
404
Страница не найдена
К сожалению, мы не можем найти страницу, которую вы ищите. Если эта ошибка будет повторяться, пожалуйста, обратитесь, в службу поддержки.
На главную Код: 100498 Код: 103846 Код: 100895 Код: 112880 Код: 113893 Код: 113894 Код: 78647 Код: 79094 Код: 80090 Код: 78648 Код: 76796 Код: 79093 Код: 78204 Код: 79907 Код: 77160 Код: 77811 Код: 114496 Код: 104810 Код: 105909Популярные категории
Генераторы (1470)
Сварочное оборудование (1881)
Стабилизаторы напряжения (362)
Газонокосилки (927)
Триммеры для травы (714)
Культиваторы (172)
Мотопомпы (301)
Насосы (3462)Мотоблоки (273)
Измерительные приборы (2025)
Гайковерты (205)
Шуруповерты (686)
Грили (62)
Вы уже смотрели
Код: 88964 Код: 101482 Код: 101481 Код: 95643 Код: 95671 Код: 95673 Код: 106787 Код: 106786Кожух для генератора 1400SS
Код: 106785Кожух для генератора 1570SS
Код: 106784Кожух для генератора 1700SS
Восстановление пароля
Укажите адрес эл. почты, который вы использовали при
регистрации на
GEON.RU. Мы вышлем вам инструкцию по восстановлению пароля.
почты, который вы использовали при
регистрации на
GEON.RU. Мы вышлем вам инструкцию по восстановлению пароля.
аргонодуговая, в среде гелия и углекислого газа, технология и особенности выполнения качественного шва
TIG, или WIG – это наименование одного и того же вида сварочных работ – сварки W-электродом в защитной среде, только на разных языках. На немецком языке WIG переводится как Wolfram-Inertgasschweißen. TIG (tungsten – вольфрам) – в англоязычных странах.
Содержание
- 1 Классификация TIG
- 2 Государственные стандарты
- 3 Принцип работы аргоновой TIG
- 4 Источники питания
- 5 Специфика электродов
- 6 Особенности выполнения качественного шва
- 7 Преимущества и сложности сварки в среде инертных газов
- 8 Техника безопасности
Для производства качественного сварного шва требуется удаление водорода, кислорода и азота из расплава. Так удается избежать образования пузырьков или пор. Эту задачу и решила WIG-сварка.
Классификация TIG
По способу зажигания дуги:
- Касанием об изделие.
- На выводных планках.
- С применением осциллятора.
По виду подачи защитного газа:
- При ламинарном потоке.
- В газовой камере.
По используемому инертному газу:
- Аргон применяется чаще других газов, потому что он тяжелее воздуха и не образует взрывчатых смесей. Первый сорт используется для сварки стали и алюминия. Высший применяется для сплавов, для цветных, редких и активных металлов.
- Гелий – легче воздуха. Два сорта: технический и особой чистоты. Более редкий и дорогой. В его среде электрическая дуга в 1,5-2 раза выделяет больше энергии.
- Смесь аргона и гелия в пропорциях до 40% аргона и до 65% гелия. Достоинства: стабильность дуги и высокая степень проплавления.
- Азот используется только для сварки меди.
 Выпускается четырех сортов.
Выпускается четырех сортов.
По техническим признакам.
- Погруженной дугой.
- Проникающей дугой.
- Несколькими W-электродами.
Государственные стандарты
Для организации сварочных работ есть достаточно много государственных стандартов, которые дают пояснения и требования к работам и определяют способы безопасного ведения сварки.
Вот наиболее подходящие документы, характеризующие сварку в среде защитных газов:
- ГОСТ 19521-74;
- ГОСТ 2601-84;
- ГОСТ 14771-76;
- ГОСТ 23518-79;
- ГОСТ 14806-80;
- ГОСТ 27580-88.
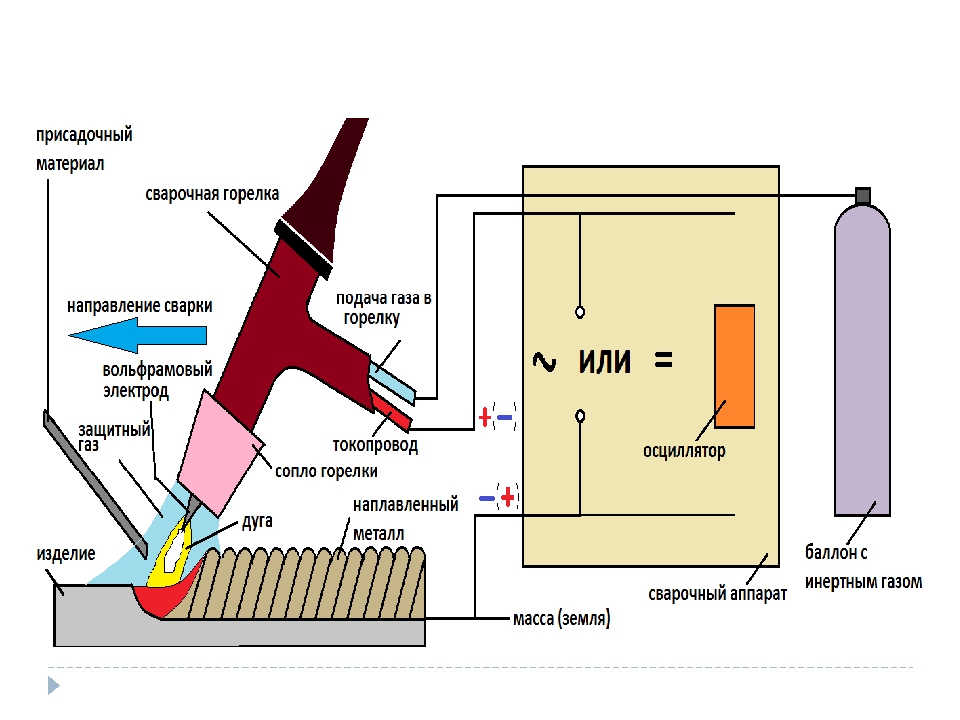
Принцип работы аргоновой TIG
Самая распространенная дуговая сварка W-электродом – в защитной среде аргона или его смеси. Аргон намного тяжелее воздуха, поэтому благополучно вытесняет его из зоны свариваемых деталей.
