
Сварка — своими руками | Мастер
Сварка в домашнем хозяйстве дело нужное, а иногда просто необходимое. Но необходимость эта может возникать редко, а все равно — без сварки никак. Можно просто купить сварочный аппарат, сейчас всего в продаже навалом, только не всегда это финансово целесообразно. Хорошая сварка стоит хороших денег. Второй путь — сделать сварку самостоятельно. Конструкция классической сварки несложная и не требуется экзотических деталей и больших навыков при изготовлении.
Самостоятельно сделать можно и инверторный сварочный аппарат, но это далеко не всем под силу, дорого, трудоемко и наверное нецелесообразно. Никто не разрабатывает и не изготавливал сварочный инвертор ради экономии средств. Все что предлагают на различных сайтах силовой электроники, не говоря уже о сайтах сварщиков, это все не более чем чьи-то амбиции…
Там народ делится на тех кто пытается удовлетворить собственные амбиции и изготовить инвертор, и на тех, кто им мешает своими советами, так как вторые вообще ни чего ни когда не строили, и не собираются строить, в большинстве своем. Те кто строит, конечно-же это творческие люди и заслуживают внимания. Но не один из них не сможет создать инверторный сварочный аппарат дешевле, чем сможет купить в магазине. Имеется ввиду все временные и прямые материальные затраты. А вот сделав самостоятельно обычную сварку, экономия получаеся солидная.
Те кто строит, конечно-же это творческие люди и заслуживают внимания. Но не один из них не сможет создать инверторный сварочный аппарат дешевле, чем сможет купить в магазине. Имеется ввиду все временные и прямые материальные затраты. А вот сделав самостоятельно обычную сварку, экономия получаеся солидная.
Вначале кратко рассмотрим принцип и теорию сварочного аппарата.
Основным элементом сварочного аппарата является трансформатор, предназначенный для питания сварочной дуги, собственно преобразующий сетевое переменное напряжение и обеспечивающий необходимую величину и качество сварочного тока. В простейшем случае, наиболее распространенном среди самодельных конструкций, источником питания сварочной дуги является только один трансформатор, без каких-либо дополнительных элементов. Заключенный в корпус источник питания, оборудованный всем необходимым дополнительным оборудованием: соединительными проводами и клемами, выключателями и внешними движками регуляторов, с установленными рукоятками для переноски, а для большего удобства и колесиками, представляет из себя уже полностью завершенную конструкцию — сварочный аппарат, сделанный своими руками.
Сварочный трансформатор понижает сетевое, как правило, однофазное напряжение 220 В до необходимого для сварки значения — 50.. .80 В. Работает сварочный трансформатор в специфических условиях — дуговом режиме — режиме практически максимальной отдачи мощности. Поэтому сварочные трансформаторы должны быть построены таким образом, чтобы могли безболезненно переносить протекание больших токов, в бытовых конструкциях до 200 А. Сюда же следует приобщить вибрации и возможность перегрева — тоже следствие высокой развиваемой мощности.
Конструкции типовых сварочных трансформаторов весьма разнообразны, часто в их устройство заложены нераздельные элементы, предназначенные для регулирования тока. Разнообразие самодельных сварочных трансформаторов еще большее, так как в их конструкциях часто встречаются решения нестандартные, а то и уникальные вообще — приемы, не нашедшие применения в трансформаторах больше нигде. С другой стороны, самодельные конструкции трансформаторов максимально просты: практически никогда не содержат в себе дополнительных элементов для регулирования тока, свойственных промышленным образцам, таких как использование части магнитопровода трансформатора с дополнительным регулируемым реактивным сопротивлением и передвигающихся обмоток. Регулирование силы сварочного тока в данном случае может осуществляться путем переключения витков катушек или с помощью внешних, существующих отдельно от трансформатора специальных устройств.
Регулирование силы сварочного тока в данном случае может осуществляться путем переключения витков катушек или с помощью внешних, существующих отдельно от трансформатора специальных устройств.
В зависимости от используемого для сварки типа тока, различают сварочные аппараты постоянного и переменного тока. Сварочные аппараты с использованием малых постоянных токов применяют при сварке тонколистового металла, в частности, кровельной и автомобильной стали. Сварочная дуга в этом случае более устойчива и при этом сварка может происходить как на прямой, так и на обратной полярности, подаваемого постоянного напряжения. На постоянном токе можно варить электродной проволокой без обмазки и электродами, которые предназначены для сваривания металлов при постоянном или переменном токе. Для придания горения дуги на малых токах желательно иметь на сварочной обмотке повышенное напряжение холостого хода Uхх до 70…75 В. Для выпрямления переменного тока, как правило, используют мостовые выпрямители на мощных диодах с радиаторами охлаждения
Мощность сварочного трансформатора в ваттах рассчитывается как
Ртр=25* Iсв , где Iсв — сварочный ток в амперах.
Далее определяют сечение магнитопровода в кв. см:
S>0,015P где Р — в ваттах.
Для магнитопроводов, отличных от тороидального, следует увеличить сечение в 1,3 — 1,5 раза.
Затем вычисляют в мм диаметр провода первичной обмотки:
d1>1,13(P/2000)2
Диаметр провода вторичной обмотки в мм вычисляют по формуле:
d2>1,13(I/j)2 где j — плотность тока в А/мм2.
При токе I, меньшем 100А, принимают j равной 10 А/мм2; при токе менее 150А — 8 А/мм2; при токе менее 200А — 6 А/мм2. Если используют некруглый провод, его площадь сечения должна быть равна площади сечения круглого. В рассчёте принято, что среднее суммарное время горения дуги не превышает 20% от среднего суммарного времени пауз между периодами горения дуги(ПВ<20%).
Количество витков на вольт можно рассчитать по формуле :
W=S/50 где S — площадь сечения магнитопровода ,см2.
Далее делится своими наработками инженер В. Котлер
Речь пойдет о самостоятельной постройке сварочного трансформатора. Сам я их построил несколько десятков, и думаю что мои советы могут оказаться полезными, в особенности тем, кто взялся за это в первый раз.
Начнем с самого простого варианта — использования готовых деталей. Вообще, считается высоким классом инженерного мастерства, если ваш проект был сконструирован из всех деталей «с полки» , т.е. тех, которые имеются в наличии и их не надо производить. Если у Вас есть возможность найти какой нибудь достаточно крупный трансформатор или несколько одинаковых помельче — это может быть хорошим заделом. Совершенно ясно , что такой трансформатор сходу варить не будет и его придется доработать до приемлемых характеристик. Начнем с того , что трансформатор должен весить хотя бы 12-15 килограмм, никак не меньше , единственным исключением может оказаться тороидальный трансформатор, например ЛАТР , но все равно менее 9 кг — ничего хорошего ждать не приходится. Если вес найденного Вами трофея меньше чем упоминалось — то таких нужно пару одинаковых или искать чего нибудь потяжелее.
Если вес найденного Вами трофея меньше чем упоминалось — то таких нужно пару одинаковых или искать чего нибудь потяжелее.
Начнем с определения характеристик найденного Вами трансформатора. Во-первых давайте убедимся, что он может быть напрямую включен в сеть. Если на нем есть надпись или наклейка 220(230) Вольт — это уже пол дела — трансформатор явно сетевой и следовательно можно попытаться включить его означенными выводами в сеть. Если такой наклейки нет, то можно попробовать поискать при помощи омметра обмотку сделанную самым тонким проводом и с самым большим количеством витков, скорее всего она и есть сетевая или может быть рассчитана на более высокое напряжение (например 380 Вольт). В любом случае следует включить неизвестную обмотку на выход ЛАТРа и постепенно поднимая напряжение измерять ток в этой обмотке (лучше клещами). Если удалось поднять напряжение до 220 (230) Вольт и ток в обмотке не превысил 2 Ампера — это очень хорошо, обмотка расчитана на сетевое напряжение и у трансформатора нет коротких витков. Итак у нас в руках трансформатор, который можно включать в сеть и он весит 12 или более кг. Следующая стадия — проверим сечение провода найденной нами обмотки, для этого , если это возможно лучше всего замерить его диаметр штангель — циркулем и посчитать площадь по известной формуле. Если сечение выходит менее двух квадратных миллиметров — это мало, обмотка будет перегреваться и использовать ее для сварки нельзя. Неплохие результаты получаются с обмотками 3 и более квадратных миллиметра. Исключение опять составит ЛАТР. Его обмотка тонковата , но т.к. намотана она прямо на массивный «бублик» в один слой то ее тепловой режим позволяет ее использование в режиме сварки. Если обмотка по какой то причине оказалась слишком тонкой или трансформатор при подключении к сети быстро разогревается — не отчаивайтесь у Вас в руках хороший сердечник и обмотки просто придется перемотать, это конечно больше работы чем планировалось , но тем не менее ее реально сделать в домашних условиях — поговорим об этом чуть позже , а пока вернемся к готовому исправному трансформатору сетевая обмотка которого в порядке.
