частей:
- корпуса с мощным трансформатором;
- шланга, предназначенного для подачи газа к горелке;
- кабелей для подключения к электросети;
- механизма, который подает проволоку.
Принцип работы аппарата, предназначенного для полуавтоматической сварки, заключается в следующем: одновременно с защитным газом на горелку подается сварочный ток. При этом в горелке в качестве электрода используется сварочная проволока, подающаяся в автоматическом режиме посредством специального механизма. Электрическая дуга, образующаяся между проволокой и свариваемым изделием, расплавляет металл в среде, состоящей из защитного газа, поэтому шов получается качественным и не содержит окислов.
Начинать работать рекомендуется с настройки сварочного аппарата, так как идеальный сварочный шов может получиться только при правильно отрегулированной силе подаваемого тока. Для каждого изделия нужно выбирать свой индивидуальный режим работы. На профиль шва большое влияние оказывает напряжение на дуге. Подбирать этот параметр нужно при помощи ручной регулировки, так как он зависит от толщины подвергаемого сварке металла. Производители обычно указывают в инструкциях, какая должна быть сила тока для сваривания деталей той или иной толщины. Кроме того, нужно отрегулировать скорость подачи сварочной проволоки при помощи специального механизма. Наилучшим диаметром проволоки для сваривания является 0,8 мм, но в случае сваривания деталей из очень тонкого металла можно взять проволоку диаметром 0,6 мм. Оптимальный расход проволоки составляет 35-40 мм/с.
Для каждого изделия нужно выбирать свой индивидуальный режим работы. На профиль шва большое влияние оказывает напряжение на дуге. Подбирать этот параметр нужно при помощи ручной регулировки, так как он зависит от толщины подвергаемого сварке металла. Производители обычно указывают в инструкциях, какая должна быть сила тока для сваривания деталей той или иной толщины. Кроме того, нужно отрегулировать скорость подачи сварочной проволоки при помощи специального механизма. Наилучшим диаметром проволоки для сваривания является 0,8 мм, но в случае сваривания деталей из очень тонкого металла можно взять проволоку диаметром 0,6 мм. Оптимальный расход проволоки составляет 35-40 мм/с.
Для защиты места проведения сварки от окисления применяется защитный газ. Самым доступным по цене вариантом является углекислотный баллон с редуктором. Редуктор с манометром нужны для контроля давления защитного газа, которое должно составлять около 0,2 атмосфер. Также обязательно перед началом сварки полуавтоматом нужно отрегулировать величину выступания из сопла сварочной проволоки. Она не должна превышать 5 мм. Если проволока выступает больше, чем на 5 мм, то ее нужно сделать короче при помощи кусачек. Между кромками свариваемых деталей должен быть интервал, составляющий 1 мм при толщине металла до 10 мм и 10% от толщины металла при его толщине, превышающей 10 мм.
Она не должна превышать 5 мм. Если проволока выступает больше, чем на 5 мм, то ее нужно сделать короче при помощи кусачек. Между кромками свариваемых деталей должен быть интервал, составляющий 1 мм при толщине металла до 10 мм и 10% от толщины металла при его толщине, превышающей 10 мм.
Виды сварочных аппаратов
Аппараты для сварки бывают стационарными и переносными. В зависимости от используемой проволоки, различают автоматы с электродом из алюминия, стали и универсальные. Стационарные агрегаты предназначены для проведения регулярных сварочных работ. Переносные аппараты являются наиболее современными и удобными в использовании.
Для работы в условиях мастерских стоит отдавать предпочтение аппаратам бытового класса, а для профессионального использования подходят только мощные дорогостоящие агрегаты. Между собой такие аппараты отличаются не только по мощности, но и по времени непрерывной работы. Выбор оборудования для проведения сварки на сегодняшний день очень большой. Наибольшей популярностью у потребителей пользуются универсальные модели, которые работают с разными видами горелок в разных режимах.
Наибольшей популярностью у потребителей пользуются универсальные модели, которые работают с разными видами горелок в разных режимах.
Техника безопасности
Во время сварки полуавтоматом нужно соблюдать такие правила техники безопасности:
- Перед тем как приступать к работе, нужно обязательно ознакомиться с инструкцией к прибору для сварки.
- Корпус сварочного аппарата обязательно должен быть заземлен.
- В случае любых даже самых незначительных неисправностей аппарат нельзя эксплуатировать.
- Во время перерывов в работе необходимо обязательно отключать аппарат от электросети и выключать подачу защитного газа.
- Запрещается работать с полуавтоматом рядом с легковоспламеняющимися или взрывоопасными предметами или веществами.
- Во время работы с этим устройством нужно обязательно использовать защитные перчатки и защитную маску.
Современные защитные маски оснащены механизмами, которые позволяют обеспечивать качественную защиту при горении дуги. Поэтому при затухании дуги окошко маски будет достаточно прозрачным, чтобы продолжать работу, не снимая ее.
Поэтому при затухании дуги окошко маски будет достаточно прозрачным, чтобы продолжать работу, не снимая ее.
Во время сварки проволоку нужно вести прямо. Нельзя направлять на себя сопло горелки. Поскольку при проведении этого процесса выделяется большой объем газа, то проводить процедуру рекомендуется только в оборудованном вентиляцией помещении или на улице.
Компания УЗЛК предлагает услуги сварки любых металлических изделий по очень доступным ценам. В своей работе наши имеющие большой опыт работы специалисты используют только мощные промышленные агрегаты и тщательно соблюдают технологию, поэтому швы получаются прочными и эстетичными, а металлические изделия – качественными.
Техника сварки в углекислом газе
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Введение. Сварка в углекислом газе
Особенности техники сварки соединений основных типов. Стыковые соединения металла толщиной 0,8—1,2 мм можно сваривать на медных, стеклянных и керамических подкладках, а также на весу. Для получения швов высокого качества необходимы: тщательная сборка, точное направление электрода по шву и поддержание неизменным режима сварки. Для соединения металла такой толщины применяют следующие способы:
1. Сварка в СO2 проволоками ф0,8—1,2 мм током обратной полярности с использованием источников питания с комбинированной характеристикой и высокими скоростями нарастания Iк.з..
2. Сварка на обратной полярности проволокой ф0,7— 0,8 мм на малых токах и напряжениях при питании от источника с повышенными динамическими свойствами по току, обеспечивающими получение процесса с принудительными короткими замыканиями.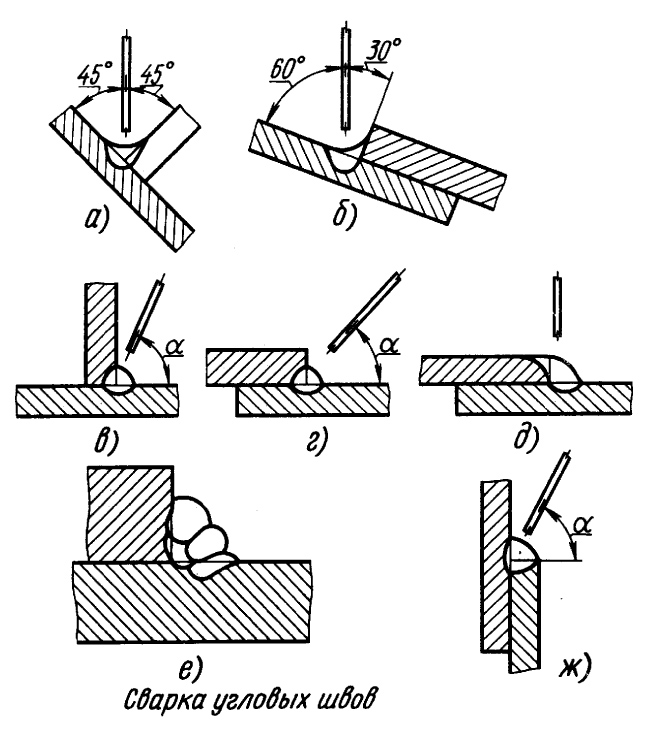 В качестве источников рекомендуются преобразователи ЗП 4/30, ЗП 7,5/30 и выпрямители ВСП-160, ВСП-315, ВДГ-303, ВСЖ-303 и ВС-300Б. Последовательно в сварочную цепь включают дополнительную индуктивность 0,2—0,25 мГн. Сварку ведут вертикальным электродом и направляют дугу на ванночку жидкого металла. В качестве защитных газов рекомендуются СO2 и его смеси с аргоном и кислородом.
В качестве источников рекомендуются преобразователи ЗП 4/30, ЗП 7,5/30 и выпрямители ВСП-160, ВСП-315, ВДГ-303, ВСЖ-303 и ВС-300Б. Последовательно в сварочную цепь включают дополнительную индуктивность 0,2—0,25 мГн. Сварку ведут вертикальным электродом и направляют дугу на ванночку жидкого металла. В качестве защитных газов рекомендуются СO2 и его смеси с аргоном и кислородом.
3. Сварка с принудительными короткими замыканиями и гашением дуги.
4. Сварка с периодическим изменением мощности дуги, так называемая сварка модулированным током, или с прекращением процесса проволокой ф0,7—1,2 мм. При этом дуга легко возбуждается на горячем металле, а тепловая инерция ванны обеспечивает равномерное проплавление и формирование шва; время горения дуги составляет 0,6—1,2 с при перерыве 0,5—0,8 с.
5. Сварка проволоками ф0,7—0,8 мм на прямой полярности (в этом случае формирование шва несколько хуже, чем в предыдущих вариантах).
— Сварку металла малой толщины всегда рекомендуется выполнять в вертикальном положении сверху вниз с подводом тока в верхней части изделия. При сварке тонкого металла ширина провара обычно одинакова с обеих сторон стыка. При чрезмерно большой ширине шва возможны прожоги. Во избежание этого рекомендуется уменьшать напряжение дуги, диаметр электрода, сварочный ток и увеличивать скорость сварки. При сварке на подкладках важно обеспечить плотное прижатие листов к подкладке. При нагреве дугой листы, деформируясь, теряют устойчивость и изгибаются непосредственно перед дугой. Для исключения этого рекомендуют делать отбортовку или изгибать стык вдоль сварки таким образом, чтобы при нагреве листы прижимались к подкладке.
При сварке тонкого металла ширина провара обычно одинакова с обеих сторон стыка. При чрезмерно большой ширине шва возможны прожоги. Во избежание этого рекомендуется уменьшать напряжение дуги, диаметр электрода, сварочный ток и увеличивать скорость сварки. При сварке на подкладках важно обеспечить плотное прижатие листов к подкладке. При нагреве дугой листы, деформируясь, теряют устойчивость и изгибаются непосредственно перед дугой. Для исключения этого рекомендуют делать отбортовку или изгибать стык вдоль сварки таким образом, чтобы при нагреве листы прижимались к подкладке.
— Металл толщиной > 1,2 мм легко сваривать на весу. При сварке металла толщиной 1,2—2 мм дугу рекомендуется направлять на ванну жидкого металла, сварку выполняют вертикальным электродом. Для сварки металла толщиной до 2 мм следует выбирать такие режимы, чтобы полный провар получался за один проход. При значительных зазорах в соединении рекомендуется: выполнять сварку в вертикальном положении сверху вниз, сваривать шов с периодическим прекращением процесса или изменением мощности либо с поперечными колебаниями электрода.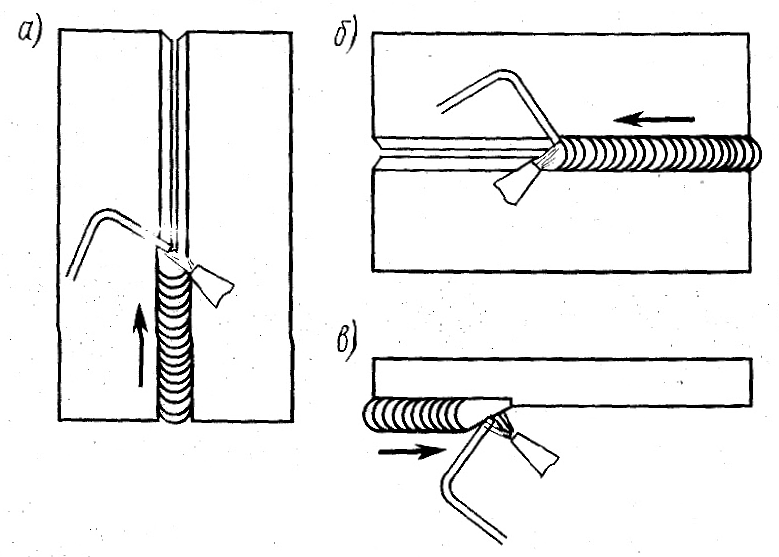 Для получения качественного формирования шва важно правильно подобрать программу изменения мощности процесса, частоту и амплитуду колебания электрода.
