
Страница не найдена — PRICEP-VLG.RU
ПДД
Приветствую всех! Сегодня большой проблемой наших автомобилистов является то, что внушительное количество людей не
ПДД
Всем привет, дорогие друзья! Продолжаем тему ПДД. На очереди у нас знак Одностороннее движение.
Багажники
Всем привет! Выбирая автомобиль, многие люди смотрят на его практичность и вместительность.
ПДД
Здравствуйте, дорогие друзья! Тема ПДД актуальна всегда, поскольку нарушений на дороге великое множество. В
Багажники
Всем привет! Будет справедливо сказать, что Шкода Октавия является одним из лучших авто в
ПДД
Здравствуйте, дорогие друзья! Тема ПДД актуальна всегда, поскольку нарушений на дороге великое множество. В
В
цены на точечную аргонную сварку кузова автомобиля в ЮАО, СВАО, САО и ЦАО г. Москвы
- Главная
- Услуги
- Кузовной ремонт
- Сварка автомобилей
Профессиональная сварка автомобиля в ЮАО, СВАО, САО и ЦАО г. Москвы от автосервиса «Эвис-Моторс». Это стало возможным благодаря наличию профессионального оборудования и постоянно повышающим свою квалификацию мастерам.
В чем преимущества аргонодуговой сварки?
-
За счет малой площади плавления могут быть восстановлены даже небольшие детали.

-
Ее можно назвать универсальной: она превосходно подходит для реставрации разных частей кузова и позволяет совмещать в одной детали разные металлы. С ее помощью могут устраняться трещины, сколы, нарезаться резьба и реставрироваться утерянные элементы.
-
Аргон не окисляет металл, за счет чего получаемые швы отличаются прочностью и долговечностью.
В первую очередь необходимо очистить поверхность от ржавчины, краски и других веществ. Далее элементы скрепляются между собой с помощью прижимных устройств, после чего осуществляется непосредственная сварка.
Звучит просто, но на самом деле это не так. Сварка машин аргоном — довольно сложный процесс: при малейшей оплошности металл перестает гнуться и начинает лопаться, подобно стеклу. Именно поэтому не каждый готов взяться за данную работу.
Почему стоит обратиться в «Эвис-Моторс»?
Действительно знающих специалистов в этой области не так-то много. К счастью, среди наших мастеров они есть, поэтому мы не только примем заявку, но и предоставим гарантии на качество проделанных работ.
К счастью, среди наших мастеров они есть, поэтому мы не только примем заявку, но и предоставим гарантии на качество проделанных работ.
Стоимость услуги зависит от сложности реставрации, модели и состояния автомобиля. С предварительными ценами можно ознакомиться в прайс-листе, расположенном ниже.
Возможно Вас также заинтересуют следующие виды кузовных работ:
Мы осуществляем сварку автомобилей в ЮАО, СВАО, САО и ЦАО г. Москвы следующих марок авто:
Acura
Alfa Romeo
Audi
BMW
Cadillac
Chery
Chevrolet
Chrysler
Citroen
Daewoo
Dodge
Fiat
Ford
Geely
Great Wall
Honda
Hyundai
Infiniti
Jeep
KIA
Land Rover
Lexus
Lifan
Mazda
Mercedes
Mini
Mitsubishi
Nissan
Opel
Peugeot
Porsche
Renault
Seat
Skoda
SsangYong
Subaru
Suzuki
Toyota
Volkswagen
Volvo
Сварка кузова автомобиля.
 Надежность и срок службы сварных швов.
Надежность и срок службы сварных швов. Сварка автомобиля являеться одним из видов кузовных работ. Данная статья будет полезна для автовладельцев, которые приобрели поддержанный автомобиль, или срок эксплуатации автомобиля превышает более трех лет. Дело в том, что в ходе не бережной эксплуатации, даже сравнительно новый автомобиль может проявить на себе признаки коррозии. И дело может быть даже не в том, что автомобиль не обрабатывался антикоррозийным средством.Причиной может быть масса других факторов. Например, через скол в лакокрасочном материале, может попасть влага и ее испарения начинает подрывать краску. Самое уязвимое место, это пороги автомобиля. Цена на данный кузовной ремонт напрямую зависит от того, на сколько оперативно вы начнете принимать меры по устранению данной неисправности. Средняя цена на полную сварку порога, составляет около 1000 гривен. Тут волей не волей хозяин автомобиля будет задаваться вопросом, на сколько это надежно и долго ли прослужит отремонтированная деталь? Если ответить прямо, то в случае замены порога добросовестным мастером прослужит больше 5 ти лет.

Сварка кузова автомобиля. Кузовной ремонт сваркой в Москве
Заказать услугу
Оформите заявку на сайте, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.
У автомобилей различные владельцы, поэтому они и эксплуатируются по-разному. Однако у всех машин проблемы с кузовом начинаются почти одинаково. Обычно коррозия автомобиля берет начало в местах скопления влаги. Надолго оставаясь там, вода начинает съедать металл. Такими местами в автомобиле считаются:
- Отделение багажа;
- Передняя часть;
- Пороги, крылья колес.
Уязвимым местом багажного отсека является углубление, предназначенное для «запаски». Редко кто из автовладельцев вытирает это место, совершив процедуру замены колесного диска. Передняя часть автомашины гниет под поликами, а с колесными крыльями и порогами все просто: влага с грязью начинают здесь оседать, когда машина передвигается по снегу или лужам.
Когда требуется капремонт кузова, многие предпочитают заваривать проблемные места. Если имеются неплохие навыки, данную работу можно сделать самостоятельно. Но лучше доверить операцию профессионалам (к ним относится и наш техцентр), потому что потребуется оборудование.
Но лучше доверить операцию профессионалам (к ним относится и наш техцентр), потому что потребуется оборудование.
Сварка кузова автомобиля в НИВЮС
Распространение коррозии или сильное ДТП потребует серьезный кузовной ремонт. Сварка будет оптимальным вариантом, если не хотите заменить кузов. Для сварочных работ наши специалисты используют углекислотный полуавтомат (сварка проволокой) или применяют инвертор.
Углекислотный полуавтомат считается универсальным инструментом, позволяющим варить металл, толщина которого находится в диапазоне 0,8-6 мм. Аппарат дает возможность:
- Выправлять вмятины;
- Залатать дыры;
- Переваривать лонжероны (пороги).
Его предназначение – сварка кузова ТС с низкой долговечностью. Идеальный пример — модели волжского автозавода.
С помощью углекислотного полуавтомата в зону сварки под давлением подается двуокись углерода. Воздушная смесь вытесняется, и кузовной ремонт сваркой выполняется в углекислотной среде. Так металл защищается от окисления. При сварке металл плавясь, прочно скрепляет элементы кузова. Если аргоном заменить двуокись углерода, углекислотным полуавтоматом можно сваривать нержавеющую сталь, алюминий и пр. цветные металлы.
Так металл защищается от окисления. При сварке металл плавясь, прочно скрепляет элементы кузова. Если аргоном заменить двуокись углерода, углекислотным полуавтоматом можно сваривать нержавеющую сталь, алюминий и пр. цветные металлы.
Компактный инвертор мы применяем для ускорения сварочных работ. Отличительные особенности инвертора – прекрасная скорость работы и возможность его использования при низком напряжении тока. Но этот аппарат часто ломается из-за пыли, не позволяет сваривать железо 3-миллиметровой толщины и стоит дорого. Кроме того, правила техбезопасности требуют пользоваться средствами защиты при использовании инвертора.
Безупречное выполнение работ
Специалисты техцентра «НИВЮС» выполняют сварочные работы предельно аккуратно, После кузовного ремонта сваркой вы не заметите следов на вашем автомобиле. Потому что наши сотрудники профессионалы и используют в работе новейшее оборудование.
И все это сочетается с приемлемой ценой.
Оформить заказ на подобную услугу можно по телефону или через сайт!
Наши клиенты
Клиент: Булкин Дмитрий Георгиевич
Авто: AUDI Q3
Ремонт: ТО+замена свечей.Клиент: Калинин Андрей Викторович
Авто: Шкода Октавия
Ремонт: Ремонт ходовой.Клиент: Полунина Ирина Стансилавовна
Авто: VW Touareg
Ремонт: ТО2.Клиент: Лукас Наталья Леонидовна
Авто: BMW 120i
Ремонт: ТО2, замена щеток стеклоочистителя.Клиент: Трушин Игорь
Авто: VW Tiguan
Ремонт: Ремонт электропроводки.
Клиент: Вовченко Алексей Александрович
Авто: Nissan Pathfinder
Ремонт: Замена задних тормозных колодок и дисков.Клиент: Бодров Сергей Александрович
Авто: VW Tiguan
Ремонт: Замена свечей и промывка топливных форсунок.Клиент: Антонова Юлия Сергеевна
Авто: Subaru Impreza
Ремонт: Кузовной ремонт.Клиент: Макаров Вячеслав Владимирович
Авто: Nissan Teana
Ремонт: Кузовной ремонт.Клиент: Ефремов Вячеслав Иванович
Авто: Audi A6
Ремонт: Кузовной ремонт.
Клиент: Менденхолл Евгения Владимировна
Авто: Subaru Outback
Ремонт: Кузовной ремонт.
Сварка кузова автомобиля
За свою долгую эксплуатацию кузов автомобиля встречает нагрузки от различных воздействий, защищая все узлы автомобиля, которые скрыты внути него. Поездки по дорогам сложно назвать простыми, они для кузова сопряжены с постоянным риском: ливни, снегопад, грязь, камни, песок, различные реагенты, также не стоит забывать про деформацию корпуса при авариях. Наибольший процент коррозии приходятся на днище транспорта. Такой ремонт требует сварки кузова автомобиля.
Независимо от типа сварки, полуавтоматической, или точечной, такой ремонт нельзя назвать простым и легковыполнимым. Главный секрет успеха мастеров СТО «Славутич» — в профессиональном оборудовании станции, а также в квалификации наших мастеров, ведь сварной шов должен быть незаметен для глаз окружающих. От специалиста, выполняющего этот вид работ, требуется мастерство и умение.
От специалиста, выполняющего этот вид работ, требуется мастерство и умение.
Главные критерии выбора оборудования для качественной сварки кузова:
- Особенности дефекта диктуют выбор необходимого сварного шва.
- Вид работ выбирается в зависимости от типа металла.
- Особенности автомобиля определяют методику сварки металла. Она может быть газовой, ручной, дуговой, полуавтоматической, прогрессивной лазерной.
Конечно же, если ваша машина после ДТП или же у нее немалый срок эксплуатации, то наши мастера исправят любую погрешность кузова и вернут его в нормальное рабочее состояние. При сильных столкновениях нередко возникают разрывы металла, также кузов автомобиля сильно деформируется, ремонтируется все путем рихтовки и сварки.
Некоторые начинающие автолюбители думают, что процесс сварку кузовных частей авто производят обычным сварочным аппаратом, который питается переменным током, и если у них есть некоторые навыки работы с обычной сваркой, то они также смогут заниматься автомобильными сварочными работами. Говорим сразу, что таким простым стандартным устройством добиться подходящего ровного и однородного сварного шва добиться невозможно. Перед тем, как приступать к ремонту, нужно четко понимать, как выполнять сварочные работы, ведь варить кузов автомобиля возможно множеством способов.
Говорим сразу, что таким простым стандартным устройством добиться подходящего ровного и однородного сварного шва добиться невозможно. Перед тем, как приступать к ремонту, нужно четко понимать, как выполнять сварочные работы, ведь варить кузов автомобиля возможно множеством способов.
Если вы не хотите, чтобы важ автомобиль в процессе поездки вдруг потерял какую-нибудь деталь кузова, обязательно звоните, или заворачивайте к нам на СТО «Славутич», наши двери всегда открыты для Вас!
Сварка кузова автомобиля | Контактная сварка кузова
Самый большой, самый дорогой и самый ответственный узел легкового автомобиля – его кузов. Он определяет не только основные потребительские свойства (скорость, комфорт, эстетическое восприятие автомобиля в целом и т. д.), но и безопасность водителя и пассажиров. Поэтому требования к кузову неуклонно повышаются.
Автомобильный мир меняется, и корпуса новых автомобилей становятся все сложнее. Соперничество в сфере пассивной безопасности побуждает автомобилестроителей тесно сотрудничать с металлургами, разрабатывающими новые виды и технологии стали. Это приводит к появлению новых методов работы для специалистов по ремонту автомобильных кузовов.
Это приводит к появлению новых методов работы для специалистов по ремонту автомобильных кузовов.
Развитие свойств сталей в автомобильной промышленности нацелено на повышение уровня безопасности.
Свойства стали делятся на три основные категории: механические, физические и химические. Потребительские требования складываются из следующих характеристик:
■ Ковкость – способность металла к обработке до состояния тонкого листа, который можно гнуть, штамповать в горячем или холодном состоянии, ковать и прокатывать.
■ Упругость – способность деформироваться под воздействием силы и снова принимать первоначальную форму.
■ Растяжение – остаточная деформация при растяжении стали. При длительном растяжении возможен разрыв стали.
■ Вязкость – свойство растягиваться без разрыва. Например, из 1 г серебра можно вытянуть проволоку длиной 2 км.
■ Прочность – предел прочности металла. Воздействие может быть растяжением, сжатием, кручением, сдвигом.
Воздействие может быть растяжением, сжатием, кручением, сдвигом.
■ Твердость – сопротивление металла вдавливанию внешнего элемента.
■ Плавкость стали – свойство перехода из твердого состояния в жидкое, характер и температура плавки.
■ Коррозионная стойкость – сопротивление металла химическому воздействию.
Современные металлыАвтомобилестроители предъявляют свои требования к стали и работают в двух направлениях: увеличение жесткости кузова автомобилей, чтобы демонстрировать лучшие показатели при краш-тестах, и облегчение конструкции автомобиля, чтобы снизить расход топлива и, следовательно, уменьшить количество выбросов углекислого газа (CO2).
■ Мягкая сталь: широко используется в автомобильной промышленности, составляет лишь 20% автомобиля, служит в основном для облицовки, называемой «кожей». Механическая прочность порядка 200 MПa. Используется при традиционных способах сварки.
■ Стали HLE (Haute Limite Elastique – высокая степень упругости) или DP (Dual Phase): являются основой всех новых высокопрочных сталей, которые используются в современном автомобилестроении. Различаются по способу производства, применения и деформации. Механическая прочность находится в пределах 200–600 MПa. Часто используются для изготовления структуры кузова автомобилей.