Существует три вида начала сварочной работы:
- Проведение иглой по металлу.
- Точечное касание.
- Бесконтактный розжиг.
В процессе сварки неплавящимся электродом организуется среда инертного газа, в которой зажигается электрическая дуга между вольфрамовым электродом и соединяемыми материалами. Установленное тепло расплавляет кромки соединяемых деталей и присадочной полосы. Присадочная полоса требуется не всегда: только если соединяемые детали невозможно соединить плотно.
По технологии, рабочая длина дуги должна быть короткой – 1,5 … 5 мм. В то же время не допускается касание электрода до свариваемых поверхностей.
Для начала TIG после зажигания дуги сварщик устанавливает правильное положение держателя, наклонив его до 150 от вертикали. При этом методе нужно работать двумя руками. Одной рукой производится работа горелкой, второй – подается присадочный пруток по мере необходимости.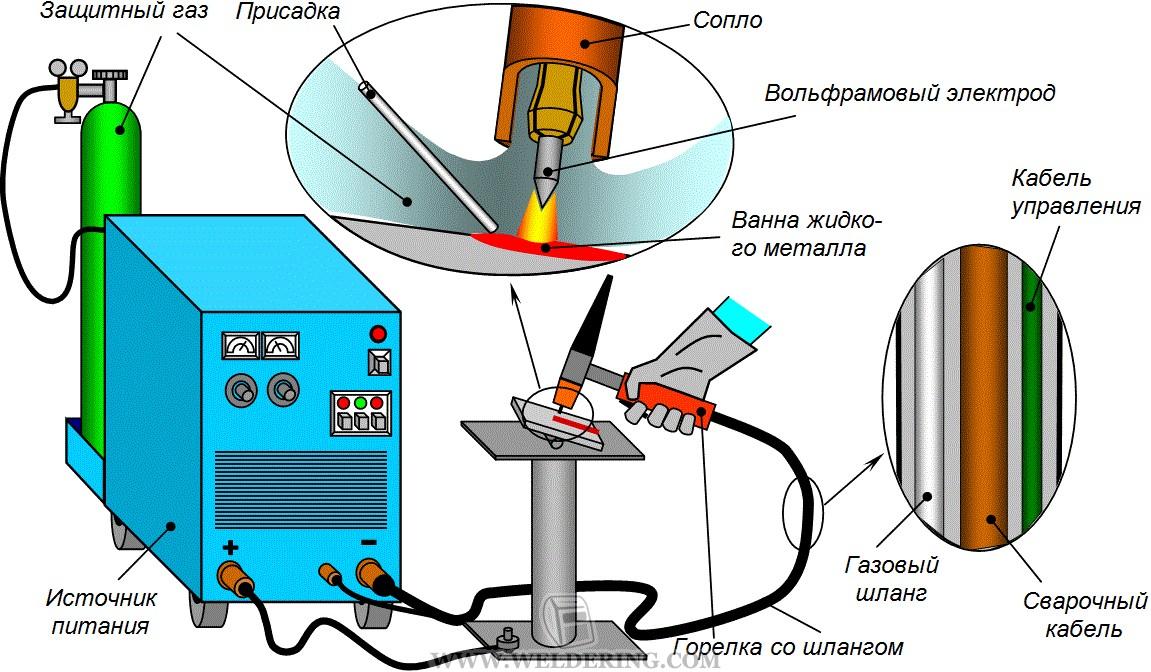
Если присадочная полоса из низкоплавного материала, к примеру, алюминия, сварщик должен держать его на некотором расстоянии от дуги, но не убирать его из зоны инертного газа. Если такой пруток приблизить к дуге, он может расплавиться раньше, не вступив в контакт со сварочной ванной.
Для предотвращения трещин рекомендуют при завершении TIG-сварки ток электродуги снижать постепенно. Это позволит сварному шву затвердеть постепенно и равномерно.
Источники питания
Источники постоянного тока:
- Универсальный сварочный выпрямитель ВДУ.
- Источники серии ВСВУ.
- Специализированный источник ТИР-300Д.
- Специализированные установки: УДГ-161, УДГ-501-1.
