
Что такое сварочный полуавтомат и как его выбрать
Что такое сварочный полуавтомат?
Сварочный полуавтомат — это аппарат для сварки металлическим электродом в среде защитных газов. Полуавтоматические сварочные аппараты могут работать как с постоянным, так и с переменным током.
В состав полуавтомата входят:
- источник питания сварочной дуги;
- механизм подачи электродной проволоки;
- горелка для автоматической сварки, а также устройство для защиты сварочной ванны от воздействия воздуха (в некоторых полуавтоматах).
Полуавтомат может быть стационарным или переносным, с ручным или автоматическим управлением. Наиболее распространены полуавтоматы с ручным управлением, поскольку их использование более простое и менее дорогое. Для полуавтоматической сварки используют специальную сварочную проволоку.
Она подается в зону сварки при помощи механизма подачи, приводимого в действие сжатым газом. При этом проволока имеет возможность выбора необходимого диаметра и скорости подачи.
Если вы ищете где купить недорогие сварочные аппараты, обратите внимание на интернет магазин — https://svarochnye-apparaty.ru/.
Сварочная проволока может быть обычной, стальной, а также алюминиевой, медной и др. Кроме того, существует проволока для флюсовой и порошковой сварки.
Для защиты сварочной зоны от воздействия кислорода, азота и других газов в состав полуавтоматов входит блок газозащиты, который представляет собой баллон с газом и редуктором.
В некоторых случаях вместо баллона используется газовая горелка. Наиболее распространены полуавтоматические аппараты переменного тока. Они позволяют вести сварочные работы и с применением сварочной проволоки.
Свариваемые материалы по химическому составу и свойствам, как правило, близки. Поэтому для получения качественного шва необходимо соблюдать условия зажигания.
Тип сварочных полуавтоматов
Сварочные полуавтоматы могут быть как одно-, так и трехфазными.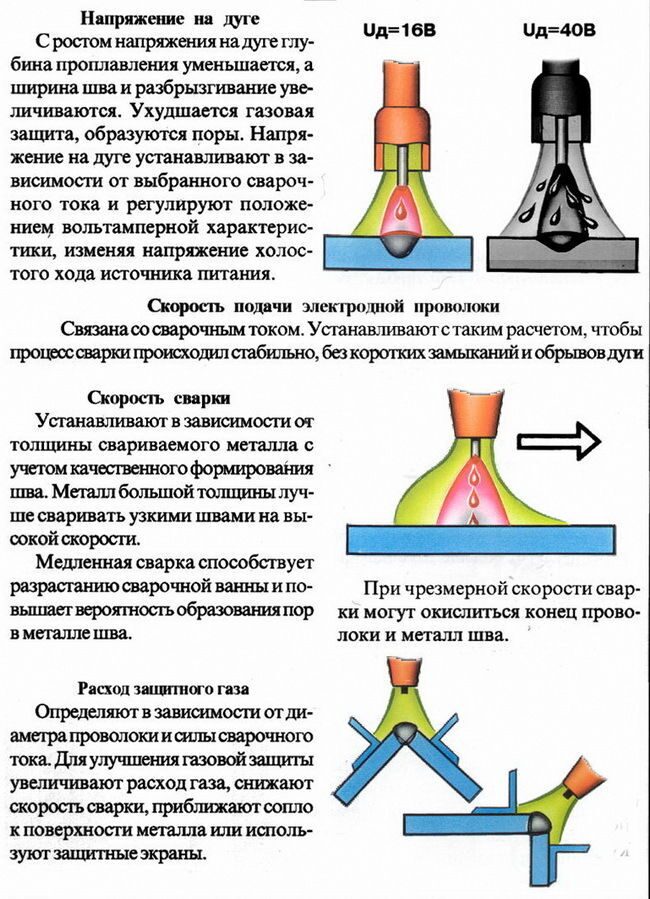 Однофазные полуавтоматы предназначены для сварки в условиях цеха, трехфазные — для ремонтных работ на стройплощадке. Однофазные сварочные полуавтоматы работают от бытовой электросети, трехфазные требуют подключения к трехфазной сети.
Однофазные полуавтоматы предназначены для сварки в условиях цеха, трехфазные — для ремонтных работ на стройплощадке. Однофазные сварочные полуавтоматы работают от бытовой электросети, трехфазные требуют подключения к трехфазной сети.
