
Импульсная MIG сварка
Импульсная сварка в защитных газах (pulsed MIG/MAG или pulsed arc MIG) реализуется при помощи импульсного источника сварочного тока для управления переносом расплавленного присадочного материала в дуге таким образом, чтобы стабилизировать процесс горения дуги и минимизировать разбрызгивание. Этот способ был разработан в 1960-х годах Д.C. Нидхемом в TWI (Институт Сварки Великобритании). Однако в то время трудно было создать требуемый источник энергии. Первые источники энергии использовали часть синусоиды для создания импульсов, т.е. частота импульса могла быть изменена только по определенным фиксированным шагам. И только тогда, когда был создан инверторный источник энергии в конце 1970-х, импульсная дуговая сварка стала реальностью.
Импульсная дуговая сварка плавящимся электродом в среде защитных газов (MIG/MAG) используется, главным образом, для сварки алюминия и нержавеющей стали, хотя также используется для сварки обычной углеродистой стали.
Преимущества импульсной MIG/MAG сварки:
• Процесс переноса металла полностью управляем, отсутствует разбрызгивание.
• Имеется возможность расширения диапазона параметров MIG/MAG сварки со струйным переносом до более низких параметров, чем при традиционной сварке, особенно таких материалов как нержавеющая сталь или алюминий.
• Способ позволяет сваривать тонкие материалы или выполнять сварку в различных пространственных положениях с лучшими результатами, чем при сварке короткой дугой.
• Импульсная MIG/MAG сварка иногда используется там, где применяется традиционная MIG/MAG сварка со струйным переносом, для обеспечения лучшего проплавления металла.
• При импульсной MIG/MAG сварке стабильного горения дуги можно достигнуть даже при использовании более толстой присадочной проволоки. Это необходимо при сварке алюминия, когда бывает трудно подавать проволоку из-за ее мягкости.
• Недавние исследования показали, что эффективное сжатие капель расплавленного металла при импульсной MIG/MAG сварке уменьшает перегрев металла, приводя к меньшему дымообразованию.

Недостатки импульсной MIG/MAG сварки:
• Производительность импульсной MIG/MAG сварки ниже, чем при сварке короткой дугой. Больший подвод тепла, по сравнению со сваркой короткой дугой, снижает максимальную скорость подачи проволоки.
• Импульсная дуговая сварка ограничивает выбор защитных газов. Как и при традиционной MIG/MAG сварке со струйным переносом металла, концентрация CO2 в смеси Ar/CO2 не должна быть слишком высока (не более 20%), что не позволяет использовать такие же соотношения Ar/CO2 , как при сварке короткой дугой.
С более подробной информацией об импульсной MIG сварке и опыте её применения на предприятиях Иркутска можно ознакомиться в ООО «Сварочная техника».