Источник переменного тока: трансформатор для ручной дуговой сварки.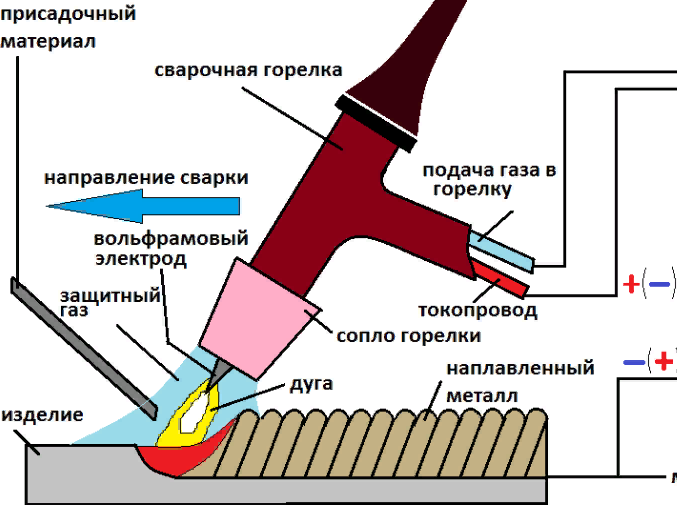
Инверторные источники питания:
- Источник ДСУ200АУ.
- Источник ДС200А.3.
Специфика электродов
Наиболее применяемые электроды марок:
- ЭВЧ – чистый вольфрам. Используют только на переменном токе.
- ЭВЛ – вольфрам с окисью лантана.
- ЭВИ – вольфрам с окисью иттрия.
- ЭВТ – вольфрам с окисью тория.
Диаметр электрода выбирают по справочной таблице в зависимости от источника питания и марки электрода. Такой электрод имеет температуру плавления около 40000С, поэтому его удобно использовать для сварки металлов, у которых плавление происходит при гораздо меньшей температуре.
Вольфрамовый электрод не выкидывают, а только зачищают и затачивают определенным образом.
Примерная стоимость вольфрамовых электродов на Яндекс.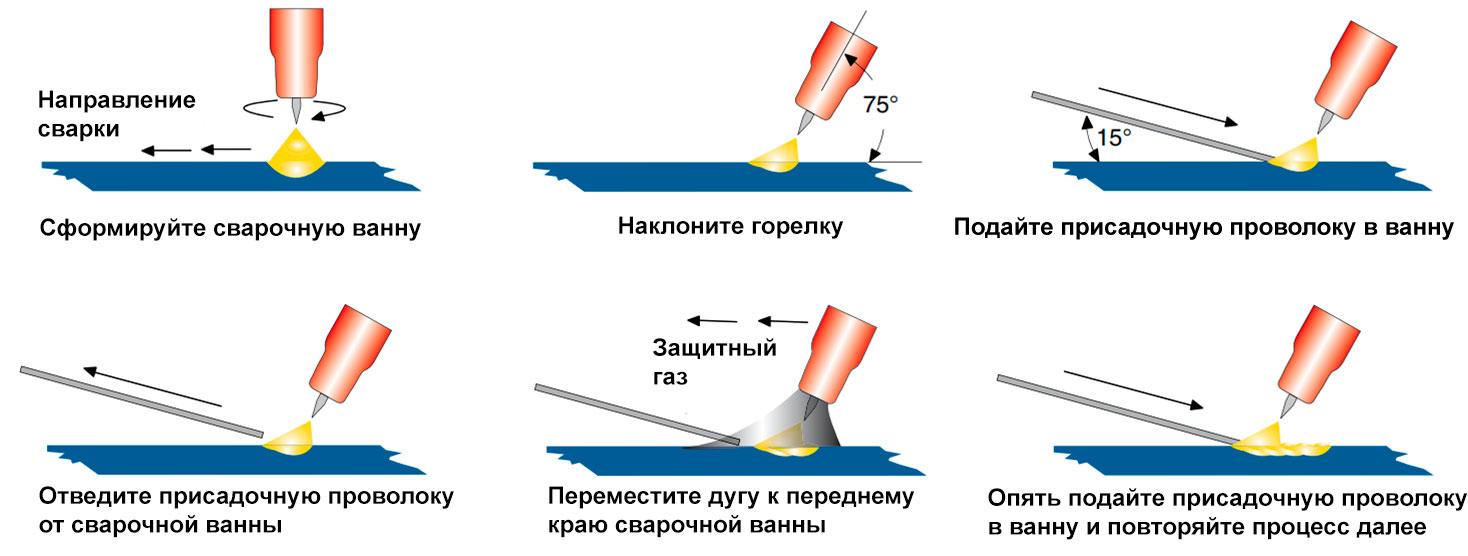 маркет
маркетОсобенности выполнения качественного шва
Движение горелкой совершается только вдоль оси шва, что дает более узкий и качественный шов.
Окончание сварки и заваривание кратера выполняется уменьшением величины тока. Ни в коем случае не прекращать сварку удлинением дуги.
Присадка и место сварки всегда должны находиться в среде защитного газа.
Правильное движение электрода:
- Горизонтальные швы выполняют справа налево, «от себя», «на себя». W-электрод направляют точно в угол. Присадочную проволоку подают впереди горелки.