■ Стали USIBOR, TRIP или многофазные: эти стали последнего поколения были дообработаны с целью увеличения прочности до 1600 MПa. В основном применяются для создания противоударных зон в кузове автомобиля.
Преимущества и недостатки применения высокотехнологических сталей
ПРЕИМУЩЕСТВА:
■ Создание более легких автомобилей.
■ Повышение стойкости автомобилей к сильным ударам.
■ Снижение количества элементов прочности в автомобиле.
■ Улучшение устойчивости элементов оболочки в случае городских аварий.
■ Улучшение управляемости автомобиля благодаря повышению жесткости кузова и устойчивости к кручению.
НЕДОСТАТКИ:
■ Усложнение процесса производства стали HR.
■ Снижение коэффициента прочности при сильном нагреве.
■ Применение соответствующего оборудования и современных методов работы на СТО.
■ Обязательная замена элементов структуры кузова в случае повреждения.
■ Запрет на выправление элементов структуры кузова
■ Запрет на использование полуавтоматического сварочного аппарата со стальной проволокой.
Учитывая развитие технических характеристик используемых материалов, сегодня, как никогда, важно соблюдать указания автомобилестроителей.
Ремонт, во время которого не были учтены эти указания, приведет к ослаблению структуры кузова и салона и снижению уровня безопасности пассажиров.
В современной Европе использовать при ремонте автомобилей сварочное оборудование, не отвечающее новым технологиям, – значит подвергать бизнес огромному риску. В случае аварии, вызванной нарушением целостности сварного элемента, владелец автосервиса, а также представители страховой компании рискуют оказаться под судом.
Отдавая автомобиль в кузовной ремонт, мы рассчитываем получить его обратно в состоянии «как до аварии». А это значит, автомобиль должен пройти различные этапы ремонта, при котором будут использоваться современная контактная сварка, клещи для контактной сварки и надежная точечная сварка.
Современные технологии
Сварка способствует нагреву металлов. Полуавтоматической сваркой ММА сварной шов подвергается слишком высокой температуре в течение длительного времени, при этом его механическая прочность снижается более чем на 50%. При контактной сварке область воздействия в разы меньше. Вот почему при производстве кузова автомобиля используется точечная контактная сварка, а в определенных случаях – сварка-пайка медным сплавом.
Вот почему при производстве кузова автомобиля используется точечная контактная сварка, а в определенных случаях – сварка-пайка медным сплавом.Пайка MIG позволяет работать при более низкой температуре (менее 1000°C), чем при сварке ММА (1500°C), что уменьшает деформацию соединенных частей. Материалы соединены только путем расплава материала припоя (CuSi3 или CuAl8). Пайка MIG находит обширное применение в кузовном ремонте, так как цинковое покрытие стальных листов при этом не повреждается.
ULSAB как альтернатива алюминию
Стремясь найти замену алюминию, изготовители сталей разработали сверхсложные сплавы, такие как ULSAB (Ultra Light Steel Auto Body).
ULSAB – это в большей степени принцип, позволяющий автомобилестроителям решить проблему соединения деталей при уменьшении веса элементов на 40%.
Для этого используется метод составных листовых заготовок или соединение лазером различных видов сталей разной толщины (Tailored Blanks). Полученные таким образом листовые заготовки штампуют для получения целой детали.
Полученные таким образом листовые заготовки штампуют для получения целой детали.
Данные детали неремонтопригодны и заменяются целиком, соединение с кузовом разрешено только аппаратами контактной сварки определенной мощности или посредством сварки-пайки медным сплавом при «низких» темрературах, не изменяющих структуру сталей (отпуск).
Особенности ремонта
Сварка сопротивлением, или контактная сварка, – это соединение нескольких листов металла с использованием эффекта Джоуля.
1. Этап подхода и сжатия
Этот этап очень важен для производства точечной сварки. Необходимо соединить листы металла и обеспечить требуемую силу сжатия. Неплотное соединение может привести к прожигу металла, а чрезмерное сжатие тонкого металла не позволит произвести сварную точку хорошего качества.
2. Сварка
После достижения требуемой силы сжатия ток проходит через электроды в течение определенного времени. Этот ток нагревает металл в месте контакта электродов, и металл переходит из твердого состояния в жидкое.
Этот ток нагревает металл в месте контакта электродов, и металл переходит из твердого состояния в жидкое.
3. Ковка
На этом этапе металл поддерживается под давлением после того, как пропустили ток. Это очень важный этап, который позволяет охладить сварную точку, поддерживая ее под давлением для затвердения ядра.
Современные аппараты контактной сварки GYS оснащены только пневматическими клещами, которые способны обеспечить необходимую постоянную силу и точное время сварки. Конструкторским бюро GYS разработаны плечи типа «С», предоставляющие доступ к любым точкам сварки, предусмотренным на производстве. В отличие от традиционных плечей типа «Х», новые плечи позволяют произвести быструю замену без потерь охлаждающей жидкости. Усилие, развиваемое поршнем, всегда постоянно и не зависит от длины и угла плеча, что характерно для плечей типа «Х». Коме того, при смене плеча нет необходимости проводить длительный процесс центровки электродов, которые оцентрованы в заводских условиях. Охлаждающая жидкость подходит непостредственно к концам электродов, что позволяет значительно увеличить процесс сварки.
Охлаждающая жидкость подходит непостредственно к концам электродов, что позволяет значительно увеличить процесс сварки.
Традиционная или инверторная сварка?
На рынке контактной сварки существуют две категории аппаратов: традиционные и инверторные.
Инвертерная технология позволяет развивать мощный сварочный ток, используя приемлемое для пользователя электрическое питание.
Чем отличаются указанные технологии?
Традиционная технология: сварка переменным током, традиционные аппараты с трансформатором (50 Гц), однофазный ток (400 В).
Инверторная технология: ее принцип состоит в том, что трехфазный ток 400 В с частотой 50 Гц выпрямляет и увеличивает частоту до 2000 Гц.
Входной выпрямительный блок преобразует переменное напряжение сети в постоянное. Далее это напряжение сглаживается с помощью низкочастотного фильтра. С помощью инвертора на двух транзисторах сглаженное выпрямленное напряжение преобразуется в переменное однофазное. Затем трансформатором оно понижается, выпрямляется блоком вентилей, проходит через высокочастотный фильтр и в виде сглаженного напряжение подается на дугу.
С помощью инвертора на двух транзисторах сглаженное выпрямленное напряжение преобразуется в переменное однофазное. Затем трансформатором оно понижается, выпрямляется блоком вентилей, проходит через высокочастотный фильтр и в виде сглаженного напряжение подается на дугу.
В линейке сварочного оборудования GYS есть аппараты, отвечающие всем требованиям современных условий. Самый удачный пример – GYSPOT INVERTER BP.LC. Это аппарат точечной сварки с жидкостным охлаждением кабеля и клещей и интеллектуальной системой управления. Клещи с пневматическим приводом и усилием сжатия электродов 550 даН в связке с максимальным током до 1300 А соответствуют современным требованиям кузовных работ, особенно при работе с прочными и сверхпрочными металлами, используемыми в современных автомобилях.
Сварка кузова авто — 110 фото и видео как это сделать своими руками
Продать старый автомобиль и сразу же купить другую модель авто. Эта заманчивая идея отлично реализуется программой “Trade in” или услугой обмена авто “ключ в ключ”. Популярные в западных странах, процедуры одновременного выкупа старого в счет стоимости нового авто пока являются новинками на российском рынке. В чем же их преимущества? Поговорим об этом далее.
Содержимое обзора:
“Trade in” или меняем авто “ключ в ключ”
Услуга “Trade in” подразумевает продажу автомобиля с пробегом, вырученные средства с которой идут в счет оплаты новой модели. Таким способом владельцу остается заплатить фиксированную сумму для того, чтобы пересесть в новое транспортное средство.
Обмен автомобилей “ключ в ключ” отличается от предыдущей услуги тем, что владелец меняет свой автомобиль на подходящую б/у модель при условии соответствующей доплаты.
Эти два относительно новых способа покупки автомобилей исключают риск мошенничества, который распространен в случае, если авто продается “с рук” на рынке. Сделки оформляются ведущими авто компаниями в соответствии с действующим законодательством РФ.
Сделки оформляются ведущими авто компаниями в соответствии с действующим законодательством РФ.
Обмен авто в кратчайшие сроки
Если возникло желание сменить авто с пробегом путем обмена его новую модель или стать обладателем машины с улучшенной наружной или технической частями, то услуги компании Автоскупки — то, что надо.
Выкуп автомобилей производится в любом состоянии и в любое время. Экспертная оценка специалистов компании позволит сформировать наилучшую цену для конкретного автомобиля. Взамен клиенту будут предложены максимально подходящие модели машин с объективной доплатой.
Как выгодно обменять авто с пробегом
Чтобы гарантировать законность услуги обмена авто с пробегом и ее объективную стоимость, процесс купли-продажи стоит проводить в проверенном автоцентре. Здесь клиенту предложат:
- Диагностику старой модели, на основании которой будет определена ее стоимость;
- Выбор машин на обмен, абсолютно новых или обладающих чистой историей пробега: все автомобили проходят криминалистическую экспертизу, потому в автосалоне никогда не будут продавать автомобиль с “темным прошлым”;
- Юридическое сопровождение сделки: клиент заключает нотариально заверенный договор и при необходимости может воспользоваться кредитными услугами банка-партнера автосалона;
- Оперативность услуги: клиенту не нужно искать покупателей для своего ТС, он лишен необходимости улаживать вопросы с ГАИ или банком.
 Перечисленные функции — задача автоцентра.
Перечисленные функции — задача автоцентра.
Таким образом при минимальном наличии документов возможно купить автомобиль улучшенной комплектации в течение от одного до трех дней. Услуга обмена авто с пробегом дает возможность регулярно менять автопарк владельца, приобретая его лучшие модели.
Запчасти для починки автомобиля
Запасные части для иномарок. Вопрос: покупать или нет запасные части к своей иномарки возникает у владельца авто, как только его «ласточка» начинает хандрить. Ответ однозначный – да, покупать, однако, следует понимать в каких именно онлайн-магазинах можно это делать, и какие именно запасные части стоит приобретать.
Как покупать в Интернете запчасти для иномарки
Покупка запчастей для иномарок, к счастью, сегодня больше не напоминает захватывающий квест с бесконечным поиском нужного предмета. С этим делом сегодня всё просто: заходишь на сайт запчастей для иномарок, выбираешь нужную категорию, затем саму запчасть, пару-тройку кликов компьютерной мыши, процесс оплаты и ожидание доставки. Кажется, что проще не бывает, однако, есть в этом процессе кое-то, заслуживающее более пристального внимания.
Кажется, что проще не бывает, однако, есть в этом процессе кое-то, заслуживающее более пристального внимания.
Пожалуйста, сделайте репост;)
Как использовать сварочный аппарат для ремонта автомобильных панелей
Работа над устранением неисправностей в автомобиле — это, пожалуй, самое приятное занятие, которое вы можете выполнить. Помимо этого, конструктивная и функциональная целостность вашего автомобиля будет во многом определяться вашими усилиями по поддержанию его в хорошем состоянии. Вы видели, как новые автомобили быстро приходят в негодность, в то время как старинные автомобили плавно скользят по шоссе. Если вы управляете Chevrolet Corvette Stingray 2020 года выпуска или классическим Volkswagen Beetle, регулярное техническое обслуживание — это все, что нужно для поддержания вашего автомобиля в хорошей форме и получения от него максимальной отдачи.
Если вы управляете Chevrolet Corvette Stingray 2020 года выпуска или классическим Volkswagen Beetle, регулярное техническое обслуживание — это все, что нужно для поддержания вашего автомобиля в хорошей форме и получения от него максимальной отдачи.
Теперь, для тех, кто хочет вернуть жизнь старому автомобилю, обновив его кузов, больше шансов, что вы будете иметь дело с тонким ржавым или помятым кузовом и материалами, с которыми может оказаться довольно сложно работать. В этой ситуации вам пригодятся сварщики, будь то собственный автомобиль или вы управляете автомастерской. С учетом сказанного, вот как использовать сварочный аппарат для ремонта кузовных панелей.
1. Выбирайте оборудование с умом
Обработка тонких и заржавевших частей кузова автомобильных панелей может оказаться сложной задачей.Качество работы во многом будет зависеть от типа используемого оборудования. Само собой разумеется, сварка тонких панелей кузова сильно отличается от сварки толстых листов. Правильный сварщик может иметь огромное значение между недоброкачественной работой и качественным ремонтом панели. Чтобы избежать дилеммы, когда дело доходит до сварочного оборудования, может оказаться полезным это руководство для профессионального сварщика от Weld Guru. В нем вы найдете лучшие сведения о сварочном инструменте и о том, как выбрать правильного сварщика для ремонта автомобильных панелей.Имея так много типов сварщиков, вы должны выбрать сварщика, наиболее подходящего для вашего конкретного сварочного проекта. Тем не менее, ниже приведены советы о том, как правильно выбрать сварщика для ремонта автомобильных панелей. В их числе:
Правильный сварщик может иметь огромное значение между недоброкачественной работой и качественным ремонтом панели. Чтобы избежать дилеммы, когда дело доходит до сварочного оборудования, может оказаться полезным это руководство для профессионального сварщика от Weld Guru. В нем вы найдете лучшие сведения о сварочном инструменте и о том, как выбрать правильного сварщика для ремонта автомобильных панелей.Имея так много типов сварщиков, вы должны выбрать сварщика, наиболее подходящего для вашего конкретного сварочного проекта. Тем не менее, ниже приведены советы о том, как правильно выбрать сварщика для ремонта автомобильных панелей. В их числе:
- Сварочные аппараты MIG — когда дело доходит до сварки тонких листов металла, сварщик MIG подойдет для этой работы. В отличие от аппаратов для ручной сварки, аппараты для сварки MIG не производят брызг и придают вашим соединениям более качественные сварные швы. Кроме того, они исключают возможность прожогов, особенно при работе с тонкими листами металла.
 Они также являются отличным выбором для предотвращения ржавчины на сварных участках.
Они также являются отличным выбором для предотвращения ржавчины на сварных участках. - Сварщики TIG — этот тип сварщика лучше всего подходит для тех, кто обладает передовыми навыками сварки автомобильных панелей. Сварщики TIG помогут вам добиться высоких результатов. Самое приятное то, что его можно использовать на автомобилях с алюминиевыми панелями кузова.