Итак у нас в руках трансформатор, который можно включать в сеть и он весит 12 или более кг. Следующая стадия — проверим сечение провода найденной нами обмотки, для этого , если это возможно лучше всего замерить его диаметр штангель — циркулем и посчитать площадь по известной формуле. Если сечение выходит менее двух квадратных миллиметров — это мало, обмотка будет перегреваться и использовать ее для сварки нельзя. Неплохие результаты получаются с обмотками 3 и более квадратных миллиметра. Исключение опять составит ЛАТР. Его обмотка тонковата , но т.к. намотана она прямо на массивный «бублик» в один слой то ее тепловой режим позволяет ее использование в режиме сварки. Если обмотка по какой то причине оказалась слишком тонкой или трансформатор при подключении к сети быстро разогревается — не отчаивайтесь у Вас в руках хороший сердечник и обмотки просто придется перемотать, это конечно больше работы чем планировалось , но тем не менее ее реально сделать в домашних условиях — поговорим об этом чуть позже , а пока вернемся к готовому исправному трансформатору сетевая обмотка которого в порядке.
Давайте посмотрим, какие еще обмотки есть у нашего трансформатора, будем помечать все вторичные обмотки напряжение которых в пределах от 30 до 70 Вольт и при этом смотреть на толщину провода , которым они намотаны. Если обмотки медные — нам нужно получить сечение не менее 15 квадратных миллиметров при означенных напряжениях , если алюминиевые — не менее 20 квадратных миллиметров. Вообще, в трансформаторах закладывают сечение обмоток из расчета 3 Ампера на квадратный миллиметр медного провода, для сварочного аппарата можно несколько форсировать это значение и принять его 5 Ампер на квадратный миллиметр, тогда аппарат с сечением вторичной обмотки 15 квадратных миллиметров будет хорошо, «комфортно» тянуть ток 75-80 Ампер , почти без перекуров (электрод 2.5 мм) и 110-120 Ампер с низким ПВ , т.е. можно будет варить электродом 3.25 , но с перекурами на остывание аппарата. Если Вы твердо уверены , что варить электродами 3.25 Вам не придется и 2-2.5 мм это Ваши ходовые электроды , а работа не объемная , тут там прихватить, можно сказать что 12 квадратных миллиметров по меди хватит (Для алюминия нужно примерно в полтора раза больше, я не люблю алюминиевые обмотки — они дают очень уж мягкую характеристику, тем не менее дело вкуса). Следует обратить внимание, что если есть две(или больше)одинаковые обмотки каждая из которых недостаточного сечения их можно включать параллельно. Если наоборот есть несколько обмоток с подходящими сечениями(пусть даже не одинаковыми) и низкими напряжениями(они тоже могут быть разными) их можно включить последовательно. В последнем варианте больше всего будет греется обмотка с самым тонким сечением.
Следует обратить внимание, что если есть две(или больше)одинаковые обмотки каждая из которых недостаточного сечения их можно включать параллельно. Если наоборот есть несколько обмоток с подходящими сечениями(пусть даже не одинаковыми) и низкими напряжениями(они тоже могут быть разными) их можно включить последовательно. В последнем варианте больше всего будет греется обмотка с самым тонким сечением.
Итак, у нас есть трансформатор у которого на выходе худо бедно имеется 40-70 Вольт , первичная обмотка имеет 3 квадратных миллиметра сечения и вторичная более 15 квадратных миллиметров. Если нет, и имеется только подходящая первичная — ничего, чуть позже мы обсудим как это поправить (ее придется намотать и об этом речь еще пойдет. Кстати если вышло все кроме напряжения на вторичной и есть место куда домотать провод — то можно попробовать это сделать в части, где будет обсуждаться наматывание вторичной обмотки упомянем и этот вариант). Надо отметить , что напряжения даны предельные, ниже 40 Вольт будет довольно трудно разжигать дугу , а выше 70 будет довольно трудно достигнуть хороших токов , да и вырастает опасность поражения электрическим током. Мой аппарат имеет 55 Вольт и иногда, по невнимательности , особенно при работе на солнышке или в мокрых варежках (чаще зимой) , схватившись за электрод, вспоминаешь о том , что с током не шутят. Первым делом припаиваем к соответствующим выводам трансформатора сетевой провод, его нужно взять хотя бы 2.5 квадратным миллиметра, лучше в двойной изоляции, если этот провод планируется для использования в конечной конструкции, предпочтение длинному проводу (хотя бы метров пять), т.к. чаще всего варить придется в месте , где розетка есть только в соседней комнате (имеется в виду подходящая розетка — обсуждалось в статье о выборе аппарата). Далее нужно подготовить сварочные кабели (нет , не подумайте , варить таким трансформатором нельзя , но попробовать необходимо). Если кабели вы хотите делать сразу в конечном варианте, то следует выбрать мягкие провода в резиновой изоляции длинной никак не короче двух — двух с половиной метров , а лучше и подлиннее( у меня 4 метра).
Мой аппарат имеет 55 Вольт и иногда, по невнимательности , особенно при работе на солнышке или в мокрых варежках (чаще зимой) , схватившись за электрод, вспоминаешь о том , что с током не шутят. Первым делом припаиваем к соответствующим выводам трансформатора сетевой провод, его нужно взять хотя бы 2.5 квадратным миллиметра, лучше в двойной изоляции, если этот провод планируется для использования в конечной конструкции, предпочтение длинному проводу (хотя бы метров пять), т.к. чаще всего варить придется в месте , где розетка есть только в соседней комнате (имеется в виду подходящая розетка — обсуждалось в статье о выборе аппарата). Далее нужно подготовить сварочные кабели (нет , не подумайте , варить таким трансформатором нельзя , но попробовать необходимо). Если кабели вы хотите делать сразу в конечном варианте, то следует выбрать мягкие провода в резиновой изоляции длинной никак не короче двух — двух с половиной метров , а лучше и подлиннее( у меня 4 метра).
Прищепку взять потуже — ее можно купить , она не дорогая, если нет , то можно использовать от автомобильных «прикуривателей» , но лучше взять специализированную, держатель надо купить и не выдумывать глупостей с «вилками» из арматуры и уголков. Если пока всего этого нет и кабели нужны только для испытания трансформатора , а нормальные будем делать потом, то подойдет и два куска многожильного медного провода в ПХВ изоляции , сечением не тоньше вторичной обмотки , вместо прищепки можно использовать столярный зажим , держак все равно нужен.
Если пока всего этого нет и кабели нужны только для испытания трансформатора , а нормальные будем делать потом, то подойдет и два куска многожильного медного провода в ПХВ изоляции , сечением не тоньше вторичной обмотки , вместо прищепки можно использовать столярный зажим , держак все равно нужен.
Аккуратно приматываем провода к вторичной обмотке, ничего не паяем — нам их сразу после пробы отсоединять. Берем кусок железки (толщиной миллиметра три, это может быть уголок , обрезок профиля, или водопроводной трубы), цепляем на него прищепку зажимаем в держатель электрод 2.5 мм и пробуем варить. Как правило промышленно исполненные трансформаторы имеют жесткую или пологопадающую вольт амперную характеристику, которая для сварки не подходит, это значит , что при возгорании дуги выходное напряжение не упадет до положенных 25-27 Вольт а будет пытаться удерживаться таким как оно было вами замерено и процесс горения будет проходить при большом токе сопровождаться характерным гулом и сильным разбрызгиванием, шов будет получаться с глубоким проваром или будут прожоги, реже случается что при касании электродом сразу падает пробка — ничего страшного, это тоже результат — он нас устраивает (излишне отмечать , что пробка должна быть хотя бы Ампер на 15). Если при испытании дуга горела без гула, а с потрескиванием , как жарящаяся яичница, и шов наварился ровным валиком — то Вам повезло , у Вашего трансформатора падающая вольт -амперная характеристика и электродом 2.5 мм можно варить ничего не переделывая , а для добавления тока придется включать в сварочную цепь емкости — о регулировке таким способом еще поговорим.
