
Как варить тонкий металл инвертором: методы и технологии сварки
Как варить тонкий металл инвертором: методы и технологии сварки!—www.miralinks.ru —>
Перейти к содержаниюSearch for:
На чтение 12 мин Просмотров 2.3к. Опубликовано
Часто возникает задача, что необходимо сварить тонкий металл. Ворота для гаража, бак для банной печи, или забор на даче. Найти сварщика, привезти его, показывать-рассказывать, да еще и платить — так себе идея. Самому в этом плане гораздо проще и выгоднее. Но тут нас подстерегает сложность, так как сварка тонкого металла процесс не простой.
Содержание
- Основные трудности при выполнении сварке тонкого металла.
- Чем варить тонкий металл. Способы сварки.
- Ручная дуговая сварка (РДС)
- Аргонодуговая сварка (РАД, tig или wig).
- Полуавтоматическая сварка(МП, МИГ, МАП)
- Оборудование.
- Выбор способа.

- Полярность.
- Как варить инвертором тонкий металл. РДС- Ручная дуговая сварка.
- Первый способ, при котором используется отбортовка.
- Теперь нужно настроить аппарат для тонкого металла.
- Рассмотрим еще один способ как правильно варить тонкий металл электродом.
- Все готово, можно начинать варить.
- Завершение процесса.
- Как варить полуавтоматом с углекислотой тонкий металл.
- Порядок подключения аппарата:
- Сварочная проволока.
- Сварка тонкого металла в аргоне.
- Настройка сварочного инвертора для сварки в аргоне.
- Устанавливаем прихватки.

Основные трудности при выполнении сварке тонкого металла.
Как уже говорилось ранее, сварить изделие из тонкого железа не так просто, как хочется. Металл с малой толщиной быстро нагревается и прогорает. Образуется прожег металла. Кроме того, тонкие изделия сильно деформируются если их перегреть.
Еще одна сложность — скорость выполнение процесса. Варить нужно быстро или использовать специальные способы. Об основных методах сварки и технологии их выполнения для тонкого металла речь пойдет ниже.
Варить нужно быстро или использовать специальные способы. Об основных методах сварки и технологии их выполнения для тонкого металла речь пойдет ниже.
Опытные сварщики используют определенные хитрости, с помощью которых можно легко справиться с такой задачей, как сварка деталей из тонкого металла. Об этих хитростях в нашей статье.
Чем варить тонкий металл. Способы сварки.
Рассмотрим способы сварки, подходящие для деталей из тонкого металла. Самые распространенные способы:
- Ручная дуговая (РДС)
- Неплавящимся электродом из вольфрама (РАД) в аргоне или смеси газов.
- Полуавтоматом в углекислом газе.
Ручная дуговая сварка (РДС)
Очень популярна из-за недорого оборудования и простоты применения. Варить тонкий металл ей сложнее чем другими двумя способами. Основной плюс при ее использовании, вам не нужен баллон с газом, а аппарат есть у многих. Для ручной дуговой (РД) — это не проблема
Аргонодуговая сварка (РАД, tig или wig).

Её применяют для изделий из тонкой нержавейки, алюминия а также сталей. Данный метод обеспечивается очень высокая степень защиты инертным газом. Газ, который применяют, аргон в чистом виде или смешанный с другими газами в различных соотношениях.
Для высококачественной сварки тонких изделий в аргоне лучше всего подойдет. Но цена газа с присадочной проволоки высока, а оборудование тяжелое и габаритное (газовый баллон). Подробнее об данном способе читайте здесь.
Полуавтоматическая сварка(МП, МИГ, МАП)
Часто применяют в автосервисах, как раз для ремонта кузова автомобиля. Там толщины от 1,2 до 2 мм. Способ очень производительный и не сложный в применении. Для него так же, как и для предыдущего способа необходимо применять защитный газ. Чаще всего используют СО2.
Иногда для полуавтомата применяют порошковую проволоку. Тогда процесс идет без газа. Порошковая проволока дорогостоящая вещь которую найти бывает сложно. Ее нечасто применяют, поэтому на ней останавливаться подробно не будем.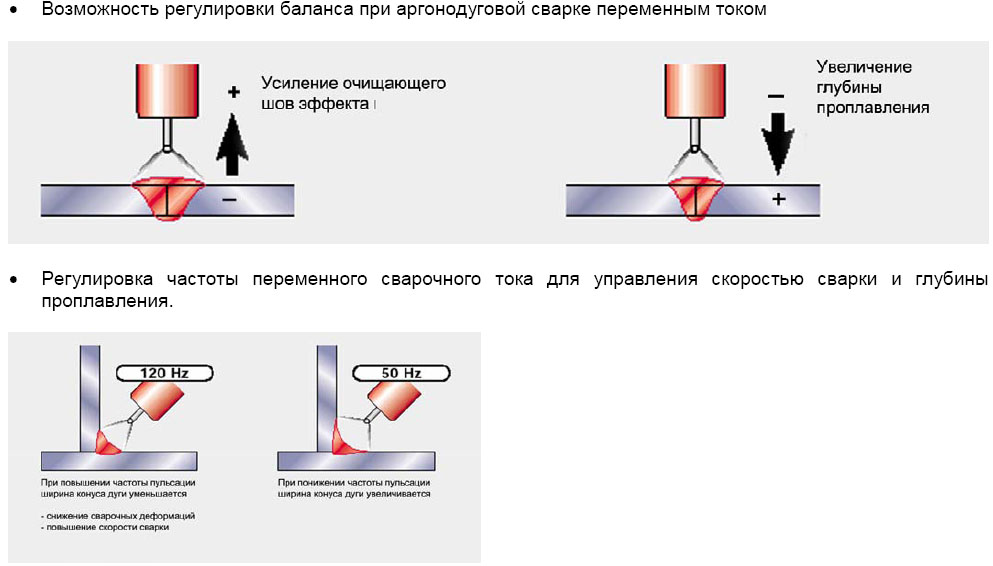 Подробнее об данном способе читайте здесь.
Подробнее об данном способе читайте здесь.
Оборудование.
Для всех из приведенных способов в настоящее время, сварочным аппаратом является инвертор. Электронное устройство с трансформатором и транзисторным блоком выпрямления. Иногда можно встретить выпрямители, но они уходят в прошлое, оставаясь лишь на крупных производствах.
Для ручной дуговой кроме аппарата, держака с комплектом кабелей ничего больше не требуется. Все это, как правило, идет вместе в одном комплекте с аппаратом.
Для выполнения полуавтоматического процесса необходим баллон с защитным газом и редуктор, комплект шлангов. В холодное время года, также необходим подогреватель газа.
Помимо сварочных кабелей, массы, также нежна сварочная горелка.
Для процесса в аргоне неплавящимся электродом требуется так же, как в случае с полуавтоматом газовый баллон, шланг, редуктор, оборудованный ротаметром для контроля количества подаваемого газа.
Также используется горелка, но она имеет совершенно другую конструкцию чем горелка полуавтомата. Горелка оснащается неплавящимся электродом. Его устанавливают в цангу фиксируя наконечником.
Горелка оснащается неплавящимся электродом. Его устанавливают в цангу фиксируя наконечником.
Выбор способа.
Предварительно познакомившись со способами, необходимо выбрать подходящий нам.
Выбираем сварку в аргоне когда:
- Требуется варить тонкую нержавейку.
- Требуется варить алюминий или его сплавы.