По типу привода подающего механизма различают полуавтоматы, работающие от электродвигателя, и полуавтоматы со встроенным электромотором. В первом случае для работы полуавтомата требуется подключение к однофазовой электросети, во втором — к трехфазовой.
Важным параметром является мощность сварочного полуавтомата. Чем она выше, тем больше диаметр сварочной проволоки и выше скорость ее подачи в зону сварки. Кроме того, мощность влияет на вес и габариты сварочного аппарата. Для сварки используются различные типы электродов.
Электроды бывают плавящимися и неплавящимися. Первые из них дают сварной шов, плавясь сами, вторые — нет. Неплавящиеся электроды в виде стержня или тонкой пластины имеют контакт с электродом только по одному краю.
Тип сварки
Все сварочные аппараты по типу сварки делятся на:
- MIG/MAG — это современный вид сварки, при которой в сварочную ванну, кроме расплавленного металла электрода, поступает также газ.

- TIG — сварка неплавящимся электродом. MIG-MAG — современная технология сварки с применением в качестве защитного газа инертного, который не взаимодействует с металлом и не образует оксидов. Например, аргон, гелий, углекислый газ, смесь аргона с гелием.
TIG-сварка — это вид аргонодуговой сварки, в которой вместо аргона используют инертный газ — неон или его смесь с аргоном в соотношении 75/25 или 40/60. Полуавтоматическая сварка с использованием неплавящегося электрода может выполняться как в среде защитного газа, так и без него.
Продолжительность включения
По продолжительности включения, все сварочные полуавтоматы можно разделить на три группы: — ПВ = 30 % — ПВ 60 % — ПВ = 60 %.
Время непрерывной работы
Время работы в течение всего дня — важный параметр, особенно для тех, кто занимается сваркой постоянно. Как правило, данный показатель указывается в паспорте сварочного полуавтомата и может составлять от 20 до 40 % от заявленного времени.
Время, необходимое на разогрев сварочной дуги
Данный параметр указывает на то, сколько времени необходимо на разогрев электрода (сварочной горелки) от холодного состояния до начала его плавления. Время разогрева зависит от диаметра электрода. При сварке электродами диаметром до 3 мм на разогрев уходит около 5 с, до 5 мм — 10 с, 6 мм — 15 с.
Время повторного включения
Этот параметр указывает, сколько раз можно включать сварочный аппарат после окончания работы без опасности перегрева.
Виды напряжения
На рынке продаются аппараты, которые могут работать от сети с напряжением 220 В, 380 В и даже от нескольких источников питания. Так, например, существуют аппараты, работающие на трехфазной и однофазовой сети. Они отличаются по мощности и габаритам.
В зависимости от вида питания выделяют аппараты: с однофазовым питанием и с трехфазовым питанием. Если питание трехфазовое, то в аппарате используются три отдельных трансформатора, что увеличивает габариты аппарата и делает его более тяжелым.
Также в однофазовых аппаратах может отличаться напряжение холостого хода, которое может быть 60 В или 80 В. Это тоже влияет на габариты и вес аппарата.
Виды защиты
- Защита от перегрева: аппараты могут оснащаться специальным датчиком, который отслеживает температуру внутри корпуса. Когда температура достигает определенного уровня, аппарат автоматически отключается. При этом на дисплее высвечивается надпись «Перегрев», «Нет тока» или «Защита». ○ Защита от скачков напряжения: в аппаратах есть специальная схема, которая стабилизирует напряжение. Некоторые модели автоматически отключаются при скачках напряжения.
- Защита от короткого замыкания: если произойдет короткое замыкание, то аппарат отключится. Такой защитой оснащаются, как правило, самые простые модели.
- Защита от перегрузки: аппарат будет работать до тех пор, пока температура в корпусе не достигнет определенного уровня. При достижении этого уровня аппарат также отключится автоматически.

Топ-5 сварочных полуавтоматов для дома и дачи
1. Mig-164 (Edon)
Этот сварочный полуавтомат самый простой и дешевый из всех возможных. Он подходит для бытового использования, но при этом обладает достаточно высокой производительностью. Аппарат оснащен регулировкой силы тока, защитой от перегрузки, а также имеет ручку для переноски.