Если при испытании дуга горела без гула, а с потрескиванием , как жарящаяся яичница, и шов наварился ровным валиком — то Вам повезло , у Вашего трансформатора падающая вольт -амперная характеристика и электродом 2.5 мм можно варить ничего не переделывая , а для добавления тока придется включать в сварочную цепь емкости — о регулировке таким способом еще поговорим.
Итак у нас трансформатор с жесткой характеристикой (их еще называют с нормальным рассеянием), который для сварки без дополнительных переделок не пригоден , только для резки — это мы только что проверили. Для того, чтобы смягчить характеристику нашего трансформатора надо ввести в одну из его цепей сопротивление , активное или реактивное. Начнем с того , что ввод сопротивления в первичную цепь неизбежно понизит выходное напряжение на вторичной обмотке , и если до этого оно было 40-50 Вольт то после ввода сопротивления в первичную обмотку, разжигать дугу будет тяжело и следовательно такой вариант не рекомендуется , если же напряжение было 60-70 Вольт то это вполне работоспособный вариант. Активное сопротивление — это просто резистор , на котором выделится часть мощности в результате чего он будет греться. Аппарат с таким сопротивлением (его называют балластным) будет нормально работать , но будет неэкономичным в плане потребления и не эргономичным из-за сильного нагрева балласта. Основное преимущество такой конструкции в том что если балласт находится по первичной цепи , то для его исполнения подойдет кусок нихромовой проволоки от перегоревшего электрообогревателя. Варьируя длину нихромовой нити включенной в цепь трансформатора можно менять характеристику трансформатора и следовательно ток сварки. Я не стану распространяться о применении балластных сопротивления, техника довольно проста и каждый найдет свою методику. Вариант, который я рекомендую — введение индуктивного сопротивления во вторичную цепь (можно вводить индуктивность и в первичную, но это менее удобно, хотя вполне жизнеспособно).
Активное сопротивление — это просто резистор , на котором выделится часть мощности в результате чего он будет греться. Аппарат с таким сопротивлением (его называют балластным) будет нормально работать , но будет неэкономичным в плане потребления и не эргономичным из-за сильного нагрева балласта. Основное преимущество такой конструкции в том что если балласт находится по первичной цепи , то для его исполнения подойдет кусок нихромовой проволоки от перегоревшего электрообогревателя. Варьируя длину нихромовой нити включенной в цепь трансформатора можно менять характеристику трансформатора и следовательно ток сварки. Я не стану распространяться о применении балластных сопротивления, техника довольно проста и каждый найдет свою методику. Вариант, который я рекомендую — введение индуктивного сопротивления во вторичную цепь (можно вводить индуктивность и в первичную, но это менее удобно, хотя вполне жизнеспособно).
Что такое индуктивное сопротивление? — Не станем углубляться в объяснения о комплексных величинах, импедансах и т. д. — это нам сейчас не очень интересно, обратим внимание на такой факт, если мы включаем в сеть трансформатор ( например зарядку от телефона) то пробки не падают и короткого замыкания не происходит , хотя первичная обмотка намотана обычным медным проводом и ее сопротивление по омметру значительно ниже , чем ожидалось. Тем не менее, пока трансформатор ничем не нагружен ток через его первичную обмотку почти не течет. Протеканию тока через обмотку как раз и препятствует то самое индуктивное сопротивление , но обмотка при этом фактически не греется. Следовательно мы хотим намотать некоторую обмотку , которая будет ограничивать сварочный ток на нужной нам величине. У этой нашей обмотки мы сделаем несколько отводов для работы электродами разного диаметра- переключение отводов и будет являться регулировкой характеристики аппарата.
д. — это нам сейчас не очень интересно, обратим внимание на такой факт, если мы включаем в сеть трансформатор ( например зарядку от телефона) то пробки не падают и короткого замыкания не происходит , хотя первичная обмотка намотана обычным медным проводом и ее сопротивление по омметру значительно ниже , чем ожидалось. Тем не менее, пока трансформатор ничем не нагружен ток через его первичную обмотку почти не течет. Протеканию тока через обмотку как раз и препятствует то самое индуктивное сопротивление , но обмотка при этом фактически не греется. Следовательно мы хотим намотать некоторую обмотку , которая будет ограничивать сварочный ток на нужной нам величине. У этой нашей обмотки мы сделаем несколько отводов для работы электродами разного диаметра- переключение отводов и будет являться регулировкой характеристики аппарата.
Как и из чего делать такую регулирующую обмотку? (ее называют выносной дроссель). Каждый будет исходить из своих возможностей я же предлагаю свой вариант испытанный уже не один раз — Нам придется найти еще один трансформатор — не пугайтесь он небольшой и не такой тяжелый как первый, нас так же не будут интересовать его обмотки — мы их удалим. Я использовал Ш-образный трансформатор вынутый из сгоревшей микроволновки. Оба его боковых керна я удалил при помощи болгарки, если болгарки нет — можно воспользоваться ножовкой по металлу. Обмотки тоже были удалены — получился сердечник напоминающий двутавр. Полученный сердечник обматываем мягкой тканью или тряпичной изолентой и откладываем в сторону. Теперь самое время найти провод для обмотки. Для этой цели вполне подойдет медная шина, хотя мотать будет не очень удобно, и она довольно дефицитна, удобно мотать обычным обмоточным проводом диаметром 3 мм взятым втрое (провод должен быть в лаковой изоляции). Я предлагаю вариант многократно испытанный и дающий безотказный результат. Нам нужно раздобыть метров пятнадцать многожильного медного провода в ПХВ изоляции сечением 20 Квадратных миллиметров (подойдет и 10 квадратных миллиметров но его нужно метров 30 и мотать придется вдвое). В ПХВ изоляции использовать его нельзя — она занимает массу места при намотке и не выдерживает нагрева, поэтому вооружившись ножом мы снимем с провода всю изоляцию и вместо нее намотаем обычный малярный скотч (бумажный).
Я использовал Ш-образный трансформатор вынутый из сгоревшей микроволновки. Оба его боковых керна я удалил при помощи болгарки, если болгарки нет — можно воспользоваться ножовкой по металлу. Обмотки тоже были удалены — получился сердечник напоминающий двутавр. Полученный сердечник обматываем мягкой тканью или тряпичной изолентой и откладываем в сторону. Теперь самое время найти провод для обмотки. Для этой цели вполне подойдет медная шина, хотя мотать будет не очень удобно, и она довольно дефицитна, удобно мотать обычным обмоточным проводом диаметром 3 мм взятым втрое (провод должен быть в лаковой изоляции). Я предлагаю вариант многократно испытанный и дающий безотказный результат. Нам нужно раздобыть метров пятнадцать многожильного медного провода в ПХВ изоляции сечением 20 Квадратных миллиметров (подойдет и 10 квадратных миллиметров но его нужно метров 30 и мотать придется вдвое). В ПХВ изоляции использовать его нельзя — она занимает массу места при намотке и не выдерживает нагрева, поэтому вооружившись ножом мы снимем с провода всю изоляцию и вместо нее намотаем обычный малярный скотч (бумажный). Делать это мы будем так : срезаем 20-25 см изоляции закручиваем жилы провода , чтобы была аккуратная косичка, отрезаем 20 см скотча и обматываем вдоль оголенной части провода (т.е.не как обычно мотают изоленту ,а трубочкой )получится 3-4 слоя, операцию повторяем , так что каждый следующий отрезок скотча ложится на предыдущий. После , примерно, часа возни мы получим мягкий обмоточный провод в жаропрочной изоляции , которая, к тому же, прекрасно пропитывается лаком , но это потом.