Связаться
MIG-MAG сварка полуавтоматом — что это такое, как и чем варить
Алюминий является самым недорогим и легким металлом. В связи с этим, он часто применяется, как в быту, так и в машиностроении, авиастроении и пищевой промышленности. С этим металлом достаточно просто работать. Но его недостаток…
С этим металлом достаточно просто работать. Но его недостаток…
Полуавтоматическая сварка является наиболее удобным и самым востребованным видом после сварки электродом. Особенно популярна сварка полуавтоматом при кузовном ремонте и когда нужно, сваривать тонкий металл, который легко прожигается электродом. Однако это далеко не все…
С самого появления сварочных полуавтоматов так повелось, что ими варят тонкий кузовной металл, там, где справиться обычным электродом не под силу. И правда, полуавтоматическая сварка, отлично справляется с заготовками небольшой толщины, оставляя очень красивое…
Полуавтоматическая сварка MIG сильно отличается от дуговой сварки. Прежде всего, тем, что она имеет механизированную подачу присадочного материала в зону сварки. В отличие от ручной дуговой сварки, где в качестве присадочного материала используется электрод,…
MIG сварка отличается удобством и быстротой, однако ошибки при осуществлении сварочного процесса могут всё испортить и свести на «нет». Например, использование короткого направляющего канала станет причиной возникновения вибраций. В свою очередь, вибрации негативным образом…
Например, использование короткого направляющего канала станет причиной возникновения вибраций. В свою очередь, вибрации негативным образом…
Если раньше ручная дуговая сварка обозначалась просто и понятно (РДС), то на сегодняшний день система обозначений изменилась. Тем более, когда речь идёт про такие аббревиатуры, как TIG, MMA и MIG/MAG. Чтобы не путаться в…
Многие, кто решил обзавестись полуавтоматом, задаётся вопросами, что для этого нужно и насколько сложно варить. Полуавтомат, это не просто инвертор для ручной дуговой сварки при помощи электрода. Для сварки полуавтоматом нужен газ, что многих…
Перед началом сварки необходимо правильно подготовить полуавтомат. В первую очередь нужно поставить катушку со сварочной проволокой на штифт тормозного барабана, после чего отрегулировать прижимной винт. Регулировку прижимного винта нужно осуществлять таким образом, чтобы полностью…
Сварка в среде углекислого газа имеет свои плюсы и минусы. Из преимуществ нужно выделить узкую зону термического воздействия на металл, что в свою очередь дает возможность сваривать даже самые тончайшие заготовки. Кроме того, эффективность…
Из преимуществ нужно выделить узкую зону термического воздействия на металл, что в свою очередь дает возможность сваривать даже самые тончайшие заготовки. Кроме того, эффективность…
MIG Welding vs MAG Welding
24 марта 2023 г. 24 марта 2023 г. | 20:25
Что касается сварки, у вас есть два основных варианта: сварка MIG и сварка MAG. Оба имеют свои преимущества и недостатки, поэтому важно понимать различия между ними, прежде чем принимать решение о том, какой из них лучше всего подходит для вашего проекта. Давайте посмотрим, что отличает сварку MIG и MAG друг от друга.
Сварка MIG
MIG или сварка в среде инертного газа — это метод использования дуги между электродной проволокой и заготовкой. Он использует защитный газ, который помогает защитить зону сварки от загрязнения. Это полуавтоматический процесс, что означает, что вы можете легко регулировать скорость подачи проволоки по мере необходимости. Это делает сварку MIG идеальной для тонких металлов, таких как алюминий или стальной лист, потому что она не требует какой-либо подготовки с использованием стержней или флюсов — просто запустите и приступайте!
9Сварочные аппараты MIG 0002 также относительно просты в использовании по сравнению с другими типами сварочных аппаратов, даже для новичков. Вам не нужно быть опытным сварщиком, чтобы получить хорошие результаты с этим типом оборудования. Тем не менее, это требует некоторой практики, но как только вы поймете, как работает MIG, вы сможете быстро добиться отличных результатов.Сварка MAG
Сварка MAG означает Metal Active Gas и похожа на сварку MIG тем, что использует защитный газ для защиты зоны сварки от загрязнения. Однако, в отличие от сварки MIG, MAG использует активный газ, такой как аргон или CO2, который активно участвует в формировании сварочной ванны. Это означает, что при правильном нагреве дугой электродной проволоки эти газы помогают образовывать более прочные связи, чем те, которые образуются в атмосфере чистого аргона, используемой в процессах сварки MIG. Кроме того, поскольку эти газы более активны, чем инертные, используемые в процессах MIG, они, как правило, обеспечивают более чистые сварные швы с меньшим количеством дефектов, таких как пористость или непровар на стыковых соединениях между двумя металлическими частями, соединяемыми вместе в производственных проектах.