2. Wester MIG 140i
Этот полуавтомат предназначен для сварки инверторной проволокой. Он имеет достаточно простую конструкцию, поэтому подходит для домашнего использования.
3. GROVERS MIG 315
Этот полуавтомат также является инвертором, имеет защиту от перегрузок и перегрева, оборудован удобной ручкой для переноски, а его вес составляет всего 4,5 кг.
4. TELMIG 281/2 TURBO
Этот полуавтоматический аппарат является профессиональным. Он оснащен системой принудительного охлаждения, которая позволяет эффективно охлаждать механизм во время работы. Аппарат очень мощный, благодаря чему его можно использовать для сварки металлов большой толщины.
5. START MIG-220
Этот полуавтомат является самым мощным из представленных в этой категории. Он может использоваться для сварки не только металлов, но и алюминия, меди, цинка и т. д.
На правах рекламы.
Инверторный сварочный полуавтомат: отличия от трансформатора
Обычному обывателю не всегда понятны отличия подобных сварочных аппаратов, однако они работают используя совершенно разные технологии. Вся соль в преобразовании тока. Так, например, включая аппарат в сеть электропитания в аппарат поступает энергия (220 или 380В, 50 Гц), далее полуавтомат должен преобразовать данную энергию в более мощную для того чтобы расплавлять метал.
В аппаратах трансформаторного типа преобразование идет по принципу электромагнитной индукции: ток поступает сперва на первичный, а потом на вторичный трансформатор и, за счет разного количества витков на катушках, это позволяет усилить ток. Здесь работает принцип электромагнитной индукции и усиление тока происходит под влиянием разного количества витков на первичной и вторичной обмотках. Существенный недостаток получаемого тока в том, что он является переменным. Это негативно сказывается на качестве сварки. Сама сварка становится сложнее. Сами по себе сварочные полуавтоматы трансформаторного типа представляют собой массивные аппараты и отличаются большим весом. Например, аппарат на 200А может достигать веса 100 и более кг. Однако эти аппараты очень просты по своей конструкции и их легко обслуживать. Особенно это актуально в тех районах, где могут быть проблемы с приобретением запчастей (отдаленные деревни, территории Севера и т.д.).
Существенный недостаток получаемого тока в том, что он является переменным. Это негативно сказывается на качестве сварки. Сама сварка становится сложнее. Сами по себе сварочные полуавтоматы трансформаторного типа представляют собой массивные аппараты и отличаются большим весом. Например, аппарат на 200А может достигать веса 100 и более кг. Однако эти аппараты очень просты по своей конструкции и их легко обслуживать. Особенно это актуально в тех районах, где могут быть проблемы с приобретением запчастей (отдаленные деревни, территории Севера и т.д.).
Инверторный сварочный полуавтомат работает иначе. Ток поступает в аппарат. Сперва он преобразуется с помощью транзисторов в выпрямленный постоянный так и далее в переменный, но с нужной частотой и мощностью. Аппараты инверторного типа имеют очень компактные размеры и их вес может быть всего 25 кг. Сварочный ток, который выдает инверторный сварочный полуавтомат дает намного лучшее качество сварки. Поэтому начинающим сварщикам проще начинать с работы именно на инверторе. Помимо всего вышеперечисленного сварочные полуавтоматы-инверторы потребляют намного меньше энергии. С первого взгляда на потребление электроэнергии можно не обратить внимание, однако в масштабах производства расходы на электроэнергию могут достигать очень больших сумм. По этой причине многие предприятия начинают переходить именно на сварочные полуавтоматы инверторного типа. Еще одним плюсом аппаратов данного типа является устойчивость к перепадам напряжения. Например, даже при изменении тока в сети +/- 25% аппараты могут работать стабильно. Это позволяет им работать не только от стационарной сети, но также от автономных электростанций, дизельгенераторов и удлинителей. Для сравнения трансформаторы при колебаниях тока работать не будут.
