
Как правильно варить полуавтоматом тонкий металл
Главная » Сварка
Просмотров 912 Опубликовано Обновлено
Содержание
- 1 Преимущества сварки полуавтомата
- 2 Выполнение работы своими руками
- 3 Виды сварных швов
- 4 Как сваривать тонкий металл
Изобретение полуавтоматической сварки (так называемой MIG) является своеобразной эволюцией в ручном электродуговом процессе сваривания (так называемого ММА). Даже с учетом доступности инверторов типа ММА для быта лучше применять сварочные аппараты типа MIG. Однако для того, чтобы по достоинству оценить все достоинства необходимо купить сварочный аппарат полуавтомат и научиться правильно им работать. Однако разобраться с принципами работы не так уж и сложно.
Содержание
- Преимущества сварки полуавтомата
- Выполнение работы своими руками
- Виды сварных швов
- Как сваривать тонкий металл
Преимущества сварки полуавтомата
1. Существует возможность сваривания деталей из тонколистового железа, имеющего толщину до 0,5 миллиметра.
Существует возможность сваривания деталей из тонколистового железа, имеющего толщину до 0,5 миллиметра.
2. Минимальная степень чувствительности к коррозии и иным типам загрязнения свариваемого металла.
3. Небольшая цена с сравнении с иными видами сварки.
4. При помощи сварочного полуавтомата возможно выполнять спайку оцинкованных элементов, не повреждая цинковую поверхность.
Выполнение работы своими руками
До того, как начать сваривание полуавтоматом, следует провести настройку аппарата:.
1. Выбрать оптимальный режим сварочного тока, исходя из толщин свариваемых деталей. Как правило в комплекте есть таблицы выбора этих значений. Следует отметить, что сваривание при низких токах происходит плохо.
2. Выполнить настройку скорости подачи проволоки. Регулировка осуществляется при помощи сменяемых шестеренок.
3. Осуществить проверку правильности выбора режима на пробных элементах и, если нужно, откорректировать. При правильных настройках вы будете работать устойчивой сварной дугой.
При правильных настройках вы будете работать устойчивой сварной дугой.
Виды сварных швов
Различные типы создания сварного шва будут отличаться главным образом настройкой аппарата. Швы отличаются типом соединения и расположению деталей при сваривании.
Положение швов в пространстве:
· Вертикальные;
· Горизонтальные;
· Нижние;
· Потолочные.
По типам соединения:
· В нахлест;
· В стык;
· Угловые;
· Тавровые.
Самый простой вариант сваривания – в стык и внахлест.
Как сваривать тонкий металл
В этом процессе нет сложных операций. Напротив, сварить тонколистовые детали даже проще, чем толстые.
Тонкие листы можно сварить 2 методами:
· Обычным – для любых типов соединений;
· Заклепочным – детали располагаются внахлест и свариваются через заблаговременно созданные отверстия в верхней заготовке.
Существуют некоторые правила подобного сваривания:
1. Силу тока и скорость движения проволоки необходимо уменьшить.
Силу тока и скорость движения проволоки необходимо уменьшить.
2. Не рекомендуется замедлять горелку в одной точке. Будут получаться наплывы или прожоги.
3. Заклепочный метод предполагает старт с центра детали, расположенной внизу. Если начинать с верхнего, то расплавленная масса будет заливать отверстие, что приведет к плохому провару.
Когда не нужно получать герметичные соединения, то не следует сваривать сплошными швами. Чтобы сварить тонкие детали можно варить точечно с промежутками от 1 до 5 сантиметров.
Сварка тонкого металла электродом: технология и методы
Содержание
- Какие сложности бывают при сваривании тонкого металла
- Какую технологию и сварочный аппарат выбрать для работы с тонким металлом
- Как подобрать подходящие электроды и проволоку
- Как настроить инвертор и полуавтомат
- Техника и практические рекомендации для сварки тонких деталей
Сварка тонких листов металла и тонкостенных изделий толщиной 0,5-2,5 мм требует от сварщика практических навыков, аккуратности и правильной настройки аппарата. Конечно, для точных и тонких работ лучше подходят TIG и MIG. С их помощью можно быстро, удобно и качественно сваривать кузовные детали и элементы выхлопной системы, профиль, листовую сталь, трубы из разных сталей и сплавов. Но и располагая только инвертором можно работать с тонколистовым металлом с минимальной доработкой — рихтовкой для выпрямления, зачисткой и шлифовкой.