Для получения качественного формирования шва важно правильно подобрать программу изменения мощности процесса, частоту и амплитуду колебания электрода.
— Металл толщиной >4 мм сваривают в СO2, СO2+O2 (20%) или Аr + СO2 (25%) с двух сторон. Разделку кромок делают в зависимости от конструкции изделия и допустимых режимов сварки согласно ГОСТ 14771—76.
— Для получения качественного стыкового соединения на металле толщиной >3 мм необходимо предупредить подсос воздуха с обратной стороны стыка. Для этого, а также для получения полного провара соединения без прожогов при больших переменных зазорах рекомендуется корневой шов сваривать тонкой проволокой в СO2 при сварочном токе 140—220 А. Последующие проходы могут быть выполнены в СO2, или СO2 + O2 (15—20%), или под флюсом. Сварка корневого шва тонкими проволоками ф1—1,4 мм в СO2 позволяет избежать кантовки крупных изделий. Сварка первого прохода может быть выполнена также на стеклянной или медной подкладке.
— Техника сварки поворотных кольцевых стыковых швов во многом подобна технике сварки продольных швов. Важным параметром режима является смещение от верхней точки окружности. Соединение на металле толщиной 0,8—2,5 мм и корневые швы на металле большой толщины рекомендуется сваривать в вертикальном положении сверху вниз или в полупотолочном положении (рис. 3.7). Дугу следует направлять на ванну жидкого металла. Это обеспечивает получение полного провара соединения с обратным формированием шва без прожогов даже при значительных переменных зазорах. Режимы сварки некоторых изделий приведены в табл. 3.2.
— При сварке металла большой толщины рекомендуется смещение электрода в сторону, противоположную направлению вращения детали. Смещение зависит от объема ванны, диаметра и толщины стенки детали и от скорости сварки. При толщине стенки детали >15 мм целесообразна узкая щелевая разделка в сочетании с непрерывной многопроходной сваркой. Режимы сварки выбирают в зависимости от допустимого термического цикла. Сварка кольцевых швов может быть выполнена во всех активных газах (СO2, СO2 + O2, Аr+O2+СO2 и Аr+СO2). При выборе состава смеси исходят из конкретных условий производства.
Сварка кольцевых швов может быть выполнена во всех активных газах (СO2, СO2 + O2, Аr+O2+СO2 и Аr+СO2). При выборе состава смеси исходят из конкретных условий производства.
— Нахлесточные соединения металла толщиной 0,8—1,5 мм сваривают на весу, на медной, стальной или стеклотканевой подкладке. Более толстый металл сваривают на весу. Высокое качество соединения получают при смещении электрода от кромки до ±(1—1,5) мм. При большем смещении электрода в сторону нижнего листа возможны прожоги, а в сторону верхнего — ухудшается формирование шва и возможен недостаточный провар нижнего листа. Максимальная скорость сварки достигается при выполнении соединений в вертикальном положении сверху вниз; тщательная сборка также позволяет повысить скорость сварки. Металл малой толщины рекомендуется сваривать в СO2 по технологии с принудительными короткими замыканиями, при этом достигаются наименьшие деформации изделия. Металл толщиной >1,5 мм сваривают электродом, наклоненным поперек шва на 50—60° к поверхности листа. При сварке металла равных толщин электрод направляют в угол, а неравных — в сторону листа большей толщины. Некоторые режимы сварки нахлесточных соединений приведены в табл. 3.3.
При сварке металла равных толщин электрод направляют в угол, а неравных — в сторону листа большей толщины. Некоторые режимы сварки нахлесточных соединений приведены в табл. 3.3.
— Тавровые и угловые соединения можно сваривать наклонным электродом при вертикальном расположении стенки соединения и вертикальным электродом при расположении шва «в лодочку». При сварке наклонным электродом угол наклона его к полке должен составлять 40—50°. При сварке швов с катетом до 5 мм и одинаковой толщине листов электрод направляют в угол, при неодинаковой толщине — в сторону листа большей толщины. При сварке тавровых соединений на стали толщиной >5 мм электрод смещают на 1,0—2,5 мм в сторону полки. Сварку целесообразно вести «углом вперед» с наклоном электрода к детали 70—75°. При сварке сталей большей толщины делают скос кромки. В этом случае электрод направляют в угол разделки. Для повышения производительности и улучшения формирования шва целесообразно выполнять сварку на спуск.
Швы с катетом >4 мм рекомендуется сваривать «в лодочку». При этом возможно использование форсированных режимов. Кроме того, улучшается формирование шва, появляется возможность увеличить скорость сварки до 300 м/ч.
При этом возможно использование форсированных режимов. Кроме того, улучшается формирование шва, появляется возможность увеличить скорость сварки до 300 м/ч.
При сварке тавровых и угловых соединений можно рекомендовать приемы, повышающие скорость расплавления электрода: сварку с подачей присадочной проволоки, с увеличенным вылетом, с дополнительным нагревом электрода двумя и тремя электродными проволоками, подключенными к общему токосъемнику и в общую ванну. Некоторые режимы сварки тавровых и угловых соединений приведены в табл. 3.4.
— Замковые соединения наиболее часто применяют при сварке кольцевых швов. Такие соединения выполняют с разделкой кромок согласно ГОСТ 14771—76. Режимы сварки выбирают в зависимости от толщины листов и диаметра изделия. Замковые соединения позволяют выполнять сварку первых проходов на больших токах, поскольку в данном случае отсутствует опасность прожога листов. При сварке замкнутых сосудов во избежание появления пор в корне шва требуется сборка без зазоров. Поэтому замок делают скошенным и детали собирают с натягом. Для повышения производительности, улучшения формирования шва и уменьшения разбрызгивания электрод смещают с зенита таким образом, чтобы вести сварку на спуск.
Поэтому замок делают скошенным и детали собирают с натягом. Для повышения производительности, улучшения формирования шва и уменьшения разбрызгивания электрод смещают с зенита таким образом, чтобы вести сварку на спуск.
Особенности полуавтоматической (ручной механизированной) сварки. Техника полуавтоматической сварки в СO2 и в смесях СO2+O2, Аr + СO2 (25%) и Аr + O2 + СO2 (25%) проста. Задача сварщика состоит в поддержании постоянного вылета электрода, равномерном перемещении держателя вдоль кромок и (в отдельных случаях) в выполнении колебаний электрода. Глубина провара при сварке в СO2 и СO2 + O2 больше, чем при сварке в Аr + СO2 и при ручной дуговой сварке штучными электродами, т. е. можно выполнять сварку на больших скоростях. Изменения скорости сварки, неизбежные при перемещении держателя вручную, сказываются на глубине проплавления. Поэтому во избежание прожогов полуавтоматическую сварку выполняют при меньшем токе, т. е. в результате скорость полуавтоматической сварки меньше, чем автоматической.
е. в результате скорость полуавтоматической сварки меньше, чем автоматической.
— При сварке тонкими проволоками форма колебаний электрода обычно такая же, как при ручной дуговой сварке. При сварке проволоками ф1,6 мм и более форма поперечных колебаний зависит от типа соединения и может изменяться от слоя к слою. Корневые швы сваривают при возвратно-поступательном перемещении электрода, средние слои стыковых швов — при перемещении электрода по вытянутой спирали, а верхние слои — с поперечными колебаниями («змейкой»). Сварку стыковых соединений можно вести с наклоном электрода как «углом вперед» так и «углом назад» до 10—30°.
— В первом случае глубина провара несколько меньше, шов шире, удобно направлять дугу по разделке шва, можно добиться существенного уменьшения разбрызгивания; сварку можно выполнять с большими скоростями, чем сварку вертикальным электродом. Возвратно-поступательные движения горелки обеспечивают снижение пористости при сварке во всех активных газах. Этому способствует как улучшение защиты, так и перемешивание и замедленное охлаждение жидкой ванны.
— При сварке «углом назад» рекомендуют наклонять горелку на 5—35°. В этом случае можно несколько увеличить глубину провара, но ширина шва уменьшается. Для расширения шва сварку выполняют с колебаниями электрода. При сварке угловых швов электрод наклоняют на 45—60° к полке поперек соединения. Сварку ведут вертикальным электродом или с наклоном «углом вперед» на 70—80° к изделию. Дугу направляют со смещением на 1—2 мм от угла к нижней полке или в угол. Желательно вести сварку на спуск с наклоном изделия на 6—10°. Это существенно улучшает формирование шва, позволяет повышать скорости сварки и уменьшать разбрызгивание.
Для получения плотного шва и хорошего провара в начале сварки необходимо обеспечить предварительную подачу газа до зажигания дуги и начинать сварку вертикальным электродом, а также выполнять сварку с программированием напряжения, тока и скорости подачи электрода. Для получения качественного конца необходимо заварить кратер и обдувать его газом до полного затвердевания металла. При сварке с большой силой тока для заварки кратера нужно уменьшить силу тока и напряжение (ориентировочно до 150—180 А и 22—24 В соответственно). Для окончания сварки могут быть использованы также другие приемы, осуществляемые с программированием напряжения.
При сварке с большой силой тока для заварки кратера нужно уменьшить силу тока и напряжение (ориентировочно до 150—180 А и 22—24 В соответственно). Для окончания сварки могут быть использованы также другие приемы, осуществляемые с программированием напряжения.
— Вертикальные швы сваривают как со свободным, так и с принудительным формированием. Металл толщиной до 4 мм обычно сваривают «сверху вниз» со свободным формированием швов. Сварку выполняют тонкими проволоками ф0,8—1,4 мм в СO2 или СO2 + O2 (15%), реже в смеси Аr + СO2 (не менее 25%). Сварку вертикальных швов сверху вниз ведут «углом назад», направляя дугу на переднюю часть ванночки (рис 3 8, а). Это предотвращает стекание ванночки, способствует увеличению проплавления корня шва и исключает такие дефекты, как несплавление и натек по краям шва. При сварке металла толщиной до 1,2 мм эта техника исключает прожоги металла. Металл толщиной до 3 мм сваривают без колебаний электрода, металл толщиной 3—4 мм сваривают с поперечными колебаниями электрода (рис. 3.8). Требования к качеству сборки при сварке «сверху вниз» менее жесткие, чем при сварке в нижнем положении. Поэтому сварку сверху вниз применяют для выполнения корневых швов металла разной толщины при наличии переменных зазоров. Скорость сварки «сверху вниз» обычно в 2—2,5 раза выше, чем сварки «снизу вверх».
3.8). Требования к качеству сборки при сварке «сверху вниз» менее жесткие, чем при сварке в нижнем положении. Поэтому сварку сверху вниз применяют для выполнения корневых швов металла разной толщины при наличии переменных зазоров. Скорость сварки «сверху вниз» обычно в 2—2,5 раза выше, чем сварки «снизу вверх».
Для уменьшения разбрызгивания и увеличения провара рекомендуют вести сварку на пониженных напряжениях при питании от источников с повышенными динамическими свойствами по току.
При сварке сталей толщиной >4 мм вследствие интенсивного теплоотвода в изделие наблюдается неполный провар корня шва. Повышение тока приводит к увеличению объема жидкой ванночки и усилению ее стекания. В результате натекания жидкого металла на холодный металл изделия наблюдается непровар корня и несплавления по краям шва. Поэтому стали толщиной ≥4 мм при питании дуги от источников с жесткой и пологопадающей внешней характеристиками приходится сваривать снизу вверх. Скорости сварки вертикальных швов «снизу вверх» обычно невелики (6—10 м/ч). Сварку ведут «углом вперед», направляя дугу на переднюю часть ванночки, что уменьшает ее стекание. Металл толщиной >8 мм сваривают с поперечными колебаниями электрода по треугольнику (см. рис. 3.8, г). Техника выполнения сварки швов «снизу вверх» требует более высокой квалификации сварщика, чем при сварке «сверху вниз».
Сварку ведут «углом вперед», направляя дугу на переднюю часть ванночки, что уменьшает ее стекание. Металл толщиной >8 мм сваривают с поперечными колебаниями электрода по треугольнику (см. рис. 3.8, г). Техника выполнения сварки швов «снизу вверх» требует более высокой квалификации сварщика, чем при сварке «сверху вниз».