Делать это мы будем так : срезаем 20-25 см изоляции закручиваем жилы провода , чтобы была аккуратная косичка, отрезаем 20 см скотча и обматываем вдоль оголенной части провода (т.е.не как обычно мотают изоленту ,а трубочкой )получится 3-4 слоя, операцию повторяем , так что каждый следующий отрезок скотча ложится на предыдущий. После , примерно, часа возни мы получим мягкий обмоточный провод в жаропрочной изоляции , которая, к тому же, прекрасно пропитывается лаком , но это потом.
Теперь самый главный вопрос сколько витков мотать и где делать отводы. Чтобы ответить на этот вопрос лучше всего опять провести эксперимент. Я обычно поступаю так, сразу наматываю пятнадцать витков и не отрезая провода включаю полученную катушку в сварочную цепь (благо кабели у нас уже есть, один кабель подсоединяется прямо к трансформатору , а второй к длинному необрезанному проводу нашей регулировочной обмотки). Вставляем в держатель электрод 3.25 (ну или самый толстый , которым вы собираетесь пользоваться) и пробуем , если дуга по прежнему гудит и жжет дыры — доматываем виточков пять и опять пробуем , если электрод липнет — отматываем витки , если все устраивает — фиксируем петельку провода — это будет отвод , меняем электрод на потоньше , доматываем виточки и опять пробуем. Из опыта скажу, что для каждого электрода лучше подобрать пару режимов , один при котором он варит нормально , и второй , с током чуть поменьше. В этом случае появляется больше регулировочных вариантов и как следствие аппаратом работать удобнее. Последние аппараты я строил так: Находил режим в котором аппарат уверенно , даже чуть агрессивно тянет 3.25, потом режим где 3.25 не прожигает железо 3 мм , потом режим где электрод 2.5 чуть агрессивно варит металл 3 мм, и наконец режим в котором электрод 2.5 сваривает металл 2 мм без прожогов — этих режимов вполне хватает для выполнения любых работ. Излишек провода обрезаем. Обычно у меня заходит 40-45 витков , тем не менее число ориентировочное все зависит от того , какой трансформатор попался как сварочный. Следует отметить , что дроссель мотать надо максимально туго. После нахождения всех отводов закрепляем полученную обмотку двумя тремя слоями того же малярного скотча и от души пропитываем лаком. Обычно я ставлю дроссель на целлофановый пакет и заливаю лак прямо на обмотку через часик можно перевернуть дроссель и залить лак с другой стороны полученную катушку надо оставить (на солнышке) на сутки или чуть больше, пока лак полностью просохнет.
Из опыта скажу, что для каждого электрода лучше подобрать пару режимов , один при котором он варит нормально , и второй , с током чуть поменьше. В этом случае появляется больше регулировочных вариантов и как следствие аппаратом работать удобнее. Последние аппараты я строил так: Находил режим в котором аппарат уверенно , даже чуть агрессивно тянет 3.25, потом режим где 3.25 не прожигает железо 3 мм , потом режим где электрод 2.5 чуть агрессивно варит металл 3 мм, и наконец режим в котором электрод 2.5 сваривает металл 2 мм без прожогов — этих режимов вполне хватает для выполнения любых работ. Излишек провода обрезаем. Обычно у меня заходит 40-45 витков , тем не менее число ориентировочное все зависит от того , какой трансформатор попался как сварочный. Следует отметить , что дроссель мотать надо максимально туго. После нахождения всех отводов закрепляем полученную обмотку двумя тремя слоями того же малярного скотча и от души пропитываем лаком. Обычно я ставлю дроссель на целлофановый пакет и заливаю лак прямо на обмотку через часик можно перевернуть дроссель и залить лак с другой стороны полученную катушку надо оставить (на солнышке) на сутки или чуть больше, пока лак полностью просохнет. Лак лучше взять электротехнический, но пойдет и столярный , например для паркета. Если лак добыть не удалось можно воспользоваться масляной краской, но лучше, все же, поискать лак. Не пропитывать катушку не рекомендуется т.к. ее витки вибрируют при прохождении электрического тока и со временем скотч протрется.
Лак лучше взять электротехнический, но пойдет и столярный , например для паркета. Если лак добыть не удалось можно воспользоваться масляной краской, но лучше, все же, поискать лак. Не пропитывать катушку не рекомендуется т.к. ее витки вибрируют при прохождении электрического тока и со временем скотч протрется.
Теперь о компоновке самодельной сварки. Вы удивитесь , но это самая сложная часть аппарата , от которой зависит будет ли удобно пользоваться аппаратом и на сколько , будет ли он надежно работать и т.д. Начнем с самых простых и важных вещей. Аппарат тяжелый и следовательно ему потребуется ручка или ручки для переноски (когда по лестнице поднять , когда в багажник машины положить). Аппарат при работе будет нагреваться и следовательно ему нужен хорошо вентилируемый корпус (возможно даже придется снабдить его вентилятором , хотя я не приверженец — мне мешает его монотонный шум). К аппарату подсоединяются разные провода и лучше складывать их так чтобы они не болтались и не мешались. Регулировка у нас переключением отводов поэтому хотя бы один провод будет съемным (я делаю съемными оба провода). За несколько лет сборки таких аппаратов я отработал для себя вот такую конструкцию:
Регулировка у нас переключением отводов поэтому хотя бы один провод будет съемным (я делаю съемными оба провода). За несколько лет сборки таких аппаратов я отработал для себя вот такую конструкцию:
Костяком конструкции являются две горизонтальные пластины выполненные из толстой фанеры или ДСП (лучше фанеры), пойдет доска или как сделано в моем случае остаток полированной дверцы от старого шкафа (клеенная доска). Нижняя пластина снабжена ножками — это удобно , особенно если аппарат хранится в помещении где случаются лужи. На нижней пластине закреплен основной трансформатор и регулировочный дроссель — я крепил просто шурупами. по углам обеих пластин просверлены отверстия через которые продеты резьбовые прутки бна прутках имеются гайки и шайбы , которыми обжимаются обе пластины , ими же и регулируется расстояние между пластинами. Выступающие части прутков служат основами для ручек , в свою очередь ручки являются местом укладки проводов. Сами ручки выполняются из черенка для лопаты или карниза для занавесей. В таком состоянии даже без боковых стенок аппарат уже пригоден к работе и очень удобен , если вы не работаете на улице где песок и т.д. то стенки в общем и не понадобятся, если они все же нужны — их можно выполнить из тонкой фанеры (трехслойки). вентиляционные отверстия можно насверлить или сделать из крышки отслужившего свой срок электроприбора — у меня они вырезаны из задних крышки старого телевизора — просто подвернулась под руку, но вышло хорошо. Для контактов переключения тока (перекидывания провода) очень удобно применять медные, бронзовые или латунные шпильки с такими же гайками и шайбами , в принципе подойдет даже М6 — у нас в магазинах есть латунный резьбовой пруток. Если такую роскошь достать не удалось — пойдут и стальные шпильки М10, правда их раз в пару лет придется менять (те которые больше всех используются), но как вариант — вполне пригодно.
В таком состоянии даже без боковых стенок аппарат уже пригоден к работе и очень удобен , если вы не работаете на улице где песок и т.д. то стенки в общем и не понадобятся, если они все же нужны — их можно выполнить из тонкой фанеры (трехслойки). вентиляционные отверстия можно насверлить или сделать из крышки отслужившего свой срок электроприбора — у меня они вырезаны из задних крышки старого телевизора — просто подвернулась под руку, но вышло хорошо. Для контактов переключения тока (перекидывания провода) очень удобно применять медные, бронзовые или латунные шпильки с такими же гайками и шайбами , в принципе подойдет даже М6 — у нас в магазинах есть латунный резьбовой пруток. Если такую роскошь достать не удалось — пойдут и стальные шпильки М10, правда их раз в пару лет придется менять (те которые больше всех используются), но как вариант — вполне пригодно.