Конечно, для точных и тонких работ лучше подходят TIG и MIG. С их помощью можно быстро, удобно и качественно сваривать кузовные детали и элементы выхлопной системы, профиль, листовую сталь, трубы из разных сталей и сплавов. Но и располагая только инвертором можно работать с тонколистовым металлом с минимальной доработкой — рихтовкой для выпрямления, зачисткой и шлифовкой.
Рассматриваем, как и какой сваркой сваривать тонкий металл, какие важные моменты учитывать, выбирать аппараты, электроды или проволоку.
Какие сложности бывают при сваривании тонкого металла
Основные сложности связаны с неправильным выбором силы сварочного тока, скорости ведения электрода и перегревом заготовки.
В результате ошибок и недостатка опыта:
- Металл прожигается. Это частая ситуация при сварке на излишне больших токах и малой скорости. Достаточно чуть задержать электрод на месте, как заготовка прогорает насквозь. Чтобы избежать этого, нужно правильно выбрать ток и «набить руку».

- Деталь деформируется, а шов коробится. Такие проблемы возможны из-за большого тока, перегревания и линейного расширения металла. При медленной работе заготовку ведет, слишком быстрое движение электродом приводит к плохому провару.
- Возникают непровары шва или шов получается выпуклым с плохими механическими свойствами. Эти дефекты характерны при сварке на слишком маленьком токе, быстром ведении электрода, излишней длине дуги. В таких случаях снижается глубина провара.
- Появляются наплывы. Они могут быть на внешней стороне шва и на внутренней, как местное превышение проплава. Избыток наплавленного металла образуется из-за низкой скорости и ухудшает работу детали при нагрузках.
Чтобы не допускать таких дефектов необходимо правильно подобрать диаметр электрода или проволоки, выставить сварочный ток и скорость работы. Не забывайте обязательно очищать шлак, если его много из-за толстой обмазки, а шов случайно прервался.
Какую технологию и сварочный аппарат выбрать для работы с тонким металлом
Для тонкого металла используют все технологии: TIG, MIG и ММА. Выбор зависит от требований к качеству и внешнему виду шва, толщины заготовки, экономической целесообразности.
Выбор зависит от требований к качеству и внешнему виду шва, толщины заготовки, экономической целесообразности.
TIG сварка
Нижняя граница использования TIG — 0,3 мм для углеродистой и нержавеющей стали, 0,5 мм для алюминия и алюминиевых сплавов, меди. Сварку выполняют на подложке. Для качественного результата важно хорошо очистить бока кромок и поверхность в области соединения.
MIG сварка
Сварку полуавтоматом тонколистового металла ведут на короткой дуге — нижний предел для стали 0,7-1 мм и для алюминия и алюминиевых сплавов 2 мм. Она выполняется на низких сварочных токах, поэтому тепловложение в заготовку и размер ванны невелики. Однако для этого метода характерен крупнокапельный перенос, вне зависимости от используемой проволоки. Готовое изделие нужно зачищать.
Второй метод — импульсная сварка. Она тоже минимизирует тепловложение, поэтому заготовки не деформируются и коробятся. При этом расплавленный металл переносится мелкими каплями, что позволяет избежать зачистки.
ММА сварка
Сварку тонкого металла инвертором выполняют в условиях, когда переносить газовые баллоны, шланги, катушки проволоки тяжело и нерационально. Используют её и для разовых работ, когда невыгодно приобретать полуавтомат и не важна производительность. Нижняя граница для стали — 1-1,5 мм, но многое зависит от навыков.