- Если требуется варить сталь при условии того, что шов должен быть эстетичен (элементы декора, мебель и т.д.).
Выбираем полуавтоматическую когда:
- Требуется варить протяженные швы.
- Когда опыта мало или совсем нет.
В остальных случаях применяем ручную дуговую.
Полярность.
Полярность при сварке деталей из тонкого железа играет очень важную роль. От этого во многом зависит будет ли прогорать металл или нет. Так какой же полярностью варить тонкий металл инвертором?
Прямая полярность — это полярность при которой подключения клемм к изделию и аппарату происходит так, что плюс подключается к изделию, а минус (масса) на электрод.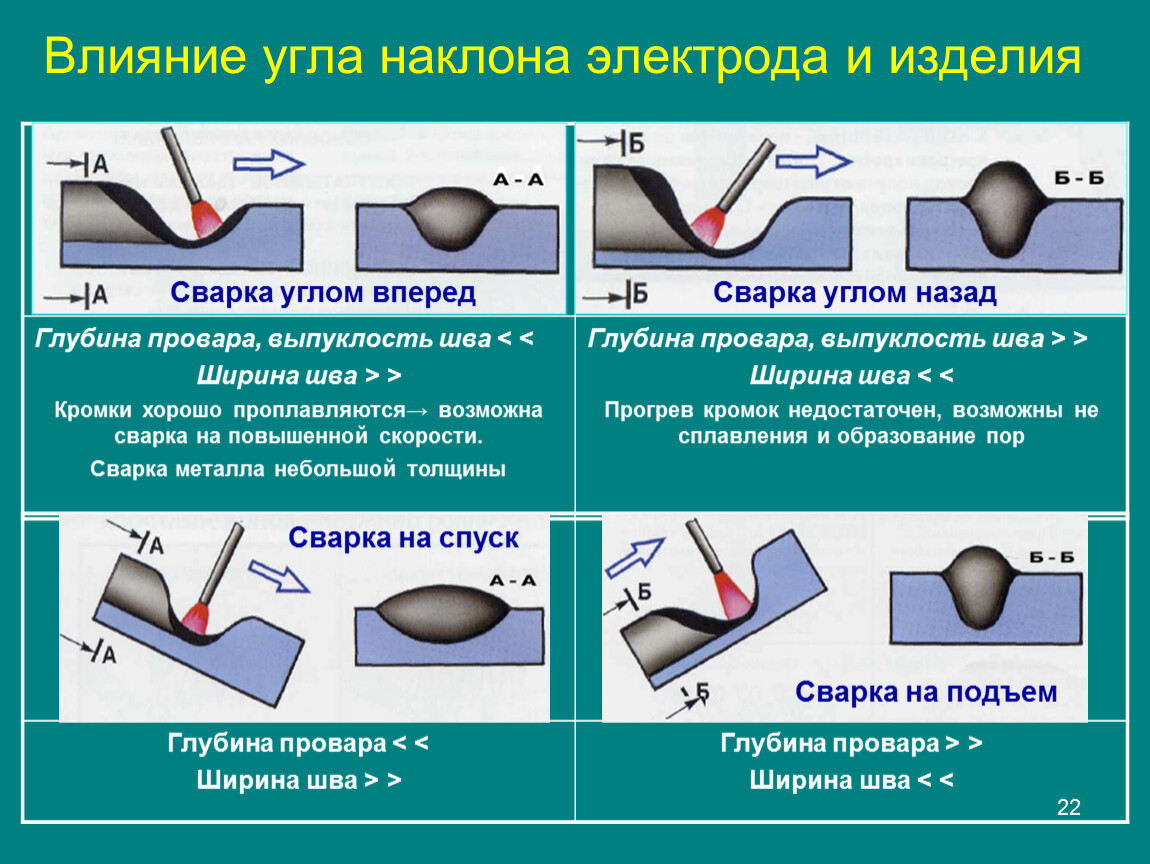
При использовании прямой полярности на поверхности температура достигает более высоких значений, чем если бы использовалась обратная полярность. Поэтому ее применение не желательно. При использовании обратной полярностьи – «+» аппарата подключается к держаку с электродом, масса к изделию.
Как варить инвертором тонкий металл. РДС- Ручная дуговая сварка.
Основная сложность у новичков бывает зажигание сварочной дуги. Если опыта и практики недостаточно, то прожега не избежать. Необходимо тренироваться, больше никак.
Полярность, применяемая при сварке тонкого металла инвертором – обратная. За счет этого детали будут меньше греться и прогорать.
В самом начале необходимо прокалить электроды по данным завода-изготовителя их пишут на пачке. Без прокалки процесс будет идти не стабильно и будут газовые поры в шве.
Первый способ, при котором используется отбортовка.
Тип соединения С1 по ГОСТу 5264.
На заготовках делается отбортовка. Высота ее от 1 до 4.5 мм. Загнуть ее можно как в тисках с помощью молотка, так и на специальных гибочных устройствах. Далее зачищаем кромки от любых загрязнений, а также от влаги. Будет просто шикарно если еще и обезжирить.
Высота ее от 1 до 4.5 мм. Загнуть ее можно как в тисках с помощью молотка, так и на специальных гибочных устройствах. Далее зачищаем кромки от любых загрязнений, а также от влаги. Будет просто шикарно если еще и обезжирить.
Для этого подойдет специальный обезжириваетесь, ацетон или растворители типа 646 и др. Все детали подготовили.
Теперь нужно настроить аппарат для тонкого металла.
Электроды берем диаметром от 1,6…2,0 до 2.5 мм. Электроды можно взять, с основным покрытием (к примеру УОНИ 13-55), или с рутиловым (МР-3, Esab ОК-46 и прочие).
Ток предварительно настраиваем на пробной заготовке. Необходимо выставить такое значение тока, чтобы металл не прожигался, а дуга устойчиво горела. Для изделий из тонкого железа значения сварочного тока 30 А – 48 А (в принципе можно до 60 А) при использовании электрода диаметром 2 мм.
Для каждого аппарата значение будет индивидуально. Именно поэтому рекомендуем предварительно настроить сварочный ток на пробной заготовке.
Теперь заготовки необходимо собрать на прихватки. Собираем детали без зазора и ставим прихватки по краям изделия. Для того чтобы уменьшить нагрев, электрод ведем углом вперед.
Начинаем варить на прихватке. Электрод ведем без колебательных движений, просто вперед. Важно как можно реже останавливаться.
Если необходимо прервать процесс, к примеру для смены электрода, то зажигать дугу и начинать варить необходимо на сварочном шве. Предварительно зачистив его от шлака и уже с него переходить на кромки. Иначе будет прожег.
Таким способом получается хороший сварочный шов с дополнительной жесткостью от отбортовки.
Рассмотрим еще один способ как правильно варить тонкий металл электродом.
Если необходимо сваривать детали с толщиной стенки 1 мм без отбортовки, то нужно сделать теплоотвод.
Для теплоотвода подойдет кусок алюминия или еще лучше меди. На теплоотвод укладываем детали.
Теперь необходимо настроить ток. Значение те же 35-45 А. Полярность – обратная. Варим углом вперед. Устанавливаем прихватки отступив 5-10 мм от края. Если этого не сделать, железо на краю очень быстро нагреется и прогорит. Теплу просто некуда будет уходить. Электроды как у в предыдущем способе диаметром от 1.6 — 2.5 мм.