- Аппараты для ручной сварки — хотя этот вариант может хорошо работать при других ремонтах сваркой, вам рекомендуется избегать сварочных аппаратов для сварки панелей кузова автомобиля. Причины быть; он сильно разбрызгивается, может прожечь тонкие листы металла, и трудно добиться хорошо распределенных сварных швов.
2. Подготовка поверхностей под сварку
Прежде чем приступить к сварке панелей кузова автомобиля, очень важно подготовить поверхности. Толстый слой автомобильной краски необходимо соскрести, чтобы обнажить подлежащие поверхности. Для наилучшего результата при ремонте автомобиля и во избежание повторных работ обязательно избавьтесь от всех ржавых панелей. Ни в коем случае не приваривайте новые панели кузова к ржавым. Всегда имейте наготове ручную шлифовальную машину, чтобы отрезать ненужные части кузова. Когда дело доходит до обрезки ненужных панелей, делайте рез по прямой отмеченной линии.Таким образом вы получите ровные поверхности, которые будет легко сваривать.
Ни в коем случае не приваривайте новые панели кузова к ржавым. Всегда имейте наготове ручную шлифовальную машину, чтобы отрезать ненужные части кузова. Когда дело доходит до обрезки ненужных панелей, делайте рез по прямой отмеченной линии.Таким образом вы получите ровные поверхности, которые будет легко сваривать.
Помимо избавления от ржавых панелей, важно также следить за тем, чтобы сварочные поверхности были чистыми и свободными от грязи. Кроме того, перед началом сварки удалите уплотнители, вставки и молдинги с участков сварки. Самое главное, никогда не проводите сварку рядом с электрическими системами вашего автомобиля, особенно когда аккумулятор все еще подключен. Это не только поможет вам достичь желаемых результатов, но и станет мерой безопасности.
3. Методы сварки кузовов автомобилей
Технологические достижения в области сварки кузовов автомобилей и оборудования упростили все вопросы сварки автомобильных панелей. Но даже с лучшими инструментами вам все равно нужно обладать навыками для достижения наилучших результатов. Помните, что правильное обслуживание — это один из способов продлить срок службы вашего автомобиля, и это само собой разумеется. Когда дело доходит до сварных швов для ремонта панелей, разница между высокими результатами и низкими качествами работы будет зависеть от используемых методов сварки.
Помните, что правильное обслуживание — это один из способов продлить срок службы вашего автомобиля, и это само собой разумеется. Когда дело доходит до сварных швов для ремонта панелей, разница между высокими результатами и низкими качествами работы будет зависеть от используемых методов сварки.
По сути, цель любой сварочной работы — сплавить два куска металла. Что наиболее важно, вам также необходимо определить тип материалов, на которые вы свариваете. Некоторые автомобили имеют стальные панели, а некоторые — алюминиевые. Имея это в виду, не все методы будут работать с некоторыми материалами панелей. Например, вы не можете использовать сварной шов на алюминиевых панелях. Это просто не даст вам наилучших результатов. Теперь давайте посмотрим на некоторые методы сварки и на то, на какие панели их применять.В их числе:
- Дуговая сварка — этот вид сварки требует использования электродов с покрытием. Этот метод можно использовать для различных видов стальных панелей, но не для алюминиевых панелей.
 Электроды бывают разного диаметра для работы с разными материалами.
Электроды бывают разного диаметра для работы с разными материалами. - Сварка MAG / MIG — для сварки MIG и MIG используются почти одинаковые сварочные процессы. Однако разница заключается в том, какой защитный газ используется для каждого случая применения, инертный или активный защитный газ.Методы сварки MAG / MIG являются наиболее передовыми методами сварки нашего времени, потому что, во-первых, они более эффективны и в дополнение к этому могут использоваться на больших поверхностях за короткий промежуток времени.
- Сварка TIG — это один из самых сложных методов сварки, требующий обширных знаний и предварительного обучения. Причина в том, что вам нужно использовать обе руки, особенно при использовании добавочного материала. Однако это наиболее эффективный метод для тех, кто хочет добиться высоких результатов.Это также изящная техника без брызг и искр.
Самое главное, не забывайте при сварке использовать хомуты. Они пригодятся, чтобы прикрепить новые части панели к существующим. В качестве альтернативы всегда можно использовать прихваточные швы.
В качестве альтернативы всегда можно использовать прихваточные швы.
4. Меры безопасности при сварке автомобильных панелей
При сварке панелей кузова вашего автомобиля вы всегда должны соблюдать правила техники безопасности. Вы будете использовать электричество для питания сварщиков, а это увеличивает факторы риска.Ниже приведены основные правила техники безопасности при сварке:
- Всегда носите сварочный шлем
- Наденьте негорючую защитную одежду с длинными рукавами
- Наденьте соответствующие сварочные перчатки
- Защитите ноги закрытой обувью
- Держите огнетушитель в режиме ожидания
Будем надеяться, что это полезное руководство по сварке будет поможет вам добиться наилучших результатов при работе с автомобилем. Хотя это может потребовать некоторой практики, особенно когда дело доходит до внедрения новой технологии сварки, вы всегда можете положиться на профессиональных сварщиков или записаться на курсы сварки, чтобы усовершенствовать свои навыки.
Лучший сварщик рам автомобилей
Ищете ли вы , какой сварщик лучше всего подходит для автомобильных панелей? или Лучший сварщик рам автомобилей, , пожалуйста, уделите время и внимательно прочтите наши рекомендации.
Какой вид сварки применяется для изготовления рам автомобилей?
Тип сварки MIG (газ) — это наиболее универсальная автомобильная сварка и самый простой способ сварки каркасов автомобилей. Сварка TIG (газовая) и дуговая сварка (PAW), скорее всего, лучший выбор для сварки рамы автомобиля.
allmetalsfab.com Упоминается, что «сварка MIG может использоваться со всеми типами металлов и сплавов, включая алюминий, нержавеющую сталь и другие виды стали различной толщины».
Какой тип сварочного аппарата используется для изготовления автомобильных панелей?
Мы объясним здесь, какой тип сварочного аппарата используется для автомобильных панелей? Поскольку существует множество сварщиков автомобилей, из которых можно выбирать, и у каждого свое мнение о том, что им нравится, не каждый из перечисленных ниже сварщиков кузовов подойдет вам.
Тем не менее, мы перечислили шесть наших любимых сварщиков автомобилей для рабочих мест в автомобилестроении и рассмотрели каждую из них, чтобы показать их плюсы и минусы и помочь вам решить, какой из них будет наиболее подходящим для вас.
Независимо от того, являетесь ли вы сварщиком MIG , сварщиком TIG или вам нужен сварочный аппарат рамы автомобиля , который может работать с обоими, мы рассмотрели ряд различных машин для автоматической сварки рамы , чтобы поможет вам сузить выбор для вашего следующего проекта.
Weldpro 155 gd обзор: 155-амперный инвертор MIG / STICK ARC WELDER
Краткий обзор:
- Компактный дизайн, легкий и портативный
- Двойная входная мощность — 115 В / 230 В
- Выходной диапазон от 30 до 155 А
- Лист 24 калибра до пластины 3/8 дюйма
- Предлагает процессы стержневого стержня постоянного тока, сварки MIG и флюса
- Без электромагнитных помех
Показать предложения Amazon
MIG155GSV Инверторный аппарат для дуговой сварки MIG / Stick на 155 А с двойным напряжением 220 В / 110 В
Аппарат для сварки кузовов великолепен, имеет высокий рабочий цикл, особенно по той цене, которую вы платите. Для меня главным аргументом в пользу этого сварочного автомата было то, что в нем нет регуляторов. Органы управления просты в использовании, а дополнительный регулятор напряжения является плюсом, что упрощает набор номера.
Для меня главным аргументом в пользу этого сварочного автомата было то, что в нем нет регуляторов. Органы управления просты в использовании, а дополнительный регулятор напряжения является плюсом, что упрощает набор номера.
Насколько надежны инверторные сварочные аппараты?
Однако это ничто по сравнению с инверторными сварочными аппаратами. Многие инверторные сварочные аппараты вдвое эффективнее своих трансформаторных аналогов. … Поскольку инверторы более эффективны, они могут производить более стабильную дугу.По этой причине инверторные сварщики награждаются как за эффективность, так и за стабильность.
Описание продукта:
Авто сварка кузова Weldpro 155 Инвертор с двойным напряжением — это автомобильный сварочный аппарат , номер модели MIG155Gsv — это автомобильный сварочный аппарат MIG .
Этот автоматический сварочный аппарат для кузовов включает самозащитную порошковую проволоку, которая оснащена уникальной электронной схемой реактора, которая может точно контролировать передачу короткого замыкания и смешанную передачу, что приводит к лучшей производительности, чем другие автомобильные сварочные аппараты .
По сравнению со сварочным аппаратом с силиконовым управлением и резьбовым сварочным аппаратом наша продукция имеет следующие преимущества:
- Стабильная скорость подачи проволоки
- Портативность
- Энергосбережение
- Нет электромагнитных помех.
155 Weld-pro Сварка рамы автомобиля — отличный выбор для вас дома, на работе или в поле. Качество, которому вы можете доверять и на которое можете рассчитывать долгие годы!
Технические характеристики:
| Производитель продукта | : | Вт Weld-pro |
| Номер детали | : | Le |
| Вес изделия | : | 21.2 фунта |
| Размеры изделия | : | 14,96 x 13,58 x 6,69 дюймов |
| Номер модели продукта | : | Le |
| снято с производства | : | № |
| Стиль продукта | : | Миг 155ГСВ |
| Материал изделия | : | Металл |
| Напряжение | : | 115 Вольт |
| Батареи в комплекте? | : | № |
| Требуются батарейки? | : | № |
Плюсы:
- Определяет сложные настройки
- Многоцелевой
- Простота установки и использования
- Автоматический выключатель сварки
- Отлично подходит для автомобильных работ
- Компактный дизайн, легкий и портативный
Минусы:
Обзор сварочного аппарата SUNCOO 130 MIG: портативный сварочный аппарат 110 вольт
Краткий обзор:
- Отличная маленькая портативная машинка.
 Легко использовать.
Легко использовать. - ИСПОЛЬЗУЕТ УДОБНЫЙ ПРОВОД С ФЛЮСОВОЙ ЖИДКОСТЬЮ 0,6–0,9 ММ.
- Порошковая проволока, саморазбавляемая металл-инертный газ при сварке, предотвращает окисление свариваемой детали.
- 2 вентиляционных отверстия на аппарате способствуют отводу тепла.
- Легко отрегулируйте ток, регулируя 4 кнопки для MIN / MAX, 1/2
Показать предложения Amazon
Проволока с флюсовым сердечником Автоматическая подача безгазового сварочного аппарата Маленький сварочный аппарат: переносной сварочный аппарат 110 В
Можно ли использовать проволоку с флюсовым сердечником в аппарате для газовой сварки MIG?
Да, заработает.Флюсовый сердечник иногда используется в сварочных аппаратах MIG , даже в присутствии газа. Например, флюсовый сердечник будет работать в ветреную погоду, который будет сдувать защитный газ. Кроме того, сердечник из флюса часто дает немного лучшее проникновение, чем газовый экранированный провод.
Мы стремимся предоставить вам точную информацию о продукте.
Этот сварочный аппарат MIG 130 позволит вам получить профессиональную
сварка кузова автомобиля опыт.
Компактный, портативный и легкий сварочный аппарат прост в использовании , с легко начать работу, так как почти все готово для процесса сварки.
Его портативность позволяет брать с собой автоматический сварочный аппарат , а также его очень легко настроить и использовать.
Технические характеристики:
| Производитель | SUN-COO |
| Позиция Номер детали | 3060400400 № HOUS2 |
| Вес | 36.4 фунта |
| Размеры | 13,4 x 7,2 x 11,4 дюймов |
| Размер продукта | 13,4 дюйма * 7,2 дюйма * 11,4 дюйма |
| Цвет изделия | Оранжевый |
| Материал изделия | Металл |
| Модель позиции | MIG 130 NO GAS-Желтый |
| Напряжение машины | 110 вольт |
| Продукт Батареи в комплекте? | № |
| Продукт Требуются батареи? | № |
Плюсы:
- Это один из самых недорогих наборов.
 Если у вас ограниченный бюджет, этот дешевый сварочный аппарат станет отличным выбором для ваших нужд.
Если у вас ограниченный бюджет, этот дешевый сварочный аппарат станет отличным выбором для ваших нужд. - Контроллер переменной скорости позволяет полностью контролировать то, над чем вы работаете, для получения более точных и чистых результатов.
- Само устройство выглядит солидно и надежно. Внешний корпус выполнен из сверхпрочной нержавеющей стали, которая прослужит долго.
- Удобно и портативно. Есть верхняя ручка, с помощью которой вы можете легко носить его с собой. К тому же он довольно легкий.
- Многие говорили, что он работает быстрее, чем многие сварщики, которых они пробовали раньше. Он также работает тише, чем другие марки.
Минусы:
- У некоторых просто были проблемы с настройкой из-за отсутствия необходимых инструкций.
Forney Easy Weld 298 обзор: лучший аппарат для дуговой сварки 100 ST, 120 вольт
Краткий обзор:- Для стержня диаметром до 1/8 дюйма
- Совместимость с генератором при 120 В — 4500 Вт
- Сварные швы до 3/16 дюйма.
 и более 1/4 дюйма при сварке электродом 16-го калибра низкоуглеродистой стали
и более 1/4 дюйма при сварке электродом 16-го калибра низкоуглеродистой стали - Вход 120 В и выход 90 А
- Рабочий цикл: 30% при 80 А
Показать предложения Amazon
Хорошие ли сварщики Форни?
Многофункциональный автомобильный сварочный аппарат также создает очень красивые сварные швы. Колесный привод MIG действительно хорош, и он также имеет зажигание дуги TIG для сварки TIG, что намного лучше, чем начинать с нуля. Наконец, Forney Easy Weld 140 MP отличается высококачественной сборкой.Он одновременно прочный и легкий.
Описание продукта:
Мы стремимся показать вам лучший сварочный аппарат для автомобильных рам информации. Производители, поставщики и другие специалисты предоставляют здесь , какой вид сварки используется для автомобилей?
Машина для сварки кузовов 100 ST Stick оснащена инновационной инверторной системой питания, которая легка и проста в использовании, обеспечивая безотказную работу и высочайшие результаты.