Инверторы точно настраиваются, обеспечивают мягкую стабильную дугу на малых токах и умеренное тепловое вложение. Antistick и Arc Force помогают сваривать без залипания и прожигания детали. Для работы можно брать основные и рутиловые электроды, например УОНИИ, АНО-21, ОЗС-12, ОК 46.00. У каждого типа есть свои нюансы — основные электроды отличаются крупнокапельным переносом, при сварке рутиловыми больше шлака.
Как подобрать электроды и проволоку, подходящие для тонкого металла
Сварку тонколистового металла ведут на малых токах и используют электроды или проволоку небольшого диаметра. Для выбора можно ориентироваться на таблицы.
Для TIG
|
Толщина заготовки, мм |
0,8 |
1 |
1,5-2 |
|---|---|---|---|
|
Диаметр электрода, мм |
1 |
1-1,6 |
1,6 |
|
Диаметр присадочного прутка, мм |
1-1,6 |
1,6 |
2 |
|
Сила тока, А |
10-20 |
40-60 |
80-100 |
Для MIG
|
Толщина стали, мм |
1 |
1,5 |
2 |
|---|---|---|---|
|
Диаметр прутка, мм |
0,6 |
0,8 |
0,8 |
|
Скорость подачи, м/мин |
7 |
6 |
6,8 |
|
Сила тока, А |
60 |
90 |
110 |
Для ММА
|
Толщина заготовки, мм |
0,5-0,8 |
1 |
1,5 |
2 |
2,5 |
|---|---|---|---|---|---|
|
Диаметр электрода, мм |
1 |
1,6-2 |
2 |
2-2,5 |
3 |
|
Сила тока, А |
10-20 |
30-35 |
35-45 |
50-65 |
65-100 |
Как настроить инвертор и полуавтомат
По сути, при сварке тонколистовых заготовок покрытым электродом можно выбирать любую полярность. Надо только учитывать нюансы.
Надо только учитывать нюансы.
Если работать на обратной полярности, при которой «минус» будет на массе, а «плюс» на электрододержателе, кромки металла будут нагреваться меньше. Если работать на прямой полярности, при которой на «минус» будет на электроде, то нужно немного уменьшить силу тока, так металл не будет перегреваться.
Подбирать режимы сварки — скорость ведения электрода, силу тока для ММА, напряжение или длину дуги, скорость подачи проволоки, индуктивность MIG лучше опытным путем. При это надо понимать, как влияет каждый параметр на сварной шов, и уметь их правильно регулировать.
Техника и практические рекомендации для сварки тонких деталей
Для того, чтобы получить требуемое качество и внешний вид шва при сварке тонкого металла нужно не только тренироваться, но и помнить несколько простых правил, о которых поговорим ниже.
Подготовка кромок
Кромки и поверхность металла рядом с зоной сварки хорошо зачищают от окислов, ржавчины, грязи, которые могут стать причиной дефектов шва. Заготовки небольшой толщины можно сваривать без разделки кромок — это справедливо и для ММА, и для MIG.
Заготовки небольшой толщины можно сваривать без разделки кромок — это справедливо и для ММА, и для MIG.
Поджиг
При сварке ММА дуга поджигается контактным способом постукиванием или чирканьем электродом по заготовке. Чтобы не оставлять следов, можно сделать это на черновой детали.
Техника сварки
Для сварки можно применять различные способы: внахлест, встык с отрывом или прихватками, если приходиться работать в сложных положениях, и сплошным швом.
Угол наклона электрода или сварочной горелки — примерно 70-800, подбирают его опытным путем и с учетом положения сварки. Вести электрод и горелку можно разными способами. При сварке тонкостенных изделий чаще работают углом вперед. Это связано с тем, что при сварке углом назад тепловложение в сварочную ванну выше, а глубина проплавления больше. Электрод или горелку ведут углом назад, когда сваривают по вертикали сверху вниз.
При сварке сплошным швом электрод перемещают зигзагом или крутят «восьмерки», следя за сварочной ванной и не останавливаясь на одном месте. Это позволяет прогревать заготовку, но не перекаливать её, избегать прожогов металла и застывания шлака.