Полярность – обратная. Варим углом вперед. Устанавливаем прихватки отступив 5-10 мм от края. Если этого не сделать, железо на краю очень быстро нагреется и прогорит. Теплу просто некуда будет уходить. Электроды как у в предыдущем способе диаметром от 1.6 — 2.5 мм.
Все готово, можно начинать варить.
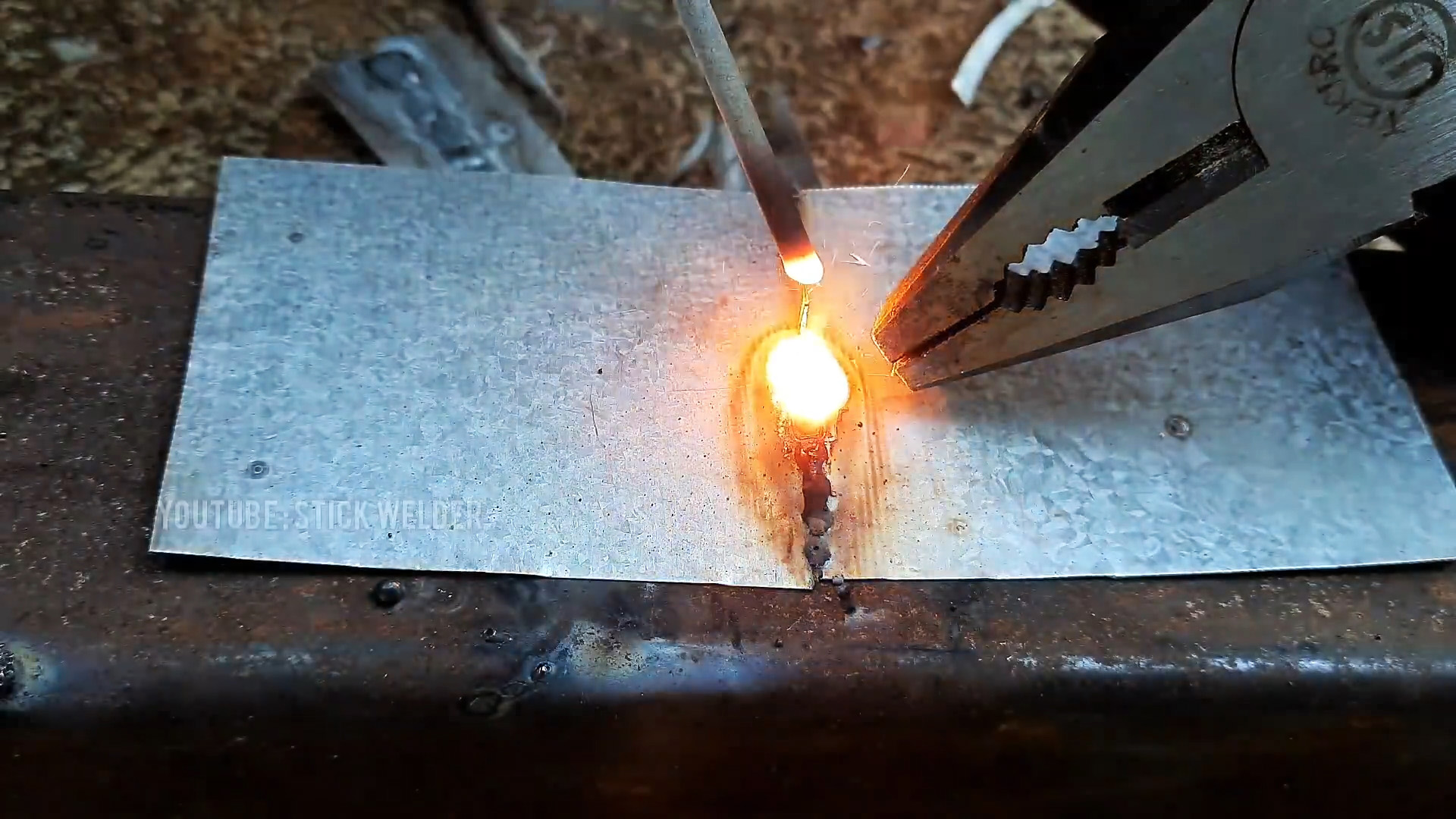
- Начинаем варить не от края, а на прихватке.
- Провариваем короткий участок 4-6 мм и обрываем дугу. Длину провариваемого участка оценивать по цвету металла. Как края стали красными – обрываем дугу.
- Повторно зажигаем дугу только после того, как металл остынет, и краснота спадет. Начинать необходимо на сваренном участке.
- Провариваем 4 – 6 мм и обрываем дугу. Так повторяем данный процесс до конца стыка. Процесс представляет собой как бы множество сварочных точек.
- После того как проварили шов, необходимо доварить небольшой участок, который оставили вначале.
Завершение процесса.
В данном случае очень важен теплоотвод, если опыта мало. Вертикальная сварка инвертором для начинающих или выполнение на весу дадутся не просто. В этом случае длинна сварочной «точки» будет очень короткая. Также во многом важен опыт.
Вертикальная сварка инвертором для начинающих или выполнение на весу дадутся не просто. В этом случае длинна сварочной «точки» будет очень короткая. Также во многом важен опыт.
При выполнении сварки тонкого металла важно удержание короткой дуги. Не более 1/2 диаметра электрода. Данным способом можно заварить тонкий металл автомобиля глушитель или кузовные детали.
Как варить полуавтоматом с углекислотой тонкий металл.
Для того чтобы сваривать полуавтоматом тонкий металл, подключаем оборудование. Каждый конкретный аппарат имеет свои собственные особенности в подключении. Схему подключения лучше всего взять из инструкции завода-изготовителя. Она идет вместе с аппаратом.
Порядок подключения аппарата:
- Проверяем целостность аппарата и сварочных кабелей.
- Подключаем горелку и газовое оборудование к аппарату.
- Открываем баллон и редуктор.
- Включаем подогреватель газа (если установлен).
- Устанавливаем сварочную проволоку в устройство подачи.
- Подключаем к сети аппарат.
- Включаем аппарат и нажав кнопку на горелке и держим пока проволока не выйдет из сопла.
- Подключаем массу к изделию.
Сварочная проволока.
Сварочную проволоку необходимо прокалить 1,5-2 часа при температуре от 150 до 280 °С. Коррозию необходимо удалить, иначе процесс будет идти не стабильно. Лучше всего удалять ржавчину раствором кислоты HCL-5%.
Вот и все теперь можно приступать к настройке. Как же настроить полуавтомат для сварки тонкого металла? Для этого есть специальные таблицы. Они чаще всего идут совместно с полуавтоматом в комплекте. Если нет, то воспользуйтесь таблицами, приведенными ниже.
После настройки нужно проварить пробный сварочный шов на заготовке. Если процесс идет стабильно, разбрызгивание минимально и нет сильного треска, то все настроено верно. Можем приступать к сварке основной детали.
Полуавтоматическая сварка в углекислом газе прекрасно справляется с малыми толщинами. Если хотим варить тонкий металл без обрыва дуги, тогда нужно применять импульсный режим.
Если хотим варить тонкий металл без обрыва дуги, тогда нужно применять импульсный режим.
Сварочный процесс будет следующий:
- Выставляем зазор и устанавливаем прихватки отступив от края изделия 5-10 мм.
- Варить желательно на теплоотводе съемной подкладке, изготовленной из меди, алюминия или из нержавеющей стали;
- Предпочтительной вести процесс для изделий толщиной стенки от 0,8-1 мм в вертикальном положении на спуск т.е. сверху перемещаться вниз. Это обеспечит минимальный нагрев металла.