Теперь вернемся к тем счастливчикам у которых не сложилось с обмотками на найденном трансформаторе. Как в принципе , рассчитать количество витков обмотки, если она должна быть на каком то неизвестном железе и должна быть рассчитана на сетевое напряжение? Не стану предлагать никакие сложные расчеты — ими завален весь интернет.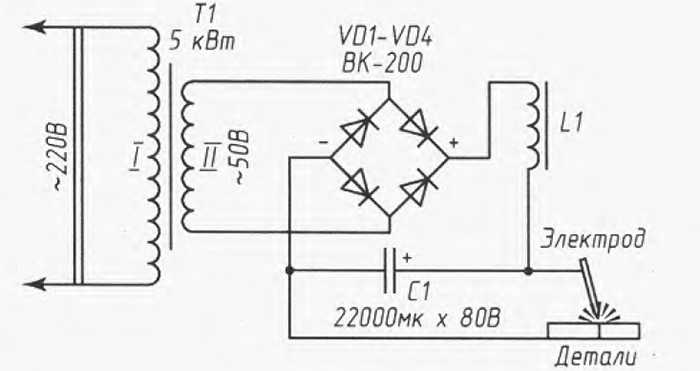 Предложу опять эксперимент — делал много раз никогда не ошибался. Берем сердечник вашего будущего аппарата , все обмотки нужно предварительно снять , особенно если вы не уверены что они исправны и не замыкают. на оголенный сердечник наматываем любым проводом 20-30 витков (в любой изоляции , любой толщины , лишь бы было удобно мотать). если сердечник нужно стянуть — стягиваем. Полученную конструкцию подключаем к латру и вешаем на один из проводов токовые клещи (ну , или в разрыв провода подключаем амперметр). начинаем латром поднимать напряжение на нашей пробной обмотке и смотрим за током. как только ток стал 1-2 Ампера — останавливаемся и меряем напряжение на выходе ЛАТРа. Количество витков обмотки делим на замерянное напряжение и умножаем на напряжение сети — получается количество витков первичной обмотки. Количество витков вторичной обмотки можно получить тем же способом , только вместо напряжения сети подставить желаемое напряжение на выходе трансформатора , например 55 Вольт. Для намотки первичной обмотки нужновзять провод в лаковой изоляции сечением , как уже упоминалось не менее 3 квадратных миллиметров (а то и побольше).
Предложу опять эксперимент — делал много раз никогда не ошибался. Берем сердечник вашего будущего аппарата , все обмотки нужно предварительно снять , особенно если вы не уверены что они исправны и не замыкают. на оголенный сердечник наматываем любым проводом 20-30 витков (в любой изоляции , любой толщины , лишь бы было удобно мотать). если сердечник нужно стянуть — стягиваем. Полученную конструкцию подключаем к латру и вешаем на один из проводов токовые клещи (ну , или в разрыв провода подключаем амперметр). начинаем латром поднимать напряжение на нашей пробной обмотке и смотрим за током. как только ток стал 1-2 Ампера — останавливаемся и меряем напряжение на выходе ЛАТРа. Количество витков обмотки делим на замерянное напряжение и умножаем на напряжение сети — получается количество витков первичной обмотки. Количество витков вторичной обмотки можно получить тем же способом , только вместо напряжения сети подставить желаемое напряжение на выходе трансформатора , например 55 Вольт. Для намотки первичной обмотки нужновзять провод в лаковой изоляции сечением , как уже упоминалось не менее 3 квадратных миллиметров (а то и побольше). Вторичную обмотку лучше мотать мягким многожильным проводом в изоляции из малярного скотча , как предлагалось при изготовлении дросселя. Намотанный трансформатор обязательно нужно пропитать лаком.
Вторичную обмотку лучше мотать мягким многожильным проводом в изоляции из малярного скотча , как предлагалось при изготовлении дросселя. Намотанный трансформатор обязательно нужно пропитать лаком.
Прочтя все мои изыскания кто то скажет «что же мне делать если ни ЛАТРа ни подходящего трансформатора не нашлось?». Есть ответ и на этот вопрос. Если все так туга — могу предложить два варианта, первый — вместо латра воспользоваться статором электродвигателя — описывать я не буду — достаточно набрать в поисковике «сварочник из электродвигателя» — результатов будет море. Я предложу другой вариант, который не так затерт и многим неизвестен. Для исполнения этого варианта нам понадобятся старые микроволновки. Их нужно две или больше. Точнее, нам понадобятся трансформаторы из этих микроволновок. Просто так этот трансформатор включать не стоит — у него на выходе два киловольта — может закончится неприятностями. Итак у нас в руках два (три, четыре и т.д.) трансформатора от микроволновки. На каждом таком трансформаторе две отдельные обмотки, одна намотана проводом потолще , а вторая — тонким.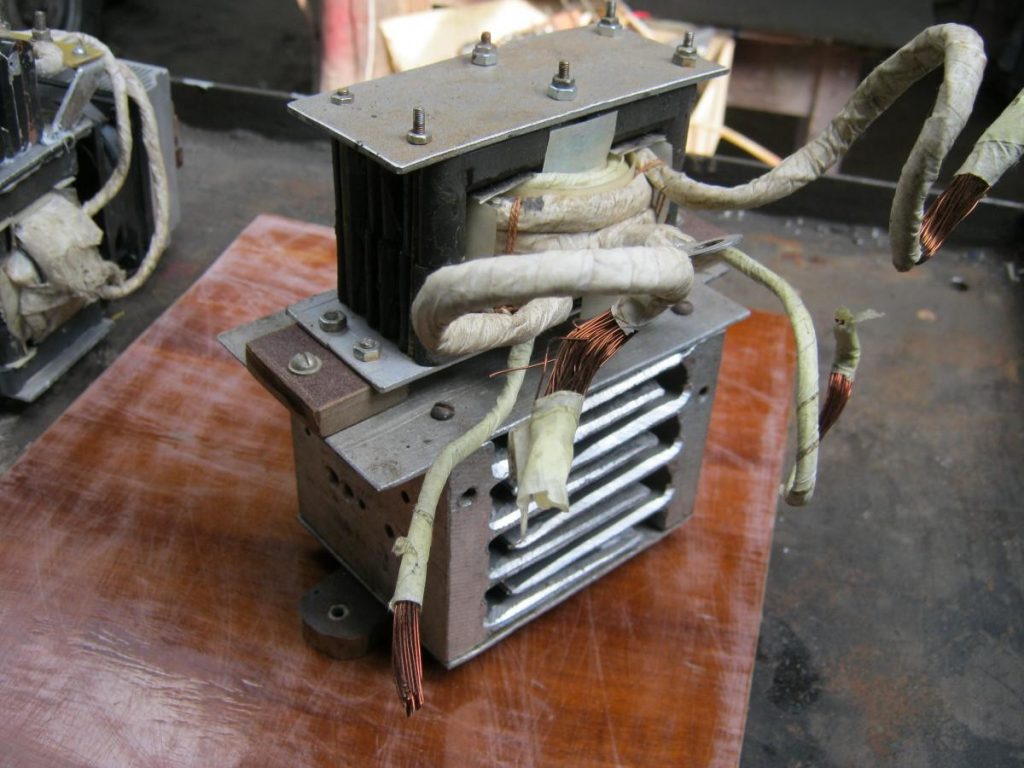 Ту что намотана тонким проводом сразу удаляем , аккуратно , вторую обмотку не повредить — она нам нужна. У этого трансформатора иногда есть еще магнитные шунты (пластины трансформаторного железа между обмотками) — их тоже оставляем. Удалить обмотку можно просто ее срезав , а можно разобрать трансформатор чуть подрезав швы, которые его держат. — потом его придется стянуть хомутом , но обмотку можно будет просто снять. вместо снятой обмотки мотаем многожильный медный провод обмотанный малярным скотчем , как рекомендовалось ранее. Мотаем пока помещается, потом собираем трансформатор и включаем в сеть — меряем напряжение на получившейся вторичной обмотке обычно выходит около 20 Вольт, но может получится и меньше, скажем 15 — тогда нам понадобится еще три таких трансформатора. С ними проделываем то же самое. Теперь первичные обмотки этих трансформаторов включаем параллельно , а вторичные — последовательно — мы получили полный эквивалент трансформатора , который требовалось найти в самом начале статьи.