Идеальный пускатель для дуговой сварки обеспечивает входное напряжение 120 В и выходное напряжение 90 А, а также возможность сварки TIG , продается отдельно.
Эффективная конструкция Лучшая сварка для автоматического листового металла для работы с электродом до 1/8 и сваривает от 16 до 5/16. Отлично подходит для автомобильного и домашнего проекта.
Технические характеристики:
| Производитель | : | Forney Industries inc |
| Номер детали | : | 298 |
| Цвет продукта | : | Зеленый |
| Материал | : | Металл |
| Вес изделия | : | 13.74 фунта |
| Номер модели продукта | : | 298 |
| Размер изделия | : | 100 СТ |
| Напряжение | : | 120 Вольт |
| Предмет Источник питания | : | Проводное электрическое |
| Максимальный ток | : | 90 ампер |
| Размеры продукта | : | 16,25 х 8 х 12. 5 дюймов 5 дюймов |
| снято с производства | : | № |
| Изделие Длина шнура | : | 6 футов |
| Компоненты продукта | : | Сварочный аппарат |
| Особенности изделия | : | Возможность сварки TIG |
| Измерительная система | : | Метрическая |
| Батареи в комплекте? | : | № |
| Требуются батарейки? | : | № |
Плюсы:
- Не требует батарей
- Есть возможность TIG
- Позволяет выполнять сварку с разного расстояния.
- Может работать с электродами диаметром до дюйма
- Может использоваться для сварки различных материалов.
Минусы:
- Нет подключения к газу
- Несмотря на то, что он поддерживает сварку TIG , вам придется покупать горелку TIG отдельно.

PRIMEWELD TIG 225X 225 A IGBT AC DC Tig / Stick Сварщик
Краткий обзор:- Сварка TIG наиболее известна своими красивыми бусинами.
- Как управление ручной горелкой с высокочастотным пуском, так и точный педальный контроль нагрева при сварке
- Усовершенствованная инверторная технология с ШИМ (широтно-импульсной модуляцией) с использованием технологии IGBT
- 200HRTZ на PULSE FREQ И AC FREQ будет делать 1/4 ″ алюминий и 3/8 ″ низкоуглеродистую сталь и 110/220 вольт и может сваривать 7018, 6013
- PrimeWeld TIG225X AC / DC TIG Welder with Pulse — это универсальный сварочный аппарат, который поможет вам выполнять различные проекты.
Показать предложения Amazon
Вы выполняете сварку TIG на переменном или постоянном токе?
Сварка TIG может выполняться как на переменном (AC), так и на постоянном (DC) токе.Выбор текущего типа зависит от материала заготовки. Обычно сталь сваривают постоянным током, а алюминий — переменным.
Описание продукта:
Не всем нравится сваривать свой автомобиль сваркой методом TIG, но некоторым это нравится, и когда люди находят время, чтобы использовать этот процесс сварочного аппарата для автомобилей , получается самая красивая отделка автомобиля.
Если вы используете этот сварочный аппарат для автоматической сварки листового металла , тогда PRIME WELD TIG225X — лучший сварочный аппарат TIG для кузовных работ.
Сварка рамы автомобиля имеет широкий диапазон настроек, поэтому у вас есть все возможности для выполнения вашего проекта с максимальной эффективностью и чистотой, которую может предоставить любой сварщик TIG.
Имеет широкий диапазон силы тока, что не всегда необходимо для кузовных работ, но при необходимости другого ремонта пригодится.
Этот автоматический сварочный аппарат оснащен фонариком CK Superflex с воздушным охлаждением, который позволяет легко маневрировать вокруг автомобиля в труднодоступных и труднодоступных местах.
Сварочное оборудование шасси автомобиля — очень удобный фонарик, который не нагревается для работы с кузовом.
Prime weld соответствует самым высоким стандартам обслуживания клиентов, которые вы найдете на рынке сварочных работ.
Сварочный аппарат не только действительно доступен по цене, но и о вас позаботятся с момента покупки до тех пор, пока вам не понадобится поддержка Prime weld.
Если вам нужен сварочный аппарат TIG для автомобильных работ , мы рекомендуем его.
Технические характеристики:
| Производитель продукта | : | Первичный шов |
| Цвет продукта | : | Черный |
| Материал изделия | : | СТАЛЬ |
| Размеры продукта | : | 24 x 19 x 12 дюймов |
| Источник питания | : | ИМПУЛЬС ПЕРЕМЕННОГО / ПОСТОЯННОГО ТОКА |
| Позиция Номер детали | : | TIG225 |
| Вес изделия | : | 90 фунтов |
| снято с производства | : | № |
| Требуются батарейки? | : | № |
Плюсы:
- Возможность импульсной дуги
- Превосходное обслуживание клиентов
- Ножная педаль и пальцевый переключатель
- Высокочастотный гудок
- Функции подъема / опускания
Минусы:
Miller Electric 211 — Лучший сварщик MIG
Краткий обзор:
- Бинты для шнура на липучке
- Кабель питания 5 футов (2 м) и переходные вилки MVP ™ для 120 В и 240 В
- Пистолет MIG MDX ™ -100, 10 футов (3 м)
- Бесконечный контроль напряжения дает вам возможность вручную настраивать машину
- Smooth-Start ™ обеспечивает плавный пуск без брызг.

Показать предложения Amazon
Описание продукта:
Сварочный аппарат Miller Electric 211 Dual Voltage — лучший портативный автомобильный сварочный аппарат MIG, доступный в Интернете.
Немного дороже других машин. мы рассмотрели, но его производительность намного превышает разницу в цене.
Это один из самых надежных сварочных аппаратов на рынке , при этом он недорог и портативен по сравнению с другими высокопроизводительными сварочными аппаратами MIG, которые значительно дороже.
Большинство стандартных пистолетов MIG не соответствуют стандартам комфорта и эффективности сварки, но этот стандартный пистолет не сильно отстает от дорогих пистолетов на вторичном рынке.
Длина проволоки составляет десять футов, что не так долго, как хотелось бы большинству сварщиков, но, опять же, для стандартной горелки она намного длиннее, чем у большинства оригинальных проволок.
Диапазон настроек этого автомобильного сварочного аппарата обширен, чтобы обеспечить эффективную сварку любой части кузова вашего автомобиля.
На внутренней стороне дверцы сварочного аппарата есть полезный стол, если он вам нужен, и пластина-направляющая вокруг шкалы напряжения, что очень удобно.
В целом, это лучший онлайн-сварщик MIG для кузовного оборудования , и мы настоятельно рекомендуем его, если вы серьезно относитесь к сварке автомобилей .
Технические характеристики продукта Подробные сведения:
| Производитель продукта | : | Миллер электрический |
| Вес изделия | : | 0.01 унция |
| Размеры продукта | : | 23,8 x 15,2 x 16,2 дюйма |
| Номер модели позиции | : | 4 |
| Материал | : | HAWA |
| Количество штук | : | 1 |
| Позиция Номер детали | : | 4 |
| снято с производства | : | № |
| Толщина продукта | : | 7 дюймов |
| Напряжение | : | 230 Вольт |
| Товар Кол-во в упаковке | : | 1 |
| Компоненты в комплекте | : | Устройство^ Руководство по эксплуатации |
| Батареи в комплекте? | : | № |
| Требуются батарейки? | : | № |
Плюсы:
- Компактный
- Пистолет для нанесения покрытий Excellent MIG
- Идеально для автомобильных работ
- Средняя цена
- для тяжелых условий эксплуатации
- Обширный набор настроек
Минусы:
- Без стыковки или сварки TIG
LOTOS MIG140 Сварочный аппарат MIG на 140 ампер, флюсовый сердечник и сварка в среде защитного газа алюминия с переключателем 2T / 4T, аргоновым регулятором, устройством подачи металлической проволоки, черный / красный
Краткий обзор:
- LotosMIG140 — это также пистолет-распылитель для сварки алюминия.

- Диапазон проводов–. 025 ″ -. 030 ″ (0,6–0,8 мм) из твердой стали; . 030 ″ -. 035 ″ (0,8-0,9 мм) с порошковым флюсом.
- Его можно легко подключить к существующей розетке на 110 В и быстро настроить за 10 минут или меньше. Устройство подачи алюминиевой проволоки
- — прочное высококачественное устройство подачи алюминиевой проволоки обеспечивает гораздо более стабильную и лучшую сварку.
Показать предложения Amazon
Описание продукта:
USA Lotos Technology поставляет качественные сварочные машины и режущие инструменты малым предприятиям и покупателям для самостоятельной сборки.
С 2007 года продукция Lotos завоевала признание как надежный источник доступного промышленного и потребительского оборудования. — лучший сварочный аппарат для кузовов автомобилей. — переносные плазменные резаки и сварочные аппараты.
В технологии Lotos используются новейшие технологии, такие как технология высокочастотного инвертора на основе IGBT / MOSFET, ШИМ (широтно-импульсная модуляция) и т.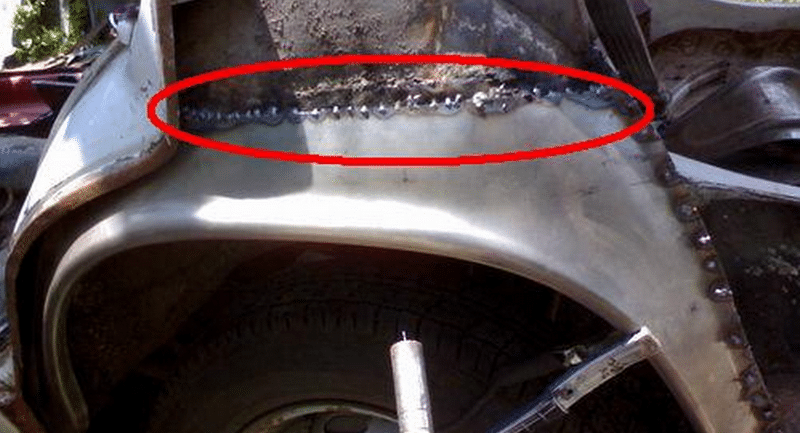 Д., Для подачи постоянного и точного тока на режущую поверхность.
Д., Для подачи постоянного и точного тока на режущую поверхность.
Он помогает клиентам легко добиваться гладких, чистых резов на самых разных поверхностях и материалах (таких как нержавеющая сталь, легированная сталь, латунь, алюминий и другие проводящие материалы) с меньшим нагревом и меньшим искажением металла.
Лучший сварочный аппарат MIG для автомобильных панелей Аппараты обладают широким набором функций для большинства профессиональных пользователей, а также для домашних пользователей.
Устройство подачи алюминиевой проволоки— прочное высококачественное устройство подачи проволоки из алюминия обеспечивает гораздо более стабильную и лучшую сварку.
Технические характеристики:
| Название продукта | : | ЛОТОС |
| Позиция Номер модели | : | МИГ140 |
| Максимальный ток | : | 140 ампер |
| Вес изделия | : | 54. 0 фунтов / 24,494 кг 0 фунтов / 24,494 кг |
| Длина | : | 16 дюймов |
| Материал изделия | : | Металл, медь |
| Высота | : | 9,6 дюйма |
| Рабочий цикл (%) | : | 20 |
| Мощность двигателя | : | Электрический (переменный ток) |
| Измерительная система | : | США |
| Включено | : | Дополнительные наконечники, горелка |
| Входная мощность (В) | : | 110 |
| Нанесение материала Толщина (дюйм.) | : | 0,1875 |
| Максимальная выходная сила тока (амперы) | : | 140 |
| Максимальная скорость подачи проволоки IPM | : | 550 |
| Минимальная выходная сила тока (амперы) | : | 25 |
| Номинальная мощность (В) | : | 18 |
| Инструменты Тип продукта | : | Электроинструмент |
Плюсы:
- Сварщик может сваривать канал для гусей 16 г (стальной прокат)
- Специально для стали / листового металла.

Минусы:
- Этот сварочный аппарат подходит не для всех металлов.
На этой странице вы найдете информацию по теме « лучший сварочный аппарат для автомобильных рам », а также ссылки на другие страницы нашего сайта, связанные с этой темой.
Прочтите подробную информацию ниже, чтобы узнать больше:
При создании новых или ремонтируемых (текущих, аварийных и др.) Автомобилей применяется электросварочное оборудование для работы с металлическими деталями.
В процессе сварки вы должны правильно знать , как сваривать листовой металл кузова автомобиля , потому что обрабатываются металлические детали разной толщины и с разной доступностью к месту установки. Таким образом, сварочные аппараты для автомобилей разделены на две большие группы:
.- Оборудование для заводской сборки новых автомобилей
- Оборудование для ремонта и модернизации автомобилей с пробегом
Функции и операции, выполняемые сварщиком автомобилей
Ремонт с использованием сварщика включает в себя не только сварочные (монтажно-демонтажные) работы, но и другие операции, например, правку.
Во-первых, во время этой операции деформированные части кузова автомобиля вытаскиваются с помощью специального оборудования. Чтобы прикрепить его к поверхности, к ключевым точкам вмятины приваривают шайбы.
Для них в дальнейшем будет зацепляться крюк тали или наконечник обратного молота.
Во-вторых, сварочным аппаратом часто нагревают толстые детали (например, кузовные детали в грузовиках, лонжероны — в легковых автомобилях) с целью их дальнейшей деформации.
Кроме того, у ремонтных сварщиков часто есть дополнительные возможности.Очень распространены, например, конструкции, предусматривающие оснащение сварщика зарядно-пусковым устройством. Данное устройство предназначено для:
- обслуживание стартерных аккумуляторов автомобилей
- запуск двигателя автомобиля при разряженном аккумуляторе
Малогабаритные аккумуляторные сварочные инверторы позволяют произвести срочный ремонт автомобиля прямо на месте (на труднодоступной трассе).
Запаса электрической мощности одного комплекта источника питания хватит на простой сварочный ремонт, и большегрузный автомобиль сможет продолжить движение, не меняя маршрута.При необходимости ремонтная бригада может взять с собой запасные аккумуляторы.
Для кузова в ремонте кузова
Сварочные аппараты для кузовного ремонта автомобилей выполняют работы по специальной технологии. Он предусматривает ряд процессов, которые направлены не только на сохранение структурных свойств металла, но и на его защиту.
Контактная точечная сварка
Аппарат для точечной сваркиСборка, в большинстве случаев, производится контактной сваркой. Операция осуществляется путем нагрева соединяемых деталей в отдельных точках.