- Вертикальные швы: электрод направляется точно в угол под углом. Присадка подается сверху.
- Потолочные швы ведут «на себя». Горелка расположена почти вертикально. Проволока подается перед горелкой.
Преимущества и сложности сварки в среде инертных газов
Достоинства:
- Возможность соединения различных металлов, таких, как: разные виды стали, алюминий и его сплавы с магнием, титан, цирконий, медь, молибден, никель, бронза, латунь.
- Данный вид сварки дает высококачественные соединения.
- Минимальные деформации в свариваемых деталях из-за небольшой площади прогрева.
- Скорость выполнения сварки.
- Техника, не сложная в освоении.
- Возможность полной автоматизации процесса.
Недостатки:
- Соединение разнородных материалов, например, углеродистая с нержавеющей сталью, может получиться с порами в сварных швах.
- Низкая производительность работы по сравнению с дуговой сваркой плавящимся электродом, не говоря уже о полуавтоматической и автоматической сварке.
- Достаточно трудный способ при ручной сварке. Сварщику нужно одновременно подавать пруток из присадочного материала и работать газовой горелкой.
- После розжига вне сварочной зоны оставшийся след нужно зачищать.
- Не очень удобно сваривать детали под острым углом.

- При работе на улице, особенно в ветреную погоду, увеличивается расход инертного газа.
Техника безопасности
Индивидуальные средства защиты сварщика:
- Костюм из спецткани, состоящий из брюк и куртки с длинными рукавами.
- Перчатки сварщиков – защита рук.
- Маска для защиты от ультрафиолетового излучения дуги. При таком виде сварки дуга горит намного ярче, чем при газовой, и дает более сильное УФ-излучение – солнечное. Это один из главных вредных факторов при сварных работах в среде защитных газов.
- Сварочный шлем с непрозрачными темными стеклами – защита глаз от вспышек дуги. Такой шлем полностью покрывает голову и шею, защищая от УФ-ожогов. Современные шлемы имеют жидкокристаллические самозатемняющиеся стекла (фотохромные), которые сами регулируют затемнение в зависимости от яркости дуги.
Оборудование рабочего места для сварки:
- Обязательное наличие вентиляции.
 В процессе TIG-сварки есть риск образования ядовитых газов и токсичных соединений применяемых материалов для очистки и обезжиривания места сварки. Также возможно образование озона и оксидов азота.
В процессе TIG-сварки есть риск образования ядовитых газов и токсичных соединений применяемых материалов для очистки и обезжиривания места сварки. Также возможно образование озона и оксидов азота. - Применение прозрачного сварочного щитка из ПВХ-пленки. Это защитит от ультрафиолетового излучения сварочной дуги людей, находящихся рядом.
Сварка ВИГ 101: все, что вам нужно знать о сварке ВИГ
На протяжении веков два металлических элемента соединялись только сваркой. С развитием машин он разрабатывает различные процедуры сварки с вариациями в зависимости от размера, предпочтений и использования процесса сварки.
Сварка ВИГ требует навыков, терпения и настойчивости, чтобы добиться отличных результатов. Сварочное оборудование и техника сварки в последнее время достигли такого прогресса, что обучение сварке стало важной учебной программой.
Многие отрасли промышленности и производственные процессы в последнее время получили преимущество перед другими и нуждаются в серьезной интенсивной подготовке.
Это открывает новый путь, новые навыки и будущий карьерный рост. Сварщики с большим опытом сложной сварки TIG получат надежную работу. Это текстовое руководство поможет вам выбрать лучший сварочный аппарат TIG и технику.
Основа сварки TIG: как это работает?Хотя сварка существует уже несколько столетий, современная сварка, которую мы видим сегодня, не существовала до начала 20-го века. Газовая вольфрамовая дуговая сварка или сварка TIG была изобретена для сварки легких сплавов алюминия и магния в авиастроении.
Г-н Рассел Мередит в 1941 году придумал это чудо сварки. Подразделение Linde компании Union Carbide приобрело права на патент GTAW на разработку различных резаков под торговой маркой Heliarc. Первые машины Heliarc были тяжелыми трансформаторно-выпрямительными установками и весили сотни килограммов. Они были очень популярны во время Второй мировой войны для сварки деталей кораблей.
Компания Miller в 1970-х годах выпустила компактный, улучшенный контроль дуги, подходящий для применения переменного тока в «прямоугольной форме» Сварочные аппараты инверторного типа для сварки TIG с печатной платой, тип инвертора представляет собой более легкий вариант для сварки TIG.
В этом процессе сварки TIG используется горелка с вольфрамовым электродом для подачи электрического тока в зону сварочной дуги. Одна рука держит горелку, а другая подает присадочный материал в сварочную ванну. Лужа защищена инертным газом аргоном.
Ножная педаль или сенсорный пульт дистанционного управления помогают контролировать нагрев, пока сварщик выполняет свою работу. Заведите привычку подготавливать и очищать металл перед процессом, с этим справится щетка и чистая тряпка. Всегда выбирайте правильные вольфрамовые электроды.
Требования к защитным газам для сварки ВИГВ процессе сварки ВИГ всегда требуются защитные газы следующих трех типов.