Применение источников тока с комбинированной внешней характеристикой и высокими скоростями нарастания Iк.з. обеспечивает возможность сварки в СO2 углеродистых сталей толщиной до 12 мм методом «сверху вниз». Сварка выполняется проволоками ф1,2—1,4 мм на токах до 260 А (табл. 3.5). Провар корня шва полный, несплавления по краям шва отсутствуют. Швы формируются без усиления или с небольшим ослаблением. Уменьшение усиления шва обеспечивает снижение расхода электродной проволоки, газа и электроэнергии. Снижаются трудовые затраты, уменьшается деформация изделия. Сварку выполняют электродом «углом назад»; швы катетом до 4 мм сваривают без поперечных колебаний электрода, а швы катетом >4 мм выполняют с поперечными колебаниями электрода и в несколько проходов. Скорости сварки угловых швов «сверху вниз» на металле толщиной 8—12 мм достигают 30— 35 м/ч, на более тонком металле — 50—55 м/ч. Простая техника сварки и мягкая «эластичная» дуга меньше утомляют сварщика, чем сварка «снизу вверх» с колебаниями электрода.
Режимы сварки вертикальных соединений со свободным формированием швов — в СO2 (при использовании источников тока как с пологопадающей, так и с комбинированной внешней характеристиками) и в смесях СO2 + O2 (15%) и Аr+СO2 (25%) выбирают такими, чтобы процесс протекал с частыми короткими замыканиями (табл. 3.5). Сварку в смеси Аr + СO2 (<15%) можно выполнить с наложением импульсов тока. При этом можно использовать электродные проволоки ф1—2 мм.
— При значительной длине соединений прямолинейные вертикальные швы на стали толщиной 8—40 мм целесообразно выполнять по технологии с принудительным формированием, как при электрошлаковой сварке. Этот способ разработан Д. А. Дудко с сотр. в ИЭС им. Е. О. Патона в 1956—1957 гг.
Для получения высокого качества и хорошего формирования швов необходимо наличие между ползуном и швом небольшого количества шлака. Для этого при использовании проволок сплошного сечения в зону сварки подают небольшое количество флюса. Флюс поступает из отдельного бункера или с присадочной порошковой проволокой, укрепленной на кромке стыка. При сварке порошковыми проволоками шлак образуется при расплавлении самой проволоки. Для защиты зоны сварки применяют СO2 или смесь СO2+O2 (15—30%). В последнем случае на поверхности ванны образуется больше шлака и формируется более жидкотекучая ванночка.
Для получения шва высокого качества необходимо предупреждать попадание воздуха к расплавленной ванночке, для чего газ рекомендуют подавать по специальным газовым соплам или по каналам, расположенным в ползунах. Наличие на поверхности ванны шлака снижает требования к качеству за щиты. Режимы сварки вертикальных швов выбирают, исходя из условия получения заданного термического цикла и получения процесса с минимальным разбрызгиванием. С повышением Iсв увеличиваются объем сварочной ванночки и ее глубина. При заданном напряжении с повышением Iсв ширина шва уменьшается. С повышением напряжения ширина ванны увеличивается. Зазор между листами влияет мало на ширину шва.
Соединения на металле толщиной >20 мм выполняют с колебаниями электрода. У ползунов электрод задерживают на 1,5—2 с. Сварку вертикальных швов выполняют на постоянном токе. Сварка вертикальных швов в защитных газах с принудительным формированием обеспечивает более высокую производительность, чем сварка со свободным формированием шва и ручная дуговая сварка. Стыковые соединения под сварку с принудительным формированием собирают без скоса кромок и с U-образной разделкой. При сборке с U-образной разделкой уменьшается сечение разделки и можно повысить скорость сварки. Кроме того, при U-образной разделке кромок в случае выхода из строя автомата сварку можно закончить полуавтоматической или ручной дуговой сваркой. Поперечная усадка соединения при U-образной разделке также меньше, чем при прямоугольной.
— Горизонтальные швы на стали толщиной до 6 мм сваривают в СO2 или СO2 +O2 (15—20%) проволоками ф0,8— 1,4 мм. Соединения на металле толщиной до 3 мм собирают без скоса кромок с небольшим зазором, что обеспечивает получение швов с полным проваром при небольших усилиях. Сварку ведут «снизу вверх» с наклоном электрода «углом назад» без поперечных колебаний. Дугу направляют на металлическую ванночку. При толщине металла >4 мм делают скос на кромке верхнего листа. Сварку металла толщиной >6 мм выполняют с наклоном электрода поперек шва на угол 40—60° к вертикали. Основное сечение шва заваривают с повышенной силой тока. При этом используют проволоки сплошного сечения до ф2 мм и порошковые до ф4 мм, а облицовочные швы заваривают проволоками ф1,2—1,4 мм на малых режимах (табл. 3.6). При сварке металла толщиной >6 мм на повышенных токах наблюдается стекание ванны жидкого металла. Для предупреждения этого используют формирующие ползуны. При сварке горизонтальных швов проволоками Св-08Г2С ф1,6—2 мм в металле шва встречаются характерные несплавления, имеющие вид полушарий. Места несплавления обычно покрыты тонкой корочкой шлака. Для их исключения следует «понижать» режим сварки, уменьшать диаметр электрода, а также осушать СO2 и очищать проволоку от смазки.
— Потолочные швы рекомендуется сваривать: в СO2 проволокой ф0,8—1,4 мм на режимах с частыми короткими замыканиями, а в Аr+СO2 (10%) с наложением импульсов. Сваривать такие швы полуавтоматом труднее, чем в других положениях, поэтому сварщик должен иметь более высокую квалификацию. Сварку потолочных швов ведут «углом назад» на минимальных напряжениях. Сварочный ток можно выбирать несколько большим, чем для сварки вертикальных швов. Дугу и поток СO2 направляют на ванночку жидкого металла, что уменьшает его стекание. Для этой же цели рекомендуется увеличивать расход газа. Сварку стыковых швов с разделкой кромок ведут с поперечными колебаниями электрода. Металл толщиной >6 мм рекомендуется сваривать в два прохода и более, что обеспечивает получение плотных швов.
См. также: Сварка в углекислом газе, Сварка электрозаклепками и точками в СO2
Особенности сварки металлов полуавтоматичским аппаратом
Автор perminoviv На чтение 8 мин. Опубликовано
Современные производители сварочных аппаратов выпускают десятки различных моделей устройств для полуавтоматической сварки. Технология сварки металлов полуавтоматом позволяет прочно соединить между собой металлические детали, обеспечивая надёжное крепление конструкций.
Под понятием полуавтоматической сварки металлов подразумевается процесс присоединения друг к другу нескольких металлических деталей, при котором электродная проволока поступает в зону сварочных работ с определённой скоростью в автоматическом режиме. Вместе с этим в область сваривания подаётся инертный или активный газ. Его задача – защищать электродную проволоку и свариваемые детали от воздействия окружающей среды. Все остальные действия для работы со сварочным аппаратом при сварке в полуавтоматическом режиме необходимо совершать вручную.
Преимущество сварочной обработки полуавтоматического типа состоит в том, что эта технология позволяет работать с материалами любой толщины. Сварка металла полуавтоматом подходит для работ с деталями, произведёнными из тонкого металла (металл считается тонким, если его толщина не превышает 5 миллиметров). Для проведения сварочных работ над такими конструкциями достаточно использовать аппараты с низкой или средней производительностью.
Также полуавтоматические сварочные аппараты годятся для обработки деталей из толстых металлов. Сварка полуавтоматом эффективно соединяет конструкции, толщина которых не превышает 250 миллиметров. Специфика работы с толстыми металлическими изделиями зависит от материала, из которого они были произведены. Для обработки таких конструкций понадобится оборудование, отличающееся высоким уровнем производительности.
СОВЕТ: при сварке толстых металлических конструкций, произведённых из низколегированной стали, рекомендуется предварительно подвергнуть детали термической обработке. Высокая температура поможет размягчить металл и подготовить его к дальнейшим сварочным работам. Подогрев поможет провести сварку быстрее и с более высокими шансами на удачный результат. Если конструкция не будет подвергнута прогреванию, то тогда появится риск появления деформаций в материале.
Аппарат полуавтомат для сварки толстых металлов успешно справляется со свариванием уплотнённых деталей при помощи создаваемой им высокой плотности тока. Она обеспечивает глубокое плавление обрабатываемого материала, что позволяет прочнее скрепить монтируемые конструкции. Больше всего такой тип сварочных работ подходит для обработки жёстких металлических конструкций, а также изделий, которые изготовлены из марок стали с высокой теплоустойчивостью и особой прочностью.
При сварке изделий, выполненных из устойчивых к перепадам температур металлов, возможно ухудшение прочностных свойств материала. Причина этого в том, что в зоне температурного влияния, оказываемого сварочным аппаратом, возникают микроскопические трещины, которые и размягчают сталь. Поэтому при полуавтоматических сварочных работах на толстых металлах дополнительно предпринимаются защитные меры, защищающие обрабатываемые конструкции от разупрочнения материала.
СОВЕТ: помните, что сварка толстого металла полуавтоматом может привести к возникновению трещин в конструкциях. Также сварочные работы способны повредить антикоррозийный слой деталей, из-за чего они окажутся подвержены вредному влиянию ржавчины. По этой причине рекомендуется прибегнуть к защитным мерам после сварки. Металл необходимо обработать специальным покрытием, которое сможет восстановить защиту изделия от коррозии.
При обработке металлических конструкций небольшой толщины не нужно стремиться получить поверхностный шов. Конструкции должны быть сварены как можно плотнее – только так удастся добиться их полноценного соединения. Именно поэтому для сварки тонких металлов используют полуавтоматический аппарат – он предельно эффективно работает со свариванием таких конструкций.
Перед сварочными работами полуавтоматом обрабатываемые конструкции необходимо предварительно подготовить. Металл требуется очистить от грязи, кусочков краски или эмали, пыли или смазочных покрытий. Если этого не сделать, то плавящийся металл будет слишком сильно разбрызгиваться, и шов выйдет искривлённым. К тому же, посторонние элементы могут быть токсичны.
Для сварки тонкого металла полуавтоматом понадобится следующее оборудование:
- сварочный аппарат;
- электроды для сварки;
- источник электроэнергии;
- защитная амуниция для сварщика (укреплённый шлем, термостойкие перчатки, затемнённые очки).
СОВЕТ: для того, чтобы шов получился аккуратным и ровным, сварщику необходимо самостоятельно регулировать скорость движения сварочного аппарата. Также ему нужно подобрать электроды правильного типа и осуществлять контроль за стабильной подачей тока со постоянным показателем силы.
Технология полуавтоматической сварки оцинкованных металлов
Особенностью оцинкованных металлов является их высокая сопротивляемость воздействию коррозии. Всё дело в свойствах цинка – этот элемент успешно защищает различные изделия от появления ржавчины, что повышает устойчивость конструкции и продлевает срок её эксплуатации. При сварке оцинкованного металла полуавтоматом антикоррозийная устойчивость всей конструкции может быть нарушена.
Причиной этого является разная температура плавления. Если для сварки большинства металлов нужна температура в пределах 1700-2200 градусов по Цельсию, то плавление цинка начинается уже при 420°С. При 907°С этот элемент закипает и превращается в оксид, который образует на поверхности металлической конструкции микроскопические поры и трещины. Это и приводит к тому, что металл становится восприимчив к появлению коррозии.
Современная технология сварки оцинкованных металлов полуавтоматом заключается в одной инновации – MIG-пайке. Она позволяет проводить сварочные работы с помощью высокочастотных электрических колебаний с пониженной температурой. При этом плавление цинка не происходит, поэтому он не превращается в оксидное соединение и не наносит повреждение основному материалу обрабатываемой конструкции. Эта технология и позволяет решить проблему разрушения антикоррозионного слоя при полуавтоматическом сваривании оцинкованных металлов.
Процесс сварки цветных металлов полуавтоматом начинается с проверки состояния оборудования. В процессе его осмотра требуется настроить режим функционирования сварочного устройства, подобрать силу тока, уровень напряжения и скорость передвижения проволоки. Если толщина обрабатываемого металла менее трёх миллиметров, то подходящая сила тока находится в пределах 120-145 амперов. При этом скорость передвижения проволоки должна равняться 900 метрам в час.