Однако, в отличие от сварки MIG, MAG использует активный газ, такой как аргон или CO2, который активно участвует в формировании сварочной ванны. Это означает, что при правильном нагреве дугой электродной проволоки эти газы помогают образовывать более прочные связи, чем те, которые образуются в атмосфере чистого аргона, используемой в процессах сварки MIG. Кроме того, поскольку эти газы более активны, чем инертные, используемые в процессах MIG, они, как правило, обеспечивают более чистые сварные швы с меньшим количеством дефектов, таких как пористость или непровар на стыковых соединениях между двумя металлическими частями, соединяемыми вместе в производственных проектах.
Разница между сваркой МИГ и сваркой МАГ
Преимущества сварки МИГ
Сварка МИГ имеет несколько преимуществ по сравнению с магнитной сваркой. Во-первых, сварка МИГ выполняется быстрее, чем сварка магнитным полем, поскольку электрод подается через сварочный пистолет. Во-вторых, при сварке МИГ образуется меньше дыма и дыма, чем при сварке магнитным полем, поскольку электрод не соприкасается с заготовкой. В-третьих, сварку МИГ можно использовать для более толстых материалов, чем сварку магнитным полем, поскольку электрод можно перемещать быстрее. В-четвертых, при сварке MIG получаются более чистые сварные швы, чем при сварке в магнитном поле, поскольку вероятность загрязнения меньше.
В-третьих, сварку МИГ можно использовать для более толстых материалов, чем сварку магнитным полем, поскольку электрод можно перемещать быстрее. В-четвертых, при сварке MIG получаются более чистые сварные швы, чем при сварке в магнитном поле, поскольку вероятность загрязнения меньше.
Преимущества сварки в магнитном поле
Сварка в магнитном поле имеет несколько преимуществ по сравнению со сваркой MIG. Во-первых, сварку Mag можно использовать для более тонких материалов, чем сварку MIG, потому что электрод не нужно перемещать так быстро. Во-вторых, сварка Mag производит меньше тепла, чем сварка MIG, потому что электрод не соприкасается с заготовкой. В-третьих, магнитную сварку можно использовать в труднодоступных местах, так как электрод можно изогнуть, чтобы добраться до этих мест. В-четвертых, при сварке Mag получаются более прочные сварные швы, чем при сварке MIG, поскольку тепло дуги плавит металл более равномерно.
Недостатки сварки MIG
Сварка MIG также имеет некоторые недостатки по сравнению со сваркой Mag. Одним из недостатков сварки MIG является то, что она может быть дороже, чем сварка Mag, поскольку требует специального оборудования, такого как сварочный аппарат и газовый баллон. Еще одним недостатком сварки MIG является то, что она может быть более опасной, поскольку производит больше искр, чем сварка Mag. Наконец, сварка MIG может производить менее прочные сварные швы, чем сварка Mag, если она не выполняется правильно.
Одним из недостатков сварки MIG является то, что она может быть дороже, чем сварка Mag, поскольку требует специального оборудования, такого как сварочный аппарат и газовый баллон. Еще одним недостатком сварки MIG является то, что она может быть более опасной, поскольку производит больше искр, чем сварка Mag. Наконец, сварка MIG может производить менее прочные сварные швы, чем сварка Mag, если она не выполняется правильно.
Недостатки магнитной сварки
Сварка Mag Welding также имеет некоторые недостатки по сравнению со сваркой MIG. Одним из недостатков Mag Welding является то, что выполнение проекта может занять больше времени, поскольку каждый валик необходимо охлаждать перед началом следующего. Еще одним недостатком магнитной сварки является то, что она может производить больше паров и дыма, поскольку электрод соприкасается с заготовкой. Наконец, сварка MIG может не подходить для использования на более толстых материалах, поскольку для ее нагрева требуется больше времени
Вывод:
Теперь должно быть ясно, что между процессами сварки MIG и MAG существуют явные различия в зависимости от ваших конкретных потребностей. Если вы планируете работать с тонкими металлами, такими как алюминий или стальной лист, то MIG, вероятно, будет лучшим выбором из-за простоты использования и быстрой настройки без необходимости использования каких-либо флюсов или стержней для подготовки перед началом работы. С другой стороны, если вы планируете работать с более толстыми материалами, такими как нержавеющая сталь, то MAG может быть вашим предпочтительным выбором из-за его более качественных связей, возникающих в результате участия активных газов в образовании сварочных ванн во время процесса нагрева электродной дугой, при этом защищая от загрязнения через защитные газы также присутствуют в течение всего процесса. В конечном счете, это зависит от того, какие результаты вы ищете, когда решаете, какой тип сварочного аппарата лучше всего соответствует потребностям вашего проекта!