Повышение температуры происходит из-за прохождения большого тока через малое поперечное сечение этих точек контакта.
Нагреваются до необходимой температуры и подключаются. Основная масса металла соединяемых деталей при этом не нагревается и его структурные свойства не меняются.
После монтажа места сварки проходят антикоррозионную химическую обработку и изолируются герметиком для кузова автомобиля.
Сварка не опасна только для алюминия.Это связано с тем, что этот металл не подвержен коррозии. Поэтому многие новые модели автомобилей оснащаются алюминиевыми деталями (например, капотом, крыльями и т. Д.).
Сварка деталей из алюминия производится специальными электродами в среде аргона .
Сварочный аппарат Сварочный аппарат TIG LORCH серии HandyTIG 180 AC / DC
Аппарат для дуговой сварки Lorch Handy TIG 180 DC . Фотографии сварочной техники
Сварочные аппараты для автомобилей кузова по точечная сварка делятся на одноточечные и многоточечные автоматы.
Среди одноточечных очень популярен МТНЧ-250. Если необходимо использовать многоточечный режим, используется MTIP-600. Скорость сварки 8000… 19200 точек в час.
Это зависит от толщины металла и конфигурации обрабатываемых поверхностей: например, днище быстрее, а лонжероны медленнее.
В ремонт
Если ремонт связан с кузовным ремонтом (замена крыльев, крыши, фрагментов дверей и т. Д.), То применяются аппараты одноточечной сварки.Такое оборудование описано выше.
Для других видов сварочных работ (сборка, правка и др.) Используются сварочные полуавтоматы . Сварка осуществляется за счет автоматической подачи проволоки. В этом случае используется защитный газ (из воздуха атмосферы). Существует два типа сварки :
- в атмосфере активного газа (углекислого газа). Сварка имеет обозначение MAG .
- в атмосфере инертного газа (аргона).МОМЕНТ обозначен
Сварка в атмосфере инертного газа имеет значительно более высокие характеристики, но стоимость аргона значительно превышает стоимость диоксида углерода.
Таким образом, сварка MIG применяется для работы с цветными металлами, алюминием и нержавеющей сталью, а MAG — для сварки черных металлов.
При выполнении ремонтных сварочных работ автомобиля часто используется сварочный инверторный аппарат МиГ для сварки листового металла .
Сварщик использует технологию IGBT, которая позволяет сварку MIG / MAG с использованием проволоки в газовой среде: двуокиси углерода или аргоне и их смесях. Кроме того, есть дополнительные опции:
Защита от перегрева, что значительно увеличивает ее надежность;
имеет синхронизированную регулировку сварочного тока и скорости подачи проволоки, что увеличивает производительность.
Сварочные аппараты для автомобилей с дополнительными опциями
Многие модели сварочных аппаратов, которые используются для ремонта автомобилей, имеют дополнительные опции:
Техническое обслуживание (зарядка, снятие изоляции с пластин и т. Д.) стартерных аккумуляторов автомобиля.
Это позволяет использовать сварщика в перерывах между сварочными сеансами для дополнительных работ по техническому обслуживанию автомобиля и помогает повысить рентабельность мастерской;
Запуск двигателя автомобиля в холодную погоду с разряженным аккумулятором. Эта опция расширяет возможности сварщика. Это особенно ценно в районах с суровым климатом.
Инверторный сварочный аппарат AIRLINE AJS-W-03 очень популярен. Выполняет электродную электросварку.Кроме того, это пуско-зарядное устройство, которое заряжает аккумуляторные батареи напряжением 12 В и 24 В и запускает двигатель автомобиля в сложных климатических условиях.
Аккумуляторные сварочные аппараты
Сварочные аппараты обычно «привязаны» к источнику питания: стационарной электросети или мобильному генератору.
Сварочные аппараты с батарейным питанием значительно увеличивают мобильность сварщика.
Источником питания сварочного аппарата Micro Stick 160 является аккумуляторная батарея Mobile power 1.С этим аккумулятором можно использовать без подзарядки:
- 21 электрод диаметром 2,5 мм
- 9 электродов диаметром 3,2 мм
Его небольшой вес — 4,9 кг. (вес аккумулятора 6 кг.) и устройство для переноски позволяет сварочному аппарату кузова самостоятельно переносить его на рабочий объект.
Мобильные авторемонтные бригады часто оснащаются такими малогабаритными сварочными аппаратами . Это позволяет выехать на легковой машине для выполнения срочных сварочных работ прямо где-нибудь на трассе.
Как выбрать устройство (инвертор), какие лучше
Выбирая лучший сварочный аппарат для автомобильных работ , важно определить, какие работы будут проводиться с автомобилем.
Основная часть проблем решается с телом, которое выполняет защитные функции. Помимо прочего, он отвечает за внешний вид автомобиля. В абсолютном большинстве материал корпуса — тонколистовая, хорошо штампованная сталь.
В меньшей степени остальные узлы и детали автомобиля ремонтируются с использованием сварочной техники.Они могут быть различной формы и изготовлены из легированной стали, чугуна, алюминиевых сплавов и других материалов.
Характер выполняемых работ зависит от рабочего места, в котором они выполняются. Размеры сварочного оборудования будут меняться там, где в условиях гаража или СТО производятся ремонтные работы.
При проведении ремонта владельцем автомобиля важно учитывать, что большинство из них — начинающие сварщики. Здесь лучше всего использовать инверторные блоки питания.Новички могут легко запустить дугу и поддерживать ее стабильное состояние.
Для кузовного ремонта
Как уже отмечалось, повышенные требования предъявляются к сварному шву при кузовных работах. Особенно, если он находится на видном месте. Эти операции выполняются как инверторами, так и полуавтоматами.
Полуавтомат
Наиболее приемлемый способ добиться положительного результата — использовать сварочные полуавтоматы. Одно и то же расстояние между сварным швом и соплом подачи проволоки сохраняется по всей длине сварного шва.Шов гладкий и не выделяется на поверхности тела.
Использование инертного газа предотвращает образование шлака и позволяет сразу приступить к нанесению покрытия. Тонкая сварочная проволока и минимальный сварочный ток позволяют эффективно работать с материалами корпуса минимальной толщины.
При выполнении длинных корпусных швов с очень тонкой толщиной металла применяется импульсная сварка. Программа подает ток и проволоку через определенные промежутки времени, тем самым предотвращая перегрев свариваемых листов.Получается, что поверхность гладкая, без короблений.
Инвертор
Сварка с инвертором выполняется специальными электродами, достаточными для диаметра листового металла. Шов более толстый, благодаря чему он становится более заметным на поверхности тела.
Металл в зоне сварки может сильно нагреться и вызвать термическую деформацию. Поэтому сваривать корпус лучше с помощью инвертора в местах, скрытых от человеческого глаза.
В ремонт
Ремонт автомобилей включает в себя огромное количество вариантов используемых технологий.В некоторых из них лучше всего показано использование как полуавтоматов, так и инверторов.
Полуавтомат
Полуавтомат должен обладать универсальными возможностями. Возможность использования проволоки разного диаметра, большой диапазон тока и газовые горелки с водяным охлаждением позволяют сваривать металл разной толщины.
Сварочный полуавтомат MEGA MIG 500S Blue weld
Использование защитного инертного газа позволит производить ремонт деталей из жаропрочных и коррозионно-стойких сталей, алюминиевых сплавов и др.Для расширения функциональных возможностей предусмотрена организация отдельного разъема для выполнения ручной дуговой сварки.
Инвертор
Работа устройства на высоких частотах тока делает конструкцию устройства относительно небольшой по размеру. А если он укомплектован аккумулятором, то созданы все условия для его мобильного использования. Ремонт автомобилей с инвертором возможен даже в поле, где нет электричества.
Ergus B 201 / 30- электродный сварочный аппарат
Большим минусом в эксплуатации инверторов является отсутствие в России системы ремонта.Чтобы диагностировать проблему, а тем более заменить вышедшую из строя деталь, если возможно, то через очень долгое время.
С функцией зарядного устройства
Любой автомобилист сталкивался с проблемой разряженного аккумулятора. Многие решили эту проблему с помощью специально разработанного для этого зарядного устройства.
Однако принцип его действия аналогичен принципу действия сварочного аппарата. Необходимо лишь указать необходимые для зарядки выходные параметры — ток и напряжение.
Rom.Кабели.
Возможность плавного регулирования этих характеристик с помощью электронных схем на инверторных сварочных аппаратах, позволила создать устройство, выполняющее обе функции.
Если сварочный инвертор имеет выходное напряжение около 50 Вольт, то его необходимо дополнить понижающим трансформатором напряжения до 12 Вольт. Регулировка тока присутствует в конструкции всех инверторов. Такие сварочные аппараты предлагает рынок.
ПРОФЕССИОНАЛЬНАЯ СВАРКА КУЗОВА ВАШЕГО АВТОМОБИЛЯ — ВИДЫ И ПРЕИМУЩЕСТВА:
Кузов автомобиля является важной частью транспортного средства, а также другими компонентами или частями.
Корпус находится в зоне риска, являясь буфером при контакте с внешней средой — неизбежное механическое воздействие окружающих предметов, других транспортных средств и предметов при ДТП гарантированно приведет к поломкам и нарушению формы элементов конструкции. детали и потеря привлекательного внешнего вида.
Не забывайте об агрессивном воздействии окружающей среды — влага, грязь и соли вызывают коррозионные пятна и трещины. Во всех этих случаях требуется кузовной ремонт автомобиля.
Требования к сварке кузова автомобиля
Сварка кузова автомобиля — трудоемкий процесс, будь то дуговая, точечная или другая сварка .
В любом случае требуется качественный сварочный аппарат для кузовных работ и высококвалифицированный сварщик — только такое сочетание гарантирует удовлетворительный результат.
Отсутствие должного опыта и хорошего сварочного аппарата не позволяет добиться точного и тонкого шва.
Сварку кузова следует проводить в специально оборудованном помещении, где есть точка подключения к сети с соответствующими параметрами частоты, напряжения и тока, источник газа и т. Д.
Сварка кузова автомобиля своими руками возможна только в простых случаях и при кузовном ремонте в тех местах, где эстетика шва не так важна.
Профессиональный подход к обработке кузова на оборудованной СТО позволяет получить сварной шов по нужным критериям:
- вид шва выбирается в зависимости от места повреждения
- с учетом характеристик металла выбран вид сварки
- способ ремонта сваркой — газовая, ручная дуговая, полуавтоматическая, лазерная — подбирается в каждом случае индивидуально
Действительно универсального варианта нет, элементы автомобиля после ремонта подвергаются разным нагрузкам, выполнены из разных материалов.
Точечная сварка в подавляющем большинстве случаев применяется при ремонте крыльев, порогов, при этом соединение внахлестку будет оптимальным для элементов, находящихся под большой нагрузкой.
Если необходимо частично заменить какую-либо деталь, то стыковое соединение целесообразно применить, например, при заделке дыр на днище автомобиля.
Своевременная диагностика автомобилей позволяет выявить поломку на ранней стадии, что дает возможность решить проблему без серьезных финансовых затрат.
какие виды сварки на машинуКакую сварку варить кузов?
Как уже было сказано выше, выбор того, какая сварка и какие материалы подходят для сварки кузова автомобиля, должны делать профессионалы, как и выбор устройства, которое выбрать для реализации процесса.
Кузов автомобиля изготавливается из низколегированных сталей с небольшим содержанием титана или углеродистых сталей с содержанием углерода в пределах 0,08 — 0,14%, и такой стали со средней толщиной около 0.8 мм отлично штампуется, устойчив к сильному натяжению.
По видам сварочного ремонта специалист выбирает из следующего ассортимента:
- Ручная дуговая сварка многопостовым сварочным выпрямителем типа «ВДМ 1202» или его аналога электродами диаметром 1,6 мм марки УОНИ 13/45, положение шва нижнее
- Газовая сварка кузова автомобиля выполняется газовой горелкой ацетилено-кислородным пламенем и присадочной проволокой диаметром 0.8 мм марки Св-08Г2С
- Сварка кузова полуавтоматом тоже очень популярна — потребуется баллон с углекислым газом и проволока диаметром 0,8 мм марки Св-08Г2С
- Однако вы можете сваривать полуавтоматы и без газа, используя порошковую проволоку или проволоку с флюсом.
Можно ли сварить кузов автомобиля сварочным инвертором?
Инверторный сварочный аппарат для кузовных работ с высокочастотным электрическим током используется для сварки бампера, дополнительных рам, задней и передней лебедок, упоров и даже противотуманных фар, если заказчик хотел разместить их на крыше автомобиля. .
Основное преимущество сварки кузова инвертором — высокая скорость — работа будет выполнена в кратчайшие сроки.
Инвертор в процессе создания сварных швов на автомобиле активно применялся еще с советских времен, правда, только в тех местах кузова, которые не претендуют на эстетичный вид.
Полученные швы надежные и прочные, но только на металле толщиной более 3 мм.
Для получения качественного шва с инвертором важно проводить процедуру в чистом помещении — попадание влаги и пыли в корпус неминуемо скажется на качестве шва.
сварка автомобиляОсобенности сварки кузова автомобиля электродом
Как сварить листовой металл кузова автомобиляРучная дуговая сварка кузова электродом позволяет сваривать тонкослойный металл, но для получения аккуратного шва требуется не только сварочный аппарат для кузовных работ, но и опыт.
Если у вас нет опыта работы со сварочным аппаратом, вы можете залатать только ржавые участки коррозии на дне — для выполнения таких операций можно брать любые материалы, если они соответствуют требованиям по толщине и надежности.
Остальное доверить профессионалам. Этот вариант соединения металлических деталей — самый старый и надежный и в то же время самый универсальный.
Причем эту опцию можно использовать при любом пространственном расположении сварного шва, даже в местах с ограниченным доступом.
Широкий ассортимент доступных марок электродов позволяет сваривать самые разные стали — как углеродистые стали обычного качества, так и высококачественные стали с разным содержанием легирующих элементов.
При этом качество шва напрямую зависит от квалификации сварщика, и в целом производительность по сравнению с другими сварочными технологиями ниже, но актуальность ручного сварочного аппарата с электродами не снижается за счет простоты и транспортабельность такого оборудования.
Сварка кузова автомобиля своими руками по понятным причинам дешевле, но не лучше, особенно если сварочный полуавтомат для кузовных работ оставляет желать лучшего.
Решив выбрать прибор для кузовного ремонта, квалифицированный специалист учтет химический состав, толщину металла, расположение свариваемых деталей, чтобы состояние порогов после сварки порадовало машину. собственник более года.