После того как оборудование проверено, происходит включение подающего проволоку переключателя в рабочее положение. Затем осуществляется зажжение электрической дуги. При наличии плавящейся проволоки нужно лишь прикоснуться к металлической поверхности. После зажжения электрической дуги можно протестировать выбранный режим работы на проверочном материале. Если аппарат функционирует нормально, то можно непосредственно приступать к сварке.
При полуавтоматической сварке цветных металлов передвижения горелки нужно вести только лишь в одном направлении. Лучшего всего проводить сваривание деталей с высокой скоростью и посредством одного шва. Если цветной металл отличается большой толщиной, то его необходимо разогреть до 150-300°С.
Полуавтоматическая сварка аргоном чёрных металлов
Сварка чёрных металлов полуавтоматом с аргоном отличается некоторыми особенностями. Нужно отметить, что большую опасность для чёрных металлов при их сварке представляет влага. Она может остаться внутри сварочного шва, после чего начнётся её конденсация. При испарении частицы влаги будут образовывать небольшие поры и микроскопические трещины в шве, которые в будущем отрицательно скажутся на его прочности. Поэтому перед началом сварки обрабатываемые конструкции рекомендуется прогреть до 100-150 градусов по Цельсию.
Для полуавтоматического сваривания чёрных металлов необходимо использование специальных электродов. Без них сварочный шов получится неаккуратным и слишком хрупким. Для сварки чёрных металлов лучше всего использовать электроды из цветного металла с большим содержанием графита. Наиболее оптимальный выбор – медно-никелевые компоненты, которые помогают надёжно сварить металл и не оставляют в получившемся шве большого количества графитных примесей.
Сварка чугунных и стальных изделий полуавтоматом
Инертный газ используется не только для обработки цветных металлов. Для работы с чугунными и стальными конструкциями также применяется аргон. Для получения чугуна используется железо и углерод. Процесс его сваривания очень трудоёмок из-за того, что получающиеся швы часто трескаются.
Еще одной особенностью чугуна является его предрасположенность к ускоренному окислению. Поэтому для его сварки и нужен аргон – он помогает формировать соединительные швы без образования шлаковых осадков. Быстрое окисление чугуна сделало его популярным материалом для ремонта старых автомобилей. Этот материал соединяется с требующими починки тонкими металлическими конструкциями.
Сварка чугуна и хрупких металлов полуавтоматом зачастую проводится при помощи вольфрамовой проволоки. Обрабатываемые изделия также нуждаются в предварительном подогреве. Для сваривания чугунных конструкций используется как постоянный, так и переменный ток. Его сила зависит от толщины металла и диаметра проволоки (на каждый миллиметр проволоки приходится от 50 до 90 амперов элетротока). Вместо вольфрама в качестве материала для проволоки может использоваться графит, медь или никель.
Полуавтоматическая сварка деталей из нержавеющего металла
Сварка полуавтоматом нержавеющих металлов отличается высокой производительностью. Кроме этого, её можно вести практически в любых условиях. Для сваривания нержавеющих стальных конструкций необходим сварочный аппарат, который работает в аргоновой среде. Защитный газ помогает предотвратить азотирование и окисление создающегося соединительного шва, который без аргоновой защиты сварной шов начал бы контактировать с внешней атмосферой и стал бы непрочным. Аргон подходит и потому, что даже при особо повышенной температуре не вступает в какие-либо химические реакции – он гораздо тяжелее воздуха, что помогает легко вытеснять его в зоне сварочных работ.
Сварка нержавеющего металла аргоном осуществляется при помощи электродов, изготовленных из неплавящихся материалов. В процессе работы их необходимо располагать строго перпендикулярно относительно свариваемой обрабатываемой поверхности. Если это условие будет соблюдено, то сварной шов получится высококачественным.
Напоследок необходимо отметить, что на данный момент полуавтоматическая сварка металлов получила особо широкое распространение в нескольких областях производства, тесно связанных с обработкой металлов. Наиболее востребованной сварка полуавтоматом оказалась в автомобильной промышленности. Именно там всегда присутствует необходимость в обработке металлов малой толщины, для которых и подходят полуавтоматические сварочные работы. Зачастую в автомобилестроении используется сварка полуавтоматом металлов толщиной в 10 мм и меньше. Также сварка полуавтоматом часто используется при строительных работах, которые часто требуют сваривания жёстких металлических конструкций большой толщины.
Технология MIG/MAG сварки. Характерные дефекты и способы борьбы с ними.
Технология сварки. Характерные дефекты MIG/MAG сварки и способы борьбы с ними.
Технология
Как и любой тип дуговой сварки, процесс GMA сварки начинается с зажигания дуги. Для легкого зажигания дуги электрод (электродная проволока) должен получить хороший контакт со свариваемой поверхностью. Для этого на свариваемой поверхности не должно быть масла, грязи, окалины и прочих веществ, затрудняющих контакт. Вылет провода следует установить согласно рис. 1, поскольку при увеличении вылета электрода трудно инициализировать дугу. Угол наклона горелки должен быть 5-20°.
Рис. 1. Вылет электродной проволоки из мундштука сварочной горелки (а), расположение контактной трубки в сопле сварочной горелки при циклическом режиме сварки короткой дугой (б) и при струйном переносе металла (в)
Для компенсации веса подающего рукава и сварочного кабеля (при раздельном подводе) для облегчения манипулирования горелкой необходимо перебросить их через плечо. Поднесите горелку к заготовке, но не касаясь ее. Опустите сварочную маску и нажмите кнопку триггера. Нажатие на кнопку триггера включает сварочную цепь и подачу защитного газа. Двигатель подачи электродной проволоки не включается, пока электрод не войдет в контакт с изделием.
Переместите горелку по отношению к изделию, касаясь проволочным электродом поверхности, как бы царапая ее. Чтобы предотвратить прилипание проволоки, необходимо быстро протянуть горелку на 10-15 мм в направлении, противоположном направлению сварки, и приподнять ее. Как только появился контакт проволоки с изделием, начинает работать электродвигатель механизма подачи проволоки и работает до тех пор, пока нажата кнопка триггера.
Правильно установленная дуга имеет мягкий, шипящий звук. Регулирование скорости подачи электродной проволоки необходимо только тогда, когда дуга издает неправильный звук, например, громкий треск указывает на то, что высока скорость подачи проволоки. Проволока касается сварочной ванны и кратковременно гаснет. С накоплением опыта работы можно легко на слух определять длину дуги.
Чтобы погасить дугу, необходимо отпустить кнопку триггера. Это отключит сварочную цепь, при этом остановится двигатель подачи электродной проволоки. Если при сварке произошло прилипание электрода, необходимо отпустить кнопку триггера и бокорезами откусить проволоку.
При сварке в защитном газе плавящимся электродом большое значение имеет положение горелки по отношению к свариваемой детали. Если свариваемые части равны по толщине, то поперечный угол между деталями должен быть строго одинаков. Если детали не равны по толщине, то горелка наклоняется в сторону тонкого металла (поперечный угол уменьшается). Продольный угол, в зависимости от характера переноса электродного металла, должен быть в пределах 5-25°.
Сварка может производиться как углом вперед, так и углом назад. Сварка углом назад означает — горелка позиционируется так, что направление подачи электродной проволоки противоположно направлению перемещения горелки. Сварка углом вперед означает, что направление подачи электродной проволоки совпадает с направлением движения горелки. Следует отметить, что для изменения способа сварки не нужно изменять направление перемещения горелки, достаточно изменить ее наклон в продольном направлении.
Скорость перемещения сварочной горелки определяет скорость сварки, которая выражается в м/мин. На скорость сварки влияет:
- толщина свариваемого изделия: с увеличением толщины металла уменьшается скорость сварки и наоборот;
- скорость подачи электродной проволоки: с увеличением скорости подачи — увеличивается скорость сварки;
- направление сварки: при сварке углом вперед скорость сварки выше.
При сварке углом назад достигается большая стабильность дуги и меньшее брызгообразование. Сварка углом назад применяется для соединения толстого металла, при этом достигается большая глубина проплавления. Кроме того, сварщик видит сварочную ванну, что позволяет повысить качество сварки. Сварка углом вперед применяется для соединения тонкого металла, при этом достигается меньшая глубина провара, но сварка производится с большей скоростью.
Легче всего производить сварку в нижнем положении, причем качество сварного соединения получается наилучшее. В нижнем положении лучше растекание расплавленного металла и лучше газовая защита. Освоив сварку в нижнем положении, можно производить ее и в других пространственных положениях. Сварка в горизонтальном, вертикальном снизу вверх и вертикальном сверху вниз положениях производится при уменьшенном на 10% сварочном токе. На рис. 2 показан угол наклона сварочной горелки при сварке в различных пространственных положениях.
Рис. 2. Угол наклона сварочной горелки при выполнении различных швов в нижнем и вертикальном положениях при циклическом режиме сварки короткой дугой (а-г) и при струйном переносе металла (д)
Поперечный угол наклона сварочной горелки при сварке угловых швов должен быть 45°. Для стыковых швов поперечный наклон горелки должен быть всего несколько градусов, иначе ухудшается расплавление металла на боковой поверхности стыка и, соответственно, ухудшается слияние металла шва и основного металла.
Сварка в вертикальном положении может осуществляться как снизу вверх, так и сверху вниз, при этом огромное значение имеет положение горелки. Сварка должна производиться только в положении, показанном на рис. 10в,г, при этом, чтобы обеспечить полное проплавление металла, дуга должна располагаться на переднем краю сварочной ванны.
Проплавление. Проплавление — это глубина сплавления основного металла. Величина сварочного тока является основным параметром, влияющим на глубину проплавления. Увеличение или уменьшение тока вызывает увеличение или уменьшение соответственно глубины проплавления. Глубину проплавления можно также увеличить, увеличивая скорость подачи электродной проволоки, при той же скорости перемещения горелки. При этом уменьшается длина дуги и, соответственно, увеличивается сварочный ток, т. е., изменяя скорость подачи проволоки, можно изменять глубину проплавления.
Изменение остальных параметров сварки оказывает сравнительно небольшое влияние на глубину проплавления. 24 В — оптимальное напряжение для выбранного тока. С уменьшением напряжения уменьшается глубина проплавления и наоборот. Кроме того, при данном напряжении наиболее стабильная дуга. Нестабильность дуги уменьшает глубину проплавления.
Изменение скорости перемещения сварочной горелки, т. е. изменение скорости сварки, похоже на изменение напряжения дуги — глубина проплавления максимальна при определенной скорости сварки и уменьшается как при ее снижении, так и при ее повышении. При скорости 30,5 см/мин для выбранного диаметра проволоки глубина проплавления максимальна. При скоростях 17,8 см/мин и 43,2 см/мин проплавление уменьшилось.
При низких скоростях большое количество расплавленного металла сварного шва создает <подушку> между дугой и основным металлом, что препятствует дальнейшему проплавлению. При больших скоростях сварки тепло, создаваемое дугой, не успевает достаточно глубоко проплавить основной металл.
Изменение наклона сварочной горелки в меньшей степени, чем изменение напряжения и скорости сварки, влияет на глубину проплавления. Максимальное проплавление достигается при продольном угле наклона в 25° и сварке углом назад. При наклоне на больший угол ухудшается стабильность дуги и увеличивается разбрызгивание расплавленного металла.
Размер валика сварного шва. Валик сварного шва характеризуется высотой (выпуклостью) и шириной. Правильность этих характеристик гарантирует, что валик сварного шва выполняется с минимумом дефектов, особенно при многопроходной сварке. В случае большой выпуклости шва при многопроходной сварке трудно наложить последующий шов, обеспечивая качественное слияние. Очень зауженный шов не обеспечивает хорошего слияния металла шва и основного металла.
Характеристика валика сварного шва зависит как от его размера, так и от формы. Для изменения размера сварного шва (количество наплавленного металла на погонный метр шва) необходимо изменить режим сварки. Основное влияние на размер сварного шва оказывает величина сварочного тока и скорость перемещения сварочной горелки. Размер сварного шва прямо пропорционален сварочному току и обратно пропорционален скорости перемещения горелки.
Изменение сварочного тока и скорости перемещения горелки изменяет размер сварного шва, но мало влияет на его форму.
Изменяя напряжение на дуге (изменяя длину дуги), можно изменять форму сварного шва. Увеличение длины дуги вызывает увеличение ширины шва и уменьшение его высоты, причем объем шва (количество наплавленного металла на единицу длины) остается неизменным. Возрастает ширина валика сварного шва, выпуклость уменьшается, и более жидкий металл сварного шва более эффективно соединяется с основным металлом, т. е. слияние улучшено.