Помимо всего вышеперечисленного сварочные полуавтоматы-инверторы потребляют намного меньше энергии. С первого взгляда на потребление электроэнергии можно не обратить внимание, однако в масштабах производства расходы на электроэнергию могут достигать очень больших сумм. По этой причине многие предприятия начинают переходить именно на сварочные полуавтоматы инверторного типа. Еще одним плюсом аппаратов данного типа является устойчивость к перепадам напряжения. Например, даже при изменении тока в сети +/- 25% аппараты могут работать стабильно. Это позволяет им работать не только от стационарной сети, но также от автономных электростанций, дизельгенераторов и удлинителей. Для сравнения трансформаторы при колебаниях тока работать не будут.
|
Сварочный полуавтомат трансформаторного типа LORCH серии M-pro |
Сварочный полуавтомат инверторного типа LORCH серии Р |
Несмотря на множественные преимущества инверторной технологии, для некоторых категорий клиентов лучшим выбором будут трансформаторы. Трансформаторы менее подвержены влиянию температуры и могут работать в мороз. Инверторы традиционно могут работать максимум при -25-30С (для сварочного оборудования LORCH) . И то это касается не всех моделей. Если говорить о непрофессиональных моделях сварочного оборудования, то для них пределом будет -15С. Полуавтоматы трансформаторного типа могут работать при более низких температурах.
Трансформаторы менее подвержены влиянию температуры и могут работать в мороз. Инверторы традиционно могут работать максимум при -25-30С (для сварочного оборудования LORCH) . И то это касается не всех моделей. Если говорить о непрофессиональных моделях сварочного оборудования, то для них пределом будет -15С. Полуавтоматы трансформаторного типа могут работать при более низких температурах.
Кроме того, трансформаторы очень просты в своей конструкции и при необходимости обслуживания их проще отремонтировать. Инверторные сварочные полуавтоматы более требовательны к запчастям. Поэтому, если вы работаете в отдаленных районах, где существуют проблемы с покупкой любых расходных компонентов, а возможно вы работаете на Севере. В таком случае вам больше подойдет трансформаторный сварочный полуавтомат.
Преимущества роботизированной сварки — металлические компоненты и сборки на заказ
Опубликовано wpengine в | Оставить комментарий
По сравнению с ручной сваркой роботизированная сварка безопаснее, быстрее, точнее и повышает рентабельность инвестиций. Это автоматизированный процесс, поэтому вам не нужны перерывы в производстве, что сокращает время выполнения заказов и экономит ваши деньги на рабочей силе.
Переход к автоматизации
За последние несколько лет многие компании обратились к автоматизации как к средству ускорения производства и экономии денег. Однако они, как правило, автоматизируют сборку и другие процессы и забывают о роботизированной сварке в качестве опции.
Сварщики должны быть хорошо обучены, а квалифицированных сварщиков часто не хватает. При использовании полуавтоматических сварочных процессов избыточная сварка является распространенной ошибкой, которая стоит компании больших денег в виде потраченных впустую материалов и рабочей силы. Полностью автоматизированная сварка является идеальным решением, позволяющим выполнять точные, воспроизводимые сварные швы и исключающим необходимость доработки.
Имейте в виду, что промышленная роботизированная сварка никогда полностью не заменит ручную сварку. Всегда будут уникальные проекты, требующие быстрой адаптации человека-сварщика, но для повторяющихся сварочных задач автоматизация предлагает ряд преимуществ.
Преимущества роботизированной сварки по сравнению с другими методами
Ваша компания, ваши сотрудники и ваши клиенты будут пользоваться преимуществами роботизированной сварки:
- Повышенная эффективность : Роботизированные сварные детали отличаются точностью, что снижает потребность в доработке. Кроме того, автоматизированная система может работать в непрерывном режиме.
- Повышенная безопасность : Сварщики подвергаются воздействию вспышек дуги, искр, дыма и т. д. Роботизированные ячейки оснащены функциями безопасности, которые защищают работников от этих опасностей и дискомфорта, что способствует повышению безопасности и здоровья на работе, а также повышению морального духа, повышению удовлетворенности работой и снижению текучести кадров.

- Сокращение отходов : Когда дело доходит до сварки, человеческая ошибка дорого обходится как с точки зрения времени, так и с точки зрения материалов. Роботы точно запрограммированы, что исключает возможность чрезмерной сварки.
- Повышенная точность : Робот может повторять одну и ту же сварку раз за разом. При ручной сварке небольшие отклонения неизбежны.