- Не совершать колебательных движений горелкой.
Также, как в случае с ручной дуговой необходим теплоотвод в виде подкладки. Полуавтоматическая сварка в среде СО2 проста, именно поэтому ее часто применяют для сварки тонкого металла автомобилей. Ее часто называют кемпи сварка.
Кстати, название кемпинговая сварка пошло от предприятия производителя полуавтоматов Kemppi. По аналогии как угловую шлифовальную машину (УШМ) называют «Болгарка». Это связано с тем, что из Болгарии на территорию СССР стали поступать первые УШМ. Так и прижилось.
Это связано с тем, что из Болгарии на территорию СССР стали поступать первые УШМ. Так и прижилось.
Ручная дуговая электродами (MMA)
59.28%
В среде аргона неплавящимся электродом (TIG)
11.38%
Полуавтоматическая сварка в СО2 или др. газах (MAG-MIG)
19.76%
Под слоем флюса
3.59%
Газовая
5.99%
Проголосовало: 167
Сварка тонкого металла в аргоне.
Сварка аргоном деталей из тонкой нержавейки очень часто происходит именно данным способом сварки. Инертный газ – аргон обеспечивает высокую степень защиты.
Для выполнения сварки также, как и в предыдущих методах производим подготовку оборудования:
- Проверить целостность электрических кабелей.
- Подключить газовое оборудование к сварочному аппарату.
- Подсоединить горелку и кабель массы к аппарату.
- Включить сварочный аппарат.
- Настроить режим.
- Произвести продувку газовой магистрали.
Настройка сварочного инвертора для сварки в аргоне.

Для настройки аппарата необходимо использовать параметры, рекомендованные заводом-изготовителе. Если таких рекомендаций нет, то воспользуйтесь таблицами с нашего сайта.
Для аргонодуговой сварки тонкого металла используется – прямая полярность.
После настройки параметров сварки переходим к самой технологии. Как и в предыдущий способах, сварочный ток настраиваем на отдельной заготовке. Взяв данные из таблиц за основу.
Также производится настройка расхода газа. Стоит учитывать если процесс будет производиться при ветре необходимо использовать сопло с большим диаметром, а также увеличить расход газа. Горелку при этом приближать как можно ближе к сварочной ванне.
Подготовка к сварке:
- Сварочная проволока должна быть зачищена от ржавчины и прокалена 1.5-2 часа при температуре от 150 до 280 °С.
- Кромки изделия должны быть зачищены на 20-30 мм от стыка до металлического блеска и обезжирены.
Устанавливаем прихватки.
Располагать их нужно отступив от края 5-10 мм с шагом между прихватками 200-250 мм.
Начинать варить необходимо на прихватке. Производится прогрев как кромки и присадки. Варить необходимо углом вперед с минимально возможной длинной дуги. Это обеспечить высокую защиту расплавленного металла.
Присадка подается область сварочной ванны. Не делать поперечных колебаний горелкой. После окончания процесса и обрыва дуги газ необходимо подавать 10-15 секунд.
В случае если предстоять сварка аргоном детали из тонкой нержавейки, то необходимо соблюдать дополнительные условия:
- Минимальная длинна дуги. Для обеспечения высокого качества защиты.
- Не выполнять колебаний горелкой в поперечном направлении.
- Максимальная скорость выполнения.
- Минимальный сварочный ток.
Данные мероприятия уменьшат перегрев металла. И как следствие помогут избежать горячих трещин.
В данной статье мы познакомили Вас с основными способами сварки тонкого металла.
Бесспорно, в домашних условиях лидером является РДС — ручная дуговая сварка. Хотя, конечно, сварка неплавящимся электродом и полуавтоматическая (mag) подходят гораздо лучше. Успехов в практическом применении материала.
Если у Вас остались вопросы то Вы можете задать их в комментариях и наши эксперты ответят на них.
Оцените автора
( 2 оценки, среднее 5 из 5 )
Сварка тонкого металла. Какие применять электроды
Листовой металл применяется для изготовления различных изделий. Например, для ремонта кузова автомобиля, изготовления емкости для поливной воды и так далее. Работа с тонким листовым материалом дается далеко не всем. Необходим опыт.
Приступая к работе, вам предстоит подобрать наиболее подходящий электрод и выбрать режим работы сварочного аппарата. Только так можно получить качественное изделие.
Проведение сварочных работ требует высокой квалификации и знаний, особенно когда производится сварка тонкого металла. Хотя металл считается тонколистовым при толщине от 5 мм, наибольшие проблемы возникают при работе с изделиями, толщина которых не превышает 2,5 мм. Применяется несколько технологических приемов, позволяющих сваривать тонкостенные изделия…
Хотя металл считается тонколистовым при толщине от 5 мм, наибольшие проблемы возникают при работе с изделиями, толщина которых не превышает 2,5 мм. Применяется несколько технологических приемов, позволяющих сваривать тонкостенные изделия…
Проведение сварочных работ требует высокой квалификации и знаний, особенно когда производится сварка тонкого металла. Хотя металл считается тонколистовым при толщине от 5 мм, наибольшие проблемы возникают при работе с изделиями, толщина которых не превышает 2,5 мм. Применяется несколько технологических приемов, позволяющих сваривать тонкостенные изделия сплошным или точечным швом без прожогов и протекания.
Виды сварных соединений и технологии
Существует два основных способа соединения заготовок, с помощью которых осуществляют сварку тонкого металла – внахлест и встык, но при этом имеются несколько технологий выполнения:
- сварка на весу;
- с использованием медной неостающейся подкладки;
- сварка с остающейся подкладкой;
- сваривание с расплавляемой подкладкой.

Если используются автоматические или полуавтоматические сварочные устройства, то применяют методы сварки тонких листов на флюсовой или меднофлюсовой подушке.
Сварка на весу
Этот метод требует предварительной прихватки заготовок, прихватка обеспечивает правильное взаиморасположение свариваемых листов и минимальный зазор по всей длине шва. Длина прихватки зависит от толщины материала, но обычно не превышает 25 мм, оптимальное расстояние между прихваточными швами 250–300 мм. Для выполнения прихватки используются те же электроды, что и для основного шва.
Сварка на весу не требует дополнительных приспособлений, что является преимуществом метода, а из недостатков следует упомянуть затраты времени на подготовительные работы и риск появления непровара.
Недостающая подкладка
При сварке стыковых швов, рекомендуется использовать специальные теплоотводящие пластины, которые способствую улучшению качества сварочных работ.