Увеличение длины дуги для увеличения производительности сварки (скорости наплавки) вызывает увеличение выпуклости в большей степени, чем увеличение ширины шва. Валик сварного шва становится чрезмерно выпуклым. Сварка углом назад также дает узкий и высокий валик сварного шва. Уменьшая угол продольного наклона горелки, можно уменьшить высоту валика сварного шва и увеличить его ширину. Сварка углом вперед дает более плоский и более широкий валик сварного шва.
Манипулирование сварочной горелкой. Описание технологии сварки без описания приемов манипулирования сварочной горелкой будет далеко не полным. Приведенные ниже рекомендации являются справочными. Каждый сварщик по мере повышения квалификации вырабатывает свои приемы перемещения горелки.
Сварка в нижнем положении. Рекомендуемое перемещение сварочной горелки при выполнении однопроходного и многопроходного стыкового сварного шва в нижнем положении показано на рис. 3. Как видно из рисунка, при выполнении однопроходного шва совершаются пилообразные, с легким сдвигом назад перемещения горелки. В многопроходном сварном шве с разделкой кромок при выполнении корневого шва совершают зигзагообразные колебания горелки, при этом нужно следить, чтобы не было прожогов. Заполняющие и облицовочный швы выполняют с такими же, но более широкими колебаниями. Отличие в том, что при выполнении этих швов производят поперечный наклон горелки и при достижении крайнего положения делают задержку горелки. Это способствует лучшему сплавлению.
Угловой шов в нижнем положении выполняют, совершая сварочной горелкой круговые движения.
Рис. 3. Манипулирование горелкой при выполнении стыкового шва в нижнем положении
Сварка в горизонтальном положении. Стыковой шов в горизонтальном положении выполняется с использованием той же технологии перемещения сварочной горелки, что и при выполнении стыкового шва в нижнем положении. Отличие только в том, что заполняющие валики при сварке в горизонтальном положении более узкие. При выполнении сварки не следует забывать, что наклон горелки составляет 90° по отношению к поверхности, на которую накладывается валик сварного шва.
Сварка в вертикальном положении. Сварка однопроходного стыкового шва без разделки кромок в положении снизу вверх производится путем пилообразных колебаний горелки. Выполнение корневого шва при многопроходной сварке производится путем зигзагообразных перемещений сварочной горелки. Заполняющие валики и облицовочный шов выполняют при ступенчатом перемещении горелки, причем при достижении крайней точки при горизонтальном перемещении необходимо сделать задержку и спуститься вниз на величину, равную диаметру электродной проволоки, а затем подняться вверх и переместиться по горизонтали на противоположную сторону. Там снова сделать задержку и опуститься вниз и т. д.
Сварка углового шва в вертикальном положении снизу вверх производится движением горелки, как бы рисуя <елочку>, с задержкой на боковых поверхностях изделия.
Стыковой сварной шов с разделкой кромок при сварке сверху вниз — корневой, заполняющий и облицовочный швы выполняются путем зигзагообразных перемещений сварочной горелки с задержкой в крайних точках. Поперечный наклон горелки составляет 90° к поверхности сварки. Производя манипулирование горелкой, нужно следить, чтобы дуга располагалась на переднем крае сварочной ванны. Нельзя допускать прогона расплавленного металла впереди дуги. Это ухудшает качество сварки.
Сварка в потолочном положении. При выполнении стыкового шва с разделкой кромок в потолочном положении необходимо совершать зигзагообразное перемещение сварочной горелки. Поперечный наклон горелки составляет 90° к поверхности сварки.
В крайних точках перемещения необходимо делать небольшую задержку. Все вышесказанное применимо при выполнении как корневого, так и заполняющего и облицовочного прохода.
Характерные дефекты MIG/MAG сварки и способы борьбы с ними
Техника выполнения GMA сварки более простая, чем других видов сварки, но, тем не менее, как и любая другая сварка, имеет свои характерные дефекты.
Поверхностная пористость. Поверхностная пористость возникает из-за атмосферного загрязнения. Это может быть вызвано засорением сопла горелки, недостаточной подачи защитного газа или сваркой на ветру. Для предупреждения образования пористости необходимо систематически очищать сопло от налипших брызг, правильно отрегулировать расход защитного газа, при сварке на ветру использовать защитные противоветровые экраны.
Воронкообразная пористость. Воронкообразная пористость возникает, когда в конце сварного шва горелка убирается раньше, чем произошла кристаллизация расплавленного металла, или когда после прекращения горения дуги слишком рано прекращается подача защитного газа. Чтобы устранить образование этого дефекта, необходимо замедлить перемещение горелки в конце сварного шва или приподнять горелку.
Наплыв. Наплыв возникает, когда металл сварочной ванны затекает на нерасплавленный дугой основной металл. Наплыв часто возникает, когда сварочная ванна становится слишком большой. Чтобы устранить образование этого дефекта, необходимо держать дугу на переднем крае сварочной ванны. Для уменьшения объема сварочной ванны необходимо повысить скорость перемещения горелки или уменьшить скорость подачи электродной проволоки.
Малая глубина проплавления. Малая глубина проплавления возникает при слишком малом тепловложении в зоне сварки. При недостаточном тепловложении необходимо увеличить скорость подачи электродной проволоки, что, в свою очередь, увеличит сварочный ток. Можно также попробовать уменьшить диаметр проволоки.
Прожог сварного шва. Прожог сварного шва возникает при слишком большой глубине проплавления, т. е. при слишком большом тепловложении в зоне горения дуги. Чтобы устранить образование этого дефекта, необходимо уменьшить скорость подачи электродной проволоки, что, в свою очередь, уменьшит сварочный ток. Можно также увеличить скорость сварки (скорость перемещения горелки). Прожог сварного шва может также произойти при большом зазоре в корне шва. В этом случае необходимо увеличить диаметр сварочной проволоки и совершать небольшие поперечные колебания сварочной горелкой.
Независимо от свариваемого материала, существуют мероприятия, способствующие предупреждению пористости и образованию наплывов.
- Свариваемое изделие должно быть максимально чистым. Жир, нефтепродукты и замазученность должны быть удалены. Для получения качественного шва окалина, ржавчина и различные оксидные покрытия необходимо удалить либо механически, либо химически. Огромное значение это имеет при сварке алюминия.
- При сварке углеродистых спокойных, полуспокойных и кипящих сталей использовать только рекомендуемую газовую смесь.
- Устанавливать расход защитного газа согласно рекомендациям на выбранный режим сварки. Защищать свариваемое изделие от ветра и сквозняков.
- Электродная проволока должна выходить из сопла горелки строго по центру. При смещении проволоки к какому-либо краю следует, произвести регулировку сварочной горелки.
- При двухсторонней сварке, когда проплавление не достигло противоположной стороны, нужно убедиться, что второй проход глубоко проходит в первый шов. Если проплавление от первого прохода достигло противоположной стороны или когда имеется зазор в корне шва, необходимо зашлифовать противоположную строну шва до устранения дефектов. Это требование обязательно при сварке алюминия и при высококачественной сварке углеродистой и нержавеющей сталей.
- Избегать условий, когда расплавленный металл затекает вперед дуги. Это основная причина образования наплывов, особенно при сварке под уклон.
- При многопроходной сварке зашлифовать до получения плоской поверхности все сварные валики, которые имеют большую выпуклость и в которых обнаружится плохое сплавление металла шва и основного металла.
- При многопроходной сварке произвести зачистку поверхности предыдущего валика, если на его поверхности обнаружены включения окислов или шлака.
Сварка вертикальных швов — работа инвертором и полуавтоматом
В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
Сварка вертикальных швов более сложна в технологическом плане, чем работа в горизонтальной плоскости. Расплавленный металл очень текуч и под воздействием гравитации просто оплывает вниз.
В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
Проблемы вертикального сваривания
Сварочный процесс заключается в расплавлении металла деталей, которые соединяются между собой после остывания. С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, подрезка. Они возникают вследствие выбора не соответствующего по силе тока. При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки.
Еще одна проблема вертикального шва образуется при длительной задержке дуги на одной точке. Сварочная ванна как бы «выпадает», образуя прожоги в заготовках.
Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Инвертор или полуавтомат
Инвертор с функцией ММА — это та же ручная дуговая сварка, но работающая по другому принципу, в отличие от трансформаторной. При этом используется покрытый плавящийся электрод.
Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение.
Так чем же лучше варить вертикальный шов?
В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получиться.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода. При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов.
Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости.
Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, который позволяет получить качественное соединение. Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Технология сварки вертикальных швов
Главное правило — вертикальные швы наиболее приемлемо накладывать снизу вверх! В таком положении дуга будет как-бы подталкивать сварочную ванну и не позволять ей стекать вниз. А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.
Особенности ручной сварки
При работе с ручной сваркой нужно выполнять некоторые особенные требования.
- При сварочных работах с вертикальными швами нужно установить ток немного ниже, чем обычно. Это способствует образованию меньшего количества тепла, а, значит, металл будет не так быстро растекаться.
- Для того, чтобы избежать интенсивного стекания расплава вниз, нужно выдерживать более короткую дугу.
- Держатель с электродом располагают так, чтобы кончик стержня смотрел вверх и немного в сторону.
- Шов ведут постепенно с поперечными поступательными движениями. Лучше всего двигаться зигзагом или елочкой.
- Наиболее качественным получиться соединение, сваренное с отрывом. Когда электрод удаляют и приближают к поверхности изделия.
Если у Вас мало опыта в таком виде работ, лучше всего поэкспериментировать отдельно от изделия, выбрав оптимальную силу тока и скорость ведения шва, и только тогда приступать к основной работе.
Сварка полуавтоматом
Рекомендации по тому, как варить вертикальные швы полуавтоматом, немного отличаются от ручного аналога.
- Если толщина металла изделия до 3 миллиметров, то сварку лучше всего вести сверху вниз.
- При деталях со стенками от 3 мм и более шов ведут наоборот, снизу вверх.
- Горелку полуавтомата располагают под углом в 45 градусов к поверхности.
- Ток нужно снизить, как и скорость подачи проволоки (процесс плавления происходит быстрее, чем при ручной варке).
При сварке вертикальных швов полуавтоматом, нужно руководствоваться тремя главными правилами: выдержать нужную длину дуги (короче), обеспечить равномерное движение держателя и установить нужный угол к свариваемым поверхностям.
Безопасность при вертикальной сварке
Сварочное оборудование довольно травмоопасное, но, кроме общих правил по безопасной работе (защита зрения, электробезопасность и прочие), существуют некоторые требования и при выполнении различных видов швов.
Техника безопасности при сварке вертикальных швов, в силу того, что металл стекает и разбрызгивается вниз, особое внимание уделяет защите от этого фактора.
Чтобы избежать попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного в стороне от опасной зоны. Также не стоит работать лежа под местом сварки.
Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Часто вертикальные швы приходится варить в ограниченном пространстве (например, под автомобилем), в таком случае нужно обеспечить надежную вентиляцию и приток свежего воздуха. Особенно, если используется защитный газ (аргон или углекислый).
Также не стоит забывать и об электробезопасности.
А что Вы можете добавить к материалу этой статьи. Поделитесь свои опытом сварки вертикальных швов. Чем лучше всего пользоваться, по Вашему мнению: полуавтоматом или ручной сваркой? Оставьте свои комментарии в блоке обсуждения этого материала.
Особенности сварки в углекислом газе
Техника автоматической сварки в углекислом газе различных соединений металла толщиной более 2,0 мм аналогична технике сварки под флюсом. Техника полуавтоматической сварки в углекислом газе почти аналогична технике ручной дуговой сварки.
Перед началом сварки необходимо включить газ и проверить его расход, выждать несколько секунд, чтобы полностью вышел воздух из шлангов, и обдуть место сварки углекислым газом. Несоблюдение этих условий приводит к образованию пор в начале шва.
В момент окончания процесса сварки прекращают продвижение дуги, выключают подачу проволоки и сварочный ток, задерживают на секунду-две мундштук над кратером, чтобы защитить металл сварочной ванны от окисления, а затем удаляют держатель от места сварки. Прекращать процесс сварки растягиванием дуги не рекомендуется.
Перед прекращением процесса сварки рекомендуется заполнить кратер шва металлом. Заполнение металлом кратера (заварка кратера) особенно необходимо при сварке проволокой диаметром более 1,2 мм, так как в незаполненном кратере в данном случае после затвердевания металла образуются надрывы (горячие трещины). Большинство таких трещин можно устранить про- плавлением при выполнении последующего слоя шва, причем в кратере последующих слоев шва трещины не образуются.