Это позволяет прогревать заготовку, но не перекаливать её, избегать прожогов металла и застывания шлака.
При MIG сварке нужно контролировать соотношение между напряжением и скоростью подачи прутка. При слишком высоком напряжении, но маленькой скорости много брызг, а на кромках могут появляться подрезы. При высокой скорости и напряжении повышается и тепловложение, что чревато прожигом тонкого металла. При слишком низком напряжении и большой скорости тепловыделение мало, а глубина проплавления недостаточна.
Отдельно нужно упомянуть индуктивность. При сварке тонких деталей нужно устанавливать низкие значения. Это уменьшает тепловложение, снижая риск прожигания, и увеличивает вязкость сварочной ванны.
После работы с готовой детали сбивают шлак и оценивают качество шва. При необходимости её зачищают от брызг, следов побежалости и аккуратно рихтуют при деформациях.
Насадки для сварки MIG тонкого металла
MIG ( Металлическая дуга в среде инертного газа
 Благодаря оборудованию последнего поколения Minifaber может сваривать любой металл, даже самый тонкий.
Благодаря оборудованию последнего поколения Minifaber может сваривать любой металл, даже самый тонкий.Риск при сварке очень тонких листов (0,6–5 мм) заключается в образовании пузырей и пористости на поверхности линии сварки. Чтобы этого избежать, можно предпринять ряд мер.
Давайте посмотрим:
- Что такое сварка MIG для тонкого металла?
- Методы сварки MIG тонкого металла
- Какой провод выбрать?
- Какую толщину можно сваривать с помощью сварки MIG?
- Как сваривать тонкую нержавеющую сталь MIG
- Можно ли сваривать тонкий металл с толстым?
Что такое сварка MIG для тонкого металла?
Сначала давайте посмотрим, что такое сварка МИГ.
Сварка МИГ представляет собой тип дуговой сварки. Чтобы нагреть металлы и обеспечить возможность сварки, он использует мощность, выделяемую электрической дугой , которая стреляет между электродом (называемым присадочным материалом) и свариваемым металлом.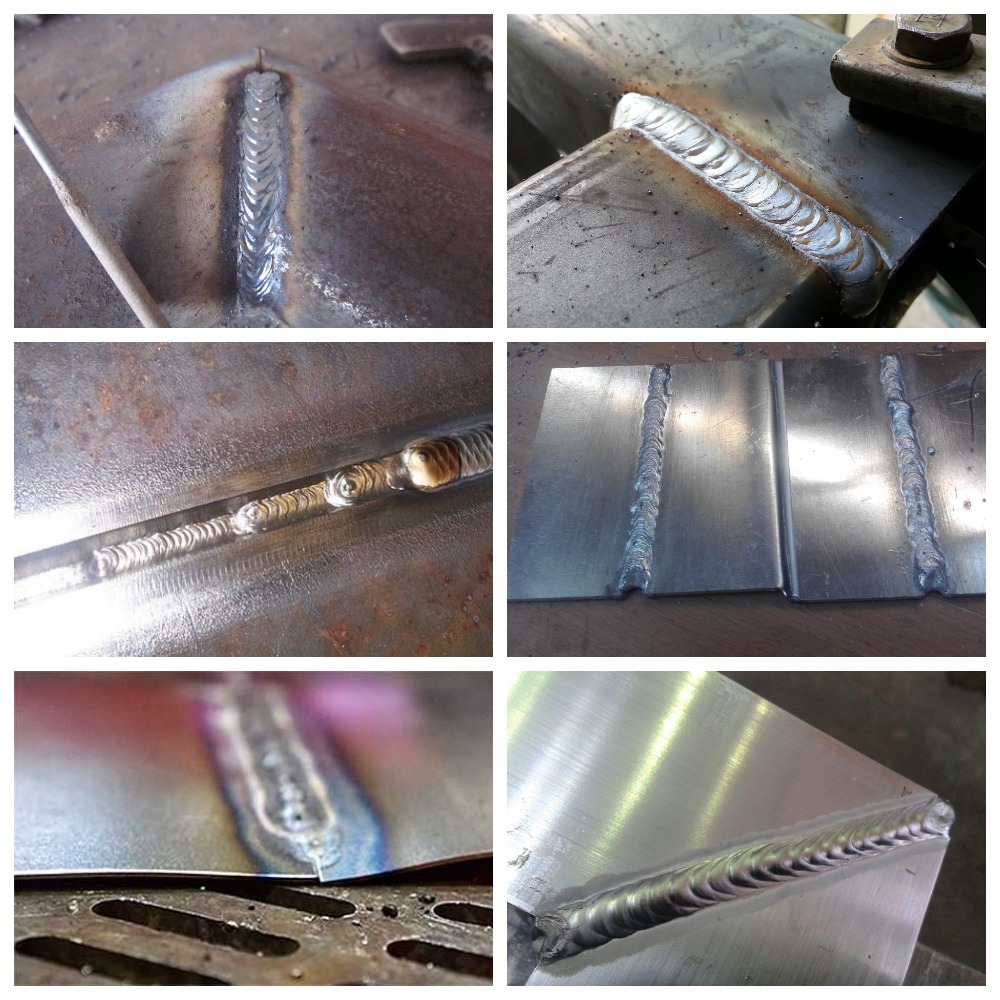 Это также тип сварки непрерывной проволокой. Электрод представляет собой бесконечную проволоку; в процессе она сплавляется с кромками свариваемого металла.
Это также тип сварки непрерывной проволокой. Электрод представляет собой бесконечную проволоку; в процессе она сплавляется с кромками свариваемого металла.