Ту что намотана тонким проводом сразу удаляем , аккуратно , вторую обмотку не повредить — она нам нужна. У этого трансформатора иногда есть еще магнитные шунты (пластины трансформаторного железа между обмотками) — их тоже оставляем. Удалить обмотку можно просто ее срезав , а можно разобрать трансформатор чуть подрезав швы, которые его держат. — потом его придется стянуть хомутом , но обмотку можно будет просто снять. вместо снятой обмотки мотаем многожильный медный провод обмотанный малярным скотчем , как рекомендовалось ранее. Мотаем пока помещается, потом собираем трансформатор и включаем в сеть — меряем напряжение на получившейся вторичной обмотке обычно выходит около 20 Вольт, но может получится и меньше, скажем 15 — тогда нам понадобится еще три таких трансформатора. С ними проделываем то же самое. Теперь первичные обмотки этих трансформаторов включаем параллельно , а вторичные — последовательно — мы получили полный эквивалент трансформатора , который требовалось найти в самом начале статьи. С таким набором есть даже некоторое преимущество в компоновке! В интернете я находил конструкцию где два таких трансформатора «упакованы» в корпус от старого пылесоса. — Есть и колесики , и место для сматывания сварочных кабелей , а сетевой кабель даже сам втягивается.
С таким набором есть даже некоторое преимущество в компоновке! В интернете я находил конструкцию где два таких трансформатора «упакованы» в корпус от старого пылесоса. — Есть и колесики , и место для сматывания сварочных кабелей , а сетевой кабель даже сам втягивается.
Отдельно пару слов о корпусах — тут, конечно каждый волен выдумывать и моя конструкция лишь пример, тем не менее я настоятельно не рекомендую использовать металлические корпуса — трансформатор во время работы создает сильные магнитные поля , а уж регулировочный дроссель — тем более , у него ведь отрезаны боковушки , т.е. магнитные линии замыкаются в воздухе — металлический корпус будет сильно вибрировать.
Следует заметить, что самодельные сварочные аппараты на сердечниках тороидального типа имеют электротехнические характеристики в 4…5 раз выше, чем у стержневого, а отсюда и небольшие электропотери. Изготовить сварочный аппарат с использованием сердечника тороидального типа сложнее, чем с сердечником стержневого типа. Это связано, в основном, с размещением обмоток на торе и сложностью самой намотки. Однако, при правильном подходе они дают хорошие результаты. Сердечники изготавливают из ленточного трансформаторного железа, свернутого в рулон в форме тора.
Это связано, в основном, с размещением обмоток на торе и сложностью самой намотки. Однако, при правильном подходе они дают хорошие результаты. Сердечники изготавливают из ленточного трансформаторного железа, свернутого в рулон в форме тора.
Сварочный аппарат переменного тока своими руками на 120-150 А
✅ Дата публикации: 17.05.2019 | 📒 Сварка | 🕵 Комментариев нет
Сварочный аппарат своими руками
Содержание статьи:
- 1 Сварочный аппарат переменного тока своими руками
- 2 Сборка сварочного аппарата
- 2.1 Первичная обмотка сварочного аппарата
- 2.2 Вторичная обмотка трансформатора
- 3 Сборка трансформаторного сердечника
С появлением электродуговой сварки произошёл большой технический прогресс. На данный момент электросварка вытеснила практически все остальные виды сварки металла. Электросварка широко применяется в быту и в промышленности, а технологии сопутствующие ей, все время улучшаются.
И хотя на сегодняшнее время в продаже существует немалое количество разнообразных моделей сварочных аппаратов, начиная от нерегулируемых и заканчивая инверторными аппаратами, многие пытаются сделать сварочный аппарат своими руками.
Как выглядит самостоятельная сборка аппарата для электродуговой сварки? Что нужно знать для того, чтобы сделать сварочный аппарат? Читайте в строительном журнале samastroyka.ru.
Сварочный аппарат переменного тока своими руками
Сварка переменным током в быту получила наибольшее распространение по целому ряду причин. В первую очередь, это связано с большей надёжностью сварочных аппаратов переменного тока и их дешевизной. На производстве, в основном, используются сварочные аппараты постоянного тока.
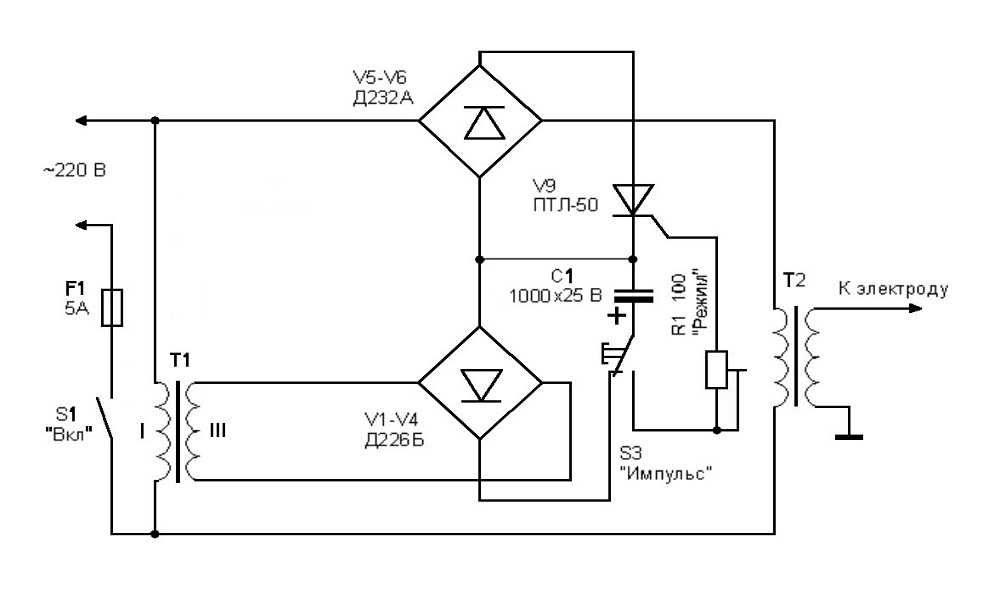
Схема сварочного аппарата переменного тока
К тому же, сделать простой сварочный аппарат переменного тока куда проще, чем постоянного. Для его самостоятельного изготовления, потребуются:
- Листовой текстолит толщиной в 2 мм, для изготовления каркаса обмоток трансформатора;
- Провод ПЭВ-2 (1,9 или 2,7 мм) для намотки первичной обмотки трансформатора;
- Алюминиевая шина 5 на 6 мм (30 мм2), будет использоваться для намотки вторичной обмотки трансформатора;
- Пропиточный лак, для промазки каждого слоя первичной обмотки трансформатора сварочного аппарата;
- Киперная лента или тонкая хлопчатобумажная ткань, для изоляции вторичной обмотки.
- Пластины холоднокатаной трансформаторной стали, шириной не более 40 мм и толщиной в 0,35 мм, будут нужны для сборки сердечника трансформатора.
Можно заменить холоднокатаную трансформаторную сталь листовой. Сначала сталь нужно порезать болгаркой на полосы, а затем разделить их на равные фрагменты длиной в 108 и 186 мм. Обязательно заусеницы на краях полос, следует аккуратно снять посредством надфиля.
Сборка сварочного аппарата
Приведённый в данной статье сварочный аппарат переменного тока даёт возможность получить два фиксированных значения сварочного тока, на 150 и 120 А. Обмотки трансформатора мотаются на двух стеклотекстолитовых каркасах с обязательным разделением первичной и вторичной обмотки, посредством изолирующего слоя.
Сборка сварочного аппарата
Размеры стеклотекстолитовых каркасов должны быть несколько большими, чем стального сердечника трансформатора. Только так можно будет впоследствии без проблем насадить обмотку на сердечник. Чтобы усилить каркас перед намоткой первичной обмотки его лучше всего насадить на деревянную оправку, и только после этого продолжать выполнение работ.
Чтобы усилить каркас перед намоткой первичной обмотки его лучше всего насадить на деревянную оправку, и только после этого продолжать выполнение работ.
Первичная обмотка сварочного аппарата
Сначала наматывается первичная обмотка трансформатора, которая будет состоять из двух отдельных секций по 230 витков, которые впоследствии соединяются параллельно друг с другом. В данном случае для намотки первичной обмотки используется провод 1,9 мм. Если под рукой оказался провод 2,7 мм, то первичные обмотки будут иметь не 230 витков, а 115, к тому же, соединять их нужно будет уже последовательно.