Трещины глубиной более 3 мм при наложении последующего слоя часто не удается устранить, и они остаются в шве в виде единичных надрывов.
Экспериментально установлено, что трещины не образуются в кратере, если в момент обрыва дуги уменьшить до минимума сварочный ток и соответственно скорость подачи электродной проволоки.
При этом кратер полностью заваривается. Лучшие результаты получаются, если перед обрывом дуги сварочный ток и соответственно скорость подачи электродной проволоки уменьшаются постепенно.
Разработан полуавтомат для сварки металла в углекислом газе, обеспечивающий заварку кратера в конце шва, что устраняет образование трещин в нем. В конце сварки специальной кнопкой полуавтомат переключается на заварку кратера.
При использовании обычных полуавтоматов прекращать процесс сварки необходимо на выводной планке (особенно при сварке ответственных изделий).
Стыковые соединения в нижнем положении сваривают полуавтоматом при наклоне электрода от 5 до 20° углом вперед или (реже) углом назад. Тавровые соединения, расположенные не «в лодочку», сваривают с таким же наклоном электрода в направлении сварки и с наклоном его поперек шва под углом 40—50° к горизонту. При этом электрод направляют либо точно в угол, или несколько смещают на 1—1,5 мм на горизонтальную полку (рис. 111).
Рис. 111. Положение наконечника полуавтомата и приемы перемещения электрода при сварке в углекислом газе в нижнем положении.
Тонкий металл в нижнем положении сваривают при равномерном поступательном перемещении электрода (без поперечных колебаний) за исключением мест, имеющих зазоры. Соединения с зазорами сваривают поперечными колебаниями конца электрода.
При сварке в нижнем положении стыковых соединений большой толщины с V-образной разделкой кромок первый слой (корень) шва выполняют равномерным поступательным или возвратно-поступательным перемещением электрода.
Средние слои многослойного шва выполняют при перемещении электрода по вытянутой спирали, а верхние слои — змейкой. Шаг перемещений и амплитуда поперечных колебаний электрода принимаются в зависимости от ширины разделки. Перемещение электрода змейкой может выполняться так, как показано на рис. 1ll, а также в противоположном направлении (вперед, затем назад и снова вперед).
Нахлесточные соединения из металла толщиной до 1,5 мм сваривают электродом в вертикальном положении, перемещая дугу по кромке верхнего листа. При толщине свариваемого металла от 2 мм и более наклон электрода и смещение дуги должны быть такими же, как и при сварке тавровых соединений.
Соединения различного типа во всех пространственных положениях можно сваривать в углекислом газе проволокой диаметром 0,5—1,2 мм. Опытные сварщики выполняют вертикальные и горизонтальные швы больших сечений проволокой диаметром до 1,6 мм.
Сварка во всех пространственных положениях, отличных от нижнего, выполняется обычно на пониженном напряжении (17—19 В). Лишь опытные сварщики при сварке вертикальных швов повышают напряжение дуги до 20—22В.
Полуавтоматическую сварку тонколистового металла в вертикальном положении, а также вертикальные угловые швы с катетом до 5—6 мм выполняют сверху вниз. В начале процесса сварки электрод располагают перпендикулярно свариваемым кромкам, чтобы обеспечить хороший провар начала шва.
После образования сварочной ванны электрод несколько наклоняют ниже горизонтали на угол 10—15°. При этом давление дуги способствует удержанию жидкого металла сварочной ванны от стекания.
Сварка тонколистового металла в горизонтальном положении по технике выполнения аналогична сварке в вертикальном положении. После возбуждения дуги электрод располагают ниже горизонтали для удержания металла сварочной ванны от стекания.
В потолочном положении швы сваривают на пониженном сварочном токе и напряжении дуги при несколько увеличенном расходе углекислого газа. Для лучшего удержания жидкого металла от стекания электрод устанавливают с небольшим углом наклона назад. Если необходимо получить широкий валик шва, электроду сообщают поперечные колебания.
Первый слой шва стыковых прямолинейных соединений с V-образной разделкой и угловые швы с катетом до 6 мм в вертикальном положении выполняются полуавтоматом А-547р проволокой диаметром 1,2 мм сверху вниз без поперечных колебаний на режиме: сварочный ток 190—200А, напряжение дуги 21—22В.
Второй и последующие слои шва стыковых соединений, а также угловые швы с катетом более 6 мм в вертикальном положении выполняют, перемещая дугу снизу вверх с поперечными колебаниями конца проволоки на режиме: сварочный ток 150—160 А, напряжение 20—21В.
Проволокой малых диаметров (1,0—1,2 мм) можно сваривать в углекислом газе кольцевые стыковые соединения без подкладок, обеспечивая при этом полный провар без прожогов (рис. 112).
Рис. 112. Макроструктура шва стыкового соединения, выполненного в углекислом газе проволокой диаметром 1 мм при сварке сверху вниз.
При массовом производстве однотипные изделия с кольцевыми стыками можно сваривать автоматом (причем автомат должен быть неподвижен, а изделие — вращаться с заданной скоростью).
Кромки при таком способе сварки должны быть точеными, разделка их V-образной без притупления. Зазор в стыке не должен превышать 0,8 мм, а несовпадение кромок должно быть не более 1 мм.
Первый слой (корень) шва выполняется при горизонтальном положении проволоки (или под углом до 30° к горизонту) диаметром 1 мм на режиме: сварочный ток 180—190А, напряжение дуги 20—22В, скорость сварки 30м/ч.
Изделие должно вращаться так, чтобы сварка выполнялась в положении сверху вниз (рис. 113). Второй и последующие слои шва выполняются проволокой диаметром 2 мм, расположенной вертикально в верху стыка.
Рис. 113. Схема расположения электрода при автоматической сварке в углекислом газе поворотных кольцевых стыков: сбоку — электрод диаметром 1 мм (сварка корня соединения), вверху — электрод диаметром 2 мм (выполнение последующих слоев шва): стрелкой указано направление вращения свариваемого изделия.
Неповоротные кольцевые стыки сваривают полуавтоматом. Например, монтажные стыки труб газопроводов с V-образной разделкой кромок сваривают в углекислом газе полуавтоматом А-547р в два слоя проволокой диаметром 1,2 мм.
При этом требования к точности сборки стыков менее жесткие, чем при автоматической сварке поворотных стыков. Первый слой шва выполняют сверху вниз без поперечных колебаний электрода на режиме: сварочный ток 190—200А, напряжение дуги 21—22В. Второй слой сваривают при перемещении дуги снизу вверх с поперечными колебаниями электрода змейкой на режиме: сварочный ток 150—160А, напряжение дуги 20—21В.
В последнее время разработана и освоена на производстве техника полуавтоматической сварки в углекислом газе толстостенных кольцевых неповоротных стыков без подкладных колец.
Рекомендуемая форма разделки кромок и последовательность наложения слоев шва показаны на рис. 114. Стык сваривается в горизонтальном положении. Корень Шва выполняется полуавтоматом А-547р проволокой диаметром 1 мм при равномерно поступательном перемещении дуги.
Режим сварки: сварочный ток 180—200А, напряжение дуги 20—22В. Последующие слои шва выполняют полуавтоматом А-537 проволокой диаметром 1,6 мм при сварочном токе 300—320А и напряжении дуги 28—30В. При таком режиме сварки разделку соединения заполняют неполностью.
Облицовочные слои шва с небольшим усилием выполняют на пониженном режиме до полного заполнения разделки. Сварочный ток должен составлять 220—240А, напряжение дуги 26—28В. Во всех случаях дуга питается от источника постоянного тока с жесткой внешней характеристикой.
Для предотвращения разбрызгивания электродного металла и забрызгивания свариваемых кромок, а также для поддержания стабильности процесса сварки рекомендуется в сварочную цепь последовательно включать дроссель РСТЭ-24 или пользоваться специальными сварочными выпрямителями с индуктивностью в сварочной цепи.
Рис. 114. Форма разделки кромок (а) и порядок выполнения слоев шва (б) при полуавтоматической сварке в углекислом газе стыковых толстостенных соединений в горизонтальном положении.
Урок 9 — Оценка и сравнение затрат на металл сварного шва
Урок 9 — Оценка и сравнение затрат на металл сварного шва © АВТОРСКИЕ ПРАВА 2000 УРОК ГРУППЫ ЭСАБ, ИНК. IX 9.2.3 Операционная Фактор — Рабочий коэффициент — это процент сварщика рабочий день, который на самом деле провел сварку.Это время дуги в часах, разделенное на общее количество отработанных часов. Коэффициент использования 45% (0,45) означает что фактически только 45% рабочего дня сварщика тратится на сварку Остаток времени уходит на установку нового электрода. или проволока, очистка шлака, установка сварного изделия, брызги от сварочного пистолета и т. д. 9.2.3.1 При использовании электродов с покрытием (SMAW) рабочий коэффициент может варьироваться от 15% до 40% в зависимости от материала управление, крепление и ловкость оператора.Если фактическая эксплуатация коэффициент неизвестен, в среднем 30% может быть использовано для оценки затрат при сварке дуговой сваркой в защищенном металлическом корпусе. 9.2.3.2 При сварке сплошной проволокой (GMAW) или порошковой сваркой (MCAW) с использованием полуавтоматический метод, рабочие параметры от 45% -55% легко достижимы. Используйте 50% для оценки затрат. 9.2.3.3 Для сварных швов, полученных дуговой сваркой порошковой проволокой (FCAW), полуавтоматическая — союзник, рабочий фактор обычно лежит от 40% до 50%.Для оценки затрат используйте операционную ставку 45%. фактор. Расчетный коэффициент использования FCAW примерно на 5% ниже этого GMAW, чтобы обеспечить время удаления шлака. 9.2.3.4 В полуавтоматическом режиме сварка под флюсом, удаление шлака и обращение с флюсом должны быть на рассмотрении. Для этого процесса типичен коэффициент использования 40%. 9.2.3.5 Автоматический сварка с использованием процессов GMAW, FCAW и SAW требует, чтобы каждый приложение изучать индивидуально. Факторы эксплуатации от 50% до значений, приближающихся к 100%, может быть получено в зависимости от степени автоматизации.9.2.3.6 График на Рисунке 2 показывает средний рабочий коэффициент. значения для различных сварочных процессов которые можно использовать для оценки затрат, когда фактический коэффициент эксплуатации неизвестен. РИСУНОК 2 СВАРКА ПРОЦЕСС SMAW * GMAW * FCAW * ПИЛА 30% 50% 45% 40% * полуавтомат Только + с металлическим сердечником Провода включены ПРИМЕРНО ОПЕРАЦИОННЫЙ ФАКТОР +Процесс дуговой сварки под флюсом (SAW)
Процесс дуговой сварки под флюсом, который был первоначально разработан Linde — Union Carbide Company, обычно используется в установках балочного, стрелочного, тракторного и многоголовочного типа.В отличие от процесса сварки открытой дугой, сварка под флюсом выполняется под защитным слоем флюса. Это означает, что дуга постоянно покрывается или погружается под флюс, что устраняет любое незащищенное излучение дуги и необходимость в сварочных экранах.
Как работает процесс SAWСварка под флюсом может быть полностью автоматической или полуавтоматической. Дуга плоская и поддерживается между концом неизолированного проволочного электрода и сварным швом. Электрод постоянно подводится к дуге по мере ее плавления.В автоматической версии SAW это достигается с помощью набора роликов, приводимых в движение управляемым двигателем, чтобы обеспечить подачу проволоки в дугу со скоростью, эквивалентной скорости плавления электрода. В результате длина дуги остается постоянной.
Слой гранулированного флюса обеспечивает защитную оболочку, под которой происходит сварка. Бланкет создается, когда часть флюса расплавляется. Остаток флюса восстанавливается и используется повторно, если он не загрязнен.
Пистолеты для автоматической дуговой сваркиПри автоматической сварке под флюсом обычно используются три типа горелок. К ним относятся пистолет для подачи бокового потока, пистолет для глубоких канавок и пистолет для подачи концентрированного потока.
Пистолет для подачи концентрированного флюса наносит флюс вокруг проволоки. Как с помощью пистолета для подачи бокового потока, так и пистолета для глубоких канавок, флюс подается из верхнего гравитационного бункера в узел отсечки флюса пистолета.