В конце концов, это тип сварки, в котором используется действие определенных газов. Как? В качестве защиты сварочной ванны. Газы вводятся в сварочную ванну баллоном для защиты дуги и зоны сварки от воздействия окружающей атмосферы.
Сварка MIG тонкого металла, например Сварка MIG алюминия , сегодня полностью автоматизирована благодаря использованию антропоморфных роботов , которые направляют горелку на сварной шов свариваемой детали.
Техника сварки МИГ тонкого металла
Дуговая сварка МИГ может выполняться:
- С газовой защитой (G.M.A.W. газовая дуговая сварка металлическим электродом)
- Без защиты газа (флюс или самозащитная проволока)
Эти два процесса отличаются газом, используемым для защиты сварочной ванны. В случае сварки тонких металлов не следует использовать Co2, так как он слишком горячий, и следует предпочесть газ аргон вместо этого.
В случае сварки тонких металлов не следует использовать Co2, так как он слишком горячий, и следует предпочесть газ аргон вместо этого.
Чтобы приступить к сварке MIG тонких металлов, необходимо знать больше о сварочной проволоке.
Сварка тонкого металла методом MIG требует опыта и высокой точности. Мы поможем вам с индивидуальной сметой. Свяжитесь с нами
Безгазовая сварка MIG тонкого металла: какую проволоку выбрать?
Как вы знаете, при сварке непрерывной проволокой используется проволока, которая вставляется в горелку сварочного аппарата.
- Сплошная проволока : секция, состоящая только из металлической порошковой проволоки. Сплошную проволоку выбирают из того же свариваемого вещества; он должен иметь такой же химический состав, чтобы быть эффективным.
 В проволоке есть элементы, помогающие в очистке свариваемого материала.
В проволоке есть элементы, помогающие в очистке свариваемого материала.
- Порошковая проволока , содержащая гранулы. Порошковая проволока выполняет ту же функцию, что и электрод с покрытием. Порошковая проволока имеет газозащиту, центр проволоки заполнен гранулированным порошком — флюсом. Так как он работает как электрод с покрытием, он может быть рутиловым, основным или специальным типом.
Для сварки тонкого металла лучше всего подходит порошковая проволока из-за ее меньшей силы тока.
Насколько тонкий слой можно сваривать с помощью сварки MIG?