Действительно, если у вас есть высокопроизводительный сварочный аппарат для кузовных работ и грамотные специалисты в оборудованном помещении, то ремонт кузова не займет много времени.
Так что не экономьте на автомобиле и собственной безопасности — доверьте его профессионалам, у которых есть все необходимое для кузовного ремонта.
экспертов: Наблюдайте за сварочной проволокой для кузовного ремонта, не забывайте одевать, менять советы STRSW
Судя по комментариям экспертов на SEMA Week ранее в этом месяце, магазины могут упускать из виду требования и техническое обслуживание проводов и наконечников, используемых для MIG- или точечной сварки современных автомобилей.
Дискуссия на сварочном саммите SCRS OEM Collision Repair Technology Summit 7 ноября подняла вопросы о качестве присоединения к индустрии ремонта столкновений, но предложила предложения по его улучшению.
Проволока
Ремонтники могут сваривать неправильную проволоку. Магазины предполагают, что наличие трех проволок — одной для MIG-сварки стали, одной для алюминия и одной для MIG-пайки — означает, что они в хорошем состоянии, — предположил президент компании Reliable Automotive Equipment Дэйв Грускос на панели OEM Summit.
«Сейчас у нас ежедневно выходит 20 разных проводов», — сказал Грускос.
По словам Грускоса, провод, который вы использовали во время сертификационного испытания алюминия I-CAR, вероятно, не подходит для алюминиевого автомобиля, который вы ремонтируете, и наоборот.
По его словам, специалисты по ремонтудолжны проконсультироваться с процедурами OEM, чтобы знать, какие продукты должны проходить через сварочную машину.
Ярким примером является компания Honda, которая требует использования специальных высокопрочных проводов для соединения любой из ее сталей плотностью 590 мегапаскалей или выше. Скоба сварочной проволоки ER70S-6 слишком слабая — всего около 482,63 МПа, что означает, что соединение выйдет из строя раньше, чем металл, и изменит поведение транспортного средства при аварии.
Сопредседатель технического комитетаCollision Industry Conference Ки Йунг (Европейский автомобильный завод) сообщил CIC ранее на этой неделе, что СОП его цеха предусматривает удаление проволоки после завершения сварки.
Таким образом, по словам Йенга, специалист, выполняющий сварку, «должен начинать с нуля». Мастерская исключает риск того, что сварщик сочтет, что проволока в горелке правильная.
«Это облегчает задачу», — сказал он 5 ноября на CIC.
Ремонтные мастерские также захотят правильно хранить свои провода и следить за их появлением на предмет коррозии.
Spanesi Americas, специалист по техническому обучению и представитель OEM Роберт Хизер вспоминал, как посетил магазин, у которого возникла проблема с трехствольным пистолетом Q5 компании.2 MIG сварщик.
Обычная сварка стали и силикон-бронза, выполняемая устройством, работала нормально, но не сваривала алюминий методом MIG, сказал Хисер аудитории на панели OEM Summit.
Он спросил, как долго проволока находилась в сварочном аппарате, и ему ответили 3-4 года.
Hiser спросил, есть ли на предприятии еще одна катушка, и «с благодарностью» она хранилась в сумке. Новая проволока показала, что пистолет работает отлично.
Окисление — «большая проблема» для алюминия, объяснил Хисер саммиту производителей оборудования.
Оставлять алюминий в оружии на четыре года — это «нехорошо», — согласился менеджер по развитию обучения Pro Spot Райан Суонсон, другой участник дискуссии. По его словам, ремонтник получит «плохие» и «грязные» сварные швы.
Lincoln Electric, например, предупреждает сварщиков об этой проблеме в руководстве по сварке алюминия GMAW 2016 года. (Очевидно, что при выполнении собственной сварки следуйте процедурам, предписанным конкретным соответствующим OEM-производителем и производителем проволоки.)
«Неправильное хранение алюминия и алюминиевой проволоки перед сваркой в лучшем случае делает подготовку к сварке намного более дорогой», — написали в компании.«В худшем случае это может привести к получению сварных швов ненадлежащего качества».
Окисление начинается немедленно и со временем густеет, особенно в теплых или влажных условиях, согласно Lincoln Electric.
Даже провода, хранящиеся в соответствии с собственным списком передовых методов Lincoln Electric, можно доверять не более двух лет, сообщила компания. В нем говорилось, что после этого катушки должны быть зажаты.
Подсказки
Hiser также предостерег от использования неправильных наконечников при контактной точечной сварке методом сжатия.Он сказал, что его давний бывший работодатель GM указывает размер и тип наконечников, как и другие автопроизводители.
Не бросайте подсказки в «забвение», — сказал Хисер ремонтникам. По его словам, их, возможно, придется менять каждые 80–100 сварных швов, иногда чаще, иногда реже. — Уточняйте у производителя сварщика, — сказал он.
Другой участник дискуссии, менеджер по обучениюPro Spot Райан Свонсон, сказал, что график чистки и замены наконечников может варьироваться в зависимости от типа наконечника, автомобиля или марки сварочного аппарата.
Модератор дискуссии Генеральный директор компании Vehicle Collision Experts Марк Олсон отметил, что у General Motors есть график исправления и изменения наконечников заводских сварщиков.
Олсон предложил сценарий, в котором автомастерская покупала сварочный аппарат у поставщика, но не покупала у него наконечники в течение 6-8 месяцев.
Если вы не покупали чаевые в течение 6-8 месяцев, «вы делаете что-то не так», — сказал Суонсон.
Олсон предложил владельцам магазинов в аудитории проверить, сколько чаевых они покупают, когда вернутся домой.
Тип насадки может изменить это расписание, но, по словам Суонсона, существует практическое правило заменять насадки каждые 150-200 сварных швов. Но «чем чаще, тем лучше», — сказал он.
Чем чище наконечник и чем больше его форма соответствует задуманной, тем «нам лучше», — сказал он.
Swanson объяснил, что точечная сварка не была такой, как раньше, когда прикладывалось всего 500 фунтов давления, а наконечники не «сдавливались».
Чаевые теперь могут получить 1000 фунтов, «легко», и, по словам Суонсона, они не будут удерживаться в таком же порядке.
«Если магазин не дает советов по покупке и одежде, — значит, проблема», — сказал Суонсон. Он вспомнил, как зашел в магазин, где работал, и узнал, что его Pro Spot i4 искрился.
«Я не шучу», — сказал он. У него не было наконечника со стороны пистолета, и мастерская разбивала электрод во время сварки.
«Это реальность, ребята», — сказал он, назвав это «страшным».
По словам Хисера и Свонсона, некоторые сварщики сегодня начинают, по крайней мере, протекать охлаждающую жидкость со снятым наконечником, но Суонсон сказал, что старые i4 не охлаждались водой до конца.
УHiser была похожая история. Один из магазинов обратился за помощью с поршнем сварочного аппарата, одной из первых моделей Spanesi на 14 500 ампер.
Но насадки также не изменились, и «я не думаю, что у них когда-либо были какие-либо насадки для замены», — сказал Хисер.
По словам Хисера, рычаг ослаблен, что влияет на выравнивание наконечника и возможность правильной сварки.
«Дело было в беспорядке», — сказал он о сварщике.
Он сказал, что Спанези дал владельцу список запчастей для покупки, и, надеюсь, машина была отремонтирована.
Хисер сказал, что такие случаи встречаются «каждый божий день».
«К сожалению, у меня нет очень больших ожиданий» ни в одном магазине, в который он собирается зайти, — продолжил он.
К сожалению, индустрия столкновений и раньше была предупреждена советами. Мы рассмотрели как минимум три случая.
В ноябре 2017 года Грускос и другие участники дискуссии Общества специалистов по ремонту столкновений предупредили в бесплатном видео на YouTube, что неправильно подготовленные или выбранные наконечники сварщика были частыми виновниками дефектных точечных сварных швов контактного типа.
Среди них был Тоби Чесс из Kent Automotive, который дал аналогичный совет на конференции индустрии столкновений летом 2018 года.
Олсон также поднял вопрос о чаевых на курсе NACE тем летом. Он посоветовал ремонтникам использовать новые наконечники каждый раз, когда они делают капитальный ремонт, и обращаться с ними, как с любыми другими расходными материалами.
Дополнительная информация:
Портал заводских процедур ремонта NASTF
Изображений:
Сварочную проволоку Union X96 и алюминиево-кремниевую сварочную проволоку можно будет увидеть на выставке SEMA 2019.(John Huetter / Repairer Driven News)
Трехстворчатая сварочная установка Car-O-Liner показана на SEMA 2018. (John Huetter / Repairer Driven News)
Слева направо, президент Reliable Automotive Equipment Дэйв Грускос, специалисты по техническому обучению Spanesi Americas и представитель OEM Роберт Хисер и менеджер по развитию обучения Pro Spot Райан Свансон участвуют в панели SCRS OEM Collision Repair Technology Summit по сварке 7 ноября 2019 года по адресу: SEMA. (John Huetter / Repairer Driven News)
Наконечники для точечной сварки представлены на NACE 2018.(John Huetter / Repairer Driven News)
Поделиться:
СвязанныеКак сваривать листовой металл кузова автомобиля?
Если на ваших автомобильных деталях есть ржавчина или вмятины, их можно легко отремонтировать, не задумываясь. Когда дело доходит до сварки, вы предпочитаете сделать шаг назад и откладывать ее на потом, потому что работа кажется пугающей и, что самое главное, дорогостоящей.
К счастью, это миф. Многие люди, которые работали с разными сварочными проектами, полностью отрицают тот факт, что сварка устрашающая и дорогая.Они предпочитают, чтобы это был увлекательный проект, если он выполняется с применением надлежащих методов.
В настоящее время технологии превзошли наши ожидания, и вы можете сваривать листовой металл кузова автомобиля самостоятельно, если понимаете, как это делать правильно и эффективно. Когда дело доходит до работы с металлами, в автомобилестроении листовой металл считается самой важной частью.
Однако сварка очень важна. Простая ошибка может поставить вас в затруднительное положение.
Эта статья предоставит вам всю информацию, которую вам необходимо знать, прежде чем вы начнете сварку листового металла кузова автомобиля.Читай дальше, чтобы узнать больше.
Тип сварки листового металлаДля листового металла можно использовать различные типы сварки. Для этого в основном используются сварка TIG (вольфрамовым инертным газом), электродная сварка и сварка MIG (металл в инертном газе).
Поскольку листовые металлы очень тонкие, при их сварке могут образоваться отверстия большего размера, чем вы предпочитаете. Сварка MIG — лучший и самый эффективный способ легко выполнять вашу работу. Вы узнаете об этом больше.
Шаги для автоматической сварки листового металла корпусаИсточник изображения: www.themechanicdoctor.com
Перед сваркой убедитесь, что листовой металл разрезан правильно и точно. Во время сварки убедитесь, что зазоры очень малы, так как если зазоры большие, вам будет очень трудно. В этом случае вам будет сложно соединять металлы.
Шаг 1: Стыковая сваркаВсегда используйте сварку встык, чтобы избежать нахлеста швов.Швы выполняются вырубкой в средней части панелей внахлест. После этого аккуратно уложите прихваточный шов, чтобы панели правильно слиплись.
Если этого не сделать, листовой металл сильно нагреется и деформирует свою форму. В этом случае сделайте прихваточный шов, чтобы дуга панелей остыла между ними. Прихваточный шов можно легко выполнить с помощью сварочного пистолета MIG.
Шаг 2: медленно и стабильноПродолжайте процесс на всем листе, медленно и терпеливо.После этого вы увидите несколько зазоров вокруг сварных швов. Зазоры будут находиться на расстоянии около одной четверти дюйма друг от друга.
Шаг 3. Устранение разрываПеред закрытием зазоров отшлифуйте верхнюю часть сварных швов угловой шлифовальной машиной, чтобы удалить излишки сварного шва. Сделайте это для большей безопасности. Теперь сварите швы так, чтобы между прихваченными панелями кузова было хорошее соединение.
Не переходить сразу к следующему шву; дать время остыть сварному шву, чтобы можно было легко избежать коробления или деформации металла.
Шаг 4: ЗавершениеКогда вы закончите с этим, вы будете намного ближе к финишной черте. Как только они будут сварены, разгладьте их. Отшлифуйте все сварные швы и сделайте это таким образом, чтобы металл получился сварным швом заподлицо.
Избегайте шлифования панелей. Если вы сделаете это случайно, панель станет тоньше своей обычной формы. Завершите это грунтовкой, чтобы избежать появления ржавчины на листе металла.
Наконечники- Выполняйте стыковую сварку и избегайте сварки внахлест для листового металла кузова автомобиля
- Не торопитесь при сварке, чтобы избежать деформации
- Поскольку листы тонкие, всегда устанавливайте сварочный аппарат на минимально возможную мощность, чтобы избежать образования больших отверстий в металле.
- Работайте в гараже или в других частных местах, недоступных для детей
- Поскольку сварка металла приводит к образованию дыма и излучения, всегда надевайте защитные перчатки и надевайте очки.
- Убедитесь, что в вашем рабочем помещении имеется соответствующая система вентиляции, чтобы дым мог легко рассеиваться из вашей комнаты.
- Перед запуском проверьте сварку других металлов, чтобы проверить ее работоспособность.
Надеюсь, эта статья дала вам все инструменты и методы, которые будут вам полезны. Сварка — это потрясающий навык, который нужно приобрести, и если вы овладеете им, вы обнаружите, что это не так страшно, как кажется.
Прочтите статью несколько раз, чтобы быть на шаг впереди всех людей, которые планируют попробовать.Удачи!
Сварка пластмасс для автомобилей | Инструменты горячего воздуха
Пластик — очень распространенный материал, используемый в современных автомобилях. Это потому, что это гибкий материал, которому можно придать форму, подходящую для различных частей кузова автомобиля. Пластмассы всех типов, от бамперов и решеток до спойлеров и осветительных приборов, имеют большое значение для технических специалистов. Хотя в производстве автомобилей используется множество различных типов пластмасс, каждый из них имеет свои свойства. Однако пластмассы обладают такой же структурной прочностью, как сталь, а их эластичность означает, что удары, которые могут повредить металлы без возможности ремонта, могут быть быстро устранены.Пластиковые материалы для термической сварки могут использоваться для устранения трещин, деформаций, расколов или даже полностью утраченных частей кузова автомобиля без потери какой-либо структурной целостности.