Сварка тонкого металла данным методом предусматривает использование медной пластины в качестве подкладки под место стыка.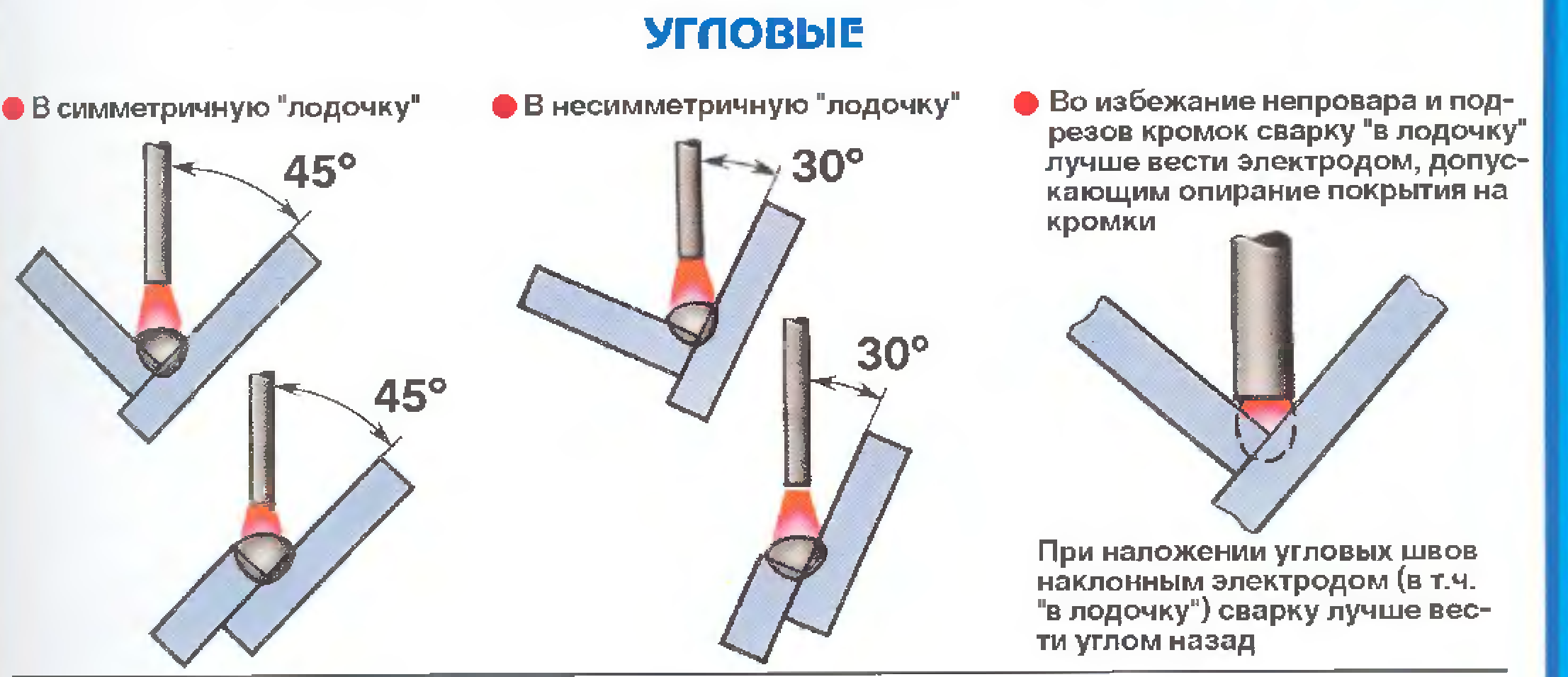 Пластина исключает непровар и прожоги, отводя лишнее тепло от сварочной ванны, кроме того, она формирует обратную сторону шва. Процесс может выполняться с зазором между кромками листов и без зазора. Применяются гладкие пластины или пластины с канавкой, в первом случае обратная сторона будет иметь плоскую поверхность, а во втором – сформируется выпуклость. Главное условие выполнения качественного соединения – плотный контакт между подкладкой и заготовками.
Пластина исключает непровар и прожоги, отводя лишнее тепло от сварочной ванны, кроме того, она формирует обратную сторону шва. Процесс может выполняться с зазором между кромками листов и без зазора. Применяются гладкие пластины или пластины с канавкой, в первом случае обратная сторона будет иметь плоскую поверхность, а во втором – сформируется выпуклость. Главное условие выполнения качественного соединения – плотный контакт между подкладкой и заготовками.
Подобная технология применима и при сваривании тонкостенных труб, плотное поджатие обеспечивает специальный прижимной механизм. Несмотря на эффективность этого метода его использование имеет ограниченный характер, так как установить медный элемент перед началом работы и удалить после ее окончания не всегда возможно.
Очень важно обеспечить стабильное горение дуги, ведь сварка тонкой стали производится на малых токах. Реализовать это можно, если подключить в сварочную цепь осциллятор
Чтобы исключить прожог тонколистовой стали, необходимо делать отбортовку свариваемых металлов. Это позволит избежать сварочного прожога.
Это позволит избежать сварочного прожога.
Остающаяся подкладка
Эта технология сварки тонколистового металла имеет определенные недостатки, но, когда невозможно использовать медные пластины, то этот вариант наиболее подходящий. В качестве материала для остающейся подкладки требуется металл с составом близким к составу заготовок. Функция элемента – исключение прожогов и непроваров. Пластину приваривают к одному из соединяемых листов, после чего выполняется основное сварное соединение. Приварка пластины к обеим кромкам недопустима из-за увеличения жесткости соединения и риска появления трещин.
Расплавляемая подкладка
Применение расплавляемого элемента при сварке тонкого металла не только страхует от непроваров и прожогов, но и существенно увеличивает прочность соединительного шва. В качестве расплавляемой подкладки возможно применение проволоки, но при этом необходимо чтобы ее химический состав соответствовал составу свариваемых материалов. Технология выглядит следующим образом – расплавляемый стержень помещают в зазор между кромками заготовок и проваривают, металл подкладки заполняет зазор, формируя шов.
*Чтобы не искать подходящую проволоку, сварщики используют стержни электродов, но предварительно необходимо удалить обмазку.
КАЧЕСТВЕННЫЕ ЭЛЕКТРОДЫ ИГРАЮТ ВАЖНЕЙШУЮ РОЛЬ В СВАРКЕ ТОНКОГО МЕТАЛЛА. ЭЛЕКТРОДЫ ДОЛЖНЫ ИМЕТЬ ХОРОШЕЕ ПОКРЫТИЕ, ЧТОБЫ ОБЕСПЕЧИТЬ СТАБИЛЬНОЕ ГОРЕНИЕ СВАРОЧНОЙ ДУГИ
Нюансы сварочных работ
Для того чтобы сварка тонкого металла не доставляла сложностей, опытные специалисты пользуются различными приемами для качественного выполнения работы. Одной из главных проблем сваривания тонкостенных изделий является образование сквозного проплавления – прожога, бороться с этим явлением можно несколькими способами:
- использованием подкладок;
- сваркой на малых токах с применением электродов со специальным покрытием;
- переключением на обратную полярность;
- соединением заготовок внахлест;
- свариванием с отрывом дуги.
| Сила тока в амперах | Толщина металла | Диаметр электрода |
| 10–20 | 0,5 мм | 1 мм |
| 30–35 | 1 мм | 1,6–2 мм |
| 35–45 | 1,5 мм | 2 мм |
| 45–65 | 2 мм | 2,5 мм |
| 65–100 | 2,5 мм | 3 мм |
Уменьшить риск прожога позволяет установка тонкостенных изделий в вертикальное или наклонное положение, шов формируют сверху вниз, в этом случае минимизируется прогрев металла.
***При работе с оцинкованной листовой сталью, сварочные работы можно проводить только после полного удаления цинкового слоя, необходимо помнить, что пары цинка ядовиты. Поэтому его рекомендуется удалять с помощью абразивных кругов или наждачной бумаги.