1. Чистый аргон Чистый аргон является очень эффективным и часто используемым защитным газом при сварке TIG различных металлов. Чистый аргон создает узкую и концентрированную дугу для очень точной сварки. Внешняя область дуги остается нормальной и не перегревается при сварке.
Внешняя область дуги остается нормальной и не перегревается при сварке.
Смесь аргона с гелием увеличивает силу тока для более горячих сварных швов. Эта смесь лучше всего подходит для большинства металлов, кроме мягкой стали. Гелий является лучшим проводником тепла и создает более широкую зону нагрева, достигающую края сварочной ванны.
3. Смесь аргона с газообразным водородомСварщики, работающие с нержавеющей сталью, используют смесь газообразного аргона с 5% или менее водорода для увеличения нагрева. Он позволяет наплавить горячий валик, проникающий глубоко в основной металл.
Видеосварка ВИГ Преимущества и недостатки сварки ВИГ Процесс очень точный, контролируемый и сложный в освоении. У процесса сварки TIG много поклонников, но есть и некоторые недостатки.
- Это самый точный и контролируемый процесс сварки.
- Это очень гладкая сварочная поверхность, не требующая особых усилий.
- С одинаковой легкостью можно сваривать широкий спектр металлов, включая цветные металлы, такие как медь, магний, алюминий.
- Сложный метод сварки для изучения с большим контролем и точностью. Для получения наилучших результатов при сварке TIG требуется глубокая дуга, правильное расстояние и точное маневрирование. Трудоемкий процесс для освоения.
- Медленный процесс сварки, мешающий производству.
- Много проблем с безопасностью, радиоактивность вольфрама, сильная дуга для безопасности глаз и кожи.
Процесс сварки TIG довольно опасен из-за воздействия высокотемпературных дуг и радиоактивных газов. Начинающие должны следовать всем протоколам безопасности и процессу сварки TIG. Прежде чем брать в руки горелку TIG, новички должны помнить несколько советов по технике безопасности.
Прежде чем брать в руки горелку TIG, новички должны помнить несколько советов по технике безопасности.
1. Используйте защитное снаряжение – защитное снаряжение защищает вашу кожу и лицо от возможных ожогов. Большой ассортимент защитного снаряжения включает шлемы, фартуки, перчатки, защитные очки, куртки, рукава, брюки и защитную обувь.
2. Вентилируемое рабочее место – В вентилируемых помещениях циркулирует свежий воздух для снижения токсичности воздействия паров на сварщика.
3. Правильно заземленное сварочное оборудование – Правильно заземленный сварочный аппарат может предотвратить поражение электрическим током.
4. Сухое рабочее место – Влага может привести к поражению электрическим током.
5. Удаление загрязнений с металлических поверхностей – Загрязнения ухудшают качество сварного шва.
6. Тщательно выбирайте ток – Тип металла и электрода определяют, какой тип тока вы используете: переменный или постоянный. Проверьте свои настройки на записке/практике.
Проверьте свои настройки на записке/практике.
Подготовка перед операцией отражается на результатах. Чем плохая подготовка, тем хуже результат сварки TIG в виде пористости, неплотных соединений и плохой сварки. Чтобы этого не произошло, установите правильное сварочное оборудование и контролируйте каждый этап подготовки для достижения наилучшего результата.
Мгновенная очистка металлических поверхностей от пыли, грязи, масла и мусора. Если вам трудно с тряпкой, то используйте проволочную щетку или даже шлифовальную машину, чтобы обеспечить чистоту. Ацетон может помочь в удалении масла или стружки.
Помните, даже если вы самый опытный сварщик, ваши результаты все равно зависят от правильной подготовки перед сваркой. Процедура более сложная, чем другая сварка, поэтому старайтесь идеально контролировать и готовить каждый шаг.
Материалы для сварки ВИГ Надлежащая подготовка включает правильный выбор оборудования. Потребность в оборудовании зависит от материала и необходимой производительности. Следующая информация позволяет добиться полного представления о необходимых, соответствующих их видам и функциям.
Потребность в оборудовании зависит от материала и необходимой производительности. Следующая информация позволяет добиться полного представления о необходимых, соответствующих их видам и функциям.
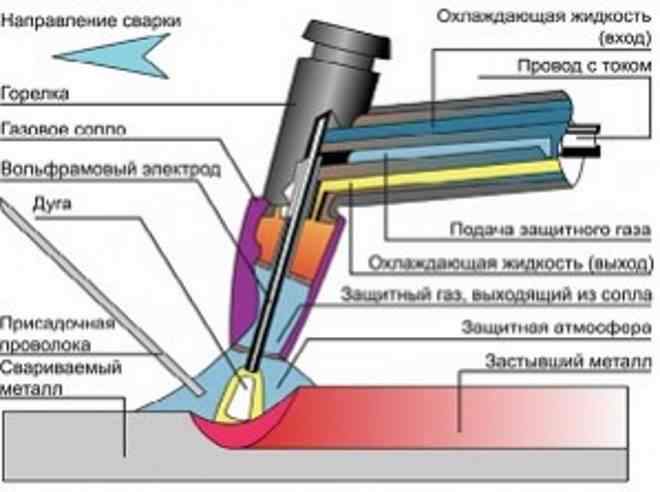
Горелка для сварки TIG обычно поставляется с воздушным охлаждением, но версия с водяным охлаждением обеспечивает более быстрый отвод тепла. Ручка горелки так хорошо оснащена, что позволяет точно контролировать процесс сварки TIG.