Разновидности пластика и высокоуровневое отопление
Автомобили изготавливаются из самых разных пластмасс. Для автомобильных техников жизненно важно определить тип пластика, который требует работы. Это связано с тем, что при сварке для склеивания материалов между собой используется высокий уровень тепла, а всем типам термопластов требуются разные высокие температуры, чтобы они стали пластичными.В то время как для некоторых термопластических сварок требуется заданная температура 300 ° C (идеальная температура для сварки полиэтиленовой смолы высокой плотности), для других потребуется гораздо более высокий уровень 400 ° C (оптимальная температура нагрева для полиамидных пластиков). Попытка выполнить прихватку или основную сварку при неправильной температуре ослабит конструктивную целостность автомобиля и будет означать, что ваша цель — сварка пластмасс — не будет достаточно прочной.
Сварка при низких температурах
Когда дело доходит до регулировки температуры при сварке, неправильная настройка нагрева может иметь множество драматических последствий, ни одно из которых не является положительным.Температура сварочного пистолета имеет жизненно важное значение, и есть только узкое окно, с которым можно поиграть с точки зрения этого высокого уровня нагрева. Сварочный пистолет должен быть достаточно высокого уровня, чтобы размягчить пластик «родительской» детали и сварочного стержня. Получите неправильную температуру для сварки пластмасс, и плавления не произойдет. Если вы попытаетесь соединить два пластика вместе при слишком низкой температуре, то в результате получится так называемая «холодная сварка». Этот тип сварки быстро разрушается. Если вы пойдете другим путем и попытаетесь сваривать при слишком высокой температуре, то сами материалы испортятся.Следовательно, слишком высокая температура приводит к более слабому сварному шву, который повреждает как основной материал, так и сварочный стержень.
Важность контрольной сварки
Лучший способ гарантировать, что вы используете правильный высокий уровень температуры для сварки пластмасс, — это сначала проверить сварной шов. Это полезный способ оценить, какой тип пластика использовался при производстве автомобиля, и убедиться, что вы используете правильную температуру. Пробная сварка может принимать различные формы, но их можно разделить на две категории:
- Неразрушающий контроль: Их можно использовать для проверки поврежденной детали автомобиля на наличие трещин и дефектов, а также для определения требуемого типа пластика.Есть ряд неразрушающих испытаний, которые могут быть выполнены. Они могут включать визуальные проверки, но могут включать ультразвуковой контроль, радиографический контроль или контроль магнитных частиц.
- Разрушающий: Это более тщательный метод определения требуемой работы и температуры, необходимой для успешной сварки. Существует широкий спектр методов, охватывающих этот тип испытаний, в том числе испытания на изгиб и изгиб, испытания под давлением, испытания на растяжение или сжатие или испытания на сдвиг.
Пластмассы в автомобилестроении — ценный материал. Их прочность, пластичность и долговечность означают, что они делают ремонт автомобилей более простым и экономичным для владельцев. Из-за высокого уровня нагрева сварка пластмасс может быть сложной задачей. Убедиться, что вы выбрали правильный тип пластика и определили правильную температуру, жизненно важно для успешной сварки.
Кайл Ван Грол
Кайл Ван Грол — ОМ, также известный как офисный клоун.Я перейду в режим выживания, если меня пощекотят … осторожно.
Сварка листового металла | Плюсы автосервиса
Специалисты по ремонту на случай столкновений должны знать все используемые методы, поскольку сварочная техника продолжает развиваться
Ремонт автомобилей, поврежденных в результате столкновений, всегда предполагал сварку листового металла. Однако процесс этого постоянно развивался и менялся на протяжении всей истории ремонта при столкновении.
Проведены первые ремонтные работы на оборудовании для кислородно-ацетиленовой сварки.Наружные панели кузова сваривались стальным стержнем и газовой горелкой. В результате этого процесса сварки образовалась большая зона термического воздействия, но он хорошо работал на транспортных средствах, панели кузова которых были изготовлены из более толстой мягкой стали, которая использовалась в то время.
Однако изменение технологий производства автомобилей привело к изменению процесса сварки, используемого для их ремонта. В 1970-х годах расход топлива стал определяющим при проектировании автомобилей, и для решения этой проблемы цельная конструкция стала нормой.Также стали использоваться более тонкие и высокопрочные стали. Большая зона термического воздействия, создаваемая газовой сваркой, вызвала коробление более тонких панелей и, что еще хуже, снизила прочность используемых новых высокопрочных сталей.
Автомобили Unibody обычно изготавливаются на заводе с использованием контактной точечной сварки методом сжатия (STRSW). Сварочное оборудование STRSW, используемое производителем транспортных средств, очень велико и непрактично для использования на предприятии по ремонту наездов. Сварочное оборудование STRSW обычно было промышленным и не предназначалось для ремонта при столкновении.Первые сварочные аппараты STRSW, доступные для индустрии ремонта столкновений, были небольшими ручными установками, которые обычно не обладали мощностью, необходимой для выполнения качественных сварных швов во всех областях и областях применения. Доступ для сварочных наконечников к обеим сторонам свариваемых панелей также был возможен не на всех участках.
Из-за этих проблем для ремонта столкновений потребовался новый процесс сварки, и вскоре производители автомобилей рекомендовали сварку GMA (MIG).Сварка GMA (MIG) имеет много преимуществ при устранении столкновений. Он образует относительно небольшую зону термического воздействия, это более быстрый процесс, чем газовая сварка, сварочное оборудование компактно и легко перемещается, и этот процесс несложно освоить. Обычно технический специалист может произвести качественные сварные швы GMA (MIG) всего после нескольких часов обучения и практики. Сварщики GMA (MIG) могут выполнять электрозаклепки вместо заводских точечных сварных швов, а также шовные сварные швы для секционирования и других применений.
Тенденции будущего
Перенесемся в сегодняшний день, и все снова меняется.Алюминий все больше и больше используется в современных автомобилях, как для конструкции, так и для внешних панелей кузова. Стали меняются с головокружительной скоростью. С каждым днем используется все больше стали разных видов и прочности. Для защиты от коррозии обычно применяется цинкование стальных деталей корпуса. Сварка GMA (MIG) по-прежнему является широко используемым и рекомендуемым процессом сварки для ремонта при столкновении, но недавние достижения в области оборудования STRSW, доступного для данной области, привели к тому, что многие производители автомобилей рекомендуют его для сварки как внешних панелей, так и конструктивных деталей.Подобно сварке GMA (MIG), процессу STRSW можно быстро научиться. Это один из самых быстрых доступных процессов сварки, он имеет очень маленькую зону термического воздействия и позволяет производить сварные швы, которые имеют заводской вид, без необходимости правки. Сварочные аппараты STRSW также не образуют искр при сварке, как при сварке GMA (MIG), что может означать, что необходимость в демонтаже внутренней отделки меньше.
Типичное предприятие по ремонту столкновений сегодня оснащено сварочным оборудованием GMA (MIG) и STRSW.Что ждет в будущем сварку с восстановлением столкновений? Только время покажет, но вот что может произойти. Пайка GMA (MIG), процесс склеивания, а не плавление, начинает использоваться для ремонта столкновений в Европе. Когда-то считавшаяся жизнеспособной только для косметических применений, таких как заполнение стыков и швов, пайка GMA (MIG) теперь используется для некоторых структурных применений. Фактически, европейский автопроизводитель Vauxhall рекомендует пайку GMA (MIG) в качестве единственного метода соединения при ремонте при столкновении, как структурном, так и неструктурном.При пайке GMA (MIG) плавится только присадочный металл (кремниевая бронза), а не окружающий металл в зоне сварного шва. Температура пайки MIG составляет 960–1000 градусов C (1760– 1830 градусов F), что намного ниже, чем примерно 1650 градусов C (3000 градусов F) для сварного шва GMA (MIG). Эта более низкая температура не приводит к сгоранию цинковой защиты от коррозии (цинкование) и снижает тепловые повреждения высокопрочной стали в зоне сварного шва.
GMA (MIG) Сварка
Давайте посмотрим на процесс сварки GMA (MIG) и его применимость к сварке листового металла.При сварке GMA (MIG) электродная проволока или присадочный металл осаждается в сварочной ванне одним из трех способов: переносом короткого замыкания, глобулярным переносом или переносом струйной дуги. Метод передачи короткого замыкания, который дает классический звук жарки бекона, является предпочтительным методом для сварки листовой стали, поскольку он использует более тонкую сварочную проволоку, более низкое напряжение и силу тока и, следовательно, меньше тепла по сравнению с другими методами передачи. Алюминий, так как он так быстро отводит тепло для сварного шва, обычно сваривается методом струйно-дугового переноса с более высоким током и напряжением.Многие производители автомобилей рекомендуют использовать импульсный распылитель для алюминия. Метод импульсной струйной передачи — это модифицированная форма струйной дуги, при которой сварочный ток включается и выключается, а не остается постоянным на протяжении всего сварного шва. В этой статье мы сосредоточимся на сварке листовой стали с использованием переноса короткого замыкания.
Сварка GMA (MIG) преобразует электрическую энергию в тепло, которое плавит основной металл и присадочную проволоку.Количество тепла, подводимого к сварному шву, зависит от выходного напряжения и силы тока сварочного аппарата. Выходная сила тока — это то, что в первую очередь контролирует тепло, подводимое к сварному шву. Сила тока, необходимая для сварки, зависит от толщины свариваемой стали (см. Таблицу). Сила тока регулируется изменением скорости подачи проволоки. Выходное напряжение контролирует длину и ширину дуги, а также скорость плавления электродной проволоки. Чем выше напряжение, тем шире дуга и сварочная лужа на основном металле.Настройки напряжения и силы тока должны соответствовать друг другу. Слишком низкое напряжение для выбранной силы тока не приведет к расплавлению электродной проволоки с такой скоростью, с которой она подается, что приведет к заеданию электрода. Слишком высокое напряжение расплавит проволоку быстрее, чем подается, и приведет к обратному прожигу электрода в наконечнике. Сварочные аппараты GMA (MIG) обычно имеют таблицы, в которых указаны рекомендуемые настройки напряжения и силы тока в зависимости от толщины металла. Эти таблицы можно использовать в качестве отправной точки для настройки машины для выполнения сварного шва.
Давайте посмотрим на электродную проволоку. Чаще всего для ремонта столкновений используется электродная проволока ER70S-6. Это сплошная электродная проволока с пределом прочности на разрыв не менее 70 000 фунтов на квадратный дюйм. Он хорошо подходит для выполнения сварных швов во всех положениях и имеет наилучшие характеристики при сварке любых загрязняющих веществ. ER70S-7, который содержит большое количество марганца, повышающего качество сварки оцинкованной стали, представляет собой еще одну электродную проволоку, которую можно использовать для ремонта столкновений, но ее доступность может быть ограничена.Некоторые производители автомобилей могут рекомендовать использование другой электродной проволоки для конкретных применений. Некоторые производители автомобилей рекомендуют ER70S-3 для сварки секционных соединений на полных рамах. Порошковая проволока с внутренним сердечником из флюса, защищающим сварочную ванну от атмосферы и других загрязняющих веществ, рекомендуется по крайней мере одним производителем транспортных средств для сварки определенных конструкций транспортных средств. Диаметр электродной проволоки выбирается в зависимости от толщины свариваемого материала или требуемой силы тока (см. Таблицу).Два наиболее распространенных диаметра электродной проволоки для сварки листового металла — это 0,6 мм (0,023-0,025 дюйма) и 0,8 мм (0,030 дюйма).
Защитный газ необходим для защиты сварочной ванны от атмосферного загрязнения во время сварки GMA (MIG). Наиболее распространенный защитный газ, используемый для ремонтной сварки на столкновение мягких и высокопрочных сталей, представляет собой смесь 75 процентов аргона и 25 процентов CO2. Чистый аргон обычно используется при сварке алюминия и пайке GMA (MIG). Чистый защитный газ CO2 не рекомендуется для ремонта после столкновений, так как он увеличивает зону термического влияния и проникает слишком глубоко в тонкий металл.Скорость потока защитного газа обычно устанавливается на 25–30 кубических футов в час для ремонтной сварки на столкновение. Слишком низкая скорость потока не обеспечит адекватной защиты и может привести к пористости сварного шва. И наоборот, слишком высокая скорость потока может привести к попаданию загрязняющих веществ в сварочную ванну вместе с защитным газом.
Препарирование суставов
Техника сварки и подготовка стыков так же важны для качества сварки GMA (MIG), как и правильное оборудование, настройки и расходные материалы.Монтаж стыков — это первый шаг к качественной сварке. Плохо подогнанный стык с большими зазорами увеличивает вероятность некондиционного сварного шва. Уделите необходимое время, чтобы убедиться, что разрезы выполнены точно, а фланцы прямые и плотно прилегают друг к другу.
Правильная очистка стыков также имеет решающее значение. Сварка поверх краски, ржавчины или любых других загрязнений на основном металле приведет к пористому сварному шву без проплавления. Тепло сварного шва будет использовано для сжигания загрязнений вместо плавления основного металла.Испарения загрязняющих веществ будут смешиваться в сварочной ванне, вызывая пористость сварного шва. При чистке металла старайтесь не удалять оцинкованные покрытия. При использовании болгарки не уменьшайте толщину металла.
По окончании очистки основного металла открытые участки металла следует покрыть грунтовкой для сквозных сварных швов, если ее использование не рекомендуется производителем транспортного средства. После подгонки шва грунтовку для сквозного шва следует удалить из непосредственной зоны сварного шва перед сваркой.
Сварочное оборудование
Когда металл правильно очищен, стык плотно подогнан, а сварочный аппарат настроен в соответствии со схемой, пора делать наши сварные швы, не так ли? Что ж, еще не совсем так, поскольку индивидуальная техника сварки также может повлиять на проплавление и прочность шва. Необходимо сделать практические сварные швы. Расстояние пистолета от основного металла влияет на электрическое сопротивление и, следовательно, на выходную силу тока сварочного аппарата. Скорость и угол перемещения пистолета также влияют как на проплавление, так и на форму сварного шва.Выполнение практических сварных швов на металле того же типа и толщины и в том же положении, в котором они будут свариваться на автомобиле, позволит настроить сварочный аппарат в соответствии с вашей конкретной техникой сварки. Обязательно проверьте тренировочные сварные швы с помощью разрушающих средств, чтобы убедиться, что они имеют достаточную прочность.