Если вы планируете работать с тонкими металлами, такими как алюминий или стальной лист, то MIG, вероятно, будет лучшим выбором из-за простоты использования и быстрой настройки без необходимости использования каких-либо флюсов или стержней для подготовки перед началом работы. С другой стороны, если вы планируете работать с более толстыми материалами, такими как нержавеющая сталь, то MAG может быть вашим предпочтительным выбором из-за его более качественных связей, возникающих в результате участия активных газов в образовании сварочных ванн во время процесса нагрева электродной дугой, при этом защищая от загрязнения через защитные газы также присутствуют в течение всего процесса. В конечном счете, это зависит от того, какие результаты вы ищете, когда решаете, какой тип сварочного аппарата лучше всего соответствует потребностям вашего проекта!
Абхишек Модак
Абхишек — опытный блогер и отраслевой эксперт, который делится своими взглядами и знаниями по различным темам. Своими исследованиями Абхишек предлагает ценные идеи и советы для профессионалов и энтузиастов. Подпишитесь на него, чтобы получить экспертные советы о последних тенденциях и разработках в металлургической промышленности.
Подпишитесь на него, чтобы получить экспертные советы о последних тенденциях и разработках в металлургической промышленности.
Инверторный сварочный аппарат MIG IPOTOOLS
Перейти к содержимому- Сортировать по Порядок по умолчанию
- Сортировать по Порядок по умолчанию
- Сортировать по Имя
- Сортировать по Цена
- Сортировать по Дата
- Сортировать по популярности
- Показать 50 продуктов
- Показать 50 продуктов
- Показать 100 товаров
- Показать 150 товаров
Инверторный сварочный аппарат IPOTOOLS MIG
Сварку MIG или MAG можно выполнять с помощью одного и того же сварочного аппарата. Разница между MIG и MAG заключается в том, что при сварке MIG используется инертный газ аргон (Ar), а при сварке MAG в качестве защитного газа используется активный газ CO2 или смесь двуокиси углерода (CO2) и аргона (Ar).
Разница между MIG и MAG заключается в том, что при сварке MIG используется инертный газ аргон (Ar), а при сварке MAG в качестве защитного газа используется активный газ CO2 или смесь двуокиси углерода (CO2) и аргона (Ar).
Процесс выполняется с помощью сварочной горелки MIG, которая отличается от горелки TIG тем, что не требуется вольфрамовый электрод, поскольку используется сварочная проволока, которая подается из аппарата через горелку MIG. Работа со сварочным аппаратом MIG проще, чем работа со сварочным аппаратом TIG, и поэтому это также наиболее распространенный процесс сварки.
С нашим инверторным сварочным аппаратом MIG вы можете легко сваривать материалы во всех положениях, такие как нержавеющая сталь, алюминий и алюминиевые сплавы.
В нашем предложении вы также найдете модели MIG MAG с режимом Synergic, который позволяет задавать предварительно запрограммированные параметры для получения прочного и однородного сварного шва в зависимости от диаметра проволоки и комбинации газов.
Вы можете найти все необходимое для вашего аппарата MIG, нажав на кнопку ниже.