- Экономия средств : Установка автоматизированной системы — это инвестиция, которая начинает быстро окупаться. Увеличение производства позволяет быстрее отгружать более точно сваренные изделия. Прецизионная сварка сокращает отходы материала, экономя еще больше времени и денег.
Вопреки распространенному мнению, автоматизированные системы не сокращают возможности трудоустройства. Для роботизированной сварки требуются квалифицированные программисты и операторы, а для крупных и сложных проектов по-прежнему потребуются ручные сварщики. Автоматизированные системы дают вам возможность использовать навыки ваших сотрудников в других областях и предоставляют им возможности для продвижения по карьерной лестнице. Роботы во всех аспектах производства чаще всего выполняют простые, повторяющиеся или опасные задачи. Увольнение людей с этих рабочих мест безопаснее и дает им большее удовлетворение от работы.
Автоматизированные системы дают вам возможность использовать навыки ваших сотрудников в других областях и предоставляют им возможности для продвижения по карьерной лестнице. Роботы во всех аспектах производства чаще всего выполняют простые, повторяющиеся или опасные задачи. Увольнение людей с этих рабочих мест безопаснее и дает им большее удовлетворение от работы.
Роботизированная сварка с помощью Metal Works of High Point
Являясь семейным бизнесом второго поколения, Metal Works of High Point с 1992 года предлагает готовые решения для производства металлоконструкций по контракту. Наша команда экспертов предлагает как ручные, так и роботизированные сварка, а также лазерная резка, формовка с ЧПУ, порошковая окраска и многое другое для клиентов в различных отраслях, включая транспорт, телекоммуникации, бытовую технику, погрузочно-разгрузочные работы, контрактную мебель и другие. Независимо от размера или сложности вашего проекта, наша цель — помочь вам завершить его быстро и с минимальными затратами, не жертвуя при этом качеством; во многих проектах роботизированная сварка играет роль.
Свяжитесь с нами, чтобы узнать больше о преимуществах роботизированной сварки для вашего проекта, или запросите предложение сегодня.
Почему «сварщик GMAW» в настоящее время известен как оператор сварки, а не как сварщик?
Перейти к основному содержанию
САРАТ К ДЖОЛЛИСАРАТ К ДЖОЛЛИ
Помощь NOV в удовлетворении/превышении требований, потребностей и ожиданий клиентов и заинтересованных сторон.
Опубликовано 3 июня 2016 г.
+ Подписаться
S o мы на одной волне, поэтому вы здесь, во-первых, я тоже был озадачен, почему «сварщик» GMAW не сварщик, а он / она известен как сварщик.
Но все же это сбивает с толку, что я чувствовал, что сварщик SMAW и «сварщик GMAW» делают одно и то же, но с разной техникой, на самом деле НЕТ!!! Большинство из нас думает так же. И TWI говорит, что «В процессе MIG/MAG (GMAW) используется полуавтоматическое, механизированное или автоматическое оборудование. При полуавтоматической сварке скорость подачи проволоки и длина дуги контролируются автоматически, но скорость перемещения и положение проволоки находятся под ручное управление.»
«Скорость подачи проволоки и длина дуги контролируются автоматически», что является первой подсказкой для нашего ответа, они просто подразумевали под приведенным выше цитированием то, что GMAW обладает свойством автоматической саморегуляции длины дуги.
Хорошо, что это за «Автоматическая саморегулировка длины дуги»? Есть ли доказательства? ДА, доказательство того, что называется наукой, для этой науки мы просто отклоняемся от пути к другой теме «Характеристики источника питания». Все мы знаем, что такое OCV (Характеристики разомкнутой цепи). Чтобы зажечь дугу, требуется относительно высокое напряжение для образования искры между электродом и основным металлом. После создания стабильной дуги между основным металлом и электродом ток и напряжение в сварочной цепи будут вести себя как пара :), я имею в виду, что после создания стабильной дуги между током и напряжением будет связь, эта связь известна как источник питания. характеристики, и они представляют собой характеристики постоянного тока двух типов и характеристики постоянного напряжения.
Опять вопрос! это основная проблема всякий раз, когда я пытаюсь решить 1 вопрос, ответ дает дополнительные 30 вопросов, может быть, это предложение «купи 1, получи 30».