Регулировка ручки горелки регулирует необходимое количество тепла. Обе руки работают в унисон, одна регулирует настройку, а другая подает наполнитель.
2. Правильный выбор вольфрамового электродаОни считаются неплавящимися, но со временем могут сгорать. Существует множество электродов в зависимости от материала свариваемого источника питания. Они могут быть шариковыми, усеченными, остроконечными и иметь следующие типы:
В процессе сварки TIG используется 6 электродов для подачи сварочной дуги к обрабатываемым металлическим деталям.
а. Электрод из чистого вольфрама – Имеют закругленный наконечник и обеспечивают стабильную дугу на алюминии и магнии. Они действительно доступны.
б. Торированные электроды . Торий примешивается к вольфраму для его укрепления, и он остается острым в течение значительно более длительного срока службы. Это самые популярные электроды, но после их использования нужно иметь проветриваемое помещение. Меры предосторожности при вентиляции связаны с небольшой радиоактивностью тория.
в. Электроды Ceriated – Специально разработаны для применения на постоянном токе с низким потреблением тока для небольших и сложных сегментов сварки TIG.
д. цирконатные электроды — они прочнее и очень полезны в проектах переменного тока, где требуются более прочные электроды. Они устойчивы к загрязнению.
эл. Лантанированные электроды — они универсальны и одинаково легко работают на машинах переменного и постоянного тока. Они могут работать на слабом токе, создавая стабильную дугу.
Они могут работать на слабом токе, создавая стабильную дугу.
ф. Редкоземельные электроды – Они обеспечивают стабильную дугу для проектов переменного и постоянного тока и остаются эффективными в течение более длительного времени.
3. Шлифовальный кругЭто оборудование для постоянной очистки от мусора и остатков с основного металла. Это также помогает заземлить кончик вольфрамового электрода.
4. Защитные газыПодача защитного газа необходима для защиты сварного соединения от атмосферных примесей. Тип газа также зависит от теплопередачи на заготовке. Гелий необходим для толстого металла, так как он передает больше тепла, в то время как смесь аргона и гелия используется для тонкого металла.
Пошаговая процедура сварки ВИГЧтобы управлять сварочным аппаратом ВИГ, необходимо тщательно выполнить следующие шаги:
1. Подобрать и заточить электрод Выбор электрода определяется на основе режима мощности и основного металла, подлежащего сварке. Подбор наиболее подходящего электрода после тщательного изучения процедуры.
Подбор наиболее подходящего электрода после тщательного изучения процедуры.
Заточка наконечника требуется, если электрод представляет собой цилиндр без надлежащего наконечника. Вы можете измельчить его в точку или шар в соответствии с вашими потребностями. Мы используем наконечник Ballad при сварке переменным током, в то время как для сварки постоянным током требуется заостренный наконечник.
2. Вставьте электрод в цангуСтержень, который необходимо вставить в электрододержатель. Наконечник должен находиться на расстоянии не менее 1/4 от оболочки в качестве защиты.
3. Настройте выбор параметраНастройка настраивается в соответствии с заданием, но, в общем, выбирает ток, который требуется. Проникающая сторона устанавливается и очищается. Держите воздух включенным в течение пяти секунд после установки функций.
4. Набор защитного газа, выбранного для процесса Для предотвращения ржавчины от окисления обязателен защитный газ.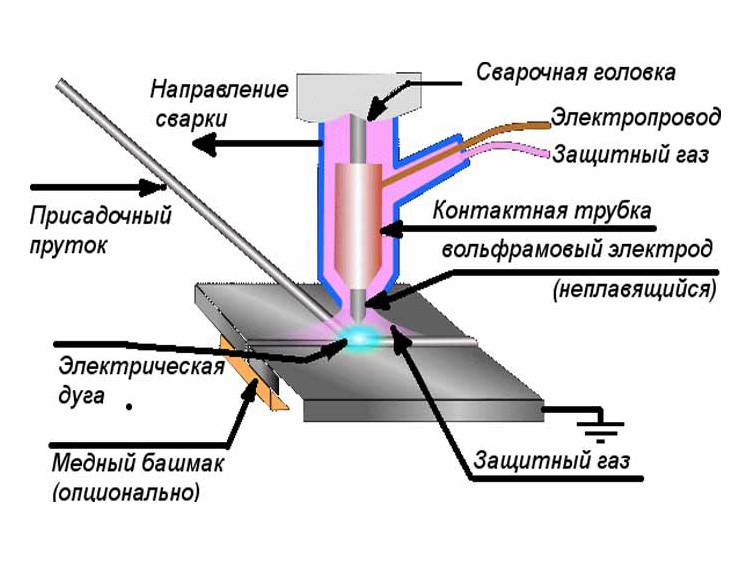 Алюминию нужен чистый аргон, а стали – аргон в сочетании с углекислым газом.
Алюминию нужен чистый аргон, а стали – аргон в сочетании с углекислым газом.
Металлическая зона необходима для сохранения прохождения тока через свариваемый металл. Мы можем использовать металлический лист или сварочный стол для процесса.