СРАВНИТЕЛЬНАЯ ТАБЛИЦА – Аппараты для сварки MIG| Модель | | МИГ-185Р | МИГ-185 СИНЕРГИК | МИГ-250 | МИГ-315 ДЦ |
|---|---|---|---|---|---|
| Процесс сварки | МИГ/МАГ/ММА | МИГ/МАГ/ММА | МИГ/МАГ/ММА | МИГ/МАГ/ММА | МИГ/МАГ/ММА |
| Натяжение | 230 В | 230 В | 230 В | 230 В | 3x 400 В |
| Сварочный ток MIG/MAG | 40-160 А | 40-185 А | 40-185 А | 30–250 А | 30-315 А |
| Сварочный ток ММА | 40-160 А | 40-185 А | 40-185 А | 30–250 А | 10-200 А |
| Рабочий цикл MIG/MAG | 160 А – 60 % 125 А – 100 % | 185 А – 60 % 132 А – 100 % | 185 А – 60 % 132 А – 100 % | 250 А – 35 % | 315 А – 35 % 200 А – 100 % |
| Рабочий цикл MMA | 160 А – 60 % 125 А – 100 % | 185 А – 60 % 132 А – 100 % | 185 А – 60 % 132 А – 100 % | 250 А – 35 % | 160 А – 100 % |
| Диаметр проволоки (мм) | 0,6/0,8/0,9 | 0,8 / 1,0 | 0,8 / 1,0 | 0,8 / 1,0 | 0,8 / 1,0 |
| ЕВРО центральное подключение | № | Да | Да | Да | Да |
| Тип/длина горелки | MB15 – 2 м | MB15 – 3 м | MB15 – 3 м | MB15 – 3 м | MB25 – 3 м |
| Синергетическая функция | № | № | Да | № | № |
| Технология IGBT | Да | Да | Да | Да | Да |
| Цифровой дисплей | Да | Да | Да | № | Да |
Макс.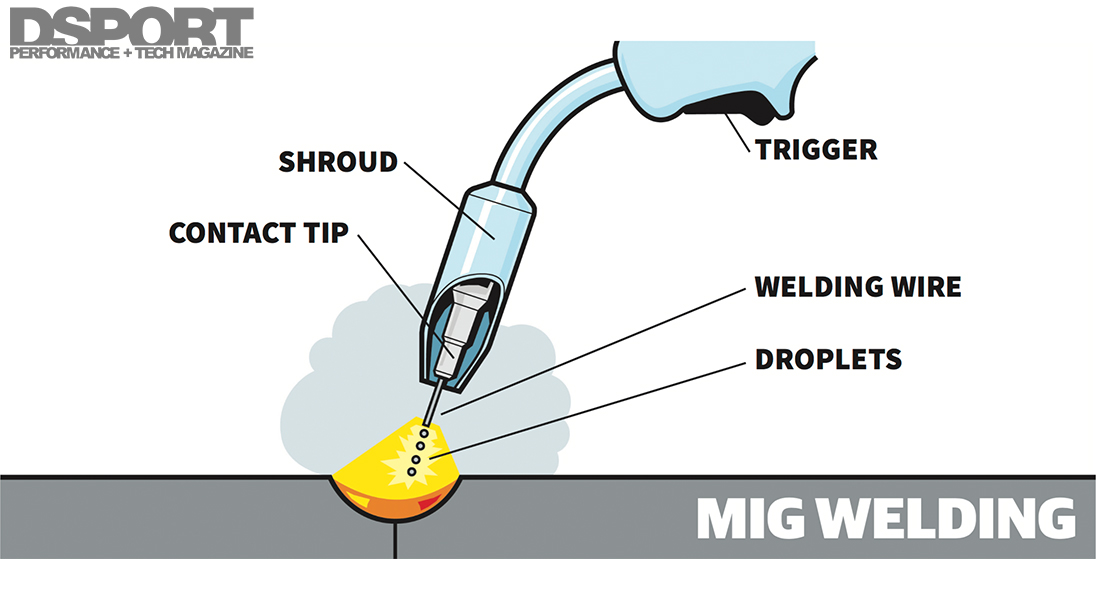 |