НЕПЛОХИЕ РЕЗУЛЬТАТЫ ПОКАЗЫВАЕТ СВАРКА ТОНКОЛИСТОВОЙ СТАЛИ «СВЕРХУ ВНИЗ», ПОСКОЛЬКУ, ТАКИМ ОБРАЗОМ, МОЖНО УМЕНЬШИТЬ ГЛУБИНУ ПРОПЛАВЛЕНИЯ МЕТАЛЛА И ИСКЛЮЧИТЬ ТЕМ САМЫМ ЕГО СКВОЗНОЙ ПРОЖОГ
Сварка нержавейки
Когда сварка тонкого металла применяется для конструкций из нержавеющего сплава, то возникают дополнительные трудности, связанные со свойствами материала:
- повышенные параметры линейного расширения и литейная усадка, ведущие к деформации металла и появлению трещин;
- сниженный коэффициент теплопроводности, по сравнению с низкоуглеродистыми марками стали в 1,5–2 раза, вследствие чего риск сквозного проплавления выше;
- высокий уровень электрического сопротивления, который приводит к сильному нагреву электрода;
- возможность возникновения межкристаллической коррозии, при неправильном температурном режиме сварки.

Представленные проблемы решаются следующим образом – сварка с уменьшенной силой тока, использование укороченных (не более 35 см) хромоникелевых электродов, охлаждение шва воздушным потоком или даже водой.
Требования, предъявляемые сварным конструкциям, могут различаться, поэтому сварка нержавейки производится несколькими методами, с использованием плавящихся и неплавящихся электродов. При толщине материала более 1,5 мм применяют вольфрамовые электроды с защитой из инертного газа, для тонкостенных труб больше подходят плавящиеся электроды с аналогичной защитой.
Тонкий металл до 0,8 мм соединяют импульсной дуговой сваркой, а для более толстых листов используют короткую дугу. Если к месту соединения не предъявляется повышенных требований, то оптимальным вариантом считается сваривание электродами с покрытием определенного состава, например, ОЗЛ-8, ЦЛ-11, НИАТ-1 с изменением полярности.
СВАРКУ ТОНКИХ МЕТАЛЛОВ ОСУЩЕСТВЛЯЮТ ПРИ ПОМОЩИ ГИБКИХ ПРОВОДОВ, СЕЧЕНИЕ КОТОРЫХ НЕ ПРЕВЫШАЕТ 10 ММ², И ЛЁГКИХ, УДОБНЫХ В РАБОТЕ ЭЛЕКТРОДОДЕРЖАТЕЛЕЙ
Оборудование для сварки
Если исключить дорогостоящие автоматические сварочные машины, то наиболее подходящим для сварки тонкого металла будет инверторное устройство, это обусловлено тем, что инвертор позволяет производить точные настройки силы тока, а также дает возможность варить постоянным током обратной полярности.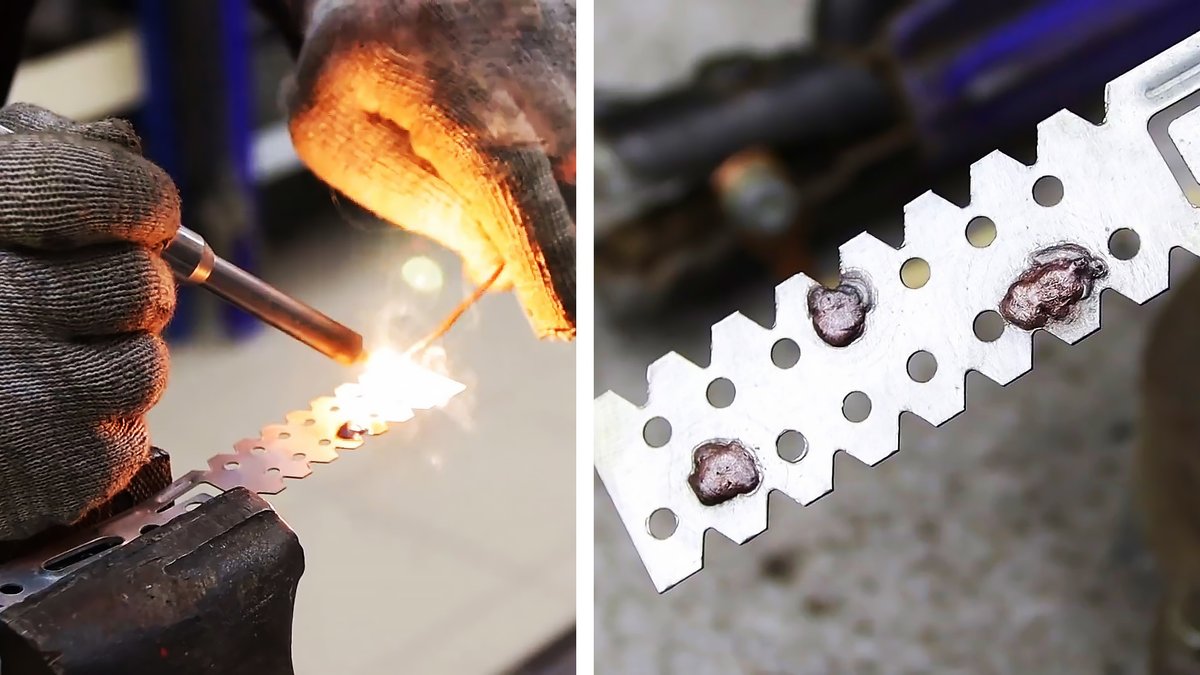 Чтобы получить высокое качетво сварного шва, лучше обращайтесь к профессионалам.
Чтобы получить высокое качетво сварного шва, лучше обращайтесь к профессионалам.
Понравилось это:
Нравится Загрузка…
реклама внизу статьи
Ручная сварка листового металла? Вот Как!
Александр Берк
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Сварка листового металла с помощью сварочного аппарата немного сложнее, особенно при сварке тонких листов металла. Подвод тепла при сварке электродом, как правило, выше, чем при других процессах ручной сварки, так как же предотвратить выбросы и создать хороший сварной шов?
Сварка листового металла стержнем может быть выполнена путем сварки отрицательным электродом постоянного тока с током 20-40 А, что примерно соответствует наименьшей силе тока, которая все еще позволяет зажигать дугу . Подходящие электроды: E6011 для ржавых или окрашенных поверхностей или E6013 для чистых поверхностей. Диаметр стержня должен быть как можно тоньше, поэтому хорошим вариантом будут электроды диаметром 1/8 дюйма или 1/16 дюйма.
Подходящие электроды: E6011 для ржавых или окрашенных поверхностей или E6013 для чистых поверхностей. Диаметр стержня должен быть как можно тоньше, поэтому хорошим вариантом будут электроды диаметром 1/8 дюйма или 1/16 дюйма.
В этой статье я расскажу о пошаговом процессе сварки листового металла электродами, а также о электродах и настройках, которые могу порекомендовать. Будут дополнительные советы и пояснения, которые помогут вам лучше понять весь процесс. Так что, если я пробудил ваш интерес, продолжайте читать!
Когда использовать электродуговую сварку для листового металла
Для создания хорошего соединения между металлическими листами наиболее важна настройка. Сварка электродами, вообще говоря, представляет собой процесс сварки тупым предметом по сравнению со сваркой MIG или TIG. И если у вас есть полный спектр процессов на выбор, я бы посоветовал вам либо сварку TIG для более тонких листов металла, либо сварку MIG для сварки конструкционного типа. Вы можете прочитать об этом в других моих статьях о сварке TIG и сварке MIG.
Вы можете прочитать об этом в других моих статьях о сварке TIG и сварке MIG.