Очистите и закрепите металл, чтобы стабилизировать его. Вы можете распылить средство против брызг на стол и основной металл для достижения наилучших результатов.
6. Сварка основных металловПроверьте положение электрода, который должен свободно перемещаться и должен быть удален от зоны сварки не менее чем на дюйм, чтобы предотвратить запутывание расплавленных частиц с электродом.
Теперь нажмите ногой на педаль, чтобы быстро нагреть металл и создать сварочную ванну. Поместите его на границу и, если образовалась лужа, коснитесь электрода. Теперь ослабьте педаль и контролируйте нагрев в процессе создания сварочной ванны. Поскольку сварной шов сжимается при охлаждении, чередуйте стороны, чтобы сохранить его в чистоте и предотвратить деформацию.
По завершении прихватки снимите зажимы. Создайте быстрое тепло и начните управлять, когда лужа начнет формироваться. Теперь переместите стержень к электроду, где будет образовываться сварка, которая ведет электрод, перемещая его к стержню. В стали электрод направляется к линии сварки, а стержень повторяет движение.
8. Различные типы сварного шваУгловой шов – Когда два металла соединяются под прямым углом
Стык – Два металла соприкасаются по краям, и электроды должны двигаться по прямой линии. Воспринимается как сложная процедура.
Нахлест – Два металлических соединения друг с другом, опираясь на плоский меридиан.
Косметика – Обычно используется для видимых швов, и это можно сделать, погрузив стержень в сварочную ванну, а затем переместив его в следующее место.
Прочный сварной шов – Выполняется путем непрерывной вытягивания сварочной ванны при подаче стержня, и прочность необходима, чем должна появиться.
Сварка ВИГ является наиболее востребованным процессом и с каждым годом приобретает все большее значение в промышленности. Воспринятый как трудный процесс обучения, кривая обучения оказалась более крутой. Оборудование для сварки TIG сложное и дорогое, но результаты превосходны.
Процесс требует полной самоотдачи, чтобы изучить позиции для определения прочности сварного шва. Оборудование, настройки, тип электрода и защитные газы назначаются в соответствии с потребностями процесса сварки TIG.
Теперь вы подробно ознакомились с ключевыми моментами процесса сварки TIG, чтобы с головой окунуться в процесс и воплотить свои мечты. Ваши комментарии и предложения всегда уважаются и помогают нам становиться лучше. Уделите несколько минут и оставьте свои комментарии в поле для комментариев.
Интересные ресурсы для чтения
Газовая вольф -сварка (GTAW)
TIG WELSDAR0012 …
Сварка МИГ и ВИГ – сравнение двух процессов сварки
Руководство по сварке алюминия
Основы сварки ВИГ | Долговечность
Переключить навигациюПоиск
Сварка вольфрамовым электродом в среде инертного газа (TIG) требует больше навыков и занимает больше времени, чем сварка MIG, но обеспечивает большую точность. TIG, также известная как газовая вольфрамовая дуговая сварка (GTAW), может использоваться для сварки алюминия и сплавов, таких как 4130 хром-молибден.
TIG, также известная как газовая вольфрамовая дуговая сварка (GTAW), может использоваться для сварки алюминия и сплавов, таких как 4130 хром-молибден.
Сварка ВИГ аналогична сварке МИГ, но вместо расходуемой проволоки используется электрод в виде вольфрамового металлического стержня внутри сварочной горелки. Сварщик держит пистолет в одной руке, а другой рукой подает присадочный стержень. Когда дуга создает расплавленную ванну из двух заготовок, тепло ванны плавит присадочный стержень, так что все три вместе смешиваются в ванне. Подобно сварке MIG, сварочные горелки TIG распыляют защитный газ для защиты нового сварного шва.
ВВЕДЕНИЕ В СВАРКУ ВИГ
Сварка ВИГ была изобретена в 1941 году Расселом Мередитом из Northrop Aircraft Corporation как способ сварки алюминия и магния для соединения легких сплавов, используемых в авиастроении.
Подразделение компании Union Carbide компании Linde приобрело права на патент на сварку GTAW и разработало горелки различных конструкций под торговой маркой «Heliarc». Первые машины Heliarc были основаны на больших трансформаторах-выпрямителях и весили сотни фунтов.
Во время Второй мировой войны сварка ВИГ стала предпочтительным методом сварки деталей самолетов.
В конце 1970-х годов компания Miller представила «прямоугольную форму волны», которая позволила значительно улучшить управление дугой и уменьшить размеры машин, более подходящих для приложений переменного тока.
С появлением печатных плат и аппаратов TIG инверторного типа возможности регулировки и меньший вес уступили место тому, что сейчас называется методом сварки TIG.
ПРОЦЕСС TIG СВАРКИ
В процессе сварки TIG используется электрическая горелка с вольфрамовым электродом для подачи тока на сварочную дугу. Присадочный стержень вручную подается в сварочную ванну, в то время как горелка удерживается в другой руке.
Убедитесь, что металлическая поверхность хорошо подготовлена и чиста. Смахните все загрязнения с металлической поверхности и протрите ее чистой тканью, смоченной ацетоном, чтобы удалить металлическую стружку и масла, которые могут помешать процессу сварки.