Тип пистолета, выбранный для определенной работы, может зависеть от конструкции соединения и / или предпочтений сварщика.
Переменные процесса SAWЕсть несколько ключевых параметров процесса дуговой сварки под флюсом. Эти переменные включают:
- Напряжение дуги
- Скорость подачи проволоки
- Скорость передвижения
- Контактный наконечник для работы (CTTW) или вылет электрода (ESO)
- Полярность и тип тока (может быть переменный или постоянный), а также переменный баланс переменного тока
См. Также
Варианты дуговой сварки под флюсом
Кабинет №136 — Технология сварочного производства
Номер «Лебедь» в дополнительном здании №136
Лаборатория специальных процессов: процессы ручной и полуавтоматической сварки
Предназначен для курсовых работ уровня 200/400 по обучению переносу металла GMAW. разработка и применение режима и формы волны GTAW.Лабораторное пространство имеет следующие особенности оборудования:
- 980 квадратных футов учебной площади
- Лабораторная зона содержит (10) студенческих рабочих мест.
- Дуговая сварка защищенным металлом (SMAW) / дуговая сварка вольфрамовым электродом (GTAW) — переменный / постоянный ток, продвинутый уровень Технология формы волны переменного тока
- Газовая дуговая сварка металла (GMAW) / сварка порошковой проволокой (FCAW) — расширенная форма волны постоянного тока технология с пульсацией
- Электрод расходный печной; металлическая щетка для опоры со сдвоенным колесом
- Полноценная лабораторная система вентиляции состоит из устройств с трубкой на каждой сварочной станции; переносные системы вентиляции
Лебединая пристройка, помещения № 130 и № 132 — основные лаборатории: (2) ручная и полуавтоматическая сварка Процессы
Swan, пристройка, комната № 131 — Лаборатория проверки качества: проверка и тестирование сварных конструкций
Swan Annex Room # 136 — Лаборатория специальных процессов: процессы ручной и полуавтоматической сварки
Swan Annex Room # 138 — Лаборатория контактной сварки: ручная, полуавтоматическая и роботизированная Сварочные процессы
Swan Annex Room # 140 — Лаборатория автоматизации сварки: полуавтоматическая, автоматическая и роботизированная Сварочные процессы
Лаборатория № 142 — Производство металлов: ручная и полуавтоматическая сварка и процессы изготовления
5 советов для новичков в автоматической сварке
Сегодня сварочная промышленность адаптировалась к последним технологическим достижениям.Роботизированная и автоматизированная сварка существенно влияет на обрабатывающую промышленность и строительство.
Автоматизация сварочных операций обеспечивает стабильное, дублируемое качество сварки в течение нескольких часов. Использование машин для поддержки вашего ремесла означает, что вы можете выполнять работу быстрее, не прибегая к дополнительной рабочей силе и ресурсам.
Вот 5 советов по автоматической сварке, которые помогут вам начать работу:
1. Изучите основы автоматизированной сварки с помощью исследований и наставника
Вы можете смотреть видео или читать статьи по сварочным роботам и машинам.Знание разницы между сваркой MIG, TIG и Stick — хорошее начало.
Наличие наставника более интерактивно, чем обучение посредством чистого исследования. Количество ошибок в процессе обучения уменьшится.
Проверьте свой круг в сети. Посмотрите, сможете ли вы найти его у своих друзей или друзей друзей.
2. Безопасность прежде всего
Это может быть совет номер два, но вы всегда должны отдавать приоритет безопасности, несмотря ни на что.
Сварка — очень опасный процесс, особенно если вам больше нравится полуавтоматическая сварка.Всегда разумно инвестировать в средства защиты, такие как шлемы, перчатки, комбинезоны, кожные покровы, сварочный фартук и защитную обувь.
Кроме того, безопасность достигается не только путем ношения правильного снаряжения. Вы также должны помнить о своем окружении. Убедитесь, что ваше рабочее пространство имеет достаточный размер. Оборудование и материалы подготавливаются перед началом сварки. И, конечно же, наличие надлежащей вентиляции на рабочем месте просто необходимо.
3. Знайте разницу между полуавтоматической и полностью автоматизированной сваркой
Автоматическая сварка делится на две подкатегории.
Для полуавтоматической сварки оператор должен вручную загрузить и начать работу. Этот тип автоматической сварки предназначен для улучшения процесса сварки без необходимости полностью отвлекать квалифицированных операторов. Это наиболее распространенный выбор автоматики сварки.
При полностью автоматизированной сварке аппарат берет на себя весь рабочий процесс. В этом случае оператор будет наблюдать за всем процессом сварки, следя за тем, чтобы аппараты работали должным образом. Этот вид сварки в основном используется в отраслях, связанных с массовым производством.
Важно понимать разницу между ними, чтобы знать, на какой области следует сосредоточить внимание.
4. Совершенствуйте навыки
Автоматическая сварка — это очень технический навык, который необходимо изучить и освоить. Для этого требуется, чтобы вы обладали большей частью базовых знаний о ручной сварке.
Обучение автоматизированному обучению значительно повысит вашу продуктивность и позволит получать более качественные результаты за меньшее время.
Изучив основы, стремитесь к мастерству.Всегда стремитесь к обучению и будьте лучшим сварщиком, которым вы можете быть!
5. Купите подходящий аппарат для автоматической сварки
Инвестиции в автоматизированный сварочный аппарат могут быть дорогостоящими, особенно при вводе в эксплуатацию.
Малые предприятия, которым не требуются серьезные сварочные работы, могут использовать ручную сварку. Они будут вкладывать средства в ручной сварочный аппарат, некоторые сварочные материалы и квалифицированного сварщика. Эти вложения меньше по сравнению со стоимостью автоматизированных систем
.Но в конечном итоге это может оказаться столь же дорогостоящим, как автоматизация сварки.Вы по-прежнему будете думать о затратах на рабочую силу, ремонтных работах, стоимости производственных отходов, а также о чрезвычайных ситуациях в вашем магазине; как если бы ваш сварщик попал в аварию во время сварочного процесса.
Ищете подходящее место для покупки автоматического сварочного аппарата?
Если вы ищете лучшее вложение для удовлетворения потребностей своего бизнеса в сварке, ArcBoss вас поддержит. Мы можем помочь вам автоматизировать сварочные операции, не выходя из бюджета.
Свяжитесь с нами сейчас!
4 Популярные типы сварочных процедур
Примечание. Сообщение в блоге обновлено 31 октября 2019 г. и содержит информацию о новом месте обучения и полезную инфографику.
Работа с металлом увлекательна и вдохновляет. По мере того как разлетаются искры и повышается тепло, сварщики могут преобразовывать одни из самых прочных материалов в мире в формы и изделия, которые они себе представляют. Этот навык требует работы и практики, и его лучше всего усвоить с помощью и руководством профессионалов отрасли.
В школах сварки, таких как Lincoln Tech, заинтересованные лица могут записаться на программу «Сварочные технологии», чтобы получить необходимые навыки и знания для начала карьеры в этой области.От использования стандартных инструментов до разжижения металла студенты быстро сделают успешную карьеру.
Изучение основ новой профессии может занять много времени. Вам необходимо ознакомиться со всем рабочим процессом от начала до конца и освоить каждый уровень, прежде чем двигаться дальше. Внимание к деталям — вот что делает хорошего сварщика более разносторонним потенциальным сотрудником. Есть четыре основных типа сварочных процедур, которые студенты Lincoln должны изучить, чтобы стать успешными сварщиками, работающими в этой области.Студенты Lincoln имеют уникальную возможность пройти комплексную практическую подготовку у опытных инструкторов. Под руководством одних из лучших в отрасли студенты освоят четыре самых популярных типа сварочных процедур.
4 типа сварочных процессов
Газовая дуговая сварка металла (GMAW / MIG)
Этот вид сварки также называется сваркой в среде инертного газа (MIG). Он использует защитный газ вдоль проволочного электрода, который нагревает два соединяемых металла.Этот метод требует постоянного напряжения и источника питания постоянного тока и является наиболее распространенным промышленным процессом сварки. Он имеет четыре основных метода переноса металла: шаровидный, с коротким замыканием, распыление и импульсное распыление.
Газовая вольфрамо-дуговая газовая сварка (GTAW / TIG)
Сварка вместе толстых секций нержавеющей стали или цветных металлов является наиболее распространенным применением этого метода. Это также процесс дуговой сварки, в котором для создания сварного шва используется вольфрамовый электрод. Этот процесс занимает гораздо больше времени, чем три других, и намного сложнее.
Дуговая сварка экранированного металла (SMAW)
В этом конкретном типе сварки сварщик следует ручному процессу сварки штангой. Палка использует электрический ток для образования дуги между палкой и соединяемыми металлами. Это часто используется при строительстве стальных конструкций и в промышленном производстве для сварки чугуна и стали.
Дуговая сварка порошковой проволокой (FCAW)
Этот метод был разработан как альтернатива сварке под защитным экраном. Полуавтоматическая дуговая сварка часто используется в строительных проектах благодаря высокой скорости сварки и портативности.
Отраслевое обучение и трудоустройство
Научитесь сварке в шести местах
Если вы готовы узнать больше о сварочной отрасли и хотите стать сварщиком, посетите одну из семи школ сварки Lincoln Tech, расположенных в Восточном Виндзоре, Коннектикут; Денвер, Колорадо; Гранд-Прери, Техас; Индианаполис, Индиана; Колумбия, Мэриленд; Саут-Плейнфилд, штат Нью-Джерси; и Нэшвилл, штат Теннесси. Обратите внимание, что в нашем кампусе Мелроуз-Парк в Иллинойсе будет предложена новая программа сварки; это место находится всего в 20 минутах езды к югу от аэропорта О’Хара в Чикаго.Прием заявок на эту программу сварки начинается 29 октября 2019 года, а занятия начинаются в июне 2020 года.
Возможность трудоустройства
Обладая большим опытом в этих сварочных технологиях, выпускники могут увидеть много возможностей, открывающихся перед ними, когда они начнут искать работу . Сварщики часто ищут работу в сфере производства, коммерческого строительства, горнодобывающей промышленности, сельского хозяйства, оптовой торговли, а также в сфере ремонта и обслуживания оборудования. Разнообразие применения этого навыка открывает прекрасные возможности для трудоустройства.
Плюсы и минусы автоматизированной сварки
Автоматическая сварка может обеспечить огромное повышение производительности и прибыльности производителей.
Успешное применение автоматизированных сварочных систем может дать огромные преимущества, в том числе:
- Повышенное качество и точность
- Меньшие затраты
- Повышенная повторяемость
- Уменьшенные расходные материалы
- Пониженная потребность в рабочей силе
- Повышенная безопасность
- Уменьшение брака и переделки
- Простота эксплуатации
Поскольку производители становятся все более и более сложными из-за роста затрат на рабочую силу, нехватки навыков и глобальной конкуренции, это преимущества, которые современный производитель просто не может позволить себе игнорировать.Самые новаторские производители в настоящее время применяют автоматизацию сварки в обычном порядке.
Что такое технологии автоматизации сварки?
Технология автоматизации сварки »- это общий термин, используемый для описания широкого спектра устройств — некоторых простых, а некоторых очень сложных — предназначенных для автоматизации повторяющихся сварочных задач, повышения точности сварки, повышения качества сварки, повышения повторяемости и повышения квалификации сварщиков.
Опытный сварщик постоянно принимает инстинктивные решения за доли секунды относительно скорости движения, угла горелки, колебаний, подводимого тепла, напряжения и подачи проволоки.Сварка — это не бинарный процесс. По самой своей природе сварка — это многопараметрическая задача, которую необходимо решать в режиме реального времени. Люди доказали, что в этом нет ничего необычного, однако высокая стоимость квалифицированных сварщиков вызвала огромный интерес и привела к прогрессу в технологиях автоматизации сварки , начиная от робототехники и заканчивая адаптивным отслеживанием шва.
Значительное повышение производительности при использовании правильных приложений
Хотя соединение металлов концептуально просто, сварка превратилась в один из самых сложных производственных процессов.
Компании, не знающие о достижениях в области автоматизации сварки, нередко тратят сотни тысяч (а в некоторых случаях и миллионы) долларов на подъемно-транспортное оборудование и автоматизацию сборки, упуская при этом возможность значительного снижения затрат, повышения производительности и качества. усовершенствования за счет сочетания революционных новых сварочных процессов, таких как K-TIG и Friction Stir, с современным оборудованием для автоматизации сварки.