Однако, если одно из нижеперечисленного описывает вашу текущую ситуацию, то сварка электродом является вполне приемлемым вариантом:
- При ограниченном бюджете: Сварка электродом — отличный процесс для начинающих, и хотя результаты могут не соответствовать другим процессам сварки, требования не такие суровые, как в промышленности. Так что, будь то из-за удобства или по соображениям бюджета, если сварочный аппарат — это единственное, что у вас есть, используйте его. Отлично подходит для простого ремонта своими руками или людей, которым нравится испытывать возможности своих машин.
- В полевых условиях: Ручная сварка хороша с точки зрения простоты, портативности и чувствительности к неблагоприятным условиям окружающей среды, таким как ветер или высокая влажность из-за дождя (Слово или предупреждение: сварка непосредственно под дождем опасна и не рекомендуется! Я имею в виду открытый коровник, например, с сухим полом (об опасности поражения электрическим током читайте здесь).
 Для ремонта таких предметов, как ржавый забор или какое-либо сельскохозяйственное оборудование, электродуговая сварка удобна в переноске и не требует дополнительного газа, только источник питания. И вполне прощает остатки краски и ржавчины на материале.
Для ремонта таких предметов, как ржавый забор или какое-либо сельскохозяйственное оборудование, электродуговая сварка удобна в переноске и не требует дополнительного газа, только источник питания. И вполне прощает остатки краски и ржавчины на материале.
Итак, если вы по-прежнему полны решимости продолжать и считаете сварку электродами лучшим вариантом для текущей работы, позвольте мне дать вам пошаговый подход.
Выбор правильного электрода
Поскольку есть несколько вариантов, я бы рекомендовал стержень E6011 или E6013. Преимуществом этих электродов является высокое содержание целлюлозы в покрытии, что делает их удобными в использовании.
| Электрод | Применение |
| E6011 | E6011 обычно используется в качестве универсального электрода для автомобильных кузовных мастерских и сельскохозяйственного оборудования из мягкой стали. Другие области применения включают судостроение, мосты, котлы, баржи, железнодорожные вагоны, трубы, рамы грузовиков, сосуды под давлением, резервуары для хранения и оцинкованную сталь. |
| E6013 | E6013 обычно используется для кузовов автомобилей, рам и кузовов грузовиков, декоративного железа, металлической мебели, сельскохозяйственных орудий, ограждений машин, резервуаров для хранения или везде, где важен или желателен внешний вид. |
Преимущество E6011 заключается в том, что вы получите меньший провис в сварном шве из-за более низкой скорости наплавки при использовании для сварки электродом. Однако по той же причине E6013 дает лучшие результаты при прогонке всего сварного шва от начала до конца. Высокая скорость осаждения позволяет ему проходить быстрее и снижает общее тепловложение по сравнению со стержнями E6011 или E6010.
Другим фактором является состояние свариваемого материала. Если на основном материале есть остатки краски или ржавчины, которые вы не можете очистить, лучшим выбором будет E6011. Помните, однако, что сварка грязных поверхностей приведет к худшим результатам. В частности, сварка поверх краски создает опасные пары, поэтому, если вы не можете этого предотвратить, создайте достаточную вентиляцию, чтобы уменьшить вред!
В частности, сварка поверх краски создает опасные пары, поэтому, если вы не можете этого предотвратить, создайте достаточную вентиляцию, чтобы уменьшить вред!
Что касается диаметра стержня: в идеале диаметр стержня должен быть меньше толщины листового металла. Удилище 1/16″ является хорошей отправной точкой. Однако с ними сложнее обращаться, чем с 1/8″. Преимущество малого диаметра заключается в том, что 1/16″ будет создавать дугу при гораздо меньших амперах и, следовательно, иметь меньший подвод тепла, что вызывает деформацию металлического листа.
Настройка сварочного аппарата для сварки листового металла
Сварка листового металла Отрицательный электрод постоянного тока (DCEN) является наилучшей настройкой из-за более высокой скорости наплавки. А DCEP имеет более глубокое проникновение в основной материал, чего мы также хотели бы избежать. Таким образом, это означает, что мы присоединяем вилку зажима электрода к выходному отверстию с маркировкой «-» на сварочном аппарате.
Брэндон Лунд создал очень хорошее сравнительное видео, чтобы визуализировать различия между DCEN и DCEP для электродов 1/16″ (см. ниже). Он показывает разницу в проплавлении и лучшую текучесть электрода E6013 по сравнению с электродом E6011.
Сравнительное видео для DCEN и DCEP сварки листового металла.Относительно настроек: На упаковке электродов указана рекомендуемая сила тока. Однако, в зависимости от того, насколько тонкие листы, вы хотите соединиться. Даже более низкая настройка может привести к тому, что вы прожжете материал. Поэтому, если вы прожигаете материал, несмотря на достаточно быстрое перемещение электрода, рассмотрите возможность уменьшения настроек A до 20-40A.
В этот момент нужно найти золотую середину, где ваш сварочный аппарат все еще зажигает дугу, и минимально возможное количество тепла, чтобы не прожечь лист. К сожалению, из-за большого разнообразия оборудования я не могу быть более точным. Функция горячей дуги на вашем сварочном аппарате позволит вам начать с более низких настроек, поэтому это зависит от вашего аппарата.
К сожалению, из-за большого разнообразия оборудования я не могу быть более точным. Функция горячей дуги на вашем сварочном аппарате позволит вам начать с более низких настроек, поэтому это зависит от вашего аппарата.
Позвольте мне помочь вам улучшить вашу сварку!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теоретические сведения о сварке и соединении.
Советы и устранение неполадок
- Электрод слишком сильно скручивается вверх и вниз: Поддерживайте электрод немного ближе к сварочной ванне или используйте наполовину использованные электроды, чтобы лучше попадать в цель.
- Дуга не зажигается: Попробуйте очистить поверхность материала или постепенно увеличивать силу тока.
- Прожигание сквозных отверстий: Быстрее перемещайте горелку или постепенно уменьшайте силу тока. Другими шагами являются получение меньшего диаметра электрода и уменьшение зазора между листами.
 Также попробуйте использовать метод сшивания листов. Этого подключения может быть достаточно для приложения. Снижение тепловложения с помощью меньшего размера сварного шва может очень помочь.
Также попробуйте использовать метод сшивания листов. Этого подключения может быть достаточно для приложения. Снижение тепловложения с помощью меньшего размера сварного шва может очень помочь. - Деформация листа: Хорошо прижмите лист к сварочному столу или другому прочному металлическому предмету. Зажатие поможет как в качестве механического противодавления, так и в качестве теплоотвода для поглощения энергии доступа. Рассмотрите возможность постепенного уменьшения настроек. Увеличьте скорость движения. Выберите стержень меньшего диаметра для электрода.
Заключительные мысли
Склеивание листового металла, особенно для более тонких листов, несколько сложнее по сравнению с альтернативными способами сварки TIG и сварки MIG. Однако я надеюсь, что статья побудила вас попробовать, так как это определенно возможно при правильной настройке. Скорее всего, результаты будут чуть менее презентабельными по сравнению с конкурентами, но шов должен быть прочным, и сварка электродом справится со своей задачей.
В случае частой сварки листового металла электродами, однако ваш сварочный аппарат не имеет функции горячего пуска, рассмотрите возможность модернизации до сварочного аппарата, который позволяет выполнять сварку в более «холодном» режиме.
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму. Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваши отзывы!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Александр Берк
Немного о себе: Я сертифицированный международный инженер по сварке (IWE), работал в различных проектах по сварке TIG, MIG, MAG и контактной точечной сварке. В последнее время он работал инженером-технологом по процессам лазерной и TIG-сварки.