Вылет, или расстояние от конца контактного наконечника до конца электродной проволоки, влияет на выходную силу тока, поэтому его следует поддерживать постоянным по всей длине сварного шва.Чем меньше длина вылета, тем меньше сопротивление в сварочной цепи и тем выше будет выходная сила тока. Это означает, что уменьшение вылета увеличивает проплавление сварного шва, а увеличение вылета уменьшает провар. При сварке проволокой 0,6 мм (0,023–025 дюйма) вылет должен находиться в диапазоне от 6–13 мм (от ¼ до ½ дюйма), а для 0,9 мм (0,035 дюйма) — 13–13 мм. 25 мм (от ½ до 1 дюйма).
Подталкивание сварного шва — это когда сварочный пистолет направлен и отталкивается от сварного шва.Этот метод отводит тепло от сварного шва и дает более плоский и широкий валик с меньшим проплавлением. При сварке тонкого металла, где существует проблема прожига, может оказаться полезным использование метода проталкивания. Вытягивание сварного шва — это когда сварочный пистолет направлен на сварочный шов и отведен от него. Этот метод направляет тепло дуги на предварительно нагретый основной металл и увеличивает проплавление, создавая более высокий и узкий валик. Сварка алюминия GMA (MIG) требует использования метода проталкивания, поскольку он направляет защитный газ и тепло дуги на основной металл перед сваркой.Это обеспечивает очищающее действие дуги, которое помогает удалить оксид алюминия с поверхности.
Еще одна переменная — угол наклона сварочной горелки. Угол — это направление, в котором сварочный пистолет направлен на свариваемое соединение. Также учитывается, на какой из двух кусков металла направлена электродная проволока. Это будет зависеть от типа свариваемого соединения и от того, имеют ли две детали одинаковой или разной толщины. Электрозаклепочные и стыковые швы обычно выполняются сварочным пистолетом под углом 90 градусов к стыку.
Для угловых швов на стыках внахлест пистолет обычно направлен под углом 45 градусов к стыку. Когда обе части имеют одинаковую толщину, электродная проволока направлена в центр стыка или немного ближе к нижней части на стыках внахлест. Если части имеют разную толщину, электродную проволоку следует направлять не по центру в сторону более толстой части.
Управление теплом
Управление теплом — еще один важный фактор при сварке листового металла.Управление нагревом — это комбинация настроек сварочного аппарата, общего времени непрерывной сварки и местоположения сварного шва. Слишком большое количество тепла при выполнении одного непрерывного шва или серии сварных швов электрозаклепки вызывает деформацию и ослабление основного металла, а также может вызвать прожог сварного шва. Установка напряжения и силы тока выше, чем это необходимо для сварки, не улучшит качество сварки, но увеличит подвод тепла и связанные с этим проблемы. Установите напряжение и силу тока сварочного аппарата на достаточно высокие значения, чтобы обеспечить хороший сварной шов при комфортной скорости движения.
Другие методы сварки, используемые для управления тепловыделением, включают сварные швы, сварные швы с пропуском и чередующиеся электрозаклепки. Стежковый сварной шов — это непрерывный сварной шов, который выполняется небольшими сегментами с кратковременной остановкой между сварными швами для некоторого охлаждения. Пропускные сварные швы используют аналогичную концепцию, только небольшие сварные швы пропускаются на стыке, а промежутки между ними затем заполняются. Техника чередующейся электрозаклепки предполагает пропускание фланца при сварке, чтобы избежать одновременного выполнения двух сварных швов рядом друг с другом.Это поможет избежать электрозаклепки в месте, которое было предварительно нагрето предыдущим сварным швом.
STRSW
Как отмечалось ранее, оборудование STRSW продвинулось до такой степени, что теперь оно широко используется для ремонтной сварки столкновением как внешних стальных панелей кузова, так и конструктивных деталей. И выходная сила тока, и доступное давление сжатия на сварочных наконечниках резко увеличились по сравнению с первыми доступными сварочными аппаратами. Доступ сварочных наконечников к обеим сторонам сварного шва — почти единственное ограничение STRSW при ремонте стальных автомобилей.Хотя могут существовать определенные процедуры и применения, точечная контактная сварка алюминия при ремонте после столкновения обычно не рекомендуется. Электропитание оборудования STRSW, используемого для ремонтной сварки столкновением, должно быть минимум 220 В и предпочтительно трехфазным. Важным фактором при использовании STRSW является доступная мощность в стене, к которой подключен аппарат. Проводка к розетке должна быть соответствующего размера, чтобы выдерживать ток, необходимый сварочному аппарату. Даже самое лучшее оборудование не будет работать должным образом, если напряжение и сила тока источника недостаточны.
Общая рекомендация для замены панелей на STRSW заключается в использовании того же количества сварных швов и того же расстояния, что и при заводской точечной сварке, но избегайте исходного местоположения. Сварные швы STRSW обычно выполняются рядом с оригинальными заводскими точечными швами. Свариваемые фланцы должны быть прямыми и чистыми. Удалите электронное покрытие, лакокрасочное покрытие или другие загрязнения с обеих сторон фланцев в зоне сварки. Голый металл обычно покрывается грунтовкой для сквозных сварных швов — ознакомьтесь с рекомендациями для конкретного применения, над которым работаете.При выполнении точечной сварки необходима плотная подгонка двух свариваемых фланцев. Не полагайтесь на концы сварочного аппарата, чтобы стянуть фланцы вместе. Выпрямите фланцы, чтобы они плотно прилегали друг к другу, и используйте зажимы, чтобы крепко их удерживать.
Как и при сварке GMA (MIG), практические сварочные швы следует выполнять на металле того же типа и толщины, который будет свариваться на автомобиле. Практические сварные швы необходимо подвергнуть разрушающим испытаниям, чтобы убедиться в их достаточной прочности. Точечные сварные швы обычно подвергаются разрушающим испытаниям с помощью теста на отслаивание.В тесте на отслаивание верхний кусок отделяется от нижнего. При хорошем сварном шве в одной детали будет образовано отверстие, а на другой останется сварной шов. Производители транспортных средств могут иметь диаграммы с указанием минимального диаметра сварного шва, приемлемого для металла разной толщины.
Сварка
Сварка — это процесс, сочетающий клеевое соединение с STRSW. Сварка может использоваться на панелях четверти, обшивке крыши, обшивке дверей и наружных дверных проемах (unisides).Сварка должна выполняться только в том случае, если существует процедура или деталь была первоначально прикреплена сваркой. Для большинства процедур сварки требуется специальный клей, поэтому обязательно используйте клей, рекомендованный для выполняемой процедуры. Грунтовка для сварных швов не используется, так как оголенный металл на фланцах полностью покрыт клеем. Сварка обычно требует более высокого давления сжатия на концах сварочного аппарата, чем только STRSW.
Сварка листового металла всегда была важной частью ремонта после столкновения.По мере того, как менялись автомобили, менялась и сварочная технология, используемая для их ремонта. Сегодня многие процедуры выполняются с использованием более чем одного типа сварочного оборудования. Для замены четверти панели может потребоваться сварка STRSW вдоль фланцев дверного проема и вокруг проема колеса, а также сварка шва GMA (MIG) в месте разреза на панели коромысла или в области панели паруса. Несколько сварочных швов GMA (MIG) также могут потребоваться в областях, где внутренние панели или арматура ограничивают доступ сварочных наконечников STRSW к обеим сторонам сварного шва.
Знает ли ваш кузовной цех в Нью-Джерси, куда идут сварные швы OEM? Угадай снова.
Реальный факт № 1: Ваш кузовной ремонт, вероятно, требует сварки. Реальный факт № 2: Не все автомастерские в Нью-Джерси знают, как правильно сваривать. В результате ваша безопасность может оказаться под угрозой. Мы здесь, чтобы рассказать водителям из Нью-Джерси о важности того, чтобы магазин знал, где идут сварные швы OEM и что это означает для вашей безопасности.
Но прежде давайте вернемся к нему немного.Когда вы идете на работу каждый день в течение пяти, десяти или даже двадцати лет, можно с уверенностью сказать, что вы знаете, что делаете. Конечно, специфика того, над чем вы работаете, может измениться (как и с любой другой работой), но по большей части вам платят за работу, в которой вы уже являетесь экспертом. Что произойдет, если однажды вы пойдете на работу и то, как вы должны действовать, полностью изменилось, и вам никто не сказал? Вы бы просто выполняли свою работу так, как делали всегда, или изменили бы ее, чтобы она соответствовала этим новым способам?
А теперь представьте, если бы поступки неправильно по-прежнему «выглядели» хорошо после того, как вы все сделали.Как кто-нибудь узнает, что вы сделали это неправильно, когда все выглядело исправно и работа была сделана? А что, если то, как вы выполняете свою работу, даже если она отлично выглядит, просто поставит под угрозу чью-то безопасность? Хуже того, что, если ваша работа стоила этому человеку жизни?
Весь этот сценарий «а что, если» представляет собой реальность, с которой сегодня сталкиваются специалисты по ремонту после столкновений, если их руководство не поддерживает поиск времени на исследование и создание индивидуального плана ремонта для каждого отдельного ремонта.В результате безопасность водителей после ремонта серьезно ставится под угрозу.
Сегодня в индустрии ремонта столкновений много говорят о том, чтобы вернуться к основам сварки. Производители создают автомобили с конкретными инструкциями о том, как и где выполнять резку и сварку, поэтому так важно соблюдать процедуры ремонта. В некоторых случаях эти инструкции идут вразрез с методами, которые использовались даже в прошлом году. Некоторые инструкции OEM также противоречат интуиции.Они могут проинструктировать технических специалистов выполнять сварку непосредственно поверх существующего сварного шва. В недавнем прошлом вы никогда бы не подумали о сварке таким образом, и если вы не потратите время на изучение процедуры для конкретной марки и модели автомобиля, у вас очень высока вероятность ошибиться. Результат мог быть фатальным.
Лучшие автомастерские в мире гордятся тем, что собирают ваш автомобиль в точности так, как он выглядел, когда он покидал выставочный зал. Квалифицированный техник может отремонтировать ваш автомобиль настолько хорошо, что будет невозможно обнаружить, что он когда-либо был поврежден или отремонтирован.Это предмет гордости в торговле на протяжении более 100 лет. Есть даже группы в Facebook, заполненные сообщениями о явно отремонтированных машинах. Вы часто будете видеть фотографию заметного ремонта (обычно с плохим цветовым соответствием при раздаче) со слоганом «ОК, кто это сделал?»
Разница между оригинальными заводскими сварными швами и сваркой во время ремонта:
Мы в Autotech Collision Service считаем своим долгом как автомастерскую проинформировать New Jersey Drivers о важности автомастерской, зная, где производитель дает указания по ремонту сварных швов.Конечно, любой техник знает, как переустановить и затянуть снятые болты во время ремонта с той же силой, что и раньше. Это ремонт после столкновения 101. Но это не обязательно означает, что это единственное, что нужно сделать в процессе ремонта. Вот где возникает важность последующего ремонта OEM. Могут быть изменения с момента первого изготовления автомобиля и текущие процедуры ремонта, которым должен следовать технический специалист, в зависимости от текущего состояния автомобиля.
Теперь производители начали говорить магазинам, чтобы они перестали так думать, что нарушает статус-кво в ремонте столкновений.
А почему это?
Материалы, из которых изготовлен новый автомобиль, спроектированы так, чтобы спасти вашу жизнь. В результате они жертвуют собой, передавая энергию удара от пассажиров. В процессе ремонта эти детали необходимо вырезать и вставлять новые, но вот проблема: автомастерские не являются производителями, и у них нет инструментов или оборудования для штамповки новых деталей.В некоторые из этих материалов их даже нельзя приваривать, потому что они чувствительны к теплу.
Возьмем, к примеру, Audi. Инструктор Audi по столкновениям и разработчик учебной программы Шон Харт заявил, что завод Audi «… завод имеет гораздо больший уровень мощности и использует« огромные »сварочные головки по сравнению с кузовным цехом на вторичном рынке. В индустрии ремонта после столкновений есть вариант, который хорошо дублирует процесс, но не может соответствовать ему на 100 процентов ».
Для вас это означает, что если автомастерская не следует инструкциям, изложенным производителем вашего автомобиля, и предпочитает вместо этого использовать запасные части, то нет 100%, что он сможет обеспечить вам безопасность, которую обеспечит ремонт OEM.
Видите ли, некоторые детали конструкции и рельсы рамы нужно приклеивать обратно, некоторые — приклепывать, а некоторые — клеить и приклепывать, или клеить и сваривать. Все зависит от того, что нужно делать в процессе ремонта. Для мастера неслыханный ремонт, который был бы заметен визуально. Таким образом, они могут игнорировать директивы производителя, чтобы «сэкономить время» в процессе ремонта. Это не означает, что ремонт будет заметен для вас снаружи транспортного средства, это просто означает, что при правильном ремонте на направляющей рамы могут быть заклепки, которых не было на момент покупки.Это также может означать, что точечные сварные швы стали более массивными или их сейчас больше, чем при постройке автомобиля. Для вас это не имеет большого значения, но очень важно то, что ваш технический специалист знает об этих OEM-процедурах и выполняет их, даже если это означает, что впервые за сорок лет все будет по-другому.
OEM-ремонт — единственный выход
Проблема для потребителя в том, и всегда будет (по крайней мере, на момент написания этой статьи), никакие законы не заставляют ваш магазин или вашего специалиста искать рекомендованная производителем процедура.Не говоря уже о соблюдении этих процедур ремонта. Совершенно верно: вы можете купить небезопасный ремонт, и никто и никакой закон не могут помешать этому.
Вот почему сегодня так важно просвещение потребителей по вопросам ремонта при столкновении. А защитить себя так же просто, как поговорить с вашим магазином, прежде чем они что-то сделают. Все, что вам нужно, — это просмотреть страницу с описанием процедуры ремонта. Затем попросите магазин провести вас через проделанную работу с вашим автомобилем. Эти страницы процедур OEM или «P-Pages» можно распечатать и передать вам.Прежде чем принять автомобиль после ремонта, попросите представителя службы поддержки клиентов показать вам, где они выполнили эти процедуры. Если вы не удовлетворены, откажитесь от доставки автомобиля и позвоните в свою страховую компанию.
Кто в Нью-Джерси знает, где производитель хочет их сваривать?
Можно подумать, что каждая мастерская по ремонту кузовов сделает все возможное, чтобы безопасность клиента никоим образом не пострадала, особенно когда речь идет о сварке.