Каждый слой обмотки в обязательном порядке промазывается пропиточным лаком, а в качестве изоляции применяется тонкий прессшпан, толщиной в 0,5-1 мм. Также, после намотки каждого слоя провода, его нужно тщательно уплотнить, используя для этих целей деревянную киянку.
Вторичная обмотка трансформатора
Вторичная обмотка сварочного аппарата переменного тока наматывается из алюминиевой шины, сечением в 30 мм2. Перед тем, как наматывать шину, её нужно тщательно заизолировать, используя для этих целей киперную ленту или тонкую хлопчатобумажную ткань, порезанную на узкие полоски, шириной не более 20 мм.
Перед тем, как наматывать шину, её нужно тщательно заизолировать, используя для этих целей киперную ленту или тонкую хлопчатобумажную ткань, порезанную на узкие полоски, шириной не более 20 мм.
Алюминиевая шина для трансформатора сварочного аппарата
Вторичная обмотка трансформатора для сварочного аппарата, точно так же, как и первичная, располагается на нескольких каркасах и содержит по 34 и 8 витков алюминиевой шины. Также как и при намотке первичной обмотки трансформатора, каждый слой алюминиевой шины простукивается и уплотняется деревянным молотком.
Сборка трансформаторного сердечника
Сердечник для трансформатора, как было сказано выше, набирается из пластин трансформаторной стали, толщиной до 0,35 мм. Для сборки сердечника допускается использовать листовую сталь от трансформаторной подстанции (трансформатора).
После этого, собранный и намотанный трансформатор помещается в защитный корпус с вентиляционными отверстиями. Внимание! Для изготовления корпуса сварочного аппарата можно использовать только немагнитный металл, например, алюминий.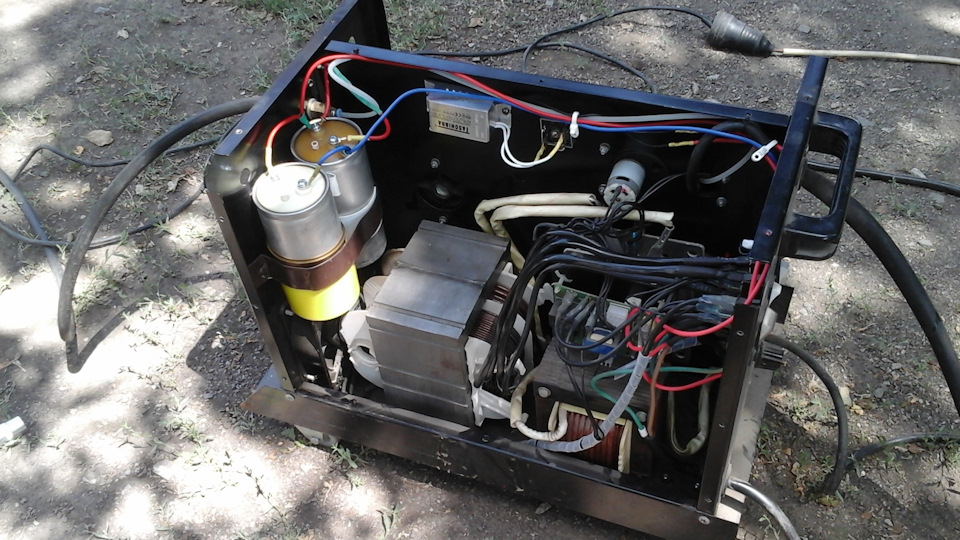 Можно взять для этих целей и текстолит.
Можно взять для этих целей и текстолит.
Как сделать сварочный аппарат переменного тока своими руками
Чтобы подключить первичную обмотку трансформатора к сети 220 Вольт, необходимо воспользоваться медным кабелем, сечение которого будет не менее 6 мм2. Розетка для подключения сварочного аппарата, должна быть рассчитана на силу тока не менее чем в 63 А, имеющая в своей конструкции специальный заземляющий нож.
Концы вторичной обмотки сварочного аппарата подсоединяются к 8-10 мм, латунным шпилькам, закреплённым через диэлектрическую основу к корпусу трансформатора.
Оценить статью и поделиться ссылкой:
10 чертежей сварочной тележки своими руками, которые можно собрать сегодня (с иллюстрациями) (с иллюстрациями)
Последнее обновление
деньги и получить некоторый опыт использования инструментов, которые вы приобретаете. Сварочные тележки не так уж сложны в изготовлении, и вам не потребуются специальные инструменты для создания большинства конструкций. Мы искали в Интернете столько чертежей самодельных сварочных тележек, сколько смогли найти, и мы собираемся представить их вам здесь.
Сварочные тележки не так уж сложны в изготовлении, и вам не потребуются специальные инструменты для создания большинства конструкций. Мы искали в Интернете столько чертежей самодельных сварочных тележек, сколько смогли найти, и мы собираемся представить их вам здесь.
Как сделать тележку для сварки своими руками
Вот чертежи, которые мы смогли найти для вас.
1. Сварочная тележка для тяжелых условий эксплуатации
Сварочная тележка повышенной прочности от Дейва Вирта. Эта конструкция не слишком сложна в сборке и требует всего несколько плат и несколько медных трубок. Инструкции очень четкие и содержат множество точных иллюстраций. В результате получилась прочная и привлекательная тележка, в которой достаточно места для всех ваших инструментов, включая огнетушители.
Материалы: Пиломатериалы, медные трубы, ролики, краска, столярный клей
Инструменты: Ножовка, рулетка, кисть
2.
 Тележка Mig
Тележка MigТележка Mig Cart создана компанией Dave Jewers и является прекрасной возможностью использовать свой сварочный аппарат для создания этой простой тележки. Для этого требуется всего несколько материалов и еще меньше инструментов. После того, как вы соберете все материалы, сборка тележки не займет много времени и станет полезным дополнением к вашей мастерской.
Материалы: Квадратная труба, уголок, материал покрытия
Инструменты: Сварочный аппарат, угловая шлифовальная машина, зажимы
3. Металлический сварочный стол
Стол для сварки металлов поступает к нам от Lincoln Electric, и этот план предоставляет нам простой план, который занимает всего несколько часов и позволяет вам использовать свое сварочное оборудование. Для этого требуется только 1/8-дюймовая сталь, ролики и стальные трубы.
Материалы: 1/8-дюймовая сталь, стальные трубы, шайбы, колесики
Инструменты: Сварочный аппарат, кусачки, рулетка, зажимы
4.
 Лучшая тележка для сварки своими руками?
Лучшая тележка для сварки своими руками?Лучшая тележка для сварки своими руками? Giaco Whatever представляет собой еще один простой в использовании проект, который позволяет вам использовать сварочный аппарат для сборки сварочной тележки. Видеоруководству очень легко следовать, и в результате вы получите пригодную для использования тележку менее чем за день без большого количества материалов или инструментов.
Материалы: Квадратная стальная труба, стальная сетка
Инструменты: Сварочный аппарат, рулетка, карандаш
5. Учитель из мастерской
Эта сварочная тележка поступила к нам от учителя из мастерской, и это еще одна простая в сборке тележка, которую использует квадратные стальные трубы для большей части сборки. Видеоруководство продвигается в правильном темпе, и учитель цеха находит время, чтобы объяснить важные аспекты сборки. Если у вас есть материалы, это не займет больше нескольких часов.
Материалы: Квадратные стальные трубы разной ширины, колесики
Инструменты: Сварочный аппарат, ручная пила, шлифовальный станок, шлифовальный станок, зажимы
- См.
 также: Почему сварочные тележки расположены под углом?
также: Почему сварочные тележки расположены под углом?
6. Проект простой тележки для сварки своими руками
Проект простой тележки для сварки разработан компанией Urchfab и является одной из самых простых конструкций в этом списке. Это хорошо объяснил ведущий обучающего видео, и он демонстрирует все в простой для понимания форме. Готовый продукт очень привлекательный, немного более блестящий, чем многие другие модели, гладкий и прочный
Материалы: Квадратные стальные трубы, колесики, стальные трубы
Инструменты: Сварочный аппарат, ручная шлифовальная машина, рулетка
некоторые другие тележки в этом списке, но это того стоит, и в результате вы получите очень прочную тележку для ваших сварочных принадлежностей. Для этой тележки потребуется несколько более крупных инструментов, таких как торцовочная пила и ленточная шлифовальная машина, которых может не быть в некоторых небольших мастерских.