В любом случае, что такое чара постоянного тока? и постоянное напряжение чара? Это мы узнаем по некоторым графикам
Постоянный ток чара. предпочтительнее для SMAW и GTAW (ручная сварка). И длина дуги прямо пропорциональна напряжению дуги, тогда сварщик пытается изменить длину дуги (GR-1) с A на B и с B на C, но соответствующее изменение тока X, Y и Z, но это очень мало по сравнению с изменением длины дуги/напряжения дуги. Следовательно, мы можем заключить, что даже если длина дуги изменяется, ток всегда будет постоянным при ручной сварке. Из-за формы кривой постоянный ток обугливается. также известный как падающие характеристики.
Теперь мы можем поговорить о чаре постоянного напряжения. этот чар. предпочтительнее для процесса сварки с механизмом подачи проволоки (GMAW,FCAW,SAW)
Скорость подачи проволоки и сила тока напрямую связаны, так что при увеличении силы тока увеличивается скорость подачи и соответственно увеличивается прогорание скорость для поддержания длины дуги/напряжения.
Принцип работы данного типа источника питания показан в ГР-2
«Сварщик» устанавливает напряжение В и ток Y на источнике питания. Если длина дуги уменьшается до С (из-за изменения профиля сварного шва или движения руки сварщика вверх и вниз при полуавтоматической сварке), сварочный ток мгновенно увеличивается до Z. Чем выше ток Z, тем выше скорость прогорания, и это возвращает длину дуги (и напряжение дуги) к предварительно установленному значению.
Аналогичным образом, если длина дуги увеличивается, ток быстро падает до X, а скорость горения уменьшается, так что длина дуги возвращается к предварительно установленному уровню B. Таким образом, хотя напряжение дуги немного меняется во время сварки изменения тока, которые восстанавливают напряжение до заданного значения, происходят очень быстро, так что можно считать, что напряжение остается постоянным.
Теперь из этих объяснений мы понимаем, что дуга GMAW управляется самим механизмом, а не «сварщиком», поэтому она автоматическая! .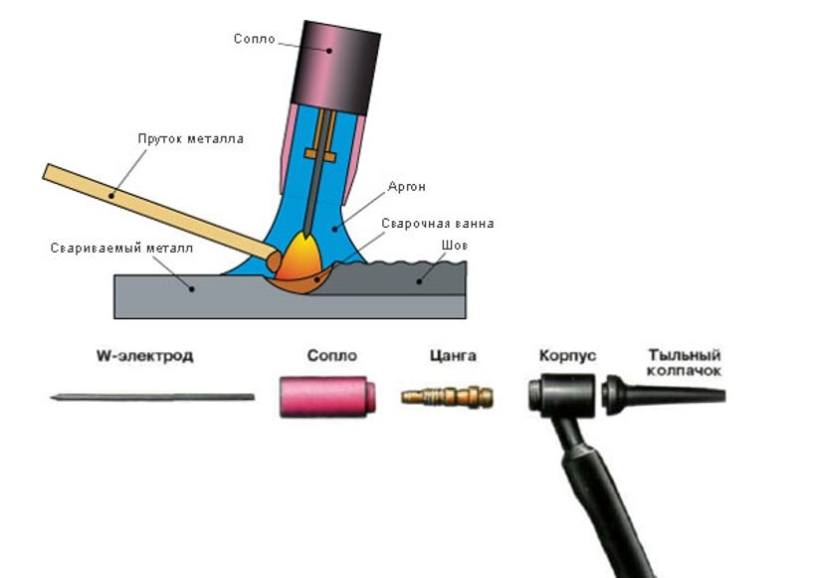 Поднимитесь наверх и прочтите еще раз, кто сварщик, а кто сварщик.
Поднимитесь наверх и прочтите еще раз, кто сварщик, а кто сварщик.
Тогда вам ясно, что нет GMAW сварщика, а есть только сварщик!!!
PS : если есть какие-либо возражения относительно статьи выше, пожалуйста, отправьте электронное письмо по адресу [email protected] или используйте поле для комментариев.
Возьмите эту историю из Второй мировой войны, пока вы устанавливаете организационные цели.
18 сент. 2021 г.
Говорите на понятном всем языке
26 фев. 2021 г.
«Качество» «Время» «Стоимость» реальный опыт работы.