Чтобы ответить на некоторые вопросы, которые мне часто задавали или задавались во время работы, я завел этот блог. Это стало чем-то вроде любимого проекта, так как я хочу узнать больше о сварке. Я искренне надеюсь, что это поможет вам улучшить ваши результаты сварки так же, как помогло улучшить мои.
В последнее время он работал инженером-технологом по процессам лазерной и TIG-сварки.
Чтобы ответить на некоторые вопросы, которые мне часто задавали или задавались во время работы, я завел этот блог. Это стало чем-то вроде любимого проекта, так как я хочу узнать больше о сварке. Я искренне надеюсь, что это поможет вам улучшить ваши результаты сварки так же, как помогло улучшить мои.
Последние сообщения
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму. Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваши отзывы!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
Как правильно сварить листовой металл кузова автомобиля
Как вы думаете, вы уже имели опыт сварки толстых металлов и узнали все тонкости сварки? Я предлагаю вам попробовать сварить несколько тонких металлических листов, таких как листовой металл кузова автомобиля. Даже самые опытные сварщики ошибутся, когда дело доходит до правильной сварки и придания формы соединениям, не разрушая их.
Даже самые опытные сварщики ошибутся, когда дело доходит до правильной сварки и придания формы соединениям, не разрушая их.
латунь Бронза MIG сварка практичная …
Включите JavaScript
латунь Бронзовая сварка MIG практическое видеоИтак, вы знаете, как сваривать, и думаете о том, чтобы приступить к таким деликатным работам, как листовой металл кузова автомобиля? Я надеюсь, вы понимаете, что велика вероятность того, что вы испортите металл и оставите его бесполезным. Ну так что ты делаешь? Как сварить листовой металл кузова автомобиля? Что ж, вот несколько советов, которые уберегут вас от возможных бедствий, если вы отправляетесь в это впервые. автоматическая заварка металлического листа тела
с различными сварщиками
Планируете ли вы сварку листового металла кузова автомобиля или любого тонкого металла с помощью сварочного аппарата MIG или TIG? Вы должны помнить о некоторых важных вещах, чтобы избежать нежелательных ситуаций, и мы решили включить их прямо здесь.
Работа с помощью сварочного аппарата MIG
- Убедитесь, что вы всегда работаете с проволокой небольшого диаметра, чтобы избежать образования отверстий в листовом металле. Небольшой диаметр провода позволит вам иметь гибкость, если вы что-то испортите. Это также нанесет меньше вреда металлу.
- Никогда не выбирайте более тонкий основной металл для сварки листов кузова автомобиля, чтобы получить наилучший результат.
- Приступая к изучению сварки листового металла кузова автомобиля с помощью сварочного аппарата MIG, вы должны выбрать защитный газ с более высокой долей аргона. Вместо него лучше использовать высокий процент СО2. В противном случае вы можете обнаружить гораздо больше брызг, чем вы себе представляли.
- При сварке листового металла лучше не использовать порошковую проволоку. Это сделает основной металл более восприимчивым к нагреву.
Сварка листового металла кузова с помощью сварочного аппарата TIG
- Для сварки листового металла кузова лучше всего подходят два электрода: вольфрам с церием или вольфрам с торием.

- Замените 1/8-дюймовый вольфрамовый электрод на что-то гораздо меньшее, например, 1/16-дюймовый вольфрамовый — это даст вам гораздо больше контроля над всем процессом и более щадяще, если вы сделаете что-то не так.
- Найдите что-нибудь более мягкое, например кремнистую бронзу, в качестве наполнителя, который также тоньше основного металла. В противном случае вы не сможете правильно выполнить соединения из-за проблем с перегревом.
- Если вы предпочитаете больше контроля, выбор заостренного электрода может быть лучшей идеей для сварщиков TIG.
Важные советы по сварке листового металла кузова автомобиля
Использование техники сварки с пропуском
Использование метода сварки с переходом поможет предотвратить накопление тепла и коробление. Пропускная сварка состоит из укладки ряда прихваточных швов на расстоянии около дюйма друг от друга и соединения их вместе в другом порядке вместо одного длинного валика. Эти короткие сварные швы в разных точках помогут металлу остыть и не перегреться в одном месте.
Не торопитесь при сварке листового металла кузова автомобиля
Если вы новичок во всем процессе сварки листового металла кузова автомобиля , предпочтительнее работать немного медленнее, чем вы можете справиться. Да, вам может показаться довольно унизительным и откровенно разочаровывающим то, что вы не можете работать намного быстрее. Но это для твоего же блага. Это сведет к минимуму вероятность совершения каких-либо ошибок, таких как деформация или дырка в листе, до 90%! Так что терпение окупается, когда дело доходит до сварки чего-то столь деликатного, как листовой металл кузова автомобиля.
Пуск с наименьшей мощностью параметр.
Почему мы советуем вам начать с более низкой доступной настройки мощности, когда вы можете работать с чем-то, что вам намного удобнее? Ну, это не о вас, а о характере листового металла, с которым вы работаете. Поскольку металлические листы, используемые в автомобильных кузовных деталях, таких как автомобили, довольно тонкие, есть вероятность, что вы в конечном итоге сделаете отверстие или два в листе.
Очистите металл перед вы начинаете
Согласно WeldingHubs , вы должны убедиться, что металлы должным образом очищены, чтобы предотвратить образование оксидных слоев. Все металлы должны быть очищены еще до того, как вы начнете процесс сварки. В противном случае все ваши усилия и усилия пройдут даром.
Измерьте перед началом
Если листы не будут точно измерены, то в процессе сварки могут образоваться отверстия. Вы можете даже не осознавать этого до того, как закончите.
Именно поэтому перед началом сварки листового металла кузова необходимо правильно выполнить стыковые и другие замеры. В противном случае может возникнуть проблема с подгонкой суставов или вообще невозможность это сделать.
Советы по безопасности при сварке листового металла кузова автомобиля
Носите защитное снаряжение
Не идите на компромисс с ношением надлежащего защитного снаряжения, такого как сварочный капюшон и перчатки, чтобы избежать неприятных ударов током в глаза или все тело. Лучше не быть слишком дерзким с этими листовыми металлами и сварщиками и забыть надеть их. Достаточно воздействия ядовитых паров или даже быстрой вспышки, чтобы испортить глаза на всю жизнь.
Лучше не быть слишком дерзким с этими листовыми металлами и сварщиками и забыть надеть их. Достаточно воздействия ядовитых паров или даже быстрой вспышки, чтобы испортить глаза на всю жизнь.
Обеспечьте надлежащую вентиляцию
И последнее, но не менее важное: вы никогда не должны находиться в местах, где отсутствует надлежащая вентиляция. Всегда избегайте работать в закрытых помещениях, куда ничто не может проникнуть внутрь. Такие среды являются откровенно опасными, когда пары могут накапливаться и не имеют возможности выйти наружу, а результаты могут быть смертельными.
Последние слова
Подводя итог, во-первых, вы должны
никогда не торопитесь и не делайте слишком быстро, когда дело доходит до сварки кузова автомобиля
листовой металл. Кроме того, очистите металлы, прежде чем даже начать, чтобы избежать
образование оксидных слоев. Остальное зависит от того, как вы делаете
вашей сварки и каких результатов вы хотите достичь, но это также
важно также принять надлежащие меры безопасности.