Машины Minifaber могут контролировать количество тепла, сваривать любой лист толщиной менее 0,8 мм с использованием процесса MIG. Однако в идеале мы используем сварку TIG ( Tungsten Inert Gas ) для листов толщиной 0,6 мм или тоньше.
Как сваривать MIG тонкую нержавеющую сталь
Minifaber может сваривать даже тонкие листы из стали и нержавеющей стали методом MIG. В этом случае обязательно соблюдать осторожность, чтобы не превысить температуру сварки, но в то же время достичь достаточно высокой температуры для сварки твердого материала, такого как нержавеющая сталь.
В этом случае обязательно соблюдать осторожность, чтобы не превысить температуру сварки, но в то же время достичь достаточно высокой температуры для сварки твердого материала, такого как нержавеющая сталь.
Можно ли сваривать тонкий металл с толстым?
Правильные настройки — это первый шаг в сварке металлов разного размера. Для начала станки Минифабер настроены на рекомендуемые цифры для самой толстой заготовки. Резак перемещается быстро, чтобы не допустить возгорания более тонкой заготовки. Длина дуги также влияет на количество передаваемого тепла. Чем длиннее дуга, тем больше вольт и, следовательно, тем горячее . Вот почему вам нужно поддерживать узкую дугу (в идеале 3 мм), чтобы снизить температуру.
Свяжитесь с нашими специалистами, чтобы узнать больше о MIG-сварке тонкого металла. Свяжитесь с нами
Методы сварки — Versatile Welding, LLC
Versatile Welding Group
Сварка — это важный процесс, используемый в производстве и строительстве для соединения двух металлических частей.
1- Дуговая сварка вольфрамовым электродом (GTAW) GTAW также известна как сварка вольфрамовым электродом в среде инертного газа (TIG) и представляет собой точный и универсальный метод сварки. Он обычно используется для сварки тонких металлических листов, нержавеющей стали и алюминия. В этом процессе для получения сварного шва используется неплавящийся вольфрамовый электрод, защищенный инертным газом, обычно аргоном.
Преимущества:
Точный контроль процесса сварки обеспечивает высокое качество и надежность сварных швов.
Сварные швы могут выполняться в любом положении, включая горизонтальное и вертикальное.
При этом процессе образуется минимальное количество брызг и дыма, что делает его более безопасным для сварщика.

Недостатки:
2- Дуговая сварка металлическим газом (GMAW) GMAW , также известная как сварка в среде инертного газа (MIG), представляет собой процесс полуавтоматической сварки, в котором для создания сварного шва используется электрод с подачей проволоки. Электрод защищен инертным газом, например аргоном, для предотвращения окисления.
Преимущества:
GMAW — это быстрый и эффективный метод сварки, что делает его идеальным для крупносерийного производства.
Процесс относительно прост и может быть легко автоматизирован.
Сварные швы, произведенные GMAW, прочны и однородны.
Недостатки:
3- Дуговая сварка металлическим электродом в среде защитного газа (SMAW) SMAW
 Электрод покрыт флюсом, который обеспечивает защиту от атмосферы и создает присадочный металл для сварного шва. Этот процесс обычно является предпочтительным вариантом для сварки в полевых условиях или когда проекты требуют сварки на месте.
Электрод покрыт флюсом, который обеспечивает защиту от атмосферы и создает присадочный металл для сварного шва. Этот процесс обычно является предпочтительным вариантом для сварки в полевых условиях или когда проекты требуют сварки на месте.Преимущества:
SMAW — это универсальный метод сварки, который можно использовать для широкого спектра материалов и в различных положениях.
Этот процесс относительно прост и не требует источника питания, что делает его идеальным для удаленных или полевых работ.
Недостатки:
Процесс относительно медленный, что делает его менее эффективным для крупномасштабного производства.
Сварщик должен часто менять электрод, что может замедлить процесс сварки.
4- Дуговая сварка флюсовой проволокой (FCAW) FCAW – это метод сварки, в котором используется электрод с непрерывной подачей проволоки, заполненный флюсом.