Стоимость такого оборудования обычно несущественна по сравнению с порядком экономии затрат, которая может быть достигнута в подходящих производственных приложениях или значительных проектах.
Ручная сварка имеет свое место
Превосходное качество может быть достигнуто квалифицированным сварщиком вручную, а для некоторых применений вы просто не можете превзойти ручную ручную сварку.
Сварочная механизация и автоматизация поддаются производству, где повторяемость является ключевым моментом. Крупные инвестиции в сложные технологии автоматизации сварки вряд ли будут иметь смысл для мастерских, выполняющих небольшие объемы уникальных проектов. При этом даже производственные предприятия, в которых работает один человек, могут получить значительную выгоду от базовой механизации сварки, такой как вращатели, позиционеры, закаточные машины, сварочные тележки в сочетании с высокопроизводительным процессом сварки.
Полностью или полуавтоматическая автоматизация?
Автоматическая сварка делится на две основные категории: полуавтоматическая сварка и полностью автоматическая сварка.
Сварочный полуавтоматПри полуавтоматической сварке оператор вручную загружает и настраивает заготовки. Затем промышленная система управления управляет горелкой, перемещениями деталей и параметрами сварки (предварительно установленными или регулируемыми динамически с помощью датчиков), которые выполняют сварку.По завершении сварки оператор должен удалить свариваемый компонент и подготовиться к следующему сварному шву. Полуавтоматическая сварка на сегодняшний день является наиболее распространенной категорией автоматизации сварки и предназначена для увеличения, а не для полной замены квалифицированных операторов.
Сварочный автоматПолностью автоматическая сварка включает установку или серию машин (обычно роботов), которые загружают заготовку, перемещают деталь или горелку в нужное положение, выполняют сварку, контролируют качество соединения и выгружают готовое изделие, а также могут включать пост -проверка качества сварки.Производители, занимающиеся производством больших объемов прецизионных компонентов, могут добиться значительного увеличения производительности за счет полностью автоматической сварки.
Какие сварочные приложения лучше всего подходят для автоматизации?Сварочные аппараты, для которых автоматизация наиболее выгодна, имеют одну или несколько из следующих характеристик:
- Требуется высокая производительность
- Качество и повторяемость имеют решающее значение
- Точность сварки очень важна
- Детали идентичны
- Детали имеют значительную ценность
- Сварочный ремонт сложен или дорого
- Необходимо снизить затраты на сварку
- Расходные материалы необходимо уменьшить
- Труд дорогостоящий и / или труднодоступный
- Сварщики, работающие вручную, могут быть в опасности
- Недопустимо высокий процент брака и переделки
- Площадь цеха ограничена
Изготовление сосудов под давлением и резервуаров, в частности резервуаров из ценных нержавеющих и коррозионно-стойких материалов, является примерами применений, которые обладают почти всеми этими характеристиками и идеально подходят для полуавтоматической автоматизации сварки.
Целостность и повторяемость сварного шва
Качество сварки определяется двумя основными факторами: целостностью и повторяемостью сварки.
Целостность сварного шваСистемы автоматизации сварки помогают обеспечить целостность сварного шва за счет использования промышленных контроллеров процесса сварки. Комбинируя механизированное перемещение горелки или детали (для обеспечения постоянной скорости движения, что обычно является критическим параметром сварки) с предварительно установленным или динамически регулируемым током, напряжением, длиной дуги, рисунком переплетения, импульсным режимом и подачей проволоки, можно выполнять сложные сварочные операции. более высокий стандарт, чем это возможно при ручной сварке.Контроль качества может быть встроен в автоматизированную процедуру сварки и обеспечиваться во время сварки, а не полагаться на постсварочный контроль.
Повторяемость сварного шва Системы автоматизации сварки помогают обеспечить повторяемость сварного шва за счет высокой степени точности процесса, а в случае адаптивной сварки (см. Top 20 Welding Automation Technologies ) — возможности регулировать параметры сварки в режиме реального времени в ответ на изменения условия подгонки или сварки.При использовании адаптивной сварки параметры обычно могут изменяться только в заданном диапазоне, чтобы обеспечить полное соответствие процедуре сварки. Повышенная производительностьПолуавтоматические и полностью автоматические сварочные системы могут значительно увеличить производительность за счет уменьшения или устранения зависимости от людей. При использовании систем автоматизации сварки максимальная скорость производства не ограничивается человеческой выносливостью, концентрацией или часами работы.
Большинство частично или полностью автоматизированных сварочных систем могут значительно опередить опытного сварщика-ручного сварщика.
Превосходное качество сваркиАвтоматизация скорости перемещения, тока и других ключевых переменных снижает вероятность ошибки человека в процессе сварки. Как правило, автоматическая сварка запускается только тогда, когда все предварительно определенные требования удовлетворены, либо посредством предварительного контроля сварного шва, предварительного сканирования сварного шва или адаптивного измерения сварного шва в реальном времени.
Ручная сварка требует высокой степени концентрации в течение длительного периода времени, что неизбежно приводит к усталости сварщика и увеличивает вероятность дефектов.В некоторых случаях, особенно при работе с дорогостоящими деталями, только экономия на списанных деталях и материалах может оправдать покупку автоматизированной сварочной системы.
Повышенная консистенция сварного шваВысокоавтоматизированные сварочные камеры могут выполнять одну и ту же сварочную операцию многократно в течение очень продолжительных периодов времени. Действительно, если предположить, что условия сварки в высшей степени согласованы, хорошо запрограммированная автоматическая сварочная система будет обеспечивать стабильное качество сварки практически на неопределенный срок.
Автоматизация сварки позволяет в гораздо большей степени соблюдать процедуры сварки и стандарты обеспечения качества, а также может значительно снизить частоту таких процессов доработки, как шлифование, механическая обработка и повторная сварка.
Снижение затрат на рабочую силу
Высокоавтоматизированные сварочные камеры могут выполнять одну и ту же сварочную операцию многократно в течение очень продолжительных периодов времени. Действительно, если предположить, что условия сварки в высшей степени согласованы, хорошо запрограммированная автоматическая сварочная система будет обеспечивать стабильное качество сварки практически на неопределенный срок.
Автоматизация сварки позволяет в гораздо большей степени соблюдать процедуры сварки и стандарты обеспечения качества, а также может значительно снизить частоту таких процессов доработки, как шлифование, механическая обработка и повторная сварка.
Снижение затрат на рабочую силуПолное использование людей, выполняющих ручную сварку, может значительно увеличить затраты производителя на рабочую силу. Производители должны учитывать не только время, которое сварщики тратят на изготовление детали, но и их перерывы, часы работы, сверхурочную работу, ежегодный отпуск, отпуск по болезни, травмы с потерей рабочего времени, текучесть кадров, время обучения, ежедневные отвлекающие факторы и множество других факторы, влияющие на личную производительность и, следовательно, на стоимость рабочей силы.
Многие производители вынуждены работать сверхурочно со сварщиками-ручными сварщиками или нанимать дополнительную рабочую силу по контракту, чтобы удовлетворить спрос. Это может иметь серьезные и негативные последствия для производственных затрат. Если продукты не могут быть доставлены требовательному конечному потребителю, могут быть применены штрафные санкции, и отношения с покупателем могут быть поставлены под угрозу. Компании с относительно высокой зависимостью от автоматизированной сварки и относительно низкой зависимостью от ручной сварки в значительной степени защищены от этих воздействий.
В общих чертах, полуавтоматическая сварочная система обеспечит как минимум в 2 раза производительность квалифицированного сварщика, в то время как полностью автоматическая система с несколькими позиционерами и возможностью загрузки и выгрузки деталей может обеспечить производительность до 8 раз больше, чем у квалифицированного руководства. сварщик.
Пониженная рабочая силаНаличие квалифицированной рабочей силы для ручной сварки является серьезной проблемой во многих регионах. Во многих западных странах средний возраст сварщиков быстро растет, поскольку все меньше и меньше молодых людей выбирают ручную сварку в качестве профессии.
Для примера, средний возраст 360 000 сварщиков в США сейчас превышает 55 лет и продолжает расти. Согласно статистике Американского общества сварщиков (AWS), менее 20% людей моложе 35 лет. Только в США к 2020 году будет дефицит в 290 000 квалифицированных сварщиков из-за продолжающегося убытия и роста спроса со стороны бурильщиков природного газа, производителей стали, автомобилестроения и других секторов. Эта ситуация отражается в Европе, Канаде, Австралии и других странах с развитой экономикой.
Критически важно, что для эксплуатации оборудования для автоматизации сварки требуются только обычные операторы, которые гораздо более доступны и значительно дешевле, чем квалифицированные сварщики.
Экономическая эффективностьХотя первоначальные капитальные затраты на некоторые системы автоматизации сварки более высокого уровня могут быть значительными, окупаемость и окупаемость инвестиций могут быть очень быстрыми в результате значительно более высокой пропускной способности, производительности, снижения затрат на рабочую силу, повышения качества и точности, сокращения отходов и переделок. , уменьшение очистки и другие факторы.
Производители, внедряющие системы автоматизации сварки, могут либо уменьшить размер своей рабочей силы, либо назначить своих высококвалифицированных сварщиков для выполнения критически важных ручных операций, а менее квалифицированных и низкооплачиваемых операторов поручить надзору за автоматизированными сварочными операциями.
Повышенная безопасностьДля многих сварочных работ безопасность рабочих может быть значительно повышена за счет автоматизации сварочных процессов. Многие сварочные работы, такие как сварка в ограниченном пространстве, опасны.Почти все сварочные работы могут нанести вред токсичным сварочным дымом и вспышкой дуги. Такие приложения можно автоматизировать и в значительной степени исключить необходимость участия человека. Автоматизированные сварочные системы могут значительно снизить как вероятность получения травм с потерей рабочего времени в краткосрочной перспективе, так и негативно повлиять на общее состояние здоровья сварщика в долгосрочной перспективе.
Высокоавтоматизированные роботизированные сварочные ячейки сами по себе представляют потенциальную опасность. Однако это в значительной степени смягчается использованием нескольких устройств безопасности, таких как лазерные завесы, закрытые сварочные ячейки и наличие многочисленных кнопок аварийного останова в пределах легкой досягаемости операторов и руководителей.
Круглосуточная работаАвтоматизированные сварочные станции не нуждаются в дымках. Время, необходимое для выполнения планового обслуживания большинства систем автоматизации сварки, составляет лишь небольшую часть общего времени, связанного с периодами отдыха, необходимыми для сварщиков, выполняющих ручную сварку.
Высокоавтоматизированные (обычно роботизированные) сварочные процессы, включающие возможности обработки материалов, могут работать непрерывно намного дольше, чем ручные сварочные аппараты, в том числе в течение 24 часов и более.Время и ресурсы, связанные со сложным расписанием сотрудников, могут быть значительно сокращены.
ТочностьАвтоматизация сварочных процессов может значительно улучшить точность сборки и геометрии стыков, а также точность и точность самого сварного шва. Идентичная подгонка в сочетании с идентичными параметрами сварки приводит к идентичным высококачественным сварным швам.
В частности, роботыимеют очень высокую повторяемость (обычно ± 0,04 мм).Роботы имеют возможность следовать трехмерному пути с большой точностью, подавая сварочную горелку под правильным углом, скоростью и расстоянием от заготовки.
Снижение затрат на расходные материалыОбычно на усмотрение сварщика, выполняющего ручную сварку, на ходу принимает решение о том, как выполнять сварку в соответствии с определенным стандартом, и для обеспечения соответствия очень часто сварщику приходится увеличивать размер сварного шва.
Однако роботизированная сварочная система будет выполнять сварку в точном соответствии с установленной процедурой и использовать не больше или меньше проволоки, чем требуется для соответствия.В результате можно значительно сэкономить на расходе проволоки. Например, если сварщик вручную сваривает угловой шов 5 мм, а требуется только 4 мм, экономия только на сварочной проволоке составит 36%.
IRJET — Запрошенная вами страница не найдена на нашем сайте
IRJET приглашает статьи из различных инженерных и технологических и научных дисциплин для Тома 8, выпуск 5 (май-2021)
Отправить сейчас
IRJET Vol-8, выпуск 4 , Апрель 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 5 (май-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 4, апрель 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 5 (май-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 4, апрель 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 5 (май-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 4, апрель 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 5 (май-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 4, апрель 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 5 (май-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 4, апрель 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 5 (май-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 4, апрель 2021 г.