Материалы: ролики, квадратные стальные трубы, металлическая решетка
Инструменты: Сварочный аппарат, торцовочная пила, ленточная шлифовальная машина, зажимы
. Он предоставляет вам множество специальных функций, в том числе выдвижной ящик и выдвижное дно ящика, поэтому вы можете выбрать цельное или сетчатое. Он выглядит лучше, чем многие коммерческие модели, и достаточно прочный
Материалы: Квадратная стальная труба, листовой металл, колесики, металлическая решетка
Инструменты: Сварочный аппарат, ручная шлифовальная машина, зажимы
доставила нам компания Ollari, и это продвинутый проект, который лучше всего воплощают в жизнь опытные сварщики и механики. Получившийся в результате проект чрезвычайно полезен, а складной стол предоставляет достаточно места для выполнения вашей работы.
Материалы: ролики, квадратные стальные трубы, металлическая решетка, листовой металл, шайбы
Инструменты: Сварочный аппарат, ручная пила, ручная шлифовальная машина, аэрозольная краска
10.
Сварочная тележка с настольной шлифовальной машинойСварочная тележка с настольным шлифовальным станком — еще один продвинутый проект, результатом которого является полезный способ перемещения сварочного оборудования и настольного шлифовального станка. В нем есть два держателя для факелов, место для принадлежностей, большие крючки для кабеля и емкость для воды.
Материалы: ролики, квадратные стальные трубы, листовой металл
Инструменты: уровень, ручная шлифовальная машина, зажимы, сварочный аппарат, молоток сравните свой уровень навыков с требуемыми функциями. Большинство планов в этом списке просты и приводят к очень удобной тележке, в которой должно быть достаточно места для всех ваших принадлежностей и места, чтобы повесить фонарик. Если у вас много опыта, тележки в конце списка предоставляют некоторые удобные дополнительные функции, которые предоставляют вам больше места для хранения, больше места на столе или больше места для инструментов.
Мы надеемся, что вам понравилось читать эти планы, и вы попробуете некоторые из них. Если мы помогли вам выбрать ваш следующий проект, пожалуйста, поделитесь этими 10 чертежами тележки для сварки своими руками, которые вы можете построить сегодня, на Facebook и Twitter.
Авторы избранных изображений: emirkrasnic, Pixabay
- Как собрать тележку для сварки своими руками
- 1. Сверхмощная тележка для сварки
- 2. Тележка Mig
- 3. Металлический сварочный стол
- DIY
- ?
- 5. Учитель из того магазина
- 6. Simple Diy Swidding Cart Project
- 7. Создание материалов
- 8. Homesteadononomics
- 9. Окончательная сварочная корзина с расширением стола
- 10. Сварная корзина с загрязнением
- Summary

Вы всегда хотели создать собственную домашнюю мастерскую по проектной сварке, чтобы, наконец, получить возможность работать на всех те крутые сварочные проекты, о которых вы мечтали.
У вас есть идеальное место, второй отсек в вашем гараже на два места, где вы никогда не паркуетесь, и у вас уже есть набор основных инструментов, которые вам понадобятся для вашей проектной мастерской: различные ручные инструменты, аккумуляторная дрель и вентилятор коробки, чтобы помочь с вентиляцией. И оттуда вы собрали еще несколько вспомогательных предметов: приличный сварочный стол, несколько зажимов, защитное оборудование (сварочный шлем, перчатки и фартук) и ручную шлифовальную машину с различными режущими лезвиями.
Вы почти готовы к работе, но вам все еще нужно самое большое и самое важное оборудование для завершения домашней сварочной мастерской: сварочный аппарат.
Варианты сварочного аппарата У вас есть много вариантов, но какой из них будет лучшим и наиболее экономичным для вашего нового сварочного цеха? Давайте рассмотрим ваш выбор и посмотрим, сможем ли мы принять обоснованное решение.
Сварка кислородно-ацетиленовым газом
Сварка кислородно-ацетиленовым электродом является оригинальной статьей в области сварки, но, безусловно, не лучшим выбором, когда речь идет об оснащении домашней сварочной мастерской. Однако этот процесс сварки все еще широко используется, и оборудование довольно просто в эксплуатации.
Сверху
Установка для кислородно-ацетиленовой сварки является портативной, не требует электричества и обладает большой универсальностью, включая возможность резки, пайки и нагрева металла в дополнение к сварке.
С другой стороны
Газовые баллоны могут протекать (и газ воняет), в процессе выделяются тонны окружающего тепла, образуются токсичные пары, если вы не используете оборудование должным образом, и всегда существует опасность танки взрываются.
Вердикт
Несмотря на относительно низкую стоимость, кислородно-ацетиленовая сварка не самый простой метод для обучения, и вы действительно хотите риск возгорания или взрыва от легковоспламеняющихся бензобаков, которые могут сжечь ваш гараж и дом?
Дуговая сварка с защитным металлом (сварка электродом)
Сварка электродом является оригинальной статьей среди процессов дуговой сварки, она до сих пор широко используется и довольно проста в настройке. Опять же, не самый привлекательный выбор, особенно по сравнению со сваркой Mig и Tig, но определенно дешевле, чем эти варианты.
Опять же, не самый привлекательный выбор, особенно по сравнению со сваркой Mig и Tig, но определенно дешевле, чем эти варианты.
Сверху
Сварка электродом довольно проста, установка оборудования максимально проста, а электроды являются гораздо менее опасным источником топлива, чем легковоспламеняющийся газ. Этот процесс дешев, универсален и подходит для сварки в помещении или на открытом воздухе.
С другой стороны
Чтобы освоить процесс сварки электродом, требуется некоторое время, он не подходит для многих тонких металлов и требует доступа к электричеству.
Вердикт
Если вы готовы потратить время на изучение процесса, сварка электродом может стать вариантом для вашей сварочной мастерской.
Сварка MIG
Сварка MIG представляет собой одно из величайших достижений в технологии сварки. Оптимизированный процесс «все-в-одном» значительно упрощает работу со сваркой. Загрузите присадочную проволоку в машину, установите силу тока и готово! Определенно сексуальный вариант, но отнюдь не дешевый.
Загрузите присадочную проволоку в машину, установите силу тока и готово! Определенно сексуальный вариант, но отнюдь не дешевый.
В плюсе
Изучение основ аппарата требует некоторых предварительных усилий, но в целом сварка MIG — это очень простой процесс, обеспечивающий получение чистых и качественных сварных швов.
Недостатки
Самым большим недостатком сварки MIG, особенно по сравнению с другими процессами, является стоимость. Сварочные аппараты MIG и присадочная проволока дороже, чем сварочные аппараты и электроды. Область применения также более ограничена, так как сварка MIG подходит не для всего.Вердикт
Если вы можете себе это позволить, простота использования делает сварочный аппарат Mig отличным вариантом для домашней сварочной мастерской.
Сварка вольфрамовым электродом в среде защитного газа
Сварка вольфрамовым электродом в среде защитного газа, безусловно, является вариантом, но, учитывая затраты, ограниченное применение и наличие технических навыков, необходимых для эффективного использования, это, вероятно, не лучший вариант для домашней сварочной мастерской.
ОКОНЧАТЕЛЬНЫЙ ВЕРДИКТ
В заголовке этого поста упоминается выбор «лучшего» и «самого экономичного» сварочного аппарата для вашей домашней сварочной мастерской. К сожалению, здесь есть некоторое противоречие, потому что самый экономичный (читай дешевый) сварочный аппарат — не лучший сварочный аппарат для домашней сварочной мастерской.
Как установка для кислородно-ацетиленовой сварки, так и аппараты для дуговой сварки являются экономически эффективными и определенно будут работать в условиях домашней сварочной мастерской. Однако, исходя из соображений безопасности, простоты использования и требуемого уровня навыков, сварочный аппарат Mig действительно является лучшим сварочным аппаратом для оснащения домашней сварочной мастерской. Если вы хотите сделать это правильно, накопите немного денег и за 800–1000 долларов вы сможете найти приличный подержанный сварочный аппарат Millermatic Mig, который идеально подойдет для сварочной мастерской вашего проекта.