ТИПЫ TIG ГОРЕЛОК
Если вы подумываете о покупке своего первого аппарата для сварки TIG, вскоре вам придется принять другое решение – купить горелку с воздушным охлаждением или горелку с водяным охлаждением. Во-первых, давайте проясним несколько неправильных представлений о том, что именно представляет собой горелка TIG с воздушным охлаждением: она не охлаждается принудительным воздухом, а называется «воздушным охлаждением» только для того, чтобы отличить ее от горелки с водяным охлаждением. Горелку с воздушным охлаждением также называют «сухой установкой», потому что она не использует воду в качестве охлаждающей жидкости, а тепло просто рассеивается от горелки в воздух.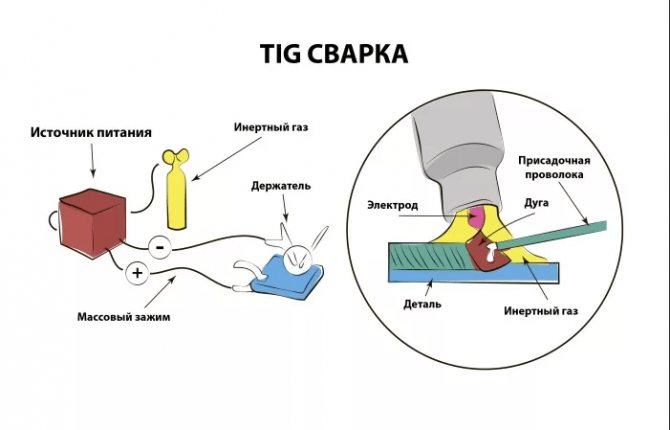
Горелка TIG с воздушным охлаждением
Одно из преимуществ сварки TIG-горелкой с воздушным охлаждением заключается в том, что вам не нужно иметь поблизости водопровод, другими словами, в полевых условиях. Итак, если у вас нет кулера, нет доступа к воде и/или вам не нужно запускать много длинных бусинок и беспокоиться о том, что ваша горелка перегреется, то вам, вероятно, подойдет горелка для сварки TIG с воздушным охлаждением. Горелка TIG с воздушным охлаждением серии 26 может быть хорошим выбором — она небольшая, но мощная и простая в обращении — идеально подходит для различных видов сварки TIG, но если вам нужна большая мощность, среди доступных горелок с воздушным охлаждением есть другие варианты. Серия горелок TIG.
Горелка TIG с водяным охлаждением
Когда важны терпение и контроль, вы не хотите спешить, чтобы закончить свою бусину, прежде чем ваш факел нагреется! Итак, если вы обнаружите, что откладываете горелку, потому что она становится слишком горячей, или вам нужно больше мощности, вам понадобится горелка TIG с водяным охлаждением. С горелками с водяным охлаждением, конечно, вам понадобится водяной/водяной охладитель. Теперь, если вы работаете в сварочном цехе с надежным доступом к воде, вы можете подключиться прямо к водопроводу. Популярная горелка TIG с водяным охлаждением серии 20 обеспечивает мощность 250 ампер, она маленькая и легкая. Он популярен из-за своей универсальности и способности выполнять множество сварочных работ.
С горелками с водяным охлаждением, конечно, вам понадобится водяной/водяной охладитель. Теперь, если вы работаете в сварочном цехе с надежным доступом к воде, вы можете подключиться прямо к водопроводу. Популярная горелка TIG с водяным охлаждением серии 20 обеспечивает мощность 250 ампер, она маленькая и легкая. Он популярен из-за своей универсальности и способности выполнять множество сварочных работ.
ТИПЫ ТИНГСТЭНОВЫХ ЭЛЕКТРОДОВ
Выберите правильный электрод для сварки TIG. TIG использует 6 электродов для передачи сварочной дуги на металлические детали, с которыми вы работаете.
- Электроды из чистого вольфрама доступны по цене и обеспечивают стабильную дугу на алюминии и магнии, используя закругленный наконечник.
- Торированные электроды являются наиболее распространенными электродами, потому что торий смешивается с вольфрамом, чтобы сделать более прочный наконечник электрода, который останется острым и прослужит дольше, чем вольфрам.
 При работе с ториевыми электродами необходимо обеспечить достаточную вентиляцию и меры предосторожности, так как он немного радиоактивный.
При работе с ториевыми электродами необходимо обеспечить достаточную вентиляцию и меры предосторожности, так как он немного радиоактивный. - Электроды с церием часто используются в приложениях постоянного тока с проектами с низкой силой тока или небольшими сложными деталями.
- Лантанированные электроды очень универсальны и подходят для машин переменного и постоянного тока. Они обеспечивают стабильную дугу и хорошо работают на малых токах.
- Цирокониированные электроды используются в проектах переменного тока, где вам нужен прочный электрод, устойчивый к загрязнению.
- Редкоземельные электроды обеспечивают стабильную дугу для проектов переменного и постоянного тока и имеют тенденцию служить дольше.
БЕЗОПАСНОСТЬ ПРЕЖДЕ ВСЕГО!
Безопасность всегда является наивысшим приоритетом на сварочной площадке. Рабочий всегда может отремонтировать часть оборудования или зашлифовать плохой сварной шов и заново сварить стык.